

Unibor HUW150 User Manual [en, de, fr]
A GUIDE TO
2010 EDITION
GOOD DRILLING
To get the best possible performance from your new
Magnetic Drilling Machine, please read this carefully
BEFORE using the drill.
&
GUIDE POUR UN
BON CAROTTAGE
Pour obtenir les meilleures
performances de votre
Perceuse Magnétique
veuillez lire attentivement
ce gu id e AVA NT de
l’utiliser.
$
RICHTLINIEN ZUM
GUTEN BOHREN
Lesen Sie bitte diese
Richtlinien VOR der Arbeit
mit dem Bohrer sorgfältig,
damit Sie die bestmögliche
Leistung aus Ihrer neuen
Magn e tb oh r ma schi n e
herausholen können.
,
.,
PRAKTISCHE
RICHTLIJNEN VOOR
GOED BOREN
Om m et u w ni eu we
magnetische boormachine
d e b e s t m o g e l i j k e
resultaten te verkrijgen
is het belangrijk dat deze
richtlijnen goed worden
gelezen VOORDAT de
b o o r m a c h i n e wo r d t
gebruikt.
1

BEFORE YOU START
3. The Broach Cutting Concept
4. Material and Cutting speeds
5. Feeds and Speeds
6. Safety & Maintenance
8. Fitting Safety Guards
9. Fitting Cutters
10. Starting the Cut
11. Reversing Option
12. Warranty
To help you get the best possible
performance from your new Magnetic
Drilling Machine, this guide contains
simple, sensible pointers for the safe,
effective and long term use of the
equipment. Please read it carefully
before using the drill.
• Ensure that you have observed
all the general and specific safety
procedures.
FRANÇAIS AVANT DE DEMARRER
13. Le Concept du Carottage
14. Matérieux et vitesses de coupes
15. Avances et Vitesses
16. Sécurité et Maintenance
18. Fixation du carter de sécurit
19. Montage de la Fraise
20. Demarrage du Perçage
21. Option sens rotation invers
22. Certificat de Garantie
é
é
Afin de vous aider à obtenir les meilleures
performances de votre nouvelle Perceuse
Magnétique, ce guide contient d’une
maniére compréhensive les informations
de sécurité pour l’utilisation à long
terme de votre machine.
AVANT d’utiliser cette perçeuse,
ASSUREZ VOUS d’avoir enregistré les
instructions générales et les conditions
de sécurité.
DEUTSCH VOR ARBEITSBEGINN
23. Das Kernbohrkonzept
24. Werkstoff und Schnittgeschwindigkeiten
25. Vorschub und Geschwindigkeiten
26. Sicherheits und Wartungsanleitung
28. Montage der Schutzvorrichtung
29. Montage des Kernbohrers
30. Anbohren
31. Umsteueroption
32. Garantieantrag
Um Si e dazu zu befähigen, di e
bestmögliche Leistung aus Ihrer neuen
Magnetbohrmaschine herauszuholen,
enthalten diese Richtlinien einfache,
vernünftige Hinweise zum sicheren,
wirksamen und ständigen Gebrauch
des Geräts. Lesen Sie sie also VOR der
Arbeit mit dem Bohrer sorgfältig.
• BEACHTEN Sie alle allgemeinen und
spezifischen Sicherheitshinweise.
NEDERLANDS VOOR U BEGINT
33. Het Kernboor Concept
34. Boorsnelheden
35. Voedingen en Toerentallen
36. Veiligheid en Onderhoud
38. Plaatsen van de Beschermkap
39. Plaatsen van de Kernboor
40. Beginnen met Boren
41.
Draaien van de motor in tegengestelde Richting
42. Garantie Registratie
2
Om u te helpen de best mogelijke resultaten
te verkrijgen met uw nieuwe magnetische
boormachine, zijn in deze richtlijnen eenvoudige
en doelmatige aanwijzingen opgenomen
waarmee de uitrusting lange tijd veilig en
effectief kan worden gebruikt. U wordt
verzocht deze richtlijnen goed door te lezen
VOORDAT de boormachine wordt gebruikt.
• ZORG ERVOOR dat u alle algemene en
specifieke veiligheidsprocedures in acht heeft
genomen.

