

Union Special 51500BV-16 User Manual
CATALOG
104 BV
First Edition
STYLE
NO.
51500 B\l16
ADJUSTING
LIST
OF
INSTRUCTIONS
AND
PARTS
Finest Quality
STREAMLINED
TWO
MACHINE
NEEDLE
WITH
..
-
....
--
FIFTY
"DOUBLE·LOCK"
TOP
~
THOUSAND
COVER
THREAD
SERIES
STITCH
Catalog No.
INSTRUCTIONS
FOR
104
BV
ADJUSTING
AND
AND
LIST
OF
PARTS
CLASS 51500
Style
51500
First Edition
Copyright
Union Special Corporation
Rights Reserved
Printed in
U.S.A.
BV-16
By
in
November,
OPERATING
1980
All Countries
1980
2
INTRODUCTION
This technical manual has been prepared
UNION SPECIAL sewing machine. Careful attention
justing these machines will enable you to maintain the superior performance and reliability
designed and built into every UNION SPECIAL machine.
to
guide you in the maintenance
to
the instructions for operating and
of
your new
ad-
The Adjusting
each
of
the components related to forming the stitch and completing the functions
machine. Figures
the specific
The adjustments are presented in a sequence so that a logical progression is accomplish-
ed.
Some adjustments performed out
of
other related parts.
Implementation
provements in operator productivity by avoiding costly equipment breakdowns. Whenever it
becomes necessary
nuine UNION SPECIAL Repair Parts. These parts are designed specifically for your machine
and manufactured with utmost precision
To
simplify identification
stamped with its part number. Part numbers represent the same part, regardless of catalog in
which they appear.
IDENTIFICATION OF MACHINE
Each
UNION
Style number
numbers
dard Style numbers
but
BV". Special Style numbers contain the letter "Z".
When
machine, a
number. Example:
are
never
only minor changes
SPECIAL
on a name
classified
contain the letter "Z". Example: "Style
"Z"
is suffixed to the standard Style
Instructions portion
are
used
to
Items discussed.
of
preventative maintenance procedures can bring about significant im-
to
make repairs or replace parts on your machine, be sure to insist on
of
machine
plate on the machine. Style
as
standard
have
one or more letters suffixed,
are
"Style
51500
Is
and
made
BVZ".
identified
illustrate the adjustments using reference letters
in
of
this manual explains in detail the proper setting for
of
sequence may have
to
repair parts, where the construction permits, each part is
by
special.
Stan-
51500
a standard
of
to
point out
an
adverse effect on the function
assure long lasting service.
NEEDLES
a
Each
UNION
size number.
shank,
The
denotes the largest diameter of blade, measured in
thousandths of
eye.
complete symbol, which is given
needles packaged
point, length,
size number, stamped
Collectively, type
SPECIAL
The
type number denotes the kind of
an
and
needle
groove,
inch, midway between shank
and
sold
has
both a type
finish
and
on
the needle
size
number represent
on
the label of all
by
Union Special.
other details.
the
ge-
and
shank,
and
the
STYLE OF MACHINE
Streamlined Flat
Needles, Two Loopers,
Looper Thread
Weight Presser Bar and Needle Bar Driving
Mechanism,
Lubricating System
Maximum Work Space to Right of Needle Bar 7
ches
(196.8
mm).
51500
BV-16
Medium throw high speed machine for
taching facing material to the pocket lining of
trousers, jeans
medium weight materials. Produces two rows of
stitches with cover thread interlocking
Presser foot equipped with a guide.
408-SSaa-1.
tion
No.
16
only. Maximum recommended speed
R.P.M.
Bed,
Plain
Feed
Machine, Two
One
Spreader
Takeup,
Single Reservoir Enclosed Automatic
and
Type
Lateral Looper
and
Filter
Type
similar operations
147
GS
needle. Standard gauge
and
Single Disc
Travel,
Oil Return
on
on
Seam
specifica-
Light
Pump.
3/4
In-
at-
light to
401
the top.
