

Page 1
Ztn:Um
}pt:cial®
INDUSTRIAL
SEWING
FINEST QUA
STYLES
53100A
:i3100C
LITY
LEWIS
•
COLUMBIA
MACHINES
531000
53100E
~
CATALOG
No.
112R
CLASS 53100
STREAMLINED
HIGH
SPEED
ZIG-ZAG MACHINES
CHICAGO
Page 2
Aid Plant Layo
ut!
Boos
t Production!
PEDESTAL
MOUNTED
MACHINES
UNION
heads have offered a great many advantages
facturers ever since they were introduced
new type
Classes 35700 and 35800.
In
the
is
completely isolated from the base and, where table
boards are used, they are completely isolated from the
pedestal
quieter operation.
mounted
handwheel. Mounting
maximum space under machine for the operator.
These new pedestals offer maximum flexibility,
ience,
variations
time
to
the machine mounting bracket
suit the individual operator and to provide the most comfortable working position, thus reducing fatigue.
trations shown here are just a few
machines
pedestal mounted type installation which
facturers all over the world have found
to be necessary equipment
production.
SPECIAL'S
pedestal
mountings
for
to
as
a revolutionary
of
mounting for feed-off-the-arm machines
pedestal mounted type installation, the machine
and
from the machine, which makes for smoother,
In
various cases, the
to
the
right
or
to the left under the machine
of
the motor to the
and
adaptability to production lines, especially where
in
time.
operation
The
or
garment styles are necessary from
foot treadles are adjustable laterally and
is
adjustable vertically
motor
right
The
of
the many styles
that
Union Special has to offer in the
manu-
for
increasing
sewing
manu-
in
may be
provide's
conven-
to
illus-
of
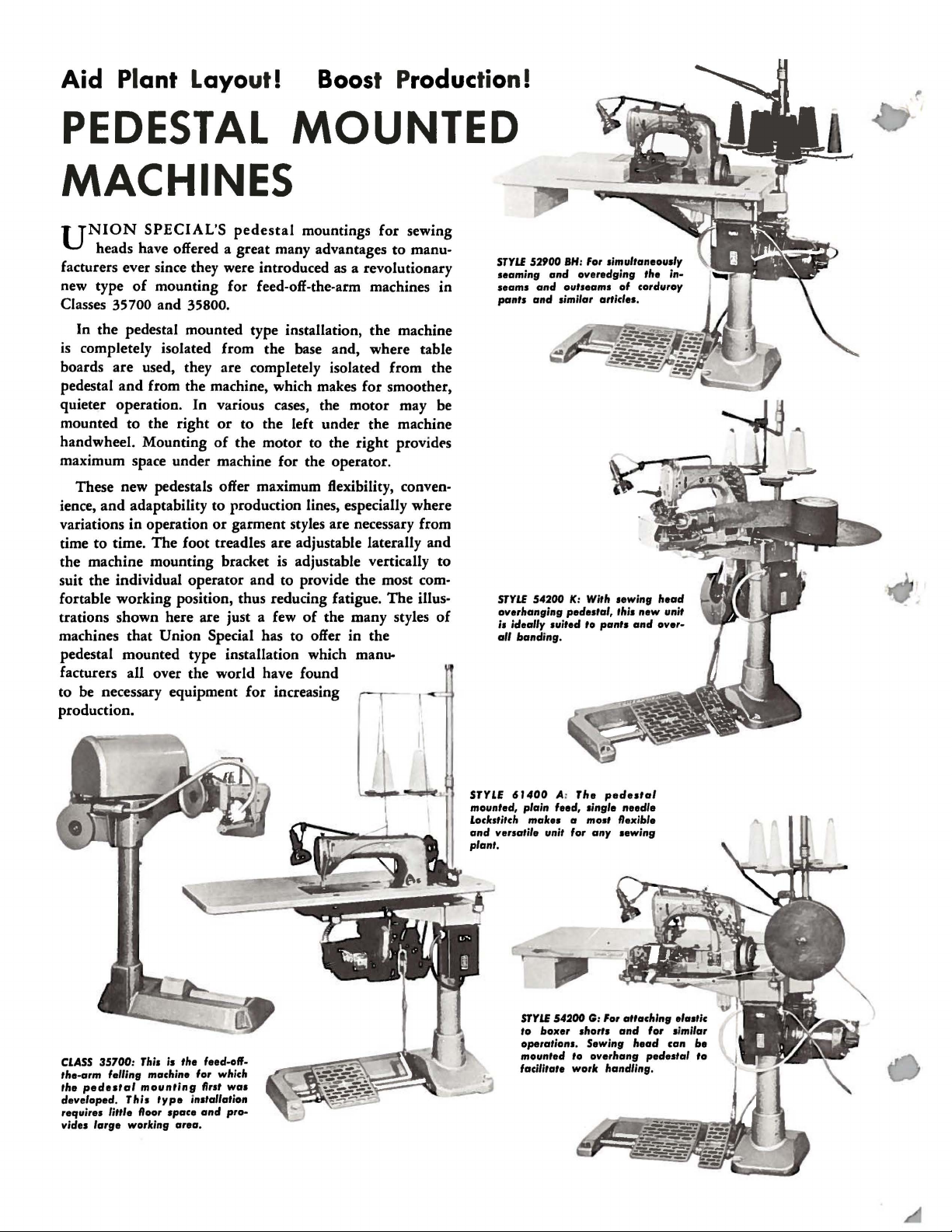
STYLE
52900
BH:
For •imultaneou1ly
and
1eaming
1eams
pants
STYLE
overhanging pede1tal, thi•
I• ideally 1uited to
all
banding.
overedging the
and
outseams
and
1imilar articles.
54200 K: With
of
•ewing
pant•
corduroy
head
new
and
over·
in·
unit
CLASS
35700:
Thi1
i1
the
type
feed-off-
llr~t
in1tallation
and
area.
wa1
pro·
the-arm felling machine for which
the
pedutal
developed. This
require•
vides
large
mounting
little floor 1pace
worlcing
STYLE 6 I
mounted, plain feed, •Ingle needle
loclc•titch malce•
and
plant
400
A:
versatile unit for
.
STYLE
54200
to
boxer
operation•. Sewing
mounted
facilitate worlc handling.
The
pedestal
a most flexible
any
•ewing
G:
far
attaching
short•
and
overhang
head
to
ela1tic
for similar
can
pedestal
be
to
Page 3
Catalog
No.
112
R
The
furnished
53100
53100
parts
at
LIST
A
listed
list
First
For
B
53100
OF
Styles
in
prices
Edition
PARTS
53100
53100
E
this
for
D
catalog
repairs
C
are
only.
October,
1966
Union
Rights
Copyright
by
Special
Reserved
1962
Machine
in
All
MACHINE COMPANY
INDUSTRIAL
Printed
SEWING
CHICAGO
in
3
MACHINES
U.S.A.
Co.
Countries
Page 4
the
The
latest
50000
design
series
of
streamlined
Union
Special's
FOREWORD
zig-zag
flat
machines
bed
line.
covered
Class
by
53100
this
catalog
machines
represent
offer
many
advantages
panties,
dresses,
Light
attain
the
bearings
bar
mechanism
Automatic
with
isolated
reservoir,
It
is
our
our
customers
The
following
covered
in
on
various
foundations,
blouses,
weight
utmost
make
bed
presser
in
them
reduces
lubrication
mounting
has
made
constant
to
secure
pages
this
catalog.
operations
children's
jackets
bar
speed
lighter
and
running
pressure
and a new
oil
pan
maintenance
aim
to
furnish
all
illustrate
on a variety
knit
and
pajamas.
and
needle
production.
and
required
filter
base
simple.
carefully
possible
and
describe
of
garments
undergarments,
bar
driving
The
smoother
type
plate,
to
lift
for
operating.
oil
returning
prepared
advantages
the
parts
mechanism
new
light
the
presser
return
information
from
used
such
men's
weight
The
pump,
filtered
the
in
as
nightgowns~
trousers,
make
it
parts
light
weight
foot.
used
in
oil
to the main
which
use
of
Union Spe
all
of
the
slips~
women's
possible
and
to
needle
presser
conjunction
will enabl
cial
s.
machin
es •
e
Union
to
cooperate
Special
with
representatives
you
to
plan
and
will
be
estimate
found
in
all
requirements.
~MACHINE
4
manufacturing cent
Engineerin
g Depa
er s, ready
COMPANY
rtm
nt
Page 5
IDENTIFICATION
OF MACHINE
Each
the
name plate
Standard Style numb
"Z".
only
Style
Styles
which
This
he
rein.
this
from
handwheel
igh Spe
H
Lightweight
EnclosedAutomat
As
sembly.
Union Spec
on the ma
Exampl
minor chan
number.
differ
class.
the operator ' s posi
e: "S
ges are
Exa
of machine
s f
rom
catalo
It
e d Streamlined F lat Bed, S
g applies
can als o
R
efe
r e
is
toward the
P r
esser
ic
Lateral
ial ma
er s
tyl
mple:
the sty
be applied
nce
Lubri
Loop
chin
chin
have one
e 53100 A" .
made
s s i
le
to
direction, such
tion
operator.
Ba
r a
cati
erTra
e is
identifi
e. S
tyle
numb
or
more
SpecialStylenumber
in
a s
tandard
"Styl
e 53100
milar
number,
APPLICATION
specifically
in
construction
in
with
discreti
whil
e seated
STYL
nd Needle
ng System
ES OF MACHINE
ing
ve
l,
WorkSp
that
to
le Ne
, F
ed
by a Style
er s
are
classified
letters suffixed,
machine, a "Z" is
AZ".
ar
e gr
it
contains
OF
CATALOG
the
standard
on
to
as rig
Bar Driving
ilt
ht, lef
at the
edl
e, Me
er
Type
ace
to
no
some
t, front,
machine. Operating direction
dium Thr ow, Zig-Za
Oil Return
Right
number
s
containtheletter
ouped
letter
Styles of
Special
Mechanism,
of Ne
which
as
standard
but
never
suffixed
under a class
s .
Styles
back,
Pump and
edl
e Ba r 7 3/4
is
stamped
and
conta
to
the
Example:
machines
of
machines
etc.,
Sin
gl e
into
special.
in
the
letter
"Z
" .
When
standard
number
"53100".
as
listed
are given
g Ma
chine.
Reservoir
Oil Siphon
Inches.
in
of
5
3100
53100 B
53100 C
53100 D
53100 E
A F orattachin
light
and similar
Can
f
to
No.
lon
inches.
swing-up edge guide
abutt
bottom
together. Attaching
s
weight knit and
material
g
404-LSa-1,
to medi
be used for pur l ed
or
r a ising pres
Power dr
top
g l
leev
ather
s or
234
engt
Same as
Same as
ed
Di
es
ed
to wais
50 L prepa
hs, enteri
Seam
ed
ge
fferential feed
of nightg
in
blou
s wh
sea
g an
um
weig
mat erials
ser f
iven
upper roll
tband
red totake
ng from the
spec
ifi
53100
53
100
sea
ming on
owns,
tiers
ses, bed
woven
ere a large
ms .
FSa
-1
Knee
or
dmitering
ht
knit and
; also
ge stitchin
oot.
B, exce
A,
attach
Seam
of m en's trousers, g
cation 404-LSb-1.
exce
machine.
slips,
of
jackets and
fabrics
percent
pr
SSa-1.
la ce
tonightgowns,
wov
for hemm
g on
s pecifica
er
fee
d. For
wais
tband
rig
ht, and
pt
without
pt fitt
ed to the
slips and gown
F
panties, gath
lace
to slips, dresses and nightg
pajama
of
of the wo
ess
for
en fabrics
ing pane
chil
s r anging fr
folde
d wi
low
or attachi
cotton,
rk calls for int
raising
ls
dren
's
tion 404-LSa-1.
attaching pre-mad
produces
r.
th
open
er
presser bar bushing,
s.
ering either
s. F
ra
pre
slip
s, a
nd pant
of
cotton,
on
two-way stre
knit
und
ivin
g ha
om 1 1/4 to 4 inch
he
toe
"V"
Seam specificatio
ng
lace to neck,
or
operations
yon,
nylon,
ermittently
sser foot.
ra
yon,
erg
arment
e w
nd fell
adin
the garment,
ed effe
gs
of from
type pr
own
on light
da
cron and si
Seam
ies
ma
de from
nylon, dacron
tch foundations.
s . K
nee
press
aistba
s.
or c
nd lini
ct. Folder
es
wide,
1/8
to
esser foot
to
be used f
n 404- F
armhol
la ce
Setting puff
to medium
onti
specifica
Sa-1.
es
or both
mila
nuously
ngs
in
3/4
and
or
and
tio
r
n
5
Page 6
NEEDLES
Each
number
The
measured
Collectively~
Standard
needle
Type
110 GAS
size
for
No.
Union
denotes
number,
in
the
needle
Styles
Special
the
stamped
thousandths
type
53100 B
Round
ball
040, 044.
163 GA
Round
spot,
To
sample
on
label.
Selection
Thread
have
needle,
needle
A
complete
of
should
or
the
pass
proper
formation.
needle
kind
number
for
shank,
eye~
shank,
chromium
orders
the
type
order
freely
has
of
shank~
on
the
of
an
and
Styles
and C is
round
long
round
promptly
and
would
needle
through
both a type
point~
needle
inch,
the
53100
size
A~
Type
shank~
midway
D
110 GAS.
Description
point~
spot~
point~
extra
government,
plated -sizes
and
size
number
read:
size
"1000
should
needle
number
length~
groove~
denotes
between
number
is
and E is
and
short~
chromium
Picoetta,
027~
accurately
should
be
determined
eye
be
Needles~
in
order
and a size
finish
the
largest
the
the
complete
Type
163
Sizes
double
single
029,
filled~
groove,
032, 036.
forwarded.
Type
by
the
to
number.
and
other
diameter
shank
symbol.
GA~
and
groove~
struck
plated
flat
an
empty
Use
110 GAS,
size
of
produce
a
The
type
details.
of
blade
and
the
eye.
the
standard
groove~
-
sizes
blade~
package~
036~
long
description
Size
044".
thread
good
used.
stitch
a
ILLUSTRATIONS
This
catalog
ofvarious
actual
listing
required
Numbers
the
position
in
ordering
sections
position
of
the
parts
in
the
in
of
parts.
in
particular
that
Component
indicated
assembly.
9
10
11
12
13
It
The
reason
the
complete
by
Example:
29476
22559 A
51243 c
22729
22587
will
be
is
indenting
LE
noted
that
sub-assembly
has
been
of
the
the
machine.
with
the
first
part
Always
parts
of
Looper
Screw#
Ball
Screw--------------------------------------------- 1
Screw.
in
the
replacement
ORDERING
arranged
to
mechanismare
On
their
in
part
view
being
column
the
illustration.
are
use
sub-assemblies
their
descriptions
Driving
lower
Stud
Guide-------------------------------------
upper
above
example
of
should
REPAIR
simplify
shown
the
page
numbers,
PARTS
ordering
so
that
opposite
the
descriptions
repair
the
parts
illustration
and
shown.
reference
Reference
the
part
which
under
Lever
Crank
--------------------------------------
numbers
number
can
the
Assembly
only,
numbers
listed
be
furnished
description
------------------
-------------------------------------that
the
these
be
ordered.
parts
eccentric
individually
and
is
parts.
maybe
the
number
and
merely
should
in
the
second
for
of
bearing
not
recommended,
Exploded
seen
will
be
of
indicate
never
column.
repairs
the
main
are
not
views
in
their
found a
pieces
be
used
are
sub-
listed.
so
1
2
1
2
In
catalo
parts
in
the
those
g,
for
description,
no
specific
the
cases
various
where a part
usage
machines
and
will
if
necessary,
are
is
common
be
mentioned
not
the
the
same,
difference
6
to
in
all
of
the
description,
the
specific
will
the
machines
be
usage
shown
covered
however,
will
be
in
the
illustration.
by
this
when
the
mentioned
Page 7
this
part
At
the
book.
number
back
This
is
of
the
will
facilitate
known.
ORDERING
book
will
be
locating
REPAIR
PARTS
found a numerical
the
illustration
(continued)
index
and
of
description
all
the
parts
when
shown
only
in
the
Where
some
of
the smaller
identification
Part
numbers
appear.
IMPORTANT!
OF
MACIDNE
Success in
Special
its
approved
efficiency
Needles and
subsidiaries
scientific
and
Genuine
parts
g
uarantee
are
of
the
construction
letter
FOR
the
and
durability
needles
stamped
the
highest
permits,
parts,
is
and
stamped
represent
ON
ALL
WHICH
USE
operation
Repair
ORDERS,
PART
GENUINE
of
Parts
authorized dis
principles,
are ass
are
packaged
with the
quality
IDENTIFYING
each
on
the
those
in
same
where
to distinguish
part,
PLEASE
IS
ORDERED.
NEEDLES
these
machin
as
furnished
tributor
and
are
made
ured.
with
labels
Union
Special
in
materials
part
AND
es
s.
marked
trade
PARTS
is
stamped
the
construction
regardless
INCLUDE
REPAIR
can
be
by
the
Union
They
are
with the
mark.
and
workmanship.
with its
the
part
PART
secured
Special
designed
utmost
~.
Each
does not
from
of
catalog
NAME AND
PARTS
only
according
precision.
part
similar
in
with
genuine
Machine
Genuine
trade
mark
number.
permit,
which
STYLE
CompanY,,
to
the
Maximum
repair
is
On
an
ones.
they
Union
most
your
Prices
ments
are
unless
The
must
be
viscosity
Oil
is
sight
the
gauge
red
The
main
Oil
reservoir filled
A
daily
which
reservoir,
reservoir
hand
wheel.
are
strictly
forwarded
otherwise
oil
has
filled
of
200
filledat
on
lines
machine
di
been
before
to
the
the
front
on
is
rected.
drained
beginning
250
spring
the
automatically
is
check bef
has
gone through
ore
making too frequent
may
be drai
net
cash
f.
o.
b. shipping point.
A
and
charge
OILING
seconds
cap
of
the
gauge.
from
to
machine.
the
operr;te.
at
100
in
the
The
lubricated,
nece
ssa
ry.
the
morning
the
machine
oilings
ned
at
the
plug
TERMS
are
subject
is
made
AND
THREADING
machine
Fahrenheit.
top
The
capacity
start
should
is
unnecessary.
screw
Parcel
Us
e a s
cover,
oil
and
f
iltered
in
to
to
change
cover
Post
the
without
shipments
postage
before shipping,
level
of
be
traight
and
the
no
made
and
mineral
the
oil
should
oil
oiling,
and
pumped
reservoir
Excessive
the
main
frame
notice.
and
oil
level
be
is
maintained
other
oil
added
bac
directly
All ship-
are
insured
and
ins
urance.
the
reservo
with a Saybolt
checkedat
between
is
12
ounces.
than
keeping
if
required.
k i
nto
the
oil
in
the
under
ir
the
the
main
main
the
On
the
in
this
next page
catalog
is a picture showing
ar e
threaded.
the
The looper
7
mann
er
threading
in
which
has
been
the
53100
enlarg
Styles
ed for
covered
clarity.
Page 8
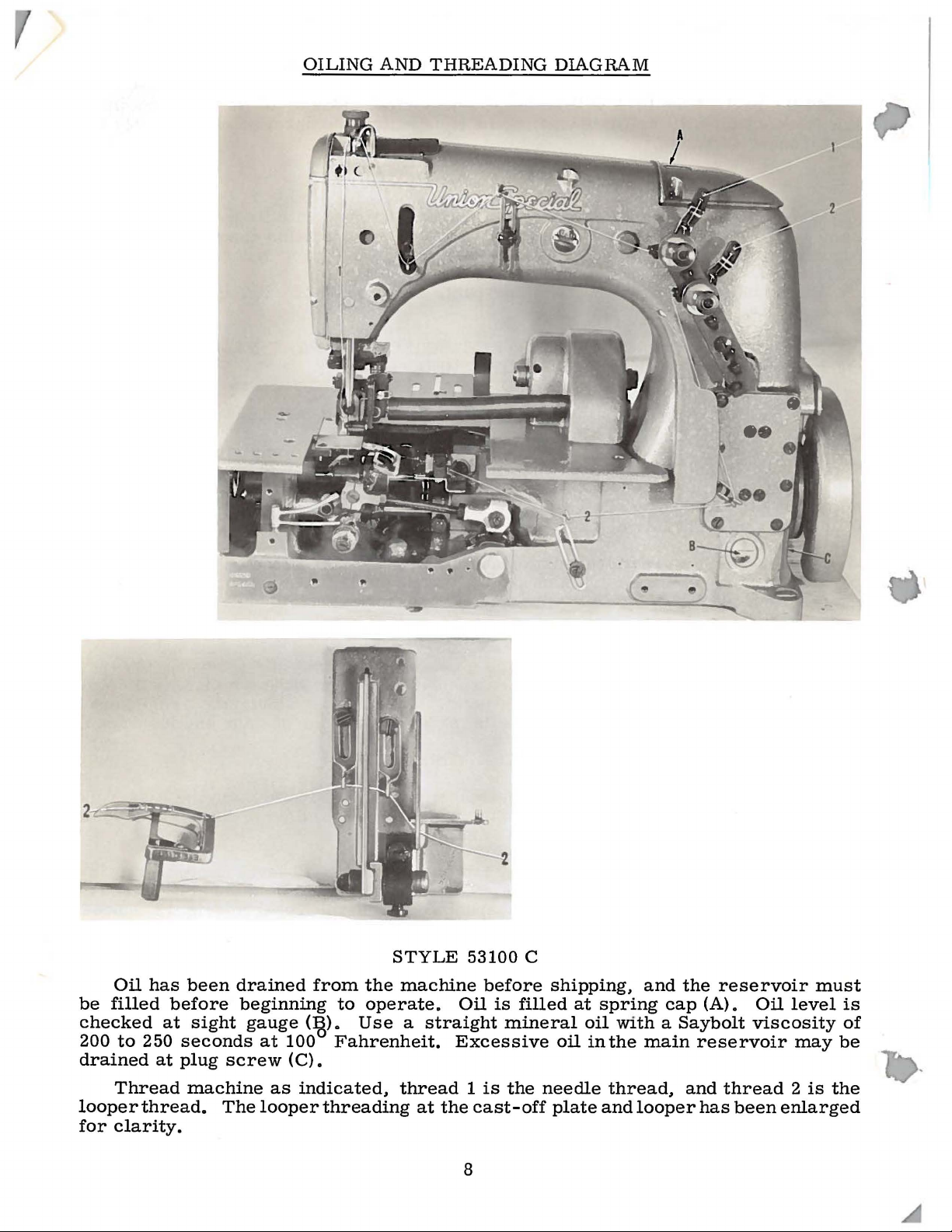
OILING
AND
THREADING
DIAGRAM
Oil
be
filled
checked
200
to
drained
Thread
looper
for
clarity.
has
been
before
at
250
seconds
at
plug
machine
thread.
sight
The
drained
beginning
gauge<:%>·
at
100
screw
(C).
as
looper
from
indicated,
the
to
operate.
