

Page 1
Protective Coatings
& Paints Guide
ES-35
February 2010
The application of special finishes for the prevention of
corrosion, abrasion, and erosion has been the subject
of study in the air handling industry for quite some time.
As might be expected, some materials or finishes are
more resistant to corrosion than others, but no finish or
coating is completely immune from corrosion in all
respects. Therefore, corrosion resistance is of degree
only, based upon the choice of material made for any
particular problem. The data published in this bulletin is
based on the recommendations and claims put forward
by the manufacturers of such paints or coatings. While
we cannot be responsible for the accuracy of this data,
it should serve as a useful guide in selecting special
paints and/or coatings for handling corrosive atmospheres. Twin City Fan & Blower does not, however,
assume any liability for the effectiveness of these coatings, since they are rated in accordance with their
manufacturers’ claims only.
The rate of corrosion on any application depends to
a large extent on the concentrations of fumes, their
temperature, and the extent of moisture associated with
them. These parameters make it extremely difficult to
define corrosion resistance of any one coating by a
single rating as shown by a letter in our guide. Plant
engineers, with their experience on specific applications,
are in a better position to suggest the best coating for
their requirements. We suggest you refer to them when
possible for such advice.
Some restrictions on fans to be coated are deserving
of mention. Naturally, bearings cannot be placed in the
airstream. The use of variable intake vanes and outlet
dampers is not recommended, since it is almost impossible to properly protect some of their component parts
such as linkages, bearings, etc. Shaft seals of a variety
of types are available and should be used. Special
types of seals may be required in some instances; refer
to factory. Drains, especially in handling moist atmospheres, are a necessity. With these points in mind, the
corrosion resisting paint or finish can be applied either
to the complete airstream of the fan, or to the entire
fan, both inside and out.
Coatings and Their Characteristics
For all special paints or coatings and their applications
with variation in fan design, construction, and metal
