

Page 1
CATALOGO NO.
PT0303-SP
Primera Edición en
español
ESTILOS
56100MB
56100PB
56100TB
INSTRUCCIONES Y
LISTADO ILUSTRADO
DE PARTES
12-14-04
CLASE 56100 - SERIE AVANZADA,
MAQUINAS COSEDORAS DE SACOS
Page 2

CATALOGO NO. PT0303 E
INSTRUCCIONES DE AJUSTE Y
LISTADO ILUSTRADO DE
PARTES Y PIEZAS PARA
CLASE 56100
SERIE AVANZADA
MAQUINAS COSEDORAS DE
SACOS
ESTILOS
56100MB
56100PB
56100TB
Primera Edición
© 2004
IMPRESO 2004 EN USA
INFORMACION SUJETA A
CAMBIO SIN AVISO PREVIO
© Union Special Corporation
TODOS los derechos reservados
en todos los paises.
2
Page 3

IDENTIFICACION DE LAS MÁQUINAS
Cada máquina Union Special lleva el número del modelo de dicha máquina en una placa colocada al frente de la
parte derecha de la máquina.
El número del serial está troquelado en la carcasa en la base trasera de la máquina.
La referencia a las direcciones, como derecha, izquierda, delantera o trasera están relacionadas a la posición del
operador mientras esté sentado enfrente de la máquina. La dirección del volante en operación está en sentido
contra el reloj, visto desde el lado derecho de la máquina.
DESCRIPCION DE CLASE
Máquina de cama plana, de alta velocidad y una sola aguja. Tiene un largo recorrido de la aguja, accionamiento de
la barra de aguja con rodamiento de agujas, barras livianas para prensa tela y aguja, sistema de lubricación
automática y cerrada, bombas para el retorno del aceite filtrado para el cabezal y la base y un recorrido lateral del
looper. El espacio máximo al lado derecho de la aguja es de 8 ¼ pulgadas (209,60 mm).
ESTILO DE MAQUINA
56100MB Aplicación tipica - para coser sacos medianos y grandes de algodón, yute de material de liviano a
mediano peso y polipropileno. El rango de la puntada es de 3 ½ a 7 puntadas, ajuste normal 3 ½ puntadas
por pulgada. La especificación de la costura es 401-SSa-1. La velocidad máxima recomendada es de 6000
puntadas con 3 ½ - 5 puntadas por pulgada y de 6500 puntadas con mas de 5 puntadas por pulgada. La
velocidad recomendada para máquinas que están operando a mas de 50% de su capacidad es 10 % menos
que la velocidad máxima.
56100PB Aplicación tipica - para coser sacos de material mediano a pesado, en mas volumen. Permite un
recorrido de la barra de la aguja. El rango de la puntada es de 3 ½ a 7 puntadas por pulgada. La
especificación de la costura es 401-SSa-1. La velocidad máxima recomendada es de 6000 R.P.M.
56100TB Aplicación Tipica - para sacos abiertos con borde y para dobladillar lados y bajos en sacos de
polypropileno.El rango de la puntada es de 3 ½ a 7 puntadas por pulgada. La especificación de la costura
es 401-SSa-1. La velocidad máxima recomendada es de 6000 R.P.M.
AGUJAS
Cada aguja tiene una especificación del tipo y un número del tamaño. La especificación del tipo denota el tipo del
cabo, la punta, el largo, la ranura, el acabado y otros detalles. El tamaño, estampado en el cabo de la aguja denota
el diámetro más grande de la aguja, tomado entre el cabo y el ojo. En conjunto el tipo y el tamaño representan el
símbolo completo, que aparece en la etiqueta de todas las agujas vendidas por UNION SPECIAL.
Para la máquina 56100MB, PB y TB se recomienda usar la aguja del tipo 144S. Esta tiene cabo redondo, punta
redonda y corta, doble ranura, recubrimiento de cromo y está disponible en tamaños 180/054, 200/080, 230/090,
250/100.
La selección de la aguja adecuada está determinada por el grosor del hilo que se utiliza. El hilo debería pasar
suavemente por el ojo de la aguja para garantizar una buena formación de la costura.
Para garantizar el suministro rápido y correcto de las agujas se recomienda facilitar un empaque vacío, una aguja
de muestra o la información del modelo y tamaño de la aguja. Utilice la descripción de la etiqueta. Una orden
completa sería: 1000 agujas, tipo 144GS, tamaño 200/80.
3
Page 4
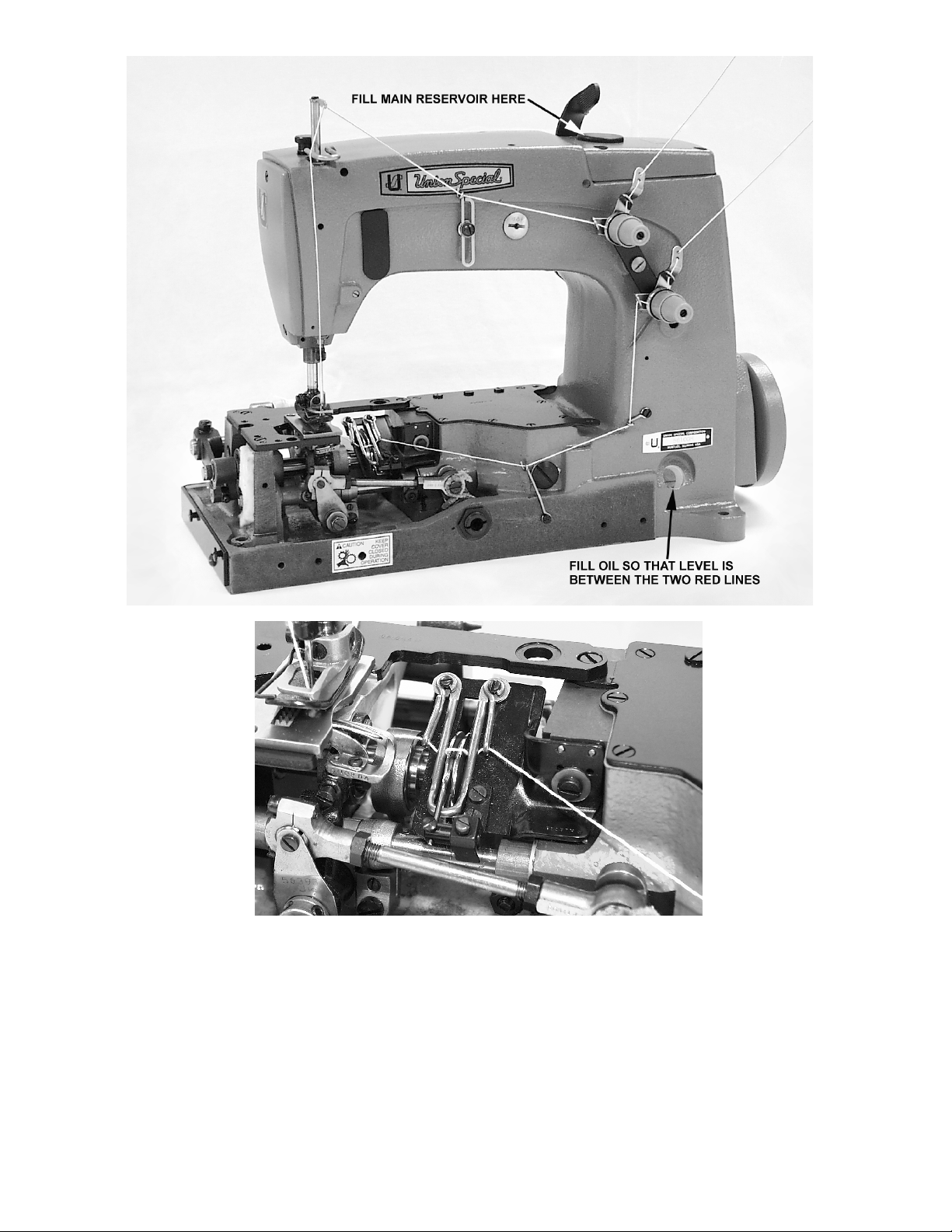
Fig 1
DIAGRAMA PARA ENHEBRAR Y LUBRICAR
Enhebrar la máquina como se indica arriba. Para enhebrar el looper vea la ilustración ampliada.
El aceite ha sido removido de la máquina antes del despacho y el tanque tiene que ser llenado antes de poner la
máquina en marcha. Mantenga el nivel de aceite entre las 2 lineas rojas y agregue aceite cuando el nivel esté por
debajo de la linea roja. La máquina tiene lubricación automática y no necesita mas lubricación que mantener el
tanque lleno. Para mas instrucciones de lubricación refiérase al capitulo “LUBRICACION”.
4
Page 5
REGLAS DE SEGURIDAD
PRECAUCION
EL SIMBOLO DE PRECAUCION INDICA QUE SU SEGURIDAD PERSONAL ESTA INVOLUCRADA.
PARA PREVENIR LESIONES PERONALES:
- Todo suministro de energía eléctrica TIENE que ESTAR APAGADO antes de enhebrar, aceitar, ajustar o
cambiar piezas.
- Utilice lentes (gafas) de seguridad.
- Todos los protectores y guardas tienen que estar en su posición antes de poner la máquina en marcha.
- No trate de maniobrar los protectores, guardas etc. mientras la máquina esté en operación
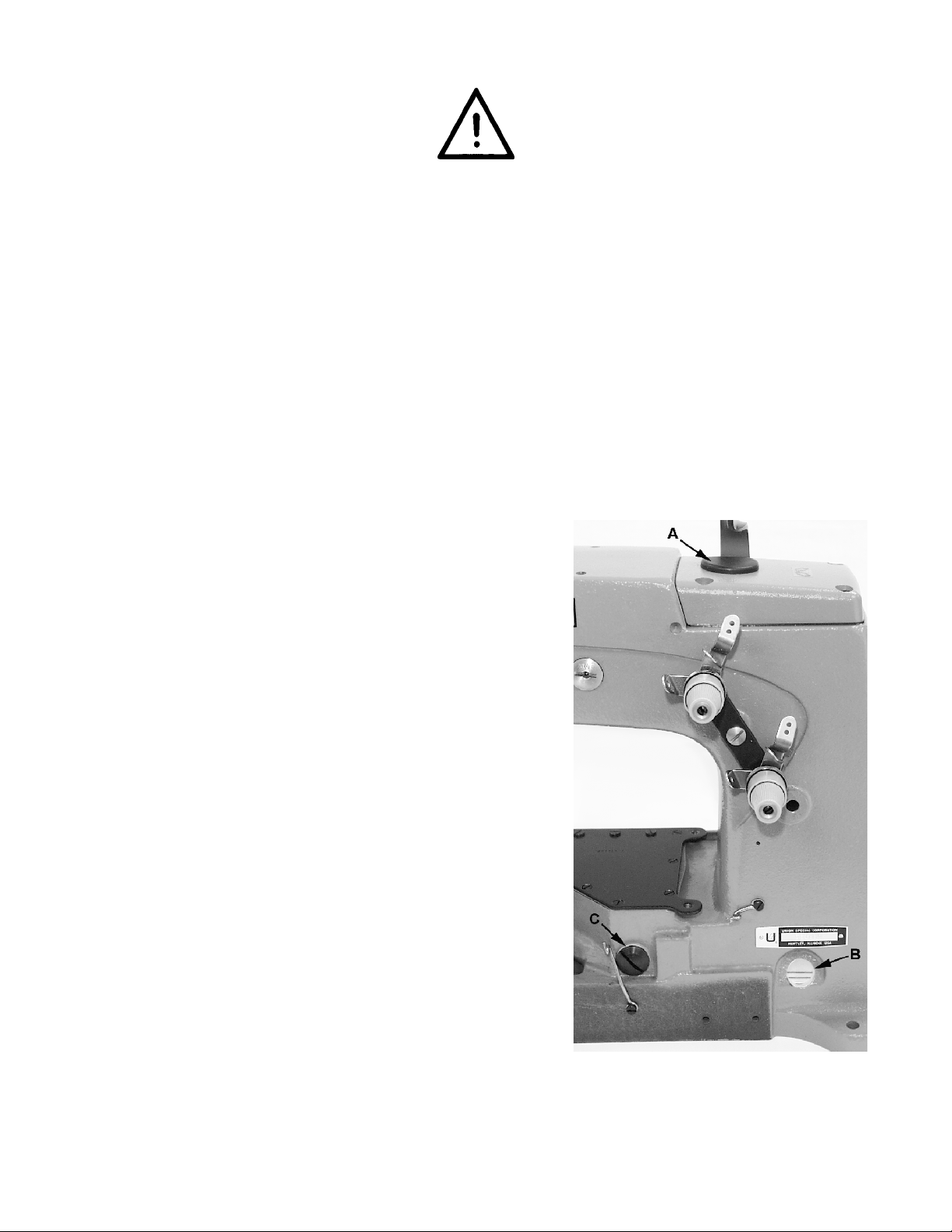
LUBRICACION
Utilice aceite mineral con una viscosidad "SAYBOLT" de 90 a 125
segundos a 100 grados F. Esto es el equivalente a la
especificación No. 175 de UNION SPECIAL.
Antes de poner la máquina en marcha, póngale aceite en el tornillo
(A, Fig. 2). Revise el indicador (B) mientras esté llenando la máquina
con aceite. Ell nivel de aceite apropiado será alcanzado cuando
aparezca en el centro entre las 2 lineas rojas en el indicador (B).Se
recomienda siempre chequear el nivel de aceite antes de poner la
máquina en marcha para asegurarse que la máquina esté llena con
aceite justo entre las 2 lineas roja.
PRECAUCION: No llene la máquina con mas aceite del requerido.
Para drenar el aceite remueva el tornillo (C) o la tapa de la cámara del
eje principal en la parte inferior trasera de la máquina. El aceite tiene
que ser cambiado cada 2000 horas de trabajo para minimizar el
desgaste.
Con máquinas nuevas o máquinas que no operaron por algún tiempo
hay que proceder de la siguiente manera:
Remueva la tapa del frente de la máquina, quite todo el sucio y
lubrique directamente la conexión de la barra de aguja y la barra de
la aguja. Remueva la tapa de la máquina y llene la máquina hasta el
nivel adecuado. Trabaje la máquina con revoluciones bajas para
asegurar la lubricación apropiada de los componentes y para prevenir
cualquier daño que pueda ocurrir por falta de distribución de aceite.
Fig 2
5
Page 6

