

Page 1
®
INDUSTRIAL
SEWING
F
INE
ST
STYLE
39
SOOAD
QUALITY
LEWIS
•
COLUMBIA
MACHINES
CLASS
39500
CATALOG
No.
103AD
HIGH
CHICAGO
STREAMLINED
SPEED
OVERSEAMERS
-
Page 2
Catalog
No.
103
AD
(Supplement
ADJUSTING
to
Catalog
INSTRUCTIONS
FOR
AND
LIST
CLASS
OF
Style
39500
No.
OPERATING
PARTS
39500
AD
103
U)
The
Rig
ht
MA
INDUSTRIAL
parts
furnished
for
Union
s
Res
CHINE
listed
repairs
Fi
rst
Copyri
Specia
er
ved
SEWING
CHICAGO
in
this
at
li
s t
pric
o n
ly.
E
dition
g
ht
1960
by
l
Machine
in
All
Countries
COMPAN
MACHINES
catalo
es
Co.
Y
g
Printed
in
2
U.S.A.
Page 3
Each
name
Union
plate.
Special
IDENTIFICATION
machine
is
identified
OF
MACHINE
by a Style
number
which
is
stamped
into
the
Machines
letters.
Style
standard
Parts
For
parts.
description,
39500
can
to
direction,
while
Two
Feed,
System.
Example:
of a machine.
Style
This
catalog
illustrated
clarity,
Opposite
Adjusting
AD.
This
catalog
also
be
seated
Needle,
Trimming
similar
"39500".
identification
is a supplement
in
this
certain
the
and
and
applied
suchas
at
Two
39500
illustration
amount
operating
applies
with
right,
the
machine.
Looper,
Mechanism
in
construction
Example:
to
APPLICATION
catalog
S,
required.
instructions
specifically
discretion,
left,
Four
Letters
"39500
specify
to
Catalog
represent
T,
and U parts
page,
Operating
with
parts
to
to
front,
STYLE
Thread,
Spring
are
grouped
suffixed
AD".
machine
OF
No. 103 U
parts
are
are
included
the
standard
some
Special
back,
etc.,
direction
OF
MACillNE
Overseaming
Pressed
by a Class
to a Class
Letter
is
CATALOG
identified
of
"Special"
not
shown
represent
Style
machines
are
of
Lower
"Z"
and
used
in
taken
handwheel
Machine.
number,
number
is
reserved
construction.
should
in
39500
phantom
by
detail
only
of
machine
ofClass
from
Knife,
which
indicates
as a suffix
be
used
S,
T,
or U machines.
to
help
locate
number,
areas
the
is
away
Intermittent
Automatic
concerned
as
listed
39500.
operator's
from
contains
the
standard
in
conjunction.
39500
part
number,
herein
References
position
operator.
Differential
Lubricating
to
with
no
the
AD
and
39500
before
oil
on
reservoir
magnetic
the
the
on
midway
symbol
AD
house
press
pressure
specification
ratio
setting
CAUTION!
beginning
of a Jaybolt
Machine
front
Machine
Drain
crank
Each
kind
the
needle
For
seaming
dresses,
controlled
plate
up
to 3 to 1 depending
14
per
is
of
machine.
is
filled.
plug
screw
case.
Union
ofshank,
shank,
betweenshankand
which
children's
intermittent
attachment.
512-SSa-1.
inch.
Oil
was
to
operate.
viscosity
filled
is
with
Red
automatically
Check
screw
designed
It
should
Special
point,
denotes
given
and
intermittently
drained
Oil
of
200
oil
at
bulb
oil
daily
is
located
to
accumulate
be
needle
length,
largest
eye.
on
the
wear,
differential
Three
Standard
on
stitch
from
capacity
to
250
spring
on
oil
lubricated.
before
at
back
removed
has
both
groove,
diameter
Collectively,
label
of
gathering operations
ladies'
width
OILING
machine
seconds
cap
level
possible
and
NEEDLES
finishandotherdetails.
undergarments
feed
thread
length.
of
in
No
the
of
cleaned
type and size
all
overedge
of
seam
when
Class
at
top
cover.
indicator
oiling is
morning
machine
forei
of
blad
type and
needles
from
Stitch
395go
100
periodically.
e,
and
left
shipped,
is
Fahrenheit
Oil
should
necessary,
start.
near
gn
materials
number.
measured
size
packaged
on
pajamas,
and
similar
independent
and
reinforcing
needle
range 8 to
so
six
ounces. A straight mineral
level
show
Add
bottom
Thesizenumb
in
numberrepresenttheco
and
swing-out
17/64
20
reservoir
should
is
checked
between
other
oil
as
edge
which
The
type
thousandths of
sold
bathing
articles.
stitch -seam
inch.
per
inch,
must
be
used.
at sig
gau
than
keeping main
required.
of base.
may
hav
numb
er
by
Union Specia
suits,
auxiliary
Gatherin
standard
be fill
ht gau
ge lines
It
e entere
er de
not
, stamp
an inch,
mplete
Kne
is a
e
g
ed
ge
.
d
es
ed
l.
3
Page 4
NEEDLES
(Continued)
Style
style
shallow
022,
To
a
sample
scription
Size
is
Type
spot,
025,
have
036".
39500
027,
needle
needle,
on
label.
Selection
Thread
should
formation.
use
Success
of
needles
in
by a reputation
manship
Release
(S,
Fig.
ating
socket
about
withdraw
for
1)
and
direction
wrench
1/4
turn.
needles.
more
pressure
AD
uses
154GAS.
long
029,
tapered
032,
orders
or
the
A
complete
of
proper
pass
the
operation
freely
packaged
for
producing
than
swing
until
presser
needles
No. 21388
Again
curved
It
is a curved
point,
036,
040,
promptly
type
and
order
needle
through
of
Union
under
our
highest
three-quarters
CHANGING
on
presser
arm
are
at
AU,
furnished
turn
handwheel
blade
struck
size
size
needle
brand
foot
(H)
their
needles.
blade,
groove,
044.
and
accurately
number
would
read:
is
determined
eye
Special
name,
quality
of a century.
NEEDLES
by
turning
out
of
position.
lowest
with
until
needles
The
standard
chromium
should
"1
000
{n
order
machines
~
needles
presser
point
machine,
standard
length,
filled,
be
Needles,
by
to
can
in
Turn
of
travel.
loosen
are
needle
single
an
plated
empty
in
packag
forwarded.
size
Type
of
154GAS,
thread
produce a good
be
secured
which
materials
foot
release
handwheel
Using
needle
at
their
is
and
hexagonal
clamp
high
position;
in
for
this
groove,
sizes
Use
de -
used.
stit
only
backed
work-
bushing
oper-
nut
e,
ch
by
To
replace
to
the
left,
they
rest
until
holder
arm
{H)
After
up
through
adjustable
tension
hand
and
hole.
on
through
Only
Parts
It
are
will
threading
Before
ating
foot
of
direction
by
turning
position.
insert
against
is
to
position;
threads
back
thread
thread
Then
parts
placed
simplify
lower
beginning
needles,
needles
stop
again
at
come
eyelets.
guide.
guide
wire
thread
thread
involved
in
their
threading
looper
until
needles
presser
leave
pin.
its
re-lock
needle
in
holder,
Keeping
low
point
presser
THREAD
from
then
cones
down
Next.
(A).
down
continues
guide
(B).
in
threading
relative
this
first.
to
thread, swing
foot
upper
(L)
are
release
holder
one
on
needles
of
travel;
foot
STAND
on
thread
through
they
are
threaded
through
between
THREADING
are
shown
positions
machine
looper
cloth
at
high
position.
bushing
at
high
each
in
then
release
stand
front
right
tension
for
to
follow
second,
plate
{S);
position
side
of
this
position,
tighten
bushing
(Z.
Fig.
eyelets
through
hand
discs
in
threading
clarity.
recommended
and
open.
turn
release
and
swing
spacer
nut.
(S).
1).
(Y)
each
hole
(U),
needles
handwheel
pressure
presser
and,
washer,
turn
Return
they
and
pair
and
up
through
diagram
third.
with
the
handwheel
presser
are
brought
through
of
holes
through
slot
(Fig.
sequence
in
on
presser
arm
oper-
(H)
flats
until
the
in
left
{T).
