

Page 1
CATALOG
NO.
Adjusting
instructions
and
IO3XQA
Edition
First
SERIES
9M
illustrated
parts
list
U,
Maximum
-High
U
Finest
Quality
Zua
Performance
speed
overedge
9M
Series
machines
Equipment
Page 2
CATALOG
NO.
103
XQA
39500
39500
39500
39500
39500
XQA
XQB
XQJ
XRB
XRC
ADJUSTING
ILLUSTRATED
MAXIMUM
PERFORMANCE
INSTRUCTIONS
AND
FOR
STYLES
39500
39500
39500
39500
39500
First
Edition
Copyright
PARTS
-
XRN
XSD
XTA
CXQA
CXQB
1983
LIST
9M
SERIES
39500
39500
39500
39500
39500
CXQJ
CXRN
CXSD
XSQB
CXSQB
Rights
Union
Reserved
Special
Printed
January
By
Corporation
All
in
U.S.A.
in
1983
2
Countries
Page 3
FORE
WARD
This
your
ating
forinance
proper
pleting
ments
plished.
the
ficant
downs.
machine,
designed
assure
new
The
Adjustments
function
Implementation
technical
UNION
and
adjusting
and
reliability
Adjusting
setting
the
functions
using
improvements
long
reference
Some
of
Whenever
be
sure
specifically
lasting
manual
SPECIAL
these
Instruction
for
each
of
letters
are
presented
adjustments
other
it
to
related
of
in
becomes
insist
for
service.
has
machine.
machines
designed
of
the
preventative
operator
your
components
the
machine.
to
in
performed
parts.
necessary
on
genuine
machine
been
prepared
Careful
will
and
built
portion
point
sequence
out
maintenance
productivity
to
UNION
attention
enable
this
of
related
Figures
out
specific
so
of
sequence
make
SPECIAL
and
manufactured
to
you
into
manual
are
that
by
repairs
guide
procedures
avoiding
to
to
every
to
used
a
Repair
you
the
maintain
explains
forming
items
logical
may
or
in
instructions
UNION
illustrate
to
discussed.
have
can
costly
replace
Parts.
with
the
maintenance
the
superior
SPECIAL
in
detail
the
stitch
progression
an
adverse
bring
equipment
parts
These
utmost
precision
for
machine.
the
and
the
adjust
is
effect
about
break
on
your
parts
of
oper
per
com
accom
on
signi
are
to
by
a
KEY
parts
simplify
To
exploded
VIEW
illustrated
views.
which
indentification
These
presents
on
this
illustrations
the
page
of
epair
mechanisms
will
appear
will
of
3
parts,
usually
the
shaded
the
be
machine
in
the
mechanisms
shown
assembled.
KEY
VIEW.
are
in
conjuction
illustrated
The
specific
with
Page 4
IDENTIFICATION
MACHINES
OF
Each
is
stamped
number
is
Super
three
or
adjusted
internal
thread
feeds,
lubricating
recommended
39500
39500
XQA
XQB
UNION
in
the
stamped
high
speed
Light
thread
knit
bination
pajamas,
seams
504-SSa-l;
stitch
Same
purpose
knit
SPECIAL
style
the
in
speed,
machines.
needle
system
9000
medium
to
machine
fabrics
designed
nightgowns,
a
are
standard
range
Style
as
seaming
and
wear
machine
plate
extension
STYLES
maximum
Trimming
bearings
with
R.P.M.,
duty,
for
cotton,
of
especially
primary
per
8-30
39500
of
similar
carries
located
of
OF
performance,
mechanism
feed
for
self-contained
depending
differential
seaming
silk
similar
or
requisite.
widths
seam
inch.
XQA
except
shirts,
“T”
garments.
style
a
the
on
casting
bed
MACHINES
drive
on
light
or
for
-
polo
number,
right
or
one
with
eccentrics,
oil
operation.
feed,
medium
and
similar
on
use
articles
154
Type
and
3/32
sewing
shirts,
which
rear
of
the
at
two
curved
spring
filter
single
weight
weight
women’s
where
needle;
GAS
inch
1/8
combination
panties,
on
the
right
blade
pressed
needle
and
needle,
flat,
synthetics.
and
long
(2.4
this
machine.
base
rear
needles,
lower
cooler,
oil
cooler.
two
warp
children’
straight
seam
and
designed
infant
class
machine
Serial
machine.
of
two
knife,
improved
Maximum
looper,
ribbed
and
Sewing
slips,
hanging
specification
3.2mm);
general
for
children’s
and
cam
three
com
39500
39500
39500
39500
39500
XQJ
Light
two
and
standard
XRB
Light
spreader,
less
standard
left
XRC-045
XRC-060
Light
XRN
looper,
or
guide
stitch
to
thread
similar
to
nylon
needle;
Light
spreader,
one
hosiery
standard
stitch
Same
seam
to
one
hemming
assembly.
range
medium
machine
garments.
seam
medium
three
hosiery.
seam
stitch
to
medium
and
seam
range
as
Style
width
medium
(lower)
on
8-30
duty,
plain
for
duty,
3/16
differential
width
thread
Type
widths
approximately
range
duty,
three
socks.
width
20-100
39500
approximately
duty,
differential
spreader,
Type
per
weight
154
inch.
light
feed,
154
light,
154
(4.8mm);
for
GFS
serging
Type
inch
machine
20-100
differential
thread
Type
machine
154
approximately
inch.
per
XRC-045
7/32
two
knit
needle;
GAS
single
needle;
GAS
feed,
closing
needle;
1/8
per
GFS
except
inch
feed,
thread
fabrics.
needle,
medium
stitch
two
and
inch.
feed,
for
needle;
3/16
Type
-
(5.6mm)
single
machine
seam
one
heavy
and
specification
seam
range
needle,
sections
toe
seam
specification
5/32
two
inch
needle,
closing
seam
inch
(4.8mm)
154
from
needle,
for
Fitted
with
specification
looper,
weight
5
1/2-8
looper,
one
of
and
(3.2
one
sections
toe
specification
from
needle;
GDS
needle.
left
one
blind
a
compact
503-EFc-1;
one
trousers
503-EFd—l;
inch.
per
women’s
521-SSa-1;
4.0mm)
looper,
of
521-SSa-l;
left
standard
(upper)
stitch
hemming
spreader,
one
seam
from
men’s
needle;
welting
39500
XSD
Same
as
Style
39500
XRN
except
-
one
(lower)
spreader.
4
looper
and
one
(upper)
Page 5
MACHINE
STYLES
(Continued)
39500
39500
39500
39500
39500
39500
39500
39500
XTA
CXQA
CXQB
CXQJ
CXRN
CXSD
XSQB
CXSQB
Light
machine
needle;
inch
Same
cutter.
Same
cutter.
Same
cutter.
Same
cutter.
Same
cutter.
Same
(Type
Same
(Type
duty,
(1.6
as
as
as
as
as
as
162
as
162
for
seam
to
Style
Style
Style
Style
Style
Style
SAS)
Style
SAS)
differential
toe
closing
specification
2.4mm)
39500
39500
39500
39500
39500
39500
which
39500
which
feed,
on
depending
XQA
except
XQB
except
XQJ
except
XRN
except
XSD
except
XQB
except
reduces
CXQB
reduces
single
women’s
505-tEe-i;
on
-
-
-
-
-
-
needle
except
needle
seamless
material;
fitted
fitted
fitted
fitted
fitted
designed
cutting.
-
designed
cutting.
needle,
standard
with
with
with
with
with
to
two
hosiery.
stitch
Power
Power
Power
Power
Power
use
to
looper,
seam
width
range
“AIR-KLIPP”®
“AIR-KLIPP”
“AIR-KLIPP”
“AIR—KLIPP”
“AIR-KLIPP”
SHORT,
use
SHORT,
Type
15-100
three
154
1/16
STIFF
STIFF
thread
GAS
to
3/32
per
inch.
chain
chain
chain
chain
chain
NEEDLE
NEEDLE
39500
maximum
lower
speed.
recommended
The
9M
is
factory
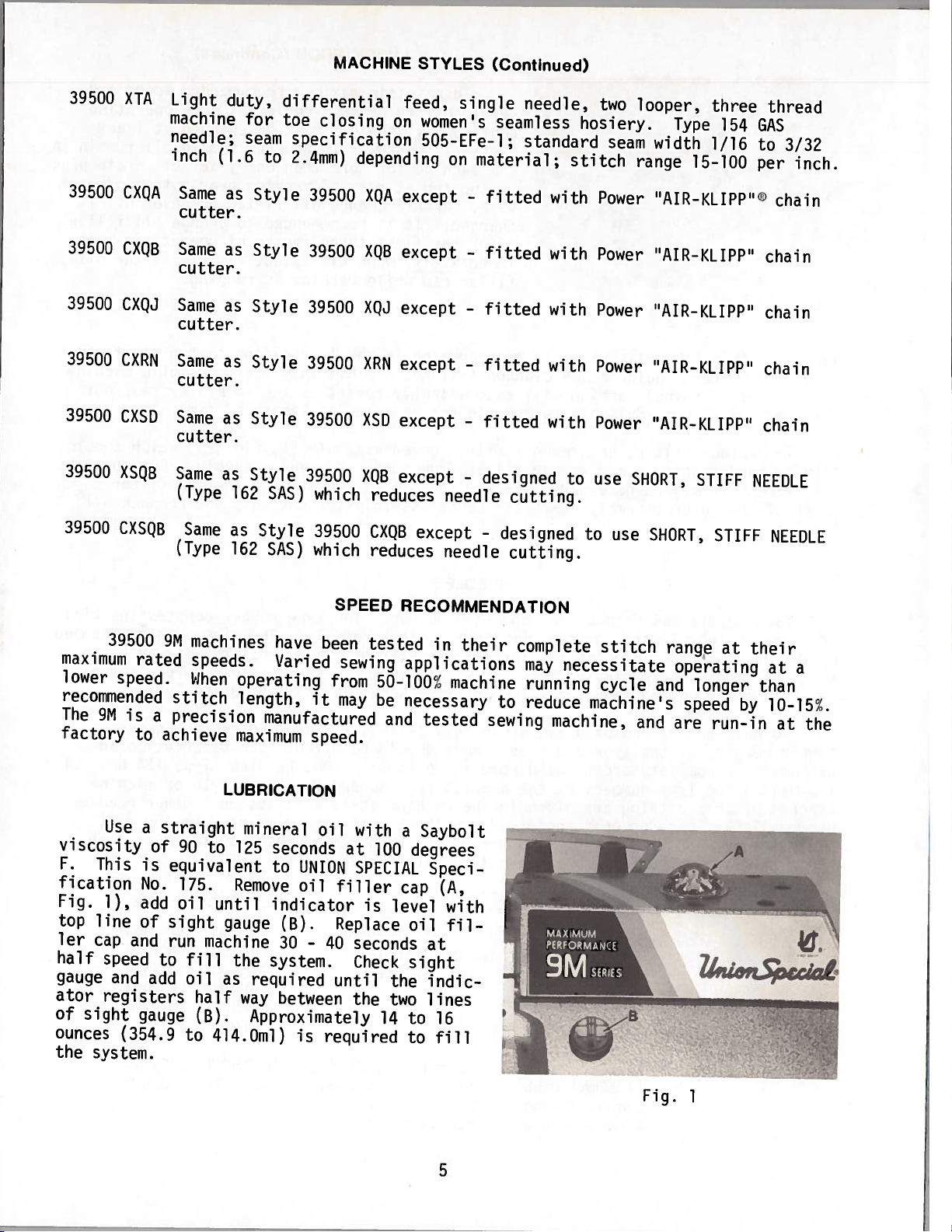
Use
viscosity
F.
This
fication
Fig.
top
ler
half
gauge
ator
of
ounces
the
1),
line
cap
speed
and
registers
sight
system.
and
(354.9
rated
a
to
a
of
is
No.
add
of
to
add
gauge
9M
machines
speeds.
When
stitch
precision
achieve
straight
90
to
equivalent
175.
oil
sight
run
machine
fill
oil
half
(B).
to
have
Varied
operating
length,
manufactured
maximum
LUBRICATION
mineral
125
seconds
to
Remove
until
gauge
indicator
(B).
30
the
system.
as
required
way
between
Approximately
414.Oml)
is
SPEED
been
from
it
may
speed.
oil
UNION
oil
filler
Replace
-
40
until
required
tested
sewing
50-100%
be
with
at
100
SPECIAL
is
seconds
Check
the
14
RECOMMENDATION
in
their
applications
machine
necessary
and
a
tested
Saybolt
to
sewing
degrees
Speci
cap
(A,
level
oil
with
fil
at
sight
the
indic
two
lines
to
16
fill
to
complete
may
necessitate
running
reduce
machine,
stitch
cycle
machine’s
and
range
operating
and
speed
are
at
longer
run-in
Z1aL
their
by
at
than
10-15%.
at
a
the
5
Fig.
1
Page 6
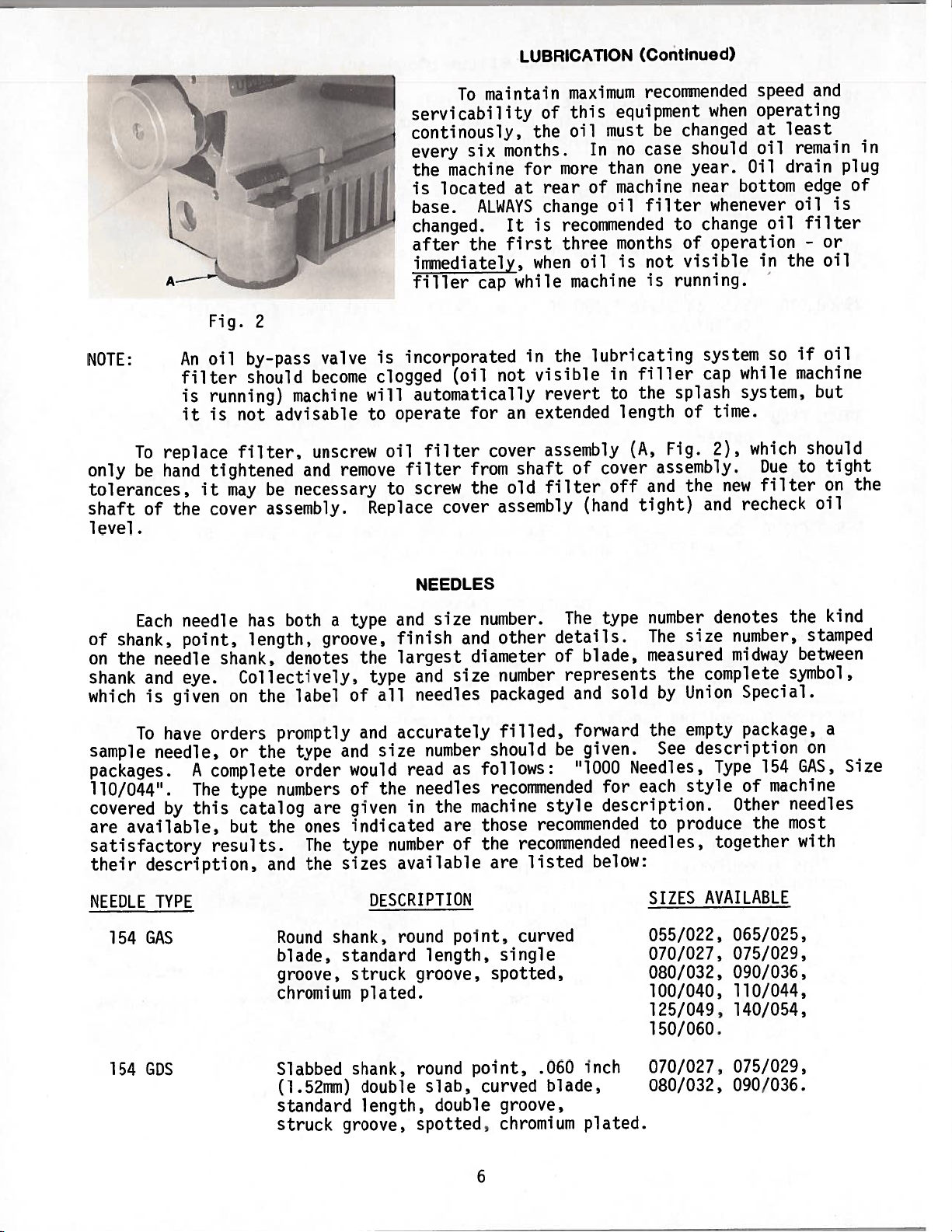
LUBRICATION
(Continued)
NOTE:
To
only
be
tolerances,
shaft
of
level.
An
filter
is
it
replace
hand
it
the
Fig.
2
oil
by-pass
should
running)
is
not
filter,
tightened
may
cover
valve
become
machine
advisable
unscrew
and
be
necessary
assembly.
is
clogged
will
to
remove
Replace
servicability
continously,
every
the
is
located
base.
changed.
after
immediately,
filler
incorporated
automatically
operate
filter
oil
filter
screw
to
cover
maintain
To
six
machine
ALWAYS
the
cap
(oil
for
cover
from
the
of
the
months.
for
rear
at
change
is
It
first
when
while
in
visible
not
revert
extended
an
assembly
shaft
filter
old
assembly
maximum
equipment
this
must
oil
In
no
of
than
machine
more
oil
recommended
oil
months
is
three
machine
lubricating
the
in
to
length
(A,
cover
of
off
(hand
reconnended
when
be
changed
one
should
year.
case
near
filter
change
to
of
visible
not
running.
is
system
filler
the
cap
splash
of
Fig.
assembly.
the
and
tight)
and
speed
operating
at
oil
Oil
bottom
whenever
oil
operation
in
while
system,
time.
which
2),
Due
filter
new
recheck
least
drain
the
so
and
remain
edge
is
oil
filter
-
or
oil
if
oil
machine
but
should
tight
to
on
oil
in
plug
of
the
Each
of
shank,
on
shank
which
the
needle
and
is
To
sample
needle,
packages.
110/044”.
covered
are
available,
satisfactory
their
NEEDLE
154
description,
TYPE
GAS
needle
point,
eye.
given
have
by
shank,
orders
A
complete
The
this
results.
both
has
length,
denotes
Collectively,
label
the
on
promptly
the
type
or
order
type
numbers
catalog
the
but
and
Round
blade,
groove,
chromium
groove,
are
ones
The
the
a
type
the
type
all
of
and
size
and
would
the
of
given
indicated
number
type
sizes
DESCRIPTION
shank,
standard
struck
plated.
NEEDLES
size
and
finish
largest
size
and
needles
accurately
number
as
read
needles
the
in
are
of
available
round
point,
length,
groove,
number.
other
and
diameter
number
packaged
filled,
should
follows:
recommended
machine
those
the
recommended
are
curved
single
spotted,
type
The
details.
blade,
of
represents
and
forward
given.
be
“1000
for
style
description.
recommended
listed
below:
sold
Needles,
each
needles,
number
size
The
measured
the
Union
by
empty
the
See
description
style
to
produce
SIZES
055/022,
070/027,
080/032,
100/040,
125/049,
150/060.
denotes
the
number,
midway
complete
symbol,
Special.
package,
Type
of
Other
the
154
machine
needles
most
together
AVAILABLE
065/025,
075/029,
090/036,
110/044,
140/054,
kind
stamped
between
a
on
GAS,
with
Size
154
GDS
Slabbed
(1.52mm)
standard
struck
shank,
double
length,
groove,
round
slab,
double
spotted,
point,
curved
.060
blade,
groove,
chromium
6
inch
plated.
