

Page 1

ALIM. D'ENTRÉE
GALET DOUBLE GORGE
VITESSE FILAIRE
PUISSANCE
C.T.
ULTRAFEED® VAF-4
Tête de soudage
Manuel de
l’utilisateur
English
Canadien Français
Americas Español
Révision : AB Date de publication : 27 Juin 2014 Manuel no. : 0-5329FC
Art # A-12466FC
Tweco.com
Page 2

NOUS APPRÉCIONS VOTRE FIDÉLITÉ!
Félicitations pour avoir reçu votre nouveau produit Tweco. Nous sommes fiers de vous avoir comme
client et nous nous efforcerons de vous fournir le meilleur service possible et d’apporter notre soutien
à l’industrie. Ce produit est couvert par notre garantie étendue et par notre réseau de service dans le
monde entier.
Nous savons que vous êtes fier de votre travail et nous nous sentons privilégiés de vous offrir ce
produit de haute performance qui vous aidera à accomplir votre tâche.
Cela fait plus de 75 ans que Tweco fournit des produits de qualité sur lequel vous pouvez compter
quand votre réputation en dépend.
VOUS ÊTES EN BONNE COMPAGNIE!
Tweco est une Marque mondiale de produits de Soudage à l’arc de Victor Technologies Inc. Nous
nous distinguons de nos concurrents par une innovation qui domine le marché et avec des produits
réellement fiables qui résisteront à l’épreuve du temps.
Nous nous efforçons d’améliorer vos performances en matière de productivité, d’efficacité et de
soudure vous permettant ainsi d’exceller dans votre métier. Nous concevons les produits en pensant
au soudeur et en offrant des fonctionnalités avancées, ainsi que durabilité, facilité d’utilisation et
confort ergonomique.
Et surtout, nous sommes engagés à un environnement de travail plus sûr au sein de l’industrie du
soudage. Notre préoccupation principale est que vous soyez satisfait de ce produit et qu’il fonctionne
en toute sécurité. Veuillez prendre le temps de lire le manuel en entier, en particulier les Précautions de
sécurité.
Si vous avez des questions ou des préoccupations au sujet de votre nouveau produit Tweco, veuillez
contacter notre équipe sympathique et compétente de service à la clientèle au :
1-800-462-2782 (États-Unis) et au 1-905-827-4515 (Canada),
ou visitez-nous sur notre site Web à www.Tweco.com
Page 3

!
AVERTISSEMENT
Lire et comprendre ce Guide au complet et les consignes de sécurité
de votre employeur avant l’installation, l’utilisation ou l’entretien de l’équipement.
L’information contenue dans ce Guide représente le bon jugement du fabricant, mais celui-ci
n’assume aucune responsabilité lors de l’utilisation.
Manuel de l’utilisateur numéro 0-5329FC pour :
Tête de soudage de Tweco ULTRAFEED VAF-4 No de pièce W3400002
Publié par :
Victor Technologies International, Inc.
16052 Swingley Ridge Road,
Suite 300 St. Louis, MO 63017
USA
www.victortechnologies.com
Copyright © 2014 par
Victor Technologies, Inc.
MD Tous droits réservés.
Il est interdit de reproduire ce document en tout ou en partie sans la permission de l’éditeur.
L’éditeur décline toute responsabilité envers les parties en cas de pertes ou de dommages
provoqués par une erreur ou une omission figurant dans ce manuel, qu’elle soit le résultat
d’une négligence, d’un accident ou d’une autre cause.
Date de la publication : 13 Juin 2014
Date de la révision : 27 Juin 2014
Conserver les renseignements suivant pour la garantie :
Endroit de l’achat : ____________________________________
Date de l’achat : ____________________________________
No de série de l’appareil : ____________________________________
Page 4

TABLEAU DES MATIÈRES
CHAPITRE 1 : CONSIGNES DE SÉCURITÉ ET AVERTISSEMENTS .................................... 1-1
1.01 Dangers relatifs au soudage àl’arc .................................................................. 1-1
1.02 Principales Normes De Securite ..................................................................... 1-6
1.09 Graphique de Symbole .................................................................................... 1-7
CHAPITRE 2 : INTRODUCTION ............................................................................ 2-1
2.01 Comment utiliser ce manuel ........................................................................... 2-1
2.02 Identification de l’équipement ......................................................................... 2-1
2.03 Réception de l’équipement .............................................................................. 2-1
2.04 Description ..................................................................................................... 2-2
2.05 Responsabilité de l'utilisateur ......................................................................... 2-2
2.06 Méthodes de transport .................................................................................... 2-2
2.07 Produits inclus ................................................................................................ 2-3
2.08 Spécifications ................................................................................................. 2-3
2.09 Accessoires en option ..................................................................................... 2-3
CHAPITRE 3 : INSTALLATION, FONCTIONNEMENT ET CONFIGURATION ........................... 3-1
3.01 Environnement ................................................................................................ 3-1
3.02 Emplacement .................................................................................................. 3-1
3.03 Ventilation ....................................................................................................... 3-1
3.04 Exigences en matière de tension de l'alimentation de secteur ........................ 3-1
3.05 Compatibilité électromagnétique ..................................................................... 3-1
3.06 Panneau avant, les commandes, les indicateurs et les fonctionnalités ........... 3-3
3.07 Commandes et fonctionnalités du panneau arrière ......................................... 3-8
3.08 Fonctionnalités avancées Mode ...................................................................... 3-9
3.09 Le fil d'alimentation Configuration pour différentes sources d'alimentation . 3-15
3.10 Fixation du Tweco n° 4 torche MIG ............................................................... 3-16
3.11 Installation Ensemble de poignée ................................................................. 3-17
3.12 Installation anneau de levage (Kit en option) ................................................ 3-18
3.13 Installer le fil Couvercle de tiroir (en option) ................................................. 3-19
3.14 Installation du fil de soudage du tiroir .......................................................... 3-22
3.15 Câble de frein du rabatteur ............................................................................ 3-23
3.16 Insertion du fil en mécanisme d'alimentation ............................................... 3-23
3.17 Pression du rouleau d'alimentation Réglage ................................................. 3-24
3.18 Installation et remplacement du rouleau d'alimentation/ d'admission
retrait Guide et Adaptateur Euro .................................................................... 3-24
3.19 Directives relatives au fonctionnement du régulateur de gaz de protection .. 3-26
3.20 Le fil d'alimentation Configurer MIG (SEFG) soudage avec protection
gazeuse MIG Fil ............................................................................................ 3-28
3.21 Le fil d'alimentation Configurer MIG (SEFG) avec soudage MIG sans gaz Fil 3-30
3.22 Pré-Procédure de soudage ........................................................................... 3-32
3.23 Signal d'Arc Override (SIL_1 #2) .................................................................. 3-33
3.24 Soudage- 2T Fonctionnement ....................................................................... 3-34
3.25 Opération des points ..................................................................................... 3-34
3.26 Soudage- 4T Fonctionnement ....................................................................... 3-35
3.27 Fonctionnement de soudure à molette .......................................................... 3-36
3.28 Coefficient de Température Positif (CTP) Protection de la source
d'alimentation de commande du contacteur de sortie .................................. 3-37
3.29 Défaut de mise à la terre Fonctionnement ..................................................... 3-37
3.30 Protection électronique de moteur ................................................................ 3-38
Page 5

TABLEAU DES MATIÈRES
CHAPITRE 4 : ENTRETIEN ................................................................................. 4-1
4.01 Nettoyage de l'appareil ................................................................................... 4-1
4.02 Nettoyage des galets d'entraînement .............................................................. 4-1
4.03 Entretien du système ...................................................................................... 4-1
4.04 GUIDE DE DÉPANNAGE .................................................................................. 4-1
4.05 Codes d'erreur et remèdes .............................................................................. 4-2
4.06 Technique de soudage de base MIG (GMAW/FCAW) ...................................... 4-4
4.07 Dépannage - Soudage MIG (GMAW/FCAW) .................................................... 4-8
4.08 Dépannage .................................................................................................... 4-11
CHAPITRE 5 : NOMENCLATURE DES PIÈCES ........................................................... 5-1
5.01 Identification de l’équipement ......................................................................... 5-1
5.02 Comment utiliser cette liste de pièces ............................................................. 5-1
5.03 Pièces de rechange (Sans fil plaque d'alimentation) ....................................... 5-2
5.04 Pièces de rechange- Fil plaque d'alimentation ................................................ 5-3
ANNEXE 1 : SCHÉMAS DE RACCORDEMENT ........................................................... A-1
TWECO - DÉCLARATION DE GARANTIE ..................................TROISIÈME DE COUVERTURE
Page 6

Cette page est intentionnellement laissée vierge.
Page 7

ULTRAFEED VAF-4
!
CHAPITRE 1 :
CONSIGNES DE SÉCURITÉ ET AVERTISSEMENTS
AVERTISSEMENT
PROTEGEZ-VOUS, AINSI QUE LES AUTRES, CONTRE LES BLESSURES GRAVES POSSIBLES OU LA MORT. NE
LAISSEZ PAS LES ENFANTS S’APPROCHER, NI LES PORTEURS DE STIMULATEUR CARDIAQUE (A MOINS QU’ILS
N’AIENT CONSULTE UN MÉDECIN). CONSERVEZ CES INSTRUCTIONS. LISEZ LE MANUEL D’OPÉRATION OU LES
INSTRUCTIONS AVANT D’INSTALLER, UTILISER OU ENTRETENIR CET ÉQUIPEMENT.
Les produits et procédés de soudage peuvent sauser des blessures graves ou la mort, de même que des dommages
au reste du matériel et à la propriété, si l’utilisateur n’adhère pas strictement à toutes les règles de sécurité et ne
prend pas les précautions nécessaires.
En soudage et coupage, des pratiques sécuritaires se sont développées suite à l’expérience passée. Ces pratiques
doivent être apprises par étude ou entraînement avant d’utiliser l’équipement. Toute personne n’ayant pas suivi
un entraînement intensif en soudage et coupage ne devrait pas tenter de souder. Certaines pratiques concernent
les équipements raccordés aux lignes d’alimentation alors que d’autres s’adressent aux groupes électrogènes.
La norme Z49.1 de l’American National Standard, intitulée « SAFETY IN WELDING AND CUTTING » présente les
pratiques sécuritaires à suivre. Ce document ainsi que d’autres guides que vous devriez connaître avant d’utiliser
cet équipement sont présentés à la fin de ces instructions de sécurité. SEULES DES PERSONNES QUALIFIEES
DOIVENT FAIRE DES TRAVAUX D’INSTALLATION, DE REPARATION, D’ENTRETIEN ET D’ESSAI.
1.01 Dangers relatifs au soudage àl’arc
5. Veuillez à installer cet équipement et à le mettre à
la terre selon le manuel d’utilisation et les codes
nationaux, provinciaux et locaux applicables.
AVERTISSEMENT
L’ELECTROCUTION PEUT ETRE MORTELLE.
Une décharge électrique peut tuer ou
brûler gravement. L’électrode et le circuit
de soudage sont sous tension dès la mise
en circuit. Le circuit d’alimentation et les
circuits internes de l’équipement sont aussi
sous tension dès la mise en marche. En
soudage automatique ou semi-automatique
avec fil, ce dernier, le rouleau ou la bobine
de fil, le logement des galets d’entraînement
et toutes les pièces métalliques en contact
avec le fil de soudage sont sous tension.
Un équipement inadéquatement installé ou
inadéquatement mis à la terre est dangereux.
1. Ne touchez pas à des pièces sous tension.
2. Portez des gants et des vêtements isolants, secs et
non troués.
3. Isolez-vous de la pièce à souder et de la mise à la
terre au moyen de tapis isolants ou autres.
4. Déconnectez la prise d’alimentation de l’équipement
ou arrêtez le moteur avant de l’installer ou d’en faire
l’entretien. Bloquez le commutateur en circuit ouvert
ou enlevez les fusibles de l’alimentation afin d’éviter
une mise en marche accidentelle.
6. Arrêtez tout équipement après usage. Coupez
l’alimentation de l’équipement s’il est hors d’usage
ou inutilisé.
7. N’utilisez que des porte-électrodes bien isolés. Ne
jamais plonger les porte-électrodes dans l’eau pour
les refroidir. Ne jamais les laisser traîner par terre ou
sur les pièces à souder. Ne touchez pas aux porte
électrodes raccordés à deux sources de courant en
même temps. Ne jamais toucher quelqu’un d’autre
avec l’électrode ou le porte-électrode.
8. N’utilisez pas de câbles électriques usés,
endommagés, mal épissés ou de section trop petite.
9. N’enroulez pas de câbles électriques autour de votre
corps.
10. N’utilisez qu’une bonne prise de masse pour la mise
à la terre de la pièce à souder.
11. Ne touchez pas à l’électrode lorsqu’en contact avec
le circuit de soudage (terre).
12. N’utilisez que des équipements en bon état. Réparez
ou remplacez aussitôt les pièces endommagées.
13. Dans des espaces confinés ou mouillés, n’utilisez
pas de source de courant alternatif, à moins qu’il
soit muni d’un réducteur de tension. Utilisez plutôt
une source de courant continu.
14. Portez un harnais de sécurité si vous travaillez en
hauteur.
Manuel 0-5329FC CONSIGNES DE SÉCURITÉ 1-1
Page 8

ULTRAFEED VAF-4
15. Fermez solidement tous les panneaux et les capots.
AVERTISSEMENT
LE RAYONNEMENT DE L’ARC PEUT BRÛLER
LES YEUX ET LA PEAU ; LE BRUIT PEUT
ENDOMMAGER L’OUIE. L’arc de soudage
produit une chaleur et des rayons ultraviolets
intenses, susceptibles de brûler les yeux et
la peau. Le bruit causé par certains procédés
peut endommager l’ouïe.
1. Portez une casque de soudeur avec filtre oculaire de
nuance appropriée (consultez la norme ANSI Z49
indiquée ci-après) pour vous protéger le visage et
les yeux lorsque vous soudez ou que vous observez
l’exécution d’une soudure.
AWS F2.2 :2001 (R2010), Adapted with permission of the American Welding Society (AWS), Miami, Florida
Guide for Shade Numbers
Process
Shielded Metal Arc Welding
(SMAW)
Electrode Size in.
(mm)
Less than 3/32 (2.4)
3/32-5/32 (2.4-4.0)
5/32-1/4 (4.0-6.4)
More than 1/4 (6.4)
2. Portez des lunettes de sécurité approuvées. Des
écrans latéraux sont recommandés.
3. Entourez l’aire de soudage de rideaux ou de cloisons
pour protéger les autres des coups d’arc ou de
l’éblouissement ; avertissez les observateurs de ne
pas regarder l’arc.
4. Portez des vêtements en matériaux ignifuges
et durables (laine et cuir) et des chaussures de
sécurité.
5. Portez un casque antibruit ou des bouchons d’oreille
approuvés lorsque le niveau de bruit est élevé.
6. Ne jamais porter de verres de contact pendant le
soudage.
Arc Current
(Amperes)
Less than 60
60-160
160-250
250-550
Minimum
Protective
Shade
7
8
10
11
Suggested*
Shade No.
(Comfort)
10
12
14
Gas Metal Arc Welding (GMAW)
and Flux Cored Arc Welding
(FCAW)
Gas Tungsten arc Welding
(GTAW)
Air Carbon Arc Cutting (CAC-A)
Plasma Arc Welding (PAW)
Plasma Arc Cutting (PAC)
* As a rule of thumb, start with a shade that is too dark to see the weld zone. Then go to a lighter
shade which gives sufficient view of the weld zone without going below the minimum. In oxyfuel gas
welding, cutting, or brazing where the torch and/or the flux produces a high yellow light, it is desirable
to use a filter lens that absorbs the yellow or sodium line of the visible light spectrum.
(Light)
(Heavy)
Less than 60
60-160
160-250
250-550
Less than 50
50-150
150-500
Less than
500
500-1000
Less than 20
20-100
100-400
400-800
Less than 20
20-40
40-60
60-80
80-300
300-400
400-800
7
10
10
10
8
8
10
10
11
6
8
10
11
4
5
6
8
8
9
10
11
12
14
10
12
14
12
14
6 to 8
10
12
14
4
5
6
8
9
12
14
1-2 C
ONSIGNES DE SÉCURITÉ
Manuel 0-5329FC
Page 9

ULTRAFEED VAF-4
AVERTISSEMENT
LES VAPEURS ET LES FUMEES SONT
DANGEREUSES POUR LA SANTÉ.
Le soudage dégage des vapeurs et des
fumées dangereuses à respirer.
1. Eloignez la tête des fumées pour éviter de les
respirer.
2. A l’intérieur, assurez-vous que l’aire de soudage est
bien ventilée ou que les fumées et les vapeurs sont
aspirées à l’arc.
3. Si la ventilation est inadéquate, portez un respirateur
à adduction d’air approuvé.
4. Lisez les fiches signalétiques et les consignes
du fabricant relatives aux métaux, aux produits
consummables, aux revêtements et aux produits
nettoyants.
5. Ne travaillez dans un espace confiné que s’il
est bien ventilé ; sinon, portez un respirateur à
adduction d’air. Les gaz protecteurs de soudage
peuvent déplacer l’oxygène de l’air et ainsi causer
des malaises ou la mort. Assurez-vous que l’air est
propre à la respiration.
6. Ne soudez pas à proximité d’opérations de
dégraissage, de nettoyage ou de pulvérisation. La
chaleur et les rayons de l’arc peuvent réagir avec
des vapeurs et former des gaz hautement toxiques
et irritants.
AVERTISSEMENT
LE SOUDAGE PEUT CAUSER UN INCENDIE
OU UNE EXPLOSION.
L’arc produit des étincellies et des projections. Les particules volantes, le métal
chaud, les projections de soudure et l’équipement surchauffé peuvent causer un incendie et des brûlures. Le contact accidentel de
l’électrode ou du fil-électrode avec un objet
métallique peut provoquer des étincelles, un
échauffement ou un incendie.
1. Protégez-vous, ainsi que les autres, contre les
étincelles et du métal chaud.
2. Ne soudez pas dans un endroit où des particules
volantes ou des projections peuvent atteindre des
matériaux inflammables.
3. Enlevez toutes matières inflammables dans un rayon
de 10, 7 mètres autour de l’arc, ou couvrez-les
soigneusement avec des bâches approuvées.
4. Méfiez-vous des projections brulantes de soudage
susceptibles de pénétrer dans des aires adjacentes
par de petites ouvertures ou fissures.
5. Méfiez-vous des incendies et gardez un extincteur
à portée de la main.
6. N’oubliez pas qu’une soudure réalisée sur un
plafond, un plancher, une cloison ou une paroi peut
enflammer l’autre côté.
7. Ne soudez des tôles galvanisées ou plaquées au
plomb ou au cadmium que si les zones à souder ont
été grattées à fond, que si l’espace est bien ventilé ;
si nécessaire portez un respirateur à adduction d’air.
Car ces revêtements et tout métal qui contient ces
éléments peuvent dégager des fumées toxiques au
moment du soudage.
Manuel 0-5329FC CONSIGNES DE SÉCURITÉ 1-3
7. Ne soudez pas un récipient fermé, tel un réservoir
ou un baril.
8. Connectez le câble de soudage le plus près possible
de la zone de soudage pour empêcher le courant de
suivre un long parcours inconnu, et prévenir ainsi
les risques d’électrocution et d’incendie.
9. Ne dégelez pas les tuyaux avec un source de courant.
10. Otez l’électrode du porte-électrode ou coupez le fil
au tube-contact lorsqu’inutilisé après le soudage.
Page 10
ULTRAFEED VAF-4
!
AVERTISSEMENT
LES ETINCELLES ET LES PROJECTIONS
BRULANTES PEUVENT CAUSER DES
BLESSURES.
Le piquage et le meulage produisent
des particules métalliques volantes. En
refroidissant, la soudure peut projeter du
éclats de laitier.
1. Portez un écran facial ou des lunettes protectrices
approuvées. Des écrans latéraux sont recommandés.
2. Portez des vêtements appropriés pour protéger la
peau.
AVERTISSEMENT
LES BOUTEILLES ENDOMMAGEES PEUVENT EXPLOSER.
Les bouteilles contiennent des gaz
protecteurs sous haute pression. Des
bouteilles endommagées peuvent exploser.
Comme les bouteilles font normalement
partie du procédé de soudage, traitez-les
avec soin.
AVERTISSEMENT
LES MOTEURS PEUVENT ETRE DANGEREUX.
AVERTISSEMENT
LES GAZ D’ECHAPPEMENT DES MOTEURS
PEUVENT ETRE MORTELS.
Les moteurs produisent des gaz d’échappement nocifs.
1. Utilisez l’équipement à l’extérieur dans des aires
ouvertes et bien ventilées.
2. Si vous utilisez ces équipements dans un endroit
confiné, les fumées d’échappement doivent être
envoyées à l’extérieur, loin des prises d’air du
bâtiment.
AVERTISSEMENT
LE CARBURANT PEUR CAUSER UN INCENDIE OU UNE EXPLOSION.
Le carburant est hautement inflammable.
1. Protégez les bouteilles de gaz comprimé contre les
sources de chaleur intense, les chocs et les arcs de
soudage.
2. Enchainez verticalement les bouteilles à un support
ou à un cadre fixe pour les empêcher de tomber ou
d’être renversées.
3. Eloignez les bouteilles de tout circuit électrique ou
de tout soudage.
4. Empêchez tout contact entre une bouteille et une
électrode de soudage.
5. N’utilisez que des bouteilles de gaz protecteur,
des détendeurs, des boyauxs et des raccords
conçus pour chaque application spécifique ; ces
équipements et les pièces connexes doivent être
maintenus en bon état.
6. Ne placez pas le visage face à l’ouverture du robinet
de la bouteille lors de son ouverture.
7. Laissez en place le chapeau de bouteille sauf si en
utilisation ou lorsque raccordé pour utilisation.
8. Lisez et respectez les consignes relatives aux
bouteilles de gaz comprimé et aux équipements
connexes, ainsi que la publication P-1 de la CGA,
identifiée dans la liste de documents ci-dessous.
1. Arrêtez le moteur avant de vérifier le niveau e
carburant ou de faire le plein.
2. Ne faites pas le plein en fumant ou proche d’une
source d’étincelles ou d’une flamme nue.
3. Si c’est possible, laissez le moteur refroidir avant de
faire le plein de carburant ou d’en vérifier le niveau
au début du soudage.
4. Ne faites pas le plein de carburant à ras bord :
prévoyez de l’espace pour son expansion.
5. Faites attention de ne pas renverser de carburant.
Nettoyez tout carburant renversé avant de faire
démarrer le moteur.
AVERTISSEMENT
DES PIECES EN MOUVEMENT PEUVENT
CAUSER DES BLESSURES.
1-4 C
ONSIGNES DE SÉCURITÉ
Manuel 0-5329FC
Page 11

