


TX Series
1025 Conroy Place, Easton PA 18040
Phone: 610-250-5800 * Fax: 610-250-2700
Toll-Free: 1-888-TORCUP-1
E-mail: sales@torcup.com * Website: www.torcup.com
Version 1-2009
2/20
August 2009
OPERATION AND MAINTENANCE MANUAL
FOR TorcUP TX-2, TX-4, TX-8, TX-16, TX-32 and TX-45
LOW PROFILE HYDRAULIC TORQUE WRENCHES
Series TX-2, TX-4, TX-8, TX-16, TX-32 and TX-45 Low Profile Hydraulic Torque Wrenches are designed
for installing and removing large bolts having minimal wrench clearance at offshore platforms, power
plants, steel erection sites and other locations requiring precise high torque during bolt makeup and
maximum torque for bolt breakdown.
TorcUP Inc. is not responsible for customer modification of tools for applications on which TorcUP Inc.
was not consulted.
IMPORTANT SAFETY INFORMATION ENCLOSED.
READ THIS MANUAL BEFORE OPERATING TOOL.
IT IS THE RESPONSIBILITY OF THE EMPLOYER TO PLACE THE INFORMATION IN THIS
MANUAL INTO THE HANDS OF THE OPERATOR.
FAILURE TO OBSERVE THE FOLLOWING WARNINGS COULD RESULT IN INJURY
PLACING TOOL IN SERVICE
• Always operate, inspect and maintain this tool in
accordance with American National Standards Safety
Code for Hydraulic Rams and Jacks (ANSI B30.1)
• This tool will function using an air or electric powered
hydraulic pump. Adhere to the pump safety
requirements and follow instructions when connecting
the pump to the tool.
• Use only equipment rated for the same pressure and
torque.
• Use only a hydraulic pump capable of gene r a ti ng
10,000 psig (681 bar) maximum pressure with this tool.
• Use only twin line hydraulic hose rated for 10,00 0 psig
(681 bar) pressure with this tool.
• Do not interchange the male and female swivel inlets
on the tool or the connections on one end of the hose.
Reversing the inlets will reverse the power stroke cycle
and may damage the tool.
• Do not use damaged, frayed or deteriorated hos es a nd
fittings. Make certain there are no cracks, splits or
leaks in the hoses.
The use of other than genuine TorcUP replacement parts may result in safety hazards, decreased tool performance,
and increased maintenance, and may invalidate all warranties.
Repairs should be made only by authorized personnel. Consult your nearest TorcUP Authorized Service Center.
Refer All Communications to the Nearest TorcUP Office or Distributor.
TorcUP Inc. 2000
Printed in U.S.A.
NOTICE
WARNING
.
• Use the quick connect system to attach the hoses to the
tool and pump. Make certain the spring-loaded retaining
rings are fully engaged and the safety rings are tightly
threaded against the spring-loaded retaining rings to
prevent the connectors from disengaging under pressure.
• When connecting hoses that have not been preloaded
with hydraulic oil, make certain the pump reservoir is
not drained of oil during start-up.
• Do not remove any labels. Replace any damaged labels.
USING THE TOOL
• Do not handle pressurized hoses. Escaping oil under
pressure can penetrate the skin, causing serious injury. If
oil is injected under the skin, see a doctor immediately.
• Never pressurize uncoupled couplers. Only use
hydraulic equipment in a coupled system.
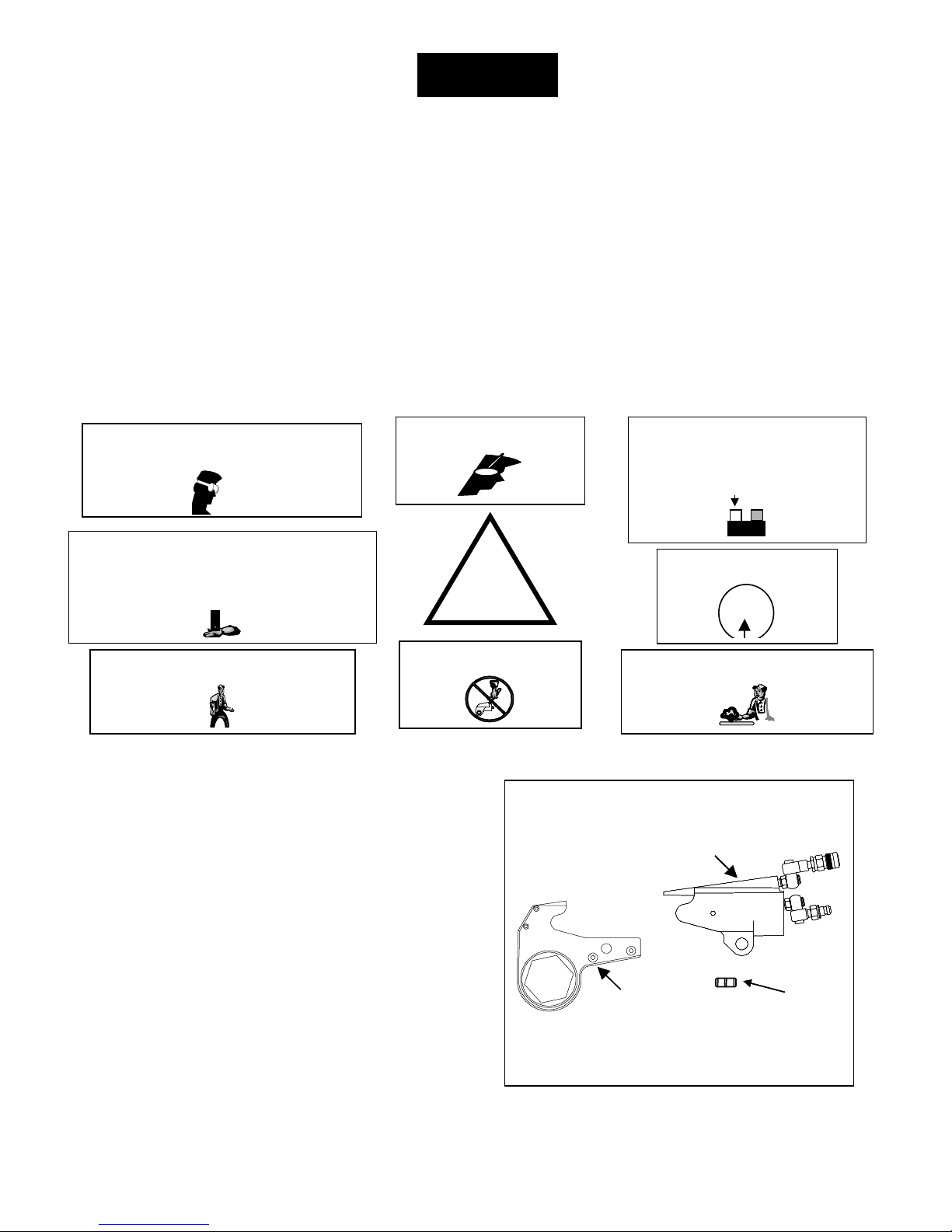
• Always wear eye protection when operating or
performing maintenance on this tool.