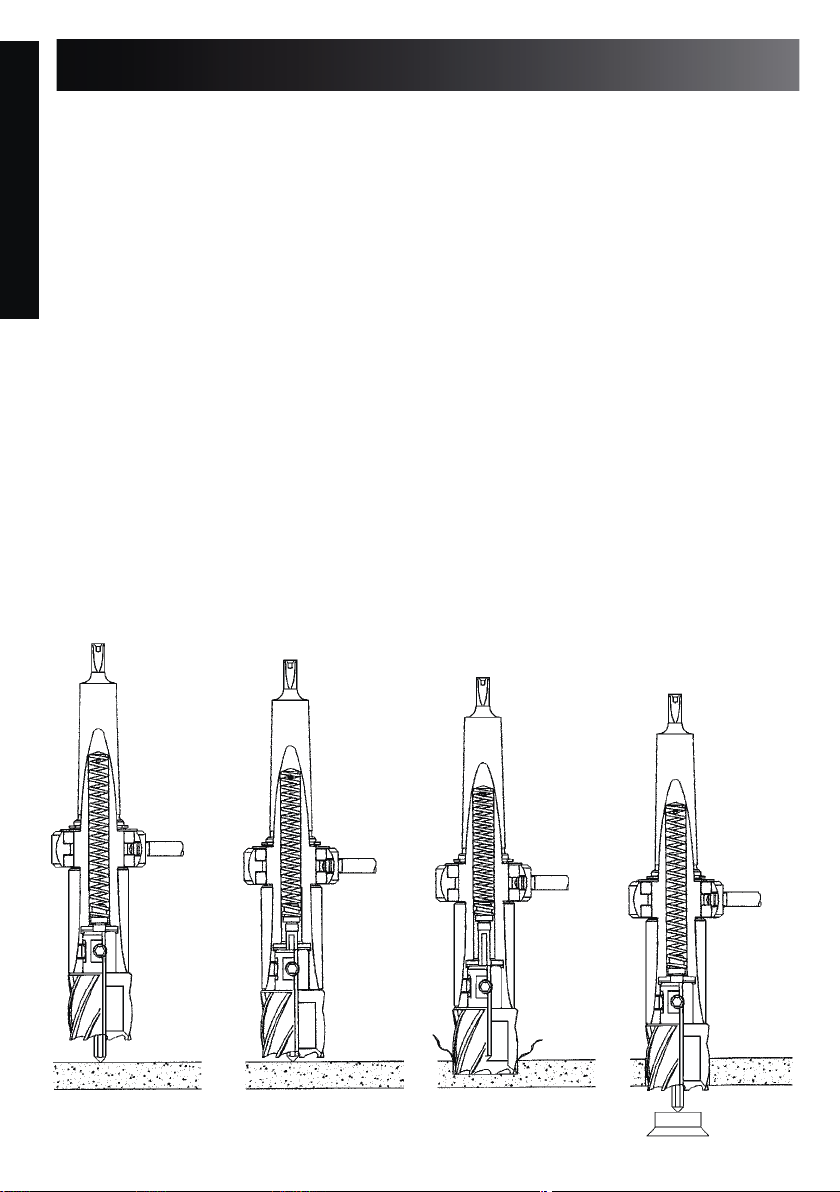
THE BROACH CUTTING CONCEPT
Power
required
Cutting Time
ENGLISH
Cutting Time
Material
removed
If you are unfamiliar with the use of
annular (or broaching) cutters, take a few minutes
to read this guide - you will benefit from the
better performance and longer life of the tool if
you understand the concept.
Annular cutters only cut material at the
periphery of the hole, rather than converting the
entire hole to shavings. As a result the time and
energy required to make the hole is lower than
for a traditional twist drill.
The broaching capacity of a machine
is therefore greater than the twist drill capacity.
The slug ejected after the cut also has a higher
scrap value than shavings.
3
ENGLISH
MATERIAL AND CUTTING SPEEDS
• The ease with which material can be drilled
is dependant on several factors including
tensile strength and abrasion resistance.
Whilst hardness and/or strength is the usual
criterion, wide variations in machinability can
exist among material showing similar physical
properties.
• The cutting conditions can be dependent upon
requirements for tool life and surface finish and
further restricted by the rigidity of the tool and
work piece, lubrication and machine power
available.
• The harder the material the lower the cutting
speed. Some materials of low hardness contain
abrasive constituents leading to rapid cutting
edge wear at high speeds. Feed rates are
governed by rigidity of set up, volume of material
to be removed, surface finish and available
machine power.
• It is preferable to set and maintain a constant
surface speed (RPM) for a given material and
vary the feed rate within defined limits.
