

TSCHORN 3D-Tester, 001V2D008, 001V2V008, 001V2V010, 001V2T020 Operating Instructions Manual
...
Download
Bedienungsanleitung
Operating instructions
Mode d’emploi
Istruzioni per l‘uso
Instruciones de uso
Εγχειρίδιο Χρήσης
Handleiding
Manual
Bruger vejledning
Instrukcja obsługi
Használati útmutató
Регулировка радиального биения
操作說明
取り扱い説明書
메뉴얼
2019

Bedienungsanleitung 3D-Taster
Operating instructions 3D-Tester
Mode d’emploi
Art.nr.
001V2D008 3D-Taster SLIMplus mit Schaft Ø8
001V2D010 3D-Taster SLIMplus mit Schaft Ø10
001V2D012 3D-Taster SLIMplus mit Schaft Ø12
001V2DB12 3D-Taster SLIMplus BLACK mit Schaft Ø12
001V2V008 3D-Taster VIplus mit Schaft Ø8
001V2V010 3D-Taster VIplus mit Schaft Ø10
001V2V012 3D-Taster VIplus mit Schaft Ø12
001V2T020 3D-Taster DREHplus mit Schaft Ø20
Der 3D-Taster ist ein Messmittel, das ausschließlich für das Antasten von Werkstücken,
oder -zeugen auf Bearbeitungszentren, Fräs- oder Drehmaschinen verwendet werden soll.
Die aktuellste Version dieser Bedienungsanleitung nden Sie auf unserer Website unter
www.tschorn-gmbh.de oder mithilfe des unten stehenden QR-Codes.
The 3D-Tester is a measuring instrument which has exclusively be used for the probing
of work pieces in machining centres and milling machines.
You can nd the latest version of this operating instructions on our website www.
tschorn-gmbh.de or with the QR-code below.
Le 3D-Tester est un instrument de mesure qui doit être exclusivement utilisé pour la
palpage de la position des pièces sur les centres d‘usinage et les fraiseuses.
Vous trouverez la dernière version de ce mode d‘emploi sur notre site www.tschorngmbh.de ou avec le QR-code ci-dessous.
Download:
1

Beschreibung der Einzelteile
Description of component parts
Description des pièces détachées
Ein stellschrauben
adjustment screws
vis de réglage
Messeinheit
measuring unit
unité de mesure
Schaft Ø12
shank Ø12
Queue Ø12
0.01 mm Skala
0.01 mm scale
0.01 mm échelle
1 mm Skala
1 mm scale
1 mm échelle
Tasteinheit
probing unit
l‘unité de palpage
Sollbr uchstelle
breaking point
Zone de rupture
Tastkugel
probing ball
bille
Dichtung
seal
joint
Schlüsselbohrung
key hole
trous pour la clé
Tasteinsatz
probe tip
Touche de palpage
2
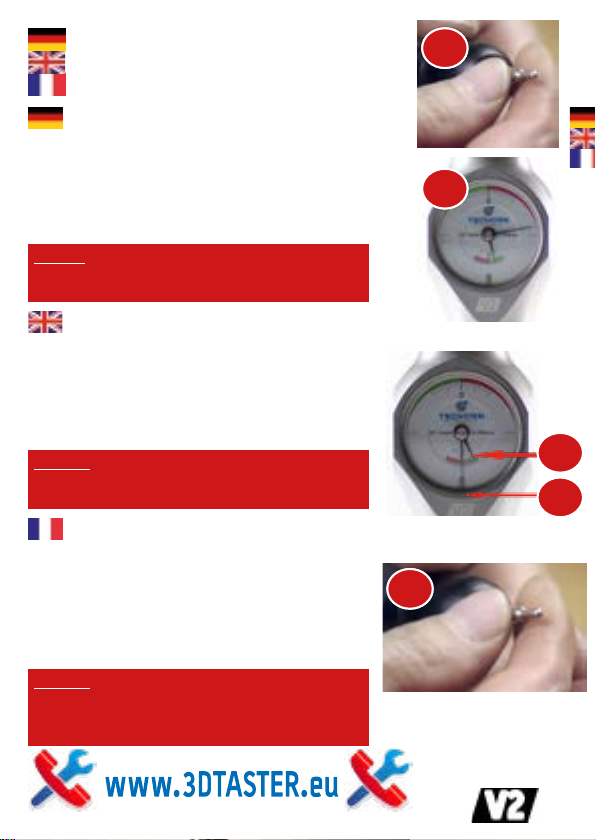
Vor dem Gebrauch
Before use
Avant utilisation
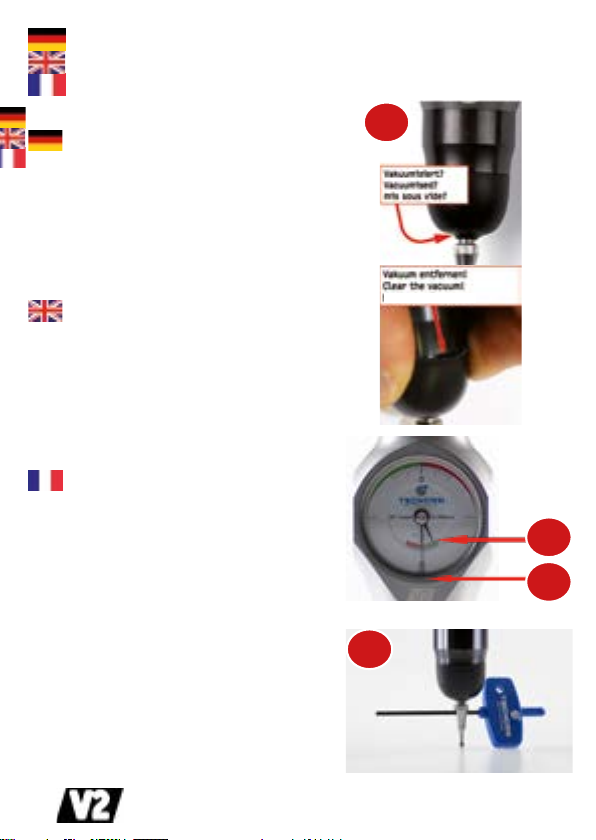
Die Dichtung auf evtl. vorhandenes Vakuum
1.
prüfen und gegebenenfalls entfernen.
Zeigerstellung kleiner Zeiger prüfen:
2.
Soll bei -1,5
Zeigerstellung großer Zeiger prüfen:
3.
Soll innerhalb des schwarzen Balkens
Prüfen ob der Tasteinsatz sicher befestigt ist.
4.
Prüfen des Rundlaufs in der Maschinenspindel.
5.
(siehe Seite 4)
Bezugslänge des 3D-Tasters ermitteln.
6.
(siehe Seite 6)
1.
Check if the seal has got any existing vacuum
and remove it if necessary.
2.