• Always wear head and hand protection and protective
clothing when operating this tool.
NOTICE
For Technical Support and Information Contact:
TorcUP, Inc.
1025 Conroy Place, Easton, PA 18040
Toll Free: (888) TORCUP-1 Fax: (610) 250-2700
E-mail: info@torcup.com
- -
WARNING
3/20
FAILURE TO OBSERVE THE FOLLOWING WARNINGS COULD RESULT IN INJURY
USING THE TOOL
• Keep hands, loose clothing and long hair away
from the reaction arm and working area during
operation. Do not attempt to support the tool with
your hands during operation.
• This tool will exert a strong reaction force. Use
proper mechanical support and correct reaction arm
positioning to control these forces. Do not position
the reaction arm so that it tilts the tool off the axis of
the bolt and never use the swivel inlets as a reaction
stop.
• Avoid sharp bends and kinks that will cause severe
back-up pressure in hoses and lead to premature hose
• Use accessories recommended by TorcUP.
• Use only impact sockets and accessories. Do not use
hand (chrome) sockets or accessories.
• Use only sockes and accesssories that correctly fit
the bolt or nut and function without tilting the tool
off the axis of the bolt.
• This tool is not designed for working in explosive
atmospheres
• This tool is not insulated against electric shock.
When using this tool with a pump having an
electrical power source or circuits, follow the pump
instructions for proper grounding
.
failure.
Always wear eye protection when operating
Always wear eye protection when operating
or pe rfor ming mainten a nc e on th is to ol.
or pe rfor ming mainten a nc e on th is to ol.
The Torque Reaction Arm must be positioned
against a positive stop. Do not use the Arm as a dead
handle. Take all precautions to make certain the
operator’s hand cannot be pinched between the Arm
and a solid object.
Always wear ear protection
when operating this tool.
!
Always turn off the pump and
disconnect the power before installing,
removing, or adjusting any accessory on
this tool, or before performing any
maintenance on this tool.
ON
ON
OFF
OFF
POWER
POWER
Operate at 10,000 psig
(681bar) maximum pressure.
10,000 psig
10,000 psig
(681 bar)
(681 bar)
Keep body stance balanced and firm. Do not
overreach when operating this tool.
Do not carry the tool by the
hose.
Do not use damaged, frayed or
deteriorated hydraulic hoses and fittings.
PLACING THE TOOL IN SERVICE
CONNECTING THE TOOL
1. Attach the twin line hose to the swivel inlets of the
Low Profile Driver Assembly using the spring–loaded quick
connect ends. After making certain that they are fully engaged,
thread the safety rings tightly against the spring–loaded
retainer rings.
2. Connect the opposite ends of the hose to the Pump in the
same manner.
3. Push the Link Retaining Pin out of the Low Profile Drive
Cylinder.
4. Mate the selected Ratchet Link to the Cylinder by inserting
the end of the Cylinder opposite the Swivel Inlets between the
Side Plates of the Ratchet Link. (Refer to Dwg. 1)
5. Align the Holes for the Link Retaining Pin and insert the
Pin through the side plates and Cylinder to keep the units
joined together.
RATCHET LINK
RATCHET LINK
Dwg.1
DRIVE CYLINDER
DRIVE CYLINDERDRIVE CYLINDER
RETAINING PIN
RETAINING PIN
LINK
LINK
PLACING THE TOOL IN SERVICE
4/20
ADJUSTMENTS
SETTING THE TORQUE
After determining the desired torque, use the tor que conversion charts on pages 4 and 5 to determine the pressure
that is necessary to achieve that torque.
1. Connect the tool to the power supply and turn the
pump on.
2. Depress the remote control button causi ng t he
pressure to be shown on the gauge.
3. Adjust the pressure by loosening the wing nut that
locks the pressure adjustment thumbscrew. Rotate the
thumbscrew clockwise to increase the pressure and
counterclockwise to decrease the pressure. When
decreasing pressure, always lower the pressure below the
desired point and then bring the gauge back up to the
desired pressure.
4.When the desired pressure is reached, retighten the
wing nut and cycle the tool again to confirm that the
desired pressure setting has been obtained.
Wrench Positions
Dwg. 2
SHROUD
SHROUDSHROUDSHROUD
TIGHTEN LOOSEN
TIGHTENTIGHTEN LOOSENLOOSEN
REACT BETWEEN THESE POINTS
REACT BETWEEN THESE POINTS
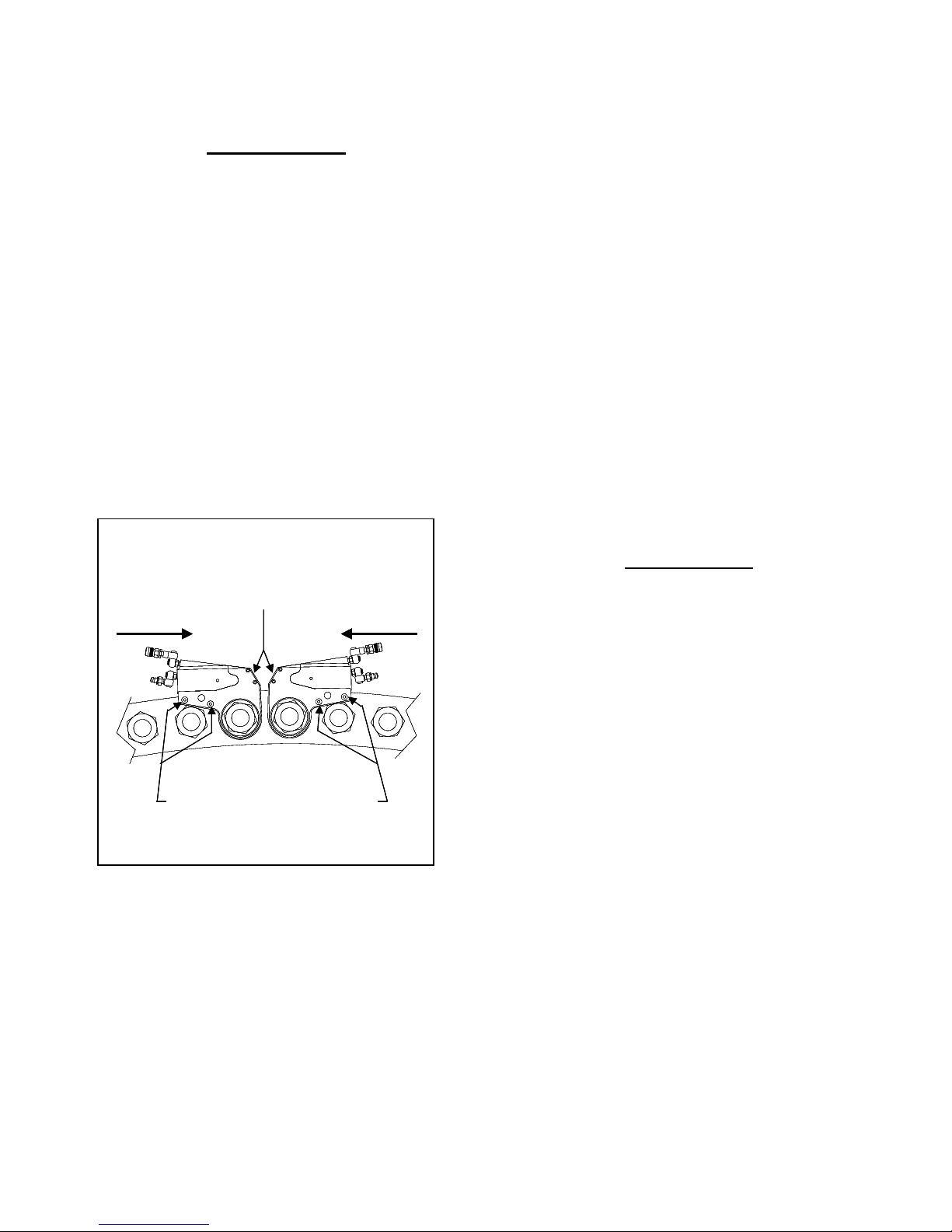
OPERATING THE WRENCH
The position of the tool relative to the nut determines
whether the action will tighten or loosen the nut. (Refer
to Dwg. 2 for application examples). The power stroke
of the Piston Assembly will always turn the Ratchet Hex
toward the Shroud.1.Place the Ratchet Hex on the nut.