ULTRAFEED VAF-4
Des pièces en mouvement, tels des ventilateurs, des
rotors et des courroies peuvent couper doigts et mains,
ou accrocher des vêtements amples.
1. Assurez-vous que les portes, les panneaux, les
capots et les protecteurs soient bien fermés.
2. Avant d’installer ou de connecter un système,
arrêtez le moteur.
3. Seules des personnes qualifiées doivent
démonter des protecteurs ou des capots pour
faire l’entretien ou le dépannage nécessaire.
4. Pour empêcher un démarrage accidentel
pendant l’entretien, débranchez le câble
d’accumulateur à la borne négative.
LA VAPEUR ET LE LIQUIDE DE
REFROIDISSEMENT BRULANT SOUS
PRESSION PEUVENT BRULER LA PEAU ET
LES YEUX.
Le liquide de refroidissement d’un radiateur
peut être brûlant et sous pression.
1. N’ôtez pas le bouchon de radiateur tant que le moteur
n’est pas refroidi.
2. Mettez des gants et posez un torchon sur le bouchon
pour l’ôter.
AVERTISSEMENT
5. N’approchez pas les mains ou les cheveux de
pièces en mouvement ; elles peuvent aussi
accrocher des vêtements amples et des outils.
6. Réinstallez les capots ou les protecteurs et
fermez les portes après des travaux d’entretien
et avant de faire démarrer le moteur.
AVERTISSEMENT
DES ETINCELLES PEUVENT FAIRE
EXPLOSER UN ACCUMULATEUR ;
L’ELECTROLYTE D’UN ACCUMU-LATEUR
PEUT BRULER LA PEAU ET LES YEUX.
Les accumulateurs contiennent de l’électrolyte acide et
dégagent des vapeurs explosives.
1. Portez toujours un écran facial en travaillant sur un
accumu-lateur.
2. Arrêtez le moteur avant de connecter ou de
déconnecter des câbles d’accumulateur.
3. N’utilisez que des outils anti-étincelles pour travailler
sur un accumulateur.
4. N’utilisez pas une source de courant de soudage
pour charger un accumulateur ou survolter
momentanément un véhicule.
5. Utilisez la polarité correcte (+ et –) de l’accumulateur.
3. Laissez la pression s’échapper avant d’ôter
complètement le bouchon.
!
PLOMB AVERTISSEMENT
AVERTISSEMENT : Ce produitcontient des
produits chimiques, notamment du plomb,
reconnu par l’Étatde la Californie pour
causerdes malformations congénitaleset
d’autresdommages touchant le système
reproductif.
Se laver les mainsaprès mani-
pulation.
REMARQUE
Facteurs relatifs au soudage et aux effets
des champs magnétiques et électriques de
basse fréquence.
Voici une citation tirée du chapitre des conclusions générales du document de base de l’Office of Technology
Assessment (bureau des évaluations technologiques) de
l’U.S. Congress, « Biological Effects of Power Frequency
Electric & Magnetic Fields », OTA-BP-E-63 (Washington,
DC : U.S. Government Printing Office, mai 1989) : « ...
il existe de nos jours, un nombre très élevé de travaux
scientifiques qui rapportent les résultats d’expériences
menées au niveau cellulaire et d’études auprès d’homme
et d’animaux qui établissent nettement le rapport entre
les champs magnétiques de basse fréquence et les
systèmes biologiques, soit par des interactions ou des
modifications. Quoique la plupart de ces travaux soient
de très bonne qualité, les résultats sont complexes. À
la lumière des connaissances scientifiques actuelles, il
nous est encore impossible d’interpréter les évidences
en un seul cadre de référence cohérent. La situation est
toutefois très contrariante. En effet, il nous est aussi
Manuel 0-5329FC CONSIGNES DE SÉCURITÉ 1-5
Page 12
ULTRAFEED VAF-4
impossible de tirer des conclusions définitives quant
aux risques éventuels ou de proposer des stratégies
fondées sur des faits scientifiques visant à atténuer ou
éviter des risques potentiels ».
Pour atténuer les champs magnétiques sur les lieux de
travail, respectez les procédures qui suivent :
1. Maintenez les câbles l’un près de l’autre en les
entrelaçant ou les reliant ensemble au ruban.
2. Acheminez les câbles à un côté du soudeur, le
plus loin possible.
3. N’enroulez pas de câble autour du corps.
4. Maintenez le bloc d’alimentation du poste de
soudage et les câbles aussi loin que possible
du corps.
STIMULATEURS CARDIAQUES
Les procédures décrites ci-dessus sont
habituellement celles recommandées pour
les porteurs de stimulateurs cardiaques.
Pour de plus amples renseignements,
consulter un médecin.
1.02 Principales Normes De Securite
Safety in Welding and Cutting, norme ANSI Z49.1,
American Welding Society, 550 N.W. LeJeune Rd.,
Miami, FL 33128.
Safety and Health Standards, OSHA 29 CFR 1910,
Superintendent of Documents, U.S. Government
Printing Office, Washington, D.C. 20402.
Recommended Safe Practices for the Preparation for
Welding and Cutting of Containers That Have Held
Hazardous Substances, norme AWS F4.1, American
Welding Society, 550 N.W. LeJeune Rd., Miami, FL
33128.
National Electrical Code, norme 70 NFPA, National Fire
Protection Association, Batterymarch Park, Quincy,
MA 02269.
Safe Handling of Compressed Gases in Cylinders,
document P-1, Compressed Gas Association, 1235
Jefferson Davis Highway, Suite 501, Arlington, VA
22202.
Code for Safety in Welding and Cutting, norme CSA
W117.2 Association canadienne de normalisation,
Standards Sales, 276 Rexdale Boulevard, Rexdale,
Ontario, Canada M9W 1R3.
Safe Practices for Occupation and Educational Eye and
Face Protection, norme ANSI Z87.1, American National
Standards Institute, 1430 Broadway, New York, NY
10018.
Cutting and Welding Processes, norme 51B NFPA,
National Fire Protection Association, Batterymarch Park,
Quincy, MA 02269.
1-6 C
ONSIGNES DE SÉCURITÉ
Manuel 0-5329FC
Page 13
ULTRAFEED VAF-4
Soudage á L’arc Avec
Electrode Non Fusible
(GTAW)
Decoupe Arc Carbone
(CAC-A)
Courant Constant
Tension Constante
Ou Potentiel Constant
Haute Température
Force d'Arc
Amorçage de L’arc au
Contact (GTAW)
Inductance Variable
Tension
Mono Phasé
Trois Phasé
Tri-Phase Statique
Fréquence Convertisseur
Transformateur-Redresseur
Tension dangereuse
Hors Tension
SousTension
Panneau/Local
Soudage Arc Electrique
Avec Electrode Enrobé
(SMAW)
Soudage á L’arc Avec
Fil Electrodes Fusible
(GMAW)
Augmentez/Diminuer
Disjoncteur
Source AC Auxiliaire
Distant
Facteur de Marche
Pourcentage
Intensité de Courant
Tension
Hertz (cycles/sec)
Fréquence
Négatif
Positif
Courant Continue (DC)
Terre de Protection
Ligne
Connexion de la Ligne
Source Auxiliaire
Classement de PriseSource Auxiliaire
Art # A-07639_AB
115V 15A
t
t1
t2
%
X
IPM
MPM
t
Fusible
Déroulement du Fil
Alimentation du Fil Vers
la Pièce de Fabrication
Hors Tension
Durée de Pré-Dèbit
Durée de Post-Dèbit
Duréc du Pulse
Soudure Par Point
Appuyez pour dèruarer
l’alimentation du fils et la soudure,
le relâcher pour arrêter.
Purge Du Gaz
Mode Continu de
Soudure
Pouces Par Minute
Mètres Par Minute
Torch de
Soudage
Probléme de Terre
Maintenez appuyez pour pré-dèbit,
relailez pour initier l'arc. Appuyez
pour arrêter l'arc, et mainteuir pour
pré-dèbit.
Détente à 4-Temps
Détente à 2-Temps
V
S
S
Voir Note
Voir Note
Note: Pour les environnements avec des risques de choc électrique, le fournisseur d'énergie portant la marque conforme
à EN50192 lorsqu'utilisé en conjonction avec des lampes de poche avec des conseils exposés, si équipés avec des guide à
l'hauteur de buse correctement installé.
Ne pas déposer avec les déchets ménagers.
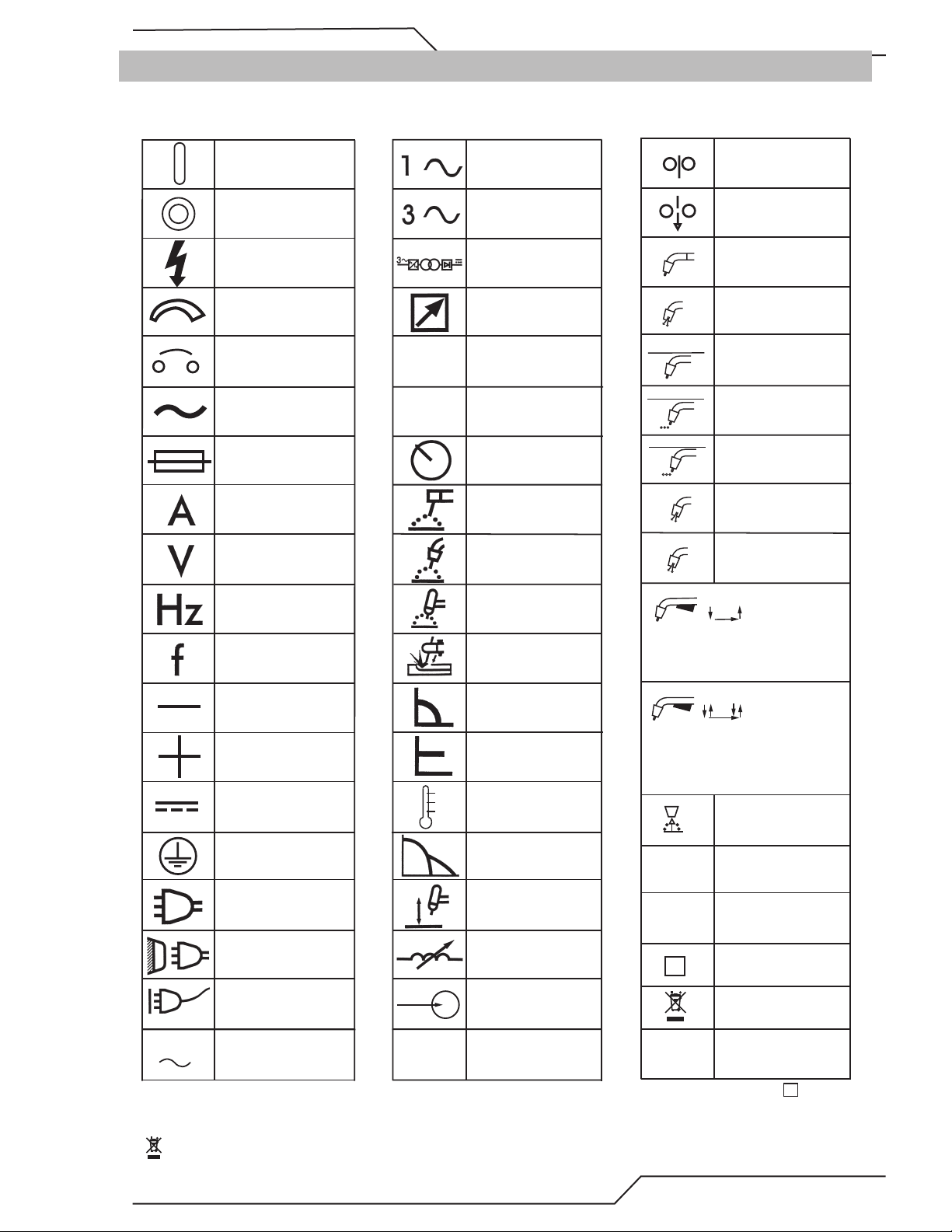
1.09 Graphique de Symbole
Seulement certains de ces symboles apparaîtront sur votre modèle.
Manuel 0-5329FC CONSIGNES DE SÉCURITÉ 1-7
Page 14

ULTRAFEED VAF-4
This Page Intentionally Blank
1-8 C
ONSIGNES DE SÉCURITÉ
Manuel 0-5329FC
Page 15

ULTRAFEED VAF-4
CHAPITRE 2 : INTRODUCTION
2.01 Comment utiliser ce manuel
Le présent manuel décrit habituellement les pièces
répertoriées àla pagei. Pour assurer une exploitation
sécuritaire del’appareil, lire le manuel dans son intégralité,
notamment le chapitre concernant les directives de
sécurité et les avertissements. Tout au long du manuel,
vous retrouverez les mots AVERTISSEMENT, MISE EN
GARDE et REMARQUE. Soyez particulièrement attentif aux
renseignements fournis sous ces symboles. Ces symboles
spéciaux se reconnaissent facilement comme suit :
!
AVERTISSEMENT
Un AVERTISSEMENT fournit des renseignements
relatifs à d’éventuelles blessures. Il sera encadré
par deux lignes noires épaisses comme celles-ci.
MISE EN GARDE
Une MISE EN GARDE signale la possibilité d’endommager l’appareil. Elle sera écrite
en caractères gras.
REMARQUE
Une REMARQUE fournit des renseignements
utiles concernant certaines procédures
d’exploitation de l’appareil. Elle sera écrite en
italique.
D'autres exemplaires du présent manuel sont en vente.
Communiquez avec Tweco aux coordonnées répertoriées
à la troisième de couverture de ce manuel. IVeuillez indiquer le numéro du manuel de l'utilisateur et les numéros
d'identification de l'appareil.
2.02 Identification de l’équipement
Vous trouverez habituellement le numéro d’identification
(caractéristiques ou numéro de pièce), le nom du modelé
et le numéro de série sur une plaque signalétique fixee
a l’appareil. Les composants qui ne comportent aucune
plaque signalétique sont identifies uniquement par
la caractéristique ou le numéro de piece imprime sur
l’emballage d'expédition. Inscrivez ces numéros pour
reference ulterieure.
2.03 Réception de l’équipement
A la réception de l’appareil, vérifiez le contenu en le
comparant aux articles décrits sur la facture pour vous
assurer d’avoir tous les composants et inspectez l’appareil a la recherche d’eventuels dommages provoques par
l'expédition. En cas de dommage, avisez le transporteur
immédiatement pour proceder a une reclamation. Fournissez tous les renseignements necessaires relatifs a une
reclamation concernant un dommage ou une erreur de
livraison. Utilisez les coordonnees de l’emplacement le
plus pres de chez vous, repertorie a la troisieme couverture du manuel. Inscrivez tous les numéros d’identification de l’appareil comme decrit ci-dessus et fournissez
une description complète de la piece défectueuse ou de
l’erreur a la livraison.
Déplacez l'équipement au lieu de travail avant de retirer
l'appareil de sa boîte. Lors du déballage de l'appareil,
prenez soin d'éviter d'endommager l'appareil avec des
barres, un marteau, etc.
Manuel 0-5329FC INTRODUCTION 2-1
Page 16

ULTRAFEED VAF-4
!
2.04 Description
Le Ultrafeed REQUISES PAR LE CONTRAT VAF-4 offre
à la fois la charge et la tension de ligne compensation
aidant à maintenir constante la vitesse d'avancement du
fil, même avec les changements de la tension d'entrée
et/ou de la charge.
Le Ultrafeed REQUISES PAR LE CONTRAT VAF-4 boîte
de tôle enferme le solid state circuits de commande. UNE
battante, verrouillé alimentation couvercle de culasse
permet un accès rapide et aisé à la tête d'alimentation
avec changement rapide les rouleaux d'alimentation, et
de l'outil-moins les boutons et les colliers de passage des
guides et des armes à feu.
Le Ultrafeed REQUISES PAR LE CONTRAT VAF-4 est
livré avec une abondance de fonctionnalités standard,
notamment :
• UninterrupteuràbasculeMarche/arrêt
• 2disjoncteursdusystèmetotalprotection
• unevitessed'avancementduldecontrôle
• unesourced'alimentationdecommandedetension
2.05 Responsabilité de l'utilisateur
Cet équipement fonctionnera selon les indications aux
présentes s’il est installé, employé, entretenu et réparé
selon les instructions. Cet équipement doit faire l’objet
d’une vérification périodique. L’équipement défectueux (y
compris les câbles de soudage) ne devrait pas être utilisé. Les pièces brisées, manquantes, visiblement usées,
déformées ou contaminées devraient être remplacées
sans délai. Si des réparations ou des remplacements
s’avéraient nécessaires, il est recommandé de les confier
à des personnes qualifiées approuvées par Tweco. Pour
obtenir des conseils à cet égard, communiquez avec un
distributeur accrédité Tweco.
Cet équipement ou l'une de ses pièces ne devraient
pas être modifiés par rapport au devis standard sans
l'approbation écrite préalable de Tweco. L’utilisateur de
cet équipement est l’ultime et unique responsable de toute
défectuosité découlant d’une mauvaise utilisation ou d’une
modification non autorisée par rapport aus spécifications
standard, d’un mauvais entretien, des dommages ou de
toute réparation inadéquate par une personne qui n’est
pas qualfiée et approuvée par Tweco.
• unpouceswitch
• ungazsélecteurdepurge
• un2T/4T/Spotsélecteur
• cartePCpour ajustementsamélioréeexécuterde
commande
• un étatsolidedefrein électronique defreinage
dynamique
• deuxchangementrapide,entraînéeparlespignons
de rouleaux d'alimentation
• unesoupapeàgazelectrovanne
• deuxpistoletisolédéclencheurspourlasécuritéde
l'opérateur
• unevariétéd'optionsd'extensionpourcongurer
l'unité pour tout fil de soudage situation.
Le Ultrafeed REQUISES PAR LE CONTRAT VAF-4 a été
conçu pour se conformer à la norme CEI 60974-1, CSA
E60974-1 et UL 60974-1 normes.
Les instructions suivantes décrivent l’ajustement exact et
sécuritaire de la machine. Elles fournissent également les
directives afin d’obtenir la meilleure qualité de rendement
du bloc d’alimentation. Veuillez lire ces instructions minutieusement avant l’utilisation de l’appareil.
2.06 Méthodes de transport
!
AVERTISSEMENT
UNE DÉCHARGE ÉLECTRIQUE peut être
mortelle. Ne pas toucher les composants
électriques sous tension. Débrancher le câble
d'alimentation avant de déplacer l'appareil.
AVERTISSEMENT
La CHUTE DE L'APPAREIL peut causer des
blessures physiques sérieuses et le bris de
l'appareil.
Soulever l'unité avec poignée intégrée dans la partie
supérieure de l'unité.
Utilisez un chariot ou un dispositif de transport d'une
capacité suffisante.
2-2 INTRODUCTION Manuel 0-5329FC
Page 17

ULTRAFEED VAF-4
Si vous utilisez un élévateur à fourche, fixez d'abord l'appareil solidement à un châssis mobile avant de le transporter.
2.07 Produits inclus
Ultrafeed VAF-4 Tête de soudage (N° de pièce : W3400002)
• UltrafeedVAF-4Têtedesoudage
• Câbledecommande,6ft,19pin
• Câbled'alimentation,6ft,50mmMâle-50mmFemelle
• ManueldeFonctionnement
• CD
• Galetd’entraînement.035"/.045"(0.9mm/1.2mm)avecgorgeenV,posé
• Poignéedel'assemblage
2.08 Spécifications
Description Tête de soudage de Ultrafeed VAF-4
Tête de soudage de Numéro de pièce W3400002
Tête de soudage de Dimensions H 13.6” x W 10.8” x D 24.0”
Tête de soudage de Poids 41.9lb (19kg)
Voltage d’entrée 42VAC ou 115VAC, 350VA
Tolérance de la tension d'alimentation ±15%
Fréquence d'entrée 50/60 Hz
Tension en Solénoïde du gaz 24vdc
Pression du gaz maximale 100 psi (7 bar)
Puissance le soudage MIG, 40°C, 10 min
Plage de vitesse de dévidage du fil 53 - 878 IPM (1.35 - 22.3 MPM)
Plage de températures de fonctionnement 0°C - 40°C
Fiche de interconnexion 19 broches
Massif
Calibres de fil
Aluminium .035” - 1/16” (0.9 mm - 1.6 mm)
Fil fourré
450A @ 60%
350A @ 100%
.030"-1/16"(0.8mm-1.6mm)
.030"-5/64"(0.8mm-2.0mm))
Fil Maximum Tiroir Poids 60 lb./ 27kg
Tableau 2-1 Spécification de Ultrafeed VAF-4
REMARQUE
Étant donné que des irrégularités peuvent survenir lors de la fabrication des produits, les performances annoncées, les tensions, les
valeurs nominales, l'ensemble des capacités, les mesures, les dimensions et les masses mentionnées ne sont que des estimations.
Le rendement et les valeurs nominales réalisables lors de l'utilisation et de l'exploitation de l'appareil dépendront de l'installation,
de l'utilisation, de la mise en application adéquate ainsi que du bon entretien et du bon fonctionnement de l'appareil.
Tweco recherche en permanence à fabriquer le meilleur produit possible. Par conséquent, la société se réserve le droit de modifier,
d'améliorer ou de revoir les caractéristiques ou la conception de ce produit et de tout autre produit sans préavis.
2.09 Accessoires en option
Galets d'entraînement
Numéro de pièce Description
W4017019 Galet d’entraînement .023” & .030” Avec gorge en V
Manuel 0-5329FC INTRODUCTION 2-3
Type de fil
Dur
Page 18

ULTRAFEED VAF-4
W4017020 Galet d’entraînement .035” & .045” Avec gorge en V*
W4017021 Galet d’entraînement .045” & 1/16” Avec gorge en V
W4017120 Galet d’entraînement .030” & .035” Avec gorge en U
W4017121 Galet d’entraînement .040” & .045” Avec gorge en U
W4017122 Galet d’entraînement .045” & 1/16” Avec gorge en U
W4017222 Galet d’entraînement .030” & .035” Avec gorge moletée en V
W4017223 Galet d’entraînement .045” & 1/16” Avec gorge moletée en V
W4017224 Galet d’entraînement 1/16” & 5/64” Avec gorge moletée en V
Tableau 2-2 Galets d'entraînement
REMARQUE
REMARQUE 1 : Deux rouleaux d'alimentation sont nécessaires pour chaque taille de fil.
REMARQUE 2 : * Indique équipé en standard.
Autres accessoires
Accessoire Numéro de pièce Description
Adapté pour les tiroirs jusqu'à 300mm de diamètre.
Couvercle de tiroir assemblée W4016301
Œil de levage, kit W4016701 Isolé électriquement.
Quatre roues chariot ultra-
résistant
Câble d'alimentation, 6ft,
70mm Mâle - 70mm Femelle
W4000002
W4015850
Tableau 2-3 Options et accessoires
Contient le plastique couvercle de tiroir et tous
matériel de montage nécessaire.
Utilisation intensive, grande roulette trolley pour
déplacer le fil d'alimentation autour de la zone de
travail.
Dur
Dur
Mou
Mou
Mou
Centre
Centre
Centre
2-4 INTRODUCTION Manuel 0-5329FC
Page 19