Check the position of the small indicator:
Should be at -1,5
3.
Check the position of the large indicator:
Should be within the black area
4.
Check if the probe tip is fastened securely.
5.
Check the run-out in the spindle of the machine.
(see page 4)
6.
Determine the reference length of the 3D-Tester.
(see page 6)
1.
Contrôler si le joint a un vide. Supprimer ce
vide si nécessaire.
2.
Contrôler la position de la petite aiguille:
Doit être à -1,5
3.
Contrôler la position de la grande aiguille:
Doit être dans la barre noire
4.
Contrôler si la pointe de palpage est xée
sûrement.
5.
Contrôler la concentricité dans la broche de
la machine. (voir page 4)
6.
Déterminer la longuer relative du palpeur 3D.
(voir page 6)
1.
Supprimez ce vide!
2.
3.
4.
3
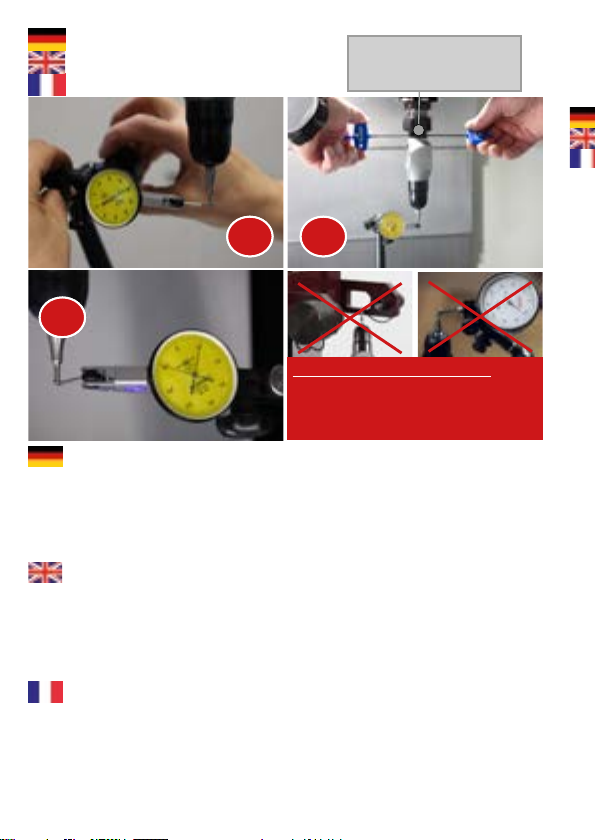
Justieren des Rundlaufs
Adjusting the radial runout
Réglage de la concentricité
- Stellschrauben (4 Stk.)
- Adjustable screws (4 pcs.)
- Vis de réglage (4 pc.)
P1 P2
P3
WICHTIG - IMPORTANT - IMPORTANT:
Fühlhebelmessgerät verwenden! - Use a lever gauge! - Utilisez un indicateur à levier!
KEINE Messuhr! KEINE Kamera! - No dial
gauge! No camera! - Pas de comparateur!
Pas d’appareils optiques!
Taster in eine Werkzeugaufnahme einspannen.
1.
Vor dem Rundlaufeinstellen, den Tasteinsatz händisch betätigen und in eine freie Ruheposition
2.
bringen.
Messuhr an die Tastkugel anstellen. (siehe P1)
3.
Den höchsten und den tiefsten Messpunkt nden. (siehe P3)
4.
Mit den beiden Stellschrauben in Richtung der Messuhr, auf Mitte, einstellen. (siehe P2)
5.
Wiederholen Sie den Vorgang so lange bis die gewünschte Rundlaufgenauigkeit erreicht ist.
6.
Achten Sie darauf, dass am Ende alle 4 Stellschrauben mit maximal 2 Nm festgezogen sind.
7.
Wenn der Rundlauf fertig eingestellt ist, den Tasteinsatz nicht mit der Hand betätigen.
8.
Clamp the 3D-Tester into a tool holder.
1.
Before adjusting the run-out, move the probe tip by hand and move it in to a free resting position.
2.
Move the dial gauge to the probe sphere. (see P1)
3.
Find the highest and lowest measuring point. (see P3)
4.
Adjust the 3D-Tester with 2 adjustment screws to the centre position. (see P2)
5.
Repeat the procedure until the desired run-out is achieved.
6.
Make sure that all 4 adjustment screws are tightened with a maximum torque of 2
7.
Newtonmeters.
As soon as the runout is adjusted manually, do not move the probe tip by hand anymore.
8.
Fixer le 3D-Tester dans le porte-outil
1.
Avant de régler la concentricité du 3D-Tester, bouger la touche de palpage à la main. Elle
2.
doit retrouver naturellement sa position de repos.
Régler l’indicateur à levier sur la sphère de la touche (voir P1)
3.
Rechercher le point de mesure mini et maxi (voir P3)
4.
Régler le 3D-Tester, jusqu’à la position centrale grâce aux 2 vis de réglage qui sont dans
5.
l’axe du comparateur à levier (voir P2)
Répéter l’opération jusqu’à l’obtention de la concentricité désirée.
6.
Veillez bien à ce que les 4 vis de réglage soient serrées avec un couple maximum de 2Nm
7.
Dès que la concentricité a été réglée, ne bougez plus la touche de palpage à la main.
8.
4

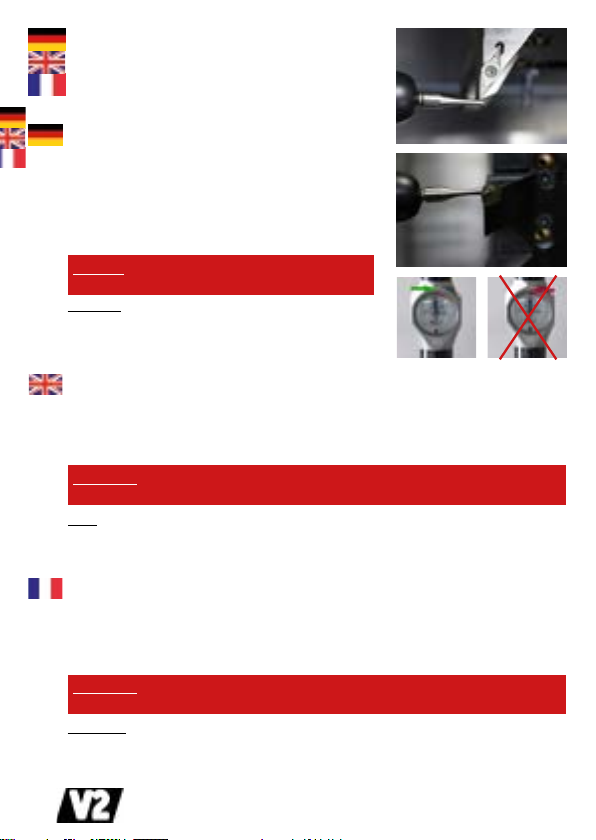
Antasten radial
Radial probing
Palpage radial
1.
