

Automated Systems Division
ARGO 42/A
Comelz
Drive Motor & Stepper Drive
Eprom Version B
Instruction Manual
CATPT9910
Union Special Corporation
Automated Systems Division

ARGO 42/A
INSTALLATION
USE
MAINTENANCE
Catalog Part Number
CATPT9910
Eprom B
COMELZ ARGO 42/A 2
INSTALLATION...................................................5
CONNECTING TO MAINS ...................................................................................5
CONNECTION TO THE SEWING MACHINE..................................................5
SYNCHRONIZERS / INSTALLATION AND TIMING .....................................5
INSTALLATION OF ME100 SYNCHRONIZER..........................................................................5
INSTALLATION OF ME200 SYNCHRONIZER
INSTALLATION OF ME300 SYNCHRONIZER
TIMING............................................................................................................................................
“0” reference position without using
the MT800 console ....................................................6
SOCKET PANELS ..................................................................................................7
CZ0 AND CZ1 SOCKET PANELS.................................................................................................7
CZ2 SOCKET PANEL.....................................................................................................................
CZ3 AND CZ4 SOCKET PANELS
NT4 SOCKET PANEL ....................................................................................................................
.................................................................................................7
..........................................................................6
..........................................................................6
6
7
8
THE MT800 CONSOLE .........................................................................................8
PROTECTED ACCESS TO INFORMATION.....................................................8
INSTALLATION SETUP .......................................................................................8
TRANSFER OF THE SETUP THROUGH THE KK195 MEMORY ............................................8
SELECTION AMONG CONFIGURATIONS INCLUDED IN THE “LIBRARY
OF CONFIGURATIONS”..............................................................................................................9
SETUP -01 / machine selection.............................................................................................10
DIRECT PROGRAMMING OF MOTOR CONFIGURATION...................................................10
SETUP -02 / machine parameters........................................................................................10
TIMING (DIRECTION OF ROTATION, NEEDLE POSITIONS)................................................... 11
ROTATION (SPEED, ACCELERATION)....................................................................................... 11
TREADLE .......................................................................................................................................12
COVER PAGES................................................................................................... 13
MOTOR DIAGNOSIS....................................................................................................................... 13
PROTECTED ACCESS SETUP .............................................................................................. 14
SETUP -03 / machine devices................................................................................................14
THREAD TRIMMER....................................................................................................................... 14
COMELZ ARGO 42/A 3
TENSION RELEASE....................................................................................................................... 15
THREAD WIPER............................................................................................................................ 16
PRESSER FOOT LIFTER............................................................................................................... 16
BACK-TACK................................................................................................................................... 16
NEEDLE COOLING....................................................................................................................... 17
CHAIN SUCTION (VENTURI)....................................................................................................... 17
PHOTOCELL........................................................................................................................ 17
SAFETY SWITCH................................................................................................................. 17
STATIONARY BRAKE .................................................................................................................... 18
HP ADLER / JUKI.......................................................................................................................... 18
CUTTER.......................................................................................................................................... 18
STEPPER MOTORS .......................................................................................................................19
AUTOMATION .....................................................................................................19
SETUP –10 / output signals / input signals........................................................................19
PROGRAMMING OUTPUT SIGNALS .......................................................................................19
PROGRAMMING INPUT SIGNALS............................................................................................ 22
CONNECTION OF INPUT DEVICES (M
ICRO-SWITCHES, NPN, PNP).........................................24
USE........................................................................26
CONSOLES AND KEYBOARDS........................................................................26
MT800 CONSOLE.........................................................................................................................26
MT600 CONSOLE.........................................................................................................................
MT100 AND MT400 KEYBOARDS
............................................................................................27
MT500 KEYBOARD.....................................................................................................................
26
27
SEWING PROGRAMMING................................................................................27
STEP PROGRAMMING ...............................................................................................................28
Operations...............................................................................................................................
Sewing mode...........................................................................................................................
Behavior of devices while sewing..........................................................................................29
28
29
COMELZ ARGO 42/A 4
Behavior of devices at the end of the sewing .......................................................................30
Beginning and end of a Step and shift from a Step to the next one
USE OF THE PHOTOCELL .........................................................................................................31
Additional conditions for the use of the photocell
USE OF THE AUTOMATION FUNCTIONS
Importance of the Pause Step ...............................................................................................33
CREATING A PROGRAM BY SELF-TEACHING
PROGRAM MANAGEMENT ......................................................................................................33
Modifying and deleting a Program
Correction of a Program and limitation to correction
Transferring a Program........................................................................................................34
..............................................................................32
......................................................................................34
..............................................................32
....................................................................33
.......................................................34
PROGRAM 000 ......................................................................................................35
PROGRAM INDEX...............................................................................................35
PIECE COUNTING / PRODUCTION CONTROL ...........................................36
USE OF STANDARD COVER PAGES...............................................................37
..................................30
MAINTENANCE.................................................39
TROUBLESHOOTING .................................................................................................................39
ERROR MESSAGES DISPLAYED BY THE MT800 CONSOLE
COMPLETE MOTOR RESET ......................................................................................................40
RUNNING THE MACHINE WITHOUT SYNCHRONIZER
BUILT-IN BACK-UP MEMORY.................................................................................................40
REPLACEMENT OF THE SOCKET PANEL
REPLACEMENT OF THE SYNCHRONIZER
REPLACEMENT OF THE KK66 ELECTRONIC BOARD
REPLACEMENT OF THE FRONT PEDAL
MOTOR REPLACEMENT............................................................................................................41
SOFTWARE UPDATING.............................................................................................................41
..............................................................................40
............................................................................41
........................................................41
PANEL ..................................................................41
..............................................39
......................................................40
EXAMPLES (Sewing Programs)........................42
SM1 STEPPER MOTOR DRIVER ………….. 61
COMELZ ARGO 42/A 5
INSTALLATION
CONNECTING T O MAINS
ARGO is a 220 V single-phase unit and it can be immediately connected to the 220 V single-phase line.
It can also be connected to the 380 V three-phase line by obtaining 220V using any one
case of connection to the 380V three-phase line it is important not to connect the unit between two phases instead of
between any one phase and the neutral wire.
By request Argo is available in 110V model.
Also the ground wire must be absolutely connec
Besides, near the unit there must not be any equipment that has sparking contacts (as lacking the correct protections).
For a good functioning it is necessary to c
housing.
ted for correct functioning of the motor (through the mains socket).
onnect the sewing machine head to the ground screw located on the motor
CONNECTION TO THE SEWING MACHINE
The motor is fixed to the stand through a bracket. Fixing holes comply with both DIN and ASA norms.
The transmission of the motion is effected through a V b
to obtain a correct ratio between the maximum rotation speed allowed on the machine (MAX) and the rated rotation speed
of the motor (4500rpm). A different ratio to the motor speed (max. 6000rpm) reduces performances.
The correct pulley size is given to the technician dur
The correct pulley size can also be calculated u
sing the following formula:
elt, “Z” section. Choose the diameter of the motor pulley (PUL) so as
ing the configuration process of the motor (pag e 11).
of the three phases and the neutral wire. In
(where DV is the pitch diameter of the hand-wheel of the machine):
Pulleys are available with pitch diameters (in mm): 50,
The treadle is connected to the control lever on the main body of A
machine.
To prevent vibrations from moving the motor and loosening the belt, the
securely fastened with the wrench provided with the unit.
58, 63, 67, 71, 75, 80, 85, 90, 95.
RGO, through the rod (extensible) that is usually fitted to the
screws that connect the motor to the bracket must be
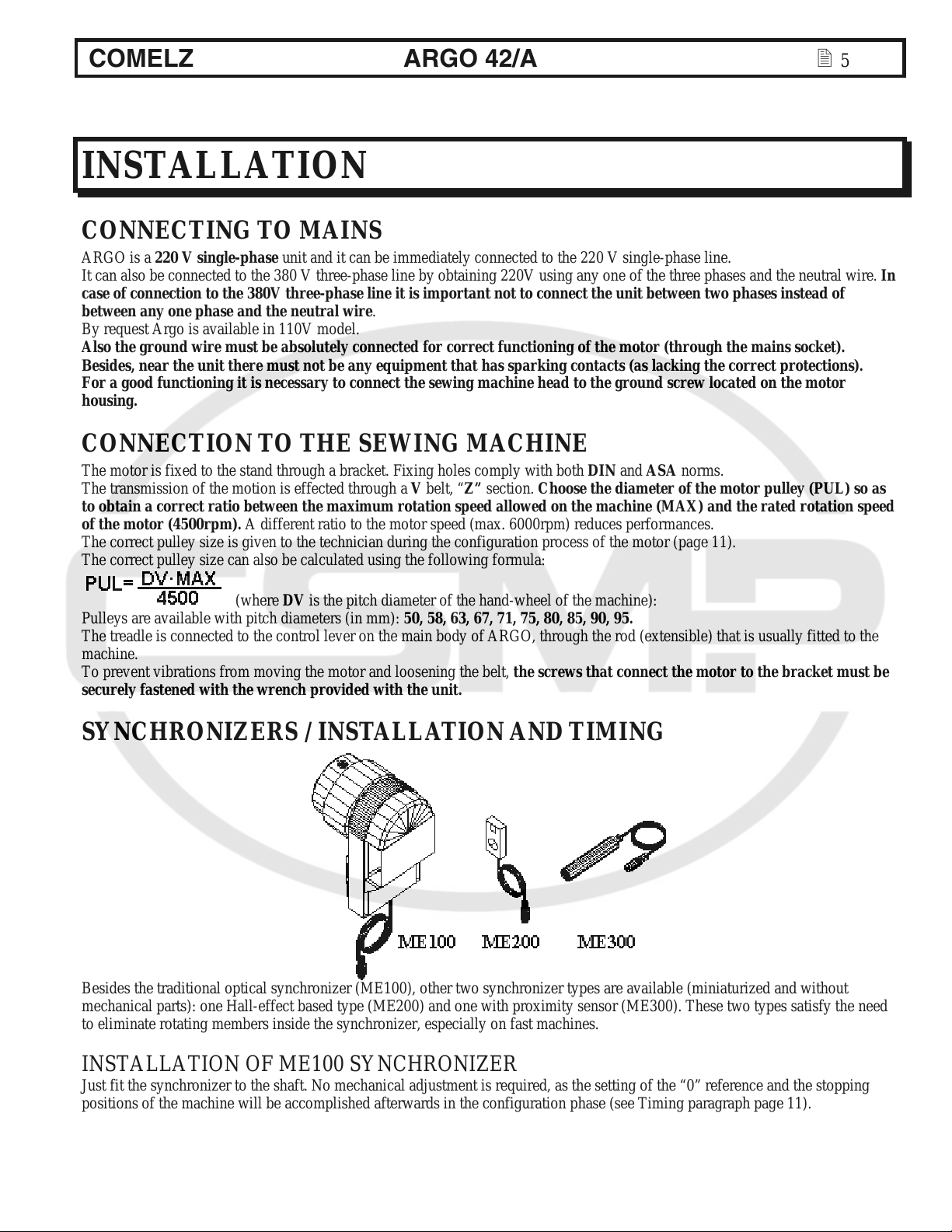
SYNCHRONIZERS / INSTALLATION AND TIMING
Besides the traditional optical synchronizer (ME100), other two synchronizer types are available (miniaturized and without
m
echanical parts): one Hall-effect based type (ME200) and one with proximity sensor (ME300). These two types satisfy the need
to eliminate rotating members inside the synchronizer, especially on fast machines.