ULTRAFEED VAF-4
!
!
CHAPITRE 3 : INSTALLATION, FONCTIONNEMENT ET
CONFIGURATION
3.01 Environnement
Cette unité est conçue pour être utilisée dans des
environnements où les risques de choc électrique sont
élevés selon la norme IEC 60974.5.
A. Voici quelques exemples d'environnement où le risque
de choc électrique est plus élevé :
1. Emplacements avec liberté de mouvement restreinte
de sorte que le soudeur doit exécuter le travail dans
une position peu confortable (à genou, assis ou
allongé) en contact physique avec les composants
conducteurs.
2. Emplacements limités, en partie ou en tout, par la présence d'éléments conducteurs au sein desquels existe
un risque élevé de contact inévitable ou accidentel avec
le soudeur;
3. Emplacements très humides, ou chauds et humides,
où l'humidité ou la sueur réduit considérablement la
résistance cutanée de l'organisme et les propriétés
isolantes des accessoires.
indiquées. Pour de plus amples informations, veuillez
consulter EN 60529.
G. Précautions doivent être prises à l'encontre du fil
d'alimentation se renverse. Le câble d'alimentation doit
être située sur une surface horizontale à la position
verticale lors de l'utilisation.
3.03 Ventilation
AVERTISSEMENT
L'inhalation des émanations de soudage pouvant être nocive; l'aire de soudage doit être
adéquatement ventilée.
3.04 Exigences en matière de tension de l'alimentation de secteur
MISE EN GARDE
B. Les environnements avec risque accru de décharges électriques excluent les endroits dont les éléments
conducteurs électriques (hausse du risque) à proximité
du soudeur ont été isolés.
3.02 Emplacement
Assurez-vous de placer le poste de la tête de soudage à
un endroit conforme aux lignes directrices ci-dessous :
A. Dans des zones exemptes d'humidité et de poussières.
B. Température ambiante entre 0° C à 40° C.
C. Dans des zones exemptes d'huile, de vapeurs et de
gaz corrosifs.
D. Dans des zones sans vibrations ou chocs anormaux.
E. Dans des zones protégées des rayons directs du soleil
ou de la pluie.
F. La conception de l'enceinte de ce fil d'alimentation est
conforme aux exigences des IP23S comme indiqué
dans le 60529. Ceci assure une protection adéquate
contre les objets solides (supérieure à 12 mm), et la
protection directe de la verticale tombe. En aucune
circonstance l'unité doit être utilisée ou connecté à un
micro-environnement qui vont dépasser les conditions
Ce fil d'alimentation ne peut pas être directement connecté à l'alimentation secteur. Il doit
être connecté à un câble de commande d'alimentation prise sur une source d'alimentation.
3.05 Compatibilité électromagnétique
AVERTISSEMENT
Lors de l'utilisation du bloc d'alimentation du
poste de soudage dans un milieu domestique,
porter une attention particulière à la compatibilité électromagnétique.
A. Installation et utilisation : responsabilités de
l'utilisateur
L'utilisateur est responsable de l'installation et de
l'utilisation du poste de soudage conformément
aux directives du fabricant. En cas d'interférences
électromagnétiques, il est de la responsabilité de
l'utilisateur du poste de soudage de résoudre la situation
avec le soutien technique du fabricant. Dans certains cas,
les mesures à prendre sont aussi simples que de mettre
le circuit du poste à la terre. Consultez la REMARQUE
ci-dessous. Dans d'autres cas, la solution peut mener à
la construction d'un écran électromagnétique autour du
bloc d'alimentation du poste de soudage et de la pièce
Manuel 0-5329FC
INSTALLATION, FONCTIONNEMENT ET CONFIGURATION
3-1
Page 20

ULTRAFEED VAF-4
de fabrication, avec tous les filtres d'entrée connexes.
Dans tous les cas, les interférences électromagnétiques
peuvent être réduites à tel point qu'elles ne représentent
plus un problème.
REMARQUE
Le circuit de soudage peut ou peut ne pas être
mis à la terre pour des raisons de sécurité. Les
modifications à l'égard de la mise à la terre ne
devraient être autorisées que par une personne
qui possède les compétences pour évaluer si
ces modifications augmenteront les risques
de blessures, par exemple, en permettant les
chemins de retour de courant de soudage en
parallèle, ce qui peut endommager les circuits
de mise à la terre des autres équipements.
Des directives supplémentaires sont fournies
dans la norme IEC 60974-13, Matériel de
soudage à l'arc - installation et utilisation (en
préparation).
B. Évaluation de la zone
cas d'interférence, la filtration de l'alimentation secteur
serait éventuellement une mesure supplémentaire
requise. Dans le cas de postes de soudage installés
en permanence, on peut aussi procéder au blindage
du câble d'alimentation dans une conduite métallique
ou un équivalent. Le blindage doit être homogène
sur toute sa longueur. Il doit être relié au bloc
d'alimentation du poste de soudage pour maintenir
un bon contact électrique entre la conduite et le bâti
du bloc d'alimentation du poste.
2. Entretien du poste de soudage
Il faut entretenir le poste de soudage régulièrement
selon les recommandations du fabricant. Les voies
d'accès, les portes destinées à l'entretien et les
couvercles doivent être fermés et adéquatement fixés
lors de l'utilisation du poste de soudage. Le poste ne
doit pas être modifié d'une façon ou d'une autre, sauf
dans le cas de modifications et de réglages décrits
dans les directives du fabricant.
Avant l'installation du poste de soudage, l'utilisateur
doit bien évaluer les sources potentielles de problèmes
électromagnétiques de la zone environnante. Voici les
points dont on doit tenir compte :
1. Autres câbles d'alimentation, les câbles de commande
et de signalisation et les câbles téléphoniques ; audessus, sous et aux environs du poste de soudage.
2. Les transmetteurs et récepteurs de radio et de
télévision.
3. Les ordinateurs et autres matériels de commande.
4. Le matériel de sécurité essentiel, comme les dispositifs
de protection des machines industrielles.
5. La santé des personnes aux alentours (p.ex. les
stimulateurs cardiaques et les appareils auditifs);
6. Le matériel utilisé pour l'étalonnage et les mesures;
7. Le moment de la journée où de la soudure ou d'autres
activités seront exécutées.
8. L'immunité des autres matériaux dans le secteur :
l'utilisateur doit s'assurer que les autres appareils
utilisés dans la zone sont compatibles; ceci peut
entraîner l'utilisation de mesures de protection
supplémentaires.
La superficie de la zone avoisinante qui doit faire partie de
l'analyse dépend de la structure de l'édifice et des autres
activités en cours. Il arrive parfois que la zone avoisinante
dépasse les limites de l'établissement.
C. Méthodes de réduction des émissions
électromagnétiques
1. Tension d'alimentation
Le poste de soudage doit être relié à l'alimentation de
secteur selon les recommandations du fabricant. En
3-2
INSTALLATION, FONCTIONNEMENT ET CONFIGURATION
3. Câbles de soudage
Les câbles de soudage doivent être aussi courts que
possible, acheminés les uns près des autres et posés
sur le sol ou près de celui-ci.
4. Liaison équipotentielle
Considérer lier tous les composants métalliques au
système de soudage et aux systèmes adjacents. Les
composants métalliques liés à la pièce de fabrication
hausseraient toutefois le risque que le soudeur reçoive
une décharge électrique s'il venait à toucher les
composants métalliques et l'électrode simultanément.
Le soudeur doit être isolé de tous les composants
métalliques liés.
5. Mise à la terre de la pièce de fabrication
Dans les cas où il est impossible de relier la pièce à la
terre par mesure de sécurité électrique, ou de la mettre
à la masse en fonction de sa taille et de sa position
(notamment une coque d'un navire ou une structure
en acier d'un édifice), une connexion qui relie la pièce
de fabrication à la terre peut réduire les émissions
dans certains cas, mais pas nécessairement à tout
coup. Veillez à ce que la mise à la terre de la pièce
ne hausse pas le risque que les utilisateurs se blessent ou que des dommages soient causés à d'autres
matériels électriques. Lorsque nécessaire, la mise à
la terre de la pièce de fabrication doit s'effectuer par
connexion directe à la pièce, mais dans certains pays
où ces connexions sont interdites, effectuer la liaison
adéquate avec un condensateur sélectionné conformément aux règlements nationaux.
Manuel 0-5329FC
Page 21

ULTRAFEED VAF-4
6. Blindage et bouclier
Le blindage sélectif d'autres câbles et matériels dans la zone avoisinante peut amenuiser les problèmes d'interférence.
Le blindage complet du système de soudage peut s'envisager pour des applications particulières.
3.06 Panneau avant, les commandes, les indicateurs et les fonctionnalités
Art # A-12467
Figure 3-1 Devant de l'appareil panneau
AVERTISSEMENT
NE PAS TOUCHER le fil électrode lorsqu'il est alimenté par le système. Le potentiel du fil électrode est celui
de la tension de soudage.
1. Témoin de mise sous tension
Le témoin de mise sous tension rouge s'allume lorsque le poste de dévidoir de fil est mis sous tension et indique la
présence d'une alimentation.
2. Témoin de défaillance
Le témoin de défaillance jaune s'allumera lorsque des fautes quelconques sont détectées. Si une condition de défaut
se reporter aux sections 3.29 , 3.30 , 4.05 ou 4,08 pour de plus amples informations.
Si le témoin de panne clignote pendant le soudage se reporter à la Section 3.31 comme la protection contre surcharge
du moteur est actif.
3. Témoin du ampères
L'AMPS rouge indicateur s'allume lorsque l'écran de gauche affiche l'intensité de courant.
4. Témoin du l'IPM
L'IPM rouge indicateur s'allume lorsque l'écran de gauche affiche WFS en pouces par minute (ipm).
5. Témoin du l'MPM
Le MPM rouge indicateur s'allume lorsque l'écran de gauche affiche WFS en mètres par minute (MPM)
Manuel 0-5329FC
INSTALLATION, FONCTIONNEMENT ET CONFIGURATION
3-3
Page 22

ULTRAFEED VAF-4
6. Bouton de gauche
Le bouton de commande ajuste Vitesse d'avancement du fil (WFS) (qui à son tour ajuste le courant de sortie en tournant la quantité de fil MIG livrés à l'arc de soudure). Le WFS optimal requis dépend du type d'application. La valeur
peut également être ajusté tandis qu'une soudure est en cours - si cela se produit, l'écran de gauche sera brièvement
le commutateur de montrer la valeur ajustée en tant que le bouton est tourné, et reviendra automatiquement pour
afficher l'intensité de soudage des mesures lorsque le bouton n'est pas allumé. Tourner le bouton de gauche soit dans
le sens des aiguilles pour augmenter WFS ou en sens antihoraire pour le diminuer WFS par incréments de 3,94 IPM.
Pour incrémenter dans les étapes de 39,4 IPM tout en maintenant enfoncé le bouton de gauche enfoncé tourner il soit
dans le sens des aiguilles pour augmenter WFS ou vers la gauche pour le diminuer.
La gauche du compteur numérique option d'affichage peut être modifié via le Menu des fonctions avancées (se reporter
à la Section 3.08 )
OU
Simplement en appuyant sur le bouton gauche Ampères bouton de commande pendant 3 secondes pendant le soudage, puis en relâchant le bouton, puis en maintenant enfoncée pendant encore 3 secondes pour passer au prochain
disponible option d'affichage qui est illustré sur la gauche affichage numérique. i.e. Amps WFS ---- (Vierge).
Appuyez sur le bouton gauche (en ampères) et bouton de droite (Volts) pendant 1,2 secondes pour entrer ou quitter
le mode de programmation évoluée. Veuillez vous reporter à la Section 3.08 pour les fonctions avancées les détails.
7. Bouton de droite
(Bouton de droite)
Le bouton de commande ajuste la tension de sortie de la source d'alimentation. La tension de soudage augmente
en tournant le bouton dans le sens des aiguilles ou diminué en tournant le bouton dans le sens inverse des aiguilles
d'une montre. La valeur peut également être ajusté tandis qu'une soudure est en progrès - si cela se produit, le droit
de l'affichage sera brièvement le commutateur de montrer la valeur ajustée en tant que le bouton est tourné, et reviendra automatiquement pour afficher les souder les mesures de tension lorsque le bouton n'est pas allumé. Tourner le
bouton de droite dans le sens horaire pour augmenter la tension ou dans le sens antihoraire pour diminuer la tension
par incréments de 0,1 V. Pour incrémenter par pas de 1V tout en maintenant le bouton droit enfoncé tourner il soit
dans le sens des aiguilles pour augmenter WFS ou en sens antihoraire pour le diminuer.
Le droit du compteur numérique option d'affichage peut être modifié, soit via le Menu des fonctions avancées (se
reporter à la Section 3.08 )
OU
3-4
INSTALLATION, FONCTIONNEMENT ET CONFIGURATION
Manuel 0-5329FC
Page 23

ULTRAFEED VAF-4
Simplement en appuyant sur la droite Ampères bouton de commande pendant 3 secondes pendant le soudage, puis
en relâchant le bouton, puis en maintenant enfoncée pendant encore 3 secondes pour passer au prochain disponible
option d'affichage qui est montré sur la droite affichage numérique. i.e. VARC ---- (Vierge).
Appuyez sur le bouton gauche (en ampères) et bouton de droite (Volts) pendant 1,2 secondes pour entrer ou quitter
le mode de programmation évoluée. En mode de programmation évoluée, en tournant le bouton dans le sens horaire
pour l'augmenter ou dans le sens antihoraire pour diminuer la valeur de droite de l'affichage. Veuillez vous reporter
à la Section 3.08 pour les fonctions avancées les détails.
8. Écran numérique de gauche
Écran de gauche est de 4- chiffres de l'affichage.
En mode de programmation évoluée, cet écran est utilisé pour l'affichage Fonctions avancées Détails ou simplement
"----".VeuillezvousreporteràlaSection3.08pourlesfonctionsavancéeslesdétails.
Lors de la soudure, le compteur numérique affichera WFS en pouces par minute (IPM) ou en mètres par minute (MPM)
etréelledusoudagel'intensitédelasourced'alimentation;ilpeutaussisimplementafcher"----"lorsqueleREQUISES
PAR LE CONTRAT VAF-4 est connecté à une source d'alimentation sans un signal de commande à la broche U du
19 broches interconnexion. Le le contrat VAF N'-4 utilise ce signal à la broche U du 19 broches interconnexion pour
afficher le soudage amps, si ce signal n'est pas présent dans la source d'alimentation, régler l'affichage et afficher
"----".Appuyezsurleboutongaucheetsélectionnerlesinformationssurl'afcheurdegauche.Danslesmoments
de non-soudage, le compteur numérique affichera un pré-réglé (aperçu) valeur WFS. Cette valeur peut être réglée en
tournant le bouton de gauche (contrôle n° 6).
A la fin de la soudure, le multimètre numérique tiendra la dernière valeur enregistrée pour une période d'environ
10 secondes. Le compteur va maintenir la valeur jusqu'à ce que : 1) l'un ou l'autre des contrôles du panneau avant
soient réglés, auquel cas l'unité reviendra au mode précédent, 2) la soudure soit reprise, auquel cas la tension réelle
de soudage sera affichée ou 3) une période de dix secondes soit écoulée lorsque le soudage est terminé, auquel cas
l'unité reviendra en mode de prévisualisation.
L'affichage est également utilisé pour fournir des messages d'erreur à l'utilisateur. Veuillez vous reporter à la Section
4.05 pour les Codes D'erreur et les remèdes.
9. Écran numérique de droite
Afficheur de droite est un 4- chiffres de l'affichage.
Ce multimètre numérique est utilisé pour afficher la pré-réglé (aperçu) Tension en mode MIG et réelle du soudage
tensiondelasourced'alimentationousimplement"----"lorsquelelecontratVAFN'-4estconnectéàunesource
d'alimentation sans un signal de commande à la broche C de la broche 19 interconnexion. Le le contrat VAF N'-4 utilise
ce signal à la broche C de la broche 19 interconnexion pour afficher le soudage volts, si ce signal n'est pas présent
danslasourced'alimentation,réglerl'afchagepourmontrer"----".Appuyezsurleboutondroitetsélectionnez
Manuel 0-5329FC
INSTALLATION, FONCTIONNEMENT ET CONFIGURATION
3-5
Page 24

ULTRAFEED VAF-4
les informations à droite de l'affichage. Pendant les périodes sans soudage, l'écran numérique affichera une valeur
de tension préétablie (prévisualisation). Cette valeur peut être réglée en tournant le bouton de droite (contrôle n° 7).
Lorsque le soudage est terminé, l'écran numérique conservera la dernière valeur de tension enregistrée pendant
environ dix secondes dans tous les modes. La mesure de la tension tiendra la valeur jusqu'à ce que : (1) aucune des
commandes du panneau avant sont ajustés dans ce cas, l'unité revient au mode aperçu, (2) le soudage est repris,
dans lequel cas le soudage tension sera affichée, ou (3) un délai de 10 secondes s'est écoulé après la fin de la soudure
dans ce cas, l'unité revient en mode prévisualisation.
L'affichage est également utilisé pour fournir des messages d'erreur à l'utilisateur et afficher d'autres informations.
Veuillez vous reporter à la Section 4.05 pour les Codes D'erreur et les remèdes.
10. Mode de déclenchement Bouton de commande por 2T - 4T- SPOT
Appuyer sur le bouton, puis le relâcher pour modifier le mode de fonctionnement sélectionné de la gâchette. Le mode
sélectionnépeutêtre"2T","4T"ou"spot"opération.Letémoinrougeprèsduboutons'allumerapermettantd'identier
le mode sélectionné. En mode 4T, lorsque le soudage est commencé, vous pouvez relâcher la gâchette et poursuivre le
soudage jusqu'à ce que la gâchette soit de nouveau activée ou que l'arc de soudage est brisé pour arrêter le soudage
à l'arc. Veuillez vous reporter à la Section 3.24 - 3.27 pour de plus amples détails.
REMARQUE
Mode de déclenchement et SCH1-SCH2 ne peut pas être changé alors que dans les fonctionnalités avancées
Mode. En mode Spot le Mode Agrafage n'est disponible. Cratère est disponible uniquement en 4T Mode
de déclenchement.
11. Bouton SCH 1-SCH 2
Cela permet à l'utilisateur d'enregistrer les paramètres de calendrier soit 1 (SCH 1) ou l'annexe 2 (SCH 2) les emplacements. Appuyez sur le bouton pour sélectionner l'une ou l'autre SCH 1 ou SCH 2. L'indicateur rouge s'allume pour
identifier quel calendrier est sélectionné.
(Bouton de droite)
Régler la vitesse du câble et la souder volts, ainsi que les paramètres tels que graver en arrière, débit pré post, débit,
etc. , pour le réglage désiré. Tout en maintenant le bouton volts enfoncée en même temps appuyez sur le SCH 1-SCH
2 bouton pour 1,8 secondes pour enregistrer le calendrier. Le SCH 1 ou SCH 2 LED clignote 3 fois pour indiquer que
la sauvegarde a réussi. Notez que tous les paramètres réglables sont sauvegardées avec chaque programme.
Si l'utilisateur souhaite charger paramètres enregistrés dans l'une ou l'autre SCH 1 ou SCH 2 emplacements, appuyez
et relâchez le SCH 1-SCH 2 bouton pour sélectionner soit SCH 1 ou SCH 2, l'indicateur rouge s'allume pour identifier
quel calendrier est sélectionné.
3-6
INSTALLATION, FONCTIONNEMENT ET CONFIGURATION
Manuel 0-5329FC
Page 25

ULTRAFEED VAF-4
12. Bouton POUCES
(PO)
Après la mise sous tension, appuyez sur ce bouton et maintenez-le pour démarrer à froid l'alimentation. Gauche de
l'affichage indique la WFS et affichage droit montre pouce. Si l'utilisateur souhaite régler WFS, tournez à gauche et le
bouton gauche de la zone d'affichage montre preset WFS. 1 Seconde plus tard, il affiche le serveur WFS. Relâchez le
bouton quand il alimente le fil et le chalumeau.
13. Bouton PURGE
(Purgé)
Ce bouton est utilisé pour initier ligne gaz fonction de purge pour remplir la ligne gaz avec le gaz de protection de la
bouteille de gaz. Appuyez et maintenez le bouton enfoncé pour démarrer le débit de gaz, et à ce moment une minuterie
à compte à rebours compte à rebours de 30 secondes pendant que vous appuyez sur le bouton. Vous pouvez arrêter
le gaz purge tout moment en relâchant le bouton.
14. Adaptateur de pistolet MIG
La torche MIG adaptateur est le point de connexion pour le soudage MIG chalumeau. Brancher la lampe torche MIG
en poussant la torche MIG connecteur en laiton la torche MIG adaptateur fermement et en vissant le plastique torche
MIG l'écrou dans le sens horaire pour la verrouiller en position. Pour retirer la lampe torche MIG simplement inverser
ces directions.
15. Prise de télécommande
La prise du contrôle à distance à huit broches sert à connecter les appareils de la commande à distance au bloc
d'alimentation de soudage. Pour effectuer le raccord, alignez la rainure, insérez la fiche et tournez complètement la
bague filetée dans le sens horaire.
1
2
1
2
5
8
3
4
6
7
3
4
5
6
7
8
Vitesse filaire à distance en mode GMAW
Commutateur-déclencheur
W
Volts à distance en
V
mode GMAW
Figure 3-2 Prise de télécommande
Broche de la
prise
1 Non connecté
2 Entrée du commutateur-déclencheur
3 Entrée du commutateur-déclencheur
4 Non connecté
5 Connexion de 5 k-ohm (max.) au potentiomètre de 5 k-ohm à commande à distance.
6 Connexion de 0 k-ohm (min.) au potentiomètre de 5 k ohms à commande à distance.
7 Connexion du bras à balais au potentiomètre de 5 k-ohm du dévidoir du mode MIG à commande à distance.
8
Connexion du bras de contact au potentiomètre de 5 kilohm pour
la télécommande de la tension en mode MIG.
Fonction
Tableau 3-1 Fonction de broche dans de prise de télécommande à broches
Manuel 0-5329FC
INSTALLATION, FONCTIONNEMENT ET CONFIGURATION
3-7
Page 26