• Machine feed is measured in inches or millimetres
per minute and is the product of RPM x number
of teeth in the cutter x feed per tooth. Too light
or excessively high feed rates will both cause
premature cutter failure. Heavy feeds on hard
materials will cause chipping of the cutting edge
and excessive heat generation.
• Slender and long shanked cutters are restricted
in feed rate due to deflection, and wherever
possible the largest and most robust tool must
be used. This is important for harder materials.
Steel up to 400 HB is the potential limit for
conventional M2 HSS tools.
Above 300 HB, cobalt alloy cutters should be
considered for increased tool life. In softer
grades of material, cobalt alloy cutters may give
increased output by increasing speeds and feed
rates by up to 50%. Tungsten Carbide cutters
permit surface speeds and feed rates up to twice
those for standard cutters.
4
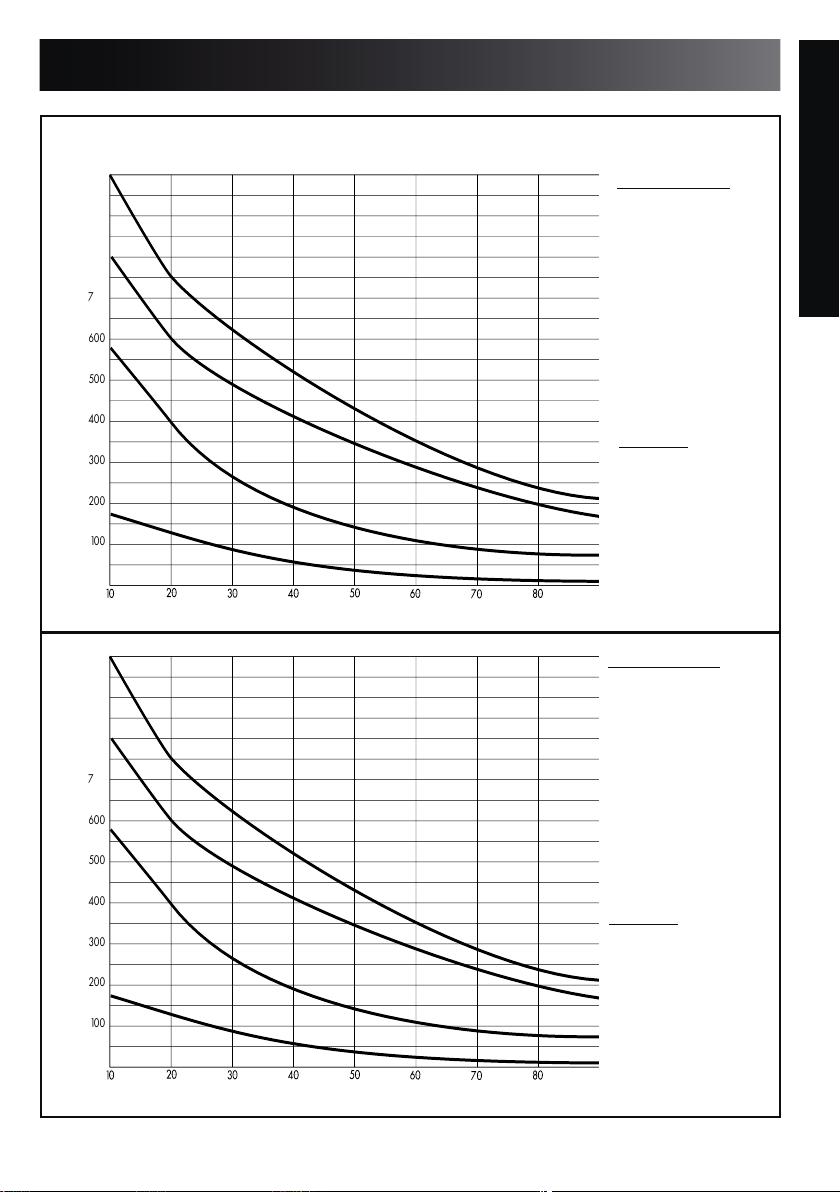
FEEDS AND SPEEDS
CUTTING SPEEDS Suggested speed rates for varying cutter sizes/materials
TOOL FEED RATE
(Metric)
MATERIAL
Fee d rat e
A L U MI N IU M - 6 0
B R A SS - 4 5
( mm /min)
ENGLISH
Speed (RPM)
Speed (RPM)
Cutter Diameter (mm)
Cutter Diameter (inches)
MILD S TE EL - 24
HI TEN SIL E STEEL - 9
TOOL FEED RATE
(Imperial)
MATERIAL
Fee d r ate
ALUMINIUM -
BRASS -
MILD STEEL -
HI TENSILE STEEL -
(in ches /mi n)
23/
13/
4
1 ”
3
/8 “
“
8
“
PLEASE NOTE: These figures are quoted as a starting point. Actual performance will be dictated by material
type, thickness and hardness, application and cutter condition.