INSTALLATION OF ME100 SYNCHRONIZER
Just fit the synchronizer to the shaft. No mechanical adjustment is required, as the setting of the “0” reference and the stopping
positions of the machine will be accomplished afterwards in the configuration phase (see Timing paragraph page 11).
COMELZ ARGO 42/A 6
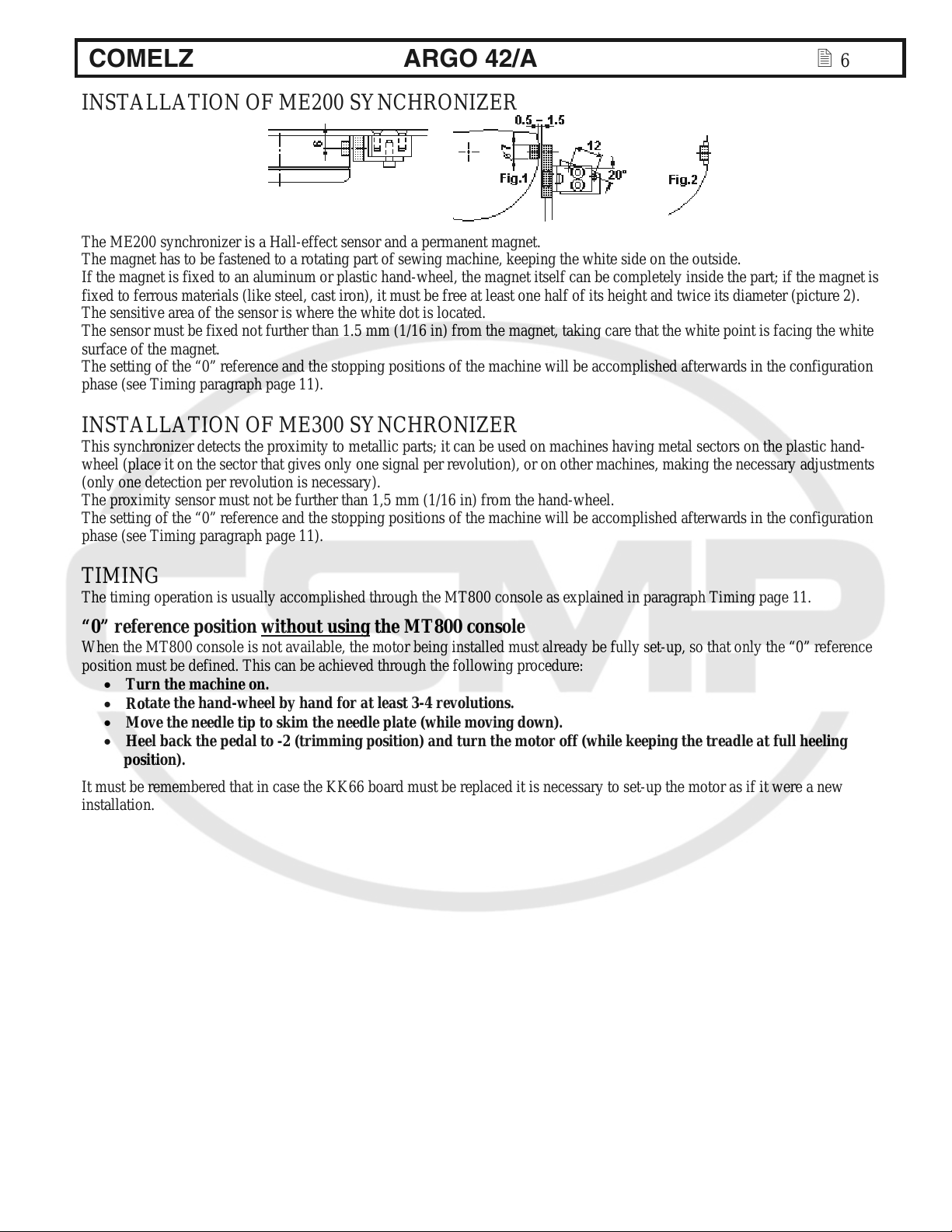
INSTALLATION OF ME200 SYNCHRONIZER
The ME200 synchronizer is a Hall-effect se
The magnet has to be fastened to a rotating part of sewing machine, keeping the white side on the outside.
If the magnet is fixed to an aluminum or plastic hand-wheel, the magnet itself can be completely inside the part; if the magnet is
d to ferrous materials (like steel, cast iron), it must be free at least one half of its height and twice its diameter (picture 2).
fixe
The sensitive area of the sensor is where the white dot is located.
The sensor must be fixed not further than 1.5 mm (1/16 in) from the magnet, taking care that the white point is facing the white
surface of
The setting of the “0” reference and the stopping positions of the machine will be accomplished afterwards in the configuration
pha
the magnet.
se (see Timing paragraph page 11).
INSTALLATION OF ME300 SYNCHRONIZER
This synchronizer detects the proximity to metallic parts; it can be used on machines having metal sectors on the plastic hand-
wheel (place it on the sector that gives only one signal per revolution), or on other machines, making the necessary adjustments
(only one detection per revolution is necessary).
The proximity sensor must not be further than 1,5 mm (1/16 in) from the hand-wheel.
The setting of the “0” reference and the stopping positions of the machine will be accomplished afterwards in the configuration
se (see Timing paragraph page 11).
pha
nsor and a permanent magnet.
TIMING
The timing operation is usually accomplished through the MT800 console as explained in paragraph Timing page 11.
“0” reference position without using the MT800 console
When the MT800 console is not available, the motor being installed must already be fully set-up, so that only the “0” reference
position must be defined. This can be achieved through the following procedure:
• Turn the m
tate the hand-wheel by hand for at least 3-4 revolutions.
• Ro
ve the needle tip to skim the needle plate (while moving down).
• Mo
• Heel
position).
It must be remembered that in case the KK66 board must be replaced it is
installation.
achine on.
back the pedal to -2 (trimming position) and turn the motor off (while keeping the treadle at full heeling
necessary to set-up the motor as if it were a new
COMELZ ARGO 42/A 7
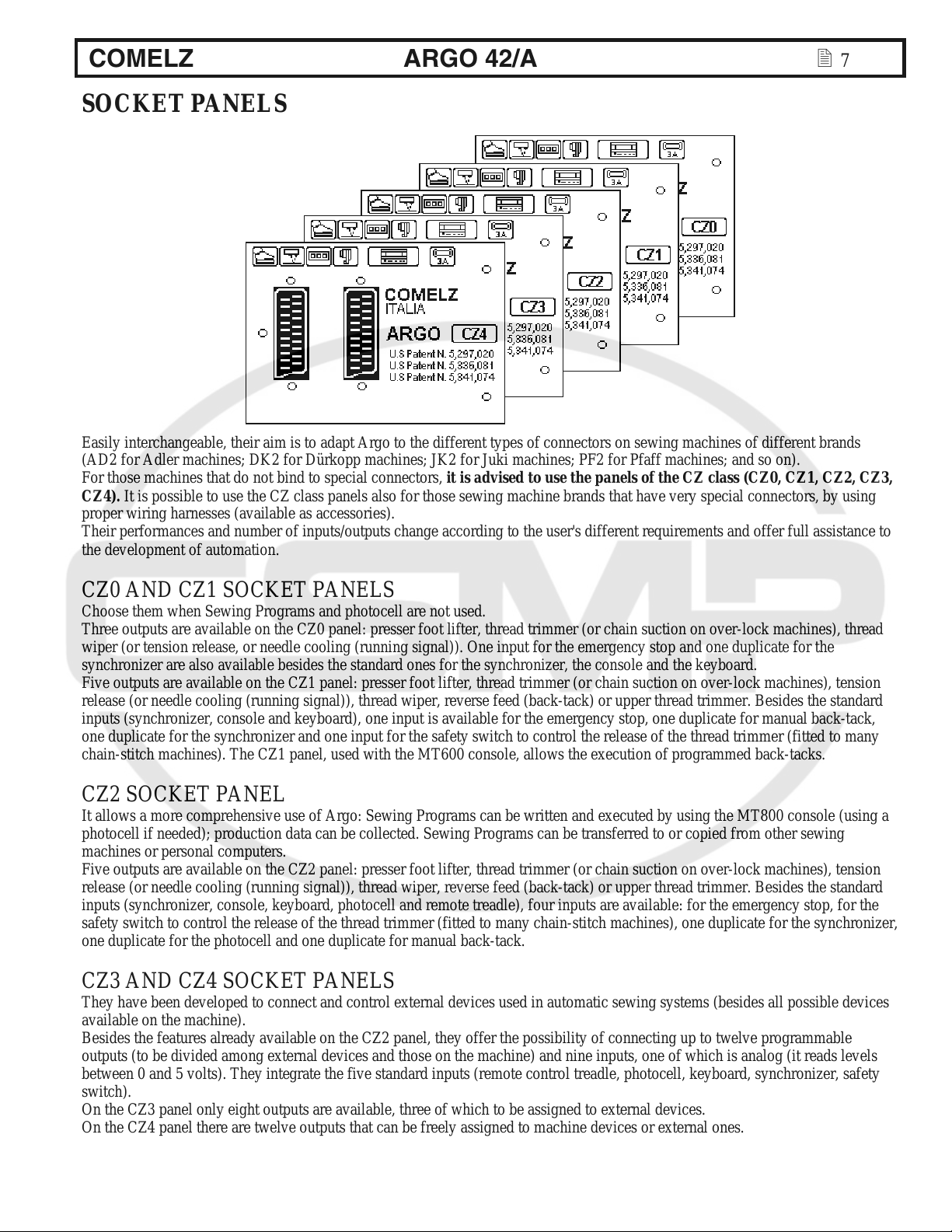
SOCKET PANELS
Easily interchangeable, their aim is to adapt Argo to the different types of connectors on sewing machines of different brands
(AD2 for Adler machines; DK2 for Dürkopp machines; JK2 for Juki machines; PF2 for Pfaff machines; and so on).