5000
The
standard recommended needle for Style
BV-16
point, long, double
spotted, short point, undersize
step reduction, chromium plated
sizes
140/054,
filled,
and
on
Type
the
through needle
formation.
Is
Type
080/032,
150/060, 170/067.
To
have
needle orders promptly
an
empty package, a sample
size
number should
label. A complete order would
147
GS,
Size
Selection of the proper needle size
size
of thread
3
147
GS.
It
has
a round shank,
groove,
090/036,
100/040".
used.
eye
in
order to produce a good stitch
struck
100/040, 110/044,
be
forwarded.
Thread
groove,
eye
and
and
needle,
read:
is
should pass freely
and
Use
51500
round
ball
grooves,
is available
1251049,
accurately
or the type
description
"1000
needles,
determined
eye,
one
In
by
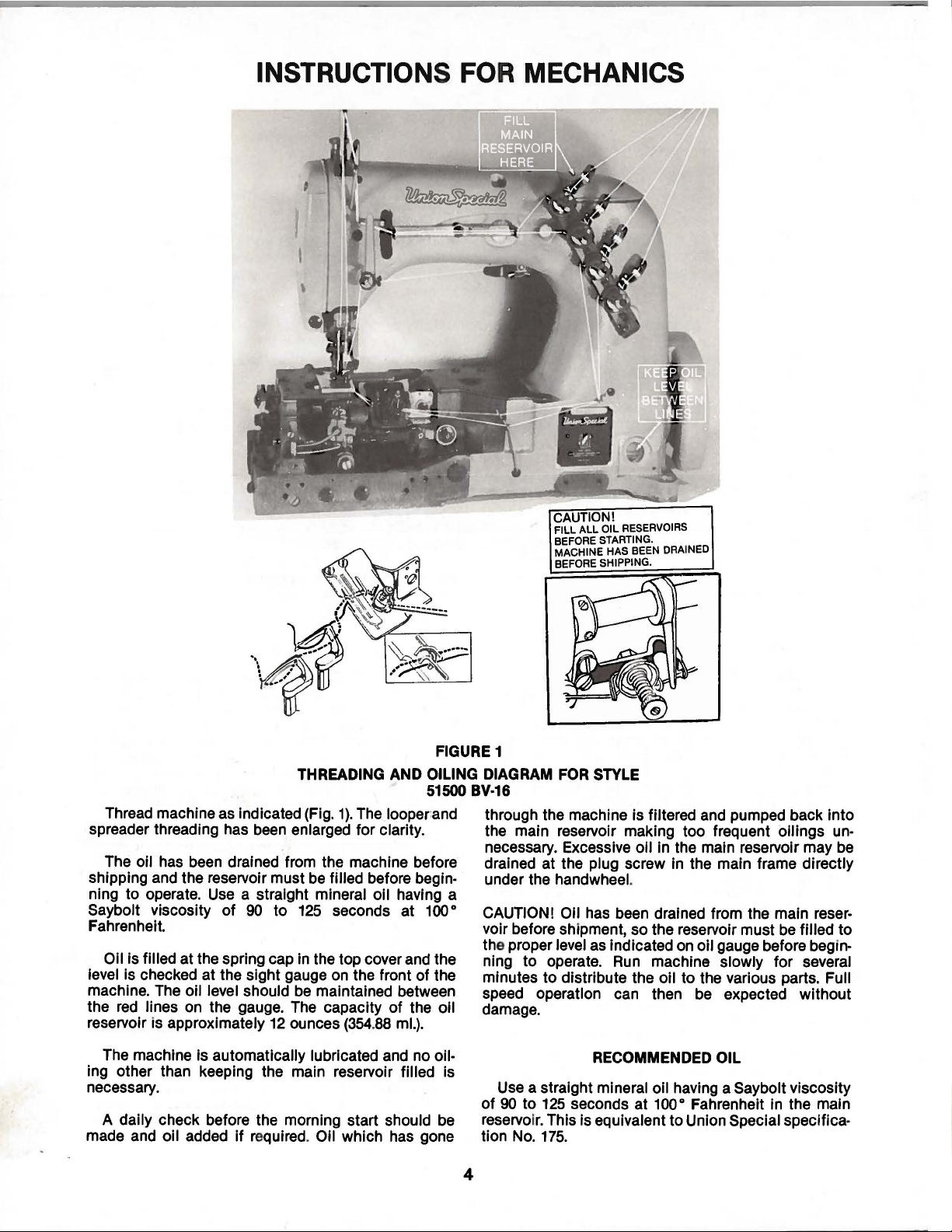
INSTRUCTIONS FOR MECHANICS
FIGURE
THREADING
AND
OILING
51500
Thread machine
spreader threading has
The oil has
shipping and the reservoir must
ning to operate.