Den Taster in die Spindel einsetzen. Kühlmittelzufuhr
und Spindel abschalten.
2.
Bitte exakt senkrecht zum Werkstück antasten, sonst
könnten Messfehler entstehen.
3.
Mit dem Taster vorsichtig der Werkstückkante nähern,
bis sich der große Zeiger zu bewegen beginnt. Dann
so lange weiter tasten bis beide Zeiger (klein und
groß) exakt „0“ anzeigen.
4.
In dieser Position steht die Spindelachse exakt über
der Werkstückkante.
WICHTIG: Korrekte Messungen ertasten Sie nur in
Tastrichtung vorwärts! (rückwärts = Umkehrfehler)
Hinweis: Ein Überfahren der Werkstückkante um bis zu
1,5 mm (kleiner Zeiger im roten Bereich) ist problemlos.
Nach 1,5 mm kommen mechanische Endanschläge, welche den Tasteinsatz zum Bruch an der Sollbruchstelle
führen, um den 3D-Taster zu schützen.
Insert the 3D-Tester into the spindle. Cut-off the coolant supply and turn off the spindle.
1.
Please make sure that probing is exactly perpendicular. Otherwise, measurement failures
2.
may occur.
Move the 3D-Tester carefully to the edge of the workpiece until the large indicator starts
3.
moving. Continue until both indicators (large and small) show exactly „0“.
In this position, the symmetry axis of the spindle is exactly positioned to the work
4.
piece edge.
IMPORTANT: correct measurements are only possible by probing forwards!
(backwards = reverse fault)
Note:
It is not a problem to overpass the edge of the work piece up to 1.5 mm (small pointer in
the red area). After 1.5 mm, there are mechanical limit stops which lead to the probe tip
halting at the predetermined breaking point to protect the 3D-Tester.
Fixer le palpeur dans la broche. Couper l‘arrosage et la rotation de la broche.
1.
Assurez-vous de la parfaite position verticale du palpeur an d‘éviter toutes erreurs
2.
de mesure.
Approcher prudemment la touche du 3D-Tester du bord de la pièce jusqu‘à ce que la
3.
grande aiguille commence à se déplacer. Avancer doucement jusqu‘à ce que la petite et
la grande aiguille se trouvent exactement sur la position „0“.
Dans cette position, l‘axe de la broche est parfaitement aligné avec le bord de la pièce.
4 .
IMPORTANT: Pour avoir une mesure correcte, toujours mesurer en avançant dans le même
sens (retour en arrière = erreur de mesure)
Remarque:
Un dépassement jusqu‘à 1.5mm (petite aiguille dans la zone rouge) du bord de la pièce à
mesurer ne pose pas de problème. Au delà de ces 1.5mm, la limite mécanique de la touche
(Zone de rupture) est atteinte an de protéger le palpeur 3D.
5

Antasten axial
Axial probing
Palpage axial
Die Bezugslänge des 3D-Tasters auf einem Voreinstellgerät
1.
ermitteln. Dabei sind 1,5 mm für den Messweg des 3D-Tasters
zu subtrahieren.
Den Taster in die Spindel einsetzen. Kühlmittelzufuhr und
2.
Spindel abschalten.
Bitte exakt senkrecht zum Werkstück antasten, sonst könnten
3.
Messfehler entstehen.
Mit dem Taster vorsichtig der Oberäche des Werkstücks nä-
4.
hern, bis sich der große Zeiger zu bewegen beginnt. Dann so
lange weiter tasten bis beide Zeiger (klein und groß) exakt
„0“ anzeigen.
Die Spindel steht nun in Höhe der ermittelten Bezugslänge
5.
über dem Werkstück.
Hinweis:
Ein Überfahren der Werkstückkante um bis zu 1,5 mm (kleiner
Zeiger im roten Bereich) ist problemlos. Nach 1,5 mm kommen
mechanische Endanschläge, welche den Tasteinsatz zum Bruch
an der Sollbruchstelle führen um den 3D-Taster zu schützen.
Determine the 3D-Tester reference length with a pre-setting device. Please note that 1,5
1.
mm must be subtracted from this length.
Insert the 3D-Tester into the spindle. Cut-off the coolant supply and turn off the spindle.
2.
Please make sure that the probing is exactly perpendicular. Otherwise, measurement
3.
failures may occur.
Move the 3D-Tester carefully towards the work piece surface until the large indicator
4.
starts moving. Continue until both indicators (large and small) show exactly „0“.
Now, the spindle is located at the height of the determined reference length above the
5.
work piece.
Note:
It is not a problem to overrun the edge of the work piece up to 1.5 mm (small pointer in
the red area). After 1.5 mm, there are mechanical limit stops which lead to the probe tip
halting at the predetermined breaking point in order to protect the 3D-Tester.
La longueur de référence du palpeur est à déterminer avec un appareil de préréglage. Il
1.
est nécessaire de soustraire 1.5mm à cette longueur.
Fixer le palpeur dans la broche. Couper l‘arrosage et la rotation de la broche.
2.
Assurez-vous de la parfaite position verticale du palpeur an d‘éviter toutes erreurs
3.
de mesure.
Approcher prudemment la touche du 3D-Tester du dessus de la pièce jusqu‘à ce que la
4.
grande aiguille commence à se déplacer. Descendre doucement jusqu‘à ce que la petite
et la grande aiguille se trouvent exactement sur la position „0“.
Maintenant, la broche se trouve à la distance de référence au dessus de la surface de
5.
la pièce.
Remarque:
Un dépassement jusqu‘à 1.5mm (petite aiguille dans la zone rouge) du dessus de la pièce à
mesurer ne pose pas de problème. Au delà de ces 1.5mm, la limite mécanique de la touche
(Zone de rupture) est atteinte an de protéger le palpeur 3D.