For those machines that do not bi
CZ4). It is possible to use the CZ class panels also for those sewing machine brands that have very special connectors, by using
proper wiring harnesses (available as accessories).
Their performances and number of inputs/outputs change according to the user's different requirements and offer full assistance to
th
e development of automation.
nd to special connectors, it is advised to use the panels of the CZ class (CZ0, CZ1, CZ2, CZ3,
CZ0 AND CZ1 SOCKET PANELS
Choose them when Sewing Programs and photocell are not used.
Three outputs are available on the CZ0 panel: presser foot lifter, thread trimmer (or chain suction on over-lock machines), threa
wiper (or tension release, or needle cooling (running signal)). One input for the emergency stop and one duplicate for the
synchronizer are also available besides the standard ones for the synchronizer, the console and the keyboard.
Five outputs are available on the CZ1 panel: presser foot lifter, thread trimmer (or chain suction on over-lock machines), tensio
release (or needle cooling (running signal)), thread wiper, reverse feed (back-tack) or upper thread trimmer. Besides the standard
inputs (synchronizer, console and keyboard), one input is available for the emergency stop, one duplicate for manual back-tack,
one duplicate for the synchronizer and one input for the safety switch to control the release of the thread trimmer (fitted to many
chain-stitch machines). The CZ1 panel, used with the MT600 console, allows the execution of programmed back-tacks.
d
n
CZ2 SOCKET PANEL
It allows a more comprehensive use of Argo: Sewing Programs can be written and executed by using the MT800 console (using a
photocell if needed); production data can be collected. Sewing Programs can be transferred to or copied from other sewing
machines or personal computers.
Five outputs are available on the CZ2 panel: presser foot lifter, thread trimmer (or chain suction on over-lock machines), tensio
release (or needle cooling (running signal)), thread wiper, reverse feed (back-tack) or upper thread trimmer. Besides the standard
inputs (synchronizer, console, keyboard, photocell and remote treadle), four inputs are available: for the emergency stop, for the
safety switch to control the release of the thread trimmer (fitted to many chain-stitch machines), one duplicate for the synchronizer,
one duplicate for the photocell and one duplicate for manual back-tack.
n
CZ3 AND CZ4 SOCKET PANELS
They have been developed to connect and control external devices used in automatic sewing systems (besides all possible devices
available on the machine).
Besides the features already available on the CZ2 panel, they offer the possibility of connecting up to twelve programmable
out
puts (to be divided among external devices and those on the machine) and nine inputs, one of which is analog (it reads levels
between 0 and 5 volts). They integrate the five standard inputs (remote control treadle, photocell, keyboard, synchronizer, safety
switch).
On the CZ3 panel only eight outputs are available, three of which to be assigned to external devices.
On the CZ4 panel there are twelve outputs that can be freel
y assigned to machine devices or external ones.
COMELZ ARGO 42/A 8
NT4 SOCKET PANEL
This socket panel has the same features of CZ4 socket panel plus it has the possibility to be conn ected to one or more external
boxes SM1 for Stepper motor control. See manual “Stepper Motors”.
THE MT800 CONSOLE
This console is the most powerful instrument to access the functions available with ARGO; through it, it is possible to intervene at
any level and on each aspect of the application. It is used by installers, maintenance personnel and by users.
Through the use of the MT800 console, installers define their application precisely and in details, adjust the parameters of the
sewing m
Users, through a simple and exhaustive language, can create and store in memory a great number of Sewing Programs and, during
ope
All available functions, both for configuration and use, are shown by a set of pages and underlying pages, divided into three
gr
oups:
achine, detect malfunctioning and collect operation data.
rations, they can count the pieces and monitor production.
• SETUP -01
• PR
G 000 basic Sewing Programs
/..../SETUP -10 configuration instruments
• PRG
Parameters within pages are selected through the
The value of a parameter is defined through the
• change
• chan
• confirm or
• search for
The
associated to some pages and parameters. The access to and the return from the underlying pages is obtained by pressing the
button.
001/.../PRG 255 Sewing Programs written by the user
buttons.
and buttons that, depending upon the context, are used to:
the numerical value ( to increase, to decrease)
ge the literal content (to insert text)
exclude (
alternatives for the use of devices
and buttons are also used to move through the main pages (starting from the page number). An underlying page is
for YES, for NO)
PROTECTED ACCESS TO INFORMA TION
The machine configuration (set-up), the modification of Sewing Program data and the access to production data fall within
specialized personnel competence. To prevent operators from accidentally altering these data, two 3-digit access codes are
provided (code
Program area; code
The original codes are 000 and they can be changed in Set-up-02 ( see Protected access set-up page 14).
If the codes are set to a value different than 000 it is possible to write into the KK195 memory chip only after entering the PRG
code.
PRG to modify Sewing Programs, for production control or to move from Cover page area to Sewing
STP to move from Sewing Program area to Set-up area).
INSTALLATION SETUP
On the MT800 programming console, at every position of the cursor corresponds a message displayed in the bottom line that will
help you through the programming. Basically, to program Argo, you simply follow the instruction s in the messag e line until the
motor is fully configured.
There are three diffe rent ways to
Transfer of machine configuration from an external KK195 memory chip to the motor.
Selection of machine configuration among several configurations already stored in the motor “library of configurations”.
Direct programming of all the parameters needed (or modification of some parameters stored in the two previous ways).
set-up the motor for the particular machines used:
TRANSFER OF THE SETUP THROUGH THE KK195 MEMORY
By means of a KK195 memory chip it is possible to copy the configuration from an already installed machine and transfer it to a
machine of the same type. When required, at this moment it is also possible to transfer all the Sewing Programs.
To transfer a machine configuration from an external KK195 memory chip to the motor:
- Turn the motor off
COMELZ ARGO 42/A 9
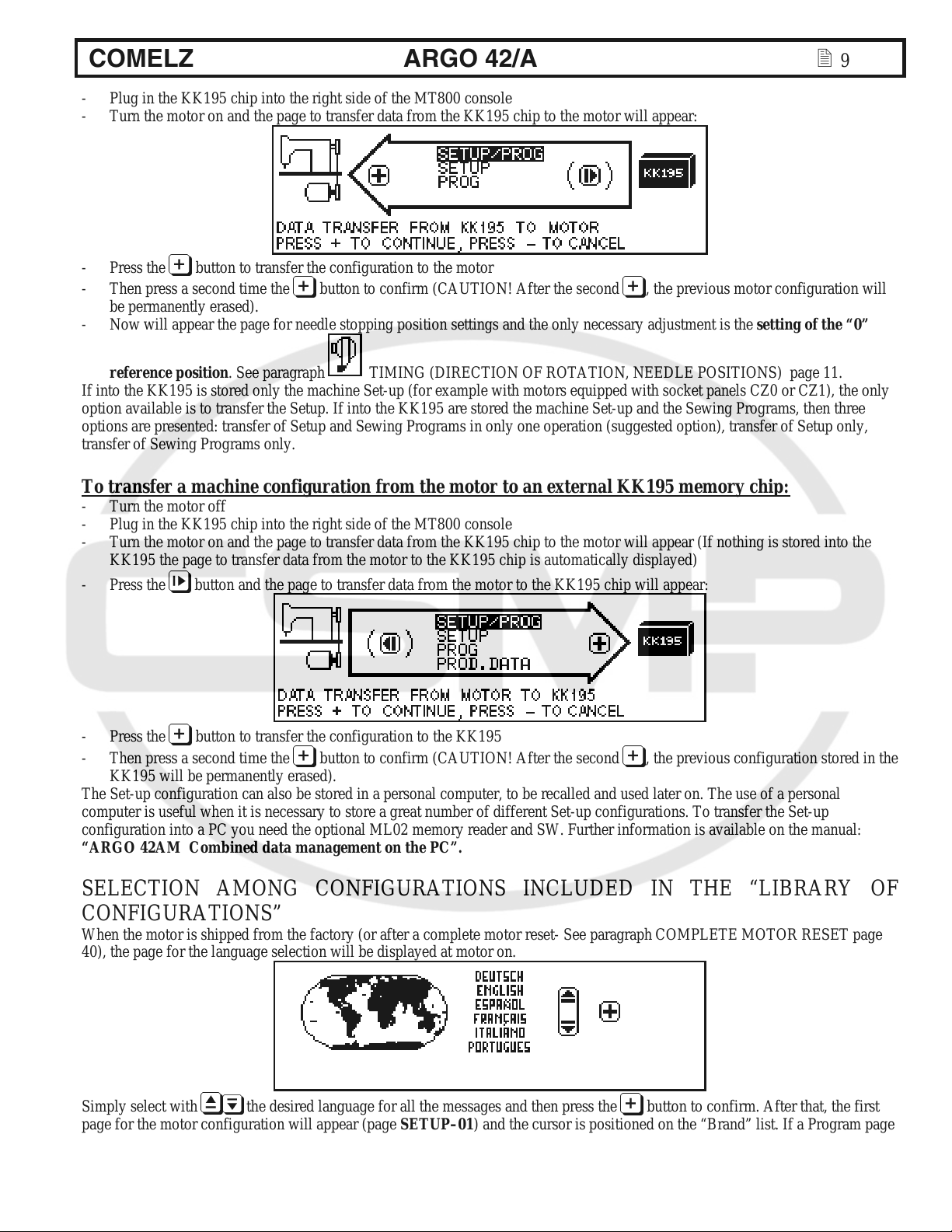
- Plug in the KK195 chip into the right side of the MT800 console
- Turn the motor on and the page to transfer data fro
- Press the
- Then press a second time the
be permanently erased).
- Now will appear the page for needle stopping position setti
button to transfer the configuration to the motor
button to confirm (CAUTION! After the second , the previous motor configuration will
m the KK195 chip to the motor will appear:
ngs and the only necessary adjustment is the setting of the “0”
reference position. See paragraph
If into the KK195 is stored only the machine Set-up (for example with motors equipped with socket panels CZ0 or CZ1), the only
ption available is to transfer the Setup. If into the KK195 are stored the machine Set-up and the Sewing Programs, then three
o
options are presented: transfer of Setup and Sewing Programs in only one operation (suggested option), transfer of Setup only,
transfer of Sewing Programs only.