070/027,
080/032,
075/029,
090/036.
Page 7
NEEDLES
(Continued)
NEEDLE
154
162
TYPE
GFS
SAS
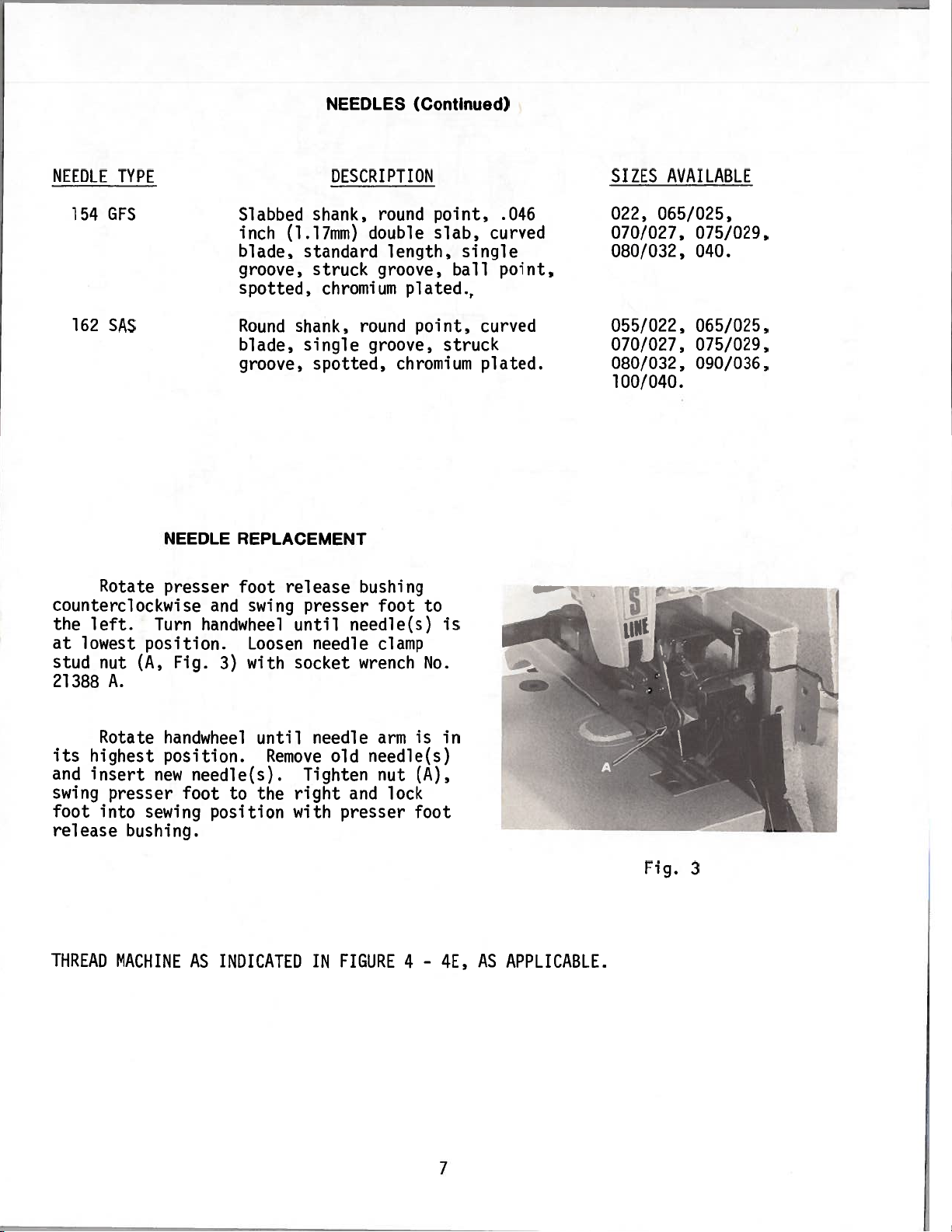
Rotate
NEEDLE
presser
counterclockwise
the
at
lowest
stud
21388
left.
nut
A.
Turn
position.
(A,
and
handwheel
Fig.
Slabbed
inch
blade,
(1.17mm)
standard
groove,
spotted,
Round
blade,
shank,
single
groove,
REPLACEMENT
foot
swing
release
presser
until
Loosen
3)
with
socket
DESCRIPTION
shank,
round
double
length,
struck
groove,
chromium
round
groove,
spotted,
chromium
bushing
foot
needle(s)
needle
clamp
wrench
point,
slab,
plated.,
point,
struck
to
is
No.
single
ball
.046
curved
point,
curved
plated.
SIZES
022,
070/027,
080/032,
055/022,
070/027,
080/032,
065/025,
100/040.
AVAILABLE
075/029,
040.
065/025,
075/029,
090/036,
Rotate
its
highest
and
insert
swing
foot
presser
into
release
THREAD
handwheel
position.
new
foot
sewing
bushing.
MACHINE
needle(s).
to
position
AS
INDICATED
until
Remove
right
the
with
needle
old
Tighten
presser
FIGURE
IN
arm
needle(s)
nut
and
lock
4
is
(A),
foot
-
in
4E,
7
AS
APPLICABLE.
Fig.
3
Page 8
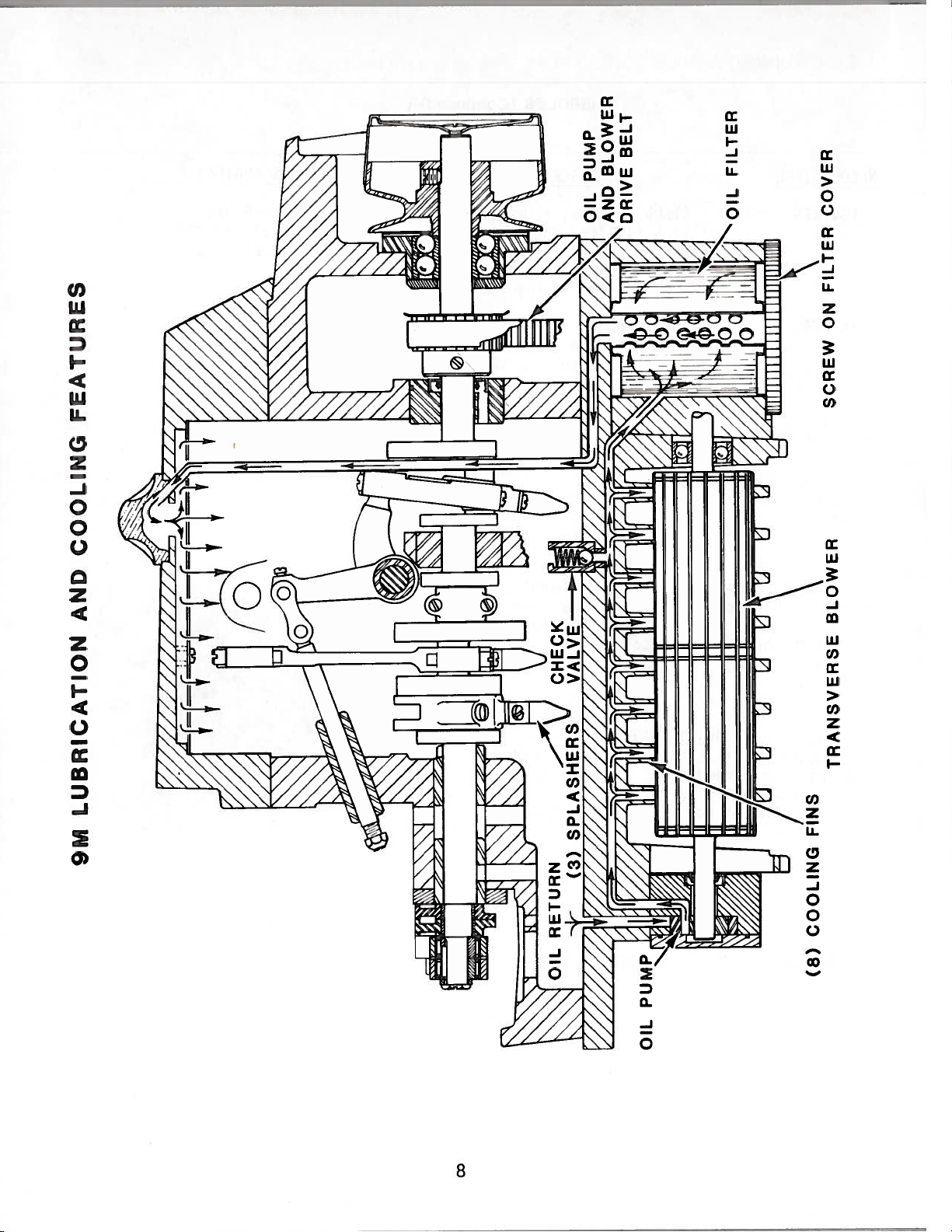
BELT
BLOWER
PUMP
FILTER
FEATURES
COOLING
AND
OIL
AND
DRIVE
OIL
COVER
FILTER
ON
SCREW
B
LUBRICATION
9M
TRANSVERSE
FINS
COOLING
(8)
Page 9
-.
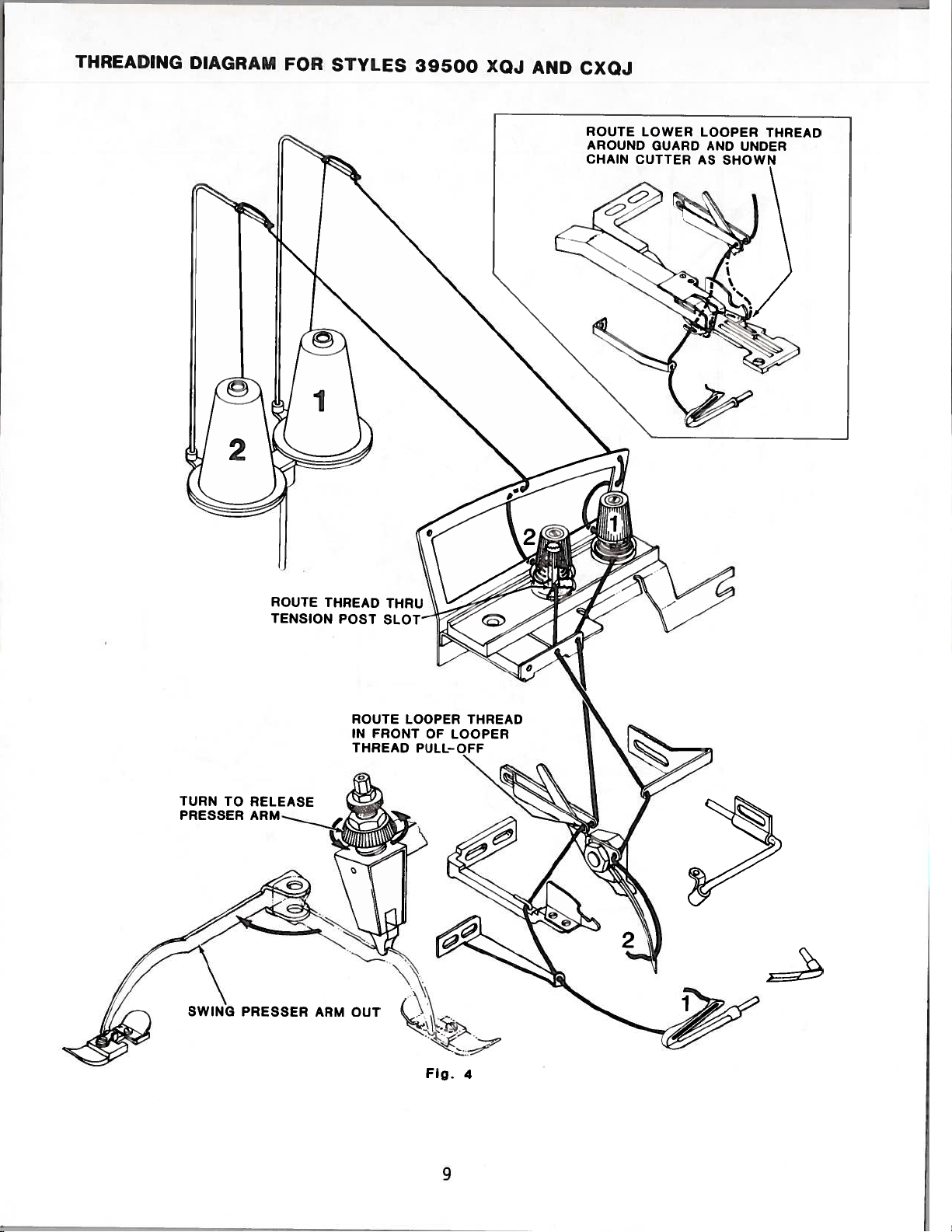
THREADING
DIAGRAM
FOR
STYLES
39500
XOJ
AND
CXOJ
ROUTE
AROUND
CHAIN
LOWER
GUARD
CUTTER
LOOPER
AND
AS
SHOWN
THREAD
UNDER
TURN
PRESSER
SWING
TO
PRESSER
ROUTE
TENSION
RELEASE
THREAD
POST
ARM
ROUTE
FRONT
IN
THREAD
OUT
LOOPER
OF
PULL-OFF
THREAD
LOOPER
Fig.
4
9
Page 10
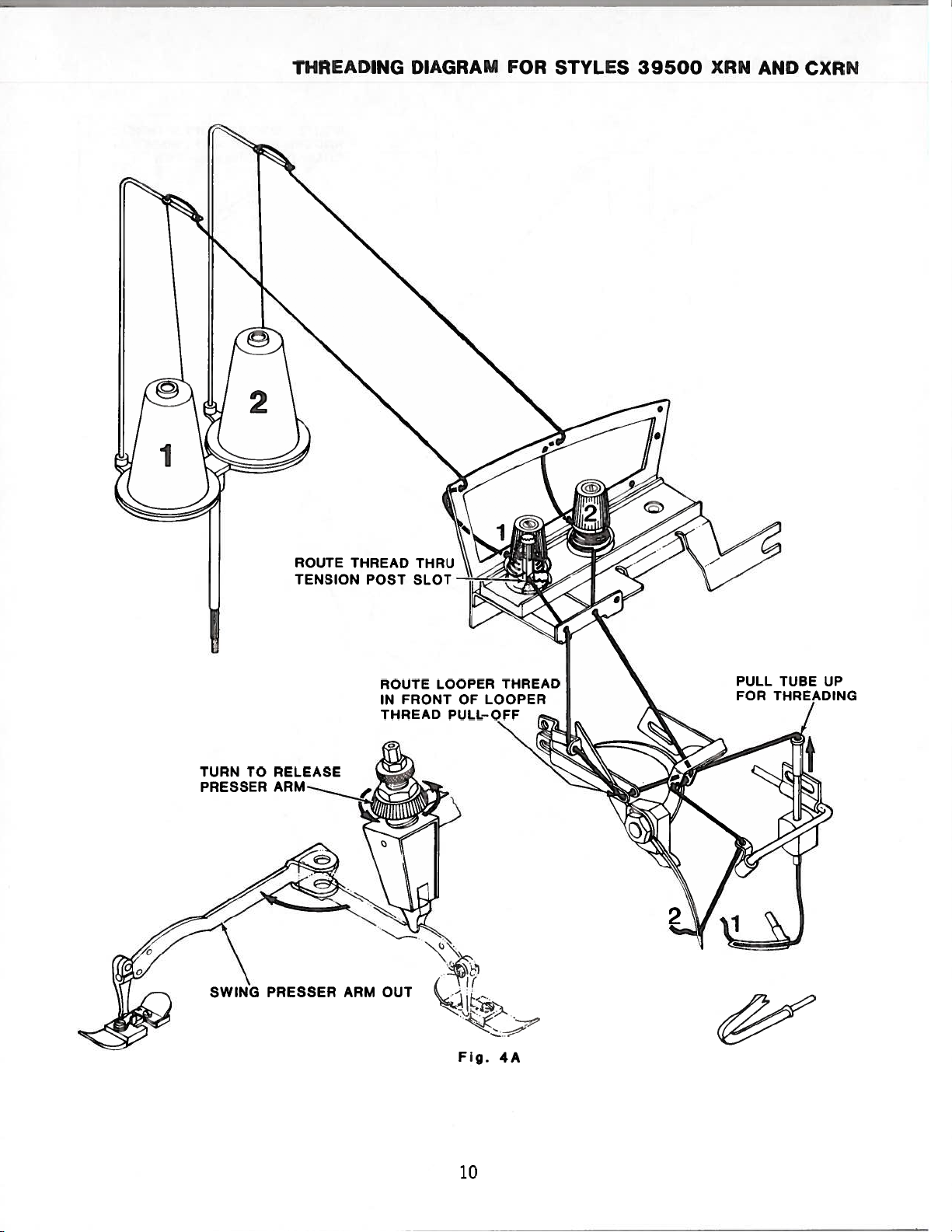
THREADING
DIAGRAM
FOR
STYLES
39500
XRN
AND
CXRN
TURN TO
PRESSER
ROUTE
TENSION
RELEASE
PRESSER
THREAD
POST
ARM
SLOT
ROUTE
FRONT
IN
THREAD
OUT
LOOPER
OF
PULL-OFF
THREAD
LOOPER
PULL
TUBE
UP
Fig.
4A
10
Page 11
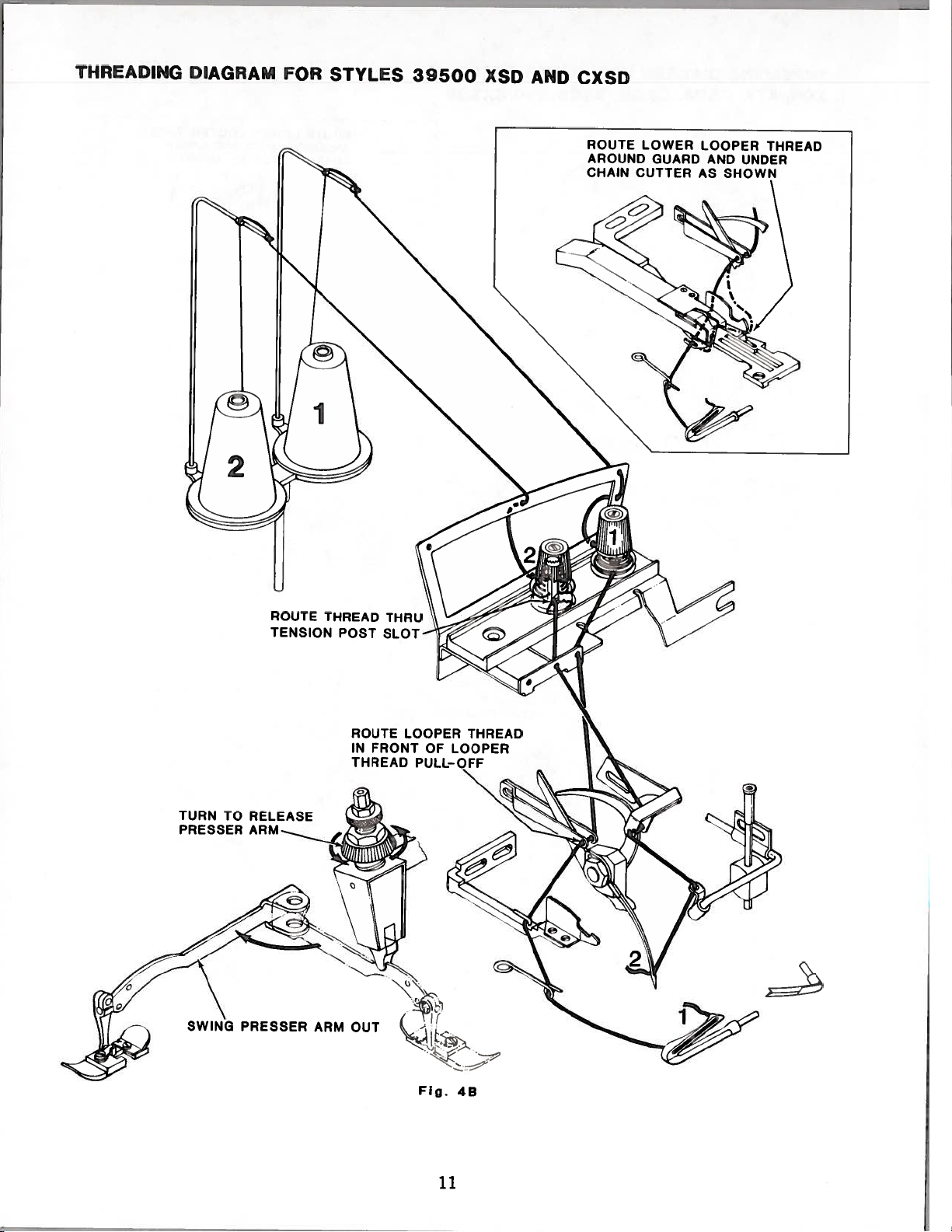
THREADING
DIAGRAM
FOR
STYLES
39500
XSD
AND
CXSD
ROUTE
AROUND
CHAIN
LOWER
GUARD
CUTTER
LOOPER
AND
AS
SHOWN
THREAD
UNDER
TURN
PRESSER
TO
PRESSER
ROUTE
TENSION
RELEASE
THREAD
POST
ARM
SLOT
ROUTE
IN
FRONT
THREAD
OUT
LOOPER
OF
PULL-OFF
THREAD
LOOPER
Fig.
48
11
Page 12
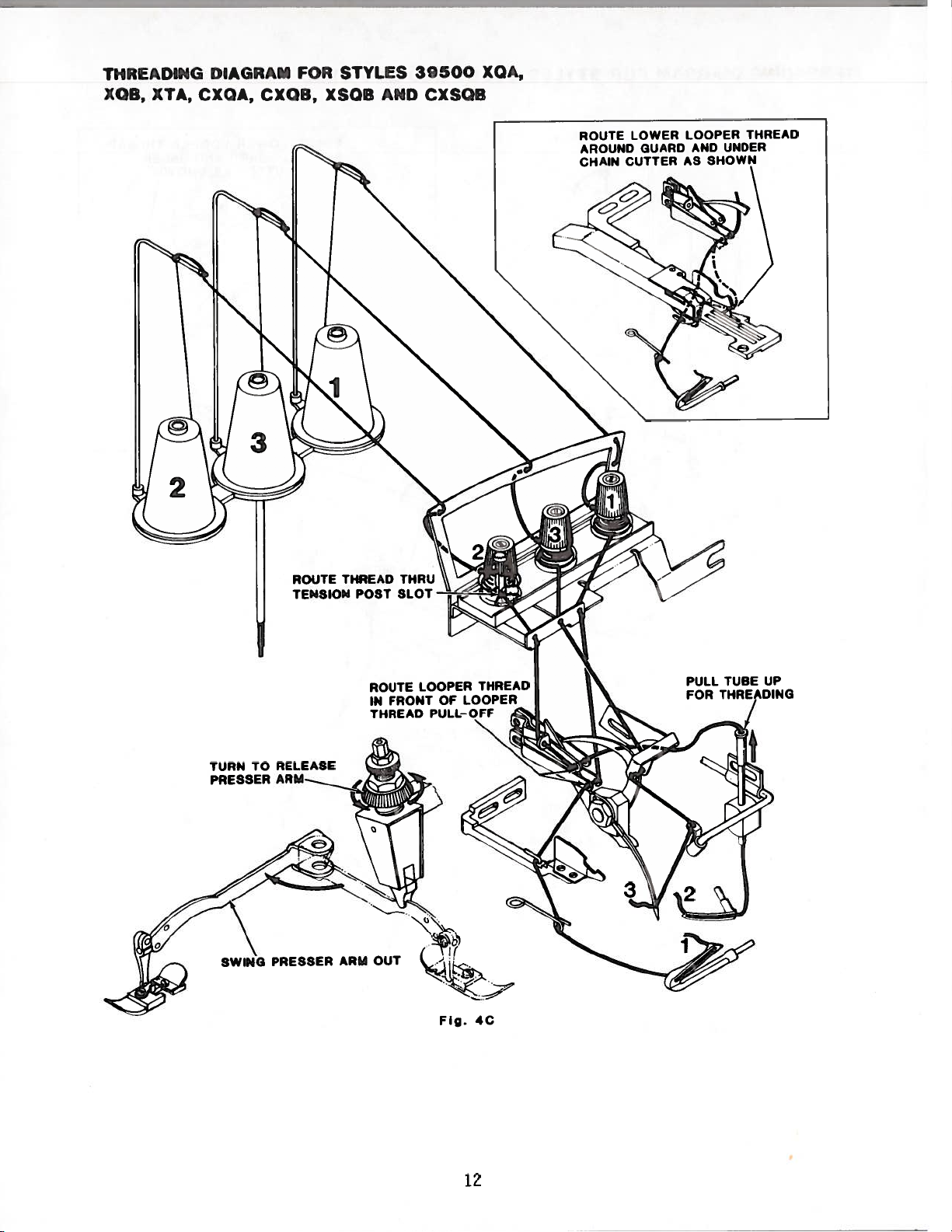
I
THREADING
XQB,
XTA,
DIAGRAM
CXQA,
FOR
CXQB,
STYLES
XSQB
AND
39500
CXSOB
XQA,
TURN
PRESSER
TO
ROUTE
TENSION
RELEASE
AR
THREAD
POST
ROUTE
IN
THREAD
SLOT
FRONT
LOOPER
OF
PULL-OFF
Fig.
THREAD
LOOPER
4C
PULL
FOR
UP
TUBE
THREADING
12
Page 13
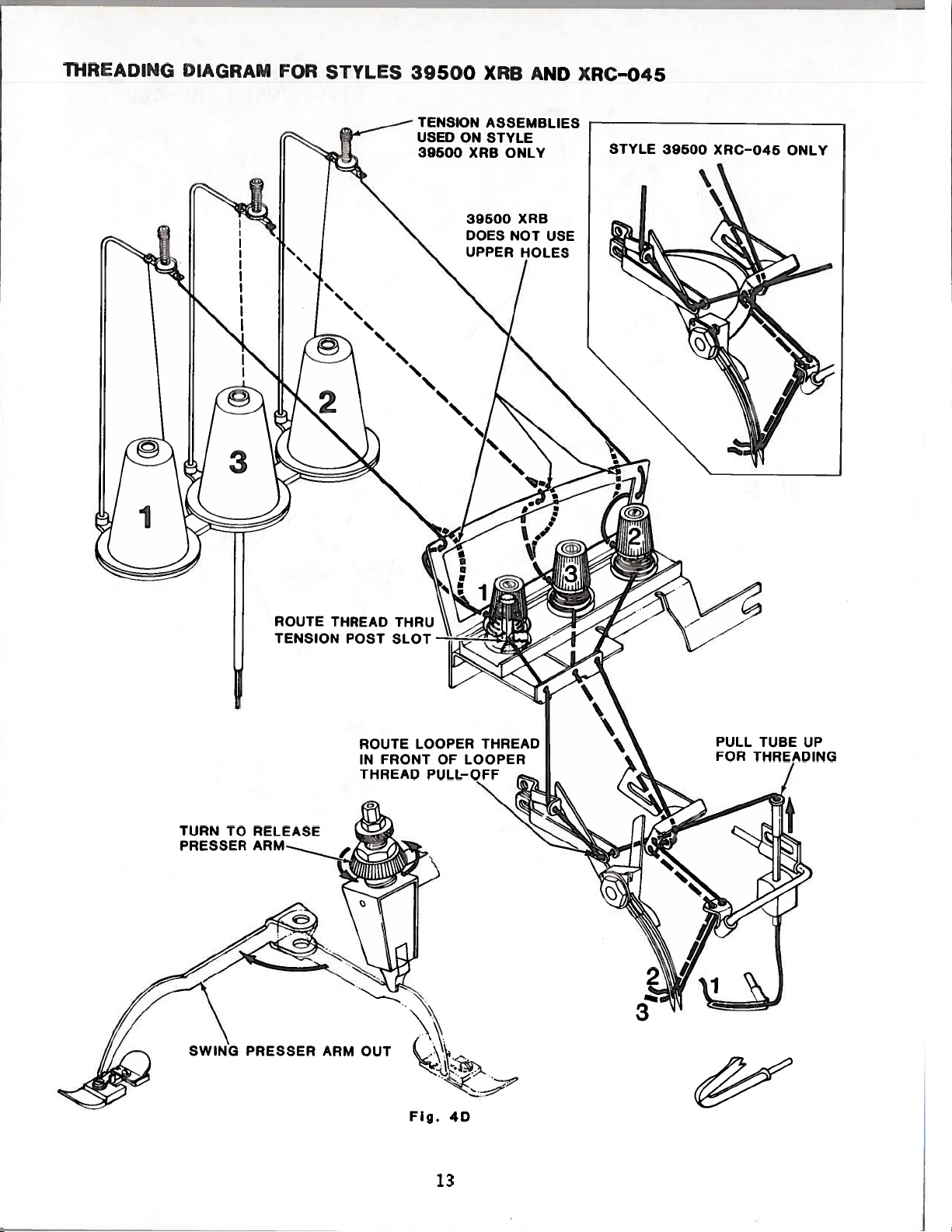
ThREADING
DIAGRAM
FOR
STYLES
39500
XRB
AND
XRC-045
TENSION
USED
39500
ASSEMBLIES
ON
STYLE
XRB
39500
DOES
UPPER
ONLY
XRB
NOT
HOLES
USE
STYLE
39500
XRC-045
ONLY
TURN
PRESSER
TO
PRESSER
ROUTE
TENSION
RELEASE
THREAD
POST
ARM
THRU
SLOT
ROUTE
FRONT
IN
THREAD
OUT
LOOPER
OF
PULL-OFF
THREAD
LOOPER
UP
Fig.
40
13
Page 14
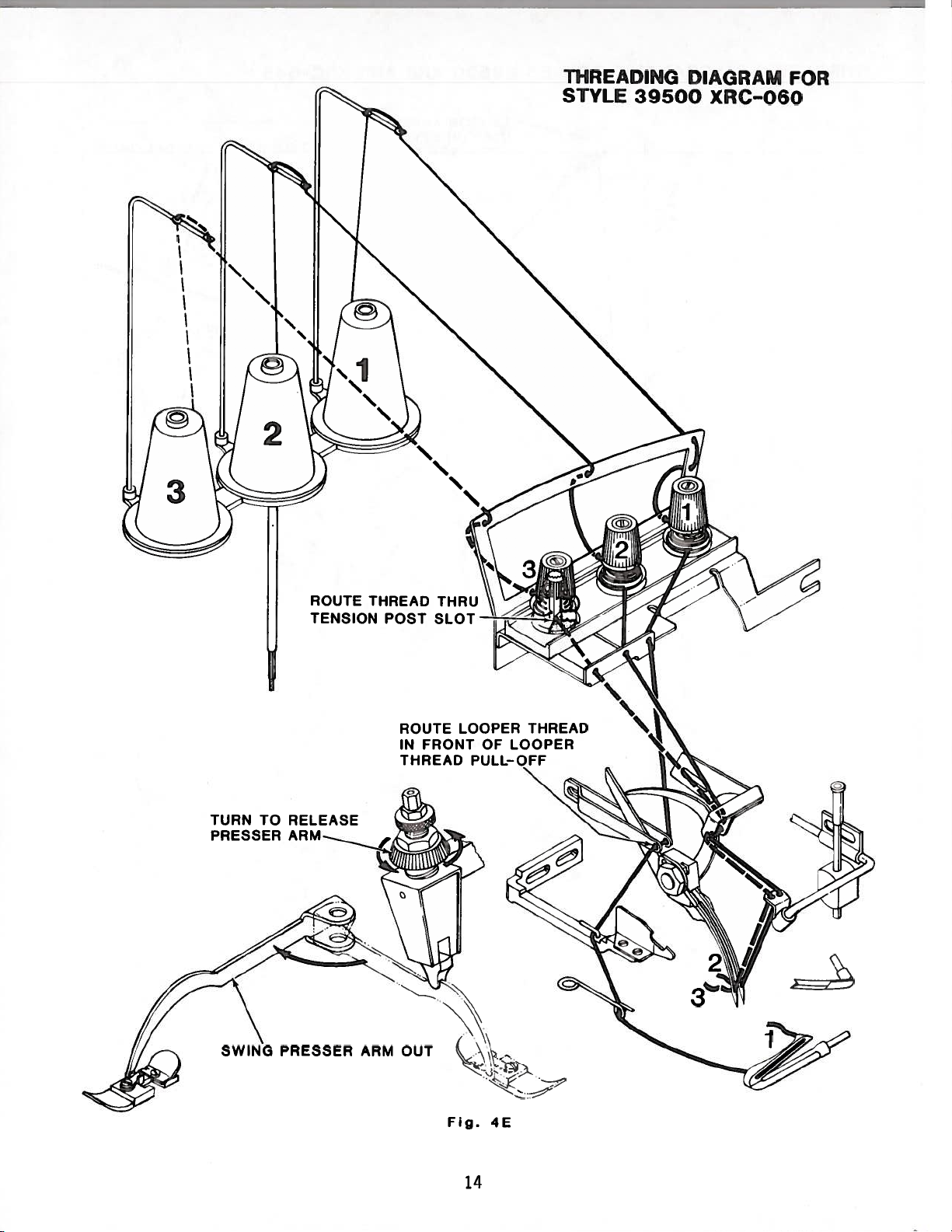
THREADING
STYLE
39500
DIAGRAM
XRC-060
FOR
TURN
PRESSER
SWING
TO
PRESSER
ROUTE
TENSION
RELEASE
ARM
THREAD
POST
ARM
SLOT
ROUTE
IN
FRONT
THREAD
OUT
LOOPER
OF
PULL-OFF
THREAD
LOOPER
Fig.
4E
14
Page 15
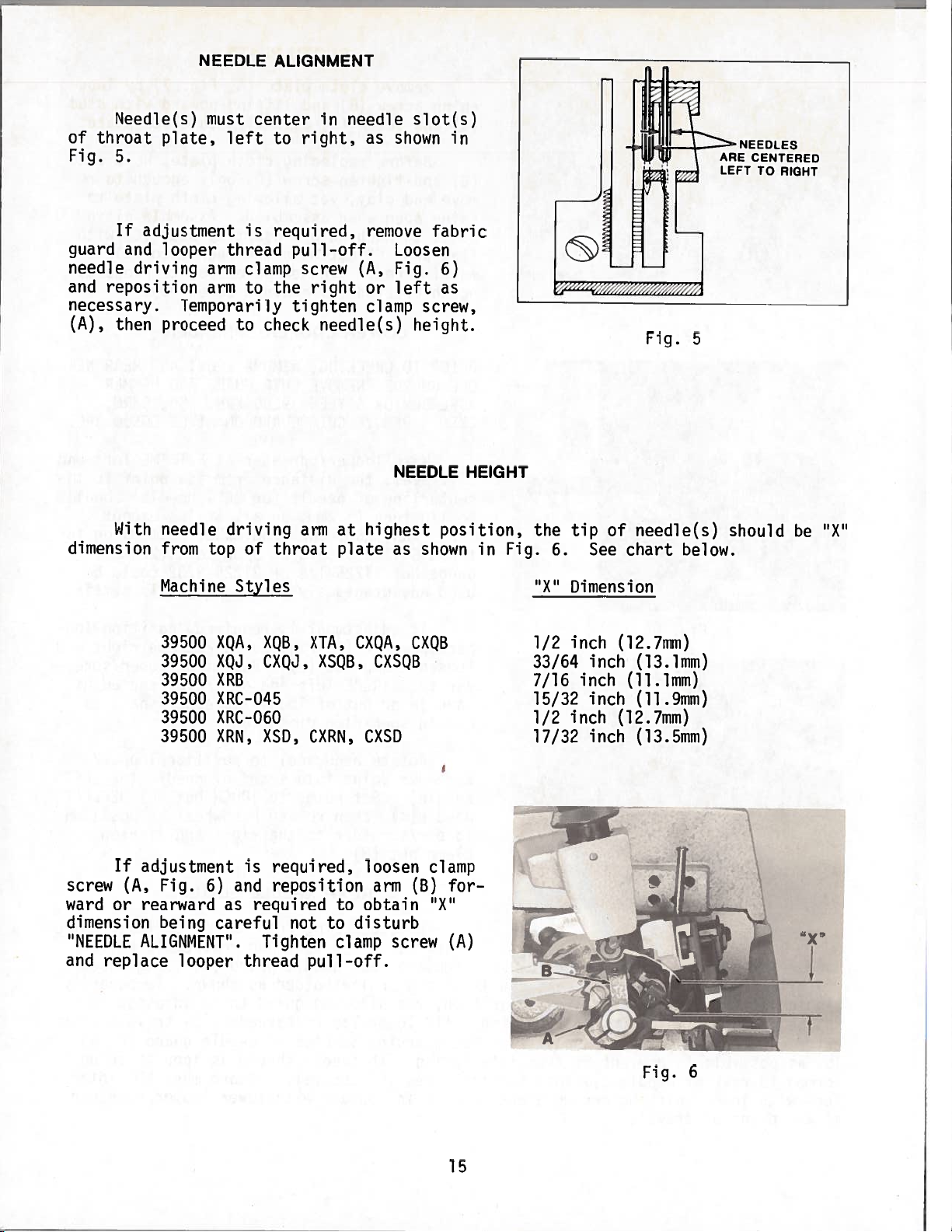
NEEDLE
ALIGNMENT
Needle(s)
of
throat
Fig.
guard
needle
and
necessary.
(A),
5.
If
and
reposition
then
With
dimension
plate,
adjustment
looper
driving
Temporarily
proceed
needle
from
must
left
thread
arm
arm
driving
top
center
is
clamp
to
to
of
right,
to
required,
pull-off.
screw
the
tighten
check
arm
throat
in
needle
right
needle(s)
at
plate
slot(s)
as
shown
remove
(A,
or
clamp
highest
fabric
Loosen
Fig.
NEEDLE HEIGHT
left
6)
as
screw,
height.
position,
as
shown
in
in
Fig.
the
6.
tip
See
needle(s)
of
chart
Fig.
5
below.
NEEDLES
ARE
LEFT
should
CENTERED
TO
RIGHT
be
“X”
If
screw
ward
dimension
“NEEDLE
and
(A,
or
replace
Machine
39500
39500
39500
39500
39500
39500
adjustment
Fig.
rearward
being
ALIGNMENT”.
looper
Styles
XQA,
XQJ,
X
RB
XRC-045
XRC-060
XRN,
and
6)
as
careful
XQB,
CXQJ,
XSD,
required,
is
reposition
required
Tighten
thread
XTA,
CXRN,
not
pull-off.
XSQB,
to
to
disturb
clamp
CXQA,
CXSQB
CXSD
loosen
arm
obtain
screw
CXQB
clamp
(B)
“X”
for—
(A)
“X”
1/2
33/64
7/16
15/32
1/2
17/32
——1
Dimension
inch
inch
inch
inch
(12.7mm)
(13.1mm)
(11.1mm)
(11
(12.7mm)
(13.5mm)
inch
inch
.9mm)
.4
15
Fig.
6
Page 16
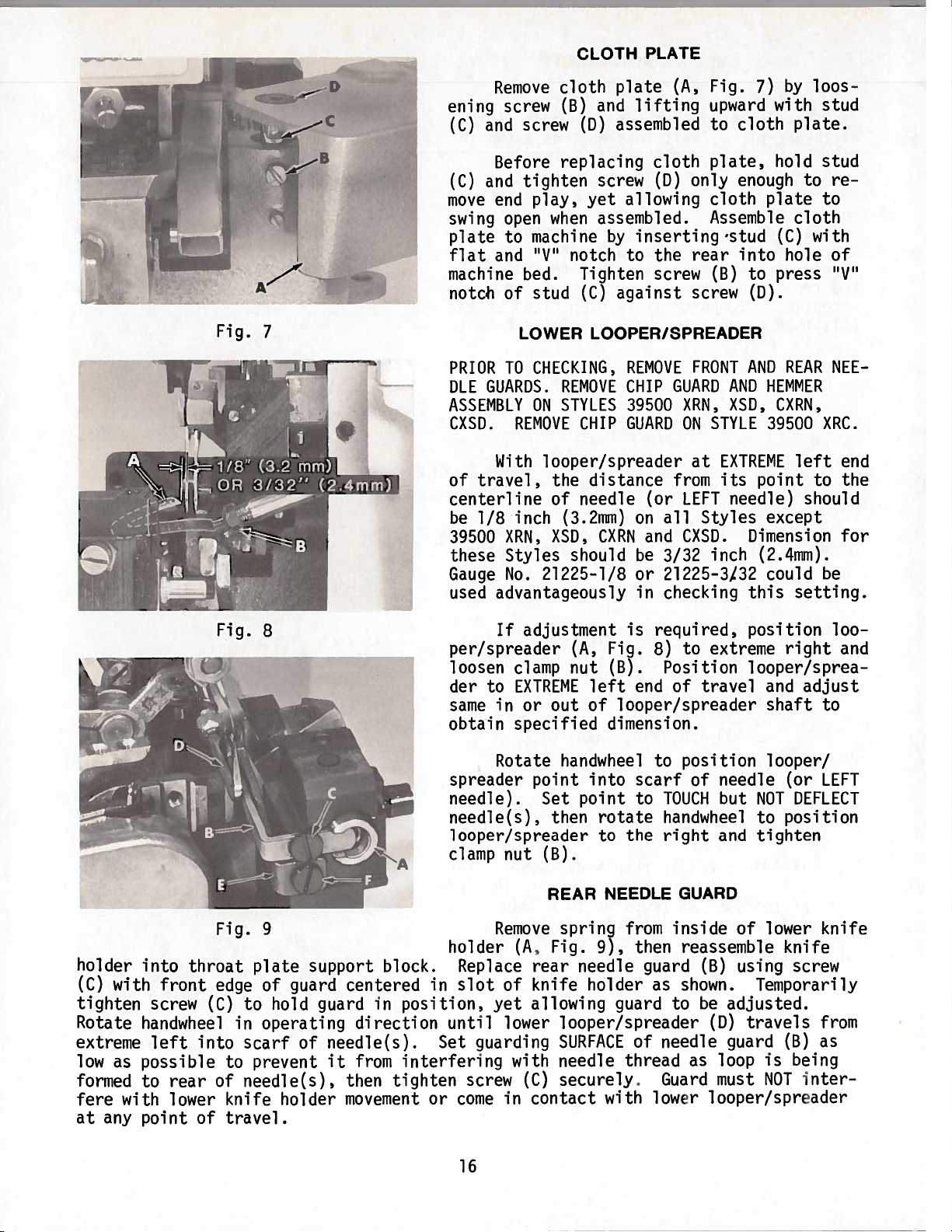
CLOTH
PLATE
Fig.
Fig.
Remove
C
B
(C)
(C)
move
swing
plate
ening
flat
machine
notch
7
PRIOR
DLE
screw
and
Before
and
end
open
to
and
of stud
TO
GUARDS.
ASSEMBLY
CXSD.
With
of
travel,
centerline
be
1/8
39500
these
Gauge
used
XRN,
Styles
No.
advantageously
cloth
(B)
screw
CD)
replacing
tighten
play,
when
machine
“V’
notch
bed.
Tighten
(C)
LOWER
CHECKING,
REMOVE
STYLES
ON
REMOVE
CHIP
looper/spreader
the
of
needle
inch
(3.2mm)
XSD,
should
21225-1/8
plate
and
assembled
screw
allowing
yet
assembled.
by
to
against
LOOPER/SPREADER
REMOVE
CHIP
39500
GUARD
distance
CXRN
(A,
lifting
cloth
(D)
inserting
the
screw
GUARD
XRN,
ON
from
(or
LEFT
all
on
and
CXSD.
be
3/32
21225—3/32
or
in
checking
upward
to
plate,
only
cloth
Assemble
‘stud
rear
(B)
screw
FRONT
AND
XSD,
STYLE
at
EXTREME
its
needle)
Styles
inch
cloth
enough
by
7)
with
plate.
hold
plate
cloth
(C)
into
hole
press
to
(D).
REAR
AND
HEMMER
CXRN,
39500
left
point
except
Dimension
(2.4mm).
could
this
setting.
loos
stud
stud
to
re
to
with
of
“V’
NEE
XRC.
to
should
be
end
the
for
holder
with
(C)
tighten
Rotate
extreme
low
as
formed
fere
at
any
into
front
screw
handwheel
left
possible
to
with
point
throat
rear
lower
of
(C)
into
Fig.
Fig.
edge
to
in
scarf
to
of
needle(s),
knife
travel.
8
9
plate
of
guard
hold
operating
of
prevent
holder
support
centered
guard
needle(s).
it
then
movement
block.
position,
in
direction
from
interfering
tighten
If
per/spreader
loosen
der to
in
same
obtain
Rotate
spreader
needle).
needle(s),
looper/spreader
clamp
nut
Remove
holder
Replace
in
slot
of
yet
until
Set
lower
guarding
screw
come
in
or
adjustment
(A,
clamp
nut
EXTREME
or
out of
specified
handwheel
point
Set
then
(B).
REAR
spring
Fig.
(A,
rear
needle
knife
allowing
looper/spreader
SURFACE
with
(C)
needle
securely.
contact
is
Fig.
(B).
left
end
looper/spreader
dimension.
into
scarf
point
to
rotate
the
to
NEEDLE
from
then
9),
holder
guard
of needle
thread
with
required,
to
8)
Position
of
to
position
TOUCH
handwheel
right
GUARD
inside
reassemble
guard
as
shown.
to
as
Guard
lower
position
extreme
looper/sprea
travel
and
shaft
looper/
needle
of
but
NOT
to
and
tighten
of
lower
using
(B)
Temporarily
be
adjusted.
(D)
travels
guard
loop
must
is
NOT
looper/spreader
loo
right
adjust
to
LEFT
(or
DEFLECT
position
knife
knife
screw
from
as
(B)
being
inter
and
16
Page 17
FRONT
NEEDLE
GUARD
Replace
screw
wheel
(F)
in
SURFACE
inch
(.10mm)
pinched
Rotate
per
looper/spreader
front
to
hold
operating
needle
of
and
between
handwheel
guard
guard
tighten
front
needle
in
direction
CE)
and
in
as
it
guard
position,
until
needle(s)
to
screw
rear
needle
UPPER
operating
moves
Fig.
yet
9)
allowing
(E,
needle(s)
with
(F)
securely.
guards.
LOOPER/SPREADER
direction
from
extreme
using
is
at
minimum
Check
and
right
screw
guard
lowest
to
closely
position
(F).
to
be
position.
clearance
ensure
observe
Temporarily
adjusted.
-
approximately
needle(s)
the
and
approaches
tighten
Rotate
Set guarding
is
NOT
path
of the
lower
hand-
.004
being
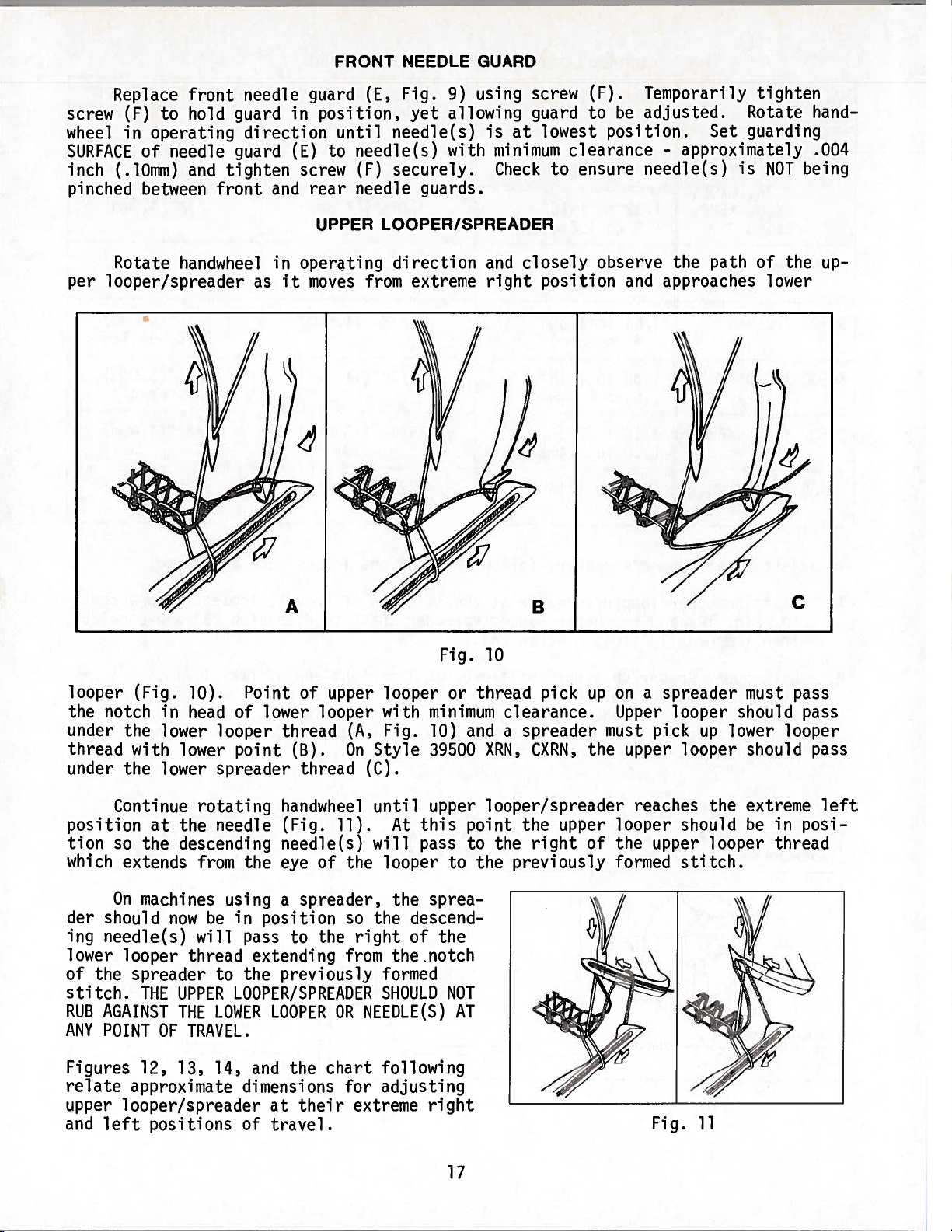
up
looper
the
notch
under
thread
under
position
tion
which
der
should
ing
needle(s)
lower
of
the
stitch.
RUB
AGAINST
ANY
POINT
(Fig.
in
the
lower
with
the
lower
Continue
at
so
the
extends
On
machines
looper
spreader
THE
OF
10).
head
looper
lower
spreader
rotating
the
needle
descending
from
using
now
be
will
thread
to
UPPER
THE
LOWER
TRAVEL.
Point
of
lower
thread
point
handwheel
needle(s)
eye
the
a
in
position
pass
extending
the
previously
LOOPER/SPREADER
of
looper
(B).
thread
(Fig.
of the
spreader,
the
to
upper
(A,
On
11).
so
right
from
looper
with
Fig.
Style
(C).
until
will
looper
the
formed
SHOULD
LOOPERORNEEDLE(S)
Fig.
minimum
10)
39500
upper
this
At
pass
sprea
the
descend
the
of
the.notch
10
or
thread
clearance.
andaspreader
XRN,
looper/spreader
point
to
to
the
the
the
previously
NOT
AT
B
pick
CXRN,
upper
right
up
onaspreader
Upper
must
the
pick
upper
reaches
looper
the
of
upper
formed
looper
up
looper
should
stitch.
should
lower
the
looper
must
looper
should
extreme
in
be
thread
C
pass
pass
pass
left
posi
Figures
relate
upper
and
left
12,
13,
14,
approximate
looper/spreader
positions
and
dimensions
at
of
travel.
the
their
chart
for
following
adjusting
extreme
right
17
Fig.
11
Page 18
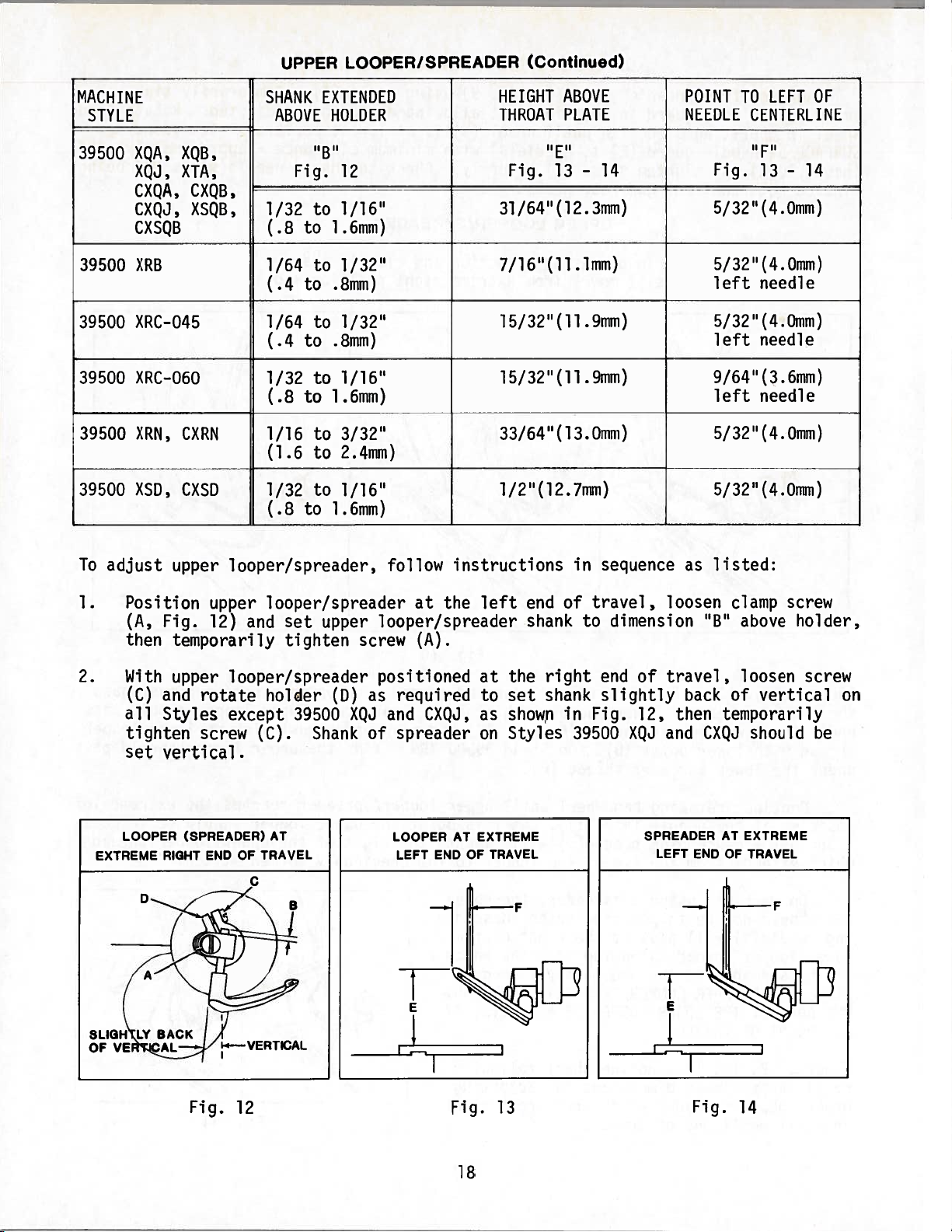
UPPER
LOOPER/SPREADER
(Continued)
MACHINE
STYLE
39500
XQA,
XQJ,
CXQA,
CXQJ,
CXSQB
39500
39500
39500
39500
39500
XRB
XRC—O45
XRC-06O
XRN,
XSD,
XQB,
XTA,
CXQB,
XSQB,
CXRN
CXSD
SHANK
ABOVE
“Bt’
Fig.
to
1/32
to
(.8
to
1/64
to
(.4
to
1/64
to
(.4
to
1/32
to
(.8
to
1/16
(1.6
to
1/32
to
to
(.8
EXTENDED
HOLDER
12
1/16”
1.6mm)
1/32”
.8mm)
1/32”
.8mm)
1/16”
1.6mm)
3/32”
2.4mm)
1/16”
1.6mm)
HEIGHT
THROAT
Fig.
31/64(12.3mm)
ABOVE
PLATE
“E”
13
-
7/16(11.1mm)
15/32(11.9mm)
15/32(11.9mm)
33/64(13.0mm)
l/2”(12.7mm)
14
POINT
NEEDLE
Fig.
5/32(4.0mm)
5/32(4.0mm)
left
5/32(4.0mm)
left
9/64(3.6mm)
left
5/32(4.0mm)
5/32(4.0mm)
OF
LEFT
TO
CENTERLINE
“F”
13-14
needle
needle
needle
To
adjust
1.
2.
EXTREME
Position
(A,
then
With
(C)
and
all
Styles
tighten
set
vertical.
LOOPER
RIGHT
upper
upper
Fig.
12)
temporarily
upper
rotate
screw
(SPREADER)
END
looper/spreader,
looper/spreader
and
set
upper
tighten
looper/spreader
holder
(C).
AT
TRAVEL
C
39500
Shank
except
OF
looper/spreader
screw
positioned
as
(D)
XQJ
of
follow
at
(A).
required
CXQJ,
and
spreader
LOOPER
LEFT
instructions
the
left
at
to
as
on
EXTREME
AT
OF
END
the
set
shown
Styles
TRAVEL
end
shank
right
shank
in
of
to
in
39500
sequence
travel,
dimension
end
slightly
Fig.
XQJ
of
12,
as
loosen
travel,
back
then
and
listed:
clamp
“B”
above
loosen
of
temporarily
CXQJ
should
screw
holder,
vertical
screw
on
be
Fig.
12
Fig.
13
18
Fig.
14
Page 19