Bezugslänge
reference length / Longueur de référence
abzlg. 1,5 mm / less 1,5 mm / moins de 1,5 mm
6
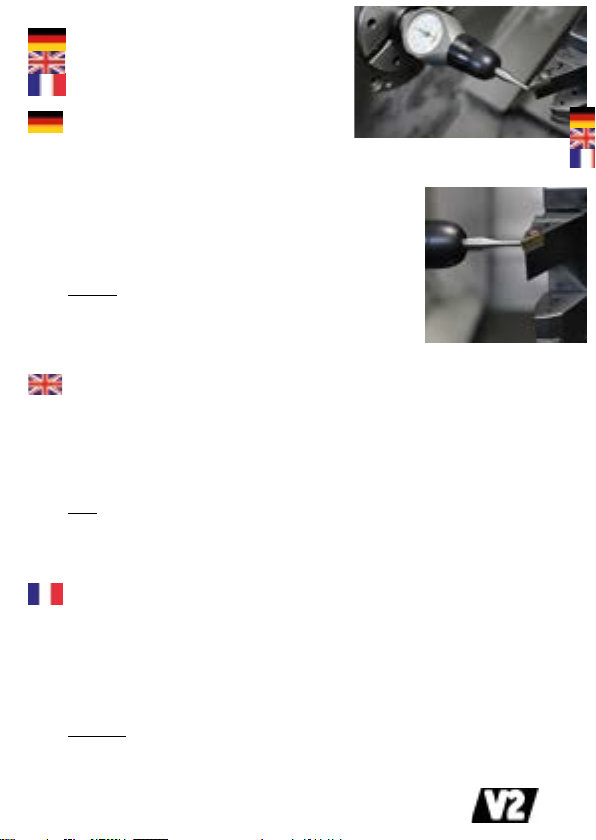
Antasten X/Y (DREHplus)
Radial probing X/Y (DREHplus)
X
Palpage X/Y (DREHplus)
1.
Den Taster in das Spannfutter der Drehspindel einsetzen. Kühlmittelzufuhr und Spindel abschalten.
2.
Gegebenfalls Rundlauf überprüfen.
3.
Das Werkzeug vorsichtig auf den konischen Tasteinsatz in X- oder Y-Richtung bewegen, bis sich der große Zeiger zu bewegen beginnt. Dann so lange weiter
tasten bis beide Zeiger (klein und groß) exakt „0“
anzeigen.
4.
In dieser Position steht das Werkzeug exakt zur Spin-
delmitte.
WICHTIG: Korrekte Messungen ertasten Sie nur in
Tastrichtung vorwärts! (rückwärts = Umkehrfehler)
Hinweis: Ein Überfahren des Tasters um bis zu 1,5 mm
(kleiner Zeiger im roten Bereich) ist problemlos. Nach
1,5 mm kommen mechanische Endanschläge, welche den
Tasteinsatz zum Bruch an der Sollbruchstelle führen,
um den 3D-Taster zu schützen.
Insert the 3D-Tester into the spindle. Cut-off the coolant supply and turn off the spindle.
1.
If necessary, check the run-out.
2.
Move the tool carefully to conical probe tip in the direction of X or Y until the large in-
3.
dicator starts moving. Continue until both indicators (large and small) show exactly „0“.
In this position, the tool stands exactly to the centre of the spindle.
4.
IMPORTANT: correct measurements are only possible by probing forwards!
(backwards = reverse fault)
Note:
It is not a problem to overpass with the 3D Tester up to 1.5 mm (small pointer in the red
area). After 1.5 mm, there are mechanical limit stops which lead to the probe tip halting
at the predetermined breaking point to protect the 3D-Tester.
Fixer le palpeur dans la broche. Couper l‘arrosage et la rotation de la broche.
1.
Si nécessaire, vériez la concentricité.
2.
Bougez délicatement l‘outil sur la touche conique dans la direction X ou Y jusqu‘à ce que
3.
le grand indicateur commence à bouger. Avancer doucement jusqu‘à ce que la petite et
la grande aiguille se trouvent exactement sur la position „0“.
Dans cette position, l‘outil se trouve exactement au centre de la broche.
4 .
Y
IMPORTANT: Pour avoir une mesure correcte, toujours mesurer en avançant dans le même
sens (retour en arrière = erreur de mesure)
Remarque:
Un dépassement jusqu‘à 1.5 mm (petit indicateur dans la zone rouge) ne pose pas de
problème. Au delà de ces 1.5 mm, la limite mécanique de la touche (zone de rupture) est
atteinte an de protéger le palpeur 3D.
7
Antasten Z (DREHplus)
Probing Z (DREHplus)
Palpage Z (DREHplus)
Den Taster in das Spannfutter der Drehspinel einsetzen.
1.
Kühlmittelzufuhr und Spindel abschalten.
Die Bezugslänge des 3D-Tasters DREHplus zum Koordinaten-
2.
system in Z muss zuvor ermittelt werden. Dies ist z.B. mit
einem bekannten Werkzeug möglich.
Mit dem Werkzeug vorsichtig auf die Oberäche des Tastein-
3.
satzes fahren, bis sich der große Zeiger zu bewegen beginnt.
Dann so lange weiter tasten bis beide Zeiger (klein und groß)
4.
exakt „0“ anzeigen.
Das Werkzeug steht nun auf dem von Ihnen denierten Maß
5.
im Koordinatensystem.
Hinweis:
Ein Überfahren des Tasters um bis zu 1,5 mm (kleiner Zeiger
im roten Bereich) ist problemlos. Nach 1,5 mm kommen mechanische Endanschläge, welche den Tasteinsatz zum Bruch an der
Sollbruchstelle führen um den 3D-Taster zu schützen.
Insert the 3D-Tester into the spindle. Cut-off the coolant supply and turn off the spindle.
1.
The reference length of the 3D-Tester DREHplus to the coordinate system in Z must be
2.
determined in advance. This is possible e.g. with a known tool.
Move the tool carefully towards the surface of the probe tip until the large indicator
3.
starts moving.
Continue until both indicators (large and small) show exactly „0“.
4.
The tool now stands on the dimension dened by you in the coordinate system.
5.
Note:
It is not a problem to overrun with the 3D Tester up to 1.5 mm (small pointer in the red
area). After 1.5 mm, there are mechanical limit stops which lead to the probe tip halting
at the predetermined breaking point in order to protect the 3D-Tester.
Fixer le palpeur dans la broche. Couper l‘arrosage et la rotation de la broche.
1.
La longueur de référence du palpeur 3D DREHplus au système de coordonnées dans Z
2.
doit être déterminée au préalable. Ceci est par exemple possible avec un outil connu.
Conduisez délicatement l‘outil sur la surface de la touche jusqu‘à ce que le grand
3.
indicateur commence à bouger.
Ensuite, continuez à palper jusqu‘à ce que les deux indicateurs (petites et grandes) se
4.
trouvent exactement sur la position „0“.
Maintenant, l‘outil se trouve à la distance de référence dans le système de coordonnées.
5.
Remarque:
Un dépassement jusqu‘à 1.5 mm (petite aiguille dans la zone rouge) ne pose pas de problème. Au delà de ces 1.5 mm, la limite mécanique de la touche (zone de rupture) est
atteinte an de protéger le palpeur 3D.
8

Paralleles Abfahren X/Y/Z
Parallel running X/Y/Z
Palpage en parallèle X/Y/Z
Den Taster in die Spindel einsetzen. Kühlmittelzufuhr und Spindel abschalten.
1.
Mit dem Taster vorsichtig der Werkstückkante nähern, bis sich der große Zeiger zu be-
2.
wegen beginnt. Dann so lange weiter tasten bis die gewünschte Position erreicht ist.
Nun können Sie die Parallelität entlang Ihrer Werkstückkante abfahren. Dies ist in allen
3.