Saybolt viscosity of
Fahrenheit.
Oil is filled at the spring cap in the top cover and the
level is checked at the sight gauge
machine.
the
reservoir is approximately
The machine is automatically lubricated and no oil·
ing other than keeping the main reservoir filled is
necessary.
A
made and oil added
The
red
lines
daily check before the morning start should
as
indicated (Fig.
been
enlarged for clarity.
been
drained from the machine before
Use
a straight mineral oil having a
90
to
oil level should
on
the gauge.
if
The
12
ounces
required. Oil which has gone
1).
The
be
filled before begin·
125
seconds at 100°
on
the front of the
be
maintained between
capacity of the oil
(354.88
looper:and
mi.).
be
1
DIAGRAM
FOR
STYLE
BV·16
through the machine is filtered and pumped back into
the main reservoir making too frequent
necessary. Excessive oil in the main reservoir may
drained at the plug screw in the main frame directly
under the handwheel.
CAUTION! Oil
voir before shipment, so the reservoir must
the proper
ning to operate.
minutes to distribute the oil to the various parts. Full
speed operation can then
damage.
Use
a straight mineral oil having a Saybolt viscosity
90
to
of
reservoi
tion
r.
No.
has been drained from the main
level
as
indicated
Run
RECOMMENDED
125
seconds at 100° Fahrenheit in the main
This is equivalent to Union Special specifica-
175.
on
oil gauge before begin·
machine slowly for several
be
expected without
OIL
oilings un·
be
filled to
4
be
reser-
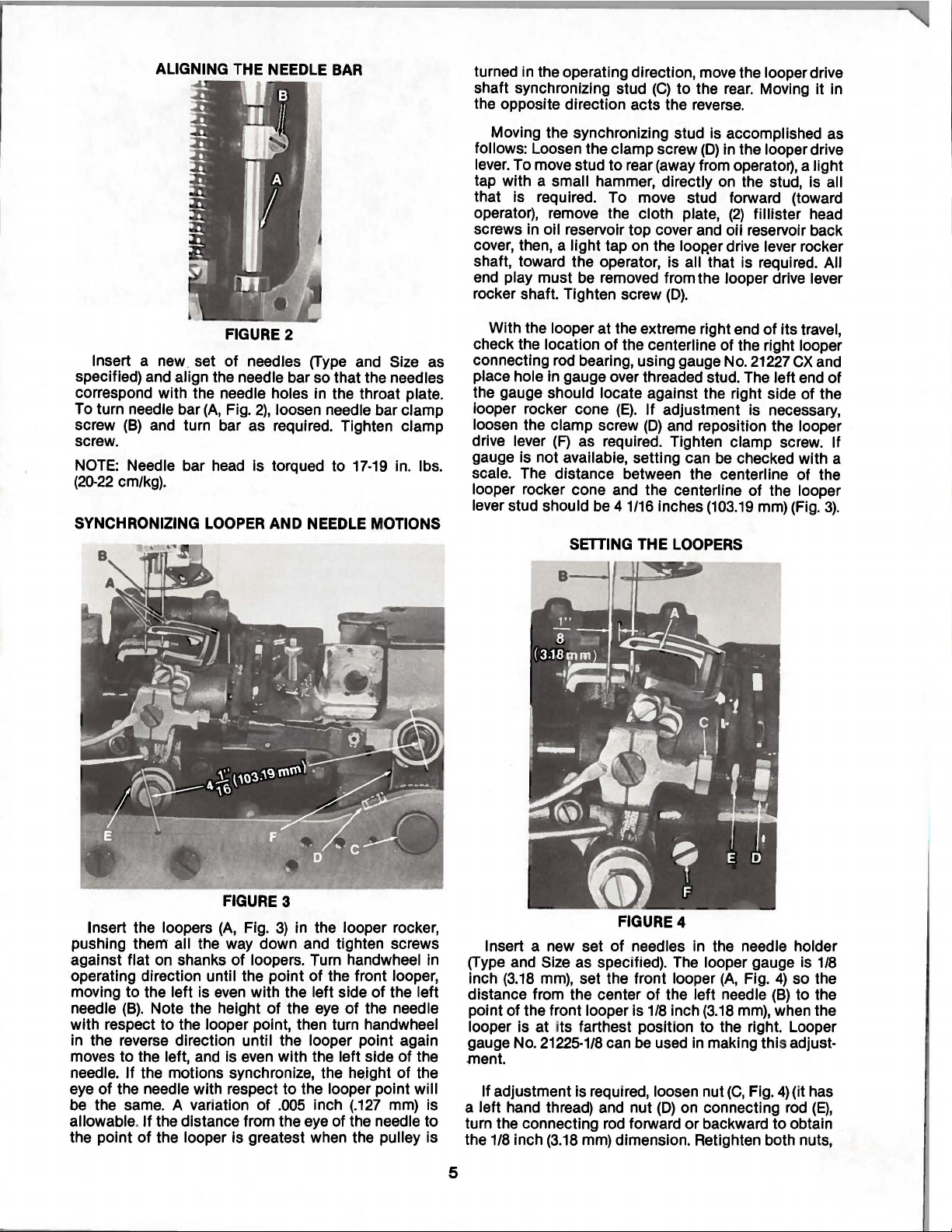
