


Ultimaker 3
Manual de instalación y uso
Manual original versión 1.4 2017
Renuncia de responsabilidades
Lea y comprenda el contenido de este manual de instalación y uso. No leer el manual puede dar lugar
a lesiones personales, resultados de inferior calidad o daños en la Ultimaker 3. Asegúrese siempre de
que cualquiera que utilice la impresora 3D conozca y comprenda el contenido del manual para sacar el
máximo partido de la Ultimaker 3 o de la Ultimaker 3 Extended.
Las condiciones o los métodos que se utilicen para el montaje, la manipulación, el almacenamiento, el uso o la
eliminación* del dispositivo están fuera de nuestro control y pueden no ser de nuestro conocimiento. Por esta
y otras razones, no asumimos responsabilidad alguna y declinamos expresamente toda responsabilidad por
perjuicios, lesiones, daños o gastos derivados o relacionados de cualquier manera con el montaje, la manipulación, el
almacenamiento, el uso o la eliminación del producto.*
La información contenida en este documento se obtuvo de fuentes que consideramos fiables. Sin embargo, la
información se facilita sin ninguna garantía, expresa o implícita, con respecto a su precisión.
Uso previsto de la Ultimaker 3
Las impresoras Ultimaker 3D se han diseñado y fabricado para el modelado por deposición fundida con termoplásticos
de ingeniería de Ultimaker en entornos comerciales y empresariales. La combinación de precisión y velocidad hace de
las impresoras Ultimaker 3D la herramienta perfecta para la obtención de modelos conceptuales, prototipos funcionales
y la producción de series pequeñas. Aunque hemos logrado un nivel muy alto en la reproducción de modelos 3D
gracias al uso de la Ultimaker Cura, el usuario tiene la responsabilidad de evaluar y validar cómo emplear el objeto
impreso y, en especial, en aquellas áreas con normativas muy estrictas como son los campos médico y aeronáutico.
Aunque puede utilizar los materiales que desee, obtendrá los mejores resultados con el material certificado de
Ultimaker, ya que hemos trabajado para hacer que las propiedades del material concuerden con los ajustes del
dispositivo.
* Cumplimos con la directiva WEEE
Copyright © 2017 Ultimaker. Todos los derechos reservados en todo el mundo.
La versión en este idioma del manual ha sido verificada por el fabricante (manual original).
No se autoriza la reproducción ni divulgación de ninguna parte de esta publicación, ni siquiera las imágenes, ya
sea mediante impresión, fotocopiado, microfilm o ningún otro medio, sin el previo consentimiento por escrito
de Ultimaker.
2
Índice
Renuncia de responsabilidades 2
Prefacio 4
Certications 5
Seguridad y cumplimiento normativo 6
1.1 Mensajes de seguridad 7
1.2 Peligros 8
Introducción 9
2.1 Componentes principales de la Ultimaker 3 o Ultimaker 3 Extended 10
2.2 Specifications 11
Desembalaje e instalación del hardware 12
3.1 Desempaquetado 13
3.2 Instalación de los accesorios de hardware 15
Conguración para el primer uso 17
4.1 Instalación de los print cores 18
4.2 Carga de materiales 19
4.3 Instalación de la red wifi y el firmware 21
4.4 Instalación de Ultimaker Cura 22
Funcionamiento 23
5.1 Control y pantalla 24
5.2 Materiales 25
5.3 Preparación de una impresora con Ultimaker Cura 26
5.4 Inicio de la impresión 28
5.5 Retirada de la impresión 30
5.6 Retirada del material de soporte 31
5.7 Cambio de materiales y print cores 33
5.8 Calibraciones 34
Mantenimiento 37
6.1 Actualización del firmware 38
6.2 Almacenamiento y manipulación de los materiales 39
6.3 Programa de mantenimiento 40
6.4 Limpieza de la impresora 41
6.5 Lubricación de los ejes 44
6.6 Comprobación de holgura en los ejes 45
6.7 Comprobación de la tensión de las correas cortas 46
6.8 Comprobación de si hay residuos en el ventilador frontal del cabezal de impresión 47
6.9 Comprobación de la calidad de la funda de silicona de la tobera 48
6.10 Lubricación del husillo del motor del eje Z 49
6.11 Limpieza de los print cores 50
6.12 Limpieza de los alimentadores y sustitución de los tubos guía 53
Solución de problemas 56
7.1 Error messages 57
7.2 Solución de problemas con los print cores 58
7.3 Problemas de calidad de impresión 58
3

Prefacio
Este es el manual de instalación y uso para su Ultimaker 3 o Ultimaker 3 Extended. El manual contiene capítulos sobre
la instalación y el uso de la impresora 3D.
El manual contiene información importante e instrucciones de seguridad, instalación y uso. Lea toda la información
y siga atentamente las instrucciones y directrices de este manual. Esto asegurará que obtenga impresiones de gran
calidad y que se eviten posibles lesiones y accidentes.
Asegúrese de que todos los que utilicen la impresora Ultimaker 3 o Ultimaker 3 Extended tengan acceso a este manual.
Se ha hecho todo lo posible para que este manual sea tan preciso y completo como sea posible. Se considera que la
información es correcta, pero no pretende ser exhaustiva y debe utilizarse solo como guía. Si descubre cualquier error
u omisión, háganoslo saber para que podamos hacer modificaciones. Esto nos permitirá mejorar la documentación y el
servicio que le prestamos.
4

Certications
Para acceder a la última versión del documento CE, vaya a www.ultimaker.com
5

1. Seguridad y cumplimiento normativo
Es muy importante que trabaje de forma
segura con su Ultimaker 3 o Ultimaker
3 Extended. Este capítulo trata sobre la
seguridad y los riesgos.
Lea toda la información cuidadosamente
para evitar posibles lesiones y accidentes.
6
1.1 Mensajes de seguridad
Este manual contiene advertencias y avisos de seguridad.
Proporciona información adicional útil para realizar una tarea o evitar problemas.
Advierte de una situación que puede causar daños o lesiones si no se siguen las instrucciones de seguridad.
Información general de seguridad
La Ultimaker 3 o Ultimaker 3 Extended genera altas temperaturas y tiene partes móviles calientes que pueden provocar
lesiones. Nunca acceda al interior de la Ultimaker 3 o Ultimaker 3 Extended mientras esté en funcionamiento. Controle
siempre la impresora con el botón de la parte frontal o el interruptor de encendido de la parte posterior. Deje que se
enfríe la Ultimaker 3 o Ultimaker 3 Extended durante 5 minutos antes de acceder al interior.
No cambie ni ajuste nada en la Ultimaker 3 o Ultimaker 3 Extended a menos que el cambio sea autorizado por el
fabricante.
No guarde objetos dentro de la Ultimaker 3 o Ultimaker 3 Extended.
La Ultimaker 3 o Ultimaker 3 Extended no está diseñada para ser utilizada por personas con discapacidades físicas,
sensoriales o mentales, o con falta de experiencia y conocimientos, a menos que sean supervisadas o instruidas acerca
del uso del aparato por una persona responsable de su seguridad.
Los niños deben estar bajo supervisión constante cuando se use la impresora.
Interferencias de radio intencionadas
Este dispositivo no produce interferencias dañinas y debe aceptar cualquier interferencia recibida, incluidas las
interferencias que puedan afectar al funcionamiento.
7

1.2 Peligros
Compatibilidad electromagnética (CEM)
Se ha comprobado que este equipo cumple los límites para dispositivos digitales de clase A, de acuerdo con el
apartado 15 de las normas de la FCC. El objetivo de estas limitaciones es brindar una protección razonable contra
interferencias dañinas cuando el equipo se utiliza en entornos comerciales. Este equipo genera, usa y puede irradiar
energía de radiofrecuencia y, si no se instala y se usa de acuerdo con las instrucciones suministradas, podría ocasionar
interferencias perjudiciales para las comunicaciones por radio. El funcionamiento de este equipo en una zona
residencial puede causar interferencias dañinas, en cuyo caso el usuario deberá corregirlas corriendo con los gastos.
Seguridad eléctrica
La Ultimaker 3 se ha verificado conforme al estándar IEC 60950-1, que se engloba bajo la directiva de baja
tensión. La Ultimaker 3 se debe utilizar conjuntamente con la fuente de alimentación Meanwell GST220AX
y con el cable de alimentación suministrado. En combinación, garantizan un uso seguro en relación con
cortocircuitos, sobrecargas, sobrecalentamientos y bajadas y subidas de tensión. Debe utilizarse una toma
de red con conexión a tierra. Asegúrese de que la instalación del edificio dispone de medios específicos para
sobrecargas de tensión y cortocircuitos. Para obtener más información, consulte el informe CB en nuestro
sitio web.
Desenchufe siempre la impresora antes de llevar a cabo el mantenimiento o las modificaciones.
Seguridad mecánica
La Ultimaker 3 contiene partes móviles. Se ha comprobado que las correas de transmisión no causan lesiones.
La fuerza de la placa de impresión es suficiente para provocar daños, por lo que se recomienda mantener las
manos lejos de su alcance durante el funcionamiento.
Desenchufe siempre la impresora antes de llevar a cabo el mantenimiento o las modificaciones.
Riesgo de quemaduras
Existen riesgos de que se produzcan quemaduras: el cabezal de impresión puede alcanzar temperaturas de
hasta 280 °C y, la plataforma calentada, de 100 °C. No los toque directamente con las manos.
Deje siempre que la impresora se enfríe durante 30 minutos antes de llevar a cabo el mantenimiento o las
modificaciones.
Salud y seguridad
La Ultimaker 3 está diseñada para el filamento Ultimaker. Estos materiales pueden imprimirse de forma
segura si se utilizan la configuración y las temperaturas recomendadas. Recomendamos imprimir todos los
materiales Ultimaker en un área bien ventilada. Consulte las fichas de datos de seguridad de cada material
para obtener más información.
Los materiales que no sean Ultimaker pueden liberar compuestos orgánicos volátiles cuando se procesan en
impresoras 3D Ultimaker (no cubiertos por la garantía). Esto puede provocar dolores de cabeza, fatiga, mareos,
confusión, somnolencia, malestar, dificultad para concentrarse y una sensación de intoxicación. Se recomienda el
uso de una campana de humos. Consulte las fichas de datos de seguridad de estos materiales para obtener más
información.
8

2. Introducción
Conozca su Ultimaker 3 y sepa cuáles son
las posibilidades de esta impresora 3D.
9
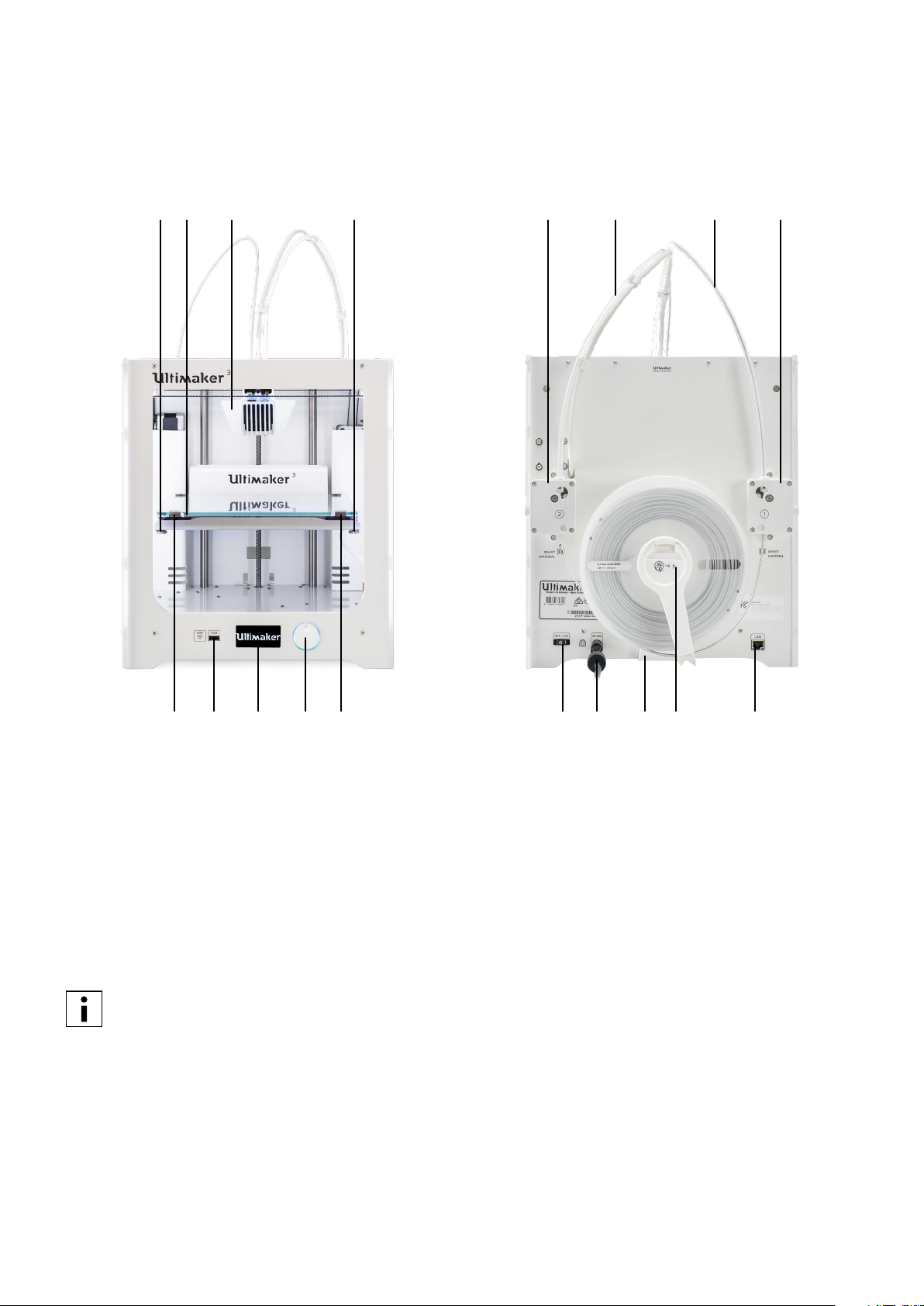
2.1 Componentes principales de la Ultimaker 3 o Ultimaker
3 Extended
3 81 92 93 10
4 157 146 135 124 11
1. Placa de impresión
2. Cabezal de impresión
3. Tuercas moleteadas
4. Abrazaderas de la placa de impresión
5. Botón pulsador/giratorio
6. Pantalla
7. Puerto USB
8. Alimentador 2
El modelo representado corresponde a la Ultimaker 3. Los componentes principales de la Ultimaker 3
Extended son los mismos y están exactamente en la misma posición. La única diferencia entre las dos
impresoras es el peso de la caja. Consulte las especificaciones para conocer las distintas dimensiones.
9. Tubos guía
10. Alimentador 1
11. Puerto Ethernet
12. Soporte de bobina doble con cable NFC
13. Cubierta de cables
14. Toma de alimentación y cable
15. Interruptor de encendido
10