5

GENERAL SAFETY INSTRUCTIONS
ENGLISH
1. KNOW YOUR POWER TOOL
Read and understand the owner’s manual and
labels fixed to the tool. Learn its application
and limitations as well as the potential
hazards .
2. EARTH ALL TOOLS
Ensure that (where applicable) suitable
earthed cords and plugs are used and
correctly connected.
3. KEEP GUARDS IN PLACE (where applicable)
-in working order, and correct adjustment and
alignment.
4. R EM OVE ADJUSTIN G KEYS A ND
WRENCHES.
Form a habit of checking to see that keys and
adjusting wrenches are removed from tool
before turning it on.
5. KEEP WORK AREA CLEAN
Clutte re d a re as a nd b enches invite
accidents.
Floor must not be slippery due to oils, or
dust.
6. AVOID DANGEROUS ENVIRONMENT
Don’t use power tools in damp or wet
locations or expose them to rain. Keep
work area well lighted. Provide adequate
surrounding work space.
7. MAKE WORKSHOP SAFE
.-use padlocks, master switches, remove
keys. Visitors should be a safe distance from
work area
8. DON’T FORCE TOOL
It will do the job better and more safely at
the rate for which it was designed.
9 .USE CORRECT TOOL
Don’t force tool or attachment to do a job it
was not designed for.
10. WEAR PROPER APPAREL
Do not wear loose clothing, gloves, neckties
or jewellery (rings, wristwatches) to get
caught in moving parts. NONSLIP footwear
is recommended.
Wear protective hair covering to contain long
hair. Roll long sleeves above the elbow.
11 . U SE S AF ET Y G OG GL ES ( Hea d
Protection)
Wear approved safety goggles at all times.
Everyday eyeglasses only have impact
resistant lens, they are NOT safety glasses.
Also, use face or dust mask if cutting operation
is dusty, and ear protectors during extended
periods of operation.
12. SECURE WORK
Use clamps or a vice to hold work when
practical. It’s safer and frees both hands to
operate tool.
13. DON’T OVERREACH
Keep proper footing and balance at all
times.
14. MAINTAIN TOOLS WITH CARE.
Keep tools sharp and clean for best and
safest performance. Follow instructions for
lubricating and changing accessories.
15. DISCONNECT TOOLS
Before servicing; when changing accessories
such as cutters, etc.
16. USE RECOMMENDED ACCESSORIES
Consult owners manual for recommended
accessories. Follow the instructions that
accompany the accessories. The use of
improper accessories may cause hazards.
17. CHECK DAMAGED PARTS
Before further use of the tool, a guard
or other part that is damaged should be
carefully checked to ensure that it will
operate properly and perform its intended
function. Check for alignment of moving parts,
binding of moving parts, breakage of parts,
mounting, and any other conditions that may
affect operation. A guard or other part that
is damaged should be properly repaired or
replaced.
18. N EV ER L EAVE TOOL RUNNING
UNATTENDED.
Turn power off. Don’t leave tool until it comes
to a complete stop.
6

MAGNETIC DRILL SAFETY INSTRUCTIONS
• Always inspect the whole unit before use.
• Regular maintenance is essential - check
nuts, screws etc. for tightness before each
use.
• Check cable and plug for damage.
• Never use blunt or damaged cutters.
• Never use a larger diameter cutter than
specified for the machine
• Always use the safety guards (where
fitted).
• Always wear goggles and gloves
• Secure the unit with the safety strap before
drilling.
• Always disconnect from the power source
before changing cutters or working on the
machine.
• Remove rings, watches, ties etc. that could
tangle in the moving parts.
• Keep the unit and workpiece as clear of dirt
and shavings as possible.
• On swivel machines, ensure that the swivel
base is locked in the required position.
• Do not attempt to change speed while the
drill is running.
• Only use accessories recommended by the
manufacturer.
• Never modify the tool in any way.
