

ADJUSTING INSTRUCTIONS / ILLUSTRATED PARTS LIST
11/22/06
MANUAL NO. PT0204-GR
FOR STYLE
36200L220-60
Manual No. PT0204-GR llustrated Parts List for 36200L220-60 Series Machines
First Edition Copyright 2006
By
Union Special Corporation Rights Reserved In All Countries
Printed in U.S.A. Nov 2006
PREFACE
This parts manual has been prepared to assist you in locating individual parts or assemblies on 36200L220-60 Series
machines.
It is the desire of Union Special that each machine run at its optimum performance. Parts listed in this manual are designed
specifically for your machine and are manufactured with utmost precision to assure long lasting service.
This manual has been comprised on the basis of available information. Changes in design and/or improvements may
incorporate a slight modification of configuration in illustrations or part numbers.
On the following pages are illustrations and terminology used in describing the parts used on 35600 Series machines.
TERMS
Prices are net cash and subject to change without notice. All shipments are forwarded F.O.B. shipping point. A charge is made
to cover postage and insurance.
CONTENTS
PREFACE .......................................................................................................................................................................................2
TERMS............................................................................................................................................................................................2
IDENTIFICATION OF MACHINES ..................................................................................................................................................3
TORQUE REQUIREMENTS .............................................................................................................................................................. 3
DESCRIPTION OF MACHINES.......................................................................................................................................................3
STYLE OF MACHINES ....................................................................................................................................................................3
IDENTIFYING PARTS ...................................................................................................................................................................... 4
NEEDLES ........................................................................................................................................................................................4
SAFETY RULES:...............................................................................................................................................................................5
THREADING ..................................................................................................................................................................................6
OILING ..........................................................................................................................................................................................7
ADJUSTING INSTRUCTIONS..........................................................................................................................................................8
SETTING THE NEEDLE BAR HEIGHT & ALIGNMENT ....................................................................................................................... 8
SETTING THE NEEDLE BAR HEIGHT & ALIGNMENT (CONT) .........................................................................................................9
ALIGNING THE CYLINDER ............................................................................................................................................................9
SETTING THE LOOPER TRAVEL USING GAUGE 21227CN .......................................................................................................... 10
SETTING THE LOOPER TRAVEL ....................................................................................................................................................10
TIMING THE NEEDLES TO THE LOOPER .......................................................................................................................................11
INSTRUCTIONS FOR USING SYNCHRONIZING GAUGE 21227CG ...........................................................................................11
TIMING THE NEEDLES TO THE LOOPER (CONT.) ........................................................................................................................11
LOOPER ADJUSTMENTS ..............................................................................................................................................................12
LOOPER ADJUSTMENTS (CONT.) ............................................................................................................................................... 13
SETTING THE FRONT NEEDLE GUARD .........................................................................................................................................13
SETTING THE FEED DOGS............................................................................................................................................................13
SETTING THE REAR NEEDLE GUARD ...........................................................................................................................................14
SETTING THE STITCH LENGTH ......................................................................................................................................................14
DIFFERENTIAL FEED CONTROL ...................................................................................................................................................14
2
SETTING THE PRESSER FOOT ....................................................................................................................................................... 14
SETTING THE PRESSER FOOT (CONT.) ........................................................................................................................................15
SETTING THE PRESSER FOOT (CONT.) ........................................................................................................................................16
SETTING THE KNIFE DRIVE LEVER................................................................................................................................................16
SETTING THE KNIFE DRIVE LEVER (CONT.) .................................................................................................................................17
SETTING THE TRIMMING KNIVES FOR LAP SEAMING ................................................................................................................17
NEEDLE THREAD ADJUSTMENTS .................................................................................................................................................18
LOOPER THREAD ADJUSTMENT..................................................................................................................................................18
COVER THREAD ADJUSTMENT ...................................................................................................................................................18
TENSION RELEASE.......................................................................................................................................................................19
HUNG FOOT ADJUSTMENT......................................................................................................................................................... 19
SETTING THE LAP FORMER.......................................................................................................................................................... 19
OIL SIGHT GAUGES, TOP COVERS & MISCELLANEOUS TAKEUP & EYELET PARTS....................................................................21
MAIN FRAME, BUSHINGS & MISCELLANEOUS EYELET & COVER PARTS ..................................................................................23
MAIN SHAFT & MISCELLANEOUS OILING .................................................................................................................................25
CRANKSHAFT & NEEDLE LEVER PARTS .......................................................................................................................................27
TENSION PARTS ..........................................................................................................................................................................29
DETACHABLE HEAD, HEAD COVERS, NEEDLE BAR & NEEDLE BAR HEAD ................................................................................ 31
DETACHABLE HEAD, HEAD COVERS, NEEDLE BAR & NEEDLE BAR HEAD ................................................................................ 33
DIFFERENTIAL & MAIN FEED BARS, FEED DOGS & FEED LIFT ECCENTRIC ASSEMBLY ..............................................................35
FEED DRIVE ASSEMBLY, FEED ROCKER & LOOPER AVOID PARTS .........................................................................................37
KNIFE DRIVING PARTS ................................................................................................................................................................39
LOOPER ROCKER SHAFT & LOOPER ROCKER DRIVE PARTS ..................................................................................................... 41
LAP FORMER, MISCELLANEOUS CYLINDER COVERS, THROAT PLATE, & CHAIN CUTTING KNIFE ...........................................43
CYLINDER BUSHINGS, DIFFERENTIAL FEED CONTROL ASSEMBLY & MISCELLANEOUS CYLINDER COVERS........................45
PRESSER FOOT ............................................................................................................................................................................47
THREAD STAND ........................................................................................................................................................................... 49
MISCELLANEOUS GAUGES & TAPE REEL PARTS ........................................................................................................................51
THREAD LUBRICATOR .................................................................................................................................................................53
NUMERICAL INDEX OF PARTS.................................................................................................................................................... 54
NUMERICAL INDEX OF PARTS.................................................................................................................................................... 55
IDENTIFICATION OF MACHINES
Each UNION SPECIAL machine is identified by a style number, which is stamped into the style plate affixed to the middle of the
machine under the tension assembly.
The serial number is stamped in the casting at the right rear base of the machine.
TORQUE REQUIREMENTS
Torque (measured in inch-pounds) is a rotating force (in pounds applied through a distance by a lever (in inches or feet). This is
accomplished by a wrench, screwdriver, etc. Many of these devices are available, which when set at the proper amount of torque
will tighten the part to the correct amount and no tighter.
All straps and eccentrics should be tightened to 19-21 inch-pounds (22-24cm/kg) unless otherwise noted.
All other nuts, bolts, screws, etc. should be tightened by hand as tightly as possible, unless otherwise noted.
DESCRIPTION OF MACHINES
Universal style, Feed-off-the-arm, high speed, medium throw, five or six thread machine. There are four needles and one retainer
abreast, one looper and a manually adjusted differential feed control. There is an enclosed automatic lubricating system, filter
type oil return pump, visual sight oil action and supply gauges. The maximum work space in front of the needles is 8 inches
(203.2mm). Recommended maximum speed - 3200 R.P.M. for all Styles. Machines can be used on either table or pedestal mount.
STYLE OF MACHINES
