

Page 1

CATALOG NO.
PT0303-GR
INSTRUCTIONS AND
First Edition
STYLES
56100MB
56100PB
56100TB
ILLUSTRATED PARTS LIST
04-03-09
CLASS 56100 - ADVANCED SERIES,
BAG SEAMING MACHINES
Page 2

CATALOG NO. PT0303-GR
ADJUSTNG INSTRUCTIONS AND
ILLUSTRATED PARTS LIST FOR
CLASS 56100
ADVANCED SERIES
BAG SEAMING MACHINE
STYLE
56100MB
56100PB
56100TB
First Edition
© 2006
PRINTED 2006 IN USA
INFORMATION SUBJECT TO
CHANGE WITHOUT NOTICE
© Union Special Corporation
ALL Rights Reserved in All
Countries
2
Page 3

IDENTIFICATION OF MACHINES
Each UNION SPECIAL machine carries a Style number, which on this Class machine is stamped into the
style plate affixed to the right front of machine.
The serial number is stamped in the casting at the right rear base of machine.
Reference to directions, such as right, left, front or rear, are given relative to the operator’s position
while seated at the machine.Operating direction of the handwheel is counterclockwise, as viewed from
the right end of machine.
CLASS DESCRIPTION
Advanced high speed, single needle, flat bed machine with needle bearing assembly for left mainshaft
bushing. High throw, needle bearing needle bar drive, light weight presser bar and needle bar driving
mechanism, enclosed automatic lubricating system, filtered oil return pumps for head and base, lateral
looper travel. Maximum work space to right of needle bar, 8 1/4 inches (209.6mm).
MACHINE STYLE
56100MB Typical application - For seaming medium and large size cotton, light and medium weight
burlap bags. Stitch range 3 1/2 to 7. Seam specification 401-SSa-1. Maxmum recommended
speed 6000 R.P.M. sewing at 3 1/2 to 5 S.P.I. and 6500 R.P.M. sewing at more than 5 S.P.I.
Recommended speed for machines operating on a duty cycle of 50% or more is 10% less
than maximum.
56100PB Typical application - For seaming medium to large bags. Ultra High Throw, Stitch range 3 1/2
to 7. Seam specification 401-SSa-1. Maxmum recommended speed 6000 R.P.M.
56100TB Typical application - For hemming bag openings and for producing side and bottom double
turned-in seams on woven polypropylene bags. Stitch range 3 1/2 to 7. Seam specification
401-EFb-1 or 401-SSp-1. Maxmum recommended speed 6000 R.P.M.
NEEDLES
Each needle has both a type and size number.The type number denotes the kind of shank, point, length,
groove, finish and other details. The size number, stamped on the needle shank, denotes largest diameter of blade, measured midway between shank and eye. Collectively, type and size number represent
the complete symbol, which is given on the label of all needles packaged and sold by UNION SPECIAL.
Recommended needle for Style 56100MB, PB, and TB is Type 144GS. It has a round shank, round point,
No. 2 bag length, double groove, spotted, short point, chromium plated, and is available in sizes 200/080, 230/090, 250/100.
Selection of proper needle size is determined by size of thread used. Thread should pass freely through
needle eye in order to produce a good stitch formation.
To have needle orders promptly arid accurately filled, an empty package,a sample needle, or the type
and size number should be forwarded. Use description on label. A complete order would read: “1000
Needles, Type 144GS, Size 200/080”.
3
Page 4
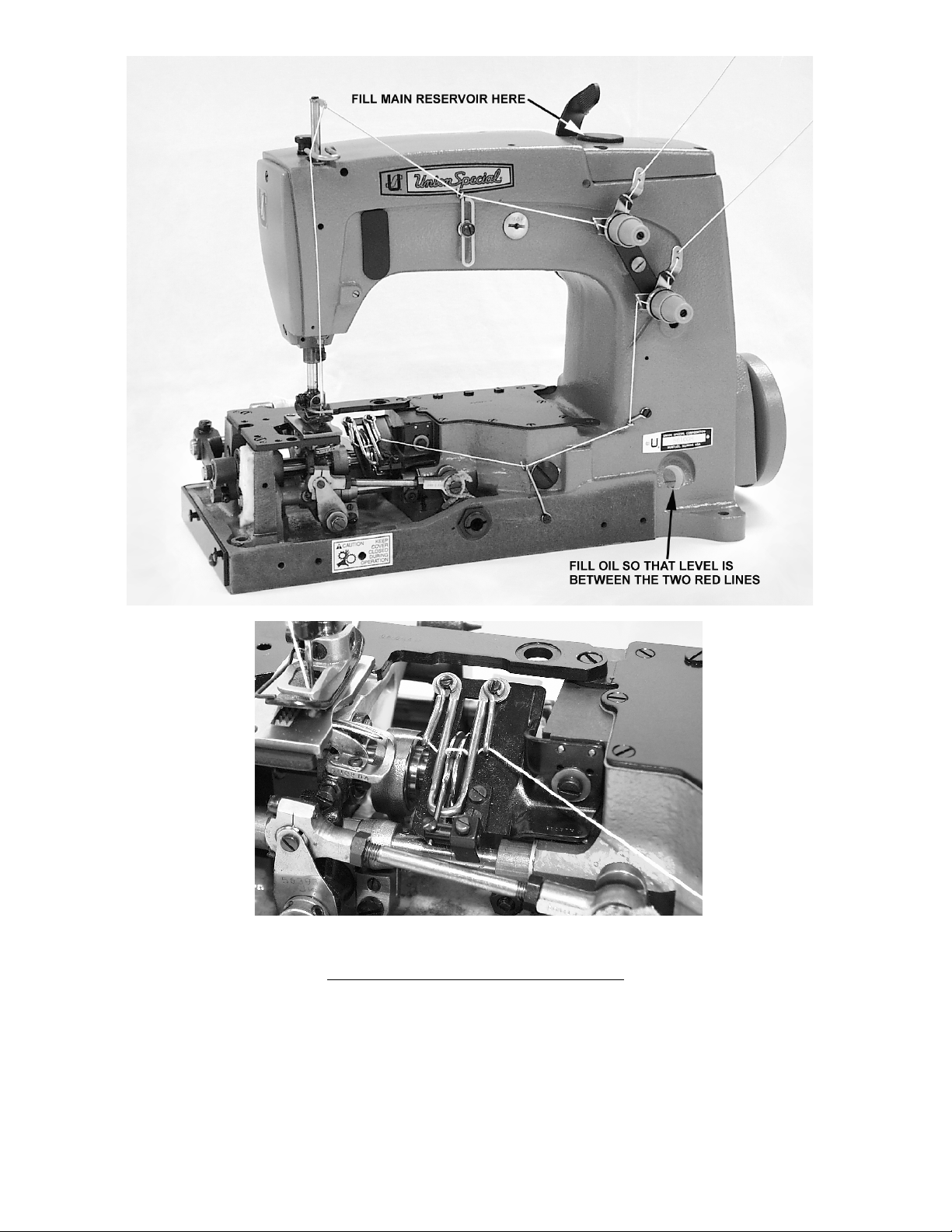
Fig 1
THREADING AND OILING DIAGRAM
Thread machine as indicated above. The looper threading has been enlarged for clarity.
The oil has been drained from the machine before shipping and the reservoir must be filled before
starting to operate. Maintain oil level between the two red lines and add oil when oil level drops below
the bottom red line. The machine is automatically lubricated and no oiling other than keeping the main
reservoir filled is necessary. For further lubricating instructions refer to paragraph on “LUBRICATION”.
4
Page 5
SAFETY RULES
CAUTION
THIS SAFETY SYMBOL INDICATES YOUR PERSONAL SAFETY IS INVOLVED.
TO PREVENT PERSONAL INJURY:
- All power sources to the machine MUST be TURNED OFF before threading, oiling, adjusting or replacing
parts.
- Wear safety glasses.
- All shields and guards MUST be in position before operating machine.
- DO NOT tamper with safety shields, guards, etc., while machine is in operation.
LUBRICATION
Use a straight mineral oil with a Saybolt viscosity of 90 to 125 seconds at 100 degrees F. This is equivalent
to UNION SPECIAL Specification No. 175.
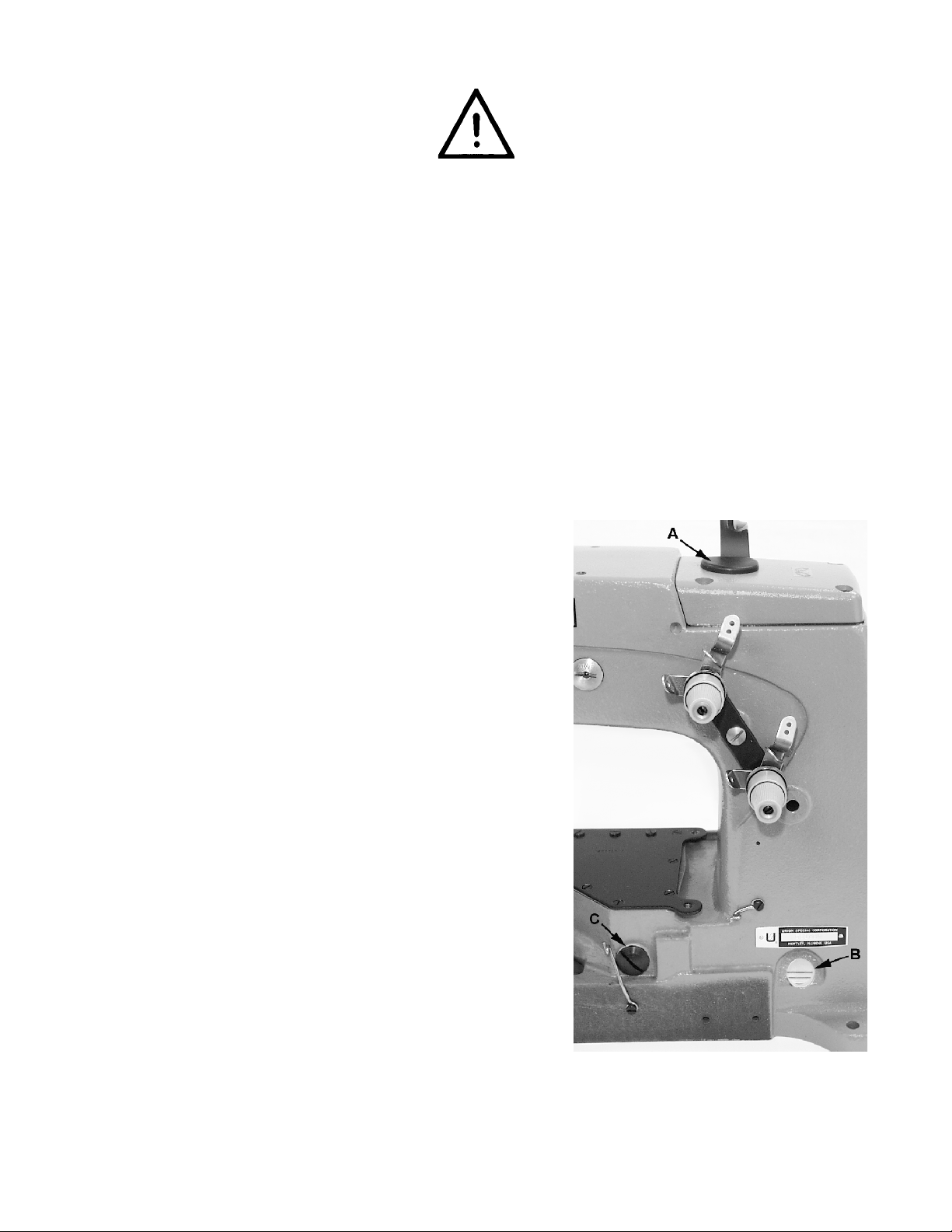
Before operating, fill machine with oil at plug screw (A, Fig. 2).
While filling machine with oil, check gauge (B). When proper
oil level is reached, the oil level should appear in the center
between the two red lines on gauge (B). It is recommended to
always check oil level before operating to be sure machine is
filled between the lines. CAUTION: DO NOT over fill machine.
To drain oil, remove plug screw, at right, in front, below
handwheel or lower crank chamber cover on back of machine. Oil must be changed every 2000 operating hours to
minimize wear.
On new machines, or a machine out of service for an extended period of time; lubricate machine as follows:
Remove head cover, clean out lint, then directly oil needle
bar link and needle bar. Replace head cover and fill machine with oil to proper level. Run machine at low RPM to
ensure proper lubrication of components preventing any
damage which may occur from lack of oil distribution.
Fig 2
5
Page 6

