

Page 1

K-5, Tri-Arc® Series
OPERATING MANUAL
K-5 Torch
English
Canadien Français
Americas Español
MANUAL GOUGING TORCHES
Manual No: 89250019
Issue Date: August 4, 2014
Tri-Arc® Series
AIR CARBON-ARC
Revision: AA
VictorTechnologies.com
Page 2

WE APPRECIATE YOUR BUSINESS!
Congratulations on receiving your new Arcair® product. We are proud
to have you as our customer and will strive to provide you with the best
service and support in the industry. This product is backed by our extensive
warranty and world-wide service network.
We know you take pride in your work and we feel privileged to provide you
with this high performance product that will help you get the job done.
For more than 60 years Arcair has provided quality products you can trust,
when your reputation is on the line.
YOU ARE IN GOOD COMPANY!
Arcair® is a Global Brand of Cutting Products for Victor Technologies™ Inc.
We distinguish ourselves from our competition through market-leading
innovation and truly dependable products that will stand the test of time.
We strive to enhance your productivity, efficiency and welding
performance, enabling you to excel in your craft. We design products with
the welder in mind delivering- advanced features, durability, ease of use
and ergonomic comfort.
Above all, we are committed to a safer working environment within the
welding industry. Your satisfaction with this product and its safe operation
is our ultimate concern. Please take the time to read the entire manual,
especially the Safety Precautions.
If you have any questions or concerns regarding your new Arcair product,
please contact our friendly and knowledgeable Customer Service Team at:
1-800-462-2782 (USA) and 1-905-827-4515 (Canada),
or visit us on the web at www.victortechnologies.com
Page 3
!
WARNINGS
Read and understand this entire Manual and your employer’s safety practices before installing, operating, or servicing the equipment.
While the information contained in this Manual represents the Manufacturer's
best judgement, the Manufacturer assumes no liability for its use.
Arcair® K-5 & Tri-Arc® Series Air Carbon-Arc Manual Gouging Torch
Operating Manual
Operating Manual Guide Number: 89250019
Published by:
Victor Technologies, Inc.
2800 Airport Rd.
Denton, TX. 76208
940-566-2000
www.victortechnologies.com
Copyright © 2013 Victor Technologies, Inc. All rights reserved.
Reproduction of this work, in whole or in part, without written permission of
the publisher is prohibited.
The publisher does not assume and hereby disclaims any liability to any party
for any loss or damage caused by any error or omission in this Manual, whether
such error results from negligence, accident, or any other cause.
Publication Date: August 4, 2014
Page 4
Table of Contents
SECTION 1: INTRODUCTION ...................................................... 1-1
1.01 Air Carbon-Arc Cutting/Gouging .......................................................................1-1
1.02 History .............................................................................................................. 1-1
1.03 Applications ...................................................................................................... 1-2
SECTION 2: SAFETY AND HEALTH ............................................... 2-1
2.01 Proper Installation, Use, and Maintenance ........................................................ 2-1
2.02 Electrodes ......................................................................................................... 2-1
2.03 Ventilation Hazards ........................................................................................... 2-2
2.04 Personal Protective Equipment and Clothing .................................................... 2-3
2.05 Shielding Booths ............................................................................................... 2-4
2.06 Fire and Burn Hazards ....................................................................................... 2-4
2.07 Safety and Operating References ...................................................................... 2-5
SECTION 3: How to Use this Manual ............................................ 3-1
3.01 Receipt of Equipment ........................................................................................ 3-1
SECTION 4: Installation ........................................................... 4-1
4.01 Tri-Arc® Series Torch Head Assembly ............................................................... 4-1
4.02 Installing the DC Welding Power Cable and Air Hose to the Power and
Air Connector ..................................................................................................... 4-2
4.03 Connecting to DC Welding Power Supplies ....................................................... 4-5
SECTION 5: Troubleshooting ..................................................... 5-1
SECTION 6: REPLACEMENT PARTS ............................................. 6-1
K-5 TORCH REPLACEMENT PARTS .......................................................................... 6-1
K-5 SWIVEL CABLE REPLACEMENT PARTS ............................................................. 6-3
TRI-ARC® TORCH REPLACEMENT PARTS ................................................................ 6-4
WARRANTY ................................................... INSIDE BACK COVER
INTERNATIONAL CONTACT INFORMATION ............................ BACK COVER
Page 5

SECTION 1: INTRODUCTION
1.01 Air Carbon-Arc Cutting/Gouging
The air carbon-arc process (CAC-A) removes metal physically, not chemically as in
oxy-fuel cutting (OFC). Gouging or cutting occurs when the intense heat of the arc
between the carbon electrode and the workpiece melts part of the workpiece. Simultaneously, air passes through the arc quickly enough to blow the molten material away.
The air carbon-arc process does not require oxidation to maintain the cut, so it can
gouge or cut metals that the OFC process cannot. Most common metals (e.g., carbon
steel, stainless steel, many copper alloys and cast irons) can be cut using the air
carbon-arc process. The metal removal rate depends on the melting rate and how
efficiently the air jet removes molten metal. In the process, the air must lift the molten
metal clear of the arc before the metal solidifies.
1.02 History
Air carbon-arc gouging began in the 1940's, evolving from the existing carbon-arc cutting process. Myron Stepath, a welding engineer, developed air carbon-arc gouging to
remove several hundred feet of flat, cracked, stainless steel weld.
Previously, carbon-arc cutting removed overhead and vertical defective welds and rivet
heads. The carbon-arc melted the metal, then gravity moved the molten metal away.
Stepath reasoned that an air jet could provide the force to remove metal lying flat. So
he tried a direct-current, electrode-negative carbon-arc with a second operator directing an air blast via air nozzle at the molten pool. However, this attempt was unsuccessful because the arc was less stable than a carbon-welding arc. So, Stepath tried a
direct-current, electrode-positive arc, and the result was air carbon-arc gouging.
In 1948, Myron Stepath introduced the first air carbon-arc torch to the welding industry. In 1949, Stepath and two associates founded the Arcair® Company.
Two operators were no longer needed. The compressed air now passed through the
torch and exited beneath the electrode. This new tool saved time on weld backgouging,
crack removal, and weld defect repair on carbon, alloy, and stainless steel. Previously,
these tasks were performed by grinding or chipping.
Today, the basic principle remains the same, but with improved equipment and an
expanded number of applications.
1-1
Page 6

1.03 Applications
The industry has enthusiastically adopted air carbon-arc gouging and found many
uses for the process in metal fabrication and casting finishing, chemical and petroleum
technology, construction, mining, general repair, and maintenance.
Arcair® Torches and Electrodes are used throughout the world, anywhere metal is
gouged, grooved, severed, or removed from a surface.
The air carbon-arc process is flexible, efficient, and cost effective on practically any
metal: carbon steel, stainless steel and other ferrous alloys; gray, malleable and ductile
iron; aluminum; nickel; copper alloys and other nonferrous metals.
1-2
Page 7
SECTION 2: SAFETY AND HEALTH
Safe practices in welding and cutting processes, such as air carbon-arc, are covered
in ANSl Z49.1, “Safety in Welding and Cutting”, and ANSl 249.2, “Fire Prevention in
Use of Welding and Cutting Processes.” Air carbon-arc operators and their supervisors
should adhere to the safe practices discussed in these documents.
Other hazards in arc welding and cutting are briefly discussed in this section.
2.01 Proper Installation, Use, and Maintenance
Serious injury or death may result if gouging and cutting equipment is not properly
installed, used, and maintained. Misuse of this equipment and other unsafe practices
can be hazardous. The operator, supervisor, and helper must read and understand the
following safety warnings and instructions before installing or using any air carbon-arc
torch or equipment.
The gouging/cutting process is used in many potentially dangerous environments,
such as elevated heights, areas with limited ventilation, close quarters, areas around
water, hostile environments, etc. The operator must be aware of the dangers associated with working in these types of conditions. The operator must be trained in safe
practices for his work environment and be under competent supervision.
It is essential that the operator, supervisor, and others in the work area be aware of the
dangers of the air carbon-arc process. Training and proper supervision are important
for a safe work place. Keep these instructions for future use. Additional recommended
safety and operating information is referenced in each section.
2.02 Electrodes
WARNING
ELECTRIC SHOCK CAN CAUSE INJURY OR DEATH
Install and maintain equipment in accordance with the National Electrical
Code (NFPA 70) and local codes. Do not service or repair equipment with
power on. Do not operate equipment with protective insulators or covers
removed. Service or repair to equipment must be done by qualified and/or
trained personnel only
Keep carbon electrodes dry. If electrodes become damp, bake them for 10 hours at
300˚ F (176˚ C). Wet electrodes may shatter.
2-1
Page 8
Do not touch electrically live parts. Do not touch an electrode with bare skin and
electrical ground at the same time. Always wear dry welding gloves that are in good
condition. Aluminized protective clothing can become part of the electrical path. Keep
oxygen cylinders, chains, wire ropes, cranes, hoists, and elevators away from any part
of the electrical circuit. Check all ground connections periodically to determine if they
are mechanically strong and electrically adequate for the required current.
If you are engaged in alternating current gouging/cutting under wet conditions or
warm surroundings where perspiration is a factor, use reliable automatic controls for
reducing no load voltage to reduce shock hazard. When the gouging/cutting process
requires values of open circuit voltages in alternating current machines higher than
80 volts, and direct current machines higher than 100 volts, take precautions, such as
using adequate insulation, to prevent the operator from making accidental contact with
the high voltage.
If you are going to suspend gouging for any substantial period of time, such as during
lunch or overnight, remove all electrodes from the torch and the put the torch in a safe
location so that accidental contact cannot occur. Disconnect the torch from the power
source when it is not in use. Never immerse air carbon-arc torches or electrodes in
water.
2.03 Ventilation Hazards
WARNING
SMOKE, FUMES, AND GASES CAN BE DANGEROUS TO YOUR HEALTH
Keep smoke, fumes and gases from the breathing area. Fumes from the gouging
process are of various types and strengths, depending on the kind of base metal being
worked on. To ensure your safety, do not breathe these fumes. Ventilation must be
adequate to remove smoke, fumes and gases during the operation to protect gouging
operators and others in the area.
Vapors of chlorinated solvents can form the toxic gas phosgene when they are
exposed to ultraviolet radiation from an electric arc. Remove all solvents, degreasers,
and potential sources of these vapors from the operating area.
Fumes that are produced by cutting in particularly confined places can cause discomfort and physical harm if inhaled over an extended period of time. Provide adequate
ventilation in the gouging/cutting area. Use air-supplied respirators if there is not
enough ventilation to remove all fumes and gases. Never ventilate with oxygen, because oxygen supports and vigorously accelerates fire.
2-2
Page 9
2.04 Personal Protective Equipment and Clothing
WARNING
NOISE CAN DAMAGE HEARING
Noise from the air carbon-arc process can damage your hearing. Operators and surrounding personnel must wear adequate protective hearing devices to ensure personal
protection against noise when noise levels exceed OSHA standards.
Duration Per Day (hours) Sound Level (dBA*) Slow Response
8 90
6 92
4 95
3 97
2 100
1-1/2 102
1 105
1/4 or less 115
* dBA = decibels
WARNING
ARC RAYS, HOT SLAG, AND SPARKS CAN INJURE EYES AND BURN SKIN
The gouging/cutting process produces extreme localized heat and strong ultraviolet
rays. Never attempt to gouge/cut without a welding helmet with the proper lens that
complies with federal guidelines.
A number 12 to 14 shade filter lens provides the best protection against arc radiation.
When in a confined area, prevent the reflected arc rays from entering around the helmet. Make sure others are protected from arc rays and sparks. Use approved shielding
curtains and appropriate goggles to provide protection to others in the surrounding
area and operators of nearby equipment.
Skin should also be protected from arc rays, heat and molten metal. Always wear
protective gloves and clothing that will not allow skin to become exposed. Close all
pockets and sew shut all cuffs. Wear leather aprons, sleeves, leggings, etc. for out-of-
2-3
Page 10
position gouging/cutting, or for heavy metal-removal operations using large electrodes. High top work shoes provide adequate protection from foot burns. Use leather
spats for added protection. Do not use flammable hair preparations when gouging/
cutting. Wear ear plugs to protect ears from sparks.
2.05 Shielding Booths
Where the work permits, the arc welder should be enclosed in an individual booth
painted with a finish of low reflectivity—an important factor for absorbing ultraviolet
radiations—such as zinc oxide and lamp black. The welder may also be enclosed in
similarly painted noncombustible screens.
2.06 Fire and Burn Hazards
WARNING
WELDING SPARKS CAN CAUSE FIRES AND EXPLOSIONS.
Causes of fire and explosion include combustibles reached by the arc, flame, flying
sparks, hot slag or heated materials. Remove combustibles from the work area and/or
provide a fire watch. Avoid oily or greasy clothing as a spark may ignite them. Keep a
fire extinguisher nearby, and know how to use it.
Be alert to the danger of conduction or radiation. For example, if you will be gouging/
cutting on a metal wall, partition, ceiling or roof, take precautions to prevent combustibles from igniting on the other side. Do not gouge/cut containers that have held
combustibles. Vent all hollow spaces, cavities and containers before gouging/cutting
to permit air or gases to escape. Purging with inert gas is recommended.
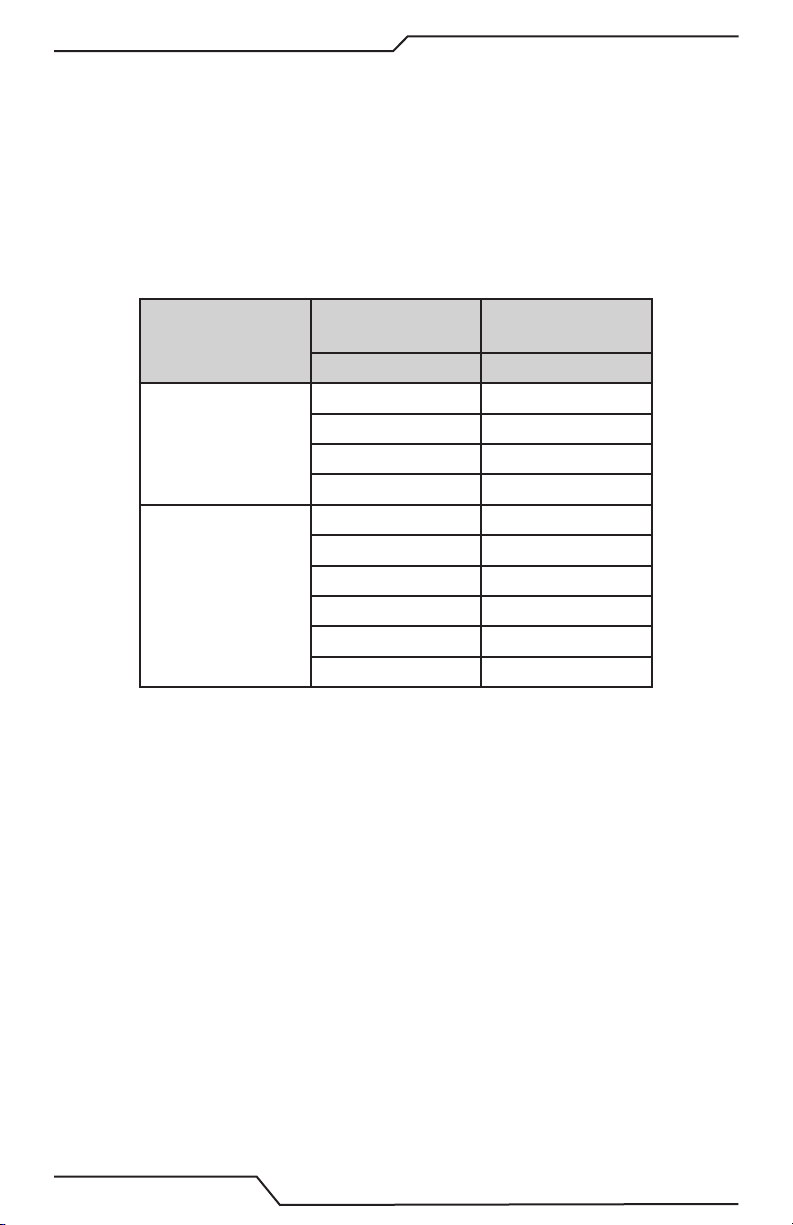
Table 2-1: Recommended Minimum Air Requirements
Recommended Compressor Rating
Air
Type of Torch
K-5
Tri-Arc
¹ Pressure while torch is in operation.
®
Pressure¹
psi (kPA)
80 (550)
Air
Consumption
cfm (L/min.)
25 (708) 5 (3.7) 7.5 (5.6)
33 (934) 7.5 (5.6) 10 (7.5)
Intermittent
Use
hp (kW)
Continuous
hp (kW)
Use
ASME
Receiver
Size
gal (lit)
80 (303)
Use only compressed air. Using combustible compressed gases can cause explosions
that may result in personal injury or death.
2-4
Page 11

2.07 Safety and Operating References
1. Code of Federal Regulations. (OSHA) Section 29 Part 1910.95, 132, 133, 134, 139,
251, 252, 253, 254 AND, 1000. U.S. Government Printing Office, Washington, DC
20402
2. ANSl Z49.1 “Safety In Welding and Cutting”
3. ANSI Z87.1 “Practice for Occupational and Educational Eye and Face Protection.”
4. ANSl Z88.2 “Standard Practice for Respiratory Protection.” American National Standards Institute, 1430 Broadway, New York, NY 10018.
5. AWS C5.3 “Recommended Practices for Air Carbon-Arc Gouging and Cutting.”
6. AWS F4.1 “Recommended Safe Practices for Welding and Cutting Containers.”
The American Welding Society, 550 NW Lejeune RD., P.O. Box 351040, Miami FL.
33135
7. NFPA 51B “Fire Prevention in Cutting and Welding Processes” National Fire Protection Association, Battery Park. Quincy MA 02269
8. CSA Standard W117.2, “Safety in Welding. Cutting and Allied Processes” Canadian
Standards Association, 178 Rexdale Blvd., Rexdale, Ontario, Canada M9W 1R3
2-5
Page 12

This Page Intentionally Blank
2-6
Page 13
SECTION 3: HOW TO USE THIS MANUAL
To ensure safe operation, read the entire manual, including the chapters on safety
instructions and warnings.
Throughout this manual, the words WARNING, CAUTION, and NOTE may appear. Pay
particular attention to the information provided under these headings. These special
annotations are easily recognized as follows:
!
WARNING
A WARNING GIVES INFORMATION REGARDING POSSIBLE PERSONAL INJURY.
CAUTION
A CAUTION refers to possible equipment damage.
NOTE
A NOTE offers helpful information concerning certain operating procedures.
3.01 Receipt of Equipment
When you receive the equipment, check it against the invoice to make sure it is complete and inspect the equipment for possible damage due to shipping. If there is any
damage, notify the carrier immediately to file a claim. Furnish complete information
concerning damage claims or shipping errors to the location in your area listed in the
inside back cover of this manual. Include a full description of the parts in error.
3-1
Page 14
This Page Intentionally Blank
3-2
Page 15
SECTION 4: INSTALLATION
4.01 Tri-Arc® Series Torch Head Assembly
Install the upper and lower head assemblies into the Tri-Arc torch body by following
these instructions:
1. Remove the front insulators from the body and upper arm of the assembly by using
a straight blade screw driver.
2. Apply pressure to the torch lever lifting the upper arm away from the body to allow
the heads to easily be inserted into the body and upper arm. Once both heads are in
place, release the lever to hold the head assemblies in place.
3. Place the wave washer supplied with the head assemblies over the torch head screw
and thread the screw into the threaded stem on each head. Make sure this connection
is tight.
4. Replace the front insulators in place and re-tighten the screws to hold the insulators
in place.
PART NO. DESCRIPTION
94-378-267 Head Upper & Lower 1/2" (12.7mm) General Purpose
94-378-270 Head Upper & Lower 5/8" (15.9mm) General Purpose
94-378-273 Head Upper & Lower 3/4" (19.05mm) General Purpose
94-378-343 Head Upper & Lower 1" (25.4mm) General Purpose
94-378-286 Head Upper & Lower 1/2" (12.7mm) Padwashing
94-378-289 Head Upper & Lower 5/8" (15.9mm) Padwashing
94-378-283 Head Upper & Lower 3/4" (19.05mm) Padwashing
94-378-298 Head Upper & Lower Defect Removal
Table 4-1: Head assembly options (sold separetely)
4-1
Page 16