2.2 Specications
Impresora y propiedades de impresión
Tecnología Modelado por deposición fundida (FDM, por sus siglas en inglés)
Cabezal de impresión Cabezal de impresión de extrusión doble con sistema automático de elevación
de la tobera y print cores intercambiables.
Volumen de impresión Ultimaker 3 Ultimaker 3 Extended
Tobera izquierda: 215 x 215 x 200 mm 215 x 215 x 300 mm
Tobera derecha: 215 x 215 x 200 mm 215 x 215 x 300 mm
Material dual: 197 x 215 x 200 mm 197 x 215 x 300 mm
Diámetro del filamento 2.85 mm
Resolución de la capa Tobera de 0,25 mm: 150 - 60 micrones
Tobera de 0,40 mm: 200 - 20 micrones
Tobera de 0,80 mm: 600 - 20 micrones
Precisión XYZ 12,5, 12,5, 2,5 micrones
Velocidad de desplazamiento
del cabezal de impresión 30 – 300 mm/s
Velocidad de impresión < 24 mm³/s
Placa de impresión Placa de impresión de vidrio calefactada
Temperatura de la placa de impresión 20 – 100 ºC
Nivelación de la placa de impresión Nivelación activa
Materiales compatibles Nylon, PLA, ABS, CPE, CPE+, PC, TPU 95A, PP, PVA, Breakaway
Diámetro de la tobera 0.25 mm, 0.40 mm, 0.80 mm
Temperatura de la tobera 80 – 280 ºC
Tiempo de calentamiento de la tobera < 2 min
Tiempo de calentamiento de la
placa de impresión < 4 min (20 - > 60 ºC)
Sonido en funcionamiento 50 dBA
Reconocimiento de materiales Reconocimiento de material con escáner NFC
Conectividad Wifi, LAN, puerto USB
Supervisión Cámara en directo
Dimensiones físicas
Ultimaker 3 Ultimaker 3 Extended
Dimensiones 342 x 380 x 389 mm 342 x 380 x 489 mm
Dimensiones 342 x 505 x 588 mm 342 x 505 x 688 mm
(con tubo guía y soporte de bobina)
Peso neto 10,6 kg 11.3 kg
Peso de transporte 15,5 kg 16,8 kg
Dimensiones de la caja de embalaje 400 x 395 x 590 400 x 395 x 690
Requisitos de alimentación
Entrada 100 – 240V
4A, 50 – 60Hz
221 W max.
Salida 24 V DC, 9.2 A
Condiciones ambientales
Temperatura ambiental
de funcionamiento 15 - 32 °C, 10 - 90 % de HR sin condensación
Consulte las especificaciones de los materiales
Temperatura sin funcionamiento 0 – 32 °C
Software
Software suministrado Ultimaker Cura, nuestro software gratuito de preparación de impresión
Sistemas operativos admitidos MacOS, Windows, and Linux
Tipos de archivos STL, OBJ, X3D, and 3MF
G and GCODE
BMP, GIF, JPG and PNG
11

3. Desembalaje e instalación del hardware
Desembale su Ultimaker 3 o Ultimaker
3 Extended cuidadosamente e instale el
hardware siguiendo las instrucciones de
este capítulo.
12
3.1 Desempaquetado
La Ultimaker 3 se suministra en un embalaje reutilizable y duradero, especialmente diseñado para protegerla.
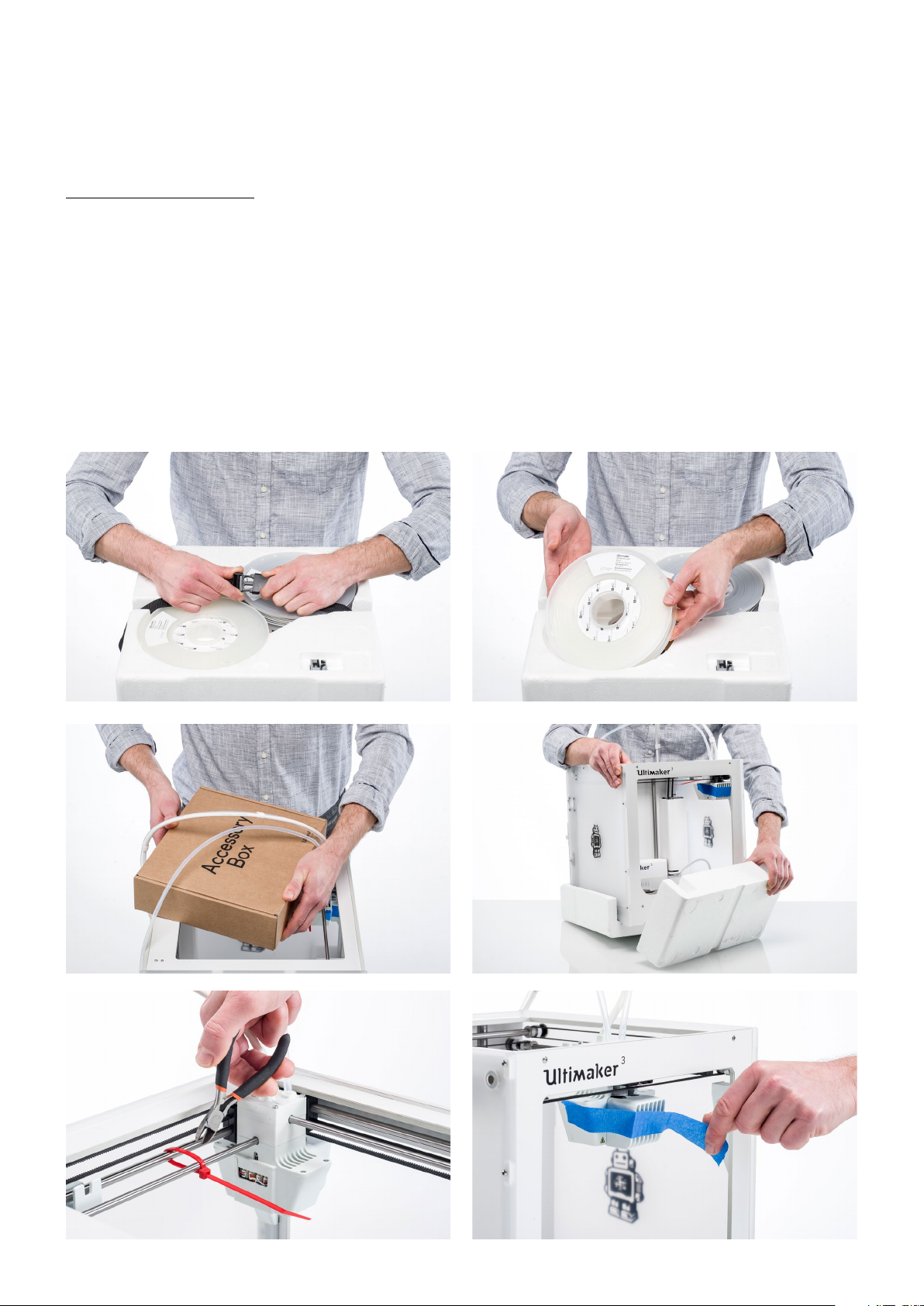
Desempaquetado
Siga los pasos siguientes para desempaquetar la Ultimaker 3.
1. Saque la Ultimaker 3 de la caja de cartón.
2. Abra la hebilla para aflojar la correa.
3. Quite la parte superior del embalaje de espuma de poliestireno con las dos bobinas de filamento y la prueba de
impresión de fábrica.
4. Saque la caja de accesorios.
5. Saque la parte de espuma de poliestireno colocada en la parte delantera de la Ultimaker 3.
6. Agarre la Ultimaker 3, quite la parte inferior de espuma de poliestireno y coloque la impresora sobre una superficie
plana.
7. Corte la brida de plástico que sujeta el cabezal de impresión.
8. Retire el trozo de cinta adhesiva del cabezal de impresión.
13