1).
of
out
\
Be
sure
tension
discs
threads,
(U)
and
as
they
in
diagonal
come
from
slots
the
(T)
tension
in
tension
4
thread
posts
guide,
(V).
are
between
Page 5
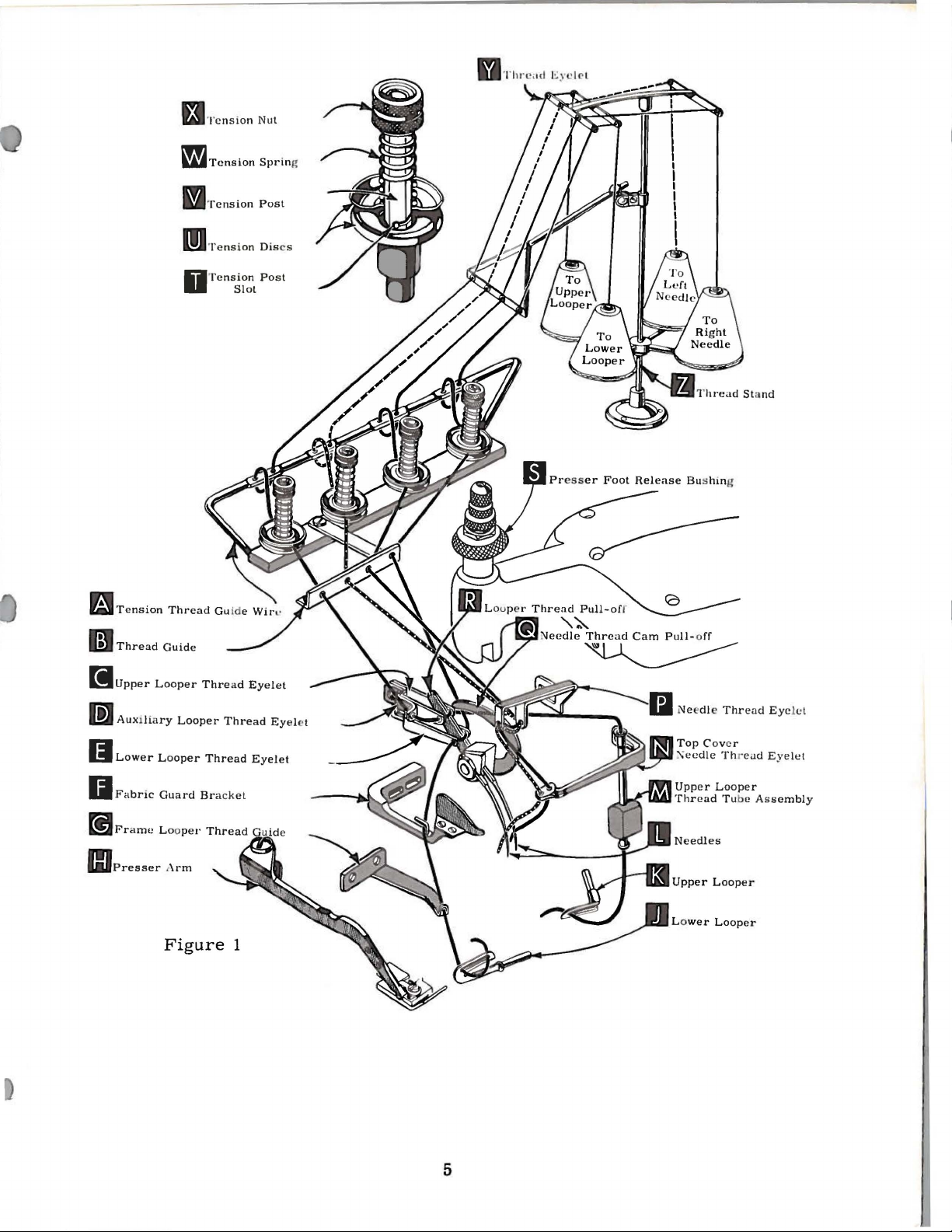
t3Tension
Nut
riTension
mTension
~~~Tension
T
D
ension
Slot
Sprin
Post
Dis
Post
g
cs
liJ
Thread
rilupper
m
II
Lower
~~Fabric
~~~Presser
Auxilia
Guide
Looper
Thre
ry
Looper
L o
oper
Thread
Guard Brack
A
rm
Figure
ad
Eyelet
Thread
et
1
Eyel
Eyelet
et
Needle Thre
Top
Cove r
:\e
edle Threa
Upp
er
Loop
Thread Tube As
wer
Lo
er
Looper
ad E yel
d Eyelet
sembl
et
y
5
Page 6

TO
THRE
D
LOWER
LOOPER
Double
eyelet
thread
looper
lower
left
to
in
left
Turn
thread
throu
gh
thread
looper
and
down
push
tube
CAUTION!
passing
Turn
highest
eyes
of
through
end
of
(E,
Fig.
1)
pull-off
(R).
thread guide
looper
right.
(J)
Left
is
hand.
handwheel
through
both
must
thread
auxiliary
eyes
pass
tube
through
down,
then
Be
from
tube
handwheel
position.
needle
hole
in
thread
top
thread
from
right
Lead
(G).
all
the
eye
of
TO
until
of
upper
in
front
assembly
thread
insert
sure
assembly
in
operating
Insert
eyelet
cover
and
thread
Turn
way
lower
THREAD
point
looper
looper
of
looper
tube
thread
upper
to
TO
THREAD
both
needle
lead
it
to left.
behind
hand
to
the
looper
of
thread
thread
(M),
lead
assembly
throu
looper
upper
direction
needle
(P),
under
thread
through
Note:
wheel
left;
UPPER
upper
thread
thread
looper
THE
threads
eyelet
thread
fabric
in
then
can
be
looper
eyelet
eyelet
pull-off
thread
(M).
gh
upper
NEEDLE
until
neck
both
guard
operating
thread
threaded
LOOPER
(K)
(D)
(C)
under
Pull
looper
is
under
eye.
needles
from
of
top
(N).
eyes
must
through
is
from
from
(R).
neck
thread
lower
(L,
right
cover
Thread
of
lower
pass
(F)
and
direction
easily
all
the
back
left
After
of
top
out
eye
from
looper
F i
to
left,
casting;
needles
looper
in
front
through
both
if
tweezers
way
to
to
right.
pulling
cover
bottom
front
g.
1)
through
of
until
eyes
left.
front,
up
thread
are
then
from
thread
loop
fram
heel
from
are
Lead
then
Note:
upper
casting
of
tube;
to bac
when
at
their
both
down
front.
e r
e
of
k.
The
amount
knurled
to
secure
tension
proper
PRESSER
Sufficient
be
maintained.
de
crease
lo
ck
nut
pressure
amount
(A, F ig . 2)
Adjusting screw
increases
Wh
en
set, tig
on
throat
under
from
(D) aga
Feed
imately
e
ccentrics
main
number
machine
pressu
hten
surface
the
top
inst
eccentrics
10
feed.
of
will
pressure,
re adjusting screw
lock
plate,
is
surface
locking
stitches
are
Minor
stitches
be
of
tension
nuts
(X,
Fig.
stitch
formation.
FOOT
to
feed
Should
of
it
be
pressure
and
has a right
loosening
nut
(A).
position
approximately
of
adjusting
nut
(C).
used
in this m a
per inch.
No.
39540-10
numb
er s
when using
shipped
with
THREAD
on
needle
1 ).
PRESSURE
work uni
necessary
on
turn
hand
adjusting
thread;
decreases
(B)
With
presser
locking
1 I 32
FEED
It
for
of the
above
TENSIO
and
Tension
formly
to
presser
foot,
so
has
been
foot
nut
(C)
inch
to
screw
(B).
ECCENTRICS
chine
will
the dif
have
be
ferential
part
that
eccentric.
combination
6
N
looper
on
threads
should
increase
loosen
screw
tightening
pressure.
properly
resting
so
that
1 I
16
Set
been
not
ed
symbols
threads
or
(B).
its
inch
cap
selected
that
the par t
feed
and No. 3954
indicate
Unless
of
eccentrics.
is
regulated
should
be
Fig.
to
produce approx-
numbers
approximately
otherwise
by
four
only enough
2
of f
eed
0-12
for
the
the
specified,
Page 7

FEED
ECCENTRICS
(Continued)
Following stit c h
5, 6, 7, 8, 9,
36,
40.
Only
trics
a
may
minor
be
numb
"39540-12".
Before
g
uard,
suggested
upper
sequence:
number
10,
11,
one eccentric
ordered
er
suffixed
ASSEMBLING
assembling
knife
assembly,
in
p o s
should
above
Move
(A,
clamp
the
feed
12, 13, 14,
is
supplied
separately.
to
indicate
AND
sewing
parts,
lower
SETTING
With
the
it
the
front
ion,
be
end
set
throat
needle
Fig.
3),
screw
throat
plate.
eccentrics
15,
16,
with
To
order
number
ADJUSTING
remove cloth
knife
THE
throat
needle
of
plate
needle
points
15 I 32
plate
(Fig.
driving arm
by
loosening
(B).
Remove
are
available
18,
20, 22,
each
an
eccentric,
of
SEWING
holder
NEEDLE
in
position,
slots.
inch
3).