4.02 Installing the DC Welding Power Cable and Air Hose to the
Power and Air Connector
Part Numbers:
K-5: 61-104-007, 61-104-008
Tri-Arc® Series: 62-991-417
Follow these instructions to connect the DC Welding Power Cable and Compressed Air
Line directly to the Power and Air Connector on the Torch Swivel Cable Assembly.
1. Remove the Torch and Cable Assembly from the carton and lay the assembly in a
straight and untwisted position on a workbench or floor.
2. Slide the molded protective boot away from the female connector so there is access
to connect welding leads and air hose to cable assembly as shown.
Figure 4-1: K-5 Figure 4-2: Tri-Arc® Series
3. Using a 1/2" - 13 X 1-1/2" hex head bolt (not supplied), position the bolt so that the
threads run through the crimped lug of the DC Welding Power Cables and through
the Power and Air Connector on the Swivel Cable Assembly. Power leads can be
connected on both sides of the connector for the Tri-Arc® torch, allowing up to four
(4) 4/0 welding cables.
Figure 4-3: K-5 Figure 4-4: Tri-Arc® Series
4-2
Page 17

4. Place a ½” lock washer over the bolt threads and begin to thread a ½”-13 nut down
against the assembly and tighten wrench tight. Make sure that access to the internal
threads for the incoming air hose is not obstructed.
Figure 4-5: K-5 Figure 4-6: Tri-Arc® Series
Figure 4-7: K-5 Figure 4-8: Tri-Arc® Series
Figure 4-9: K-5 Figure 4-10: Tri-Arc® Series
4-3
Page 18

5. Thread the incoming Compressed Air Line with a 3/8" pipe threaded fitting into the
Power and Air Connector. This connection should be wrench tight.
Figure 4-11: K-5 Figure 4-12: Tri-Arc® Series
Figure 4-13: K-5 Figure 4-14 Tri-Arc® Series
6. Slide the molded protective boot back over the power and air connection so that no
metal parts are protruding out of the protective boot. Operator needs to make sure the
boot stays in position over the connection to avoid accidental arcing to a grounded
work surface.
Figure 4-15: K-5 Figure 4-16: Tri-Arc® Series
7. The assembly is now ready to be used in your metal removal application.
4-4
Page 19
4.03 Connecting to DC Welding Power Supplies
Gouging applications normally use three-phase welding power supplies with an open
circuit voltage higher than 60 volts, to allow for any voltage drop in the circuit.
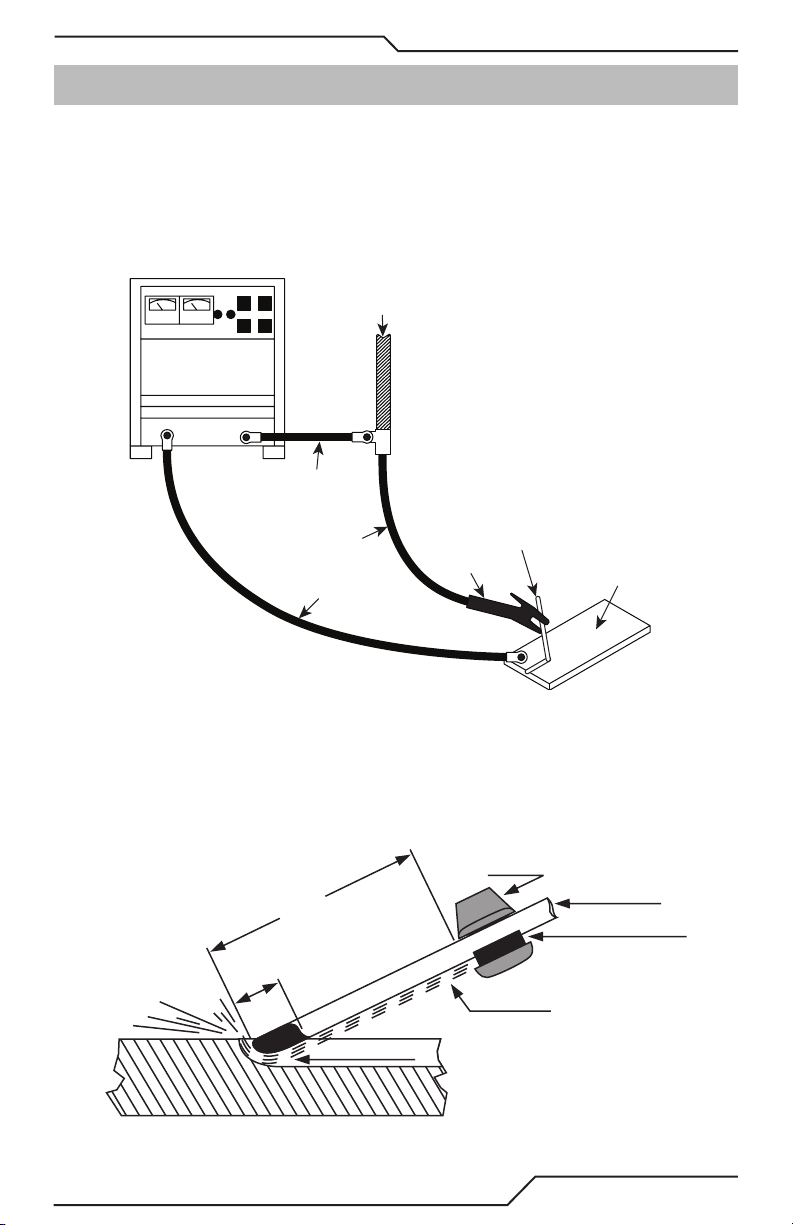
1. Connect the Welding Power Cable that is connected to the Torch Swivel Cable to the
positive terminal on the power supply (DCEP). Refer to Figure 4-17.
2. Connect the Welding Power Cable that is connected to the negative terminal on the
power supply to the workpiece.
COMPRESSED AIR
POWER SUPPLY
ELECTRODE LEAD
DCEP OR AC
CONCENTRIC
CABLE
WORKPIECE LEAD
CARBON ELECTRODE
TORCH
WORKPIECE
Figure 4-17
3. Turn on the power supply and air supply to the gouging torch and cable assembly.
4. Press down on the lever of the torch to insert the air carbon-arc electrode “carbon”
into the torch. When using copper coated carbons, the bare carbon end should be
down and away from the torch. This is where the arc will be struck between the carbon
and workpiece. Refer to Figure 4-17.
TORCH
STICKOUT 7" MAX
COPPER PEEL BACK
3/4" to 2"
AIR 80PSI
ALWAYS UNDER THE ELECTRODE
TRAVEL
ELECTRODE
TORCH HEADS (+)
WORKPIECE (-)
Figure 4-18
4-5
Page 20
5. Hold the electrode as shown in Figure 4-18, so that a maximum of 7” (178 mm)
extends from the torch. This extension should be 3” (76.5 mm) for aluminum.
6. While the torch valve is open, adjust the air pressure at the torch to the normal pres-
sures range between 80 psi (551.6 kPa) and 100 psi (690 kPa); higher pressures
may be used, but they do not remove metal more efficiently.
7. Adjust the welding current (Constant Current) or voltage (Constant Voltage), depending on the type of power supply being used, to the suggested current range shown
for the carbon diameter being used. Refer to Table 4-2.
Torch
Electrode
Diameter
DC Electrode DCEP
in (mm) min - max
5/16 (7.9) 350 - 450
K-5
3/8 (9.5) 450 - 600
1/2 (12.7) 800 - 1000
5/8 (15.9) 1000 - 1250
5/16 (7.9) 350 - 450
3/8 (9.5) 450 - 600
Tri-Arc® Series
1/2 (12.7) 800 - 1000
5/8 (15.9) 1000 - 1250
3/4 (19.1) 1250 - 1600
1 (25.4) 1600 - 2200
Table 4-2: Suggested Current Ranges (AMP) for Commonly Used Electrode Types and Sizes
8. Turn on the air jet before striking the arc. Hold the torch between a 45˚ - 60˚ work
angle, so that the electrode slopes back from the direction of travel. The air jet sweeps
between the electrode and workpiece, providing the force to remove all molten metal
from the groove.
9. Lightly touch the electrode to the workpiece to establish the arc. Do not draw back the
electrode once the arc is ignited. When the correct arc voltage is being maintained,
the sound of the arc and the compressed air is loud. When the sound is muffled,
the arc voltage is below the recommended operating conditions. Normal arc voltage
with a handheld gouging torch is measured between 35 to 50 volts.
10. The groove’s depth is controlled by travel speed. Grooves up to 1” (25 mm) deep may
be made. However, the deeper the groove, the more experienced the operator needs to
be. Slow travel speeds produce deep grooves, and fast travel speeds produce shallow
grooves. The width of the groove is determined by the size of the electrode used and
is typically about 1/8” (3.2 mm) wider than the electrode’s diameter. A wider groove
may be made with a small electrode by oscillating in a circular or weave motion.
4-6
Page 21
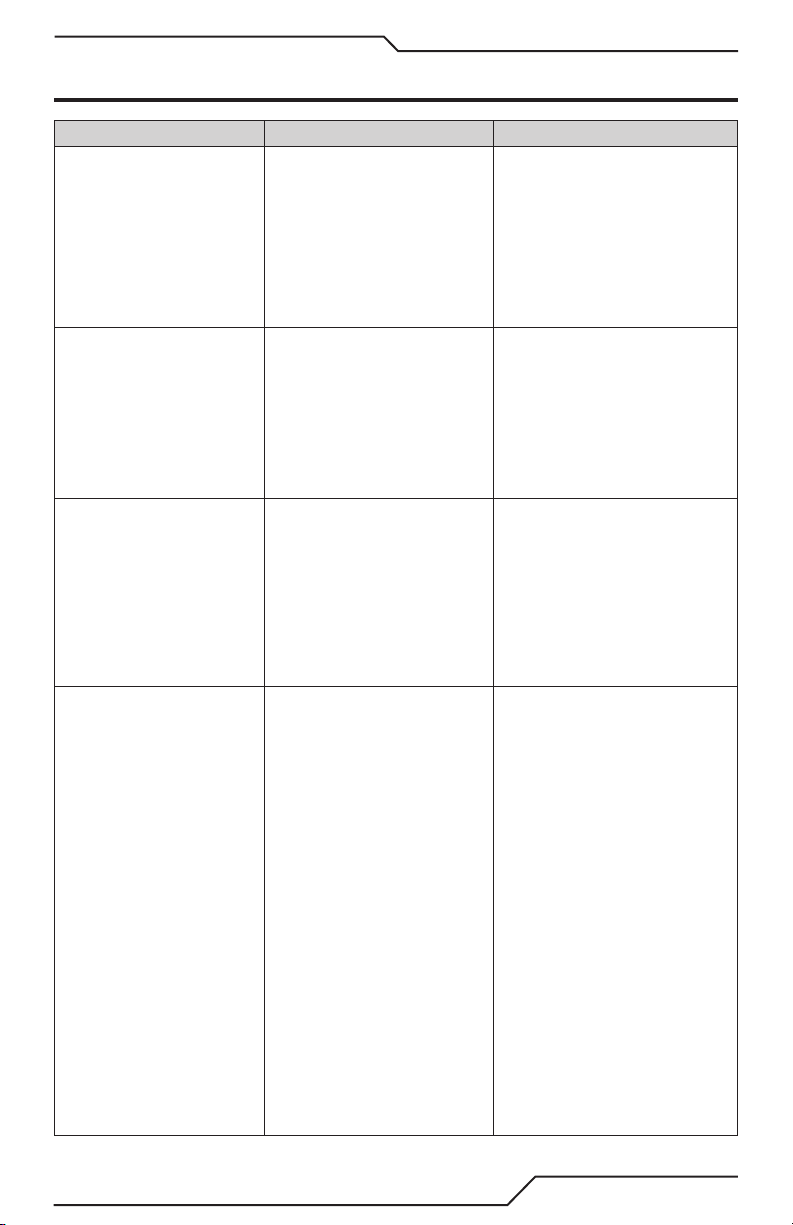
SECTION 5: TROUBLESHOOTING
Problem Cause Solution
Large free-carbon deposit at the beginning of
the groove.
An unsteady arc, causing
the operator to use a
slow travel speed even
on shallow grooves.
Erratic groove with the
arc wandering from
side-to-side and with
the electrode heating up
rapidly.
Intermittent arc action
resulting in an irregular
groove surface.
1. The operator either neglected to turn on the
air jet before striking
the arc or the torch was
located improperly.
2. Carbon rod not positioned properly in head
assembly.
1. Not enough amperage
for the electrode diameter used (see Table
2). While the lowest
recommended amperage may be enough, it
requires greater operator skill. A mid-range
amperage is better.
1. The process used with
DCEN (electrode negative).
1. The travel speed was
too slow in manual
gouging. The operator possibly set their
hand on other work for
balance, a tendency
in shielded metal-arc
welding. Since the
speed of air carbon-arc
gouging is much faster
than shielded metal-arc
welding, friction between the gloved hand
and the workpiece may
cause a jerky forward
motion thus causing
the gap between the
electrode and workpiece to become too
large to maintain the
arc.
2. Poor ground connection.
1. Turn on air before striking the arc and air should
flow between the electrode and the workpiece.
2. Ensure carbon rod is
seated in groove in torch
head.
1. If the desired amperage cannot be obtained
from the available
power source, use the
next smaller diameter
electrode or parallel two
or more welding power
supplies.
1. Gouging process should
be done with DCEP (Electrode positive) whenever
possible. Direct current
electrodes should be
used with DCEP (electrode positive) on all
metals, except for a few
copper alloys such as
Superston and Nialite.
1. The operator should
stand comfortably so
their arms move freely
and their gloves do not
drag on the workpiece. If
using mechanized equipment, check
Table 4 (Page 4-24) for
proper operating conditions.
2. Inspect ground clamps
and lead(s) to ensure
connection proper.
5-1
Page 22
Problem Cause Solution
In gouging, free carbon
deposits at varying
groove intervals; in pad
-washing, free carbon
deposits at various spots
on the washed surface.
Irregular groove: too
deep, then too shallow.
Slag adhering to the
edges of the groove.
1. A shorted electrode
on the workpiece. In
manual gouging, this
is a result of excessive
travel speed for the
amperage used and for
the depth of the groove
being made. In mechanized operations, this
is a result of excessive
travel speed or using
a flat-curve, constantvoltage power source
for a small diameter
electrode 5/16" (7,9
mm). In padwashing,
this is caused by holding the electrode at too
small a push angle.
1. The operator was
unsteady.
1. Slag ejection was
inadequate. To resolve,
keep a proper air
pressure and flow rate
(cfm). Air pressure between 80 and 100 psi
(550-690 kPa) may not
effectively eject all of
the slag if the volume
is insufficient.
1. Use an electrode-to-work
angle of 15° to 70°. A
smaller angle increases
the arcing area,reducing
the current density; this
reduction in arc-current
density requires a great
decrease in arc length, to
the point of short circuit.
Keep a proper arc gap.
1. The operator should
assume a comfortable
position while gouging.
1. To deliver adequate
volume, the air hose
feeding the concentric
cable assembly needs
a minimum hose ID of
3/8" (9.5 mm) for manual
torches. For automatic
torches, the minimum
hose ID should be 1/2"
(12.7 mm). Direct the air
jet parallel to the gouge
area. Do not favor one
side unless operator
wants to minimize slag
from adhering to one
side of the cut.
5-2
Page 23
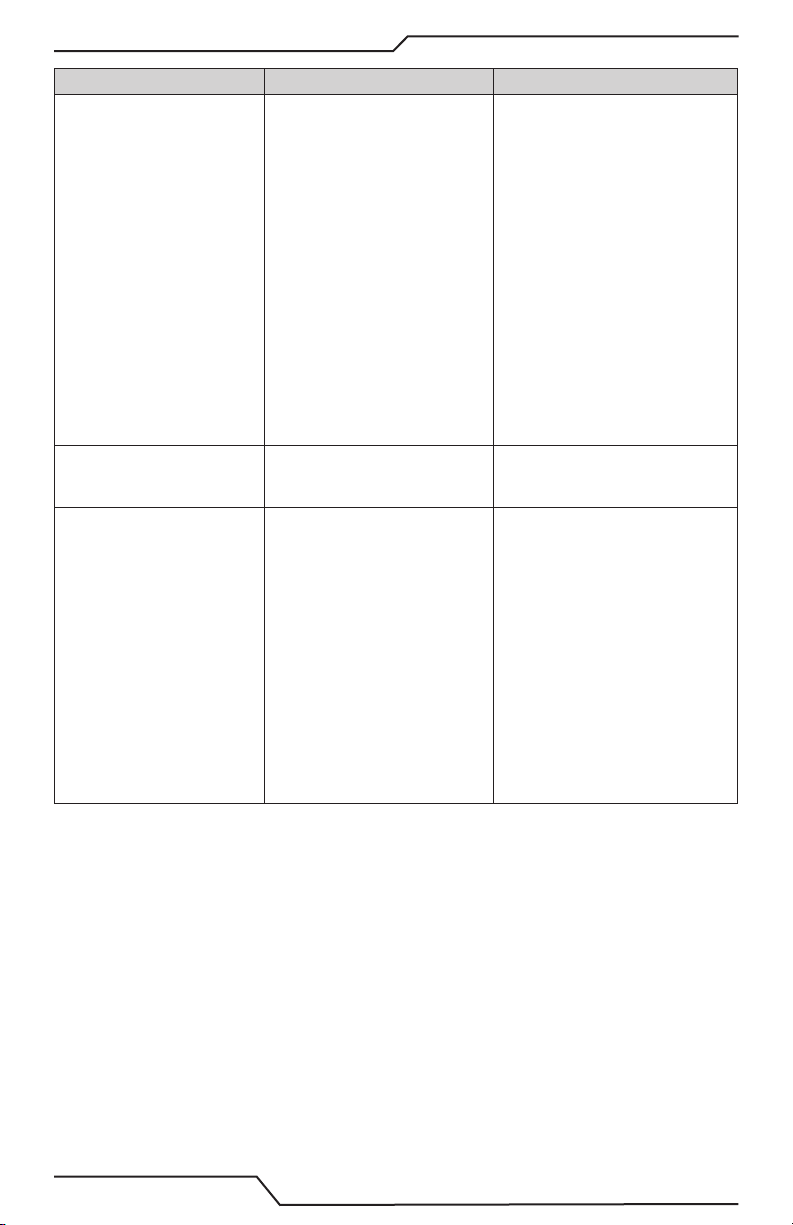
SECTION 6: REPLACEMENT PARTS
1
1
2
3
4
5
6
7
8
9
10
11
12
13
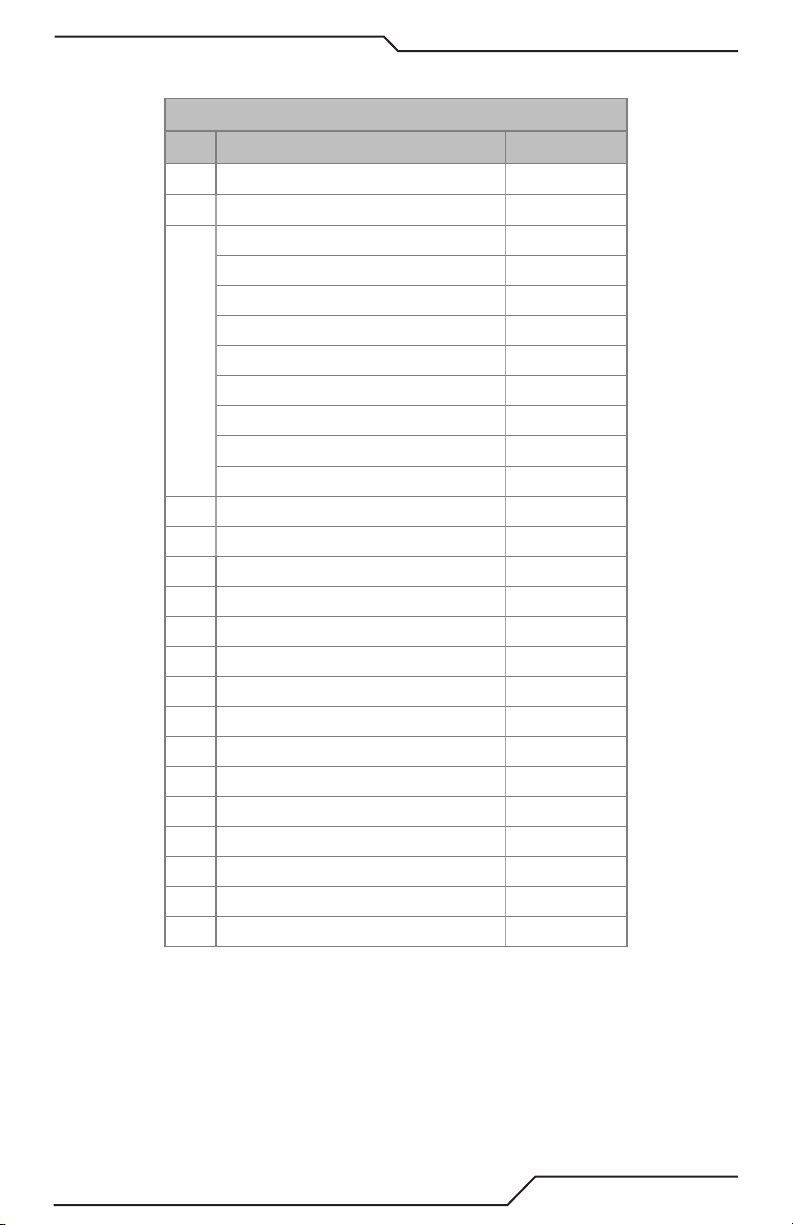
K-5 TORCH REPLACEMENT PARTS
TORCH REPLACEMENT PARTS LIST
Item Description K-5
Complete Torch 01-104-003
1 Insulators & Screws 94-433-118
2 Head & Screw 94-378-370
3 Upper Arm 94-048-088
4 Spring 94-800-077
5 Torch Body 94-103-114
6 Handle 94-370-079
7 Lever & Screw 94-476-034
8 Hinge Pin 94-632-094
9 Valve Bonnet Assembly 94-104-023
10 Spool & O-Rings 94-801-021
11 O-Ring 94-710-036
12 Valve Bonnet 94-104-012
13 Bonnet Wrench 94-960-001
6-1
Page 24