ALIGNING THE NEEDLE
BAR
turned in the operating direction, move the looper drive
shaft synchronizing stud
the opposite direction acts the
(C)
to the
reverse.
rear.
Moving It
In
FIGURE2
Insert a
new
. set of needles
(Type
and Size
as
specified) and align the needle bar so that the needles
correspond with the needle holes in the throat plate.
To
turn needle bar
screw
(B)
and turn bar
(A,
Fig.
2),
loosen needle bar clamp
as
required. Tighten clamp
screw.
NOTE:
(20-22
SYNCHRONIZING LOOPER AND NEEDLE MOTIONS
Needle bar
em/kg).
head
is torqued to
17-19
in. lbs.
Moving the synchronizing stud is accomplished
follows: Loosen the clamp screw
lever.
To
move stud to rear (away from operator), a light
tap with a small hammer, directly
(D)
in the looper drive
on
the stud, is all
as
that is required. To move stud forward (toward
operator), remove the
cloth plate,
(2)
fillister
head
screws in oil reservoir top cover and oil reservoir back
cover, then, a
shaft, toward the operator, is
end
play must
rocker shaft. Tighten screw
light tap on the
IOORer
drive lever rocker
all that is required. All
be
removed from the looper drive lever
(D).
With the looper at the extreme right end of its travel,
check the location of the centerline of the right looper
connecting
place hole in gauge over threaded stud.
the gauge
looper rocker cone
loosen the clamp screw
drive lever (F)
gauge is not available, setting can
rod
bearing, using gauge
No.
21227
The
left
CX
end
and
of
should locate against the right side of the
(E).