ULTRAFEED VAF-4
Rainure
REMARQUE
18. Admission du gaz
Le remote/locale réglage de menu des fonctions avancées doit être défini sur a distance
pour le fil à distance du convoyeur intensité/
tension contrôle d'être coopératif.
16. Broche déclencheur de la 4 prise
Les 4 broches femelle Trigger est utilisé pour brancher la
commande à distance périphériques au soudage source
d'alimentation. Pour effectuer le raccord, alignez la rainure, insérez la fiche et tournez complètement la bague
filetée dans le sens horaire.
1
3
2
4
1
2
3
4
Commutateur-déclencheur
Figure 3-3 Broche déclencheur de la 4 prise
Broche de la
prise
1 Entrée du commutateur-déclencheur
2 Entrée du commutateur-déclencheur
3 Non connecté
4 Non connecté
Fonction
Tableau 3-2 Fonction de code Pin à 4 broches femelle
Trigger
3.07 Commandes et fonctionnalités du
panneau arrière
Admission de gaz permet de connecter le blindage du gaz.
19. Câble de commande prise
Le câble de commande se connecte à la source d'alimentation à 19 broches connecteur amphenol. Il contient
les signaux requis pour permettre le soudage source
d'alimentation et le câble d'alimentation pour fonctionner
ensemble en tant que système.
AVERTISSEMENT
La prise de terre de protection (broche G) du
câble de commande est établie uniquement
lorsque la source d'alimentation est correctement relié à la terre. Voir la source d'alimentation manuel du propriétaire pour une bonne
méthodes de mise à la terre.
20. Connecteur de câble de soudage
Ce connecteur permet de raccorder câble de soudage avec
fil d'alimentation. Assurez-vous qu'il est fermement fixé,
ou il va chauffer et générer l'arc.
21. 4A Disjoncteur
Ce disjoncteur protège le fil d'alimentation de défauts
électriques sur le 115VAC du circuit. En cas de problème
survenant le disjoncteur se déclenche (pop). Une courte
période de refroidissement doit être autorisée avant
qu'une tentative est faite pour le réinitialiser en appuyant
sur elle. Se reporter à la Section 4,08 pour plus de détails.
Art # A-12468
Figure 3-4 Vue du panneau arrière
17. Interrupteur MARCHE/ARRÊT
Appuyez sur cet interrupteur pour allumer ou éteindre le
fil d'alimentation.
3-8
INSTALLATION, FONCTIONNEMENT ET CONFIGURATION
L
KUNB
HS RD
A
M
CPVTJ
EFG
Figure 3-5 Identification des broches
Manuel 0-5329FC
Page 27

ULTRAFEED VAF-4
Câble de commande
de la broche
A
B
C Réaction de tension (1 Volt est Arc de 10 Volts)
D Inutilisé
E 115 V c. a. chaud
F 42VCA et 115VCA Neutre
G La terre de protection
H Télécommande maximum
J Signal de Télécommande
K Inutilisé
L Source d'alimentation Commun
M Arc établi. (= +15 VDC)
N Source d'alimentation Sélectionner la ligne
P Inutilisé
R Inutilisé
S 42VAC Fil Live
T Inutilisé
U Réaction d'intensité du courant (1 volt est Arc 100 ampères)
V Inutilisé
Tableau 3-3 Câble de commande Fonctions des broches
Fonction
Contacteur-disjoncteur (en court-circuit à B
pour activer la source d'alimentation)
Contacteur-disjoncteur- (court-circuit à une à
son tour de la source d'alimentation)
22. 8A Disjoncteur
Ce disjoncteur protège le fil d'alimentation de défauts électriques sur le 42VAC du circuit. En cas de problème survenant
le disjoncteur se déclenche (pop). Une courte période de refroidissement doit être autorisée avant qu'une tentative est
faite pour le réinitialiser en appuyant sur elle. Se reporter à la Section 4,08 pour plus de détails.
3.08 Fonctionnalités avancées Mode
Saisissez Fonctionnalités avancées Mode en appuyant simultanément sur le bouton de gauche et bouton de droite
en même temps pendant plus de 1,2 secondes.
REMARQUE
En Fonctionnalités avancées Mode le Mode de déclenchement Bouton de commande, SCH 1-SCH 2 bouton
est inactif.
Quittez le mode Fonctionnalités avancées en appuyant simultanément sur le bouton de gauche et bouton de droite
en même temps pendant plus de 1,2 secondes pour enregistrer les paramètres et quitter le mode Fonctionnalités
avancées. Remarque si il n'y a eu aucune entrée utilisateur pendant 30 secondes, le le contrat VAF-4 va enregistrer les
paramètres et quitter automatiquement Avancé mode de programmation.
Manuel 0-5329FC
INSTALLATION, FONCTIONNEMENT ET CONFIGURATION
3-9
Page 28

ULTRAFEED VAF-4
Caractéristiques avancées Écran de gauche
Feature Description
local/à distance
Ceci est utilisé pour sélectionner
local du panneau de commande
sur le fil d'alimentation, ou de la
commande à distance de l'axe 8
Prise de la télécommande sur l'avant
du fil d'alimentation
Défaut local / à distance = Local
Cette option est utilisée pour fournir
du gaz de la zone de soudure avant
le fil frappant un arc.
Défaut pré-débit = 0.1 sec
Fonctionnement entrée
(Glissement vitesse d'avancement
Ceci est utilisé pour changer le
fil vitesse à un pourcentage de la
valeur définie par l'opérateur. Elle
peut améliorer l'arc commence par
le contrôle de la vitesse du câble à
l'instant où le fil touche le métal de
Défaut Fonctionnement entrée =
Temps de rampe
Ceci est utilisé pour définir le temps
de rampe à partir du glissement
vitesse d'avancement du fil au fil
sélectionné d'alimentation réglage
Défaut Temps de rampe = 0.2 sec
Il est utilisé pour ajuster le post flux
de gaz une fois l'arc s'est éteinte.
Défaut Débit du gaz = 0.1 sec
Pré-débit
du fil)
base.
70%
de la vitesse.
Débit du gaz
Si MIG Remote est sélectionnée mais qu'aucun dispositif de commande à distance
est connecté à la broche 8 Prise de commande puis la vitesse d'avancement du
fil sera de 50 IPM (minimum vitesse du câble) et la tension sera 14V (minimum
Par exemple, si vous avez 472 pouces/min vitesse réglée et ont 50% sélectionné
pour exécuter la vitesse, la vitesse du fil sera de 6 m/min jusqu'à ce que l'arc est
établie. Une fois l'arc est établi, la vitesse augmente progressivement jusqu'à
la vitesse définie au taux fixé (472 pouces/min) avec temps de rampe décrit ci-
Temps de rampe plus exécuter en est utilisé pour optimiser l'arc démarrage
Écran de droite
Paramètre / Sélection
local/à distance
volts).
0.0 – 5.0 Secondes
30 – 150% Du
fil d'alimentation
Réglage de la
vitesse
dessous.
0.1 à 1.0 Secondes
caractéristique.
0.0 – 30 Secondes
Cette commande est utilisée pour réduire considérablement la porosité soudure à
3-10
l'achèvement de la soudure.
INSTALLATION, FONCTIONNEMENT ET CONFIGURATION
Manuel 0-5329FC
Page 29

ULTRAFEED VAF-4
Caractéristiques avancées Écran de gauche
Feature Description
Réinflammation
Il est utilisé pour ajuster la quantité
de fil MIG qui dépasse de la torche
MIG après l'achèvement de soudage
MIG (communément appelé
Défaut Réinflammation = 0.15 sec
Ceci est utilisé pour remplir le
"cratère" à la fin de la soudure. Il
fonctionne uniquement avec 4T
mode et le cratère Volts / cratère
vitesse d'avancement du fil doit être
Défaut Cratère = Arrêt
(Seulement si cratère mode est sur)
Ceci définit la réduction volts
pendant opération cratère de 4T à la
fin de la soudure.
Défaut Cratère Volts = 70%
Par exemple, si la fonction de
prévisualisation Volts est réglé à
26V et cratère volts est défini à
70% cratère volts sera 18,2 V. Note
minimum cratère volts est déterminé
par aperçu minimum tension du
câble d'alimentation.
Cratère fil Vitesse d'avance
(Seulement si cratère mode est sur)
Ceci définit la réduction vitesse de fil
pendant opération cratère de 4T à la
fin de la soudure.
Défaut Cratère fil Vitesse d'avance
Par exemple, si la fonction de
prévisualisation fil vitesse d'avance
est réglée à 551 IPM et cratère fil
vitesse d'avance est réglée à 70%
cratère vitesse d'avancement du
fil sera 386 IPM. Note minimum
cratère vitesse d'avancement du fil
est déterminé par aperçu minimum
vitesse d'avancement du fil du fil
longueur libre)
Cratère
défini.
Cratère Volts
= 70%
d'alimentation.
Si la gravure Le temps est trop long, le fil MIG peuvent brûler en arrière de la
Écran de droite
Paramètre / Sélection
0.00 à 1.00
Secondes
pointe de la torche MIG.
Cratère mode
Marche/Arrêt
0 – 100% De
soudage Volts
Réglage
0 – 100% De
Fil de soudure
d'alimentation
Réglage de la
vitesse
Manuel 0-5329FC
INSTALLATION, FONCTIONNEMENT ET CONFIGURATION
3-11
Page 30

ULTRAFEED VAF-4
Caractéristiques avancées Écran de gauche
Feature Description
Durée des points
Ceci est utilisé pour souder deux
plaques minces ensemble par fusion
haut & bas les plaques ensemble
pour former un nugget entre eux.
La durée de soudage est déterminée
par la durée des points.
Défaut Durée des points = 2.0 sec
Mode de la couture
Ceci est utilisé pour souder deux
composants ou plus par couture
ou intervalle souder ensemble. Le
temps de soudage est défini par le
temps de couture et non le temps de
soudage est définie par la durée de
temporisation (temps d'arrêt).
Défaut Mode de la couture = Arrêt
Durée de la couture
(Seulement si mode Agrafage est
Cela définit le "soudage sur " temps
en mode Agrafage.
Défaut Durée de la couture = 2.0 sec
SUR)
Agrafage fonction n'est pas disponible en mode des points.
Stitch est uniquement disponible dans 2T ou 4T modes.
Écran de droite
Paramètre / Sélection
0.1 à 20.0
Secondes
Mode de la couture
Marche/Arrêt
0.2 à 4.0 Secondes
Temps de maintien
(Seulement si mode Agrafage est
SUR)
Ceci définit la "soudure" hors temps
en mode Agrafage.
Défaut Temps de maintien = 0.5 sec
Vitesse d'avancement du fil Unités
Ceci permet le réglage de la vitesse
d'avancement du fil compteur à
afficher dans L'IPM MPM ou unités.
Défaut Vitesse d'avancement du fil
= IPM
0.1 à 1.0 Secondes
IPM (Pouces par
minute)
MPM (metres per
minute)
3-12
INSTALLATION, FONCTIONNEMENT ET CONFIGURATION
Manuel 0-5329FC
Page 31

ULTRAFEED VAF-4
Caractéristiques avancées Écran de gauche
Feature Description
Arc heures cumulées temps
d'exécution
Une lecture seule affichage du total
réel d'arc heures.
Gauche Type d'affichage
Ceci permet à l'utilisateur de
sélectionner ce qui est affiché sur
l'afficheur de gauche lors de la
Avec certaines sources
d'alimentation, il peut ne pas être
possible d'afficher le soudage
ampères sur le contrat VAF-4 lors
de la soudure, dans ce cas, réglez
l'affichage de vitesse d'avancement
du fil (WFS) ou vide (BLNK
Défaut Affichage de gauche = AMPS
Droit Type d'affichage
Ceci permet à l'utilisateur de
sélectionner ce qui est affiché
sur l'afficheur de droite lors de la
Avec certaines sources
d'alimentation, il peut ne pas être
possible d'afficher le soudage
volts sur le contrat VAF-4 afficher
lors de la soudure, dans ce cas,
réglez l'affichage sur vierge (BLNK
Défaut Droit de l'affichage = VARC
soudure.
Messages de)
soudure.
Messages de)
Écran de droite
Paramètre / Sélection
0.0 – 999.9 Heures
(Il sera un
retournement à 0
une fois que 999,9
heures ont été
atteints.)
Affichage ampères
lors de travaux
de soudage ou
affichage VITESSE
D'AVANCEMENT
DU FIL lors de
travaux de soudage
ou écran vierge lors
de la soudure
Affichage ARC
VOLTS lors de
travaux de soudage
ou un écran vide
lors de la soudure
Manuel 0-5329FC
INSTALLATION, FONCTIONNEMENT ET CONFIGURATION
3-13
Page 32

ULTRAFEED VAF-4
Caractéristiques avancées Écran de gauche
Feature Description
Restaurer les valeurs par défaut de
l'usine 1
Cela réinitialise tous les réglables
par l'utilisateur les valeurs de cette
table (Sauf Durée de fonctionnement
accumulée en heures de l'arc) sur
les valeurs d'usine par défaut.
Schedule sch1 & SCH2 paramètres seront réinitialisés aux paramètres d'usine par défaut lorsque l'option Oui est sélectionnée
avec Restaurer les valeurs par défaut de l'usine.
Quittez le Fonctionnalités avancées Mode : en appuyant simultanément sur le bouton
de gauche et bouton de droite en même temps pendant plus de 1,2 secondes pour
enregistrer les paramètres et quitter Fonctionnalités avancées Mode. Remarque si il n'y
a eu aucune entrée utilisateur pendant 30 secondes, le le contrat VAF-4 va enregistrer
les paramètres et quitter automatiquement Avancé mode de programmation.
Tableau 3-4 Caractéristiques avancées
Écran de droite
Paramètre / Sélection
Restaurer les
paramètres d'usine
par défaut NON /
OUI
MISE EN GARDE
Paramètre d'usine par défaut
Fonctionnalité avancée Écran de gauche
Commande MIG MIG/CNTR LOCL
Pré-débit PRE/FLOW 0.1
Fonctionnement entrée RUN/IN 70
Temps de rampe RAMP/TIME 0.2
Débit du gaz POST/FLOW 0.1
Réinflammation BURN/BACK 0.15
Cratère CRAT Arrêt Seulement dans 4T Mode
Cratère Volts CRAT/ VOLT 70
Cratère fil Vitesse d'avance CRAT/ WFS 70
Durée des points SPOT/TIME 2.0 Uniquement en mode Spot
Mode de la couture STCH Arrêt
Durée de la couture STCH/TIME 2.0
Temps de maintien DWEL/TIME 0.5
Vitesse d'avancement
du fil Unités
Gauche Type d'affichage LEFT/DISP AMPS
Écran de droite
Feature Description
WFS/UNIT IPM
Commentaires
(Défaut)
C'est seulement lorsqu'en
4T Mode et cratère est SUR
C'est seulement lorsqu'en
4T Mode et cratère est SUR
Seulement dans 2T
et 4T Modes
Uniquement lorsque
soudure à molette est SUR
Uniquement lorsque
soudure à molette est SUR
Droit Type d'affichage RGHT/DISP VARC
Tableau 3-5 Paramètre d'usine par défaut
3-14
INSTALLATION, FONCTIONNEMENT ET CONFIGURATION
Manuel 0-5329FC
Page 33

ULTRAFEED VAF-4
3.09 Le fil d'alimentation Configuration pour différentes sources d'alimentation
!
AVERTISSEMENT
Il y a tension dangereuse et les niveaux de puissance l'intérieur de ce produit. Couper le fil d'alimentation et débranchez-le de sa source d'alimentation avant de retirer le couvercle du fil d'alimentation.
Le paramètre d'usine par défaut pour le fil d'alimentation est réglé pour le ArcMaster 401MST source d'alimentation.
Si une source d'alimentation différente est utilisée, alors l'utilisateur aura besoin pour définir le circuit imprimé
d'affichage commutateur DIP pour le Tableau 3-6 selon la source d'alimentation utilisée.
Art # A-12469FC
Interrupteur de DIP
Affichage PCB
Figure 3-6 Commutateur DIP sur circuit imprimé d'affichage
S3S4S5 Vmin Vmax Vsetmin(J&K) Vsetmax(J&K) Soudeur
S3=Arrêt(0), S4=Marche(1),
S5=Marche(1)
S3=Arrêt(0), S4=Arrêt(0),
S5=Arrêt(0)
S3=Marche(1), S4=Marche(1),
S5=Arrêt(0)
S3=Marche(1), S4=Arrêt(0),
S5=Arrêt(0)
S3=Marche(1), S4=Marche(1),
S5=Marche(1)
10 36 2.3 8.17
14 50 3.182 11.364 Powermaster 550i
14 40 3.182 9.091 Powermaster 350i
10 44 2.273 10 Transmig 500i
8 50
ArcMaster 401MST (default)
ArcMaster 400MST
Type d'utilisateur paramètre (le
manuel de service décrit comment
définir le fil d'alimentation pour
d'autres sources d'alimentation.)
Tableau 3-6 Réglage de tension
REMARQUE
Lorsque S6 =SUR(1), fonctions de calibrage en Fonctions avancées Mode est activée; lorsque S6
=Arrêt(0), fonctions de calibration sont désactivés.
REMARQUE
Lorsque S1 =Arrêt(0) ,S2 =SUR(1), paramètre WFS est applicable pour Ultrafeed REQUISES PAR LE
CONTRAT VAF-4 et elle varie de 50 IPM à 875 IPM.
Manuel 0-5329FC
INSTALLATION, FONCTIONNEMENT ET CONFIGURATION
3-15
Page 34

ULTRAFEED VAF-4
3.10 Fixation du Tweco n° 4 torche MIG
1. Insérer la fiche mâle à 4 broches dans la 4 broches femelle Trigger, et tourner le collier fileté complètement
dans le sens horaire pour verrouiller le bouchon en position.
2. Mettre en place le Tweco n° 4 MIG flambeau au fil d'alimentation en poussant la torche MIG connecteur
dans le Tweco n° 4 adaptateur pour torche et fixez-le en serrant les vis à oreilles fournis.
Connecteur de Torche
MIG pour Tweco N° 4
Douille pour déclencher
des 4 broches
Broche de la 4 prise
Art # A-12470FC
Torche MIG pour Tweco N° 4
Vis à oreilles
Figure 3-7 Fixation du Tweco n° 4 torche MIG
3-16
INSTALLATION, FONCTIONNEMENT ET CONFIGURATION
Manuel 0-5329FC
Page 35

ULTRAFEED VAF-4
Montage de poignée
!
Montage de poignée
3.11 Installation Ensemble de poignée
!
AVERTISSEMENT
Cette poignée n'est pas conçu pour soulever le fil d'alimentation par des moyens mécaniques. Poignée doit
être utilisé pour le levage à la main uniquement.
Pour levage mécanique utiliser anneau de levage Kit W4016700.
Les composants suivants sont inclus :
Description Quantité
Poignée de l'assemblage 1
Boulon, M10 × 50 (avec couple 45~59 N.m.) 2
Rondelle plate, M10 (avec couple 45~59 N.m.) 4
Rondelle Grower, M10 (avec couple 45~59 N.m.) 2
Écrou, M10 (avec couple 45~59 N.m.) 2
Tableau 3-7 Poignée de l'assemblage
Installer l'ensemble de la poignée comme indiqué ci-dessous :
Fixer l'assemblage de la poignée de l'assemblage du socle avec M10 x 50 boulons M10 rondelles plates M10
rondelles élastiques et écrous M10 comme illustré à la Figure 3-8.
Boulon, M10 × 50
Rondelle plate, M10
Rondelle Grower, M10
Écrou, M10
Art # A-12471FC
Figure 3-8 Installation Ensemble de poignée
AVERTISSEMENT
Serrez à fond toutes les fixations au couple de 45~59 N. m.
Reportez-vous à la figure ci-dessous pour les assemblés ensemble poignée :
Manuel 0-5329FC
Art # A-12472FC
Figure 3-9 Terminé ensemble de poignée
INSTALLATION, FONCTIONNEMENT ET CONFIGURATION
3-17
Page 36

ULTRAFEED VAF-4
Rondelle plate
!
3.12 Installation anneau de levage (Kit en option)
Les composants suivants sont inclus :
Description Quantité
Anneau de levage 1
Plaque de insolant 1
Boulon, M8 × 40 (avec couple 45~59 N.m.) 2
Rondelle plate (smaller), M8 (avec couple 45~59 N.m.) 2
Rondelle plate (larger), M8 (avec couple 45~59 N.m.) 2
Rondelle insolant, M8 (avec couple 45~59 N.m.) 2
Rondelle Grower, M8 (avec couple 45~59 N.m.) 2
Écrou, M8 (avec couple 45~59 N.m.) 2
Tableau 3-8 Anneau de levage Kit
Installer l'anneau de levage comme indiqué ci-dessous :
1. Desserrer les vis d'assemblage M10 x 50 boulons M10 rondelles plates M10 ressort rondelles et écrous M10
avec clé 17mm qui fixent l'assemblage de la poignée et retirez l'ensemble de poignée et fixations de l'assemblage du socle. Reportez-vous à la figure 3-8.
2. Utilisez 14mm clé pour fixer l'oeillet de levage et plaque d'isolation à la base ensemble à l'aide des vis M8 x
40, rondelles plates M8 et M8 rondelles isolantes, ressort M8 rondelles et écrous M8 fourni avec ce kit.
Boulon, M8 × 40
(petit), M8
Anneau de levage
Plaque de insolant
Rondelle insolant, M8
Rondelle plate (grand), M8
Art # A-12473FC
Figure 3-10 Installation anneau de levage
AVERTISSEMENT
Serrez à fond toutes les fixations au couple de 45~59 N. m.
Reportez-vous à la figure ci-dessous pour les assemblées anneau de levage.
Rondelle Grower, M8
Écrou, M8
3-18
Anneau de levage
Art # A-12474FC
Figure 3-11 Assemblé anneau de levage
INSTALLATION, FONCTIONNEMENT ET CONFIGURATION
Manuel 0-5329FC
Page 37

ULTRAFEED VAF-4
3.13 Installer le fil Couvercle de tiroir (en option)
Les composants suivants sont inclus dans ce kit :
Article Description Quantité
1 Boulon, M12 x 30 2
2 Rondelle en étoile, M12 2
3 Rondelle plate, M12 2
4 Vis à tête fraisée, M5 x 12 2
5 Le tiroir support de fixation du couvercle 1
6 Couvercle de tiroir 1
7 Le tiroir support de fixation du couvercle 1
Tableau 3-9 Couvercle de tiroir assemblée
1
2
3
4
5
6
7
Figure 3-12 Couvercle de tiroir assemblée
Couvercle de tiroir est assemblé dans les étapes suivantes :
1. Déposer la Assemblage du moyeu de la bobine.
a. Déposer le collier du tiroir moyeu.
b. Dévisser les 3 vis bossage.
c. Déposer le tiroir pièces de moyeu et l'entretoise dans la séquence suivante. Notez que la pièce d'écarte-
ment n'est pas requis lors de l'installation du couvercle de tiroir.
Art # A-12475
Manuel 0-5329FC
INSTALLATION, FONCTIONNEMENT ET CONFIGURATION
3-19
Page 38