Use a straight
Fahrenheit.
threading
STYLE
machine
thread 1 is
at
53100
before
Oil
is
Excessive
the
cast-off
8
C
shipping,
filled
mineral
oil
the
needle
plate
and
at
spring
oil
with a Saybolt
in
the
main
thread,
and
looper
the
cap
reservoir
and
reservoir
(A).
has
Oil
viscosity
thread 2 is
been
must
level
may
be
the
enlarged
is
of
Page 9
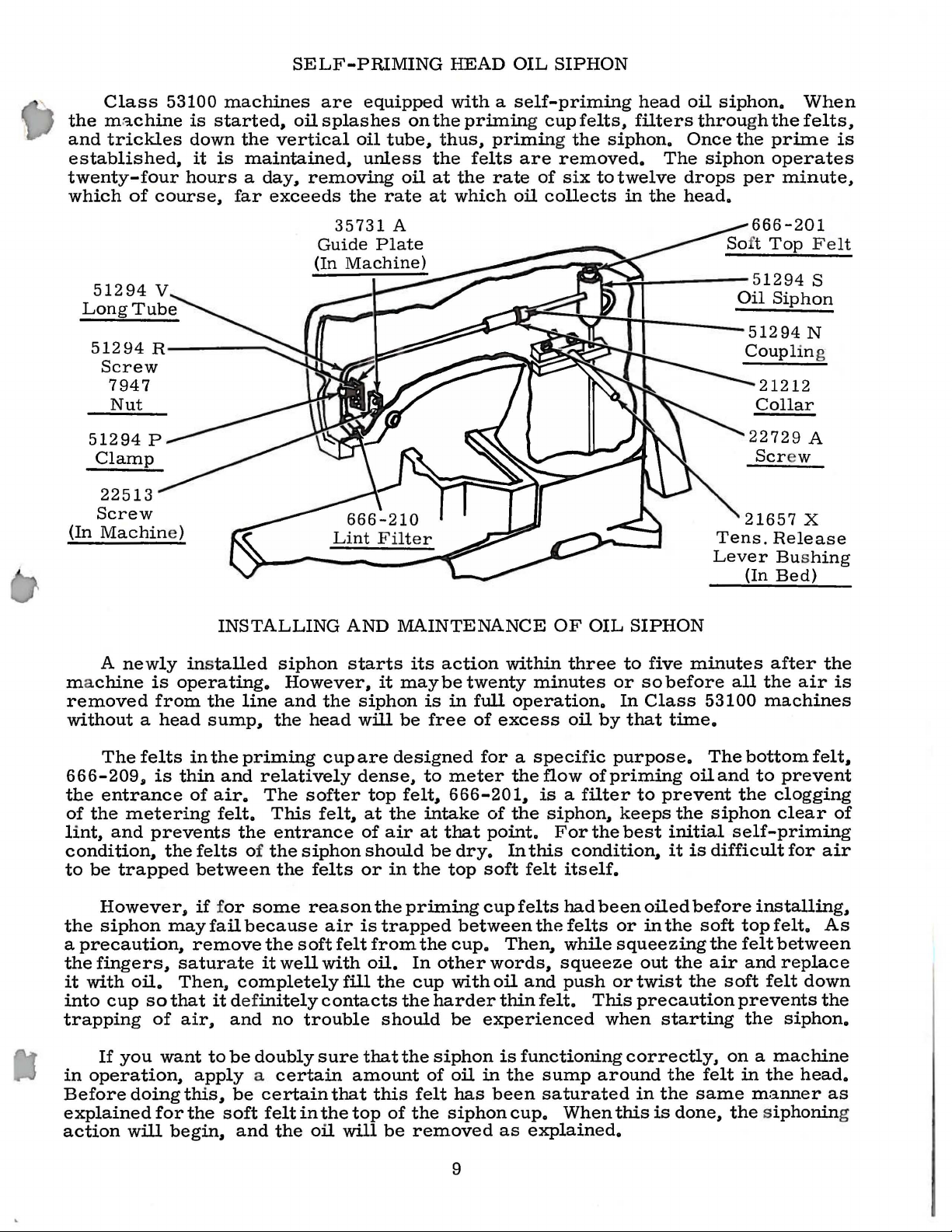
SELF-PRIMING
HEAD
OIL
SIPHON
Class
the
m~chine
and
trickles
established,
twenty-four
which
of
51294
course,
R -
Screw
7947
Nut
51294
p
Clamp
22513
Screw
(In
Machin
53100
machines
is
started,
down
it
is
the
maintained,
hours a day,
far
---
e)
oil
vertical
removing
exceeds
(In
......
are
equipped
splashes
oil
unless
the
35731
Guide
tube,
oil
rate
A
Plate
with a self-priming
on
the
thus,
the
at
at
which
Machine)
';._,~
_.,.-
~=+--"':1rt~~-;fl+l----.:_
priming cup
priming the
felts
the
rate
oil
are
of
collects
head
felts,
filters
siphon.
removed.
six
totwelve
in
~~~----51294
The
the
oil
Once
drops
head.
siphon.
throu
the
siphon
Oil
Tens.
Lever
gh
the
prime
operates
per
minute,
Siphon
512
94
Couplin
21212
Collar
Scr
ew
Release
Bushing
(In
Bed)
When
felts,
is
s
N
g
A
newly ins
m a
chine
removed
is
operating.
from
without a head
The
felts
666-209,
the
entrance
of
the
lint,
condition,
to
be
is
metering
and
prevents
trapped
thin
the
However,
the
siphon
a
precaution,
the
fingers,
it
with
into
cup
trapping
If
you
in
operation,
Before
explained
action
oil.
so
of
want
doing
for
will
may
satur
Then,
that
air,
begin,
INSTALLING
talled
siphon
However,
the
line
and
sump,
in
the
and
of
air.
felt.
felts
between
if for
fail
remove
ate
the
priming
relatively
The
This
the
entrance
of
the
the
some
because
the
it
well
softer
siphon
soft
completely
it def
initely
and
no
trouble
to
be
doubly
apply a certain
this,
the
be
soft
and
certain
felt
in
the
AND
starts
the
head
cup
felt,
felts
reason
air
felt
with
fill
contacts
sure
amount
that
the
top
oil
will
MAINTENANCE
its
action
it
maybe
siphon
will
are
dense,
top
at
of
should
or
the
is
from
oil.
the
that
this
is
be
free
designed
to
felt,
the
intake
air
at
be
in
the
priming
trapped
the
In
cup
the
harder
should
the
siphon
of
felt
of
the
be
removed
in
meter
666-201,
that
top
cup.
other
with
be
oil
has
siphon
within
twenty
full
of
minutes
operation.
excess
for a specific
the
is a filter
of
the
point.
dry.
between
In
soft
cup
this
felt
felts
the
Then,
words,
oil
and
thin
felt.
experienced
is
functioning
in
the
been
cup.
as
explained.
OF
OIL
three
oil
by
flow
ofpriming
siphon,
For
the
condition,
itself.
had
been
felts
while
squeeze
push
This
when
sump
around
saturated
When
SIPHON
to
five
or
so
before
In
Class
that
time.
purpose.
to
prevent
keeps
best
the
initial
it
oiled
or
in
the
squeezing
out
the
or
twist
precaution
starting
correctly,
the
in
the
this
is
done,
minutes
all
53100
The
bottom
oil
and
the
siphon
self-priming
is
difficult
before
soft
top
the
felt
air
and
the
soft
prevents
the
on a machine
felt
in
same
manner
the siphonin
after
the
the
air
machines
felt,
to
prevent
clogging
clear
for
air
installing,
felt.
As
between
replace
felt
down
the
siphon.
the
head.
as
is
of
g
9
Page 10
INSTRUCTIONS
FOR
MECHANICS
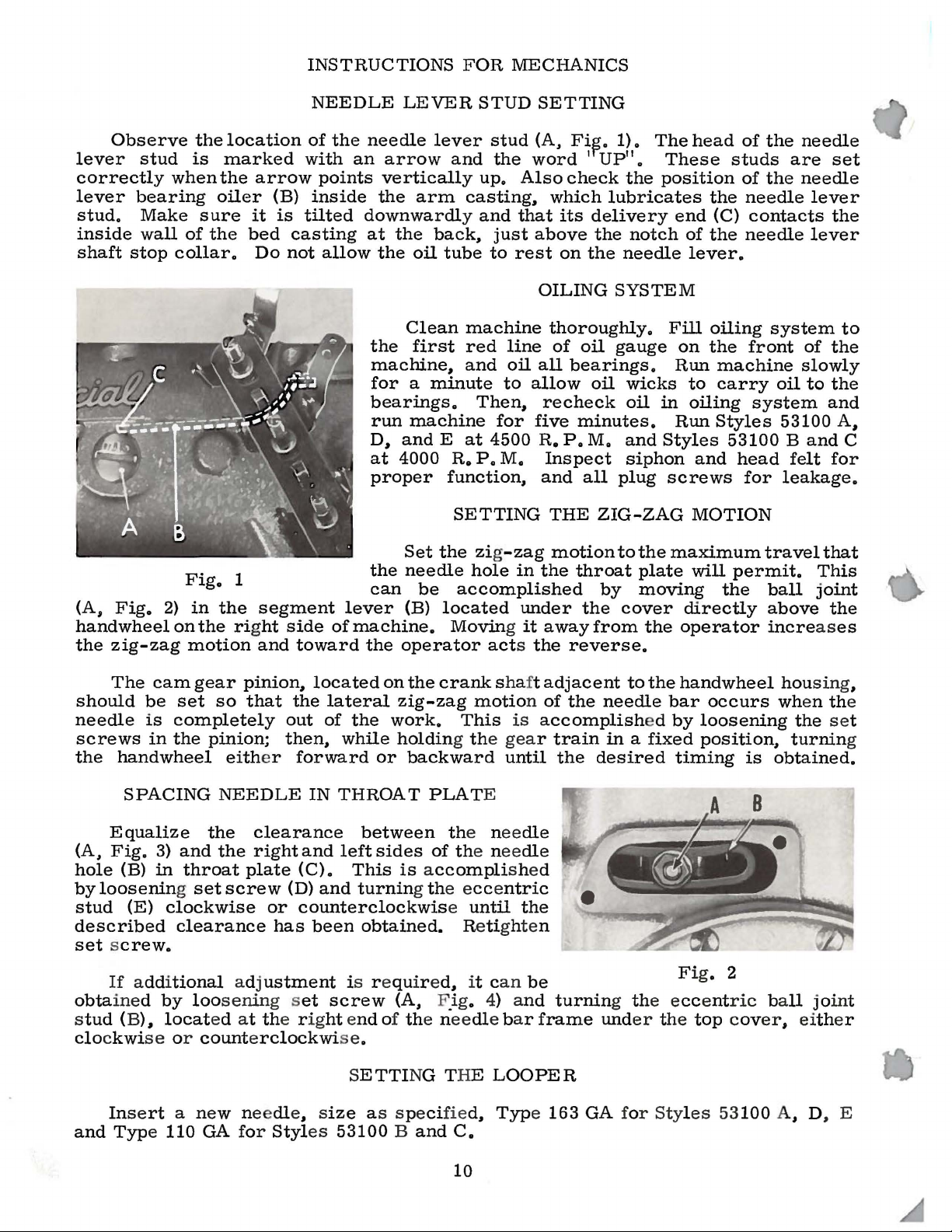
Observe
lever
stud
correctly
lever
stud.
inside
shaft
bearing
Make
wall
stop
the
is
when
sure
of
collar.
Fig.
(A,
Fig.
2)
in
handwheelonthe
the
zig-zag
motion
location
marked
the
oiler
the
bed
1
the
right
with
arrow
(B)
it
is
tilted
casting
Do
not
segment
side
and
toward
NEEDLE
of
the
needle
an
points
inside
downwardly
at
allow
the
machine,
for a minute
bearings.
run
D,
at
proper
the
can
lever
ofmachine.
the
LEVER
lever
arrow
vertically
the
arm
the
back,
the
oil
Clean
first
machine
and E at
4000 R ..
Set
the zig
needle
be
(B)
located
operator
STUD
stud
(A, Fip:.
and
the
word • UP
up.
Also
casting,
and
that
just
above
tube
to
rest
machine
red
line
and
oil
to
allow
Then1 recheck
for
five
4500
P.M.
function,
SETTING
-zag
hole
in
accomplished
under
Moving it
acts the
SETTING
check
which
its
lubricates
delivery
the
on
the
OILING
SYSTEM
thoroughly.
of
oil
gauge
all
bearings.
oil
minutes.
R.
P.M.
Inspect
and
all
THE
ZIG-ZAG
motion
the
throat
by
the
awayfrom
reverse.
1).
The
11
•
the
notch
needle
wicks
oil
and
siphon
plug
to
the
plate
moving
cover
the
head
These
position
the
end
(C)
of
the
lever.
Fill
oiling
on
the
Run
machine
to
carry
in
oiling
Run
Styles
Styles
and
screws
MOTION
maximum
will
the
directly
operator
of
the
studs
of
the
needle
contacts
needle
system
front
system
53100
head
for
travel
permit.
ball
above
increases
needle
are
needle
lever
lever
of
the
slowly
oil
to
the
and
53100
Band
felt
for
leakage.
that
This
joint
the
set
the
to
A,
C
The
cam
should
needle
screws
the
be
is
in
handwheel
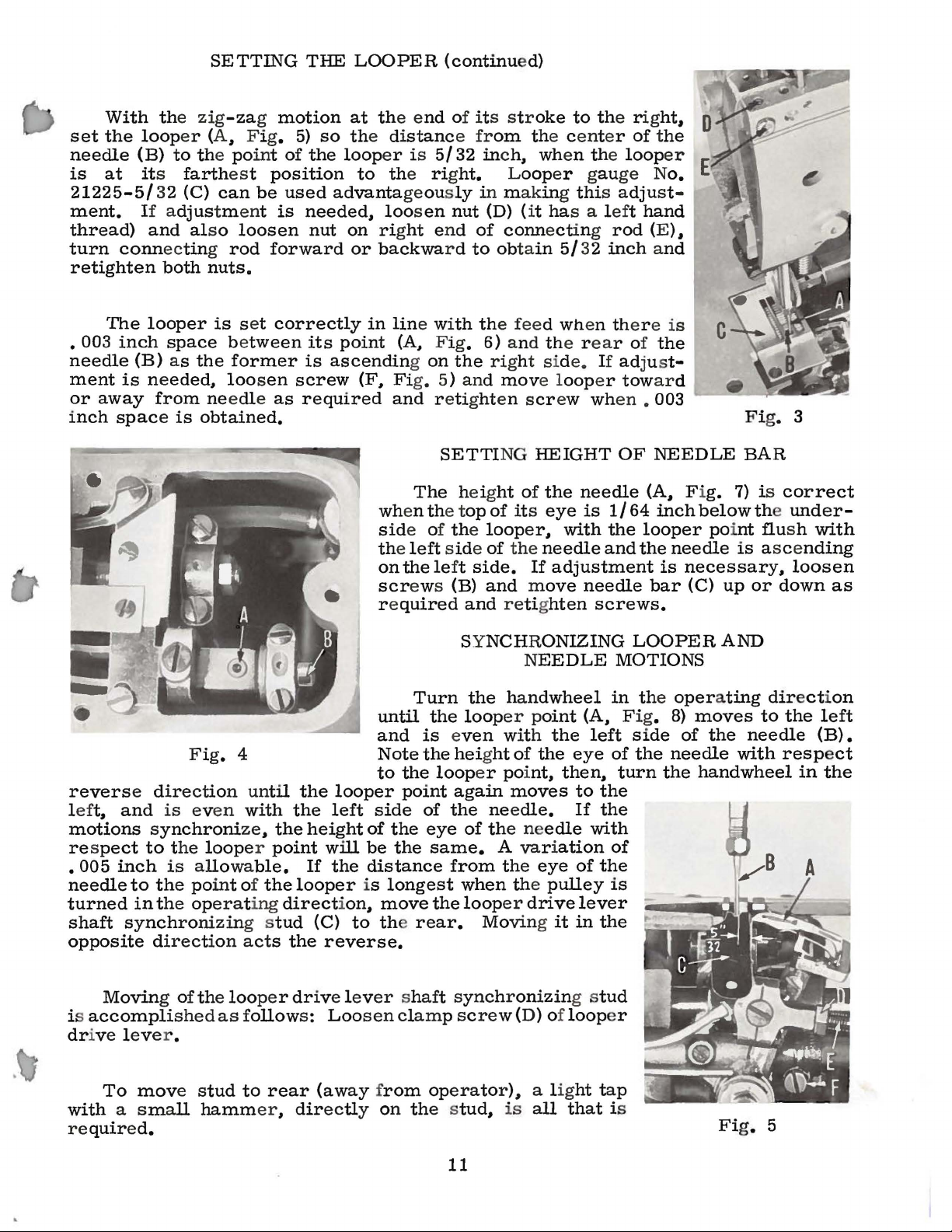
SPACING
Equalize
(A,
Fig.
hole
by
loosening set
stud
(B)
(E)
3)
in
described
set screw.
If
addi
obta
ined by
tud (B),
s
clockwi
se
Insert a ne
and
Typ
e 110 GA for
gear
set
pinion,
so
completely
the
pinion;
eith
NEEDLE
the
and
the
throat
screw
clockwise
clearance
tional
locat
or
adj
loo
sening set
ed at the right end
counterclockwi
w needl
that
the
out
then,
er
forward
clearance
right
plate
and
(C).
(D)
or
counterclockwis
has
ustment
e, s
Styl
located
lateral
of
the
while
or
IN
THROAT
between
left
sides
This
and
turning th
been
obtained.
is r equir e
screw
of the needl
s e.
S
ETTI
ize
a s s pecifie
es
53100 Band
on
the
crank
zig-zag
work.
shaft
motion of
This
is
adjacent
accomplish
holding the gear train
backward
PLAT
th
until
E
e needle
the
of the needle
is accompli
e ecce
e
until
shed
ntr
the
ic
Retighten
d,
it c
an
be
(A, F_ig. 4) a
NG THE
d,
nd
turning th
e bar
frame
LOOPER
Type 163
C.
the
desired
GA for
needle
und
to
the
hand
wheel
bar
occurs
ed
by
loosening
in a fixed
position,
timing
is
Fig. 2
e eccentric ball join
er the
top cover, eith
Styles 53100
hou
sing
wh
en the
the set
turnin
obtained.
er
A, D, E
,
g
t
10
Page 11
SETTING
THE
LOOPER
(continued}
With
set
the
looper
needle
is
at
(B)
its
21225-5/32
ment.
thread}
turn
If
and
connecting
retighten
The
looper
• 003
needle
ment
or
inch
inch
is
away
space
(B)
needed,
the
zig-zag
(A,
to
the
farthest
(C)
can
adjustment
also
both
nuts.
is
space
as
between
the
loosen
from
needle
is
obtained.
Fig.
point
position
be
loosen
rod
forward
set
former
motion
5}
so
of
the
used
is
advantageously
needed,
nut
correctly
its
point
is
ascending on
screw
as
required
at
the
the
distance
looper
to
is
the
loosen
on
right
or
backward
in
line
(A,
(F, Fig. 5)
and
when
side
the
left
on
the
screws
required
end
of
5/32
right.
nut
end
with
Fig.
the
and
retighten
SETTING
The
height
the
top
of
the
side
left
(B)
its
stroke
from
inch,
Looper
in
making
(D)
(it
of
connecting
to
obtain
the
feed
6)
and
right side.
move
of
of
its
looper,
of
the
side.
and
and
retighten
to
the
center
when
this
has a left
5/32
when
the
rear
looper
screw
HEIGHT
the
needle
eye
with
needle
If
adjustment
move
the
the
looper
gauge
adjust-
rod
inch
there
If
adjust-
toward
when
OF
is
1/64
the
and
needle
screws.
right,
of
the
No.
hand
(E),
and
is
of
the
• 003
......____,~""""T-
NEEDLE
(A, Fi
inch
below the
looper poi
the
needle
is
necessary,
bar
(C)
g.
7}
nt
is
up
Fi
BAR
is
or
g. 3
correct
under-
flush
with
ascending
loosen
down
as
reverse
left,
motions
respect
•
005
needle
turned
shaft
opposite
direction
and
is
synchronize,
to
the
inch
to
in
is
the
the
synchronizing stud
direction
Moving
is
accomplished
drive
To
leve
move
r .
with a small
required.
Fig.
4
even
looper
allowable.
point
of
operating
of
the
looper
as
follows:
stud
to
hammer,
until
with
the
point
the
direction,
acts
rear
the
looper
the
left
height
will
If
the
looper
(C)
to the
the
reverse.
drive
lever shaft
Loosen
(away from
directly
Turn
until
and
Note
to
the
point
side
of
the
be
the
distance
is
longest
move
rear.
clamp
on
the stud,
SY
NCHRONIZING
the
the
looper
is even
the
height
loop
er poi
again
of
the
needle.
eye
of
the needle
same.
from
when
the
looper
Moving it
synchronizin
screw
operator),
NEEDLE
handwheel
point
with
of
the
nt,
the
then,
moves
A
variation
the
eye
the
pulley
drive
(D) of
looper
a lig
is
all
that
(A,
left
eye
to
the
If
the
with
of
the
lever
in
the
g s
tud
ht
tap
is
is
LOOPER
MOTIONS
in
the
operating
Fig.
of
turn
side
the
8}
of
needle
the
of
AND
direction
moves
the
to
needle
with
handwheel
Fig.