TIMING (DIRECTION OF ROTATION, NEEDLE POSITIONS) page 11.
To transfer a machine configuration from the motor to an external KK195 memory chip:
- Turn the motor off
- Plug in the KK195 chip into the right side of the MT800 console
- Turn the motor on and the page to transfer data from the KK195
KK195 the page to transfer data from the motor to the KK195 chip is automatically displayed)
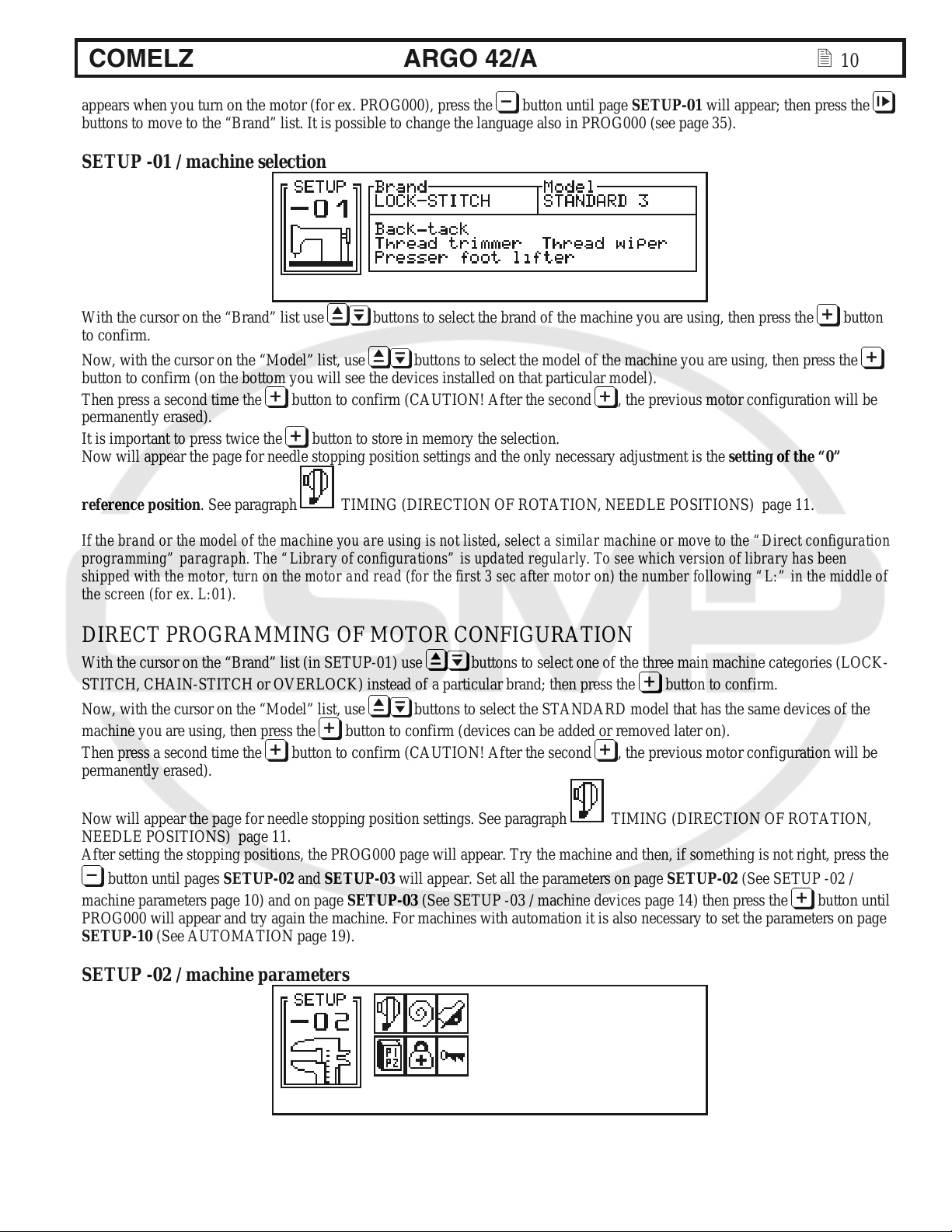
- Press the
- Press the
- Then press a second time the
KK195 will be permanently erased).
The Set-up configuration can also be stored in a personal computer, to be recalled and used later on. The use of a personal
com
puter is useful when it is necessary to store a great number of different Set-up configurations. To transfer the Set-up
configuration into a PC you need the optional ML02 memory reader and SW. Further information is available on the manual:
“ARGO 42AM Combined data management on the PC”.
button and the page to transfer data from the motor to the KK195 chip will appear:
button to transfer the configuration to the KK195
button to confirm (CAUTION! After the second , the previous configuration stored in the
chip to the motor will appear (If nothing is stored into the
SELECTION AMONG CONFIGURATIONS INCLUDED IN THE “LIBRARY OF CONFIGURATIONS”
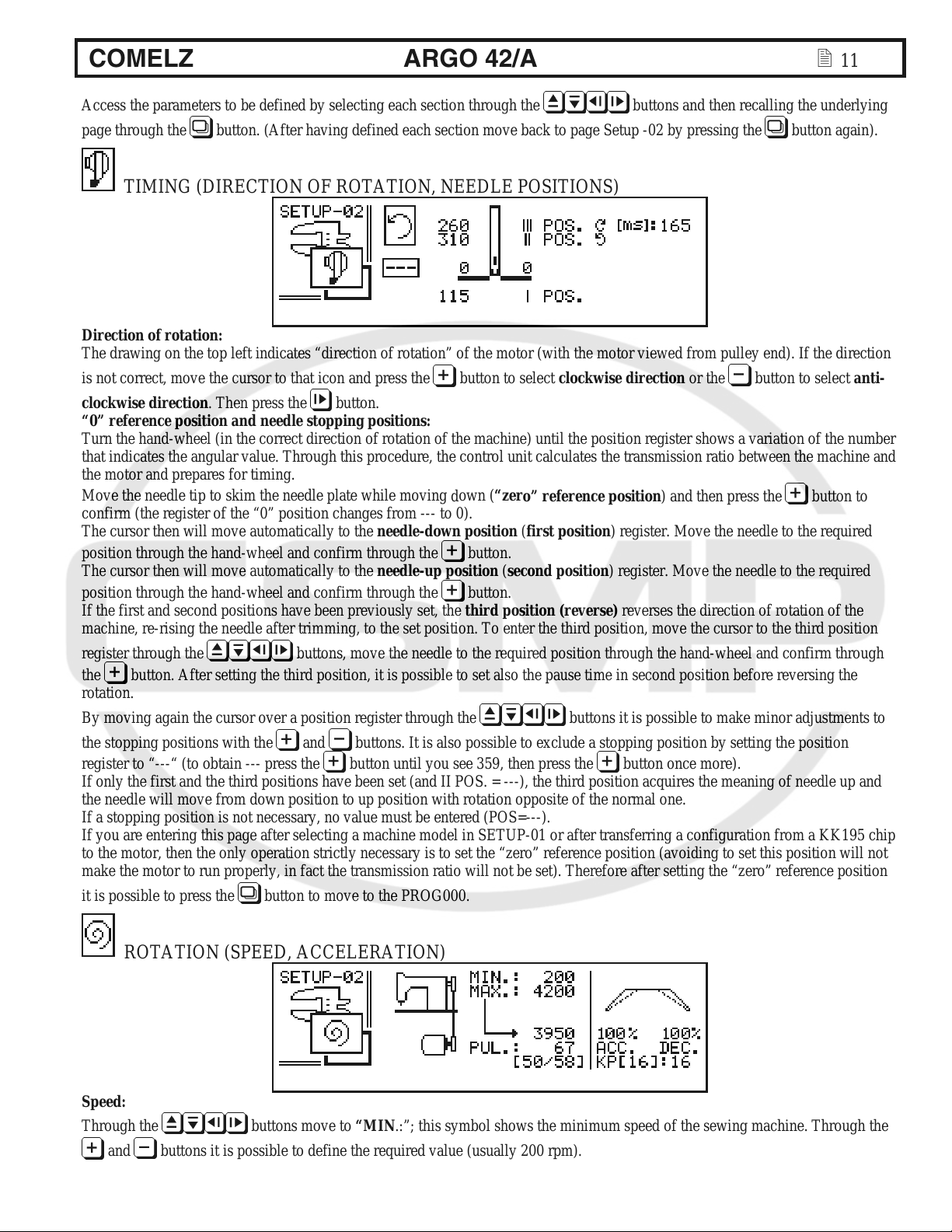
When the motor is shipped from the factory (or after a complete motor reset- See paragraph COMPLETE MOTOR RESET page
40), the page for the language selection will be displayed at motor on.
Simply select with
page for the motor configuration will appear (page SETUP–01) and the cursor is positioned on the “Brand” list. If a Program page
the desired language for all the messages and then press the button to confirm. After that, the first
COMELZ ARGO 42/A 10
appears when you turn on the motor (for ex. PROG000), press the button until page SETUP-01 will appear; then press the
buttons to move to the “Brand” list. It is possible to change the language also in PROG000 (see page 35).
SETUP -01 / machine selection
With the cursor on the “Brand” list use
to confirm.
Now, with the cursor on the “Model” list, use
button to confirm (on the bottom you will see the devices installed on that particular model).
Then press a second time the
button to confirm (CAUTION! After the second , the previous motor configuration will be
permanently erased).
It is important to press twice the
Now will appear the page for needle
button to store in memory the selection.
stopping position settings and the only necessary adjustment is the settin g of the “0 ”
buttons to select the brand of the machine you are using, then press the button
buttons to select the model of the machine you are using, then press the
reference position. See paragraph
TIMING (DIRECTION OF ROTATION, NEEDLE POSITIONS) page 11.
If the brand or the model of the machine you are using is not listed, select
a similar machine or move to the “Direct configuration
programming” paragraph. The “Library of configurations” is updated regularly. To see which version of library has been
shipped with the motor, turn on the motor and read (for the first 3 sec after motor on) the number following “L:” in the middle of
the screen (for ex. L:01).