UPPER
LOOPER/SPREADER
(Continued)
6.
4.
5.
3.
Rotate
the
LOWER
er
should
Fig.
See
Continue
is
at
extreme
quired
POINT
With
of
upper
necessary
of
looper
Fig.
14,
en
screw
If
the
the
needle(s)
above
ly
holder
reduce
spreader
the
looper/spreader
handwheel
looper.
be
set
10.
to
rotate
to
position
upper
looper/spreader
to
move
dimension
which
Fig.
(C,
needle(s)
(dimension
the
to
lower
in
The
to
handwheel
LEF7
end
POINT
spreader
looper/spreader
is
to
12),
is
being
can
be
angle
of
looper,
closer
operating
POINT
enter
of
of
to
“F”,
Fig.
the
left
then
increased
“B”),
the
direction
of
the
notched
in
travel.
upper
dimension
still
13
of
screw
deflected
by
See
shank
See
Step
to
the
upper
operating
Rotate
looper
“E”,
positioned
holder
LOWER
or
centerline
(A)
by
reducing
Step
back
3.
needle(s).
bringing
looper
area
direction
upper
to
Fig.
in
POINT
securely.
the
1.
of
vertical,
Reversing
THREAD
or
behind
looper/spreader
dimension
14
at
left
out
or
of
needle
of
upper
the
length
It
will
the
upper
looper/spreader
PICK-UP
the
head
of
until
froni
end
of
“E”,
top
its
of
upper
Fig.
of
travel,
shaft
spreader
left
(or
looper/spreader,
of
looper/spreader
then
See
this
be
necessary
Step
procedure
of
the
looper/spreader
holder
13
throat
to
dimension
needle).
clearance
2.
Set
will
upper
lower
or
it
set
to
looper/
position
spread
looper,
as
LOWER
plate.
may
POINT
“F”,
Tight
shank
slight
into
re
be
to
ASSEMBLE
AND
THROAT
Rotate
until
teeth
surface
level
feeds
teeth
with
at
should
(1.2mm)
15.
If
screw
as
screws
as
(A)
required
(C)
shown
On
tion,
throat
loosen
plate,
MAIN
MAIN,
PLATE
handwheel
of
of
throat
throat
highest
extend
above
throat
adjustment
and
rotate
to
and
Fig.
in
all
Styles
screw
then
AND
DIFFERENTIAL
DIFFERENTIAL,
TO
MACHINE,
in
operating
rising
position
plate.
plate
feeds
The
at
of
approximately
plate
is
required,
tilt
adjusting
level
adjust
15,
feeds,
then
fitted
CD)
feeds
tighten
with
and
tighten
CHAINING
AS
are
feeds
this
travel,
as
shown
then
or
up
separate
set
height
screw
FEEDS
FEEDS
APPLICABLE.
direction
above
the
top
should
time.
With
their
in
pin
inch
Fig.
lock
(B)
to
lock
obtain
(C).
3/64
loosen
tighten
down
screws
chaining
of
chaining
(D).
be
screw
proper
feeds,
feed
(A).
height
with
even
Fig.
Loosen
feeds
with
15
feed
above
the
throat
at
stitch
attaching
highest
plate
posi
tongue
of
19
Page 20