If adjustment is necessary,
(D)
and reposition the looper
as
required. Tighten clamp screw. If
be
checked with a
scale. The distance between the centerline of the
looper rocker cone and the centerline of the looper
lever
stud should
be 4 1/16
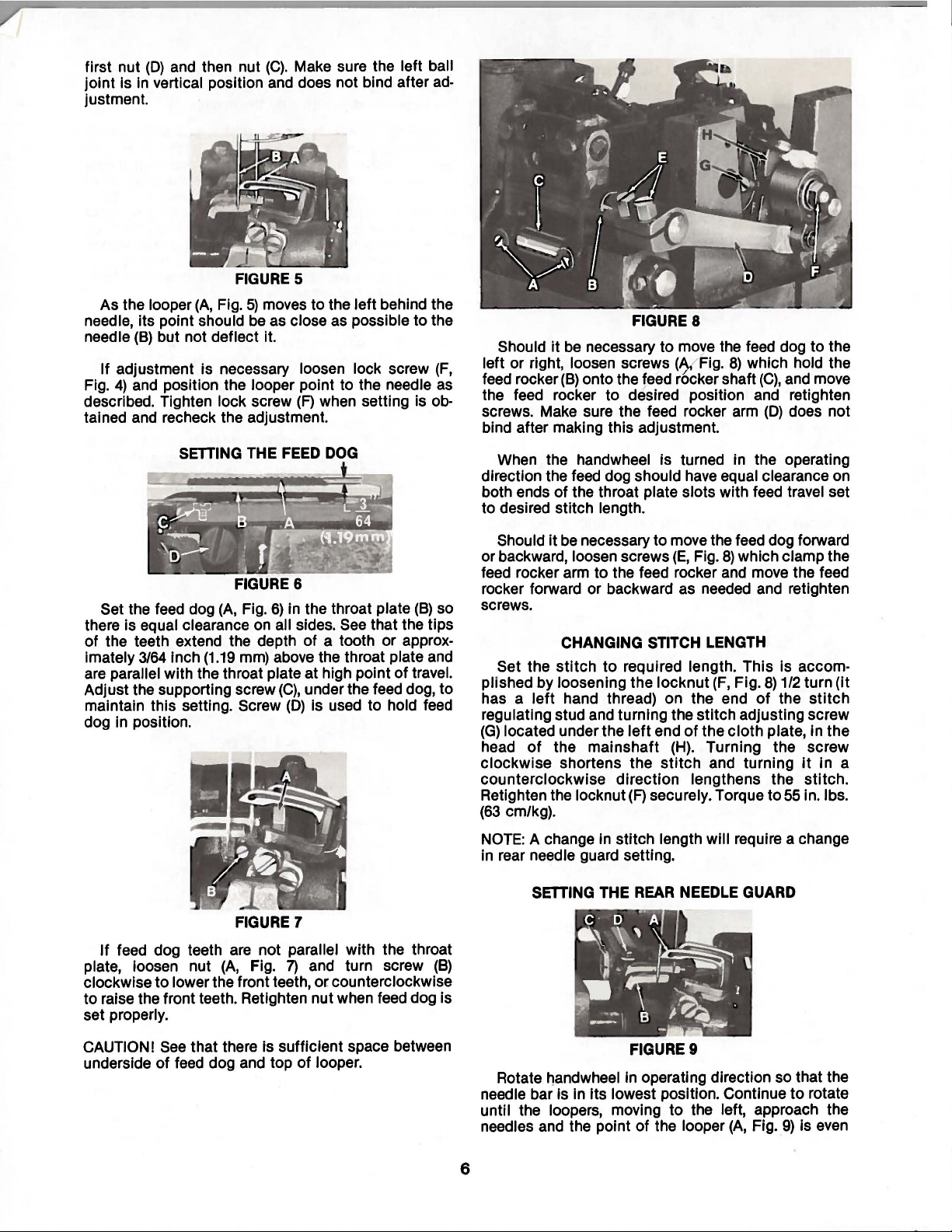
SETTING
inches
THE
(103.19
LOOPERS
mm)
(Fig.
3).
FIGURE
Insert the loopers
pushing them
against
flat
on
operating direction
moving to the left
needle
(B).
Note the height of the
(A,
all the way down and tighten screws
shanks of loopers. Turn handwheel in
until the point of the front looper,
Is
even
with respect to the looper point, then turn handwheel
in the reverse direction until the looper point again
left,
and
moves to the
is
3
Fig.