36200L220-60 LAP FLATSEAMER: For simultaneously trimming right and left plies and lap seaming with 5 needles for increased
(was 35600JU)
seam strength on swimsuits, leotards, sports workout wear, etc.
Seam specifications 610-LSa-1. Components produce a .236" (6.0mm) wide seam.
3
ILLUSTRATIONS
This manual has been arranged to simplify ordering repair parts. Exploded views of various sections of the mechanism are shown
so that the parts may be seen in their actual position in the machine. On the page opposite the illustration will be found a listing
of the parts with their part numbers, description and the number of pieces required in the particular view being shown.
Numbers in the first column are reference numbers only, and merely indicate the position of the part in the illustration. The
reference number should never be used in ordering parts. Always use the part number listed in the second column.
Component parts of sub-assemblies which can be furnished for repairs are indicated by indenting their descriptions under the
description of the main sub-assembly. As an example refer to the following text.
9. 29126 EC Upper Looper Drive Shaft Assembly ................................................................................. 1
10. 22503 F Screw ....................................................................................................................................... 1
11. 39543 E Cam Follower Locking Clamp ..................................................................................... 1
It will be noted in the previous example that the cam follower, bushing and cam guide and the upper looper drive shaft are not
listed. The reason is that replacement of these parts individually is not recommended, so the complete upper looper drive shaft
assembly should be ordered.
When a part is common to all machines covered in this manual, no specific usage will be mentioned in the description. However,
when the parts for the various machines are not the same, the specific usage will be mentioned in the description and, if necessary,
the difference will be shown in the illustration.
A numerical index of all the parts shown in this manual is located at the back. This will facilitate locating the illustration and
description when only a part number is known.
IDENTIFYING PARTS
Where the construction permits, each part is stamped with its part number. On some of the smaller parts and on those where
construction does not permit, an identification letter is stamped in to distinguish the part from similar ones.
PLEASE NOTE: Part numbers represent the same part, regardless of which manual they appear. On all orders please include
part number, name and style of machine for which the part was ordered.
NEEDLES
Each needle has both a type and size number. The type number denotes the kind of shank, point, length, groove, finish and other
details. The size number, stamped on the needle shank, denotes the largest diameter of the blade measured between the shank
and the eye. Collectively, the type number and size number represent the complete symbol which is given on the label of all
needles packed and sold by Union Special.
TYPE DESCRIPTION
116GKS Round shank, round point, extra short, double groove, struck groove, spotted, chromium plated needle.
.048 (1.2mm) Diameter Shank. Size 065/025 available only.
When changing the needle, make sure it is fully inserted in the needle driving arm before the clamp screw is tightened.
To have needles promptly and accurately filled, an empty package, a needle sample, or the type and size number should be
forwarded. Use the description on the label. A complete order should read as follows: "100 needles, type 116 GKS, size 065/025".
4
SAFETY RULES:
1. Before putting the machines described in this manual into service, carefully read the instructions. The
starting of each machine is only permitted after taking notice of the instructions and by qualified
operators.
IMPORTANT! Before putting the machine into service, also read the safety rules and
instructions from the motor supplier.
2. Observe the national safety rules valid for your country.
3. The sewing machines described in this instruction manual are prohibited from being put into service until
it has been ascertained that the sewing units which these sewing machines will be built into, have
conformed with the EC Council Directives (89/392/EEC, Annex II B).
Each machine is only allowed to be used as foreseen. The foreseen use of the particular machine is
described in paragraph “STYLES OF MACHINES” of this instruction manual. Another use, going beyond
the description, is not as foreseen.
4. All safety devices must be in position when the machine is ready for work or in operation. Operation of
the machine without the appertaining safety devices is prohibited.
5. Wear safety glasses.
6. In case of machine conversions and changes all valid safety rules must be considered. Conversions and
changes are made at your own risk.
7. The warning hints in the instructions are marked with one of these two symbols:
8. When doing the following the machine has to be disconnected from the power supply by turning off the
main switch or by pulling out the main plug:
8.1 When threading needle(s), looper, spreader etc.
8.2 When replacing any parts such as needle(s), presser foot, throat plate, looper, spreader, feed dog,
needle guard, folder, fabric guide etc.
8.3 When leaving the workplace and when the workplace is unattended.
8.4 When doing maintenance work.
8.5 When using clutch motors without actuation lock, wait until the motor is stopped totally.
9. Maintenance, repair and conversion work (see item 8) must be done only by trained technicians or
special skilled personnel under consideration of the instructions.
10. Any work on the electrical equipment must be done by an electrician or under direction and supervision
of special skilled personnel.
11. Work on parts and equipment under electrical power is not permitted. Permissible exceptions are
described in the applicable sections of standard sheet DIN VDE 0105.
12. Before doing maintenance and repair work on the pneumatic equipment, the machine has to be
disconnected from the compressed air supply. In case of existing residual air pressure, after discon-
necting from compressed air supply (i.e. pneumatic equipment with air tank), the pressure has to be
removed by bleeding.
5
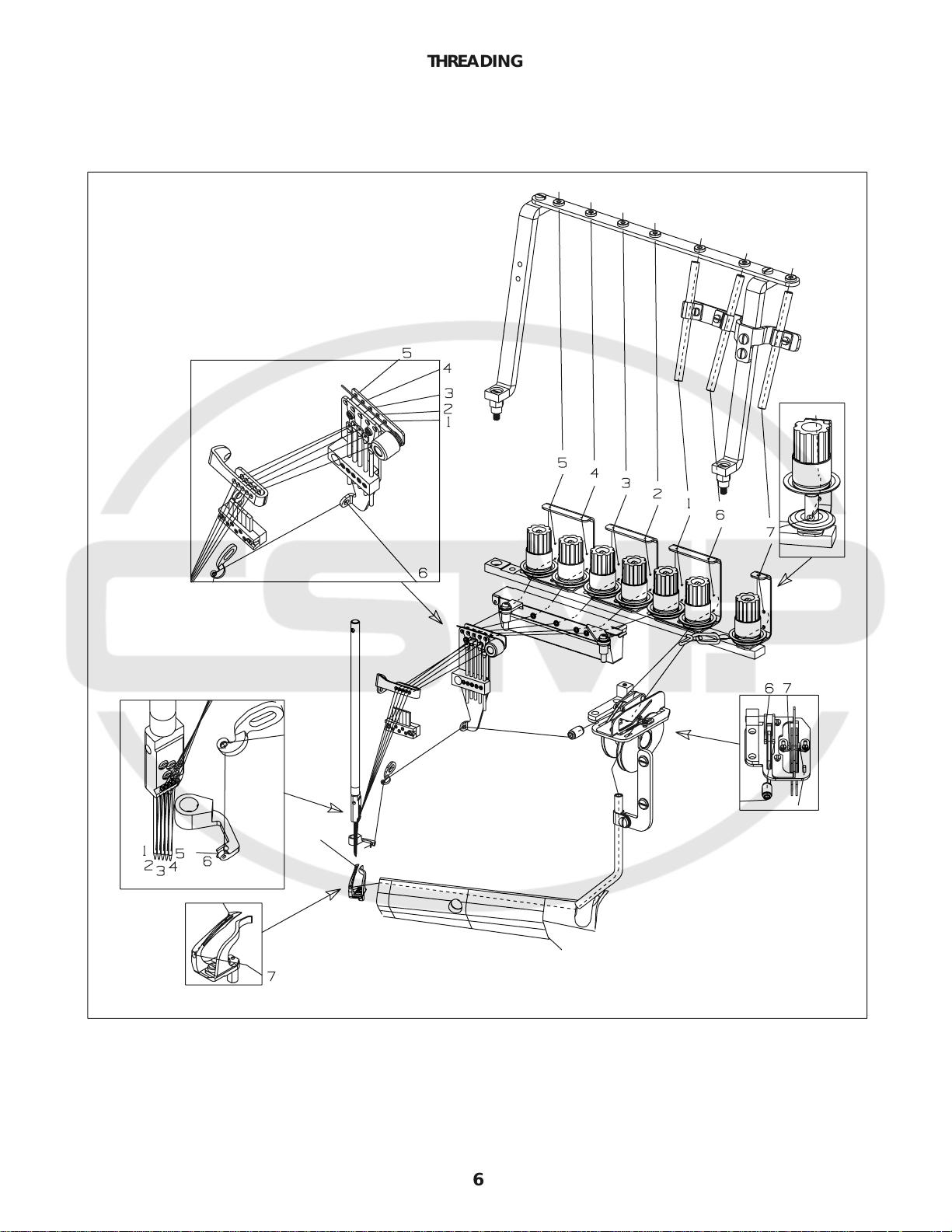
THREADING
6
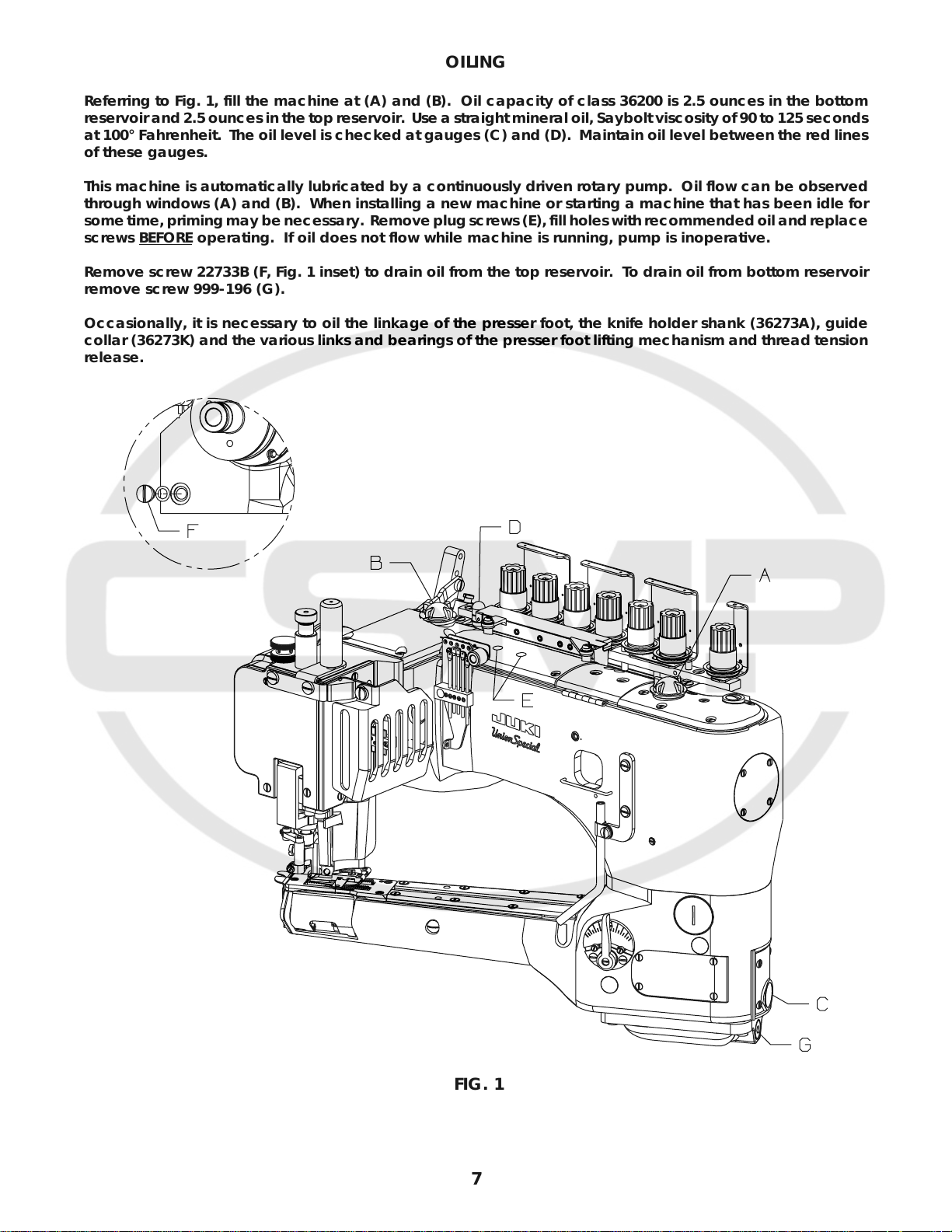
OILING
Referring to Fig. 1, fill the machine at (A) and (B). Oil capacity of class 36200 is 2.5 ounces in the bottom
reservoir and 2.5 ounces in the top reservoir. Use a straight mineral oil, Saybolt viscosity of 90 to 125 seconds
at 100° Fahrenheit. The oil level is checked at gauges (C) and (D). Maintain oil level between the red lines
of these gauges.
This machine is automatically lubricated by a continuously driven rotary pump. Oil flow can be observed
through windows (A) and (B). When installing a new machine or starting a machine that has been idle for
some time, priming may be necessary. Remove plug screws (E), fill holes with recommended oil and replace
screws
Remove screw 22733B (F, Fig. 1 inset) to drain oil from the top reservoir. To drain oil from bottom reservoir
remove screw 999-196 (G).
Occasionally, it is necessary to oil the linkage of the presser foot, the knife holder shank (36273A), guide
collar (36273K) and the various links and bearings of the presser foot lifting mechanism and thread tension
release.
BEFORE operating. If oil does not flow while machine is running, pump is inoperative.
FIG. 1
7
ADJUSTING INSTRUCTIONS
Instructions stating direction or location, such as right, left, front or rear of the machine are given relative to
the operator's position at the machine unless otherwise noted. The handwheel rotates clockwise in
operating direction.
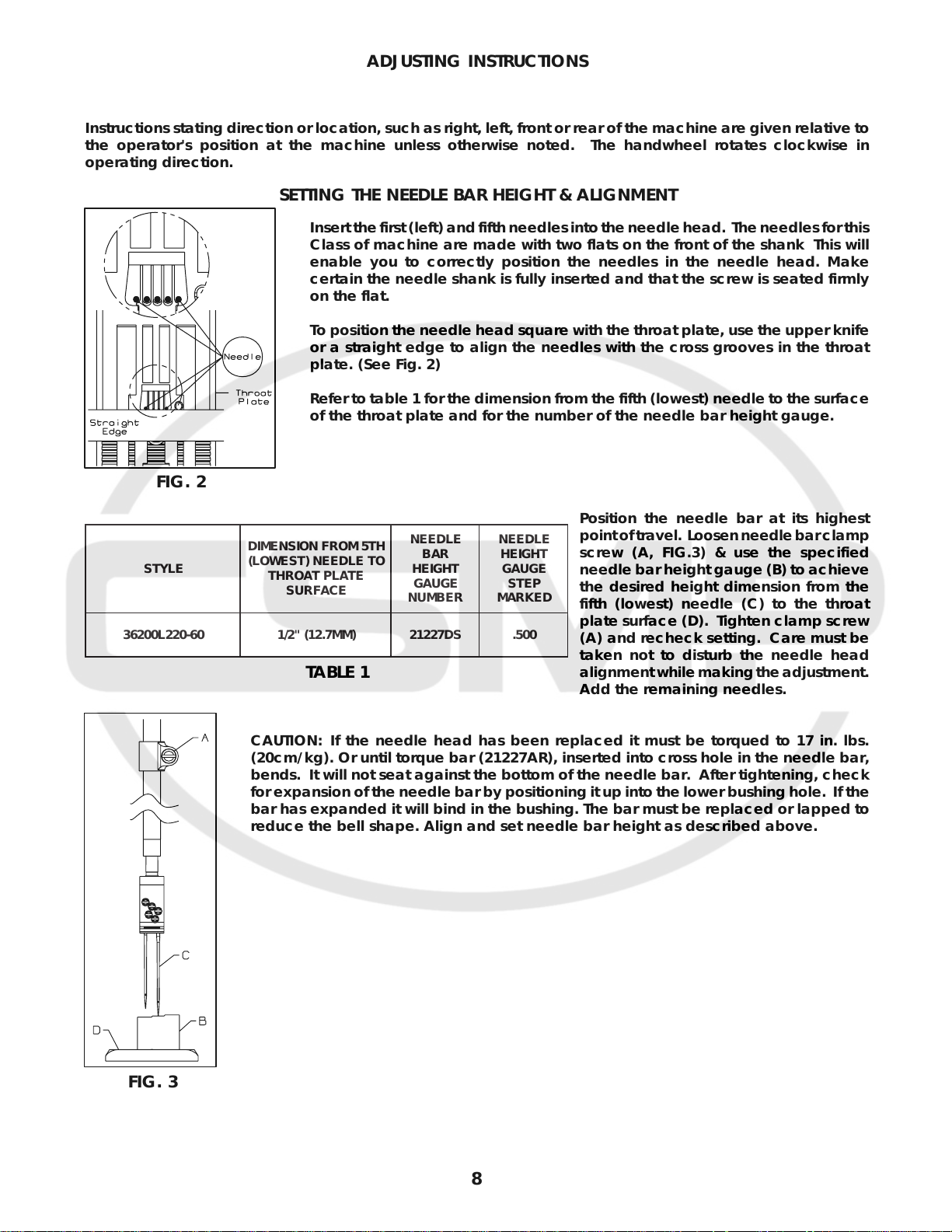
SETTING THE NEEDLE BAR HEIGHT & ALIGNMENT
Insert the first (left) and fifth needles into the needle head. The needles for this
Class of machine are made with two flats on the front of the shank This will
enable you to correctly position the needles in the needle head. Make
certain the needle shank is fully inserted and that the screw is seated firmly
on the flat.
To position the needle head square with the throat plate, use the upper knife
or a straight edge to align the needles with the cross grooves in the throat
plate. (See Fig. 2)
Refer to table 1 for the dimension from the fifth (lowest) needle to the surface
of the throat plate and for the number of the needle bar height gauge.
FIG. 2
HT5MORFNOISNEMID
ELYTS
06-022L00263)MM7.21("2/1SD72212005.
OTELDEEN)TSEWOL(
ETALPTAORHT
ECAFRUS
ELDEEN
RAB
THGIEH
EGUAG
REBMUN
TABLE 1
CAUTION: If the needle head has been replaced it must be torqued to 17 in. lbs.
(20cm/kg). Or until torque bar (21227AR), inserted into cross hole in the needle bar,
bends. It will not seat against the bottom of the needle bar. After tightening, check
for expansion of the needle bar by positioning it up into the lower bushing hole. If the
bar has expanded it will bind in the bushing. The bar must be replaced or lapped to
reduce the bell shape. Align and set needle bar height as described above.
Position the needle bar at its highest
point of travel. Loosen needle bar clamp
ELDEEN
screw (A, FIG.3) & use the specified
THGIEH
EGUAG
PETS
needle bar height gauge (B) to achieve
the desired height dimension from the
DEKRAM
fifth (lowest) needle (C) to the throat
plate surface (D). Tighten clamp screw
(A) and recheck setting. Care must be
taken not to disturb the needle head
alignment while making the adjustment.
Add the remaining needles.
FIG. 3
8
SETTING THE NEEDLE BAR HEIGHT & ALIGNMENT (CONT)
FIG. 4
ALIGNING THE CYLINDER
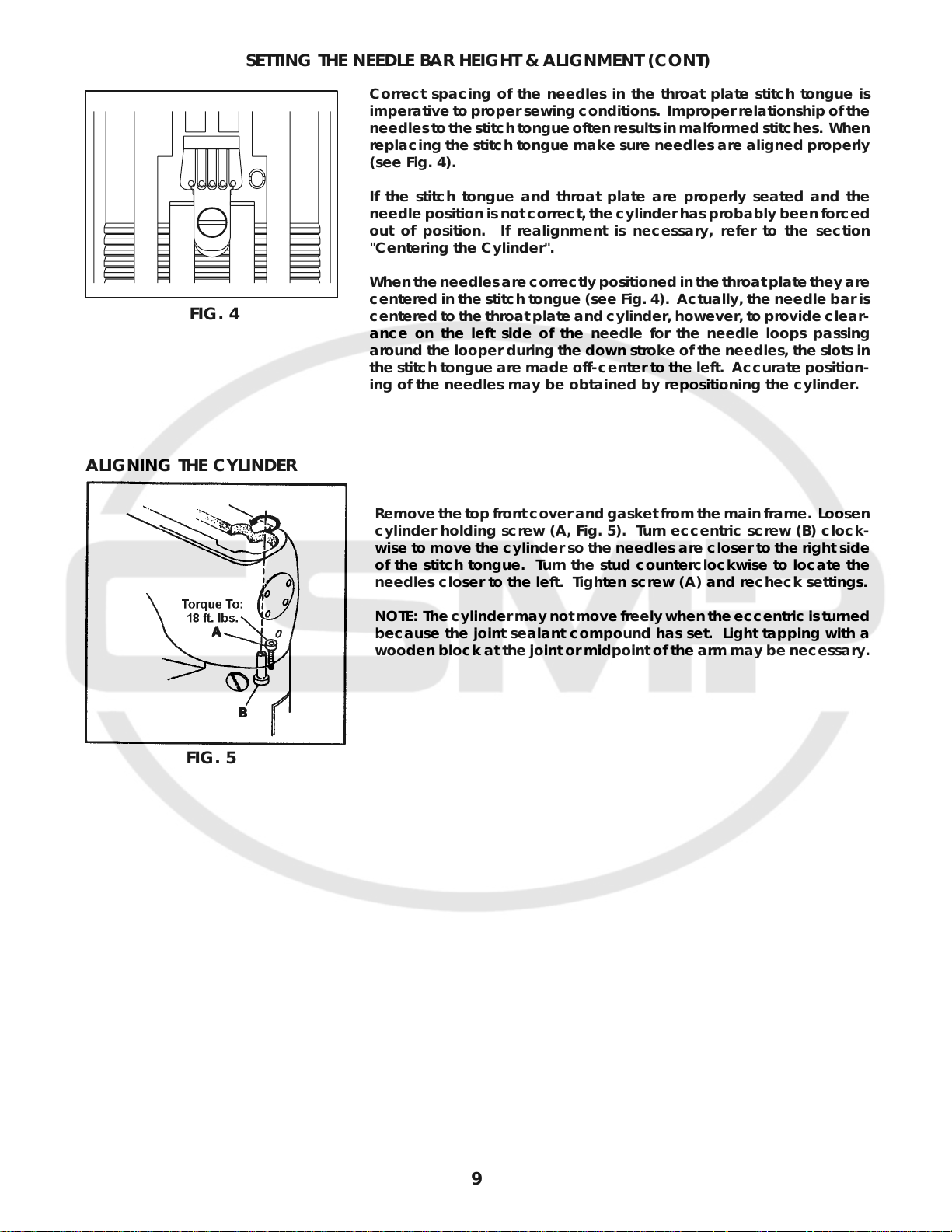
Correct spacing of the needles in the throat plate stitch tongue is
imperative to proper sewing conditions. Improper relationship of the
needles to the stitch tongue often results in malformed stitches. When
replacing the stitch tongue make sure needles are aligned properly
(see Fig. 4).
If the stitch tongue and throat plate are properly seated and the
needle position is not correct, the cylinder has probably been forced
out of position. If realignment is necessary, refer to the section
"Centering the Cylinder".
When the needles are correctly positioned in the throat plate they are
centered in the stitch tongue (see Fig. 4). Actually, the needle bar is
centered to the throat plate and cylinder, however, to provide clear-
ance on the left side of the needle for the needle loops passing
around the looper during the down stroke of the needles, the slots in
the stitch tongue are made off-center to the left. Accurate position-
ing of the needles may be obtained by repositioning the cylinder.
FIG. 5
Remove the top front cover and gasket from the main frame. Loosen
cylinder holding screw (A, Fig. 5). Turn eccentric screw (B) clock-
wise to move the cylinder so the needles are closer to the right side
of the stitch tongue. Turn the stud counterclockwise to locate the
needles closer to the left. Tighten screw (A) and recheck settings.
NOTE: The cylinder may not move freely when the eccentric is turned
because the joint sealant compound has set. Light tapping with a
wooden block at the joint or midpoint of the arm may be necessary.
9
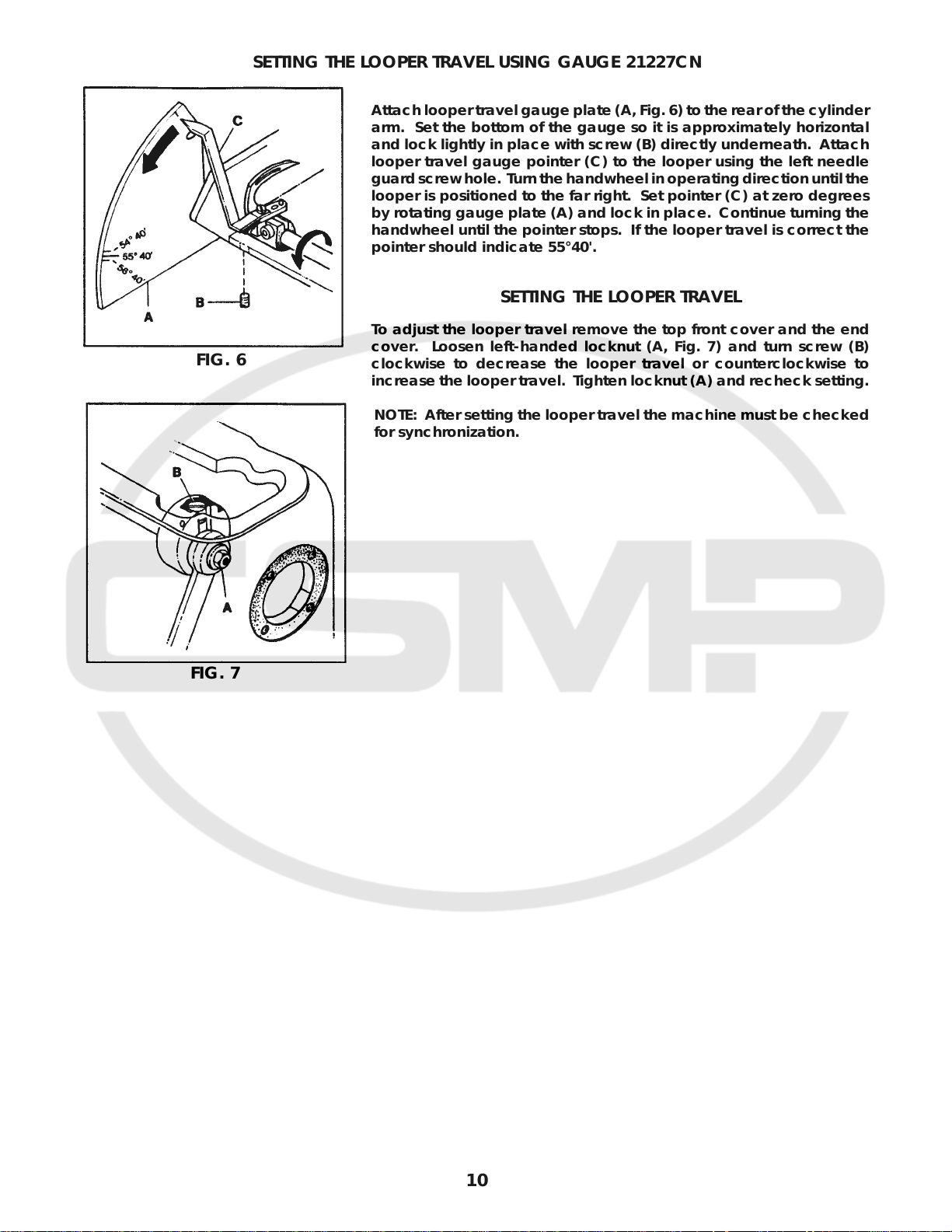
FIG. 6
SETTING THE LOOPER TRAVEL USING GAUGE 21227CN
Attach looper travel gauge plate (A, Fig. 6) to the rear of the cylinder
arm. Set the bottom of the gauge so it is approximately horizontal
and lock lightly in place with screw (B) directly underneath. Attach
looper travel gauge pointer (C) to the looper using the left needle
guard screw hole. Turn the handwheel in operating direction until the
looper is positioned to the far right. Set pointer (C) at zero degrees
by rotating gauge plate (A) and lock in place. Continue turning the
handwheel until the pointer stops. If the looper travel is correct the
pointer should indicate 55°40'.
SETTING THE LOOPER TRAVEL
To adjust the looper travel remove the top front cover and the end
cover. Loosen left-handed locknut (A, Fig. 7) and turn screw (B)
clockwise to decrease the looper travel or counterclockwise to
increase the looper travel. Tighten locknut (A) and recheck setting.
NOTE: After setting the looper travel the machine must be checked
for synchronization.
FIG. 7
10