LOWER
KNIFE
Holder
slot
screw
cutting
check
ial.
MUST
of
knife
(F)
and
edge
Adjust
adjustment,
Readjust
Fig.
niove
holder.
set
of
knife.
UPPER
if
16
freely,
knife
KNIFE:
by
measuring
necessary,
left
Adjust
to
Hold
then
to
knife
specified
knife
sew-off
the
obtain
to
right,
(A),
seam
in
this
onapiece of
distance
specified
INSERT
AND
ASSEMBLE
be
even
throat
ified
ment
knife
is
flush
tighten
loosen
rear
to
and
NOT
left
width
position
from
SPRING
Cutting
and
plate.
seam
is
required,
A)
with
screw
If
cutting
screw
as
bind
right,
to
by
needle
seam
BACK
HOLDER
edge
parallel
Examine
width
or
up
top
(B).
(C)
required,
with
measuring
and
selected
width
INTO
TO
knife
of
with
and
appearance.
loosen
down
edge
of
and
until
throat
of
rotate
then
needle
loosening
by
from
tighten
material
penetration
or
LOWER
THROAT
KNIFE
PLATE
(A,
top
surface
sewn
sampe
screw
its
plate,
knife
is
holder
tighten
guard
locknut
center
screw
(F).
to
to
appearance..
Fig.
for
If
(B)
and
cutting
then
tilted,
(D)
screw
centered
of
further
edge
HOLDER
SUPPORT.
must
16)
of
spec
adjust
adjust
edge
front
(C).
in
(E),
needle
of
mater
to
NOTE:
REMOVE
ARM.
ALSO
At
inch
1/32
rotate
knife
against
upper
knife,
Assemble
chain
edge,
move
guard
then
freely
tightening
NOTE:
See
shear
NEEDLE(S)
RE-ASSEMBLE
lowest
(.4
handwheel
(G,
Fig.
lower
knife
then
cutting
tighten
(L)
tighten
left
screw
Locking
also
angle
AND
position
-
.8mm)
to
16)
knife,
knife
against
to
(F)
serves
adjustment
RE-ASSEMBLE
UPPER
the
below
position
at
lowest
adjust
edge
1/64
screw
clamp
top
(M).
nut
right.
against
nut
(E)
as
must
a
front
cutting
knife
(J).
(K)
surface
If
latch
UPPER
KNIFE
upper
position
-
1/32
and
Loosen
desired,
knife
be
pin
UPPER
KNIFE
HOLDER
IN
tip
of
edge
knife
of
holder
inch
chain
of
upper
screw
holder.
tightened
for
upper
of
driving
travel
(H)
(.4
guard
(F)
the
cloth
KNIFE
HOLDER
AND
knife
lower
left
-
(L)
knife
to
lower
hold
to
plate.
HOLD
knife.
arm
and
to
.8mm)
in
and
enable
knife
INTO SLOT
KNIFE
cutting
If
lowest
at
while
holding
right,
below
position
slightly
spring
can
screw
(F)
OF
UPPER
FIRMLY
edge
adjustment
position;
to
position
cutting
using
back
pressed
be
locked
in
position;
IN
must
upper
edge
nut
of
KNIFE
DRIVING
POSITION.
extend
is
required,
with
knife
front
of
lower
(M).
its
cutting
lower
in
knife
position
screw
1/64
upper
firmly
tip
Set
(F)
-
of
to
by
20
Page 21