SYNCHRONIZING LOOPER AND NEEDLE MOTIONS
Synchronization is the most important adjustment
involving the needle and looper motion relation,
because it maintains the needle-looper relation at
both the needle loop taking time, as well as when
the needle enters the looper triangle. This adjustment
is best made using synchronization gauge set TT34.
Remove the throat plate, feed dog, looper and
needle thread take-up wire, (also called strike-off
wire). Fig 3 Using gauge set TT34, attach the synchronizing plate (A) to the throat plate support with the
throat plate screws. Insert the pin (B) into the hole
for the looper and tighten with its screw. Turn the
handwheel in operating direction, (towards the
operator), until the pin lightly touches the right edge
of the synchronizing plate. Insert the indicator (C)
into the hole for the needle thread take-up wire, and
move it up or down until the pointer (D) on the
indicator reads at "0", and then tighten the screw.
Now turn the handwheel in opposite of operating
direction (away from the operator), until the pin
again lightly touches the right edge of the plate. If
the machine is synchronized the pointer on the
indicator should again read "0". If the pointer is
above or below the "0", the machine is out of synchronization. A variation of one line is allowable.
To synchronize the machine the following procedure
Fig 3
If the pointer (D) on the indicator reads above the "0" (Fig. 3A). Loosen screw (E) in the looper drive
lever and pull screw (F), (99271), slightly toward the operator. Retighten screw (E) in the looper drive lever
and recheck the synchronization as outlined above. Repeat as necessary to obtain proper synchronization.
If pointer on the indicator reads below the "0", (Fig. 3B). Loosen screw (E) in the looper drive lever and
tap screw (F), (99271), slightly away from the operator. Retighten screw (E) in the looper drive lever and
recheck the synchronization as outlined above. Repeat as necessary to obtain proper synchronization.
If synchronization gauge set TT34 is not available, the following procedure can be used.
should be followed. Thread screw (F) (99271), from
gauge kit TT34, into the looper drive lever rocker shaft
through the center of the thrust adjusting screw.
Fig 3A
6
Page 7