Make certain it is the correct size for the nut and that it
fully engages the nut.
2. Position the reaction surface against an adjacent nut,
flange or solid system component. Make certain that
there is clearance for the hoses, swivels, and inlets. DO
NOT allow the tool to react against the hoses, swivels,
or inlets.
3. After having turned the Pump on and presetting the
pressure for the correct torque, depress the remote
control button to advance the Piston Assembly. If the
notch in the piston rod did not engage the Retract Pin in
the Ratchet Link when the Link was joined to the
Housing, it will engage the Pin automatically during the
first advance stroke.
4. When the Link is connected to the Housing and the
wrench is started, the reaction surface of the wrench will
move against the contact point and the nut will begin to
turn.
5. When the nut is no longer turning and the Pump
Gauge reaches the preset pressure, release the remote
control button. The piston rod will retract when the
button is released and under normal conditions, an
audible “click” will be heard as the tool resets itself.
6. Continue to cycle the tool until it “stalls” and the
preset psi/torque has been attained.
7. Once the nut stops rotating, cycle the tool one last
time to achieve total torque.
LUBRICATION
Marine Moly Grease
Lubrication frequency is dependent on factors known
only to the user. The amount of contaminants in the
work area is one factor. Tools used in a clean room
environment will obviously require less service than a
tool used out-doors and dropped in loose dirt or sand.
Marine Moly Grease is formulated not to wash out of the
tool in areas where lubrication is critical. Whenever
lubrication is required, lubricate as follows:
1. Separate the Low Profile Cylinder from the Ratchet
Link if they are joined.
2. After wiping of the old grease, apply a daub of Marine
Moly Grease to the hooking notch in the Piston rod
and wipe a film of Marine Moly Grease onto the sides
and faces of the two Sliders.
3. Disassemble the Ratchet Link as instructed in the
Maintenance Section and wash the componen ts in a
suitable cleaning solution in a well-ventilated area.
4. Dry the components, then wipe a film of Marine Moly
Grease onto the wear surface of both Side Plate
Sleeves and the hubs of the Ratchet.
5. Spread a light film of Marine Moly Grease onto the
inner faces of both Side Plates covering the area where
the Drive and Segment Pawl travel. DO NOT pack the
teeth of the Segment Pawl or Ratchet with lube. It can
prevent the teeth from engaging properly.
6. Reassemble the Ratchet Link as instructed in the
Maintenance Section.
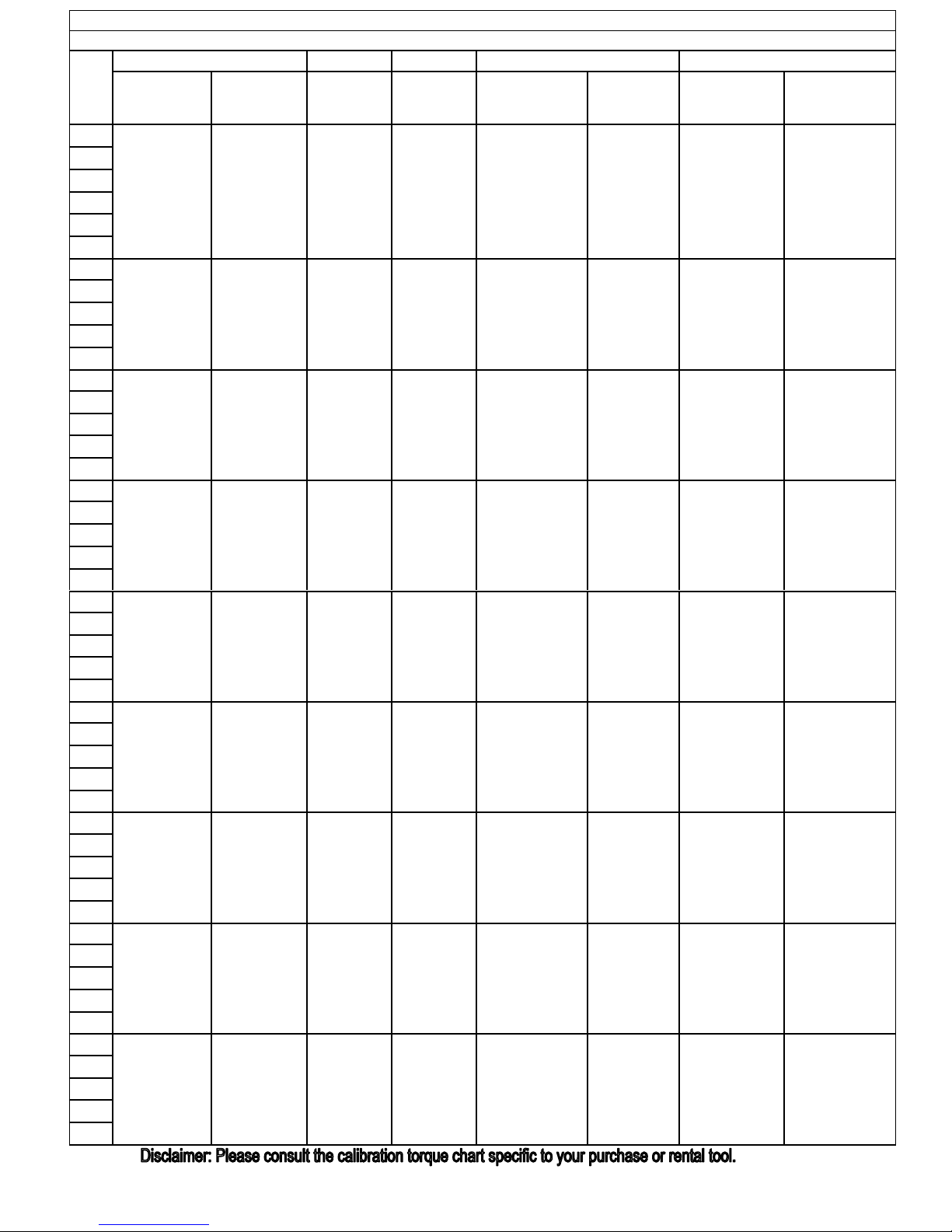
TX Series Torque Conversion Chart
5/20
Bar/N.M.