5
the
left
(B).
respect
in
the
11
Page 12
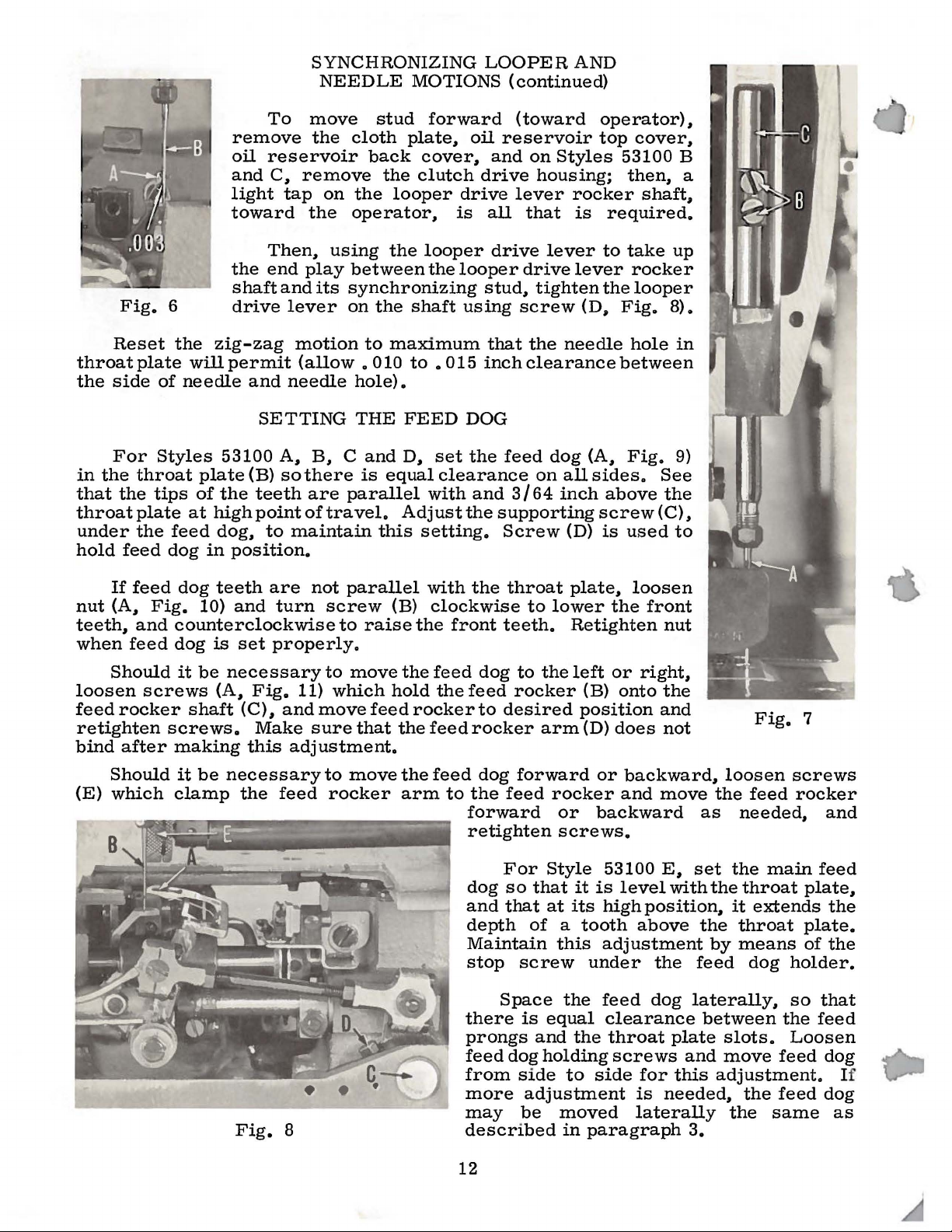
To
remove
oil
reservoir
and
C
light
toward
SYNCHRONIZING
NEEDLE
move
the
stud
cloth
back
remove
1
tap
the
on
the
the
looper
operator~
LOOPER
MOTIONS
forward
plate~
oil
cover1 and
clutch
drive
drive
is
(continued)
(toward
reservoir
on
housing;
lever
all
that
AND
Styles
rocker
is
operator)
top
cover~
53100
then1 a
shaft,
required.
1
B
Fig.
Reset
throat
the
plate
side
For
in
the
throat
that
the
tips
throat
under
hold
nut
plate
the
feed
If
feed
(A~
Fig.
teeth1 and
when
feed
Should
loosen
feed
screws
rocker
retighten
bind
after
Then1 using
the
end
shaft
6
the
of
needle
zig-zag
will
drive
permit
and
SETTING
Styles
feed
dog
plate
of
at
dog
10)
53100
(B)
the
high
dog~
in
position.
teeth
and
teeth
point
to
are
counterclockwise
dog
is
set
properly.
it
be
necessary
(A1 Fig.
shaft
screws.
making
(C)1 and
Make
this
play
and
its
synchronizing
lever
on
motion
(allow.
needle
A
B
1
there
are
of
travel.
C
parallel
1
so
maintain
not
parallel
turn
screw
to
to
move
11)
which
move
sure
adjustment.
the
between
the
to
maximum
010
to.
hole).
THE
and
is
FEED
D1 set
equal
Adjust
this
(B)
raise
the
hold
feed
that
the
looper
the
looper
shaft
using
015
clearance
with
setting.
with
clockwise
the
front
feed
the
rocker
feed
drive
lever
drive
stud1 tighten
screw
that
the
inch
clearance
DOG
the
feed
on
and
3/64
the
supporting
Screw
the
throat
to
teeth.
dog
to
the
feed
rocker
to
desired
rocker
arm
to
take
lever
(D.,
needle
the
rocker
looper
Fig.
hole
between
dog
(A1 Fig.
all
sides.
inch
above
screw
(D)
is
used
plate1 loosen
lower
the
Retighten
left
or
(B)
onto
position
(D)
does
See
the
(C)
front
nut
right
the
and
not
up
8).
in
9)
to
1
1
Fig.
7
(E)
Should
which
it
be
clamp
necessary
the
feed
Fig.
8
to
move
rocker
the
arm
feed
to
the
forward
retighten
dog
and
depth
Maintain
stop
there
prongs
feed
from
more
may
described
dog
feed
For
so
that
Space
dog
forward
rocker
or
screws.
Style
that
at
of a tooth
this
screw
the
is
equal
and
holding
side
adjustment
be
moved
in
12
or
backward~
and
move
backward
53100
it
is
its
highposition1 it
E1 set
level
above
adjustment
under
feed
the
dog
clearance
the
throat
screws
to
side
for
is
needed1 the
laterally
paragraph
loosen
the
feed
as
needed1 and
the
main
with
the
throat
extends
the
throat
by
means
feed
laterally~
dog
between
plate
this
slots.
and
move
adjustment.
feed
feed
the
same
3.
screws
rocker
feed
plate
plate.
of
holder.
so
that
the
feed
Loosen
dog
dog
1
the
the
If
as
Page 13
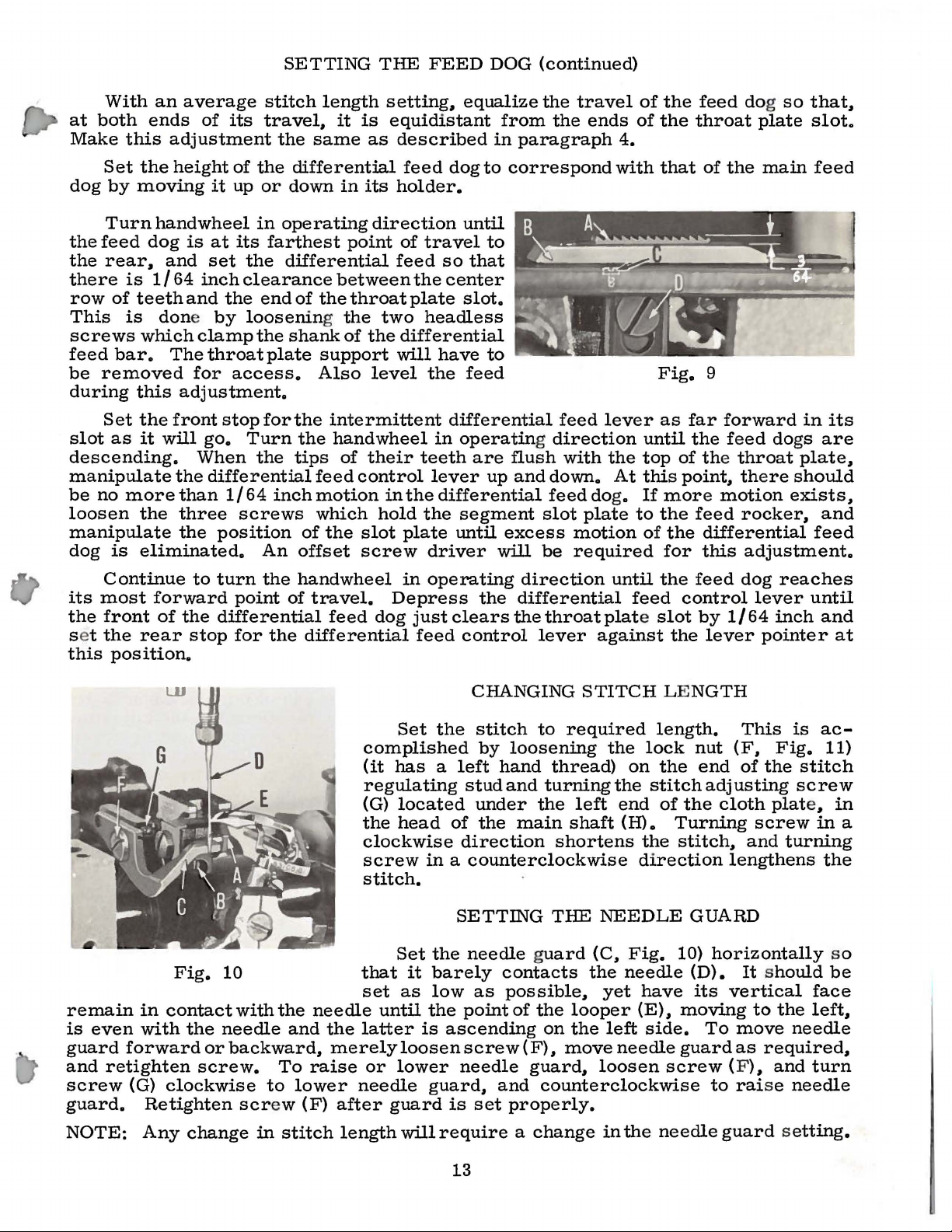
SETTING
THE
FEED
DOG
(continued)
With
at
both
Make
Set
dog
by
Turn
the
feed
the
rear,
there
row
This
screws
feed
be
removed
during
Set
slot
this
the
moving
is
of
teeth
is
bar.
this
the
as
an
ends
hand
dog
1/64
which
it
descending.
manipulate
be
no
more
loosen
the
manipulate
dog
is
eliminated.
average
of
its
adjustment
height
and
done by
it
wheel
is
at
set
inch
and
clamp
of
the
up
in
its
the
clearance
the
end
loosening the
the
Thethroatplate
for
access.
adjustment.
front
will
stop
go.
When
the
differential
than
1/64
three
the
position
Turn
the
screws
stitch
length
travel,
the
same
differential
or
down
operating
farthest
differential
of
the
shank
support
Also
for
the
the
tips
feed
inch
motion
which
of
An
offset
setting,
it
is
equidistant
as
described
feed
in
its
holder.
direction
point
of
feed
between
throat
plate
two
of
the
differential
will
level
intermittent
handwheel
of
their
control
in
the
hold
the
slot
plate
screw
equalize
from
in
paragraph
dog
to
correspond
until
travel
the
so
that
center
slot.
to
......
•
headless
have
the
to
feed
differential
in
operating direction
teeth
lever
are
up
flush
and
differential
the
segment
until
driver
excess
will
the
travel
the
ends
feed
lever
with
down.
feed dog.
slot
plate
motion
be
required
of
the
of
the
4.
with
that
Fig.
as
until
the
top
of the
At
this point, the
If
more motion
to
the
of
the
for
feed dog
throat
of
the
so
plate
main
9
far
forward
the feed dogs
throat
re
should
exists,
feed
rocker,
differential
this
adjustment.
that,
slot.
feed
in
its
are
plate,
and
feed
Continue
its
most
the
front
s et
the
this
position.
remain
is
even
guard
and
retighten
screw
guard.
forward
of
the
rear
in
contact
with
forward
(G)
clockwise
Retighten
to
turn
point
differential
stop
for
with
the
needle
or
backward,
screw.
scr
the
handwheel
of
the
differential
the
and
To
to
lower
ew
(F)
travel.
feed
needle
the
merely
raise
after
in
operating
Depress
dog
justclearsthethroatplat
feed
Set
the
complished
(it
has a left
regulating
(G)
located
the
head
clockwise
screw
in a counterclockwise
stitch.
Set
the
that
it
barely
set
as
low
until
latter
the
is
loosen
or
lower
needle
guard,
guard
direction
the
differential
control
CHANGING
stitch
by
loosening
hand
stud
and
under
of
the
main
direction
SETTING
needle guard
contacts
as
possible,
point
of
ascending
screw
needle
(F),
guard,
and
is
set
properly.
until
the
feed
e
slot
lever
to
turning
the
the
on
against
STITCH
required
the
thread)
left
shaft
shortens
THE
NEEDLE
(C,
the
yet
looper
the
left
move
loosen
length.
lock
on
the
the
stitch
end
of
(H).
the
di
rection
Fig.
needle
have
(E),
side.
needle
LE
screw (F),
counterclockwise
feed
control
by
the
lever
NGTH
nut
end
adjusting
the
cloth
Turning
stitch,
GUARD
10)
horizontally
(D).
its
moving
To
guard
to
dog
reaches
lever
1/64
inch
pointer
This
(F,
of
Fig.
the
is
stitch
screw
plat
screw
and
turning
lengthens
It
s
hould
vertical
to
the
move
as
needle
required,
and
rai
se
needle
until
and
ac-
11)
e,
in
the
s o
be
face
left,
turn
at
in
a
NOTE:
Any
change
in
stitch
length
will
require a change
13
in
the
needle
guard setting.
Page 14
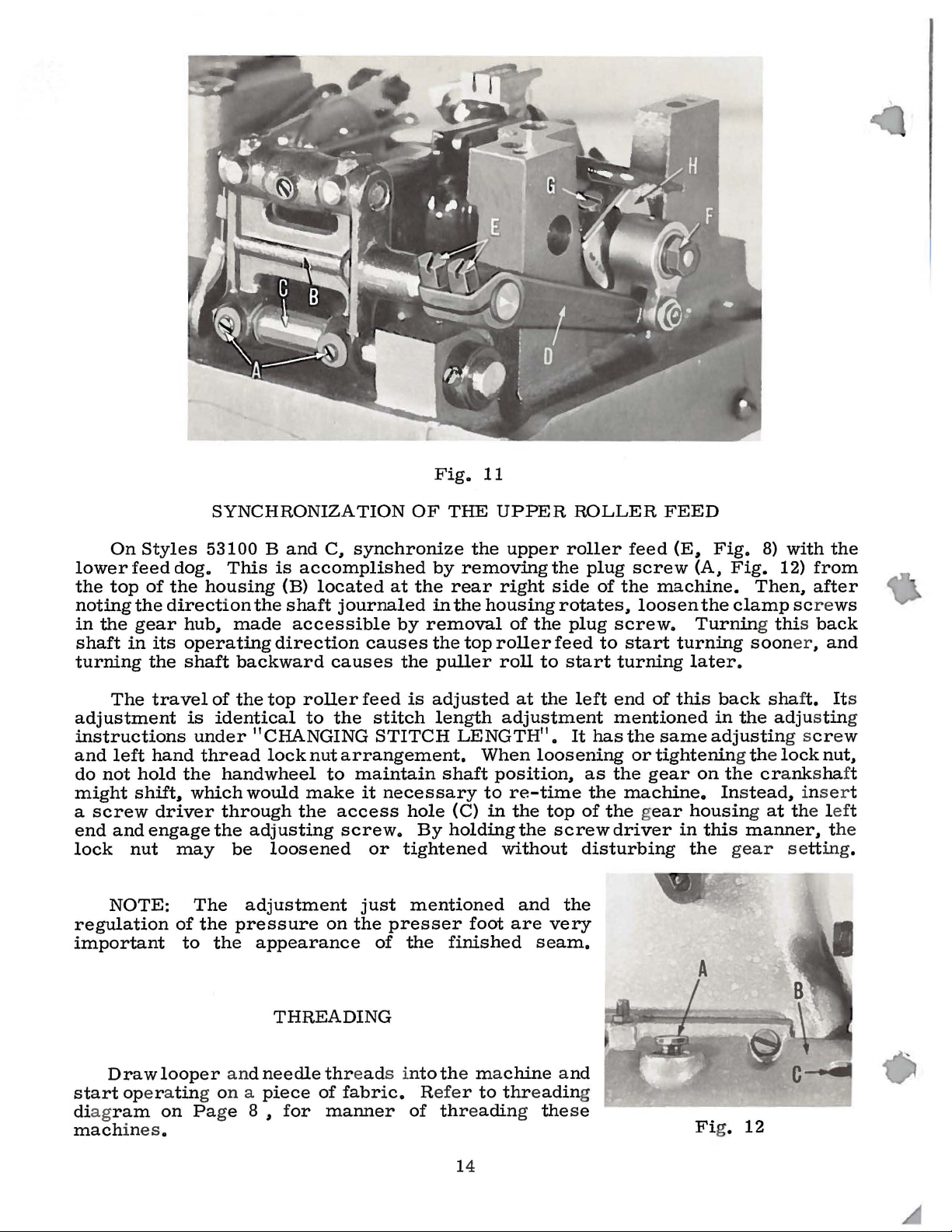
Fig.
11
On
Styles
lower
the
noting
in
shaft
turning
top
the
The
feed
of
the
gear
in
the
travel
its
adjustment
instructions
and
left
hand
do
not
hold
might
a
end
lock
shift,
screw
driver
andengagethe
nut
NOTE:
regulation
important
SYNCHRONIZATION
53100 B and
dog.
the
direction
This
housing
hub,
made
operating
shaft
is
backward
of
the
identical
under
thread
the
handwheel
which
would
through
is
accomplished
(B)
the
shaft
accessible
direction
top
roller
11
to
CHANGING
lock
make
the
adjusting
may
of
to
The
the
the
be
loosened
adjustment
pressure
appearance
C,
synchronize
located
journaled
causes
causes
feed
the
stitch
STITCH
nut
arrangement.
to
maintain
it
access
screw.
or
just
on
the
of
OF
THE
by
at
the
rear
in
the
by
removal
the
the
puller
is
adjusted
length
shaft
necessary
hole
(C)
By
holdingthe
tightened
mentioned
presser
the
finished
UPPER
the
upper
removing
right
housing
of
top
roller
roll
at
adjustment
LENGTH
When
position,
to
re-time
in
the
without
and
foot
are
ROLLER
roller
the
plug
side
of
rotates,
the
plug
feed
to
to
start
the
left
11
•
It
has
loosening
as
the
top
of
screwdriver
disturbing
the
very
seam.
FEED
feed
(E,
screw
the
machine.
loosen
screw.
start
turning
end
of
mentioned
the
same
or
tightening the lock
the
gear
machine.
the gear
Fig.
(A,
the
8)
with
Fig.
12)
Then,
clamp scre
from
after
Turning this back
turning
soon
er 1 and
later.
this
back
in
adjustin
on
shaft. Its
the
adjustin
g screw
the crankshaft
Instead, inser
housing at the left
in
this
manner, the
the
gear
setting
the
ws
g
nut,
t
.
THREADING
Drawlooper
start opera
diagram
machines
tin
on Page 8 ,
.
an
g on a
dneedlethreads in
piece
for
of
fabric.
manner
toth
e ma
R
efer to
of
threading the
14
chine and
threadi
ng
se
Fi
g.
12
Page 15

SETTING
THE
LOOPER
THREAD
TAKE-UP
The
equal
main
compensate
correctly,
off
the
of
the
underside
eyelets
adjustable,
amount
Moving
thread
them
Set
the
its
extreme
been
not
controls
and
it
thread
of
the
to
left.
cast-off
clearance
shaft,
highest
needle
(E),
of
the
to
forward
eyelets
removed
become
the
is
set
triangle
looper
and
for
when
of
the
located
and
thread
eyelets
be
pulled
causes
position
taut.
amount
correctly
when
plate
on
each
consequently,
varying
the
looper
lobe
of
the
(C)
is
clearly
looper
on
their
pulled
to
from
less
so
that,
to
from
from
the
The
of
slack
when
being
the
(A,
Fig.
side.
conditions.
take-up
(D).
the
settin
off
the
the
thread
when
the
left,
looper
retaining finger
thread
it
wiped
looper
13)
The
can
thread
when
visible
The
looper
cast-off
g
determines
by
rear
cones,
the
prevents
causes
to
looper
all
thread,
in
under
moves
should
looper
is
plate,
the
and
be
pulled
the
the
the
from
be
set
It
is
just
the
point
below
thread
take-up.
more
movin
reaches
slack
but
it
system,
looper
the
blade
right
be
set
thread
to
set
cast
the
are
the
g
off.
has
has
(F)
over
take-up
the
take-up
(B)
is
Fig.
not
13
so
that
spotted
A
there
on
is
the
The
stitches
be
just
Regulate
enough
directly
on
the
of
the
tension
on
the
sufficient
pressure
behind
upper
material
Fig.
under
the
presser
the
roller
being
on
the
to
steady
on
needle
feed,
14
needle
surface
spring
the
presser
bar
using
sewn.
THREAD
thread
of
the
fabric.
the
thread.
PRESSER FOOT
regulating
foot
in
the
head
only
located
(C),
above
completed
thread
amount
thread
(Setting
thread
the
TENSIONS
should
to
feed
of
the
enough
SETTING
Set
the
adjacent
so
that
the
frame
tension
this
around
front
be
only
The
tension
PRESSURE
screw
pressure
line
of
retainer
(A,
the
machine.
NEEDLE
needle
its
of
its
downward
eyelet
thread
while
eyelet
the
sufficient
on
the
Fig.
work
thread
to
upper
thread
is
looper
prematurely).
14)
uniformly.
Also, reg
to
insure
THREAD
the
needle
surface
when
stroke.
(D)
so
drawn
the
too
high
to
to
looper
so
that
ulate
the
take-up
projects
the
the
smallest
through
needle
can
be
pulled
produce
thread
it
This
the
uniform
TAKE-UP
(B,
bar
thread
needle
Set
is
descending.
cause
from
uniform
should
exerts
is
Fig.
3/32
the
noticeable
the
the
only
located
pressure
feeding
14),
eyelet
inch
bar
needle
needle
needle
under
has
15
Page 16

The
exert
thread
by
these
spring
only
long
retainers
retainers
enough
enough
SETTING
(A,
pressure
for
the
descending
cannot
on
fly
SPRING
Fig.
or
the
be
15)
needle
pulled
RETAINERS.
on
the
looper
thread,
needle
to
reach a point
to
the
around
left
ON
(B)
of
LOOPER
are
set
the
looper,
where
the
needle.
correctly
to
the
thread
when
retard
released
they
this
that
there
Set
the
the
canvas.
needle.
is
adjustable
the
extreme
guide
and
Styles
seaming.
throat
or
plate.
decreasing
Fig.
is
upper
Adjust
for
53100 D
The
15
3/16
folder
Set
the
the
to
take
narrow
the
extreme
edge
There
the
The
thread
begins
1/8
when
Styles
so
raised,
inch
the
that,
On
to
53100 B
the
Styles
presser
the
body
inch
margin
so
that
body
canvas
waistbands
width,
the
guide
guide
remove
wide
on
the
needle
so
that
to
from 1 3/4
width,
and E are equipped
guide
is
space
should
an
in
between
and
be
out
the
THREAD
tension
function
of
the
presser
when
feed
end
and
the
roller
as
of
foot
C,
presser
SETTING
foot
and
under
53100
as
waistband
Band
possible
ply
penetration
there
conform
is a margin
to
to 4 inches
the
right
remove
the
with a swing-out
set
down
snugly
adjustment
two
abutted
TENSION
release
the
presser
its
reaches
adjust
does
THE
material.
of
the
is
the
width
hand
left
screw
edges.