SHEAR
BE
SURE
ADJUSTED
SHEAR
ANGLE.
ANGLE
LOWER
AND
PROPERLY
ADJUSTMENT
UPPER
BEFORE
KNIVES
SETTING
ARE
With
position,
between
lower
in
Fig.
lent
to
er
gauge
sults
are
properly
adjusting.
If
adjustment
throat
and
lock
away
from
screw
guide
ed
to
attain
(E)
in
clamping
lower
tighten
cutting
knives
17.
a
at
are
plate,
lower
(C),
plate
angle
proper
position
screw
knife
locknut
upper
the
knife
proper
edge
is
1
Approximately
.003
inch
this
obtained
sharpened
in
loosen
knife
upper
clamp
(E)
top
knife
screw
forward
front
shear
while
(D).
holder
(A)
PRESSER
at
shear
of
degree
(.076mm)
point.
if
both
required,
locknut
holder
with
edge
angle.
tightening
Loosen
to
float
and
FOOT
lowest
angle
upper
as
shown
equiva
Best
knives
prior
remove
out
screw
(D)
and
or
rearward
of
Hold
screw
left
replace
ALIGNMENT
and
feel
re
to
(A)
adjust
lower
of
(B).
guide
screw
(B)
to
throat
position
Loosen
(wedge)
as
requir
knife
plate
(C)
allowing
right,
plate.
to
and
Fig.
17
LOCK
THE
ROTATE
POSITION.
Right
with
left
as
shown
must
lie
stitch
stitch
18.
foot
clamp
shaft
of
(A,
If
in
Fig.
screw
(D)
presser
needle
Point
Fig.
(E)
A,
19)
so
mediate
Fig.
18)
19).
and
throat
39500
ment
XQJ,
of
feeding.
PRESSER
HANDWHEEL
edge
of
edge
Ref.
flat
tongue
tongue
of
Point
on
on
of
adjustment
sewing
19),
position
loosen
(C),
left
slot
Fig.
and
its
lever
foot
in
stop
to
aligns
throat
18.
while
screw
(G),
Plunger
adjust
plate
presser
as
XRB,
stitch
shown
XRC,
foot,
FOOT
UNTIL
presser
needle
A,
throat
presser
throat
is
then
right
Tighten
holding
tighten
should
and
IN
SEWING
NEEDLE(S)
slot
Fig.
plate.
foot
plate
required,
by
release
collar
adjust
until
with
plate
collar
lifter
(F)
is
clamp
clear
tongue
in
Fig.
CXQJ;
forward
foot
in
18.
must
as
screws
lifter
the
the
as
against
(C)
18,
-
POSITION
IS
must
throat
Presser
The
adjustable
center
shown
lock
bushing
(B)
lever
right
left
shown
screws
lever
screw
presser
left
then
pivot
a
rearward
AT
LOWEST
align
in
presser
and
edge
in
inter
(C).
to
tighten
type
AND
plate
foot
edge
Ref.
(B,
arm
arm
right,
and
over
Fig.
of
Completely
without
screw
presser
flatness
to
:.
binding.
center
(B).
foot
on
1116’’
unlock
over
On
shank
throat
Fig.
(1.6mm)
Fig.
release
Loosen
stitch
all
Styles
allows
plate
18
19
bushing
screw
tongue
precise
for
(B,
of
except
optimum
(A,
Fig.
adjust
21
Page 22

PRESSER
FOOT
LIFT
Lift
tion.
If
adjustment
presser
Loosen
is
approximately
starts
Sufficient
spring
If
adjustment
differential
and
19)
and
less
pressure,
NOTE:
Lock
and
(N)
screw
(M)
presser
Upper
foot
locknut
to
rise,
pressure
turn
Adjusting
(A).
unlocked.
be
following
presser
adjust
as
to
foot
looper/spreader
is
required,
not
and
1/16
interfere
set
inch
tighten
will
(K)
then
pressure
will
is
adjusting
then
cause
required,
feeds
tighten
are
screw
screw
Plunger
When
held
firmly
adjustment
(P)
in
in
up
Fig.
foot
nut
shown
highest
loosen
stop
(1.6mm)
must
feeds
rotate
positioned
(M)
must
release
against
position
or
19.
must
with
screw
locknut
PRESSER
be
(M)
locknut
will
clear
must
down
Hold
position
contact
not
locknut
upper
(F)
motion
free
(K).
FOOT
maintained
presser
and
handwheel
below
clockwise
(L).
effect
presser
bushing
throat
made.
be
with
so
its
nut
rotate
and
presser
Fig.
(H,
looper/spreader,
upper
on
in
PRESSURE
feed
to
foot
operating
in
throat
more
for
function
the
when
arm
is
locked
plate.
If
pressure
under
(P)
surface
in
position
19)
end
lifter
work
wear
to
plate.
pressure
pressure
in
these
release
handwheel
and
at
adjust
foot
then
lifter
of
lever
uniformly.
prematurely
direction
Loosen
pressure
of
position,
conditions
bushing
is
1/16
and
operating
in
point
any
stop
tighten
lever
before
Excessive
until
locknut
or
counterclockwise
release
release
bushing
presser
do
(A);
inch
tighten
(1.6mm)
capnut
of
screw
locknut
arm
presser
when
both
foot
not
loosen
direc
travel.
(3)
there
so
foot
chaining.
main
Fig.
(L,
bushing
is
must
exist
capnut
above
(N).
50
(H).
for
the
HEMMING
(STYLES
-
I
Loosen
Assemble
knife
the
the
side
guide
be
support
knurled
left
of
tip
slightly
lock
side
the
screw
the
adjusting
right
is
in
to
(A,
hemming
bracket
its
of
feed
this
the
right
GUIDE
39500
Fig.
guide
means
by
screw
is
tip
slot
position,
of
XRN,
20),
support
(C),
even
in
parallel.
SUPPORT
XSD,
then
screw
of
set
with
throat
the
the
front
BRACKET
CXRN,
proceed
bracket
(B,
edge
the
and
or
CXSD)
as
onto
Fig.
guide
parallel
plate.
leading
follows;
the
20).
(D)
to
When
edge
lower
With
so
the
the
that
right
edge
should
L
the
the
20).
the
Fig.
the
tighten
spring;
screw
against
stop
hinge
Under
to
edge
21)
spring
support
is
com
sec
then
then
Fig.
21
-4
This
screw
block
normal
pensate
The
amount
guide
and
adjusting
pin,
and
bracket
urely.
remove
replace
tightened
screw.
set
adjustment
Fig.
(A,
and
edge
conditions,
for
the
of
tip
can
located
Fig.
(E,
If
movement
screw
lock
screw
set
against
can
located
21)
guide
the
differences
movement
be
set
the
screw
in
the
20).
of
(B,
and
pin
be
support
edge
and
removing
by
which
hinge
Replace
the
Fig.
lock
and
riade
towards
bracket
guide
in
pressure
presses
block
edge
21),
screw.
lock
by
is
the
lock
lock
guide
set
screw
positioning
the
front
Fig.
(E,
spring
material
applied
screw
against
edge
and
is
sure
is
and
not
and
tightened
screw
screw
Be
of
loaded
thickness.
to
(B,
guide
required,
set
22
Page 23

FINAL
(STYLES
ADJUSTMENT
39500
XRN,
OF
XSD,
HEMMING
CXRN
AND
GUIDE
CXSD)
Adjust
that
the
fabric.
hanging
(D)
corresponds
Fig.
(C,
per
distance
and
(D).
so
that
vertically.
(ALL
Length
combination
(left)
(rear)
(B)
eccentric
feed
actuates
the
stitches
At
this
guide
21)
Remove
the
tip
SETTING
STYLES
of
of
dog
edge
are
point
(F,
Fig.
with
and
holding
between
lock
the
of
Replace
STITCH
EXCEPT
stitch
eccentrics
feed
(A,
while
differential
guide
(D,
located
re-tighten
so
20)
thickness
the
screw
the
edge
screw
overhanging
lock
Fig.
LENGTH
39500
is
determined
22)
screw
inner
(front)
Fig.
in
that
CD),
guide
(F)
XQJ,
used.
actuates
(right)
the
screw
and
(F)
CXQJ)
feed
20)
folded
space
of
the
now
and
adjust
guide
and
by
the
Outer
main
eccentric
dog.
by
turning
edge,
(A,
between
material
move
overhanging
the
stop
is
tighten
Fig.
the
screw
located
against
the
yet
20)
its
to
hinge
at
knurled
not
do
securely.
guiding
be
hemmed.
block
guide.
that
the
stop
-
F
show
edge
CE)
is
in
center
screw.
adjusting
on
Adjust
and
Loosen
to
obtain
Re-tighten
front
of
4I
the
the
the
the
of
screw
face
over
edge
set
the
screws
lock
edge
(C)
of
guide
screw
pro
screw,
guide
so
the
(C)
When
hubs
are
to
damage
eccentrics,
from
end
Turn
position
front
and
supplied
and
withdraw
slightly
unusually
to
remove
(G);
possibly
Then
continue
assembling
facing
shaft
remove
of
shaft
handwheel
key
groove
using
with
machine,
same,
back
and
tight
nut
(F)
nut
as
feed
each
or
other
key.
screw
(E).
in
in
hooked
while
forth.
fitting,
and
(H)
originally
eccentrics,
To
(C),
operating
eccentric
eccentric
reach
rocking
If
it
feed
and
connection
and
be
replace
and
behind
eccentrics
may
be
driving
suggested.
be
careful
feed
spacer
direction
towards
extractor
eccentrics
handwheel
are
necessary
connection
(J).
sure
not
(0)
the
to
.4—
C
Fig.22
.
‘I’
Fig.
23
23
Page 24

—
-
thread
in
ed
barely
Needle
cam
the
touch
thread
pull-off
screw
needle
Fig.
slot,
24
is
controlled
(B).
front
thread
NEEDLE
Needle
to
cam
by
thread
back.
pull-off
23)
are
damage
tric,
(D)
shaft
direction
towards
extractor
eccentric
handwheel
tric
necessary
connection
suggested.
THREAD
needle
eyelet
Raise
when
When
and
facing
shaft
remove
and
(E).
is
CONTROL
thread
is
lower
or
needle
SETTING
(STYLES
STITCH
39500
assembling feed
eccentric
each
or
spacer
other
key.
screw
eccentric
Turn
to
front
the
spacer
handwheel
position
and
supplied
and
withdraw
slightly
so
tightly
then
(A,
the
eyelet
unusually
remove
to
(G),
eyelet
set
the
carrier
(C),
with
back
nut
continue
Fig.
securing
is
LENGTH
XQJ,
eccentric
(B),
be
and
To
replace
crankshaft
(B)
grooe
key
using
machine,
same,
and
fitted,
(F)
24)
to
in
its
CXQJ)
be
careful
from
in
operating
hooked
while
forth.
and
as
and
screw
have
lowest
(A,
sure
not
feed
spacer
end
in
eccentric
eccentric
reach
rocking
If
it
may
driving
feed
originally
needle
is
needle
Fig.
hubs
to
eccen
of
behind
eccen
be
center
thread
position.
the
eyelet
loosen
and
tighten
pull-off
in
Fig.
back
screws
Moving
screw
Clearance
(B)
24.
on
needle
be
(E)
When
a
-:
the
down
(C)
screw
should
Loosen
sure
normal
eyelet
forward
and
and
(C).
between
be
screws
driving
to
amount
up
position
looper
only
shaft
take
-—
and
acts
enough
(E)
up
of
back
the
thread
LOOPER
thread
and
until
end
all
LOOPER
looper
f
increases
reverse.
eyelet
THREAD
pull-off
to ensure
rotate
proper
play
THREAD
thread
will
highest
for
CXSD).
guide
adjusting
horizontal
25).
in
horizontal
the
To
(A)
PULL-OFF
(D,
proper
looper
clearance
needle
in
CONTROL
is
drawn,
be
Styles
The
(A,
Center
adjusting
its
needle
adjust
required.
as
Fig.
take-up
thread
is
little
a
position
39500
auxiliary
Fig.
slot
position.
position.
thread
24)
pull-off
obtained.
drive
upper
25)
and
lower
needle
and
of
shaft.
and
slack
(lower
XQJ,
should
set
looper
slot
in
thread
Hold
needle
looper
lower
when
looper
XRN,
upper
slightly
Loosen
and
the
eyelet
lever
Before
XSD,
looper
be
thread
set
stitch,
control,
thread
thread
(F)
tightening
looper
needle(s)
thread
CXQJ,
centered
above
screw
eyelet
eyelet
position
in
cam
as
front
threads
thread
(B,
in
moving
shown
to
is
at
only
CXRN,
its
in
a
Fig.
(C)
a
eyelet
Hold
On
CXQJ,
Fig.
25
screw
XRN,
(B).
XSD,
24
(C)
all
CXRN,
in
Styles
CXSD;
position
except
loosen
and
39500
screw
tighten
XQJ,
(D).
Page 25

LOOPER
THREAD
CONTROL
(Continued)
Center
on
the
eye.
so
it
auxiliary
lower
thread
NOTE:
SETTING
The
after
line
replacing
connected
depress
fully
press
With
er
knife
front
(B),
left
of
reposition
or
screws
upper
top
Center
is
slightly
looper
is
KNIFE
knife
treadle
to
the
slightly
(B)
looper
surface
auxiliary
upper
thread
held
Moving
in
the
system.
CROSS
against
treadle
the
upper
and
of
above
looper
a
in
eyelets
system
cross
or
repairing
air
to
until
still
upper
knife
air
to
recheck
thread
lower
upper
a
thread
eyelet
straight
and
POWER
OVER
over
motor
air
the
moving
depressed,
knife
motor
the
right
cross
eyelet
looper
looper
horizontal
(F)
line
and
(C
moving
AIR-KLIPP
is
set
knives.
for
motor
is
as
shown
(C)
over.
(E)
thread
thread
guide
(A)
loosen
to
to
E)
them
at
the
“AIR-KLIPP”
begins
drive
check
positioned
in
slightly
if
lower
its
in
position.
in
screw
the
lower
the
forward
CHAIN
factory,
With
to
link
the
Fig.
to
knife
adjusting
eyelet
guide
position
(G)
looper.
rear
increases
sewing
chain
operate,
(A,
Fig.
knife
correctly,
26.
If
the
left
is
and
back
in
(A)
Hold
upper
and
position
and
reduces
CUTTER
however
motor
cutter
in
and
26)
cross
when
adjustment
if
lower
positioned
and
slot
lower
of
its
adjusting
looper
tighten
the
Tighten
the
amount
the
amount
ADJUSTMENTS
adjustment
switch
(see
until
over.
out.
the
in
setting
air
lower
is
With
The
required,
knife
too
far
set
thread
screw
eyelet
screw
“OFF”
motor
is
right.
eyelet
looper
slot
(B).
(G).
of
looper
of
thread
will
pressure
forefinger,
stops.
cross
knife
positioned
so
thread
and
eyelet
To
so
the
be
necessary
position
over
is
loosen
Retighten
it
thread
in
2/3
rests
eyelet
set
CE)
set
looper
the
and
valve)
care
of
from
screws
to
guide
frame
the
far
and
air
low
the
CAUTION!
SETTING
If
clockwise
checking
to
cut
mately
switch
SETTING
Torsion
tal
in
knife.
spring
knife);
to
the
SETTING
Regulate
air
motor
imately
Regulate
suction
FABRIC
chain
cutter
Check
“AIR-KLIPP”
at
KNIFE
adjustment
small
(a
with
the
thread
turn
1/4
“ON”
KNIFE
spring
its
free
More
pressure
slightly
(H)
less
pressure
right
(towards
PRESSURE
of
the
20-22
valve
air
to
TO
BE
SEWN
knives.
to
ensure
point
(B).
CUTTING
is
amount
a
piece
and
and
lock
PRESSURE
(H)
state
to
VALVES
valve
on
“AIR-KLIPP”
psi
(1.5
on
pneumatic
obtain
will
that
chain
required,
at
of
thread
the
shear
with
initially
and
then
can
be
the
left
-
by
bending
lower
pneumatic
bar)
when
control
maximum
not
be
lower
cutter
a
time)
nut
lifted
obtained
(away
knife).
chain
suction,
cut
tube.
loosen
see
to
angle
(E).
should
spring
control
cutter
air
device
by
knife
nut
while
if
is
zero,
Check
be
over
by
bending
from
device
motor
yet
the
“AIR-KLIPP”
does
A
slight
(E)
manually
knives
horizon
the
lower
slightly
to
approx-
is
operating.
for
so
that
not
and
are
turn
cutting
for
the
strike
clearance
turn
operating
cutting.
screw
action
E7
the
lower
jr213
against
must
knife
knife
As
(F)
counterclockwise
knives
of
—
inside
be
provided
adjusting
lever
soon
_
Fig.
as
with
--
26
of
(G),
the
---
A
screw
continously
knives
approxi
sewing
BC
--
F
(F)
fail
motor
25
Page 26

N)
Page 27

MAIN
FRAME,
MISCELLANEOUS
PRESSER
COVERS
FOOT
RELEASE
PLATES
AND
PARTS,
Ref.
No.
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
30A
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
1
2
3
4
5
6
7
8
9
-
thru
76
Part
No.
39557
39557
39557
39557
39557
39556
39557
22569
21237
21237
660-372
671
671-17
671
671
22585
21695
21695
39594
660
39582
39582
22564
39582
22541
667
22565
22569
22565
22571
39534
39534
39501
22569
22565
29477
39568
39568
22743
39594
22569
22894
39593
660-243
39593
39593
90
B
E
C
F
H
A
A
B
CR
DK
C—13
F-62
F-4
R
AT
AU
Y
705
DV
DS
D
BZ
D—8
S
D
E
R
RB
K
F
GW
G
J
R
K
AE
H
D
C
Nut,
cap,
Nut,
locking
Screw,
Nut,
Spring,
adjusting
lock,
presser
Bushing,
Plunger,
Screw,
Cooler,
Cooler,
needle
needle
needle,
Connector
Bushing,
Valve,
Elbow,
Fitting,
Screw
Bracket,
Shield,
Cap,
“0”
Cover,
sewing
oil
Ring
top
Plate,
Screw
Gasket,
Screw,
Pin,
Screw,
top
top
dowel
spot,
Screw
Screw,
drive
Screw,
Shield,
set,
lever
oil
oil,
“AIR—KLIPP”
Shield,
oil,
“AIR—KLIPP”
Screw
Stud,
cloth
CXSD
Screw,
Screw,
Thread
locking,
locking,
Tube
Tube,
Spring,
Screw,
Plate,
Screw,
Screw,
Gauge,
Ring,
oil
oil
set,
oil
oil
Indicator,
Float,
See
oil
following
Des
crintj
presser
adjusting
presser
presser
cooler
reducer
control
adjustable
barb
mounting
fill
oil
cover
cover
upper
upper
shaft
drain
feed
chain
feed
chain
plate,
Assembly,
thread
tension
set
collector
gauge
lower
seal
oil
gauge
gauge
page
foot
spring
all
Styles
drip
plug
cloth
feed
looper
on
spring
Styles
looper
thread
bar,
cutter
bar,
cutter
all
adjusting
screw
release
and
XRB,
all
all
Styles
plate
upper
bar
plunger
thread
except
XRC
drive
tube
Styles
Styles
stud
looper
driving
eyelet
XRB,
lever
assembly
w/o
w/Power
except
pin
XRC
shaft
and
Power
XRN,
lever
upper
XSD,
shaft
Aint.
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
1
1
9
1
8
2
1
1
looper
2
1
1
1
1
CXRN,
1
1
1
1
1
1
1
1
2
1
1
1
27
Page 28

c
N
Page 29

—
MAIN
FRAME,
MISCELLANEOUS
PRESSER
COVERS
FOOT
RELEASE
AND
PLATES
PARTS,
55
56
57
58
58A
58B
59
60
61
62
63
64
65
66
67
68
69
-
70
71
72
73
74
75
76
Ref.
No.
1
46
47
48
49
50
51
52
53
54
-
-
-
-
thru
Part
45
39578
39578
43443
39158
39878
39578
22569
39578
39578
22569
39532
39582
39582
99679
39582
39582
39582
41071
39594
39594
22569
39578
22657
39501
39501
39501
39501
39501
39501
22657
39501
22513
39532
G3950l
No.
660-210
90
J
G
86
X
H
G
B
F
138
0-12
D
OG
DO
DC
AP
M
IJ—l2
K
0
0
AX
AL
Q
U
C
AY
0
T
U
D
A
D
K
EA
H
See
Guard
CXRN,
Screw
Guard,
Guard,
Screw
Spring,
CXRN,
Screw,
CXSD
Cover,
chain
Cover,
Cover,
Cover,
Nut
Screw
Strainer,
Screen,
Screw
Guard,
XRC,
Screw,
Screw,
CXSD
Cloth
Cloth
Cloth
Cloth
Cloth
Cloth
Cloth
preceding
Assembly,
CXSD
Base
Nut
Ring,
Spring
Pin,
Cover
chip,
chip,
cloth
CXSD
latch
feed
cutter
feed
feed
feed
Spring
Rivet
oil
cloth
XTA,
Styles
cloth
Plate,
Plate,
Plate,
Plate,
Plate,
Plate,
Screw,
Stud,
Screw,
Spring,
Plate,
Description
page
retaining
hinge
Styles
Style
plate
spring,
mechanism,
except
mechanism,
mechanism,
mechanism,
oil
filter
plate
XSQB
XQA,
plate,
Styles
Style
Style
Style
Styles
Styles
Styles
Styles
Styles
latch,
Styles
chip,
XRN,
XRC
latch,
fabric,
XQB,
all
XQA,
XQJ
XRB
XRC-060
XRN,
CXRN,
XRN,
XRN,
XRN,
Styles
CXQA,
all
all
all
XQJ,
Style
Styles
Styles
XQJ,
Styles
XSD,
XSD,
XSD,
Styles
XSD,
all
Styles
Styles
XRN,
Styles
XQB,
XSD
CXSD
CXRN,
CXRN,
XRN,
CXQB,
except
CXRN,
Styles
except
XSD
XQJ
CXQA,
XRN,
XQA,
XRB,
XRC,
except
XRC-045,
CXRN,
CXSD
XSD,
CXQJ,
CXSD
w/o
CXQB,
XSD,
CXSD
CXSD
CXRN,
CXSQB
XRC,
except
XRN,
Power
CXRN,
XQB,
XTA,
XRN,
XTA,
XRN,
XRN,
XSD,
AIR-KLIPP
CXQJ,
CXSD
XQJ,
XSQB
XSD,
CXRN,
XSQB
CXSD
XSD,
XSD,
CXRN,
CXSQB
XRB,
Arnt.
1
1
2
2
1
1
2
1
1
2
1
2
1
1
--
1
1
2
1
1
1
2
1
2
1
1
1
1
1
1
1
1
1
2
1
1
29
Page 30