This Page Intentionally Blank
6-2
Page 25
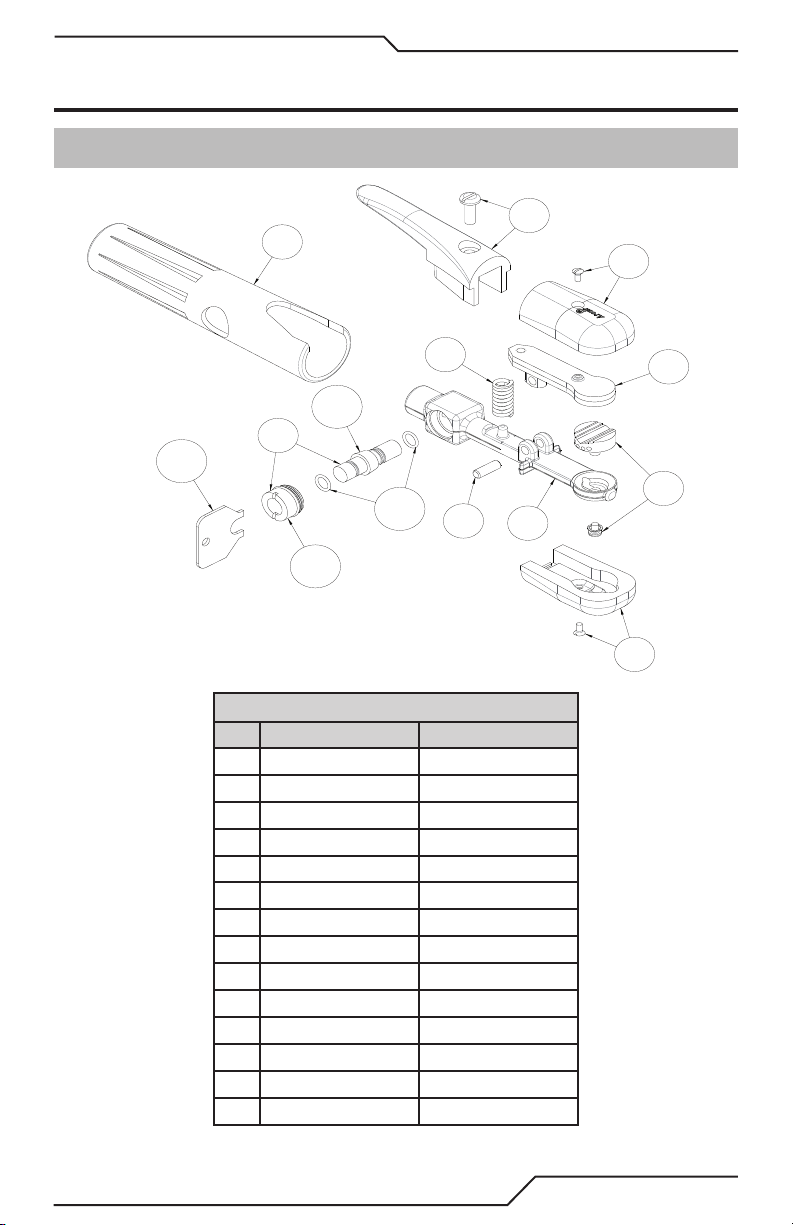
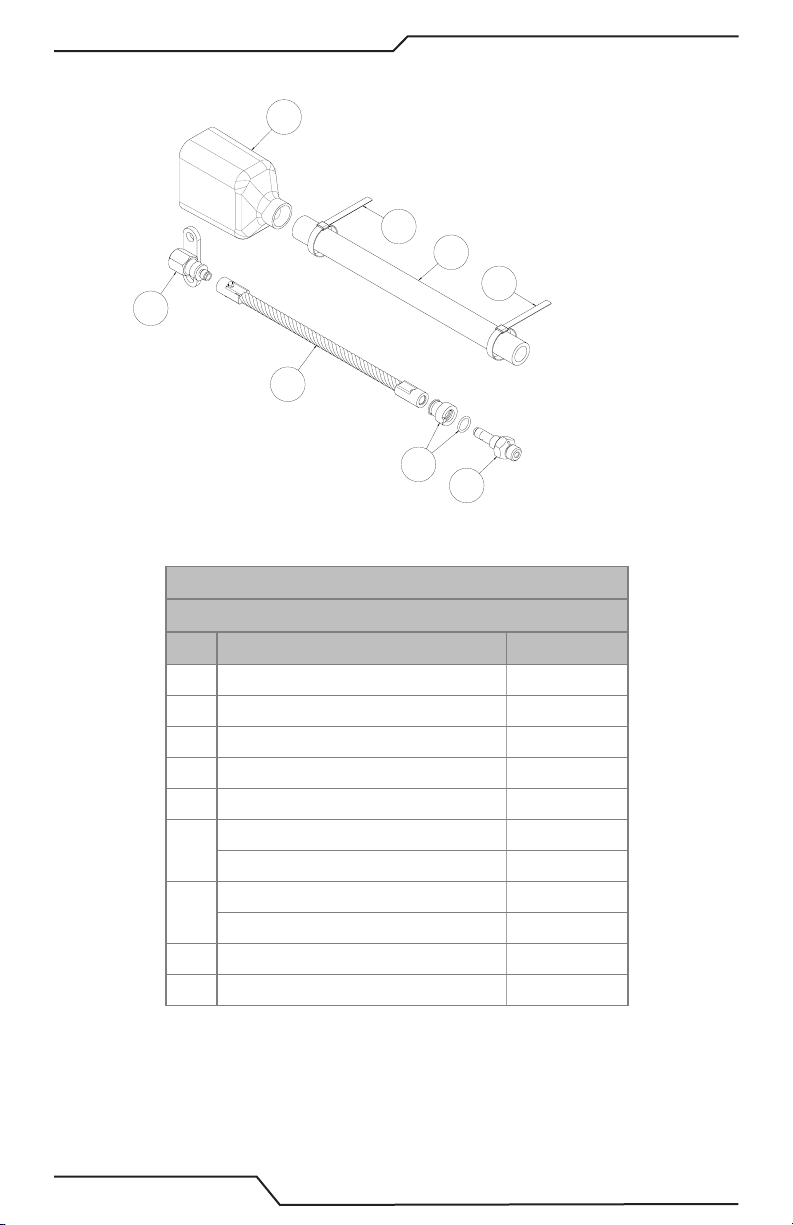
K-5 SWIVEL CABLE REPLACEMENT PARTS
3
8
7
7
9
10
11
6
1
2
8
3
4
5
7
7
9
11
10
K-5 Cable
CABLE REPLACEMENT PARTS LIST
Item Descripon K-5
7. (2.1M) Swivel Cable 70-128-507
10. (3M) Swivel Cable 70-128-510
10. (3M) Conductor
10. (3M) Cover
1 Retainer Screw
2 O-Ring
3 Male Connector 94-170-105
4 Spring Washer
5 Brass Washer
6 Swivel Sleeve 94-784-051
7 Clamp (2 Required) 98-167-012
8 7. (2.1M) Conductor 96-130-061
9 7. (2.1M) Cover 94-171-004
10 Insulang Boot 94-105-017
11 Female Connector 94-170-087
6-3
Page 26
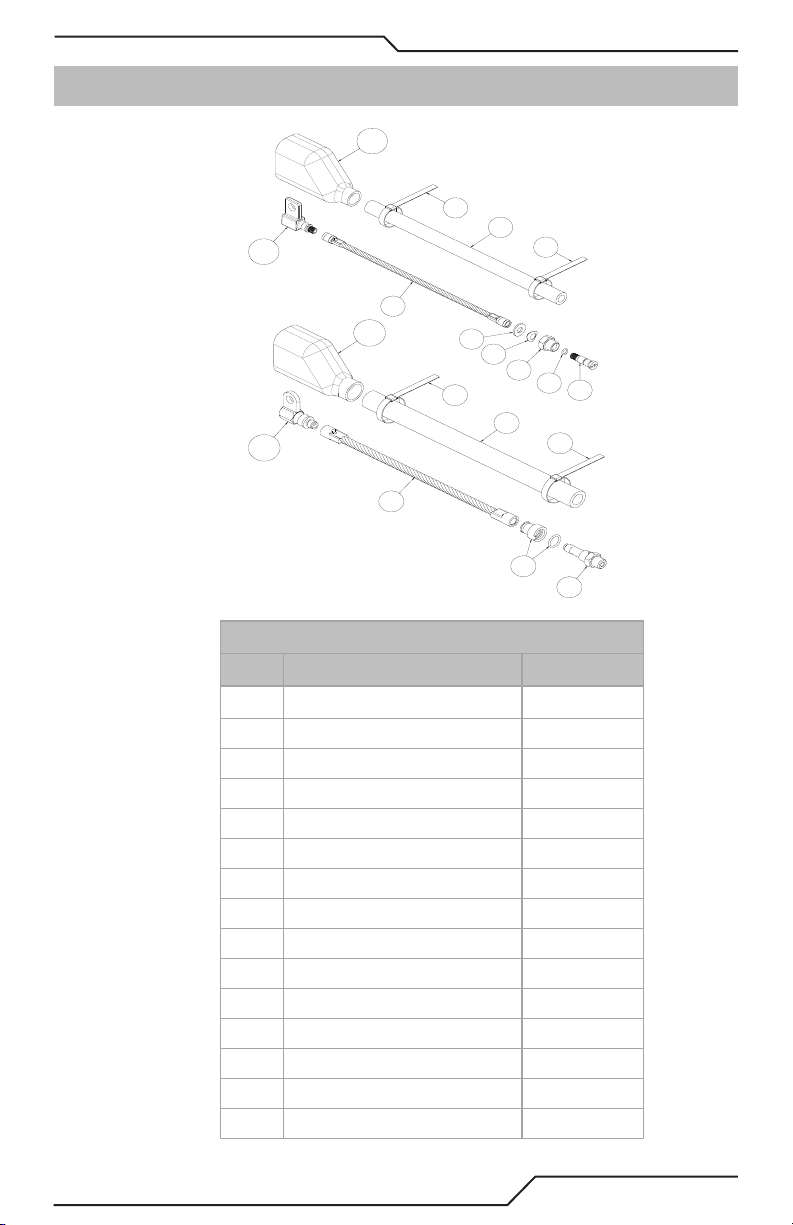
TRI-ARC® TORCH REPLACEMENT PARTS
1
1
2
2
3
4
5
6
7
8
9
10
11
12
13
15
16
9
6-4
Page 27
TORCH REPLACEMENT PARTS LIST
Item Descripon Part No.
Torch Only 02-991-411
1 Insulators & Screws 94-433-118
Head (Upper/Lower) & Screws
Defect Removal 94-378-298
General Purpose - 1/2” (12.7mm) 94-378-267
General Purpose - 5/8” (15.9mm) 94-378-270
General Purpose - 3/4” (19.5mm) 94-378-273
2
General Purpose - 1” (25.4mm) 94-378-344
Padwashing - 1/2” (12.7mm) 94-378-286
Padwashing - 5/8” (15.9mm) 94-378-289
Padwashing - 3/4” (19.5mm) 94-378-283
3 Upper Arm 94-048-110
4 Spring 94-800-088
5 Torch Body 94-103-221
Torch Body without Valve 94-103-237
6
7
8
9
10
11
12
13
15 Insulang Sleeve 94-784-045
16 Jumper (2 Required) 96-458-018
Handle 94-370-079
Lever & Screw 94-476-034
Hinge Pin 94-632-063
Valve & Bonnet 94-104-023
No Valve Buon Kit 94-123-017
Spool & O-Rings 94-801-021
O-Ring 94-710-036
Valve Bonnet 94-104-012
Bonnet Wrench 94-960-001
6-5
Page 28
6
Tri-Arc® Standard Cable
3
5
3
7
4
2
1
CABLE ASSEMBLY REPLACEMENT PARTS LIST
340o Concentric Cable Assembly - Standard
Item Descripon Part No.
7. (2.1M) Cable 74-143-607
10. (3M) Cable 74-143-610
1 Male Connector 94-170-169
2 Swivel Sleeve 94-784-050
3 Clamp (2 Required) 98-167-010
4
5
6 Insulang Boot 94-105-007
7 Female Connector 94-170-095
7. (2.1M) Cable Conductor 96-130-063
10. (3M) Cable Conductor 96-130-126
7. (2.1M) Cable Hose Cover 94-171-006
10. (3M) Cable Hose Cover 94-171-140
6-6
Page 29
6
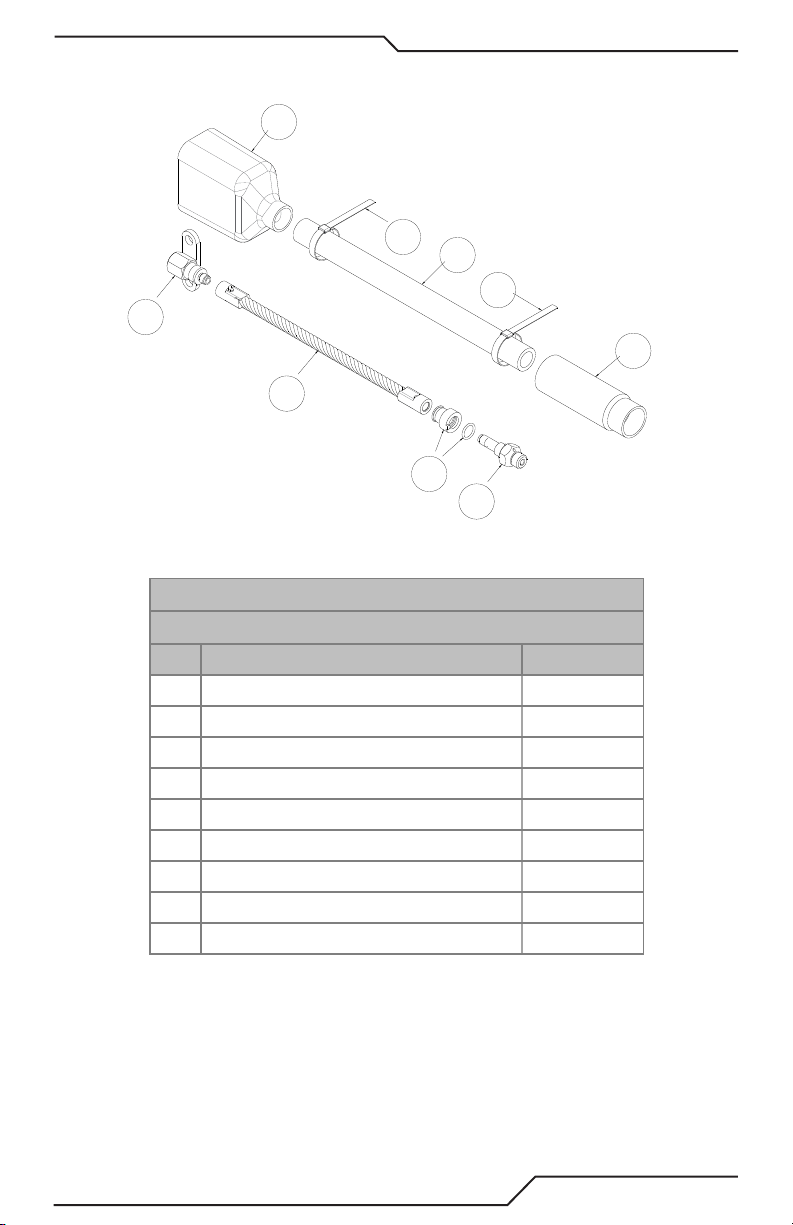
Tri-Arc
®
HD Cable
3
5
3
7
4
2
1
CABLE ASSEMBLY REPLACEMENT PARTS LIST
Extra Heavy-Duty Cable Assembly
Item Descripon Part No.
7. (2.1M) Cable Assembly 74-161-907
1 Male Connector 94-170-176
2 Swivel Sleeve 94-784-078
3 Clamp (2 Required) 98-167-012
4 7. (2.1M) Cable Conductor Assembly 96-130-286
5 7. (2.1M) Cable Hose Cover 94-171-284
6 Insulang Boot 94-105-028
7 Female Connector 94-170-174
8 Insulang Sleeve 94-105-029
8
6-7
Page 30
8
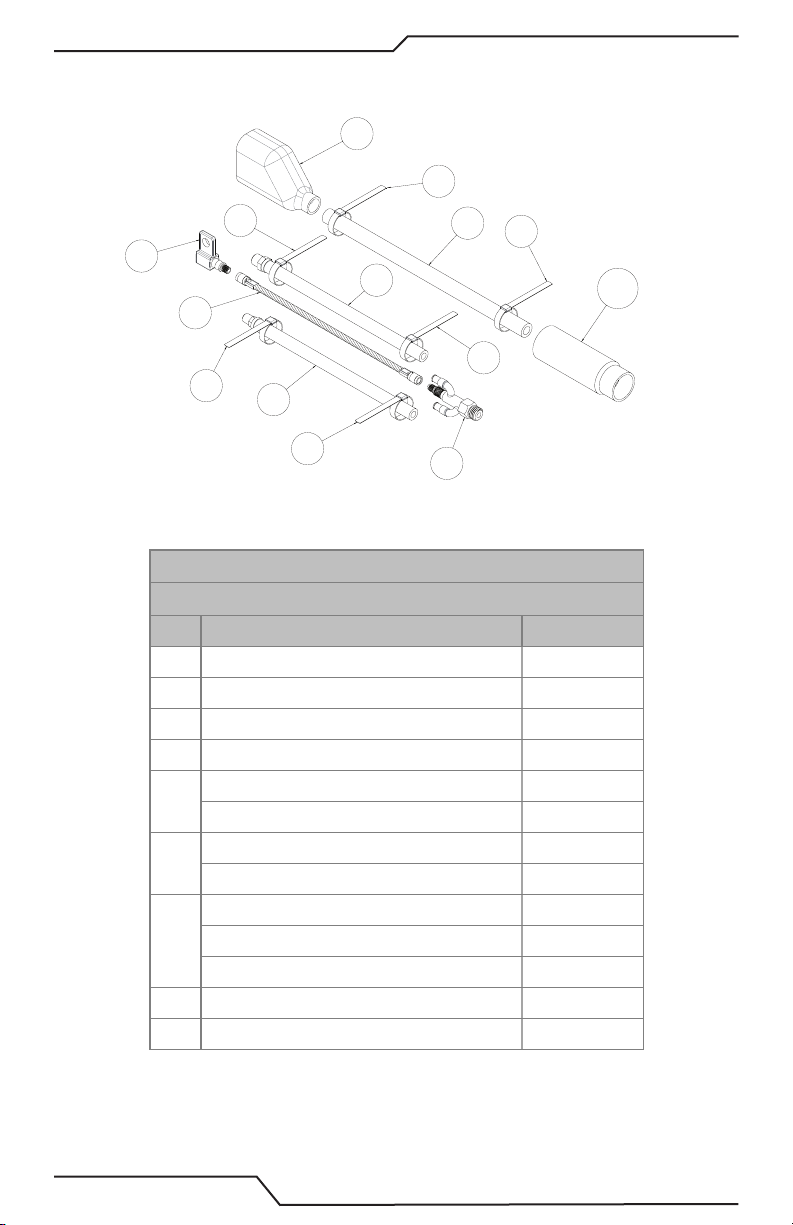
Tri-Arc® Water-Cooled Cable
9
9
2
5
3
9
5
9
4
9
9
1
CABLE ASSEMBLY REPLACEMENT PARTS LIST
Water-Cooled Cable Assembly
Item Descripon Part No.
7. (2.1M) Cable Assembly 74-085-207
10. (3M) Cable Assembly 74-085-210
1 Male Connector 94-170-171
2 Female Connector 94-170-150
3
4
5
8 Insulang Boot 94-105-032
8 Clamp (6 Required) 98-167-010
9 Insulang Sleeve 94-105-029
7. (2.1M) Conductor 96-130-309
10. (3M) Conductor 96-130-310
7. (2.1M) Cable Cover 94-171-273
10. (3M) Cable Cover 94-171-274
7. (2.1M) Low Pressure Hose 94-171-298
10. (3M) Low Pressure Hose 94-171-299
10
6-8
Page 31