SYNCHRONIZING LOOPER AND NEEDLE MOTIONS (CONTINUED)
Fig 3B
Turn handwheel in the operating direction until the
point of the looper (A, Fig. 4) moving to the left, is
even with the left side of needle (B). Note the
height of the eye of the needle with respect to the
looper point (See Fig. 4A). Turn the handwheel in
the reverse direction until the point of the looper
again moving to the left, is even with the left side
of needle (See Fig. 4A). If the height of the eye of
the needle with respect to the looper point are the
same, looper and needle motions are synchronized - a variation of .005 inch (.127mm) is allowable. If the distance from the eye of the needle to
the point of the looper is greater when the
handwheel is turned in the operating direction, the
looper drive lever rocker shaft will have to be
moved slightly towards the rear. Moving the shaft
towards the front acts the reverse.
Fig 4
Fig 4A
NOTE: The 1/64 inch (.4mm) dimension shown in Fig. 4A is
for final setting of needle bar height.
Adjust looper drive rocker lever shaft as follows:
Loosen screw (C, Fig. 4) in looper drive lever (D). A rod of .14640 thd. or Union Special Screw No. 99271 can be threaded into
the looper drive lever rocker shaft through the center of thrust
adjusting screw (E). Tap or pull slightly as required to position
shaft for proper synchronization. Tighten screw (C) securely and
remove rod or screw used to position shaft.
7
Page 8
SYNCHRONIZING LOOPER AND NEEDLE MOTIONS (CONTINUED)
Loosen lock nut (F) and TORQUE thrust adjjusting
screw (E) to 6 in. lbs. (7cm/kg); re-tighten lock nut
(F) securely.
With the looper at extreme right end of travel,
check location of the right looper connecting rod
bearing using gauge No. TT35. Place large hole of
gauge over threaded stud (A, Fig. 5). The left end
of gauge should locate against the RIGHT side of
looper rocker cone (B). If adjustment is necessary,
loosen clamp screw (C) and reposition looper
drive lever (D) as required, then tighten screw (C).
If gauge is not available, check setting with a
scale. Distance between the centerline of rocker
cone and centerline of looper drive lever stud
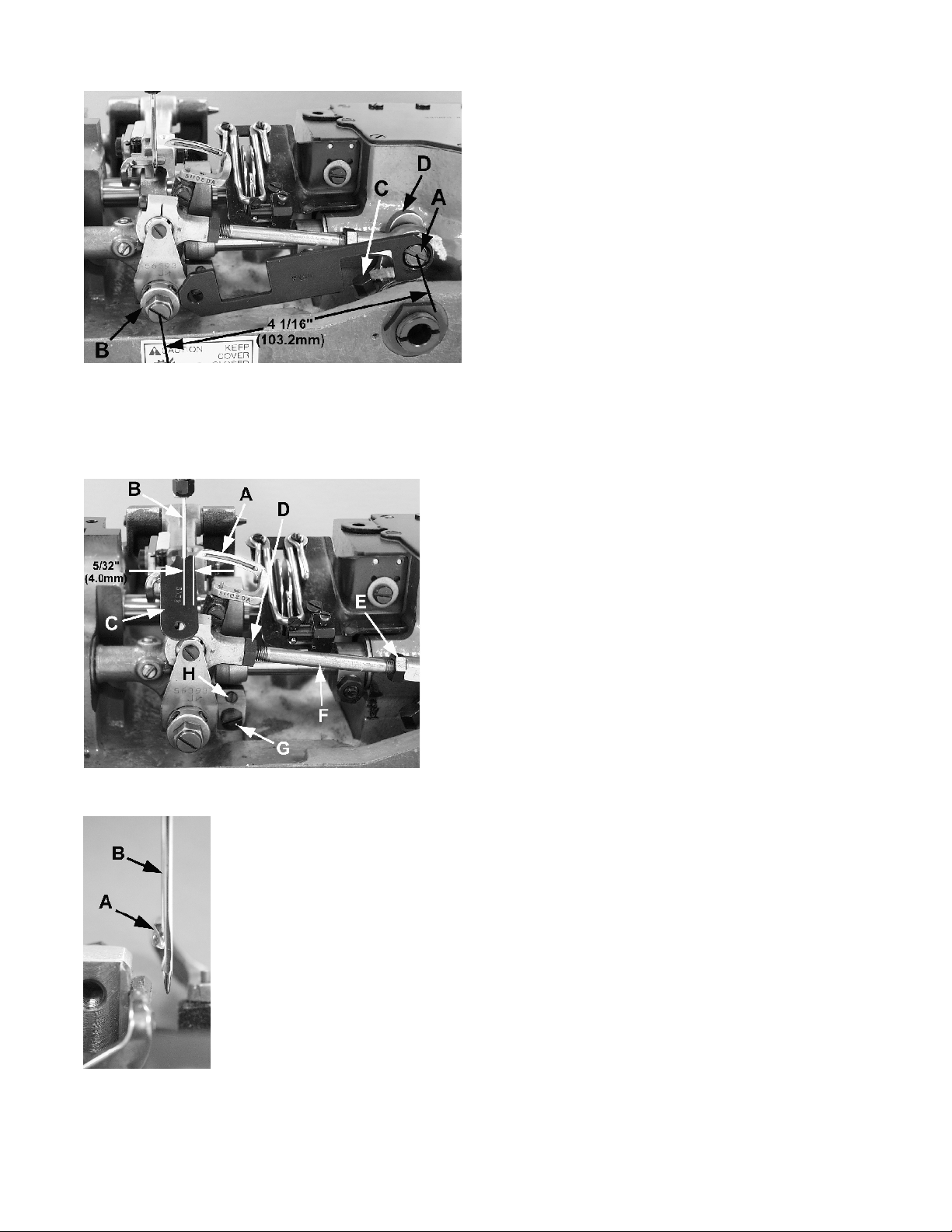
Fig 5
should be 4 1/16 inch (103.2mm) as shown in Fig. 5
when looper is at its extreme right end of travel.
LOOPER AND LOOPER NEEDLE GUARD SETTINGS
Insert a new needle, type and size specified. Looper
gauge is 5/32 inch (4.Omm) which is the distance from
point of looper (A, Fig. 6) to centerline of needle (B)
when looper is at extreme right end of its travel. Looper
gauge No. 21225-5/32 (C) is available for this setting.
Adjustment can be made by loosening nut (D),(it has a
left hand thread) and nut (E); turn connecting rod (F) as
required to attain specified dimension. Hold connecting
rod in position and tighten nut (E), then nut (D). NOTE:
Be sure that the left ball joint is in a vertical position and
does not bind after adjustment.
Fig 7
Fig 6
While turning handwheel in operating direction and the looper (A, Fig. 7) moves to
the left, its point should be set to brush but not pick at rear of needle (B). Adjustment can be made by loosening screw (G, Fig. 6), turn stop screw (H) clockwise to
move looper towards the rear, counterclockwise acts the reverse. It is suggested to
hold looper towards the front while making this adjustment. Tighten screw (G) after
adjustment has been made and recheck movement of looper.
Looper needle guard (attached to looper) should be set with the looper point set to
the centerline of the needle, set front guard 0.005" to 0.010" (0.13 to 0.25 mm) away
from looper.
8
Page 9

NEEDLE BAR HEIGHT
Turn handwheel to position point of looper (A, Fig. 8) 1/64" (0.4mm) past
the left side of needle (B). At this time the top of the eye of the needle (B)
should be even with the under side of the looper (A). To make adjustment,
loosen screw (C Fig. 14) and move needle bar (A) up or down as required.
FEED DOG SETTINGS
Feed dog (A, Fig. 9) should be centered in throat plate (B)with equal
clearance on all sides and ends with feed travel set to desired stitch
length. At highest point of travel, tips of feed dog teeth should extend the
depth of 1 full tooth above throat plate. Screw (C) should be set to support
feed dog after screw (D) has been loosened which secures feed dog in
position.
When the feed dog is coming out of the throat plate, the top of the feed
dog should be level with the top of the throat plate. Adjustment can be
made by loosening nut (A, Fig. 10) and turn screw (B) clockwise to lower
front of feed dog, counterclockwise acts the reverse. When properly set,
retighten nut (A).
Right to left adjustment can be made by loosening screws (A, Fig. 11) and
slightly move feed rocker (B) on feed rocker shaft (C) as required, then
retighten screws. Check to ensure that feed rocker arm (D) does not bind
after adjustment.
Forward or rearward centering of feed dog can be accomplished by
loosening nut (E, Fig. 11), move feed rocker (B) as required and retighten
nut.
Fig 8
CHANGING STITCH LENGTH
Set the stitch to required length.This is accomplished by
loosening lock nut (F, Fig.11) 1/2 turn, (it has a left hand
thread) on the end of the stitch regulating stud and
turning stitch adjusting screw (G) located under the left
end of the cloth plate in the head of the mainshaft (H),
which is marked with “L” and “S”. Turning the screw in a
clockwise direction shortens the stitch (moves stitch
regulating stud toward the “S”) and turning it in a counterclockwise
direction lengthens the stitch (moves stitch regulator stud toward
the “L”). Retighten the lock nut securely. To prevent destructive
damage to the feed drive bearing, key screw (J) must engage the
“U” shaped key slot in ferrule (K).
The feed rocker assembly may require lubrication and repair after
years of operation. This can be accomplished as follows: Loosen
nut (E, Fig. 11) and remove nut (F). Remove feed rocker arm (D)
from machine by rocking s’lightly. Loosen screws (A) and remove
stop collar on right end of shaft (C). Shaft can now be withdrawn.
Loosen Allen screw (L) and remove shaft (P), Now repack bearings.
Fig 9
Fig 10
9
Page 10

CHANGING STITCH LENGTH (CONTINUED)
When packing bearings, parts must
be clean and grease should be
applied directly from the tube to
avoid contamination. Tube of
grease can be ordered under part
No. 28604 P. Greased bearings are
located at (N, M, Fig. 11). If grease
sealed bearings are replaced, they
should be pressed in flush with the
casting. To assemble, start tapered
end of shafts first, twisting slightly
when entering the grease seals to
prevent damage. Check for proper
adjustment of feed dog as described under the “Feed Dog
Settings”. Also check to see that
there is no binding at any point.
Fig 11
REAR NEEDLE GUARD
FOR STYLE 56100MB
Rotate handwheel in operating direction to position looper point at
the right hand side of needle. At this time the needle guard (A, Fig
12) should be at its extreme end of forward travel. Set the guard
front to back to just touch the needle. Guard should be set as low
as possible, yet have its vertical face approach above the needle
point. To move the needle guard forward or backward, loosen the
screw (B), move needle guard as required, and retighten screw. To
raise or lower needle guard, loosen screw (B), and turn screw (C)
clockwise to lower needle guard or counterclockwise to raise it.
Retighten screw (B) after guard is properly set.
Fig 12
NOTE: Any change in stitch length will require a change in rear
needle guard setting.
REAR NEEDLE GUARD
FOR STYLES 56100PB, TB
With the looper tip entering the scarf of the needle, set the guarding surface of needle guard (A, Fig 12A) to touch but not deflect
the needle. The point of the needle should be 1/32" +1/64" (0.8mm
+0.4mm) below the guarding surface.
Fig 12A
10
Page 11