RELEASE
is
set
foot
is
travel
feed
foot
not
and
is
its
highest
roller
and
the
contact
ATTACHMENTS
C,
setthefolder
and
still
allow
Adjust
canvas
1/32
of
of
wide.
attaching
attaching
edge
against
and
inch
1/4
the
the
lock
to
from
inch
canvas.
To
screw
screw.
guide
stitch
nut
correctly
raised
entirely
position.
lifter
feed
the
presser
as
free
it
laterally
the
left
the
top
to
the
adapt
for
for
abutted
tongue
for
when
to
within
released
On
connection
roller
are
foot.
closetothe
passage
so
of
needle.
edge
right
The
folder
folder
the
for
canvas
edge
in
the
increasing
it
of
of
of
Style
or
ruffling.
right
guide~
ply
the
distance
53100 E
If
will
be
left
from
its
is
set
on
ruffled.
ply
will
edge
equipped
the
right
If
be
to
the
with
side
set
on
ruffled.
front
an
auxiliary
of
the
The
edge
and
left
side
pressure
of
the
16
pressure
against
of
throat
the
and
plate
plate
plate
to
swing-out
against
should
is
19/32
produce
edge
the
swing-out
be
set
inch.
gathering
guide,
edge
so
that
the
the
Page 17

EX
PLOD
ED VIE WS
AND
DESCRIPTIO
CLASS
53100
FOR
ZIG-
N OF PA
ZAG
MACHINE
RTS
S
17
Page 18

18
7
4
7
Page 19

MAIN
FRAME,
CAST-OFF
PLATE,
MISCELLANEOUS COVERS
AND
PLAT
ES
"-
,.
'
' ·
~
'
Ref.
' 2
'-
•.
•
59
60
61
62
63
64
65
66
67
No.
1
lA
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
AB21375 AH
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
Part
No.
50-216 Blk.
21657 E
22528
22768
87
u
52904 E
52804 E
52904 B
22516
52957
c
52958 D
73 A
52904 G
57
WD
15438 c
57
WB
43296
605 A
98A
20
539
53191
51758
93
53182 E
22570 A
93
22570 A
53182 F
53182 G
53182 A
53137
c
22760 B
53137 D
376
22569 B
53182
39582 L
AC
52882
50-789
22564 B
53182 N
53182 B
c
53182
719
22565
53170
53182 D
22565
51294 R
35731 A
51294
p
22513
7947
53182
K
53182 J
53182 L
22569 B
22848
20
51282 AH
53137 A
22889 A
539
20
22848
53182 M
Blk.
Descr iption
Dowel Pi
n--------------------------------------------------------
Washer---------------------------------------------------------Screw
Screw
Screw
Retain
Retaining F
Retaining Fing
Screw
Cast-O
-----------------------------------------------------------
-----------------------------------------------------------
-----------------------------------------------------------
ing Finger
Support Bracket-----------------------------------
inger
Support
------------------------------------------
er--------------------------------------------------
----------------------------------------------------------ff
Support
Plate --------------------------------------------
Eyelet----------------------------------------------------------Scr
ew
-----------------------------------------------------------
ast-Off Wir
C
Nipper
pper
Ni
Nipper S
Thread
Screw, for
Screw
Washer
F
-----------------------------------------------------------
rame Thread
Looper
L
ooper Threa
Scr ew
Cam Gear Fork
B
Screw
Screw
Scr
Cov
-----------------------------------------------------------
el
t G
uard-------------------------------------------------------
-----------------------------------------------------------
-------------------------
ew
-----------------------------------------------------------
er Plate------------------------------------------------------
e-------------
Spr
ing
pr
ing,
ing P
Screw, for
for
late,
ase, for
Spr
Nipper B
Styles 53100 A,
Style
for
-
--------------------------------------
Sty
les 53100 A,
s 53100
Styles
A,
D,
53100
Styles 53100 A,
D,
E
-----------------------------------
D,
E
E-----------------------------
A,
D,
E
-----------------------
D,
E-----------------------
----------------------
---------------------------------------------------------Eyel
et
Thread
d Le
Guard----------
---------------------------------------------
-
ad-In
Eyelet
Frame Support
----------------
------------------------------------Plate
---------------
-
---------------------------------
-
Gasket----------------------------------------------------------Cra
nk Chamber
Needle B
Scr ew
Ne
Scr
Screw
Crank Chamber
Screw
O
il
Baffle
Needle
Screw
Scr ew
Take-Up
Needle
Screw
Screw
Presser
Oil
Screw
Nut--------------------------------------------------------------
ar Fram
-----------------------------------------------------------
edl
e Bar Fr ame Guiqe Plate, rear
ew
-----------------------------------------------------------
-----------------------------------------------------------
lCap-------------------------------------------------------
Oi
Oil
Cap
O
il
Cap
-----------------------------------------------------------
Shi
eld--------------------------------------------------------
Plate------------------------------------------------------
Lever
-----------------------------------------------------------
----------------------------------------------------------Wire----------------------------------------------------
Bar
-----------------------------------------------------------
----------------Bar
Tube
Clamp-----------------------------------------
-------------------------------
Cov
er Gaske
t--------------------------------------
e Guide Plate, fr
Cover---------------------------
Tor sion
Hinge
Bear
Frame
Connect
Spring-----------------------------------------
Pin
---------------------------------------------
ing
Oiler----------------------------------------
Cover------------------------------------------
-
-----------------------------------------
ion Guide
Plate--------------------------------
ont-------------------------------
-------------------------------
-
-
---------------------------
Gasket-----------------------------------------------------------
Cover------------------------------------------------------
Head
Felt
Liner----------------------------------------------------
Screw
Screw
Washer---------------------------------------------------------Oil
Needle
PlugScrew-------------------------Needle
-----------------------------------------------------------
-----------------------------------------------------------
Shi
eld,
end
and
Bar
Frame
Thread
back, for
Guide
Eyelet
---------------------------------------------
Styles
53100 A,
B, C,
Pin---------------------------------------
-
----------------------------
D
Washer----------------------------------------------------------
Screw
EndGasket-------------------------------------------------------
-----------------------------------------------------------
-----------------
-
---------------
-----------------
-
---------
----------------
Amt.
Req.
2
1
1
1
1
1
1
1
1
1
2
3
1
1
1
1
1
1
1
1
1
1
1
2
1
1
10
2
2
1
1
1
1
2
1
1
3
1
1
1
1
2
1
1
1
2
1
1
1
3
1
2
1
3
1
1
1
1
5
3
3
1
2
1
1
1
1
1
19
Page 20

46 47
20
Page 21

CLO
T H
PLATES
,
CL
OT H
PLATE COVERS, MISCELLANE
OUS COVERS AND ATTACHMENT
S
Re
f.
No.
'-1
2
3
4
5
6
'
7
8
9
'
10
., 11
12
'-1
3
14
15
' 16
17
18
19
20
21
22
23
24
' 25
26
27 23425
.......
28
29
30
.........
31
32
33
34
35
' 36
37
38
39
40
41
'-
42
'
43
44
45
46 53101
'-4
7
'
'-4
8
'-49
50
51
'-
52
'53
'-54
55
56 51
57
58
59
60
61 22
62
63
64
65
66 51280
Part
N
25 s
51282
51282
52978
52882
52882
22548
51 4 80 c
51301
22760
3577
2 H
51281
2
284
5 B
512
81 AJ -219
5
1281
25 c
29480
39
531 F
77 A
39
531 B
60
4
39531
53
132 B
53132
22561
531
32
2
2514
23450 L
188
83
72 A
23 4 50 u
23450 M
234 50 p
2345
0 R
90
2345
0 v
23450 N
2
345
0 T
23450
s
53102
22
760
A
35772 H
25 c
23
45
0 w
80
22
845
B
88 D
25
343
s
7 G
39 c
2
228
22585 A
22524
5
378
2 B
382
29
82
A
E
5
52982 D
228
48
41394 A
733
B
22 2 D
87
87
80
AA
o.
AJ
AK
G
u
AE
D
A
AC
T - 219
BZ
c
A
v
D
Descr
Screw
Oil Shi
Gasket
C
Scre
Throat
Cloth
Scre
W
Clo
Piv
C
Cl oth
Scre
Au
Washe r
S
W
Cloth Plat e
Screw
Washe r
Screw
E dge Guide, for Style 531 00 B
Clot
Scr ew
Scr ew
Sc
Screw
F
Screw
Screw
Screw
O
Gas
G
O
Screw
Gasket-----------
Sc
Th
Screw
S
S
S
Throat Pla
- -
--------------------
eld
, fr ont, for Styl
Spring
Hinge
-------------------------------------------------------Pi n
, for Styl
--------------------es
53100 A , D, E
rank Chamber Cover, for
w, for
w, f
asher,
th
ot
lo
th
w, for St
xiliary
O
Sha
Spring
Auxiliary
Pressu
Sc
Auxiliar y
Styles
Plate
Plate
, for
or
Styles
for
Plate Cove
Screw
, for
Pla
te Cove
Pl
ate
Cov
Presser
53100
Support
Styles 53100 A, D, E
53100 A , D, E
Styles
531 00 A ,
r Spr ing, for Styles 5
Styles
r , for
er , for
yle
53100 E
Pla
perating Lever-
Sc
re
w-----------------------------------------------------
ft Collar
Sc
----------------------
re
w--------------
------------------------P r
essure
r e Pl ate
r e
w-----------------------------------
Shaft----------------------------
Pressu
Plate-------------
cre
w, for Style
aist
band Fold
Scr e
w----------Washer
Low
er
Folder
Adjust
Ad
justabl
Screw--Ad
justing Scre
Adjusta
Top Scro
Top Sc
Scroll, adjusta
able Waistband Guide, lower
ble Waistband Guide , upper--------
r o
53100 B
er,
com plete, for
---------
Base
- -
-----------------------------
e S
upport
- -
---w-----------
ll
Sup
por t,
ll-
---------------------------------------------------
Cover, for Sty
--------------------
--------------------
-----------------------------------------------------------
h Plate, for Styl es 53100 B ,
-----------------------------------------------------------
--------------------------
r ew
-----------------------------------------------------------
--------
old
er Support
-
-----------------------------
Bracket, for S
----------------------
--------
-----------
il
Reservoir Top Cov
ket
-----------------------------------------------------------
asket---
- -
-
---------------
------
-
-----------------------------------------------
- -
il Reservoir Back C over -
-------
r e w
----------------------
r o
at Pla
, for Styles
cre
w, for Styl
cre
w, for Sty
crew -----------------------
---
te (See P
es
les
te
Support
----------
-
------------------------------
age
53100 B , C
53100 B, C
53100
ipt
es
A,
, for
D, E ------------------------------------
Sty
531 00 A, D, E
Style
Sty
les 53100
--------
te Assembly
--------------------------
Pla
te Bracket-------------
r e Plate--
---------------------
-
-----
-
-------------------bl e
, for waistband
----------
adj
ustable
les
er
------------------------------------------
------ -
37) ---
A,
D, E
, for Sty
21
ion
-
----------------------
53100 A,
C,
-
-------------------------------
--------
Styles
53100
le 531
00 E -----------------------------
--------------------
-------------------------
D, E ------
3100
-------------
53100 E
--------------------
A, D-----------------
-
---------------------------------
, for Sty
------
-----
-
------------
-----------------
- -
---
-------------Sty
le 53100 B -
D, E
-----------------------
-
--------------------------
A,
D, E---------------------
--
--------------------------
A,
D,
E - -
le
531
00
-
-
----------------------------
- - -
------------
-
--------------------
-
-
--------
-
-----------------
--------------
-
-------------
-
----------
-
--------
--
---------------
-
---
----
E-----------------
-------------------
- - -
-
----------
--
----------
----------
-
--------------
-----------
-
-----------
- - - ------------------------------------
-
---------
-
-------------
---------------------------------------
-
------------------------------
guide, lower
-----
---------
-
---------------------
---------------------
53100 B,
-
-------------------------------------
-
----------------------
C--------------
---------
-------------------
---
--------------------
-
---------------------
-
-----------
-
-----------
-
-------------
-
--------------
-------------------------------------C----------------------------------
-
--------------------------------
-
tyl
e 53100 B
---
- -
-
----------------------------------
---------------------------
--------------------------------
----------------
--------------------
-
-------------
-------------------------------
- - -
-----------------------------------
- -
------------------
---------------------
-
----------------
-
----------------
-
----------------
-------------------------------------
--------------------------------------
-----------------------------------
- - -
les
---------------------------------
53100
A,
B,
C, D -------------------
---------
- - ----
- - - - -
-------
-
------
-
-----
-
-------
-
------
-
--------
-
--------
-
--------
---
-
--
--
- -
-
-
-
-
Amt.
Re
-
q.
2
1
2
1
1
1
4
1
1
3
3
1
1
1
1
2
1
1
1
1
1
1
1
1
2
1
1
2
1
5
5
1
1
1
1
4
1
1
1
1
1
2
2
2
1
1
3
1
2
1
1
2
2
7
1
1
1
1
9
2
1
1
1
1
2
3
1
Page 22

A B C 0 E
~
61
~
56
i
59
. 1
51
IF
54
22
~60
~
~
58
1
55
~
55
~
56
i
56 ~56 ~56
G H
;8
53 52
Page 23

Ref.
No.
P a
No.
rt
MAIN F
RAME,
BUSHINGS AND MISC E
De
scription
LLANEOUS
OILING PARTS
Amt.
Req.
"'
, g
'
10
11
'
12
13
14
15
16
'-
17
18
19
20
21
22
23
24
25
26
27
"""'
28
' 29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
1
2
3
4
5
6
7
8
51493
51
5149
5149
51493
22
2282
5129
22823
514
51493
514
514
22560
528
51
52942
512
52890
51290
529
52794
52894
52894 AB
52836
22597
52836
512
51294
5289
52894 AE
22729
51294
21212
5129
22729
5129
52883
216
52891
529
2288
22889
35178
22571
225
56390
BQ
531
643-127 Blk.
493 AG
3 D
3 E
AH
5
0-294 Bl
569 B
3 A
5 A
B
93 AY
BG
93
BH
93 BJ
B
94
AK
493
BK
w
44 M
c
T
42 X
G
AB
90
90
p
R
660-136
258 A
57
AA
666-210
v
666-211
4 AD
A
N
4 s
666-201
666-209
B
4 K
R
57 X
B
50-648 Blk.
42 y
9 c
D
666-11
666-6
666-118
666-111
666-179
4
D
A
5
39 H
E
k.
Pump
Gasket
Oil Pump
Oil
Pump
Oil Pump
Screw----------------------------------------------------Screw-----------------------------------------------------
Mounting Isolator------------------------------------------Screw-----------------------------------------------------
Oil Pan Base
Base
Filter
Screw-----------------------------------------------------
Oil
Lint Filter
Looper
Looper
Main
Main
Looper Drive Le
Oil
O
Oil
Screw,
Screw,
Feed
Screw,
Looper
Oil
Lower Presser
Oil
Oil
Oil
Oil
Screw-----------------------------------------------------
Oil
Oil
Presser Foot Lif
T e
M
Lucite
Looper
Adapte
Adapt
Oil
Spring-----------------------------------------------------
Plug S
Oil
Oil
Oil
Wed
P
Crankshaft
Driven Gear------------------------------------------
Screw-------------------------------------------------
----------------------------------------------------
Pump
Tube,
Tube, for feed
il
Tube Holder, for
Tube
Tube,
Attraction Felt-----------------------------------------Sip
Tub
Tub
Tube
Oil
Siphon Assembly----------------------------------------
Fe
F e
Screw-------------------------------------------------
Upper Clamp-------------------------------------------
nsion Re
ain
Wick---------------------------------------------------
Wick--------------------------------------------------Wick--------------------------------------------------Wick---------------------------------------------------
ge
lug
Housing
Driving
Driving Shaft Gear------------------------------------
Hous
Pin
---------------------------------------------------
Plat
e F
Cap
Assembly----------------------------------------
Washer,
for
Screen------------------------------------------
Driv
e L e
Rock Shaft
Shaft
Bu s
Shaft
Bu shing,
Holder, for
for
Styl
for
Rocker
Nut
F e
Sha
er
Scr
Style 53100 E ------------------------------------
for
Sty
Rocker
for feed
---------------------------------------------------
hon
Tube --------------------------------------------
lt Lint Filter----------------------------------------
e,
for dif
e,
for
Connection
Siphon
lt Plug---------------------------------------------lt Plug
lease
ft H
ousing, i
Oil
Gau
Rocker
r Plug
Plug Screw
crew
------------------------------------------------
Pin
-------------------------------------------------
ew
------------------------------------------------
Bearin
------------------------------------------
Sha
ft--------------------------------------
ing
Cover
Plate
elt Pad
spon
ge
looper
ver
Bushin
hing,
ver
lift
es
53100
Shaft
Bush
le
53100
Shaft Bushin
crank link
Bar
ferential feed
differential feed bar gui
Connection
----------------------------------------------
ter
L e
ge
-------------------------------------------
Shaft Syn
Screw-----------------------------------------
g Housing Gask e
------------------------------------
-----------------------------------------
---------------------------------------rubber ---------------------------------
rocker
Shaft
left
middle---------------------------------Shaft
and
Style
Style 53100 E ---------------------------
Bush
----------------------------------------
Leve
ver
nclud
-----------------------------------------
and
left
ball
joint
Bus
hin
g,
front----------------------
g, r i
ght
and
Bushin
looper
s 53
A, B,
ing
----------------------------------
E------------------------------------
g,
ing - -
Locking
r B
Shaft Bushing-------------------------
ing
chronizing Stud-----------------------
----------------------------
inner
ushing---------------------------
r ig
ht-----------------------
g, r e
ar----------------------
avo
id e
ccentr
100
A,
B,
C, D -----------------
C, D --------------------------
left----------------------------
--------------------------------
-------------------------------
bar sha
bush
ft,
for
de,
for
Ring-----------------------
ing
------------------------
t---------------------------
-----------------
ic
--------------
Style
53100 E------
Style
53100 E -----
1
1
1
2
4
15
2
2
2
2
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
3
2
4
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
3
1
3
2
2
2
2
23
Page 24

24
Page 25

Ref.
No.
"'3
' 4
...........
.....
" 25
,,
33
34
35
.......
"'3
39
40
41
42
......
43
"
44
45
'-
46
'-47
"48
.......
49
50
51
52
53
54
55
'55A
56
57
58
59
60
61
62
63
64
65
66
67
67A
68
69
70
73
74
75
....
76
" 77
78
79
80
81
82
83
84
85
86
87
88
' 89
1
2
6
7
8 ,
9
10
11
12
12A
13
14
15
16
17
18
19
20
21
22
23
24
26
27
28
29
30
31
32
36
7
38
Part
29
476
313
9 H
5
97
18
413
31 G
1236
5
269
5
31
39
66026 9
20
29476
531
39 B
51236 G
36
512
227
68
82
531
39
53
139
2
69
53139
531
39 0
2
288
8 A
531
39
53139
98
391
53 G
29
82
1
227
9 1 D
413
94 A
2
273
3 B
22861 B
225
48
2
58
531
39
53139
22561
22768
41358
31
39
5
53
13
9 A D
13
9 AE
53
13
9 A H
53
51
23
9
512
39
2
274
7 B
43 4
43
53139
50-7
88
2
2874
1298
7 A
53
139
A G
512 39 G
22894
6
1339
660 -
2
258
0
42
A
60
947
6
2
53139
460
88
53139
228
92 c
53139
53139
53139
5313
9 M
116
38 M
54278
542
78 w
54274
54274
719
61351
c
22894
53139
X
22651
CB-4
605
53139
54274
H
542
74 L
542
74 M
54274
J
54274
HA
53139
s
53139
v
53139
u
538
53139
T
22593
No.
J D
A
F
K
169
JF
B
A
E
F
c
z
AC
A B
AA
A B
Q
AA
99
T
F
239
JE
y
w
L
N
p
y
p
N
H
R
C
lutch Dri
Clutch Dri
'ut
Connecting Rod-------------Fe
Nut
~~~eS~~~i~;:
Nut-----VVa
sher-
Clut
ch Dri
Clutch
FeedCrankStu
Fe
Screw
S
cre
ClutchDr
Nut
Idler Gear Eccentric
l
dlerGear
Screw-------------
I
dl
Clutch
;-
Nut
Nut
Pin
~
~
~lf=~~~
Nut-----
Ro
ller
Feed
Sc
rew---
Screw -----
VVasherFe
ed
Fe
cdRolle
Fe
ed
Feed
Feed
Bushing
Screw-------------------
Nut
Roller
Blk
.
Guide ----
Screw
Screw-
Nut-
-----------Plunger
Universal Joint-------
SetScrew------
Ro
ll
er
UniversalJ
SetScre
VV
asher-------
Clutch Assembly---
Roll
Co
lutchShaft-------------
C
StopScrew-------
Clu~~
N
ut
D
riving VV
Sleeve---
VV
asher-
TensionSpr
Se
VVasher----------------SpotScrew--------------------
Roller Fee
Screw-Drive Lever -------------------------
Clutch Dis
Clutch Roll
ClutchSp
Support Plate ----
Clut
Clutch
FOR
L U
TCH
ASSEMBLY, CLUTCH
STYLES
53100 BAND
DRIVE
SHAFT
C O
NLY
GEAR
A 0 HOUSING AS
SEMBL
Y
Description
ve Connecti
Screw---------
---------
rrul
e -------
---------------------
---
---
--------------
ve
Shaft Gear
Drl
edCrankStu
--------
w--------------------------------
ive Housing
Bu
shing-------
-- ----
er Gear
Dnve
Screw-
--·---------------------------------------
-
-------
---
-----
~~
--------------------
Feed Shaft Guard
Roller Stripper-
------
----------
-------------------------------------------
Rolle
r L
r,
Rolle
r,
Rolle
r, coa
Roller Block ---
---
---
---------------
Feed Mounting
-----------------------
---
Spring
Feed
Shaft------------------
oint------
w-------
er Feed D
llar----
Screw---------------------------------------------------------------------------------------------
:~~=
~~~~
~:
asher
--------------
---------------------------------
tScrew·---
SetS
cre
----------------------
rlng ---
ch Disc-----------
Barrel Assembly
Core
--------------
Barr
el-
Sc
rew-----------------------
Clutc
h Bar
Screw--------------------------
ng
ve
-----veShaft-
--- -----------
----------------Bracket
----- --------------------------------------------------------------------------- ------------
~~~
ifter------
fine
fifty teeth---------------------------------------------
--------
-----------
-----
----
------------
---
~~~
::
ing--------
d Ge
w-------
c------------------------------
er
----
Rod Assembly-------------------
Ball Joint---
- - -
---------------
----------------
:::::
------------------------
d--------------d Cap----
---
Shaft
---- - --------------------------
----
--------------------------
~
~~~
----------------knurl
rse
knurl
--------------------
------
-----------------------------
-------
-------------
------------------
riving Gear
----
= =
::::::::
: :
: : : :::
-------------
------------ar-------------
---
-----------------
------
--------------
rel
Gear--------------
------------!