preparation, AMCA recommended practice No. 2601-66
is carefully followed. For special paints, fans are phosphatized and washed followed by a prime coat and one
or more finish coats depending upon the application
and its requirement. In some cases, and as indicated,
sandblasting of the parts to be coated is necessary,
followed by the necessary coats of corrosive finish to
the thickness specified in the chart.
©2010 Twin City Fan Companies, Ltd.
Page 2
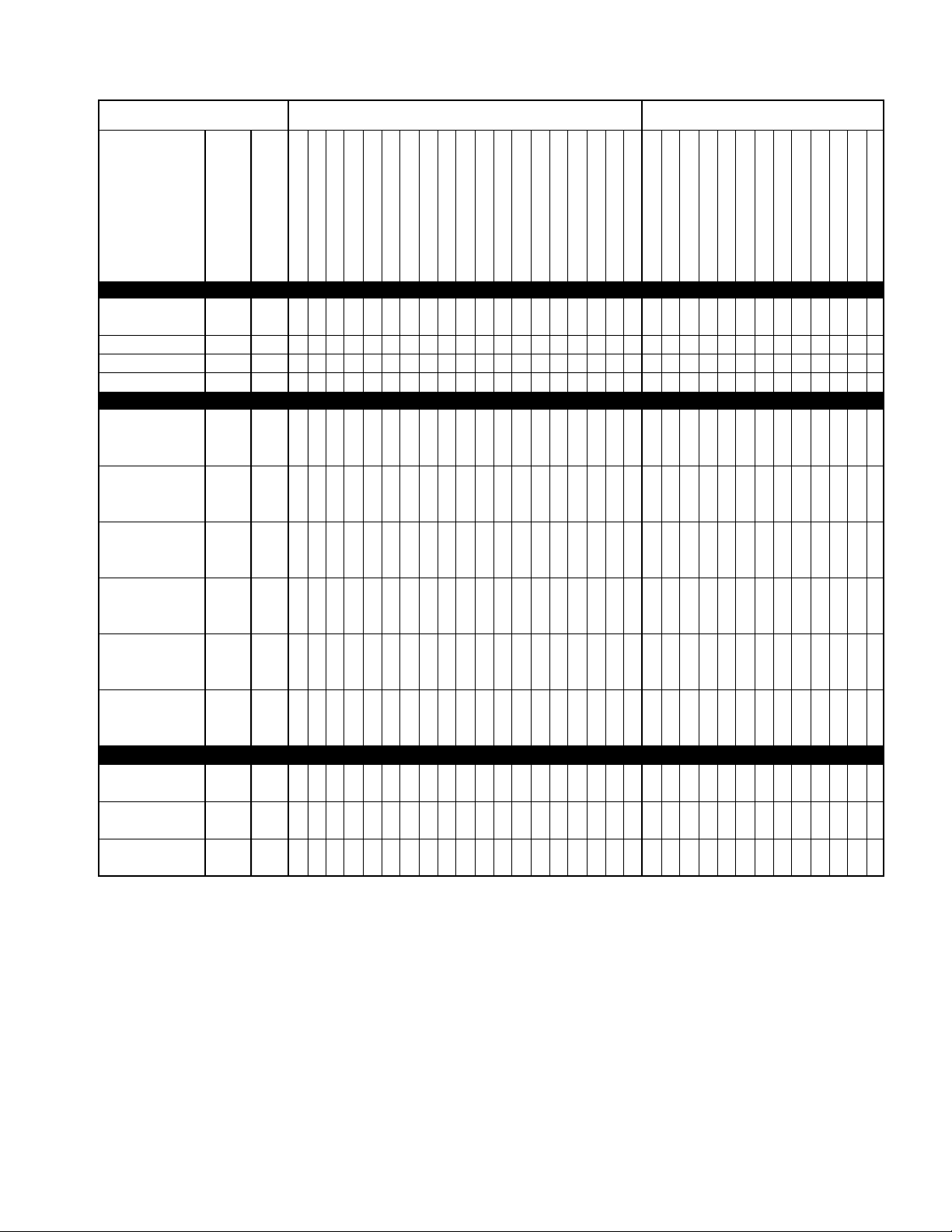
Selection Chart
CORROSIVE REAGENT ACIDS
ALKALINE SALTS, ALKALIES, ETC.
CORROSION
RESISTANT:
• METALS
• PAINTS
• COATINGS
NUMBER OF COATS MAX OPERATING TEMP.
METALS
LOW CARBON
STEEL
ALUMINUM — 250
304 S.S. — 1000
316 S.S. — 1000
PAINTS — TCF&B STANDARD SURFACE PREPARATION
ASPHALTUM
(Not Recom-
2 200
mended
For Fans)
VINYL (PVC) 2 150
ZINC 2 350
EPOXY 2 200
POLYESTER
SYNTHETIC 2 200
RESIN
AIR-DRIED
PHENOLIC
COATINGS — SURFACE PREPARATION INCLUDES STEELBLASTING
EPOXY
PHENOLIC
BAKED EPOXY
PHENOLIC
BAKED EPOXY
4 150
— 600
2 350
4 to 5
400
2 to 4
(°F)**
ASCETIC
BORIC
CARBOLIC
CARBONIC
CHROMIC
CITRIC
FLUOROBIC
FORMIC
HYDROBROMIC
HYDROCHLORIC
HYDROFLUORIC
HYDROCHLOROUS
LACTIC
NITRIC
PERCHLORIC
U F F F F U X U U U U U U U U U X U U
G G G G F G U U U U U U G U F U E U G
G E F G G G C G U U U U F E G G E U F
E E F E E E X G E U U U G E E E E F G
F E F F F G X F X G F F F F U F F F X
F G U G G G G G X G F X G G F G X F G
U E U E U U U X U U X X U U U U X U U
G G G E F G X G X G G F G G F G U G G
E E U E G G X G G E U E E E U E E G G
G G G G U G G E U G U X E G F G X G G
G E G E U G X E X G G F E F U G X U G
E E E E F E X E U E U F E F G E X E E
400
E E E E G E X E U E E G E X G E X G E
PHOSPHORIC
PICRIC
SULPHURIC ACID
ACID SALTS, NEUTRAL SALTS
SULPHUROUS ACID
ALUMINUM CHLORIDE
ALUMINUM NITRATE
ALUMINUM SULPHATE
AMMONIUM CHLORIDE
AMMONIUM HYDROXIDE
AMMONIUM NITRATE
AMMONIUM SULPHATE
BRINE
BROMINE
CALCIUM CHLORIDE
U U U U E F U X U F X F F
F G F F E E F G U G E F E
F E F F E E U E U F E E E
F E G E E E F E U F E E G
G F G F E E G X U E E E F
G F G G G E G X U E E E G
X X E G G E G X U G X G E
G X G G G E G G X F E E G
E E E G E X E E X E E E U
G F G G U G F G U G G E G
E X E G F E G G U E E E E
E G E F E G E E U E E E E
E X E E E E E E U E E E E
CALCIUM CARBONATE
CALCIUM HYDROIXIDE
CALCIUM DISULPHIDE
Please refer to page 4 for descriptions.