SINCRONIZANDO LOS MOVIMIENTOS DEL LOOPER Y DE LA AGUJA
La sincronización es el ajuste más importante en la relación
entre el looper y la aguja, ya que permite que la lazada
ocurra a tiempo, asi como la entrada de la aguja en el
triangulo del looper. Este ajuste es mejor hacerlo utilizando
un calibrador número TT34.
Retire la plancha de aguja, el diente, looper y el tira hilo del
hilo de la aguja, (Fig 3) Con el calibrador TT34, utilize los
tornillos de la plancha de aguja para colocar la plancha de
sincronización (A) al soporte de la plancha de aguja.
Inserte el pasador (B) en la cavidad del looper y sujetelo
a los tornillos.Gire el volante en sentido de operación
(hacia el operador) hasta que la punta ligeramente toque
el borde derecho de la placa de sincronización. Inserte el
indicator (C) dentro del hueco para el hilo del tira hilo de la
aguja, y mueva hacia arriba y hacia abajo hasta que el
apuntador (D) en el indicador sea "0", y apriete el tornillo.
A continuación gire el volante en dirección reversa
(alejandose del usuario) hasta que la punta del looper
nuevamente ligeramente toque el lado derecho de la placa.
Si la maquina está sincronizada el indicador deberia leer
"0". Si el indicador está sobre o debajo de "0", la máquina
está fuera de sincronización. Una variación de una linea es
aceptable.
Para sincronizar la máquina se debe seguir el siguiente
procedimiento: Fije un tornillo (F) 22870 A, del cali-brador
TT34 en el eje del accionamiento del looper a través del
Fig 3
afloje el tornillo (E) en el eje de accionamiento del looper y saque el tornillo (F), (22870A), ligeramente hacia el
operador. Reajuste el tornillo (E) en el eje de accionamiento del looper y verifique la sincronización como se indicó
arriba. Repita tantas veces como sea necesario hasta obtener la sincronización adecuada.
Si el apuntador en el indicador lee por debajo de "0", (Fig. 3B). afloje el tornillo (E) en el eje de accionamiento del
looper y empuje tornillo ligeramente alejandose del operador. Reajuste el tornillo (E) en el eje de accionamiento
del looper y verifique la sincronización como se indicó arriba. Repita tantas veces como sea necesario hasta
obtener la sincronización adecuada.
Si no se dipone del calibrador TT34, se puede utilizar el siguiente procedimiento.
centro del tornillo para el ajuste del avance del looper.
Si el apuntador (D) en el indicador lee sobre "0" (Fig. 3A).
Fig 3A
6
Page 7