TIMING THE NEEDLES TO THE LOOPER
To visually check the timing of the needles to the looper, turn the
handwheel in operating direction until the needle bar has reached
its lowest position and has risen 5/32" (4.0mm). At this time the looper
point should appear at the same relative position to the needles
whether rotation of handwheel is clockwise or counterclockwise.
INSTRUCTIONS FOR USING
SYNCHRONIZING GAUGE 21227CG
Turn the handwheel until the needle bar is at its lowest point. Loosen
presser bar regulating screw (A, Fig. 8) and insert needle bar setting
block (B) under the head of the screw (A) with stop screw (C) above
needle bar (D). Tighten screw (A).
FIG. 8
FIG. 9
The long portion of the looper clamp and height gauge (E, Fig. 8) laid
on its side is the 5/32" (4.0mm) gauge used to set the distance
between stop screw (C) and the top of the needle bar (D) at its lowest
position. Tighten nut (F) to clamp stop screw (C) into place.
TIMING THE NEEDLES TO THE LOOPER (CONT.)
Attach the looper clamp and height gauge (A, Fig. 9) to the heal of
the looper by tightening screw (B). Turn the handwheel slowly in a
clockwise direction until needle bar (C) touches stop screw (D).
Loosen screw (E) and set synchronizing gauge rod (F) so the flat end
is on one of the lines in the center of the block (G). Tighten screw (E).
Turn the handwheel in the opposite direction until the needle bar
touches stop screw (D, Fig. 9). Synchronizing rod (F) should come to
the same line on block (G). The difference must not exceed one line.
If the setting cannot be achieved, main shaft coupling (A, Fig. 10)
must be repositioned. Remove the crank chamber cover and gas-
ket. Loosen the three coupling screws (B). If synchronizing rod (F,
Fig. 9) moves more to the right while the handwheel is rotated in a
clockwise direction, the looper is too fast and the main shaft should
be retarded. If the rod moves more to the right when the handwheel
is rotated in a counterclockwise direction the looper is too slow and
the mainshaft should be advanced. Tighten screws (B, Fig. 10).
FIG. 10
NOTE: If the stationary Knife interferes with the synchronizing rod (F)
remove the knife to make the adjustment.
11
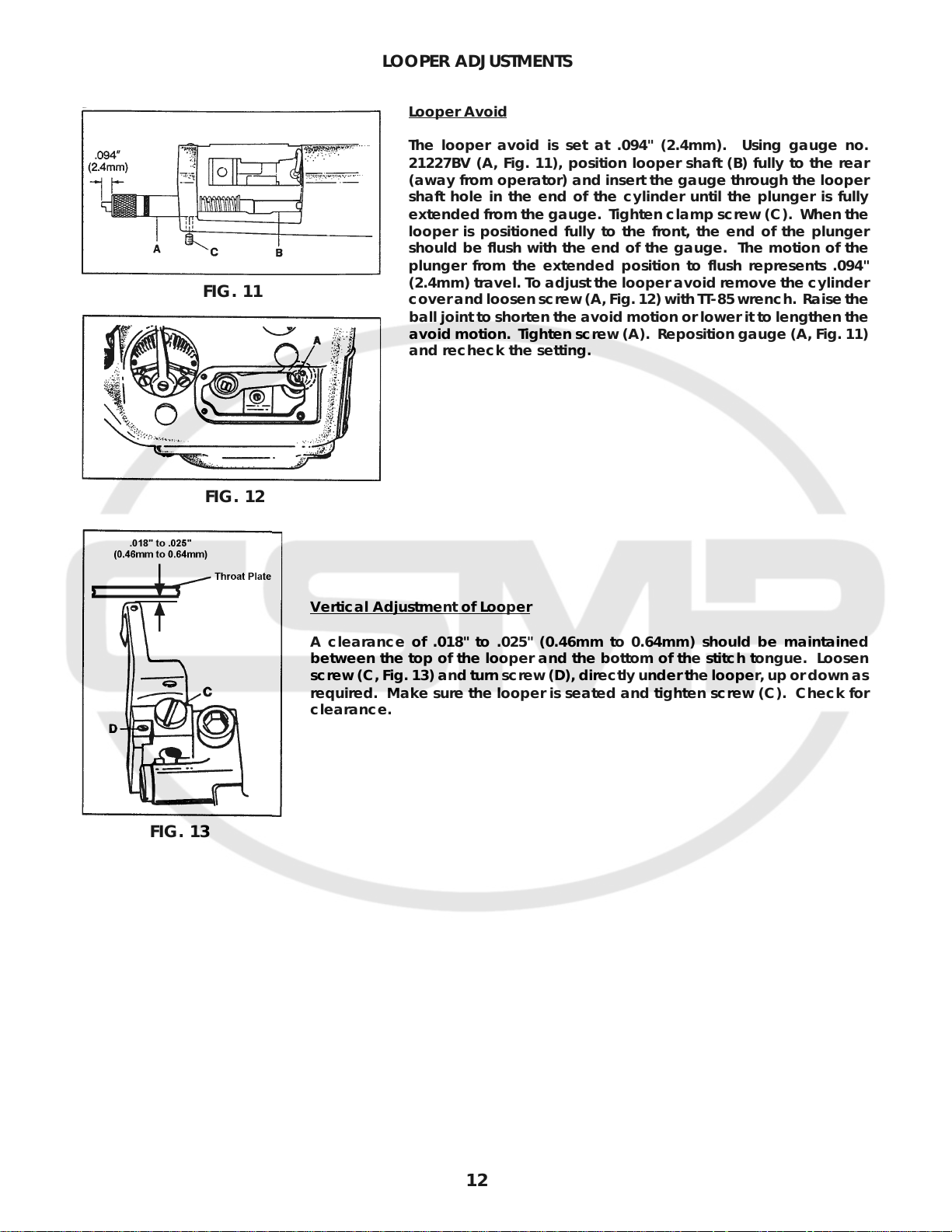
FIG. 11
FIG. 12
LOOPER ADJUSTMENTS
Looper Avoid
The looper avoid is set at .094" (2.4mm). Using gauge no.
21227BV (A, Fig. 11), position looper shaft (B) fully to the rear
(away from operator) and insert the gauge through the looper
shaft hole in the end of the cylinder until the plunger is fully
extended from the gauge. Tighten clamp screw (C). When the
looper is positioned fully to the front, the end of the plunger
should be flush with the end of the gauge. The motion of the
plunger from the extended position to flush represents .094"
(2.4mm) travel. To adjust the looper avoid remove the cylinder
cover and loosen screw (A, Fig. 12) with TT-85 wrench. Raise the
ball joint to shorten the avoid motion or lower it to lengthen the
avoid motion. Tighten screw (A). Reposition gauge (A, Fig. 11)
and recheck the setting.
FIG. 13
Vertical Adjustment of Looper
A clearance of .018" to .025" (0.46mm to 0.64mm) should be maintained
between the top of the looper and the bottom of the stitch tongue. Loosen
screw (C, Fig. 13) and turn screw (D), directly under the looper, up or down as
required. Make sure the looper is seated and tighten screw (C). Check for
clearance.
12
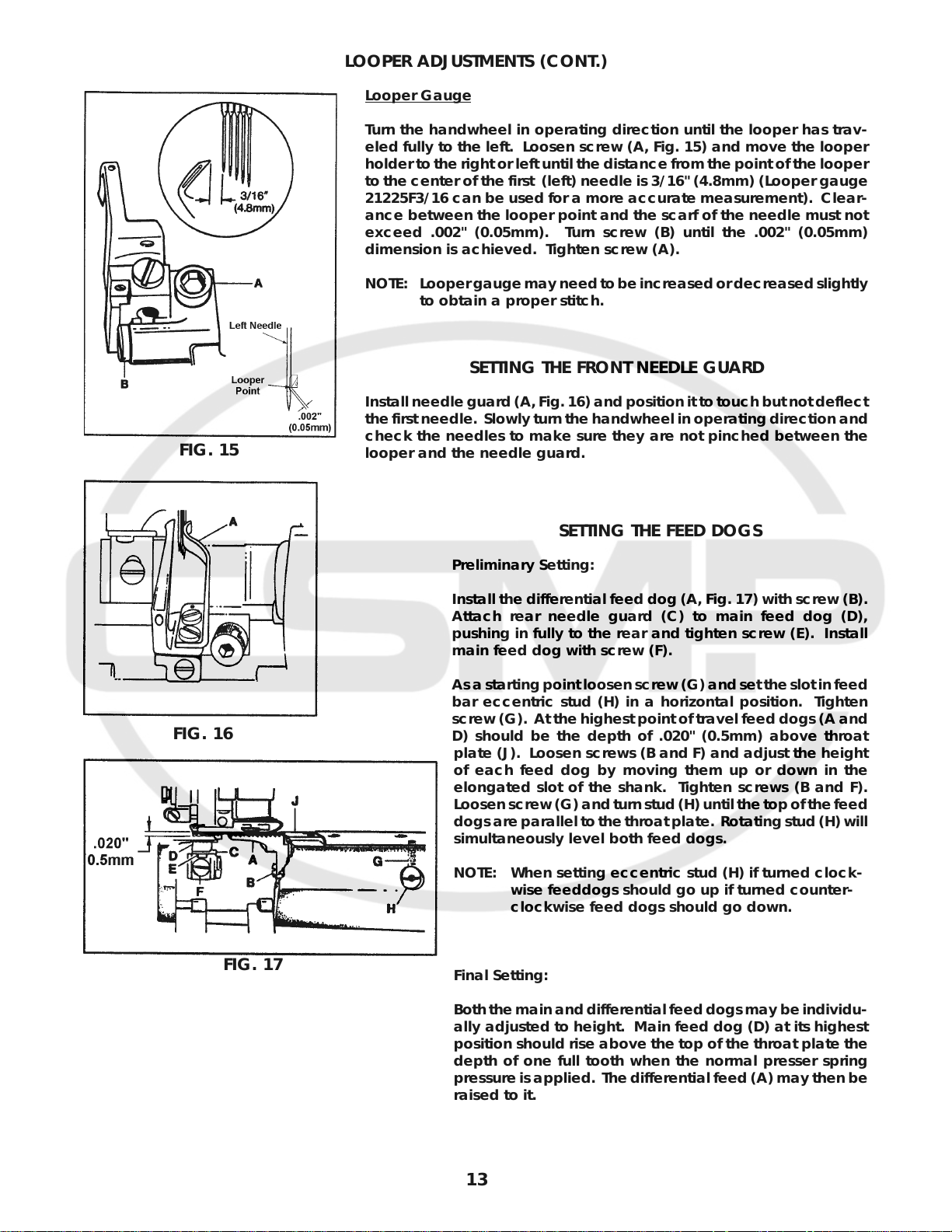
FIG. 15
LOOPER ADJUSTMENTS (CONT.)
Looper Gauge
Turn the handwheel in operating direction until the looper has trav-
eled fully to the left. Loosen screw (A, Fig. 15) and move the looper
holder to the right or left until the distance from the point of the looper
to the center of the first (left) needle is 3/16" (4.8mm) (Looper gauge
21225F3/16 can be used for a more accurate measurement). Clear-
ance between the looper point and the scarf of the needle must not
exceed .002" (0.05mm). Turn screw (B) until the .002" (0.05mm)
dimension is achieved. Tighten screw (A).
NOTE: Looper gauge may need to be increased or decreased slightly
to obtain a proper stitch.
SETTING THE FRONT NEEDLE GUARD
Install needle guard (A, Fig. 16) and position it to touch but not deflect
the first needle. Slowly turn the handwheel in operating direction and
check the needles to make sure they are not pinched between the
looper and the needle guard.
FIG. 16
FIG. 17
SETTING THE FEED DOGS
Preliminary Setting:
Install the differential feed dog (A, Fig. 17) with screw (B).
Attach rear needle guard (C) to main feed dog (D),
pushing in fully to the rear and tighten screw (E). Install
main feed dog with screw (F).
As a starting point loosen screw (G) and set the slot in feed
bar eccentric stud (H) in a horizontal position. Tighten
screw (G). At the highest point of travel feed dogs (A and
D) should be the depth of .020" (0.5mm) above throat
plate (J). Loosen screws (B and F) and adjust the height
of each feed dog by moving them up or down in the
elongated slot of the shank. Tighten screws (B and F).
Loosen screw (G) and turn stud (H) until the top of the feed
dogs are parallel to the throat plate. Rotating stud (H) will
simultaneously level both feed dogs.
NOTE: When setting eccentric stud (H) if turned clock-
wise feeddogs should go up if turned counter-
clockwise feed dogs should go down.
Final Setting:
Both the main and differential feed dogs may be individu-
ally adjusted to height. Main feed dog (D) at its highest
position should rise above the top of the throat plate the
depth of one full tooth when the normal presser spring
pressure is applied. The differential feed (A) may then be
raised to it.
13
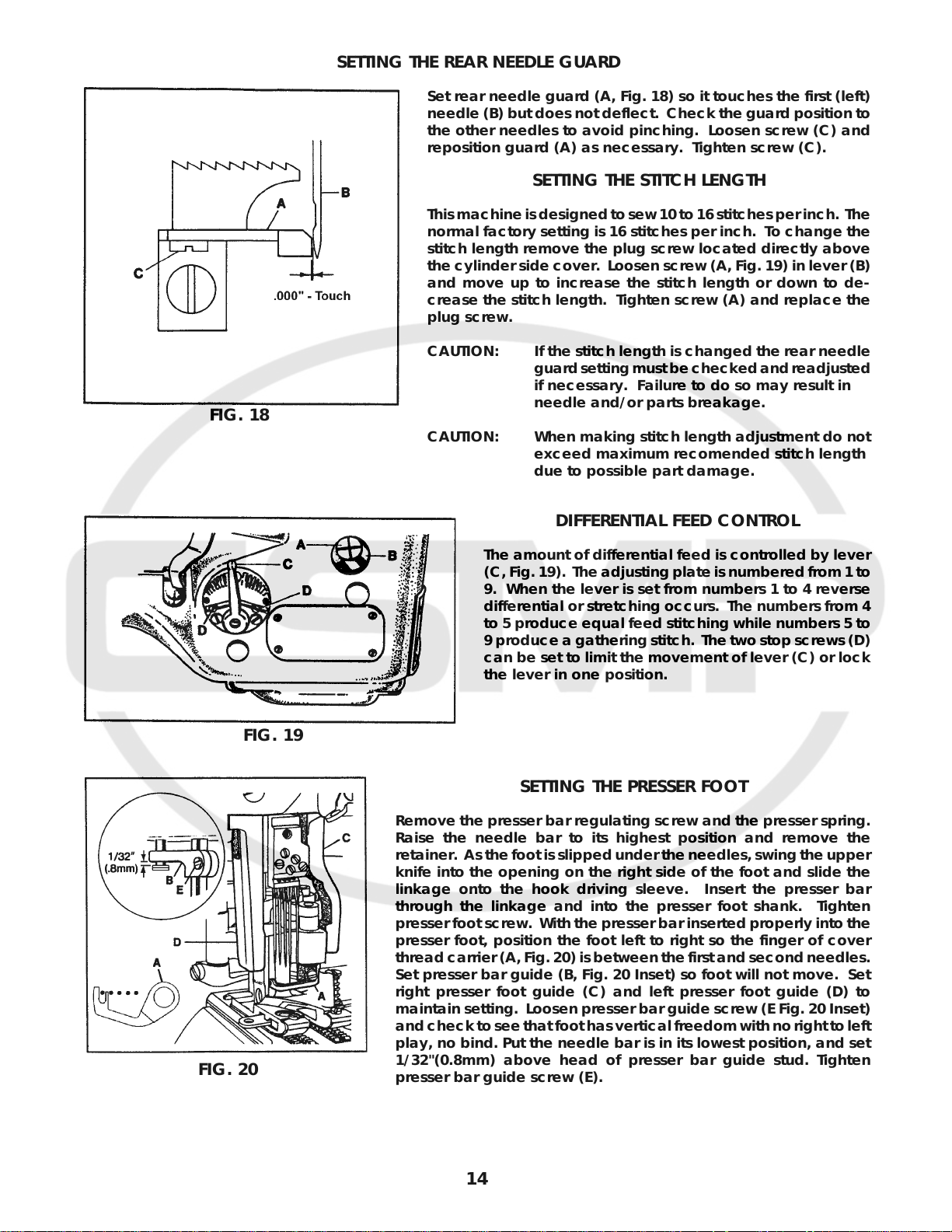
FIG. 18
SETTING THE REAR NEEDLE GUARD
Set rear needle guard (A, Fig. 18) so it touches the first (left)
needle (B) but does not deflect. Check the guard position to
the other needles to avoid pinching. Loosen screw (C) and
reposition guard (A) as necessary. Tighten screw (C).
SETTING THE STITCH LENGTH
This machine is designed to sew 10 to 16 stitches per inch. The
normal factory setting is 16 stitches per inch. To change the
stitch length remove the plug screw located directly above
the cylinder side cover. Loosen screw (A, Fig. 19) in lever (B)
and move up to increase the stitch length or down to de-
crease the stitch length. Tighten screw (A) and replace the
plug screw.
CAUTION: If the stitch length is changed the rear needle
guard setting must be checked and readjusted
if necessary. Failure to do so may result in
needle and/or parts breakage.
CAUTION: When making stitch length adjustment do not
exceed maximum recomended stitch length
due to possible part damage.
FIG. 19
FIG. 20
DIFFERENTIAL FEED CONTROL
The amount of differential feed is controlled by lever
(C, Fig. 19). The adjusting plate is numbered from 1 to
9. When the lever is set from numbers 1 to 4 reverse
differential or stretching occurs. The numbers from 4
to 5 produce equal feed stitching while numbers 5 to
9 produce a gathering stitch. The two stop screws (D)
can be set to limit the movement of lever (C) or lock
the lever in one position.
SETTING THE PRESSER FOOT
Remove the presser bar regulating screw and the presser spring.
Raise the needle bar to its highest position and remove the
retainer. As the foot is slipped under the needles, swing the upper
knife into the opening on the right side of the foot and slide the
linkage onto the hook driving sleeve. Insert the presser bar
through the linkage and into the presser foot shank. Tighten
presser foot screw. With the presser bar inserted properly into the
presser foot, position the foot left to right so the finger of cover
thread carrier (A, Fig. 20) is between the first and second needles.
Set presser bar guide (B, Fig. 20 Inset) so foot will not move. Set
right presser foot guide (C) and left presser foot guide (D) to
maintain setting. Loosen presser bar guide screw (E Fig. 20 Inset)
and check to see that foot has vertical freedom with no right to left
play, no bind. Put the needle bar is in its lowest position, and set
1/32"(0.8mm) above head of presser bar guide stud. Tighten
presser bar guide screw (E).
14
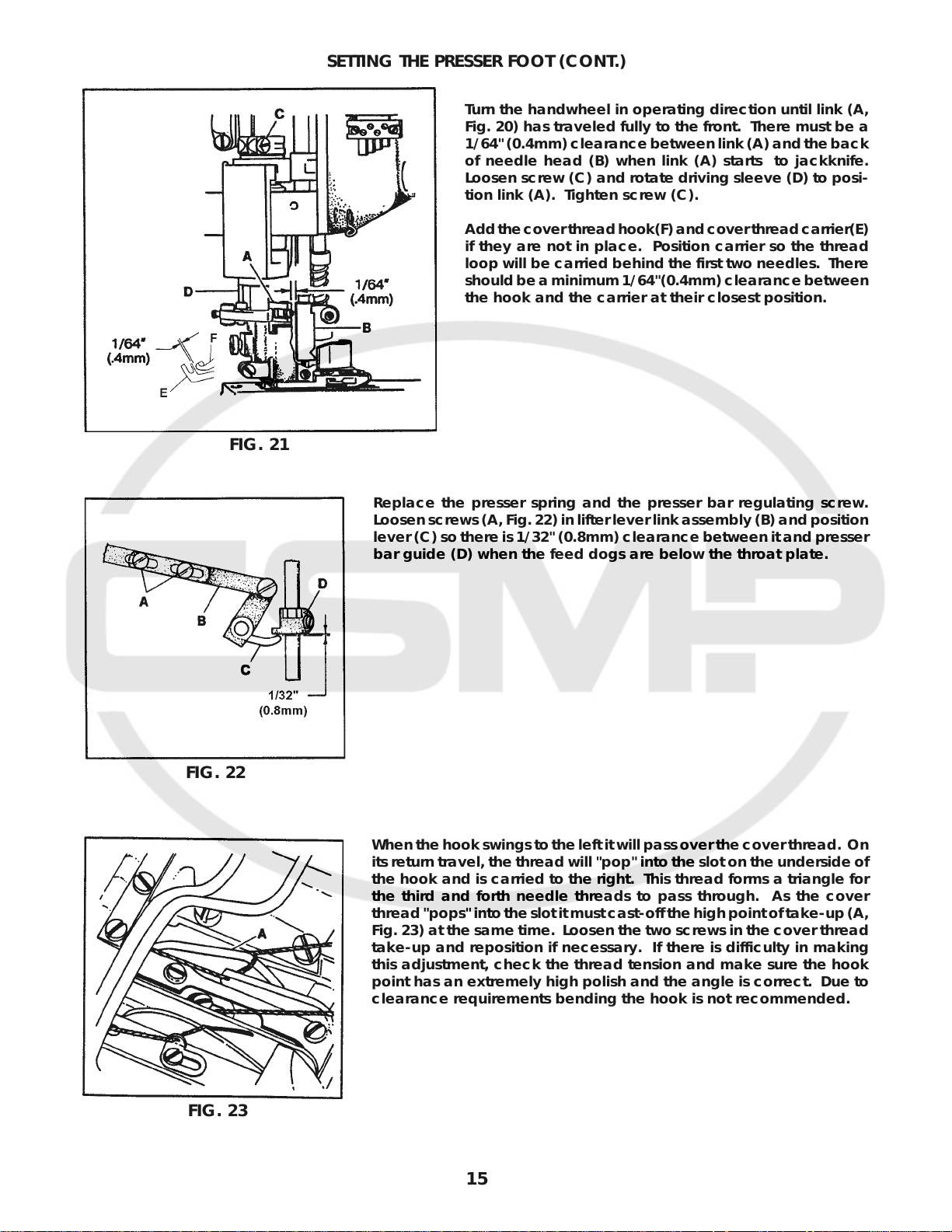
FIG. 21
SETTING THE PRESSER FOOT (CONT.)
Turn the handwheel in operating direction until link (A,
Fig. 20) has traveled fully to the front. There must be a
1/64" (0.4mm) clearance between link (A) and the back
of needle head (B) when link (A) starts to jackknife.
Loosen screw (C) and rotate driving sleeve (D) to posi-
tion link (A). Tighten screw (C).
Add the cover thread hook(F) and cover thread carrier(E)
if they are not in place. Position carrier so the thread
loop will be carried behind the first two needles. There
should be a minimum 1/64"(0.4mm) clearance between
the hook and the carrier at their closest position.
Replace the presser spring and the presser bar regulating screw.
Loosen screws (A, Fig. 22) in lifter lever link assembly (B) and position
lever (C) so there is 1/32" (0.8mm) clearance between it and presser
bar guide (D) when the feed dogs are below the throat plate.
FIG. 22
FIG. 23
When the hook swings to the left it will pass over the cover thread. On
its return travel, the thread will "pop" into the slot on the underside of
the hook and is carried to the right. This thread forms a triangle for
the third and forth needle threads to pass through. As the cover
thread "pops" into the slot it must cast-off the high point of take-up (A,
Fig. 23) at the same time. Loosen the two screws in the cover thread
take-up and reposition if necessary. If there is difficulty in making
this adjustment, check the thread tension and make sure the hook
point has an extremely high polish and the angle is correct. Due to
clearance requirements bending the hook is not recommended.
15
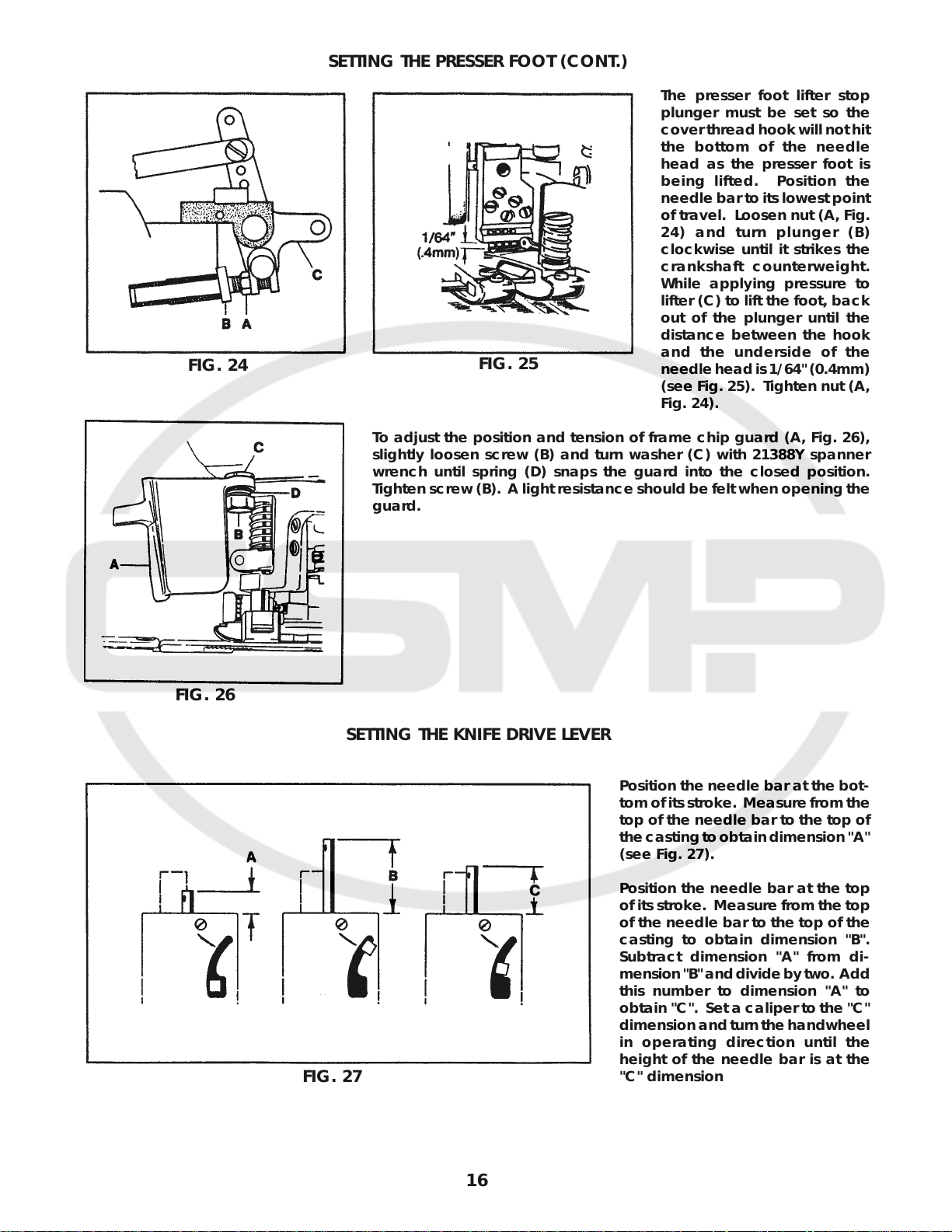
FIG. 24
SETTING THE PRESSER FOOT (CONT.)
The presser foot lifter stop
plunger must be set so the
cover thread hook will not hit
the bottom of the needle
head as the presser foot is
being lifted. Position the
needle bar to its lowest point
of travel. Loosen nut (A, Fig.
24) and turn plunger (B)
clockwise until it strikes the
crankshaft counterweight.
While applying pressure to
lifter (C) to lift the foot, back
out of the plunger until the
distance between the hook
FIG. 25
To adjust the position and tension of frame chip guard (A, Fig. 26),
slightly loosen screw (B) and turn washer (C) with 21388Y spanner
wrench until spring (D) snaps the guard into the closed position.
Tighten screw (B). A light resistance should be felt when opening the
guard.
and the underside of the
needle head is 1/64" (0.4mm)
(see Fig. 25). Tighten nut (A,
Fig. 24).
FIG. 26
SETTING THE KNIFE DRIVE LEVER
FIG. 27
Position the needle bar at the bot-
tom of its stroke. Measure from the
top of the needle bar to the top of
the casting to obtain dimension "A"
(see Fig. 27).
Position the needle bar at the top
of its stroke. Measure from the top
of the needle bar to the top of the
casting to obtain dimension "B".
Subtract dimension "A" from di-
mension "B" and divide by two. Add
this number to dimension "A" to
obtain "C". Set a caliper to the "C"
dimension and turn the handwheel
in operating direction until the
height of the needle bar is at the
"C" dimension
16
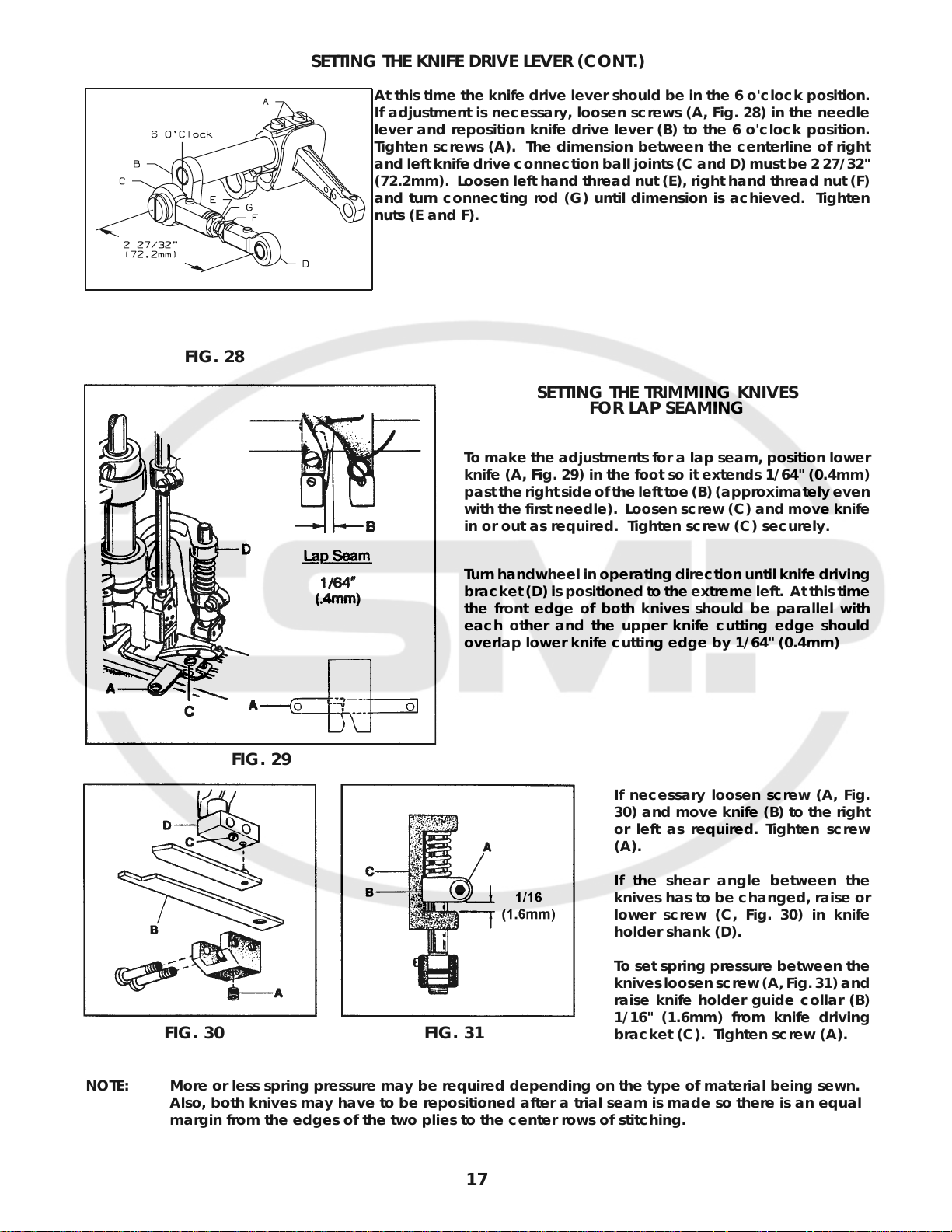
FIG. 28
SETTING THE KNIFE DRIVE LEVER (CONT.)
At this time the knife drive lever should be in the 6 o'clock position.
If adjustment is necessary, loosen screws (A, Fig. 28) in the needle
lever and reposition knife drive lever (B) to the 6 o'clock position.
Tighten screws (A). The dimension between the centerline of right
and left knife drive connection ball joints (C and D) must be 2 27/32"
(72.2mm). Loosen left hand thread nut (E), right hand thread nut (F)
and turn connecting rod (G) until dimension is achieved. Tighten
nuts (E and F).
FIG. 29
SETTING THE TRIMMING KNIVES
FOR LAP SEAMING
To make the adjustments for a lap seam, position lower
knife (A, Fig. 29) in the foot so it extends 1/64" (0.4mm)
past the right side of the left toe (B) (approximately even
with the first needle). Loosen screw (C) and move knife
in or out as required. Tighten screw (C) securely.
Turn handwheel in operating direction until knife driving
bracket (D) is positioned to the extreme left. At this time
the front edge of both knives should be parallel with
each other and the upper knife cutting edge should
overlap lower knife cutting edge by 1/64" (0.4mm)
If necessary loosen screw (A, Fig.
30) and move knife (B) to the right
or left as required. Tighten screw
(A).
If the shear angle between the
knives has to be changed, raise or
lower screw (C, Fig. 30) in knife
holder shank (D).
To set spring pressure between the
knives loosen screw (A, Fig. 31) and
raise knife holder guide collar (B)
1/16" (1.6mm) from knife driving
FIG. 30 FIG. 31
NOTE: More or less spring pressure may be required depending on the type of material being sewn.
Also, both knives may have to be repositioned after a trial seam is made so there is an equal
margin from the edges of the two plies to the center rows of stitching.
bracket (C). Tighten screw (A).
17