ULTRAFEED VAF-4
Rondelle Grower
M12 x 30 Boulons;
Rondelle plate grand trou
Butée
Rondelle de friction
Rondelle à clé
Rondelle plate petit trou
Arbre
Moyeu de rabatteur Fil
Ressort de compression
Trois lobes vis
Pince de retenue
Écrou hexagonal
Art # A-12476FC
Figure 3-13 Déposer le Assemblage du moyeu de la bobine
2. Assembler le couvercle de tiroir Supports de montage, l'un à l'intérieur et l'extérieur du couvercle de tiroir,
avec les deux vis à tête fraisée M5 x 12.
3. Fixer le couvercle de tiroir assemblée au tiroir bras de support de vis M12 x 30, rondelles en étoile, M12, et
rondelles plates M12 comme indiqué dans le schéma ci-dessous.
Rondelles en étoile, M12;
Rondelle plate, M12
Vis à tête fraisée,
M5×12
Couvercle de tiroir
Rondelle de friction
Rondelle à clé
Rondelle plate petit trou
Trois lobes vis
Pince de retenue
Moyeu de rabatteur Fil
Ressort de compression
Couvercle de tiroir Supports de montage
Figure 3-14 Installation Couvercle de tiroir
4. Installer le moyeu du tiroir composants sur le tiroir arbre de moyeu dans la séquence suivante.
Art # A-12477FC
3-20
INSTALLATION, FONCTIONNEMENT ET CONFIGURATION
Manuel 0-5329FC
Page 39

ULTRAFEED VAF-4
Moyeu de bobine
Ressort
Trois lobes vis
Rondelle plate
Pince de retenue
Rondelle à clé
Rondelle de friction
Figure 3-15 Assemblage du moyeu de la bobine
!
AVERTISSEMENT
Art # A-12478FC
Serrez à fond toutes les fixations.
Reportez-vous aux figures ci-dessous pour l'assemblé couvercle de tiroir :
Art # A-12479
Figure 3-16a Assemblé Couvercle de tiroir (porte ouverte)
Manuel 0-5329FC
Art # A-12480
Figure 3-16b Assemblé Couvercle de tiroir
INSTALLATION, FONCTIONNEMENT ET CONFIGURATION
3-21
Page 40

ULTRAFEED VAF-4
Trou de vis de 16 pouces
3.14 Installation du fil de soudage du tiroir
!
AVERTISSEMENT
Serrez à fond toutes les fixations.
Ilya3troussurletiroirsupportdemoyeu.Lavisduhautesttroupourl'installationd'unebobinede16"(66lbs)de
diamètre. Dans ce cas un 66lbs porte bobine doit être utilisé. Le 66lbs support de bobine est joint au tiroir du moyeu
delamêmefaçonquepourun12"letiroir,puislabobineestplacéeau-dessusdu66lbsportebobine&verrouilléen
place.Letroudumilieuestpourl'installationd'untiroirde12"dediamètre(commeillustréàlaFigure3-17).Letrou
dubasestpourl'installationd'untiroirde8"dediamètre.Alasortiedel'usine,l'unitéaletiroirmoyeumontédans
lemoyen-orient(12"tiroir)position.
1. Retirez le clip de retenue du moyeu du tiroir.
2. Installer la bobine de fil sur le tiroir du moyeu, localiser le trou dans le tiroir, avec l'axe d'alignement sur le
tiroir du moyeu.
3. Insérez le clip de retenue dans le moyeu du tiroir.
REMARQUE
Installer le fil de soudure tiroir de sorte que le fil alimente par le bas du tiroir dans le fil d'entrée guide.
Pince de retenue
Bobine de câble
de 12 po / 33 lb
Trois lobes vis
Figure 3-17 Installation du fil de soudage du tiroir
Moyeu de bobine
Tige d’alignement
Clip de retenue
de position de
8 pouces tiroir
Trou de vis de 8 pouces
de diamètre tiroir
de diamètre tiroir
Trou de vis de 12 pouces
de diamètre tiroir
Art # A-12481FC
3-22
INSTALLATION, FONCTIONNEMENT ET CONFIGURATION
Manuel 0-5329FC
Page 41

ULTRAFEED VAF-4
Bobine de fil moyeu
3.15 Câble de frein du rabatteur
Le fil moyeu de rabatteur incorpore un 3-vis bossage qui est ajustée au cours de la fabrication pour une utilisation
optimale du freinage.
Si elle est jugée nécessaire, le réglage peut être fait en faisant tourner le 3-lobe vis située à l'intérieur de l'extrémité
ouverte du moyeu dans le sens horaire pour serrer le frein. Réglage correct de la bobine de fil circonférence continue
pasplusloinque0,39à0.79in"aprèslalibérationdelagâchette.Lel-électrodedevraitêtrelâchesanssedéloger
de la bobine de fil. Veuillez vous référer à la Figure 3-18.
Tige d’alignement
Pince de retenue
Trois lobes vis
Art # A-12482FC
Figure 3-18 Assemblage du moyeu de la bobine (with Assemblage du moyeu de la bobine installed)
Plus la tension de frein provoque une usure rapide de mécanique DE CÂBLE D'ALIMENTATION pièces,
surchauffe des composants électriques et éventuellement une augmentation de l'incidence de l'électrode
fil Graver arrière en contact astuce.
3.16 Insertion du fil en mécanisme d'alimentation
UNE DÉCHARGE ÉLECTRIQUE PEUT ÊTRE MORTELLE! S'assurer que l'alimentation d'entrée est déconnectée du bloc d'alimentation avant de procéder. Ne PAS rebrancher l'alimentation d'entrée avant d'y être
invité dans ces directives.
Les PIÈCES MOBILES peuvent entraîner des blessures.
1. Faites pivoter le réglage de la pression vers le bas les boutons et les deux rouleaux de pression armes auto-
2. S'assureur qué l'extrémité du fil est libre de bavure et qué celle-ci est droite. Faites passer l'extrémité du câble
MISE EN GARDE
AVERTISSEMENT
AVERTISSEMENT
matiquement le ressort en place.
à travers le fil d'entrée et Guide sur les rouleaux d'alimentation. S'assurer d'utiliser la rainure appropriée.
3. Passer le fil MIG sur le rouleau d'alimentation et rainure de passé le flambeau MIG adaptateur. Puis monter le
chalumeau comme par Section 3.10 assurer le fil MIG passe en la torche MIG chemise de la torche MIG.
4. Abaisser le rouleau de pression des armes.
5. Faire pivoter la pression les boutons de réglage en place.
Manuel 0-5329FC
INSTALLATION, FONCTIONNEMENT ET CONFIGURATION
3-23
Page 42

ULTRAFEED VAF-4
Bras du galet de pression
6.Utiliserlapressionlesboutonsderéglagepourcréerun"serré"condition.(Danslesenshorairepourserrer
et inverse des aiguilles d'une montre pour desserrer).
7. Mettez le bloc d'alimentation sous tension. Définissez les WFS et retirer l'embout de la torche de soudage.
Appuyer sur bouton pouce jusqu'à ce que le fil atteint le haut du chalumeau. Serrez la pointe à nouveau et
terminer insertion du fil.
Galet de pression
Galet d’entraînement
Bouton de réglage de la pression
Guide d’amenée
Art # A-11253FC
Figure 3-19 Le fil d'alimentation
3.17 Pression du rouleau d'alimentation Réglage
Le rouleau sur le bras pivotant applique une pression sur le rouleau cannelé via une tension réglable périphérique. Le
bouton de réglage de la pression doit être réglée à une pression minimale qui fournira satisfaisant le fil d'alimentation
sans patinage. Si un glissement se produit et que l'inspection du fil hors du pistolet MIG ne révèle aucune déformation
ou usure, la doublure de la conduite doit être vérifiée pour la présence de plis ou de particules métalliques créant
une obstruction. Si ce n'est pas la cause de patinage, la pression du rouleau d'alimentation peut être augmenté par
la rotation de la pression les boutons de réglage dans le sens horaire. L'utilisation de pression excessive peut causer
une usure rapide du rouleau d'alimentation, l'arbre du moteur et roulements du moteur.
3.18 Installation et remplacement du rouleau d'alimentation/ d'admission retrait Guide et Adaptateur Euro
AVERTISSEMENT
Les PIÈCES MOBILES peuvent entraîner des blessures.
Assurez-vous que le câble d'alimentation est éteint avant de changer les rouleaux d'alimentation, guides
ou adaptateurs.
Les rouleaux d'alimentation sont souvent livrés avec un produit anti-rouille prohibitif revêtement qui a
besoin d'être nettoyé avant l'installation.
REMARQUE
1. Desserrer la vis à oreilles, comme illustré dans la figure ci-dessous et soulevez la protection des doigts.
2. Rotation du bouton de réglage de la pression vers le bas et la pression du bras de rouleau automatiquement
les ressorts du haut.
3. Tourner la vis dans le sens contraire des aiguilles d'une montre et retirez la vis, la rondelle et les rouleaux.
3-24
INSTALLATION, FONCTIONNEMENT ET CONFIGURATION
Manuel 0-5329FC
Page 43

ULTRAFEED VAF-4
Bras du galet de pression
4. Rendre les deux trous de positionnement sur le rouleau d'alimentation à aligner les deux goujons de positionnement et d'installer le rouleau d'alimentation, la rondelle et la vis.
5. Serrer la vis dans le sens horaire.
6. Abaissement de la pression du bras de rouleau.
7. Rotation du bouton de réglage de la pression en place.
8.Utiliserlapressionlesboutonsderéglagepourcréerun"serré"condition.(Danslesenshorairepourserreret
inverse des aiguilles d'une montre pour desserrer). Fixer la protection des doigts de la vis de serrage et vis
à oreilles.
9. Pour retirer le guide d'entrée enlever la vis à oreilles, comme illustré dans la figure ci-dessous, puis utilisez la
clé allen de 3 mm pour retirer les vis de réglage qui corrige guide d'entrée.
10. Pour retirer la torche Euro adaptateur pour enlever la vis à oreilles, comme illustré dans la figure ci-dessous,
puis utilisez la clé allen de 3 mm pour retirer les vis de réglage qui corrige la torche Euro adaptateur.
Guide d’amenée
Art# A-11254FC
Remarque : pour plus de clarté
de l'image, seul rouleau
d'alimentation du côté droit illustré.
Figure 3-20 Changement du rouleau d'alimentation (côté droit comme exemple)
Orifice
d’entraînement
Vis de pression
Fixation pour guide d'entrée)
Protège-doigts
Bouton de réglage de la pression
Tige d’alignement
Galet d’entraînement
Vis de pression
(Pour la fixation torche adaptateur)
Vis
Rondelle
Vis à oreilles
Vis à oreilles
REMARQUE
La taille ou la plage du fil-électrode est estampillée sur tous les dévidoirs à rainures, du côté du rouleau.
Sur les dévidoirs dotés de rainures de tailles différentes, la taille du fil estampillé à l'extérieur (visible
lorsqu'installé) indique la rainure utilisée.
AVERTISSEMENT
Le fil de soudage est électriquement chauffé lorsqu'il est alimenté en appuyant sur l'interrupteur du pistolet
MIG. Le contact entre l'électrode et la pièce à souder créera un arc lorsque l'interrupteur du pistolet MIG
est enfoncé.
Manuel 0-5329FC
INSTALLATION, FONCTIONNEMENT ET CONFIGURATION
3-25
Page 44

ULTRAFEED VAF-4
3.19 Directives relatives au fonctionnement du régulateur de gaz de protection
!
AVERTISSEMENT
Cet équipement est conçu pour être utilisé avec des gaz de protection de qualité de soudage (inertes)
uniquement.
Sécurité du régulateur de gaz de sécurité
Le régulateur est conçu pour réduire et contrôler le gaz à haute pression d'une bombonne ou d'un pipeline à la pression
de travail requise pour l'équipement utilisé conjointement.
Si l'équipement est mal utilisé, les conditions dangereuses créées peuvent entraîner des accidents. Il est de la responsabilité de l'utilisateur d'éviter de telles conditions. Avant de manipuler ou d'utiliser l'équipement, comprendre et
se conformer en tout temps aux pratiques de sécurité prescrites dans ces directives.
LES PROCÉDURES PRÉCISES relatives à l'utilisation des régulateurs sont énumérées ci-dessous.
1. NE JAMAIS soumettre le régulateur à une pression d'entrée supérieure à sa pression d'entrée nominale.
2. NE JAMAIS pressuriser un régulateur dont les pièces sont desserrées ou endommagées ou dans un état
contestable. NE JAMAIS desserrer une connexion ou tenter de retirer une pièce quelconque d'un régulateur
avant que la pression gazeuse n'ait été déchargée. Le gaz sous pression peut propulser dangereusement une
pièce desserrée.
3. Ne PAS retirer le régulateur de la bombonne sans avoir d'abord fermé la vanne de la bombonne et décharger
le gaz dans les chambres de haute et basse pression du régulateur.
4. Ne PAS utiliser le régulateur comme vanne de contrôle. Lorsque l'équipement en aval n'est pas utilisé pendant des périodes prolongées, COUPER le gaz au niveau de la vanne de la bombonne et décharger le gaz de
l'équipement.
5. OUVRIR LENTEMENT la vanne de la bombonne. Close after use.
Responsabilités de l'utilisateur
Le rendement de cet équipement est sécuritaire et fiable uniquement lorsqu'il est installé, utilisé, entretenu et réparé
conformément aux directives fournies. L'équipement doit être vérifié périodiquement et réparé, remplacé ou réinitialisé
au besoin pour un rendement continu sécuritaire et fiable. L'équipement défectueux ne doit pas être utilisé. Les pièces
brisées, manquantes, dont l'usure est visible, qui sont tordues ou contaminées doivent être immédiatement remplacées.
L'utilisateur de cet équipement sera généralement le seul responsable des défaillances engendrées par une mauvaise
utilisation, un mauvais entretien ou une mauvaise réparation par une personne autre qu'un réparateur accrédité.
MISE EN GARDE
Jumeler le régulateur à la bombonne. NE JAMAIS CONNECTER un régulateur conçu pour un gaz ou des
gaz particuliers à une bombonne contenant d'autres gaz.
3-26
INSTALLATION, FONCTIONNEMENT ET CONFIGURATION
Manuel 0-5329FC
Page 45

ULTRAFEED VAF-4
CONNECTEUR
D’ALIMENTATION
CONNECTEUR
À LA SORTIE
MANOMÈTRE BASSE
PRESSION (SORTIE)
VIS DE
RÉGLAGE DE PRESSION
MANOMÈTRE HAUTE
PRESSION (APPORT)
Art # A-12126FC
Figure 3-21
Installation
1. Retirez le pare-poussière en plastique de la soupape de la bouteille. Nettoyer la vanne de la bombonne de toutes
les impuretés qui peuvent obstruer les ouvertures et endommager les sièges avant de connecter le régulateur.
Entrouvrir brièvement la vanne (ouvrir, puis fermer), en éloignant la sortie des gens et des sources d'inflam-
mation. Essuyer avec un chiffon propre non pelucheux.
2. Jumeler le régulateur à la bombonne. Avant de le connecter, s'assurer que l'étiquette du régulateur et les
inscriptions de la bombonne correspondent, ainsi que l'entrée du régulateur et la sortie de la bombonne. NE
JAMAIS CONNECTER un régulateur conçu pour un gaz ou des gaz particuliers à une bombonne contenant
d'autres gaz.
3. Connecter l'entrée du régulateur à la bombonne ou au pipeline et resserrer solidement, mais sans excès, avec
une clé adéquate.
4. Branchez et attachez solidement le tuyau de sortie ainsi que l'équipement en aval.
5. Pour protéger l'équipement sensible en aval, un dispositif de sécurité distinct peut être nécessaire si le régulateur n'est pas doté d'un dispositif de décharge.
Fonctionnement
Tandis que le détendeur est branché à la bouteille ou au tuyau, et que la vis ou le bouton de réglage est complètement
desséré, réglez la pression comme suit :
1. Postez-vous d'un côté du détendeur et ouvrez lentement le robinet de la bouteille. S'il est ouvert rapidement,
un surcroît soudain de pression peut endommager des pièces internes du détendeur.
2. Tandis que les robinets de l'équipement en aval sont fermés, réglez le détendeur à la pression approximative
de travail. On recommande de vérifier l'absence de fuite dans les raccords du détendeur à l'aide d'une solution
convenable de détection des fuites ou d'eau savonneuse.
3. Purgez l'air ou tout autre gaz de protection de soudage indésirable de l'équipement relié au détendeur en ouvrant
puis fermant chaque robinet de commande de l'équipement. La purge complète peut prendre une dizaine de
secondes, voire davantage, selon la longueur et le calibre du tuyau souple purgé.
Manuel 0-5329FC
INSTALLATION, FONCTIONNEMENT ET CONFIGURATION
3-27
Page 46

ULTRAFEED VAF-4
Réglage du débit
Figure 3-22 Régler le débit
Alors que le détendeur est prêt à être utilisé, réglez le débit comme suit :
1. Faire lentement tourner la vis de réglage/bouton (sens des aiguilles d'une montre) jusqu'à ce que le manomètre
de sortie indique le débit requis.
REMARQUE
Il peut être nécessaire de vérifier deux fois le débit de gaz de protection à la suite de la première séquence
de soudage à cause de la force de reflux dans le tuyau souple de gaz de protection.
2. Pour réduire le débit, ouvrir le clapet en aval pour permettre au gaz de protection de soudage de se libérer du
régulateur. Faire évacuer les gaz de protection de soudage dans un endroit bien aéré et loin de toute source
d'inflammation. Tourner la vis réglable en sens antihoraire jusqu'à ce que le débit nécessaire soit indiqué sur
la jauge. Fermer la vanne en aval.
Arrêt
Fermez le robinet de la bouteille dès que le détendeur ne sert pas. Pour une fermeture prolongée (plus de 30 minutes).
1. Fermez solidement le robinet de la bouteille ou le robinet en amont .
2. Ouvrez les robinets en aval pour vider la tuyauterie. Laisser s'évacuer le gaz dans un endroit bien aéré, loin de
toute source d'allumage.
3. Une fois le gaz complètement évacué, dessérez la vis d'ajustement et fermez les robinets en aval.
4. Avant de transporter des bouteilles qui ne sont pas fixées sur un chariot conçu à cette fin, retirez les détendeurs.
3.20 Le fil d'alimentation Configurer MIG (SEFG) soudage avec protection gazeuse
MIG Fil
Source d'alimentation Connexions
A. Retirez tous les matériaux d'emballage. N'obstruez pas les fentes d'aération à l'avant ou à l'arrière de la source
d'alimentation.
B. Brancher les travaux conduisent à la négative borne de soudage (-) [borne de soudage positive (+) pour le fil
d'électrode à âme de flux]. En cas de doute, consultez le fabricant du fil-électrode. Courant de soudage s'écoule
de la source d'alimentation via les bornes dinse. Il est cependant essentiel que la fiche mâle soit insérée et fixée
solidement pour obtenir un branchement électrique fiable.
3-28
INSTALLATION, FONCTIONNEMENT ET CONFIGURATION
Manuel 0-5329FC
Page 47

ULTRAFEED VAF-4
!
RAINURE “B”RAINURE “A”
!
MISE EN GARDE
Un connexion lâche des bornes de soudage peut causer une surchauffe et la fusion de la fiche mâle dans
la borne.
AVERTISSEMENT
Avant de connecter le travail le collier à la pièce de travail assurez-vous que l'alimentation secteur est coupée.
Fixez la bouteille de gaz de protection à souder à la verticale en l'enchaînant à un support fixe convenable
pour éviter qu'elle ne tombe ou ne bascule.
C. Placer un vérin à gaz à l'arrière du bac de la source d'alimentation et verrouiller solidement à la source d'alimenta-
tion support de vérin avec la chaîne fournie. Si cet arrangement n'est pas utilisé ou la source d'alimentation n'est
pas équipé d'un vérin à gaz bac puis Veiller à ce que la bombonne de gaz soit bien fixée au pilier du bâtiment, au
support mural ou solidement arrimée en position verticale.
D. Sélectionnez mode MIG avec le processus de sélection bouton de commande.
FIL CONNEXIONS D'ALIMENTATION
A. Connectez le soudage câble d'alimentation du fil d'alimentation de câbles d'interconnexion de la Borne de soudage
positive (+) [Borne de soudage négative (-) for Électrode fourrée wire]. En cas de doute, consultez le fabricant
du fil-électrode. Courant de soudage s'écoule de la source d'alimentation via les bornes dinse. Il est cependant
essentiel que la fiche mâle soit insérée et fixée solidement pour obtenir un branchement électrique fiable.
B. Brancher le câble de commande du fil d'alimentation à la broche 19 prise de la source d'alimentation, le cas échéant.
REMARQUE
Pour Transmig 400i ou d'autres sources d'alimentation équipé d'une broche 14 prise de commande, utilisez
l'interconnexion W4016000 pour se connecter à la source d'alimentation 14 broches prise de commande.
C. Fixez le régulateur de gaz et le débitmètre à la bouteille à gaz, puis reliez le tuyau de gaz de l'arrière de la tête de
soudage à la sortie du débitmètre.
D. Les cylindres d'alimentation à double chanfrein sont fournis en standard. Sélectionner le rouleau requis avec le fil
choisi taille marquage vers l'extérieur.
Art # A-08739FC
TAILLE RAINURE “B”
TAILLE RAINURE “A”
E. Mettre en place l'électrode bobine de fil au fil moyeu de rabatteur. S'assurer que le fil moyeu de rabatteur broche
d'alignement s'engage dans le trou correspondant de la bobine de fil. Poussez le clip de fixation en place pour
conserver la bobine de fil solidement. Le fil électrode doit nourrir à partir du bas du tiroir.
F Torche MIG Connexion (veuillez vous reporter à la Section 3.10).
G Soulevez le fil d'alimentation leviers de pression et de transmettre l'électrode le fil à travers le guide d'entrée entre
les rouleaux, par l'intermédiaire du guide central, entre les rouleaux, par l'intermédiaire du guide de sortie et dans
le pistolet MIG.
AVERTISSEMENT
NE PORTEZ PAS DE GANTS POUR ENFILER LE FIL OU CHANGER LA BOBINE DE FIL.
Manuel 0-5329FC
INSTALLATION, FONCTIONNEMENT ET CONFIGURATION
3-29
Page 48

ULTRAFEED VAF-4
!
!
H. Abaissez les leviers de pression et avec le pistolet plomb raisonnablement droites, l'alimentation du fil électrode
àtraverslepistolet.Mettreenplacelecontactappropriéastuce,parexempleun.035"astucede.035"lel.
I Appuyez sur le bouton pouce pour faire passer le fil à travers le pistolet.
AVERTISSEMENT
Si le déclencheur du canon est utilisé pour alimenter le fil à travers le pistolet, l'électrode le fil sera à la
soudure potentiel de tension alors qu'il est alimenté par le fil d'alimentation du système.
AVERTISSEMENT
Avant de connecter le travail le collier à la pièce de travail assurez-vous que l'alimentation secteur est coupée.
Connexion à Powermaster 350i, 550i
Borne de soudage
positive (+)
Borne de soudage
négative (-)
Douille pour déclencher
des 19 broches
Câble de travail
Tête de soudage de VAF4
Torche MIG
Figure 3-23 Configuration du fil d'alimentation avec MIG (SEFG) Soudage
Art # A-12483FC
3.21 Le fil d'alimentation Configurer MIG (SEFG) avec soudage MIG sans gaz Fil
Source d'alimentation Connexions
A. Retirez tous les matériaux d'emballage. N'obstruez pas les fentes d'aération à l'avant ou à l'arrière de la source
d'alimentation.
B. Branchez les travaux conduisent à la soudure positive borne (+). En cas de doute, consultez le fabricant du fil-élec-
trode. Courant de soudage s'écoule de la source d'alimentation via les bornes dinse. Il est cependant essentiel que
la fiche mâle soit insérée et fixée solidement pour obtenir un branchement électrique fiable.
3-30
INSTALLATION, FONCTIONNEMENT ET CONFIGURATION
Manuel 0-5329FC
Page 49