Hex
3/4" to 1-13/16" 1-7/8" to 2-3/8" All Hex SizesAll Hex Sizes2-5/8" to 3-15/16" 4" to 4-5/8" 2-7/16" to 4-5/8" 4-11/1 6" to 6-1 /2"
Sizes
19 to 46MM 47 to 60MM All Hex SizesAll Hex Sizes 65 to 100MM 105 to 115MM 80 to 115MM 115 to 155MM
Bar
68
82
95
109
122
136
150
163
177
190
204
218
231
245
258
272
286
299
313
326
340
354
367
381
394
408
422
435
449
462
476
490
503
517
530
544
558
571
585
598
612
626
639
653
666
680
1,045 1,159 2,142 4,853 8,452 9,015 17,895 20,063
1,093 1,212 2,250 5,063 8,879 9,466 18,790 21,066
1,145 1,270 2,359 5,275 9,299 9,916 19,685 22,069
1,197 1,328 2,460 5,485 9,720 10,368 20,579 23,072
1,250 1,385 2,569 5,696 10,147 10,818 21,474 24,075
1,307 1,450 2,677 5,908 10,567 11,333 22,367 25,079
1,353 1,507 2,786 6,152 10,987 11,786 23,266 26,082
1,406 1,566 2,894 6,396 11,414 12,240 24,165 27,085
1,457 1,624 2,996 6,640 11,834 12,692 25,064 28,088
1,510 1,682 3,104 6,884 12,261 13,147 25,962 29,091
1,567 1,742 3,213 7,128 12,682 13,692 26,861 30,094
1,613 1,799 3,321 7,334 13,102 14,148 27,719 31,097
1,666 1,857 3,430 7,540 13,522 14,604 28,577 32,101
1,718 1,914 3,531 7,747 13,949 15,061 29,435 33,104
1,769 1,972 3,640 7,953 14,369 15,518 30,460 34,107
1,829 2,033 3,748 8,161 14,796 15,888 31,153 35,110
1,873 2,089 3,857 8,386 15,217 16,342 32,044 36,113
1,926 2,146 3,965 8,611 15,637 16,796 32,934 37,116
1,979 2,204 4,067 8,837 16,064 17,250 33,825 38,119
2,029 2,262 4,175 9,062 16,484 17,630 34,716 39,123
2,090 2,325 4,284 9,289 16,911 18,314 35,605 40,126
2,134 2,379 4,392 9,520 17,331 18,772 36,495 41,129
2,187 2,437 4,501 9,754 17,752 19,231 37,386 42,132
2,238 2,494 4,602 9,985 18,172 19,687 38,277 43,135
2,291 2,553 4,711 10,219 18,599 20,146 39,167 44,138
2,352 2,615 4,819 10,452 19,019 20,361 40,058 45,141
2,394 2,669 4,928 10,701 19,446 20,814 40,947 46,145
2,447 2,726 5,029 10,951 19,866 21,267 41,837 47,148
2,498 2,784 5,138 11,200 20,287 21,718 42,726 48,151
2,551 2,843 5,246 11,449 20,714 22,171 43,615 49,154
2,614 2,908 5,355 11,699 21,141 22,503 44,504 50,157
TX-2 TX-4 TX-8 TX-16 TX-32
N.m. N.m. N.m. N.m. N.m. N.m. N.m. N.m.
260 285 535 1,125 2,115 2,250 4,324 5,016
312 342 644 1,357 2,535 2,700 5,260 6,019
365 399 752 1,590 2,955 3,150 6,195 7,022
416 455 854 1,822 3,382 3,600 7,130 8,025
469 512 962 2,055 3,802 4,051 8,066 9,028
522 569 1,071 2,288 4,229 4,501 8,996 10,031
572 626 1,179 2,528 4,650 4,951 9,871 11,035
625 683 1,288 2,768 5,070 5,401 10,747 12,038
678 740 1,389 3,008 5,490 5,851 11,623 13,041
728 797 1,498 3,248 5,917 6,301 12,499 14,044
784 868 1,606 3,489 6,337 6,751 13,374 15,047
832 923 1,715 3,762 6,764 4,826 14,250 16,050
885 981 1,823 4,034 7,185 7,651 15,126 17,053
937 1,038 1,925 4,307 7,605 8,101 16,002 18,057
990 1,097 2,033 4,579 8,032 8,551 16,877 19,060
6/20
Hex
Sizes
P.S.I.
1,000
1,200
1,400
1,600
1,800
2,000
2,200
2,400
2,600
2,800
3,000
3,200
3,400
3,600
3,800
4,000
4,200
4,400
4,600
4,800
5,000
5,200
5,400
5,600
5,800
6,000
6,200
6,400
6,600
6,800
7,000
7,200
7,400
7,600
7,800
8,000
8,200
8,400
8,600
8,800
9,000
9,200
9,400
9,600
9,800
10,000
TX Series Torque Conversion Chart
P.S.I./FT./lbs
TX-2 TX-4 TX-8 TX-16 TX-32
3/4" to 1-13/16" 1-7/8" to 2-3/8 " All He x SizesAll Hex Sizes2-5/8" to 3-15/16" 4" to 4-5/8" 2-7/16" to 4-5/8" 4-11/16" to 6-1/2"
19 to 46MM 47 to 60MM All Hex SizesAll Hex Sizes 65 to 100MM 105 to 115MM 80 to 115MM 115 to 155MM
ft./lbs. ft./lbs. ft./lbs. ft./lbs. ft./lbs. ft./lbs. ft./lbs. ft./lbs.