*
** Max. operating temperature indicates coating failure, not color change. Chalking or discoloration may below this temperature.
SELECTION INSTRUCTIONS
Coatings with E or G ratings should be selected, if possible, for best results throughout.
E = Satisfactory from 15% to 85% (depending upon coating) of concentration of fumes and for continuous operation. Also suitable for splash or
condensation.
G = Good for up to 5% to 15% of concentration of fumes. Not recommended for applications involving splash or condensation.
F = Fair. Recommended for low (maximum 5%) concentration application. Should not be specified unless detailed application is available.
U = Unsatisfactory and hence not recommended.
X = Sufficient data not available at present. User comments would be appreciated.
2
Twin City Engineering Supplement ES-35
Page 3

CORROSIVE REAGENT
CORROSION
RESISTANT:
• METALS
• PAINTS
• COATINGS
NUMBER OF COATS
METALS
LOW CARBON
STEEL
ALUMINUM — 250
304 S.S. — 1000
316 S.S. — 1000
PAINTS — TCF&B STANDARD SURFACE PREPARATION
ASPHALTUM
(Not Recom-
2 200
mended
For Fans)
VINYL (PVC) 2 150
ZINC 2 350
EPOXY 2 200
POLYESTER
SYNTHETIC 2 200
RESIN
AIR-DRIED
PHENOLIC
COATINGS — SURFACE PREPARATION INCLUDES STEELBLASTING
EPOXY
PHENOLIC
BAKED EPOXY
PHENOLIC
BAKED EPOXY
4 150
4 to 5
2 to 4
MAX OPERATING TEMP.
— 600
2 350
400
400
ACID SALTS, NEUTRAL SALTS,
ALKALINE SALTS, ALKALIES, ETC.
(°F)**
COPPER SULPHATE
FERRIC CHLORIDE
HYDROGEN PEROXIDE
POTASSIUM CYANIDE
POTASSIUM HYDROXIDE
POTASSIUM DICHROMATE
SODIUM BICARBONATE
SODIUM CHLORIDE
SODIUM DICHROMATE
U U U X G G X G G E X X F E X G E
U U E U U E E G X U G U E E E E E
E U E E E E E G X E F U E E X E E
E F E E E E E E X E G G E E X E X
G G F X E G E E E F F X G U X U G
G G F X E F E E X G F X X F X G U
E E X X U E X E E G U X U E X E G
G G G X G F G E X G F X G G X G G
E E G X E X E E X G G E E U E E U
E E U G F G E E U U U G G G G G U
E E U X U G E E X G U X E E X E E
E E U E U E E E F U U G E E E E E
E E G X G E E E X G G X E E X E G
SOIDUM HYDROXIDE
SODIUM HYPOCHLORITE
ZINC CHLORIDE
HYDRO-
CARBONS
ZINC SULPHATE
BENZENE
BUTAINE
GASES & FUMES MISCELLANEOUS
GASOLINE
XYLOL/TOLUOL
STEAM VAPOR - SAT.
AMONIA GAS - DRY
AMMONIA - WET
CHLORINE - DRY
HYDROGEN SULPHIDE
SULPHUR DIOXIDE
ABRASION
MOISTURE
SALT SPRAY
ACETONE
ALCOHOL
FORMALDEHYDE
G X X F U F F G U E E F E G X F
E E E U F G E E U E G E E E X F
E E E U F F E E F E E E E E X E
E E E F E G U E G E E E E G X G
G G X G G X U E E U F F F E X X
G F X G G X U E E U F G U E X U
X X X X U U G E E E E E E X X U
G X F G G X U E E G G G G E E G
E E X E G G G E E U E X U U X U
U U U G G G G E G G G G G F U G
E G X G E U G E E G E E U G X U
E U U E E E G E E E E E E E G E
E X X E E U G E E E E E G X X U
METHYL ETHYL KETONE
MINEARAL OILS
POLYVINYL ACETATE
TRI CHLORETHYLENE
Please refer to page 4 for descriptions.