ULTRAFEED VAF-4
!
RAINURE “B”RAINURE “A”
!
MISE EN GARDE
Un connexion lâche des bornes de soudage peut causer une surchauffe et la fusion de la fiche mâle dans
la borne.
AVERTISSEMENT
Avant de connecter le travail le collier à la pièce de travail assurez-vous que l'alimentation secteur est coupée.
Fixez la bouteille de gaz de protection à souder à la verticale en l'enchaînant à un support fixe convenable
pour éviter qu'elle ne tombe ou ne bascule.
C. Sélectionnez mode MIG avec le processus de sélection bouton de commande.
FIL CONNEXIONS D'ALIMENTATION
A. Connectez le soudage câble d'alimentation du fil d'alimentation de câbles d'interconnexion à la borne négative de
souder la borne ( - ).En cas de doute, consultez le fabricant du fil-électrode. Courant de soudage s'écoule de la
source d'alimentation via les bornes dinse. Il est cependant essentiel que la fiche mâle soit insérée et fixée solide-
ment pour obtenir un branchement électrique fiable.
B. Brancher le câble de commande du fil d'alimentation à la broche 19 prise de la source d'alimentation, le cas échéant.
REMARQUE
Pour Transmig 400i ou d'autres sources d'alimentation équipé d'une broche 14 prise de commande, utilisez
l'interconnexion W4016000 pour se connecter à la source d'alimentation 14 broches prise de commande.
C. Les cylindres d'alimentation à double chanfrein sont fournis en standard. Sélectionner le rouleau requis avec le fil
choisi taille marquage vers l'extérieur.
Art # A-08739FC
TAILLE RAINURE “B”
TAILLE RAINURE “A”
D. Mettre en place l'électrode bobine de fil au fil moyeu de rabatteur. S'assurer que le fil moyeu de rabatteur broche
d'alignement s'engage dans le trou correspondant de la bobine de fil. Poussez le clip de fixation en place pour
conserver la bobine de fil solidement. Le fil électrode doit nourrir à partir du bas du tiroir.
E Torche MIG Connexion (veuillez vous reporter à la Section 3.10).
F Soulevez le fil d'alimentation leviers de pression et de transmettre l'électrode le fil à travers le guide d'entrée entre
les rouleaux, par l'intermédiaire du guide central, entre les rouleaux, par l'intermédiaire du guide de sortie et dans
le pistolet MIG.
AVERTISSEMENT
NE PORTEZ PAS DE GANTS POUR ENFILER LE FIL OU CHANGER LA BOBINE DE FIL.
G. Abaissez les leviers de pression et avec le pistolet plomb raisonnablement droites, l'alimentation du fil électrode
à travers le pistolet. Mettre en place le contact approprié astuce, p. ex. une 0.9mm pointe de 0,9 mm, fil.
H Appuyez sur le bouton pouce pour faire passer le fil à travers le pistolet.
Manuel 0-5329FC
INSTALLATION, FONCTIONNEMENT ET CONFIGURATION
3-31
Page 50

ULTRAFEED VAF-4
!
!
AVERTISSEMENT
Si le déclencheur du canon est utilisé pour alimenter le fil à travers le pistolet, l'électrode le fil sera à la
soudure potentiel de tension alors qu'il est alimenté par le fil d'alimentation du système.
AVERTISSEMENT
Avant de connecter le travail le collier à la pièce de travail assurez-vous que l'alimentation secteur est coupée.
Connexion à Powermaster 350i, 550i
Borne de soudage
positive (+)
Câble de travail
Torche MIG
Figure 3-24 Configuration du fil d'alimentation avec MIG (SEFG) avec soudure MIG sans gaz Fil
3.22 Pré-Procédure de soudage
Borne de soudage négative (-)
Douille pour déclencher des 19 broches
Art # A-12484FC
Tête de soudage de VAF4
Suivez toutes les instructions d'installation du câble d'alimentation, le soudage source d'alimentation, et le pistolet de
soudage avant de tenter de faire fonctionner le Ultrafeed le contrat VAF N-4.
1. Assurez-vous que toutes les connexions nécessaires ont été faites (Se reporter à la Section 3.01 de ce manuel).
2. Allumez la source d'alimentation et le câble d'alimentation.
3-32
INSTALLATION, FONCTIONNEMENT ET CONFIGURATION
Manuel 0-5329FC
Page 51

ULTRAFEED VAF-4
!
3. Tous les affichages et LED discrètes de lancer l'auto-examen et tous les témoins du panneau sont allumés pour
1seconde.Afchagedegauchemontrelemicrologicielinformationsdecircuitimpriméd'afchage"DFX.X"
etafchagededroiteafchelesinformationsconcernantlematérielducircuitimpriméd'afchage"DHX.X".
1,5 Secondes plus tard gauche de l'affichage indique informations sur le micrologiciel du moteur du circuit
imprimédelacommande"PFX.X"etlesinformationssurlematérieldecommandedemoteurPCB"PHX.X".
4. Pousser le contacteur de purge du boîtier du convoyeur et ajuster le débit de gaz de protection.
5. Poussez le pouce commutateur du convoyeur d'alimentation et régler la WFS à la valeur désirée au moyen de
contrôle WFS.
AVERTISSEMENT
Si le pistolet est enfoncée, l'électrode (fil de soudure) est électriquement "à chaud". Ne lui permettent pas
de toucher tout métal ou un arc de soudure peut être établi qui peut être préjudiciable à quelqu'un les yeux
(flash) ou de la peau (graver).
6. Régler la tension de la source d'alimentation à la valeur désirée. Le pistolet commutateur doit être déclenchée
pour fermer source d'alimentation contacteur.
AVERTISSEMENT
Fil de soudage, le fil de soudure, bobine de fil (si utilisé), guide d'entrée, les rouleaux d'alimentation, guide
de sortie d'alimentation, tête et pistolet de soudage pièces métalliques sont tous électriquement "à chaud".
3.23 Signal d'Arc Override (SIL_1 #2)
AVERTISSEMENT
Il y a tension dangereuse et les niveaux de puissance l'intérieur de ce produit. Couper le fil d'alimentation
et débranchez-le de sa source d'alimentation avant de retirer le couvercle du fil d'alimentation.
Cet interrupteur sur le boîtier de commande du moteur PCB configure le fil d'alimentation de la présence de l'Arc a
créé les signaux de la source d'alimentation. Si la source d'alimentation a un arc créé, puis cet interrupteur doit être
ÉTEINT.Silasourced'alimentationnedisposepasdeces"Signauxd'Arc",puiscetinterrupteurdoitêtreactivé.Ce
commutateur permet au 2T / 4T et fonctionnalités de minuterie pour travailler, mais ils ne seront pas synchronisés
dans le vrai début de l'arc, mais au lieu de lorsque la gâchette est tirée.
ArcMaster 401MST Powermaster, 350i et 550i et 500Transmig j'ai l'arc créé signal et signal de retour courant et SIL_1
#2 doit être réglé sur OFF. Notez que le commutateur DIP SIL1- #2 est par défaut définie à OFF.
Art # A-11268FC_AB
SIL_1 interrupteur
Manuel 0-5329FC
Figure 3-25 SIL_1 Switch on Motor Control PCB
INSTALLATION, FONCTIONNEMENT ET CONFIGURATION
Circuit de
commande du moteur
3-33
Page 52

ULTRAFEED VAF-4
3.24 Soudage- 2T Fonctionnement
Positionner le pistolet de soudage au-dessus de la pièce de travail et appuyer sur le contacteur pistolet déclencher.
En enfonçant le contacteur pistolet déclencher permet à la soupape de gaz. Lors de la pré-débit se termine, le fil du
moteur d'alimentation et la source d'alimentation sont activés; le processus de soudage commence. Pour mettre fin à
la soudure, relâchez le pistolet déclencheur qui désactive la soupape à gaz, le fil du moteur d'alimentation et la source
d'alimentation.
Gâchette du pistolet
Arc établi
Gaz
Contacteur
Alimentation du fil
Art# A-11262FC
Exécuter en %
Pré-écoulement
Permet de régler
Après soudage
Réinflammation
Figure 3-26 Soudage- 2T Fonctionnement
3.25 Opération des points
Positionner le pistolet de soudage au-dessus de la pièce de travail et appuyer sur le contacteur pistolet déclencher.
En enfonçant le contacteur pistolet déclencher permet à la soupape de gaz. Lors de la pré-débit se termine, le fil du
moteur d'alimentation et la source d'alimentation sont activés; le processus de soudage commence. Lorsque spot fin
du temps, procédé de soudage extrémités et relâchez le pistolet déclencheur.
Gâchette du pistolet
Arc établi
Gaz
Contacteur
Alimentation du fil
Durée des points
Art# A-11258FC_AB
3-34
Exécuter en %
Pré-écoulement
Permet de régler
Figure 3-27 Opération des points
INSTALLATION, FONCTIONNEMENT ET CONFIGURATION
Réinflammation
Après soudage
Manuel 0-5329FC
Page 53

ULTRAFEED VAF-4
3.26 Soudage- 4T Fonctionnement
Soudage- 4T Fonctionnement (Cratère=ON)
Positionner le pistolet de soudage au-dessus de la pièce de travail, appuyer sur l'interrupteur pistolet déclencher,
elle permet source d'alimentation et la vanne de gaz, et le fil va commencer l'alimentation. L'arc de soudure est
établie. Relâchez le commutateur pistolet déclencher et le procédé de soudure continue. Pour mettre fin à la soudure, appuyer sur l'interrupteur pistolet à déclencher à nouveau et le soudage tension et courant de soudage tour
de préposition tension cratère et actuel. Relâchez le commutateur pistolet déclencher et le procédé de soudure
se termine.
REMARQUE
Dans 4T de soudage (cratère=SUR), l'utilisateur peut contrôler indépendamment du montant du cratère
de temps de remplissage en ajustant la quantité de temps l'arme à feu est enfoncée.
Gâchette du pistolet
Arc établi
Gaz
Contacteur
Art # A-11259FC
Tension
Alimentation du fil
Exécuter en %
Pré-écoulement
Permet de régler
Cratère MFS %
Après soudage
Réinflammation
Cratère volts %
Figure 3-28 Soudage- 4T Fonctionnement (Cratère=MARCHE)
Soudage- 4T Fonctionnement (Cratère=Arrêt)
Positionner le pistolet de soudage au-dessus de la pièce de travail, appuyer sur l'interrupteur pistolet déclencher,
elle permet source d'alimentation et la vanne de gaz, et le fil va commencer l'alimentation. L'arc de soudure est
établie. Relâchez le commutateur pistolet déclencher et le procédé de soudure continue. Pour mettre fin à la soudure, appuyer sur l'interrupteur pistolet déclenche à nouveau.
Art # A-11263FC_AB
Gâchette du pistolet
Arc établi
Gaz
Contacteur
Alimentation du fil
Figure 3-29 Soudage- 4T Fonctionnement (Cratère=Arrêt)
Manuel 0-5329FC
Exécuter en %
Pré-écoulement
INSTALLATION, FONCTIONNEMENT ET CONFIGURATION
Permet de régler
Après soudage
Réinflammation
3-35
Page 54

ULTRAFEED VAF-4
3.27 Fonctionnement de soudure à molette
Après la sélection de couture opération de menu des fonctions avancées, sélectionnez 2T couture ou 4T Stitch en
appuyant sur 2T/ 4T bouton sur le panneau avant.
2T Fonctionnement de soudure à molette
Positionner le pistolet de soudage au-dessus de la pièce de travail et appuyer sur le contacteur pistolet déclencher. En
enfonçant le contacteur pistolet déclencher permet à la soupape de gaz. Lorsque pré-écoulement extrémités, sur le fil
du moteur d'alimentation et la source d'alimentation sont activés, le procédé de soudure commence. Lorsque Stitch
temps est plus, l'arc s'éteint et il va arrêter l'alimentation. Lorsque Durée de temporisation est écoulée, le pistolet de
soudage sera démarrage soudage à nouveau. Ce processus se répète jusqu'à ce que la gâchette est relâchée.
Gâchette du pistolet
Dwell time
Arc établi
Gaz
Contacteur
Alimentation du fil
Art # A-11272FC_AB
Exécuter en %
Pré-écoulement
Durée de la couture
Permet de régler
Réinflammation
Après soudage
Réinflammation
Figure 3-30 Soudure - 2T Fonctionnement de couture
4T Fonctionnement de soudure à molette (Cratère=MARCHE)
Positionner le pistolet de soudage au-dessus de la pièce de travail et appuyer sur le contacteur pistolet déclencher. En
enfonçant le contacteur pistolet déclencher permet à la soupape de gaz. Lors de la pré-débit se termine, le fil du moteur
d'alimentation et la source d'alimentation sont activés, le procédé de soudure commence. Relâchez le commutateur
pistolet déclencher et le procédé de soudure continue. Pour mettre fin à la soudure, appuyer sur l'interrupteur pistolet
à déclencher une nouvelle fois et courant de soudage et de soudage tension va tourner à la présélection tension cratère
et actuel. Relâchez le commutateur pistolet déclencher et le procédé de soudure se termine.
Gâchette du pistolet
Temps de maintien
Arc établi
Gaz
Contacteur
Tension
Alimentation du fil
Art # A-11273FC_AB
Cratère volts %
Exécuter en %
Pré-écoulement
Figure 3-31 Soudage- 4T Fonctionnement de soudure à molette (Cratère=MARCHE)
3-36
Durée de la couture
Permet de régler
INSTALLATION, FONCTIONNEMENT ET CONFIGURATION
Réinflammation
Réinflammation
Cratère MFS %
Après soudage
Réinflammation
Manuel 0-5329FC
Page 55

ULTRAFEED VAF-4
4T Fonctionnement de soudure à molette (Cratère=Arrêt)
Positionner le pistolet de soudage au-dessus de la pièce de travail et appuyer sur le contacteur pistolet déclencher. En
enfonçant le contacteur pistolet déclencher permet à la soupape de gaz. Lorsque pré-écoulement extrémités, sur le fil
du moteur d'alimentation et la source d'alimentation sont activés, le procédé de soudure commence. Lorsque Stitch
temps est plus, l'arc s'éteint et il va arrêter l'alimentation. Lorsque Durée de temporisation est écoulée, le pistolet de
soudage sera démarrage soudage à nouveau.
3.28 Coefficient de Température Positif (CTP) Protection de la source d'alimentation
de commande du contacteur de sortie
La source d'alimentation du circuit de commande du contacteur sur le Ultrafeed le contrat VAF-4 offre une fermeture
de relais à la source d'alimentation entre les bornes A et B de la broche 19 câble de commande. Ceci permet au fil de
soudure pour devenir électriquement 'chaud' lorsque le pistolet déclencheur sur le pistolet de soudage est tirée. Si ce
relaislaclôturen'estpasfournipouruneraisonquelconque,leldesoudureSERAPASélectriquement"àchaud".
Le fil d'alimentation, mais il n'y aura aucun arc lorsque le fil touche le travail.
Le Ultrafeed REQUISES PAR LE CONTRAT VAF-4 a un thermique, auto-réinitialisation appareil de protection contre les
A-B du circuit du contacteur pour protéger les circuits contre un défaut ou une surcharge. Ce dispositif de protection
n'autorise qu'un maximum constant état actuel dans la plage de 180 à 450 milliampères (dépendant de la température
ambiante) de s'écouler à travers les bornes A et B de la broche 19 câble de commande de l'A-B circuit du contacteur
au Ultrafeed le contrat VAF-4.
Si cela est acceptable gamme de courant est dépassée pour une raison quelconque, l'auto-réinitialisation circuit de
protection situé sur le boîtier de commande du moteur PCB seront activées désactivation effective du A-B du circuit du
contacteur. Une fois le défaut ou condition de surcharge a été corrigé et le courant a renvoyé à un niveau acceptable,
le dispositif de protection est automatiquement réinitialisé et pouvoir reprendre le fonctionnement normal.
REMARQUE
Le circuit de protection restera activé (il n'y aura aucun arc lorsque le fil touche le travail) tant que le courant
acceptable limite est dépassée.
3.29 Défaut de mise à la terre Fonctionnement
Le Ultrafeed le contrat VAF-4 a été équipée d'une protection contre les défauts à la terre du circuit. Ce circuit de protection est activé chaque fois que trop courant dans la prise de terre de protection est détecté. Si la protection contre
les défauts à la terre du circuit est activé, le jaune indicateur de panne à l'avant du convoyeur d'alimentation clignote
à un rythme d'environ 0,5 seconde, 0,5 seconde éteint. En cas de défaut à la terre, le convoyeur est immédiatement
arrêter le convoyeur d'alimentation, vanne d'alimentation en gaz et la source d'alimentation du contacteur. Une fois
que la protection contre les défauts à la terre du circuit a été défini, le fil d'alimentation ne répond pas à une arme à
feu fermeture du commutateur jusqu'à ce que la puissance est remis à zéro en tournant le convoyeur et le rallumer.
REMARQUE
Avant la réinitialisation de l'alimentation du fil d'alimentation après un défaut à la terre occurrence, déterminer la cause du défaut de mise à la terre et de corriger le problème avant d'essayer de souder à nouveau.
Manuel 0-5329FC
INSTALLATION, FONCTIONNEMENT ET CONFIGURATION
3-37
Page 56

ULTRAFEED VAF-4
3.30 Protection électronique de moteur
Le Ultrafeed le contrat VAF-4 utilise une protection électronique du circuit pour protéger le moteur contre la surintensité
due à une charge excessive sur le moteur. Cette protection sera normalement voyage si le moteur reste dans la limite
de courant pendant 10 secondes environ, au cours de cette période de 10 secondes le témoin de panne clignote à un
rythme d'environ 0,3 seconde, 0,3 seconde éteint. Une fois cette 10 deuxième période de synchronisation terminée,
le circuit de protection sera voyage qui va causer le défaut voyant de lampe en permanence, le code d'erreur ERR
03 ou ERR 04 (se reporter à la Section 4.05 (Code d'erreur et remèdes) sera affiché et le fil d'alimentation s'arrête.
Pour réinitialiser cette condition, l'alimentation du fil d'alimentation doit être mis sur ARRÊT puis sur marche pour
réinitialiser et effacer le code d'erreur de l'affichage.
REMARQUE
Si ceci se produit, vérifier le fil d'alimentation du chemin, et assurez-vous qu'il n'y a pas de restrictions ou
de reliure sur le fil, et que les rouleaux d'alimentation ne sont pas verrouillés par une obstruction.
3-38
INSTALLATION, FONCTIONNEMENT ET CONFIGURATION
Manuel 0-5329FC
Page 57

ULTRAFEED VAF-4
CHAPITRE 4 : ENTRETIEN
4.01 Nettoyage de l'appareil
Périodiquement, nettoyer l'intérieur du fil du convoyeur
d'alimentation et assemblage de la tête à l'aide d'un aspirateur ou air comprimé propre et sec. de pas plus de 25
psi (172 kPa) de pression. Après le nettoyage de l'appareil,
vérifier que tous les composants électriques desserrées
ou défectueuses connexions et corrigez si nécessaire.
4.02 Nettoyage des galets d'entraînement
Nettoyer les rainures sur le rouleau d'alimentation inférieur fréquemment. Cette opération de nettoyage peut
être effectué à l'aide d'une petite brosse métallique.
Aussi, frottez-les ou nettoyez les rainures sur le palier
supérieur du rouleau. Après le nettoyage des rouleaux
d'alimentation, serrer le rouleau d'alimentation boutons
de retenue en conséquence.
4.03 Entretien du système
L'utilisateur a été donné un outil visuel dans l'alimentation
affichage du moniteur. Utilisez le moniteur d'affichage
pour déterminer quand un nouveau contact astuce, chemise, et/ou guide de câble est nécessaire.
4.04 GUIDE DE DÉPANNAGE
REMARQUE
Se reporter au schéma de branchement de
l'appendice au chapitre de ce manuel, pour
de l'assistance graphique, le démontage et le
dépannage du câble d'alimentation.
Portée
Le guide de dépannage est destiné à être utilisé par
des techniciens de maintenance qualifiés. Le guide de
dépannage contient des informations qui peuvent être
utilisées pour diagnostiquer et corriger insatisfaisant
ou l'échec des divers composants du fil d'alimentation.
Chaque symptôme du problème est suivie d'une liste des
causes probables et la procédure nécessaire pour corriger
le problème.
Sécurité
Pour s'assurer de la sécurité de fonctionnement et d'entretien, de lire ce manuel dans son intégralité avant d'essayer
de réparer ou de réparer cette machine. Le technicien de
maintenance peut être demandé pour vérifier la tension
niveaux alors que la machine est sous tension. Pour
assurer la sécurité, l'utilisation de soins et suivez toutes
les instructions en conséquence.
Manuel 0-5329FC SERVICE 4-1
Page 58

ULTRAFEED VAF-4
4.05 Codes d'erreur et remèdes
Code d'erreur
Écran de
gauche
ERR 01-- Ce circuit de
ERR 02-- Câble de
ERR 03-- Arrêt d'Urgence Courant du moteur dépasse
Écran de
droite
Description Cause SOLUTION
Intensité de soudage est
protection est activé
lorsque la soudure
flux de courant dans
le défaut de mise à
la terre du circuit de
protection.
Le témoin clignote
à une fréquence
d'environ 0,5
seconde, 0,5
seconde éteint.
commande reliant
le fil d'alimentation
et la source
d'alimentation
pas correctement
connecté.
détecté en marche à travers
le sol défaut circuit de
protection.
1. 19 Broches connecteur
connecteur de contrôle de
connexion est lâche à l'une
ou l'autre prise sur le fil
d'alimentation ou une source
d'alimentation.
2. Câble de commande est
endommagé ou connexion
défectueuse/s.
3. S'assurer que les
19 broches femelle est
sélectionné sur la source
d'alimentation.
10 ampères en raison de
saisies ou moteur colmaté
ou chemise de remplissage
métallique trop gros pour
torche MIG chemise de
tiroir ou moyeu tension trop
serrés, etc.
1. Recherchez des poussières
métalliques accumuler entre le
fil plaque d'alimentation/moteur
et le fil d'alimentation du châssis
et retirez la poussière métallique
accumulation. Couper le fil
d'alimentation, puis à nouveau
sous tension pour effacer ERR
01.
2. Si ERR 01 s'affiche à nouveau
avec la prochaine soudure
métallique ou accumulation
de poussière ne peut pas être
localisé, puis contactez votre
accrédités TWECO prestataire
de service pour enquêter sur
l'incident.
1. Contrôle de connexions
de câble au niveau du câble
d'alimentation et la source
d'alimentation sont bien serrés.
2. Si le câble de commande
est endommagé, réparer ou
remplacer le câble.
3. Vérifiez la source
d'alimentation est réglée à 19
broches femelle mode.
Couper le fil d'alimentation puis
vérifier le moteur / mécanisme
d'alimentation peut tourner ou
remplacer la chemise ou installer
le bon format de chemise pour
métal de remplissage ou de
réglage du moyeu du tiroir de
tension.
Tournez sur le fil d'alimentation
et si ERR 03 s'affiche à nouveau
avec la prochaine soudure
puis contactez votre accrédités
TWECO prestataire de service
pour enquêter sur l'incident.
4-2 SERVICE Manuel 0-5329FC
Page 59