THREADING
Draw looper and needle threads into the machine and start
operating on a piece of fabric. Refer to threading diagram
(Fig. 1) for manner of threading this machine.
LOOPER THREAD CAST-OFF WIRE
Looper thread cast-off wire (A, Fig. 13) located on the takeup shield (B) controls the amount of slack thread in the system
and can be moved to any position. It should be set laterally
so that it is midway between the two discs of take-up (C) and
the tip parallel with the discs.
It is usually set toward the take-up to almost the limit of its slot
so that it barely clears the highest point of the take-up. The
height and lateral adjustment of the retainer affects the
control of looper thread as looper moves to the left. Ordinarily it will be set in approximately a horizontal position.
More looper thread is given to the stitch when the retainer is
raised and set towards the take-up. However, if the retainer
is raised too high, the looper thread triangle may be wiped
under the blade of the looper, causing traingle skips or pulled
down stitches. This can be checked by observing the action
of the looper thread as the looper moves to the left.
THREAD TENSIONS
Fig 13
Tension on the needle thread should be only sufficient to produce uniform
stitches on the under surface of the fabric. Tension on the looper thread
should be just sufficient to steady the thread.
PRESSER BAR HEIGHT
Height of presser bar (D, Fig. 14) is set correctly if it is possible to remove
the presser foot when the foot lifter lever, located at the back of the
machine and extending above the upper crank chamber cover is fully
actuated (pulled to the right). There should be approximately 1/16 inch
(1.6mm) clearance between lower surface of the presser bar connection
and guide (E) and bottom surface of head opening in the bed when foot
lifter lever is released and presser foot lying flat on the throat plate with
feed dog below throat plate.
Adjustment can be made by turning handwheel to position needle bar at
bottom of stroke. Loosen screw (F) and while holding presser foot down
on throat plate, position presser bar connection and guide as required to
attain specified clearance and retighten screw.
PRESSER FOOT PRESSURE
Regulate the presser spring regulating screw (A, Fig. 14) so that it exerts
only enough pressure on the presser foot to feed the work uniformly when
a slight tension is placed on the fabric. Turning it clockwise increases the
pressure, counterclockwise acts the reverse.
Fig 14
Fig 14
11
Page 12

SETTING NEEDLE THREAD GUIDE AND FRAME EYELET
Turn handwheel in operating direction until the needle bar
reaches its lowest position. Set needle thread take-up wire
(B, Fig. 15) so that its thread contact surface is even with the
center of the needle bar thread eyelet (C). Lower this
setting for a smaller needle thread loop, raise for a larger
loop. Set needle thread frame eyelet (D) so that it is approximately 3/4 inch (19.1mm) above centerline of its
attaching screw (Fig. 15).
TORQUE REQUIREMENTS
Torque specifications given in this catalog are measured in
inch-pounds or centimeter/kilograms. All straps and eccentrics must be tightened to 19-21 in. lbs. (22-24cm/kg) unless
Fig 15
All nuts, bolts, screws, etc., without torque specifications must be secured as tightly as possible, unless
otherwise noted. Special torque specifications of connecting rods, links, screws, etc., are shown on part
illustrations.
otherwise noted.
SPECIAL INSTRUCTIONS
NEEDLE LEVER
When adjusting needle lever or replacing related
parts, follow instructions in sequence as listed:
1. Install “O” rings (A, Fig. 16) onto needle lever stud
(B) and thrust collar (C).
2. With needle lever (D) in machine and positioned
properly; insert stud (B) through hole in needle lever
until its shoulder contacts the needle lever and the
word “UP” on stud is in the upright position. While
making sure no binding exists in the needle bar link,
secure stud (B) with the front set screw in top of
machine bed.
3. Install temper load ring (E) and compression cups
Fig 16
4. Install thrust collar (C) onto stud (B) being careful not to damage “O” ring. Compress components
together by tighening screw (G) until washer (H) bottoms against stud (B). Secure stud (B) in position
using the rear set screw in top of bed.
(F) onto stud (B), then push ring and cups through
opening in machine bed.
5. To check temper load ring for proper compression,
remove screw (G) from stud (B) and loosen rear set
screw in top of bed. Thrust collar (C) should spring
out .003 - .007 inch (.08 .18mm).
Compress load ring in reverse order, then tighten
rear set screw.
6. With indented “UP” on stud (B) in upright position,
install bearing oiler (J) so its hook sets in oil supply
hole (K) of stud. When hook and stud are secured
in their proper positions, the proper amount of oil
will be channeled to stud for lubricating needle
lever (D).
Fig 17
12
Page 13

ALIGNING MAINSHAFT TO CRANKSHAFT
As viewed looking down from rear of machine, spot
screws (A. Fig. 17) in the couplings must align with
the spots in the looper drive crank (B) and set screws
(C) must align with the flats on crankshaft (D) and
mainshaft (E).
Mainshaft must be positioned laterally with .045 inch
(1.14mm) clearance between the right side of its
head and the bed .045" (1.14mm) casting as shown
in Fig. 18.
Looper drive crank (B, Fig. 17) must be positioned
laterally with 1/32 inch (.8mm) clearance between it
and mainshaft (E) as shown in Fig. 17. Once these
settings are made, it is very important that the
coplings are tightened in the following sequence for
best performance.
Tighten spot screws (A) temporarily, to the looper
drive crank. Tighten set screws (C) temporarily, to the
crankshaft and mainshaft. Torque screws (F) to 19 21 in. lbs. (22 - 24 cm/kg). Loosen spot screws (A)
and set screws (C). Re-torque screws (F) to 19 - 21 in.
lbs. (22 - 24 cm/kg), then torque screws (A and C) to
19 - 21 in. lbs. (22 - 24cm/kg).
Fig 18
The oil drip plate (A, Fig.19) located in the oil reservoir should be positioned with its tip in the recessed
cut out in the bed casting, as far to the left as possible without touching. It has elongated mounting
holes and can be adjusted by loosening (2) screws
(B) in top of the oil reservoir back cover to position as
required, retighten screws.
Fig 19
13
Page 14

Before this machine left the factory it was adjusted and inspected to give you the utmost satisfaction and
durability at all times. If, however, the machine has been readjusted and is not sewing properly, see the chart
below for suggestions which may prove beneficial to you.
SKIPPED STITCHES
noitidnoCsesuaCseruC
llamsootpooleldeeNediugdaerhteldeenemarF
daerhteldeenemarfesiaR
woloottes
tonpool,ekortsfomottob
g
tadehctertsdaerhteldeeN
.ylthgilsediu
teleyedaerhtemarfrewoL
ldeenecuderro/dna
noisnete
deveilerhctertsllitdemrof
desaercdaerhteldeeN
dnathgitootsitiesuaceb
tohsieldeen
ybdehcnipdaerhteldeeN
porD
eldeenemarfrewol
noisnetecuder
,eldeeneyellabezisrevoesU
,teleye
ylthgilsdraugeldeen
gnispalloc,draugeldeen
pooleldeen
dnuoragnitsiwtdaerhT
eldeen
llamssapooleldeenpeeK
eldeenpeek,elbissopsa
.muminimaotnoisnetdaerht
ttsiwttfelaesU
daerh
nignikcitsdaerhteldeeN
daerhtnotnacirbulesU
taehoteud,sevoorgeldeen
N
hguoneesirtonseodeldee
ylreporppooleldeenmrofot
hcni23/1ot
46/1eguagrepoolesaercnI
pooleldeensessimrepooL
psa
maesa
ffognimocsitoofresser
eN
ninwoddlehtonsilairetaM
gniggalfsidnamaesfotnorf
sdrawotgnitcelfedelde
gnikcitssirabresserpfieeS
eldeentniopprahsesU
rotarepo
ylreporpdemrofpooleldeeN
hgihoottesrabeldeeNylthgilsrabeldeenrewoL
yb.yawehtfotuodehsurbtub
repool
pooleldeensessimrepooL
otgniyrtsirotareponehw
sdnerosmaeshctam
eeN
drawotgnitcelfedeld
gnidlohebyamohwrotarepo
elihwlairetamnokcab
fosdnerosmaesgnihctam
tnemrag
ssimeldeeN
noelgnairtse
edisdaerhtrepool
ton,esoolootdaerhtrepooL
elgnairtdoogagnikam
detcelfedgniebeldeeN
ehtot
noisnet
daerhtrepoolesaercnI
tniopeldeennorrubybraer
nognilluprotarepooteudro
gnicnalgeldeenro,lairetam
imocnehwffo
maesanogn
es
ylevissecxekcabdlohtonoD
daylreporP.lairetamno
tsuj
reporpaniatniamdnadeef
ostoofnoerusserpgnideef
kcabdlohtonseodrotarepo
ehttalairetamlluptonoD
oteldeenprahsaesU.kcab
ffognicnalgmorfeldeenpots
rrubrofeldeenkcehC.ma
NOTE: More detailed information concerning the double locked stitch (stitch type 401) is available
under “Stitch Formation, Type 401”.
14
Page 15