24, 26 ,
machine.
stitches
plate,
assembly;
When
under
Additional
use
desired.
PARTS
fabric
needles
needles
No.
28,
No.
then
should
39540-
30,
32,
39540
Example:
guard,
follow
are
at
4,
34,
eccen-
with
chip
this
center
high
~::::..1.
...
.-
~---
Fig.
Fig.
3
5
pull-off(A,
looper
separate
thread
When
~
pull-off
take
driving
If
needle
thread
by
pull-off
re-tightening
screw,
up
end
arm.
At
sert
lower
Fig.
With
the
at
the
stroke,
inch
left
usin
No.
from
needle
g
21225-1116.
Set
Sl
ble, wit
movement
to
deflect
(B)
is
there
and
lower
thread
Fig.
4)
overlaps
pull-off
moving looper
to
back.
looper
be
sure
play
in
needle
this
point,
looper
6)
into
ba r
lower
left
set poi
loop
end of
nt
center
(Fig.
loop
er
gauge
SETTING
rear
hout
of
needl
inte
lower
needles forward . 002-.
used
is
to
no
interferenc
set r e
looper.
cam
(B),
to
in(A,
(B).
er
its
1 I 16
of
6),
THE
e g ua
r fe r ing
knife hol
REAR
rd
NEEDLE
(A,
Fig
with either
der,
ar
need
l e g
e b etween re
Fig.
Fi
.
5)
but
004
uard.
4
g . 6
GUARD
as high
lower
still
inch.
ar
needl
as pos-
loop
er
in
position
Sc r ew
Make sur
e gua
or
e
rd
7
Page 8

SETTING
THE
LOWER
LOOPER
Now,
moves
of
the
ward
Assemble
looper
guard
Use
screw
setting,
guards
finish
to
the
left
needle
from
SETTING
is
springing
as
closely
(D)
make
and
lower
right,
(A,
rear
guard
THE
front
needle
needles
as
to
adjust
sure
there
differential
(B)
pushed
looper
in
in
shank
looper
its
point
Fig.
7)
surface
FRONT
guard
possible
and
is
feed
Insert
holds
place.
the
shaft.
extends
adjustm
ent .
should
until the needl
another
NEEDLE
(C,
Fig.
off
back
guard,
to
needles
set
front
no
interference
dog.
SETTING
upper
upper
in
or
holder
Screw
out
into
looper
or
(C)
Locate
1 I 1 6
As lower
be set
into the
es s
.
002-.
pring for-
004
GUARD
5).
When
set
front
without
touching.
needle guard.
between
looper
turned
upper
on
upper
to
THE
clamp
3 I 32
(A,
in
its
looper
UPPER
Fig.
around
looper
inch
looper
s c
arf
inch.
lower
needle
After
needle
8)
holder,
its
shaft,
holds
beyond
LOOPER
in
its
and
shank.
if
the
upper
in
its
Fi
holder.
permits
it
is
looper
holder
holder.
g . 7
Insert
not
so
Screw
it
to
be
upper
already
holder
that
the
Fi
Fig.
Dimension
clockwise
by
pulling
changes
shank
slightly
g. 8
9
looking
upper
are
made,
17 I 32
from
looper
to
maintain
When
upper
shank
out
the
looper
back
By
of
upper
looper
looper
the
left
0.
002
Next,
per
looper
travel.
looper
needle
resetting
the
upper
Figure
setting.
inch
is
left
holder
it
may
the
of
adjusting
looper
around
point
to
of
the
0.
to
004
turn
is
Check
point
and
with
throat
is
necessary,
looper
10
represents
increased
end
of
left,
be
necessary
the
condition
upper
holder
vertical
looper
shaft
its
cross
lower
clearance
the
handwheel
at
the
dimensions
respect
plate
holder
by
machine.
out
looper
should
(Flg.
and
shank,
lower
looper
left
(Fig.
do
(A,
the
turning
of
the
to
shown
is
at
the
be
set
to
8).
holder
by
turning
set
in
upper
looper
eye
with
(Fig.
to
until
end
of
the
upof
upper
right
10).
it
by
moving
Fig.
10).
dimensional
upper
Dimension
upper
turn
in
the
Fig.
looper
upper
right
position
or
to
9) .
its
If
looper
1 I 8
9.
end
of
its
upper
Fig.
holder
inch
shaft.
10
counter-
is
increased
After
looper around
stroke,
looper
these
its
8
Page 9

SETTING
THE
UPPER
LOOPER
(C
ontinued)
When
quickly
when
the
upper
Check
a
nd needle
of
upp
rotat
from
of Fig. 9,
feed
dogs
differential
c
haining feed dog
the
as
follows:
upper
looper
looper
setting to
on nee
er loope
e looper a
left e
nd
10,
at
their
feed dogs (A, B)
correct
settin
As
eye centers
and needle s ho
avoid
dle
downstroke.
r,
pull
looper
short
of
distance
machine.
11.
Fig.
highest
is
made
g is o
upp
er looper
interference
out
Reset
12
point
should
as
on
btained,
on the needl
is
moving
it can
e,
uld align exactly
between
If
of
its
counter-
to
of
travel,
be
integral
needle
holder
clockwise,
maintain
3/64
rubs
the
inch
part
be
checked
to
the
right,
the
eyes
(Fig.
upper
looper
the
slightly
looking
dimensions
SETTING
Assemble
differential
Fig.
12).
feed
with
by
ing
dog3
respect
rotating
pin
lowers
bar.
The
level
at
appear
Screw
adjusting
top
of
the
above
of
the
main
of
11).
back
and
(C).
the
feed
the
above
(D)
pin
teeth
the
Fig.
THE
FEED
the
main
feed dogs (A,
Main
feed
should
to
feed
This
back
dogs
time
the
locks
in
on
throat
and
differential
be
the
throat
tilting
pin
end
of
should
the
throat
feed
place.
the
plate.
dog.
teeth
11
DOGS
leveled
adjust-
raises
the
be
plate.
tilting
With
main
and
B,
plate
or
feed
set
first
the
and
The
Replace
knife
flush
made
knife.
knife,
width
(A,
with
with
Lower
so
of
Lower
tightening
port
latch
always
bracket.
pin
be
tightened
Replace
knife
clamp
guard
inch
(D,
(F)
(J)
behind
SETTING
lower
Fig.
throat
hexagonal
knife
no
lateral
trim
is
knife
screw
for
the
locked
against
SETTING
upper
Fig.
13)
in
its
should
the
cutting
THE
knife
13)
should
plate
is
adjustment
changed.
may
(B)
and
Because
cloth
with
lower
THE
knife
in
position,
most
be
positioned
LOWER
holder
be
assembly.
set
surface.
head
screw
spring pressed
is
be
secured
locking
screw
plate
nut
knife
(C)
nut
(B)
latch
even
holder.
UPPER
assembly.
setting
clockwise
edge
and
position
so
that
in
contact
KNIFE
with
cutting
Adjustments
which
holds
against
necessary
in
any
position
(C)
against
also
serves
spring,
when
screw
KNIFE
Clamp
nut
(E)
against
the
guarding
with
Lower
it
should
to
the
edge
are
lower
upper
when
by
sup-
as
is
not
upper
hold
upper
section
tops
knife.
is
urface
Fig.
Upper
13
knife
approximately
of
the
upper
chain
1/64
knife.
9
Page 10

not
At
less
the
than
bottom
1/64
SETTING
of
its
stroke.
inch
below
THE
cutting
UPPER
front
KNIFE
cutting
edge
of
(Continued)
edge
of
lower
upper
knife.
knife
should
extend
After
tightened
resetting
upperknife
to
lock
when
upper
Differential3 plain3 or
ential
the
lever(A)
top
Amount
and
(located
clockwise
creases
clockwise
the
are
feed
action
micrometer
The
position
is
governed
stop
(B)
and
of
movement
{C)
determines
Rotation
near
(moving
differential
turn
The
micrometer
top
stop
is
encountered.
adjusting
of
the
of
tension
acts
ideal
has
the
upper
knife
SETTING
is
obtainable
the
differential
bytwo
lower
by
feed
adjusting
top
action.
the
adjusting
for
been
set
knife
is
replaced.
THE
reverse
thru
screw
settings--the
stop
screw
lever
between
action.
thumbscrew
post
stop
down)
A
reverse.
screw
continuous
for
proper
holding
block
DIFFERENTIAL
differ-
use
of
(Fig.
14).
control
(C).
(B)
assembly)
in-
counter-
for
shirring
width
(H)
in
of
place.
RATIO
operations
trim3 screw(G)
This
Fig.
where
will
14
various
must
simplif
sizes
be
y
For
intermittent
sothe
for
adjusting
upper
position.