C.,
0
w
Page 31

BOTTOM
COVER,
LUBRICATING
AND
OIL
COOLING
PARTS
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
Ref.
No.
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
-
Part
No.
1
2
3
4
5
6
7
8
9
22569
39582
660-828
22652
39582
39582
660-700
39536
39536
39582
39542
22650
39582
21375
660-731
RM2813-l
666-295
660-717
39582
21237
660-841
660-550
22586
22541
RM2813-l
21237
C50093
660-550
660-695
39582
RM2813-4
39541
21237
660-726
21237
79-33
22652
660-716
39582
22635
51295
39595
39595
39594
X
T
DU
D-6
F
DZ
DA
CZ
DY
A
CB-4
ES
BR
DT
DM
T
B
CI
U
DP
D
CW
DN
B-12
EN
C-12
B
Screw,
Gasket,
Belt,
Screw
Extension,
Cover,
Spring
Plunger
Gasket,
Pulley,
Screw,
Cover,
Cover,
Bumper
Screw
Filter,
“0”
Ring
Cover,
Blower,
Bearing
Ring,
Screw,
Screw,
Screw
Cover,
Gear,
Ring,
“0”
Ring,
Cover,
Screw
Key,
oil
Housing,
Seal,
Spring
Ball
Screw
“0”
Ring,
Cover,
Screw
Isolator,
Isolator,
Isolator,
Deflector,
Ring,
Description
internal
bottom
oil
cooler
bottom
internal
blower
bottom
pulley
oil
oil
transverse
bottom
bottom
fan
oil
pump
retaining
oil
oil
pump
oil
oil
oil
fan
end
all
all
Style
oil
cover
bottom
(internal)
retaining
and
set
filter
retaining
cover
cover
pump
pump
shaft
pump
lip
pump
Styles
Styles
XRC
flow
bottom
drive
cover
bottom
oil
housing,
except
except
cover
cover
pump
end
XRC
XRC
Amt.
Req.
12
1
1
2
1
1
1
1
1
2
1
1
3
1
1
13
4
1
1
1
1
4
1
1
1
1
1
2
2
1
4
2
2
4
8
31
Page 32

44
42
41
B
A
—NlrDLT:
B—U1’]’LR
—UPPll
C
D—LOVEIT
nnrv1
LOOP1H
NNJ1i
LOOPER
A
33
WABIN;
L)HIV]
BLAHIN(
TM
BEAR
DR
[‘
1:
DRIVE
ITEA1TINC
32
Page 33

CRANKSHAFT
MECHANISM
AND
BUSHINGS
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
Ref.
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
Part
pon
1
2
3
4
5
6
7
8
9
22769
39521
39521
22650
22569
39590
660-835
22569
39590
39590
39590
39542
22650
39590
660-443
660-764
22565
39590
97
29477
29477
B
0
H
CD-4
X
H
Y
Z
AA
J
CB-4
Y
F
D
A
MS
MC
Screw
Cap,
pulley
Pulley
Screw
Screw
Plate,
Bearing,
Screw
Housing,
Plate,
Washer,
Pulley,
Screw,
Bearing,
“0”
Seal,
Screw
Bearing,
Screw
Crankshaft
Needle
retaining,
ball
bearing
retaining,
thrust
crankshaft
set
crankshaft
Ring
oil
split
and
Driving
crankshaft
crankshaft
Needle
(intermediate)
Driving
Arm
Crank
ball
ball
Arm
and
bearing
bearing
Crank
Assembly
Connecting
Rod
Assembly
22768
22596
22587
39541
22781
39591
22747
39590
39591
39591
39594
39590
39590
39544
39552
39573
39555
39555
39573
39552
51-228
30-106
A
87
N
666-94
AS
T
X
P
AA
R
P
K
U
C
H
M
C
A
B
B
N
K
C
Blk.
Blk.
Screw
Counterweight,
Screw
Stud,
Counterweight,
Counterweight,
Screw
Splasher,
Wick
Bushing,
Bushing,
Bushing,
Bushing,
Bushing,
Bushing,
Bushing,
Bushing,
Bushing,
Plug,
Key,
Plug,
split
and
Screw,
Screw,
Screw,
vent
feed
wood
bearing
oil
Spring,
crankshaft
crankshaft
lower
needle
upper
foot
lifter
foot
lifter
upper
knife
needle
connecting
driving
connecting
driving
crankshaft
crankshaft
crankshaft
oil
(left)
(intermediate)
looper
driving
knife
driving
shaft
shaft
driving
driving
arm
eccentric
(right)
(intermediate)
(left)
bar
arm
(left)
arm
rod
crank
rod
crank
arm
(right)
arm
crank
pin
(right)
(right)
(left)
(left)
Amt.
Req.
1
1
1
2
3
3
1
1
1
1
2
1
1
1
1
1
2
1
1
1
1
2
1
1
1
1
1
6
1
1
1
1
1
1
1
1
1
1
1
1
1
33
Page 34

LN*
3(
38
54
.49
i;
‘ii
52
I
34
Page 35

(ALL
NEEDLE
STYLES
DRIVE
EXCEPT
AND
39500
FEED
MECHANISM
XQJ
AND
CXQJ)
Ref.
No.
1
2
3
4
5
6
7
7A
7B
7C
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
-
28
-
-
-
-
29
30
31
32
33
34
35
thru
Part
No.
39535
22565
39578
22569
8372
G39578
39578
39556
22561
22541
39835
39535
39534
39535
22797
39534
39535
22569
53634
39536
22569
39534
39538
22528
39536
22528
39540
39540
39540
39540
39540
39536
39536
39536
22781
39543
39536
62
87
93
C
F
P
B
A
M
V
N
B
G
W
V
A
G
J
B
C
CV
G
AF
A
CX
A
M-7
M-8
M-lO
M-]8
M-30
CW
E
CY
A
AA
CT
Pin,
feed
Screw,
Bracket,
locking
fabric
“AIR—KLIPP”
Screw,
Washer,
Screw,
Guard,
chain
Guard,
Lever,
Screw.
all
all
all
fabric,
cutter
fabric,
tilt,
presser
Screw
Washer,
Guide,
Feed
Block,
Screw,
Feed
Feed
Guide,
plate
main
Bar,
feed bar
chaining
Dog,
Bar,
differential
Screw
Washer
Stud,
differential,
Screw
Washer,
Block,
Feed
Screw,
Stud,
Feed
Screw,
Screw,
thrust,
feed
Dog,
differential
main
Dog,
main
main
Eccentric,
Eccentric,
Eccentric,
CXQA,
Eccentric,
CXQB,
Eccentric,
Bushing,
Nut,
Bushing,
Screw,
Spacer,
differential
feed
main
crankshaft
crankshaft
Connection,
See
following
Description
adjusting
guard
chain
Styles
Styles
Styles
all
except
Style
presser
foot
feed bar
main
guide
feed
chaining
differential
differential
lift
differential
feed bar
main
feed
feed
(See
dog,
dog,
differential
differential
differential
XSQB,
differential
differential
driving
bar
feed
main
feed
page
mounting,
cutter
w/o
Power
w/o
w/o
Power
Styles
XRN
XRN
foot,
tilt
(left)
dog,
(See
feed
feed
feed
driving
Pages
all
Styles
CXSQB
feed
stud
bar
bar
Power
w/o
lever,
all
Pages
bar
bar
(See
dog
49&51)
Styles
feed
feed
feed
feed
feed
bar
driving
driving
all
“AIR-KLIPP”
“AIR-KLIPP”
“AIR-KLIPP’
t
Power
Style
XRN
Style
Styles
&
49
51)
(right)
driving
feed
Pages
bar
49&51)
except
XRN,
CXRN
driving,
driving,
driving,
driving,
driving,
driving
stud
Styles
w/o
chain
chain
chain
“AIR-KLIPP”
XRN
except
Styles
Styles
Styles
Styles
Style
XRN,
XRB,
CXRN
XRN,
XSD,
XQA,
XRB,
XTA
stud
Power
cutter
cutter
cutter
Amt.
Req.
---
--
---
XTA
---
CXRN-1
CXSD
-
XQB,
XRC
--
1
1
1
2
2
2
1
1
1
2
2
1
1
1
1
1
1
1
1
2
2
1
3
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
35
Page 36

Sf-
9E
Page 37

(ALL
NEEDLE
STYLES
DRIVE
EXCEPT
AND
39500
FEED
MECHANISM
XQJ
AND
CXQJ)
Ref.
No.
1
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
Part
No.
thru
34
39540
-
39540
39540
—
—
39540
39540
39536
14077
39551
-
39552
-
39552
39552
22596
39551
39568
39568
39552
154
162
88
M-9
M-12
M-14
M-20
M-30
CU
A
H
GAS
SAS
Z
AJ
AD
E
J
AH
AC
B
AG
660-207
39543
22782
39594
39552
C50043
22513
39563
-
39552
-
39552
22596
39552
39563
87
87
154
154
Y
A
N
C
R
F
D
C
AC
GDS
GES
AA
AB
E
AD
P
See
preceding
Eccentric,
Eccentric,
CXQB.,
Eccentric,
Eccentri,
Eccentric,
Connection,
Nut,
needle
Washer,
Needle,
Needle,
Arm,
Arm,
XRB,
needle
XRC,
needle
Pin,
Screw
Stud,
needle
Pull-off,
Lever,
Screw
Seal
,
oil,
Ring,
Collar,
Screw
Splasher,
Screw
Shaft,
Washer,
Screw
Screw
Cam
Pull-off,
Needle,
Needle,
Arm,
Arm,
needle
needle
Screw
Pin,
Pull-off,
XSQB,
needle
all
Styles
stop
looper
looper
thrust,
oil
needle
for
Style
Styles
stop
needle
Description
page
main
feed
main
feed
CXSQB
main
main
niain
feed
feed
feed
differential
clamp
clamp
Styles
XSQB,
driving,
XSQB,
driving,
clamp
thread
needle
oil
seal
needle
driving
thrust
needle
XRC-060
XRB,
driving,
driving,
thread,
driving,
driving,
driving,
driving,
driving,
stud
except
CXSQB
marked
CXSQB
marked
thread
pull-off
driving
collar
thread,
XRC-045
marked
marked
feed
drive
Style
XRB,
“K’,
“S”,
shaft
“L”,
“M”,
Styles
Styles
Styles
Styles
Style
bar
shaft
all
XRB
XRC,
all
Styles
Styles
Styles
Style
XRN,
XQA,
XSD,
XRB,
XTA
driving
XSQB,
Styles
CXRN
XQB,
CXSD
XRC
CXSQB
except
XSQB,
except
XRB,
XRC-060
CXQA,
CXSQB
XRB
XRC-045
Amt.
1
1
1
1
1
1
1
1
1
1
1
1
1
1
4
1
1
2
1
1
1
1
1
1
1
1
1
1
2
2
1
1
1
1
37
Page 38

5
4
31
w
7
12
13
14
15
16
19
17
18
41
38
-
/SSV
48
4r5
Page 39

(sTYLES
NEEDLE
39500
DRIVE
XQJ,
AND
CXQJ,
PLAIN
UNLESS
FEED
MECHANISM
OTHERWISE
SPECIFIED)
36
37
38
39
40
4]
42
43
44
45
46
47
48
49
50
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
Ref.
No.
2
3
4
5
6
7
8
9
Part
No.
39535
22565
39578
8372
22569
G39578
22541
39835
39535
39535
39534
39535
22569
53634
39536
39534
22569
39538
39536
39505
39505
39536
22768
22528
39536
39540
39536
39540
39543
22781
14077
39563
154
39552
39552
22596
39551
39568
22513
39568
88
39552
660-207
C50043
39543
22782
39552
39594
87
87
C
F
P
A
B
M
B
G
F
V
G
0
B
C
CV
AF
G
A
D
K
3
CY
B
CU
M—5
E
R
AA
A
A
AA
GAS
Z
AD
E
3
AH
0
AC
B
AG
F
Y
A
R
N
C
1/2
Pin,
feed
Screw,
Bracket,
Washer,
Screw,
Screw,
Guard,
Screw
Washer,
Guide,
Block,
Feed
Bar
Guide,
Screw
Washer
Stud,
Washer,
Screw
Block,
Spacer,
Feed
Dog,
Feed
Dog,
Bushing,
Screw,
Screw,
Connection,
Eccentric,
Nut,
feed
Spacer,
Spacer,
Screw,
Nut,
needle
Washer,
Needle
Arm,
needle
Pin,
Screw
Stud,
needle
Pull-off,
Screw
Lever,
Screw
Seal,
oil,
Ring,
Washer,
Collar,
Screw
Shaft,
Splasher,
Screw
adjusting
locking
fabric
Style
Style
Style
fabric,
plate
feed
feed
feed
feed
bar
thrust,
feed
feed
chaining
main
feed
chaining
main
main
bar
feed
crankshaft
crankshaft
clamp
needle
driving,
stop
looper
looper
needle
oil
for
thrust
thrust,
needle
oil
XQJ
XQJ
XQJ
bar
bar
bar
lift
bar
bar
feed
feed
driving
drive
clamp
clamp
thread
seal
driving
çjpon
guard
Style
(left)
guide
(right)
driving
feed
driving
feed
dog
bar
feed
eccentric
stud
thread
driving
collar
needle
mounting,
XQJ
bar
dog
driving
driving
stud
and
marked
pull-off
driving
stud
needle
“K”
shaft
thread
shaft
Style
XQJ
pull-off
eyelet
Amt.
ReQ.
-
1
1
2
2
2
1
2
1
1
1
1
1
2
2
1
1
3
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
39
Page 40

18
19
20
1
(
1
1—21
iii.
ll)5
21
1()ll(1L
1
—2t
(22-24
lbs.
n.
m.
40
CO
ku.)
TO
11)s.
Page 41

UPPER
AND
LOWER
LOOPER/SPREADER
DRIVING
PARTS
*
*10
*11
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
Ref.
No.
2
3
4
5
6
7
8
9
12
13
5
Parts
No.
39560
39508
39843
22768
39743
22768
1025
22565
39543
39543
39543
22503
39543
97
39544
482
22894
22565
39543
22565
39543
39543
22562
39543
39543
39543
39594
87
77
39544
39544
77
22894
482
22894
660-206
39544
39560
39508
39151
39544
39594
87
29126
39544
22729
22729D
97
39544
39544
AF
C
B
D
AE
C
C
V
B
B
N
C
OF
N
E
S
U
A
A
H
B
B
L
H
T
S
Z
F
E
J
C
C
X
S
W
M
A
P
AC
N
Spreader,
Looper,
XSD,
Holder,
Screw
Clamp,
Screw
Screw,
Screw,
Follower,
Bushing
Shaft,
Screw,
Clamp,
Screw
Fork,
Collar,
Screw,
Screw,
Shaft,
Screw,
Lever,
Collar,
Screw
Washer,
Connecting
Nut,
Splasher,
Screw
Screw
Link,
Pin,
lower
connecting
Screw
Screw,
Collar,
Screw,
“0”
Ring
Shaft,
Spreader,
Looper,
CXRN
Nut
Bar,
lower
Splasher,
Screw
Looper
lower
Connecting
Screw
Fork,
Lever,
upper,
CXQJ,
upper
upper
locking
spot,
and
upper
ball
upper
set
upper
spot
upper
clamp
thrust
set
lower
lower
lower,
lower,
oil
Bar
Screw
Screw
çipjon
upper,
marked
CXSD
looper/spreader
looper/spreader
bushing
cam
Cam
Guide
looper/spreader
cam
follower
cam
follower
joint
guide
looper/spreader
set
looper/spreader
looper/spreader
Rod
barrel
oil
looper
link
looper
set
looper
Styles
all
looper
Driving
Rod
guide
lower
looper
Styles
bar
driving
Styles
Lever
XQJ,
“CC”,
and
cam
locking
locking
connecting
driving
XRB,
except
and
bar
XRC’-O6O,
all
Styles
holder
guide
drive
clamp
shaft
drive
drive
shaft
XRC-045,
XRB,
Connecting
*
driving
XSD,
lever
XRN,
XRC-045,
except
Rod
CXQJ,
XQJ,
CXRN
XRN,
Assembly,
CXSD
XRC-06O
Amt.
Req.
1
1
1
1
1
1
1
1
1
2
1
2
1
1
1
2
4
1
1
2
1
2
2
1
1
1
1
1
1
1
1
2
2
2
*Assembly
No.
29126
EP
is
recommended
for
replacement
41
instead
of
individual
parts.
Page 42