SINCRONIZANDO LOS MOVIMIENTOS DEL LOOPER Y LA AGUJA (CONTINUACION)
Fig 3B
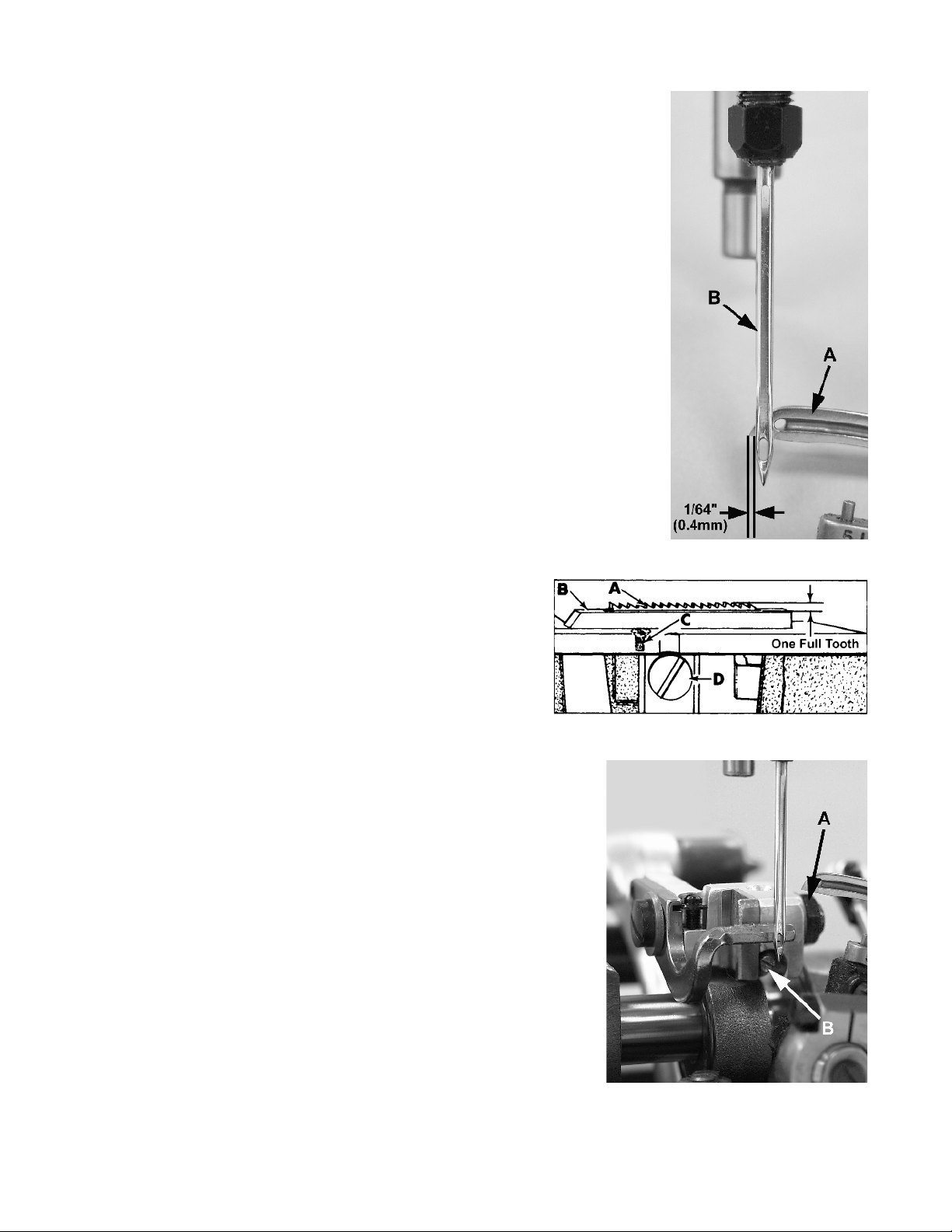
Gire el volante en sentido de operación hasta que la
punta del looper (A, Fig. 4), moviéndose hacia la
izquierda, se encuentre al ras con el lado izquierdo de
la aguja. Anote la distancia del ojo de la aguja en
referencia a la punta del looper (vea Fig. 4A). Gire el
volante en dirección reversa hasta que la punta del
looper moviéndose otra vez hacia la izquierda se
encuentre al ras con el lado izquierdo de la aguja (vea
Fig. 4A). Si la distancia del ojo de la aguja a la punta del
looper es la misma, los movimientos del looper y de la
aguja están sincronizados – una variación de .005
pulgadas (.127 mm) es aceptable. Si la distancia desde
el ojo de la aguja a la punta del looper es mayor cuando
se gira el volante en sentido de la operación, hay que
mover el eje de la palanca del accionamiento del looper
suavemente hacia atrás. Moviendo el eje hacia delante
tiene efecto contrario.
Fig 4
Fig 4A
NOTA: La medida de 1/64 pulgadas (.4 mm) indicada en la Fig. 4 es
para el ajuste definitivo de la altura de la barra de la aguja.
Ajuste el eje de la palanca del accionamiento de looper como sigue:
Suelte el tornillo (C, Fig. 4) en el eje (D) del accionamiento del looper.
Tiene que fijar un perno con una rosca .146-40 o un tornillo UNION
SPECIAL No. 22870 A en el eje del accionamiento del looper a través
del centro del tornillo (E) para el ajuste del avance del looper. Dándole
suaves golpes o halándolo se consigue la sincronización adecuada
del eje. Apriete el tornillo (C) otra vez y remueva el perno o tornillo que
utilizó para posicionar el eje.
7
Page 8
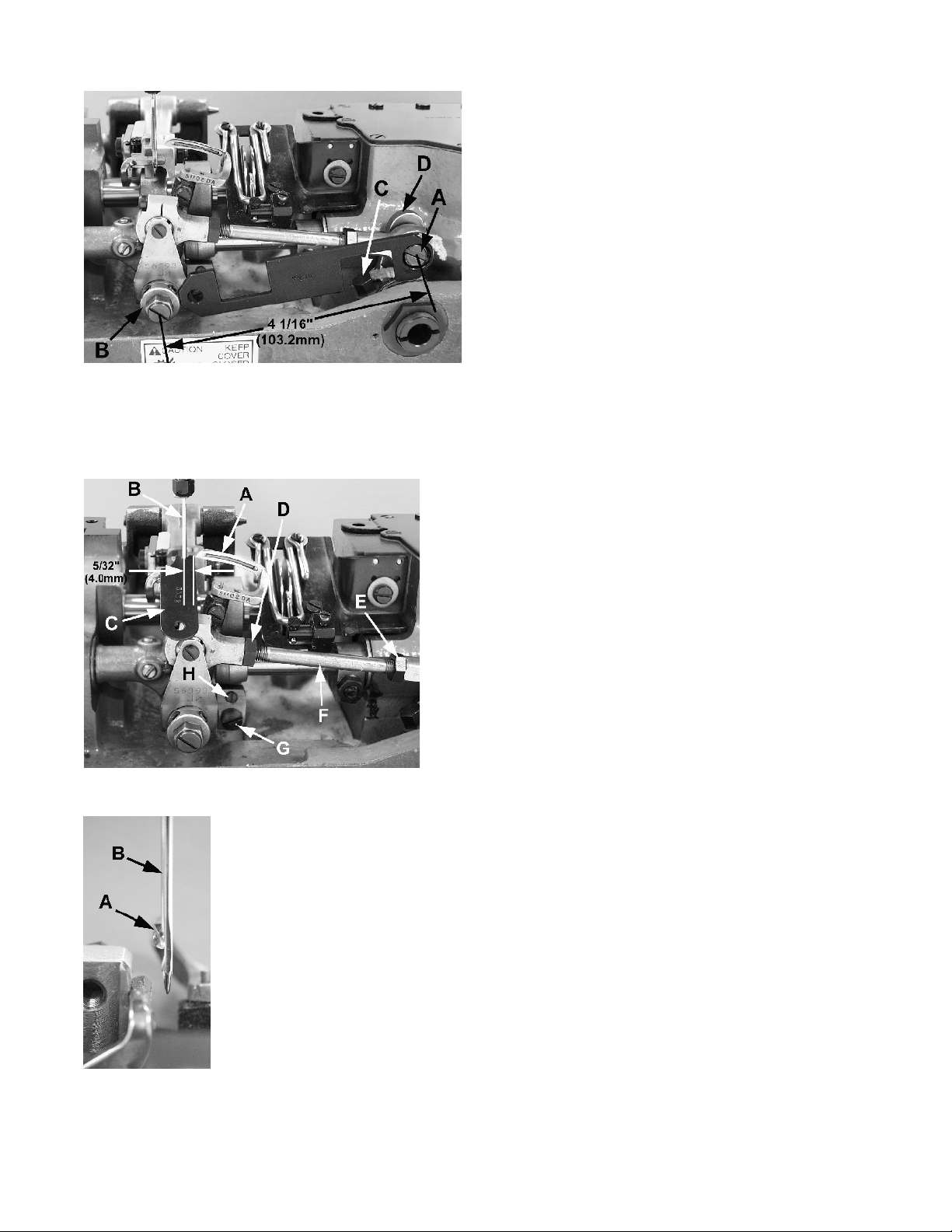
SINCRONIZANDO LOS MOVIMIENTOS DEL LOOPER Y LA AGUJA (CONTINUACION)
Suelte la tuerca (F) y ajuste el tornillo (E) para el avance
del looper a 6 pulgadas por libra (7 cm/kg.); apriete la
tuerca (F) otra vez. Con el looper en su posición de la
extrema derecha de su recorrido, revise el ajuste de la
conexión derecha de la palanca del accionamiento del
looper utilizando el calibrador No. TT35. Suelte la tuerca
(A, Fig. 5) y coloque el hueco del calibrador encima de
la rosca del tornillo. El lado izquierdo del calibrador se
debería encontrar con el lado derecho del cono del
accionamiento del looper(B). En el caso que un ajuste
sea necesario, suelte el tornillo (C), coloque el eje del
accionamiento del looper (D) como requerido y apriete
el tornillo (C) otra vez.
Si no tiene un calibrador, revise el ajuste con una regla.
La distancia entre el centro del cono del accionamiento
Fig 5
su recorrido (Fig. 5).
del looper a la izquierda y el centro del tornillo que fija
la palanca del accionamiento del looper a la derecha
debería ser 4 1/16 pulgadas (103.2 mm) en el momento
cuando el looper se encuentra a la extrema derecha de
AJUSTE DEL LOOPER Y GUARDA AGUJA
Inserte una aguja nueva del tipo y tamaño ya especificado. La
medida del looper es 5/32 de pulgada (4,0 mm), que es la
distancia desde la punta del looper (A, Fig. 6) hasta el centro
de la aguja (B) cuando el looper se encuentre en su posición
de extrema derecha de su recorrido. El calibrador del looper
No. 21225-5/32 está disponible para determinar esta medida.
Este ajuste se logra aflojando la tuerca (D), (tiene una rosca
a la izquierda) y tuerca (E): gire la barra de conexión (F)
adecuadamente para conseguir la distancia requerida.
Mantenga la barra en su posición y apriete la tuerca (E) y
después la tuerca (D).
NOTA: Asegúrese que la junta izquierda se encuentre en
posición vertical y tenga juego libre.
Fig 6
Cuando se gire el volante en dirección de operación y el looper (A, Fig. 7) se mueva hacia
la izquierda, la punta del looper debería ser ajustada para que toque y no choque contra la
parte trasera de la aguja (B). El ajuste se puede efectuar soltando el tornillo (G, Fig. 6) y
girando el tornillo tope (H) en sentido de reloj para mover el looper hacia atrás y contra el
reloj para moverlo hacia delante. Se recomienda mantener el looper hacia adelante mientras
se ejecuta ese ajuste. Apriete el tornillo (G) después del ajuste otra vez y revise el movimiento
del looper.
Fig 7
El guarda aguja del looper (fijado al looper) debería ser ajustado para que apenas toque la
parte delantera de la aguja sin doblarla cuando el looper se mueva hacia la izquierda.
8
Page 9
AJUSTE DE LA ALTURA DE LA BARRA DE LA AGUJA
Gire el volante hasta que la punta del looper se encuentre en la altura de la parte
izquierda de la aguja. La altura de la barra de la aguja (A, Fig. 8) estará correcta
cuando la parte superior del ojo de la aguja (B) se encuentre 1/64 de pulgada (.4
mm) debajo de la parte inferior del looper (vea Fig. 4). El ajuste se puede hacer
soltando el tornillo (C. Fig. 8), moviendo la barra de la aguja (A) hacia arriba o hacia
abajo como haga falta y apretando el tornillo otra vez.
AJUSTE DEL DIENTE ALIMENTADOR
El diente alimentador (A, Fig.9) debería estar centrado en la placa (B) dejando
espacio igual hacia todos los lados tomando en consideración el recorrido del
transporte ajustado al largo deseado de la puntada. En el punto mas alto de su
recorrido todas las puntas de los dientes deberían sobrepasar la profundidad de
un diente sobre la placa en igual manera. Después de haber aflojado el tornillo (D)
que asegura la posición del diente alimentador, ajuste el tornillo (C) para que el
diente alimentador repose en él.
El ajuste de nivelación se efectúa soltando la tuerca (A, Fig. 10) y girando el tornillo
(B) en sentido de reloj para bajar la parte delantera del diente alimentador, girando
contra el reloj tiene efecto contrario. Después apriete la tuerca (A) otra vez.
El ajuste lateral se efectúa soltando los tornillos (A, Fig. 11) y moviendo suavemente
el accionador de la alimentación (B) en su eje (C) hasta lograr la posición
requerida. Después apriete los tornillos otra vez. Revise que el brazo (D) del
accionador se mueva libremente después del ajuste.
Para centrar el diente alimentador hacia delante y atrás, suelte la tuerca (E, Fig.
11), mueva el accionador de la alimentación (B) como requerido y apriete la tuerca
otra vez.
CAMBIO DEL LARGO DE LA PUNTADA
Para ajustar el largo de la puntada, suelte la tuerca (F, Fig. 11)
al final del eje para regular la puntada, media vuelta (tiene rosca
izquierda) y gire el tornillo de ajuste (G), que se encuentra
debajo del del final izquierdo de la tapa de la máquina en la
cabeza del eje principal (H), que tiene la marca “L” y “S”. Girando
el tornillo en sentido con el reloj, acorta el largo de la puntada (mueve el
eje para regular la puntada hacia el “S”) y girando en sentido contra el
reloj, alarga el largo de la puntada (mueve el eje para regular la puntada
hacia el “L”). Apriete la tuerca otra vez. Para evitar daños al rodamiento
de la alimentación, asegúrese que el tornillo (J) encaja en la ranura de
forma “U” en la pieza (K).
El conjunto del accionamiento del transporte puede requerir lubricación
y reparación después de cierto tiempo de operación. Esto se hace de la
siguiente manera: Suelte la tuerca (E, Fig. 11) y remueva la tuerca (F).
Remueva el brazo del accionamiento del transporte (D) de la máquina
moviéndolo suavemente. Suelte los tornillos (A) y remueva el anillo tope
en el lado derecho del eje (C). Ahora se puede retirar el eje. Suelte el
tornillo Allen (L) y remueva el eje (M). Ahora se puede engrasar el
rodamiento.
Fig 8
Fig 9
Fig 10
9
Page 10