DIRECT PROGRAMMING OF MOTOR CONFIGURATION
With the cursor on the “Brand” list (in SETUP-01) use
STITCH, CHAIN-STITCH or OVERLOCK) instead of a particular brand; then press the
Now, with the cursor on the “Model” list, use
machine you are using, then press the
Then press a second time the
button to confirm (CAUTION! After the second , the previous motor configuration will be
button to confirm (devices can be added or removed later on).
buttons to select the STANDARD model that has the same devices of the
permanently erased).
Now will appear the page for needle stopping position settings. See paragraph
NEEDLE POSITIONS) page 11.
After setting the stopping positions, the PROG000 page will appear. Try t
button until pages SETUP-02 and SETUP-03 will appear. Set all the parameters on page SETUP-02 (See SETUP -02 /
machine parameters page 10) and on page SETUP-0
3 (See SETUP -03 / machine devices page 14) then press the button until
PROG000 will appear and try again the machine. For machines with automation it is also necessary to set the parameters on page
SETUP-10 (See
AUTOMATION page 19).
buttons to select one of the three main machine categories (LOCK-
button to confirm.
TIMING (DIRECTION OF ROTATION,
he machine and then, if something is not right, press the
SETUP -02 / machine parameters
COMELZ ARGO 42/A 11
Access the parameters to be defined by selecting each section through the buttons and then recalling the underlying
page through the
TIMING (DIRECTION OF ROTATION, NEEDLE POSITIONS)
button. (After having defined each section move back to page Setup -02 by pressing the button again).
Direction of rotation:
The drawing on the top left indicates “direction of rotation” of th
is not correct, move the cursor to th
clockwise direction. Then press the
“0” reference position and needle stopping positions:
Turn the hand-wheel (in the correct direction of rotation of the machine) until the position register shows a variati of the num
that indicates t
the motor and prepares for timing.
Mo
ve the needle tip to skim the needle plate while moving own (“zer
confirm (the register of the “0” position cha
The cursor then will move automatically to the needle-dow position (
position through the hand-wheel and confirm through the
The cursor then will move automatically to the needle-up position (second position) register. Move the needle to the required
position through the and confirm through the
If t
h irst and second positions have been previously set, the third position (reverse) reverses the direction of rotation of the
e f
machine,
register through the
the
rotation.
By moving again the cursor over a position register through the
the stopping positions with the
register to “---“ (to obtain --- press the
If only the first and the third positions have been set (and II POS. = ---), the third position acquires the meaning of needle up and
the needle will move from down position to up position with rotation opposite of the normal one.
If a stopping position is not necessary, no value must be entered (POS=---).
If you are entering this pa after selecting a machine model in
to the motor, then the only operation strictly necessary is to set the “zero” reference position (avoiding to set this position will not
make the motor to run properly, in fact the transmission ratio will not be set). Therefore after setting the “zero” reference position
ossible to press the
it is p
he angular value. Through this procedure, the con
hand-wheel button.
g the needle after trimming, to the set position. To enter the third position, move the cursor to the third position
re-risin
button. After setting the ird po ion, it is possible to set also the pause time in second position before reversing the
ge SETUP-01
at icon and press the
button.
nges from --- to 0).
buttons, move the needle to th osition through the hand-wheel and confirm through
th sit
and buttons. It is also possible to exclude a stopping position by setting the position
button until you see 359, then press the button once more).
button to move to the PROG000.
e motor (with the motor viewed from pulley end). If the direction
button to select clockwise direction or the button to select anti-
trol unit calculates the transmission ratio between the machine and
d o” reference position) and then press the
n first position) register. Move the needle to the required
button.
e required p
buttons it is possible to make minor adjustments to
or after transferring a configuration from a KK195 chip
n ber
o
button to
ROTATION (SPEED, ACCELERATION)
Speed:
Thr
ough the
and buttons it is possible to define the required value (usually 200 rpm).
buttons move to “MIN.:”; this symbol shows the mi nimum speed of the sewing machine. Through the
COMELZ ARGO 42/A 12
Through the buttons move to “MAX.:”; through the and buttons it is possible to define the value that limits
the top speed of the sewing machine. The speed reached by the motor when the machine is turning at top speed is displayed on t
lower line (this is only a reference value and it can not be changed).
Pulley:
The correc
“PUL.:”
If the pulley was correctly chosen, the top speed of the machine is reached when the motor run s at 4500 rpm. If the motor runs
uch faster (6000 rpm) or much slower (less than 3000 rpm) it is advisable to replace the pulley following the suggestion in
m
brackets. After replacing the pulley it is necessary to set again the “zero re rence sition”.
Acceleration:
While accelerating and decelerating, the motor can deliver its full power or a lower power (to comply with the requirements of the
machine). Move to the “ACC.:” and “DEC.:” symbols and, through the
percentage of power utilization
the (the fi
is possible to set a value greater than 100% (between 100% and 150%). Caution! Use values of DEC greater than 100% only if an
extrem
counter may result inaccurate).
Quietness and accu racy when stopping:
In case possible to increase the quietness when stopping by reducing the accuracy (KP<16). Values bigger than
16 ar ince the stopping accuracy has already reached its best.
t choice of the pulley is very important to obtain the best performances from the motor. With the cursor on th
positi
on, enter the diameter of the pulley fitted to the motor (this value is stamped o
fe po
and buttons, define the value that will represe
rst value for acceleration, the second one for deceleration). For the deceleration value it
ely high deceleration is needed (in fact the machine may stop so quickly that the needle can bounce back, and the stitch
of real need, it is
not suggested s
e
the pulley).
n
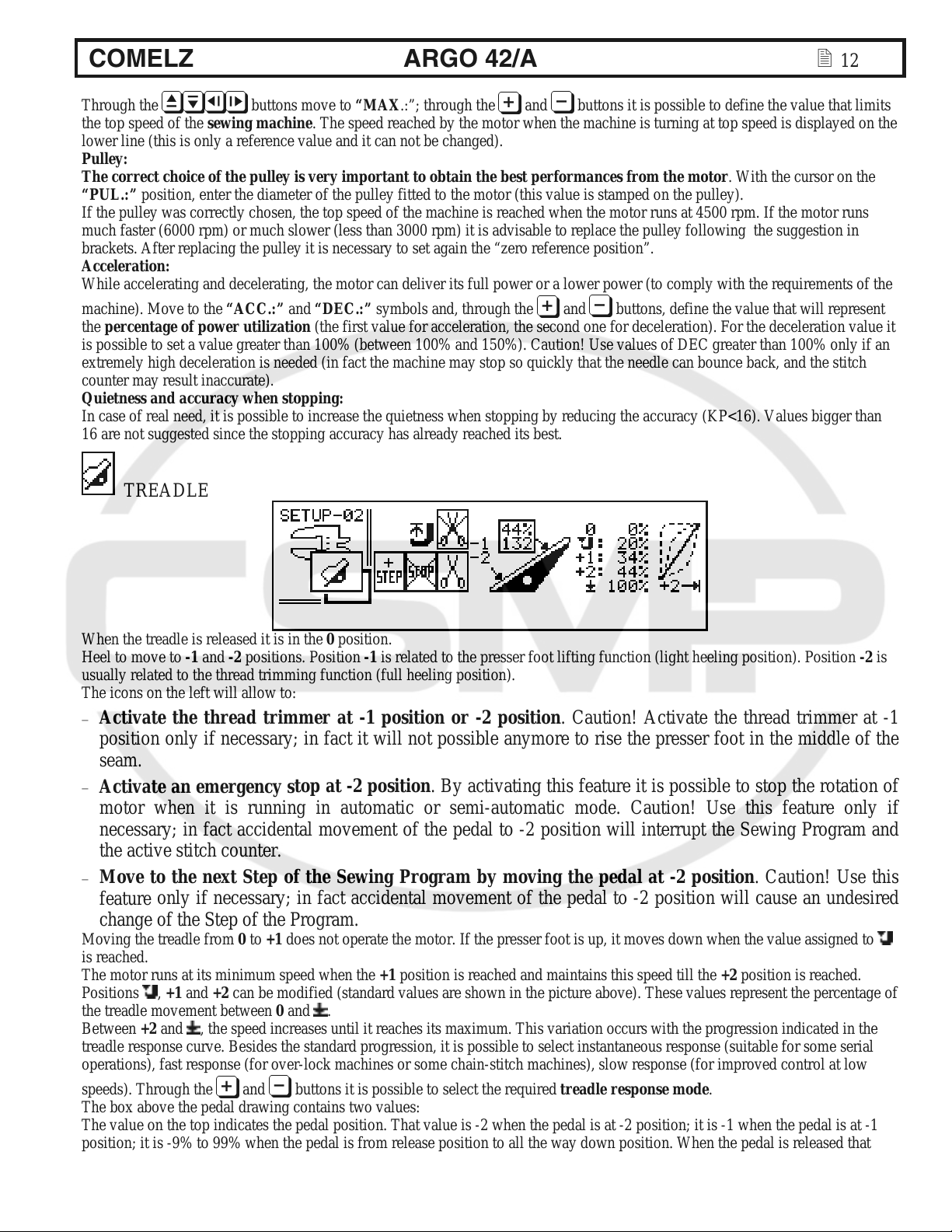
TREADLE
he
e
nt
When the treadle is released it is in the 0 posi
Heel to move to -1 and -2 positions. Position -1 is related to the presser foot lifting function (light heeling position). Position -2 is
us
ually related to the thread trimming function (full heeling position).
Th
e icons on the left will allow to:
− Activate the thread trimmer at -1 position or -2 position. Caution! Activate the thread trimmer at -1
tion.
position only if necessary; in fact it will not possible anymore to rise the presser foot in the middle of the
seam.
− top at -2 position. By activating this feature it is possible to stop the rotation of
Activate an emergency s
motor when it is running in automatic or semi-automatic mode. Caution! Use this feature only if
necessa
ry; in fact accidental movement of the pedal to -2 position will interrupt the Sewing Program and
the active stitch counter.
− Move to the next Step of the Sewing Program by moving the pedal at -2 position. Caution! Use th
feature
only if necessary; in fact accidental movement of the pedal to -2 position will cause an undesired
is
change of the Step of the Program.
Moving the treadle from 0 to +1 does not operate the motor. If the presser foot is up, it moves down when the value assigned to
is reached.
e motor runs at its minimum speed when the +1 position is reached and maintains this speed till the +2 position is reached.