FIG. 32
NEEDLE THREAD ADJUSTMENTS
Five needle thread strike-off pins (A, Fig. 32) are provided for independent
needle thread control. Level the take-ups to the height of the thread in the
needle lever eyelet at its lowest position. Raise the first take-up (nearest
the operator) 1/8" (3.2mm), the second take-up 3/32" (2.4mm) and the
third 1/16" (1.6mm). Further adjustment may be necessary to obtain
proper needle loop size so skipped stitches may be avoided.
Set the five frame needle thread eyelets (B, Fig. 32) eye with the eyelets in
holder (C). Adjust as necessary so the needle thread loops around the
looper will remain firm and not seek random positions when the needle
bar descends.
Unlocking spring (A, Fig. 33) provides a proportional amount of pull-up of
the needle threads when the machine is reversed for unlocking the stitch
so the loops will not form on the front of the needles and become caught
by the looper. (Needle threads must be under spring wire when unlocking
stitch.)
NOTE: Unlocking spring is only used when starting and stopping
on the material.
Turn screw (B) up or down so unlocking spring (A) will have 1/8"
(3.2mm) drop from the bottom of the thread holes to the top of screw
(B). Loosen screw (C) and turn knurled knob (D) to adjust the spring
tension. Tighten screw (C).
FIG. 33
FIG. 34
Tension of the seven threads is individually controlled. The needle
tension is seldom uniform; the first needle thread having more
tension than the other four. Use only enough tension to pull up the
stitch. A well-balanced stitch will have the first and fifth needle loops
pulled up and the second and third needle loops small and even.
LOOPER THREAD ADJUSTMENT
Loosen screws (A, Fig. 34) and position looper thread cast-off (B) flush with
the right end of cast-off support plate (C). Tighten screws (A). Loosen screws
(D, Fig. 34 inset) and time take-up (E) so the thread will cast-off when the
needle bar has descended 7/64" (2.8mm) from its highest position. When
thread eyelets (F) are moved further to the left the amount of thread pull-off
will increase.
COVER THREAD ADJUSTMENT
Loosen screw (A, Fig. 35) and set the lower edge of cover thread take-up
eyelet (B) so its 3/32" (2.4mm) above the surface of cast-off plate (C). Tighten
screw (A). As the cover thread hook moves to the left over the cover thread
and the needle bar starts to rise, the cover thread must "cast-off" from the
high point of take-up (D). Loosen screws (E) and adjust take-up (F) accord-
ingly. make sure that take-up (F) is centered in cast-off plate slot (C) and
take-up eyelet (B) is centered to take-up (F). Tighten screws (E).
FIG. 35
18