Contenido de la caja
Además de las bobinas de PLA (350 g) y PVA (350 g), la prueba de impresión y una guía de inicio rápido, la Ultimaker
3 se suministra con varios accesorios de hardware. Compruebe que todos estos accesorios estén incluidos antes de
continuar.
1. Cable de alimentación (bajo la impresora)
2. Adaptador de alimentación
3. Cable Ethernet
4. Soporte de bobina con cable NFC
5. Guía de material
6. Cubierta de cables
7. Destornillador hexagonal
8. Print core AA 0.4 y print core BB 0.4
Hay otro print core AA 0.4 en la ranura 1 del cabezal de impresión de la Ultimaker 3.
3
1
2
15
9. Placa de vidrio
10. Tarjeta de calibración
11. Unidad USB
12. Hoja de calibración XY
13. Barra de pegamento
14. Magnalube (para el husillo del motor del eje Z)
15. Aceite de máquina (para los ejes X/Y/Z)
4
5
7
6
14
13
8
9
10
11
12
14
3.2 Instalación de los accesorios de hardware
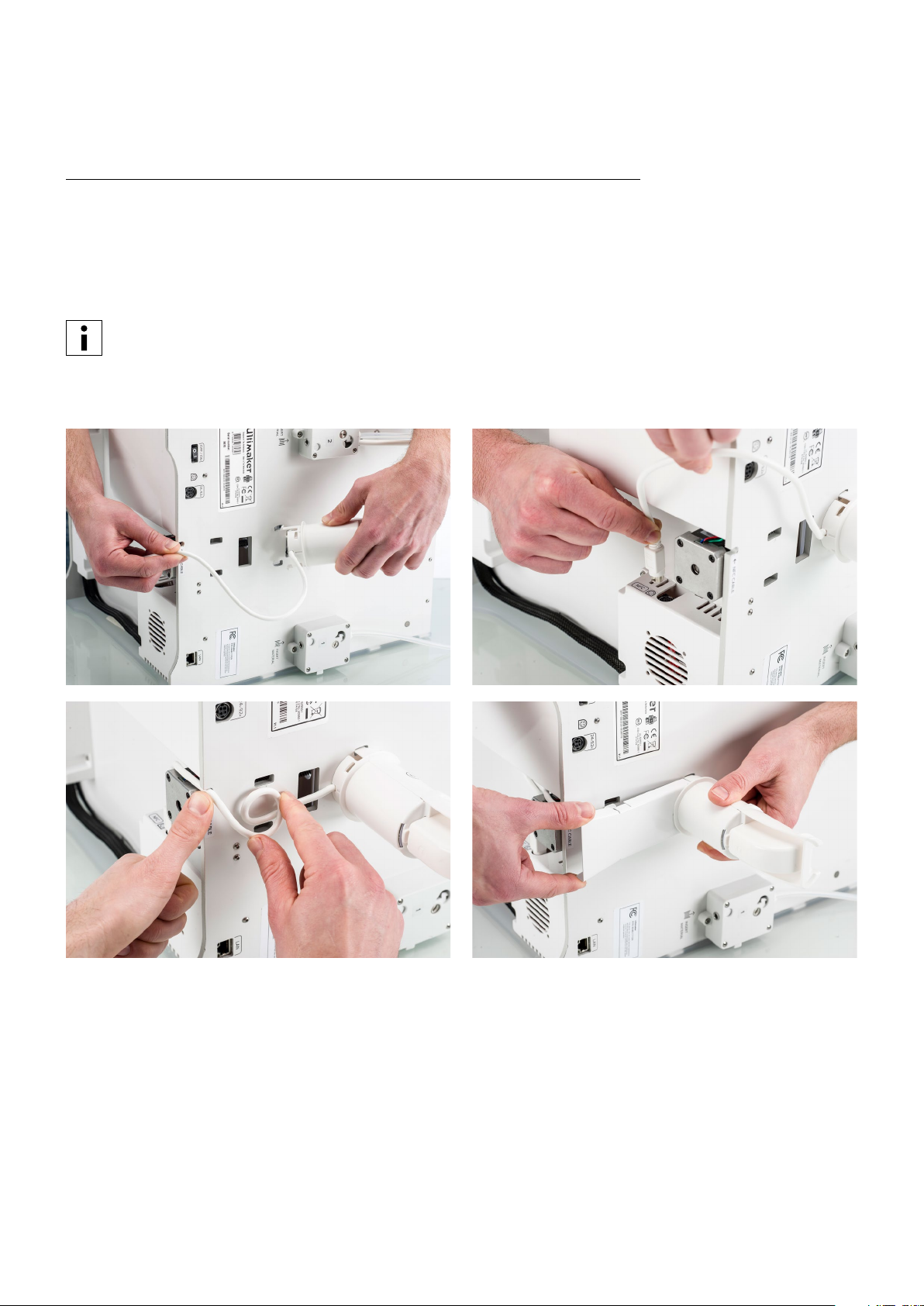
Colocación y conexión del soporte de bobina con NFC
1. Apoye con cuidado la impresora sobre su lado izquierdo.
2. Inserte el soporte de bobina en el panel posterior. Coloque primero la parte de arriba en el orificio y presiónelo
hasta que encaje.
3. Conecte el cable NFC a la toma NFC. La parte plana del conector queda orientada hacia afuera con respecto al panel
inferior.
4. Meta el cable NFC por la ranura del panel posterior.
Si tiene una Ultimaker 3, debe recoger el cable sobrante hacia el panel posterior, para que encaje detrás de la
cubierta de los cables correctamente. Esto no es necesario para la Ultimaker 3 Extended.
5. Coloque la cubierta de los cables en el panel posterior para fijar el cable.
6. Vuelva a poner derecha la Ultimaker 3 con cuidado.
15
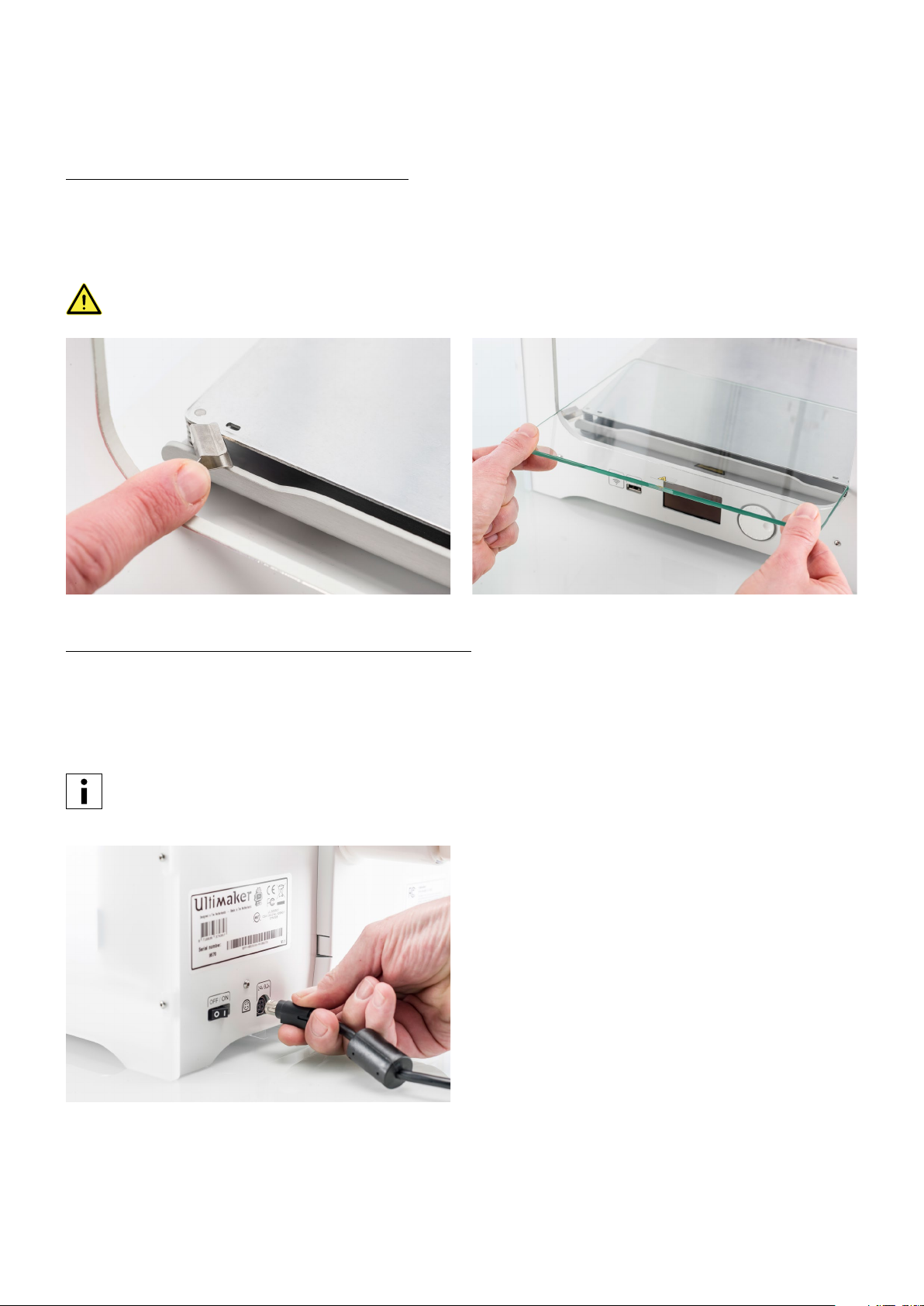
Colocación de la placa de vidrio
1. Abra las dos abrazaderas de la parte frontal de la placa de impresión.
2. Deslice suavemente la placa de vidrio sobre la placa de impresión y asegúrese de que encaje en las abrazaderas de
la parte posterior de la placa de impresión.
3. Cierre las dos abrazaderas de la parte frontal de la placa de impresión para fijar la placa de vidrio.
Dejar abiertas las abrazaderas de la placa de impresión puede dañar la Ultimaker 3 al elevar la placa de
impresión.
Conexión de la fuente de alimentación
1. Conecte el cable de alimentación al adaptador de alimentación.
2. Enchufe el cable de alimentación en la toma eléctrica.
3. Conecte el otro extremo del adaptador de alimentación a la Ultimaker 3. La parte plana del conector debe estar
orientada hacia abajo. Antes de enchufar el cable en el puerto, tiene que tirar del mecanismo. Cuando ya haya
conectado el cable a la impresora, asegúrese de que está encajado correctamente.
La Ultimaker 3 puede utilizar corrientes del rango de 230 VCA y 50 Hz o 110 VCA y 60 Hz. Debe utilizar una
toma de corriente con conexión a tierra como protección contra sobrecargas de tensión y el edificio debe
disponer de medios específicos para proteger contra cortocircuitos.
16

4. Conguración para el
primer uso
Una vez instalados los accesorios, tiene que
configurar la impresora para utilizarla por
primera vez. Este capítulo incluye los pasos
para la instalación de los print cores, la
carga de los materiales, la configuración de
la red wifi, la actualización del firmware y la
instalación del software Ultimaker Cura.
17

4.1 Instalación de los print cores
Encienda la impresora con el interruptor de encendido de la parte posterior para proceder a la configuración. La
configuración de bienvenida aparecerá en la pantalla. Gire el botón para desplazarse por los menús y presiónelo para
confirmar la selección.
Print cores
Existen dos tipos de print cores:
There are two types of print cores:
• Tipo AA: para imprimir materiales de construcción y el material Ultimaker Breakaway.
• Tipo BB: para imprimir material de soporte soluble en agua.
La impresora Ultimaker 3 se suministra con dos print cores AA 0.4, de los cuales uno ya está instalado en la ranura 1
del cabezal de impresión, y un print core BB 0.4. Esto significa que es posible realizar impresiones con dos materiales
de impresión o con uno de impresión y otro de soporte.
Los print cores contienen información, de modo que la impresora siempre sabe qué print cores están instalados y qué
materiales se pueden utilizar con cada print core.
Instalación del segundo print core
Durante la configuración de bienvenida, debe instalarse el segundo print core. Para ello, siga los pasos que aparecen en
la pantalla de la Ultimaker 3:
1. Abra el soporte del ventilador del cabezal de impresión y pulse Continue (Continuar).
2. La Ultimaker 3 detectará automáticamente el print core (AA) que esté colocado en la ranura 1 del cabezal de
impresión. Confirme para continuar.
3. Coloque el print core BB en la ranura 2 del cabezal de impresión presionando las palancas del print core y
deslizándolo para insertarlo en el cabezal de impresión.
No toque el chip de la parte posterior del print core con los dedos.
No olvide mantener el print core completamente en vertical mientras lo está colocando para poder
introducirlo en el cabezal de impresión correctamente.
4. La Ultimaker 3 detectará automáticamente el print core (BB) que se coloca en la ranura 2 del cabezal de impresión
Confirme para continuar.
5. Cierre el soporte del ventilador del cabezal de impresión para continuar con la configuración.
18

4.2 Carga de materiales
Antes de empezar a imprimir, tiene que cargar los materiales en la Ultimaker 3. Para el primer uso, se recomienda
utilizar las bobinas de PLA y PVA que se incluyen con la Ultimaker 3.
Carga del material 2
Cargue primero el material indicado como 2, ya que es el material que debe colocarse más cerca de la parte posterior
de la impresora. Siga estos pasos para cargar el material.
1. Coloque la bobina con el material 2 (PVA) en su soporte. Compruebe que la coloca con el material orientado de
forma que se desenrolle hacia la derecha, para que el material pueda entrar en el alimentador 2 por la parte inferior.
2. Espere hasta que la Ultimaker 3 haya detectado el material.
3. Inserte el extremo del material en el alimentador 2 y empújelo suavemente hasta que el alimentador agarre el
material y sea visible en el tubo guía. Seleccione Confirm (Confirmar) para continuar.
Enderece un poco el extremo del material para que pueda entrar fácilmente en el alimentador.
4. Espere a que la Ultimaker 3 caliente el print core 2 para cargar el material en el cabezal de impresión.
5. Confirme que el nuevo material se extrude del cabezal de impresión.
6. Espere a que el print core 2 se enfríe.
19

Carga del material 1
El material 1 se colocará sobre la guía de material antes de colocarlo sobre el soporte de la bobina, para evitar que se
enmarañen los dos materiales durante la impresión. Siga estos pasos para cargar el material 1.
1. Agarre la guía de material y sosténgala con la parte exterior mirando hacia usted.
2. Coloque la bobina de material con el material 1 (PLA) en la guía de material de forma que pueda desenrollarse
hacia la izquierda.
3. Introduzca el extremo del material por el orificio de la guía de material. Seleccione Continue (Continuar) cuando
haya terminado.
4. Coloque la guía de material, con el material 1 sobre la misma, en el soporte de bobina, detrás del material 2 y
espere hasta que lo detecte la impresora.
5. Inserte el extremo del material en el alimentador 1 y empújelo suavemente hasta que el alimentador agarre el
material y sea visible en el tubo guía. Seleccione Confirm (Confirmar) para continuar.
6. Espere a que la Ultimaker 3 caliente el print core 1 para cargar el material en el cabezal de impresión.
7. Confirme que el nuevo material se extrude del cabezal de impresión.
8. Espere a que el print core 1 se enfríe.
20