Th
Positions
the treadle movement between 0 and
Between +2 and
operations), fast response (for over-lock machines or some chain-stitch
speeds). Through the
The box above the pedal drawing contains two values:
The value on the top indicates the pedal position. That value is -2 when the pedal is at -2 position; it is -1 when the pedal is at -1
position; it is -9% to 99% when the pedal is from release posit
, +1 and +2 can be modified (standard values are shown in the picture above ). These value s represent the percentage
.
, th peed i reases until it reaches its maximum. This variation occurs with the pre s nc ogression indicated in the
, it is possible to select instantaneous response (suitable for some serial treadle response curve. Besides the standard progression
machines), slow response (for improved control at low
and buttons it is possible to select the required treadle response mode.
io
n to all the way down position. When the pedal is released that
of
COMELZ ARGO 42/A 13
value should be 0%. If not, it is possible to perform little adjustments to the tuning of the pedal by moving the cursor on this
percentage register and pressing the
potentiometers installed on the pedal electronic board KK81.
The value on the botto sition. That value should be below 30 when the pedal is all the way back, it should
o
be ab ut 1 (be n pedal is at rest position; it should be 255 when the pedal all the way down.
08 twee 100 and 115) when the
m indicates the pedal po
COVER PAGES
Cover Pages are pages displayed at motor on. They are linked to a Sewing Program and allow the operator to perform (in a simple
way) changes only to those
Move the cursor on the “
Choose among the above shown icons, which represent respectively:
− No Cover Pages active
Standard Cover Page
−
−
Band Cover Page (for automatic waist-band machines. See separate manual “Waist-band”)
− Back-Latch Cover Page (for over-lock machines with automatic back-latch device. See separate manual “Back-Latch”)
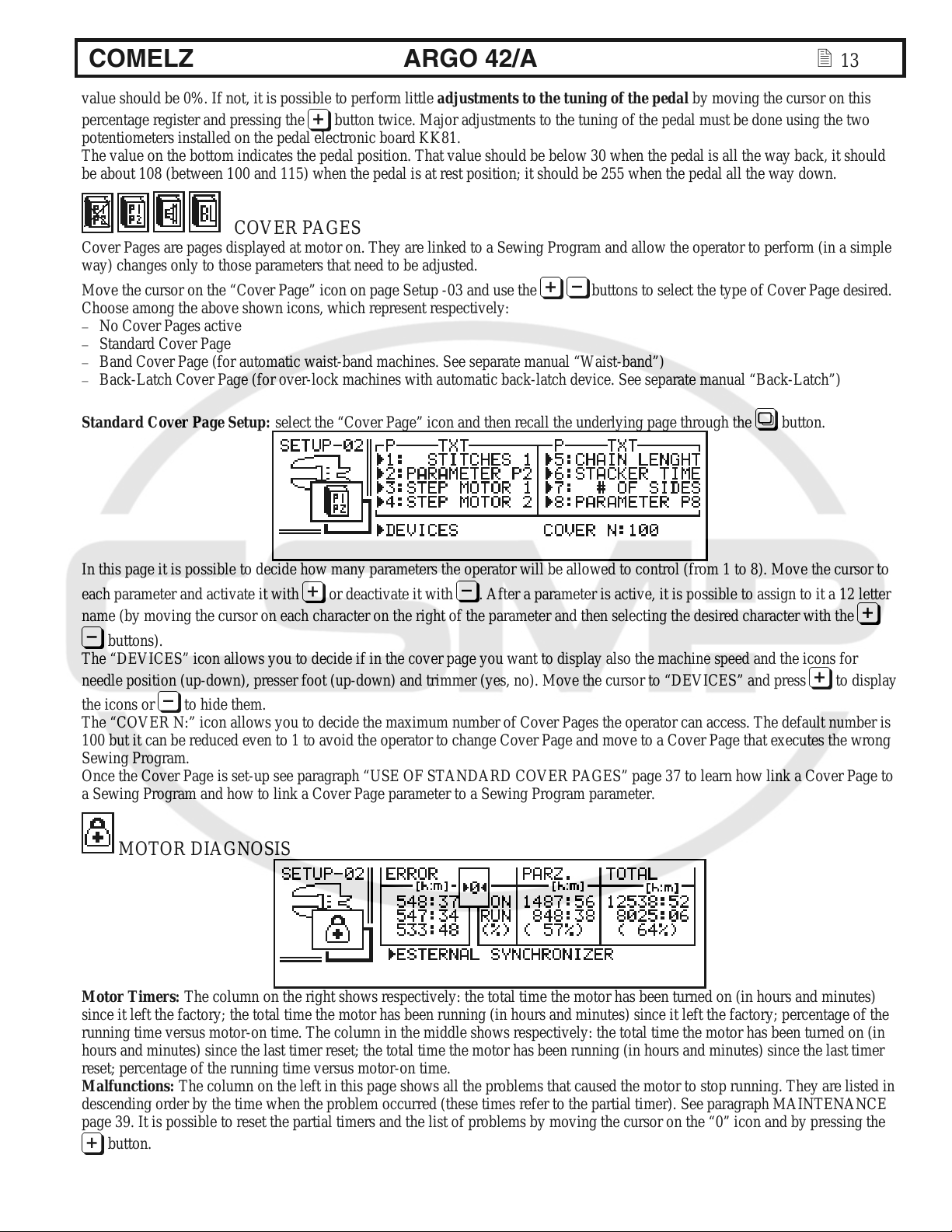
Standard Cover Page Setup: select the “Cover Page” icon and then recall the underlying pag e through the
parameters that need to be adjusted.
Cover Page” icon on page Setup -03 and use the
button twice. Major adjustments to the tuning of the pedal must be done using the two
buttons to select the type of Cover Page desired.
button.
In this page it is possible to decide how many parameters the operator will be allowed to control (from 1 to 8). Move the cursor to
each parameter and activate it with
or deactivate it with
name (by moving the cursor on each character on the right of the parameter and then selecting the desired character with the
. After a parameter is active, it is possible to assign to it a 12 le
tter
buttons).
The “DEVICES” icon allows you to decide if in the cover page you
needle position (up-down), presser foot (up-down) and trimmer (yes, no). Move the cursor to “DEVICES” and press
the icons or
to hide them.
want to display also the machine speed and the icons for
to display
The “COVER N:” icon allows you to decide the maximum number of Cover Pages the operator can access. The default number is
100 but it can be reduced even to 1 to avoid the operator to change Cover Page and move to a
Sewing
Once aragraph “USE OF STANDARD COVER PAGES” page 37 to learn how link a Cover Page to
a Sew Cover Page parameter to a Sewing Program parameter.
Program.
the Cover Page is set-up see p
i
ng Program and how to link a
Cover Page that executes the wrong
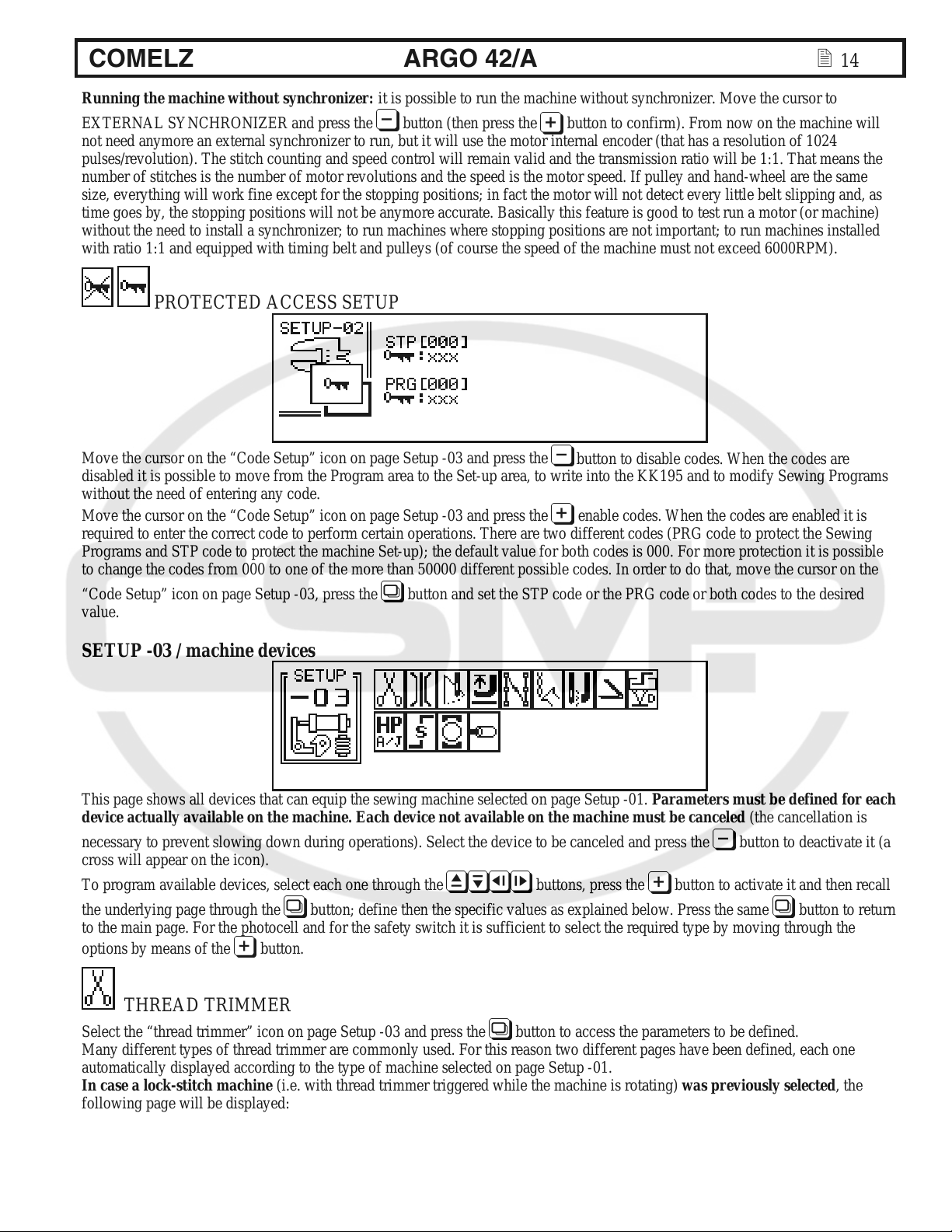
MOTOR DIAGNOSIS
Motor Timers: The column on the right shows respectively: the total time the motor has been turned on (in hours and min utes)
since it left the factory; the total time the motor has been running (in hours and minutes) since it left the factory; percentage of
running time versus motor-on time. The column in the middle shows respectively: the total time the motor h a s been turned on (in
hours and minutes) since the last timer reset; the total time the motor has been running (in hours and minutes) since the last timer
reset; percentage of the running time versus motor-on time.