TENSION RELEASE
The tension release should start to function when the presser foot has
raised approximately 1/32" (0.8mm) above the surface of the throat
plate and be entirely released when the presser foot has reached its
highest position. Insert a large screwdriver into slot on the right end
of shaft (A, Fig. 36), loosen screw (B) in lifter lever (C) and turn the
screwdriver to raise or lower pins (D). Tighten screw (B).
NOTE: Make sure the 1/32" (0.8mm) clearance between the presser
bar lifter lever and presser bar guide has been maintained.
Refer to Fig. 22 if readjustment is necessary.
HUNG FOOT ADJUSTMENT
When sewing on extremely lightweight material and/or feed cutting
is a problem, the presser foot may be "hung" by raising stud (B) until
guide (A) rests on the shoulder of stud (B). This adjustment will raise
the presser foot slightly, so only the pressure of the presser foot shoes
contact the material. Turn handwheel in operating direction until the
feed dogs are below the throat plate surface. At this time there
should be a 1/32" (0.8mm) clearance between the bottom of presser
bar guide (A, Fig. 37) and presser bar guide stud (B). To hang the
presser foot loosen lock nut (C Fig. 37) and turn thumb screw (D Fig.
37) so that foot comes up slightly, tighten screw (C Fig. 37).
FIG. 36
Attach gibs (A, Fig. 38) to the cylinder cover but do not tighten screws (B); leave them snug for further
adjustment. Fasten spring (C, Fig. 38 inset) to the bottom of slide block (D) and insert between gibs (A).
Attach lap former (E) to slide block (D) with screws (F) and position it in the center of the presser foot. Position
the slide block so it has a snug (but not tight) fit the entire length of the gibs. Tighten screws (B).
SETTING THE LAP FORMER
19
FIG. 38FIG. 37