STATEMENT OF WARRANTY
LIMITED WARRANTY: Victor Technologies, Inc. warrants that its products will be free of
defects in workmanship or material. Should any failure to conform to this warranty appear
within the time period applicable to the Victor Technologies products as stated below,
Victor Technologies shall, upon written notification thereof and substantiation that the
product has been stored, installed, operated, and maintained in accordance with Victor
Technologies’s specifications, instructions, recommendations and recognized standard
industry practice, and not been subject to misuse, repair, neglect, alteration, or accident,
correct such defects by suitable repair or replacement, at Victor Technologies’s sole option, of any components or parts of the product determined by Victor Technologies to
be defective.
THIS WARRANTY IS EXCLUSIVE AND IS IN LIEU OF ALL OTHER WARRANTIES, EXPRESS
OR IMPLIED, INCLUDING ANY WARRANTY OF MERCHANTABILITY OR FITNESS FOR A
PARTICULAR PURPOSE.
LIMITATION OF LIABILITY: Victor Technologies shall not under any circumstances be li-
able for special, indirect or consequential damages, such as, but not limited to, damage
or loss of purchased or replacement goods, business interruption or loss of profit, or
claims of customers of distributor (hereinafter the “Purchaser”) for service interruption.
The remedies of the Purchaser set forth herein are exclusive and the liability of Victor
Technologies with respect to any contract, or anything done in connection therewith such
as the performance or breach thereof, or from the manufacture, sale, delivery, resale, or
use of any goods covered by or furnished by Victor Technologies whether arising out of
contract, negligence, strict tort, or under any warranty, or otherwise, shall not, except as
expressly provided herein, exceed the price of the goods upon which such liability is based.
THIS WARRANTY BECOMES INVALID IF REPLACEMENT PARTS OR ACCESSORIES ARE
USED WHICH MAY IMPAIR THE SAFETY OR PERFORMANCE OF ANY VICTOR TECHNOLOGIES PRODUCT.
THIS WARRANTY IS INVALID IF THE PRODUCT IS SOLD BY NON-AUTHORIZED PERSONS.
This warranty is effective for the time stated in the Warranty Schedule beginning on the
date that the authorized distributor delivers the products to the Purchaser.
Warranty repairs or replacement claims under this limited warranty must be submitted by
an authorized Victor Technologies repair facility within thirty (30) days of the repair. No
transportation costs of any kind will be paid under this warranty. Transportation charges
to send products to an authorized warranty repair facility shall be the responsibility of the
Purchaser. All returned goods shall be at the Purchaser’s risk and expense. This warranty
supersedes all previous Victor Technologies warranties.
Page 32

THE AMERICAS
Denton, TX USA
U.S. Customer Care
Ph: 1-800-426-1888 (tollfree)
Fax: 1-800-535-0557 (tollfree)
International Customer Care
Ph: 1-940-381-1212
Fax: 1-940-483-8178
Miami, FL USA
Sales Office, Latin America
Ph: 1-954-727-8371
Fax: 1-954-727-8376
Oakville, Ontario, Canada
Canada Customer Care
Ph: 1-905-827-4515
Fax: 1-800-588-1714 (tollfree)
EUROPE
Chorley, United Kingdom
Customer Care
Ph: +44 1257-261755
Fax: +44 1257-224800
Milan, Italy
Customer Care
Ph: +39 0236546801
Fax: +39 0236546840
ASIA/PACIFIC
Cikarang, Indonesia
Customer Care
Ph: 6221-8990-6095
Fax: 6221-8990-6096
Rawang, Malaysia
Customer Care
Ph: +603 6092-2988
Fax: +603 6092-1085
Melbourne, Australia
Australia Customer Care
Ph: 1300-654-674 (tollfree)
Ph: 61-3-9474-7400
Fax: 61-3-9474-7391
International
Ph: 61-3-9474-7508
Fax: 61-3-9474-7488
Shanghai, China
Sales Office
Ph: +86 21-64072626
Fax: +86 21-64483032
Singapore
Sales Office
Ph: +65 6832-8066
Fax: +65 6763-5812
INNOVATION TO SHAPE THE WORLD
U.S. Customer Care: 800-426-1888 / fax 800-535-0557
Canada Customer Care: 905-827-4515 / fax 800-588-1714
International Customer Care: 940-381-1212 / fax 940-483-8178
© 2012 Victor Technologies International, Inc. www.victortechnologies.com Printed in Mexico
™
Page 33

K-5, Série Tri-Arc
MANUEL DE FONCTIONNEMENT
K-5 Torche
®
English
Canadien Français
Americas Español
ARC AU CARBONE DANSL'AIR
TORCHES À GOUEGAGEMANUELLE
Manuel nº : 89250019FC
Date d'émission : August 4, 2014
Tri-Arc® Series
Révision: AA
VictorTechnologies.com
Page 34

NOUS APPRÉCIONS VOTRE CLIENTÈLE!
Félicitations pour l'achat de votre produit Arcair®. Nous sommes fiers
de vous compter parmi notre clientèle et ferons tout en notre pouvoir
pour vous fournir le service le plus fiable et de meilleure qualité dans le
domaine. Ce produit est protégé par notre large garantie et notre réseau
mondial de service.
Nous savonsquevousêtesfier de votre travail et nous
noussentonsprivilégiés de vousfournirceproduit de haute performance qui
vousaideroa à accomplir le travail.
Depuis plus de 60 ans, Arc-Air fournit des produits de
qualitédanslesquelvouspouvezavoirconfiance, lorsquevotreréputationest en
jeu.
VOUS ÊTES EN BONNE COMPAGNIE!
Arcair® is a Global Brand of Cutting Products for Victor Technologies™ Inc.
Nous nous démarquons de nos concurrents grâce à nos produits fiables et
d'avant-garde qui ont fait leurs preuves au fil des ans.
Nous nousefforçonsd'améliorervotreproductivité, l'efficacité et la
performance du soudage, vouspermettantd'excellerdansvotre métier.
Nous concevons des produits en gardant le soudeur à l'esprit, offrantainsi
des fonctionnalitésavancées, unedurabilité, unefacilitéd'utilisation et un
confortergonomique.
Surtout, nous noussommesengagésenvers un environnement de travail
plus sûrdansl'industrie du soudage. Notre préoccupation principale est
votre satisfaction et l'utilisation appropriée du produit. Veuillez donc
prendre le temps de lire ce guide en entier, en particulier les Consignes de
sécurité.
Si vousavez des questions ou des préoccupations au sujet de votre
nouveau produit Arc-Air, veuillezcommuniquer avec notresympathique et
compétenteéquipe de service au :
1-800-462-2782 (États-Unis) et 1-905-827-4515 (Canada), ouvisitez-nous
sur le Web auwww.victortechnologies.com
Page 35

!
AVERTISSEMENTS
Lire et assimiler l'intégralité du présent manuel et les consignes de sécurité de
votre employeur avant l'installation, l'exploitation ou l'entretien de l'équipement.
L'information contenue dans ce Guide représente le bon jugement du fabricant,
mais celui-ci n'assume aucune responsabilité lors de l'utilisation.
Arcair® K-5 & Tri-Arc® Series Air Carbon-Arc Manual Gouging Torch
Manuel de Fonctionnement
Numéro du manuel de fonctionnement: 89250019
Publié par:
Victor Technologies, Inc.
2800 Airport Rd.
Denton, TX. 76208
940-566-2000
www.victortechnologies.com
Copyright © 2013 Victor Technologies, Inc. Tous droits réservés.
Il est interdit de reproduire tout ou partie de ce document sans la permission
de l'éditeur.
L'éditeur décline toute responsabilité envers les parties en cas de pertes ou de
dommages provoqués par une erreur ou une omission figurant dans ce Guide,
qu'elle soit le résultat d'une négligence, d'un accident ou d'une autre cause.
Publié le: 4 Août 2014
Page 36

TABLE DES MATIÈRES
SECTION 1: INTRODUCTION ...................................................... 1-1
1.01 Air Carbon-Arc Cutting/Gouging .......................................................................1-1
1.02 History .............................................................................................................. 1-1
1.03 Applications ...................................................................................................... 1-2
SECTION 2: SAFETY AND HEALTH ............................................... 2-1
2.01 Proper Installation, Use, and Maintenance ........................................................ 2-1
2.02 Electrodes ......................................................................................................... 2-1
2.03 Ventilation Hazards ........................................................................................... 2-2
2.04 Personal Protective Equipment and Clothing .................................................... 2-3
2.05 Shielding Booths ............................................................................................... 2-4
2.06 Fire and Burn Hazards ....................................................................................... 2-4
2.07 Safety and Operating References ...................................................................... 2-5
SECTION 3: How to Use this Manual ............................................ 3-1
3.01 Receipt of Equipment ........................................................................................ 3-1
SECTION 4: Installation ........................................................... 4-1
4.01 Tri-Arc® Series Torch Head Assembly ............................................................... 4-1
4.02 Installing the DC Welding Power Cable and Air Hose to the Power and
Air Connector ..................................................................................................... 4-2
4.03 Connecting to DC Welding Power Supplies ....................................................... 4-5
SECTION 5: Troubleshooting ..................................................... 5-1
SECTION 6: REPLACEMENT PARTS ............................................. 6-1
K-5 TORCH REPLACEMENT PARTS .......................................................................... 6-1
K-5 SWIVEL CABLE REPLACEMENT PARTS ............................................................. 6-3
TRI-ARC® TORCH REPLACEMENT PARTS ................................................................ 6-4
GARANTIE ........................................... TROISIÈME DE COUVERTURE
INTERNATIONAL CONTACT INFORMATION ............................ BACK COVER
Page 37

CHAPITRE 1: INTRODUCTION
1.01 Découpe/gougeage à l'arc avec électrode de carbone et jet d'air
Le processus de découpe/gougeage à l'arc avec électrode de carbone et jet d'air retire
le métal à l'aide d'un procédé physique et non chimique, contrairement à la découpe
au gaz oxygéné. Le gougeage ou la découpe s'effectue lorsque la chaleur intense de
l'arc situé entre l'électrode de carbone et la pièce à travailler fond une partie de la
pièce. Simultanément, l'air traverse l'arc suffisamment rapidement pour balayer le
matériau fondu.
Le processus de découpe/gougeage à l'arc avec électrode de carbone et jet d'air ne
requiert aucune oxydation pour maintenir la découpe, de sorte qu'il permet de gouger
ou de découper des métaux là où le procédé de découpe au gaz oxygéné ne le peut
pas. La plupart des métaux (tels que l'acier ordinaire, l'acier inoxydable, de nombreux
alliages de cuivre et la fonte) peuvent être découpés à l'aide de ce procédé. Le taux
d'enlèvement du métal dépend du taux de consommation d'électrode et de l'efficacité
avec laquelle le jet d'air balaie le métal fondu. Dans ce procédé, l'air doit soulever le
métal fondu et l'éloigner de l'arc avant qu'il ne se solidifie.
1.02 Histoire
Le gougeage à l'arc avec électrode de carbone et jet d'air a commencé dans les années1940, évoluant à partir du procédé existant de découpe à l'arc avec électrode
de carbone. MyronStepath, un ingénieur en soudure, a mis au point le procédé de
gougeage à l'arc avec électrode de carbone et jet d'air afin de retirer plusieurs pieds
d'acier inoxydable soudé craquelé plat.
Avant cela, on utilisait la découpe à l'arc avec électrode de carbone pour retirer les
soudures et têtes de rivet défectueuses situées au plafond ou à la verticale. L'arc à
électrode de carbone faisait fondre le métal et le métal fondu était retiré par l'effet de la
gravité.
M.Stepath s'est dit qu'un jet d'air pourrait déployer la force requise pour déplacer le
métal sur les surfaces horizontales plates. Il a donc tenté de travailler avec un arc au
carbone à électrode négative fonctionnant avec du courant direct, tandis qu'une seconde personne soufflait un jet d'air au moyen d'une buse d'air en direction du métal
fondu. Toutefois, cette tentative n'a pas eu le succès recherché, notamment parce que
l'arc était moins stable qu'un arc de soudure au carbone. Par conséquent, M.Stepath
a orienté ses recherches vers un arc à électrode positive et courant direct, et a mis au
point le procédé de gougeage à l'arc avec électrode de carbone et jet d'air.
Le processus ne nécessitait à présent plus qu'une seule personne. L'air comprimé
passait dans la torche et était expulsé juste en dessous de l'électrode. Ce nouvel outil a
permis d'économiser du temps sur le gougeage à l'envers des soudures, l'enlèvement
des craquelures et la réparation des défauts de soudure sur le carbone, les alliages et
l'acier inoxydable. Auparavant, ces tâches étaient exécutées par meulage ou par écaillage.
1-1
Page 38

Aujourd'hui, le principe de base reste le même, mais le matériel a été amélioré et peut
à présent être utilisé dans un plus grand nombre de situations.
Aujourd'hui, le principe de base reste le même, mais avec un équipementamélioré et un
plus grand nombred'applications.
1.03 Applications
L'industrie a adopté avec beaucoup d'enthousiasme le gougeage à l'arc avec électrode
de carbone et jet d'air et a découvert de nombreuses utilisations de ce procédé dans la
fabrication du métal et la finition des pièces coulées, dans les technologies chimiques
et pétrolières, ainsi que dans la construction, les mines, les réparations générales et la
maintenance.
Les torches et électrodes VictorMD ArcairMD sont utilisées partout dans le monde où
le métal est gougé, rainuré, découpé ou retiré d'une surface.
Le processus de découpe/gougeage à l'arc avec électrode de carbone et jet d'air est
flexible, efficace et rentable sur quasiment tous les types de métaux: acier ordinaire,
acier inoxydable et autres alliages ferreux; fer gris, malléable et ductile; aluminium;
nickel; alliages de cuivre et autres métaux non ferreux..
1-2
Page 39

CHAPITRE 2: SANTÉ ET SÉCURITÉ
Les pratiques en matière de sécurité dans les processus de soudure et de découpe,
tels quel le traitement à l'arc avec électrode de carbone et jet d'air, sont abordées dans
les normes ANSIZ49.1 et ANSI249.2, Fire Prevention in Use of Welding and Cutting
Processes (Prévention des incendies lors de l’utilisation de procédés de soudure et de
découpe). Les opérateurs d'appareil à arc avec électrode de carbone et jet d'air et leurs
superviseurs doivent respecter les pratiques en matière de sécurité décrites dans ces
documents.
La présente section aborde également brièvement les autres dangers associés à la
soudure et à la découpe à l'arc.
2.01 Procédures correctes d'installation, d'utilisation et de
maintenance
Une mauvaise installation, utilisation ou maintenance du matériel de gougeage et de
découpe peut provoquer des blessures graves voire mortelles. La mauvaise utilisation de cet appareil et la pratique de mesures non sécuritaires peuvent être dangereuses. L'utilisateur, le superviseur et la personne qui assiste l'utilisateur doivent lire et
comprendre les avertissements et consignes de sécurité suivants avant de procéder à
l'installation ou à l'utilisation d'une torche ou de tout autre matériel à arc à électrode
de carbone et jet d'air.
Le procédé de gougeage/découpe est utilisé dans de nombreux environnements potentiellement dangereux tels que les hauteurs élevées, les zones à ventilation restreinte,
les espaces restreints, les zones situées à proximité d'eau, les environnements
hostiles, etc. L'utilisateur doit avoir connaissance des dangers associés à un travail
dans ce type de conditions. L'utilisateur doit avoir reçu une formation sur les pratiques
en matière de sécurité pour l'environnement dans lequel il va travailler et être sous la
supervision d'une personne compétente.
Il est essentiel que l'utilisateur, le superviseur ainsi que toute autre personne travaillant dans la zone concernée aient connaissance des dangers associés au processus de
traitement à arc à électrode de carbone et jet d'air. Une formation et une supervision
appropriée sont importantes pour garantir la sécurité des personnes sur le lieu de
travail. Maintenez ces instructions pour référence ultérieure. Chaque chapitre fournira
des informations complémentaires quant à la sécurité et l'exploitation.
2-1
Page 40