Ma s: The column on the left in this page shows all the problems that caused the motor to stop running. They are listed in
lfunction
descending order by the time when the problem occurred (these times refer to the partial timer). See paragraph MAINTEN
39. It is possible to reset the partial timers a d the list of problems by oving the cursor on the “0” icon and by pressing the
page
button.
n m
the
ANCE
COMELZ ARGO 42/A 14
Running the machine without synchronizer: it is possible to run the machine without synchronizer. Move the cursor to
EXTERNAL SYNCHRONIZER and press the
not need anymore an external synchronizer to run, but it will use the motor internal encoder (that has a resolution of 1024
pulses/revolution). The stitch counting and speed control will remain valid and the transmission ratio will be 1:1. That means the
number of stitches is the number of motor revolutions and the speed is the motor speed. If pulley and hand-wheel are the same
size, everything will work fine except for the stopping positions; in fact the motor will not detect every little belt slipping an
ti
me goes by, the stopping positions will not be anymore accurate. Basically this feature is good to test run a motor (or machine)
ou e need to install a synchronizer; to run mac
with t th hines where stopping positions are not important; to run machines installed
ra
with tio ys (of course the speed of the machine must not exceed 6000RPM).
1:1 and equipped with timing belt and pulle
button (then press the
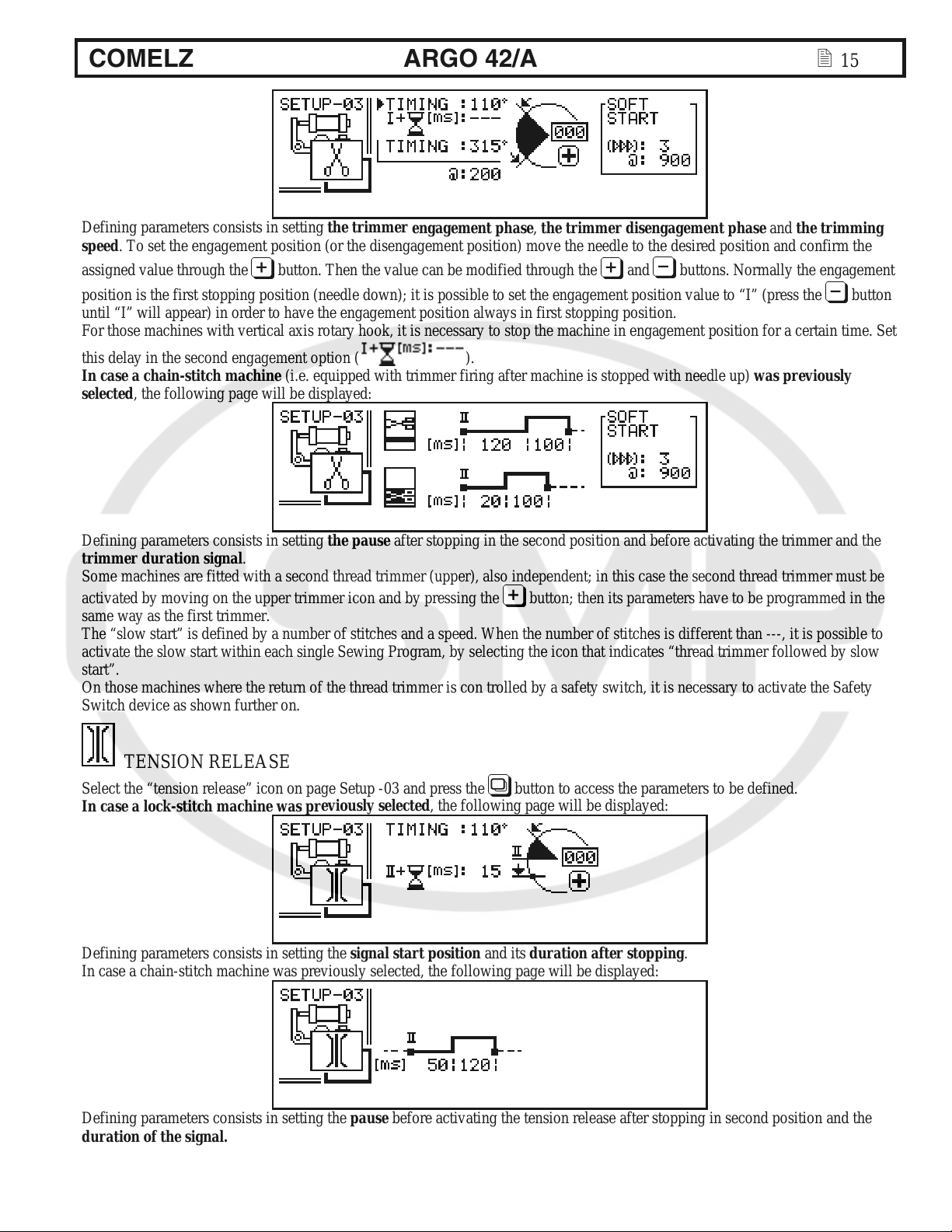
PROTECTED ACCESS SETUP
Move the cursor on the “Code Setup” icon on page Setup -03 and press the
disabled it is possible to move from the Program area to the Set-up area, to write into the KK195 and to modify Sewing Program
without the need of entering any code.
Move the cursor on the “Code Setup” icon on page Setup -03 and press the
required to enter the correct code to perform cert operations. There are two different codes (PRG code to protect the Sewing
Program
to change the codes from 000 to one of the more than 50000 different possible codes. In order to do that, move the cursor on the
“Code Setup” icon on page Setup -03, button and set the STP code or the PRG code or both codes to the desired
val
ue.
s and
STP code to protect the machine Set-up); the default value for both codes is 000. For more protection it is possible
press the
ain
button to confirm). From now on the machine will
button to disable codes. When the codes are
enable codes. When the codes are enabled it is
d, as
s
SETUP -03 / machine devices
This page shows all devices that can equip the se
device actually available on the machine. Each device
necessary to prevent slowing dow during operations). Select the device to be canceled and press the
cross will appear on the icon).
To program available dev es, select
the underlying page through the
to the m for the safety switch it is sufficient to select the required type by moving through the
optio
ain page. For the photocell and
by means of the
ns
ic each one through t
n
button; define then the specific values as explained below. Press the same button to return
button.
wing machine selected on page Setup -01. Parameters must be defined for each
no on the machine must be canceled (the cancellation is
t available
he
buttons, press the button to activate it and then recall
button to deactivate it (a
THREAD TRIMMER
Select the “thread trimmer” icon on page Setup -03 and press the button to access the parameters to be defined.
Many different types of thread trimmer are commonly used. For this reason two different pages have been defined, each one
atically displayed according to the type of machine selected on page Setup -01.
autom
In case a lock-stitch machine (i.e. with thread trimmer triggered while the machine is rotating) was previously selected, the
following page will be displayed:
COMELZ ARGO 42/A 15
Defining parameters consists in setting the trimmer
speed. To set the engagement position (or the disengagement position) move the needle to the desired position and confirm the
assigned value through the
position is the first stopping position (needle down); it is possible to set the engagement position va lue to “I” (press the
until “I” will appear) in order to have the engagement position always in first stopping position.
For those machines with vertical axis rotary hook, it is necessary to stop t
this delay in the second engagement option (
In case a chain-stitch machine (i.e. eq
selected, the following page will be displayed:
Defining parameters consists in setting the pause after stop
trimmer duration signal.
Some machines are fitted with a second thread trimmer (upper), also
activated by moving on the upper trimmer icon and by pressing the
same way as the first trimmer.
The “slow start” is defined by a number of stitches and a speed. When the number of stitches is different than ---, it is possibl
activate the slow start within each single Sewing Program, by selecting the icon that indicates “thread trimmer followed by slow
start”.
On those machines where the return
Switch device as shown further on.
button. Then the value can be modified through the and buttons. Normally the engagement
uipped with trimmer firing after machine is stopped with needle up) was previously
of the thread trimmer is con trolled by a safety switch, it is necessary to activate the Safety
engagement phase, the trimmer disengagement phase and the trimming
he machine in engagement position for a certain time. Set
).
ping in the second position and before activating the trimmer and the
independent; in this case the second thread trimmer must be
button; then its parameters have to be programmed in the
button
e to
TENSION RELEASE
Select the “tension release” icon on page Setup -03 and press the button to access the parameters to be defined.
In case a lock-stitch machine was pr
Defining parameters consists in setting the s
In case a chain-stitch machine was previously selected, the following page will be displayed:
Defining parameters consists in setting the pause b
duration of the signal.
eviously selected, the following page will be displayed:
ignal start position and its duration after stopping.