20

OIL SIGHT GAUGES, TOP COVERS & MISCELLANEOUS TAKEUP & EYELET PARTS
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
33.
34.
35.
36.
37.
38.
39.
40.
41.
42.
43.
44.
45.
46.
47.
48.
49.
50.
Part No.
93
35888N
B3530555000
660-212
22516A
93A
90
35887X
35887AE
B3530555000
660-212
22539M
22516A
73C
36256
29476XC
22KH
36204
73A
52958F
52958C
36204A
36256A
22839
36284T
22564B
35887R
41071G
35887M
12934A
36284M
22569B
36290M
660-1146
660-935
LA528
CO67E
35889K
6042A
22759A
22711
998-358E
22539AA
36293B
36293E
39593C
93
35890P
35893H
35893G
Description
Screw, for crank chamber cover ....................................................................
Crank Chamber Cover ...................................................................................
Oil Sight Gauge ........................................................................................
"O"Ring .....................................................................................................
Screw ..............................................................................................................
Screw, for middle top cover ............................................................................
Screw, for spring .............................................................................................
Top Cover, middle ..........................................................................................
Top Cover, front ..............................................................................................
Oil Sight Gauge ........................................................................................
"O"Ring .....................................................................................................
Plug Screw ......................................................................................................
Screw, for front top cover ................................................................................
Screw ..............................................................................................................
Cover Thread Take-up Eyelet ..........................................................................
Cast-Off Plate Assembly .................................................................................
Screw, for cast-off ....................................................................................
Cast-off ....................................................................................................
Screw, for cast-off plate eyelets ...............................................................
Cast-off Plate Eyelet, rear .........................................................................
Cast-off Plate Eyelet, front ........................................................................
Cast-off Plate ............................................................................................
Cover Thread Take-up Eyelet Holder ..............................................................
Screw ..............................................................................................................
Gasket, for front top cover ..............................................................................
Screw, for middle cover hinge ........................................................................
Middle Cover Hinge ........................................................................................
Nut, for top middle cover spring screw ............................................................
Spring, for middle top cover ............................................................................
Nut, for top middle cover spring screw ............................................................
Gasket, for crank chamber .............................................................................
Screw, for bushing housing .............................................................................
Crankshaft Bushing Housing Assembly ...........................................................
Lip Seal .....................................................................................................
"O"Ring .....................................................................................................
Directional Label ............................................................................................
Cork ................................................................................................................
Oil Shield ........................................................................................................
Washer, for screw ............................................................................................
Screw, for connecting head to main frame .....................................................
Screw, for hose clamp ....................................................................................
Hose Clamp, for pump 36293R ........................................................................
Plug Screw ......................................................................................................
Oil Sight Gauge ...............................................................................................
Oil Level Indicator ...........................................................................................
Oil Gauge Float ...............................................................................................
Screw, for oil pump housing ............................................................................
Bushing ...........................................................................................................
Seal, Upper .....................................................................................................
Seal, Lower .....................................................................................................
Amt.
Req.
5
1
1
1
4
2
2
1
1
1
1
1
6
1
1
1
2
1
2
1
1
1
1
2
1
3
1
2
1
2
1
1
1
1
1
1
1
1
2
2
1
1
1
1
1
1
2
1
1
1
21

22

MAIN FRAME, BUSHINGS & MISCELLANEOUS EYELET & COVER PARTS
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
Part No.
35887AF
35887Z
22564B
36290B
22791D
22829
29105BH
35866A
SS7110510SP
35866B
35883AL
35781D
660-1138
62271B
36290G
35890E
22539T
35761D
35860B
36260C
660-206
22733B
36271A
73A
22768B
J35671G
36271E
36271H
J35671
28C
22596D
36293N
Description
Gasket, end cover ..........................................................................................
End Cover .......................................................................................................
Screw, end cover ...........................................................................................
Main Shaft Bushing, front .................................................................................
Screw, for looper drive lever shaft ...................................................................
Screw, looper thread shield ............................................................................
Looper Thread Shield ......................................................................................
Tube .........................................................................................................
Screw .......................................................................................................
Tube Clamp ..............................................................................................
Support ....................................................................................................
Looper Thread Guide Wire ..............................................................................
Oil Seal ...........................................................................................................
Thread Guide ..................................................................................................
Main Shaft Bushing, rear .................................................................................
Crankshaft Bushing, front ................................................................................
Plug Screw ......................................................................................................
Bushing Cap ...................................................................................................
Needle Lever Shaft Bushing, front ...................................................................
Needle Lever Shaft Bushing, rear ....................................................................
Rubber “O” Ring .............................................................................................
Oil Drain Screw ...............................................................................................
Frame Needle Thread Eyelet ..........................................................................
Screw, for needle thread eyelet .....................................................................
Screw, for unlocking spring height adjusting ..................................................
Stitch Unlocker Mounting Bracket ..................................................................
Unlocking Spring ............................................................................................
Spring Holder ..................................................................................................
Needle Thread Eyelet .....................................................................................
Screw .......................................................................................................
Screw, for needle thread eyelet .....................................................................
Felt ..................................................................................................................
Amt.
Req.
1
1
4
1
1
2
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
5
2
1
1
1
1
1
5
1
1
23

24

MAIN SHAFT & MISCELLANEOUS OILING
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
33.
34.
35.
36.
37.
38.
39.
40.
41.
Part No.
660-207
35894D
29472Y
22585A
21756G
35897BW
36297J
35897BV
29472AC
36297M
22571B
41071G
22565A
36293M
1096
36293L
50393-140
90
36261A
35894L
666-338
36293K
671B3
11550209
29101J
22587E
22894W
29103T
22587E
22894W
660-219P
36222C
22801
36223
22580
36223A
22580
35895X
22519F
22894J
22894K
Description
Oil Seal Ring ....................................................................................................
Oil Reservoir, back .........................................................................................
Pump Assembly ..............................................................................................
Screw, for housing cover ..........................................................................
Vent Screw ...............................................................................................
Gasket ......................................................................................................
Housing Cover and Oil Tube, rear .............................................................
Intake Filter ........................................................................................
Pump Body and Gear Assembly ...............................................................
Housing Cover and Oil Tube, front ............................................................
Plug Screw .........................................................................................
Nut .....................................................................................................
Screw .................................................................................................
Oil Splitter .......................................................................................................
Screw .......................................................................................................
Oil Tube ....................................................................................................
Tubing ......................................................................................................
Screw, for take-up shield ................................................................................
Take-up Shield Assembly ...............................................................................
Oil Reservoir, front ...........................................................................................
Oil Seal Ring ....................................................................................................
Oil Tube Bypass ...............................................................................................
Air Tube ....................................................................................................
Tension Spring ..........................................................................................
Feed Drive Eccentric Assembly ......................................................................
Screw .......................................................................................................
Set Screw ..................................................................................................
Feed Lift Eccentric Assembly ..........................................................................
Screw .......................................................................................................
Set Screw ..................................................................................................
Roll Pin ............................................................................................................
Main Shaft .......................................................................................................
Screw ..............................................................................................................
Double Disc Take-up .......................................................................................
Screw .......................................................................................................
Cover Thread Take-up ....................................................................................
Screw .......................................................................................................
Main Shaft Coupling .......................................................................................
Screw .......................................................................................................
Set Screw ..................................................................................................
Spot Screw ................................................................................................
Amt.
Req.
1
1
1
5
2
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
1
2
2
1
2
2
1
1
2
1
2
1
2
1
3
4
2
25

26

CRANKSHAFT & NEEDLE LEVER PARTS
Ref.
No.
Part No.
1.
36221N
2.
22574
3.
61321L
4.
61321J
5.
36221P
6.
22894E
7.
50311C
8.
36293Q
9.
SQ1110401MZ
10.
36293R
11.
50393KM
12.
50393-260
13.
50393CS
14.
36293L
15.
666-214
16.
35895Y
17.
22894AM
18.
22797
19.
35897BY
20.
22766
21.
36251N
22.
36251M
23.
36263
24.
35763G
25.
35862A
26.
22587B
27.
22894W
28.
36222A
29.
35763F
30.
36247
31.
77
32.
J35664D
33.
36254B
34.
22564
35.
35816
36.
SS7110910TP
37.
36254A
38.
77
39.
36215
40.
22596B
Description
Pulley Assembly ..............................................................................................
Screw ........................................................................................................
Clamp Plate ..............................................................................................
Handwheel ...............................................................................................
Pulley ........................................................................................................
Screw, for adjustable pulley ...............................................................
Ball Bearing ...............................................................................................
Bushing Pump ..................................................................................................
Barb Fitting ................................................................................................
Pump Assembly ..............................................................................................
Tube retainer spring ..................................................................................
Tubing .......................................................................................................
Tube retainer spring ..................................................................................
Oil Tube .....................................................................................................
Oil Intake Felt ............................................................................................
Crankshaft Thrust Collar ..................................................................................
Screw ........................................................................................................
Screw ..............................................................................................................
Pump Driving Gear ..........................................................................................
Screw ..............................................................................................................
Needle Bearing Retaining Plate ......................................................................
Eccentric Bearing ...........................................................................................
Needle Bearing Rollers ....................................................................................
Needle Bearing Retaining Ring .......................................................................
Needle Lever Connecting Rod ........................................................................
Screw ........................................................................................................
Screw ........................................................................................................
Crankshaft ......................................................................................................
Needle Bearing Rollers ....................................................................................
Needle Lever Connecting Rod Pin ...................................................................
Screw ........................................................................................................
Needle Lever Thread Eyelet ............................................................................
Link Pin ............................................................................................................
Screw ..............................................................................................................
Needle Bar Connection ..................................................................................
Screw ........................................................................................................
Needle Bar Link ...............................................................................................
Screw ..............................................................................................................
Needle Lever ..................................................................................................
Screw ........................................................................................................
Amt.
Req.
1
3
1
1
1
2
1
1
1
1
1
1
1
1
1
1
2
3
1
2
1
1
28
4
1
2
1
1
28
1
2
1
2
1
1
1
1
1
1
2
27

28

TENSION PARTS
Ref.
No.
Part No.
1.
35880M
2.
22894J
3.
36280V
4.
22585C
5.
36280U
6.
86
7.
36280A
8.
36280C
9.
36280D
10.
258A
11.
22519
12.
36280W
13.
22839D
14.
36280T
15.
36280S
16.
660-254C
17.
22517
18.
36280N
19.
255
20.
J35698F
21.
36298G
22.
J35698G
23.
94
24.
22517
25.
36292M
26.
22585A
27.
35792T
28.
38259G
29.
22726A
30.
36292K
31.
36292N
32.
22784F
33.
C50092S
34.
39592AK
35.
51292F-2
-
51292F-4
-
51292F-5
36.
W56392F
37.
35792
38.
109
39.
36292Q
40.
J35666A
41.
22894BK
42.
94
43.
36283R
44.
SS7090910TP
45.
36266
46.
36283U
47.
WS0410002KP
48.
SS7110840SP
49.
J35683T
50.
J35683S
51.
B3319704L00
Description
Lift Lever Link Connection ...............................................................................
Screw .......................................................................................................
Lifter Lever Link Assembly ...............................................................................
Screw .......................................................................................................
Lifter Lever Link .........................................................................................
Screw ..............................................................................................................
Presser Foot Lifter Stop Plunger ........................................................................
Stop Plunger Segment ....................................................................................
Stop Plunger Segment Pin ...............................................................................
Nut ..................................................................................................................
Screw, for stop plunger segment pin ...............................................................
Presser Bar Lifter Lever ....................................................................................
Screw ..............................................................................................................
Lifter Lever Connecting Link ............................................................................
Presser Foot Connection Lifter Lever ...............................................................
Retaining Ring .................................................................................................
Screw, for presser foot lifter bearing bracket ..................................................
Presser Foot Lifter Bearing Bracket ..................................................................
Screw ..............................................................................................................
Tension Support ..............................................................................................
Tension Thread Eyelet .....................................................................................
Tension Thread Eyelet .....................................................................................
Screw, for tension support ...............................................................................
Screw, for tension plate bracket .....................................................................
Tension Plate Bracket ......................................................................................
Screw, for tension post ....................................................................................
Tension Disc Release Pin .................................................................................
Eyelet ..............................................................................................................
Screw ..............................................................................................................
Spring, for tension release shaft ......................................................................
Tension Release Shaft .....................................................................................
Screw .......................................................................................................
Tension Nut .....................................................................................................
Tension Spring Ferrule .....................................................................................
Tension Spring, for cover thread .....................................................................
Tension Spring, for looper thread ....................................................................
Tension Spring, for needle thread ...................................................................
Shield, for tension spring .................................................................................
Tension Disc, large ..........................................................................................
Tension Disc, small ..........................................................................................
Tension Post ....................................................................................................
Thread Guide Assembly ..................................................................................
Screw Post ................................................................................................
Screw .......................................................................................................
Mounting Bracket .....................................................................................
Screw .......................................................................................................
Eyelet Tube ...............................................................................................
Eyelet Tube Holder ....................................................................................
Washer .....................................................................................................
Screw .......................................................................................................
Bracket, Tube ...........................................................................................
Eyelet Plate ..............................................................................................
Eyelet .......................................................................................................
Amt.
Req.
1
1
1
2
1
2
1
1
1
1
1
1
1
1
1
2
1
1
1
1
3
1
2
2
2
7
7
1
1
1
1
1
7
7
1
1
5
7
7
7
7
1
1
2
2
2
2
2
3
4
1
1
7
29

30

DETACHABLE HEAD, HEAD COVERS, NEEDLE BAR & NEEDLE BAR HEAD
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
33.
Part No.
36289B
36280J
36294F
8372A
22513
36284P
36289
22524
36264B
28
J35664E
J35664F
22738C
28A
28
51259
36229H
36278A
36273T
22524
35767
36273S
36273R
660-739
36293P
22777B
36279L
36279N
36279M
22881A
36278K
J35617A
36278
Description
Baffle Plate ......................................................................................................
Presser Bar Lifter Lever ....................................................................................
Oil Deflector Wire ............................................................................................
Washer ...........................................................................................................
Screw ..............................................................................................................
Gasket, for front head cover ...........................................................................
Head Cover, front ...........................................................................................
Screw, for front head cover .............................................................................
Needle Thread Strike-off Pin ...........................................................................
Screw, for needle thread take-up ...................................................................
Needle Thread Take-up, complete .................................................................
Strike-off Pin Holder ..................................................................................
Screw, for needle thread take-up .............................................................
Screw, for needle thread take-up ...................................................................
Screw, for cover thread eyelet ........................................................................
Cover Thread Eyelet .......................................................................................
Detachable Sewing Head ...............................................................................
Presser Bar Bushing ...................................................................................
Needle Bar Bushing, upper .......................................................................
Screw .......................................................................................................
Sewing Head Key .....................................................................................
Needle Bar Bushing, lower ........................................................................
Cover Thread Carrier and Hook Driving Sleeve Bushing ...........................
Oil Lip Seal ................................................................................................
Felt ...........................................................................................................
Screw, for frame chip guard ............................................................................
Spring, for frame chip guard ...........................................................................
Frame Chip Guard ..........................................................................................
Washer, for frame chip guard .........................................................................
Screw, for right presser foot guide ...................................................................
Presser Foot Guide, right .................................................................................
Needle Bar ......................................................................................................
Presser Bar ......................................................................................................
Amt.
Req.
1
1
1
1
1
1
1
2
4
2
4
1
2
4
1
1
1
1
1
2
2
1
1
2
1
1
1
1
1
1
1
1
1
34. thru 63. See Following page
31