CAMBIO DEL LARGO DE LA PUNTADA (CONTINUACION)
Para engrasar los rodamientos, las
piezas deben estar limpias y la grasa
debería ser aplicada directamente
desde su envase para evitar contaminación. La grasa se ordena bajo el
numero de parte 28604P. Rodamientos engrasados ver (N, P, Fig.11). Si
reemplaza rodamientos engrasados
sellados, deberá introducirlos con
presión alineadamente en la carcasa.
Para montarlos tiene que empezar con
el final reducido del eje girándolo suavemente cuando pase por los sellos de
grasa para evitar daños. Revise el ajuste
del diente alimentador como está
descrito bajo AJUSTE DEL DIENTE
ALIMENTADOR. Revise que todas las
conexiones se muevan libremente.
Fig 11
GUARDA AGUJA TRASERO
PARA ESTILO 56100MB
Fig 12
Gire el volante hasta conseguir que la punta del looper quede paralelo a
la derecha de la aguja. En este punto el Guarda Aguja (A, Fig 12) debería
estar al extremo maximo de movimiento. Mueva el guarda aguja hacia
adelante y hacia atras hasta que apenas roce la aguja. En forma vertical el
guarda aguja debe ser montado para que su superficie vertical esté
alineada con la parte superior del ojo de la aguja con la barra de la aguja
en su posición inferior. Para ajustar el guarda aguja tiene que aflojar el
tornillo de ajuste (C), mover el guarda aguja en su sujetador a la posición
requerida y apretar el tornillo otra vez.
NOTA: Cualquier cambio en el largo de la puntada requerirá un ajuste del
guarda aguajas trasero.
GUARDA AGUJA TRASERO
PARA ESTILO 56100PB, TB
Monte el guarda aguja trasero (A Fig. 12A) en forma horizontal de tal manera
que no toque la parte trasera de la aguja. Una distancia de 1/32" +1/64"
(0.8mm +0.4mm) es permisible.
Fig 12A
10
Page 11
ENHEBRADO
Inserte el hilo del looper y de la aguja en la máaquina y empiece a
coser un pedazo de tela/papel. Para enhebrar la maquina, debe
referirse al diagrama de enhebrar (Fig. 1).
GANCHO QUE ARROJA EL HILO DEL LOOPER
El gancho que arroja el hilo del looper (A, Fig. 13) está ubicado en
la lámina del alimentador del hilo (B) controla la cantidad de hiloo
suelto que se suministra para la costura y puede ser movido hacia
todos los lados. El debe ser posicionado lateralmente en el medio
de los 2 discos del alimentador (C) y con su punta en forma paralela
a los discos.Normalmente se posiciona el gancho hacia el
alimentador casi en el limite de su ranura para que apenas se
levante en el punto mas alto del alimentador. Los ajustes verticales
y laterales del retenedor de hilo afectan el control del hilo del looper
mientras el looper se mueve hacia la izquierda. Normalmente se fija
el retenedor a una posición aproximadamente horizontal. Se agrega
mas hilo del looper a la puntada cuando se levante el retenedor y lo
pone hacia el alimentador. Sin embargo, si la posición del retenedor
es demasiado alta, el lazo del hilo del looper puede ser llevado
debajo del gancho del looper, causando puntadas falsas. Esto se
puede revisar observando el comportamiento del hilo del looper
mientras el looper se está moviendo hacia la izquierda.
Fig 13
TENSIONES DEL HILO
Ponga solamente suficiente tensión al hilo de la aguja para que se formen
puntadas uniformes en la parte inferior de la tela/papel. Ponga suficiente tensión
al hilo del looper para que el hilo corra tranquilo y constantemente.
Fig 14
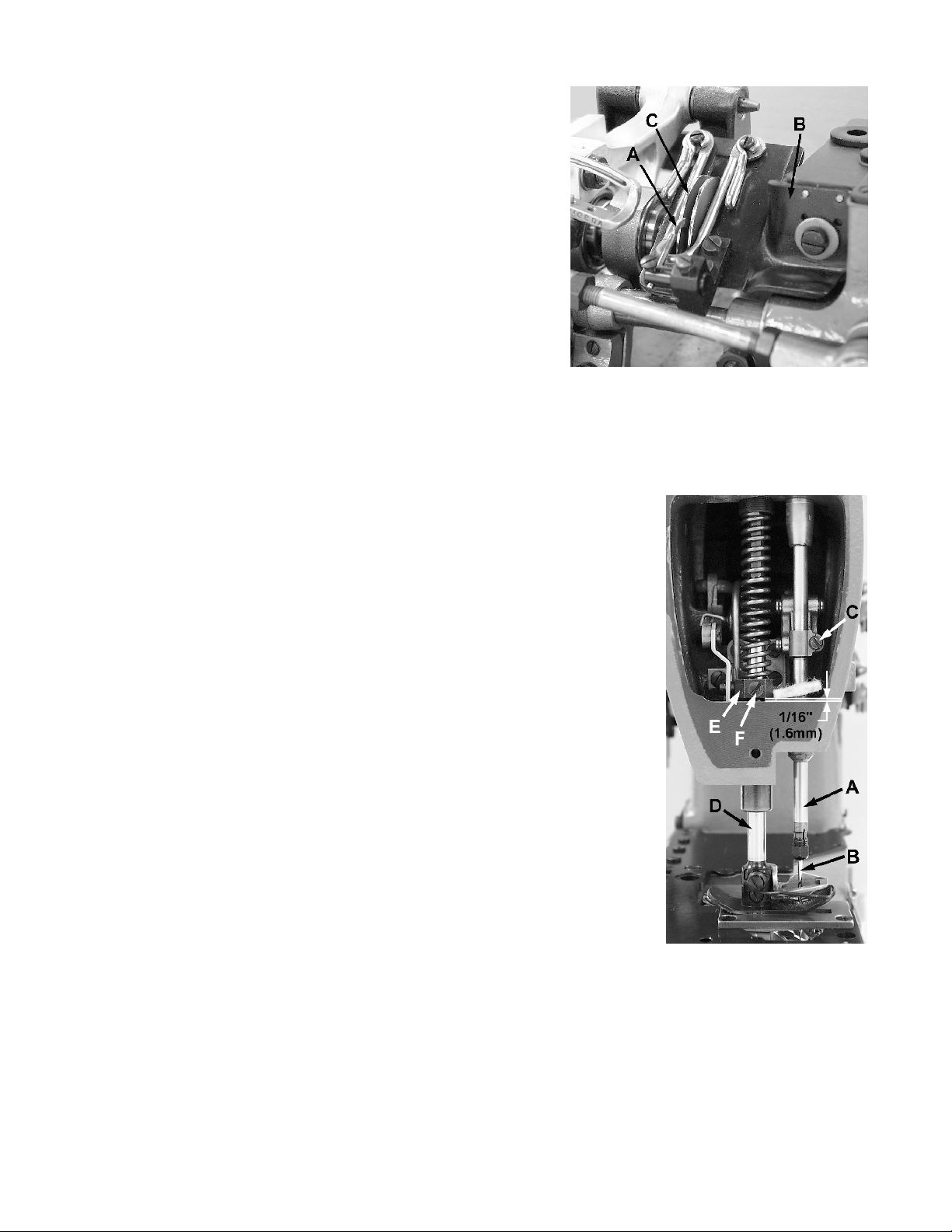
ALTURA DE LA BARRA DE LA AGUJA
La altura de la barra de la aguja (D, Fig. 8) es correctamente ajustada, si es posible
de desmontar el pie prensa tela cuando la palanca del levantador del pie prensa
tela, que esta ubicada en la parte trasera de la máquina y sobresale la tapa
superior de la camera del eje principal esté completamente activada (halada
hacia la derecha). Debería existir una distancia de aproximadamente 1/16 de
pulgadas (1,6 mm) entre la superficie inferior de la conexión de la barra de la aguja
y la guía (E) contra la apertura en la carcasa cuando se suelte la palanca del
levantador de prensa tela y el prensa tela reposa planamente en la placa de la
aguja con los dientes de arrastre en su posición inferior.
El ajuste se efectúa girando el volante hasta que la barra de la aguja se encuentre
en la posición inferior de su recorrido. Suelte el tornillo (F) y mientras se mantiene
el pie prensa tele encima de la placa de la aguja, ajuste como requerido la
conexión de la barra de la aguja y la guía para obtener la distancia especificada
y apriete el tornillo otra vez.
PRESION DEL PIE PRENSATELA
Ajuste el tornillo (A, Fig. 14), que regula la presión del resorte de tal manera que
se ejerza suficiente presión al pie prensa tela para que se alimente la tela/papel
uniformemente mientras se impone una suave tensión al material. Girando en sentido de reloj aumenta la presión,
contra el reloj actúa al revés.
Fig 14
11
Page 12