efore activating the tension release after stopping in second position and the
COMELZ ARGO 42/A 16
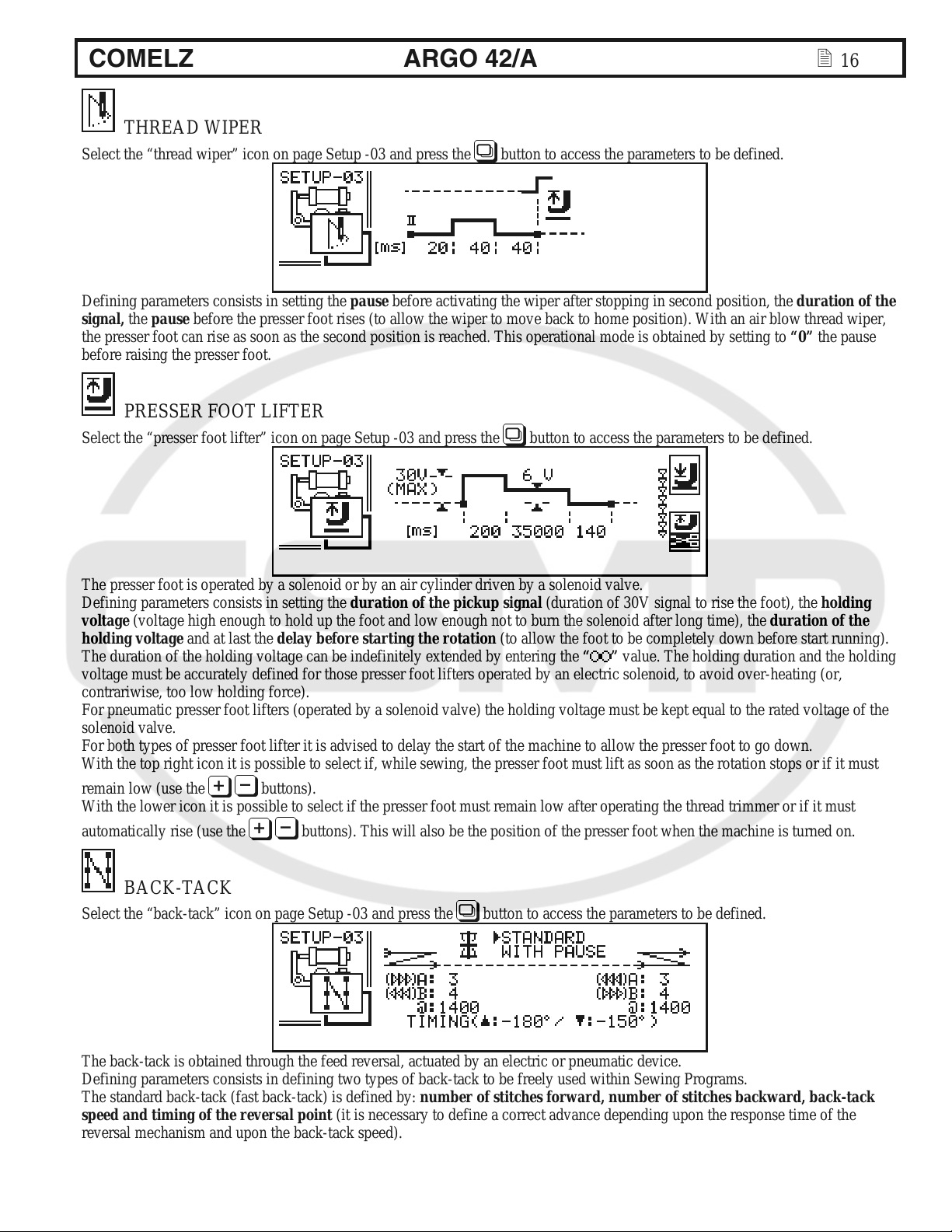
THREAD WIPER
Select the “thread wiper” icon on page Setup -03 and press the button to access the parameters to be defined.
Defining parameters consists in setting the pause b
signal, the pause before the presser foot rises (to allow the wiper to move back to home position). With an air blow thread wiper,
the presser foot can rise as soon as the second position is reached. This operational mode is obtained by setting to “0” the pause
before raising the presser foot.
efore activating the wiper after stopping in second position, the duration of the
PRESSER FOOT LIFTER
Select the “presser foot lifter” icon on page Setup -03 and press the button to access the parameters to be defined.
The presser foot is operated by a solenoid or by an air cylinder driven by a solenoid valve.
Defining parameters consists in setting the duration of th
voltage (voltage high enough to hold up the foot and low enough not to burn the solenoid after long time), the duration of the
holding voltage and at last the delay before starting the rotation (to allow the foot to be completely down before start running).
The duration of the holding voltage can be indefinitely extended by entering the “
voltage must be accurately defined for those presser foot lifters operated by an electric solenoid, to avoid over-heating (or,
contrariwise, too low holding force).
For pneumatic presser foot lifters (operated by a solenoid valve) t
solenoid valve.
For both types of presser foot lifter it is advised to delay the start of the machine to allow the presser foot to go down.
With the top right icon it is possible to select if, while sewing, th
remain low (use the
With the lower icon it is possible to select if the presser foot
automatically rise (use the
buttons).
buttons). This will also be the position of the presser foot when the machine is turned on.
e pickup signal (duration of 30V signal to rise the foot), the holding
” value. The holding duration and the holding
he holding voltage must be kept equal to the rated voltage of the
e presser foot must lift as soon as the rotation stops or if it must
must remain low after operating the thread trimmer or if it must
BACK-TACK
Select the “back-tack” icon on page Setup -03 and press the button to access the parameters to be defined.
The back-tack is obtained through the feed reversal, actuated by an electric o
Defining parameters consists in defining two types of back-tack to be freely used within Sewing Programs.
The standard back-tack (fast back-tack) is defined by : number of stitc
speed and timing of the reversal point (it is necessary to define a correct advance depending upon the response time of the
reversal mechanism and upon the back-tack speed).
r pneumatic device.
hes forward, number of stitches backward, back-tack
COMELZ ARGO 42/A 17
The back-tack with pauses (accurate back-tack, i.e . when the needle enters in the same holes made while sewing forward) is
defined by: number of stitches forward, number of stitches backward, speed and stand-by pause for feed reversal.
For needle feed machines, the top right icon selects a specific operati
reversal is activated while the needle is outside the needle plate, therefore, also after a pause (back-tack with pauses), the reversal
will occur only after restarting in the previous direction, according to the phase set for the standard back-tack.
Afterwards, during utilization, by using the MT800 console to write Sewi
back-tack: standard or with pauses, at the beginning or at the end, simple or double.
Also with the MT600 console it is possible to make the same choices, with the exception of the choice between a standard back-
t
ack and one with pauses (this must be done while defining the config urat ion).
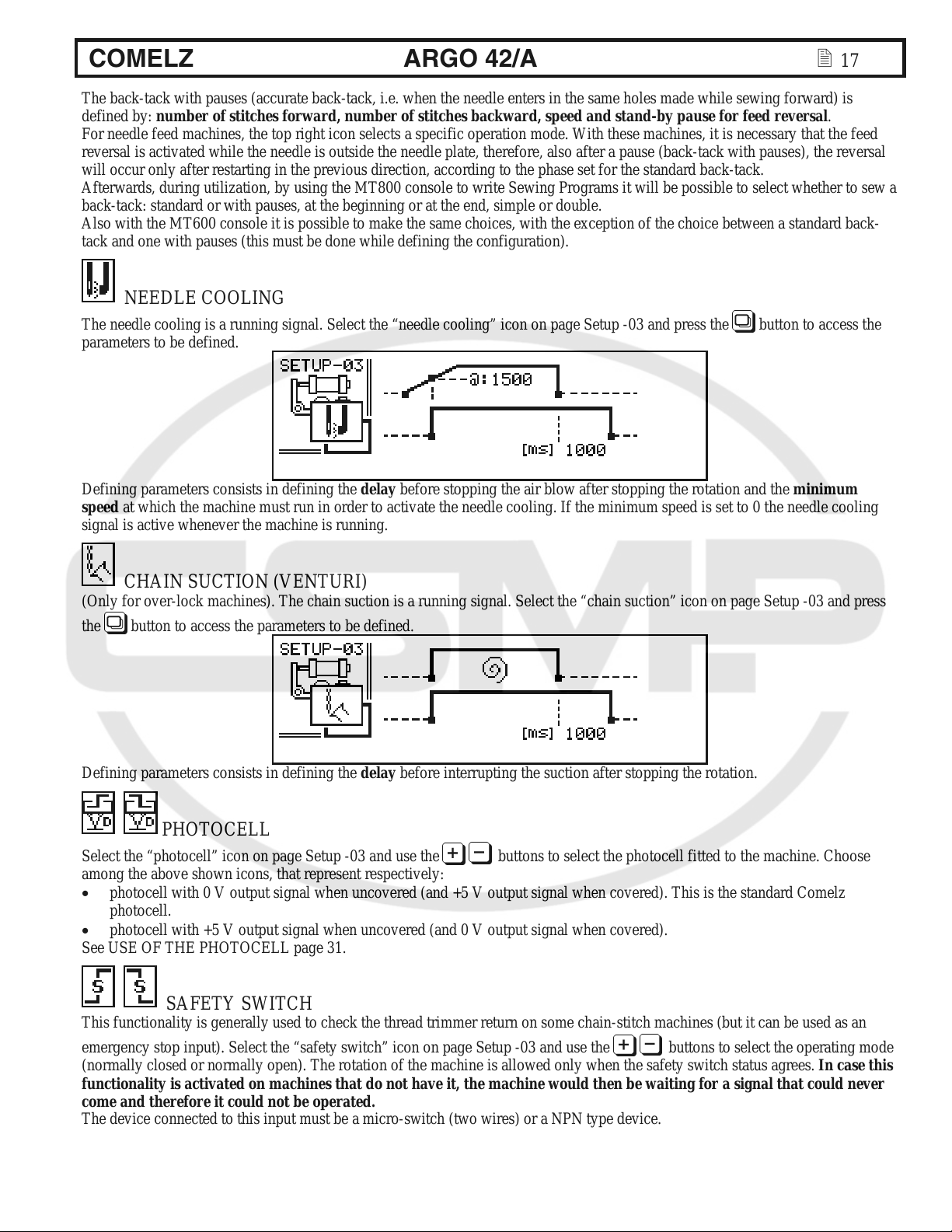
NEEDLE COOLING
The needle cooling is a running signal. Select the “needle cooling” icon on page Setup -03 and press the button to access the
parameters to be defined.
on mode. With these machines, it is necessary that the feed
ng Programs it will be possible to select whether to sew a
Defining parameters consists in defining the delay
speed at which the machine must run in order to activate the needle cooling. If the minimum speed is set to 0 the needle cooling
signal is active whenever the machine is running.
before stopping the air blow after stopping the rotation and the minimum
CHAIN SUCTION (VENTURI)
(Only for over-lock machines). The chain suction is a running signal. Select the “chain suction” icon on page Setup -03 and press
button to access the parameters to be defined.
the
Defining parameters consists in defining the delay
before interrupting the suction after stopping the rotation.
PHOTOCELL
Select the “photocell” icon on page Setup -03 and use the
among the above shown icons, that represent respectively:
• ph
otocell with 0 V output signal when uncovered (and +5 V output signal when covered). This is t he standard Comelz
photocell.
• ph
otocell with +5 V output signal when unc overed (and 0 V output signal when covere d ).
See USE OF THE PHOTOCELL page 31.
buttons to select the photocell fitted to the machine. Choose
SAFETY SWITCH
This functionality is generally used to check the thread trimmer return on some chain-stitch machines (but it can be used as an
emergency stop input). Select the “safety switch” icon on page Setup -03 and use the
(normally closed or normally open). The rotation of the machine is allowed only when the safety switch status agrees. In case this
functionality is activated on machines that do not have it, the machine would then be waiting for a signal that could never
come and therefore it could not be operated.
The device connected to this input must be a m
icro-switch (two wires) or a NPN type device.
buttons to select the operating mode
 Loading...
Loading...