32

DETACHABLE HEAD, HEAD COVERS, NEEDLE BAR & NEEDLE BAR HEAD
Ref.
No.
Part No.
1. thru 33. See Preceding page
34.
36278R
35.
22653B8
36.
8372A
37.
J35618-5
38.
22738H
39.
22524
40.
36289A
41.
36284N
42.
6042A
43.
318
44.
664F-16
45.
22560A
46.
J35678F12
47.
36278M
48.
36294E
49.
22585C
50.
660-1131
51.
28C
52.
660-1130
53.
36290E
54.
36237M
55.
36278T
56.
29476YP
57.
9937
58.
35896D
59.
666-340A
60.
WZ0641510KP
61.
22758E
62.
36283P
63.
22585B
Description
Presser Foot Guide, left ...................................................................................
Screw, for left presser foot guide .....................................................................
Washer .......................................................................................................................
Needle Head, for 6.0 Gauge ...........................................................................
Screw, for needles and retainer ................................................................
Screw, for left head cover ...............................................................................
Head Cover, left ..............................................................................................
Gasket, for left head cover .............................................................................
Washer ...........................................................................................................
Screw, for connecting head to main frame .....................................................
Taper Pin .........................................................................................................
Screw, for presser bar guide stud ....................................................................
Spring, for presser bar .....................................................................................
Presser Bar Regulating Screw ..........................................................................
Oil Guard ........................................................................................................
Screw ..............................................................................................................
Knurled Knob ..................................................................................................
Screw .......................................................................................................
Knurled Nut .....................................................................................................
Threaded Sleve ...............................................................................................
Collar Bumper .................................................................................................
Screw Stud ......................................................................................................
Sewing Guard Assembly .................................................................................
Nut ............................................................................................................
Sewing Guard ...........................................................................................
Spring Washer ..........................................................................................
Screw .......................................................................................................
Mounting Bracket .....................................................................................
Screw ..............................................................................................................
Bumper Plug .......................................................................................
Amt.
Req.
1
2
2
1
5
2
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
1
1
2
1
1
2
33

34

DIFFERENTIAL & MAIN FEED BARS, FEED DOGS & FEED LIFT ECCENTRIC ASSEMBLY
Ref.
No.
Part No.
1.
22845M
2.
36236F
3.
36234M
4.
660-220
5.
36234F
6.
36234G
7.
22587H
8.
22528
9.
J35626M
10.
87U
11.
36225
12.
22528
13.
J35605M
14.
36234E
15.
22587H
16.
36234G
17.
CQ200000000
18.
36234C
19.
36236H
20.
36236G
21.
33174B
22.
36236E
23.
62238A
24.
29478CS
25.
29103T
26.
22894W
27.
22587E
28.
269
29.
36244
30.
18
31.
36244A
32.
22729C
33.
41255B
34.
22747
Description
Screw, for differential feed bar driving link ......................................................
Differential Feed Bar Driving Link .....................................................................
Feed Bar Eccentric Stud ..................................................................................
"O"Ring .....................................................................................................
Differential Feed Bar ........................................................................................
Feed Bar Plate ...........................................................................................
Screw ........................................................................................................
Screw, for differential feed dog .......................................................................
Differential Feed Dog, marked “AAK”, 20 teeth per inch .................................
Screw, for needle guard ..................................................................................
Needle Guard .................................................................................................
Screw, for main feed dog ................................................................................
Main Feed Dog, marked “AAL”, 20 teeth per inch ............................................
Main Feed Bar .................................................................................................
Screw ........................................................................................................
Feed Bar Plate ...........................................................................................
Yarn ................................................................................................................
Feed Bar Slide Block ........................................................................................
Bushing ...........................................................................................................
Driving Link Stud ..............................................................................................
Screw ..............................................................................................................
Main Feed Bar Drive Link ..................................................................................
Link Pin ............................................................................................................
Feed Lift Eccentric Assembly ...........................................................................
Feed Lift Eccentric Assembly Ball Joint ......................................................
Set Screw ............................................................................................
Screw .................................................................................................
Nut, left thread ..........................................................................................
Connecting Rod ........................................................................................
Nut, right thread ........................................................................................
Ball Joint, complete ..................................................................................
Screw .................................................................................................
Ball Fork ....................................................................................................
Screw, for ball fork ....................................................................................
Amt.
Req.
1
1
1
1
1
1
2
1
1
1
1
1
1
1
2
1
2
1
2
2
1
1
1
1
1
2
2
1
1
1
1
2
1
1
35

36

FEED DRIVE ASSEMBLY, FEED ROCKER & LOOPER AVOID PARTS
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
33.
34.
*35.
*36.
Part No.
660-207
36236A
36237
36237A
22504C
36236J
36236K
36236
77
36236B
22733G
29478CT
29101J
22587E
22894W
269
43246
18
35846
22729C
35846B
35866
36236B
22733G
35766B
35842J
36236A
660-207
35836C
36236H
258
6042A
36236C
62238A
35851P
35851S
Description
Oil Seal Ring ....................................................................................................
Feed Rocker Shaft ...........................................................................................
Differential Feed Adjusting Lever ....................................................................
Differential Feed Adjusting Link .......................................................................
Screw ..............................................................................................................
Differential Driving Link Stud ............................................................................
Differential Feed Driving Link Slide Block .........................................................
Feed Rocker ....................................................................................................
Screw ..............................................................................................................
Bushing ...........................................................................................................
Screw ..............................................................................................................
Feed Drive Assembly .......................................................................................
Feed Drive Eccentric Assembly ................................................................
Screw .................................................................................................
Set Screw ............................................................................................
Nut, left thread ..........................................................................................
Connecting Rod ........................................................................................
Nut, right thread ........................................................................................
Ball Joint ...................................................................................................
Screw .................................................................................................
Washer ............................................................................................................
Nut ..................................................................................................................
Bushing ...........................................................................................................
Screw ..............................................................................................................
Nut ..................................................................................................................
Feed Drive and Looper Avoid Drive Lever ........................................................
Feed Drive Shaft ..............................................................................................
Oil Seal Ring ....................................................................................................
Screw, for feed rocker driving link ...................................................................
Bushing ...........................................................................................................
Nut ..................................................................................................................
Washer ............................................................................................................
Feed Rocker Driving Link .................................................................................
Link Pin ............................................................................................................
Screw ..............................................................................................................
Connecting Rod ..............................................................................................
Amt.
Req.
1
1
1
1
1
1
1
1
2
1
1
1
1
2
2
1
1
1
1
2
1
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
37

38

KNIFE DRIVING PARTS
Ref.
No.
1.
2.
3.
4.
*5.
*6.
7.
8.
9.
10.
11.
12.
13.
14.
*15.
16.
17.
18.
*19.
20.
21.
*22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
33.
34.
35.
36.
37.
38.
39.
40.
Part No.
36251B
12934A
51235G
36245K
36245H
36245D
36251AA
36275A
36278J
22569G
52841H
660-1019
36275
36261
GR-36245G
36275B
36245J
12934A
36245E
36251V
22585
36245F
36273U
36273Q
36273P
605A
36273J
660-219D
36273C
36273K
22729M
22799N
36273D
36270B
36273G
22894X
22767A
36273A
1096B
CQ200000000
Description
Cover Thread Carrier and Hook Driving Sleeve ......................................
Nut ..........................................................................................................
Washer ...................................................................................................
Screw .....................................................................................................
Rod End Bearing .....................................................................................
Nut, right thread .....................................................................................
Cover Thread Carrier and Hook Driving Connection Rod Ball Joint ......
Washer ...................................................................................................
Presser Bar Guide ...................................................................................
Screw ...............................................................................................
Nut ..........................................................................................................
"O"Ring ...................................................................................................
Torlon Washer .........................................................................................
Knife Drive Lever .....................................................................................
Rod End Bearing .....................................................................................
Washer, seal ...........................................................................................
Screw .....................................................................................................
Nut ..........................................................................................................
Nut, left thread ........................................................................................
Sleeve Driving Lever ...............................................................................
Screw ...............................................................................................
Stud, Rod End Bearing .............................................................................
Knife Driving Bracket ..............................................................................
Bushing ............................................................................................
Bushing ............................................................................................
Screw ...............................................................................................
Knife Holder Guide Plate ..................................................................
Roll Pin ....................................................................................................
Knife Holder Spring .................................................................................
Knife Holder Guide Collar .......................................................................
Screw ...............................................................................................
Screw .....................................................................................................
Knife Support ..........................................................................................
Knife, upper ............................................................................................
Knife Holder ............................................................................................
Screw .....................................................................................................
Screw .....................................................................................................
Knife Holder Shank .................................................................................
Screw ...............................................................................................
Oil Wick ..................................................................................................
Amt.
Req.
1
1
2
2
1
1
1
2
1
1
1
1
1
1
1
2
1
1
1
1
1
1
1
1
1
2
1
2
1
1
1
1
1
1
1
1
2
1
1
1
May also be purchased assembled
*
and set to length as 29478FJ.
39

40

LOOPER ROCKER SHAFT & LOOPER ROCKER DRIVE PARTS
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
33.
34.
35.
36.
37.
38.
39.
Part No.
36210
604
36208A
22585A
36248
1096B
22564D
22652A6
36249
35751G
22572B
36249B
36278C
41255B
22747
36253B
660-221
29478CU
35851L
22729C
269
4761
18
39145A
22729C
12865
88
15037A
36253A
258A
77
52336
660-215
22795B
36253G
36245B
97A
53636C
269
Description
Looper Mounted Needle Guard, marked “FZ” ................................................
Screw, for needle guard .................................................................................
Looper ............................................................................................................
Screw .............................................................................................................
Looper Holder .................................................................................................
Looper Adjusting Screw ...........................................................................
Screw .......................................................................................................
Screw .......................................................................................................
Looper Rocker Shaft .......................................................................................
Looper Shaft Collar .........................................................................................
Screw .......................................................................................................
Looper Shaft Sleeve ........................................................................................
Guide Stud ......................................................................................................
Ball Fork ..........................................................................................................
Screw .............................................................................................................
Looper Drive Lever Shaft .................................................................................
Oil Seal Ring ....................................................................................................
Looper Drive Connecting Rod Assembly ........................................................
Ball Joint, upper ........................................................................................
Screw .................................................................................................
Nut, left thread .........................................................................................
Connecting Rod .......................................................................................
Nut, right thread .......................................................................................
Ball Joint, lower ........................................................................................
Screw .................................................................................................
Collar .............................................................................................................
Screw .............................................................................................................
Nut ..................................................................................................................
Looper Drive Lever ..........................................................................................
Nut ..................................................................................................................
Screw .............................................................................................................
Link Pin ............................................................................................................
Retaining Ring ................................................................................................
Screw .............................................................................................................
Looper Drive Crank Stud .................................................................................
Looper Drive Connecting Rod and Ferrule Sub-Assembly ..............................
Screw .......................................................................................................
Washer ...........................................................................................................
Nut, left thread ................................................................................................
Amt.
Req.
1
2
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
2
2
2
1
1
1
1
1
2
1
1
1
1
1
1
41

42

LAP FORMER, MISCELLANEOUS CYLINDER COVERS, THROAT PLATE, & CHAIN CUTTING KNIFE
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
33.
34.
35.
36.
37.
Part No.
J35624-5
J35640M5
22716A
22562A
36203
22849
98A
22738B
73A
23420DE
36283J
36283H
23423X
23424Z
22716A
36283G
36283F
22571A
667D16
22596
GR-36284
36229A1
36284E
40-107
22798
531
36251K
36284W
22585C
36283B
36283C
36296A
36296B
22KH
22801
22653E24
35876U
Description
Throat Plate .....................................................................................................
Stitch Tongue, marked “TK” ......................................................................
Screw, stitch tongue .................................................................................
Screw, for throat plate .....................................................................................
Edge Guide .....................................................................................................
Screw, for edge guide .....................................................................................
Screw, for cylinder cover ................................................................................
Screw, for lap former .......................................................................................
Screw, for lap former .......................................................................................
Lap Former ......................................................................................................
Gib, right .........................................................................................................
Gib, left ...........................................................................................................
Lap Former Slide Block ....................................................................................
Spring, for lap former slide block ....................................................................
Screw, for lap former slide block spring ..........................................................
Cylinder Cover ...............................................................................................
Gasket, for cylinder cover ..............................................................................
Plug Screw ......................................................................................................
Dowel Pin ........................................................................................................
Screw, for feed bar eccentric stud ..................................................................
Gasket ............................................................................................................
Cylinder Alignment Eccentric Pin ...................................................................
Upper Lint Shield .............................................................................................
Washer ...........................................................................................................
Screw, upper lint shield ...................................................................................
Screw ..............................................................................................................
Dowel Pin ........................................................................................................
Lower Lint Shield .............................................................................................
Screw, spring ..................................................................................................
Spring .............................................................................................................
Cylinder Hinged Spring Support Stud ..............................................................
Chain Cutting Knife ........................................................................................
Guard, for chain cutting knife .........................................................................
Screw, for chain cutting knife .........................................................................
Screw, for chain cutting knife .........................................................................
Screw, for joining cylinder to main frame ........................................................
Washer ...........................................................................................................
Amt.
Req.
1
1
1
2
1
1
8
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
1
1
3
3
43

44

CYLINDER BUSHINGS, DIFFERENTIAL FEED CONTROL ASSEMBLY & MISCELLANEOUS
CYLINDER COVERS
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
33.
34.
35.
36.
37.
Part No.
35884R
36284C
J87J
36249A
660-1115
22539AL
22560A
531
36284F
36293G
661-150
999-196
22596
36282
22766
36286
36286B
87A
29478CZ
36237E
660-220
36238F
60078Z
36237H
36238
36237J
36237K
538
36283K
35883G
36237L
35850F
36256B
22849
22894W
22791E
660-1117
Description
Gasket, for front cylinder cover and oil gauge ...............................................
Cylinder Cover and Oil Gauge, front ..............................................................
Screw, for front cylinder cover and oil gauge .................................................
Bushing, for looper shaft, front ........................................................................
“O” Ring ..........................................................................................................
Plug Screw ......................................................................................................
Screw, for guide stud ......................................................................................
Screw .............................................................................................................
Gasket, for bottom cover ................................................................................
Screen, for bottom cover ................................................................................
Rubber “O” Ring, for screen ............................................................................
Oil Drain Plug Screw ........................................................................................
Screw, for bottom cover .................................................................................
Bottom Cover .................................................................................................
Screw, for cylinder side cover ........................................................................
Cylinder Side Cover ........................................................................................
Gasket, for cylinder side cover .......................................................................
Screw, for differential feed control assembly .................................................
Differential Feed Control Assembly, complete ...............................................
Adjusting Lever ........................................................................................
Oil Seal Ring .............................................................................................
Gasket .....................................................................................................
Nut ...........................................................................................................
Stop Screw ...............................................................................................
Adjusting Plate .........................................................................................
Spring Washer ..........................................................................................
Operating Lever .......................................................................................
Screw .......................................................................................................
Cylinder Hinged Cover ...................................................................................
Pin ..................................................................................................................
Bushing, for feed bar eccentric stud ...............................................................
Bushing, for looper shaft, rear .........................................................................
Looper Thread Guide Wire ..............................................................................
Screw, for looper thread guide wire ................................................................
Screw, for cylinder hinged spring support stud ...............................................
Screw Pin ........................................................................................................
Oil Seal ...........................................................................................................
Amt.
Req.
1
1
4
1
1
1
1
2
1
1
1
1
4
1
4
1
1
3
1
1
1
1
2
2
1
2
1
1
1
1
1
1
1
1
1
1
2
45