AJUSTE DE LOS GUIA HILOS PARA EL HILO DE LA AGUJA
Gire el volante en sentido de operación hasta que la barra de la
aguja se encuentre en su posición inferior. Ajuste el guía hilo (B,
Fig. 15) de tal manera que la superficie que tiene contacto con el
hilo se encuentre nivelada con el centro del guía hilo que está
fijado en la barra de la aguja. Disminuya este ajuste para lograr
un lazo del hilo del looper más pequeño y auméntelo para un lazo
más grande. Ajuste el guía hilo (D) en la parte frontal de la máquina
de tal manera que se encuentre aproximadamente 3/4 de pulgada
(19,1 mm) por encima del centro del tornillo que lo fija (Fig. 15).
REQUERIMIENTOS DEL TORQUE
Las especificaciones de torque que se indican en este catálogo
Fig 15
libras (22-24 cm/kg.) si no se notifica diferentemente.
Todas las tuercas, pasadores, tornillos etc. sin especificación de torque tienen que ser apretados tan firmemente
como sea posible, al menos que se notifique algo diferente. Especificaciones especiales de torque para barras
de conexión, conexiones, tornillos etc. están indicadas en la ilustración de partes.
se miden en pulgada-libras o centímetro/kilogramos. Todas las
bielas y excentricas tienen que ser apretadas a 19-21 pulgada-
INSTRUCCIONES ESPECIALES
PALANCA DE LA AGUJA
En el ajuste de la palanca de la aguja o cambiando piezas
relacionadas, siga las siguientes instrucciones:
1. Coloque las arandelas ( “O” rings A, Fig. 16) en el eje
de la palanca (B) y el collar (C).
2. Con la palanca de la aguja (D) puesta en la máquina
en la posición c orrecta; introduzca el eje (B) atrave sando del centro de la palanca hasta que las partes
mas gruesas hagan contacto con la palanca y la pala bra “up” aparezca en la posición correcta. Después de
verificar que la conexión con la barra de la aguja se
mueva libremente, asegure el eje (B) con el tornillo de
fijación en la parte superior de la máquina.
3. Coloque el anillo amortiguador (E) con los anillos (F) en
Fig 16
dañar la arandela (“O” ring). Presione los componentes apretando el tornillo (G) hasta que la arandela (H) toque
el eje (B). Asegure el eje (B) con el tornillo de fijación trasero en la parte superior de la máquina.
el eje y llévelos a través del hueco en la máquina.
4. Monte con cuidado el collar (C) en el eje (B) para no
5. Para revisar la compresión correcta del anillo amorti guador, remueva el tornillo (G) del eje y suelte el tor nillo de fijación trasero en la parte superior de la má quina. El collar (C) debería salirse 0,003-0,007 pulga das (0,08-0,18 mm). Presione los componentes otra
vez en sentido contrario y apriete el tornillo (G) otra
vez.
6. Con la marca “up” en el eje (B) en su posición correcta,
coloque el soporte del engrasador (J) de tal manera
que su canal apunte a la entrada del aceite en el eje.
Cuando el canal y el eje estén asegurados en su po sición correcta, la cantidad necesaria de aceite llegará
al eje para lubricar la palanca de la aguja (D).
Fig 17
12
Page 13

ALINEACION DEL EJE PRINCIPAL CON EL CIGUEÑAL
Viendo la máquina de atras hacia adelante, los tornillos
(A. Fig. 17) en las conexiones tienen que coincidir con llos
huecos en el cigüeñal del accionamiento del looper (B) y
los tornillos (C) tienen que coincidir con las superficies
planas en el cigüeñal (D) y del eje principal (E).
El eje principal principal tiene que ser fijado lateralmente
con una distancia de .045 pulgadas (1,14 mm) entre el
lado derecho de su cabeza y la carcasa como se demuestra
en la Fig. 18.
El cigüeñal del accionamiento del looper (B, Fig. 17) tiene
que estar a una distancia lateral de 1/32 pulgadas (0,8
mm) al eje principal (E) como se demuestra en Fig. 17. Una
vez que estos ajustes estén logrados es muy importante
fijar las conexiones en la siguiente secuencia para lograr
un funcionamiento optimo.
Apriete los tornillos (A) temporalmente en el cigüeñal del
accionamiento del looper. Apriete los tornillos (C)
temporalmente en el cigüeñal y el eje principal. Apriete llos
tornillos (F) con 19-21 pulgada-libras (22-24 cm/kg.). Afloje
los tornillos (A) y (C). Apriete otra vez los tornillos (F) con 1921 pulgada.libras (22-24 cm/kg.) y ahora apriete los tornillos
(A y C) con 19-21 pulgadas-libras (22-24 cm/kg.).
Fig 18
La lámina que suministra el aceite (A, Fig. 19) está ubicada
en la cámara de aceite y debe ser posicionada con sus
puntas en la parte rebajada de la carcasa, lo máximo hacia
la izquierda como sea posible sin tocar. La lámina tiene
ranuras para montarla y puede ser ajustada a la posición
requerida aflojando (2) tornillos (B) en la parte superior
trasera del depósito del aceite. Después hay que apretar
los tornillos otra vez.
Fig 19
13
Page 14

La máquina fue ajustada e inspeccionada antes de salir de la fabrica. En el caso que sea necesario reajustarla
o mejorar la costura, revise el siguiente cuadro como sugerencia para ubicar la falla:
PUNTADAS FALSAS
Presentación Razones Sugerencias
El lazo del hilo de la agu- Posición guía hilo (D, Fig. 14) Suba el guía hilo
ja es demasiado pequeño demasiado bajo un poco
El hilo se estira cuando la aguja Baje guía hilo y/o
se encuentra en su posición mas baja reduzca tensión
El hilo se deforma por demasiada Utilice aguja con mas
tensión y aguja caliente grosor, baje guía hilo,
El hilo roza guarda aguja y no se Baje el guarda aguja
forma el lazo un poco
El hilo se enreda alrededor de Mantenga el lazo tan
la aguja pequeño como posible
El hilo se derrite Utilice hilo lubricado
reduzca tensión
y ponga tensión al
Mínimo. Utilice hilo
con torsión izquierda
La aguja no sube suficiente para Aumente la calibración
formar el lazo del looper de 1/64 a 1/32
El looper no agarra el lazo El material no esta presionado contra Revise si se trancó la
El lazo se forma correcta- La barra de la aguja está puesta Baje la barra de la aguja un poco
mente, pero se deshace demasiado alta
durante el recorrido del
looper
El looper no agarra el lazo La aguja se dobla hacia el operador, Deje correr el material,
en operaciones de empate quien aguanta el material ajuste la alimentación y la
o al final de la costura presión del pie
La aguja no agarra el lazo Al hilo del looper falta tensión y no Aumente la tensión
del looper forma un buen lazo del hilo del looper
la placa de la aguja barra del pie prensa tela
La aguja se dobla hacia el operador Utilice una aguja con punta cortante
La aguja se dobla hacia atrás por una Revise la calidad de la
punta dañada, porque el operador hala punta de la aguja, no
el material o porque la aguja se desvía hale el material, utilice
cuando encuentre una costura una aguja con una punta cortante
NOTA: Mas información detallada sobre puntada de doble cadeneta (costura tipo 401) se consigue en el
instructivo “Stitch Formation, Type 401”.
Page 15

PEDIDOS DE PIEZAS PARA REPARACION
ILUSTRACIONES
Este catálogo fue preparado para simplificar los pedidos de piezas para reparación. Se enseñan ilustraciones
desglosadas de varias secciones del mecanismo para visualizar las piezas en la posición en que se encuentran
en la máquina. Al lado opuesto de la ilustración se encuentran los listados de las piezas con su número de parte,
descripción y la cantidad de piezas requeridas en la parte particular enseñada.
Los números de la primera columna son números de referencia solamente e indican la posición de la pieza en
la ilustración. Los números de referencia no se deben utilizar en los pedidos de las piezas. Utilice siempre el
numero de partes en la segunda columna.
Piezas que son componentes de un conjunto de piezas que puede ser suministrado para reparación se indican
con una descripción apartada debajo de la descripción del conjunto principal. Por ejemplo:
4 8 29105AK Cigueñal, accionador del looper ............................................................................ 1
49 22587K Tornillo, tapa del rodamiento (superior) ........................................... 2
50 56343C Guia, biela de unión ........................................................................... 1
51 56343E Esparcidor de aceite .......................................................................... 1
5 2 22559A Tornillo, tapa del rodamiento (inferior) ............................................. 2
Se advierte que en el ejemplo arriba indicado no aparecen la excentrica, la articulación esférica y el rodamiento.
La razón es que no se recomienda el reemplazo individual de estas piezas, así que se tiene que pedir el conjunto
completo.
Al final del catálogo se encuentra el índice numérico de las piezas que se enseñan en el mismo. Esto facilita la
ubicación de la ilustración y la descripción cuando solamente se conoce el numero de la pieza.
IDENTIFICACION DE LAS PIEZAS
Siempre y cuando la forma de la pieza lo permita, cada pieza tiene troquelado su número de parte. En algunas
piezas más pequeñas y en aquellas donde la forma de la pieza no lo permite se encuentra una letra de
identificación troquelada para diferenciarla de piezas similares.
El numero de pieza representa la misma pieza, sin importancia del catálogo en cual aparece.
!IMPORTANTE! INCLUYA EL NUMERO DE LA PIEZA Y EL ESTILO DE MÁQUINA PARA LA CUAL SE PIDE LA
PIEZA.
UTILICE PIEZAS DE REPARACION GENUINAS
El funcionamiento exitoso de estas máquinas solamente puede ser asegurado con repuestos genuinos de UNION
SPECIAL, suministrados por Union Special Corporation, sus compañías afiliadas y distribuidores autorizados.
Los repuestos fueron diseñados de acorde a principios científicos aprobados y fabricados con optima precisión
posible. Se asegura máxima eficiencia y durabilidad.
15
Page 16