IMPORTANT MESSAGE
TO PREVENT DAMAGE TO THE CIRCUITRY,
NEVER USE ELECTROMAGNETIC DRILLING
MACHINES AND WELDING EQUIPMENT ON
THE SAME MATERIAL SIMULTANEOUSLY
MAINTENANCE INSTRUCTIONS
• Occasionally apply a few drops of oil to
the rack toothing.
• The bearings of the feed shaft are selflubricating and must not be greased
• Grease the sliding surface of the carriage
with MOLYCOTE grease.
• When not in use or being transported the
unit should be kept in the case supplied.
• After use ensure unit is clean of swarf and
dirt.
• Parts that are worn or damaged should
be replaced immediatley with genuine
manufacturer’s replacements.
• Ensure all cutting edges are sharp when
in operation. Using blunt cutting tools may
lead to an overload of the motor.
• After every 30 minutes running, it is
recommended that the machine is laid on
its side to permit grease to run across the
gear train.
• After repeated use, the cradle may
become loose. This is remedied by adjusting
the tension screws on the side of the body.
Put 2.5mm Allen Key into head of cradle
retaining nuts, using 8mm Spanner undo the
locking nuts anti-clockwise, holding the
Allen key without moving grub screws.
Using the Allen Key gently tighten screws
in series until the cradle moves freely in
the slide but does not allow the motor to
wobble.
When adjustment is complete re-tighten
locking nuts clockwise, ensuring the
grub screws do not move from their new
positions.
ENGLISH
7

FITTING THE SAFETY GUARD
ENGLISH
DRILL GUARD INSTRUCTIONS
Ensure drill unit is isolated from power supply.
TYPE 1 - This type uses a single screw to fix the
guard to the drill.
Fit guard to drill in position shown in fig. 1.
Secure the guard to drill with the screw supplied.
DO NOT overtighten the fixing screw, this should
be loose enough to allow the guard to rise when
required. Lower the guard to drilling surface.
When drilling, the guard should always be in
contact with the surface being drilled. As the
drill is lowered, the guard will rise in relation
to the drill.
Fig. 1
TYPE 2 - This type uses two screws to support the
guard in position, one either side of the drill.
If necessary press the plastic guard guides into
their locating holes on ether side of the motor
cradle
Fit guard to drill as shown in fig 2.
Secure guard to drill with screws and washers
supplied. DO NOT overtighten the fixing screws,
these should be loose enough to allow the guard
to rise when required. Lower guard to drilling
surface.
When drilling, the guard should always be in
contact with the surface being drilled. As the
drill is lowered, the guard will rise in relation
to the drill.
Fig. 2
FITTING THE CUTTER (STANDARD ARBOR)
Fig. 3
8
Fig. 4

FITTING THE CUTTER (QUICKHITCH ARBOR)
E
NSURE POWER IS OFF BEFORE WORKING ON THE MACHINE
Insertion of pilot pin
• The pilot pin is used to both centre the cutter and to eject
the slug on completion of the cut. It has a flat side to allow
coolant to run down to reach the centre of the cut where the
heat is greatest. Slide the pin through the hole in the centre
of the cutter shank.
FITTING THE CUTTER
• With a standard arbor, two grub screws secure the cutter in
Fig. 5
Fig. 6
Fig. 7
the arbor. The cutter shank has two flats that must be aligned
with the grub screws in the arbor (fig. 3). Insert the cutter shank
into the arbor. The screws must be tightened evenly (using
the 5mm Allen key supplied) so that the cutter is prevented
from moving (fig. 4).
• Machines fitted with the Quickhitch™ arbor will accept
any cutter with a 19mm diameter shank having one or more
flats.
To fit a cutter, align it below the Quickhitch™ and twist the
arbor sleeve clockwise against its spring and hold, Fig. 5.
Insert shank of cutter into arbor, push it home and release
the sleeve, Fig.6.
Twist the cutter in the arbor to ensure the flat is engaged in
the locking mechanism, Fig.7.
Turn the sleeve fully anti-clockwise to complete the locking
operation’ Fig.8.
To remove the cutter, simply twist the sleeve clockwise
against the spring, the cutter will be ejected.
Mark the position of the hole
• Make sure the workpiece is clean and flat and position the
machine with the pilot over the centre of the hole to be cut.
FIT THE SAFETY STRAP.
Applying Coolant
• Cutting oil ensures longer cutter life and enables the slug
to be ejected cleanly. A 500 ml bottle is included with
every machine.
• On machines with a coolant system, oil will be automatically
delivered to the cutter when the cut commences
• On machines with an internal oil arbor, fill the reservoir in
the arbor through the small holes at the top.