4.3 Instalación de la red wi y el rmware
Con la Ultimaker 3 puede imprimir de forma inalámbrica mediante una red. Por lo tanto, lo próximo que tiene que
hacer es conectar la Ultimaker 3 a una red. Necesitará un ordenador o un smartphone para hacerlo.
Conguración de la red wi
1. Espere a que la Ultimaker 3 haya creado una zona con cobertura inalámbrica wifi. Este proceso puede tardar un
minuto.
2. Pase al ordenador o smartphone y conéctelo a la red inalámbrica de la impresora. El nombre de la red se muestra
en la pantalla de la Ultimaker 3.
3. Aparecerá un mensaje emergente en el ordenador. Siga los pasos para conectar la Ultimaker 3 a la red wifi local. El
mensaje emergente dejará de mostrarse cuando haya realizado todos los pasos.
Si no aparece el mensaje emergente, abra un navegador y acceda a un sitio web que su navegador no
conozca
4. Vaya otra vez a la Ultimaker 3 para continuar con la configuración.
En algunos entornos de red, puede que la Ultimaker 3 tenga problemas para conectarse de forma inalámbrica.
Si esto ocurriese, vuelva a ejecutar la configuración de la red wifi desde otro ordenador.
Si omite este proceso, siempre puede volver a realizar la configuración de la red wifi tras completar la
configuración de bienvenida accediendo a System (Sistema) g Network (Red) g Run WiFi setup (Ejecutar
configuración de red wifi).
Actualización del rmware
La Ultimaker 3 comprueba por último si se ha instalado el firmware más reciente. Si no está instalada la última versión,
la descargará de la red y la instalará. Este proceso puede durar varios minutos.
21

4.4 Instalación de Ultimaker Cura
Para la Ultimaker 3, recomendamos nuestro software gratuito Ultimaker Cura para preparar su modelo para la
impresión 3D. Para principiantes, facilita la obtención de estupendos resultados. Para expertos, hay más de 200 ajustes
para satisfacer sus necesidades.
Para la Ultimaker 3, debe utilizar Ultimaker Cura 2.3 o superior. Se recomienda utilizar siempre la última versión
estable.
Requisitos del sistema
Plataformas compatibles
• Windows Vista o superior (64 bits)
• Mac OSX 10.7 o superior (64 bit)
• Linux Ubuntu 14.04, Fedora 23, OpenSuse 13.2, ArchLinux o superior (64 bits)
Las versiones de Windows de 32 bits solo son compatibles hasta Cura 2.3.
Requisitos del sistema
• Chip gráfico compatible con OpenGL 2
• Intel Core 2 o AMD Athlon 64 o superior
• Al menos 4 Gb de memoria RAM (se recomiendan 8 Gb o más)
Instalación
Puede encontrar el software Ultimaker Cura en www.ultimaker.com/software. Después de descargarlo, abra el
instalador y ejecute el asistente de instalación para completar la instalación. Cuando abra Ultimaker Cura por primera
vez, se le pedirá que seleccione su impresora 3D: la Ultimaker 3 o Ultimaker 3 Extended. No es necesaria ninguna otra
configuración y ya puede empezar a utilizar Ultimaker Cura.
22

5. Funcionamiento
Tras la instalación, es hora de empezar a
imprimir con la Ultimaker 3. Este capítulo
proporciona información sobre el control y
la pantalla, los materiales, Ultimaker Cura,
cómo iniciar la impresión, cómo retirar la
impresión y el material de soporte y cómo
cambiar los materiales, los print cores y las
calibraciones.
23

5.1 Control y pantalla
Control
Tras encender la Ultimaker 3 con el interruptor de alimentación de la parte posterior, la impresora puede controlarse
fácilmente con el botón pulsador/giratorio a la derecha de la pantalla. El botón permite las acciones siguientes:
• Girar para desplazarse por un menú o seleccionar una opción.
• Pulsar para confirmar una selección o una acción.
Al presionar el botón, escuchará un pitido que confirma la acción. Un botón parpadeante significa que la Ultimaker 3
está esperando la intervención del usuario.
Pantalla y menús
La pantalla en la parte frontal de la impresora muestra toda la información necesaria para configurar y utilizar la
Ultimaker 3. Al encender la Ultimaker 3 por primera vez, se le guiará por la configuración de bienvenida. Al encender la
Ultimaker 3 después del primer uso, aparecerá el logotipo de Ultimaker primero y, a continuación, el menú principal.
El menú principal ofrece tres opciones: Print (Imprimir), Material/PrintCore (Material/núcleo de impresión) y System
(Sistema).
Print (Imprimir)
El menú Print (Imprimir) permite seleccionar una impresión cuando se utiliza una unidad USB. Durante la impresión,
este menú también le permite ajustar la impresión y cambiar, por ejemplo, los ajustes.
Material/PrintCore (Material/núcleo de impresión)
El menú Material/PrintCore (Material/núcleo de impresión) le permite cambiar, cargar y descargar los materiales y los
print cores. Es más, puede mover el material y configurar manualmente la temperatura de cada print core.
System (Sistema)
El menú System (Sistema) ofrece varias opciones para controlar la red, la placa de impresión, el cabezal de impresión
y la luz del bastidor, así como para ejecutar el mantenimiento y las pruebas diagnósticas. Estas opciones del menú son
especialmente útiles para el mantenimiento o para solucionar problemas de la impresora.
24

5.2 Materiales
Compatibilidad de los materiales
Tal y como hemos explicado en el capítulo 4.1 Configuración para el primer uso, la Ultimaker 3 se suministra con dos
print cores para el material de impresión (AA) y con un print core para el material de soporte (BB). Los print cores AA se
pueden utilizar para imprimir con PLA, ABS, CPE, CPE+, nailon, PC, TPU 95A, PP y Breakaway. El print core BB se puede
utilizar para PVA.
Esta compatibilidad se basa en impresiones de extrusión sencilla con un print core 0.4. Si está utilizando un print core
0.25 o 0.8, la compatibilidad varía ligeramente. El resumen que se ve a continuación muestra el material que puede
utilizarse con cada print core.
PLA ABS Nylon CPE CPE+ PC TPU 95A PP PVA Breakaway
Print core 0.25
Print core 0.4
Print core 0.8
Officially supported Experimental Not supported
Para ver un resumen de posibles combinaciones de materiales de extrusión doble, consulte la tabla que se muestra a
continuación.
PLA ABS Nylon CPE CPE+ PC TPU 95A PP PVA Breakaway
PLA
ABS
Nylon
CPE
CPE+
PC
TPU 95A
PP
PVA
Breakaway
Officially supported Experimental Not supported
Aunque con la Ultimaker 3 puede trabajar con el material que desee, se recomienda utilizar materiales Ultimaker en
la impresora. Todos los materiales Ultimaker se han sometido a pruebas exhaustivas y tienen perfiles optimizados
en Ultimaker Cura para garantizar el mejor resultado de impresión. Utilizar materiales Ultimaker también le permitirá
beneficiarse del sistema de detección NFC. La Ultimaker 3 reconocerá automáticamente las bobinas Ultimaker y esta
información puede transferirse directamente a Ultimaker Cura cuando hay conexión de red. Esto permite una conexión
fluida entre la impresora y el software Ultimaker Cura.
Ajustes de impresión
Cada material requiere ajustes diferentes para conseguir resultados óptimos. Si utiliza Ultimaker Cura para preparar
el modelo, estos ajustes se configuran correctamente de forma automática si se han seleccionado los print cores y los
materiales correctos.
Para todos los materiales compatibles con la Ultimaker 3, se recomienda también aplicar una capa fina de pegamento
(utilizando la barra de pegamento de la caja de accesorios) o colocar una hoja adhesiva sobre la placa de vidrio antes
de iniciar una impresión. Esto garantizará que la impresión quede bien adherida a la placa de vidrio.
Para ver instrucciones detalladas sobre qué ajustes y qué métodos de adhesión deben utilizarse para cada material,
consulte los manuales de materiales en ele Ultimaker website.
25

5.3 Preparación de una impresora con Ultimaker Cura
Interfaz
Cuando haya añadido la Ultimaker 3 en Ultimaker Cura, la interfaz principal se hará visible. Aquí se ve un resumen de la
interfaz.
1. Abrir archivo
2. Herramientas de ajuste
3. Áreas no imprimibles
4. Modelo 3D
5. Modo de vista
6. Impresora, print core y configuración de materiales
7. Print Setup (Configuración de impresión) (modo recomendado)
8. Información del modelo
9. Información de trabajo de impresión (hora de impresión y uso de material)
10. Guardar en archivo, tarjeta SD o imprimir en red
26

Segmentación de un modelo
Para segmentar un modelo en Ultimaker Cura, siga los pasos que se describen a continuación.
1. Load the model(s) by clicking the “Open File” folder icon.
2. In the Sidebar (right side of the screen), check if the print cores and materials are correct.
3. Use the Adjustment Tools to position, scale and rotate the model if desired.
4. Select your desired settings (layer height/print speed, infill, support and build plate adhesion) under “Print Setup”.
Al imprimir con soporte, se ofrece la opción de seleccionar el extrusor que desea utilizar para imprimir la
estructura del soporte. Esto le permite imprimir el modelo con soporte de PVA o Breakaway en su Ultimaker 3.
5. Para ver el resultado de los ajustes seleccionado, cambie el modo de vista de Solid view (Vista de sólidos) a Layer
view (Vista de capas).
6. En la esquina inferior derecha, seleccione Save to file (Guardar en archivo), Save to USB (Guardar en USB) o Print
over network (Imprimir mediante red), en función del método de impresión.
Si crea una impresión de dos colores, debe asignar colores de materiales a los modelos y combinar los
modelos antes de finalizar la segmentación.
Para ver más instrucciones sobre cómo utilizar Ultimaker Cura, consulte el Ultimaker Cura manual en nuestro sitio web.
27

5.4 Inicio de la impresión
Impresión con Cura Connect
La Ultimaker 3 ofrece la posibilidad de imprimir en red, ya sea wifi o Ethernet. Esto puede realizarse con Cura Connect
en Ultimaker Cura cuando la Ultimaker 3 y el ordenador están conectados a la misma red.
Para utilizar Cura Connect, la Ultimaker 3 debe tener instalada la versión 4.0 o superior del firmware.
Para iniciar una impresión por Cura Connect, siga estos pasos:
1. Conecte la Ultimaker 3 a la red (si aún no lo ha hecho) por wifi o Ethernet:
• Wifi: Instale la red wifi; para ello, vaya a System (Sistema) g Network (Red) g Run WiFi setup (Ejecutar
configuración de red wifi) y siga los pasos que aparecen en pantalla.
• Ethernet: Connect the LAN cable to socket on the back side of the Ultimaker 3.
2. Active la red wifi o Ethernet en el menú de red.
3. En Ultimaker Cura, vaya a Settings (Ajustes) g Printers (Impresoras) g Manage printers (Gestionar impresoras).
4. Haga clic en el botón Connect via network (Conectar mediante red).
5. Seleccione su impresora Ultimaker en la lista de impresoras que se muestran y haga clic en Connect (Conectar).
Esta impresora aloja ahora Cura Connect.
6. Segmente el modelo 3D en Ultimaker Cura.
7. Presione Print over network (Imprimir mediante red) para empezar a imprimir.
Una vez que la impresora esté en marcha, puede supervisarla abriendo la pestaña Monitor en la parte superior
de la pantalla de Ultimaker Cura. Esto le permite ver el progreso de las impresiones y controlar la Ultimaker 3
a distancia..
Al enviar varios trabajos de impresión, Cura Connect los añade automáticamente a una cola.
Consulte el manual de Cura Connect manual fpara ver una descripción más detallada de todas las funciones.
28