2.02 Électrodes
AVERTISSEMENT
UN CHOC ÉLECTRIQUE PEUT CAUSER DES BLESSURES OU LA MORT.
Procédez à l'installation et à la maintenance du matériel conformément au
Code national de l'électricité (NFPA 70) ainsi qu'aux codes locaux. NE PAS
effectuer un entretien ou une réparation avec l'alimentation sur MARCHE
(ON). NE PAS utiliser l'appareil dans les pièces isolantes ou les couvercles
protecteurs en place. L'entretien et la réparation du matériel doivent être
effectués uniquement par du personnel formé et/ou qualifié.
Maintenez les électrodes sèches. Si elles deviennent humides, mettez-les dans un four
à 300˚F (176˚C) pendant 10heures. Des électrodes humides risquent d'éclater.
Ne touchez jamais les pièces sous tension. Ne touchez jamais à mains nues une
électrode et la masse électrique en même temps. Portez toujours des gants de soudure
secs et en bon état. Les vêtements de protection aluminés risquent de devenir une
partie du chemin électrique. Veillez à ce que les bouteilles d'oxygène, les chaînes, les
câbles métalliques, les grues, les treuils et les chariots élévateurs soient maintenus à
bonne distance du circuit électrique. Vérifiez régulièrement toutes les liaisons de terre
afin de vous assurer qu'elles sont solides sur le plan mécanique et que sur le plan
électrique, elles sont adaptées au courant requis.
Si vous devez effectuer des opérations de gougeage/découpe avec du courant alternatif et dans des conditions d'humidité ou dans un environnement chaud dans lequel
vous risquez de transpirer, utilisez des commandes automatiques fiables pour réduire
la tension à vide et diminuer ainsi les risques de choc électrique. Si le processus de
gougeage/découpe requiert des tensions à circuit ouvert supérieures à 80volts dans
des machines fonctionnant au courant alternatif, et supérieures à 100volts dans des
machines fonctionnant au courant continu, veillez à prendre les mesures de sécurité adéquates, en utilisant par exemple une isolation appropriée, afin d'empêcher
l'utilisateur d'entrer en contact par accident avec la haute tension.
Si vous devez suspendre le processus de gougeage pour une période de temps assez
longue (pendant votre dîner ou la nuit, par exemple), retirez toutes les électrodes de
la torche et placez celle-ci dans un endroit sûr afin d'éviter tout risque de contact accidentel. Déconnectez la torche de sa source d'alimentation électrique lorsque vous ne
l'utilisez pas. Ne plongez jamais les électrodes ou les torches à arc au carbone et jet
d'air dans l'eau.
2-2
Page 41

2.03 Risques associés à la ventilation
AVERTISSEMENT
LA FUMÉE, LES VAPEURS ET LES GAZ PEUVENT ÊTRE DANGEREUX POUR
LA SANTÉ.
Veillez à ce que la fumée, les vapeurs et les gaz ne se mélangent pas à l'air que vous
respirez. Les vapeurs qui se dégagent lors du processus de gougeage varient en type
et en puissance selon le type de métal de base sur lequel vous travaillez. Pour votre
sécurité, n'inhalez pas ces vapeurs La ventilation doit permettre d'éliminer la fumée,
les vapeurs et les gaz pendant le processus afin de protéger le personnel réalisant le
gougeage ainsi que toute autre personne présente dans la zone.
Les vapeurs émanant des solvants chlorés peuvent créer du phosgène, un gaz toxique,
lorsqu'elles sont exposées au rayonnement ultraviolet d'un arc électrique. Retirer de
la zone de travail tous les solvants, tous les dégraissants ainsi que tous les produits
susceptibles de générer ce type de vapeur.
Les fuméesproduites par la coupe dans des endroitstrèsrestreintspeuvent causer
un inconfort et des dommages physiques en casd'inhalation pendant unepériode
de temps prolongée. Veillez à installer une ventilation appropriée dans la zone de
gougeage/découpe. Utilisez des appareils respiratoires à alimentation d'air si la ventilation ne permet pas d'éliminer toutes les vapeurs et tous les gaz. Ne ventilez jamais une
pièce avec de l'oxygène, car l'oxygène alimente les incendies et en accélère grandement la combustion.
2.04 Équipement et vêtements de protection personnelle
AVERTISSEMENT
LE BRUIT PEUT ENDOMMAGER LE SYSTÈME AUDITIF.
Le bruit du procédé de l'arc au carbonedansl'airpeutendommagervotreouie. Les utilisateurs et le personnel qui les entoure doivent porter des dispositifs de protection auditive appropriés afin de garantir leur protection contre le bruit lorsque celui-ci dépasse
les niveaux prescrits dans les normes de l'OSHA.
2-3
Page 42

Durée par jour (en heures) Niveau sonore (réponse lente)
8 90
6 92
4 95
3 97
2 100
1-1/2 102
1 105
1/4 or less 115
* dBA = décibels
AVERTISSEMENT
LES RAYONS DE L'ARC, LES SCORIES BRÛLANTES ET LES ÉTINCELLES
PEUVENT PROVOQUER DES BLESSURES AUX YEUX ET DES BRÛLURES
SUR LA PEAU.
Le processus de gougeage/découpe produit une chaleur extrême localisée et des rayons ultraviolets puissants. Ne tentez jamais de procéder au gougeage ou à la découpe
sans un masque de soudeur équipé des verres appropriés et conforme aux directives
du gouvernement fédéral.
Un verre filtrant d'une classe de protection de12 ou de14 offre la meilleure protection
contre le rayonnement de l'arc. Lorsque vous travaillez dans un espace confiné, veillez
à empêcher les reflets des rayons de l'arc de pénétrer dans le masque. Assurez-vous
que les autres personnes sont également protégées des rayons et étincelles de l'arc.
Utilisez des rideaux de protection approuvés ainsi que des lunettes appropriées pour
garantir la protection des personnes qui vous entourent et des utilisateurs travaillant
sur du matériel situé à proximité de vous.
Veillez également à protéger la peau des rayons de l'arc ainsi que du métal fondu
brûlant. Always wear protective gloves and clothing that will not allow skin to become exposed. Fermez toutes les poches et faites une couture pour fermer toutes les
manchettes. Portez des tabliers, des gants, des pantalons, etc. de cuir pour toutes
les opérations de gougeage/découpe dans une autre position que la position normale ou pour les opérations d'élimination de métaux lourds nécessitant l'utilisation
d'électrodes de grande taille. Des chaussures de travail montantes offrent une protection adéquate contre les brûlures aux pieds. Utilisez des guêtres de cuir afin de
bénéficier d'une protection supplémentaire. N'utilisez pas de préparation pour cheveux
inflammable avant une opération de gougeage/découpe. Portez des bouchons d'oreille
afin de protéger vos oreilles des étincelles.
2-4
Page 43

2.05 Cabines de protection
Lorsque la nature du travail le permet, le soudeur à l'arc doit travailler à l'intérieur
d'une cabine individuelle revêtue d'une couche de peinture de finition garantissant une
faible réflectivité (un facteur important pour l'absorption du rayonnement ultraviolet)
telle que l'oxyde de zinc et le noir de fumée. Le soudeur peut également travailler à
l'intérieur d'une enceinte constituée d'écrans non combustibles revêtus de ce même
type de peinture.
2.06 Risques d'incendie et de brûlures
AVERTISSEMENT
LES ÉTINCELLES DE SOUDURE PEUVENT PROVOQUER DES INCENDIES
ET DES EXPLOSIONS.
Parmi les causes d'incendies et d'explosion figurent notamment les combustibles
qui sont touchés par l'arc, les flammes, le vol d'étincelles, les scories brûlantes ou
tout matériau chauffé. Éliminez les combustibles de la zone de travail et/ou postez
du personnel de surveillance. Évitez les vêtements tachés d'huile ou de graisse étant
donné qu'une étincelle pourrait y mettre feu. Conservez un extincteur à portée de main
et veillez à savoir comment l'utiliser.
Soyez attentif au danger de conduction ou de rayonnement. Par exemple, si vous devez procéder à une opération de gougeage/découpe sur une paroi, une cloison, un plafond ou un toit en métal, faites en sorte que les combustibles ne puissent pas prendre
feu de l'autre côté. N'effectuez pas d'opérations de gougeage/découpe sur des conteneurs ayant contenu des combustibles. Mettez à l'air libre tous les espaces creux, les
cavités et les conteneurs avant d'effectuer le gougeage/la découpe afin de permettre à
l'air ou aux gaz de s'échapper. Il est recommandé de purger les gaz inertes.
Tableau 2-1: Quantité minimum d'air recommandée
Caractéristiques nominales recommandées
Pression
Type de torche
K-5
®
Tri-Arc
¹ Pression lorsque la torche est en fonctionnement.
d'air¹
psi (kPA)
80 (550)
Consommation
d'air pi3/min
(L/min)
25 (708) 5 (3.7) 7.5 (5.6)
33 (934) 7.5 (5.6) 10 (7.5)
Utilisation
intermittente
hp (kW)
pour le compresseur
Uso Continuo
hp (kW)
Capacité du
réservoir
ASME
gal (lit)
80 (303)
Utilisez uniquement de l'air comprimé. L'utilisation de gaz comprimés combustibles
peut causer des explosions susceptibles de provoquer des blessures, voire la mort.
2-5
Page 44

2.07 Documents de référence relativement à la sécurité et à
l'utilisation
1. Chapitre 29 du Code of Federal Regulations (OSHA), Section 29 Part 1910.95, 132,
133, 134, 139, 251, 252, 253, 254 AND, 1000. U.S. Government Printing Office,
Washington, DC 20402
2. Standard ANSI Z49.1, "Securite Dans le Soudage et le Decouoage"
3. Norme Z87.1 de l'ANSI "Practice for Occupational and Educational Eye and Face
Protection"
4. Norme Z88.2 de l'ANSI "Standard Practice for Respiratory Protection". American
National Standards Institute, 1430 Broadway, New York, NY 10018.
5. Norme C5.3 de l'AWS. "Recommended Practices for Air Carbon-Arc Gouging and
Cutting".
6. Norme F4.1 de l'AWS. "Recommended Safe Practices for Welding and Cutting Con-
tainers". The American Welding Society, 550 NW Lejeune RD., P.O. Box 351040,
Miami FL. 33135
7. Norme 51B de la NFPA. "Fire Prevention in Cutting and Welding Processes. " Na-
tional Fire Protection Association, Battery Park. Quincy MA 02269
8. Norme W117.2 de la CSA. "Safety in Welding, Cutting and Allied Processes." de
l'Association canadienne de normalisation, 178 Rexdale Blvd., Rexdale, Ontario,
Canada M9W 1R3
2-6
Page 45

CHAPITRE 3: COMMENT UTILISER CE MANUEL
Pour assurer une exploitation sécuritaire de l'appareil, lire le manuel dans son intégralité, notamment le chapitre concernant les directives de sécurité et les avertissements.
Les mentions AVERTISSEMENT, MISE EN GARDE et REMARQUE peuvent figurer tout
au long de ce manuel. Prêtez une attention particulière à l’information fournie sous ces
mentions. Ces symboles spéciaux se reconnaissent facilement comme suit :
!
AVERTISSEMENT
Un AVERTISSEMENT fournit de l'information relative à d'éventuelles blessures.
MISE EN GARDE
Une MISE EN GARDE signale la possibilité d'endommager l'appareil.
REMARQUE
Une REMARQUE fournit des renseignements utiles concernant certaines
procédures d'exploitation de l'appareil.
3.01 Réception de l'équipement
Lorsque vous recevez l’équipement, faites l’inventaire de la livraison et comparezle à la facture pour vous assurer qu’il ne manque aucun élément, puis inspectez
l’équipement pour vous assurer qu’il n’a pas été endommagé durant la livraison. Si
l’équipement a été endommagé, entrez immédiatement en contact avec le transporteur
afin de faire une demande d'indemnisation. Fournissez tous les renseignements nécessaires relatifs à une réclamation concernant un dommage ou une erreur de livraison.
Utilisez les coordonnées de l'emplacement le plus près de chez vous, répertorié à la
troisième couverture du manuel. Incluez une description complète de la pièce faisant
l’objet de la demande.
3-1
Page 46

Cette page est intentionnellement laissée vierge.
3-2
Page 47

CHAPITRE 4: INSTALLATION
4.01 Assemblage de la tête de la toche de série Tri-Arc
Installez les assemblages de tête supérieure et inférieuredans le corps de la torche Tri-Arc
en suivantces instructions :
1. Retirez les isolantsavant du corps et le bras supérieur de l'assemblage à l'aide d'un
tournevis à lame droite.
2. Appuyezsur le levier de la torche en soulevant le bras supérieur du corps pour
permettre à la tête de s'insérerfacilementdans le corps et le bras. Unefoisque les
deuxtêtessont en place, relâchez le levier pour maintenir les assemblages de tête en
place.
3. Placez la rondelleonduléefournie avec les assemblages de tête sur la vis de la tête de
la torche et vissez la visdans la tigefiletéesurchaque tête. Assurez-vousquecetteconnexionsoitserrée.
4. Replacez les isolantsavant et resserrez les vis pour maintenir les isolants en place.
N° DE PIÈCE DESCRIPTION
94-378-267 Tête supérieure et inférieure 1/2" (12,7 mm) à usage
général
94-378-270 Tête supérieure et inférieure 5/8" (15,9 mm) à usage
général
94-378-273 Tête supérieure et inférieure 3/4" (19,05 mm) à usage
général
94-378-343 Tête supérieure et inférieure 1" (25,4 mm) à usage
général
94-378-286 Tête suprieure et inférieur 1/2" (12,7 mm) Padwashing
Lavage de coussinet
94-378-289 Tête suprieure et inférieur 5/8" (15,9 mm) Padwashing
Lavage de coussinet
94-378-283 Tête suprieure et inférieur 3/4" (19,05 mm) Padwashing
Lavage de coussinet
94-378-298 Élimination des défauts de la tête supérieure et
inférieure
Tableau 4-1: Options d'assemblage de la tête (venduséparement)
®
4-1
Page 48

4.02 Branchement du câble de soudure à alimentation c.c. et du
tuyau d'air sur le raccord d'alimentation électrique et de prise
d'air
Numéros de pièce :
•K-5:61-104-007,61-104-008
•SérieTri-Arc® 62-991-417
Suivez les instructions suivantes pour raccorder le câble de soudure à alimentation c.c.
et le tuyau d'arrivée d'air au connecteur d'alimentation électrique et de prise d'air sur
l'ensemble de câble pivotant de la torche.
1. Retirez l'ensemble de câble et torche de son emballage et étalez-le sur un établi ou
sur le sol en veillant à ce qu'il soit bien droit et qu'il n'y ait aucune torsion.
2. Glissez la gaine de protection moulée hors du connecteurfemelleafinqu'il y ait un ac-
cès pour brancher les câbles de soudage et le tuyaud'air à l'assemblage des câbles,
telqu'indiqué.
Figure 4-1: K-5 Figure 4-2: Série Tri-Arc
®
3. À l'aide d'un boulon à tête hexagonale de 1/2 "- 13 X 1-1/2" (non fourni), positionnez
le boulon de sorteque les filspassent par le tenonserti des câblesd'alimentation de
soudage CD ainsique par le connecteurd'air et d'alimentationsurl'assemblage des
câblespivotants. Les filsd'alimentationpeuventêtreconnectéssur les deuxcôtés du
connecteur de la torche Tri-Arc®, permettantjusqu'àquatre (4) câbles de soudage 4/0.
Figure 4-3: K-5 Figure 4-4: Série Tri-Arc
4-2
®
Page 49

4. Placezunerondelle de blocage de ½" sur les filetages de boulons et commencez à
enfiler un écrou de ½"-13 contrel'assemblage, et serrezfermement avec la clé. Assurezvousquel'accès aux filetages internes pour le tuyaud'arrivéed'air ne soit pas obstrué.
Figure 4-5: K-5 Figure 4-6: Série Tri-Arc
Figure 4-7: K-5 Figure 4-8: Série Tri-Arc
Figure 4-9: K-5 Figure 4-10: Série Tri-Arc
®
®
®
4-3
Page 50

5. Équipez le tuyau d'arrivée d'air comprimé d'un raccord fileté pour tuyau de 3/8po et
vissez le raccord dans le connecteur d'alimentation électrique et de prise d'air. This
connection should be wrench tight.
Figure 4-11: K-5 Figure 4-12: Tri-Arc® Series
Figure 4-13: K-5 Figure 4-14 Tri-Arc® Series
6. Glissez la gaine de protection arrièremouléesur la connexiond'air et de l'alimentation
de sortequ'aucunepartiemétallique ne soit en sailliesur la gaine de protection.
L'opérateurdoits'assurerque la gainereste en position sur la connexion pour éviter
un arc électriqueaccidentelsurune surface de travail mise à la terre.
Figure 4-15: K-5 Figure 4-16: Tri-Arc® Series
7. L'ensemble est à présent prêt à être utilisé pour éliminer du métal.
4-4
Page 51

4.03 Connexion aux alimentations électriques c.c. et c.a.
Pour effectuer un gougeage, on utilise normalement une alimentation électrique triphasée et une tension à circuit ouvert supérieure à 60volts pour tenir compte de toute
chute de tension dans le circuit.
1. Raccordez le câble de soudure qui est relié au câble pivotant de la torche à la borne
positive de l'alimentation électrique (CCEP). Consultez la Figure 4-17.
2. Raccordez le câble de soudure qui est relié à la borne négative de l'alimentation
électrique à la pièce.
AIR COMPRIMÉ
BLOC
D'ALIMENTATION
CÂBLE DE L'ÉLECTROQIE
CCEP OU CA
CÂBLECONCENTRIQUE
CÂBLE DE LA PIÈCE
ÉLECTRODE AU CARBONE
TORCHE
PIÈCE DE TRAVAIL
Figure 4-17
3. Ouvrez l'alimentation en électricité et en air de l'ensemble torche de gougeage et
câble.
4. Appuyez sur le levier de la torche pour insérer le «carbone» de l'électrode à arc
à électrode de carbone et jet d'air dans la torche. Lorsque l'on utilise du carbone
recouvert de cuivre, l'extrémité dénudée du carbone devrait être inclinée vers le bas
et en direction opposée à la torche. C'est à cet endroit que l'arc se trouvera entre le
carbone et la pièce. Consultez la Figure 4-17.
4-5
Page 52

TORCHE
LONGUEUR 7" MAX
COQUE DE RETOUR
EN CUIVRE DE 3/4" À 2"
AIRE 80PSI
TOUJOURSSOUSL' ÉLECTRODE
DÉPLACEMENT
PIÈCE DE TRAVAIL (-)
Figure 4-18
ÉLECTRODE
TÊTES DE
LA TORCHE (+)
5. Tenez l'électrode comme le montre la figure4-18, de façon à ce que l'extension de
l'électrode depuis la torche soit de 7po (178mm) au maximum. Dans le cas de
l'aluminium, l'extension doit être de 3po (76,5mm).
6. Lorsque le robinet de la torche est ouvert, ajustez la pression de l'air en fonction de
la gamme de pression normale, à savoir entre 80lb/po² (551,6kPa) et 100lb/po²
(690kPa). Il est possible d'utiliser une pression plus élevée, mais elle ne permet pas
de retirer le métal de façon plus efficace.
7. Ajustez l'intensité (intensité constante) ou la tension (tension constante) de soudage,
selon le type d'alimentation électrique utilisée, en fonction de la gamme d'intensité
suggérée pour le diamètre de l'électrode de carbone utilisée. Consultez le Tableau
4-2.
Torche
Diamètre de
l'électrode
DC Electrode DCEP
mm (p/o) min - max
5/16 (7.9) 350 - 450
K-5
3/8 (9.5) 450 - 600
1/2 (12.7) 800 - 1000
5/8 (15.9) 1000 - 1250
5/16 (7.9) 350 - 450
3/8 (9.5) 450 - 600
Série Tri-Arc
®
1/2 (12.7) 800 - 1000
5/8 (15.9) 1000 - 1250
3/4 (19.1) 1250 - 1600
1 (25.4) 1600 - 2200
Tableau 4-2: Gammes d'intensité de courant suggérées (ampères) pour électrodes couramment
utilisées, selon le type et la taille
4-6
Page 53