The 3 to 1 ratio
differential
maximum
Be
Pa
ge 5).
horizontal
slowly.
off
the
sew
slowly.
While
all
needle
thread
to
pull
at
bottom
cam
pull-off
differential
sure
With
and
without
tongue
sewing
thread
should
down
of
screw
feed
dogs
machine
thread
in
the
presser
freely.
on
be
just
slightly
stroke,
(Q)
just
operations3 it
stop(B)
machines
from
3
striking
and
STARTING
is
threaded
tensions
middle
foot
in
Swing
NEEDLE
material,
is
drawn
tight
if
excessive
on
enough
position
contacts
may
isforlower
are
screw
light.
of
their
place.
presser
THREAD
check
needle
to
thread
needle
needle
be
advantageous
stop.
equipped
the
throat
should
TO
not
OPERATE
according
set
looper
front
to
foot
to
make
into
CONTROL
needle
thread
down
feed
cha
is
pulled
thread
thread.
and
the
with a stop
plate
be
to
when a machine
removed.
threading
thread
back
locations.
sure
that
position,
control
stroke.
in
off
stitch
on
the
eyelet
(P,
to
reverse
stationary
screw
eyelets
chain
insert
as
At
top
tongue.
up
stroke.
Fig.
{D)
diagram
(C
and
Operate
forms
material,
follows:
of
needle
Stitch
With
1)
so
the
stops--
stop
to
prevent
is
(Fig.
E)
machine
and
Usually
that
(C)
set
about
moves
and
stroke,
tends
needle
needle
is
at
1.
10
Page 11

With
back
far
its
most
distance
should
heel
eyelet
material
enough
rearward
behind
be
set
with
at
LOWER
under
so
thread
position.
needle
its
the
time
presser
is a little
thread
eyelet
lower
LOOPER
foot,
THREAD
set
slack
Looper
cam
thread
pull-off
approximately
looper
CONTROL
lower
looper
thread
eyelet
whenlooperthread,pull-off(R)
is
pull-off
(Q).
1/8
at
Frame
inch
extreme
to
(R)
looper
right
left
is
set
ofl9wer
end
about
thread
of
(E,
Fig.
reaches
1/8
guide
looper
its
travel.
1)
inch
(G)
(J)
While
A
portion
lower
drawn
lower
looper
Before
all
four
tensions
During
will
draw
thread
looper
To
Fig.
1)
better
sewing
of
looper
through
proceeding
tensions
will
needle
upper
is
drawn,
thread
movethe
should
to
have
lower
thread.
the
thread
to
not
markedly
thread
pull-off
purlmore
be
slightly
on
material,
looper
thread
comes
tension
eyelet
while
(E)
UPPER
to
adjust
give a normal
effect
down
stroke,
through
upper
looper
reaches
POSITIONING
underthe
raised
keeping
more
check
should
off
upper
lower
down,
keeping
LOOPER
upper
appearing
the
forward
the
thread
its
most
the
pull-off
drawing
be
drawn
looper.
looperthread
the
THREAD
looper
thread
purl.
stroke
tension.
will
have
rearward
THE
edge,
bothlooperthreadeyelets
same
on
upper
off
To
same
CONTROL
stitch.
of
When
almost
position.
PURL
amount
thread
of
looper
through
increase
is
on
amount
eyelet
Moderate
looper
normal
of
pull-off.
than
the
upper
(
C,
thread
all
thread
tension
amount
looper,
of
pull-off
Fig.
change
amount
slack
on
lower
as
follows:
of
action.
1),
balance
in
pull-off
of
looper
taken
(C
and
Usually
thread.
before
thread
move
these
(R)
up
as
E,
it
is
If
it
up
all
located
the
purl
will
form
The
material
as
high
looper
the
chain
becomes
end
play
so
that
will
nearer
needle
being
as
possible
thread
increases,
necessaryto
in
it
tend
to
bottom
thread
sewn.
tension
needle
is
higher
form
edge.
tension
In
without
should
or
until
move
drive
over
near
top
THREAD
general,
causing
be
the
looper
shaft
throat
edge.
TENSIONS
required
lower
needle
increased
purl
is
11
thread
before
plate
tightening.
than
If
upper
is a function
looper
thread
as
pulled
too
thread
long
pull-off
(R),
If
recommended
looper
of
is
too
needle
tension
to
be
pulled
as
the
far
over
the
be
sure
upper
in
low, the
should
down.
elasticity
top.
to take
loop
(Fi
g.
thread
er is
10),
purl
an
d
be set
Upp
er
of
Page 12

~
~
12
Page 13

The
the
Tor
parts
parts
U.
illustrated
that
are
on
used
the
preceding
on
Style
page
39500
AD.
and
but
described
are
not
on
used
this
on
page
Styles
represents
39500
s.
Those
common
Use
Catalog
Ref.
No.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
14A
14B
15
16
17
18
19
20
21
22
23
24
25
25A
25B
26
27
28
29
30
31
32
33
34
35
36
37
38
39
,40
parts
to
108
51292
51292
107
109
35792
39592
39563
39582
39582
39582
39563
39551
39552
22596
39551
39524
39525
39525
605
39556
22704
39556
39520
39597
39530
22768
39526
39505
8372
22728
39536
39536
39536
161
39536
161 A
22764
43139
22569
shown
Styles
No.
Part
No.
F-4
F-8
H
G
K
T
L
51-103
v
L
c
F
51-45
E
D
w
G
F
A
H ,
K
AD
AD
B
AD
AD
A
cc
25
A
AC
AA
AD
88
AB
A
c
in
39500
103
Blk.
·
phantom
AD
U
for
Tension
Tension
Tension
Tension
TensionDisc----------------------------Tension
Tension
Frame
Top
Top
Needle
Needle
Needle
Needle
Throat
Needle
Needle
Screw-----------------------------------
Presser
Screw----------------------------------Chain
Presser
views
and
39500
all
Cover-------------------------------
Oil
Hinge
Spring
Cover
Stop
Screw--------------------------------
Cutting
Stitch
Hinge
and
bearing
s. T
parts
Description
Post
Spring.
Spring.
Post
Post-----------------------------
Post
Thread
Filler
Pin
------------------------------Needle
Clamp
Driving
Pin------------------------------
----------------------------------
Spacer
Plate-----------------------------
Guard.
Guard.
Foot
Foot
Tongue------------------------Spring--------------------------
and
not
illustrated
Nut-------------------------
Looper
Needle
Ferrule---------------------
Mounting
Guide----------------------
Cover
---------------------------Thread
Stud------------------------
Arm
Washer
rear-----------------------
front
Hold
Knife-----------------------
----------------------------
Down
no
U.
Thread------------
Thread
Bracket
----------------------
Eyelet-----------
----------------------
--------------------
---------------------Plate
reference
or
described
------------
------------
-------------
numbers
Screw-------------------------------- 1
Differential
Main
Washer----------------------------------
Feed
Screw----------------------------------- 1
Screw----------------------------------Feed
Feed
Spring
Stop
Control
Control
Washer
Collar
Feed
Dog--------------------------.-
------------------------------
Dog---------------------
Adjustable
Mounting
---------------------------
Stop
Bracket
--------------
------------
Screw-------------------------------- 1
Feed
Stop
Control
Collar
Adjusting
------------------------------
Rod----------------
Screw-------------------------------- 1
Nut
-------------------------------------
Screw----------------------------------- 2
are
here.
Amt.
Req.
4
2
2
4
8
4
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
2
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
1
2
13
Page 14

Ref.
No.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
26A
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
Part
No.