Impresión con USB
Siempre que no sea posible imprimir mediante una red, puede transferir los archivos de impresión 3D a la impresora
Ultimaker 3 con una unidad USB.
1. Inserte la unidad USB en el ordenador.
2. Segmente el modelo 3D en Ultimaker Cura. Compruebe que la configuración del print core y del material en
Ultimaker Cura coinciden con la de la Ultimaker 3.
3. Guarde el archivo de impresión (.gcode) en la unidad USB con el botón Save to removable drive (Guardar en
unidad extraíble).
4. Expulse la unidad USB desde Ultimaker Cura y quítela del ordenador.
5. Conecte la unidad USB en el puerto USB de la Ultimaker 3.
6. Vaya a Print (Imprimir) y seleccione el archivo que desea imprimir.
Aplicación Ultimaker 3
Además de utilizar Ultimaker Cura o la unidad USB, la Ultimaker 3 le permite imprimir directamente desde el
smartphone o la tableta utilizando la aplicación Ultimaker 3. La aplicación Ultimaker 3 puede descargarse desde las
tiendas App Store o Google Play. Puede encontrar más información en
www.ultimaker.com/en/products/ultimaker-3-app.
Para imprimir un modelo a través de la aplicación Ultimaker 3, siga estos pasos:
1. Conéctese a la Ultimaker 3 seleccionando el modelo en la lista o añada manualmente una impresora con la
dirección IP.
Si se conecta a una impresora por primera vez, debe autorizar la conexión en la impresora.
2. Seleccione Start a new print (Iniciar nueva impresión).
3. Cargue un modelo 3D desde su dispositivo o YouMagine, o imprima el
robot Ultimaker.
4. Utilice la función de vista previa 3D para comprobar el modelo en la placa
de impresión y seleccione Print (Imprimir).
5. Compruebe la configuración de los materiales y seleccione Next
(Siguiente).
6. Seleccione un perfil de calidad de impresión, elija el material de soporte y
cambie la opción para la función de borde.
7. Segmente el modelo seleccionando el botón Slice (Segmentar).
8. Inicie la impresión seleccionando Start print (Iniciar impresión).
29

5.5 Retirada de la impresión
Una vez que finalice la impresión 3D, debe retirarla de la placa de impresión. Hay varios métodos para hacerlo, en
función de cómo se haya adherido la impresión a la placa de impresión.
Espere a que se enfríe.
Si ha impreso directamente sobre la placa de impresión sin utilizar un adhesivo y si no se ha ocupado demasiado
espacio en la placa de impresión, la impresión puede retirarse fácilmente una vez que se ha enfriado. Simplemente,
deje que la placa y la impresión se enfríen tras la impresión. El material se contraerá al enfriarse y podrá retirar
fácilmente la impresión de la placa.
Utilice una espátula.
Si no puede retirar la impresión de la placa tras enfriarse, puede utilizar una espátula para retirarla. Coloque la espátula
debajo de la impresión y aplique una fuerza suave para retirarla.
Saque la placa de vidrio de la impresora para evitar daños en las abrazaderas de la placa de impresión.
Utilice agua.
Si ninguno de estos dos métodos funciona, retire la impresión utilizando agua. Retire la placa de impresión y la
impresión de la Ultimaker 3. Tenga cuidado de no quemarse los dedos si la placa de vidrio aún está caliente. Coloque la
cara posterior de la placa bajo agua fría del grifo para enfriarla rápidamente. El material de impresión se contraerá más
que con un enfriado normal. Una vez fría, la impresión puede despegarse.
Si utilizó pegamento en la placa de vidrio, eche agua tibia sobre la cara de impresión de la placa para disolver el
pegamento. Una vez disuelto el pegamento, es más fácil retirar la impresión. Si se utilizó PVA, coloque la placa de
vidrio y la impresión en agua para disolver el PVA. Esto facilita la retirada de la impresión.
30

5.6 Retirada del material de soporte
Disolución del soporte de PVA
Las estructuras de soporte de PVA pueden retirarse disolviendo el PVA en agua. Esto tarda varias horas y no deja rastro.
1. Meta la impresión en agua
Si pone una impresión con PVA en agua, el PVA se disolverá poco a poco. Este proceso puede acelerarse con estos
métodos:
• Agua templada. El agua templada reducirá el tiempo de disolución. Al utilizar PLA como material de impresión,
asegúrese de que el agua no esté a más de 35 °C, porque eso podría afectar negativamente al PLA. No utilice
nunca agua a más de 50 °C, ya que aumentaría el riesgo de quemaduras.
• Agitando el agua. Utilice agua agitada o en corriente para reducir el tiempo de disolución. Mover el agua
permite que el PVA se disuelva antes (en algunos casos, en menos de tres horas, en función de la cantidad de
material que se haya utilizado).
• Alicates. También puede acelerar la disolución del PVA metiendo la impresión en agua unos 10 minutos, y
retirando la mayoría del soporte con los alicates. Al volver a meter la impresión en el agua, solo tendrán que
disolverse las piezas de PVA que no se han retirado. Cuando los soportes de PVA se hayan disuelto, enjuague
la impresión con agua para eliminar el material que haya podido quedar.
2. Enjuague con agua
Cuando los soportes de PVA se hayan disuelto, enjuague la impresión con agua para eliminar el material que haya
podido quedar.
3. Deje que se seque
Deje que la impresión se seque por completo y continúe con el procesamiento posterior que prefiera.
4. Deseche el agua utilizada
El PVA es un material biodegradable y, en la mayoría de los casos, verter el agua después es fácil. Sin embargo,
recomendamos que consulte las regulaciones locales para ver consejos más precisos. Puede tirar el agua por el
fregadero, siempre que la red de distribución de aguas residuales esté conectada a una planta depuradora. Tras tirar
el agua, eche agua caliente por las tuberías durante unos 30 segundos para quitar cualquier resto de PVA y evitar
así que a la larga se atasquen.
Puede utilizar el agua que haya empleado con otras impresiones, pero los materiales podrían tardar más en disolverse.
Con el uso repetido, el agua se satura con el PVA disuelto, por lo que se recomienda agua nueva para obtener los
resultado más rápidos.
31

Retirada del soporte de Breakaway
Las impresiones que utilizan Ultimaker Breakaway como material de soporte necesitarán un procesamiento posterior
para retirar las estructuras de soporte. Puede lograrse rompiendo las estructuras de soporte del material de impresión.
1. Arranque la estructura de soporte interna
Empiece por retirar las paredes de la estructura de soporte con unos alicates. Esto le permite arrancar fácilmente la
mayor parte de la estructura de soporte interna.
2. Tire del soporte de Breakaway para separarlo del material de impresión
Tras retirar la mayor parte de la estructura de soporte, el resto de piezas pueden separarse del material de
impresión tirando de ellas. Con unos alicates, sujete el soporte de Breakaway de una esquina agarrándolo con
cuidado por debajo y doblándolo hacia arriba. Repita esto con las distintas esquinas, para poder soltar el soporte
del modelo por las esquinas. Después de esto, saque el soporte de Breakaway tirando de él.
3. Despegue los últimos restos del modelo
En ocasiones, queda una capa final de material de soporte tras sacar el soporte de Breakaway tirando de él. Si es
así, utilice unos alicates de corte para despegarlo a partir de un borde suelto. Los restos que queden en el modelo
pueden retirarse con unas pinzas.
32

5.7 Cambio de materiales y print cores
Cambio de materiales
Los materiales se pueden cambiar sin problemas en la Ultimaker 3 siguiendo el procedimiento del menú. Además de
cambiar un material, también tiene la opción de cargar o descargar solo un material.
Antes de insertar los materiales, asegúrese de que los print cores que ha instalado son compatibles.
1. Vaya al menú Material/PrintCore (Material/núcleo de impresión) g Material [x] g Change (Cambiar).
2. Espere a que se caliente el print core para cambiar el material.
3. Retire el material del alimentador y del soporte de la bobina.
4. Coloque el material nuevo en el soporte de la bobina y espere a que la Ultimaker 3 lo detecte.
Cuando utilice material que no sea de Ultimaker, puede seleccionarlo manualmente.
5. Inserte el material en el alimentador y empújelo hasta que este lo agarre.
6. Presione el botón de la parte delantera de la Ultimaker 3 para confirmar que se ha insertado el material en el
alimentador.
7. Cuando el material haya avanzado, espere hasta que se extruda del cabezal de impresión y luego presione el botón.
Cambio de los print cores
Los print cores se pueden cambiar sin problemas en la Ultimaker 3 siguiendo el procedimiento del menú. Además de
cambiar un print core, también tiene la opción de cargar o descargar solo un print core.
1. Vaya al menú Material/PrintCore (Material/núcleo de impresión) g PrintCore (núcleo de impresión) [x] g Change
(Cambiar).
2. Espere a que se caliente el print core, se intercambie el material y se vuelva a enfriar.
3. Abra el soporte del ventilador del cabezal de impresión.
4. Extraiga el print core con cuidado presionando las palancas y deslizando el print core para extraerlo del cabezal de
impresión.
No toque el chip de la parte posterior del print core con los dedos.
5. Inserte el nuevo print core en el cabezal de impresión.
No olvide mantener el print core completamente en vertical mientras lo está extrayendo o colocando para que
pueda extraerlo del cabezal de impresión o introducirlo en el mismo correctamente.
6. Cierre el soporte del ventilador del cabezal de impresión.
7. Espere a que la Ultimaker 3 cargue el material en el print core y se vuelva a enfriar.
No es posible cambiar un material y un print core al mismo tiempo. Si desea cambiar ambos, primero debe
descargar el material, cambiar el print core y cargar a continuación el nuevo material.
33

5.8 Calibraciones
Nivelación de la placa de impresión
Es necesario calibrar periódicamente la placa de impresión de la Ultimaker 3 para obtener una correcta adherencia a
esta. Si la distancia entre las toberas y la placa de impresión es demasiado grande, el elemento impreso no se adherirá
correctamente a la placa de vidrio. Por otro lado, si las toberas están demasiado cerca de la placa de impresión, puede
suceder que el material no salga de las toberas.
La Ultimaker 3 ofrece dos modos de calibrar la placa de impresión: nivelación activa y nivelación manual. La nivelación
activa es el modo preferido ya que se evitan los errores que el usuario pudiera cometer.
Asegúrese de que no hay restos de plástico en las toberas y de que la placa de vidrio está limpia cuando vaya
a calibrar la placa de impresión para que la nivelación se realice correctamente.
Nivelación activa
Durante una nivelación activa, la Ultimaker 3 medirá la distancia entre el extremo de la tobera y la placa de impresión
en varias ubicaciones. Estas posiciones se almacenan en la impresora para poder compensar imprecisiones en la
nivelación de la placa de impresión durante las primeras capas de la impresión. Para ello, mueva suavemente la placa
de impresión hacia arriba o hacia abajo mientras está imprimiendo.
Para iniciar la nivelación activa:
1. Vaya a System (Sistema) g Build plate (Placa de impresión) g Active leveling (Nivelación activa).
2. Espere hasta que la impresora finalice el proceso de nivelación. El proceso puede durar un par de minutos.
No toque la Ultimaker 3 durante el procedimiento de nivelación activa. Las mediciones podrían verse
afectadas.
Manual leveling
If the level of the build plate is off too much (and active leveling cannot compensate for this), manual leveling can be
done.
1. Vaya a System (Sistema) g Build plate (Placa de impresión) g Manual leveling (Nivelación manual).
2. Espere a que la Ultimaker 3 realice su procedimiento de reinicialización del cabezal y continúe cuando el cabezal de
impresión esté en el centro de la parte posterior de la placa de impresión.
3. Gire el botón de la parte frontal hasta conseguir aproximadamente 1 mm de distancia entre la primera tobera y la
placa de impresión. Asegúrese de que la tobera está cerca de la placa de impresión sin llegar a tocarla.
4. Ajuste las tuercas moleteadas de la parte frontal derecha y frontal izquierda de la placa de impresión para realizar
una nivelación aproximada de la parte frontal de la placa de impresión. También debe haber una distancia de
aproximadamente 1 mm entre la tobera y la placa de impresión.
5. Coloque la tarjeta de calibración entre la tobera y la placa de impresión cuando el cabezal de impresión esté en el
centro de la parte posterior de la placa de impresión.
No empuje la placa de impresión mientras realice la puesta a punto con la tarjeta de calibración. Esto daría
lugar a imprecisiones.
6. Ajuste la tuerca moleteada de la placa de impresión en el centro de la
parte posterior hasta que perciba una leve fricción al mover la tarjeta.
7. Presione Continue (Continuar). El cabezal de impresión se desplaza hasta
el segundo punto.
8. Repita el paso 5 “coloque la tarjeta de calibración” y el paso 6 “ajuste la
placa de impresión”.
9. Vuelva a presionar Continue (Continuar). El cabezal de impresión se
desplaza hasta el tercer punto.
10. Repita el paso 5 “coloque la tarjeta de calibración” y el paso 6 “ajuste la
placa de impresión”.
34