*
** Max. operating temperature indicates coating failure, not color change. Chalking or discoloration may below this temperature.
SELECTION INSTRUCTIONS
Coatings with E or G ratings should be selected, if possible, for best results throughout.
E = Satisfactory from 15% to 85% (depending upon coating) of concentration of fumes and for continuous operation. Also suitable for splash or
condensation.
G = Good for up to 5% to 15% of concentration of fumes. Not recommended for applications involving splash or condensation.
F = Fair. Recommended for low (maximum 5%) concentration application. Should not be specified unless detailed application is available.
U = Unsatisfactory and hence not recommended.
X = Sufficient data not available at present. User comments would be appreciated.
3
Twin City Engineering Supplement ES-35
Page 4

Description of Coating Materials
Offers excellent moisture resistance. Fair protection against very mild concentrations of most organic and inorganic
acids. Exhibits poor caustic and solvent resistance. Due to poor coating and drying time characteristics, Twin City
Fan & Blower DOES NOT recommend the use of asphaltum coating for fans.
Enamel offers a quick dry time, high gloss, and good color and gloss retention. For long term corrosion protection,
a primer is recommended.
Epoxy / Epoxy Phenolic Coatings
Offers longer service life than conventional paint against mild acid of caustic solvent. Their resistant characteristics
are similar to phenolic. Four different epoxy systems are shown in the chart.
Excellent chemical resistance to splash/spillage, fumes, high humidity and moisture. Self-priming and suitable over
most existing coatings and tightly adherent to rust.
Flouropolymer Resin (PVDF) Coatings
Thermoplastic coatings used as excellent corrosion barriers. They are specified because of their unique properties:
unaffected by sunlight, most chemicals and solvents, abrasion resistance, mechanical strength and toughness.
Heat-resistant coating with good corrosion resistance and thermal stability for temperature over 500°F.
These are widely used as a fan coatings for a variety of applications. Good resistance to high concentrations of
organic or inorganic acids with the exception of strong oxidizing agents, i.e., nitric and chromic. Resistant to only
low concentrated alkalis, but excellent solvent resistance. It is not recommended for hydrofluoric acid or hypochlorite
salts. Air dried phenolic will have shorter life than baked phenolic. Heresite baked phenolic is most effective while
handling dust and explosive gases.
Asphaltum Coating
Enamel Coatings
Epoxy Mastic Coatings
High Temp Aluminum Coatings
Phenolic Coatings
TGIC powder coating offers good exterior durability, mineral acid resistance and hard films. Good humidity and salt
resistance.
Low cost and adequate resistance to severe acidic and alkaline conditions makes this coating popular. Widely used
for evaporative cooling and other air conditioning equipment.
PFA has excellent release properties, low coefficient of friction, withstands temperatures of up to 500°F, and it is a
melt flow nonporous film that offers excellent corrosion protection. PFA is an excellent choice for a wide variety of
uses, especially those involving chemical resistance.
All vinyls listed in the chart are thermoplastic material. Generally resistant to most organic and inorganic acids with
fair concentrations and low temperature.
Hot-dipped galvanizing of large fans is not physically practical. Cold zinc coating applied as a spray is said to have
better corrosion resistance than hot-dip galvanizing, and offers high impact resistance.
UPON REQUEST FROM TWIN CITY FAN & BLOWER
Color-match Enamel
Teflon (PFA)
Kynor/Dykor (PVDF)
Powder Polyester
Polyester Powder Coatings
Polyester Synthetic Resin Coatings
PFA Flouropolymer Coatings
Vinyl Coating
Zinc Coatings
OTHER COATINGS AVAILABLE
Twin ciTy fan & blower | www.Tcf.com
5959 Trenton Lane N | Minneapolis, MN 55442 | Phone: 763-551-7600 | Fax: 763-551-7601
 Loading...
Loading...