ORDERING REPAIR PARTS
ILLUSTRATIONS
This catalog has been arranged to simplify ordering repair parts. Exploded views of various sections of
the mechanism are shown so that the parts may be seen in their actual position in the machine. On the
page opposite the illustration will be found a listing of the parts with their part numbers, descriptions and
the number of pieces required in the particular view being shown.
Numbers in the first column are reference numbers only, and merely indicate the position of that part in
the illustration. Reference numbers should never be used in ordering parts. Always use the part number
listed in the second column.
Component parts of sub-assemblies which can be furnished for repairs are indicated by indenting their
descriptions under the description of the main sub-assembly. Example:
48 29105AK Crank Assembly, looper driving lever ........................................................... 1
49 22587K Screw, bearing cap ,(upper) ............................................................ 2
50 56343C Guide, ball joint ................................................................................ 1
51 56343E Splasher, oil ....................................................................................... 1
52 22559A Screw, bearingcap (lower) ............................................................... 2
It will be noted in the above example that the eccentric, ball stud, and bearing are not listed. The
reason is that replacement of these parts individually is not recommended, so the complete sub-assembly should be ordered.
At the back of the book will be found a numerical index of all the parts shown in this book. This will
facilitate locating the illustration and description when only the part number is known.
IDENTIFYING PARTS
Where the construction permits, each part is stamped with its part number. On some of the smaller
parts, and on those where construction does not permit, an identification letter is stamped in to distinguish the part from simil’ar ones.
Part numbers represent the same part, regardless of catalog in which they appear.
IMPORTANT! ON ALL ORDERS, PLEASE INCLUDE PART NAME AND STYLE OF MACHINE FOR WHICH PART IS
ORDERED.
USE GENUINE REPAIR PARTS
Success in the operation of these machines can be secured only with genuine UNION SPECIAL repair
parts as furnished by the Union Special Corporation, its subsidiaries and authorized distributors. They are
designed according to the most approved scientific principles, and are made with utmost precision.
Maximum efficiency and durability are assured.
15
Page 16

16
Page 17

MAIN FRAME, CAST-OFF PLATE, MISCELLANEOUS COVERS
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
33.
34.
35.
36.
37.
38.
39.
40.
41.
42.
43.
44.
45.
46.
47.
48.
49.
50.
51.
52.
53.
54.
55.
56.
57.
58.
59.
60.
61.
62.
63.
64.
65.
66.
67.
Part No.
22829
21375CE
98A
52A
22593
51158D
51104F
50-216BLK
51157H
21657E
22528
J87J
77
51204C
51104H
51204A
22798A
51204
52958B
25S
51482A
22569C
56382
56382A
56382AT
22585
56393D
7947
56393C
35731A
51294R
660-342
22513
95
660-694
22889A
539
20
22848
22894E
56382AX
56382D
22548
56382AW
56382G
22524
22585A
22839
C51124D
87
56180B
51280J
22570A
56168
51125E
22782A
22570A
56382J
56382AV
59493A
666-214
22848
56382AA
56382AU
56382Y
56382AB
22524
Description
Screw ............................................................................................................
Guard, belt ...................................................................................................
Screw ............................................................................................................
Eyelet, frame looper thread ..........................................................................
Screw ............................................................................................................
Eyelet, take-up .............................................................................................
Wire, cast-off ................................................................................................
Pin, dowel .....................................................................................................
Support, cast-off wire ...................................................................................
Washer ..........................................................................................................
Screw ............................................................................................................
Screw ............................................................................................................
Screw ............................................................................................................
Support, auxiliary cast-off .............................................................................
Cast-off, auxiliary ..........................................................................................
Support, cast-off wire ...................................................................................
Screw ............................................................................................................
Wire, cast-off ................................................................................................
Eyelet, frame looper thread ..........................................................................
Screw ............................................................................................................
Guard ...........................................................................................................
Screw ............................................................................................................
Cover, head .................................................................................................
Felt ..........................................................................................................
Gasket ..........................................................................................................
Screw ............................................................................................................
Clamp, head oil tube ....................................................................................
Nut ................................................................................................................
Block, head oil tube mounying .....................................................................
Plate, presser bar connection guide ............................................................
Screw ............................................................................................................
Lockwasher ..................................................................................................
Screw ............................................................................................................
Screw, plug ...................................................................................................
Gasket, needle lever eyelet .........................................................................
Screw, adapter .............................................................................................
Eyelet, frame needle thread .........................................................................
Washer ..........................................................................................................
Screw ............................................................................................................
Screw, needle lever thrust collar and stud ....................................................
Gasket ..........................................................................................................
Cover, lower crank chamber .......................................................................
Screw ............................................................................................................
Gasket ..........................................................................................................
Cover, top oil reservoir ..................................................................................
Screw ............................................................................................................
Screw ............................................................................................................
Screw, throat plate support ..........................................................................
Throat Plate, for style 56100MB ......................................................................
Screw ............................................................................................................
Support, throat plate ....................................................................................
Pin, dowel ...............................................................................................
Screw, for styles 56100PB, TB ..........................................................................
Holder, needle guard, for styles 56100PB, TB .................................................
Guard, needle, for styles 56100PB, TB ............................................................
Screw, for styles 56100PB, TB ...................................................................
Screw ............................................................................................................
Cover, looper drive shaft ..............................................................................
Gasket ..........................................................................................................
Pump Assembly, oil, base ..............................................................................
Felt ..........................................................................................................
Screw ............................................................................................................
Cover, back, oil reservoir ..............................................................................
Gasket ..........................................................................................................
Block, clamping ............................................................................................
Plate, oil drip .................................................................................................
Screw ............................................................................................................
Amt.
Req.
2
1
2
1
2
2
1
2
1
1
1
2
1
1
1
1
1
1
1
2
1
2
1
1
1
1
1
1
1
2
1
1
3
1
1
1
1
1
1
2
1
1
4
1
1
8
3
3
1
2
1
2
1
1
1
1
2
1
1
1
1
9
1
1
1
1
2
17
Page 18

18
Page 19

MAIN FRAME, BUSHINGS, OIL GAUGE AND MISCELLANEOUS OILING PARTS
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
33.
34.
35.
36.
37.
38.
39.
40.
41.
42.
43.
44.
45.
46.
47.
48.
-
Part No.
22539R
51-902BLK
56390E
57890B
22569B
56390H
660-665
56390J
56382AC
90
56382AY
56382B
22541C
660-1002
GA56301
22839C
24X
25
56381-219
51281AC
35772H
22760A
22845B
80
G51382BA
22848
99295
56170
51154E
95
56393W
GR-56393T
56393L
56154
51257AA
57836B
56344G
666-259
50-895BLK
56193A
52942W
56190
57842B
35897BV
56390G
21657X
G51381BA
G51381BD
21227HR
Description
Screw, plug ...................................................................................................
Gauge, oil sight .............................................................................................
Gasket ..........................................................................................................
Housing, crankshaft bushing, includes bushing ............................................
Screw ............................................................................................................
Washer, thrust ...............................................................................................
Bearing, needle, thrust .................................................................................
Ring, pilot ......................................................................................................
Plate, oil and baffle .......................................................................................
Screw ............................................................................................................
Gasket ..........................................................................................................
Cover, upper crank chamber .......................................................................
Screw ............................................................................................................
Plug, oil filter ..................................................................................................
Cloth Plate ....................................................................................................
Screw ............................................................................................................
Guide, edge, for styles 56100MB, PB .............................................................
Screw, for 24X ...............................................................................................
Cover, cloth plate, for style 56100MB ............................................................
Spring .....................................................................................................
Washer, spring ........................................................................................
Screw .....................................................................................................
Screw .....................................................................................................
Screw ............................................................................................................
Bracket, for shields ........................................................................................
Screw ............................................................................................................
Screw ............................................................................................................
Wire, needle thread take-up ........................................................................
Bushing, needle bar (upper) .........................................................................
Screw ............................................................................................................
Pad, felt ........................................................................................................
Pump Assembly, oil, head .............................................................................
Felt ..........................................................................................................
Bushing, needle bar (lower) ..........................................................................
Bushing, presser bar (lower) ..........................................................................
Bushing, feed rocker shaft ............................................................................
Bearing Assembly .........................................................................................
Felt ................................................................................................................
Bushing, looper rocker shaft .........................................................................
Felt, machine base (front) ............................................................................
Bushing, looper drive lever shaft (front) ........................................................
Bushing, mainshaft (intermediate) ...............................................................
Bushing, looper drive lever shaft (rear) .........................................................
Filter, oil intake ..............................................................................................
Bushing, mainshaft (inner right) ....................................................................
Bushing, tension release lever shaft ..............................................................
Oil Shield, left ................................................................................................
Oil Shield, rear ...............................................................................................
Aligning Tool, for replacing 56344G bearing assembly (not shown) .............
Amt.
Req.
1
1
1
1
3
4
2
2
1
2
1
1
4
2
1
2
1
2
1
1
3
3
1
3
1
3
3
1
1
1
1
1
1
1
1
2
1
1
2
1
1
1
1
1
1
1
1
1
1
19
Page 20