192 210 395 830 1,560 1,660 3,190 3,700
230 252 475 1,001 1,870 1,992 3,880 4,440
269 294 555 1,173 2,180 2,324 4,570 5,180
307 336 630 1,344 2,495 2,656 5,260 5,920
346 378 710 1,516 2,805 2,988 5,950 6,660
385 420 790 1,688 3,120 3,320 6,636 7,400
422 462 870 1,865 3,430 3,652 7,282 8,140
461 504 950 2,042 3,740 3,984 7,928 8,880
500 546 1,025 2,219 4,050 4,316 8,574 9,620
537 588 1,105 2,396 4,365 4,648 9,220 10,360
578 640 1,185 2,574 4,675 4,980 9,866 11,100
614 681 1,265 2,775 4,990 3,560 10,512 11,840
653 724 1,345 2,976 5,300 5,644 11,158 12,580
691 766 1,420 3,177 5,610 5,976 11,804 13,320
730 809 1,500 3,378 5,925 6,308 12,450 14,060
771 855 1,580 3,580 6,235 6,650 13,201 14,800
806 894 1,660 3,735 6,550 6,983 13,861 15,540
845 937 1,740 3,891 6,860 7,315 14,521 16,280
883 980 1,815 4,046 7,170 7,648 15,181 17,020
922 1,022 1,895 4,202 7,485 7,980 15,841 17,760
964 1,070 1,975 4,358 7,795 8,360 16,500 18,500
998 1,112 2,055 4,538 8,105 8,694 17,163 19,240
1,037 1,155 2,135 4,718 8,420 9,029 17,826 19,980
1,075 1,198 2,210 4,898 8,730 9,363 18,489 20,720
1,114 1,241 2,290 5,078 9,045 9,698 19,152 21,460
1,156 1,285 2,370 5,258 9,355 10,100 19,815 22,200
1,190 1,327 2,450 5,410 9,665 10,437 20,448 22,940
1,229 1,370 2,530 5,562 9,975 10,773 21,081 23,680
1,267 1,412 2,605 5,715 10,290 11,110 21,714 24,420
1,305 1,455 2,685 5,867 10,600 11,447 22,470 25,160
1,349 1,500 2,765 6,020 10,915 11,720 22,981 25,900
1,382 1,541 2,845 6,186 11,225 12,055 23,638 26,640
1,421 1,583 2,925 6,352 11,535 12,390 24,295 27,380
1,460 1,626 3,000 6,519 11,850 12,725 24,952 28,120
1,497 1,669 3,080 6,685 12,160 13,005 25,609 28,860
1,542 1,715 3,160 6,852 12,475 13,510 26,265 29,600
1,574 1,755 3,240 7,023 12,785 13,848 26,922 30,340
1,613 1,798 3,320 7,195 13,095 14,186 27,579 31,080
1,651 1,840 3,395 7,366 13,405 14,523 28,236 31,820
1,690 1,883 3,475 7,538 13,720 14,861 28,893 32,560
1,735 1,929 3,555 7,710 14,030 15,020 29,550 33,300
1,766 1,969 3,635 7,894 14,345 15,354 30,206 34,040
1,805 2,011 3,710 8,078 14,655 15,688 30,862 34,780
1,843 2,054 3,790 8,262 14,965 16,021 31,518 35,520
1,882 2,097 3,870 8,446 15,280 16,355 32,174 36,260
1,928 2,145 3,950 8,630 15,595 16,600 32,830 37,000

TX-45 Torque Conversion Chart
7/20
Hex
Sizes
P.S.I.
1,000
1,200
1,400
1,600
1,800
2,000
2,200
2,400
2,600
2,800
3,000
3,200
3,400
3,600
3,800
4,000
4,200
4,400
4,600
4,800
5,000
5,200
5,400
5,600
5,800
6,000
6,200
6,400
6,600
6,800
7,000
7,200
7,400
7,600
7,800
8,000
8,200
8,400
8,600
8,800
9,000
9,200
9,400
9,600
9,800
10,000
P.S.I./FT./lbs
TX-45
2 7/16” to 4 5/8” 4 11/16” to 6 ½”
80mm to 115mm 115mm to 155mm
ft./lbs. ft./lbs.
4,685 4,852
5,415 5,779
6,145 6,706
6,875 7,633
7,605 8,560
8,338 9,485
9,180 10,440
10,022 11,395
10,864 12,350
11,706 13,305
12,548 14,260
13,422 15,202
14,296 16,144
15,170 17,086
16,044 18,028
16,921 18,970
17,762 19,914
18,603 20,858
19,444 21,802
20,285 22,746
21,130 23,690
21,978 24,637
22,826 25,584
23,674 26,531
24,522 27,478
25,372 28,425
26,192 29,378
27,012 30,331
27,832 31,284
28,652 32,237
29,475 33,190
30,328 34,143
31,181 35,096
32,034 36,049
32,887 37,002
33,740 37,955
34,562 38,877
35,382 39,799
36,202 40,721
37,022 41,643
37,840 42,565
38,706 43,528
39,572 44,491
40,438 45,454
41,304 46,417
42,170 47,380
TX-45 Torque Conversion Chart
Bar/N.M.
Hex
Sizes
P.S.I.
68
82
95
109
122
136
150
163
177
190
204
218
231
245
258
272
286
299
313
326
340
354
367
381
394
408
422
435
449
462
476
490
503
517
530
544
558
571
585
598
612
626
639
653
666
680
2 7/16” to 4 5/8” 4 11/16” to 6 ½”
80mm to 115mm 115mm to 155mm
N.M. N.M.
6,351 6,577
7,341 7,834
8,330 9,091
9,320 10,347
10,309 11,604
11,303 12,858
12,444 14,152
13,586 15,447
14,727 16,742
15,869 18,036
17,010 19,331
18,195 20,608
19,380 21,885
20,564 23,162
21,749 24,439
22,938 25,716
24,078 26,995
25,218 28,275
26,358 29,555
27,498 30,834
28,644 32,114
29,793 33,398
30,943 34,682
32,092 35,965
33,242 37,249
34,394 38,533
35,506 39,825
36,617 41,117
37,729 42,409
38,841 43,700
39,956 44,992
41,113 46,284
42,269 47,576
43,425 48,868
44,582 50,160
45,738 51,452
46,852 52,702
47,964 53,952
49,075 55,201
50,187 56,451
51,296 57,701
52,470 59,007
53,644 60,312
54,818 61,617
55,992 62,923
57,166 64,228
TX-45

K
8/20
TX-2, TX-4, TX-8 SERIES LINK
TX-16, TX-32 SERIES LIN

9/20
Part TX-2 TX-4 TX-8 TX-16 TX-32
SIDE PLATE - L TX-2-L01 TX-4-L01 TX-8-L01 TX-16-L01 TX-32-L01
1
SIDE PLATE - R TX-2-L02 TX-4-L02 TX-8-L02 TX-16-L02 TX-32-L02
2
DRIVE PLATE TX-2-L03 TX-4-L03 TX-8-L03 TX-16-L03 TX-32-L03
3
DRIVE PIN TX-2-L05 TX-4-L05 TX-8-L05 TX-16-L05 TX-32-L05
4
DRIVE PIN SPRING TX-2-L07 TX-4-L07 TX-8-L07 TX-16-L07 TX-32-L07
5
RATCHET TX-2-L09 TX-4-L09 TX-8-L09 TX-16-L09 TX-32-L09
6
DRIVE SEGMENT TX-2-L11 TX-4-L11 TX-8-L11 TX-16-L11 TX-32-L11
7
UPPER SPACER TX-2-L13 TX-4-L13 TX-8-L13 TX-16-L13 TX-32-L13
8
MIDDLE SPACER N/A N/A N/A TX-16-L14 TX-32-L14
9
LOWER SPACER TX-2-L15 TX-4-L15 TX-8-L15 TX-16-L15 TX-32-L15
10
LOWER SPACER PIN TX-2-L17 TX-4-L17 TX-8-L17 TX-16-L17 TX-32-L17
11
SLEEVES - SIDEPLATE TX-2-L19 TX-4-L19 TX-8-L19 TX-16-L19 TX-32-L19
12