-fo
1
9—21
N
11)5.
in.
42
Page 43

UPPER
AND
LOWER
KNIFE
MECHANISM
10
11
12
12A
13
14
15
16
17
18
19
20
21
22
22A
23
24
25
26
27
28
29
30
30f\
31
31A
32
33
34
35
36
37
38
39
Ref.
No.
1
2
3
4
5
6
7
8
9
—
-
-
—
-
-
-
Part
No.
39573
22507
39573
55235
6042
55235
39573
39573
39571
39571
39572
39772
39872
22738
39570
39570
39571
39571
14077
39525
39525
39525
GA39525
39525
22585
660-824
39580
39580
39880
39580
39580
22653B-12
660-459
78
22892
14077
39550
22729
39550
39550
39549
39549
39550
39550
605
22588
39550
39550
22524
C
CJ
F
B
R
H
L
N
J
A
A
AE
N
F
E
B
C
B
AF
AB
C
CJ
AC
AE
A
J
AD
E
--
Anit.
2
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
2
1
2
1
1
1
1
1
1
1
1
—
1
1
1
1
1
Desc
r
i
pt
i
on
J
J
E
E
A
D
A
H
D
C
Connecting
Screw
Lever,
Nut
Washer
Stud,
Washer,
Arm,
upper
Stud,
Stud,
Block,
XSQB,
Block,
CXRN,
Block,
Screw,
Knife,
Knife,
Clamp,
Guard,
Nut,
clamp
Guard,
XSQB,
Guard,
Guard,
Guard,
CXRN,
Guard,
Screw,
Bumper,
Bracket,
except
Bracket,
Bumper,
upper
upper
clamp,
clamp,
upper
CXSQB
upper
CXSD
upper
clamp
upper,
upper,
upper
chain
needle,
CXSQB
needle,
needle,
needle,
CXSD
needle
needle
cloth
throat
XQJ,
throat
Rod,
knife
locking
knife
knife
all
Styles
knife
knife
knife
stud
all
Styles
knife
stud
rear,
guard,
plate,
XRN,
rubber,
upper
driving
Styles
front,
front,
front,
rear,
plate
plate
driving
driving
XQJ,
holder,
holder,
holder,
Styles
Styles
XSD,
knife
XQJ,
Styles
Styles
Styles
all
all
all
and
CXQJ,
and
cloth
except
CXQJ
Styles
Styles
Styles
except
CXQJ
Styles
XRB,
Styles
Styles
lower
lower
plate
driving
arm
XQJ,
XQA,
XRB,
XQJ,
except
XRC
except
except
knife
CXRN,
knife
CXQJ
XQA,
XRB,
XQJ,
XQJ,
XQB,
XRC-045
XRC-060,
CXSD
isolation
XQB,
XRC,
CXQJ
CXQJ
XTA,
XRB,
XRN,
XRN,
support,
support,
CXQA,
XRN,
CXQA,
CXQJ
XRC,
XSD,
XSD,
XSD,
XRN,
CXRN,
CXRN,
all
Styles
CXQB,
CXQB,
XSD,
Styles
XQJ,
XTA,
CXSD
CXSD
CXQJ
Washer
Shim,
Styles
XQJ,
CXQJ
Screw
Ball,
nylon
Screw,set
Screw,
XSD,
Nut,
Stud,
Screw,
Holder,
CXRN,
Holder,
Knife,
Knife
Plate,
Spring,
Screw,
CXRN,
Screw,
Clamp,
Spring,
Throat
Screw,
locking,
CXRN,
locking
locating
locating
lower
CXSD
lower
lower,
lower,
lower
lower
lower
CXSD
lower
lower
lower
plate,
throat
CXSD
screw,
knife,
knife,
all
Styles
knife
knife
knife
knife
knife,
knife
(See
plate
lower
stud,
Styles
clamp
clamp
pages
all
all
all
Styles
XQJ,
guide,
clamp,
all
holder
knife
Styles
spring,
Styles
49
holder,
Styles
Styles
XQJ,
except
CXQJ
all
all
&
except
except
XQJ,
Styles
Styles
except
51)
except
CXQJ
all
all
XRN,
CXQJ
except
except
Styles
XRN,
Styles
XRN,
XQJ,
XSD,
XSD,
XRN,
XRN,
XRN,
except
XSD,
except
CXRN,
CXRN,
XSD,
XSD,
XSD,
XRN,
CXRN,
XRN,
CXSD
CXSD
CXQJ,
CXRN,
CXRN,
XSD,
CXSD
CXSD
CXSD-
43
Page 44

c
CD
Page 45

HEMMER
GUIDE
(STYLES
ASSEMBLY
XRN,
XSD,
AND
LOWER
CXRN,
KNIFE
CXSD)
PARTS
35
36
37
38
39
40
41
42
43
44
45
24
25
26
27
28
29
30
31
32
33
34
Ref.
No.
10
11
12
13
14
15
16
17
18
19
20
21
22
23
-
Part
No.
1
2
3
4
5
6
7
8
9
29481
303
61303
39589
22873
39589
22799
22743
222
39589
HA73
39589
39589
22729
39503
22513
39589
39589
39589
79077
39568
39589
222
39589
39589
39589
L
D
AC
C
AD
B
D
AF
B
73
C
AB
AJ
A
L
C
AG
AA
AH
3
AL
D
AK—l/2
AK—3/4
AK—l
Hemmer
Guide
Screw,
Washer,
Base,
Screw,
Support,
Screw,
Screw,
Screw,
Plate,
Screw,
Screw,
Block,
Stop,
Screw,
Guide,
Screw,
Sleeve,
Block,
Spring,
Screw,
Spring,
Pin,
Screw,
Overhanging
XSD,
CXSD
Overhanging
XSD,
CXSD
Overhanging
edge
CXSD
39589
39589
39589
AE-1/2
AE—3/4
AE-1
Overhanging
XRN,
CXRN
Overhanging
XRN,
CXRN
Overhanging
CXRN
22593
39550
39550
39550
39525
39525
39582
22585
39525
90
39580
88
39550
22559
39550K
Z
M
T
K
E
BS
G
D
BA
B
3
H
Screw,
Clamp,
Spring,
Holder,
Throat
Guard,
Guard,
Shield,
Screw,
Guard,
Screw,
Bracket,
Screw,
Spring,
Screw,
Cover,
hemming
lower
lower
lower
Plate
needle,
needle,
oil
oil
shield
needle,
needle
throat
lower
knife
adjusting
spring
çjpj9n
Assembly
edge
guide
cup
hemming
adjusting,
edge
hinge,
edge
guide
hemmer
hemmer
stop,
set,
hinge
hemmer
hemmer
edge
edge
edge
hinge,
holding
stop,
edge
overhanging
hemmer
guide
guide
guide
overhanging
edge
guide
guide
overhanging
Guide,
Guide,
Guide,
Guide,
Guide,
Guide,
for
for
for
for
for
for
guide
knife
knife
knife
(See
pages
rear,
rear,
and
front
guards
plate
knife
holder
pressure
support
attachment
edge
guide
overhanging
tension
guide
guide
guide
end
end
guide
stop
guide
tension
tension
guide
inch
1/2
inch
3/4
1
inch
1/2
inch
inch
3/4
1
inch
assembly
clamp
49
&
Styles
Styles
XRN,
XSD,
locking
and
lower
equalizing
guide
guide
spring
plate
guide
stop
guide
spring
(12.7mm)
(19.0mm)
(25.4mm)
(12.7mm)
(19.0mm)
(25.4mm)
51)
CXRN
CXSD
side
knife
support
hinge
hinge
screw
cover
support
hem,
hem,
hem,
hem,
hem,
hem,
block
block
Styles
Styles
Styles
Styles
Styles
Styles
XRN,
Amt.
Req.
1
1
1
1
1
1
1
2
1
1
2
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
XSD,
1
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
I
1
1
45
Page 46

-J
-is
Page 47

TIIBEAIt
PENS
0115,
fOOl
lover
except
Stylus
CXQl
XRC
1,
Styles
thread,
siouotinn
screw,
screw,
Styles
Xl)J
CXQJ
Styles
CXQJ
Xl)J,
bracket,
XSD,
XOJ,
Xl),],
CXQJ,
XXN,
Xl),],
Cxl),],
XRN,
MIsuft
51)
Xl)],
all
Styles
all
Styles
Styles
Styles
mounting
Xl)],
XXX
CXQ]
Styles
Styles
Styles
all
Styles
CXQU,
XPN,
Styles
Style
Styles
Style
Style
Styles
Styles
Styles
Style
Styles
except
except
CXC,],
XXN,
CXXN,
XSD,
I
Xl)],
escept
XRN,
XQJ,
Styles
all
Styles
all
Styles
except
CXQJ
XQJ,
CXI)J
Styles
all
Styles
XXX,
XXN,
CXXN,
XSD,
XXN,
CXXN,
XSD,
I
ANEOIF;
Sceri
XXX,
Xl)],
XSD,
Xl)],
Styles
XQJ
XXX,
XQA,
bracket
Styles
Xl)A,
CXl)A,
CXQJ
Xl),],
Styles
CXXN,
XSD,
XXB,
XXX
X0],
XXC
XTA
XXN,
XQJ,
Xl)A,
XSD
XQA,
XSD,
Xl)J,
CXSD
Cxl),],
XSD,
XOd,
CXSD
CXO,],
,
Cxl),],
—-
let
.
Ni).
1
2
3
4
5
6
7
B
9
10
11
12
13
14
15
16
17
111
19
—
20
21
22
23
24
25
-
26
27
—
—
28
29
30
31
—
32
32A
32X
33
34
3S
36
37
38
39
—
40
41
42
43
44
45
46
47
—
—
—
48
—
49
—
—
—
—
—
—
—
—
—
SD
—
51
—
S2
—
53
—
54
—
55
56
57
58
59
Part
391155
39555
39555
39555
22566
39555
22S97
125311
12065
39S5S
22791
39SS6
39530
227111
39SS6
39SS6
39SS6
22730
39SS6
39S68
3XS6]t
395611
39568
39S68
39568
22569
43139
43139
39563
39563
39563
22569
39560
22S69
99664
22726
39068
536511
3XS03
39503
12951
22758
22569
39503
39592
39592
39592
39592
39592
39592
39592
39592
39592
39592
39592
39592
39592
39592
39592
39592
39S92
39592
39592
39592
39592
39592
8372
8372
39592
39592
22806
39592
39592
22847
No.
660—142
627
tIlt
250
605
376
376
73
604
Ak
AK
AX—l
AR-l
AR—2
AX—2
AR—4
AR—4
AR—4
AR—S
AR—S
AX—B
AD
AD
AF
AF
AL
AL
A
A
AM
AH
A
AG—3
AM
B
40—46
A
B
t
D
B
A
A
II
0
N
0
W
X
B
A
A
H
A
A
0
C
E
C
C
AA
AB
AC
7
B
II
F
B
C
t
AA
It
A
T
All
0
7
N
6
L
A
E
B
L
eec,
I
print,
lever,
Diii,
ink,
I
Screw,
Arm,
Collar,
Shaft,
Pie,
Nut
Any,
Shack,
Arm,
Arm,
Presser
Kni
Screw,
Screw,
Screw,
Eyelet,
tyelet,
Eyelet,
Eyelet,
Eyelet,
Bracket,
Screw,
Nut,
Nut,
Eyelet,
Eyelet,
Eyelet,
Screw,
Guide,
Screw,
Screw,
Guide,
Screw,
Eyelet,
Eyelet,
Guide,
Screw,
Arm,
Washer,
Screw,
Screw,
Bracket,
Nut
Nut
Nut
Nut
Ferrule,
Ferrule,
Spring,
Spring,
Spring,
Spring,
Spriog,
Spring,
Spring,
Spring,
Spring,
Spring,
Disc,
Disc,
Felt,
Felt,
Post,
Post,
Washer,
Washer,
Nut,
Nut,
Screw
Bracket,
Bar,
Screw
Washer,
cotter
1
lifter
Screw,
Nut,
Screw
Screw
screw
presser,
presser
Screw
presser,
presser,
fe,
chain
Screw
Blade,
chain
looper
looper
looper
looper
looper
needle
frame
Style
Style
frame
all
edge,
Styles
edge
swinging
edge
(green)
(blue)
(red)
(yellow)
looper
needle
looper
looper
looper
needle
looper
looper
needle
thread
thread
Styles
all
thread
thread
Styles
all
Styles
all
tensJen
Styles
foot:
foot
iternieiliite,
ifter
lifter
lock
thrust
foot
root
chain
ausi
1
lower
lower
upper
upper
looper
thread
thread
needle
needle
needle
Styles
lower
lower
guide
spring,
guide
edge
needle
upper
lower
Styles
all
needle
tension,
tension,
Xl),],
Styles
tension,
tension,
Styles
Xl),],
Styles
tension
post
lifter
ifter
1
lever
lever
lover
sot
lifter
all
Styles
Styles
(See
cutting,
cuttiog
thread
thread
lacy
looper
looper
looper
looper
thread
thread,
thread,
thread,
thread
thread,
XQJ
CXQJ
thread,
looper
looper
Styles
XDJ,
guide
needle
Styles
thread
thread
thread
thread
thread
thread
thread
thread
thread
thread
XQJ,
except
XRB,
connecting
lover
Styles
foot,
pages
cutter
looper
thread
eyelet
eyelet
except
Xl],],
CXQJ
swinging,
Styles
ans,
iiounting
mounting,
tension
looper
looper
tensThn,
XQJ,
XRN,
except
XXN,
except
XXN,
except
XXN,
mounting
post
XXC,
lever
feet.
all
Xl]],
XXX,
49
Styles
knife,
eyelets,
eyelet,
thread,
thread,
thread,
thread,
eyelet
eyelet
all
Styles
Style
eyelet
Style
Style
thread,
thread,
Xl)J,
Styles
tension,
tension,
tension,
tension,
tension,
tension,
tension,
tensThn,
tensen,
tension,
tension,
tension,
Styles
all
XSD,
XQJ,
Styles
all
XSD,
XSD,
Xl),],
XTA
XQJ,
CXO]
Styles
Styles
Xl),],
lIFt
I
oil
I_I.
XRC,
XXX,
CXQJ,
XRN,
except
XXC-060,
except
escept
CXQJ
XXN,
Xt)B,
except
Xl)],
Xl)J,
XQX,
CXQB,
XQJ,
CXQJ
except
except
XRC
CXSB
CXQJ,
XRC
CXQ]
CXXN
XXN,
XQX,
XLIX,
CXQJ,
XXN,
CXXN,
Cxl),],
XXN,
CXSD
CXXN,
LB
PANTS
fl
YII
CXQJ
XRC,
CXXN,
XSD,
CXQ],
XQJ,
XSD,
XQJ,
Xl),],
XBC—04S,
XTA,
CXQA,
Xl)J,
XXC-060,
XXX
CXQ]
XXX,
XXC,
CXXN,
CXl)J
XQJ,
XXB,
CXRN,
XSD,
CXQA,
CXQA,
CXRN,
XSD,
CXSD
CXRN,
XSD,
CXXN,
CXSD
—
CXQJ
XRC-060,
CXQJ,
XXX,
CXBN
XSD,
CXSD,
XRN,
CXSD
XTA,
CXQB,
CXQB,
CXSD
Cxl),],
CXSD
Cxl),],
CXSD
AND
CXSD
CXRN,
CXSB
XRC-060,
XXC—D45,
CXQB,
XXC-060,
CXQJ,
XXN,
XSD,
CXSQB
XRC,
XSD,
CXRN
CXQJ,
XSl)B,
XSQX,
CXXN,
CXXN,
CXSD
XSD,
XSQB,
CXRN,
CXQJ,
XSD,
XBN,
CXSQB
XSD,
CXSD
XTA,
CXOJ,
CXSD
CXSl)B
CXSQLI
CXSD
CXSD
CXSD
CXQ],
CXQ,],
CXQJ,
XSQB
CXSD
CXSD
CXXN
CXSD
Mit
1
1
1
1
1
1
2
2
1
2
1
1
2
2
2
2
2
2
1
2
3
2
2
2
4
6
2
3
2
3
2
3
2
3
-
47
Page 48

Page 49

FEED
DOGS,
THROAT
PLATES
AND
PRESSER
FEET
27
28
29
30
31
32
33
34
35
36
37
Ref.
No.
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
Part
No.
1
2
3
39526
39505
39505
B
B
C
Feed
CXQA,
Feed
CXQA,
Feed
Doq,
CXQB,
Dog,
CXQB,
Dog,
differential,
main,
chaining,
Description
XSQI3,
marked
XSQB,
CXSQB
“B”,
CXSQB
marked
16
t.p.i.,
16
“C”,
t.p.i.,
20
for
t.p.i.,
Styles
for
Styles
for
XQA,
Styles
XQB,
XQA,
CXQA
4
5
6
7
8
9
39524
39524
39520
39530
22738
22768
39530
39597
39530
39505
39524
39524
39524
39520
39530
22738
22768
39530
39597
39530
39505
39505
39524
39520
22768
22819
39530
39597
39526
39505
39524
39520
22768
39530
39597
22738
39530
C-3/32
C-l/8
B
C
B
B
A
P
E
B-3/32
B-l/8
B-5/32
A
C
B
B
A
P
J
K
J
L
B
L
AB
AB
AV
AS
B
AS
B
P
Throat
seam,
Throat
seam,
Presser
Feed
CXSQB
Throat
seam,
Throat
seam,
Throat
seam,
Presser
Feed
Feed
CXQJ
Throat
Presser
Feed
Style
Feed
surface,
Throat
wide
Presser
Plate,
Styles
Plate,
Styles
Foot,
Shield,
Screw,
Screw,
Spring,
Tongue,
Guard,
Dog,
Plate,
Styles
Plate,
Styles
Plate,
Styles
Foot,
Shield,
Screw,
Screw,
Spring,
Tongue,
Guard,
Dog,
Dog,
Plate,
Foot,
Screw,
Screw,
Spring,
Tongue,
Dog,
XTA
Dog,
Plate,
seam,
Foot,
Screw,
Spring,
Tongue,
Screw,
Guard,
marked
XQA,
marked
XQA,
Styles
chain
chain
stitch
hinge
stitch,
chip
chaining,
marked
XQB,
marked
XQB,
marked
XQB,
Styles
chain
chain
stitch
hinge
stitch,
chip
main
16
chaining,
Styles
Styles
hinge
stitch
hinge
stitch,
differential,
main,
Style
marked
XTA
marked
Style
Style
stitch
hinge
stitch,
chip
guard
chip
CXQA
CXQA
shield
tongue
20
CXQB,
CXQB,
CXQB,
shield
tongue
t.p.i.,
marked
XQJ,
spring
tongue
marked
“BZ”,
XTA
XTA
tongue
marked
“AC-3/32”,
“AC-l/8”,
XQA,
CXQA
and
and
marked
t.p.i.,
“V-3/32”,
XSQB,
“V-l/8”,
XSQB,
“BH”,
for
XSQB,
XQB,
CXQB,
and
and
marked
Styles
“K”,
CXQJ
XQJ,
CXQJ
vulcanized
“AG”,
1/16
and
“ES”
for
for
chip
hinge
“DS”
Styles
for
CXSQB
for
CXSQB
5/32
CXSQB
XSQB,
chip
guard
hinge
“DS”
XQJ,
16
“DW”
vulcanized
to
hinge
3/32
1/8
guard
spring
3/32
1/8
inch
spring
t.p.i.,
rubber
3/32
spring
inch
inch
XQB,
inch
inch
(4.0mm)
CXSQB
CXQJ
feed
rubber
inch
(2.4mm)
(3.2mm)
CXQB,
(2.4mm)
(3.2mm)
Styles
surface,
feed
(1.6
XSQB,
wide
wide
XQJ,
to
2.9mm)
wide
wide
AFflt.
Req.
1
XQB,
1
XQA,
1
wide
1
1
1
1
2
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
49
Page 50

F-.,
.
cJ,
0,
Page 51

FEEDS
DOGS,
THROAT
PLATES
AND
PRESSER
FEET
Ref.
No.
—
4
5
6
7
8
9
10
—
11
-
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
26A
2/
28
29
30
31
32
Part
No.
1
39526
AG
Feed
Dog,
Style
2
39505
AG
Feed
Dog,
surface,
3
39524
AB-l/8
Throat
wide
39524
AB-5/32
Throat
wide
39524
39526
39505
39505
39528
39531
22799
39520
39520
39530
39530
22738
39530
22768
39597
22738
39530
39526
AC
AC
AC
E
AH
AD
AE
AB
AC
S
R
G
B
AB
P
H
Throat
Feed
Feed
Feed
Throat
Presser
Presser
Feed
Dog,
Dog,
Dog,
Tongue,
Screw
Shield,
Shield,
Screw,
Spring,
Screw,
Tongue,
Screw,
Guard,
Dog,
CXRN,
39505
F
Feed
Dog,
XRB
Plate,
seam,
Plate,
seam,
Plate,
Plate,
Foot,
Foot,
differential,
CXSD
main,
Description
differential,
main,
Style
marked
XRB
marked
Style
marked
Style
marked
differential,
main,
niarked
chaining,
marked
stitch
Style
Style
chain,
chain,
chain
hinge
stitch
stitch,
chip
guard
chip
marked
“AX-l/8”,
XRB
“AX-5/32”,
XRB
“AV”,
20
“AY”,
XRB
XRC
for
for
shield
tongue
marked
vulcanized
“AG”,
Style
22
t.p.i.,
“AM”,
t.p.i.,
Style
presser
presser
and
“EK”
20
t.p.i.,
“F”
20
rubber
vulcanized
for
1/8
for
XRC-045
Style
22
t.p.i.,
Style
XRC-060
foot
foot
hinge
Styles
t.p.i.,
inch
5/32
XRC
No.
No.
spring
Styles
feed
rubber
inch
XRC
Style
39520
39520
XRN,
surface,
feed
(3.2mm)
(4.0mm)
XRC
AB
AC
XSD,
XSD,
CXSD
39505
BH
Feed
Dog,
main,
marked
“CM”,
16
t.p.i.,
Styles
XRN,
CXRN
39505
H
Feed
Dog,
chaining,
marked
“U”,
20
t.p.i.,
Styles
XSD,
CXSD
39505
39524
39520
39520
39530
39530
22738
22768
39530
39597
22738
39530
AL
D
H
BH
E
U
B
A
B
Feed
XRN,
Throat
Presser
Presser
Dog,
CXRN
Plate,
Foot,
Foot,
Shield,
Shield,
Screw,
Screw,
Spring,
Tongue,
Screw,
Guard,
chaining,
marked
Styles
Styles
chain,
chain,
chain
stitch
hinge
stitch,
chip
chip
for
shield
tongue
guard
marked
“AM”,
XSD,
XRN,
for
presser
presser
marked
“CN”,
Styles
CXSD
CXF1
and
“DS”
foot
foot
hinge
16
XRN,
t.p.i.,
XSD,
No.
No.
spring
Styles
CXRN,
39520
39520
CXSD
H
BH
Amt.
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
51
Page 52