8. Ouvrez le jet d'air avant d'amorcer l'arc. Tenez la torche à un angle compris entre 45°
et 60°, de façon à ce que l'électrode soit inclinée dans le sens contraire du déplacement. Le jet d'air balaie la surface qui se trouve entre l'électrode et la pièce, permettant
ainsi de retirer tous les copeaux de métal fondu de la rainure.
9. Touchez légèrement la pièce avec l'électrode pour amorcer l'arc50volts. Ne
retirez pas l'électrode une fois que l'arc est amorcé. Lorsque la tension de
l'arccorrecteestmaintenue, le son de l'arc et de l'aircompriméest fort. Lorsque le son
estétouffé, la tension de l'arcestinférieure aux conditions opératoiresrecommandées.
La tension normale de l'arc avec unetorche de gougeagemanuelestmesurée entre 35
et 50 volts.
10. La profondeur de la rainure est contrôlée par la vitesse du déplacement. On peut effectuer des rainures d'une profondeur pouvant aller jusqu'à 1po (25mm). Toutefois,
plus la rainure est profonde, plus l'utilisateur doit être expérimenté. Un déplacement
lent produit une rainure profonde, tandis qu'un déplacement rapide produit une
rainure peu profonde. Un déplacement lent produit une rainure profonde, tandis
qu'un déplacement rapide produit une rainure peu profonde. La largeur de la rainure
est déterminée par la taille de l'électrode utilisée et est généralement près de 1/8po
(3,2mm) plus large que le diamètre de l'électrode. On peut effectuer une rainure
plus large avec une électrode plus petite en effectuant un mouvement circulaire ou
en zigzag.
4-7
Page 54

Cette page est intentionnellement laissée vierge.
4-8
Page 55

CHAPITRE 5: DÉPANNAGE
Problème Cause Solution
Un dépôt important de
carbone se trouve au
début de la rainure.
L'arc est instable et force
l'utilisateur à utiliser une
vitesse de déplacement
lente, même sur les rainures peu profondes.
L'arc fonctionne par
intermittence, la surface
rainurée est irrégulière.
1. L'utilisateur a oublié
d'ouvrir le jet d'air
avant d'amorcer l'arc
ou bien la torche était
mal positionnée.
2. La tige de carbone est
mal positionnée au
niveau du dispositif de
tête.
1. L'intensité de courant
est trop faible par
rapport au diamètre
de l'électrode utilisée.
L'intensité la plus
faible recommandée
peut suffire, mais elle
nécessite davantage de
compétences de la part
de l'utilisateur. Il est
préférable d'utiliser une
intensité figurant dans
le milieu de la gamme.
1. Processusutilisé avec
le CCEN (électrodenégative).
1. Ouvrez l'alimentation en
air avant d'amorcer l'arc,
et l'air devrait circuler
entre l'électrode et la
pièce.
2. Assurez-vous que la tige
de carbone est placée
dans la rainure au niveau
de la tête de la torche.
1. Si l'intensité de courant
souhaitée ne peut pas
être atteinte avec la
source d'alimentation
disponible, utilisez
l'électrode de diamètre
immédiatement inférieur,
ou bien montez deux ou
plusieurs alimentations
électriques en parallèle.
1. L'utilisateur devrait se
tenir confortablement de
façon à ce qu'il puisse
bouger librement ses
bras et que ses gants
ne soient pas en contact
avec la pièce. Les électrodes à courant continudoiventêtreutilisées avec
le CCEP (électrode positive) surtous les métaux,
sauf pour quelquesalliages de cuivre, telsqueSuperston et Nialite..
5-1
Page 56

Problème Cause Solution
1. The travel speed was
1. Vérifiez les prises et
too slow in manual
gouging. The operator possibly set their
hand on other work for
balance, a tendency
in shielded metal-arc
welding. Since the
speed of air carbon-arc
gouging is much faster
La rainure est irrégulière,
l'arc se déplace de part
et d'autre, et l'électrode
chauffe rapidement.
than shielded metal-arc
welding, friction between the gloved hand
and the workpiece may
cause a jerky forward
motion thus causing
the gap between the
electrode and workpiece to become too
large to maintain the
arc.
2. Le processus a été
2. Inspectez les prises de
réalisé avec un courant
continu-électrode négative.
1. L'électrode en contact
1. Tenez l'électrode à un
avec la pièce est en
court-circuit. Dans
le cas du gougeage
manuel, cette situation s'explique par une
vitesse de déplacement
trop importante par
rapport à l'intensité de
courant utilisée et par
Lors du gougeage, des
dépôts de carbone apparaissent sur la rainure
à divers intervalles. Lors
du nettoyage à l'aide
d'un tampon, des dépôts
apparaissent à divers
endroits de la surface
nettoyée.
rapport à la profondeur
de la rainure. Dans le
cas d'un gougeage
mécanique, cette
situation résulte d'une
vitesse de déplacement
trop importante ou
de l'utilisation d'une
source d'alimentation
à courbe plate et à
tension constante et
d'une électrode de
petit diamètre (5/16
po [7,9 mm]). Dans
le cas du nettoyage,
cela se produit lorsque
l'utilisateur tient
l'électrode à un angle
avant trop faible.
le(s) câble(s) de masse
pour vous assurer que
le raccordement est
correctement effectué. Si
vousutilisez un équipementmécanisé, vérifiez
Tableau 4 (page 4 - 24)
pour connaître les conditions de fonctionnementappropriées.
masse et le(s) câble(s)
pour assurer une bonne
connexion.
angle compris entre 15°
et 70°. Un angle inférieur
augmente la zone de la
production d'arc, diminuant ainsi la densité de
courant. Cette diminution
entraîne une réduction
importante de la longueur de l'arc, jusqu'au
court-circuit. Maintenez
un intervalle de formation d'arc adéquat.
5-2
Page 57

Problème Cause Solution
La rainure est irrégulière
: sa profondeur est trop
importante, puis ne l'est
pas assez.
Des scories adhèrent aux
bords de la rainure.
1. L'utilisateur n'était pas
stable.
1. Les scories n'ont pas
été expulsées correctement. Pour remédier au
problème, maintenez
une pression et un
débit d'air adéquats
(pi3/min). Si le volume
d'air est insuffisant, il
se peut que toutes les
scories ne soient pas
expulsées avec une
pression d'air comprise
entre 80 et 100 pi3/min
(550 - 690 kPa)..
1. L'utilisateur doit adopter
une position confortable
avant de procéder au
gougeage.
1. Pour fournir un volume
adéquat, le tuyau à air alimentant le câble coaxial
doit avoir un diamètre
intérieur d'au moins 3/8
po (9,5 mm), dans le cas
des torches manuelles.
Dans le cas des torches
automatiques, le diamètre intérieur du tuyau
doit être au moins de 1/2
po (12,7 mm). Dirigez
le jet d'air parallèlement
à la zone de gougeage.
Ne dirigez pas le jet d'air
davantage d'un côté que
de l'autre, sauf si vous
souhaitez réduire au
minimum la quantité de
scories adhérant à un
côté de la rainure.
5-3
Page 58

Cette page est intentionnellement laissée vierge.
5-4
Page 59

CHAPITRE 6: PIÈCES DE RECHANGE
1
1
2
3
4
5
6
7
8
9
10
11
12
13
Pièces de rechange de la torche K-5
LISTA DE PIEZAS DE REPUESTO DE LA ANTORCHA
Article Description N° de pièce
Torchecomplète 01-104-003
1 Matériaux isolants et vis 94-433-118
2 Tête et Vis 94-378-370
3 Bras supérieur 94-048-088
4 Ressort 94-800-077
5 Corps de la torche 94-103-114
6 Poignée 94-370-079
7 Levier et Vis 94-476-034
8 Fiche 94-632-094
9 Assemblage de chapeau
10 Bobine et joints toriques 94-801-021
11 Joint torique 94-710-036
12 Chapeau du robinet 94-104-012
13 Clé pour chapeau 94-960-001
de vanne
94-104-023
6-1
Page 60

K-5 PIEZAS DE REPUESTO DEL CABLE GIRATORIO
3
8
7
7
9
10
11
6
1
2
8
3
4
5
7
7
9
11
10
K-5 Câble
LISTE DES PIÈCES DE RECHANGE DU CÂBLE
Article Description N° de pièce
6-2
7 pi. (2,1M) Câble Pivotant 70-128-507
10 pi. (3M) Câble Pivotant 70-128-510
1 Vis de mainen
2 Joint torique
3 Connecteur mâle 94-170-105
4 Rondelle Grower
5 Rondelle en laiton
6 Manchon de têted'injecon 94-784-051
7 Collier de serrage (2 requis) 98-167-012
8 7 pi. (2,1M) Conducteur 96-130-061
10 pi. (3M) Conducteur
9 7 pi. (2,1M) Couvercle 94-171-004
10 Gaineisolante 94-105-017
10 pi. (3M) Couvercle
11 Connecteur femelle 94-170-087
Page 61

Pièces de rechange de la torcheTri-Arc
1
1
2
2
3
4
5
6
7
8
9
10
11
12
13
15
16
9
®
6-3
Page 62

LISTA DE PIEZAS DE REPUESTO DE LA ANTORCHA
Article Description N° de pièce
Torcheseulement 02-991-411
1 Matériaux isolants et vis 94-433-118
Tête (Supérieur/Inférieure) et vis
Éliminaon des défauts 94-378-298
Usagegénéral - 1/2" (12,7 mm) 94-378-267
Usagegénéral - 5/8” (15,9mm) 94-378-270
2
3 Bras supérieur 94-048-110
4 Ressort 94-800-088
5 Corps de la torche 94-103-221
Corps de la torche sans soupape 94-103-237
6
7
8
9
10
11
12
13
15 Manchon isolant 94-784-045
16 Bretelle (2 requis) 96-458-018
Usagegénéral - 3/4” (19,5mm) 94-378-273
Usagegénéral - 1” (25,4mm) 94-378-344
Coussinet de neoyage - 1/2” (12,7mm) 94-378-286
Coussinet de neoyage - 5/8” (15,9mm) 94-378-289
Coussinet de neoyage - 3/4” (19,5mm) 94-378-283
Poignée 94-370-079
Levier et Vis 94-476-034
Fiche 94-632-063
Chapeau du robinet 94-104-023
Kit bouton sans soupape 94-123-017
Bobine et joints toriques 94-801-021
Joint torique 94-710-036
Chapeau du robinet 94-104-012
Clé pour chapeau 94-960-001
6-4
Page 63

6
Tri-Arc® Standard Cable
3
5
3
7
4
2
1
LISTE DES PIÈCES DE RECHANGE DE L'ASSEMBLAGE DES CÂBLES
Assemblage de câble concentrique de 340˚ - De série
Article Description N° de pièce
7 pi. (2.1M) Câble 74-143-607
10 pi. (3M) Câble 74-143-610
1 Connecteur mâle 94-170-169
2 Manchon de têted'injecon 94-784-050
3 Collier de serrage (2 requis) 98-167-010
4
5
6 Gaineisolante 94-105-007
7 Connecteur femelle 94-170-095
7. (2,1M) Câbleconducteur 96-130-063
10. (3M) Câbleconducteur 96-130-126
7 pi. (2.1M) Protecon de tuyau de câbles 94-171-006
10 pi. (3M) Protecon de tuyau de câbles 94-171-140
6-5
Page 64

LISTE DES PIÈCES DE RECHANGE DE L'ASSEMBLAGE DES CÂBLES
1
4
3
3
5
6
7
2
8
Câble HD Tri-Arc®
Assemblage de câble très robuste
Article
Assemblage des câbles de 7 pieds (2,1 m) 74-161-907
1 Connecteur mâle 94-170-176
2 Swivel Sleeve 94-784-078
3 Collier de serrage (2 requis) 98-167-012
Assemblage des câblesmonoconducteurs
4
5 7. (2.1M) Protecon de tuyau de câbles 94-171-284
6 Gaineisolante 94-105-028
7 Connecteur femelle 94-170-174
8 Manchon isolant 94-105-029
Descripon N° de pièce
de 7 pieds (2,1 m) 96-130-286
6-6
Page 65

9
9
4
8
2
1
3
5
5
9
9
9
9
10
Câble de refroidissement à l'eauTri-Arc
®
LISTE DES PIÈCES DE RECHANGE DE L'ASSEMBLAGE DES CÂBLES
Assemblage de câble refroidi à l'eau
Article Description N° de pièce
Assemblage des câbles de 7 pieds (2,1 m) 74-085-207
Assemblage des câbles de 10 pieds (3 m) 74-085-210
1 Connecteur mâle 94-170-171
2 Connecteur femelle 94-170-150
3
4
5
8 Gaineisolante 94-105-032
9 Collier de serrage (6 requis) 98-167-010
10 Manchon isolant 94-105-029
7 pi. (2.1M) Conducteur 96-130-309
10 pi. (3M) Conducteur 96-130-310
7 pi. (2.1M) Protecon de câbles 94-171-273
10 pi. (3M) Protecon de câbles 94-171-274
7 pi. (2.1M) Tuyau à basse pression 94-171-298
10 pi. (3M) Tuyau à basse pression 94-171-299
6-7
Page 66

Cette page est intentionnellement laissée vierge.
6-8
Page 67

DÉCLARATION DE GARANTIE
GARANTIE LIMITÉE : Victor Technologies garantit que ce produit est exempt de défauts de
fabrication ou de matériel. En cas de constat de non-conformité à ladite garantie survenue
au cours de la période de validité des produits Victor Technologies énoncée ci-dessous,
Victor Technologies s'engage, après notification de sa part et preuves à l'appui que le
produit a bien été entreposé, exploité et entretenu conformément aux spécifications,
instructions, recommandations de Victor Technologies et aux procédures sanctionnées
par la pratique industrielle, n'ayant été soumis à aucune mauvaise utilisation ni réparation, n'ayant pas fait l'objet de négligence ou d'un accident, à corriger lesdits défauts,
à la seule option de Victor Technologies, en réparant ou en remplaçant tout composant
ou toute pièce du produit déterminé(e) comme défectueux/se par Victor Technologies.
CETTE GARANTIE EST EXCLUSIVE ET REMPLACE TOUTE AUTRE GARANTIE, EXPRESSE OU
IMPLICITE, NOTAMMENT TOUTE GARANTIE DE QUALITÉ MARCHANDE OU DE BON FONCTIONNEMENT POUR UNE UTILISATION PARTICULIÈRE.
LIMITATION DE RESPONSABILITÉ : Victor Technologies ne sera en aucun cas responsable
des dommages particuliers ou indirects comme, mais non limités à : endommagement ou
perte des biens achetés ou remplacés, ou réclamations de la part du client des distributeurs (dénommés ci-après « Acheteur ») en cas d'interruption de service.Les voies de
recours de l'Acheteur énoncée ci-après sont exclusives, et la responsabilité de Thermal
Dynamics en ce qui concerne un contrat quelconque, ou tout acte y afférent, y compris
l'exécution ou la violation dudit contrat, ou découlant de la fabrication, vente, livraison,
revente ou utilisation des biens couverts ou fournis par Thermal Dynamics, qu'il s'agisse
d'une conséquence du contrat, d'une négligence, d'un acte dommageable ou des clauses
d'une garantie quelconque ou autre, ne devront pas, sauf disposition expresse contraire,
dépasser le prix des biens sur lequel se fonde la responsabilité.
L'UTILISATION DES PIÈCES DE RECHANGE OU D'ACCESSOIRES SUSCEPTIBLES DE COMPROMETTRE LA SÉCURITÉ OU LES PRESTATIONS DE L'UN DES PRODUITS Victor Technologies
ENTRAÎNE LA DÉCHÉANCE DE LA PRÉSENTE GARANTIE.
LA PRÉSENTE GARANTIE EST INVALIDE SI LE PRODUIT EST VENDU PAR DES PERSONNES
NON AGRÉES.
La présente garantie est effective pour la période stipulée dans la période de validité de la
garantie à partir de la date de livraison des produits à l'Acheteur par le distributeur agréé.
En vertu de cette garantie limitée, les demandes de réparation ou de remplacement sous
garantie doivent être présentées à un centre de réparation Victor Technologies agréé dans
les trente (30) jours de la réparation. En vertu de cette garantie, aucun frais de transport,
de toute nature, ne sera payé. L'Acheteur est le seul responsable du paiement des frais
de transport pour expédier les produits à un centre de réparation agréé. Tous les biens
retournés seront aux risques et frais de l'Acheteur. La présente garantie remplace tout
autre garantie de Victor Technologies..
Page 68

AMÉRIQUES
Denton, TX États-Unis
Service à la clientèle aux États-Unis
Tél. : 1-800-426-1888 (sans frais)
Télécopieur 1-800-535-0557 (sans frais)
Service à la clientèle internationale
Tél. : 1-940-381-1212
Télécopieur : 1-940-483-8178
Miami, FL États-Unis
Bureau des ventes, Amérique latine
Tél. : 1-954-727-8371
Télécopieur : 1-954-727-8376
Oakville, Ontario, Canada
Service à la clientèle au Canada
Tél. : 1-905-827-4515
Télécopieur : 1-800-588-1714 (sans frais)
EUROPE
Chorley, Royaume-Uni
Service à la clientèle
Tél. : +44 1257-261755
Télécopieur : +44 1257-224800
Milan, Italie
Service à la clientèle
Tél. : +39 0236546801
Télécopieur : +39 0236546840
ASIE/PACIFIQUE
Cikarang, Indonésie
Service à la clientèle
Tél. : 6221-8990-6095
Télécopieur : 6221-8990-6096
Rawang, Malaysia
Service à la clientèle
Tél. : +603 6092-2988
Télécopieur : +603 6092-1085
Melbourne, Australie
Service à la clientèle pour l'Australie
Tél. : 1300-654-674 (sans frais)
Tél. : 61-3-9474-7400
Télécopieur : 61-3-9474-7391
International
Tél. : 61-3-9474-7508
Télécopieur : 61-3-9474-7488
Shanghai, Chine
Bureau des ventes
Tél. : +86 21-64072626
Télécopieur : +86 21-64483032
Singapour
Bureau des ventes
Tél. : +65 6832-8066
Télécopieur : +65 6763-5812
INNOVERPOURFORMER LE MONDE
Service à la clientèle aux États-Unis: 800-426-1888 / télécopieur
800-535-0557
Service à la clientèle au Canada: 905-827-4515 / télécopieur 800-588-1714
Service à la clientèle internationale: 940-381-1212 / télécopieur 940-483-8178
© 2012 Victor Technologies International, Inc. www.victortechnologies.com Imprimé aux Mexico
™
Page 69

K-5, Serie Tri-Arc
MANUAL DE OPERACIÓN
Soplete K-5
®
Serie Tri-Arc
English
Canadien Français
Americas Español
®
AIRE ARCO-CARBON
ANTORCHAS MANUALES PARA RANURADO
Manual N.°: 89250019LS
Fecha de emisión: 4 de Agosto de 2014
Revisión: AA
VictorTechnologies.com
Page 70