16
Page 17

CARCASA PRINCIPAL, GUIA HILOS, TAPAS Y CUBIERTAS VARIAS
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
33.
34.
35.
36.
37.
38.
39.
40.
41.
42.
43.
44.
45.
46.
47.
48.
49.
50.
51.
52.
53.
54.
55.
56.
57.
58.
59.
60.
61.
62.
63.
64.
65.
66.
67.
Parte No.
22829
21375CE
98A
52A
22593
51158D
51104F
50-216BLK
51157H
21657E
22528
J87J
77
51204C
51104H
51204A
22798A
51204
52958B
25S
51482A
22569C
56382
56382A
56382AT
22585
56393D
7947
56393C
35731A
51294R
660-342
22513
95
660-964
22889A
539
20
22848
22894E
56382AX
56382D
22548
56382AW
56382G
22524
22585A
22839
C51124D
87
56180B
51280J
22570A
56168
51125E
22782A
22570A
56382J
56382AV
59493A
666-214
22848
56382AA
56382AU
56382Y
56382AB
22524
Descripción
Tornillo ...............................................................................................................
Protector de correa ...........................................................................................
Tornillo ...............................................................................................................
Guia Hilo del looper ..........................................................................................
Tornillo ...............................................................................................................
Tira Hilo ............................................................................................................
Guia Hilof ...........................................................................................................
Pasador .............................................................................................................
Soporte, Guia Hilo .............................................................................................
Arandela ............................................................................................................
Tornillo................................................................................................................
Tornillo................................................................................................................
Tornillo...............................................................................................................
Soporte, Guia Hilo auxiliar ................................................................................
Guia Hilo, auxiliar ..............................................................................................
Soporte, Guia Hilo .............................................................................................
Tornillo ...............................................................................................................
Guia Hilo ...........................................................................................................
Pasa Hilo del looper, carcasa ..........................................................................
Tornillo ...............................................................................................................
Guarda ...............................................................................................................
Tornillo ...............................................................................................................
Cubierta del cabezal ............................................................................................
Fieltro (empacadura) .....................................................................................
Empacadura ..........................................................................................................
Tornillo ..............................................................................................................
Sujetador del tubo del aceite ...........................................................................
Tuerca ................................................................................................................
Bloque de montaje del tubo del aceite ...............................................................
Placa, guia conectora de presión ...................................................................
Tornillo ..............................................................................................................
Arandela de Seguridad .........................................................................................
Tornillo ...............................................................................................................
Tornillo sin cabeza ............................................................................................
Empacadura de la palanca de la aguja ...............................................................
Tornillo, adaptador .............................................................................................
Pasahilo de la aguja, carcasa .........................................................................
Arandela ............................................................................................................
Tornillo ...............................................................................................................
Tornillo, empuje de la palanca de la aguja, collar y perno .............................
Empacadura ..........................................................................................................
Cubierta, cámara inferiror del cigueñal ...........................................................
Tornillo ...............................................................................................................
Empacadura ..........................................................................................................
Cubierta, tapa del tanque del aceite ................................................................
Tornillo ...............................................................................................................
Tornillo ...............................................................................................................
Tornillo, soporte de la plancha de aguja ........................................................
Plancha de aguja, para estilo 56100MB ...........................................................
Tornillo ...............................................................................................................
Soporte, plancha de aguja ................................................................................
Pasador, sujetador .....................................................................................
Tornillo, para estilos 56100PB, TB ......................................................................
Sujetador, guarda aguja, para estilos 56100PB, TB .............................................
Guarda aguja, parr estilos 56100PB, TB ...........................................................
Tornillo, para estilos 56100PB, TB ..................................................................
Tornillo ...............................................................................................................
Cubierta del eje del looper ..............................................................................
Empacadura ..........................................................................................................
Bomba de Aceite, Ensamblaje .........................................................................
Fieltro ..........................................................................................................
Tornillo ...............................................................................................................
Cubierta trasera, tanque de aceite ................................................................
Empacadura ........................................................................................................
Bloque sujetador ...............................................................................................
Lamina, goteo del aceite ...................................................................................
Tornillo ...............................................................................................................
Cant.
Req.
2
1
2
1
2
2
1
2
1
1
1
2
1
1
1
1
1
1
1
2
1
2
1
1
1
1
1
1
1
2
1
1
3
1
1
1
1
1
1
2
1
1
4
1
1
8
3
3
1
2
1
2
1
1
1
1
2
1
1
1
1
9
1
1
1
1
2
17
Page 18

18
Page 19

CARCASA PRINCIPAL, BOCINAS, MEDIDOR DE ACEITE Y OTRAS PARTES PARA ACEITAR
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
33.
34.
35.
36.
37.
38.
39.
40.
41.
42.
43.
44.
45.
46.
47.
48.
-
Parte No.
22539R
51-902BLK
56390E
57890B
22569B
56390H
660-665
56390J
56382AC
90
56382AY
56382B
22541C
660-1002
GA56301
22839C
24X
25
56381-219
51281AC
35772H
22760A
22845B
80
G51382BA
22848
99295
56170
51154E
95
56393W
56393T
56393L
56154
51257AA
57836B
56344G
666-259
50-895BLK
56193A
52942W
56190
57842B
35897BV
56390G
21657X
G51381BA
G51381BD
21227HR
Descripción
Tornillo sin cabeza ..................................................................................................
Medidor de aceite .............................................................................................
Empacadura ..........................................................................................................
Bocina del cigueñal, incluyendo la bocina ......................................................
Tornillo ...............................................................................................................
Arandela del empuje .............................................................................................
Rodamiento del empuje de la aguja ...................................................................
Sello ..................................................................................................................
Placa, aceite ......................................................................................................
Tornillo ...............................................................................................................
Empacadura ..........................................................................................................
Cubiertar, cámara del cigueñal superior ..............................................................
Tornillo ...............................................................................................................
Tapa del filtro de aceite ..........................................................................................
Placa de tela ....................................................................................................
Tornillo ...............................................................................................................
Guia lateral, para estilos 56100MB, PB .............................................................
Tornillo, para 24X ...............................................................................................
Cubierta de la placa de tela, para estilo 56100MB .........................................
Resorte ........................................................................................................
Arandela ............. ........................................................................................
Tornillo ........................................................................................................
Tornillo ........................................................................................................
Tornillo ...............................................................................................................
Soporte ...............................................................................................................
Tornillo ...............................................................................................................
Tornillo ..............................................................................................................
Pasa Hilo de la aguja ......................................................................................
Bocina de la barra de aguja (superior) ................................................................
Tornillo ...............................................................................................................
Almohadilla de fieltro ...........................................................................................
Ensamblaje dela bomba de aceite...................................................................
Fieltro ..........................................................................................................
Bocina, barra de aguja (inferior) ..........................................................................
Bocina, barra del prensatela (inferior) ..................................................................
Bushing, eje alimentador ................................................................................
Rodamiento .......................................................................................................
Fieltro ................................................................................................................
Bocina, eje del porta looper .............................................................................
Fieltro, base de la máquina (frontal) .....................................................................
Bocina, palanca del eje de accionamiento del looper (frontal) .............................
Bocina, eje principal (intermedia) ...................................................................
Bushing, palanca del eje de accionamiento del looper shaft (posterior) .........
Filtro de aceite ...................................................................................................
Bocina, eje principal (interna derecha) ...............................................................
Bocina, palanca de liberación de tensión ........................................................
Escudo de aceite, izquierdo .............................................................................
Escudo de aceite, trasero .................................................................................
Calibradorl, para reemplazo de 56344G rodamiento (no se muestra ) .............
Cant.
Req.
1
1
1
1
3
4
2
2
1
2
1
1
4
2
1
2
1
2
1
1
3
3
1
3
1
3
3
1
1
1
1
1
1
1
1
2
1
1
2
1
1
1
1
1
1
1
1
1
1
19
Page 20

20
Page 21

CIGUEÑAL, PALANCA DE AGUJA Y ACCIONADOR DEL LOOPER
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
33.
34.
35.
36.
37.
38.
-
39.
-
-
40.
41.
42.
43.
44.
45.
46.
47.
48.
49.
50.
51.
52.
53.
54.
55.
56.
57.
58.
59.
60.
61.
Parte No.
56
51217C
27-435BLK
56358
22768
22586R
51250F
51250D
660-625
56350E
56350F
660-614
29348AF
77
56354D
51254K
22562A
22564
52336A
WO3
660-215
56350D
29066R
22559G
51216N
51216P
56316
22574
61321L
57821
56321R
22894AB
660-202
57847
95
51247
22894J
29476LN
29476PB
51216M625
51216M626
51216M627
56316C
12934A
22894C
22894D
56343F
22653L8
29105AK
22587K
56343C
56343E
22559A
52942AA
660-202
56390H
660-665
56390J
56342E
CL21
52942AC
56342D
Descripción
Tuerca ...............................................................................................................
Barra de Aguja ..................................................................................................
Arandela, Guia Hilo de la barra de aguja ........................................................
Guia Hilo de la barra de aguja ............................................................................
Tornillo ..............................................................................................................
Tornillo ..............................................................................................................
Empacadura ..........................................................................................................
Arandela ............................................................................................................
"O" Ring .............................................................................................................
Bocina del empuje de la palanca de la aguja ......................................................
Sello de compresión ........................................................................................
Arandela ............................................................................................................
Palanca de levantamiento de la aguja ................................................................
Tornillo ........................................................................................................
Biela conectora .........................................................................................
Conector, barra de la aguja ........................................................................
Tornillo .................................................................................................
Tornillo ........................................................................................................
Pasador ......................................................................................................
Mecha ...................................................................................................
Retenedor ...................................................................................................
Poste .........................................................................................................
Articulación, palanca de levantamiento de la aguja (superior) .......................
Tornillo ........................................................................................................
Arandela ............................................................................................................
Tuerca ...............................................................................................................
Varilla de conexión ...........................................................................................
Tornillo .............................................................................................................
Placa retenedora .............................................................................................
Volante ..............................................................................................................
Polea .................................................................................................................
Tornillo ........................................................................................................
"O" Ring ............................................................................................................
Bocina, empuje .................................................................................................
Tornillo .........................................................................................................
Contrapeso .......................................................................................................
Tornillo ........................................................................................................
Cigueñal Sub-Ensamblaje, para estilos 56100MB, TB ........................................
Cigueñal Sub-Ensamblaje, para estilos 56100PB ..............................................
Rodamiento de aguja, .0625 pulgada (1.588mm) diametro .....................
Rodamiento de aguja, .0626 pulgada (1.590mm) diametro .....................
Rodamiento de aguja, .0627 pulgada (1.593mm) diametro .....................
Guia de la Varilla conectora ..............................................................................
Tuerca ...............................................................................................................
Bomba de aceite, cabeza (See Ref. No. 43 Page 19) ...........................................
Bomba de aceite, base (See Ref. No. 60 Page 17) .........................................
Tornillo ..............................................................................................................
Tornillo ..............................................................................................................
Acoplamiento ......................................................................................................
Tornillo ........................................................................................................
Cigueñal, accionador del looper .....................................................................
Tornillo, tapa del rodamiento (superior) ........................................................
Guia, biela de unión .....................................................................................
Esparcidor de aceite .....................................................................................
Tornillo, tapa del rodamiento (inferior) .........................................................
Eje de accionamiento del looper .....................................................................
"O" Ring ............................................................................................................
Arandela, empuje ................................................................................................
Rodamiento, empuje de la aguja ..........................................................................
Arandela ...........................................................................................................
Palanca de accionamiento del looper, marcado "D" ............................................
Mecha para el aceite ............................................................................................
Tornillo de ajuste de la sincronización del empuje ......................................
Tuerca ................................................................................................................
Cant.
Req.
1
1
1
1
1
1
1
1
2
1
2
1
1
1
1
1
1
1
2
2
4
1
1
2
1
1
2
3
1
1
1
2
1
1
2
1
2
1
1
28
28
28
1
1
1
1
2
2
2
2
1
2
1
1
2
1
1
4
2
2
1
1
1
1
21
Page 22