ULTRAFEED VAF-4
Code d'erreur
Écran de
gauche
ERR 04-- Fermeture de
ERR 05-- Signal de retour de
ERR 06-- Courant de sortie
ERR 07-- Source
Écran de
droite
Description Cause SOLUTION
protection
moteur perdu
du fil d'alimentation
dépasse valeur maxi
autorisée limite
d'alimentation arc
créé signal n'a pas
été reçu dans les 20
secondes suivant le
début de la soudure
Courant du moteur dépasse
5 ampères pendant 10
secondes en raison de
colmaté ou chemise de
remplissage métallique
trop gros pour torche MIG
chemise de tiroir ou moyeu
tension trop serrés, etc.
Réaction de tachymètre
câblage entre le fil
d'alimentation moteur
et circuit imprimé de la
commande non connecté ou
le moteur est calé.
1. En cours d'exécution via le
fil d'alimentation dépasse 650
A pendant 4 minutes.
2. Courant de soudage
du signal de la source
d'alimentation est trop élevée
en ce qui concerne l'intensité
de soudage.
Source d'alimentation ne
fournit pas un Arc Établir un
signal.
Couper le fil d'alimentation puis
vérifier le moteur / mécanisme
d'alimentation peut tourner ou
remplacer la chemise ou installer
le bon format de chemise pour
métal de remplissage ou de
réglage du moyeu du tiroir de
tension.
Tournez sur le fil d'alimentation
et si ERR 04 s'affiche à nouveau
avec la prochaine soudure
puis contactez votre accrédités
TWECO prestataire de service
pour enquêter sur l'incident.
Débrancher le fil d'alimentation
de la source d'alimentation.
Vérifier le câblage entre le fil
d'alimentation du comptetours du moteur et contrôle
moteur PCB est correctement
connecté. Rebranchez le câble
d'alimentation à la source
d'alimentation et si ERR 05
s'affiche à nouveau avec la
prochaine soudure puis contactez
votre accrédités TWECO
prestataire de service pour
enquêter sur l'incident.
1. Couper le fil d'alimentation
et laissez-la refroidir pendant
10 minutes puis de réduire la
tension / fil réglage de vitesse
pour réduire courant de soudage
ci-dessous 650A@ 40 %.
2. Contactez votre accrédités
TWECO prestataire de service
pour enquêter sur l'incident.
Remplacer l'Arc créé signal,
reportez-vous à la Section
3.23 ou redéclencher le fil
d'alimentation.
Manuel 0-5329FC SERVICE 4-3
Page 60

ULTRAFEED VAF-4
Code d'erreur
Écran de
gauche
ERR 08-- Commande
ERR 20-- CIRCUIT IMPRIMÉ
Écran de
droite
Description Cause SOLUTION
Commande moteur mémoire
principale PCB
paramètres
enregistrer ou erreur
de lecture
D'Affichage
paramètres
enregistrer ou erreur
de lecture
de carte IC lecture/écriture
cycle limite a été dépassée.
CIRCUIT IMPRIMÉ
D'affichage mémoire IC
lecture/écriture cycle limite a
été dépassée.
Tableau 4-1 Codes d'erreur et remèdes
REMARQUE
Une fois cause de l'erreur a été corrigée, le
pouvoir de le fil d'alimentation doit être mis
sur ARRÊT puis sur marche pour réinitialiser
et effacer le code d'erreur de l'écran.
Veuillez suivre la Section 4,08 pour plus d'informations
concernant le dépannage.
4.06 Technique de soudage de base MIG (GMAW/FCAW)
Deux différents procédés de soudage sont couverts dans
cette section (SEFG et FCAW), avec l'intention de fournir
les concepts de base en utilisant le mode Mig de soudage,
où une torche MIG est tenu à la main, et l'électrode (fil
de soudure) est introduit dans une flaque de soudure et
l'arc est protégée par une soudure inerte grade blindage
ou gaz inerte soudage grade blindage mélange de gaz.
SOUDAGE À L'ARC SOUS GAZ AVEC fiL PLEIN (GMAW)
: Ce processus, également appelé soudure MIG, soudage
sous CO2, soudage à microfil, soudage à l'arc court,
soudage à l'arc sous gaz avec fil plein avec transfert par
courts-circuits, soudage électrique par fil, etc., est un
processus de soudage à l'arc qui soude les pièces à souder
en les chauffant avec un arc entre une électrode solide,
continue et fusible et la pièce.La protection est assurée par
un gaz de protection pour soudage ou un mélange de gaz
de protection fourni par une source externe. Le processus
est normalement exécuté de façon semi-automatique; par
1. Tournez le fil d'alimentation
sur arrêt puis sur MARCHE
et vérifier pour voir si les
paramètres peuvent ensuite être
enregistrés.
2. Contactez votre accrédités
TWECO prestataire de service
pour enquêter sur l'incident.
1. Tournez le fil d'alimentation
sur arrêt puis sur MARCHE
et vérifier pour voir si les
paramètres peuvent ensuite être
enregistrés.
2. Contactez votre accrédités
TWECO prestataire de service
pour enquêter sur l'incident.
contre, le processus peut être effectué automatiquement
ou par un appareil. Le processus peut être utilisé pour
souder des pièces dacier mince ou relativement épais,
et certains métaux non ferreux, peu importe la position.
Gaz de protection
Métal d’apport
en fusion
Métal
d’apport solidifié
Procédé GMAW
Buse
Électrode
Arc
Métal de base
Art # A-8991FC_AB
Figure 4-1 Processus GMAW
SOUDAGE À L'ARC AVEC fiL FOURRÉ (FCAW) : Il s'agit
d'un processus de soudage à l'arc électrique qui fusionne
les pièces à souder en les chauffant avec un arc placé
entre un fil-électrode fourré et la pièce. La protection est
obtenue par la décomposition du flux à l'intérieur du fil
tubulaire. Une protection supplémentaire peut ou non
être dispopnible en utilisant un gaz ou mélange de gaz de
source externe. Le processus est normalement appliquée
semi automatiquement; cependant, le processus peut
être appliqué automatiquement ou à la machine. Il est
fréquemment utilisé pour souder des électrodes de grand
diamètre à plat ou à l'horizontale ainsi que des électrodes
de petit diamètre dans toutes les positions. Le processus
sert dans une moindre mesure pour le soudage de linox
et pour les travaux de recouvrement.
4-4 SERVICE Manuel 0-5329FC
Page 61

ULTRAFEED VAF-4
Gaz de protection
Angle longitudinal
Direction de déplacement
(optionnel)
Métal en fusion
Coulée
de laitier
Laitier
Métal
d’apport
solidifié
Procédé FCAW
Buse
(optionnel)
Électrode
fourrée
Arc
Métal
de base
Art # A-08992FC_AB
Figure 4-2 Processus FCAW
Position du pistolet MIG
L’angle du pistolet MIG influe sur la largeur de la soudure.
Poussée
Vertical
Trainée/traction
Art # A-07185FC_AB
Angle
longitudinal
de 5° à 15°
Direction de
Angle
transversal
de 90°
déplacement
Art # A-08993FC
Soudures bout en bout et horizontale
Figure 4-4 Soudures de bout à bout et horizontales
Angle
longitudinal de 5° à 15°
Direction de
déplacement
Angle transversal
de 30° à 60°
Art # A-08994FC
Soudure d’angle horizontale
Figure 4-5 Soudure d'angle horizontale
Figure 4-3 Position du pistolet MIG
Le pistolet MIG doit être tenu à angle par rapport au
joint de soudure. (Voir Variables secondaires de réglage
ci-dessous)
Tenez le pistolet MIG de façon à toujours voir le cordon
de soudure. Portez toujours le casque de soudage muni
des lentilles-filtres adéquates ainsi que léquipement de
protection approprié.
MISE EN GARDE
Ne retirez pas le pistolet MIG après création de
l’arc. Cela allongera indûment la quantité de fil
libre et produira une très mauvaise soudure.
Le fil-électrode est inerte tant que le commutateur-déclencheur du pistolet MIG n'est pas activé. Le fil peut donc
être posé sur le joint avant d'abaisser le casque.
Angle
longitudinal
de 10°
Angle
transversal
de 30°
à 60°
Direction de déplacement
Soudures d’angle verticales
de 10° à 20°
Angle
transversal
de 30°
Art # A-08995FC
Figure 4-6 Soudures d’angle verticale
Angle transversal
de 30° à 60°
Angle
longitudinal
de 5° à 15°
Art # A-08996FC
Soudure aérienne
Figure 4-7 Soudure aérienne
Distance de la buse du pistolet MIG à la pièce
à 60°
La longueur libre du fil-électrode du pistolet MIG doit être
de 10 mm à 20 mm (3/8 po à 3/4 po). Cette distance peut
varier selon le type de joint soudé.
Manuel 0-5329FC SERVICE 4-5
Page 62

ULTRAFEED VAF-4
Angle
Vitesse de déplacement
La vitesse à laquelle le métal fondu se déplace influe sur
la largeur de la soudure et la pénétration du liquide de
soudage.
Variables de soudage MIG (procédé GMAW)
La plupart des soudures effectuées par un processus ou
lautre sont exécutées sur de lacier ordinaire. Les éléments
ci-dessous décrivent les variables de soudage pour le
soudage à l'arc court d'une feuille ou d'une plaque douce
de 0,6 mm à 6,4 mm (0,024 po à 1/4 po).
Les techniques appliquées et les résultats obtenus dans
le procédé GMAW sont contrôlés par ces variables.
Variables présélectionnées
Les variables présélectionnées dépendent du type et de
lépaisseur du matériau soudé, de la position de soudage,
du taux de dépôt et des propriétés mécaniques. Ces
variables sont :
• Typedel-électrode
• Tailledul-électrode
• Typedegaz (sans objetpourles ls autoblindés
FCAW)
Buse de gaz
Distance entre
l’extrémité
et la pièce
Longueur moyenne de l’arc
Tube-contact
Diamètre de l’électrode
Longueur
libre
réelle
Art # A-08997FC_AD
Longueur libre de l’électrode
Figure 4-8 Distance pièce-électrode
3. Angle de la buse. Il s’agit de la position du pistolet de soudage MIG par rapport au joint. L'angle
transversal est habituellement la moitié de l'angle
d'ouverture entre les plaques qui forment le joint.
L’angle longitudinal est l’angle entre la ligne
centrale du pistolet de soudage MIG et une ligne
perpendiculaire à l’axe de la soudure. L’angle
longitudinal est généralement appelé angle de
buse et peut être créé en tirant ou en poussant. Il
faut tenir compte du fait que le soudeur est droitier
ou gaucher pour comprendre les effets de chaque
angle par rapport à la direction de déplacement.
transversal
• Ledébitdugaz(sansobjetpourleslsautoblindés
FCAW).
Principales variables réglables
Angle
longitudinal
Elles contrôlent le processus une fois les variables prédéterminées connues. Elles contrôlent la pénétration, la
largeur du cordon, la hauteur du cordon, la stabilité de
l'arc, le taux de dépôt et la solidité de la soudure. Ces
Axe de soudage
variables sont :
• Tensiondel’arc
• Courantdesoudage(vitessed'alimentationdul)
• Vitessededéplacement
Axes transversal et longitudinal
de la buse
Figure 4-9 Axes transversal et longitudinal de la buse
Art # A-08998FC_AB
Variables secondaires ajustables
Ces variables entraînent des modifications aux principales
Directeur de déplacement du pistolet
variables réglables qui, à leur tour, causent le changement
souhaité à la formation du cordon. Ces variables sont :
1. Fil libre (distance entre l’extrémité du tube-contact
(pointe) et l’extrémité du fil-électrode). Maintenir
environ 3/8 po (10 mm) de fil libre.
2. Vitesse d'alimentation du fil. L'augmentation de la
vitesse d'alimentation du fil augmente le courant
de soudage; la diminution de la vitesse d'alimentation du fil diminue le courant de soudage.
Angle avant
ou de « poussée »
(pointant vers l’avant)
Angle de la buse, opérateur droitier
90°
(pointant vers l’arrière)
Angle de trainée
ou de « traction »
Art # A-08999FC_AC
Figure 4-10 Angle de buse, utilisateur droitier
4-6 SERVICE Manuel 0-5329FC
Page 63

ULTRAFEED VAF-4
Création de l'arc et production de cordons de soudure
Avant de tenter une soudure d'un morceau fini, il est
recommandé de pratiquer sur un morceau du même
matériau que le morceau fini.
La méthode de soudage la plus facile pour le débutant à
la soudure MIG est la position plate. L'équipement permet
de souder en position plate ou verticale ou au plafond.
Pour l'exercice de la profession de soudage MIG, sécuriser
certainsmorceaux0.06"(1,5mm)ou0.08"(2,0mm)
plaqued'acierdoux6"x6"(150x150mm).Utiliser0,030"
( 0,8 mm) fil fourré sans gaz fil ou un fil solide avec gaz
de protection.
Réglage de la source d'alimentation
Le réglage de la source d'alimentation et du dévidoir exige
un peu de pratique de la part du soudeur, étant donné que
l'installation de soudage comprend deux paramètres de
commande qui doivent être équilibrés. Ce sont là les fils de
commande de vitesse et le soudage Contrôle de tension.
Le courant de soudage est déterminé par la commande
de vitesse de dévidage et augmente au rythme de celle-ci,
ce qui raccourcit l'arc. Un dévidage moins rapide réduit le
courant et rallonge l'arc. L'augmentation de la tension de
soudage affecte peu le niveau de courant, mais rallonge
l'arc. En diminuant la tension, on obtient un arc plus court
sans trop affecter le niveau de courant.
Lorsqu'on utilise un fil-électrode de diamètre différent,
il faut modifier les paramètres de commande. Un filélectrode plus mince exige un dévidage plus rapide pour
obtenir le même niveau de courant.
Une soudure satisfaisante ne peut être obtenue si la
vitesse de dévidage du fil et la tension ne sont pas réglées
en fonction du diamètre du fil de l'électrode et des dimensions de l'objet soudé.
Si le débit du câble est trop élevée pour le soudage ten-
sion,"secogner"vaseproduirecommeleltapedans
le bain de fusion et ne fondent pas. Le soudage dans ces
conditions produit normalement une mauvaise soudure à
cause d'une fusion insuffisante. Si toutefois la tension de
soudage est trop élevée, de grosses gouttes se formeront
au bout du fil et causeront des projections. Le réglage
adéquat de la tension et de la vitesse de dévidage peut
être observé par la forme du dépôt de soudage et s'entend
par un son d'arc régulier et doux. Pour de plus amples
renseignements, consultez le guide de soudage dans la
porte du compartiment du dévidoir.
Sélection du calibre du fil-électrode
Le choix du calibre du fil-électrode et du gaz de protection
utilisé dépend de ce qui suit :
• L'épaisseurdumétalàsouder
• Typeofjoint
• Lacapacitédudévidoiretdelasourced'alimentation
• Ledegrédepénétrationrequis
• Letauxdedépôtrequis
• Leprolducordondésiré
• Lapositiondesoudage
• Coûtdul
Manuel 0-5329FC SERVICE 4-7
Page 64

ULTRAFEED VAF-4
4.07 Dépannage - Soudage MIG (GMAW/FCAW)
Résoudre les problèmes au-delà des bornes de soudage
L'approche générale de fixer Soudage à l'arc sous gaz (SEFG) problèmes est de commencer à la bobine de fil puis
travailler par l'intermédiaire de la torche MIG. Les problèmes de GMAW surviennent dans deux zones principales; La
porosité et l'alimentation inégale du fil-électrode.
Problème 1 - la porosité
Un problème de gaz entraîne habituellement un problème de porosité du métal soudé. La porosité découle toujours
dun contaminant dans le bassin de métal fondu qui est en train de sécouler pendant la solidification du métal fondu.
Les contaminants sont divers; Il peut sagir de labsence de gaz autour de larc de soudage à de la poussière sur la
surface soudée.La porosité peut être réduite en vérifiant les points suivants :
ANOMALIE CAUSE
Contenu de la bombonne de gaz de
1
protection et débitmètre.
Fuites de gaz. Vérifiez l'absence de fuite de gaz entre le branchement du détendeur et de la
2
Tuyau souple de gaz interne de la source
3
d'alimentation.
Soudage dans un environnement
4
venteux.
Soudage d'une plaque poussiéreuse,
5
huileuse, peinte, oxydée ou graisseuse.
Distance entre la buse du pistolet MIG et
6
la pièce.
Maintenez le pistolet MIG en bon état de
7
fonctionnement.
S'assurer que la bombonne de gaz de protection n'est pas vide et que le
débitmètre est correctement réglé à 15 litres par minute.
bouteille et entre le tuyau souple de gaz et la source d'alimentation.
Vérifiez que le tuyau souple entre l’électrovanne et l’adaptateur du pistolet
MIG n’est pas fendu et qu’il est relié à l’adaptateur.
Protégez la zone soudée du vent ou augmentez le débit de gaz.
Éliminez les contaminants de la pièce de travail.
Maintenez une distance minimale entre la buse du pistolet MIG et la pièce
de travail.
S'assurer que les trous de gaz ne sont pas bloqués et que le gaz est évacué
A
par la buse du chalumeau.
Ne limitez pas le débit de gaz en laissant les projections s'accumuler dans la
B
buse du pistolet MIG.
Vérifiez que les joints toriques du pistolet MIG ne sont pas endommagés.
C
Tableau 4-2 Dépannage en matière de soudure MIG (procédé GMAW/FCAW)
4-8 SERVICE Manuel 0-5329FC
Page 65

ULTRAFEED VAF-4
!
Problème 2 - alimentation inégale du fil-électrode
AVERTISSEMENT
Désengagez le galet d'entraînement lors du test de débit de gaz à l'oreille.
Les problèmes d'alimentation du fil peuvent être réduits en vérifiant les points suivants :
FAULT CAUSE
Le galet d'entraînement activé par moteur dans
1
le boîtier a glissé.
Frein de la bobine trop serré.
La bobine de fil-électrode est déroulée ou
2
enchevêtrée.
Galet d'entraînement usé ou de mauvaise taille
3
Le fil-électrode s'est frotté sur les aubes mal
4
alignées et a réduit la capacité de l'alimentation
du fil-électrode.
Gaine bloquée par des copeaux
5
Tube-contact inadéquat ou usé
6
Mauvais contact du câble de travail avec la
7
pièce à souder
Gaine repliée Cela causera de la friction entre le fil-électrode et la doublure,
8
Frein de la bobine trop lâche.
Utilisez un galet d'entraînement adapté au soudage à effectuer.
A
Remplacez le galet d'entraînement s'il est usé.
B
Mauvais alignement des aubes d'entrée/sortie
Une quantité plus importante de copeaux est produite par le fil qui
A
passe dans le galet d'entraînement lorsqu'une pression excessive
est appliquée au mécanisme d'ajustement du galet de pression.
Des copeaux peuvent également être produits par le fil qui passe
B
dans une rainure de galet d'entraînement de forme ou de taille
inadéquate.
Des copeaux entrent et s'accumulent dans la doublure de la
C
conduite, réduisant ainsi la capacité d'alimentation du fil-électrode.
Le tube-contact transfère le courant de soudage au fil-électrode. Si
A
le trou dans le tube-contact est trop gros, un arc peut se produire à
l'intérieur du tube; le fil se coincera alors dans le tube-contact
L'utilisation d'un fil mou comme l'aluminium peut entraîner un
B
coincement du fil dans le tube-contact à cause de l'expansion du
fil au chauffage. Il faudrait utiliser un tube-contact conçu pour les
fils mous.
En cas de mauvais contact électrique entre le câble de travail et
la pièce à souder, le point de connexion chauffera et réduira la
puissance à l'arc.
réduisant ainsi la capacité d'alimentation du fil-électrode.
Tableau 4-3 Problèmes de dévidage du fil
Manuel 0-5329FC SERVICE 4-9
Page 66

ULTRAFEED VAF-4
Dépannage de base en matière de soudage MIG (procédés GMAW/FCAW)
FAULT CAUSE SOLUTION
1
Caniveau
La tension de l'arc de soudage
A
est trop élevée
Angle incorrect du pistolet MIG
B
Entrée de chaleur excessive
C
Réduisez la tension ou augmentez la vitesse de dévidage du fil.
A
Modifiez l’angle.
B
Augmentez la vitesse de déplacement du pistolet MIG ou réduisez
C
le courant de soudage en réduisant la tension ou la vitesse de
dévidage du fil.
Manque de pénétration
2
Manque de fusion Tension trop faible Augmentez la tension.
3
Projections excessives
4
Forme de la soudure
5
irrégulière
Fissure dans la soudure
6
Courant de soudage trop faible
A
Préparation du joint trop serrée
B
ou espace trop restreint
Gaz de protection inadéquat
C
Tension trop élevée
A
Tension trop faible
B
Réglages incorrects de la tension
A
et du courant. Convexe, tension
trop faible. Concave, tension
trop élevée.
Le fil se ballade.
B
Gaz de protection inadéquat
C
Entrée de chaleur insuffisante ou
D
excessive
Cordons de soudage trop petits
A
Pénétration de soudure étroite et
B
profonde
Contraintes excessives de la
C
soudure
Tension excessive
D
Augmentez le courant de soudage en augmentant la vitesse de
A
dévidage du fil et la tension.
Augmentez l'angle ou l'espace du joint.
B
Optez pour un gaz qui permet une meilleure pénétration.
C
Réduisez la tension ou augmentez la vitesse de dévidage du fil.
A
Augmentez la tension ou réduisez la vitesse de dévidage du fil.
B
Réglez la tension et le courant à l'aide de la commande de tension
A
et de la commande de vitesse de dévidage du fil.
Remplacez le tube-contact.
B
Vérifiez le gaz de protection.
C
Réglez la commande de dévidage du fil ou la commande de
D
tension.
Diminuez la vitesse d'avancement
A
Réduire le courant et la tension et augmentation MIG pistolet
B
vitesse de déplacement ou sélectionnez une pénétration moindre
gaz de protection.
Augmentez la solidité du métal de soudure ou modifiez le design
C
Diminuez la tension.
D
Bain de fusion froid
7
L'arc n'émet pas un son
8
sec caractéristique de l'arc
court lorsque la vitesse de
dévidage du fil et la tension
sont bien réglées.
Taux de refroidissement trop
E
rapide
Branchement lâche du cable de
A
soudage.
Tension principale faible
B
Défectuosité de la source de
C
courant
Le MIG torche a été connecté au
mauvais polarité tension sur le
panneau avant.
Ralentissez le taux de refroidissement en préchauffant la pièce à
E
souder ou refroidissez lentement.
Vérifiez tous les branchements des câbles de soudage.
A
Communiquez avec la régie d'approvisionnement.
B
Accrédité TWECO prestataire de service test puis remplacer le
C
composant défectueux.
Branchez le pistolet MIG à la borne positive (+) de soudage s'il
s'agit de fils pleins et de fils-électrodes fourrés sous protection
gazeuse. Consultez le fabricant du fil-électrode pour connaître la
polarité adéquate.
Tableau 4-4 Problèmes de soudage MIG (procédé GMAW)
4-10 SERVICE Manuel 0-5329FC
Page 67