21101
H-4
21114 H-4
22652 CD-4
21114 M
21114 L
21104 v
21114 w
258A
21114
652-16
S-4
21114
21114 M
21114 L
21114 D-4
22651
CD-5
21114 T
22651
CD-4
22810
21114 A
22651
CD-5
u
21114
652-16
21104 H
21104 B-20
660-168
21664
69
FD
21663
c
21665
69
FD
21662
SC330
21664 B
9271
98
21664 E
22557
A
43137 E
39536
AD
21664 c
SC30
3
421 D-10
21664 D
THREAD
Thread Stand,
EyeletSupport---------------------------------------------------------
Screw------------------------------------------------------------Eyelet Locking Ring
Eyelet-------------------------------------------------------------
Felt
Pad--------------------------------------------------------------
Spool
Pin
Nut------------------------------------------------------------------Spool Seat
Washer--------------------------------------------------------------LeadEye1et-----------------------------------------------------------
Eyelet
Eyelet-------------------------------------------------------------
Spool Seat Support
Screw-------------------------------------------------------------
Lead Eyelet Socket Ball
Screw-------------------------------------------------------------
Screw
re
ad Stand
Th
crew-------------------------------------------------------------
S
Lead Eyelet Ball
Washer--------------------------------------------------------------Nut------------------------------------------------------------------Thread
Knee
Press
Knee
Press Plate
Screw
Press Plate Rod-----------------------------------------------------
Knee
Knee
Pres
Screw
Kn
ee
Press
Screw--------------------------------------------------------------------
Press
Knee
Collar
--------------------------------------------
Screw
Connection
rew--------------------------------------------------------------------
Sc
Washer
Spring
B
Scr ew
Treadle
Bell
----------------
Washer------------------------------------------------------------
ellCrank
---------------------------------Chain
Crank--------------------------
STAND
Description Req.
complete----------------------------------------------------
------------------------------------------------------------Disc--------------------------------------------------------
Locking Ring
----------------------------------------------------------------
Base----------------------------------------------------
Stand
Rod------------------------------------------------------
Pad-----------------------------------------------------------
---------------------------------------------------------------s R
od
Connection
----------------------------------------------------------------
Bracket-------------------------------------------------------
Bracket
----------------------------------------------------------------
Rod-----------------------------------------------------------
Bracket---------------------------------------------------
-------------------------
AND
KNEE
PRESS ASSEMBLY
------------------------------------------------
------------------------------------------------
-----------------------------------------------------
------------------------------------------------
Split
Socket--------------------------------------------
NEE PRES
K
-----------------------
Shaft--------------------------------------------------
S PARTS
-
---------------------------------
------------------------------------------------
-
----------------------
-
----------------------------------------------
-
--------------------------------
---
--------------------------------
- -
--------------------------------
14
---1
- -
---
--
Amt.
- 1
1
1
2
8
8
4
4
8
4
4
1
4
4
1
2
1
2
1
1
2
2
1
1
1
1
1
1
1
1
2
1
2
1
2
2
1
1
1
1
2
1
Page 15

Sales Agents
UNION
SPECIAL
For
Also
Machines; (C)
Agent for
COLUMBIA
(L)
LEWIS
and
where marked.
AFRICA
KENYA,
NAIROBI
Tongonyiki,
MAURITIUS,
Machinos) Hall, Genova, Langlois, Ltd.,
Nowlan
MOROCCO,
Soldot Sonchoz.
REPUBLIC
2166
Un
ion of South Africa.)
SOUTHERN
NYASALAND,
Bros. (R
SALISBURY-(Tox
bury) Pvt.
ch
inos) South African
Angwa
SUDAN
305.
TUNISIA,
8
Ruo
UNION
Machinos)
~~https://manualmachine.com/:~
58 Quean St.
i?~~Nta~S~~y~?u~~.a~flv~~~~B~:~~~~e
BLOMFONTEIN
Breo
38 Argyle St.;
PIETERMARITZBURG,
WORCESTER.
- Pollack (E.A.)
Cotner
Hou5&,
PORT
LOUI
St
.•
1'.0.
Box
CASABLANCA-R. Geissmann & Fils,
(L)
OF
CONGO,
(sub .
agont
Borzack Bros.
RHODESIA,
BULAWAYO
hodesia), 16·14th Ave.
tlle Machinos) Berzack Bros. (Salis-
Ltd
.,
102
Sts.
, KHARTOUM-Franco Pinto (Sudan)
TUNIS-camptoir
du
18 Janvior 1952. (l)
OF
SOUTH
AFRICA,
Borzack
Bros.,
.!i2-~~t
~~~;,:,'c
(L)
- 53 Zostron St.;
Sts.;
DURBAN-22
PORT
AUSTRALIA
Sole Distributor- Capron, Carter (Ply.)
NEW
SOUTH
WALE
S,
QUEENSLAND,
N.l
.
SOUTH
AUSTRALIA,
TA~MANi.f.t~oflR~~~~:t.!t~ents)
105
MacQuarie St.
VICTORIA,
WEST
AUSTRALIA,
789 Hay St.
CAMBODIA,
(C & L)
HONGKONG-G
30B,
Bonk
(L & C)
INDIA, CALCUTTA-Don, Watson & Co., (Pvt.)
British lnd;
JAPAN, OSAKA-Kondo Sewing Machine Co., 153
Umegae-Cho, Kita -ku.
KOREA,
SEOUL-Uebo,ee-Handel A.G., Rm. 604, Banda
Bldg., 180 1-ka Ulchiro; Chung-Ku, Int. P.O.
(L)
LAOS
, VIENTIANE-Oenis Frores, P.O.
PAKISTAN,
Zeenat Man si
(B
og
Closm~
kcoy,
ltd
TAIWAN,
THAILAND, BANGKOK
vt :
JAMAICA.
B
TAIPEI-
16
Nan
Yan~
rN1~
·. <r
P.O.
Freros,
KINC.STON
AHAMAS, NASSAU
Avo., Mia
SYDNEY-B6
BRISBANE-454 Brunswick St., Valley,
ADELAIDE
MELBOURNE
of Canton
an
KARACHI
., 15 Baltic Stre
xrG't,'Nk~
BRITISH
mi
- 78 A'Beckett St.
PERTH-(Sub-agents) Thomoons, Ltd.,
PHOM-PENH-Den
. R. Coleman Co. (Hongkong) Ltd.,
St.
(L)
- 2- Universai Trad
on,
Mclood Road. (Tcxtil
and
Baq Making Mochin
G.
R. Coleman
St
. (L & C)
- Yip
~c~.
Box
444, 4
Union Special International,
- Morrh
- H.
37, Flori
~d.-
Also:
Uganda
and
AUSTRIA,
Hord
ingD Streot (l
S--(
Bog Closing & B
n.
ELIZABETHVILLE
(L)
FEDERATION
Sinioo St.
Scale
ELIZABETH-Box
PRETORIA,
ltd
- (Toxtilo Machines) Bertack
(L)
(L)
- (Bag Closing Me-
Co., Pty.,
lndustriel & Menoger C.I.M .
JOHANNESBURG-(Textile
Ltd
.,
Borbro
;
~~~~~~;-v~c)R~B
CAPETOWN-Wa
Aliwal St.;
Livorpool S
- (Sub-agents) Topp &
Reliance Trading Ca.,
!..
.C)
ag
Making
42
Sir William
Rue
- Progres.,
., Johonnosburg,
OF
RHODESIA
Ltd., forbes
Ltd
., P.O. !lox
House,
135n
B.
E~zlisrT~~
SI. Sa~!~c~::ic:,~
EAST
VEREENIGING
Ltd.
LONDON-
611
. Also
(l)
t.
les &
ASIA
is Freres, P.O.
Bldg
., 6
Dos
(l)
et,
Oundco, Scotland.
In Tsoi & Co.,
~:od~
;·~r
Rue
Tu Do.
WEST
INDIES
E. Park
L.
Simon &
da
Voeux St., Contra!.
Co. (Hongkong)
zg
S'l:fi~~
(C & L)
in, 02 King St.
Co
Box
Room
ltd
.,
Box
1268.
Box
133.
(C & l)
ing Corp.,
os.
Me~chim
u
Thomas
Ltd
i.i~
.
Onlv)
ltd.,
., P.O.
•. oenls
es)-
Inc
.. 2650 N.W. 5th
51.
(L)
BELGIUM,
of America, 23 Rue Philippe
Deloof, Mgr. (C)
du
BRITISH
Thomas
P.
DENMARK,
lor
Sy-lndustrion A/ S, Nikolai Plod• 23.
AALBORG,
&
AND
SILKEBORG.
EIRE,
DUBltN-(Textilo
Upper Abbey St.
Machine•) Thomas
Scotland.
&
ENGLAND-(Textile Machinos)-LEICESTER, Union Special
Machine Co.,
A.
B. Fitzpatritk, Mgr.
111
Alderton Heights, Moortown.
Un
ion Special Machine Co.,
John•on & Son (Sewing Machinery
G.
Titchf.old St.
(Manchester) Ltd., 34 Oxford Road.
Saunders Machine Co., (Portsmouth) Ltd., 110 Kir1gston
Crescent. (Bag Clo1ing and Bag Making Machi
Thomas
land
.
FINLAND,
0 / Y, Vattuniomenkotu 13. Branches
tonkatu 16.
at
FRANCE,
and
Franco,
GERMANY,
G.m.b.H., Schwabstr.
Di
toctor. Blfl
2~4.
EBINGEN
FRANKFURT
burgstr. 8.
Lappenborpsallo 4d.
Hunnenrutken 25.
GREECt,erA~tl'EN~~~c~J·
(L & C)
ITALY,
MILANo-G
18. (L)
THE
NETHERLANDS,
C. & H. Verbeek, Klovan
ENSCHEDE,
NORTHERN
J. Bogod & Co.,
-4B.