Achsen X, Y oder Z möglich.
Hinweis: Ein Überfahren der Werkstückkante um bis zu 1,5 mm (kleiner Zeiger im roten Be-
reich) ist problemlos. Nach 1,5 mm kommen mechanische Endanschläge, welche den Tasteinsatz zum Bruch an der Sollbruchstelle führen, um den 3D-Taster zu schützen.
Insert the 3D-Tester into the spindle. Cut-off the coolant supply and turn off the spindle.
1.
Move the 3D-Tester carefully to the edge of the work piece until the large indicator starts
2.
moving. Continue until your requested position is reached.
Now you can start moving along the edge of the work piece to check parallelism in all
3.
axis X, Y or Z.
Note:
It is not a problem to overpass the edge of the work piece up to 1.5 mm (small pointer in
the red area). After 1.5 mm, there are mechanical limit stops which lead to the probe tip
halting at the predetermined breaking point to protect the 3D-Tester.
Fixer le palpeur dans la broche. Couper l‘arrosage et la rotation de la broche.
1.
Approcher prudemment la touche du 3D-Tester du bord de la pièce jusqu‘à ce que la
2.
grande aiguille commence à se déplacer. Continuer jusqu‘à ce que la position désirée
soit atteinte.
Maintenant, vous pouvez commencer la mesure de la surface de la pièce. Cette mesure
3.
est possible pour tous les axes (X, Y, ou Z).
Remarque:
Un dépassement jusqu‘à 1.5mm (petite aiguille dans la zone rouge) du dessus de la pièce à
mesurer ne pose pas de problème. Au delà de ces 1.5mm, la limite mécanique de la touche
(Zone de rupture) est atteinte an de protéger le palpeur 3D.
9
Nach einem Crash
After crash
Après un crash
Korrekte Funktion und Beweglichkeit der Tast-
1.
einheit überprüfen.
Korrekte Funktion und Bewegung der Messein-
2.
heit überprüfen.
Zeigerstellung kleiner Zeiger prüfen:
3.
Soll bei -1,5
Zeigerstellung großer Zeiger prüfen:
4.
Soll bei 50 Toleranz +/-1
Prüfen ob der Tasteinsatz sicher befestigt ist.
5.
Prüfen und ggf. Justieren des Rundlaufs in der
6.
Maschinenspindel (siehe Seite 3).
ACHTUNG: Im Falle von Fehlfunktionen bieten wir Ihnen
schnellen und unbürokratischen Service.
Auf Wunsch führen wir auch einen Kurzcheck mit Werkszertikat für Sie durch.
Check correct function and movement of the
1.
probing unit.
Check correct function and movement of the
2.
measuring unit.
Check the position of the small indicator:
3.
Should be at -1,5
Check the position of the large indicator:
4.
Should be at 50 tolerance +/-1
Check if the probe tip is fastened securely.
5.
Check and if necessary adjust the run-out in
6.
the spindle of the machine (see page 3).
Attention: if there is a fault, we offer our quick and nonbureaucratic service.
If you want to, we can also make a quick-check with test
certicate.
Vérier le bon fonctionnement et la mobilité de
1.
la touche de palpage.
Vérier le bon fonctionnement et la mobilité de
2.
la touche de l‘unité de mesure.
Contrôler la position de la petite aiguille:
3.
Doit être à -1,5
Contrôler la position de la grande aiguille:
4.
Doit être à 50 tolérance +/-1
Contrôler si la pointe de palpage est xée
5.
Contrôler la concentricité dans la broche de
6.
la machine et la réajuster si nécessaire. (voir
page 3)
Attention: S‘il y a un problème de fonctionnement, nous
mettons à votre disposition un SAV efcace et rapide.
Si vous le souhaitez, nous pouvons également faire un contrôle rapide du palpeur et délivrer un certicat de con-
trôle.
1.
2.
3.
4.
5.
10

Tasteinsatz / Dichtung auswechseln
Replace probe tip / seal
Remplacement de la touche de palpage / joint
1. 2. 2. 3.
4. 5. 6.
Die Dichtung öffnen und aus der Rille ziehen.
1.
Die Dichtung nach oben schieben und abnehmen.
2.
Den Tasteinsatz von Hand herausschrauben (evtl. kann er auch mit Hilfe des mitgeliefer-
3.
ten Schlüssels gelockert werden).
Den Tasteinsatz komplett heraus schrauben. Achten Sie dabei darauf, den Gewindestift
4.
mit heraus zu schrauben.
Neuen Tasteinsatz einschrauben und mit Hilfe des Schlüssels festdrehen.
5.
Die Dichtung über den Tasteinsatz ziehen.
6.
Dichtung über die Tasteinheit schieben und in die Rille verschließen.
7.
ACHTUNG: Bitte Rundlauf überprüfen!
Open the seal and remove out of the groove.
1.
Move up the seal and put it off.
2.
Unscrew the probe tip manually (if needed, the probe tip can be released with the de-
3.
livered key).
Unscrew the probe tip entirely and make sure that the threaded pin is unscrewed as well.
4.
Screw in the new probe tip and tighten it with the key.
5.
Put the seal onto the probe tip.
6.
Slip the seal over the probing unit and close it into the groove.
7.
ATTENTION: Please check run-out!
Décoller le joint et le sortir de sa rainure.
1.
Glisser le joint vers le haut et le retirer.
2.
Dévisser à la main la touche de palpage (si nécessaire, la touche du palpeur peut être
3.
débloquée avec la clé.
Dévisser complètement la touche de palpage. Veiller également à dévisser la tige letée.
4.
Visser fermement à la main la nouvelle touche de palpage.
5.
Enler le joint sur la touche de palpage.
6.
Enler le joint sur l‘unité de palpage et l‘insérer dans la rainure.
7.
ATTENTION: contrôlez, s‘il vous plaît, la concentricité!
7.
11

Hinweise & Service
Notications & Service
Avertissements & Service
Schützen Sie Ihren 3D-Taster grundsätzlich vor harten Stößen und
bewahren Sie den 3D-Taster im mitgelieferten Etui auf.
Mit dem Öffnen des Geräts verlieren Sie Anspruch auf Garantie.
Zur Reinigung bitte nur lösungsfreie Reinigungsmittel verwenden.
Ein verlängerter Tasteinsatz ist als Zubehör lieferbar.
Protect your 3D-Tester against strong shocks and keep the
3D-Tester in the supplied case.
Warranty will be lost if you open the 3D-Tester.
For cleaning just use solvent-free detergents.
A longer probe tip is available as accessory.
Toujours protéger votre palpeur 3D contre les chocs et gardez le
palpeur 3D dans le boîtier fourni.
L‘ouverture de l‘appareil annule tout droit à garantie.
Utiliser exclusivement un détergent sans solvant pour le nettoyage.