20
Page 21

CRANKSHAFT, NEEDLE LEVER AND LOOPER DRIVING PARTS
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
8A
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
33.
34.
35.
36.
37.
38.
-
39.
-
-
40.
41.
42.
43.
44.
45.
46.
47.
48.
49.
50.
51.
52.
53.
54.
55.
56.
57.
58.
59.
60.
61.
Part No.
56
51217C
27-435BLK
56358
22768
22586R
51250F
51250D
56382AK
660-625
56350E
56350F
660-614
29348AF
77
56354D
51254K
22562A
22564
52336A
WO3
660-215
56350D
29066R
22559G
51216N
51216P
56316
22574
61321L
57821
56321R
22894AB
660-202
57847
95
51247
22894J
29476LN
29476PB
51216M625
51216M626
51216M627
56316C
12934A
22894C
22894D
56343F
22653L8
29105AK
22587K
56343C
56343E
22559A
52942AA
660-202
56390H
660-665
56390J
56342E
CL21
52942AC
56342D
Description
Nut ...............................................................................................................
Needle Bar ...................................................................................................
Washer, needle bar eyelet ...........................................................................
Eyelet, needle bar thread ............................................................................
Screw ...........................................................................................................
Screw ...........................................................................................................
Gasket ..........................................................................................................
Washer .........................................................................................................
Gasket..............................................................................................................
"O" Ring ........................................................................................................
Colar, needle lever thrust .............................................................................
Cup, compression ........................................................................................
Ring, temper load ........................................................................................
Lever Assembly, needle ...............................................................................
Screw .....................................................................................................
Link, connecting ....................................................................................
Connection, needle bar ........................................................................
Screw ...............................................................................................
Screw .....................................................................................................
Pin, link ...................................................................................................
Yarn .................................................................................................
Ring, retaining ........................................................................................
Stud, needle lever ..................................................................................
Ball Joint, needle lever (upper) ....................................................................
Screw .....................................................................................................
Washer .........................................................................................................
Nut ...............................................................................................................
Connecting Rod, needle lever .....................................................................
Screw ...........................................................................................................
Plate, retaining .............................................................................................
Handwheel ..................................................................................................
Pulley ............................................................................................................
Screw .....................................................................................................
"O" Ring ........................................................................................................
Collar, thrust .................................................................................................
Screw .....................................................................................................
Counterweight .............................................................................................
Screw .....................................................................................................
Crankshaft Sub-Assembly, for styles 56100MB, TB .........................................
Crankshaft Sub-Assembly, for style 56100PB ................................................
Bearing, needle, .0625 inch (1.588mm) diameter ..................................
Bearing, needle, .0626 inch (1.590mm) diameter ..................................
Bearing, needle, .0627 inch (1.593mm) diameter ..................................
Guide, connecting rod ................................................................................
Nut ...............................................................................................................
Pump, oil, head (See Ref. No. 43 Page 19) ....................................................
Pump, oil, base (See Ref. No. 60 Page 17) .....................................................
Screw, set .....................................................................................................
Screw, spot ...................................................................................................
Coupling ......................................................................................................
Screw .....................................................................................................
Crank Assembly, looper driving lever ...........................................................
Screw, bearing cap (upper) ..................................................................
Guide, ball joint ......................................................................................
Splasher, oil ............................................................................................
Screw, bearing cap (lower) ...................................................................
Shaft, looper drive rocker .............................................................................
"O" Ring ........................................................................................................
Washer, thrust ...............................................................................................
Bearing, needle thrust ..................................................................................
Ring, pilot .....................................................................................................
Lever, looper drive, marked "D" ....................................................................
Wick, oil ........................................................................................................
Screw, thrust synchronizing adjusting ...........................................................
Nut ...............................................................................................................
Amt.
Req.
1
1
1
1
1
1
1
1
1
2
1
2
1
1
1
1
1
1
1
2
2
4
1
1
2
1
1
2
3
1
1
1
2
1
1
2
1
2
1
1
28
28
28
1
1
1
1
2
2
2
2
1
2
1
1
2
1
1
4
2
2
1
1
1
1
21
Page 22

22
Page 23

LOOPER ROCKER AND CONNECTING ROD PARTS
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
33.
34.
35.
35A.
36.
37.
38.
39.
40.
41.
42.
43.
44.
45.
46.
Part No.
51244N
51216N
18
51244L
55244G
WO3
57744
CO67E
56344B
51236J
56344C
719
98
51246
96
22874
29192V
51745
56313
15465F
22894W
258A
22829
56393J
87U
57841
22729C
269
35741A
18
20
627
29476LV
56341F
56342K
56342F
22882C
51242M
52942AE
18B
73
51108DA
73A
51110D
18
22585A
33795D
Description
Collar, looper rocker shaft ............................................................................
Washer .........................................................................................................
Nut ...............................................................................................................
Washer, thrust ...............................................................................................
Stud ..............................................................................................................
Yarn ........................................................................................... as required
Shaft, looper rocker .....................................................................................
Cork .............................................................................................................
Arm, looper rocker shaft ...............................................................................
Pin, link .........................................................................................................
Frame, looper rocker ....................................................................................
Screw, stop ............................................................................................
Screw, set ...............................................................................................
Nut ...............................................................................................................
Screw, spot ...................................................................................................
Screw, lock ...................................................................................................
Rocker Assembly, looper ..............................................................................
Stud, rocker cone ..................................................................................
Rocker, looper, marked "S" .....................................................................
Cone, looper rocker ..............................................................................
Screw ...............................................................................................
Nut, check .............................................................................................
Screw .....................................................................................................
Oiler, looper connecting rod ball joint (left) .................................................
Screw ...........................................................................................................
Ball Joint, looper connecting rod (left) .........................................................
Screw .....................................................................................................
Nut, left hand thread ....................................................................................
Connecting Rod, looper ..............................................................................
Nut, right hand thread ..................................................................................
Washer .........................................................................................................
Screw, for styles 56100MB, TB ........................................................................
Bearing Assembly, looper connecting rod (right) ........................................
Ferrule ....................................................................................................
Lever, looper drive, for styles 56100MB, TB ....................................................
Lever, looper drive, for styles 56100PB ..........................................................
Screw ...........................................................................................................
Washer .........................................................................................................
Screw, for style 56100PB ...............................................................................
Nut Plate, for style 56100PB ...........................................................................
Screw, looper ...............................................................................................
Looper ..........................................................................................................
Screw ...........................................................................................................
Guard, looper needle ..................................................................................
Nut ...............................................................................................................
Screw ...........................................................................................................
Needle Bar Guard ........................................................................................
Amt.
Req.
1
1
1
2
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
2
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
23
Page 24