• When cutting on vertical surfaces or upside down, cutting
paste, gel or foam is recommended. It is best applied inside
the cutter before drilling.
Fig. 8
N.B. Safety strap and guards have been omitted from the photo’s.
9

ENGLISH
STARTING THE CUT (ELECTRONIC PANEL)
Fig. 9
Fig. 10
Fig. 11
• Plug the machine into the power socket and the red LED on
the electronic control panel will flash.
• To POWER UP THE MACHINE, press and release the red
button Fig. 9
• To ENERGISE THE MAGNET, press and release the yellow
button - the yellow LED will light Fig. 10 .
RECHECK the pilot is still centred on the hole position energising the magnet can sometimes cause the unit to move
slightly from the centre mark, reposition if necessary.
• The magnet will hold on all ferrous materials from a
minimum of 6mm (1/4”) thickness.
STARTING THE CUT
• ALWAYS lower the safety guard.
• START THE MOTOR by pressing and releasing the green button
- the green LED will light Fig. 11 .
• Wind the cutter gently down to the surface of the work
and apply light pressure until the cutter has made the initial
groove in the surface. Increase the pressure until the motor
is loaded Fig. 12.
• Maintain steady pressure throughout the rest of the cut.
Too much pressure will not speed the cut, it will reduce the
life of the cutter and may cause damage to the motor. If the
shavings become blue add more oil.
•
TO STOP THE MOTOR,
•
If the cutter jams in the workpiece,
raise the cutter out of the workpiece before re-starting.
• If the power is interrupted during the cut, the machine must
be reset before the motor will restart.
• At the end of the cut, the slug will be ejected. Withdraw the
cutter from the work piece and stop the motor.
• To disengage the magnet, press and release the yellow button
- the magnet will not disengage immediately, there will be a
3 second delay before the magnet disengages along with a
continuous beep.
Incorrect start up or shut down sequence:-
• A single beep will be heard for all operations carried out in
the correct sequence. A continuous beep will sound for any
incorrect sequence.
• Neither drill nor magnet can be operated until red power
button is activated.
• When the red power button is activated, the motor will not
run until the magnet is activated.
PRESS
&
RELEASE GREEN BUTTON
STOP THE MOTOR
.
and gently
10
Fig. 12
N.B. Safety strap and guards have been omitted from the photo’s.
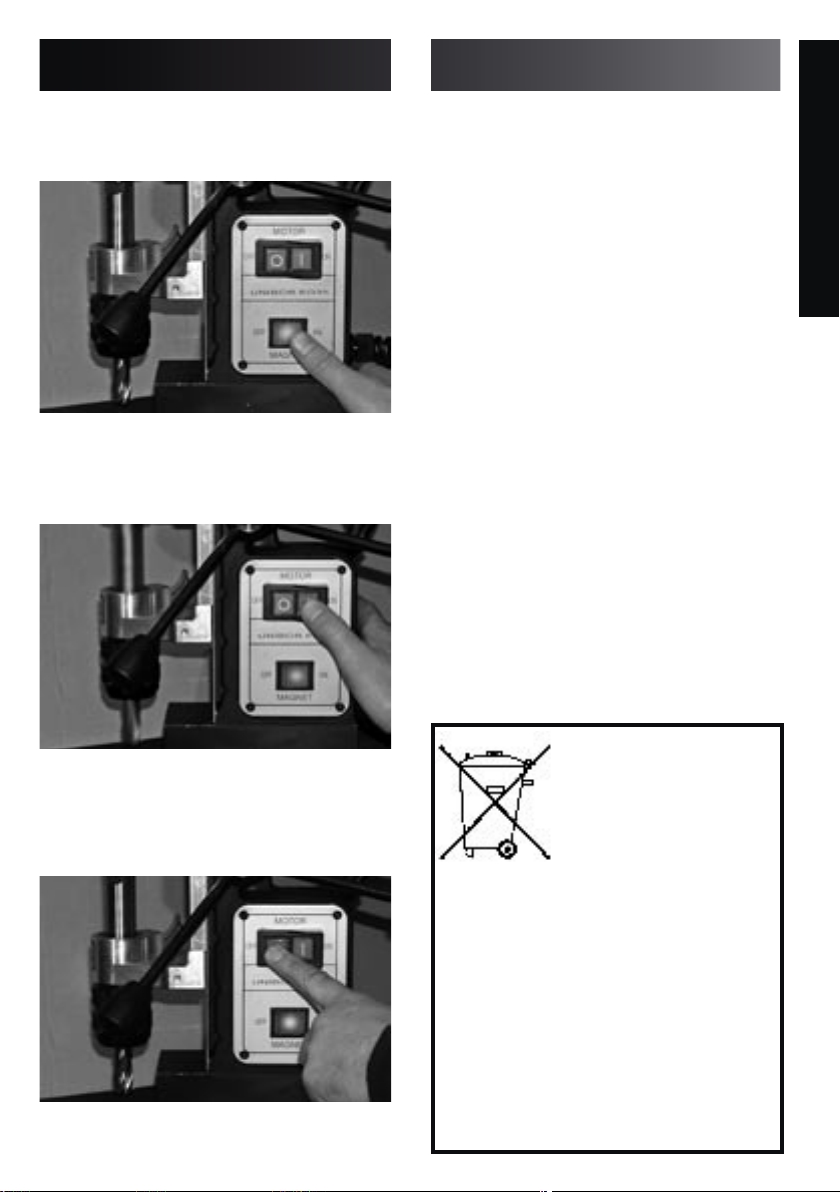
(MECHANICAL PANEL)
REVERSING OPTION
• Plug the machine into the power socket.