Une touche de palpage longue peut être livrée en accessoire.
Bei technischen Schwierigkeiten sind wir schnell und zuverlässig für Sie da.
In case of technical difculties, we will help you immediately and reliably.
Nous sommes toujours à votre disposition en cas de difcultés techniques.
12

Istruzioni per l‘uso
Instruciones de uso
Εγχειρίδιο Χρήσης
Art.no.
001V2D008 3D-Tester SLIMplus with shank Ø8
001V2D010 3D-Tester SLIMplus with shank Ø10
001V2D012 3D-Tester SLIMplus with shank Ø12
001V2DB12 3D-Tester SLIMplus BLACK with shank Ø12
001V2V008 3D-Tester VIplus with shank Ø8
001V2V010 3D-Tester VIplus with shank Ø10
001V2V012 3D-Tester VIplus with shank Ø12
001V2T020 3D-Tester DREHplus with shank Ø20
Il 3D-Tester è uno strumento di misura che viene utilizzato esclusivamente per il rileva-
mento di pezzi da lavorare in centri di lavoro e fresatrici.
È possibile trovare l‘ultima versione del manuale di istruzioni sul nostro sito www.
tschorn-gmbh.de o con il QR-code sotto.
El 3D-Tester es un instrumento de medición de uso exclusivo para vericar las piezas en
centros de mecanizado y fresadoras.
La última versión de este manual de instrucciones se puede encontrar en nuestro sitio
web en www.tschorn-gmbh.de o mediante el siguiente código QR.
Το 3D-Tester είναι ένα όργανο μέτρησης το οποίο χρησιμοποιείται αποκλειστικά για το σετάρισμα
των τεμμαχίων σε κάθετα κέντρα κατεργασίας (CNC).
Θα βρείτε την τελευταία έκδοση αυτών των οδηγιών χρήσης στην ιστοσελίδα μας www.tschorngmbh.de ή σκανάροντας τον κωδικό QR παρακάτω.
Download:
13

Descrizione dei componenti
Descripcion de los componentes
Περιγραφή των μερών του 3D-Tester
Viti di regolazione
Ajuste de los tornillos
Βίδες Ρύθμισης
Unità di misura
Unidad de medida
Μονάδα Μέτρησης
Attacco ø12
Dia. 12
Στέλεχος Φ12
Scala 0,01 mm
0,01 escala
0,01 χιλ. Διαβάθμιση
Scala 1mm
Escala 1 mm
1 χιλ. Κλίμακα
Unità di Tastatura
Palpador
Μονάδα επαφής
Punto di rottura
Punto de rotura
Σημείο αποκοπής
Sfera di Tastatura
Bola del palpador
Μπίλια μέτρησης - επαφής
Cufa di protezione
Protector
Ασφάλεια
Foro per Chiave
agujero para llave
οπή κλειδιού σύσφιξης
Puntalino
Palpador
Ακίδα μέτρησης - επαφής
14
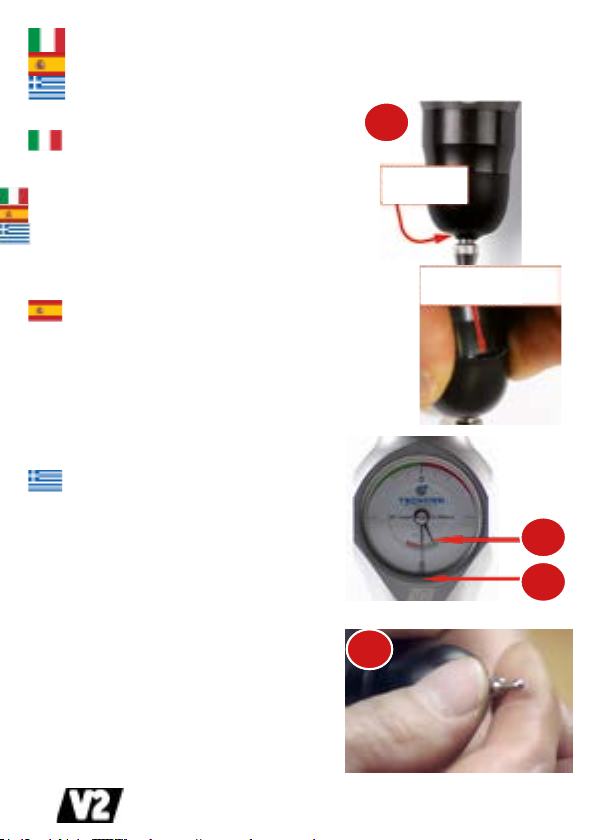
Prima dell‘uso
Antes de usar
Πριν τη χρήση
Controllare se ci sia del vuoto all‘interno del sigil-
1.
lo, rimuoverlo se necessario.
Controllare la posizione della lancetta piccola:
2.
Dovrebbe essere a -1,5
Controlla la posizione dell‘indicatore grande:
3.
Dovrebbe essere all‘interno dell‘area nera
Controllare che il puntalino sia ssato saldamente.
4.
Controllare il runout nel mandrino della macchina
5.
(vedi pagina 16)
Determinare la lunghezza di riferimento del 3D Tes-
6.
ter (vedi pagina 18)
1.
Compruebe si la goma esta correcta y no tiene huecos.
Verique la posicion de la aguja pequeña:
2.
Debe estar en -1,5
Verique la posicion de la aguja grande:
3.
Vericar la posición de la aguja larga del reloj “debe
estar en la zona negra”
4.
Compruebe que el palpador esta bien sujeto.
5.
Compruebe la concentricidad en la maquina
(ver pagina 16)
6.
Determine la londitud del 3D-tester
(ver pagina 18)
Ελέγξτε εάν η ασφάλεια η ασφάλεια έχει κάποια
1.
συμπίεση και απελευθερώστε την.
Ελέγξτε την θέση του μικρού δείκτη:
2.
Πρέπει να είναι στο -1,5
Ελέγξτε την θέση του μεγάλου δείκτη του ρολογιού:
3.
Θα πρέπει να βρίσκεται μέσα στην „μαύρη“ περιοχή
Ελέγξτε αν η ακίδα επαφής έχει σφίξει ασφαλώς.
4.
Ελέγξτε το run-out στην άτρακτο της μηχανής.
5.
(βλέπε σελίδα 16)
Καθορίστε το μήκος αναφοράς του 3D-Tester.
6.
(βλέπε σελίδα 18)
1.
Vuoto?
Tiene algun vacio?
Υπάρχει αέρας ;
4.
Eliminare il vuoto!
Eliminar el vacio!
Αφαιρέστε τον αέρα
2.
3.
15

Centraggio del 3D Taster
Puesta a 0
Ρύθμιση εκκεντρότητας περιστροφής
- Viti di registrazione (4 pz.)
- Tornillos (4 pcs)
- Βίδες Ρύθμισης (4 τεμ.)