VALORAMOS SU NEGOCIO!
Felicidades por la compra de su nuevo producto Victor Arcair®. Estamos
orgullosos de tenerlo como cliente y nos esforzaremos por brindarle el
mejor servicio y la mayor confianza en la industria. Este producto está
respaldado por nuestra garantía extensiva y nuestra red de servicio en todo
el mundo.
Sabemos que le da orgullo su trabajo y nos sentimos privilegiados en
ofrecerle este producto de alto desempeño, que le ayudará a hacer su
trabajo.
Desde hace más de 60 años, Victor Arcair ofrece productos de calidad en
los cuales usted puede confiar cuando su reputación está de por medio.
ESTÁ EN BUENAS MANOS!
Arcair® es una Marca Global de Productos de Corte de Victor
Technologies™ Inc. Nos distinguimos de nuestra competencia mediante
confiables productos líderes de mercado que han superado la prueba del
tiempo.
Nos esforzamos por mejorar la productividad, eficiencia, y desempeño
de su equipo de soldadura para que destaque en su trabajo. Diseñamos
nuestros productos teniendo presente al soldador para ofrecerle funciones
de la tecnología de punta, con durabilidad, facilidad de uso y confort
ergonómico.
Sobre todo, estamos comprometidos con el desarrollo de productos
tecnológicamente avanzados a fin de alcanzar un entorno de trabajo más
seguro en la industria de la soldadura. Su satisfacción con este producto
y su operación segura es de vital importancia para nosotros. Por lo tanto,
tómese el tiempo para leer todo el manual, especialmente las precauciones
de seguridad.
Para cualquier pregunta o duda acerca de su nuevo producto Arcair, sírvase
comunicarse con nuestro amable y bien informado personalde
Servicio al Cliente al teléfono (001-880) 462-2762
(en los Estados Unidos y (1-905) 827-4515 (en Canadá),
o visítenos en el internet, a www.victortechnologies.com.
Page 71

!
ADVERTENCIA
Lea y comprenda por completo este manual y las prácticas de seguridad
de su empleador antes de instalar, operar o realizar servicio a este equipo.
Aunque la información que aparece en este manual representa el mejor juicio del
fabricante, el fabricante no se hace responsable por el uso.
Arcair® K-5 & Serie Tri-Arc®,
Aire Arco-Carbon Antorchas Manuales Para Ranurado
Manual de operación
Número de Guía del Manual del Operador: 89250019LS
Publicado por:
Victor Technologies, Inc.
2800 Airport Rd.
Denton, TX. 76208
940-566-2000
www.victortechnologies.com
Derecho de autor 2013 en © Victor Technologies, Inc. Todos los derechos
reservados.
Está prohibida la reproducción, total o parcial, de este trabajo sin permiso
escrito de la editorial.
La editorial no asume y por el presente niega toda responsabilidad ante
cualquier parte por cualquier pérdida o daño provocado por cualquier error
u omisión en este manual, ya sea que tales errores sean por negligencia,
accidente o cualquier otra causa.
Fecha de publicación: 4 de Agosto de 2014
Page 72

Table of Contents
SECCIÓN 1: INTRODUCCIÓN ............................................................... 1-1
1.01 Aire Arco-Carbón Ranurado/Corte.....................................................................1-1
1.02 Historia .............................................................................................................1-1
1.03 Aplicaciones ...................................................................................................... 1-2
SECCIÓN 2: SEGURIDAD Y SALUBRIDAD ................................................ 2-1
2.01 Instalación, Uso y Mantenimiento Correcto ......................................................2-1
2.02 Electrodos ......................................................................................................... 2-1
2.03 Riesgos en la Ventilación ................................................................................. 2-2
2.04 Equipos y Ropa de Protección Personal ..........................................................2-3
2.05 Cabinas de Protección ......................................................................................2-4
2.06 Riesgos de Incendio y de Quemadura .............................................................. 2-4
2.07 Referencias de Seguridad y Operación .............................................................2-5
SECCIÓN 3: CÓMO UTILIZAR ESTE MANUAL ............................................ 3-1
3.01 Recepción del equipo ........................................................................................ 3-1
SECCIÓN 4: INSTALACIÓN .................................................................. 4-1
4.01 Conjunto Cabeza del Soplete Serie Tri-Arc® ......................................................4-1
4.02 Instalación del Cable de Energía de Soldadura CD y la Manguera de Aire al
conector de Energía y de Aire ........................................................................... 4-2
4.03 Conexión con fuentes de poder CD o CA para Soldadura ..................................4-5
SECCIÓN 5: LOCALIZACIÓN DE FALLAS .................................................. 5-3
SECCIÓN 6: REPUESTOS ................................................................... 6-3
6.02 K-5 REFACCIONES PARA LAS ANTORCHAS .................................................... 6-3
6.02 K-5 REFACCIONES PARA EL CABLE GIRATORIO ............................................. 6-4
6.03 TRI-ARC® TORCH REPLACEMENT PARTS ........................................................6-5
DECLARACIÓN DE GARANTÍA ..................... INTERIOR DEL CUBIERTO INFERIOR
INFORMACIÓN ACERCA DE LOS CONTACTOS INTERNACIONALES CONTRAPORTADA
Page 73

SECCIÓN 1: INTRODUCCIÓN
1.01 Aire Arco-Carbón Ranurado/Corte
El proceso de aire y arco-carbón (CAA-C) remueve el metal físicamente - no químicamente como en el corte con combustible y oxígeno (COC.) El corte ocurre cuando
el calor intenso del arco entre el electrodo de carbón y la pieza de trabajo, funde una
parte de la pieza de trabajo. El aire pasa simultáneamente a través del arco, con velocidad suficiente para expulsar el material fundido.
El proceso de aire y arco-carbón no requiere oxidación para mantener el corte. Por
esto, puede desbastar o cortar metales que el proceso COC no puede. Los metales
más comunes (p.e., acero de carbón, acero inoxidable, muchas aleaciones de cobre
y fierros fundidos) se pueden cortar con el proceso de aire y arco-carbón. La tasa de
remoción del metal depende de la tasa de fundición y de la eficiencia del chorro de aire
en eliminar el metal fundido. En este proceso, el aire debe levantar el metal fundido
para librarlo del arco antes de la solidificación del metal.
1.02 Historia
El ranurado con aire y arco-carbón se inicia en los años 1940. Evolucionó del actual proceso de corte con arco de carbón. Myron Stepath, ingeniero de soldadura,
desarrollo el ranurado de aire con arco-carbón para eliminar más de cien metros de
soldaduras planas y agrietadas de acero inoxidable.
Antes, el corte con arco-carbón removía las soldaduras defectuosas y las cabezas de
remaches en las posiciones superior y vertical. El arco-carbón derretía el metal; luego
el metal fundido era removido por gravedad.
Stepath razonó que un chorro de aire podía impartir la fuerza necesaria para remover
el metal en la posición plana. Así que, experimentó con un arco de carbón con corriente directa y electrodo negativo mientras que un segundo operador, con boquilla,
dirigía un chorro de aire hacia el charco del metal fundido. Sin embargo, este esfuerzo
no resultó porque el arco era menos estable que un arco de soldadura con carbón. Por
ello, Stepath experimentó con un arco de corriente directa con electrodo positivo. El
resultado fue el ranurado con aire y arco-carbón.
En 1948, Myron Stepath presentó a la industria de la soldadura, la primera antorcha de
aire con arco-carbón. En 1949, Stepath y dos socios fundaron la compañía Arcair®.
Ya no se necesitaban dos operadores. El aire comprimido ya pasaba por la antorcha
y salía por debajo del electrodo. Esta nueva herramienta ahorraba tiempo en sanear
base de soldaduras, eliminación de grietas y reparación de soldaduras defectuosas
en aleaciones de carbón y acero inoxidable. Antes, estas tareas solo se hacían con
esmerilado o desbarbado.
Hoy el principio básico es el mismo, pero usa equipos mejorados en una más amplia
gama de aplicaciones.
1-1
Page 74

1.03 Aplicaciones
La industria ha adoptado con entusiasmo el ranurado de aire con arco-carbón. Ha
descubierto muchas aplicaciones en el proceso de fabricación de metal y acabado de
fundiciones, en la tecnología química y petrolera, la construcción, minería, reparaciones en general y el mantenimiento.
Las antorchas y electrodos Victor® Arcair® se usan en el mundo entero – dondequiera que el metal sea escopleado, ranurado, cortado o eliminado de una superficie.
Las antorchas y electrodos Victor® Arcair® se usan en el mundo entero – dondequiera que el metal sea escopleado, ranurado, cortado o eliminado de una superficie.
1-2
Page 75

SECCIÓN 2: SEGURIDAD Y SALUBRIDAD
Las Normas ANSl Z49.1, "Seguridad en Soldadura y Corte," y ANSl 249.2, "Prevención
de Incendios en el Uso de procesos de Soldadura y de Corte," cubren las prácticas
seguras en los procesos de soldadura y corte, tales como el aire con arco-carbón. Los
operadores de aire con arco-carbón y sus supervisores deben apegarse a las prácticas
seguras descritas en estos documentos. Los operadores de aire con arco-carbón y
sus supervisores deben apegarse a las prácticas seguras descritas en estos documentos.
Esta sección se ocupa brevemente de otros riesgos en la soldadura y corte con arco.
2.01 Instalación, Uso y Mantenimiento Correcto
Se puede causar lesiones graves o muerte si no se instalan y mantienen correctamente
los equipos de desbaste y corte. Puede ser peligroso el mal uso de estos equipos y
otras prácticas inseguras. Puede ser peligroso el mal uso de estos equipos y otras
prácticas inseguras.
Se usa el proceso de ranurado/corte en muchos ambientes potencialmente peligrosos,
tales como en alturas, áreas con ventilación limitada, áreas encerradas, áreas cerca
del agua, ambientes hostiles etc. El operador debe estar consciente de los peligros de
trabajar en estas condiciones y debe ser capacitado en las prácticas seguras para su
ambiente de trabajo y debe estar bajo supervisión competente.
Es indispensable que los operadores, supervisores y otros en el área de trabajo estén
conscientes de los peligros del proceso de aire con arco-carbón. Son importantes
la capacitación y la supervisión adecuada para mantener un lugar de trabajo seguro.
Conserve estas instrucciones para su consulta posterior. Cada sección se refiere a
información adicional sobre la seguridad y la operación.
2.02 Electrodos
ADVERTENCIA
CHOQUE ELÉCTRICO PUEDE CAUSAR LESIONES O MUERTE
Instale y mantenga el equipo de acuerdo con el Código Eléctrico Nacional
(NFPA 70) y los códigos locales. No haga mantenimiento ni reparaciones si
la energía está encendida. No opere el equipo si se han quitado los aislantes o
cubiertos de protección. El mantenimiento o la reparación deben ser llevados
a cabo únicamente por personal calificado y/o capacitado.
2-1
Page 76

Mantenga secos los electrodos de carbón. Si se humedecen, hornéelos a 300°F
(178°C) durante 10 horas. Los electrodos mojados podrían estrellarse.
No toque los componentes eléctricamente vivos. No toque al mismo tiempo los electrodos y conexiones a tierra con la piel directamente. Para la soldadura, siempre vista
guantes secos en buen estado. La ropa de protección aluminizada podrá formar parte
del trayecto eléctrico. Mantenga a los cilindros de oxígeno, cadenas, cables metálicos,
grúas, malacates y elevadores alejados de cualquier parte del circuito eléctrico. Revise
periódicamente todas las conexiones a tierra para determinar si están mecánicamente
sólidas y eléctricamente adecuadas para la corriente necesaria.
Si hace operaciones de ranurado/corte con corriente alterna bajo condiciones húmedas o cálidas, en las cuales el sudor pueda ser un factor, utilice controles automáticos
confiables para reducir el voltaje de operación sin carga a fin de reducir el riesgo de
choques eléctricos. Cuando el proceso de ranurado/ corte requiera valores mayores
que 80 voltios en los circuitos abiertos de máquinas de corriente alterna, y mayores
que 100 voltios en las máquinas de corriente directa, tome precauciones tales como el
uso de aislamiento adecuado para que el operador no haga contacto accidental con el
alto voltaje.
Si va a suspender el ranurado durante un período largo, como la hora de comida o por
la noche, saque todos los electrodos de la antorcha y coloque la antorcha en un lugar
seguro para evitar el contacto accidental. Desconecte la antorcha de la fuente de energía mientras no se use. Nunca sumerja en agua las antorchas de aire y arco-carbón
ni los electrodos.
2.03 Riesgos en la Ventilación
ADVERTENCIA
HUMO, VAPORES Y GASES PUEDEN SER PELIGROSOS PARA SU SALUD.
Evite humo, vapores y gases en el área de respiración. Los vapores producidos por el
proceso de ranurado son de diversos tipos y concentraciones, según el tipo de metal
base que se trabaje. Para garantizar su seguridad, no inhale estos vapores. La ventilación debe ser adecuada para extraer el humo, los vapores y gases durante la operación, para protección de los operadores de ranurado y demás personal en el área. .
Los vapores de los solventes clorados pueden formar gas tóxico de fosgeno si están
expuestos a la irradiación ultravioleta de un arco eléctrico. Saque del área de operación todos los solventes, agentes de desengrase y fuentes potenciales de estos
vapores.
2-2
Page 77

Los vapores producidos por el corte en áreas muy encerradas pueden causar molestias y daño físico si se inhalan a largo plazo. Instale una ventilación adecuada en el
área de ranurado/corte. Si la ventilación es insuficiente para eliminar todos los vapores
y gases, use respiradores con fuente de aire. Nunca use oxígeno para la ventilación ya
que el oxígeno fomenta y acelera las flamas vigorosamente.
2.04 Equipos y Ropa de Protección Personal
ADVERTENCIA
E
L RUIDO PUEDE DAÑAR LOS OÍDOS.
El ruido del proceso de aire con arco-carbón puede dañar su oído. Cuando los niveles
sonoros excedan los establecidos en las normas de la OSHA, los operadores y demás
personal en el área deben usar aparatos adecuados de protección auditiva para garantizar su protección personal contra el ruido.
Duración por Día (horas) Sound Level (dBA*) Slow Response
8 90
6 92
4 95
3 97
2 100
1-1/2 102
1 105
1/4 or less 115
* dBA = decibels
ADVERTENCIA
RAYOS DE ARCOS, ESCORIA CALIENTE Y CHISPAS PUEDEN LESIONAR
LOS OJOS Y QUEMAR LA PIEL
El proceso de ranurado/corte produce calor extremo y localizado, e intensos rayos
ultravioletas. Nunca trate de ranurar/cortar sin usar casco con lentes apropiado en
cumplimiento de las pautas federales.
2-3
Page 78

Un lente con filtro de sombre 12 a 14 ofrece la mejor protección contra la radiación
de los arcos. Si se trabaja en un área encerrada, evite la introducción de los rayos
reflejados del arco alrededor del casco. Procure proteger a otras personas contra los
rayos de los arcos y las chispas. Use cortinas de protección aprobada y goggles apropiados para proteger a las demás personas en el área circundante y a los operadores
de equipos cercanos.
La piel también debe ser protegida contra rayos de los arcos, calor y metal fundido.
Siempre vista guantes y ropa de protección que impida la exposición de la piel. Cierre
todos los bolsillos y cosa los puños para cerrarlos. Use mandiles, camisas, mangas,
polainas, etc., de piel para toda ranura/corte fuera de posición u operaciones pesadas de remoción de metal que usen electrodos gruesos. Los zapatos de trabajo con
enfranque alto ofrecen protección adecuada contra las quemaduras de los pies. Use
polainas cortas de piel para mayor protección. No use sustancias inflamables para el
cabello al ranurar/cortar. Utilice tapones auditivos para proteger los oidos contra las
chispas.
2.05 Cabinas de Protección
Donde lo permita el trabajo, el operador de la planta de soldadura de arco debe estar
encerrado en una cabina individual, pintada con acabado antirreflector, tal como el
óxido de cinc o el negro de humo. Esto es factor importante en la absorción de la irradiación ultravioleta. El operador también podrá estar encerrado dentro de biombos
no combustibles con acabado similar.
2.06 Riesgos de Incendio y de Quemadura
ADVERTENCIA
CHISPAS DE SOLDADURA PUEDEN CAUSAR INCENDIOS Y EXPLOSIONES.
Las causas de incendios incluyen los combustibles alcanzados por el arco, flamas,
chispas voladoras, escoria caliente o materiales calinetes. Saque los combustibles del
área de trabajo, y/o mantenga una brigada contra incendio. No use ropa manchada con
aceite o grasa, ya que una chispa podría encenderla. Mantenga un extintor al alcance y
conozca su uso.
Esté alerto al peligro de la conducción o irradiación. Por ejemplo, si ranura/ corta en
una pared, cancelería, techo o plafón metálico, tome precauciones para evitar el incendio de los combustibles al otro lado. No haga ranuras/cortes en envases que hayan
contenido combustibles. Ventile todos los espacios huecos, cavidades y envases antes
de hacer ranuras/cortes para liberar al aire o los gases. Se recomienda la purga con un
gas inerte.
2-4
Page 79

Tabla 2-1: Requerimientos Mínimos Recomendados del Aire
Clasificación Recomendada para el
Compresor
Tipo de
Antorcha
K-5
®
Tri-Arc
¹ Presión durante la operación de la antorcha.
Presión
de Aire¹:
psi (kPA)
80 (550)
Consumo de
Aire (pies³/
minuto (litros/
minuto)
25 (708) 5 (3.7) 7.5 (5.6)
33 (934) 7.5 (5.6) 10 (7.5)
Uso
Intermitente
hp (kW)
Uso Continuo
hp (kW)
Dimensiones
del Receptor
según las
Normas
ASME
gal (lit)
80 (303)
Use solo aire comprimido. El uso de gases combustibles comprimidos podría causar
explosiones, con lesiones personales o muerte.
2.07 Referencias de Seguridad y Operación
1. Código de Reglamentos Federales. (OSHA),Sección 29, Párrafo 1910.95, 132, 133,
134, 139, 251, 252, 253, 254 y, 1000. Oficina de impresión del gobierno de EE.
UU., Washington, D.C. 20402
2. Norma ANSI Z49.1, Seguridad al soldar y cortar
3. ANSI Z87.1 “Prácticas de Protección Ocupacional y Educacional de Ojos y Cara.”
4. ANSl Z88.2 “Prácticas Usuales para la Protección Respiratoria” American National
Standards Institute, 1430 Broadway, New York, NY 10018
5. AWS C5.3 “Prácticas Recomendadas para el Ranurado y Corte con Aire y ArcoCarbón”
6. AWS F4.1 “Prácticas de Seguridad Recomendada para Soldadura y Corte de Contenedores” Sociedad Norteamericana de Soldadura, 550 NW Lejeune RD., P.O. Box
351040, Miami FL. 33135
7. NFPA 51B “Prevención de Incendios en Procesos de Corte y Soldadura ” National
Fire Protection Association, Battery Park. Quincy MA 02269
8. Norma W117.2 de la CSA, “Seguridad de los procesos de soldadura y aleació”
Asociación Canadiense de Normas, 178 Rexdale Blvd., Rexdale, Ontario, Canada
M9W 1R3
2-5
Page 80

Esta página se dejó intencionalmente en blanco.
2-6
Page 81

SECCIÓN 3: CÓMO UTILIZAR ESTE MANUAL
Para garantizar el funcionamiento seguro, lea todo el manual, incluido el capítulo sobre
las advertencias e instrucciones de seguridad.
En todo este manual, pueden aparecer las palabras ADVERTENCIA, PRECAUCIÓN y
NOTA. Preste atención a la información que se proporciona bajo estos encabezados.
Estas anotaciones especiales son fácilmente reconocidas por:
!
ADVERTENCIA
UNA ADVERTENCIA CONTIENE INFORMACIÓN ACERCA DE
POSIBLES LESIONES PERSONALES.
PRECAUCIÓN
UNA PRECAUCIÓN se refiere a posibles daños en equipos.
NOTA
Ofrece información útil con respecto a determinados procedimientos de
operación.
3.01 Recepción del equipo
Cuando reciba el equipo, verifique el contenido contra la factura para garantizar que
está completo y revise cualquier posible daño del equipo por el viaje. Si existen daños,
notifíquelo al transportista de inmediato para llenar el formulario de reclamación.
Llene la información completa con respecto a las reclamaciones por daños o errores
de envío para la ubicación en el área incluida en la cara interior de la tapa trasera de
este manual. Incluya una descripción completa de los componentes defectuosos.
3-1
Page 82