24
Page 25

MAINSHAFT AND FEED DRIVING PARTS
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
33.
34.
35.
36.
37.
38.
39.
40.
41.
42.
43.
44.
45.
46.
47.
48.
49.
50.
51.
52.
53.
54.
55.
56.
57.
58.
59.
Part No.
29476ZJ
56335S
55235E
6042A
55235D
77
56336N
56336C
51236J
WO3
21657E
269
22525A
56322C
22798C
56336
660-269B
56336D
22543C
56122B
51-173BLK
56322B
22891B
29476NM140
22894AA
77
39543N
29476NM096
22894AA
77
56123
22764C
22580D
56334N
22651CB4
56334L
22637P24
22863C
6042A
258A
56335D
98
56335L
56334B
56384
56335G
660-359
22651CD4
660-438
41391
61341J
22528
51105G
51236A
56125
22801
61434G
18-715
22834A
Description
Feed Rocker Arm and Feed Crank Link Assembly .........................................
Feed Rocker Arm Assembly ...................................................................
Nut ...................................................................................................
Washer ............................................................................................
Stud, locking ....................................................................................
Screw ..............................................................................................
Link, feed crank ...............................................................................
Ferrule .......................................................................................
Pin, link .............................................................................................
Yarn ..........................................................................................
Washer .........................................................................................................
Nut, left thread .............................................................................................
Screw ...........................................................................................................
Plate, mainshaft head .................................................................................
Screw ...........................................................................................................
Stud, feed crank, marked "A" .......................................................................
Ring, quad ...................................................................................................
Insert, feed crank stud ..................................................................................
Screw, stitch regulating ...............................................................................
Mainshaft .....................................................................................................
Plug, oil ..................................................................................................
Gasket ...................................................................................................
Screw .....................................................................................................
Eccentric Assembly, feed lift ........................................................................
Screw .....................................................................................................
Screw .....................................................................................................
Washer, feed bar thrust ................................................................................
Eccentric Assembly, looper avoid ...............................................................
Screw .....................................................................................................
Screw .....................................................................................................
Take-up, looper thread ................................................................................
Screw, spot ............................................................................................
Screw, set ..............................................................................................
Feed Bar .......................................................................................................
Screw .....................................................................................................
Holder, feed dog ...................................................................................
Screw, height adjusting .........................................................................
Screw, holder adjusting .........................................................................
Washer ..................................................................................................
Nut .........................................................................................................
Collar, feed rocker shaft ..............................................................................
Screw .....................................................................................................
Shaft, feed rocker ........................................................................................
Shaft, feed bar .............................................................................................
Seal ..............................................................................................................
Rocker, feed ................................................................................................
Bearing, needle, with seal .....................................................................
Screw .....................................................................................................
Ring, retaining ..............................................................................................
Washer .........................................................................................................
Washer, feed bar .........................................................................................
Screw, feed dog ..........................................................................................
Feed Dog, marked "RD", for style 56100MB ...................................................
Pin, link .........................................................................................................
Guard, rear, needle, for style 56100MB ........................................................
Screw .....................................................................................................
Washer .........................................................................................................
Screw ...........................................................................................................
Screw ...........................................................................................................
Amt.
Req.
1
1
1
1
1
1
1
1
1
1
1
1
4
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
2
2
1
1
2
1
1
1
1
1
1
1
1
25
Page 26

26
Page 27

PRESSER FOOT, LIFTER LEVER AND THREAD TENSION PARTS
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
33.
34.
35.
36.
37.
38.
39.
40.
41.
42.
Part No.
43120
43130
22897
57WD
15480C
88
43130A
22561
43130B
187A
51257K
22596F
51257M
402
56383A
53787
56356
22758C
22557G
56383D
56383AA
56383AB
51183B
22758C
51183C
50-703BLK
660-207
53783N
22537
43266
51491C
80557
52892
22872
51192G
51192B
56392E
109
56392F
51292F14
51292F8
51292F2
39592AK
39592Z
Description
Presser Foot, for style 56100MB .....................................................................
Bottom, presser foot ...............................................................................
Screw .....................................................................................................
Screw .....................................................................................................
Spring .....................................................................................................
Screw .....................................................................................................
Shank .....................................................................................................
Screw .....................................................................................................
Guard, finger .........................................................................................
Screw .....................................................................................................
Bar, presser ...................................................................................................
Screw ...........................................................................................................
Connection and Guide, presser bar ............................................................
Screw ...........................................................................................................
Link, lifter lever ..............................................................................................
Spring, presser ..............................................................................................
Regulator, presser spring ..............................................................................
Screw ...........................................................................................................
Screw ...........................................................................................................
Spring ...........................................................................................................
Bell Crank, presser foot lifter lever ................................................................
Connecting Rod, presser foot lifter lever ......................................................
Lever, presser foot lifter ................................................................................
Screw ...........................................................................................................
Latch, lever ..................................................................................................
Pin, stop ........................................................................................................
"O" Ring ........................................................................................................
Lever, internal, presser foot lifter ..................................................................
Screw .....................................................................................................
Nut ...............................................................................................................
Guide, lead-in ..............................................................................................
Washer, spacer ............................................................................................
Support, tension post ...................................................................................
Screw ...........................................................................................................
Eyelet, tension post ......................................................................................
Ferrule, tension post .....................................................................................
Post, tension .................................................................................................
Disc, tension .................................................................................................
Shield, thread tension spring ........................................................................
Spring, needle thread tension for styles 56100MB, PB ...................................
Spring, needle thread tension for style 56100TB ............................................
Spring, looper thread tension .......................................................................
Ferrule, tension spring ..................................................................................
Nut, tension ..................................................................................................
Amt.
Req.
1
1
1
1
1
2
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
2
2
2
4
2
1
1
1
2
2
27
Page 28

28
Page 29

SEWING PARTS FOR 56100PB & TB
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
Part No.
G52888B
77L
22747A
1741B
99682C
198X
88
65XD
86X
25B
199
195X
6624L
6605L
A9795
22711
A9795A
25C
56381-212
51281AC
22760A
35772H
22845B
Description
Bracket, for Finger Protector ........................................................................
Screw .....................................................................................................
Screw .....................................................................................................
Chain Cutting Knife ......................................................................................
Finger Protector ...........................................................................................
Presser Foot ..................................................................................................
Screw .....................................................................................................
Presser Foot Shank .................................................................................
Shoulder Screw ......................................................................................
Screw .....................................................................................................
Needle Guard ........................................................................................
Throat Plate, for style 56100TB .......................................................................
Throat Plate, for style 56100PB ......................................................................
Feed Dog .....................................................................................................
Hemmer, for style 56100TB ............................................................................
Screw, for style 56100TB ..........................................................................
Distance Plate, for Hemmer, for style 56100TB ..............................................
Screw, for Hemmer and Distance Plate, for style 56100TB ............................
Cloth Plate Cover .........................................................................................
Cloth Plate Cover Spring ........................................................................
Screw .....................................................................................................
Spring Washer ........................................................................................
Screw .....................................................................................................
Amt.
Req.
1
2
1
1
1
1
2
1
1
2
1
1
1
1
1
2
1
4
1
1
1
3
3
29
Page 30

30
Page 31

THREAD STAND AND ACCESSORIES
Ref.
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
Part No.
93065B2
93065BA
93065BC
93065BE
93065BG
93065BJ
93065BL
93065BD
531
G41041B
90805K
95003
95068A
96201
90561Q
21388
116
51295B
51295A
-
660-457
-
28604R
Description
Thread Stand, (2 cones) ...............................................................................
Base .......................................................................................................
Thread Stand Rod ..................................................................................
Thread Guide ........................................................................................
Clamp Washer, for 16mm ......................................................................
Clamp Washer, for 12mm ......................................................................
Washer ..................................................................................................
Spool Pin ................................................................................................
Set Screw ...............................................................................................
Collar .....................................................................................................
Spool Seat Disc ......................................................................................
Hex. Head Cap Screw ............................................................................
Hex. Head Cap Screw ............................................................................
Locking Ring ..........................................................................................
Wood Screw .................................................................................................
Wrench, 3/8 inch (9.5mm) open end ...........................................................
Wrench, 9/32 inch (7.1mm) open end .........................................................
Isolator .........................................................................................................
Isolator .........................................................................................................
Cover, dust (not shown) ...............................................................................
Oil, 16 fl. oz. Spec. 175, (not shown) ..............................................................
Amt.
Req.
1
1
1
2
4
4
4
2
4
2
2
2
4
4
3
1
1
3
1
1
1
31
Page 32

32
Page 33

GAUGES
(EXTRA SEND AND CHARGE)
Ref.
No.
Part No.
1.
TT34
2.
21227S
3.
21227T
4.
21227U
5.
99271
6.
21227AB
7.
TT35
*8.
21225-5/32
*May also be purchased as TT33
Which is a full set of looper gauges.
Description
Syncronization Gauge Set ...........................................................................
Indicator ................................................................................................
Plate ......................................................................................................
Pin ..........................................................................................................
Screw .....................................................................................................
Leather Case .........................................................................................
Gauge .........................................................................................................
Looper Gauge .............................................................................................
Amt.
Req.
1
1
1
1
1
1
1
1
33
Page 34