Tras calibrar la placa de impresión con la primera tobera, tiene que calibrarla con la segunda también para que las
alturas de las dos toberas se fijen correctamente. Para ello, solo será necesario fijar la altura correcta con la tarjeta de
calibración.
1. Coloque la tarjeta de calibración entre la segunda tobera y la placa de impresión.
2. Gire el botón de la parte frontal de la Ultimaker 3 hasta que toque la tarjeta de calibración y ajústela hasta que
perciba una leve fricción o resistencia al mover la tarjeta.
Debe haber siempre una distancia de 14 mm entre la parte inferior de la plataforma calentada y la parte
superior de la placa base para evitar errores durante la nivelación activa.
Frecuencia de nivelación
La impresora Ultimaker 3, una vez finalizada la nivelación de la placa de impresión, le mostrará un mensaje en el que
tendrá que indicar con qué frecuencia desea nivelarla. Estas son las opciones:
• Every day (Todos los días)
• Every week (Todas las semanas)
• After startup (Tras el inicio)
• Never (Nunca)
• Automatic (Automática) (la frecuencia la determina la impresora en función de las horas de impresión)
Si lo desea, puede cambiar la frecuencia de nivelación; para ello, vaya a System (Sistema) g Build plate (Placa de
impresión) g Frequency (Frecuencia).
Calibración de desplazamiento XY
Además del desplazamiento vertical, también debe almacenarse la distancia horizontal entre las toberas, en la dirección
X e Y. Los print cores que se suministran con la Ultimaker 3 ya están calibrados, pero cuando la impresora detecta una
nueva combinación, deberá realizar antes una calibración de desplazamiento XY. Esta calibración solo debe realizarse
una vez. La información quedará grabada en la impresora. Una calibración XY correcta asegurará que se alineen bien
los dos colores o materiales.
Para realizar la calibración necesita la hoja de calibración XY, que viene incluida en la caja de accesorios, o
también puede descargarla aqui.
Asegúrese de que los dos print cores y los materiales están instalados antes de comenzar la calibración.
Para iniciar la calibración:
1. Vaya a System (Sistema) g Maintenance (Mantenimiento) g Calibration (Calibración) g Calibrate XY offset
(Calibrar desplazamiento XY).
2. La Ultimaker 3 imprimirá una cuadrícula en la placa de impresión. Espere hasta que finalice.
3. Cuando se haya enfriado la Ultimaker 3, retire la placa de vidrio de la impresora y colóquela en la hoja de
calibración XY. Compruebe que la cuadrícula impresa está colocada exactamente sobre los dos rectángulos de la
hoja.
4. Busque las rayas alineadas en la cuadrícula impresa marcadas como X y mire qué número pertenece a dichas
rayas. Introduzca este número como el valor de desplazamiento X en la Ultimaker 3.
5. Busque las rayas alineadas en la cuadrícula impresa marcadas como Y y mire qué número pertenece a dichas rayas.
Introduzca este número como el valor de desplazamiento Y en la Ultimaker 3.
Es importante que la impresión de desplazamiento XY se adhiera correctamente a la placa de impresión y que
no muestre ninguna señal de infraextrusión. En caso de que se muestre, es aconsejable volver a realizar la
impresión de calibración.
35

Calibración del conmutador de elevación
La bahía de conmutación permite la elevación y la bajada del segundo print core. Para lograr impresiones correctas de
extrusión doble, es importante que la conmutación funcione bien. El conmutador de elevación ya está calibrado cuando
se entrega Ultimaker 3, pero la calibración también se puede realizar manualmente.
Para realizar la calibración de la bahía de conmutación:
1. Vaya a System (Sistema) g Maintenance (Mantenimiento) g Calibration (Calibración) g Calibrate lift switch
(Calibrar conmutador de elevación).
2. Mueva el conmutador de elevación del lateral del cabezal de impresión hacia usted.
3. Mueva el cabezal de impresión de modo que el conmutador de elevación encaje en la bahía de conmutación.
4. Espere a que el cabezal de impresión llegue a la posición inicial y pruebe el conmutador de elevación.
5. ¿El conmutador de elevación bajó y elevó el print core? Si ha sido así, pulse yes (sí) para completar la calibración.
Si no, seleccione no para volver a realizar la calibración.
36

6. Mantenimiento
Para que la Ultimaker 3 funcione sin
problemas, es importante realizar un
mantenimiento correcto. En este capítulo,
se describen los consejos de mantenimiento
más importantes. Léalos atentamente con el
fin de lograr los mejores resultados con la
Ultimaker 3.
37

6.1 Actualización del rmware
Periódicamente, se lanza una nueva versión del firmware de Ultimaker 3. Para asegurarse de que la Ultimaker 3 está
equipada con las funciones más recientes, recomendamos actualizar el firmware con regularidad. Esto se puede hacer
en la Ultimaker 3 (cuando esté conectada a la red) o vía USB.
Actualización en la impresora
Para actualizar el firmware a través de la red, siga estos pasos:
1. Conecte la impresora a la red a través de wifi o Ethernet.
2. Vaya a System (Sistema) g Maintenance (Mantenimiento) g Update firmware (Actualizar firmware).
3. Elija la versión Stable (Estable).
La Ultimaker 3 obtendrá el firmware más reciente de la red y lo instalará. Este proceso puede durar varios minutos.
Actualización mediante USB
También puede actualizarse el firmware sin una conexión de red activa siguiendo estos pasos::
1. Descargue los nuevos archivos de firmware de www.ultimaker.com/firmware.
Ponga los archivos de firmware en la unidad USB.
No extraiga los archivos tras la descarga: póngalos directamente en la unidad USB.
2. Conecte la unidad USB en el puerto USB de la Ultimaker 3.
3. Vaya a System (Sistema) g Maintenance (Mantenimiento) g Update firmware (Actualizar firmware).
4. La Ultimaker 3 detectará si hay un archivo de firmware en la unidad USB. Seleccione el archivo para iniciar la
actualización del firmware.
38

6.2 Almacenamiento y manipulación de los materiales
Cuando se tienen varias bobinas de material, ya las esté utilizando o no, es muy importante que las almacene
correctamente. Si las condiciones de almacenamiento no son las adecuadas, esto podría afectar a la calidad y a la
capacidad del proceso del material.
Para conservar los materiales en las mejores condiciones, es importante que los guarde:
• En un lugar seco y fresco.
• Fuera de la luz solar directa.
• En una bolsa resellable.
La temperatura de almacenamiento óptima para PLA, nailon, CPE, CPE+, PC, TPU 95A, PP y Breakaway es de -20 a
+30 °C. Para ABS, la temperatura recomendada es de 15 a 25 °C y para PVA es de 0 a 30 °C. Además, la humedad
relativa recomendada para PVA, TPU 95A, PP y Breakaway es del 50 %. Si se exponen estos materiales a un porcentaje
de humedad más alto, su calidad podría resultar afectada.
Puede almacenar el material en una bolsa resellable con el desecante (gel de sílice) que le hemos suministrado. Para el
PVA, se aconseja almacenar la bobina en una bolsa resellable con el desecante suministrado justo después de finalizar
el proceso de impresión para que absorba la menor humedad posible.
39

6.3 Programa de mantenimiento
Para mantener la Ultimaker 3 en condiciones óptimas, recomendamos el siguiente plan de mantenimiento, basado en
1500 horas de impresión al año:
Cada mes Cada 3 meses Cada año
Limpiar impresora
Lubricar ejes
Si la frecuencia de uso es más alta, recomendamos realizar un mantenimiento más frecuente en la máquina
para garantizar resultados de impresión óptimos.
• Comprobar si hay holgura en los ejes
• Comprobar la tensión de las correas
cortas
• Comprobar si hay residuos en el
ventilador frontal del cabezal de
impresión
• Comprobar la calidad de la funda de
silicona de la tobera
• Lubricar el husillo del motor del eje Z
• Limpiar los print cores
Limpiar los alimentadores y sustituir
los tubos guía
40

6.4 Limpieza de la impresora
Para obtener los mejores resultados de impresión, es importante que mantenga la Ultimaker 3 limpia cuando esté en
uso. Por lo tanto, se recomienda no utilizar la Ultimaker 3 en una habitación donde esté expuesta al polvo; también es
aconsejable eliminar las pequeñas piezas de material que pueda haber en la impresora. Además, hay algunas partes de
la Ultimaker 3 que podrían necesitar una limpieza más regular.
Limpieza de la placa de vidrio
Tras imprimir, puede haber demasiados restos de pegamento en la placa de vidrio. Esto puede crear una superficie
de impresión desigual. La retirada de una impresión también puede recudir la calidad de la adhesión de una capa de
pegamento, por lo que recomendamos limpiar con regularidad la placa de vidrio y volver a aplicar pegamento.
Antes de iniciar una nueva impresión, compruebe siempre la superficie de la placa de vidrio. Al menos una vez al mes,
limpie bien la placa siguiendo estos pasos:
Asegúrese siempre de apagar la Ultimaker 3 y dejar que se enfríe la placa de impresión.
1. Coloque manualmente la placa de impresión en la parte inferior de la Ultimaker 3+.
2. Abra las abrazaderas de la placa de impresión en la parte frontal, deslice la placa de vidrio hacia adelante y sáquela
de la impresora.
3. Utilice agua tibia y una esponja para quitar la capa de pegamento. Si es necesario, puede utilizar un poco de jabón
o detergente.
4. Seque la placa de vidrio con un paño limpio.
5. Coloque la placa de vidrio sobre la plataforma calentada con la pegatina de advertencia mirando hacia arriba. .
Dejar abiertas las abrazaderas de la placa de impresión puede dañar la Ultimaker 3 al elevar la placa de
impresión.
41

Limpieza de las toberas
Durante el uso de la Ultimaker 3, puede atascarse material en las toberas. Aunque esto no dañará la impresora, se
recomienda mantener las toberas limpias para lograr los mejores resultados de impresión.
Antes de iniciar una nueva impresión, compruebe siempre las toberas. Al menos una vez al mes, quite el plástico de la
parte exterior de las toberas siguiendo estos pasos:
1. En la Ultimaker 3, desplácese hasta Material/PrintCore (Material/núcleo de impresión) g PrintCore 1 (núcleo de
impresión 1) g Set temperature (Establecer la temperatura). Gire el dial y establezca la temperatura en 150 °C.
Repita esto para el print core 2 y asegúrese de que se baja este print core.
2. Espere a que el plástico del exterior se reblandezca. Cuando las toberas estén calienten, retire con cuidado el
material con unas pinzas.
No toque las toberas y tenga cuidado al limpiarlas, ya que estarán calientes.
Limpieza de los alimentadores y los tubos guía
Después de imprimir durante muchas horas, o cuando se haya triturado material, pueden acumularse pequeñas
partículas de filamento en el alimentador, que pueden terminar en los tubos guía o en los print cores, lo que puede
afectar a la calidad de impresión.
Limpie los alimentadores y los tubos guía al menos una vez al mes o tras experimentar algún problema con el triturado
de filamento.
Limpieza de los alimentadores
1. Retire el material desplazándose hasta Material/
PrintCore (Material/núcleo de impresión) g Material
[x] g Unload (Descargar). Después de esto, apague la
impresora.
2. Sople en el alimentador para sacar las partículas de
filamento. Si es necesario, utilice un soplador de aire
o un compresor.
42

Limpieza de los tubos guía
Particles in the Bowden tubes can impede smooth movement of the filament or mix colors. To clean them, the Bowden
tubes have to be removed from the printer
La acumulación de partículas en los tubos guía puede impedir el movimiento fluido del filamento o la combinación de
colores. Para limpiarlos, los tubos guía tienen que retirarse de la impresora.
1. Retire el material desplazándose hasta Material/PrintCore (Material/núcleo de impresión) g Material [x] g Unload
(Descargar). Después de esto, apague la impresora.
2. Coloque el cabezal de impresión en la esquina frontal derecha.
3. Utilice una uña para quitar las abrazaderas de los collarines de acoplamiento de los tubos en el cabezal de
impresión y los alimentadores.
4. Presione hacia abajo el collarín de acoplamiento del tubo en el cabezal de impresión y, al mismo tiempo, tire hacia
arriba del tubo guía para sacarlo del cabezal de impresión. Repita estos pasos para el alimentador.
No es necesario quitar los sujetacables que fijan el segundo tubo guía al cable del cabezal de impresión,
puede dejarlos donde están.
5. Corte un trozo de esponja o haga una bola con un trozo de pañuelo de papel.
6. Inserte esta esponja o esta bola de papel en el extremo del alimentador y empújelo por todo el tubo con un trozo de
filamento. Haga esto con ambos tubos guía, utilizando un trozo limpio de esponja o de papel cada vez.
Para limpiar el tupo de la forma más eficiente, asegúrese de que el trozo de esponja o de papel quede bien
apretado dentro del tubo guía. Tenga en cuenta que si es demasiado grande, será difícil empujarlo.
7. Inserte el tubo guía en el alimentador presionando hacia abajo en el collarín de acoplamiento del tubo en el
alimentador y empujando el tubo guía hasta que entre del todo. Asegure el tubo con la abrazadera. Repita el
proceso con el otro tubo guía.
Preste atención a la orientación del primer tubo guía que se retiró completamente de la impresora. Un lado
está taladrado para facilitar la entrada del filamento. Este lado es el que debe insertarse en el alimentador.
8. Inserte el tubo guía en el cabezal de impresión presionando hacia abajo en el collarín de acoplamiento del tubo en
el cabezal de alimentación y empujando el tubo guía hasta que entre del todo. Asegure el tubo con la abrazadera.
Repita el proceso con el otro tubo guía.
Dentro de la impresora
Pueden quedar pequeños trozos de material dentro de la impresora, como gotas de material de cebado. Retírelos del
interior de la impresora con un paño o una aspiradora. Preste especial atención al área alrededor del final de carrera del
eje Z, ya que si se producen obstrucciones ahí, puede haber problemas.
Dejar objetos grandes en el panel inferior puede provocar errores, ya que impiden que la placa de impresión
llegue a la posición inicial correctamente.
43