• To POWER UP TH E MACHINE/EN ERGI SE THE
MAGNET, press the red rocker switch Fig. 13
Fig. 13
RECHECK the pilot is still centred.
STARTING THE CUT
• ALWAYS lower the safety guard.
• S
TART THE MOTOR
- press the green button Fig. 14 .
REVERSING OPTION (electronic panel only)
Machines fitted with the optional Reverse Drilling
Controller are operated as shown below.
• Power up the drill & energise the magnet as
before
• TO DRILL FORWARDS, press and release the green
button quickly - the green LED will light.
• TO STOP THE MOTOR, press and release the
green button.
• TO DRILL IN REVERSE, press and hold the green
button, wait for the beep, then release the button
- the green LED will flash (the pause is to ensure
the motor has stopped), the motor will then start
in reverse.
• TO STOP THE MOTOR, press and release the
green button.
The Green LED indicates as follows:ON - Drilling forwards
FLASHING - Drill in Reverse
REVERSING OPTION (mechanical panel only)
• Power up the drill & energise the magnet as
before
• S
TART THE MOTOR
• TO DRILL IN REVERSE - move the toggle switch to
the centre position, wait for the motor to
stop, then move the toggle switch to ‘Reverse’
and the motor will run in reverse.
- press the green button
ENGLISH
Fig. 14
• Proceed with the cut as detailed opposite
•
TO STOP THE MOTOR,
• At the end of the cut, the slug will be ejected.
Withdraw the cutter from the work piece and stop
the motor.
Fig. 15
PRESS THE RED MOTOR BUTTON
Fig. 15
•
TO DISENGAGE THE MAGNET
rocker switch.
, press the red
RECYCLING
Do not dispose of
.
electrical equipment
t o g e t h e r w i t h
house h old wast e
material!
In observance of European Directive 2002/96/
EC on waste electrical and electronic equipment
and its implementation in accordance with
national law, electric equi pment that has
reached the end of its life must be collected
separately and returned to an environmentally
compatible recycling facility.
WEEE Compliance Certificate:- on request
All magnetic drilling systems are full y
compliant with ROHS regulations.
11
EU DECLARATION OF CONFORMITY
ENGLISH
EC Declaration of Conformity
We hereby certify that the machine described below:-
1. TYPE : Electro Magnetic Drilling Machine
2. MODEL No: . .. .. . .. .. . .. .. . .. .. . .. .. . .. .. . .. .. . .. .. . .. .. . .. .. . .. . .. .. . ..
3. SERIAL No . .. .. . .. .. . .. .. . .. .. . .. .. . .. .. . .. .. . .. .. . .. .. . .. .. . .. . .. .. . ..
These power tools have been designed in compliance with:
2006/42/EC, 2004/108/EC, EN 55014-1, EN 55014-2,
EN 55022, EN 61029, EN 61000-3-2 & EN 61000-3-3.
and with the essential Health & Safety requ ireme nts.
Signed: . .. .. . .. .. . .. .. . .. .. . .. .. . .. .. . .. .. . .. .. . .. .. . .. .. . .. . .. .. . .. E. Kaibuchi (Director)
WARRANTY REGISTRATION
Certificate No. EC/MT
Th is machine is guaran teed against any faulty
components or workmanship for a period of 6 calendar
months from the date of purchase provided that:
1. The guarantee card is completed and returned to
the address below within ten days from the date
of purchase.