NORWAY,
(Tullingardon); BERGEN-Bjornsongit 24. (C)
PORTUGAL,
Barao
de
SCOTLAND,
19
(Bag Closing
SCOTLAND,
& Co., 9 Stevenson St .
SPAIN,
BARCELONA- Rapida, S.A., Avina 9.
SWEDEN,
nerigaten 6. Branches
MALMO,
A/ 8
29
C.
(l)
Fo
SWITZERLAND, ZURICH-M.
straue
ARG
ENTINA, BUENOS
San Jo
se
BRAZIL, SAO
Comorcio,
ALEGRE-Rua
Princes
a Isabel 105;
MacKenzio 117.
VIENNA- Firma Niihschu•lor, Mariahillorstr.
BRUSSELS-Union Speci
ISLES-(Bag Closing
C.
COPENHAGEN-
C.
HELSINKI-LAUTTASAARI- Suomon , Konellike
PARIS-Cie.
91
STUTTGART-Union Special Maschinenlabrik,
IRELAND,
OSLO-Joe
OPORTO-Ro•t & Janus, Succs. Lda., Rua
Forro1ter 914.
DUNDEE-Tho
GLASGOW,
BORA
S.
n b
e,.
226
.
Union Sp cdaf ln te
350
Rua
EUROPE
al
Machine Corporation
de
Champagne, Henri
and
Koay,
ltd.,
HERNING,
(l)
(C)
C.
Keay,
Ltd
., 25 Bade Street, Braunstone Gate.
london
W-1. MANCHESTER
Koay,
ltd.,
TAMPERE
-Pionteoilisuo stalo
AYe.
GRONINGEN,
g &
des Machines Union Special
de
Ia
Ropublique,
EFELD
BRANCH,
BRANCH,
BRANCH,
HAMBURG
KOLN
MUNCHEN
iovanni Conti & Nipoti, Via Varese
AMSTERDAM-N.
BELFAST-(Textile Machines) W. &
Ltd
., 6
. Jacobs
and
Bog Making Machines).
S.E.-(Textilo
S--
Rud
. Nystrom & Co., A/
Forstadsgatan 16. Sub-A!!ent S
kato
, Tomtebogatan 38.
LATIN
AIRE
(Un
ion Special Machino Company),
PAULO-
Aurora 5
Volunlarios do Patria 533;
RIO
(C & L)
Bag Making Machines)
15 Baltic St., Dundoo, Scotland.
Rothenborp Specialma1kiner
KOLDING,
Machines) Machine•,
(Bag Closing
LEEDS,
15 Baltic
33
, A. W.
Ebingon/Wurtt., Gartenstr. 44.
Frankfurt/M-Rodolhoim, Reichs-
BRANCH,
BRANCH, Koln
l,~l
ien
ROTTERDAM,
linenhall
on
(L)
>. C. Keay,
at
OREBRO·Odro Bangatan 18;
RISSKOV-AARHUS
and
Ltd
.,
15
Baltic St., Dundee,
YORKSHIRE,
LONDON, E.C.
Ltd
., 15-
Street,
at
Georges
Krieger,
Bielofold, Dotmolder Str.
Hamburg-Eimsbuttel,
BRANCH,
oi~.~ri-;:is
V.
burgwol
5
1.
(C)
A/S,
Kr. Augustsg
ltd.,
Machines) Allardice
l.
Bou
rquin, Albisrieder-
AMERICA
rnu
tionul, Inc.
S-P
amoto Co
Pancostura, S.
9A·7
DE JANE
A.
1. Bronchus a t PORTO
IRO-Rua Ale
17
ltd.)
1,
PORTSMOUTH,
Dundee, Scot-
TURKU,
(L
& C)
/ Rh., Auf dem
Gmund/Togorn-
3~u'l:'.~r~k~es~:
Machinehandol
77
. O
SITTARD. (L
15 Baltic St.
B,
-lndu
RECIFE-Rua
Of!icu at
Ltd
.,
Bag Maki
C.
Waters,
City Road,
.53
Great
S.
A.
Smith
nas)-
Yliopis·
Linotte, Mgr.
Managing
ffice' at·
& C)
ate
(L)
Lilla Bran-
TOCKHOLM,
stura, S.A.,
(L)
(Cl
,tria o
xandre
CHILE,
SANTIAGO- Lowonstoin &
Santo Domingo 1140.
COLOMBIA,
53.
BUCARAMANGb,
#14
C~~~~-
CUBA,
IIIIa Yarn
BACOA,
:
Vilato, Edificio
DOMINICAN
2-4
IJUe
ng
ECUADOR,
Octubro 211-213. Branch
zar 659.
El
nia Vairo.
GUATEMA.LA,
I,
S.A.,
MEXICO,
S.A.
GUADALAJARA,
D.F.-D
Pino Suarez 99-a (Apart
S.l.P
NI~1~~G(~~·
P~~t~~:~~~NAMA-Agenciai
PEr8·
de
PUt_tg0
SUJ~~~t,\(~R~rARIB
URUGUAY,
Mercedes
VENEZUELA, CARACAS--H. Blohm, S.A., Dr. Paul
Chorro
BOGoTA-Macalzado,
(L)
Branches
-33/35. MEDElliN- Carrera 51, (
RICA,
HAVANA-(Textile & Bag Maki
& Supply
HAVANA-(Bag
Apartado
644, Havana .
z, S., Calle
GUAYAQUIL-Richard
SALVADOR, SAN
(L)
9a
Aven1da
MONTERREY,
de
C.V., Cuauhtomoc Norte
istribuidora Union E, pe
.-J.
de
LIMA-A
~~~.h.SfL~
80
MONTEVIDEO-Starer & Cia,. S.A., Uruguaya,
13
29
(L)
(L)
at
BARRANQUILLA-Callo 37
- Colle 34
SAN
JOSE-Champion
Co
., 5. A., Factoria 70. (L) G
Mart
inez y
REPUBLIC,
MANAGUA-ca•a
12.
CIUDAD
19
do Marzo #
SALVADOR-Vairo Hermanos, Colo-
GUATEMALA-Com~ania
Sur
#10-43. (L
JAL.-H;
lo1
Royos
. y F. Wiese, S.A., Esq.
JUAN-Abarca
O-Ki
(L)
NEAR
CYPRUS,
EGYPT,
IRAN
IRAQ
19
ISRAEL,
LEB~NON,
SYRIA,
TURKEY
Sol~
AUCKLAND-171 Albert S
CHRISTCHURCH-(Sub-agenl) Glendermid,
DUNEDIN-(Sub-agent) Glendermid,
WELLINGTON-Ford
LARNACA-choupourian Agenties, P.O.
194. (L)
CAIRO-A
kat.
(L)
. TE
6.55.
(L
, BAGHDAD-Sons of 0 .
(L & C)
11
65.
(L & C)
Hamdi
Dh
tributor-H. A.
r.eld St.
(L &
C)
. Kavaldjian,
HUAN-Sava
& C)
TEL
AVIV-L.
BEIRUT-Sonl of
(l
& C)
DAMAS--Eiias Aractingi & Fils, Sidi Amoud.
ISTANBUL-David ve
Bey
Gecidi 36, 38,
(l & C)
Trading Corp., Ave. Bozar(omehrl
Taube,
NEW
ZEALAND
Tuck & Co
t.
Bldg., Courtenay Place.
PACIFIC
HAWAII,
HAWA
PHILIPPINE IS
HONOLULU
Sales Co.,
Machines)
kin•, Kroll
Branch
Machine1.
Co.,
5-40
Kamani St.
II, HONOLULU-(B
H.
S.
Gray Co_.
LANDS,
& Co., Inc., 124 Myen
at CEBU
. (
Earn.shaw
L)
)
Tacoma & 2nd Sts., Part Ar
13-(Text
ag
MANILA-(Textlle Machines) At·
(Bag Closing
t Docks & Hono lulu Iron Work•
Stewart,
ltda
#17-45.
Co., Llda.,
Closing Machines) Miguol A.
V&lato,
TRUJillO-lui
2.5.
(L)
0. Cus
at
QUITO-Carrera
5.
N.l
ado
80. (
C)
. - Tallereo Perez
dolgo
45 y 47; MEXICO,
ci
al, S.
12770); S
L)
Hentgen,
Hagus, S.A. Ave.
r~alani'
•·
EAST
-4
Midan el Cheikh Bara-
0.
Agopian,
ltd
.,
1.5
0.
0.
Agopi
leon
-40,
Pos
ta
Kutusu
.,
ltd.
(L
&
C)
ltd
ISLANDS
ile Machines) Territorial
(L)
Closing a nd Bag Making
, 759 Puuloa
ea.
S.A.C., Calla
., Callo 13
CALi-Carrera
Bolivar) #41
ng
335.
Nunez
Warehouse
Lili
Yarber
., 18 Dowling St.
Bl
and
#39-51.