SHROUD TX-2-L21 TX-4-L21 TX-8-L21 TX-16-L21 TX-32-L21
13
SEGMENT SPRING TX-2-L25 TX-4-L25 TX-8-L25 TX-16-L25 TX-32-L25
14
SCREWS - UPPER SPACER TX-2-L27 TX-4-L27 TX-8-L27 TX-16-L27 TX-32-L27
15
SCREWS - LOWER SPACER TX-2-L29 TX-4-L29 TX-8-L29 TX-16-L29 TX-32-L29
16
SHROUD SCREWS TX-2-L31 TX-4-L31 TX-8-L31 TX-16-L31 TX-32-L31
17
DRIVE PIN SPRING ROLL PIN TX-2-L33 TX-4-L33 TX-8-L33 TX-16-L33 TX-32-L33
18
SPACER ROLL PIN N/A N/A N/A TX-16-35 TX-32-L35
19
Part Numbers for Ordering (LINKS)

10/20
-
-
-
-
-

11/20
Part TX-2 TX-4 TX-8 TX-16 TX-32
HOUSING TX-2-C01 TX-4-C01 TX-8-C01 TX-16-C01 TX-32-C01
1
PISTON BRASS BUSHING TX-2-C51 TX-4-C51 TX-8-C51 TX-16-C51 TX-32-C51
2
PISTON ROD ASSEMBLY TX-2-C03 TX-4-C03 TX-8-C03 TX-16-C03 TX-32-C03
PISTON ROD TX-2-C03-1 TX-4-C03-1 TX-8-C03-1 TX-16-C03-1 TX-32-C03-1
3
PISTON CAP N/A N/A N/A TX-16-C03-2 TX-32-C03-2
4
VALVE BALL TX-2-C03-3 TX-4-C03-3 TX-8-C03-3 TX-16-C03-3 TX-32-C03-3
5
VALVE SPRING TX-2-C03-4 TX-4-C03-4 TX-8-C03-4 TX-16-C03-4 TX-32-C03-4
6
VALVE HOLLOW LOCK TX-2-C03-5 TX-4-C03-5 TX-8-C03-5 TX-16-C03-5 TX-32-C03-5
7
SLIDER TX-2-C09 TX-4-C09 TX-8-X09 TX-16-C09 TX-32-C09
9
END CAP TX-2-C11 TX-4-C11 TX-8-C11 TX-16-C11 TX-32-C11
10
RETAINING RING TX-2-C13 TX-4-C13 TX-8-C13 N/A N/A
11
LINK PIN TX-2-C15 TX-4-C15 TX-8-C15 TX-16-C15 TX-32-C15
12
END COVER TX-2-C17 TX-4-C17 N/A N/A N/A
13
END COVER SCREWS TX-2-C23 TX-4-C23 N/A N/A N/A
14
BALL PLUNGER TX-2-C25 TX-4-C25 TX-8-C25 TX-16-C25 TX-32-C25
15
SLIDER PIN TX-2-C27 TX-4-C27 TX-8-C27 TX-16-C27 TX-32-C27
16
END PLUG SEAL TX-2-C29 TX-4-C29 TX-8-C29 TX-16-C29 TX-32-C29
17
ROD SEAL TX-2-C31 TX-4-C31 TX-8-C31 TX-16-C31 TX-32-C31
18
PISTON O-RING TX-2-C33 TX-4-C33 TX-8-C33 TX-16-C33 TX-32-C33
19
SWIVEL (2 Required) STX-4M-8M STX-4M-4M STX-4M-4M STX-4M-4M STX-4M-4M
20
COUPLER ASSEMBLY HC-S-100 HC-S-100 HC-S-100 HC-S-100 HC-S-100
21
SEAL INSERTION TOOL ATX-2-ST ATX-4-ST ATX-8-ST N/A N/A
22
END PLUG WRENCH N/A N/A N/A ATX-16-EPW ATX-32-EPW
23
Part Numbers for Ordering (CYLINDERS)

r
12/20
TX-45 Series Cylinde

13/20
Part Numbers for Ordering (CYLINDERS)
Part TX-45
1
HOUSING TX-45-C01
2
PISTON ROD ASSEMBLY TX-45-C03
3
PISTON ROD TX-45-C03-1
4
PISTON TX-45-C03-2
5
VALVE BALL TX-45-C03-3
6
VALVE SPRING TX-45-C03-4
7
VALVE HOLLOW LOCK TX-45-C03-5
8
WASHER TX-45-C03-6
9
SLIDER TX-45-C09
10
END CAP TX-45-C11
11
LINK PIN TX-45-C15
12
SPRING PLUNGER TX-45-C25
13
SLIDER PIN TX-45-C27
14
END PLUG SEAL TX-45-C29
15
ROD SEAL TX-45-C31
16
PISTON O-RING TX-45-C33
17
SWIVEL (2 Required) STX-4M-4M
18
COUPLER ASSEMBLY HC-S-100
19
PRESSURE PLUG TX-45-C39
20
ROD BUSHING TX-45-C51

NOTIC
14/20
Maintenance Section
Always turn off the power supply, bleed off hydraulic
fluid from the hose connections on the cylinder
assembly and disconnect the hoses before attempting
to repair or perform maintenance on this tool.
Always wear eye protection when operating or
performing maintenance on this tool.
General Instructions
1. Do not disassemble the tool any further than necessa ry
to replace or repair damaged parts.
2. Use extra care not to score, nick or damage surfaces
that will contain hydraulic oil under pressure.
3. Whenever grasping a tool in a vise, always use
leather–covered or copper–covered vise jaws to
protect the surface of the part and help prevent
distortion. This is particularly true of threaded
members and housings.
4. Do not remove any part that is a press fit in or on an
assembly unless the removal of that part is necessary
for repairs or replacement.
5. Do not disassemble the hydraulic cylinder assem bl y
unless you have a complete set of seals and o–rings for
replacement.
6. Use only British Standard fractional size tools when
disassembling these tools.
Disassembly of the Tool
1. Push the Link Pin (12) out of the Housing (1) and Side
Plates (1 & 2).
2. Lift the Housing from between the Side Plates and
separate the two units.
Disassembly of the TX-2, TX-4, and TX-8 Cylinder
Assemblies
1. Grasp the Housing (1) in copper-covered or leather-
covered vise jaws with the inlet end upward and using
a 1/4”hex wrench, unscrew and remove the two
Swivel Inlets (20) with their attached Couplers (21).
2. Remove the Housing Assembly from the vise jaws and
over a container to catch the oil, move the Piston Rod
(3) back and forth several times to purge the hydraulic
oil from the Housing.
3. Grasp the Housing in copper-covered or leather-
covered vise jaws with the inlet end upward.
4. For TX-2 use a Phillip’s Head screw-driver and TX-4
models, use a hex wrench to unscrew and remove the
End Cover Screw (14). Remove the End Cover (13).
5. Push the End Cap (10) inward approximately ½” and
remove the two Retaining Rings (11) by working
them out of the groove in the Cylinder.
6. Install the Seal Insertion Tool (22) on the inlet en d of
the Housing.
WARNING
DISASSEMBLY
NOTICE
The purpose of the Seal Insertion Tool in the
following step is to prevent the End Plug Seal from
expanding into the Retaining Ring groove. If the
Tool is not used, place two thin pieces of flat stock at
the midpoint of the opening against opposite walls to
control the Seal expansion.