Page 53

—
Ref.
No.
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
36A
37
38
POWER
(STYLES
Part
No.
1
2
3
4
5
6
7
8
9
V2994]
671
671
671
671
671
39536
671
660-763
A
H-i
H-iD
H-lF
H-lA
H-lH
DC
H-lB
CXQA,
Power
Air-Motor
999—141
671
H-lE
41071
39573
22588
60078
39573
39536
99697
22825
99669
99670
22716
99676
95910
22729
80265
99663
12935
99373
95910
39534
99664
22716
99665
99665
22716
99677
99677
99677
671
906
G
H-1G
AC
K
Z
AB
DB
DA
K
L
MA
A
D
Ki\
A
C
B
RB
C
A
A
HA
HB
HO
Screw,
Plate,
Shield,
Guide,
Screw
Guard,
Guard,
Screw,
Inlet
and
to4O/4
Inlet
and
to
Inlet
and
Screw,
Nut
Lever,
Pin
Spring,
Screw
Knife,
Knife,
Screw
Tube
Plate,
Screw
Screw
Washer
Bracket
Screw,
Part,
.169
Part,
.138
size
Part,
.205
suchas30/6
“AIR-KLIPP”CHAIN
CXQB,
Description
“AIR-KLIPP”
Assembly
Screw,
Bumper,
Vibrator
Washer,
Stud
Housing
Muffler
Elbow,
Screw,
Nut
Bushing
Link,
drive
lower
knife
torsion
lower
upper
Assembly
washer
set
mounting
washer
oil
looper
fabrTh,
fabric,
inlet
thread
Styles
Styles
part
marked
inch
inch
(4.3mm)
marked
(3.5mm)
70/3
marked
inch
(5.2mm)
CXQJ,
Chain
plug
rubber
shock
union
plug
knife
driving
and
“GS”,
“GF”,
“GV”,
CXRN,
Cutter
adjusting
CXQA,
CXRN,
fabric
has
opening.
has
opening.
has
opening.
CUTTER
CXSD,
Assembly
CXQB,
CXSD
guard
a
.028
.020
a
For
a
.039
For
CXQJ,
For
inch
heavy
CXSQB)
CXSQB
inch
inch
thin
(.7mm)
threads
(.5mm)
threads
(1.0mm)
60/3
threads
Amt.
Req.
1
1
1
1
1
2
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
2
1
1
1
2
2
1
1
1
2
1
1
3
slot
up
1
slot
up
1
slot
1
53
Page 54

c_,,
-
-1
-1
m
C
-1
0
-1
0
0
>
C
—I
0
C7Z
CD’
o
m
o
-i-s
r
-40
z
0
0
cx
0
01
Page 55

VENTURI
TUBE,
PNEUMATIC
CONTROL
DEVICE,
TREADLE
ROD
VALVE
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
Ref.
No.
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
Part
No.
1
2
3
671
RM332O-1
660-403
RM4O98-l
660-401
671
99683
660-392
RM2997
671
998—332
671
671
99675—1500
671
999—217
RM3287—2
RM2850
D
RM3384-1
99683
HC-l55
999-146
95250
95250
95073
99683
99683
J
K
110-4
999-127
999-140
999-139
99683
E
95151
99563
A-l55
671-2
91
0
671
C-16
11635
RM2871
B
B
660-870
671
F-i
671
F-6
D-5
0—15
CC
0
B—12
B—il
D—2
D-9
Filter,
Nipple,
Muffler
Valve,
Elbow,
Gauge,
Bracket,
Tube,
Tube,
Tube,
Holder,
Tube,
Venturi
Tube,
Regulator,
Connector
Nipple,
Tee,
Tee,
Valve
.
Block,
Screw
Stud,
Nut
Tie,
Mount,
Fitting,
Bushing,
air
reducing
pilot
900
pressure
mounting
air,
air,
suction
venturi
discharge
venturi
hex
pipe
union
Assembly,
Link
Nut
Nut
Screw
Stud
Guide
Spring
Elbow,
Muffler
Valve,
Connection
Screw
Rod
mounting
mounting
cable
(Not
cable
barb,
reducing,
Description
line
inch
1/4
inch
1/4
supply
pressure
treadle
90°
cam,
Shown)
tie
air
3/2
(Not
filter
air
0D.
O.D.
rod
way
Shown)
filter
x
6
1/2
(specify
inlet
inlet
inches
(Not
length)
Shown)
(Not
(165.1mm)
Shown)
long
as
Amt.
1
1
5
2
1
1
Req.
1
1
1
1
1
2
1
1
2
1
1
2
1
3
2
1
1
1
2
1
1
1
2
2
1
2
2
2
4
4
1
1
55
Page 56

—I
cz
=
0,
Page 57

THREAD
STANDS,
ACCESSORIES
AND
MISCELLANEOUS
TOOLS
*
*
*
*
*
*
*
*
26
28
29
30
31
32
33
34
35
36
37
38
*
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
27
Ref.
No.
1
-
2
3
4
5
6
7
8
9
-
-
-
Not
Part
21113
21113
21113
22565
39592
39592
51292
21104
21104
21130
21130
22650
22650
22650
22810
2lll4S-4
21114
22651
39592
SC333
21104
21114
21104
39899
21227
21388
21375
28604
21393
652-24
144-36
650-24
22820
shown
No.
109
107
108
69
69
CE-6
CB-4
CB—4
T
CD-4
W
A
AA
U
652—16
H
652
J-24
652
J-16
WA9
A
651
A—16
A
116
DR
660-240
AU
660-264
421
D-34
B8
80
660-458
R
AC
NA-l2
A
on
F
F
C
C
D
E
F-i
V
V
S
5
W—3
W-2
illustration.
Eyelet,
XSD,
Eyelet,
Eyelet,
Post,
Disc,
Pad,
Spring,
Ferrule,
Nut,
Pad,
Pad,
Pin,
Pin,
Support,
CXSD
Support,
Screw
Eyelet,lead
Bail,
Bracket,
Screw,
Rod,
Split
Washer
Nut
Washer
Washer
Washer,
Nut
Wire,
Wrench,
Extractor,
Tweezers,
Wrench,
“5”
Hook
Chain,
Guard,
Screw
Cover,
Container
Pan,
oil
Nail,
Washer,
CXRN,
Isolators
Bolts
Screw,
thread
XTA,
thread
thread
Screw,
tension,
tension,
felt,
tension,
tension
tension
all
Styles
Styles
spool,
spool,
cone,
cone,
Screw
Screw,
Screw,
lead
Screw
tension
Styles
thread
socket,
lock
threading
open
thread
socket,
presser
belt
dust
of
drip
oil
drip
(shim)
CXSD
with
hexagon
CXQJ,
Styles
for
for
eyelet
stand
cam
Oil,
Nuts
Description
stand,
stand,
stand,
tension
Styles
Styles
post,
XQJ,
all
Styles
all
Styles
XRB,
ball
end
3/8
foot
pan
all
head
CXRN,
XRB,
Styles
post,
Styles
except
XRN,
Styles
XQJ,
Styles
support
support
socket
post,
XTA
inch
lifter,
16
ounces
Styles
post
all
CXSD
Styles
Styles
XRB,
XRB,
XTA
XRB,
Styles
XQJ,
XSD,
except
XRN,
XQJ,
No.
No.
Styles
(9.5mm)
except
Styles
XQJ,
XTA
XTA
XTA
XRB,
XRN,
CXQJ,
XSD,
except
XRN,
21130
21130
32
(455
XRB,
XRB,
XTA
XQJ,
XSD,
XRB,
hexagon
3/64
ml)
XRC,
except
XRN,
XTA
XTA
XSD,
CXRN,
XRN,
CXQJ,
XQJ,
CXQJ,
W-3
W—2
XTA
inch
Spec.
XQJ,
XQJ,
XSD,
CXQJ,
CXSD
XSD,
CXRN,
XRN,
(812.8mm)
175
XRN,
XRB,
CXQJ,
CXRN,
CXQJ,
CXSD
XSD,
CXRN,
XSD,
XRN,
CXRN,
CXSD
CXQJ,CXRN,
CXRN,
CXSD
CXSD
CXSD
long
CXQJ,
Amt.
Req.
3
2
3
1
3
6
6
3
3
3
3
2
3
2
1
1
1
3
2
1
1
1
1
1
2
1
2
1
1
1
1
1
1
1
1
1
1
1
2
1
1
2
1
1
1
8
8
6
3
3
57
Page 58

-—
-
--
-.
PARTS
OF
NUMERICAL
INUEX
—
.——
—
Part
No.
WAR
HA73
107
108
109
110-4
116
138
144-36
154
154
154
162
222
258
303
SC333
376
421
482
604
605
605
627
650-24
651
652—16
652—24
652
652
660-142
660-206
660-207
660—210
660-240
660-243
660—264
660—372
660—392
660—401
660-403
660-443
660-458-
660-459
660-550
660-695
660-700
660—705
660—716
660—717
660-726
660—731
660—763
A
NA-12
30-106
40-46
51-288
69
S
C
73
73
X
B
77
78
79-33
80
X
86
87
C
87
88
88
B
90
8
91
93A
97
97A
GAS
GDS
GFS
SAS
D
A
A
A
0-34
C
A
A-16
J-16
1-24
Bik
Bik
Page
No. No.
57
57
33
47
33
57
45
47
45
41
43
31
57
29
35,39
33,37,39,
41
47
37,39,45
27,29,45
55
35
41
33
57
57
57
55
57
29
57
37,39
37
37
37
45
47
45
57
47
57
41
47
47
43
47
57
57
57
57
57
57
47
41
37,39
29
57
27
57
27
55
55
55
33
57
43
31
31
31
27
31
31
31
31
53
Part
660—764
660-824
660-828
660-835
660-841
660-870
666-94
666-295
B—B
667
671-2
671-17
B-li
671
8-12
671
C-13
671
C-16
671
8-2
671
8-5
671
D—9
671
8—15
671
F—i
671
F—4
671
F-6
671
F—62
671
H-i
671
H-iA
671
H—lB
671
H—iD
671
H—1E
671
H-iF
671
H—ic
671
H—1H
671
906
998-332
999—127
999—139
999-140
999—i4i.
999—146
999—217
C
1025
RM2B13—1
RM2B13-4
8
RM2850
B
RM2B71
8
RM2997
RM3287—2
RM3320—i
RM3384-1
RM4O9B-1
A
6042
A
8372
11635
B
12538
12865
A
12935
12957
E
14077
A
14077
H
21104
V
21104
AA
21104
C
21113
F
21113
S-4
21114
T
21114
U
21114
W-2
21130
W-3
21130
DR
21227
CR
21237
CT
21237
CW
21237
BK
21237
OM
21237
ON
21237
Page
No.
33
43
31
33
31
55
33
31
27
55
27
55
55
27
55
55
55
55
55
55
27
55
27
53
53
53
53
53
53
53
53
53
55
55
55
55
53
55
55
41
31
31
55
55
55
55
55
55
55
43
35,39,47
55
47
47
53
47
43
37,39
57
57
57
57
57
57
57
57
57
57
57
27
31
31
27
31
31
Part
No.
21375
21375
21388
21393
21695
21695
22503
22513
22513
22513
22524
22528
22541
22541
22559
22561
22562
22564
22565
22565
22565
22565
22565
22565
22566
22569
22569
22569
22569
22569
22569
22569
22569
22571
22585
22585
22585
22586
22587
22587
22588
22588
22593
22596
22596
22597
22635
22658
22658
22658
22652
22652
22653
22657
22716
22716
22726
22729
22729
22729
22729
22738
22738
22738
22743
22747
22758
22768
22768
22769
22781
22781
88
BR
AU
AC
AT
AU
F
C
8
B
H
A
8
C
0
F
H
S
B
B
C
8
G
K
T
X
£
A
8
8
T
J
M
J
K
£
H
£
C—12
CB—4
CD—4
CE—6
8—12
8—6
B—12
8—12
A
A
A
B
B
£
B
8
B
£
B
C
B
A
Page
No.
57
31
57
57
27
27
41
29
45
37,39
43
35,39
27
31,35,39
45
35
41
27
27,41
57
27
27,33,
35,39
41
27,41
47
27
27,29,35
39,47
47
29,39,47
35,39
27
31
33
27
43
45
27
31
43
33
43
53
45
37,39
33
47
31
,57
31
33,57
57
31
31
43
29
53
53
47
45
43
41,53
41
43,51
49
47
27,45
33
47
39,41,49,
51
33
33
47
33,35,39
Part
No.
22782
22791
22797
22799
22799
22806
22810
22819
22820
22825
22847
22873
22892
22894
22894
28604
29126
29477
29477
29477
29481
V29941
39151
39158
39501
39501
39501
39501
39501
39501
39501
G39501
39503
39583
39503
39583
39505
39505
39505
39585
39505
39585
39505
39505
39505
39505
39505
39508
39508
39520
39520
39520
39520
39528
39520
3952D
39528
39521
39521
39524
39524
39524
29524
39524
39524
39524
39524
39524
39524
39524
39525
39525
39525
39525
39525
A
H
A
B
AE
A
A
8
C
8
C
AE
8
OF
8W
MC
MS
C
A
U
B
K
M
AP
DC
DO
DC
B
A
C
8
L
B
C
£
F
H
J
K
AB
AC
AL
BH
A
B
A
B
H
C
AB
AC
AS
OH
B
H
8—3/32
B—i/B
8-5/32
C-3/32
C—i/B
B
J
AB1/B
A8—5/32
AC
AV
8
£
H
J
K
Page
No.
37,39
47
35
45
51
47
57
49
57
53
47
45
43
41
27,41
57
41
27
33
33
45
53
41
29
29
27,29
29
29
29
29
29
29
47
47
47
45
49
49
49,51
51
51
39,49
39,49
49,51
51
51
51
41
41
49
49
51
49
51
51
49
51
33
33
49
49
49
49
49
51
49
51
51
51
49
45
45
43
43
45
58
Page 59

NUMERIC/\L
INDEX
BE
PARTS
Part
No.
39525
39525
Go39525
39526
39526
39526
39526
39528
39530
39530
39530
39530
39530
39530
39530
39530
39530
39530
39531
39532
39532
39534
39534
39534
39534
39534
39535
39535
39535
39535
39535
39536
39536
39536
39536
39536
39536
39536
39536
39536
39536
39536
39536
39538
39540
39540
39540
39540
39540
39540
39540
39540
39540
39540
39540
39541
39541
39542
39543
39543
39543
39543
39543
39543
39543
39543
39543
39543
39543
39543
39544
39544
39544
39544
39544
I
R
N
B
II
AD
AC
PH
B
C
E
6
P
R
S
U
PH
AD
A
0
6
R
AF
RB
C
0
F
V
W
D
E
CT
CU
CV
CW
CX
CV
CZ
DA
08
DC
A
M-5
M-7
M-8
M-9
M—10
14—12
14-14
14-18
14-20
14—30
R
C
0
4
E
14
P
S
T
W
X
V
7
AA
AC
AF
B
D
3
N
1/2
.
..
41
35,39
41
41
41
41
41
41
41
Page
43
43
43
49
51
49,51
51
51
49,51
51
49
51
51
.49,51
51
51
51
47
51
29
29
35
35,39
27
35,39
27,53
35,39
35,3g
39
35,39
35
39
35,39
35
37,39
35,39
35
35
35,39
31
31
53
53
35,39
39
35
35
37
35
37
37
35
37
35,37
39
33
31
31
41
41
41
41
41
41
41
37,39
No.
Part
39544
39544
39544
39544
39549
39549
39550
39550
39550
39550
39550
39550
39550
39550
39550
39550
39550
39550
39551
39551
39552
39552
39552
39552
39552
39552
39552
39552
39552
39555
39555
39555
39555
39555
39555
39555
39556
39556
39556
39556
39556
39556
39556
39557
39557
39557
39557
39557
39557
39560
39560
39563
39563
39563
39563
39563
39563
39568
39568
39568
39568
39568
39b68
39568
39568
39568
39570
39570
39571
39571
39571
39571
39572
39573
39573
No.
AC
AH
C
Cd
8
C
0
F
A
E
A
B
D
II
N
P
PA
AC
B
0
E
6
3
L
W
AA
AD
AD
AG
Ad
B
C
0
F
P
P
AA
A
D
3
L
M
N
T
A
B
C
E
F
H
S
U
V
X
C
Cd
C
C
3
K
M
T
7
AD
AC
AD
AE
AF
H
3
P
P
U
7
37,39
37,39
37
47
47
47
47
33
33
47
27
47
47
47
47
35
47
27
27
27
27
27
27
41
41
47
47
47
37
39
37,39
47
47
47
27
27,45
47
47
37
37,39
43
43
43
43
43
43
43
43
43
Page
No.
41
41
41
33
43
43
43
43
45
45
45
45
45
43
43
43
43
43
37
37,39
33
37,39
33
37,39
37
37
Part
No.
39573
39573
39573
39573
39573
39573
39578
39578
39578
39578
39578
39578
39578
39578
G39578
39580
39580
39580
39580
39580
39582
39582
39582
39582
39582
39582
39582
39582
39582
39582
39582
39582
39582
39582
39582
39582
39582
39589
39589
39589
39589
39589
39589
39589
39589
39589
39589
39589
39589
39589
39589
39589
39590
39590
39590
39590
39590
39590
39590
39590
39591
39591
39591
39592
39592
39592
39592
39592
39592
39592
39592
39592
39592
39592
39592
II
3
K
AA
AD
AC
F
P
T
U
V
AL
AX
AV
M
A
E
F
AE
BA
D
F
H
3
1<
85
87
OP
DS
DI
0U
DV
DY
07
FA
EN
ES
AA
AB
AC
AD
AE—i/2
AE—3/4
AE—i
AF
AG
PiH
Ad
AK-lI?
AK-3/4
AK—i
AL
0
H
3
N
1
Y
Z
AD
A
B
K
0
E
W
7
PA
AR
AC
AD
AF
AG-3
PH
AK
47
47
33
33
33
57
57
57
47
47
47
47
47
47
47
31
31
29
31
31
45
45
45
45
45
45
45
45
45
45
45
45
45
45
45
33
33
33
33
33
33
33
33
Page
No.
43
43
33
33
53
53
29
35,39
29
29
35
29
29
29
35,39
43
43
43
43
45
29
31
29
29
29
45
27
31
27
31
31
27
Part
No.
39592
39592
39592
39592
39592
39592
39592
39593
39593
39593
39594
39594
39594
39594
39594
39594
39595
39597
39597
39597
39597
39743
39772
39835
39843
39855
39868
39878
39880
39899
41071
43139
43443
C50043
C50093
51292
51295
53634
53658
55235
55235
60078
61303
79077
80265
95073
95151
95250
95910
A
95910
99373
99563
A—155
99663
99664
A
99664
C
99665
99665
A
99669
K
99670
L
99675-1500
99676
MA
99677
HA
99677
HB
99677
HO
99679
99683
E
99683
3
99683
K
99683
CC
99683
HC—155
99697
DA
AL
AM
AR-i
AR—2
AR-4
AR-5
AR—8
C
0
H
6
H
N
R
X
V
A
L
AD
AS
6
H
H
C
N
A
G
A
Q
F
U
F-i
B
C
A
0
E
7
0
B
C
KA
Page
No.
47
47
47
47
47
47
47
27
27
27
29
29
33,37,
39,41
27
31
27
51
49,51
49
51
49
41
43
35,39
41
47
47
29
43
57
29,53
47
29
37,39
31
55
31
35,39
47
43
43
53
45
45
53
55
55
55
53
53
53
55
53
47
53
53
53
53
53
55
53
53
53
53
29
55
55
55
55
55
53
59
Page 60

ii’
I
WORLDWIDE
Union
service
offices
sewing
Union
servicemen
serve
Whatever
Corporation
with
Itisimportant
COLUMBIA®
Special
most
machines.
Special
facilities
will
equipment
Special
your
him
today.
Corporation,
complete
your
.:
Corporation
throughout
in
you
aid
for
Corporation
factory
are
needs
location,
representative
remember
to
machines
of
line
f
the
your
trained
promptly
there
are
thus
the
I
I
\
\
SALES
maintains
the
selection
particular
representatives
and
and
is
to
serve
that
products
also
offering
Finest
world.
Union
a
LEWIS®
the
Quality
I
/43—
r
AND
These
the
able
Special
Check
Union
of
sewing
and
right
and
and
the
sales
of
operation.
are
efficiently.
you.
industry
I
I
/
SERVICE
to
g:j/
Norcross,
Chicago,
Dallas,
Commerce,
New
Philadelphia,
Opa-Locka,
Montreal,
Toronto,
Brussels,
Leicester,
Paris,
Stuttgart,
Hong
Osaka,
Other
all
IL
TX
York,
Ontario
France
Kong
Japan
Representatives
the
of
parts
GA
CA
NY
PA
FL
Quebec
Belgium
England
Germany
W.
world
throughout
U
Finest
Union
Union
ZZ5trajSwiflg
Quatity
Special
Special,
Corporation,
GmbH,
400
Schwabstrasse
N.
Franklin
33.
Street,
D-7000
Stuttgart
Chicago.
Equipment
A
U
60610.
IL
1.
West
S
Germany.
Printed
in
U.S.A.
 Loading...
Loading...