-180. (l )
Apartado
Machines) An·
UANA
Via Blanca Rd.,
s Domln-
ter,
S.A., 9
Bonalca·
Arga
-Comorclal,
Zozaya,
Branch
e-s
A.
do
C.
V., Avo.
AN
LUIS
POTOSI,
Ia
Ave. S.E.
7a
y Filipinos.
1
Corp.,
Lt
d., 17-
27
Maag
P.
0.
Box 121.
onblom St.
on,
P.O. Bax
ve
Serikl,
3B5.
(l & C)
(l)
ltd
., 78 lich-
(l
& C)
Rd.
dg., Port Area.
Bag Mak ing
#22-
7a
·
de
a h
Cen-
-
A.
Box
(L)
,
...
,
Additional Sales Agents for
AUSTRALIA,
Pty.,
AUSTRIA,
BELGIUM,
beek,
BRITISH
Lane, Croyden, S
Repair Shop: 15-17 City Road, London, E.C
LEEOs..-4
CHILE,
Tl59. (C)
CUBA,
ganes
DENMARK,
lndustrimaskine
EIRE,
Machine Co
ENGLAND-CROYDON
v:~:~nL~~~e!~
(L
ENGLAND,
Road, London,
FRANCE,
ley"'*·
FRANCE,
Fon
GERMANY,
~ehalt
of!iceo
GERMANY,
Strasse 104.
INDIA, DELHI-Munshi
Ka
MELBOURNE
ltd.,
«1
VIENNA- Franz Korpert,
BRUSSEL
57 A Blvd.
ISLES--Eastman Mach ine Co.,
Varn
SANTIAGO-Roberto
HAVANA-American Sewing Machine Co., Ora·
202. (C)
COPENHAGEN - Dimas, Dot lntornatlonale
DUBLIN-W. Blythman (Sub-Agent
.:,
)
LONDON-W
PARIS--Soti ote G. Arnon & Cio., 36
(L)
PARIS--Aspe ·Dumont & Cie.,
taine-Au-Ra;.
BIELEFELD-Durkoppwerko-Ma ochinen Ge•ell·
.m.b.h.
of
DUrkoppwerko).
KREFELD-
(C
shmere
Gate.
- Michaelis, Hallenstein & Ca.,
Lonodal
e Street. (C)
S--
N.
du
Jard
urr
ey
1
on
St., Manchoster·60-62 Corporat;on St.
A/
S,
Gronnegade
224 Parne
, S
URREY-Eastman
~·t~
~~~sr
. & J. Bogod & Co.,
E. C. 1 (C)
(C)
(L)
exce
pt
Herbert
tio machine s only)
Ram
(L)
Wahr
V.
Machinehandol C & H Ver·
in Botani
f ngland.
E.
ll
Street.
ingerstr. 141.
que,
Buy I Bu
Ltd
(L)-Showroom
Gottlieb & CIA, Catodral
10. (C)
(l)
E~~o-~2anc~~
button •
•wen (aha
Jan
sson, Alto Linner
B.St., Above Keventers,
., 89 Beddin!lfon
of
Moch
;
13
(L)
LEWIS
and (C)
ISRAEL, TEL
(C)
ITALY,
ildin
g.
and
.I, England.
The Easlman
;ne Com·
.~~ti~~E~~
Ltd
., 85 City
Rue
Debe!·
Rue
do lo
branch
MEXICO,
(L)
MOROCCO, CAS
NORTHERN,
NORWAY,
THE
~
PUERTO
6m,
SOUTHERN
NYASALAND,
sY1toe"N.n
ga
29, S
SWEDEN,
golan
SWITZERLAND,
stran e 27.
SWITZERLAND,
stra
UNION
Sew ing Math ine Comp
Street.
BA
UR
UGUAY,
torc
WALES,
Rood.
AVIV
Halovy St.
MILANO-Mario
MEXICO,
Co
•er, Aparr
Bn,curn
ama
Ltd., 6
IRELAND,
Linonhall Stree t (C)
O~LO-J
PHILIPPINES,
55-
~57
Junn Luna.
RICO,
Lo
ixa Stat
RHODESIA,
k
o~'i"~~
tan 28.
(L)
TOCKHOLM-Kungsgatan 18.
BORAS-Husqvarna
3~.
(C)
(L)
u e 15. (C)
OF SOUTH
Branches at: C
N- 16 Saville St. (C)
MONTEVI
omp ltda
CARDIFF-W & J Bogod & Ca ..
(C)
COLUMBIA
- Israel Sowing Machine Co., 22 Yehuda
(Cl
.), Convencl
Jeri, Via Morigi 13.
D.F.-ca
ado Postal 7259.
ABLANCA
{C)
Bellast-W.
.
A. Johans on A/S, Torvgatan 10.
MANILA-J.
(C)
SANTURCE-Humberto A. Collado,
ion (C)
FEDERATION
BULAWAYO-African Sewing Machine
~~~e
~:~~
Branches
at MALMQ-St
ZURICH-Fritz Zollweg
ZURIC
H 4-
AFRICA,
any
APE
DEO-Campania Recon
an
Machines
sa Diaz
(C)
- Durkopp Coudrox, 25 Rue
B.
Y.
~etlt~:
G. Gu
lndu
strisymaskiner, Kung
A.
Brun~e
JOHAN
(Pty.)
TOWN- 110 Plein St.; DUR-
1374. (C)
(C)
de
Maquinas
& J.
Bogod & Co
Tanlimco Son
OF
er
hwiler
NESBURG-
ltd., 85/87 PrUchard
•,
Inc.,
RHODESIA
sta
fson ,
Kun
ora
Kvorng a to n
& Ca., Selnau -
,
S
trauburg-
African
s S.A. (In·
ltd
., Newpor
Box
qs-
de
(l)
s-
.,
&
t
Page 16

,...o
..
~
...
0
WORLD'S
,_,lf
FINEST
QUALITY
*
SALES
ALLENTOWN, PA., P.O.
Swift
7-2111.
*ATLANTA, GA., 2120 Plasters Br
G. Booth, Mgr.
BALTIMORE
Sar.
BELLEVILLE
BIRMINGHAM,
Baldwin, Tel. Varnon 3·9904.
*BOSTON
Mgr.,
CANTON,
Canton 6-1412.
*CHICAGO
CINCINNATI, OHIO, P.O.
Tel.
CLEVELAND
COLUMBIA,
COMMERCE, GA., Lakeview Drive, J.
*DALLAS 19,
Zatk
DANBURY,
DECATUR,
Drake
DENVER
Carter, Tel. Spruto 7-7060.
DETROIT
University 3-4948.
DUBLIN, GA., 1615 Knox St., John W. Jones,
EL
GREENSBORO,
Tel. Broadway
GREENVILLE,
Tel.
(HAZ~LTON)
Vclgt, Tel. Sunset B-5556.
15, MO., P.O.
7-8499.
, N. J., 83 Floyd St
Plymouth 9-2006.
II,
Tol.
Liberty 2-0147.
MASS
Ullritk, Mgr., Tel. SUperi
Co.,
Crisler, Tel. Sunset 7-0863.
Federal 5·4061 .
Tel
2-4663.
Lynwood B-2928.
Stone,
10,
Chorry 1-5558.
3, OHIO, 6020 Eudld Avo., Sydney L. Hirsch
Tel. Express 1-8811 .
S. C., 2039 Winsor Hills Drive, Vlrlyn
TEXAS,
X.
Bennett, Mgr., Tel. Lakesi
CONN., B Merrimac St., Robert W. Gaines,
. Pioneor 8-9333.
GA.,
7-5559.
10, COLO.,
35, MICH., 16630
PASO,
TEXAS,
lei.
Broadway 5-4285.
S.
Cedar
9-5539.
CONYNGHAM, PA., P.O.
Box
542,
luther
D.
idge
Tol
. Trinity 5-9237.
Bo><
ALA
., 8630 First Ave. South , Lloyd
MASS
., 179 Lincoln St., Will iam E. Palm,
., York St
.,
ILL
., 400 N. Franklin St., Orville
or
Box
4200 Hlnos Blvd., P.O.
B02
Dorrydown
1801
Ward
P.O.
Box
N. C., P.O.
C., 25 Sir Abbot St., Orville W. Gregory,
Bo><
3-7648. 1330 Mayfair Ave., Fr
Road,
2505, Ralph B. Foster, Tel.
.,
Joseph Logllsd, Tel.
RFO,
Roy
T. Pederson, Tel.
7-6920.
n4,
Raymond E. Hinton,
Tom
de
6·8369.
Way,
Joe
V. Parker, Tel.
South Marlon St., Louis
Avo., John
5134, Edward E. Smith, Tel.
226, William
Bo><
Canol!,
N.E
., William
Hanley,
Box
F.