6.5 Lubricación de los ejes
Para asegurarse de que el cabezal de impresión y la plataforma del eje Z pueden moverse con fluidez en todo
momento, recomendamos lubricar los ejes periódicamente. Si los ejes parecen secos al tacto, puede notarse en las
impresiones en forma de pequeños surcos en las superficies. Aplique algo de aceite a los ejes al menos una vez al mes.
Se incluye una botellita de aceite lubricante en la caja de accesorios de la Ultimaker 3. Este aceite es específico para
los ejes de la Ultimaker 3, especialmente suaves. Utilice únicamente el aceite lubricante que se suministra, ya que
utilizar otro tipo de aceite o Magnalube puede afectar al recubrimiento de los ejes, lo que su vez puede repercutir en el
rendimiento de su Ultimaker 3.
Ejes X e Y
Eche una gotita de aceite lubricante en cada uno de los ejes X e Y, así como en cada uno de los ejes del cabezal de
impresión. Mueva manualmente el cabezal de impresión circularmente para distribuir el aceite de manera uniforme.
No eche demasiado aceite en los ejes, ya que podría gotear sobre la placa de vidrio, lo que afectaría a la
adhesión. Si cae una gota de aceite sobre el vidrio, asegúrese de limpiarla bien antes de imprimir.
Ejes Z
Eche una gotita de aceite lubricante en cada uno de los ejes Z. En el menú de Ultimaker, vaya a System (Sistema) g
Build plate (Placa de impresión). Seleccione Raise (Elevar) y, a continuación, Lower (Bajar) para mover la placa de
impresión arriba y abajo a fin de distribuir el aceite de manera uniforme.
44

6.6 Comprobación de holgura en los ejes
Las poleas fijan los cuatro ejes X e Y en su lugar. Sin embargo, es posible que una o varias poleas se aflojen con el
tiempo, lo que podría afectar a su alineación. Si sucede, podría haber holgura en los ejes X o Y, lo que puede provocar
problemas con la calidad de la impresión.
Recomendamos comprobar si hay holgura en los ejes al menos una vez cada tres meses.
Empiece por el eje X derecho. Coloque el cabezal de impresión en la esquina posterior izquierda de la impresora para
apartarlo. Sujete el bastidor de la Ultimaker 3 con una mano y, con la otra, sujete con firmeza el eje X derecho. Intente
mover el eje hacia adelante y hacia atrás. No le dé miedo aplicar demasiada fuerza.
Repita la operación en los otros ejes. Asegúrese de mover el cabezal de impresión al lado contrario cada vez.
Los ejes no deberían moverse en absoluto. Si se mueve alguno de los ejes, podrá notar un ruido como de tictac
de las poleas al golpear contra el bastidor. En este caso, recomendamos calibrar el cabezal de impresión. Para ver
instrucciones sobre cómo hacer esto, visite el sitio web de Ultimaker.
45

6.7 Comprobación de la tensión de las correas cortas
Mantener una tensión correcta en las poleas cortas es importante para garantizar una buena calidad de impresión. Las
correas cortas transfieren los movimientos de los motores X e Y al cabezal de impresión. Si las correas están demasiado
sueltas, los movimientos de la cabeza de impresión podrían no ser precisos. Esto puede provocar imprecisiones en la
impresión.
Con el tiempo, las correas pueden aflojarse. Recomendamos comprobar la tensión de las correas cortas al menos una
vez cada tres meses.
Dé un toque con los dedos a las dos correas cortas para comprobar su tensión. Deberían resonar ligeramente, como las
cuerdas de una guitarra. No debe resultar posible presionar la correa contra sí misma. Además, la tensión de las dos
correas debe ser la misma.
Para restaurar la tensión, siga estos pasos:
1. Afloje el motor del eje Y con el destornillador hexagonal para aflojar los cuatro pernos que fijan el motor del eje Y al
panel izquierdo. No retire los pernos. Aun así, el motor debería poder deslizarse arriba y abajo.
2. Presione con firmeza el motor hacia abajo con una mano. Esto asegura la máxima tensión de la correa corta.
3. Mientras sigue presionando el motor hacia abajo, apriete los cuatro pernos en el motor del eje Y de forma
entrecruzada. Apriete primero el perno superior izquierdo, después el inferior derecho, luego el inferior izquierdo y
finalmente el superior derecho. Esto asegura que el motor quede recto.
4. Realice los pasos anteriores con el motor del eje X, que está unido al panel posterior. Después, vuelva a comprobar
la tensión de ambas correas.
46

6.8 Comprobación de si hay residuos en el ventilador frontal
del cabezal de impresión
El ventilador frontal enfría los print cores durante una impresión. Esto ayuda a evitar que el calor de la tobera llegue
demasiado arriba.
El ventilador toma aire de la parte frontal del cabezal de impresión y lo dirige hacia los print cores. En ocasiones, el
flujo de aire hace que el ventilador aspire hilos finos de filamento durante la impresión. Si se acumulan hilos en el
ventilador, pueden obstruirlo y evitar que gire.
Para comprobar el ventilador frontal, abra primero con cuidado su soporte. Sople hacia el ventilador frontal para ver
si gira con fluidez. Si no se mueve nada, o si deja de girar de repente, limpie con cuidado cualquier obstrucción del
ventilador frontal con unas pinzas.
Asegúrese de que los print cores se han enfriado del todo y de que la impresora está apagada antes de
realizar esta comprobación.
Si el ventilador no gira tras retirar los residuos visibles de filamento, deberá sustituirse.
47

6.9 Comprobación de la calidad de la funda de silicona de
la tobera
La funda de silicona protege los print cores del flujo de aire frío de los ventiladores, lo que ayuda a que los print cores
mantengan una temperatura estable durante la impresión. La funda también evita el reflujo de material hacia el cabezal
de impresión cuando algo va mal durante la impresión.
La funda de silicona puede desgastarse con el tiempo por el calor de las toberas. Recomendamos comprobar la calidad
de la funda al menos una vez cada tres meses.
Examine la parte inferior del cabezal de impresión para ver si los orificios por los que salen las toberas siguen siendo
redondos y la funda forma un sellado adecuado. Abra también con cuidado el soporte del ventilador para comprobar el
otro lado de la funda de silicona de la tobera.
Mirando estas imágenes, se ve que es muy recomendable sustituir la funda de la izquierda y que es conveniente
sustituir la del centro. La funda de la derecha está en perfectas condiciones y no es necesario sustituirla. Puede
encontrar instrucciones sobre cómo sustituir la funda de silicona de la tobera en el sitio web de Ultimaker.
48

6.10 Lubricación del husillo del motor del eje Z
El husillo está conectado al motor del eje Z y controla movimientos de la plataforma del eje Z. Para asegurar un
movimiento fluido de la plataforma del eje Z, recomendamos aplicar Magnalube periódicamente al husillo.
Con el tiempo, puede ser necesario volver a aplicar Magnalube para mantener un movimiento consistente y preciso de
la plataforma del eje Z. Se incluye un tubo de Magnalube en la caja de accesorios de la Ultimaker 3.
1. Asegúrese de que la placa de impresión está colocada en la parte inferior de la Ultimaker 3.
2. Aplique una pequeña cantidad de Magnalube al husillo del motor del eje Z.
3. En el menú de Ultimaker, vaya a System (Sistema) g Build plate (Placa de impresión).
4. Seleccione Raise (Elevar) y, a continuación, Lower (Bajar) para mover la placa de impresión arriba y abajo a fin de
distribuir Magnalube uniformemente.
No utilice Magnalube sobre los ejes suaves, ya que podría afectar al funcionamiento de la Ultimaker 3.
49

6.11 Limpieza de los print cores
Debe realizarse un mantenimiento regular del print core BB una vez cada tres meses. Utilizar el filamento de limpieza
Ultimaker es la forma más eficaz de limpiar y desatascar el print core BB en la Ultimaker 3. Puede encontrar filamento
de limpieza Ultimaker en la caja de accesorios de la impresora, pero no es necesario tenerlo a mano, puede utilizar PLA
en su lugar.
El filamento de limpieza puede utilizarse para limpiar el print core en una Ultimaker 3 aplicando una extracción
mediante subida o bajada de la temperatura. Las extracciones mediante subida de la temperatura se utilizan para sacar
las partes de suciedad o de material carbonizado de más tamaño del print core y son especialmente necesarias cuando
se atasca un print core. Con una extracción mediante bajada de la temperatura, saldrán las partículas pequeñas que
queden, lo que garantiza que el print core quede completamente limpio.
Preparación
1. Vaya a System (Sistema) g Maintenance (Mantenimiento) g PrintCore cleaning (Limpieza de los núcleos de
impresión) para iniciar el procedimiento de limpieza.
El cabezal de impresión se moverá a la esquina frontal derecha para prepararse.
2. Seleccione el print core que desee limpiar: print core 1 o print core 2.
3. Seleccione el material que desee utilizar para la limpieza: Filamento de limpieza Ultimaker o filamento PLA.
4. Antes de continuar en el menú, lea atentamente las instrucciones de estas páginas para seguir los pasos
correctamente. Confirme para continuar.
5. Espere a que la impresora caliente el print core y a que retraiga el filamento hasta que su extremo sea visible en el
tubo guía.
Si no se retrae el material, cabe la posibilidad de que se haya pulverizado y esté atascado en el alimentador.
En este caso, quite el material manualmente como se describe en la sección de solución de problemas en el
sitio web de Ultimaker.
6. Retire el tubo guía del cabezal de impresión. Primero, quite la abrazadera y presione hacia abajo en el collarín de
acoplamiento del tubo mientras tira del tubo guía hacia arriba, a fin de sacarlo del cabezal de impresión. Confirme
para continuar.
50

Extracción mediante subida de la temperatura
1. Inserte el filamento (filamento de limpieza Ultimaker 3 o PLA) en el cabezal de impresión hasta que note algo de
resistencia.
2. Sujete el filamento con los alicates y presione con cuidado el material durante aproximadamente 1 segundo para
que se extruda de la tobera o hasta que no pueda empujarse más.
Es necesario el uso de alicates para evitar lesiones en las manos en caso de que se rompa el material.
Aplicar demasiada presión al material es prácticamente imposible.
3. Tire del filamento de limpieza Ultimaker 3 para sacarlo con un tirón rápido y firme.
4. Corte la punta del filamento que acaba de extraer.
5. Compruebe el color y la forma de la punta del filamento y compárelos con la imagen que se ve a continuación. El
objetivo es que la punta esté limpia.
6. Repita este procedimiento hasta que no quede material degradado visible en la punta del filamento de limpieza. La
punta del filamento debe estar tan limpia como el ejemplo de la derecha.
7. Una vez que la punta del filamento esté limpia, haga salir algo de filamento a través del print core con los alicates.
Confirme para continuar.
51

Extracción mediante bajada de la temperatura
1. Inserte el filamento en el cabezal de impresión manualmente hasta que note algo de resistencia.
2. Sujete el filamento con los alicates y presione con cuidado para extrudir algo de material. Confirme para continuar.
3. Mantenga la presión en el filamento con los alicates hasta que se complete la barra de progreso.
4. Suelte el filamento y espere a que el print core se enfríe.
5. Agarre el material con los alicates y extráigalo con un tirón rápido y firme.
6. Mire la punta del filamento y compruebe si tiene la punta limpia y con forma cónica como se ve en el ejemplo de la
derecha.
Si la punta del filamento no está limpia, vuelva a la extracción mediante subida o bajada de la temperatura
para repetir los pasos de limpieza.
Reensamblado
1. Vuelva a insertar el tubo guía en el cabezal de impresión y fije la abrazadera. Mantenga la presión en el tubo guía
mientras lo hace. Confirme para continuar.
2. Espere a que la Ultimaker 3 finalice el procedimiento de limpieza.
52