2. Any defects are, in the opinion of the warrantor,
due to faulty manufacture and are not caused by
misuse, tampering or attempted operation at other
than the voltage specified on the name plate of the
machine.
3. This guarantee does not cover repairs carried out
by unauthorised persons or defects due to fair
wear and tear.
4. We reserve the right to charge labour, packing
and carriage costs incurred in servicing any item
returned.
5. Machines for repair under our guarantee terms must
be returned to:
REPAIR WORKSHOP
PO Box 445
Sheffield, England
S9 5YS
6. If it is necessary to return this machine for repair,
please use the original packaging if possible and
quote the guarantee card number.
7. The warrantor cannot be held responsible for
damage or loss (however caused) to machines in
transit.
8. Please complete the date of purchase prior to
forwarding Guarantee Registration.
9. Retain this portion for evidence of your purchase
which must be subm itted in th e event of any
guarantee claim.
THIS GUARANTEE DOES NOT INVALIDATE YOUR STATUTORY RIGHTS.
Model No. ... .. .. .. ... .... .... .... .... .. .. .. Purchased from ..............................
Serial No. .................................. Date of purchase ............................
UNIVERSAL DRILLING & CUTTING EQUIPMENT LTD.
(USA)
Lombard IL. 60148
USA
12
(UK)
43 Catley Road
Sheffield S9 5JF
United Kingdom.
(Europe)
Dalweg 1 (Pinnepot II)
3233 KK Oostvoorne
The Netherlands
974 North DuPage Ave

LE CONCEPT DE CAROTTAGE
Puissance
Temps de coupe
requise
Temps de coupe
FRANÇAIS
Matière
enlevée
Si vous n’êtes pas familiarisé avec la
coupe par carottage, accordez quelques minutes,
pour la lecture de ce guide. En comprenant
le concept de ce genre de perçage vous
augmenterez performances et longévité des
outils. La fraise à carotter coupe le matériau
à la périphérie du trou, au lieu d’enlever toute
la matière comprise dans son diamètre. Il en
résulte une réduction de temps d’usinage et
d’énergie par rapport au perçage avec un foret
hélicoïdal. Avec le carottage, la quantité de
matière enlevée étant très réduite, la capacité
de perçage pour une même machine est bien
supérieure à celle obtenue avec les forets
hélicoïdaux.La valeur de la débouchure est plus
importante que celle des copeaux des forets
hélicoïdaux.
13

MATIERES ET VITESSES DE COUPES
* La facilité de perçage dépend de plusieurs
paramètres dont la dureté de la matière et
sa résistance à l’abrasion. Si dureté et / ou
résistance sont les critères habituels d’un
matériau, il y a trés souvent des différences
importantes pour une même matière.
* Les conditions de coupe peuvent aussi
dépendre des critères suivants: durée de
vie des outils, finition de la surface, rigidité
de l’outil, lubrification, puissance disponible
FRANÇAIS
de la machine.
* Plus la matière est dure, plus la vitesse de
coupe est faible. A grande vitesse certaines
matières de faible dureté mais contenant
des composants abrasifs émoussent les
arêtes coupantes des outils. L’avance doit
tenir compte de la rigidité de l’ensemble, du
volume de matière à enlever, de l’état de
surface désiré et de la puissance machine.
* Il est préférable de régler et maintenir une
vitesse constante pour une même matière
et faire varier l’avance dans les limites
définies.
* L’avance de l’outil, en millimètres/mn ou en
pouces/mn, est le produit de la vitesse par
le nombre de dents de la fraise et l’avance
par dent.Avec une avance trop faible ou trop
importante l’outil est plus vite détérioré. Dans
le cas de matière dure, l’ avance trop grande
écaille les arêtes de coupe tout en créant un
échauffement exagéré.
* Les outils et porte outils longs et étroits ne
supportent pas des avances importantes du
fait de la flexion. Dans la mesure du possible
utiliser les dimensions maximum en diamétre,
ceci est important pour les matières dures.
L’acier de 400 HB est la limite pour les outils
conventionnels en M2 HSS. Au dessus de 300
HB, les alliages au cobalt sont recommandés
pour augmenter la vie des outils. Pour l’ acier
moins dur l’alliage avec le cobalt peut
améliorer les performances en augmentant
vitesse et avance jusqu’à 50%.
14
 Loading...
Loading...