..
- -- - ---- - --
----------
---------------------
:
::::::
:: :::::
-------------------
and Housi
-------
----
-------
-----------Bush
-----------
--
~
Gear---
~~
~~
-----------------
-------------
----------
-----------------
---------------------
----
---
Bra
cket
----
-------
----
---
---
---------
---------
----------
ng Assemb
-----------
---
-----------
-----------------
------
-------
ing---------
-----------
-------
-
------------
-------------·-------
~~~
~ ~
~~~
------
---
------
-----------------------------------------------
---------------------------------------
---
-----------------------------
---
--------
---------
-----------------------
--------------------
---------
-----------
--------------
---
---
---
---
----
---
- -
---
-----
Sha
ft ----
------------
---
-----
-----------
:::
::
:
:::::
::::
--------------------
------------
- -
- -
-- - -- -- -------------
--------------------------
--------------
----
----
---------------
---
--------
--------------------------
----
--------------------
---
-------------
-------
------------
----
- - --- --.
----
- --------------
---------------------------
------
-----------------
:::
::
: :
::
::
-----------------
---
ly-
--------------
--------
-------
-------
---------------------------------
---------------------
----
----
---
-------
- -
- -
-----------
~
-
~ ~ ~
~~
-------------------------------
-------------------------
-------------------
--------------
---
------------------------------
----
--------
----------------------
---
-------------------------
- ----
-------------------------------
---
----------
---
::
:::::
::
::
:::::
--------------------
----------
----------
----------------------------------------------
---------------------
------
---------------------------
------------------------
-----------------
----
-------~ - ------
----
---
----
--·-
····
--------
-
-----:··----------------
~ ~
~~~
~~
---
-------------
----------
---
------------
----------------------
----------------------
--------------------
------
-------
---
-------------------
------------
----------------------------------------
- ------- ---
-----------------
-----
---
-------
-----------
------------------------·--------------
-----------
---
-----
--------
----------------------------
:::
:::
:
:
::::::::::::::
-------
----
----
------------------------
---------------------------------
---
-------
-----------
---
-----
----------
------------------------
------------------------------------
--·---------
---------------------------------
- - --
--------------------
- - -
----
---
-----------·
: : : ::::::::
------------------
-----
----
------
---
---
-------------·------
----------------------
---------
----
------------
---
---
-----------
-----·-·---
------
-----
--------------------------
------
--------
------
------
-----------
----
--------------------
---
- - -~---
- - -----
r:
~~
~~
~~~~
---
-----------
-----------------------
----------------------------------------
------------
-------
------------
---
------
---
-----
--------·
------------
----
-----
--------------
-----------
---------
------- -------
----
-----------------
---
---
-----
--------
:::
------------·----
- - -
---------------
:
::::::::::::
:
:::::::::
----
------------
---
---------
-------------------~----
------------
----
----
---------------------------
------------------
------
----
-------------
------
---
---------
-----
------------------
----
----------
-----------------------------------
-----------
--------------------
::
---
---------------------
----
~
---------
--------------------------------
---------------
----
-------------------
:::
: : :
::::::::
-------------------------
---
------------
-----------
--------------
------
------
------
---------·-------------------
- --------------- -
-------
----------------------------
------
----
---
---
---
------
------------
~~
~~~
~ ~
~~~
----
------
---
--------------------
----------------------
----
------------
-------
---------------
---------------
---
---------------
-------
---
-----------
-------
---------
-------------------
----
-------------
-----
-------
---
--------------
---
------------------·-----·
------
-------------
- ------------
---------------
-------------------
---------------
:::
::::::::::
:
:::::
------------
---
--------- ----------------------------
------------
-------
---
---
-----
----
---
---
----
----
------
---------------
-----
--------
-------
----
----------
--------
-------------------
----------
--------
--
-----
---
:::: ::::::::::
---
------------------------------
--------------------
---
----------------------------
--·-----
------------
----------------
--------------------
------
- -
-------------------------
- -
------------·---------
----------------------
-----
---
---------
----------
---
----
----
-----------
------------
-----
--------
--------
----·-------
:::
----
--------------
---
---
------
----------
----------
-·-------------
---------
------------------
-----------------------------------
----
------
-------
- -
-----
- ·--- - - - - -
--------
~~~
~
~~
~ ~
~~~
~
---------
---------
-------------
-------
---
--------------
----------------------------------
-------
-------------------
------------------------
------------------------
-----------------
---
----------
-----------------
--------------------------
---
-------
-----
-------------
----
--------------
----------
-----~-~----
---
---
---
----------
--------
---------------
:i
~::
:
::::::::::
~
:::~::;
----------------
-----
----------
----
----------------------·------
--------
:
---
------------
----
------------------------
-----
---
--------------
-------
------------------------
----
--------------------
--------
---------
---
----
---
----------------------
---------------------------
-----------------------
----------
---
----
------
-------------------------
---
----------------
---------------
--------
---------
~~~~~~~
~~~
-----------------
-------
-----
-------
-----------------
-----------------
----------------
-------
---
--------
----------------
--------------------
-------
----------------
----
-----------
--------------
---------------
------
-----·----------
---------------
----------------
---
---------------
------
----------------
::::::::::::::::::::::
- -
---------
----
-----
-------------
------------------
------
-------------
---------
----------------
----------
---
----------
---------------
------
------------
---------
::
::::
:::::::
-------------
---
----
------
---
---------
--------
--------
----------
·-·------
------------
---------
---------
-
--------
----
~
~~~~
~
~ ~
-----------
---
-----
-----------
----------
---
----
---
----------
----
-----
-------
------------
----
----------
-------
---
----------
-------------
:
::::::::::::
-----------
---------
-----------
---
-----
----
----
----
----
-------
---------
25
Arn
t.
llcq.
1
1
2
1
--
1
1
1
1
1
1
1
1
1
1
1
----
2
1
1
1
1
1
1
1
1
1
2
2
1
1
---
1
1
4
~~ ~~
3
1
----
1
1
--
1
1
1
--
1
1
---
-
1
1
1
---
1
1
1
-
1
1
1
--
1
2
1
1
----
2
--
1
I
2
1
1
1
1
1
I
1
1
1
2
1
2
I
1
1
1
1
1
-
1
----
1
--
2
-
6
1
--
1
--
6
--
12
--
1
--
1
---
1
---
1
1
----
3
1
3
Page 26

26
Page 27

"
'-
"'-
.....
Ref.
No.
' 2
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
66
67
68
69
70
71
72
73
74
75
76
3
4
5
6
7
8
9
Pa
rt
No.
51493
BP
22560 B
52943 L
22894 X
52
943 K
22894 X
529
42
A
52951
c
29476 LE
22559 A
51243
c
22729
22
587
29476 HL
51216
M
53138 L
94
X
228
29476
JZ
53138 E
53138 F
53138 J
22733
12934 A
53138
c
50-774
21657
Blk.
E
18
D-0420
53138
53138 D-0425
53138 D- 0430
22
874 F
53137 E
53137 J
18
22841
H
269
53137
H
18
53137 F
52891 B
22
569
B
660-202
52921
B
22894 G
51216
p
51216 N
29066 R
22
559 G
53137
22894 T
29348 T
51054
6
66-1
49
54
78
35759
88
A
77
53115
51250A
51250 E
666-170
511
50
66
0- 212
51250 D
51250
22586 R
22768
51258 A
27-4
35
Blk.
53117 A
56
53137 M
51258
22768
660-212
51216 G
15444 F
RANKS
C
HAFT , NEEDLE LEVER
AND
LOOP
ER DRIVING PARTS
Descr iption
Pump
Drivi ng Gea
Scr ew
ll
Co
llar--
Co
Looper Drive Lev
VVa
Looper
C
ra
am
C
Cam Ge
-----------------------------------------------------------------------
ar--------------------------------------------------------------------------
Scr
ew-----------------------------------------------------------------------
------------------------------------------------------------------------
Scr
ew-----------------------------------------------------------------------
sher-------------------------------------------------------------------------
Driving Lever Crank Asse
Scre
w, lower---------------------------------------------------------
Ball
Stud Guide
Scr
ew-----------------------------------------------------------------------
Scr
ew,
nkshaft
Needle Be
Scr e
Cam Gea
C
Assembly
Driving
w-----------------------------------------------------------------------
ar
, C
am Gear
r--------------------------------------------------------------
er
Rocke r Shaft
------------------------------------------------mbly
--------------------------------------------
--------------------------------------------------------------
upper
---------------------------------------------------------------, • 9
10
inch throw
ar
ing
--------------------------------------------------------------
Gea
r---------------------------------------------------------------
am
Gea
r Fo
rk
Fork Sha ft
r Fork a
Frame
nd
-------------------------------------------------------
---------------------------------------------------------
---------------------------------------------
Needle B
ar Fram
e Connecting Rod Ass
CamGear-------------------------------------------------------------------
ew-----------------------------------------------------------------------
Scr
N
ut-------------------------------------------------------------------------
Cam
Gear
Fork and Adjusting Segm
in-------------------------------------------------
P
VVash
er
Nut------------------------------------------------------------------------Cam
Cam Gear
Cam
Sc
Needle
----------------------------
Gear Fork VVear Plate,
Fork VVear Pl
Gea
r Fo
re
w-----------------------------------------------------------------------
Ball Joint, lower
Nut----------------------------------------------------------------------
Ad
jns
rk VVear Plat
Bar Fra
me Connecting Rod
tin
g Screw---------------
ate, • 0425 inch thick
e, • 043 inch thick
---------------------------------------------------------
ent
-----------------------------------------
-
----------------------------------------
• 042 inch thick
Assem
bly
-
------------------------------------------
-
--------------------
------------------------------------
-----------------------------------
------------------------------------
------------------------------------
Nut-----------------------------------------------------------
Connecting R
od-----------------------------------------------------------
Nut----------------------------------------------------------------------
Ball
Joi
C
nt, uppe r
rank
sha
re
Sc
"
O"
Pulley
Nut
VV
asher
Ne
ft Bushing Hous ing,
w-------------------------------------------------------------------------Ring, for p
------------------------------------------------------------------------ew-----------------------------------------------------------------------
Scr
----------------------------------------------------------------------------
-------------------------------------------~-----------------------------
edle Lev
er
-------------------------------------------incl
uding bushing
-------------------------------------
ulley-------------------------------------------------------------
Connecting Rod and Upp
er
Bea
ring
Asse
mbly
--------------------------
Screw-----------------------------------------------------------------------
Needle
Needle Lev
Bar Frame
Scre
w-----------------------------------------------------------------------
er
Feed Crank
Lubr i
Needle
Scre
Needle
Scre
Screw
Bar
w-----------------------------------------------------------------------
Bar
w-----------------------------------------------------------------------
-----------------------------------------------------------------------
---------------------------------------------------------------
Assembly
Pin
cat
ing
Link
Conn
----------------------------------------------------------
-------------------------------------------------------------Felt
----------------------------------------------------------
-------------------------------------------------------------
ect
ion
--------------------------------------------------------
Needle Lever----------------------------------------------------------------
Bu
shing
Ne
edle Lev
VVick
---------------------------------------------------------------------------
Needle Lever
O
il
Se
al
VVashe r
G
S
-------------------------------------------------------------------------
asket -------------------------------------------------------------------------
crew--------------------------------------------------------------------------
------------------------------------------------------------------
er
Stud
------------------------------------------------------------
Shaft Stop Co
Ring
--------------------------------------------------------------------
llar----------------------------------------------------
Screw--------------------------------------------------------------------------
N
eedle
Needle B
Ne
Ne
eedle Bar F rame P ivot Pin------------------------------------------------------
N
Needle L
S
crew--------------------------------------------------------------------------
O
il
Needle
VV
edl e Bar
edle Cl
S
eal
Lev
ash
er,
ar Eyelet
amp
eve
Ring
redwood---------------------------------------------------------------
Bar Thre
ad
Eyele
VVas
her
t---------------
--------------------------------------------------------
-
----------------------------------------
--------------------------------------------------------------------Nut
---------------------------------------------------------------
r T
hre
ad Eyelet------------------------------------------------------
--------------------------------------------------------------------
er Connecting R
od-----------------------------------------------------
-
embly----------
-
----------
-
----------------
------
Amt.
Req.
1
2
1
4
1
4
1
1
1
2
1
1
2
1
28
1
2
1
1
2
1
2
3
1
2
1
1
2
2
2
1
1
1
2
1
1
1
1
1
1
3
1
1
2
1
1
1
2
1
2
1
2
1
1
1
1
2
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
2
2
1
27
Page 28

28
Page 29

LOOPER ROCKER
AND
CONNECTING
ROD
PARTS
Ref.
No.
1
2
3
4
5
6
7
8
9
10
11
12
'13
14
15
............
16
17
18
19
20
21
22
23
24
' 25
26
"'
27
"-
28
29
30
31
32
33
34
35
36
37
38
39
40
Part
No.
51244
22519
18
51216
51244
51244
55244
G
77
51144
53108
53108
B
1740
22738
53111
B
A
53111
98
51244
51246
96
18
29192
51745
5
1213
15465 F
88
258 A
22829
73
5
5241
N
269
39141
18
52942
22882
51242
p
A
M
18
20
52941
41355
41355
41355
41355
41355
41355
D
U-4
U-5
U-6
U-7
U-8
U-9
52942 R
B
H
N
L
N
c
Description
L
oop
er
Rock
er
Screw--------
Shaft Arm-------
-
----------------------------
- - -
-----------------
-
---
Nut-----------------------------------------------
VVasher
Thrust
Looper
Looper
Screw-------------------------------------
Looper
Looper
Screw------
Looper Roc
Looper
Screw-------------------
Nut------
Looper
Screw---------------------------------------------
Looper
Nu
t------------------------------
Looper
Nut---------------------
Looper
-------------------
VVasher-----------------------
Rocker
Rocker
Rocker
Frame
Shaft
Clamp
Collar Stud---------------------
Shaft--------------------------------
-
-----------------------
Collar --------------
Assembly----------------------------------
Looper
Screw
Looper
Looper
Looper Roc
Loop
Loop
Nut-----------------
Screw
Screw
VVasher----------------------------------------
-------------
Pin
-------
---------------------------------Retaine
Retaine
-
-------------
ker
Rock
er Stud
-
--------------------------------
r , f
r ,
Fra
m e
Nut-----------------------------
-
--------------------------
ront------------
bottom
---------------
--
-
--------------
Roc
ker Assembly
ker
er
Roc
ker
er
Rock
Screw-----
Co
ne Stud--
------------
er
Cone -----
-
-----
-
----------------
- -------
---- - -
--------------
Connect
ing R
Connecting
od
Rod
-
--------------------------
Ball Joint, le
- -
------
-
Drive
Lever-------
------------------
------------------------
- - -
-----------
-------------
--------------
------
-
-
----------
-----------------------
- - - -
--------------
ft
-
----------------
- - -
---------------
------------------------
-
------------------------
-
----------------------
- - -
-----------
-
-------
-
-
-------------
-
-
--------------
-
-
-
------
----------
----------
----------
----------
---------------
-
---------
----------
-
------
---------------
-
-
----
-
--
--
Nut-----------------------------------------------
VVasher
Looper
Shim, • 004
Shim,
Shim, • 006
Shim, • 007
Shim, • 008
Sh
im,
Loop
--------------------
Connecting
inch
. 00 5 i
nch
inch thi
inch
inch thi
• 00 9 i
er
nch
L ev e r Stud
Rod
Ball
thick
thick
(as re
(as re
ck (as requ
thick
(a
s r
ck (as requ
thick
(a
s r equire
-----------------
-
----------------------
Joint,
rig
ht-------------quired)-----------------quired)------------------
ire
d)---------
equ
ire
d)------------
ire
d)-----------------d)-----------------
-
---------------
-
--------
- - -
---
Amt.
Req.
-
-
2
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
1
2
1
1
1
1
1
1
1
1
1
1
1
1
1
1
29
Page 30

52
30
Page 31

MAIN
S
HAFT AND FEED ME
CHANISM
Ref.
No.
1
2
3 269
4
5 ·
6
7
8 5
9
10
11
12
13
14
15
16
17
18
19
20
21 51306
22
23 511
24 5
25
26
27
'
28
.......
29
30
31
32
33
34
35
36
37
38
...
39
'
40
41
42
43
44
45
'-
46
47
48
49
50
51
52
53 8
2286
228
5
22801
22528
5
22
512
51
2251
51
5
51134
5
Par t
No
.
51054
666-1
20
51236
51236
5
5
22768
529 22 c
22801
5123 6 A
29476
51145 A
51142
2289 4 D
29476
2289 4 D
1236
2923
5
22580 D
511
22 560 B
5113
5
113
312
122
113
113
E
660-169
D
1236
1236
G
1236
B
82
DR
c
DX
45
A
A
D
34
53 8
4 H
4 J
25 8 A
3
77
34
5
5 w
585 B
77
35
A
482
98
235 G
9 c
235
98
4 c
R
4 p
F
49
Descr
Li
nk Pin
Oil Wick---------------------------------------
Nut----------------------------------------------Washer
Feed
Needle
Feed
Feed Crank Link Fer r
Feed
Feed
Screw--------------------------------------------Screw-----------------
Main
Screw------------------
Link
Feed Lift Eccentric A
Styl
Eccentr
E c centri
Loop
Eccentr
Eccentr ic
Li
nk Pin
Take
Screw
F e
ed Bar
Scr
F
F eed
Feed
Nut----------------
F e
Screw------Needle Gu
Styles 53100A,
Feed Dog (See Page 3
Needl
Stud Scr
Screw.
Washer. for
Screw.
Screw----
Feed
Colla
Sc
Washer
Screw-----
F
eed Roc
Screw
Feed Ba
Lubr
Lubricat
eed Rocke
F
------------------------------------------
-------------------------------------------
Crank
Crank
Crank
Shaft.
Pin
es 5
er
-Up
ew
eed Dog
ed Dog
e G
Rock
r -
r ew
icating F e
Link
Ass e
Bear
ing
---------------------------------
Crank
--------------3100
Sc r ew -
Avoid
Sc
r e w
------------------
---------
--------
. for Styl
----------
Do
Do
ar d Adjusting
uard,
for fe
for needl
- -
er Arm
-----------
-------------------
-----------ker
--------
r Shaft
ing F el
Link---------------------------
Stud
-----------------------------------
Stud
Cap -------------------------------
for
Styles
A,
B, c.
ic
Bea
r ing
c, • 080 inch
----------------------------
Eccentr
ic, • 072 inch thr
------------------------Bearing
-
- -
es
Heigh
g H
g H
Hold
-
ew------
eddog on Styl
needle
-------
- - . for Styles 53 100 A . B .
r Shaft
t Ad
older--------------------------old
er W
er Adjust
--------B,
for Styles 53100 A ,
guar
e gua
. for
-------
----
---------
ltGuard,
t, for
---------
iption
mbly------------
ule------------------------
-
---------------------------
53100
sse
--------------------------
ic A
-------------------------
--------------------------------
------------53100 A.
-
-----------------------justi
asher -----------------------
C,
7)
--
-----------------------
d on S
rd
-
----------------------Styl
-
-----------------
- - ---- - - - -------
-
-------
----------------------------for
Styl
A.
B.
c.
-
-------------------
-
--------------------
mbly. for
D-------------------
throw
sse
--
--
Scr
D---------------
-------------------------
es 53100
on
- ----es
----------------
mbly
ow
-
ng
----ing Scre
----------ew.
tyles
Styles
es
Sty
53100 A , B. c. D -
--
----------
------------
------------------
-
B.
c.
Screw-----------
----w----
for
B.
A.
53100 A.B.
53100
53100
les 53
------------
----
-
-------
- - -
A.
---------
--------100A,
-
-------------
-
D--------------
-
------ 1
-
----
-
-------
--
- --------
--
-----
-
---------
--
-------
-
- ---- 1
---------------D---------------
-
-----
--
----
- - -
- -
--------------
--
----------
- --------------
-
-----------
-
c. D
B.
c.
-----------
-
-----
c.
D
--------
c.
D
------
A.
B. c. D
-
-------
B,
c. D
-
-------------
--------------
-
-------------
D
------------
B. c. D
-
-----
- ------
--
---------
------
--
-------
Amt.
----
- 1
- -
--
---
- 1
- - 1
-
---
----
- 2
--
- 1
- 1
---
---
- 1
- - - 1
- 2
- - - 1
---
Req.
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
2
2
1
2
1
1
1
31
Page 32

32
Page 33

FOR STYLE 53100 E ONLY
Ref.
No.
1
2 52822 B
3
4
5 51406
6 22894 D
7 51145 A
8
9 3026 A
10
11 CL21
12
13
14
15
16
17
18
19
20
21
'""
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
52835
42
43
44
22848
45
46
"
47
47A
48
49
50
51435 B
52835 K
61267 G
51
52836 c
51235 G
22519 c
22516
52836 H
39236
52836
""
52
53
54
55
56
57
58
59
60
51134 c
61
Part
No.
82
22801
29476
DV
90
52834 H
52853
52925 D
53125 A
22519 J
51235 G
22593
52805 D-16
22593
39237 D
52834
22560 B
39237 G
22747
77
39237
22565 c
907
52835 v
CL21
39236 A
52835 s
22868 A
52835 Q
22758 B
51
435
12934 A
52835 G
52835 u
719
43139 A
52835 N
25
cc
8372 A
9937
20
77
89
MAIN
SHAFT
AND
FEED MECHANISM
Descript
ion
Screw---------------------------------------------------------
Main
Shaft-----------------------------------------------------
Screw---------------------------------------------------------
Feed
Lift
Eccentric
Feed
Lift
Eccentric,
Screw
Eccentric
----------------------------------------------------Bearing
Screw---------------------------------------
Differential
Differential
Oil
Main
Feed
Needle
Feed
Feed
VVick---------------------------------------------------
Dog
Guard
Holder
Assembly-----------------------------------
• 062 inch
throw
-------------------------
------------------------------------------
-
Dog (Also see Page
37)
-------------------------
-----------------
Bar-------------------------------------------
Holder------------------------------------------
-------------------------------------------
NeedleGuard--------------------------------------------------
Screw---------------------------------------------------------
VVasher
Screw---------------------------------------------------------
Main
-------------------------------------------------------
Feed
Dog (Also
see Page
37)
------------------------------Screw--------------------------------------------------------Differential
Main
Feed
Screw
Bushing----------------------------------------------------
F
eed
Feed Bar Guide
Bar----------------------
Plate--------------------------------
-
--------------------------
-----------------------------------------------------
Dog Height Adjusting Scr
ew----------------------------Screw--------------------------------------------------------Differential
Screw
Nut----------------------------------------------------------Differential
Oil
VVasher
Differential
Screw----------------------Differential
Feed
Bar
Guide-------------------------------------
----------------------------------------------------Feed
Bar Driv
VVick
---------------------------------------------------
------------------------------------------------------Feed
Fork Block------------------------------------
Feed
Fork------------------------------------------
ing Li
nk-------------------------------
-
---------------------------------
Screw---------------------------------------------------------
Differential
Feed
Control
Lever. rear---------------------------Nut----------------------------------------------------------Control
Pivot
Lever
Stud
Link---------------------------------------------
Insert----------------------------------------------Screw--------------------------------------------------------Differential
Indicator
Control
Feed
Control
Lever
---------------------------------
Stop--------------------------------------------------
Lever
Stop
Plate---------------------------------------Screw--------------------------------------------------------Screw---------------------------------------------------------
Indi
cator
N
ut-----------------------------------------------------------
VVasher
Differential
Control
------------------------------------------------------Feed
Lever
Spring-------------------------------------------
Lifter Lever Spri
Scr
ew---------------------------------------------------------
Feed
Stop VVasher
RockerAr
VVasher
Screw---------------------------------------------------------
-------------------------------------------------------
m----------------------------------------------
------------------------------------------
Control
Lever
Bus
hing--------------------------
ng Pin-----------------------------------------
Screw---------------------------------------------------------
Feed
Rocke r Segment Plate
Diffe
rential
Feed
Rocke
Screw
Feed Bar Sha
VVool
Yar
Feed Bar Driving Link Slide
r---------------------------------------------------
----------------------------------------------------ft-------------------------------------------------
n-----------------------------------------------------
----------------------------------Block--------------------
33
--
Amt.