22
Page 23

PARTES DEL PORTA LOOPER Y DE LA VARILLA DE CONEXION
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
33.
34.
35.
35A.
36.
37.
38.
39.
40.
41.
42.
43.
44.
45.
46.
Parte No.
51244N
51216N
18
51244L
55244G
WO3
57744
CO67E
56344B
51236J
56344C
719
98
51246
96
22874
29192V
51745
56313
15465F
22894W
258A
22829
56393J
87U
57841
22729C
269
35741A
18
20
627
29476LV
56341F
56342K
56342I
22882C
51242M
52942AE
18B
73
51108DA
73A
51110D
18
22585A
33795D
Descripción
Cuello, eje accionador del looper ...................................................................
Arandela ...........................................................................................................
Tuerca ...............................................................................................................
Arandela del empuje ........................................................................................
Perno... ..............................................................................................................
Mecha .................................................................................................. as required
Eje accionador del looper ..................................................................................
Corcho ...............................................................................................................
Brazo del eje accionador del looper ...................................................................
Pasador, biela ........................................................................................................
Marco del eje accionador del looper ......................................................................
Tornillo de parada .........................................................................................
Juego de tornillos ......................................................................................
Tuerca ................................................................................................................
Tornillo, marca ...................................................................................................
Tornillo ..............................................................................................................
Ensamblaje del Accionador del looper, ...............................................................
Perno, cono de accionamiento....................................................................
Accionaodr del llooper, marcado "S" .............................................................
Cono de accionamiento ............................................................................
Tornillo .................................................................................................
Tuerca .......................................................................................................
Tornillo .......................................................................................................
Aceitera,barra conectora del looper (izquierda) .................................................
Tornillo ... ...........................................................................................................
Biela, barra conectora del looper (izquierda) .................................................
Tornillo .......................................................................................................
Tuerca,enrosca a la izquierda.............................................................................
Barra de conexión, looper ................................................................................
Tuerca, enrosca a ala derecha ...........................................................................
Arandela ............................................................................................................
Tornillo, para estiles 56100MB, TB .....................................................................
Rollinera de conexión de la barra del looper (derecha) ........................................
Distanciador .................................................................................................
Palanca accionadora del looper, para estilos 56100MB, TB .........................
Palanca accionadora del looper, para estilos 56100PB ...............................
Tornillo ..............................................................................................................
Arandela ............................................................................................................
Tornillo, para estilo 56100PB ..........................................................................
Tuerca Plana, para estilo 56100PB ....................................................................
Tornillo, looper .................................................................................................
Looper ...............................................................................................................
Tornillo ..............................................................................................................
Guarda aguja del looper...................................................................................
Tuerca ..................................................................................................................
Tornillo ..............................................................................................................
Barra Guarda Aguja ..........................................................................................
Cant.
Req.
1
1
1
2
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
2
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
23
Page 24

24
Page 25

PARTES DEL EJE PRINCIPAL Y CIGUEÑAL
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
33.
34.
35.
36.
37.
38.
39.
40.
41.
42.
43.
44.
45.
46.
47.
48.
49.
50.
51.
52.
53.
54.
55.
56.
57.
58.
59.
Parte No.
29476ZJ
56335S
55235E
6042A
55235D
77
56336N
56336C
51236J
WO3
21657E
269
22525A
56322C
22798C
56336
660-269B
56336D
22543C
56122B
51-173BLK
56322B
22891B
29476NM140
22894AA
77
39543N
29476NM096
22894AA
77
56123
22764C
22580D
56334N
22651CB4
56334L
22637P24
22863C
6042A
258A
56335D
98
56335L
56334B
56384
56335G
660-359
22651CD4
660-438
41391
61341J
22528
51105G
51236A
56125
22801
61434G
22875H
22834A
Descripción
Brazo de accionamiento del transporte y Ensamblaje del cigueñal .....................
Ensambla del Brazo de accionamiento .........................................................
Tuerca ...................................................................................................
Arandela ..............................................................................................
Perno ...................................................................................................
Tonillo .................................................................................................
Biela ....................................................................................................
Distanciador ....................................................................................
Pasador de la biela ................................................................................
Mecha ..........................................................................................
Arandela ...........................................................................................................
Tuerrca, enrosca hacia la izquierda .................................................................
Tornillo ..............................................................................................................
Plancha, cabeza del eje principal ........................................................................
Tornillo ..............................................................................................................
Perno, accionamiento del transporte, marcado "A" ............................................
Anilla, cuadrada ...................................................................................................
Inserto, perno del cigueñal ...................................................................................
Tornillo, regulador de puntada .............................................................................
Eje Principal .....................................................................................................
Tapón dl aceite ...............................................................................................
Empacadura ...............................................................................................
Tornillo .......................................................................................................
Ensamblaje de la Excéntrica, diente elevador .....................................................
Tornillo .......................................................................................................
Tornillo ......................................................................................................
Arandela,empuje de la barra alimentadora ....................................................
Ensamblaje de la excentrica, looper avoid ......................................................
Tornillo .......................................................................................................
Tornillo .......................................................................................................
Tira-hilo, hilo del looper ..................................................................................
Tornillo, marca ...........................................................................................
Tornillo, juego ..............................................................................................
Barra Alimentadora .............................................................................................
Tornillo . .....................................................................................................
Sujetador, diente alimentador ................................................................
Tornillo, ajustador de altura .........................................................................
Tornillo, ajustador del sujetador ...............................................................
Arandela .....................................................................................................
Tuerca .........................................................................................................
Cuello del cigueñal ........................................................................................
Tornillo ......................................................................................................
Eje del cigueñal ...............................................................................................
Eeje de la barra alimentadora ........................................................................
Sello ..................................................................................................................
Alimentador del cigueñal .................................................................................
Buje de la aguja, con sello .......................................................................
Tornillo .......................................................................................................
Retenedor .........................................................................................................
Arandela ..........................................................................................................
Arandela, barra alimentadora ..............................................................................
Tornillo, diente alimentador ..............................................................................
Diente Alimentador, marcado "RD", para estilo 56100MB .............................
Pasador de la biela ........................................................................................
Guarda aguja trasero, para estilo 56100MB ........................................................
Tornillo .......................................................................................................
Arandela ...........................................................................................................
Tornillo .............................................................................................................
Tornillo ................................. ............................................................................
Cant.
Req.
1
1
1
1
1
1
1
1
1
1
1
1
4
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
2
2
1
1
2
1
1
1
1
1
1
1
1
25
Page 26

26
Page 27

PARTES DE LA PALANCA LEVANTADORA DEL PIE PRENSA TELA Y DE L ATENSION DEL HILO
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
33.
34.
35.
36.
37.
38.
39.
40.
41.
42.
Parte No.
43120
43130
22897
57WD
15480C
88
43130A
22561
43130B
187A
51257K
22596F
51257M
402
56383A
53787
56356
22758C
22557G
56383D
56383AA
56383AB
51183B
22758C
51183C
50-703BLK
660-207
53783N
22537
43266
51491C
80557
52892
22872
51192G
51192B
56392E
109
56392F
51292F14
51292F8
51292F2
39592AK
39592Z
Descripción
Pie Prensa Tela, para 56100MB ......................................................................
Parte baja del Pie Prensa tela ..................................................................
Tornillo .......................................................................................................
Tornillo .......................................................................................................
Resorte .......................................................................................................
Tornillo .......................................................................................................
Tronco .......................................................................................................
Tornillo .......................................................................................................
Guarda, dedos ...........................................................................................
Tornillo .......................................................................................................
Barra del prensa tela ............................................................................................
Tornillo ...........................................................................................................
Conector y Guia, barra del prensa tela ............................................................
Tornillo ...........................................................................................................
Biela del levantador .............................................................................................
Resorte, presión ..............................................................................................
Regulador, resorte de presión ..........................................................................
Tornillo .............................................................................................................
Tornillo ..............................................................................................................
Resorte .............................................................................................................
Mnivela del levantador .....................................................................................
Barra de conexión, levantador ..........................................................................
Palanca del levantador ......................................................................................
Tornillo ..............................................................................................................
Pestillo del levantador ........................................................................................
Pasador de parada ...............................................................................................
"O" Ring ............................................................................................................
Palanca interna del levantador ........................................................................
Tornillo .......................................................................................................
Tuerca ...............................................................................................................
Guia .................................................................................................................
Arandela espaciadora ........................................................................................
Soporte del poste de tensión ..............................................................................
Tornillo ..............................................................................................................
Poste de tensión del guiahilo ........................................................................
Distanciador, poste de tensión ............................................................................
Poste de tensión .................................................................................................
Disco de tensión .................................................................................................
Resorte de tensión del hilo ............................................................................
Resorte de tensión del hilo de la aguja, 56100MB, PB ...................................
Resorte de tensión del hilo de la aguja, 56100TB ........................................
Resorte de tensión del hilo del looper .................................................................
Distanciador, resorte de tensión ..........................................................................
Tuerca de la tensión .............................................................................................
Cant.
Req.
1
1
1
1
1
2
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
2
2
2
4
2
1
1
1
2
2
27
Page 28

28
Page 29

PARTES DE COSTURA PARA 56100PB & TB
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
Parte No.
G52888B
77L
22747A
1741B
99682C
198X
88
65XD
86X
25B
199
195X
6624L
6605L
A9795
22711
A9795A
25C
56381-212
51281AC
22760A
35772H
22845B
Descripción
Soporte, para protector de dedos ........................................................................
Tornillo .....................................................................................................
Tornillo .....................................................................................................
Cuchilla Cortadora de Cadeneta ..........................................................................
Protector de dedos ...........................................................................................
Pie Prensa Tela ..................................................................................................
Tornillo ......................................................................................................
Tronco del pie prensa tela ..............................................................................
Tornillo ......................................................................................................
Tornillo ........................................................................................................
Guarda Aguja .............................................................................................
Plancha de aguja, para 56100TB .......................................................................
Plancha de aguja, para 56100PB ......................................................................
Diente alimentador ................................................................................................
Dobladillador, para 56100TB ............................................................................
Tornillo,para 56100TB ...............................................................................
Plancha distanciadora, para dobladillador, para56100TB ..................................
Tornillo,para Dobladillador y plancha distanciadora, para 56100TB ...................
Cubierta de la Plancha de Costura ....................................................................
Resorte de la Cubierta de la Plancha de Costura ........................................
Tornillo .......................................................................................................
Arandela ....................................................................................................
Tornillo .......................................................................................................
Cant.
Req.
1
2
1
1
1
1
2
1
1
2
1
1
1
1
1
2
1
4
1
1
1
3
3
29
Page 30