P1 P2
P3
Importante - IMPORTANT - Σημαντικό:
Utilizzare un Pulpitaster! - ¡utilice el dial prueba!
- Χρησιμοποιείστε ρολόι ακίδος (κεντραρίσματος)! Assolutamente non usare un comparatore o una
videocamera! - ¡Sin comparador de cuadrante! ¡Sin
cámara! - Όχι ρολόι γράφτη! Όχι κάμερα!
Montare il tastatore in macchina tramite idoneo mandrino. Prima di regolare l‘eccentricità,
muovere il puntalino di tastatura a mano e rilasciarlo in posizione centrale. Appoggiare
un comparatore (1) perpendicolarmente contro la sfera del puntalino del centratore 3D (2)
senza creare pressione, ruotare lentamente il tastatore e controllare la concentricità, in
caso di errore agire sui 4 grani di centraggio allentando i grani posizionati nel lato dove
il comparatore rileva l’errore per eccesso e avvitando i grani posizionati sul lato dove il
comparatore rileva l’errore per difetto sino al centraggio del tastatore.
Attenzione al termine tutte le viti devono essere ssate con la torsione massima di 2 Newton metro. Non appena viene regolata la centratura, non muovere più la punta della sonda.
Amarrar el 3D-taster en el portapinzas.
1.
Antes del ajuste de la zona concéntrica a medir, active el palpador y póngalo en posición de reposo.
2.
Posicionar el reloj comparador junto a la punta del palpador.
3.
Buscar el máximo y el mínimo de la medición.
4.
Ajustar el 3D-taster en el centro de la posición con los dos tornillos de enfrente.
5.
Repetir la operación hasta conseguir la concentricidad requerida.
Asegurese de no apretar los tornillos mas de 2 Nm torque.
6.
Cuando la zona concéntrica a medir esté lista para su uso, no presione la punta
7.
del palpador con la mano.
Σφίξτε το 3D-Tester σε μία μέγγενη συγκράτησης.
1.
Πριν ρυθμίσετε την εκκεντρότητα, κουνήστε με το χέρι την μύτη του οργάνου.
2.
Μετακινήστε το Ρολόι μέτρησης προς την μπίλια επαφής.
3.
Βρείτε το μέγιστο και το ελάχιστο σημείο μέτρησης.
4.
Ρυθμίστε το 3D-Tester με τις 2 βίδες ρύθμισης στην θέση του απόλυτου κέντρου. Επαναλάβετε την
5.
διαδικασία μέχρι να ελαχιστοποιήσετε την εκεντρότητα,
6.
Βεβαιωθήτε ότι όλες οι βίδες έχουν σφίξει με την μέγιστη δύναμη που είναι 2 Νιουτόμετρα.
7.
8.
Μόλις η εκκεντρότητα ρυθμιστεί, μην κινήσετε άλλο την μύτη με το χέρι.
16

Misurazione radiale
Ajuste radial
Μέτρηση οριζόντιων αξόνων
Montare il tastatore in macchina tramite un idoneo
mandrino, attenzione a non far ruotare per nessuna
ragione il mandrino macchina e spegnere la lubri-
cazione; Assicurarsi che il puntalino sia perfettamente perpendicolare. In caso contrario potrebbero
vericarsi errori di misura. Avvicinarsi lentamente
al pezzo con la sfera del tastatore sino a posizionarsi
nello “0” sia della lancetta piccola sia della lancetta
grande a questo punto abbiamo il nostro “0” pezzo
rilevabile sul display macchina (non si deve sottrarre
il raggio della sfera ) eseguire l’operazione in tutti
gli assi X, Y.
IMPORTANTE: una corretta misurazione è pos-
sibile solo in avanti (all‘indietro= errore)
Note:
Non è un problema se si oltrepassa il bordo del pezzo
no a 1.5 mm (il piccolo indicatore nella zona rossa).
Dopo 1.5 mm, ci sono dei limiti meccanici in tutti gli
assi che evitano danneggiamenti all’orologio del 3D-
Taster “Tschorn”, in caso di collisione è sufciente
sostituire il puntalino se danneggiato, controllare il
centraggio e riutilizzare il centratore per operazioni
future.
Colocar el 3D-taster en el cabezal. Cerrar el paso de refrigerante.
1.
Asegurarse de que el palpador esta exactamente perpendicular para evitar fallos en la
2.
medición.
Mover con cuidado el 3D-taster hacia la pieza hasta que la aguja mayor comience a mo-
3.
verse, continuar hasta que las dos agujas marquen „0“.
IMPORTANTE: Las correciones solo son posibles probando hacia delante Hacia (atrás =
repetir el defecto)
Nota:
No hay problema en sobrepasar el eje de la pieza 1,5 mm (pequeño indicador en zona roja).
Después de 1,5 mm el aparato
tiene topes mecanicos que dirijen al palpador al punto de ruptura para proteger el 3Dtester.
Τοποθετήστε το 3D-Tester στην κεφαλή περιστροφής. Απενεργοποιήστε την ψύξη και την
1.
περιστροφή της κεφαλής.
Βεβαιωθείτε ότι η μέτρηση γίνεται σε απόλυτη κάθετη θέση. Σε αντίθετη περίπτωση θα εμφανιστούν
2.
λάθη κατά την μέτρηση.
Μετακινήστε το 3D-Tester προσεκτικά προς την άκρη του δοκιμίου μέχρι ο μεγάλος δείκτης να αρχίσει
3.
να μετακινείται. Συνεχίστε μέχρι και οι δύο δείκτες (μεγάλος και μικρός) δείξουν ακριβώς 0.
Σε αυτήν την θέση η συμετρία των αξόνων της κεφαλής είναι ακριβώς στην άκρη του δοκιμίου.
4.
ΣΗΜΑΝΤΙΚΟ: σωστές μετρήσεις είναι δυνατόν να έχετε μόνο προς τα μπροστά
(προς τα πίσω = σφάλμα)
Σημείωση:
Δεν υπάρχει πρόβλημμα να προχωρήσει μέχρι και 1,5 χι λιοστό από την άκρη του δοκιμίου (ο μικρός
δείκτης στην κόκκινη περιοχή). Μετά από το 1,5χιλ. υπάρχει ένα μηχανικό στόπερ το οποίο σταματάει
την ακίδα μέχρι το σημείο όπου σπάει ώστε να προστατευθεί το 3D-Tester.
17

Misurazione assiale: Asse X
Ajuste axial
Μέτρηση κάθετων αξόνων
Determinare la lunghezza di riferimento con un pre setting.
1.
Da ricordare il fatto che 1,5 mm devono essere sottratti dalla
lunghezza.
Montare il tastatore in macchina tramite un idoneo mandrino,
2.
attenzione a non far ruotare per nessuna ragione il mandrino
macchina e spegnere la lubricazione.