6.12 Limpieza de los alimentadores y sustitución de los
tubos guía
Clean the feeders
Los alimentadores hacen avanzar el filamento hasta el cabezal de impresión. Para asegurarse de que se extrude la
cantidad correcta de material, es importante que los engranajes del alimentador puedan girar con fluidez.
Después de imprimir durante muchas horas, o cuando se haya triturado material, puede que queden pequeñas
partículas de filamento en los alimentadores. Además de sacar las partículas soplando una vez al mes, recomendamos
también limpiar el interior de los alimentadores tras un año de impresiones. Para ello, deberá retirar los alimentadores
de la impresora.
También es recomendable sustituir los tubos guía transcurrido un año. Mientras limpia los alimentadores,
siga las instrucciones para sustituir los tubos guía simultáneamente.
Deben seguirse los pasos siguientes para los alimentadores 1 y 2:
1. Retire el material desplazándose hasta Material/PrintCore (Material/núcleo de impresión) g Material [x] g Unload
(Descargar). Después de esto, apague la impresora.
2. Quite la abrazadera del extremo del alimentador del tubo guía, presione hacia abajo el collarín de acoplamiento del
tubo y tire hacia arriba del tubo guía para sacarlo del alimentador.
3. Reduzca la tensión del alimentador girando el perno de la parte superior del alimentador hasta que el indicador esté
en la marca más alta.
4. Utilice el destornillador hexagonal para aflojar los dos pernos que fijan el alimentador al panel posterior y deslice el
alimentador hacia atrás para separarlo de la impresora.
5. Abra el alimentador quitando los cuatro pernos que mantienen unidas las piezas de la carcasa. Coloque las dos
mitades frente a usted, asegurándose de que todas las piezas están en la sección posterior del alimentador.
6. Utilice un paño limpio o un bastoncillo de algodón para quitar todas las partículas de filamento de las piezas del
alimentador. Utilice un pincel o un cepillo de dientes viejo para limpiar la rueda moleteada. Limpie también el
engranaje pequeño conectado al motor del alimentador.
7. Aplique una pequeña cantidad de Magnalube al engranaje conectado al motor del alimentador. No hay necesidad
de desplegarlo. El alimentador lo hará automáticamente al girar.
8. Reensamble el alimentador volviendo a colocar la sección frontal sobre la posterior, asegurándose de que todas las
piezas siguen en su sitio. Inserte los cuatro pernos y apriételos de forma entrecruzada, empezando por la esquina
superior izquierda.
9. Vuelva a colocar el alimentador en la impresora.
10. Inserte el tubo guía en el alimentador presionando hacia abajo en el collarín de acoplamiento del tubo en el
alimentador y empujando el tubo guía hasta que entre del todo. Asegure el tubo con la abrazadera.
11. Restablezca la tensión del alimentador girando el perno de la parte superior del alimentador hasta que el indicador
esté en la marca central.
53

Sustitución de los tubos guía
Los tubos guía dirigen el filamento desde los alimentadores hasta el cabezal de impresión.
Hacer avanzar filamento mal cortado o pulverizado por el tubo guía podría arañar o dañar el interior del tubo. Si
esto sucede, el filamento ya no podrá avanzar hacia el cabezal de impresión con fluidez. Esto puede provocar una
infraextrusión u otros problemas de calidad de impresión.
Si se retira un tubo guía muchas veces, el collarín de acoplamiento del tubo puede desgastarse. Si sucede esto, el
collarín de acoplamiento del tubo dejará de estar bien agarrado al tubo guía. En este caso, el tubo guía se moverá hacia
arriba y hacia abajo durante las impresiones, lo que puede afectar negativamente a la calidad de impresión.
Si se dañan de forma permanente los tubos guía, deberá sustituirlos. Para mantener una calidad de impresión óptima,
recomendamos sustituir los tubos guía cada año.
Desensamblaje
1. Retire el material desplazándose hasta Material/PrintCore (Material/núcleo de impresión) g Material [x] g Unload
(Descargar). Después de esto, apague la impresora.
2. Coloque el cabezal de impresión en la esquina frontal derecha.
3. Utilice una uña para quitar las abrazaderas de los collarines de acoplamiento de los tubos en el cabezal de
impresión y los alimentadores.
4. Presione hacia abajo el collarín de acoplamiento del tubo en el cabezal de impresión y, al mismo tiempo, tire hacia
arriba del tubo guía para sacarlo del cabezal de impresión. Repita estos pasos para el alimentador.
5. Al retirar el tubo guía del extrusor 2 (derecha), afloje los cuatro sujetacables del tubo guía para retirarlo del todo.
54

Reensamblado
1. Saque el nuevo tubo guía y fíjese en los dos lados diferentes. El lado que está taladrado es el que debe insertarse
en el alimentador. Esto facilita el acceso del filamento al tubo guía. Debe insertarse el lado plano en el cabezal de
impresión.
2. Inserte el tubo guía en el alimentador presionando hacia abajo en el collarín de acoplamiento del tubo en el
alimentador y empujando el tubo guía hasta que entre del todo. Asegure el tubo con la abrazadera.
3. Inserte el tubo guía en el cabezal de impresión presionando hacia abajo en el collarín de acoplamiento del tubo en
el cabezal de alimentación y empujando el tubo guía hasta que entre del todo. Asegure el tubo con la abrazadera.
4. Al volver a colocar el tubo guía del extrusor 2 (derecha), encaje los sujetacables del cabezal en el tubo guía. Reparta
los sujetacables de forma uniforme por el tubo guía.
55

7. Solución de problemas
Podrían producirse algunos problemas
concretos durante el uso de la Ultimaker
3. Si se encuentra con alguno de
estos problemas, puede solucionarlos
personalmente con la ayuda de la
información de las páginas siguientes.
56

7.1 Error messages
A continuación se muestra la lista completa de mensajes de error que pueden aparecer en la Ultimaker 3. Para obtener
más información sobre soluciones para los mensajes de error vaya a la página específica de cada error en el sitio web
de Ultimaker.
• Se ha producido un error no especificado. Reinicie la impresora o visite ultimaker.com/ER11.
• Error de temperatura máxima en el PrintCore {display_hotend_nr}. Visite ultimaker.com/ER12.
• Error de temperatura mínima en el PrintCore {display_hotend_nr}. Visite ultimaker.com/ER13
• Error de temperatura máxima en el sensor de la placa de impresión. Visite ultimaker.com/ER14.
• Error de calentador del PrintCore {display_hotend_nr}. Visite ultimaker.com/ER15.
• El eje Z está atascado o el interruptor de límite está roto. Visite ultimaker.com/ER16.
• El eje X o Y está atascado o el interruptor de límite está roto. Visite ultimaker.com/ER17.
• Error de comunicación con el cabezal de impresión. Visite ultimaker.com/ER18.
• Error de comunicación I2C. Visite ultimaker.com/ER19.
• Se ha producido un error en el circuito de seguridad. Visite ultimaker.com/ER20.
• Se ha producido un error de sensor en el cabezal de impresión. Visite ultimaker.com/ER21.
• Error al corregir la nivelación activa. Nivele la placa de impresión de forma manual o visite ultimaker.com/ER22.
• Se ha especificado una temperatura de impresión incorrecta. Visite ultimaker.com/ER23.
• Se ha especificado una temperatura de la placa de impresión incorrecta. Visite ultimaker.com/ER24.
• Se ha producido un error al actualizar el controlador de movimiento. Visite ultimaker.com/ER25.
• Este trabajo de impresión no es compatible con esta impresora. Visite ultimaker.com/ER26.
Si encuentra algún error que no se menciona aquí, visite el sitio de web Ultimaker para ver más información.
57

7.2 Solución de problemas con los print cores
Print core atascado
Si no fluye material desde el print core durante al menos 10 minutos, es muy posible que el print core se haya atascado
por algo de suciedad o material carbonizado. En este caso, el print core debe limpiarse con el método de extracción
mediante subida de temperatura y, a continuación mediante bajada de temperatura.
Utilizar el filamento de limpieza Ultimaker es la forma más eficaz de limpiar y desatascar un print core en la Ultimaker
3. Si no tiene a mano filamento de limpieza Ultimaker, puede utilizar PLA. Consulte el capítulo 6.11 Limpieza de los print
cores para ver instrucciones detalladas.
No se reconoce el print core
Si la Ultimaker 3 no reconoce un print core, la impresora informará sobre ello. El motivo principal para este
comportamiento es que los puntos de contacto del chip de la parte posterior del print core están sucios. Cuando ocurra
esto, limpie los puntos de contacto con un bastoncillo de algodón y algo de alcohol.
7.3 Problemas de calidad de impresión
El objeto impreso no se adhiere a la placa de impresión
Cuando tenga problemas con la adhesión a la placa de impresión de un objeto impreso, haga lo siguiente:
• Asegúrese de que se han utilizado los ajustes de material adecuados y se ha seguido el método de adhesión
correcto (consulte el capítulo 5.2 Materiales).
• Vuelva a calibrar la placa de impresión manualmente y, a continuación, realice la nivelación activa (consulte el
capítulo 5.8 Calibraciones).
• Compruebe la configuración de Ultimaker Cura que se utilizó e intente imprimir con uno de los perfiles
predeterminados de Ultimaker Cura.
58

PVA pulverizado
Podría haber varios motivos para que se pulverice el material, pero específicamente para PVA, la manipulación o el
almacenamiento incorrectos del material pueden producir la pulverización. El PVA debe imprimirse y almacenarse con
bajos niveles de humedad para evitar problemas durante la impresión. Recomendamos una humedad de menos del
50 % y de menos del 55 % durante la impresión. También recomendamos mantener la temperatura ambiente por debajo
de los 28 °C durante la impresión. En una oficina estándar con aire acondicionado, esta humedad y esta temperatura
deberían resultar fáciles de alcanzar.
Hay tres causas principales para que el alimentador pulverice el PVA.
• Almacenamiento incorrecto El PVA es un material que absorbe la humedad de manera relativamente fácil, por lo
que es importante almacenarlo correctamente (bolsa resellable, humedad por debajo del 50 %). Si el PVA absorbe
demasiada humedad, se reblandece y queda maleable/dúctil y, en algunos casos, incluso pegajoso. Esto puede
provocar problemas en el alimentador, ya que podría dejar de ser capaz de hacer avanzar el PVA correctamente.
• Tubo guía con material acumulado El tubo guía puede acumular material en el interior a causa de condiciones de
impresión incorrectas (principalmente por una humedad demasiado alta). Si la humedad del entorno de impresión
es demasiado alta (por encima del 55 %) y la temperatura es demasiado alta (más de 28 °C), es posible que el PVA
no sea capaz de atravesar fácilmente el tubo guía. Una solución para esto es limpiar el tubo guía y secarlo muy
bien.
• Print core atascado A causa de una humedad demasiado alta, el PVA puede perder la calidad con el tiempo y
provocar atascos en el print core. Como consecuencia, puede que el filamento deje de ser capaz de avanzar,
provocando pulverización en el alimentador. Cuando esto sucede, debe limpiarse el print core siguiendo el
procedimiento descrito en el capítulo 6.11 Limpieza de los print cores.
Para ver información sobre cómo resolver los problemas de pulverización, consulte esta página.
Infraextrusión
En su forma más sencilla, la infraextrusión se produce cuando la impresora no
es capaz de suministrar la cantidad correcta de material. La Ultimaker 3 está
sufriendo infraextrusión cuando se ve que faltan capas, que son muy finas o
que tienen puntos y orificios aleatorios.
La infraextrusión puede deberse a diferentes causas:
• Uso de material de baja calidad o ajustes de material incorrectos
• Tensión del alimentador mal ajustada
• Fricción en el tubo guía
• Pequeñas partículas de material en el alimentador o en el tubo guía
• Atasco parcial en el print core
Cuando la Ultimaker 3 sufra infraextrusión, consulte esta página para ver instrucciones detalladas de solución de
problemas.
Deformación
La deformación se produce por la reducción del material durante la impresión
3D, lo que provoca que las esquinas de la impresión se levanten y se
despeguen de la placa de impresión. Durante la impresión, los plásticos
primero se expanden ligeramente, pero se contraen al enfriarse. Si el material
se contrae demasiado, la impresión se dobla hacia arriba y se separa de la
placa de impresión.
Cuando la impresión se deforme, asegúrese de hacer lo siguiente:
• Nivelar la placa de impresión correctamente (preferiblemente nivelación
activa)
• Aplicar una fina capa de pegamento en la placa de vidrio
• Utilizar los ajustes de temperatura correctos
• Utilizar uno de los perfiles predeterminados de Ultimaker Cura
Para solucionar este problema con más detalle, visite el sitio web de Ultimaker.
59

 Loading...
Loading...