NUMERICAL INDEX OF PARTS
Part No. Page No. Part No. Page No. Part No. Page No. Part No. Page No.
109 ................. 27
116 ................. 31
12934A ............. 21
15465F ............. 23
15480C ............. 27
1741B ............... 29
18 ................. 23
18-715 ........... 25
187A ............... 27
18B ............... 23
195X ............. 29
198X ............. 29
199 ............... 29
20 ........... 17, 23
21225-5/32 ...... 33
21227AB ......... 33
21227HR ......... 19
21227S ........... 33
21227T ........... 33
21227U ........... 33
21375CE ......... 17
21388 ............. 31
21657E ..... 17, 25
21657X ........... 19
22513 .............. 17
22524 ............. 17
22525A ........... 25
22528 ........ 17, 25
22537 ............. 27
22539R ........... 19
22541C ........... 19
22543B ........... 25
22548 ............. 17
22557G ........... 27
22559A ........... 21
22559G ........... 21
22561 ............. 27
22562A ........... 21
22564 ............. 21
22569B ........... 19
22569C ........... 17
22570A ........... 17
22574 .............. 21
22580D ........... 25
22585 ............. 17
22585A ...... 17, 23
22586R ........... 21
22587K ........... 21
22593 ............. 17
22637P24 ......... 25
22651CB4 ......... 25
22651CD4 ......... 25
22653L8 ........... 21
22711 ............. 29
22729C ........... 23
22747A ........... 29
22758C ........... 27
22760A ...... 19, 29
22764C ........... 25
22768 ............. 21
22782A ........... 17
22798A ........... 17
22798C ........... 25
22801 ............. 25
22829 ............. 23
22839 ............. 17
22839C ........... 19
22845B ...... 19, 29
22848 ........ 17, 19
22863C ........... 25
22872 ............. 27
22874 ............. 23
22882C ........... 23
22889A ........... 17
22891B ........... 25
22894AA ......... 25
22894AB ......... 21
22894C ........... 21
22894D ........... 21
22894E ........... 17
22894J ........... 21
22897 ............. 27
24X ............... 19
25 ................. 19
258A ......... 23, 25
25B ............... 29
25C ............... 29
25S ............... 17
269 ......... 23, 25
27-435BLK ....... 21
28604R ........... 31
29066R ........... 21
29105AK ......... 21
29192V ........... 23
29348AF ......... 21
29476LN ......... 21
29476LV ......... 23
29476NM096 ..... 25
29476NM140 ..... 25
29476PB ........... 21
29476ZJ ........... 25
33795D ............. 23
35731A ............. 17
35741A ............. 23
35772H ........ 19, 29
35897BV ......... 19
39543N ........... 25
39592AK ......... 27
39592Z ........... 27
402 ............... 27
41391 ............. 25
43120 ............. 27
43130 ............. 27
43130A ........... 27
43130B ........... 27
43266 ............. 27
50-216BLK ....... 17
50-703BLK ....... 27
50-895BLK ....... 19
51-173BLK ....... 25
51-902BLK ....... 19
51104F ........... 17
51104H ........... 17
51105G ........... 25
51108DA ......... 23
51110D ........... 23
51125E ........... 17
51154E ........... 19
51157H ........... 17
51158D ........... 17
51183B ........... 27
51183C ........... 27
51192B ........... 27
51192G ........... 27
51204 ............. 17
51204A ........... 17
51204C ........... 17
51216M625 ...... 21
51216M626 ...... 21
51216M627 ...... 21
51216N ...... 21, 23
51216P ........... 21
51217C ........... 21
51236A ...... 23, 25
51236J ........... 25
51242M ........... 23
51244L ........... 23
51244N ........... 23
51246 ............. 23
51247 ............. 21
51250D ........... 21
51250F ........... 21
51254K ........... 21
51257AA ......... 19
51257K ........... 27
51257M ........... 27
51280J ........... 17
51281AC .... 19, 29
51292F14 ........ 27
51292F2 ......... 27
51292F8 ......... 27
51294R ........... 17
51295A ........... 31
51295B ........... 31
51482A ........... 17
51491C ........... 27
51745 ............. 23
52336A ........... 21
52892 ............. 27
52942AA ......... 21
52942AC ......... 21
52942AE ......... 23
52942W ........... 19
52958B ........... 17
52A ............... 17
531 ......... 27, 31
53783N ........... 27
53787 ............. 27
539 ............... 17
55235D ............. 25
55235E ............. 25
55244G ............. 23
56 ................. 21
56122B ........... 25
56123 ............. 25
56125 ............. 25
56154 ............. 19
56168 ............. 17
56170 ............. 19
56180B ........... 17
56190 ............. 19
56193A ........... 19
56313 ............. 23
56316 ............. 21
56316C ........... 21
56321R ........... 21
56322B ........... 25
56322C ........... 25
56334B ........... 25
56334L ........... 25
34
Page 35

NUMERICAL INDEX OF PARTS
Part No. Page No.
56334N ........... 25
56335D ........... 25
56335G ........... 25
56335L ........... 25
56335S ........... 25
56336 ............. 25
56336D ........... 25
56336N ........... 25
56341F ........... 23
56342D ........... 21
56342E ........... 21
56342F ............ 23
56342K ........... 23
56343C ........... 21
56343E ........... 21
56343F ........... 21
56344B ........... 23
56344C ........... 23
56344G ........... 19
56350D ........... 21
56350E ........... 21
56350F ........... 21
56354D ........... 21
56356 ............. 27
56358 ............. 21
56381-212 ....... 29
56381-219 ....... 19
56382A ........... 17
56382AA ......... 17
56382AB ......... 17
56382AC ......... 19
56382AK..........21
56382AT ......... 17
56382AU ......... 17
56382AV ......... 17
56382AW ......... 17
56382AX ......... 17
56382AY ......... 19
56382B ........... 19
56382D ........... 17
56382G ........... 17
56382J ........... 17
56382Y ........... 17
56383A ........... 27
56383AA ......... 27
56383AB ......... 27
56383D ........... 27
56384 ............. 25
56390E ........... 19
56390G ........... 19
Part No. Page No. Part No. Page No.
56390H ...... 19, 21
56390J ...... 19, 21
56392E ........... 27
56392F ........... 27
56393C ............ 17
56393D ............ 17
56393J ........... 23
56393L ........... 19
56393W ........... 19
57744 ............. 23
57821 ............. 21
57836B ........... 19
57841 ............. 23
57842B ........... 19
57847 ............. 21
57890B ........... 19
57WD ............ 27
59493A ........... 17
6042A ............. 25
61321L ........... 21
61341J ........... 25
61434G ........... 25
627 .............. 23
65XD ............. 29
660-1002 ....... 19
660-202 ........ 21
660-207 ........ 27
660-215 ........ 21
660-269B ....... 25
660-342 ........ 17
660-359 ........ 25
660-438 ........ 25
660-457 ........ 31
660-614 ........ 21
660-625 ........ 21
660-665 ... 19, 21
660-694 ........ 17
6605L ............ 29
6624L ........... 29
666-214 ......... 17
87 ............... 17
87U ............. 23
88 ..... 23, 27, 29
90 ............... 19
90561Q ........... 31
90805K ........... 31
93065B2 ......... 31
93065BA ......... 31
93065BC ......... 31
93065BD ......... 31
93065BE ......... 31
93065BG ......... 31
93065BJ ......... 31
93065BL ......... 31
95 ....... 17, 19, 21
95003 ............. 31
95068A ........... 31
96 ............... 23
96201 ........... 31
98 ........... 23, 25
98A ............... 17
99271...............33
99295 ............. 19
99682C ........... 29
A9795 ............. 29
A9795A ........... 29
C51124D ......... 17
CL21 .............. 21
CO67E ........... 23
GA56301 ......... 19
G41041B ......... 31
G51381BA ....... 19
G51381BD ....... 19
G51382BA ....... 19
G52888B ......... 29
GR-56393T ....... 19
J87J ............. 17
TT34 ............. 33
TT35 ............. 33
WO3 .... 21, 23, 25
666-259 ......... 19
719 .............. 23
73 ................ 23
73A ............ 23
77 ..... 17, 21, 25
77L ............. 29
7947 ............. 17
80 ............... 19
80557 ........... 27
86X .............. 29
35
Page 36

 Loading...
Loading...