7. Thread one of the Swivel Inlets or a threaded pipe
with a tee into the End Cap (10). Use the Inlet or tee as
a handle to pull the End Cap and End Plug Seal (17)
out of the Housing through the Seal Insertion Tool.
8. Push the piston end of the Piston Rod forward in the
Housing until the Slider Pin (16) aligns with the
cross holes in the Housing.
9. Using a small drift, tap the Slider Pin out of the
Sliders (9) and position shaft and remove the two
Sliders.
10. Push the piston out of the Housing.
11. If the Rod Seal (18) needs replacement, use a
hooked tool to pull it out of the Housing.
Disassembly of the TX-16, TX-32 and TX-45
Cylinder Assemblies
1. Grasp the Housing (1) in copper-covered or leather-
covered vise jaws with the inlet end upward and using
a 1/4” hex wrench, unscrew and remove the two
Swivel Inlets (20) with their attached Couplers (21).
2. Remove the housing assembly from the vise jaws and
over a container to catch the oil, move the Piston Rod
Assembly (3&4) back and forth several times to purge
the hydraulic oil from the Housing.
3. Grasp the Housing in copper-covered or leather-
covered vise jaws with the inlet end upward.
4. Insert the pins of the End Plug Wrench (23) into the
holes of the End Cap (10). Using a wrench on the hex
of the End Plug Wrench, unscrew and remove the End
Cap with the End Plug Seal (17).
5.
Push the Piston Rod far enough into the Housing to
expose the hex on the piston head.
During removal and after the piston shaft is removed;
DO NOT grasp the round portion of the shaft with any
holding device that will damage the surface. Any nicks
or scratches to the surface will allow hydraulic oil to
leak from the Cylinder when the tool is reassembled.
E

NOTIC
15/20
6. Using a soc ket on the he x of the pist o n head,
unscrew and remove the piston head from the shaft
with the Piston O-ring (19).
7. Pull the Piston shaft out of the Housing.
8. If the Sliders (9) must be replaced, position the
Slider Pin (16) over a clearance opening in a soft
block and use a small drift to tap the Pin out of the
Sliders and shaft.
9. If the Rod Seal (18) needs replacement, use a
hooked tool to pull it out of the Housing.
Disassembly of the Ratchet Link
1. Lay the Ratchet Link flat on a workbench with the
Left Side Plate (1) downward and using a hex wrench,
unscrew and remove the two Lower Spacer Screws
(16).
2. Using a hex wrench, unscrew and remove the two
Upper Spacer Screws (15).
3. For Series TX-16 and TX-32, use a roll pin punch to
tap the Spacer Roll Pin (19) out of the Right Side Plate
(2).
4. While applying thumb pressure to the edge of the
Ratchet (6), carefully lift the Side Plate off the
Assembly.
5. Grasp the Ratchet and Drive Plate (3) and, while
maintaining their relationship, lift them both off the
Left Side Plate.
In the following step, when the Ratchet is removed
from the Drive Plate, the Drive Segment and Segment
Spring will be free to fall from the Drive Plate recess.
Do not allow the Drive Segment to fall on a hard
surface that might chip the teeth.
6. Push the Ratchet out of the Drive Plate and Remove
the Drive Segment (7) and the Segment Spring (14)
from the Drive Plate Recess.
7. If the Drive Pin (4) or Drive Pin Spring (5) must be
replaced, use a roll pin punch to push the Drive Pin
Spring Roll Pin (18) out of the Drive Plate. Once the
Pin Spring is removed, the Drive Pin (4) will drop
down to the large opening at the bottom of the slot for
easy removal.
8. Lift the Lower Spacer (10) off the Lower Spacer Pins
(11). If the Pins must be replaced, use a hex wrench to
remove the two Lower Spacer Screws from the Right
Side Plate. Pull the Pins out of the holes on the inner
face of the Right Side Plate.
9. For Series TX-2, TX-4, and TX-8, unscrew the two
Spacer Screws and remove the Upper Spacer (8) from
the Right Side Plate. For Series TX-16 and TX-32
use a roll pin punch to remove the Spacer Roll Pin
(19) from the Right Side Plate. Unscrew the two
Spacer Screws and remove the Middle Spacer (9) and
Upper Spacer (8) from the Right Side Plate.
10. If the Side Plate Sleeves (12) must be replaced,
press the Sleeves out toward the inner face of the Side
Plate.
E
ASSEMBLY
General Instructions
1. Use extra care not to score, nick or damage surfaces
that will contain hydraulic oil under pressure.
2. Whenever grasping a tool in a vise, always use
leather-covered or copper-covered vise jaws to protect
the surface of the part and help prevent distortion. This
is particularly true if threaded members and housings.
3. Apply o-ring lubricant to all o-rings before final
assembly.
Assembly of the Ratchet Link
1. If the Side Plate Sleeves (12) were removed, press
new sleeves, shoulder end trailing, into the Right and
Left Side Plates (1 & 2) from the inner face of the side
Plates. Make certain the Sleeves are square with the
side plate faces and the shoulder of the Sleeves enters
the recesses in the Side Plates and are pressed flush
with the faces.
2. For Series TX-2, TX-4, and TX-8, position the
Upper Spacer (8) against the inside face of the Right
Side Plate Apply a non-permanent thread-locking
compound to the threads of the two Upper Spacer
Screws (15) and secure the Spacer with the Screws
through the Side Plate. For Series TX-16 and TX-32
press the Spacer Roll Pin (19) into the Right Side Plate
with one end of the Pin flush with the external face of
the Side Plate. Insert the tab of the Upper Spacer (8)
into the slot in the Middle Spacer (9), and after
aligning the holes in both pieces, install them on the
Spacer Roll Pin (19). When they are correctly
positioned, apply a non-permanent thread-locking
compound to the threads of the two Upper Spacer
Screws (15) and secure the Spacers with the Screws
through the side plate.
3. Insert the two Lower Spacer Pins (11) into the holes in
the lower edge of the Right Side Plate. Apply a nonpermanent thread-locking compound to the threads of
the Lower Spacer Screws (16) and secure the Pins
with the Screws through the Side Plate.
4. Place the Lower Spacer (10) over the Pins against the
Side Plate. Make certain it is correctly oriented so that
no part of the Spacer extends beyond the edge of the
Side Plate.
5. Insert the Drive Pin (4) into the small cross-hole and
slot in the Drive Plate (3). Invert the Plate causing the
ends of the Pin to enter the slot and move the Pin to
the narrow end.
6. Position the Drive Pin Spring (5) in the drive plate slot
with the two non-connected ends between the Drive
Pin and the large hole in the slot. Position the closed
end of the Spring on the opposite side of the Pin and
then apply pressure on the Spring to align the hole
through it with the hole in the Drive Plate for the
Drive Pin Spring Roll Pin (18). Insert the Spring Roll
Pin into the Drive Plate, through the Spring and into
the far wall of the Drive Plate.