Req.
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
4
2
1
1
2
1
1
1
2
1
1
1
2
1
1
1
3
1
2
1
1
1
1
2
1
2
2
2
2
1
1
1
1
1
1
2
2
3
1
1
1
2
1
1
Page 34

34
Page 35

THREAD
TENSION
AND
FOOT LIF
TER
LEVER PARTS
Ref.
......
, ,8
' 11
'-
-
.....
""
No.
1
2
3
4
5
6
7
9
10
12
13
14
15
16
17
18
19
20
21
22
23
24
25
25A
26
26A
27
28
29
30
31
32
33
34
35
36
37
Part
No.
432
66
51491
5
1292
668-2
668-28
5
1292
51292
109
5
1292 F-8
5
1292
51292
22598
21657-3
80557
52892
216
57 w
216
57 y
2
2596
40 2
258
35
780
51283 H
25
6 N
51
5
12
56 c
53
157
51257
53183 A
53
78 3 A
531
51257
402
22557
52883
22758
53783
53783
53783
22537
s
L
660-207
N
c
D
5
A
G
F-2
c
c
B
K
M
B
c
M
Amt.
D
esc
r i
ptio
n
Nut----------Lead-in Thre
Tension Thr
Eyelet
Eyel
et
Tension
en
T
Tension Disc
Te
nsion Spring
Tension
Te
nsion Nut
T e
nsion Release
Te
nsion Disc
VVasher
T
ens
T
ensi
Te n
Nut~
Li
ft
P
resser Foot
Pre
Presser Bar Spring -------------
P r e
Presser
Pre
Pr
e sser F
53100A~
Post
sion Post
Spring
--------------
ion
P ost S
on Release
si
on Release
Scr
ew-
Scre
w-
for Styles
er Lever
sser
sse
sse
Spring Regula
r
Bar
Bar~
r F
oot
oot
D~
Screw---------------------
P
resser
Bar
Screw------------------------------------
-
---------------------
ad
Eyelet---------------
ead Eyel et--
------------
Locking Ring---------
F e r rule
------
---------(needle)----------
(looper)-------------
---------Stud-
Separator-- - ---- - -
upport-----------------------
L eve r S
L eve r
--------
--
------------
---
--
-------
-
--------------
- - - - -
-
-------------
---
-----
haft
Connection-----
------
---------------
- - - -
---------------
-
-------------------
----
- - - - - -
----------
-------
--------------
- - - - - - -
--
-----
-
----
---
--
----
- -
---------------
--
-------
--
- - - - - -
- - - - -
- -
-------
---
----------
---
----
- - ---- ---- -
-
-----------
- -
---
- ---- - -
---------------------------------------- 1
---------------------------------------- 1
53100
Extension~
Lift
~
for
for
Lifter
Lift
E--------------------------
Connection and Guide--------
B
~
C
-----------------
for
Styl
er L eve
Styl
Styl
er L ever
r--------
tor-----------------------
es
53100
es 53100
L eve r
B~
A~
Link~
Link~
-----
es 53100
-
-
---------
C------------------
D~
for Styl
for Styl
---
B
~
----------
E
---------es 53100
es
-----------
-----
C - - - -----
- - - -
----
-
-------
---
Screw--------------------------------------
P
resser
Foot
Lifter
L ever Be
ll Crank
Spr ing -------
-------
- - -
-----
----
-- --
- -
-----
-----
------
- -----
-
------
-------
- - - - 2
--
-----
- - - - 1
-----
- -
B
~
------ 1
----- 1
------ 1
--
---
Req.
-
--
--
--
--
--
- 1
--
- 1
---
C--
- - - 1
--
--
1
1
Screw--------------------------------------------- 1
P r e
sser
P resser
Oil
Seal
sser
P r e
Foot
Foot
Ring -----------------
Foot
Lift
er L ever Be
Lifter
Lift
L e
er
Lever~
ver
Screw--------------
ll
Crank----------- - - - - - 1
Connect
intern
---
------------------------ 1
ing
-
--------al - -
Rod-------
-
----------
-------
--
--
------
---
1
1
1
1
2
2
2
2
2
2
4
1
1
2
1
1
2
1
1
1
1
1
1
1
35
Page 36

36
Page 37

FEED
DOGS.
THROAT
PLATES
AND
PRESSER
FEET
--
-"
·-....
-,
'
Ref.
No.
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
~
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
1
2
3
4
5
6
7
8
9
Part
3026
52805
53124
53131
187
53120
51230
22570
61130
61130
6990
22799
22799
61130
23441
23441
22596
22738
60078
41071
35772
23441
22585
53105
53124
53131
187
53120
53130
91
22799
53130
53105
53124
53130
22894
53139
28
22798
53130
53130
53120
53130
91
22799
53130
No.
A
D-16
c
c
B
D
u
A
D
E
u
N
F
F
H
D
z
G
H
G
A _
A
c
B
B
A
B
E
B:
B
c
w
AF
A
B
D
c
A
B
F
Description
Differential
Main
Throat
Presser
Feed
Stitch
Screw----------------------------------------
Presser
Dog.
Plate.
Tongue
Foot.
Feed
for
for
Foot
Dog.
for
Style
---------------------------------
Shank----------------------------
Style
Style
for
Style 53100 E ------------
53100 E ------------------
53100 E --------------------
53100
E--------------------
Screw----------------------------------------
Presser
Presser
Spring---------------------------------------Hinge
Screw---------------------------------------Equalizer-------------------------------------
Edge
Feed
Throat
Guide
Edge
Screw---------------------------------------Screw----------------------------------------
Nut
Nut
Spring
Edge
Screw----------------------------------------
Dog.
Plate.
Stilch
Foot
Foot
Screw
Assembly.
Guide
------------------------------------------
-----------------------------------------Wash
Guide
for
Tongue
Plunger.
Plunger.
----------------------------------
Bracket----------------------------
er
--------------------------------
-----------------------------------
Styl
es
53100
for
Styl
es
---------------------------------
right--------------------
left---------------------
for
Styl
es
53100
A.
D
-------------------
53100
A.
D
----------------
D. E --------
Screw----------------------------------------
Presser
Presser
Hinge
Presser Foot
F
eed Dog.
Throat
Presser
Foot.
Screw-------------------------------------
Scr
Plate. for
F
for
oot
for
Style
Foot
Shank----------------------------
ew
---------------------------------Bottom
Styl
es
Styles
Shank.
53100
53100
53100
for
Styles
0--------------------
-------------------------B. C -------------------
B. C ----------------
53100
B.
C -
Screw----------------------------------------
Cloth
Screw
Screw
Presser
Presser
Presser
Guard.
for
Styl
es 5
3100
B. C -----------------
-------------------------------------------
-------------------------------------------
Foot
Foot
F
Presser
oot.
Foot
Bottom.
Hin
ge
for
Shank----------------------------
Pin
Style
for
Stud.
53100
Styles
for
A--------------------
53100
Styles
B.
53100
C---------
Screw-------------------------------------
Hinge
Presser
Screw
Foot
---------------------------------Bottom
--------------------------
--------
B. C --
Amt.
Req.
1
1
1
1
1
1
1
1
1
1
2
2
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
37
' ,
Page 38

38
58
Page 39

THREAD STAND, KNEE PRESS
AND
TAPE
REEL
PARTS
Ref.
No.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
66
Part
No.
21101 H-2
21114
22651
21104 v
21114 w
21114
22810
21114 T
22651
21114 u
21114 L
21114 M
21104
21114
22651
21114 M
21114 L
21660 H
21664
21664 F
92201
12982
21662 v
22650
21662 R
39536
21662 u
43137 E
22
21662 T
21662
22894 z
21664 c
21663 A
21217 A
22650
22651
21178 A
21177 A
22647
21218
21104
21388
21202
21388
21102 D
22632
D-2
CD-5
258 A
652-16
21114 A
22651 CD-3
CD-4
652-16
21104 H
S-2
21114
B-24
H-2
CD-4
BC
51493
660-168
69
FD
660-219 G
80
CE-6
AD
557 A
s
CB-4
CD-4
93
A
753
K-24
49 A-5
13
B-20
421 D-28
421 D-38
AU
116
118B
F-24
Des
cript
ion
ThreadStand,
Spool
Screw------------------------------------------------------
Pad
-----------------------------------------------------------
Spool
Nut------------------------------------------------------------
Spool
Washer--------------------------------------------------------
Thread
Screw------------------------------------------------------
Screw
Lead
Screw -----------------------------------------------------
Lead
Washer--------------------------------------------------------
Nut------------------------------------------------------------
LeadEyelet----------------------------------------------------
Eyelet------------------------------------------------------
Eyelet
Thread
EyeletSupport--------------------------------------------------
Screw------------------------------------------------------
Eyelet
Eyelet------------------------------------------------------
er
Lift
Knee
T
Screw,
Tape
Tape Reel
Tape
Tape
Tape R
Treadle
Treadle
Wrench,
Screw Drive
Wrench,
Wrench, single end,
Thread
Tape Re
Link--------------------------------------------------------
Pre
Knee P re
Knee P
Screw-----------------------------------------------------Roll Pin
Mounting
Screw
Nut------------------------------------------------------------
Screw
Tor
sion
Screw
Knee
Spri
ng Washe
Knee P
Washer--------------------------------------------------------
Screw
Knee
Knee
Screw
Bracket-------------------------------------------------------Wood
Knee
ape
Reel
Screw
Screw
for
Reel
Reel
Thumb
Tension
Reel
eel
Chain,
Cha
Style 53100
Twe
el
Screw
complete---------------------------------------------
Seat
Support
Pin
------------------------------------------------------
Seat
Disc-------------------------------------------------
Stand
---------------------------------------------------------
Eyelet
Eyelet
ss Asse
Pre
Press
Press
Screw
Press
for
for
---------------------------------------------------------
Socket
Ball
Locking Ring
Stand Rod,
Locking Ring
ss Plate
re
ss
Plate-----------------------------------------------
------------------------------------------------------Bracket-----------------------------------------------
---------------------------------------------------------
---------------------Spring -------------------------------------------------
---------------------------------------------------------
ss Lift
re
ss Lever
---------------------------------------------------------
Link-----------------------------------------------Link
---------------------------------------------------------
(#12 x 1
Plate
Axle
Support, for
---------------------------------------------------------
--------------------------------------------------------Styles
Disc
Collar,
Disc, for
Spring
Screw---------------------------------------------------
Spring -------------------------------------------------
Axle, f
Rod,
20
28
in, 38
E-----------------------------------------------------
3/8
r,
3/16 inch
9/32
ezer
Base, for
----------------------------------------------
Base----------------------------------------------
Ball
-----------------------------------------
Split
Socket-------------------------------------
-----------------------------------------
24
inche s long
-----------------------------------------
mbly, f
r--------------------------------------------------
53100 B,
Collar,
or
inch hexa
inch
---------------------------------------------------
or
Styles 53100 A, D, E
Cushion
er
Arm------------------------------------------
----------------------------------------------
Connection
Lever-----------------------------------------
for
Styles
Styles
inch
es
inch
es
inch
es
nut-------------------------------------------
for
Styl
---------------------------------------
inch)-----
Styles 53100 B, C
C---------------------------------------Styl
53100 B, C
for
Styl
53100 B, C
lon
g,
lon
g, f
lon
g, f
gonal nut
round blade,
3/8 inch
es 53100 B, C
---------------------------------
-
------------------------------
-------------------------------------
----------------------------------
------------------------
es
53100 B, C
-------------------------------
es
53100
for
or
or
-------------------------------
Styles
presse
dif
ferential f
---------------------------------over-all
nut---------------------------------
-------------------------------
-------------------------
B, C -----------------------
53100 B,
r foot on Styles 53100 B,
eed
length 9 3/8
----------------------
C------------------
on
inches
-
C----
------
---
Amt.
Req.
1
1
2
2
2
4
2
2
1
1
1
1
2
2
1
1
1
2
2
1
1
2
2
2
1
1
1
1
1
1
1
1
1
2
1
1
1
2
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
1
1
1
1
1
1
1
1
1
1
2
39
Page 40

NUMERI
C A L I
NDEX
OF
PARTS
Part
No,
8
•.•••••••••••
18
.............
20
••••..•••••••
CL
21
•••.•••••••••
25 c
...........
s
...........
25
cc
..........
25
27-
435 Blk
28
•.•••••••••••
50- 21 6
50- 294
5
0-6
0-7
50-789
5
0-7
54 •••.
56
• . •
57
\VB
7\\
5
69 F D ,
7:3
•••••••.•••••
J\
73
•••••••••••••
77
A
77
78
.............
80
•••••••••••••
82
•••••••••••••
•••••••••••••
87
u
87
88
•••••••••••••
H8 A •••••••••••
88 D •••••••••••
89
•••••••••••••
90
•••••••••••••
91
•••••••••••••
•••••••••••••
93
93 A
96
•••••••••••••
97
A
••••••••••••• 25, 29, 31
98
98 A •••••••••••
109
•••••••••••••
1
16
.............
11813 ...........
187 B
1
88 D •••••••••••
222 D
258
••••••
25
8 A
269
• • • ••••
76
• •
3
4
02
•••••••••••
421 D
46 0
•• ••
482 •••••••••••••
531 •••••
538 •
•••••••••••
539
•••••••••••••
604
••••
605
••••••••
605 A • • • • • , • • • • •
643
- 1
652-16 • • •
660-136
660-1
••••••
Blk
••••• ,19
Blk
••••••
48
Blk
••••••
74 Bl k
••••••
Blk, •••••
99
Blk
••••••
•••••••••
••••••••••
••••••••••
D
.........
•••••••••
•••••••••••
•••••••••••
...........
...........
•••••••••••
•••••••••••
• •
•••••••••
• • •
•••••••••••
•••••• 25,
•••••••••••
..........
• • • . • •
•• •••••
• ••••
• •
27
Blk
••••
•••••••
• • • •
68
•••••
.........
••••
•••
•••
•••
,1
• • 35
.
• 23,
• 25, 31
• 21
• • 23
Pa
ge
No
,
31
2 , 27, 29
19, 25 , 29,
31,
33
33
21
21
33
27
37
23
23
27
19
25
27
27
19
9
:
i9
29
19
27, 29, 3
33
21
27
21,
25, 31,
21
19
25, 29
27
21
33
21, 23, 33
37
19
39
29
25
19
35
39
39
37
21
21
25, 3 5
23, 29, 31,
39
31
19
39
25
31
19
25
19
39
23
39
1,
39
33
27, 29,
35
Part
No,
660-169 •••••••
660-202
660-207
660-212, ••••••
660
660-239, ••••••
666
666
666
666
666-149
666-170
666
666-20
666-209
666
666
668
668-28
719
7
907
1349 A
17
30
6042
6990 •••••••••••
7947
8372 A,
99
116
29
1
982 ••••••••••• 25, 39
12
98
12
543
1
15444 F
15
465 F
21101 H
2
110
21104 B
21104 H
211 o4
21114 ••• ••••••••
21
114
21
114 D ••••••
211
21114 L
2
111
21114 s . . ..
2111 4 T
21 11 4 u ..
2
1114
211
21178 A
21202 ••• • •
21 2
21217
21218
AB2
13 75
21388 • •
13
2
21657 ••• • • • • • • • •
21657 E ••
21657
21657
21657 Y ••
2166
21662
21662 s .....
•••••••
••••••• :35
- 21 9 G
- 65
••••••••
-111
•••••••
-114 •••••••
-118 •••••••
•••••••
•••••••
-179 •••••••
1,
••••••
•••••••
- 21 0
•••••••
-211
•••••••
-25 ••••••••
••••••••
•••••••••••
5:3
•••••••••••
•••••••••••
•••••••••
40
•••••••••••
26
A,
••••••••
•••••••••
•••••••••••
••••••
37
•••••••••••
38
l\1.
• •
A • •
7 A
•••••••••
8 c
.........
... ...
••••••
•••••••
34
.•...•..
•••••••••
2 D
•••••••••
•••••••••
•••••••••
v ...
......
A ••••
14 H •••••••••
••••
4 M • •
••
••
• •
.....
w ......
77 A •••
12 •••
88
••••••
•••••••••
••••••
•••
A . .
.......
••
• • • • •
AH ••• ••••
••••
AU
....... 39
• •
w
........
x •
•••••••
••••••• 35
0 H
•••••••
R • • • • • ••••
Pa
No,
25, 31
27
27
•••••
39
25
23
23
23
23
27' 31
27
23
23
2a
2:3
23
35
35
19, 25 ,
39
33
39
29
33,
37
25
37
19
• • 21,
33
33
25
27, 33
25
19
...
27
.
29
39
39
39
39
39
39
•••••
39
•••
39
39
•• ••• 39
••••
39
.....
39
•••
• •
39
.. 39
..
39
39
39
39
•••••
23
39
•••• 39
19
•••••
39
35
•• ••• 19,27
35
• 23
• •
39
39
.. ..
39
ge
33
Part
No.
21
662 T ......
21
662
u
2
166
166
2
2
1664 ••••••••
1664
2
1664
2
22
225
22
225
225
22
225
22528
2537
2
22539
225
225
225
22559 A ••••••
2255
225
225
22564B
225
225
2256
2257
225
22580 ••••••••
22580 D ••••••
225
22585 A ••••••
22585
22586 R
22587
225 93
22596 ...
22
22598
22632
226
2265
22
22651
22651
22
22729 A •••••
22
2
2733
22733 B ••••
22738 B
2273
2747
2
22747 B ..
227
22
227
22
22768 ••
2279
2279
22799 B ••••••
22799 N ..
22799 u ......
228
......
2 v
......
3 A
......
c
......
F
••••••
513
••••••••
14
••••••••
516
••••••••
19 c
......
19 I-I
••••••
519 J
••••••
24
••••••••
••••••••
••••••••
II
....••
48
••••••••
57 A
••••••
57 B
••••••
9 G
......
60
B
••••••
61
••••••••
......
65
••••••••
65 c
......
9 B
••••••
0 A
••••••
71 A
••••••
85
••••••••
B •
••••
.,
••••
••••••••
•••••••• 25, 33
597
65 0 CE
729 ••••••••
729 B ••••••
758
760B ••••••
. . .
• •
••••••
c
......
F
••••
47
K
...
0 C B
•••••
••••
CB •••
CD
• •
••••••••
• •••• • 29
8 D
••••
• • • •
••••
B • •••••
c
.....
• •
1 D • • • •
8 A • •
••••••••
...
•••• 19,
••••
....
58
60 A •••••• 21
01
Page
39
39
39
39
39
39
39
19
21
19,
3
1,3
29
33
21
19,
35
23
21,
39
35
27
27
23, 27, 3
33
21, 25
19
19
33
19, 23 , 27
19,
23
25
31
37
21
• 31
27
27
.. 35, 37
23
35
• • 39
...
39
39
• 39
••
25
•••
39
27
• 23
23
27
• ,
21,
• • 37
33
. 25
33
.
35
l9
31
••
25
37
37
37
37
31,
No
.
33
3
31
25
37
25
25, 27,
33
1,
P a
rt
No
.
22
810
••••••••
22823 A
22823 B ••••••
22829 ••••••••
22834
22839
22841
22845 B ......
22848
22861 B ......
22863
2286
221l74
22874
22882 A ......
2288
22889A
22
22889 D ......
22892
2289
2
2894 G ••••••
22894
2289
2
289
22894 X
2289
23425
343
2
23
234
23
23
23450 M
2345
23450 p
23450 R • •
2345
23450 T
23 450 u
23450
23
29
29192 • • • •
29
294
29
294
94
2
294
294
294
294
22476 LE
294
351
35
357
35772 H
357 80 B
39141 . .
3
915
39236
39236
392
392
3923
395
3953
••••••••
c
II
••••••••
••••••••
8 A
••••••••
F
8 A
88
9 c
c
4 D
H
4 T
4 w
4 z
v
7 G
44
1 F
41 G
44
1 H
450 L
0 N • •
0 s
v
45
0 w
066 R
348
T •
76 DR •
476
DV
76
DX ••• • • 31
76
HL
76 J D
76
JE ... ..
76 J F
76
JZ
80
BZ
78D •••
731 A .
59
• • • •
3 G
••••••••
A • • •
37
••••••••
37 D
7 G • •
31 B
1 c
......
......
•.•.••
......
......
••••••
••••••
......
......
...... 31,
••••••
••••••
......
......
......
....
••••••
••••••
......
......
......
••••••
••••
....
••••
......
••••••
......
......
......
••••••
••••
•••
••••
•••••
•••••
•••••
•••••
•••••
•••
• •
.....
•••
• •
••••
.. .. ..
......
••••••
••••••
••••
••••••
••••••
.. 21
. . 21
• • 27
• •
•••
•••
•••
39
23
23
29
:H
21
27
21
19,
25
31
33
25
27
29
25
19
23
23
25
27
25
25, 27
37
27
39
21
37
37
37
21
21
21
21
21
21
21
21
21
27
29
31
33
27
25
25
25
27
27
21
23
19
• 27
21, 37
35
29
25
33
33
33
33
33
21
21
P a
No.
ge
21,
33
33
NOTE: O
nly
the
listings
the basic pa
on pages indicated
r t num
bers
are
.
shown
in
the
index.
For
various gauges
40
, capa c
iti
es, etc. av
ailabl
e, r ef
er
to
Page 41

Page
No.
P
No.
N U
art
\1 E R I C A L I
Page
No.
:"l'
D
EX
0 F P A R T S
Part
No.