46

PRESSER FOOT
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
*22.
*-
*-
23.
24.
25.
26.
27.
28.
Part No.
J35620W
36251K
22738P
36251H
36251G
36251J
36251L
36230M
94
36251AD
22562A
36230C
22565A
36230P
22716A
36230R
36250
36230D
J36231ZCW2
J36232ZC
22738G
36250B
36250G
36250J
36279C
36279D
22731
22565A
36251W
150
Description
Presser Foot, complete ....................................................................................
Link Pin ......................................................................................................
Screw ........................................................................................................
Cover Thread Hook Driving Lever and Shaft ..............................................
Cover Thread Carrier Driving Lever and Shaft ...........................................
Link, for ref. no. 5, 6 and 8 ...........................................................................
Cover Thread Carrier and Hook Driving Segment .....................................
Presser Foot Base ......................................................................................
Screw, for presser foot base ................................................................
Cross Thread Hook ....................................................................................
Screw, for cross thread hook ..............................................................
Spring, for yielding section .......................................................................
Screw, for yielding section ........................................................................
Yielding Section ........................................................................................
Screw, for cloth guide plate ......................................................................
Cloth Guide Plate ......................................................................................
Stationary Knife ........................................................................................
Shoe Holding Wire .....................................................................................
Presser Foot Shoe, Left ...............................................................................
Presser Foot Shoe, Right ............................................................................
Screw, for presser foot shoe ......................................................................
Stationary Knife Clamp, .213" (5.41mm) ID Mark "A" .................................
Stationary Knife Clamp, .222" (5.64mm) ID Mark "B" ..................................
Stationary Knife Clamp, .226" (5.74mm) ID Mark "J" ..................................
Chip Guard ...............................................................................................
Spring, for chip guard ...............................................................................
Screw, for chip guard ................................................................................
Screw, for cover thread carrier .................................................................
Cover Thread Carrier ................................................................................
Screw, for stationary knife clamp ..............................................................
Amt.
Req.
1
4
4
1
1
2
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
* When replacing the stationary knife clamp, order the clamp that has the same I. D. mark as the
one being replaced.
47

48

THREAD STAND
Ref.
No.
1.
2.
-
3.
Part No.
21101S7
21233AJ
21233KS
22651CD-5
Description
Thread Stand, complete .................................................................................
Bracket Connection, marked “AJ” .................................................................
Bracket Connection, marked “KS” .................................................................
Screw, for bracket connection .................................................................
Amt.
Req.
1
1
1
2
49

50

MISCELLANEOUS GAUGES & TAPE REEL PARTS
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
Part No.
21227CN
21227CM
21227CS
21388AZ
21227DS
21225F-3/16
21388Y
21227CG
21227CK
21227CJ
22738
22703A
21227CH
14087
1347A
TT85
21227BV
GR-51899
Description
Looper Travel Gauge, complete .....................................................................
Looper Travel Gauge Pointer ....................................................................
Looper Travel Gauge Plate .......................................................................
Wrench, for driving link stud ............................................................................
Needle Height Gauge .....................................................................................
Looper Gauge .................................................................................................
Spanner Wrench .............................................................................................
Synchronizing Gauge, for looper and needle timing, complete .....................
Synchronizing Gauge Rod ........................................................................
Looper Clamp and Height Gauge .............................................................
Screw .................................................................................................
Screw .................................................................................................
Needle Setting Block ................................................................................
Thumbscrew .......................................................................................
Nut ......................................................................................................
Wrench, for 3/16" square nut on screw ............................................................
Looper Avoid Gauge .......................................................................................
Threading Wire ................................................................................................
Amt.
Req.
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
51

52

THREAD LUBRICATOR
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
-
Part No.
J35680AZY
35893J
666-339
22585C
660-219AX
50358M
22894BL
J35693K
28604W
Description
Needle Thread Lubricator Complete ..............................................................
Reservoir Cover ........................................................................................
Reservoir Wick ..........................................................................................
Screw .......................................................................................................
Pin ............................................................................................................
Eyelet .......................................................................................................
Screw Post ................................................................................................
Reservoir ..................................................................................................
Bottle of Silicone (not shown) ....................................................................
Amt.
Req.
1
1
1
2
1
10
2
1
1
53

NUMERICAL INDEX OF PARTS
Part No. Page No. Part No. Page No. Part No. Page No. Part No. Page No. Part No. Page No.
109 .................29
1096 ..............25
1096B .....39, 41
11550209
.......25
12865 .............41
12934A .....21, 39
1347A ...............51
14087 ...............51
150 .................47
15037A ...........41
18 .......35, 37, 41
21101S7 ...........49
21225F-3/16 .......51
21227BV ...........51
21227CG ...........51
21227CH ...........51
21227CJ ...........51
21227CK ...........51
21227CM ...........51
21227CN ...........51
21227CS ...........51
21227DS ...........51
21233AJ ...........49
21233KS ...........49
21388AZ ...........51
21388Y .............51
21756G .............25
22504C .............37
22513 ...............31
22516A .............21
22517 ...............29
22519 ...............29
22519F .............25
22524 .......31, 33
22528 ...............35
22539AA ...........21
22539AL ...........45
22539M .............21
22539T .............23
22560A .......33, 45
22562A .......43, 47
22564 ...............27
22564B .......21, 23
22564D .............41
22565A .......25, 47
22569B
.............21
22569G .............39
22571A .............43
22571B .............25
22572B .............41
22574 ...............27
22580 ...............25
22585 ...............39
22585A .......25, 29
22585A .............41
22585B .............33
22585C .......29, 33
22585C .......43, 53
22587B .............27
22587E .......25, 35
22587E .............37
22587H .............35
22596 .........43, 45
22596B .............27
22596D .............23
22651CD-5 ........49
22652A6 ...........41
22653B8 ...........33
22653E24 .........43
22703A .............51
22711 ...............21
22716A .......43, 47
22726A .............29
22729C .......35, 37
22729C .............41
22729M .............39
22731 ..............47
22733B .............23
22733G .............37
22738 ..............51
22738B .............43
22738C .............31
22738G .............47
22738H .............33
22738P .............47
22747 .........35, 41
22758E .............33
22759A .............21
22766 .........27, 45
22767A .............39
22768B .............23
22777B .............31
22784F .............29
22791D .............23
22791E .............45
22795B .............41
22797 ...............27
22798 ...............43
22799N .............39
22801 .........25, 43
22829 ...............23
22839 ...............21
22839D .............29
22845M .............35
22849 .........43, 45
22881A .............31
22894AM ...........27
22894BK ...........29
22894BL ...........53
22894E .............27
22894J .......25, 29
22894K .............25
22894W .......25, 27
22894W .......35, 37
22894W .............45
22894X .............39
22KH ...........21, 43
23420DE ...........43
23423X .............43
23424Z .............43
255 .................29
258 ...............37
258A .......29, 41
269 .....35, 37, 41
28 ................31
28604W .......53
28A ...............31
28C ........23, 33
29101J .......25, 37
29103T .......25, 35
29105BH ...........23
29472AC ...........25
29472Y .............25
29476XC ...........21
29476YP ...........33
29478CS ...........35
29478CT ...........37
29478CU ...........41
29478CZ ...........45
318 .................33
33174B .............35
35751G .............41
35761D .............23
35763F .............27
35763G .............27
35766B .............37
35767 ...............31
35781D .............23
35792 ...............29
35792T .............29
35816 ...............27
35836C .............37
35842J .............37
35846 ...............37
35846B .............37
35850F .............45
35851L .............41
35851P .............37
35851S .............37
35860B .............23
35862A .............27
35866 ...............37
35866A .............23
35866B .............23
35876U .............43
35880M .............29
35883AL ...........23
35883G .............45
35884R .............45
35887AE ...........21
35887AF ...........23
35887M .............21
35887R .............21
35887X .............21
35887Z .............23
35888N .............21
35889K .............21
35890E .............23
35890P .............21
35893G .............21
35893H .............21
35893J .............53
35894D .............25
35894L .............25
35895X .............25
35895Y .............27
35896D .............33
35897BV ...........25
35897BW ...........25
35897BY ...........27
36203 ...............43
36204 ...............21
36204A .............21
36208A .............41
36210 ...............41
36215 ...............27
36221N .............27
36221P .............27
36222A .............27
36222C .............25
36223 ...............25
36223A .............25
36225 ...............35
36229A1 ...........43
36229H .............31
36230C .............47
36230D .............47
36230M .............47
36230P .............47
36230R .............47
36234C .............35
36234E .............35
36234F .............35
36234G .............35
36234M .............35
36236 ...............37
36236A .............37
36236B .............37
36236C .............37
36236E .............35
36236F .............35
36236G .............35
36236H .......35, 37
36236J .............37
36236K .............37
36237 ...............37
36237A .............37
36237E .............45
36237H .............45
36237J .............45
36237K .............45
36237L .............45
36237M .............33
36238 ...............45
36238F .............45
36244 ...............35
36244A .............35
36245B .............41
36245D .............39
36245E .............39
36245F .............39
36245H .............39
36245J ..............39
36245K .............39
36247 ...............27
36248 ...............41
36249 ...............41
36249A .............45
36249B .............41
36250 ...............47
36250B .............47
36250G .............47
36250J .............47
36251AA ...........39
36251AD ...........47
36251B .............39
36251G .............47
36251H .............47
36251J .............47
36251K .......43, 47
36251L .............47
36251M .............27
36251N .............27
36251V .............39
36251W .............47
36253A .............41
36253B .............41
36253G .............41
36254A .............27
36254B
.............27
36256 ...............21
36256A .............21
36256B .............45
36260C .............23
36261 ...............39
54

NUMERICAL INDEX OF PARTS
Part No. Page No. Part No. Page No. Part No. Page No. Part No. Page No.
Part No. Page No.
36261A .............25
36263 ...............27
36264B .............31
36266 ...............29
36270B .............39
36271A .............23
36271E .............23
36271H .............23
36273A .............39
36273C .............39
36273D .............39
36273G .............39
36273J .............39
36273K .............39
36273P .............39
36273Q .............39
36273R .............31
36273S .............31
36273T .............31
36273U .............39
36275 ...............39
36275A .............39
36275B .............39
36278 ...............31
36278A .............31
36278C .............41
36278J .............39
36278K .............31
36278M .............33
36278R .............33
36278T .............33
36279C .............47
36279D .............47
36279L .............31
36279M .............31
36279N .............31
36280A .............29
36280C .............29
36280D .............29
36280J .............31
36280N .............29
36280S .............29
36280T .............29
36280U .............29
36280V .............29
36280W .............29
36282 ...............45
36283B .............43
36283C .............43
36283F .............43
36283G .............43
36283H
.............43
36283J .............43
36283K .............45
36283P .............33
36283R .............29
36283U .............29
36284C .............45
36284E .............43
36284F .............45
36284M .............21
36284N .............33
36284P .............31
36284T .............21
36284W .............43
36286 ...............45
36286B .............45
36289 ...............31
36289A .............33
36289B .............31
36290B .............23
36290E .............33
36290G .............23
36290M .............21
36292K .............29
36292M .............29
36292N .............29
36292Q .............29
36293B .............21
36293E .............21
36293G .............45
36293K .............25
36293L ......25, 27
36293M .............25
36293N .............23
36293P .............31
36293Q .............27
36293R .............27
36294E .............33
36294F .............31
36296A .............43
36296B .............43
36297J .............25
36297M .............25
36298G .............29
38259G .............29
39145A .............41
39592AK ...........29
39593C .............21
40-107 .............43
41071G ......21, 25
41255B .....35, 41
43246 ...............37
4761 .................41
50311C .............27
50358M ............53
50393-140 ........25
50393-260 .......27
50393CS ...........27
50393KM ...........27
51235G .............39
51259 ...............31
51292F-2 .........29
51292F-4 .........29
51292F-5 .........29
52336 ...............41
52841H .............39
52958C .............21
52958F .............21
531 ...........43, 45
53636C .............41
538 .................45
60078Z .............45
604 ..................41
6042A ........21, 33
6042A .................37
605A .................39
61321J .............27
61321L .............27
62238A ......35, 37
62271B .............23
660-1019 .........39
660-1115 .........45
660-1117 .........45
660-1130 .........33
660-1131 .........33
660-1138 .........23
660-1146 .........21
660-206 ...........23
660-207 .....25, 37
660-212 .............21
660-215 .............41
660-219AX ........53
660-219D ..........39
660-219P .........25
660-220 ......35, 45
660-221 ............41
660-254C ..........29
660-739 ............31
660-935 ............21
661-150 .............45
664F-16 .............33
666-214 .............27
666-338 .............25
666-339 .............53
666-340A ...........33
667D16 ...........43
671B3 .............25
73A .......21, 23, 43
73C .................21
77 .......27, 37, 41
8372A .....31, 33
86 .....................29
87A ..................45
87U .................35
88 ...................41
90 ..........21, 25
93 .................21
93A ...............21
94 ..........29, 47
97A ..............41
98A .............43
9937 ............33
998-358E .........21
999-196 ............45
B3319704L00 .....29
B3530555000 .....21
C50092S ..............29
CO67E ..............21
CQ200000000 .....35
CQ200000000 .....39
GR-36245G .......39
GR-36284 .........43
GR-51899 .........51
J35605M ...........35
J35617A ..........31
J35618-5 ...........33
J35620W ...........47
J35624-5 ..........43
J35626M ...........35
J35640M5 .........43
J35664D ...........27
J35664E ...........31
J35664F ...........31
J35666A ...........29
J35671 .............23
J35671G ...........23
J35678F12 .......33
J35680AZY ........53
J35683S ...........29
J35683T ............29
J35693K ...........53
J35698F ...........29
J35698G ...........29
J36231ZCW2 .....47
J36232ZC ..........47
J87J ................45
LA528 ...............21
SQ1110401MZ .....27
SS7090910TP .....29
SS7110510SP .....23
SS7110840SP .....29
SS7110910TP .....27
TT85 ...................51
W56392F
...........29
WS0410002KP .....29
WZ0641510KP .....33
55

 Loading...
Loading...