3)
in the looper rocker,
with the left side of the left
eye
of the needle
even
with the left side of the
Insert a new set of needles in the needle holder
(Type
and Size
inch
(3.18
mm),
distance from the center of the
point of the front
looper is at its farthest position to the right. Looper
No.
gauge
21225·1/8
ment.
needle. If the motions synchronize, the he_ight of the
eye of the
be
the same. A variation of
allowable. If the distance from the
the point of the
needle with respect to the looper point will
.005
inch
(.127
mm)
is
eye
of the needle to
looper is greatest when the pulley is
If adjustment is required, loosen nut
a
left hand thread)
turn the connecting
1/8
inch
the
(3.18
5
FIGURE4
as
specified).
set the front looper
The
looper gauge is
(A,
left needle
looper is
can
be
1/8
used
inch
(3.18
mm),
in
making this adjust-
(C,
and
nut
(D)
on
connecting
rod
forward or backward to obtain
mm)
dimension. Retighten both nuts,
Fig.
Fig.
1/8
4)
so the
(B)
to the
when the
4)
(it has
rod
(E),
first nut
joint is
justment.
in
(D)
and then nut
vertical position
(C).
Make sure the left ball
and
does not bind after
ad-
FIGURE
As the looper
needle, its point should
needle
Fig.
described. Tighten lock screw
tained and recheck the adjustment.
there is
of the teeth extend the depth of a tooth or
imately
are
Adjust the supporting screw
maintain this setting.
dog in position.
(B)
If adjustment is necessary loosen lock screw
4)
and position the looper point to the needle
Set the feed dog
equal clearance
3/64
parallel with the throat plate at high point of travel.
(A,
Fig.
5)
but not deflect it.
SETTING
inch
(A,
(1.19
THE
FIGURE
Fig.
mm)
Screw
5
moves to the left behind the
be
as
close
as
possible to the
(F)
when setting is
FEED
DOG
6
6)
in the throat plate
on
all sides.
above the throat plate and
(C),
(D)
See
that the tips
under the feed dog, to
is used to hold
(F,
as
ob-
(B)
so
approx-
feed
FIGURES
Should it
left or right, loosen screws
feed rocker
the feed rocker to desired position and retighten
screws. Make sure the feed rocker
bind after making this adjustment.
When
direction the
both ends of the throat
to desired stitch
Should
or backward,
feed rocker
rocker forward or backward
screws.
Set the stitch to required length. This is accom-
plished
has a
regulating stud and turning the stitch adjusting screw
(G)
located under the
head
clockwise shortens the stitch and turning
counterclockwise direction
Retighten the
(63
em/kg).
be
necessary to move the feed dog to the
(~
Fig.
8)
which hold the
(B)
onto the feed rocker shaft
the handwheel is turned in the operating
feed
dog should
length.
it
be
necessary to move the feed dog forward
loosen screws
arm
to the feed rocker and move the feed
CHANGING
by loosening the locknut
left hand thread) on the end
left
of
the mainshaft
locknut
(F)
have
plate slots with feed travel set
(E,
Fig.
as
needed and retighten
STITCH
end
securely. Torque to
LENGTH
(F,
of
the cloth plate, in the
(H).
Turning the screw
lengthens the stitch.
(C),
and move
arm
(D)
does not
equal clearance on
8)
which clamp the
Fig.
8)
1/2
of
the
it
55
turn (it
stitch
in a
in. lbs.
FIGURE
If
feed dog teeth
plate, loosen nut
clockwise to lower the front teeth, or counterclockwise
to raise the front teeth. Retighten nut when feed dog is
set
properly.
CAUTION!
underside of
See
feed
are
(A,
that there is sufficient space between
dog and top of looper.
7
not parallel with the throat
Fig.
7)
and turn screw
(B)
NOTE:
in rear
needle bar is in its lowest position. Continue to rotate
until the loopers, moving to the left, approach the
needles and the point of the looper
6
A change in stitch length will require a change
needle guard setting.
SETTING
Rotate l')andwheel in operating direction so that the
THE
REAR
NEEDLE
.i\
.
~
-
'A~
J
..
- -
-·
•
'\
;
....:=
·~
s
_i,
1
FIGURE9
·
....
l
.
(A,
GUARD
\
Fig.
9)
is
even
 Loading...
Loading...