ULTRAFEED VAF-4
4.08 Dépannage
AVERTISSEMENT
UNE DÉCHARGE ÉLECTRIQUE peut être mortelle.
Suivez toutes les précautions de sécurité.
Ne pas toucher les composants électriques sous tension.
Désactiver l'alimentation d'entrée avant de procéder à l'entretien de la machine à moins d'indication contraire.
Seuls des techniciens qualifiés sont au service de la machine.
AVERTISSEMENTS
Les cartes PC et leurs composants sont dispositifs sensibles à l'électricité statique.
Utilisation statique preuve sacs.
Utiliser bracelet de mise à la terre.
Seul un personnel qualifié doit tester ou gérer ces périphériques.
Utiliser uniquement des pièces de rechange d'origine.
FAULT CAUSE SOLUTION
1 Voyant d'alimentation
n'est pas allumé et
soudage arc ne peut
pas être établie.
2 Code d'erreur est
affiché et le jaune
indicateur de défaut
est allumé lorsque le
câble d'alimentation
est allumé.
A
Commutateur sur le panneau
arrière du fil d'alimentation n'est
B
pas allumé.
Source d'alimentation n'est pas
allumé.
C
Broche 19 câble de commande
n'est pas connecté entre la
source d'alimentation et le câble
D
d'alimentation.
Disjoncteurs sur le panneau arrière
est déclenché (pop). Se reporter
E
à la Section 3.07 pour plus de
détails.
Défectueux 19 broches câble
de commande connexion
source d'alimentation et le câble
d'alimentation.
Condition d'erreur présents. Reportez-vous aux codes d'erreur
A
Tourner le commutateur sur le
panneau arrière du fil d'alimentation
B
sur ON.
Mettez sous tension source sur et
C
s'assurer qu'il est dans le mode de
fonctionnement approprié.
Connecter la broche 19 câble
de commande entre la source
D
d'alimentation et le câble
d'alimentation.
Réarmer le disjoncteur en le
poussant. S'il ne parvient pas
E
à réarmer accrédité TWECO
prestataire enquêter sur l'incident.
Réparer ou remplacer la broche 19
câble de commande.
et remèdes le tableau dans la
Section 4.05.
Manuel 0-5329FC SERVICE 4-11
Page 68

ULTRAFEED VAF-4
FAULT CAUSE SOLUTION
3 Témoin d'alimentation
n'est pas allumé, mais
l'arc de soudure peut
être établie.
4 Témoin d'alimentation
est allumé mais
lorsque le flambeau
contacteur de
déclenchement est
enfoncé rien ne se
passe.
5 Voyant d'alimentation
est allumé, aucune
alimentation de fil
mais le gaz s'écoule de
la torche MIG lorsque
le flambeau contacteur
de déclenchement est
enfoncée.
6 Fil alimente lorsque le
flambeau contacteur
de déclenchement est
déprimé, mais l'arc ne
peut pas être établie.
7 Le fil d'alimentation
moteur fonctionne
mais le fil n'est pas
alimenté.
8 Saccadé le fil
d'alimentation
Défectueux témoin sur display
PCB.
A
Torche contacteur de
déclenchement sont déconnectées.
B
Défaut contacteur de
déclenchement/plomb.
A
Pré-débit est en fonctionnement.
B
Le fil-électrode est bloqué dans
la gaine de la conduite ou dans
le tube-contact (blocage de la
remontée de l'arc).
C
Moteur defectueux circuit imprimé
de commande.
A
Contact faible ou inexistant du
câble de travail.
B
Le fil d'alimentation signal n'est
pas l'ouverture de la source
d'alimentation qui pourrait être
C
causé par un lâche 19 broches
connecteur.
Un défaut ou condition de
surcharge s'est produite dans
les broches A et B du 19 broches
câble d'interconnexion câble de
commande et le P. T. C. protection
a été activée.
A
Pression des rouleaux
d'alimentation pas correctement
réglé.
B
Mauvais rouleaux d'alimentation
utilisé.
C
Usure du rouleau d'alimentation.
A
Tube-contact usé ou sale.
B
Usure du rouleau d'alimentation.
C
Retour Excessive la tension du fil
moyeu de rabatteur.
D
Gaine de conduite usée, pincée ou
sale.
Accrédité TWECO prestataire
enquêter sur l'incident.
A
Re connecter Gâchette torche fils
de l'interrupteur.
B
Réparer ou remplacer feu torche
plomb.
A
Réglage de débit pré réglage de
l'heure. Se reporter à la Section
B
3.08.
Vérifier l'absence de colmatage
/ vrillé torche MIG conduit
chemise ou usées contrat astuce.
C
Remplacez les pièces défectueuses.
Accrédité TWECO prestataire
enquêter sur l'incident.
A
Nettoyez l'endroit où est posée la
pince de travail et vérifiez la qualité
B
du contact électrique.
Serrer 19 broches connecteur,
Réparer ou remplacer la broche 19
câble de commande.
C
Se reporter à la Section
3.28 Protection de la source
d'alimentation de sortie du
contacteur de commande. (P. T. C.)
ou Accrédité TWECO prestataire
enquêter sur l'incident.
A
Régler la pression des rouleaux
d'alimentation afin qu'il puisse
être réglé à une pression minimum
de façon satisfaisante le fil
d'alimentation sans patinage.
B
Vérifier que le rouleau
d'alimentation utilisé correspond à
la taille et type de fil utilisé.
C
Remplacer le rouleau
d'alimentation.
A
Remplacez le tube-contact.
B
Remplacer le rouleau
C
d'alimentation.
Réduisez la tension du frein dans le
D
moyeu du dévidoir.
Nettoyez ou remplacez la gaine de
la conduite.
4-12 SERVICE Manuel 0-5329FC
Page 69

ULTRAFEED VAF-4
FAULT CAUSE SOLUTION
9 Aucun débit de gaz A
10 Débit de gaz continue
après le flambeau
contacteur de
déclenchement a été
libéré.
11 Le fil n'est pas
alimenté lorsque
torche déclencheur est
enfoncé
12 Le fil continue de
nourrir quand torche
gâchette relâchée
13 Il n'y a pas de fil
d'alimentation jaune
le voyant de panne est
allumé et ERR 01 est
affiché
Le tuyau d'alimentation en gaz est
B
coupé.
La conduite de gaz renferme des
impuretés.
C
D
Le régulateur de gaz est fermé.
Vérin vide
A
Post flux est en cours de
fonctionnement.
B
La soupape du gaz est bloquée
en position ouverte à cause
d'impuretés dans le gaz ou dans la
conduite de gaz.
Défaut contacteur de
déclenchement / plomb.
A BLe fil d'alimentation de 4T (LATCH)
mode
Les fils du déclencheur du
chalumeau font court-circuit.
Protection contre les défauts à la
terre du circuit a fonctionné.
A
Remplacez ou réparez.
B
Débrancher le flexible de gaz
provenant de l'arrière du fil
d'alimentation puis relever la
C
pression de gaz et de souffler les
impuretés.
D
Tourner le régulateur et la régler à
la pression correcte.
Remplacer le vérin.
A
Réglage de débit après réglage de
l'heure. Se reporter à la Section
B
3.08.
Faites vérifier et remplacer la
soupape de gaz par un technicien
agrée de Tweco.
Réparer ou remplacer lampe torche
/ trigger conduire.
A BChanger à 2T (NORMAL) mode.
Réparer ou remplacer lampe torche
/ trigger conduire.
A BSe reporter à la Section 4.05
(Codes d'erreur et les remèdes ERR
01.
Accrédité TWECO prestataire
enquêter sur l'incident.
14 le disjoncteur/s a
trébuché sur panneau
arrière se reporter à la
Section 3.07
15 du fil d'alimentation
affiche seulement 50
IPM (min) et/ou 14V
(min) et ne peut pas
être réglée lorsque
le déclencheur est
enfoncé.
16 Cratère ne fonctionne
pas lorsque 4T Mode
est sélectionné et
cratère est activée et
ERR 07 s'affiche après
20 secondes.
A
Court-circuit sur la 42 ou 115VCA
raccords arrière ou 14 / 19
broches les récipients.
B
Défaillance interne dans le fil
d'alimentation.
Des fonctions avancées du
contrôle de MIG fonction est
réglée sur Distante mais aucun
périphérique distant est connecté
à la broche 8 Socket distant sur le
câble d'alimentation du panneau
avant.
Source d'alimentation n'a pas
fourni un Arc Établir un signal sur
le câble d'alimentation.
A
Accrédité TWECO prestataire
vérifier et réparer selon le besoin.
Accrédité TWECO prestataire
B
vérifier et réparer selon le besoin.
Set MIG mode de contrôle local
OU
Si un dispositif de commande à
distance est monté à 8 broches
prise de la télécommande puis le
dispositif de commande à distance
est défectueux. Accrédité TWECO
prestataire vérifier et réparer selon
le besoin.
Override Arc Établir un signal,
reportez-vous à la Section 3.23.
Manuel 0-5329FC SERVICE 4-13
Page 70

ULTRAFEED VAF-4
FAULT CAUSE SOLUTION
17 Spot temps dépasse
paramètre utilisateur
lorsque Mode Spot
est sélectionné et ERR
07 est affiché jusqu'à
après 20 secondes.
18 Couture ne fonctionne
pas lorsque Stitch est
activée dans 2T ou 4T
Modes et ERR 07 est
affiché jusqu'à après
20 secondes.
Source d'alimentation n'a pas
fourni un Arc Établir un signal sur
le câble d'alimentation.
Source d'alimentation n'a pas
fourni un Arc Établir un signal sur
le câble d'alimentation.
Tableau 4-5 Dépannage
Override Arc Établir un signal,
reportez-vous à la Section 3.23.
Override Arc Établir un signal,
reportez-vous à la Section 3.23.
4-14 SERVICE Manuel 0-5329FC
Page 71

ULTRAFEED VAF-4
CHAPITRE 5 : NOMENCLATURE DES PIÈCES
5.01 Identification de l’équipement
Tous les numéros d'identification, comme décrit dans le chapitre d'introduction doivent être fournis lors de la commande de pièces ou de renseignements. Cette information se trouve sur la plaque signalétique fixée sur le matériel.
Veillez à inclure les numéros dash suivant les spécifications ou numéros d'assemblée.
NUMÉRO DE PIÈCE
W3400002
5.02 Comment utiliser cette liste de pièces
La liste des pièces est une combinaison d'une illustration (Figure numéro) et une liste correspondante des pièces
qui contient une ventilation des équipements en sous-ensembles, sous-ensembles et pièces détail. Toutes les pièces
réparables sont répertorié à l'exception de matériel disponible dans le commerce, les consommables tels que le fil,
câble, gaines, tubes, etc. Les descriptions de pièce peut être découpée pour montrer une partie relations.
Pour déterminer le numéro de la pièce, la description, la quantité, ou à l'application d'un point de l'ordre du jour,
localisez l'élément en question à partir de l'illustration et référer à ce numéro d'élément dans la liste de pièces.
Manuel 0-5329FC NOMENCLATURE DES PIÈCES 5-1
Page 72

ULTRAFEED VAF-4
12
5.03 Pièces de rechange (Sans fil plaque d'alimentation)
Article n° Qté Description Numéro de pièce
1 1 Affichage PCB,WF W7005699
2 1 PCB Circuit de commande du moteur,WF W7005701
3 1 Électrovanne,24VDC,WF W7005702
4 1 Disjoncteur, 8A, WF W7005706
5 1 Disjoncteur, 4A, WF W7005705
6 1 Interrupteur MARCHE/ARRÊT, WF W7005704
7 2 Pont redresseur,1000V, 35A, WF W7005703
8 1 Douille à 19 broches, mâle, montage du panneau W7005715
9 1 Dinse, panneau de prises, mâle, 50mm2 W7005716
10 1 Assemblage du moyeu de la bobine W7005609
11 1 Guide-fil de sortie, 0.8-1.2, WF W4017700
12 1 Adaptateur pour Tweco No. 4 W4017800
13 1 Kit poignée W7005717
11
13
6
10
7
8
9
5
4
3
Art # A-12485
2
1
Figure 5-1 Pièces de rechange (Sans fil plaque d'alimentation)
5-2 NOMENCLATURE DES PIÈCES Manuel 0-5329FC
Page 73

ULTRAFEED VAF-4
5.04 Pièces de rechange- Fil plaque d'alimentation
Article n° Qté Description Numéro de pièce
14 1 Moteur, 42V, WF W7005713
15 1 Câble d'entraînement, 4R, WF W7005707
16 1 Guide-fil d'entrée, 0.8-1.6, WF W7005710
17 1 Guide-fil, centre, 0.8-1.6, WF W7005711
18 2 Galet d’entraînement Reportez-vous à l'article 2.09
19 2 Tendeur des engrenages, 4R W7005708
20 1 Bâti des engrenages, 4R W7005709
14
16
17
18
15
19
Figure 5-2 Pièces de rechange- Fil plaque d'alimentation
20
Art # A-11357
Manuel 0-5329FC NOMENCLATURE DES PIÈCES 5-3
Page 74

ULTRAFEED VAF-4
Cette page est intentionnellement laissée vierge.
5-4 NOMENCLATURE DES PIÈCES Manuel 0-5329FC
Page 75

ULTRAFEED VAF-4
ANNEXE 1 : SCHÉMAS DE RACCORDEMENT
DOUILLE À
4 BROCHES
Art # A-12510FE
DOUILLE À
8 BROCHES
SOLÉNOÏDE
COMMANDE DU MOTEUR PCB
AFFICHAGE PCB
DOUILLE À
19 BROCHES
TERRE
BASE & PANNEAU ARRIÈRE
TERRE
PANNEAU AVANT BASE & PANNEAU ARRIÈRE
TERRE
TERRE
CENTRE DIVIDER PANELPANNEAU PORTE
TERRE
Manuel 0-5329FC ANNEXE A-1
Page 76

TWECO - DÉCLARATION DE GARANTIE
GARANTIE LIMITÉE : TwecoMD, Victor Technologies International, Inc. garantit que ce produit est exempt de
défauts de fabrication ou de matériel. En cas de constat de nonconformité à ladite garantie survenue au cours de
la période de validité des produits Victor Technologies énoncée ci-dessous, Victor Technologies’ engage, après
notification de sa part et preuves à l’appui que le produit a bien été entreposé, exploité et entretenu conformément
aux spécifications, instructions, recommandations de Victor Technologies et aux procédures sanctionnées par
la pratique industrielle, n’ayant été soumis à aucune mauvaise utilisation ni réparation, n’ayant pas fait l’objet de
négligence ou d’un accident, à corriger lesdits défauts, à la seule option de Victor Technologies, en réparant ou en
remplaçant tout composant ou toute pièce du produit déterminé(e) comme défectueux/se par Victor Technologies.
CETTE GARANTIE EST EXCLUSIVE ET REMPLACE TOUT AUTRE GARANTIE DE QUALITÉ MARCHANDE OU DE
BON FONCTIONNEMENT POUR UNE UTILISATION PARTICULIÈRE.
LIMITATION DE RESPONSABILITÉ : Victor Technologies ne sera en aucun cas responsable des dommages par-
ticuliers ou indirects comme, mais non limités à : endommagement ou perte des biens achetés ou remplacés,
ou réclamations de la part du client des distributeurs (dénommés ci-après « Acheteur ») en cas d’interruption de
service. Les voies de recours de l’Acheteur énoncée ci-après sont exclusives et la responsabilité de Victor Technologies en ce qui concerne un contrat quelconque, ou tout acte y afférent, y compris l’exécution ou la violation
dudit contrat, ou découlant de la fabrication, vente, livraison, revente ou utilisation des biens couverts ou fournis
par Victor Technologies, qu’il s’agisse d’une conséquence du contrat, d’une négligence, d’un acte dommageable
ou des clauses d’une garantie quelconque ou autre, ne devront pas, sauf disposition expresse contraire, dépasser
le prix des biens sur lequel se fonde la responsabilité.
L’UTILISATION DES PIÈCES DE RECHANGE OU D’ACCESSOIRES SUSCEPTIBLES DE COMPROMETTRE LA
SÉCURITÉ OU LES PRESTATIONS DE L’UN DES PRODUITS VICTOR TECHNOLOGIES ENTRAÎNE LA DÉCHÉANCE
DE LA PRÉSENTE GARANTIE.
LA PRÉSENTE GARANTIE EST INVALIDE SI LE PRODUIT EST VENDU PAR DES PERSONNES NON AGRÉES.
La garantie est valide pour la période stipulée ci-dessous à partir de la date de livraison des produits, par le
distributeur autorisé, à l’Acheteur. Malgré ce qui précède, la période de garantie ne peut se prolonger en aucune
circonstance au-delà de la période susmentionnée plus d’un (1) an à partir de la date de livraison du produit, par
Tweco, chez le distributeur autorisé.
Page 77

PÉRIODE DE VALIDITÉ DE LA GARANTIE
Cinq ans pour les pièces* / trois ans pour la main-d’oeuvre
ArcMaster, Excelarc, Fabricator, Fabstar, PowerMaster
Portafeed, Ultrafeed, Ultima 150, WC 100B
* Cinq ans pour le transformateur principal d’origine et sur les inducteurs qui ne sont pas installés sur les cartes à circuits
imprimés.
* Trois ans sur les composants de l’alimentation électrique
Deux ans sur les pièces et la main-d’oeuvre sauf si cela est spécifié autrement
Masque de soudeur à assombrissement automatique (lentille électronique), ** Un mois pour l’ensemble de harnais
Régulateur Victor pour le Fabricator 141i (pas de main-d’oeuvre)
Un an sur les pièces et la main-d’oeuvre sauf si cela est spécifié autrement
95S, Système de recirculation d’eau
Toutes les consoles de soudage au plasma (c.-à-d. contrôleur WC-1, minuteur WT,
chargeur WF-100 Capstain, etc.)
180 jours sur les pièces et la main-d’oeuvre sauf si cela est spécifié autrement
Torche de soudage au plasma et ensembles de plomb
Régulateurs de gaz « fournis avec les sources d’alimentation » (pas de main-d’oeuvre)
90 jours sur les pièces ; pas de main-d’oeuvre
Télécommandes
Torches MIG et TIG (fournies avec les sources d’alimentation)
Pièces de rechange pour réparations
30 jours sur les pièces ; pas de main-d’oeuvre
Torche MIG pour le Fabricator 141i
5-2-1 années sur les pièces ; pas de main-d'œuvre
Soudeurs FirePower®
Cinq ans sur les pièces ; pas de main-d'œuvre
Victor® Professional
La garantie limitée de Victor Technologies ne s’applique pas à :
Pièces consommables pour les soudeurs MIG, TIG et au plasma, pour les torches de découpe au plasma et les torches de carburant Oxy,
les joints d’étanchéité, les fusibles, les filtres ou les autres pièces qui brisent en raison de l’usure normale
* En vertu de cette garantie limitée, les demandes de réparation ou de remplacement sous garantie doivent être présentées à un centre de
réparation Victor Technologies agréé dans les trente (30) jours de la réparation.
* Aucun employé, agent ou représentant de Tweco n’est autorisé à modifier la présente garantie d’une manière quelconque ni à octroyer
toute autre garantie. Tweco ne peut être tenue responsable d’une telle tentative. La correction des éléments non conformes du produit, selon
les méthodes et les délais précisés dans la présente, constitue l’ensemble des obligations de Tweco envers l’Acheteur.
* La présente garantie est nulle et non avenue, et par conséquent le vendeur n’assume aucune responsabilité, si l’Acheteur utilise des
pièces de rechange ou des accessoires qui, du seul avis de Tweco, nuisent à la sécurité ou au rendement des produits Tweco. En vertu de
la présente garantie, les droits de l’Acheteur sont annulés si le produit lui est vendu par du personnel non autorisé.
Page 78

LES AMÉRIQUES
Denton, TX USA
Service client aux États-Unis
Ph 1-800-426-1888 (numéro gratuit)
Fax : 1-800-535-0557 (numéro gratuit)
Service client international
Ph 1-940-381-1212
Fax : 1-940-483-8178
Miami, FL USA
Bureau de vente, Amérique latine
Ph 1-954-727-8371
Fax : 1-954-727-8376
Oakville, Ontario, Canada
Service client au Canada
Ph 1-905-827-4515
Fax : 1-800-588-1714 (numéro gratuit)
EUROPE
Chorley, United Kingdom
Service client
Ph +44 1257-261755
Fax : +44 1257-224800
Milan, Italy
Service client
Ph +39 0236546801
Fax : +39 0236546840
ASIE/PACIFIQUE
Cikarang, Indonesia
Service client
Ph 6221-8990-6095
Fax : 6221-8990-6096
Rawang, Malaysia
Service client
Ph +603 6092-2988
Fax : +603 6092-1085
Melbourne, Australia
Service client en Australie
Ph 1300-654-674 (numéro gratuit)
Ph 61-3-9474-7400
Fax : 61-3-9474-7391
International
Ph 61-3-9474-7508
Fax : 61-3-9474-7488
Shanghai, China
Bureau de vente
Ph +86 21-64072626
Fax : +86 21-64483032
Singapore
Bureau de vente
Ph +65 6832-8066
Fax : +65 6763-5812
L’INNOVATION POUR FORMER LE MONDE
Service à la clientèle aux États-Unis : 800-426-1888 / FAX 800-535-0557
Service à la clientèle au Canada : 905-827-4515 / FAX 800-588-1714
Service à la clientèle internationale : 940-381-1212 / FAX 940-483-8178
© 2014 Victor Technologies International, Inc. www.victortechnologies.com Printed in China
MC
 Loading...
Loading...