Assicurarsi che il puntalino sia perfettamente perpendicolare.
3.
In caso contrario potrebbero vericarsi errori di misura.
Spostate il 3D Tester con cautela no al bordo del pezzo in
4.
lavorazione no a che l‘indicatore lungo inizia a muoversi.
Continuare no a che entrambi gli indicatori (lungo e corto)
mostrino entrambi „0“.
Ora il mandrino macchina si trova esattamente sopra il pezzo
5.
all‘altezza pre determinata dalla lunghezza di riferimento.
Note:
Non è un problema se si oltrepassa il bordo del pezzo no a
1.5 mm (il piccolo indicatore nella zona rossa). Dopo 1.5 mm,
ci sono dei limiti meccanici in tutti gli assi che evitano dan-
neggiamenti all’orologio del 3D-Taster “Tschorn”, in caso di
collisione è sufciente sostituire il puntalino se danneggiato,
controllare il centraggio e riutilizzare il centratore per operazioni future.
Determinar la longitud del 3D-taster con un medidor de alturas. Tome nota de que se
1.
debe restar 1,5 mm de esta medición.
Colocar el 3D-taster en el cabezal. Cerrar el paso del refrigerante.
2.
Asegurarse de que el palpador esta exactamente perpendicular para evitar fallos en la
3.
medición.
Mover con cuidado el 3D-taster hacia la supercie de la pieza hasta que la aguja mayor
4.
comience a moverse, continuar hasta que las dos agujas marquen „0“.
Ahora, el cabezal esta situado a la altura determinada encima de la pieza a mecanizar.
5.
Nota:
No hay problema en sobrepasar el eje de la pieza 1,5 mm (pequeño indicador en zona roja).
Después de 1,5 mm el aparato tiene topes mecanicos que dirijen al palpador al punto de
ruptura para proteger el 3D-tester.
Προσδιορίστε το μήκος του 3D-Tester με μία συσκευή καλυμπραρίσματος. Σημειώστε ότι 1,5
1.
χιλιοστό πρέπει να αφαιρεθεί από το τελικό μήκος.
Τοποθετήστε το 3D-Tester στην κεφαλή περιστροφής. Απενεργοποιήστε την ψύξη και την
2.
περιστροφή της κεφαλής.
Βεβαιωθείτε ότι η μέτρηση γίνεται σε απόλυτη κάθετη θέση. Σε αντίθετη περίπτωση θα εμφανιστούν
3.
λάθη κατά την μέτρηση.
4.
Μετακινήστε προσεκτικά το 3D-Tester προς την επιφάνεις του δοκιμίου μέχρι ο μεγάλος δείκτης να
αρχίσει να μετακινείται. Συνεχίστε μέχρι και οι δύο δείκτες (μεγάλος και μικρός) δείξουν ακριβώς 0.
5.
Τώρα, η κεφαλή βρίσκεται στο προσδιορισμένο ύψος από το δοκίμιο.
Σημείωση:
Δεν υπάρχει πρόβλημμα να προχωρήσει μέχρι και 1,5 χιλιοστό από την άκρη του δοκιμίου (ο μικρός
δείκτης στην κόκκινη περιοχή). Μετά από το 1,5χιλ. υπάρχει ένα μηχανικό στόπερ το οποίο σταματάει
την ακίδα μέχρι το σημείο όπου σπάει ώστε να προστατευθεί το 3D-Tester.
Bezugslänge
reference length / Longueur de référence
abzlg. 1,5 mm / less 1,5 mm / moins de 1,5 mm
18

Misurare X/Y (DREHplus)
Radial X/Y (DREHplus)
X
Palpage X/Y (DREHplus)
Inserire il 3D-Tester nel mandrino. Interrompere
1.
l‘alimentazione del refrigerante e non far ruotare il
mandrino.
Se necessario, controllare il run-out.
2.
Spostare con cautela lo strumento sulla punta della
3.
sonda conica nella direzione di X o Y no a quando
l‘indicatore grande inizia a muoversi. Continua no
a quando entrambi gli indicatori (grandi e piccoli)
mostrano esattamente 0“.
In questa posizione, lo strumento si trova esattamen-
4.
te al centro del mandrino.
IMPORTANTE: una corretta misurazione è pos-
sibile solo in avanti (all‘indietro= errore)
Nota: non è un problema superare il 3D Tester no a 1,5
mm (puntatore piccolo nell‘area rossa). Dopo 1.5 mm, ci
sono dei limiti meccanici in tutti gli assi che evitano
danneggiamenti all’orologio del 3D-Taster “Tschorn”, in
caso di collisione è sufciente sostituire il puntalino se
danneggiato, controllare il centraggio e riutilizzare il
centratore per operazioni future.
Colocar el 3D-Tester en el cabezal. Cerrar el paso del refrigerante y parar el cabezal
1.
de la maquina.
Comprobar la concentricidad.
2.
Mover el cabezal con cuidado en X o en Y hasta que la aguja larga empiece a moverse,
3.
continue hasta que las 2 agujas marquen “0”.
En esta posición el 3D – Tester esta exactamente en el centro del cabezal.
4.
IMPORTANTE: Las correciones solo son posibles probando hacia delante Hacia (atrás =
repetir el defecto)
Nota: No hay problema alguno el pasarse hasta 1,50mm (la aguja pequeña en la zona roja).
Después de 1,5 mm el aparato tiene topes mecanicos que dirijen al palpador al punto de
ruptura para proteger el 3D-tester.
Τοποθετήστε το 3D-Tester στην άτρακτο. Διακόψετε την παροχή ψυκτικού υγρού και την περιστροφή
1.
της ατράκτου
Αν είναι απαραίτητο, ελέγξτε το run-out.
2.
Μετακινήστε το τεμάχιο προσεκτικά προς το άκρο του 3D-Tester στην κατεύθυνση των αξόνων X
3.
ή Y μέχρι ο μεγάλος δείκτης να αρχίσει να κινείται. Συνεχίστε μέχρι και οι δύο δείκτες (μικρός και
μεγάλος) να δείξουν ακριβώς „0“.
4 .
Σε αυτή την θέση η κεφαλή είναι ακριβώς στο κέντρο της ατράκτου
ΣΗΜΑΝΤΙΚΟ: σωστές μετρήσεις είναι δυνατόν να έχετε μόνο προς τα μπροστά
(προς τα πίσω = σφάλμα)
Σημείωση: Δεν υπάρχει πρόβλημα εάν η υπέρβαση στην μέτρηση του 3D-Tester είναι μέχρι 1,5χιλ.
(ο μικρός δείκτης στην κόκκινη περιοχή). Μετά από το 1,5χιλ. υπάρχει ένα μηχανικό στόπερ το οποίο
σταματάει την ακίδα μέχρι το σημείο όπου σπάει ώστε να προστατευθεί το 3D-Test
Y
19
 Loading...
Loading...