Tol.
D.
46,
Robert
OFFICES
Tel
.
D.
A.
R.
Tol.
6727,
E.
Lu><,
Tel.
Broad
Harrod,
ank
B.
OKLAHOMA
S.
INDUSTRIAL
UNITED
JACKSON 3, MISS., 327 Eastvi
Tel. Fleotwood 5·1976.
JOHNSON
KANSAS
KNOXVILLE
LEBANON, PA., P.O.
*LOS
LOUISVILLE
LYNCHBURG,
LYNDHURST,
MEMPHIS
MIAMI
MINNEAPOLIS, MINN., 2800 Texas Avo., Sr. Louis Park
MONTGOMERY
NASHUA,
NASHVILLE
NEW
*NEW
*PHILADELPHIA 24, PA., 4234 Mocaleotor Ave.,
CITY,
Swarlhmoro
Biggo
Clinard, Tel. B·1B65.
Crestview 2-6292.
Mason, Mgr.,
Rogers,
llictor 6-1215.
Wheelor, Tel. Wobster
Tel
Tel. Franklin 3-7363.
26, Minn.,
Hamlet, Te
Haberman Jr., Tel. Tuxedo 2-969B.
William J, Brauch,
Larry A. Van Hooser,
Ro
315
Mgr.,
315 W. 35th
Tel. Chickering 4-8800.
G.
Merr, Mgr.,
7-3994.
CITY
37, MO., 10904 Grandvi
,.
, Tel. South 1·5030.
19, TENN., 3905 Greenleaf Avo., Horace
ANGELES
1B, KY., 3122 McMahan Blvd., Bernard
Tel
. Glendale 4-4956.
VA., P.O. Box 1075, Clarence
N. J., 339 Harding Avo., Clarence A.
17,
TENN
. Mulual 5-6750.
37,
FLA.,
Leonard
l.
N. H.,
12, TENN., 1602 South Observatory Drive,
ORLEANS,
YORK
senquis
t, Mgr.,
W.
35th St., New York
Tel
. Chlckoring 4-8800. Lewis-Columbia Machines,
CITY
B.
Wiley, Tel. Mutual 5-2836.
Tel
SEWING
AND
MACHINES
REPR
ESENTATIVES
STATES
ew
St.,
Jamie
A.
Boyette,
N. Y.,
471
Main St., John J. Lafler, Tel.
ew Road,
Terrio 0 .
Box
274, David
15,
CALIF.,
Tel
. Richmond 7·91B7.
., 4695 Dunn Rd., Richard J. Lindhorst,
2650 N.W. 5th Ave., Hyman L. Simon,
7,
ALA.,
Amherst 5-0942.
21
LA.,
16, N. Y., 116 E. 27th St., Clarence L.
St., Now
19,
. G
119
9-4143.
W. Koehler, Tel. Mi
1959 Amelia Drive,
Alder Dr., Forest Pk., Horman
Tel
. Cypress 2-5123.
P.O.
Box
Tel
. Edgewood 1-3106.
Tol
. Murray Hat 9· 1266. Export Office,
1,
York
1,
OKLA.,
ladstone
5·9800.
M.
Bonder, Tel.
E.
Plea Blvd., Paul
D.
Mairs, Tel.
dway
4-6236.
Garnet
1065, Chalmette, La.,
N.Y., Horborl P. Johnson,
N.Y
.,
Bon
Zahler, Mgr.,
2226 Southwest 53rd St.,
Bon
W.
M.
H.
PITTSBURGH, PA. (Irwin), 30
Tel
. (PIIIsburgh ) locust
Pl~~~
gn8~~
··
RUJ.~.E~e~:~~
ST. LO
E.
Loughlin,
James
SA:J,!~fE
SA~I.Al;j~~~~~
SAN
L.
Vall,
SEATTLE,
TAUNTON,
Godek,
(TROY)
leTourneur, Tel.
TUPELO,
~~~::~~~
WORCESTER, MASS.,
Buckley, Tel. Vernon 9-3440.
Y~~~j9f.A.,
E.
B~~N8~~~9t,LBERTA,
*MONTREAL 10,
Moliere St., Tel.
VANCOUV
MU
QUEBEC, QUEBEC, Luc
Ron
TORONTO
Tel.
WINNIPEG,
Bl
dg., 70 Arthur St., Tel. WHiteha
~
:2:il46
lliS 34, MO., 9860 Guthrie Ave., Carl E Mt·
Tel. Che•lnul 1-2368. 4158
R.
McC
an noll, St. Louis 10,
CITY,
UTAH,
t:~:~:As
FRANCISCO
Tol.
Un
5-6029.
aud,
Emp
7,
Underhill 1·1580.
WASH
., 12002 3rd St. N.W., Marvin H. Corns.
MASS
., P.O .
Tel
. VanDyke 2-6149.
LATHAM, NEW
State
MISS
.,
1141
~S~2}{
2
P.O.
Box
ion Speci
al
QUEBEC,
CRescent
ER, B.C., James Stewart, 9 West Ponder,
Tel. LA 3-B126
2B,
ONTARIO,
ire 6·2939.
MANITOBA
Frick
Ave., W. Dale Speer
3·3~9.
506 N. Gordon St.,
Sylvan St., Richard W. Whitson,
1215 E. 13th South St.,
,
Cleo C. Smith, P.O.
CALIF
., 1275 Minion St., Robert J.
Bo><
YORK,
5-6663.
Woo
dlawn
606 Ratove Drive, Bi
II
Woodsi
884, Richard L. Smith, Tel. York
James
c. Morgan,
Shenandoah·
Mo.
141, Raynham,
19 Aragon Avo., Jack
St., Glen Soawright,
de
ll
Dr., Grafton, Gus
CANADA
Machine Co.
P.O.
ien
, Frank Thlorman, R
of
Box
.
Los
Canada,
372, Norman W. Holt, Tel.
Clyde F. Arney, Mgr., 40
6-2575.
A.
Bouchard, 174 Avenue
Yates, 355
ll
3-4933.
Kin
g St. West,
m.
201, Whitla
ltd.
Avo.,
larry
Bo><
201,
Walter
Tel
Haywood
Tel
M.
'
F.
P.
R.
.
,
.
l
AGENTS
EWIS·COLUMBIA
315 W. 351h St., Ben Zahl• r, Mgr., t itan
Aut.
Mgr.,
MACHINES,
Tel
. Chickoring 4-8800.
FOR
NEW
YOR
K 1, N. Y.:
S.
Rocknoy,
LEWIS
..,
UNITED
BALTIMORE
St.,
BOSTON
Co., 25 Kneeland St.,
CLEVELAND
Avo.,
LOS
pany, 119
MIAMI
Tel. FR
1,
MD.-J
Tel
. LExington 9-
11,
MASS
3,
OHIO-
Tel
. EXprou 1-B
ANGELES
15, CALIF.-Union Special Machine
E.
Pico Blvd., Tel. Richmo
37,
FLA.-H.
anklin 1-0323.
STATES
. Daohow,
183
.- Zolklnd Sewing Machine & Supply
Tel
Sydney
Bll
L.
Simon & Co. 2650 N.W. 5th Ave .,
Int
., 417 W. Baltimore
8.
. HAncock 6-7338.
L.
Hirsch Co., 6020 Eudid
.
nd 7 ·9187.
Com
FAll
RIV£R,
MASS
Co
., 1059 5. Main St., Te
KANSAS CITY
St., Tel. Victor 2·9558.
NEW ORL
l.
A. Van Hooser, Tel. E
NEW
·
YORK
315 W. 35th St., Tel. CHickering 4-BBOO.
ROCHESTER 9. N. Y.- A. J. Adam• Co., 1051 Culver
Te
l. B
Utl
.- Zalkind Sewing Machine & Supply
l.
5,
MO
EANS, LA
1, N. Y.-Un
er 8·7250.
OSborno 5-7847.
.- Textile Machinery Co., 324 W 9th
.- P.O.
Box
1065, Chalmollo, Lo.,
dge
wood 1-310'6.
ion
Spe~cial
Machine Company,
MACHINES
Rd.
SAN fRANCI
Co
BOWNE
Te
V~UC~.~x~:,'
,
WINNIPEG, MANITOBA, Fronk Thiorm
Bldg., 70
SCO 3, CAL- Appa rel City Sewing Machine
., 1155 Miu ion 51., Tel.
SS, ALBE
l.
BU 8-67
96.
B.C.,
A
rt~u
MArk
el 1·6660.
CANADA
RTA, P.O. Box 372, Norman W. Holt,
James Stewar
r
Sl., Tel. Whiteha
t, 9 West Ponder St
an,
Rm. 201, Wh il la
ll
3-4933.
.,
Tel.
4·61
 Loading...
Loading...