Page 31

PORTA HILOS Y SUS ACCESORIOS
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
93065B2
93065BA
93065BC
93065BE
93065BG
93065BJ
93065BL
93065BD
531
G41041B
90805K
95003
95068A
96201
90561Q
21388
116
51295B
51295A
-
660-457
-
28604R
Estante Porta Hilos, (2 conos) ...............................................................................
Base .......................................................................................................
Barra del Estante Porta Hilos ........................................................................
Guia Hilos ..................................................................................................
Tuerca sujetadora, para 16mm ......................................................................
Tuerca sujetadora, para 12mm ......................................................................
Arandela ....................................................................................................
Porta Cono ................................................................................................
Juego de tornillos .........................................................................................
Arandela de cuello .........................................................................................
Disco de asiento del cono ..............................................................................
Tornillo de cabeza hexagonal .......................................................................
Tornillo de cabeza hexagonal .........................................................................
Arandela de presión .......................................................................................
Tornillo para madera ............................................................................................
Llave, 3/8 pulgada (9.5mm) final abierto ...........................................................
Llave, 9/32 pulgada (7.1mm) final abierto .........................................................
Aislante .............................................................................................................
Aislante ............................................................................................................
Cubierta para el polvo (no se muestra en el dibujo) .............................................
Aceite, envase de 16 onzas. Spec. 175, (no se muestra en el dibujo) ...................
1
1
1
2
4
4
4
2
4
2
2
2
4
4
3
1
1
3
1
1
1
Page 32

Page 33

CALIBRADORES
(CARGO EXTRA POR ENVIO)
1.
TT34
2.
21227S
3.
21227T
4.
21227U
5.
22870A
6.
21227AB
7.
TT35
*8.
21225-5/32
*Puede ser adquirido tambien como
TT33, que es un juego completo de
Calibradores de Looper.
Juego de Calibradores ...................................................................................
Indicador ...................................................................................................
Plancha ......................................................................................................
Punta ..........................................................................................................
Tornillo .....................................................................................................
Empaque de cuero .........................................................................................
Calibrador .........................................................................................................
Calibrador del Looper ..........................................................................................
1
1
1
1
1
1
1
1
Page 34

INDICE NUMERICO DE PARTES
Part No. Pág. No. Part No. Pág No. Parte No. Pág No. Parte No. Pág No.
109 ................. 27
116 ................. 31
12934A ............. 21
15465F ............. 23
15480C ............. 27
1741B ............... 29
18 ................. 23
187A ............... 27
18B ............... 23
195X ............. 29
198X ............. 29
199 ............... 29
20 ........... 17, 23
21225-5/32 ...... 33
21227AB ......... 33
21227HR ......... 19
21227S ........... 33
21227T ........... 33
21227U ........... 33
21375CE ......... 17
21388 ............. 31
21657E ..... 17, 25
21657X ........... 19
22513 .............. 17
22524 ............. 17
22525A ........... 25
22528 ........ 17, 25
22537 ............. 27
22539R ........... 19
22541C ........... 19
22543B ........... 25
22548 ............. 17
22557G ........... 27
22559A ........... 21
22559G ........... 21
22561 ............. 27
22562A ........... 21
22564 ............. 21
22569B ........... 19
22569C ........... 17
22570A ........... 17
22574 .............. 21
22580D ........... 25
22585 ............. 17
22585A ...... 17, 23
22586R ........... 21
22587K ........... 21
22593 ............. 17
22637P24 ......... 25
22651CB4 ......... 25
22651CD4 ......... 25
22653L8 ........... 21
22711 ............. 29
22729C ........... 23
22747A ........... 29
22758C ........... 27
22760A ...... 19, 29
22764C ........... 25
22768 ............. 21
22782A ........... 17
22798A ........... 17
22798C ........... 25
22801 ............. 25
22829 ............. 23
22839 ............. 17
22839C ........... 19
22845B ...... 19, 29
22848 ........ 17, 19
22863C ........... 25
22870A ........... 33
22872 ............. 27
22874 ............. 23
22875H ........... 25
22882C ........... 23
22889A ........... 17
22891B ........... 25
22894AA ......... 25
22894AB ......... 21
22894C ........... 21
22894D ........... 21
22894E ........... 17
22894J ........... 21
22897 ............. 27
24X ............... 19
25 ................. 19
258A ......... 23, 25
25B ............... 29
25C ............... 29
25S ............... 17
269 ......... 23, 25
27-435BLK ....... 21
28604R ........... 31
29066R ........... 21
29105AK ......... 21
29192V ........... 23
29348AF ......... 21
29476LN ......... 21
29476LV ......... 23
29476NM096 ..... 25
29476NM140 ..... 25
29476PB ........... 21
29476ZJ ........... 25
33795D ............. 23
35731A ............. 17
35741A ............. 23
35772H ........ 19, 29
35897BV ......... 19
39543N ........... 25
39592AK ......... 27
39592Z ........... 27
402 ............... 27
41391 ............. 25
43120 ............. 27
43130 ............. 27
43130A ........... 27
43130B ........... 27
43266 ............. 27
50-216BLK ....... 17
50-703BLK ....... 27
50-895BLK ....... 19
51-173BLK ....... 25
51-902BLK ....... 19
51104F ........... 17
51104H ........... 17
51105G ........... 25
51108DA ......... 23
51110D ........... 23
51125E ........... 17
51154E ........... 19
51157H ........... 17
51158D ........... 17
51183B ........... 27
51183C ........... 27
51192B ........... 27
51192G ........... 27
51204 ............. 17
51204A ........... 17
51204C ........... 17
51216M625 ...... 21
51216M626 ...... 21
51216M627 ...... 21
51216N ...... 21, 23
51216P ........... 21
51217C ........... 21
51236A ...... 23, 25
51236J ........... 25
51242M ........... 23
51244L ........... 23
51244N ........... 23
51246 ............. 23
51247 ............. 21
51250D ........... 21
51250F ........... 21
51254K ........... 21
51257AA ......... 19
51257K ........... 27
51257M ........... 27
51280J ........... 17
51281AC .... 19, 29
51292F14 ........ 27
51292F2 ......... 27
51292F8 ......... 27
51294R ........... 17
51295A ........... 31
51295B ........... 31
51482A ........... 17
51491C ........... 27
51745 ............. 23
52336A ........... 21
52892 ............. 27
52942AA ......... 21
52942AC ......... 21
52942AE ......... 23
52942W ........... 19
52958B ........... 17
52A ............... 17
531 ......... 27, 31
53783N ........... 27
53787 ............. 27
539 ............... 17
55235D ............. 25
55235E ............. 25
55244G ............. 23
56 ................. 21
56122B ........... 25
56123 ............. 25
56125 ............. 25
56154 ............. 19
56168 ............. 17
56170 ............. 19
56180B ........... 17
56190 ............. 19
56193A ........... 19
56313 ............. 23
56316 ............. 21
56316C ........... 21
56321R ........... 21
56322B ........... 25
56322C ........... 25
56334B ........... 25
34
Page 35

INDICE NUMERICO DE PARTES
Parte No. Pág. No.
56334L ........... 25
56334N ........... 25
56335D ........... 25
56335G ........... 25
56335L ........... 25
56335S ........... 25
56336 ............. 25
56336D ........... 25
56336N ........... 25
56341F ........... 23
56342D ........... 21
56342E ........... 21
56342I ............ 23
56342K ........... 23
56343C ........... 21
56343E ........... 21
56343F ........... 21
56344B ........... 23
56344C ........... 23
56344G ........... 19
56350D ........... 21
56350E ........... 21
56350F ........... 21
56354D ........... 21
56356 ............. 27
56358 ............. 21
56381-212 ....... 29
56381-219 ....... 19
56382A ........... 17
56382AA ......... 17
56382AB ......... 17
56382AC ......... 19
56382AT ......... 17
56382AU ......... 17
56382AV ......... 17
56382AW ......... 17
56382AX ......... 17
56382AY ......... 19
56382B ........... 19
56382D ........... 17
56382G ........... 17
56382J ........... 17
56382Y ........... 17
56383A ........... 27
56383AA ......... 27
56383AB ......... 27
56383D ........... 27
56384 ............. 25
56390E ........... 19
56390G ........... 19
Parte No. Pág. No. Parte No. Pág No.
56390H ...... 19, 21
56390J ...... 19, 21
56392E ........... 27
56392F ........... 27
56393C ............ 17
56393D ............ 17
56393J ........... 23
56393L ........... 19
56393T ........... 19
56393W ........... 19
57744 ............. 23
57821 ............. 21
57836B ........... 19
57841 ............. 23
57842B ........... 19
57847 ............. 21
57890B ........... 19
57WD ............ 27
59493A ........... 17
6042A ............. 25
61321L ........... 21
61341J ........... 25
61434G ........... 25
627 .............. 23
65XD ............. 29
660-1002 ....... 19
660-202 ........ 21
660-207 ........ 27
660-215 ........ 21
660-269B ....... 25
660-342 ........ 17
660-359 ........ 25
660-438 ........ 25
660-457 ........ 31
660-614 ........ 21
660-625 ........ 21
660-665 ... 19, 21
660-964 ........ 17
6605L ............ 29
86X .............. 29
87 ............... 17
87U ............. 23
88 ..... 23, 27, 29
90 ............... 19
90561Q ........... 31
90805K ........... 31
93065B2 ......... 31
93065BA ......... 31
93065BC ......... 31
93065BD ......... 31
93065BE ......... 31
93065BG ......... 31
93065BJ ......... 31
93065BL ......... 31
95 ....... 17, 19, 21
95003 ............. 31
95068A ........... 31
96 ............... 23
96201 ........... 31
98 ........... 23, 25
98A ............... 17
99295 ............. 19
99682C ........... 29
A9795 ............. 29
A9795A ........... 29
C51124D ......... 17
CL21 .............. 21
CO67E ........... 23
GA56301 ......... 19
G41041B ......... 31
G51381BA ....... 19
G51381BD ....... 19
G51382BA ....... 19
G52888B ......... 29
J87J ............. 17
TT34 ............. 33
TT35 ............. 33
WO3 .... 21, 23, 25
6624L ........... 29
666-214 ......... 17
666-259 ......... 19
719 .............. 23
73 ................ 23
73A ............ 23
77 ..... 17, 21, 25
77L ............. 29
7947 ............. 17
80 ............... 19
80557 ........... 27
35
Page 36

 Loading...
Loading...