Pa
ge
No.
Part
No.
Pag
No.
3
95:
H F
3953
3
4
41331 G
41
41
4
43137 E
43130 A
43 266
4329
434
51 05
511
511
51134 H ••••••••
5
511
5
5114 2 c
5
51145 A •••
5115
5
51216
512 16
51
512
512
5
5123 5
" 35 G
5
51236 B ........ 25, 31
51236 D
5123 6 E
512
5123
51239 G ••••••••
51239
5
512
51 243 c
512
512
512
512
51
51
512 5 0 A
5
5
51 250 F
51
51256
51257 K
51257
51257
5125 8
51
512 80
51281
51281 AC
51281 AJ
51282 AH
51
51
••••••••
6 AD
2 L
•.••••••
••••••••
u
.....••.
••••••••••
••••••••
,.,
••••••••••
6,
•••••••••
43
Q
........
4,
•••••••••
34
••••••••••
34
c
........
34
P
........
H
.......
••••••
958
1071 G ••••••••
355
358
1394 A ••••••••
1134 J ••••••••
1134
........
1144 •••••••••• 29
0,
•••••••••
121
3,
•••••••••
c
........
l\t .......
216
N
••••••••
16
P
........
25
\V
12
12
12
12
12
.......
30 u
......
•••••••••
........
5 A
••••••••
36 A
•••••••
••••••
••••••
36 F
........ 25, 31
6 c
........
AA
......
39
AB
......
42
l\t .......
......
44
•••••••••
44B
••••••••
44 L ••••••••
44
l\
1 .......
244 N ........
246 •••••••••
••••••••
50 D
••••••
50 E
••••••
•••••••
256 c ••••••••
N,
•••••••
........
::\T .......
AA
• •
•••••••••
258 A ........
AA •••
T
..•....
..
..
282
282
••••• ,19
AJ
......
AK
.....
•••••
•••••
••••
•••
....
....
21
39
19
37
25
29
25
21,
39
33
35
19
25
27, 31
31
31, 33
31
31
31
.
31
31
31,
27
29
27
27
27, 29
27
31
..
37
• 31
31
3
, 31
• • 31
• •
31
25, 31
25
25
25
29
..
27
• 29
29
29
23
29
•
29
27
• • 2 7
• • 27
• 27
3 5
35
35
35
23
• 27
27
21
. 21
21
21
21
, 21
1,
25
33
33
51283 H •••
512
90
292 A •••••• ,.35
51
129
5
51292 D •••
51292
51292 G ••••••••
51294 K •••••••
294
51
512
94 P
512 94
294
51
51
29
129
5
513
01 D
513
06,
382
51
51406,
435
51
51
435 B .......
5148
491
51
51493 D .•••
514
93 E •
51
493
51
493
51493
51493
493
51
51493
51493
51493
51
493
51493 BQ.,
51745, •••••••••
51758
52794 G .•••••••
528
04 E
528
05 D
5282
52834
52834 H ......
52
835
528
35 G
52
835 K,
835
52
52835
52835 s
5283 5 u • • •
5283
5283
52 836 c
5283
5283
5283
52853
52882 u ..
52882
52882
52883 R ••••••••
52883 s ........
5289
528
91 B
528
92, •
52894
528
94 AD
52894
52894
52
904 B
•••••
T
••••••••
2 c
........
•••••
F
........
N
........
.,
•• •
•••
R .••...
s ...
...
4 v
......
5 A
... , ....
,, ••• ••
••••••••
A • •
•••••
••••••
, •••••••
0 c
c
AG ....
AH
AY
BC
BG ...... 23
BH
BJ
BK
BP
••••••••••
2 B
• •
• •
N, •
Q, • •
5 v
6 • •
6 H
6 P • •
6 R
•••
AC ••••••
AE
0 c
AB
AE
AK
• • • 33
........
......
• • ,,23
••••••
....
••• ,,. 23
....
....
...... 23
.....
•••••
...
....... , 19
••••••••
••••••••
••••••••
••••••
........
..
, .... 33
••••
•••••
........
•••••
........
••••••••
........
........
••••••
••••••••
• • • • •
......
......
••••••••
.,,
••••
••••••••
......
•••••
••••••
••••••
........
..
..
..
••
..
. . 23
,.
..
..
..
• • 33
• • 33
••
35
23
35
35
35
35
• 23
23
19
19
23
23
23
• 21
• 31
• 21
33
. 33
21
35
, 23
23
39
23
, 23
, 27
, 23
29
19
23
33, 37
33
33
33
33
33
33
33
33
33
33
33
23
23
33
21
19
21
23
35
23
, 23 , 27
35
23
• 23
23
23
19
529
04 E
529
52921 B ••••••••
52922
52923 D ••••••
52925 D ••••••••
52941
52942
52942 P ••••••••
52942
5
52942
52942 Y ••
52943
52943
52951
52957
52958 D .......
52978
52982 D ......
52982
53101
53 102
531 05 A
53105 B
531 08 B
531
53
53111
53 1 15
53117
53
53
5312
5312
5312
5312
53125
53125 A .
53130 A
5
5313
53 130 D
53
5313
53131 c
53132
531
53
53137 ••••••••••
53 137 A • •
5313
5313
53137 E
53137 F
53
5313
53
531
53
53138
53 138 F
531
53138 L ......
53139,
53 139 A
53
53139 c
53
•••••
04 G
••••••••
c
........
D • •
•••
A,
.....
R • •
2942
111 •••••••••
12
12
313
13
132 B ••••••••
13
13
138 D •••••
38 J ••••••
139 B ••••••••
139
••••
\\"
• • •.•• • 23
X • • • • •
, • •
K ••••••
L ,
•••
c
.....
c . .
......
G . .
......
E,
•••••
••••••
••
••••
..
......
......
•••
08 c
..•
A • ••.•••• 29
••• •••
A, • • •
0 B
•••
0 c ...
0 D ••• •
4 A
••••••••
4 B • •
••••••
4 c
........
..
........
..
........
0 B,
••••••
0 c
......
......
0 E ,
....
0 F
••••••••
••••••••
••
••••••••
32 A,,
•••
•••• ,.19
7 c
••••••••
7 D
••••••••
••••••••
••••••••
7 H
.. , .....
7 J
••••••••
7 M
.. ..
38 c ••••••••
........
.,
......
•
••••••••
........
••••••••
D, • •
• •
• • • • 21
• •••• 29
..•.. 29
. •
..
.....
••
,,.
••
• • • 29
. . 27
,.
,,.
•••
••
••
...
, 19
..
,,
• •
••
. . 37
• 29
••••
••••
,,.
...
••••
, 37
. . 37
..
,.,
,,.
...
,,.
• •
. . 27
,,.
19
19
27
31
31
33
29
29
23
23
27
27
27
19
21
21
21
21
37
27
27
37
37
37
37
37
37
31
33
37
37
37
37
37
21
21
21
27
19
19
27
27
27
27
27
27
27
27
27
27
25
25
25
25
25
53139 E
53139
53139
531
531
53139
53139
531
53139
531
53139
531
53139
531
531
531
531
53139
531
53139
531
531
53
531
53139
53157,
53170
53
53182
531
53
53 182 D
53 182
,.
53182
531 82 c
531
531 82 K • •
53182 L ••
53182 i\1 ....
53 182 N,
5318
53 191
53782 B ••••••••
53783 A
53783 L
53 783 M
53 783 N
54
542
542
542
54
542
54 274
542
542
5524
55244 c •••
5639 0 E
6
611
61 130
61130 F • •
6
61339 F
61351 c
80557
92201
••••••••
F ,
•••••••
H,
•••••••
39
K ,
•••••••
39
L ,
••••••.
::\1 ••••••
N • •
39
P • •
H ••
39
s ...
T,
•••••••
39
u
........
v ..
39
\\
•••••••
39
x
........
39
Y •
•••••••
39
z
........
AA
39
AB
AC
39
AD
39
AE
139
AF
39
AG
AH
• • • • •
••••••••••
182
• • • •
A,
•••••••
82 B •••••••
18
2 c
........
........
E ........
F , • •
........
82J
••••••••
.......
3 A
••••••••
• •
•••••••• 1!)
••••
••••••••
•••••••
••••••••
274 H
........
74 J •••
74 L,
•••••••
74 i.\'[
•••••••
27 4 N
••••••••
74 P
.••
HA
78 \V
••
78 Y, •••••••
1 N, • • •
••••••••
00
78 z
••••••••
30 D
••••••••
E,,.
12
67 G
••••••••
........
••••••••
••••••••••
••••••••••
25
25
25
25
25
• 2
••••••
••••••
••••••
......
••••••
••••••
••••••
......
••••••
......
••••••
••••••
•••••• 1!)
••••••
• • •
.....•
••••••
25
25
25
.....
25
25
25
25
25
25
25
25
25
25
25
25
25
37
25
25
••
,.
3o
19
19
, 19
1
19
19
•• , ••
1D
1a
1D
1D
••• 1!J
... 1!)
1D
35
21
, .
,.
35
35
35
35
25
•••••
25
25
25
25
. . . . . 25
25
• • •
••
25
25
••••
29
• • •
••
29
23
37
37
,,,,,
37
37
33
25
25
35
39
!)
NOT E : O
nly
the
listings
t
he basic par
on
pages indicat d,
t numb
ers
are
sho vn
in the
index
. F or
vari
ous gauges,
41
capacit
ies, etc. available, refer to
Page 42

®
FINEST
tHandte Union Sped
1 Han d to
lew
A
Jt
others
certain oxceptlona.
QUALITY
al
is
and Colu
hand
le Union Special,
and
mbia
Columbia
UNITED
AlABAMA
, BIRMINGHAM,
Bo
ldwln, Tot. 833-
ALABAMA,
ARKANSAS,
CALIFORNIA,
*CALIFORNIA,
CALIFORNIA, SAN FRANCISCO
!CALIFORNIA, SAN FRANCISCO
COLORADO,
CONNECTICUT,
flORIDA, MI
FlORIDA,
*GEORGIA,
CEORGIA,
GEORGIA, D
GEORGIA, DUBLIN, 1615
GEORGIA, GA INES
GEORGI
*ILLINOIS, CHICAGO
KANSAS,
KENTUCKY,
LOU
MARYlAND
!MARYlAND, BALTIMOR!
MONTGOMERY
H.
Hamlet, Tel,
0942
LITTlE
(501)
FR
Tel
Rood
St., Tol.
AM
Inc., Tel.
PLANT
ATlANTA,
M.
Ambrose, Mgr
COMMERCE,
·4061 .
EC
A, WINDER,
lc
k,
Mgr., Tol,
PRAIRIE
HE 2-170
lOUISVIllE
Tol,
729-4115.
. BAlTI
St.,
.
LA
330
. Underhill 1·15BO .
ARVADA,
746·3652
ATUR,
5,
587-0042.
727-8499
Tol. 265-
Tel.
Baylen , Tel.
Paul M. Mason,
J. Vall,
Machine Co., 1155 Mlu ion St.,
5719
Golnoo, Tol.
Equipment,
Morgan, Tol.
Merritt
Tol. 335
To
l. 377- 5559.
272-4663.
Cumming, Ga. 88 7 -4732 .
867-3 108.
Ullr
To
t.
Hinton,
ISIANA, METAIRIE,
ohom, Tol.
Failor, Tol.
Baltimore
732-841h
9904
.
7,
265-09.C2, P
ROCK,
P.O. &
2· 2356.
PUENTE,
1527
-JO.Cl.
LOS
ANGELES
Mgr
.,
Tel
. Madison 5-5828.
Casey', Sowing Machi
424-6630.
DANBURY,
I,
752-1829,
Tol.
22 Barnum Road, Roborl W.
.
2519
N.W. 2nd Ave., Trlmco Sewing
633-1138.
CITY,
506
2120
., Tel, 87.5-9237,
lakeview
1713
Coventry Road, Joo
Knox
VILLE,
RFD
805 p;nk
10,
400
644·6920
VILLAGE, 7351 Rosewood, Cloo
7, P.
707
Trud•au Dri
MORE
15,
.
1,
LEx
ington
SALES
only.
only.
lewh
and Columbia wllh
STATES
SlrHI,
Sou
th,
lloyd
1959
Amolla Drive,
.O.
Box
7203,
..
1783, James T. Taylor,
Channolwood Drlvo, Bill
21,
II
00
7,
1275 Min i
3,
Apparel City Sowing
Ta
t MArket 1·
N. Gordon St.,
Ploolots Brldgo Road, N. E.,
Drive, J.
St.,
John W. Jones, Tot.
II
, John Bradberry, Tol.
noy,
B.
N.
Franklin
.
O.
Box
726
v•,
P.O. Box
J. Daohow, Inc.,
9-183
1.
larry Crisler,
E. Pl<o
on
ne
Tom
D.
Smith, Tol.
St.,
1,
Raymood E.
Charle1
2505,
Garnet
Blvd. ,
51., Roborl
6660
.
Service,
Jamoo C.
Hanley,
V.
Parker,
Orville A.
C. Smith,
Wicke
Ralph B.
417
LEWIS
INDUSTRIAL
OFFICES
!*MASSACHUSETTS. BOSTON
E. Palm, Mgr., Tol. Llbortv 2·01A7.
IMASSACHUSmS,
oon, Tol.
828·1412
IMASSACHUSmS, TAUNTON,
Waller
D.
'·
W
P. Godek, Tol. VanDyke 2·
MICHIGAN,
MINNESOTA, MINNEAPOLIS,
MISSISSIPPI, JACKSON
MISSISSIPPI, TUPELO,
!MISSOURI,
MISSOURI, ST. LOUIS
I NEW
!NEW
!NEW
NEW
NEW
*NEW
NEW
!NEW
NEW
NORTH
OHIO,
OHIO.
OKlAHOMA,
PENNSYlVANIA, ALLENTOWN, P.O.
PENNSYLVANIA,
DETROIT,
Park 26, Minn., Leonard W. Koehlor, Tol.
Boyollo, Tel.
Lancaolor, Tol.
VI 2·5848.
Broadway, Tel.
Mclaughlin,
Jerry
Haberman Jr.,
Joseph
Whitson, Tel. Geneva
Tol.
Wheel
Bld
4-88
bohm, Tol.
Rd., Tol. BUtlor
Tel
D. Harrod, Tel.
E.
Co., Tol.
l
ot
or
St.,
Coo,.
Tol
Fleetwood
354-3080.
KANSAS
VIdor 2-9558.
Tol. Chootnut
Hicks
.
HAMPSHIRE,
Tel. Tuxedo
JERSEY, NORTH
Loa
llocl, Tel.
JERSEY,
RUTHERFORD,
JERSEY,
WEST
767·4350.
YORK, LATHAM,
er,
Tel.
State 5-6371.
YORK,
NEW
g. ), Clarence l. Rosenqub
00.
YORK,
ROCHESTER,
L1
4·1882.
YORK,
ROCHESTER
8·72
YORK,
UNIONDALE,
. Ivanhoe
, B68·B204.
3-7~77
CAROLINA, GREENSBORO,
Mll lor, Tol.
CLEVELAND,
COLUMBUS, P.O.
G. B. Wiley,
ll, Tot.
661-5901.
1-1222.
292-0734
OKLAHOMA
797
-2111.
BETHLEHEM,
and
COLUMBIA
SEWING
AND
11,
CANTON, York
.
John Joyce, Tol.
2800
3,
327
5·1976,
606
Racove Drlvo,
CITY
5,
Toxtllo Machlnory Co.,
34,
9860
1·2368,
NASHUA, P.O.
2-9698.
ARLINGTON, 32M
991-8211.
246
8·217
8.
BERLIN,
P.O.
57 Sylvan
YORK
I,
370
14
Strathmoro Cltclo, Jomoo Hal·
9,
A.
J.
50.
873 Hon
.
299-9367.
~216
.
4914
Poarl Road, Cut & Sew Equipment
Box
874,
CITY
Tol. 685-2836
19,
1212 Cama< St
MACHINES
REPRESENTATIVES
179
Lincoln
St.,
RFD,
P.O.
Box
6149.
584-4210
Toxat Avo.,
644-6236.
Eastview
1717
Capitol Avo., lortY
8111
Guthr
lo Avo., Carl
3940
Shenandoah
Box
257, Hetman E.
Garden
Sylvan
St.,
Box
26,
Avo
., Claronco A.
7th
Avo., (Ponn Tormlnal
t,
Mer.,
Tel. Chlckerlne
Adamo Co., 1051 Culver
ry
St.,
Anthony Condoll,
P.O.
a
..
Pennydole Dr., Harold
latTY Kelson.
2226 Southwo11 53rd
.
Box
542,
St.,
Wlllla'"
Roy
T. Peeler·
12 Raynham,
.
St.
louis
St.,
Jamlo A.
Haywood,
Torraco,
Richard
frank
A. Noll,
226,
Wil liam
Tot. AXmln
Luthor 0
.,
Ed
Doogan,
Tol
915
St.,
W.
WORLD'S
PENNSYLVANIA,
Faddon, Tol,
PENNSYLVANIA,
John
*PENNSYLVANIA, PHILADELPHIA
Ave.,
!PENNSYLVANIA, NEW ALEXANDRIA, (PIH oburgh) P.O.
285.
PENNSYLVANIA, REAMSTOWN,
Bondor,
PENNSYLVANIA,
854-8040,
.
SOUTH
Cri
Tol.
SOUTH
W. Gregory, Tel.
E.
John
TENNESSEE,
E.
TENNESSEE,
hont,
TENNESSEE,
Will iam
Dtlvo,
*TEXAS,
J. H. Muir, Mgr., Tol. Lakooldo
TEXAS,
Tol.
TEXAS,
591-2928.
TEXAS,
Te
l.
UTAH,
Roovall,
VIRGINIA,
845·
WASHINGTON,
To
t.
752·2442.
J.
Laftor, Tol. JUnlpor
Ben
W.
W.
Dalo Spoor, Tot. (Pittsburgh) 563·
Tol. 267·6109.
also
CAROLINA, COLUMBIA, P.
der,
Tel. SutiJet
254-4255.
CAROLINA, GREENVILLE, 25 Sir Abbot St. , Orvll lo
Lawrence, Tol.
KNOXVILLE 19,
Clinard, Tot. 588-
MEMPHIS
Tol. Mutual
NASHVILLE
J.
Brauch, Tel. Cypress
F.
M.
Blunkall,
DALLAS
CARROLL
TON,
CH
2·5309.
!L
PASO, P.
SAN ANTONIO,
Dl
2·5924.
SALT
LAKE
Tot. IN
LYNCHBURG,
8901, also Ger
SEATTLE,
MA
4·8083.
FINEST
BERWICK,
1013
CLARKS
SUMMIT,
Merz, Mgr., Tel.
YORK,
P.O
. Box
A. C. Dovlo.
7-0863,
P.O. Box
Cedar
9-5!
39,
235-2213.
3905
1865.
17,
4695
5-6750.
12,
1602
Tol. 883·3352,
19,
4200
Hlnoo Blvd., P.O.
1404
Fannl
O.
Box
9573,
lorry
CITY,
1215
ald
P.O. lox
Morrison.
858
South
E.
7-6931.
Gregory, P.O .
CANADA
Union
Special
Machine
Co.
BR
ITISH
COLUMB
IA, N.
Madison Avo., Tol.
MANITOBA,
*ONTARIO,
*OUEBEC,
WINNIP
B
ldg.,
70
Arthur S
King St. Wool, Tel. Empire
Moliere
TORONTO 2B, Potor Fowlor, Mgr.
MONTREAL
51., Tol.
BURNABY
MU 3-3917.
EG 2, Ftank Thlormon, Rm.
t.,
Tot. WHIIohall
6-2939
10,
John Caochotto, Mgr.·Rop.,
276-2575.
QUALITY
*
E.
16th
St.,
Donald M<·
428
Wool Grovo Avo
7-2820.
24,
4234 Macoloolor
Gladstone 5·9800.
3589.
P.O. Box
176, David M.
884,
Harding
T.
O.
Box
4246,
Vlrlyn R.
~112,
J, W. Carter,
Lew
is V
JII
age,
Apt 9-E,
Groonl
oal
Avo
.,
Dunn
ld.,
Richard J, Lind·
South Oboorvatory Drlvo ,
2-5123. 2!1i17
6·8369.
dello,
Edward E. Smith, Tol.
13th South
1075,
af
2,
.
John
Tom
U81h,
Canada,
Jamft
3·4933.
Woodberry
Box
D.
Box
St.,
Traylor,
lou
is Sponcor,
Ltd.
Murray,
201,
lop.,
Troogor,
larry
Whllla
Box
Powoll,
Horaco
6727
13126,
Tol
1522
355
40
.,
F.
.
FINEST
QUALITY
WORK
•
•
HIGHEST
PRODUCTION
RATES
•
•
LOWEST
MAINTENANCE
COSTS
Page 43

Also Agent
Sales
Agents For UNION
for
(L)
LEWIS
and
SPECIAL
(C)
COLUMBIA
Machines;
where marked.
(TEXTILE & BAG
REPUBliC
Prllchard 51.
72/74 Commerci
Stroot.
- 1
02
(BAG
CLOS
ltd
. REPUBLIC
32
Van Brandis St.
CAPETOWN-Wales
St.
EAST
Murch
355
PIETERMA.RI
WORCESTER. RHODESIA, BULAWAY0--2
Rhodes
KITWE·
ALGER
IA, A
ETHIOPIA,
Asfaha
IVORY
(l
& C)
kENYA,
Kainanoe S t. (P.O.
ganylko and Zanzib
MALAGA
De
l'Emyrne, Bolle PoJiale
(l & C)
MAUR
ITI
Machines) Hall. Geneva, langlois, L,d,,
Newton
MOROCCO,
ldrhsl
NIGERIA.
ltd
. 9
SUDAN, KHARTOUM- Fr
30
5.
(l
TUNISIA,
du
I a
CAMBODIA,
wath
, P
HONG
30 S,
Wing
INDIA,
S
ovaram
JAPAN,
Cho
KUa~ku.
at:
Ashikaga
KOREA,
Bldg.
LAO
S,
rAKISTAN, (WEST)
29
Zoenot Man1ion,
and bog
Baltic
REPUBLIC
(Taiwan)
THAILAND,
Box
23.
VIETNAM,
147 Tri
MAKING MACHINES) Borzack Bros .,
OF SOUTH
CAPETOWN-7
al
RHODESIA, BULAWAY0--133 Fifo St.
Sl n \
lNG
Street.
Biantyre
Woo,.n
COA.ST-
NAIROBI-Trant.candlo,
SY
US,
St.
Eo
APAPA,
Warehou
&
TUNIS-Compto
Janvier
.0
.
KONG-G
CAtCUnA
Bv~aek
OSKA-Kondo
SEOUL-Uebenee·Han
180
VIETIANE
Street,
OF
ltd
(l
SAIGON-S.A.
nh
Road.
oa
St.
(l)
MACHINES)
OF
SOUTH
and a-Sis.
LONDON-
38 A'llylo St.,
ison.