Esta página se dejó intencionalmente en blanco.
3-2
Page 83

SECCIÓN 4: INSTALACIÓN
4.01 Conjunto Cabeza del Soplete Serie Tri-Arc
Siga este procedimiento para instalar los conjuntos de la cabeza superior e inferior dentro
del cuerpo de del soplete Tri-Arc.
1. Use un desarmador plano para quitar los aisladores anteriores del cuerpo y del brazo
superior del conjunto.
2. Presione la palanca de la antorcha, retirando el brazo superior del cuerpo para poder
insertar las cabezas fácilmente dentro del cuerpo y del brazo superior. Estando
instaladas ambas cabezas, afloje la palanca para sostener en su lugar los conjuntos
de la cabeza.
3. Coloque la roldana ondulada surtida con los conjuntos cabeza sobre el tornillo de la
cabeza del soplete, e introduzca el tornillo dentro del vástago roscado de cada cabeza.
Verifique que esta conexión esté bien apretada.
4. Reemplace los aisladores anteriores y vuelva a apretar los tornillos para sujetar a los
aisladores en su lugar.
N.° DE PIEZA DESCRIPCIÓN
94-378-267 Cabeza Superior e Inferior, 1/2" (12.7 mm.) Usos Generales
94-378-270 Cabeza Superior e Inferior, 5/8" (15.9 mm.) Usos Generales
94-378-273 Cabeza Superior e Inferior, 3/4" (19.05 mm.) Usos Generales
94-378-343 Cabeza Superior e Inferior, 1" (25.4 mm.) Usos Generales
94-378-286 Cabeza Superior e Inferior, 12" (12.7 mm.) c/ Limpiado del Cojín
94-378-289 Cabeza Superior e Inferior, 5/8" (15.9 mm.) c/ Limpiado del
Cojín
94-378-283 Cabeza Superior e Inferior, 3/4" (19.05 mm.) c/ Limpiado del
Cojín
94-378-298 Cabeza Superior e Inferior para la eliminación de defectos
Tabla 4-1: Opciones para el conjunto cabeza (por separado)
®
4-1
Page 84

4.02 Instalación del Cable de Energía de Soldadura CD y la Manguera de
Aire al conector de Energía y de Aire
Números de los componentes:
K-5: 61-104-007, 61-104-008
Serie Tri-Arc®: 62-991-417
Siga estas instrucciones para conectar el Cable de Energía de Soldadura CD y la Línea
de Aire Comprimido, directamente al Conector de Energía y de Aire en el Ensamble
Giratorio para los Cables de la Antorcha.
1. Saque de la caja el Ensamble de la Antorcha y del Cable, y colóquelo en posición
recta, sin torcerse, sobre un banc de trabajo o el piso.
2. Deslice el manguito moldeado de protección para alejarlo del conector hembra y dejar
acceso para conectar los cables del soldador y la manguera de aire al conjunto cable
según se aprecia en la figura.
Figura 4-1: K-5 Figura 4-2: Serie Tri-Arc
®
3. Use un tornillo cabeza hexagonal de 1/2" – 13 x 1&1/2" (no incluido). Coloque el tornillo
para que las cuerdas pasen a través de la uña plegada de los Cables de Soldadura de
Energía CD en el Conjunto del Cable Giratorio. Los cables de conexión de la energía
podrán ser conectados en ambos lados del conector para el soplete Tri-Arc®, que
acepta hasta cuatro (4) cables de soldadura de cédula 4/0.
Figura 4-3: K-5 Figura 4-4: Serie Tri-Arc
4-2
®
Page 85

4. Instale una roldana fiadora de 1/2" sobre las roscas del tornillo y empiece a apretar una
tuerca de 1/2"-13 sobre el ensamble. Apriételo con llave. Verifique que no se obstruya
el acceso el acceso a las roscas internas para la manguera de aire de entrada.
Figura 4-5: K-5 Figura 4-6: Serie Tri-Arc
®
Figura 4-7: K-5 Figura 4-8: Serie Tri-Arc
®
Figura 4-9: K-5 Figura 4-10: Serie Tri-Arc
®
4-3
Page 86

5. Enrosque la línea de Aire Comprimido de entrada, con una conexión de tubo roscado
con diámetro interior de 3/8 pulg., dentro del Conector de Energía y del Aire. Esta
conexión debe ser apretada con llave.
Figura 4-11: K-5 Figura 4-12: Serie Tri-Arc
Figura 4-13: K-5 Figura 4-14 Serie Tri-Arc
®
®
6. Deslice el manguito moldeado de protección de regreso sobre las conexiones de la
energía y del aire para que no se proyecten componentes metálicos desde el manguito
protector. El operador debe verificar que el manguito permanezca en su lugar sobre
la conexión para evitar arcos accidentales hacia una superficie de trabajo puesta a
tierra.
Figura 4-15: K-5 Figura 4-16: Serie Tri-Arc
®
7. El ensamble ya está listo para utilizarse en su aplicación para la remoción de metal.
4-4
Page 87

4.03 Conexión con fuentes de poder CD o CA para Soldadura
Las aplicaciones de ranurado normalmente usan fuentes de poder trifásica para soldadura, con voltaje mayor que 60 voltios en el circuito abierto para contemplar cualquier
caída de voltaje en el circuito.
1. Conecte el Cable de Poder para Soldadura que está conectado al cable Giratorio de la
Antorcha, al terminal positivo de la fuente de poder (CD positivo). Consulte la figura
4-17.
2. Conecte a la pieza de trabajo, el Cable de Poder para soldadura que está conectado
al terminal negativo en la fuente de poder.
AIRE COMPRIMIDO
ALIMENTACIÓN
CABLE DEL ELECTRODO
CD POSITIVO O CA
CABLE CONCÉNTRICO
CABLE PARA LA PIEZA
DE TRABAJO
ELECTRODO DE CARBÓN
SOPLETE
PIEZA DE
TRABAJO
Figura 4-17
3. Encienda la fuente de poder y el suministro de aire a la antorcha de escopleadura y
el conjunto de cables.
4. Presione hacia abajo sobre la palanca de la antorcha para insertar el "carbón" del
electrodo de arco de carbón dentro de la antorcha. Al usar carbones recubiertos con
cobre, el carbón desnudo debe estar hacia abajo, y retirado de la antorcha. Aquí es
donde se formará el arco entre el carbono y la pieza de trabajo. Consulte la figura
4-17.
4-5
Page 88

SOPLETE
PROYECCIÓN DEL
ELECTRODO: MÁXIMO 7" (178 MM.)
COBRE RETIRABLE
3/4" to 2"
AIRE 80PSI
SIEMPRE DEBAJO DEL ELECTRODO
RECORRIDO
PIEZA DE TRABAJO (-)
Figura 4-18
ELECTRODO
LAS CABEZAS DEL
SOPLETE (+)
5. Sujete el electrodo según se aprecia en la Figura 4-18 para que se extienda un máximo
de 7 pulg. (178 mm) desde la antorcha. Para el aluminio, esta extensión debe ser de
3” (76,5 mm).
6. Estando abierta la válvula de la antorcha, ajuste la presión del aire en la antorcha
dentro del rango d presiones normales, entre 80 psi (551,6 kPa) y 100 psi (690 kPa).
Pueden usarse presiones mayores pero no eliminarán el metal más eficientemente.
7. Ajuste la corriente de la soldadura (corriente constante) o el voltaje (voltaje constante),
dependiendo del tipo de fuente de energía que se utilice, de acuerdo con el rango de
corrientes recomendados para el diámetro del carbono que se utilice. Consulte la
tabla 4-2.
Soplete
Diámetro del
electrodo
DC Electrode DCEP
in (mm) mín – máx
5/16 (7.9) 350 - 450
K-5
3/8 (9.5) 450 - 600
1/2 (12.7) 800 - 1000
5/8 (15.9) 1000 - 1250
5/16 (7.9) 350 - 450
3/8 (9.5) 450 - 600
Serie Tri-Arc
®
1/2 (12.7) 800 - 1000
5/8 (15.9) 1000 - 1250
3/4 (19.1) 1250 - 1600
1 (25.4) 1600 - 2200
Tabla 4-2: Rangos de Corriente Recomendada (en amperios) para Electrodos de Tipos y
Tamaños más Comunes
4-6
Page 89

8. Abra el chorro aire antes de formar el arco. Sujete la antorcha en un ángulo de trabajo
entre 45° y 60° para que el electrodo se incline hacia atrás de la dirección del recorrido. El chorro de aire barre entre el electrodo y la pieza de trabajo, suministrando la
fuerza necesaria para eliminar del surco todo el metal fundido.
9. Toque la pieza de trabajo ligeramente con el electrodo para formar el arco. No retire el
electrodo después de encendido el arco. Si se está manteniendo el voltaje correcto del
arco, será alto el sonido del arco y del aire comprimido. Si el sonido esté amortiguado,
el voltaje del arco está más abajo de las condiciones de operación recomendada. El
voltaje normal del arco con una antorcha de ranurado manual se mide entre 35 y 50
voltios.
10. La profundidad de la ranura está controlada por la velocidad de recorrido. Se podrán
formar ranuras de hasta 1" (25 mm.) de profundidad. Sin embargo, mientras más
profunda la ranura, más experimentado tiene que ser el operador. Las bajas velocidades de recorrido producen surcos profundos, mientras que las altas velocidades
de recorrido producen surcos poco profundos. El ancho del surco está determinado
por el diámetro del electrodo que se use, y típicamente es 1/8" (3.2 mm.) más ancho
que el diámetro del electrodo. Se podrán formar surcos más anchos con electrodos
pequeños, oscilándolos en un movimiento circular o de vaivén.
5-1
Page 90

Esta página se dejó intencionalmente en blanco.
5-2
Page 91

SECCIÓN 5: LOCALIZACIÓN DE FALLAS
Problema Causa Solución
Un gran depósito de
carbón libre al principio
del surco.
Arco inestable, obligando al operador recorrer
a velocidad lenta incluso
en las ranuras poco
profundas.
Ranura errática. El arco
se desplaza en vaivén y
el electrodo se calienta
rápidamente..
1. O el operador olvidó
abrir el chorro de aire
antes de formar el arco,
o la antorcha estaba
incorrectamente colocada.
2. La varilla de carbón no
estaba colocada correctamente dentro del
conjunto de la cabeza.
1. Amperaje insuficiente
para el diámetro del
electrodo utilizado (ver
la Tabla 2.) Aunque sea
suficiente el amperaje
más bajo que se recomiende, requiere mayor
habilidad de parte del
operador. Un amperaje
a medio rango funciona
mejor.
1. El proceso que se usa
con CDEN (electrodo
negativo.)
1. Abra el aire antes de formar el arco. El aire debe
fluir entre el electrodo y
la pieza de trabajo.
2. Verifique que la varilla
de carbón esté asentada
dentro de la ranura de la
cabeza de la antorcha.
1. Si la fuente de poder
disponible no ofrece el
amperaje deseado, utilice
el electrodo del siguiente
diámetro menor, o instale
en paralelo dos o más
fuentes de energía para
soldadura.
1. Cuando sea posible, el
proceso de escopleadura
debe hacerse con CDEP
(electrodo positivo). Los
electrodos de corriente
directa deben usarse con
CDEP (electrodo positivo) en todos los metales
salvo algunas aleaciones
de cobre tales como
Superston y Nialite.
5-3
Page 92

Problema Causa Solución
Arco con acción intermitente Produce un surco
con superficie irregular.
En el ranurado, depósitos de carbón libre en
intervalos diferentes
del surco; En el lavado
de placas, depósitos de
carbón libre en diversos
puntos sobre la superficie lavada.
Surco irregular. Demasiado profundo;
luego demasiado poco
profundo.
1. La velocidad de recorrido estaba demasiado
baja en el ranurado
manual. Es posible
que el operador haya
puesto la mano sobre
otro trabajo para equilibrarse. Esta es una
tendencia en la soldadura con arco metálico
protegido. La fricción
entre la mano con
guante y la pieza de
trabajo podrá causar un
jaloneo en el avance,
produciendo un hueco
entre el electrodo y la
pieza de trabajo que
sea demasiado grande
para mantener el arco.
2. Deficiente conexión a
tierra.
1. Un corto circuito en
el electrodo utilizado
en la pieza de trabajo
durante la escopleadura manual. Esto es
el resultado de una
velocidad excesiva de
recorrido respecto al
amperaje empleado y la
profundidad del surco
que se forme. En las
operaciones mecanizadas, es el resultado de
una velocidad excesiva de recorrido o el
uso de una fuente de
poder con curva plana
y voltaje constante
con un electrodo de
diámetro bajo, de 5/16"
(7,9 mm). En el lavado
de placas, esto es el resultado de sostener el
electrodo en un ángulo
de empuje insuficiente.
1. El operador estaba en
una posición inestable.
1. El operador debe pararse
cómodamente para que
los brazos se muevan
libremente y los guantes
no se arrastren sobre la
pieza de trabajo. Si se
usa equipos mecánicos,
ver la Tabla 4 (página
4-24) para las condiciones apropiadas de
operación.
2. Inspeccione las abrazaderas y los cables a
tierra para garantizar una
conexión correcta.
1. Use un ángulo de 15° a
70° entre el electrodo y el
trabajo. Un ángulo menor
aumenta el área para
la formación del arco,
reduciendo la densidad
de la corriente. Esta
reducción en la densidad
del arco-corriente requiere una gran disminución
de la longitud del arco,
hasta llegar al punto de
corto circuito. Mantenga
un hueco apropiado del
arco.
1. El operador debe asumir
una posición cómoda
durante las operaciones
de ranurado.
5-4
Page 93

Problema Causa Solución
1. Inadecuada eyec-
1. Para proporcionar un
ción de escoria. Para
resolver esta situación,
mantenga una adecuada presión de aire
y relación de flujo
(pies³/minuto.) Una
presión del aire entre
80 y 100 psi (550-690
kPa) podría no eyectar
Escoria adherida a los
bordes del surco.
eficazmente toda la
escoria si el volumen
es insuficiente..
volumen adecuado, la
manguera de aire que
alimenta el conjunto
concéntrico del cable
necesita una manguera
con diámetro interior
mínimo de 3/8" (9.5 mm)
para las antorchas manuales. Para las antorchas
automáticas, el mínimo
diámetro interior de la
manguera debe ser 1/2"
(12.7 mm). Dirija el
chorro de aire en paralelo
al área de ranurado. El
operador no debe de
tenderse hacia un lado u
otro, al no ser que desee
minimizar la adherencia
de las escorias en un
solo lado del corte.
6-1
Page 94

Esta página se dejó intencionalmente en blanco.
6-2
Page 95

SECCIÓN 6: REPUESTOS
1
1
2
3
4
5
6
7
8
9
10
11
12
13
6.02 K-5 REFACCIONES PARA LAS ANTORCHAS
RELACIÓN DE REFACCIONES PARA LAS ANTORCHAS
ELEMENTO DESCRIPCIÓN K-5
Complete Torch 01-104-003
1 Aisladores y Tornillos 94-433-118
2 Tornillo y Cabeza 94-378-370
3 Brazo Superior 94-048-088
4 Resorte 94-800-077
5 Cuerpo de la Antorcha 94-103-114
6 Manija 94-370-079
7 Palanca y Tornillo 94-476-034
8 Pasador de Bisagra 94-632-094
9 Conjunto del Sombrerete de la Válvula 94-104-023
10 Carrete y O-Rings 94-801-021
11 Anillo "O" 94-710-036
12 Bonete de la Válvula 94-104-012
13 Llave para el Bonete 94-960-001
6-3
Page 96

6.02 K-5 REFACCIONES PARA EL CABLE GIRATORIO
3
8
7
7
9
10
11
6
1
2
8
3
4
5
7
7
9
11
10
K-5 Cable
RELACIÓN DE REFACCIONES PARA EL CABLE
ELEMENTO DESCRIPCIÓN K-5
7. (2.1M) Cable Giratorio 70-128-507
10. (3M) Cable Giratorio 70-128-510
10. (3M) Conductor
10. (3M) Cubierto
1 Tornillo Fijador
2 Anillo "O"
3 Conector Macho 94-170-105
4 Arandela Tipo Resorte
5 Roldana de Latón
6 Camisa giratoria 94-784-051
7 Abrazadera (se usan 2) 98-167-012
8 7. (2.1M) Conductor 96-130-061
9 7. (2.1M) Cubierto 94-171-004
10 Manguito aislante 94-105-017
11 Conector Hembra 94-170-087
6-4
Page 97

Esta página se dejó intencionalmente en blanco.
6-5
Page 98

6.03 TRI-ARC® TORCH REPLACEMENT PARTS
1
1
2
2
3
4
5
6
7
8
9
10
11
12
13
15
16
9
6-6
Page 99

RELACIÓN DE REFACCIONES PARA LAS ANTORCHAS
ELEMENTO DESCRIPCIÓN N.° DE PIEZA
Soplete solo 02-991-411
1 Aisladores y Tornillos 94-433-118
Tornillo (Upper/Lower) y Cabeza
Eliminación de Defectos 94-378-298
Para Usos Generales - 1/2” (12.7mm) 94-378-267
Para Usos Generales - 5/8” (15.9mm) 94-378-270
2
Para Usos Generales - 3/4” (19.5mm) 94-378-273
Para Usos Generales - 1” (25.4mm) 94-378-344
Limpieza del cojín - 1/2” (12.7mm) 94-378-286
Limpieza del cojín - 5/8” (15.9mm) 94-378-289
Limpieza del cojín - 3/4” (19.5mm) 94-378-283
3 Brazo Superior 94-048-110
4 Resorte 94-800-088
5 Cuerpo de la Antorcha 94-103-221
Cuerpo del Soplete sin la Válvula 94-103-237
6
7
8
9
Kit sin botones para las válvulas 94-123-017
10
11
12
13
15 Camisa aislante 94-784-045
16 Puente (se usan 2) 96-458-018
Manija 94-370-079
Palanca y Tornillo 94-476-034
Pasador de Bisagra 94-632-063
Bonete de la Válvula 94-104-023
Carrete y O-Rings 94-801-021
Anillo "O" 94-710-036
Bonete de la Válvula 94-104-012
Llave para el Bonete 94-960-001
6-7
Page 100

6
Cable Estándar Tri-Arc
3
5
3
7
4
2
1
LISTA DE REFACCIONES DEL CONJUNTO CABLE
CONJUNTO DEL CABLE CONCÉNTRICO ESTÁNDAR DE 340°
ELEMENTO DESCRIPCIÓN N.° DE PIEZA
7. (2.1M) Cable 74-143-607
10. (3M) Cable 74-143-610
1 Conector Macho 94-170-169
2 Camisa giratoria 94-784-050
3 Abrazadera (se usan 2) 98-167-010
4
5
6 Manguito aislante 94-105-007
7 Conector Hembra 94-170-095
7. (2.1M) Conductor del Cable 96-130-063
10. (3M) Conductor del Cable 96-130-126
7. (2.1M) Forro de la Manguera del Cable 94-171-006
10. (3M) Forro de la Manguera del Cable 94-171-140
®
6-8
 Loading...
Loading...