PORT ELI
TZBURG,
SALIS!URY-9
Road.
LGIERS-Etab.
ASMARA-S
(l
& C)
ABIDJAN-Ets.
Bar
ar}
REPUBLIC-TANANARIVE-Sac
PORT
LOUIS-(Bao
CASABLANCA-I. Gelnrn
Saka
l!
(l)
LAGOS-Sunftag Knitting Mills (Nigeri
ae Road.
C)
1952
(l)
PHOM
·PEN H
Box 48
. (C &
. R. Coleman Ca. (Hon o Kono)
Ting Building, 7· 13 WeiiPn
- Parr
St.
(l
(l)
Branc
, Fukat, Nagoya, Niloota,
1-ka
Ulchlra
- Donls Frorot,
KARACH
mak
ing machlna t) Thomas C. K
Dundee, Scotland.
CHINA, TAIWAN, TAIP E
. , 16
Nan
BANGKOK-Yip
& C)
Mlnn
-Tho (1.
AUSTRALIA
SOLE
DISTR
IBUTOR
S•
omoon
SYDNEY.
Volley, N .
Lot~do
n
t Pl y.
Cap
Road, Mi
nll
pool
erunswl
S
Cho rlick Ltd. ,
PERTH- Th
LAUNCESTON·Sow K
I
Street,
ck St.,
t.
AGENTS, SOUTH
AFRICA
AFRICA-JOHANNESBURG
8 Darllno St.
PORT ELIZA!ETH-277
Saulh
Afri
can
AFRICA-JOHANNESBUR0--
BLOMFONTEIN-
ZABETH-Box 6 1
PRETORIA, VEREENGING
5 VIctoria Stroot,
Sayao,
.A. Caldoron l Afri
Joan
5933)
(l
1078,
(l
& C)
anco
Pinta (S
lt tndustrfol & Me n
Scale Co. Ply.,
53 Za•lron St .
DURBAN-
LADYSMITH, Nata
leander
B Rue Altai roc.
ca,
Abllo ·
Gal,
ltd
. , Co
llege
& C) (A l
so Uoanda,
. Ind.
17 Rue Clemenceau
Claoino &
.C2
ann
& Fils, Rue
uda
n)
ltd.,
ASIA
-Den
ls Freres,
t)
at s-Ing Machi
& C)
Sawing Machine Co.
h-Tok
yo
dol A .
: Chuno·Ku. Int . P.
I·2
-Un
Mcleod Road. (EAST)
Yang St .
In
Pour
P.
U4)
ron, Cart
Bran
l. MELB
AUSTRA LIA·ADELAI
le End.
Ltd
., 7
Ply.
ltd
219
gton
St.
ne
6·3
Ginza, Choo-
ond
G., Rm.
O.
P.O. Bo
x 133. (C &
lvo n
al
Trading Corp.,
eay,
I-G
. R. Coleman
(l
&
C)
Tool & Co.,
le
Rlr
et
l"lndutrl (Sari)
(C & l)
er
Ply.,
OURNE-1
WESTE
89 Hay St.
7'
Gea
ltd
RN
ches at: BRIS
., 72-
(P.) ltd.
163
Okovama.
I
roa
ltd.
135/7
DURBAN-
Main
SALISBU
22 Allwal
l-
1.
Also
and
House,
ZAMBIA-
Avenue
lax
179B.
Hou s
Tan·
Et
Cam.
Boo Makino
Sir Willi
am
P.O. Box
ager,
8 Rue
P.B. Sh a·
ltd
.,
Rm.
9/1
. Umegoe.
Ku
. Also
604, Banda
a~
126
8.
fl o
g;
clos ing
ltd.,
Ca.
Ltd., P.
.,
86
Liver·
BANE-454
54 A'Beckelt
DE-Will
larn
AUSTRALIA
TASMANIA,
St.
(l
& C)
AU
STRIA,
VIENNA-F
(l)
BELGIUM, BRUSSELS-Union
of America,
RY
(
C)
DENMARK,
S
y-lndu
BORG, HERNING,
AND
FINLAND,
Vattunlemenkatu 13 . Branches
at
d olo. TURkU, Humalhtonkatu 7·
FRANCE, PARIS--Cl
fr
o;recteur. Branch at;
lYON,
TOULOUS E
P.
GERMANY,
G. m. b.H.,
Director. Th. M. Boons
AT, BERLIN, BIElEFELD,
e,
BURG,
GREAT UITAIN-(Toxllle
(NR
Mandervell Road,
Manager.
ooer) .
Rldo
Deuick
lONDON, W.
El
ltd
Smith, (Manchester)
a)
NORTHERN
hlll Road. SCOTLAND, GLASGOW S.
9
chinos) SCOTLAND, DUNDE
Balt ic
GREECE, ATHENS--Georges
trak
ICELAND,
Ia
IRELAND, DUBliN- (Texll le Machlneo)
Parne
Machines) Thomas C. Keoy,
Scotland,
ITALY, MllANO--G
1
8.
MALTA, VALtEnA-A
Bakery Stroot .
TH
E
C. & H. Verb
ARNHEM, EN
l)
15
TARO, TILBURG. (l
NORWAY. MANG L
11
PORTUGAl,
de
SPAIN,
SWEDEN,
nerlgate
MALMO,
' /8
SWITZERLAND,
(PostfachJ,
(l)
O.
90
COPENHAGEN-Ro
•trl
en
A/5,
SILK
EIORG.
HELSINKI-LAUTTASAARI~Suom
ance,
91
Ave. de Ia Republlque-Tho
VlttEURBANNE (RHON E) 58 r
(HAUTE
STUTTGART-Union Sped at
Schwabstr. 3
KOLN,
MUNCH
. LEICESTER)-Unlan S
LONDON-lOS
SAL
ES OFFICES,
c.
Kingawood,
R.
Robinson, 48 Clochbar Avenue. SUB·AGENTS :
.,
1--G
58 Great
Titchfield S
IRElAND-BELFAST 15, Aktex
StO'Venson Street.
Street-Agent
l St.
(l
& C)
REYKJAUIK-Magnus Thorgel
(l
& C).
ll
ShN
t
(l
(l & C)
NETH~
7,
Forrester 91-t.
(l
RLANDS,
SCHEDE, GRONINGEN,
8ERGEN- Bjornoangot
OPORTO-Rost
BARCELONA-Raplda, S.A.,
BORAS-Rud.
n 6. Branches
S, Forstondsoaton 16. Sub·Agont
forsberg & Kato, Tamtebogafart 3
URDORF
(l·lkltton
LATIN
ARGENTINA, BUENOS
BRAZIL
CHILE,
COLOMBIA,
COSTA
DOMINICAN
Union Special
Pamaco Costura, S.A
Machi
ne
Company),
, SAO
ercio, Rua Aur
Rua
Is
abel
117
Santa
B1anches
BUCARAMANGA-Collo
33/35. MANIZAteS- E. Broolauer,
MEDELLIN-Carre
n.
1949.
quez,
PAULO-Panco
ora
Volvntatiot
105. RIO
. (C &
ll
SANTIAGO-lowon
Domingo
BOGOTA-Mocalzada, ltda.,
at
BARRANQUILLA-Carr
It
& q
RICA,
SAN
(La.
C)
REPUBLIC,
G.,
Calle
EUROPE
irmo
Naeschut.le
r, Mariahllferstr • .51,
Spoc
Rue
de
Nikolai
KOLDING, OD£NSE, RISSKOV-AARHUS
(l & C)
e.
ROUBA
GARONN
lndu•trla
SCOTLAND, MILNGAVIE
. John,
ltd
(C)
for en'/re British
& C)
lat Machine Corporati
Ia Caserne,
d•s
tra
EN,
., Park Grove Wor ka,
(Ba
Gustav•
Thlerie, Mar.
thonbaro Spocla lrnoskln
Ploc
h 2
3.
Offices
air
o n
at
Machines Uni
IX (NORD
E)
3-A
. W. Krieger,
, Dl rector of Soler,
EBINGE
OCHTRUP.
Mochln ory)- ENGLAND-OADBY
pecia
l Machine Company,
l E1tate . Mr. A.
Clly Road (H. 0 . Hall ,
BRISTOL,
on
& Son (S
treet. MANCHE
g Closing
E-Thamao
Yannokouras·Di
(Ba
g Cloling a nd
ltd
Kanolliko
TAMPERE·PienteoiU
8.
(l & C)
on
Speci
1.
de Somlyen,
)-50 Ave
. J.
ue Alexandre
12, BD, Mantpla lslr.
Maschlnenfabrlk,
N, FRANKFURT,
., 15 Balt ic St., Dundee,
BRANCHE
B.
Fitzpatrick,
l.
J. Hoard,
(GlASGOW)-
ew
ing Machinery),
STER
19-S.
levo
ltd
. 186
E.-AIIardlco & Ca.,
and
Bo
;~
Making Ma·
C. Keay,
hies
.
mou
lls,
nsan,
Skolavardustlg
W.
Blythmon,
Bog
al
Boutin.
Mana;~l
19
nahulm
ltd.,
30
Maklnlll
lovannl Conti & Nlpotl, VIa Varese
. C.
& C)
AMSTERDAM
eek, Klov
& C)
ERUD-Joc
(l)
(ZH)-Bourqu
Sewer)
Wltmayer & Co
en·enbut
. Jacobson
24.
& Janus, Succs.
Nyotrorn &
at
OREBR0.$1o)dgaton 37-39,
.,
ltd
.,
62
- H. V. Machinehandel
g...,
al 77. O
lrl
ces a h
ROTTERDAM,
A/S
, Enobakkvel
(C)
lda
.,
Ruo
Via
layotana
A/B, Lilla
STOCKHOLM,
Vagelau.tr.
37
Ca.,
1.
ln & Cle .,
AMERICA
lntemational,
AIRE
S-I
..
San Jose
(L
& C)
d ura S.A.
59A·71.
Branches
do
Patr
la 533; RECIFE- Rua Prlnce to
DE
JANE
IRQ-Rl'a Al
stoln & Stewart, S.A.C., Calle
1140. (l
&
C)
34
1 17 .4
ra
51, 36·18, PERELRA-Cta.
JOSE-Enrlque
SANTA DOMING
Dr. Pedro Urena 19. ( l &
Inc.
ROMAC
S.A.C., Division
3~0
.
(Union Special
-Indu
strto • Com·
at PORTO AlfGRE-
exandre
Carrera 30 #
ora 45·8 # 34-54.
5.
CALI-Carreta
Carre
ra 22 1 18.
Rodri
gUOJ
S., P.
O-Roberta
C)
MacKen1ie
7 1 13·
8-122
O.
Domin·
er
AAL•
0/Y,
tUO•
lebas.
HAM·
ltd
Man·
Tho
Cave·
224
Old
SIT·
lorao
Bran·
12-99
lox
on
for
de
no
A.
15
Pe·
en
(l)
44.
ECUADOR,
El
GUATEMAlA. C
HONDURAS, SAN
MEXICO,
NICARAGUA,
PANAMA, PANAMA-Agenc: tas Hagu1, S. A
PERU, liMA,
S
PUERTO
SURINAM, PARAMARIBO--Ki
.,
URUGUAY,
VENEZUELA,
e.
CYPRUS,
f
IRAQ,
ISREAL, TEL
JORDAN-Bandar
LEBANON, BEI
S
T
U.A. R
SOLE DI
HAWAII, HONOLULU-{Toxtile Machines) Terrh otl
PH
WEST
JAMAICA,
TRINI
.
GUAYAQUil- DIIfr,b ul
A., Molocon Simon Bolivar #2308.
S.
Aveni
da
Patria 768.
SALVADOR
nlo Valra.
I a
Box
de
lARA,
do
(Apartado 28070);
Reyoo
1
145.
Allonso u ,
Box
St.
Mercedes
Chorro 29.
coupplt St. (L)
RAN,
88
2
(t
(l
YRIA, DAMAS-landor
URKEY.
Han Nr.
Tech Sub.Aaet't- A Ka"aldUen 5 A. R.
«ihubro
St.
Nels
h lands, Gilb
Tahit i, and
CHURCH-90
P.O . Box 40. (
Box
P.O .
, SAN
(l)
UATEMALA-Compan
Avonlda
Sur Zona 1.
559
C. V., Cuauhtemoc: Norte
ra Union E•pec:ial, S.A.
30
3.
2352. (l
(l
PEDRO
(l
& C)
MONTERREY
JAL.-Hidaloa
BO.
(l)
RICO
& C)
SAN
(l)
MANAGUA-Coso
Breno--Unlled
arto
1445·14,7. ll & C)
, SAN
JUAN-Abarca
& C)
MONTEVIDEO-Storo
1312.
(l)
CARACAS-H.
, N.
NEAR
NICOSIA-ch
TEHERAN-Sava
1.
Soray
Soadlyeh. (l
BAGHDAD-So
021,
Alwlyoh.
& C)
& C)
ISTANBUL-M. lenmoyor, Mahmutpasa Abut Efendl
.,
Cotro-Mhr
STRIBUTOR• H.
AUCKLAND. BRANCH ATo W ELLINGTON,
on
602. (l)
Box
ns
(l
& C)
AVIV
- L. Taube , Ltd., 15 l lll
& Aracllnol, B.P.
RUT-So
46.47
ll
a.
Import & £aport Co.. 6
ll
& Cl
NEW
St
. (
LJ
A
ho-
ert Island •, New Hobridet, Sa m
Ton
ga . SU8-AGENT
Orbo
ll
C)
FIJI S
SAMOA (WESTERN), APIA
204.
(LJ
PACIFIC
50
8 Atkfnson Driv e . (L) , (8a ; Closing artd &
Co.,
Ina Mac M
nos}
ILIPPINE ISLANDS,
Inc., 313 Mal u
CE8U.
H. S. G ray Co., 7S9 Puufoo Rd.
MAKATI
gay
(l & C)
Street, (Buend
INDIES
Union
Spe
KINGSTON-Morr
DAD, PORT
(l
& C) Also-BARBADOS, G RENADA,
OF
SPAIN-Ackr
dora
(l
& C)
SALVADOR-Va
(l & C)
SULA-Jacoba
L-Talleres Pete1
3
3 ~
.
45 y 47;
MEXICO,
de
C.V., Av•
LUIS
POTOSI,
Hontgon,
Agencies, S.A . (Peru) Av.
rpalanl's,
r & Cia
Blohm,
EAST
rlstadaulldoo Bras. & Co.,
Trading Corp .,
& C)
of
0.
0.
Agapl
no
of
0 .
0.
& Aracll
ng
Cl
ZEALAND
A. Tuck & Co.,
N•w
Caledoni
S1 Glenderm•
St. DUNEDIN- 192·
UVA-Ka
ISLANDS
, RIZAt- Atkln•, Kro ll & Ca . ,
FEDERATION,
cia l fnlernatf
to
E.
·
Rich
ard
0.
at
QUITO-
Hermanos,
Comerclal,
E.
Handel,
Zo1aya,
D.F.-Distrlbu
Plno
Suare1 99-a
3A
Calle
Ave.
7A
Carp., P.O
17-27
Mao;don
S.A.,
Uruouaya,
Paul
94
. Bozariomehrl
(IRAQ),
P.O. Box
enblom St.
on,
P.O. 1165.
(l
& C)
lue
l.
100
ltd
.,
171 Albert
leas
land
l, Ell ice
oa
(America n).
d, ltd. , CHRI
196
Co•ll• St.,
hman
-5.
C. Percival,
al Satet
og
n.s
ion) .
Branc:h
Custer,
Cola·
Espana
Adly-
Shar
Bldg. ,
, P.O .
&ranch
lro
:o Agro
Branche• at! GUADALA.
.,
S.L.P.-J. do
.,
Warehouse
Ltd.,
..
S.A., Dr.
Avo
an
1144-Damas,
Agopl
l,
I.P.
1144.
a, Cook l s
rl
R. Fleisc
ia
Exte
JAMAICA
onol,
Inc.
Parkin, 96 Ki
lll &
Ca.,
17
TOBAGO.
no
St.
Henry St.
S.A
P.O .
S.A.
N.C .
Trl·
Syria
Mak·
••
l·
las
.
A.
(l)
lo
ST·
at
(t)
Additional
Sales
Agents
for
(L)
LEWIS
and
(C)
COLUMBIA Machines
1-f.l.
AU
STR
IA
IV.
edner
Houptstra
BRUSSELS-N
nlaan 57a.
PARis-Societe
-Oum
EFE
h.)
TAIN-ENGLAND,
OW
51- l l
H AND, BELF
REPUBLIC
TEL
AVIV-
t.
(C)
VIENNA-Fra
ont
I O
Wi
BELGIUM,
IC
ruldfui
fR
ANCE,
(LJ-Aspe
(C)
GERMANY, Kft
IC. tie mac
GREAT BRI
Machine Company,
DON, 89 Beddlngtan
MANCHESTER.
GLASG
IR
Pork.
Lid .• 223 / 4 Parnell Sh oot .
I
SRAEL,
Holovy S
l'l
z
Koor~erl
ue
36.
IC)
. V. Machl
Buyl
Bldg.
G. Arnon & Cie .•
& Cl
e.,
13
lD-Herbert Jann
ltd
••
128·132
lane.
.S
· I
07
A Corporation Stroot. SCOTLAND,
Dr
umrooch Place-, Torn lon .
AST 14- W . F.
OF
IREL
AND,
Ill
h rael Sewlng Machine Co. , 22 Yehudo
& Sohne, K-G
nohande
l C & H Vorbook,
(l)
1.(
Rue
Rue Commlne•
de
Ia Fontalne .Au-
1e", Alte linne,llr.
LONDON, E.
lEEDS-60 Mefrlon St-reet
DUBLIN
Curta
in Rood. CROY.
Marw
oll, 50 Glenb
- Wrn. Blytlorn
C.2-Eootman
NORTHERN
.,
fto
i.
J
O.C
MEXfCO, ME.XfCO, D.F.
Cose
.
MOROCCO,
nona.
NORWAY, OSLO--I,
REPUBLIC
Sewln
Slt
-9 Nfa
on,
iYl'
-ca
t.
Av. Repu blic Del Sa lvador 89-93
CASABlANCA-Ourko
(C)
OF SOUTH
!l
Mach~n
. Bronchoo a
w Mlest
e
or
oel
1a Dial
A.
Johanoon
AFR
ICA, JOHANNESB
Compony (Pty.)
t.
CAPE TOWN-110
Lane (C)
pp Coud
A/S,
ltd.,
de
(C)
rex, 25
Torvoot
118 Pretl
Plein S
Maquhun
Rue
an
URG-Afr
t.;
DURBAN
Basc:u·
10.
RHODESIA, FEDERATION OF
BULAWAYQ-Afri
(Pvt.)
ltd., 2 leonidas
SPAIN,
BARCELONA-Arb
SWEDEN
. IORAS---Hu sq va m
Katrinedolsgofan 1
1
MALMO-hak
-STOCKHOLM-
Firmo Hj
almar Sv
SWEDEN, BORAS--A/
de
Branch
••=
MALMO-Sevod,gata
g
ata
n 18 Ulricohom-Hojdg
- Symasldnsverlc:ttad
SWITZE
RLAND, ZURICH-F,Itr
nau
str.
27
.
aiJe
658-60
37.
(l.
Slhlol<
URUGUAY, MONTEVIDEO-C. !rondos
R~ncon
ican
dent
(\ )
can
Sloktoreo
8ru
•nn
except
(C)
fCI
J.
RHODESIA & NYA
Sewing Mochfne Company (Rhodetl
Haute, 138 Rhodes Ave.
ls
S/A,
Corona 63. (C)
o.
lndustrlsyma skiner A/8-
l ronches: GOTEBO
atan 9-0itEBRO-
nnsgalon 6·8. Aoents-
on,
TJn
gshusgatanz.
8,
A. C. Guttofson, Skolgaton .J
n 14. STOCKHOL
atan
en
20. Sub.A gen t- GOT E
special,
Kun
Zollwoo
Button Sewer)
gsholo
& Cia
or
RG--Stigber
Stortoge t 19
ULRICE
(C)
M-K
set
alan
& S
ahno,
(iu
tti
nger
..
SA.,
SALAND,
gslld
HAM
ungt.
BO
7. (l)
Sol·
A.G.,
Callo
a)
en
-
V,
RG
Page 44

INDUSTRIAL
...
for
Every
Purpose!
SEWING
MACHINES
Job requirements
variety
why
of
specially designed sewing machines,
Union Special field representatives make a careful
requirements before giving you detailed recommendations
kind
of
equipment to install. Plants equipped with modern, hi
vary-
that's why Union Special builds a
It
is also the reason
study
on
wide
of
the
gh
speed Union Specials have an important advantage. Union Special
machines are built to do the job faster
they stay on the job with minimum time
..
. better .
out
for
..
cheaper,
repairs.
and
You're
ahead when you use Union Special.
50000
The
thousands
SERIES
models to be invaluable aids in cutting costs
boosting production
many machines in the improved 50000 SERIES
to do a specific job efficiently, quickly, and economically!
of
machines are finding these ultra-modern, streamlined
THE 61400
Never before h
thoroughly engineered for handling modern industrial s
requirements! And never has a machine offered more than the new
Union Special SIXTY-ONE-FOUR- a super
or
hea
vy
tacking and back stitching . . . for curved seams a
weig
as
ht
work . . . for short runs
SERIES
manufacturers using Union Special' s new 50000
of
a wide variety
MACHINES
of
of
products. Each
is
specially designed
operations
of
and
the
LOCKSTITCH
a general purpose Lockstitch mach ine been so
ew
ing
ior machine for lig
as
well as lon g . . .
nd str
aig
ht
ht
for
runs.
NEEDLE
Latest improvements in engineering, manufacturing methods,
materials have been combined in Union Special Class 61800
Class 62200 needle feed Lockstitch machines providing operators
with smooth, streamlined, light-running machines that reduce
fatigue and strain. It's
throughout the country are prais
these ultra-modern machines!
THE
This new development antiquates every machine presently on the
market for use where a curved needle machine is recommended.
From its handsome, dynamically functional , modern design to its
innermost mechanism, the
duced
smoothly and quietly
greater
today.
to
profit than any oth er like equipment available to users
35700-35800
Union Special's
running, smooth operating machin
sewing head
eliminates
lightest touch. Faster felling is certain with Union Special Cla
35700-35800 feed-off-the-arm machines.
FEED
NEW
accelerate quicker . . . run faster . . . operate m
pop
of
the latest type, new presser bar which prac
feed marking, a
LOCKSTITCH
no
wonder that manufacturers in plants
ing
the superi
CLASS
...
FEED
ular feed-off-the-arm felling machin
39500
THIRTY-NINE
with less
maintenance . . . and yield a
-OFF-THE-
es
that offer great advantages:
nd
presser foot which will lift at
MACHINES
or
performance
OVEREDGER
-FIVE has been
ARM
MACHINES
es
are lig
tically
and
and
of
pro
ore
ht
the
ss
-
 Loading...
Loading...