NOTIC
NOTIC
p
16/20
In the following step, an excessive amount of
grease will prevent proper tooth engagement
between the Ratchet and the Drive Segment
causing the tool to malfunction.
7. Wipe a thin film of Marine Moly Grease onto the
inner race of the large opening in the Drive Plate.
8. Position the Ratchet (6) in the central opening of the
Drive Plate.
9. Insert the Drive Segment (7) into the opening adjacent
to the Ratchet. Make certain the teeth of the Ratchet
correctly engage the teeth of the Drive Segment.
Reverse the Ratchet if they do not properly engage.
10. Slide the Drive Segment sideways to expose the
spring hole. Install the Segment Spring (14) into the
hole. While compressing the Spring, slide the Drive
Segment inward until the Drive Plate captures the
Segment Spring.
11. Apply a light coat of Marine Moly Grease to both
sides of the Drive Plate and Drive Segment. Apply
some of the Marine Moly to the inner races of both
Side Plate Sleeves (12).
12. While keeping the assembly together, insert the hub
of the Ratchet into the Side Plate Sleeve of the
assembled Side Plate.
13. Place the Left Side Plate Sleeve on the hub of the
Ratchet and align the screw holes for the Spacers.
14. After applying a non-permanent thread-locking
compound to the threads and using hex wrenches,
install the two remaining Lower Spacer Screws.
Assembly of the TX-16 , TX-32 and TX-45 Cylinder
Assemblies
1. Grasp the link retaining pin lug in copper-covered,
vise jaws with the Housing (1) horizontal.
2. If the Rod Seal (18) was removed from the Housing,
apply a coat of o-ring lubricant to the Seal and install
it, lip end trailing, in the recess at the bottom of the
piston bore.
3. Press the Slider Pin (16) into one of the Sliders (9)
flush with one side. Install the Pin through the hole in
the piston shaft and press the remaining Slider onto
the Pin.
4. Install the Piston O-ring (19) in the groove of the
piston head.
5. Insert the piston rod, threaded end leading, into the
small central opening from the non-piston end of the
Housing. The notch in the trailing end of the shaft
should be toward the Ball Plunger (15).
6. Insert the piston, hex end trailing, into the bore of the
Housing, and use socket to thread and tighten the
piston onto the piston shaft.
7. Install the End Plug Seal (17) in the groove on the hub
of the End Cap (10).
8. Using the End Plug Wrench (23), thread the
assembled End Cap, o-ring end leading, into the piston
end of the Housing and tighten it.
E
9. Wrap the threads of the Swivel Sets (20) with Teflon
tape and thread the swivel with the male hose Coupler
(21) into the center of the End Cap. Thread the Swivel
with the female Coupler into the hole in the Housing
directly above the End Cap.
Assembly of the TX-2, TX-4, and TX-8 Cylinder
Assemblies
1. Grasp the link retaining pin lug in copper-covered vise
jaws with the Housing (1) horizontal.
2. If the Rod Seal (18) was removed from the Housing,
apply a coat of o-ring lubricant to the Seal sand install
it, lip end trailing, in the recess at the bottom of the
piston bore.
3. Insert the piston rod, notched end leading, into the
Rod Seal and the small central opening from the
piston end of the Housing. The notch in the leading
end of the shaft should be toward the Ball Plunger
(15).
4. Push the Piston Rod (3) inward until the hole for the
Slider Pin (16) aligns with the holes in the walls of the
Housing.
5. Position one Slider (9) on each side of the piston shaft
and insert the Slider Pin through the hole in the
Housing into both Sliders and the piston shaft. The fit
between the Pin and Sliders is an interference fit. Use
a brass hammer and drift to set the Slider Pin below
the outer edge of both Sliders or deep enough to
prevent the shaft ends from dragging on the Housing
walls.
In the following step, DO NOT use thread-locking
com
ound on the screw threads.
6. Place the Seal Insertion Tool (22) on the inlet end of
the Housing.
7. Install the End Plug Seal (17) in the groove of the End
Cap (10)
8. Insert the assembled End Cap into the Housing
through the Tool with the O-ring end leading and the
threaded inlet hole upward. Push the Cap inward
beyond the Retaining Ring groove and approximately
½” into the Cylinder.
9. Remove the Seal Insertion Tool from the Housing.
10. Install the Retaining Rings (8) in the housing
grooves at the inlet end of the Housing. Install the
Rings with the open ends of both rings at the middle
of the opening and the beveled side of the Rings
toward the End Cap.
11. If an air hose is available, inject some air into the
threaded opening of the End Cap to seat the Retaining
Rings. If air is not available, temporarily thread one of
the Swivel Sets (20) into the threaded opening and
pull the End Cap back against the Retaining Rings to
seat them.
E

17/20
12. For TX-2 and TX-4 models position the End
Cover (13) against the Housing and after applying a
non-permanent thread-locking compound to the
threads, install the End Cover Screw (14).
13. Wrap the threads of the Swivel Sets (20) with
Teflon tape and thread the swivel with the male hose
Coupler (21) into the threaded hole in the End Cap.
14. Apply some Marine Moly Grease to the notch in the
Piston Rod and the face of the Sliders.
Assembly of the Tool
1. With the Cylinder Assembly in one hand and the
Ratchet Link in the other, hook the notch on the shaft
of the Piston Rod (3) onto the Drive Pin (4) and bring
the two assemblies together.
2. Insert the Link Pin (12) into the hole in the Side Plate
(1 or 2) until the Ball Plunger (15) snaps into the
annular groove around the center of the Link Pin.

18/20
Trouble Probable Cause Solution
Piston will not advance or
retract
Piston will not retract
Troubleshooting Guide
Couplers are not securely attached to
the tool or pump
Coupler is defective Replace any defective Coupler.
Defective remote control switch Replace the switch and/or control pendent
Dirt in the direction-control valve of
the pump unit
Hose connections reversed
Retract hose not connected Connect the retract hose securely
Retract pin and/or Spring broken Replace the broken pin and/or spring
Check the Coupler connections and make
certain that they are connected.
Disassemble the pump and clean the
direction-control valve.
Make certain the advance on the pump is
connected to the advance on the tool and
retract on the pump is connected to the
retract on the tool.
Cylinder will not build up
pressure
Piston Seal and/or End Plug Seal
leaking
Retaining Screws sheared Replace any broken screws.
Replace any defective O-rings
Coupler is defective Replace any defective Coupler
Ratchet will not turn
Tool tightens immediately
when turned on
Grease or dirt build up in the teeth of
the Ratchet and Segment Pawl
Worn or broken teeth on Ratchet and/or
Segment Pawl
Hose connections are reversed
Disassemble the Ratchet and clean the
grease or dirt out of the teeth
Replace any worn or damaged parts
Depress the advance button to release the
tool; shut the pump off in the advance
position and reverse the hose connection
Defective relief valve Inspect, adjust or replace the relief valve
Make certain the air supply and hose size
Air supply too low or air hose too small
comply with the pump manual
recommendations.
Make certain the amperage, voltage and
Pump will not build up
pressure
Electric power source is too low
any extension cord size comply with the
pump manual requirements
Defective Gauge Replace the Gauge
Low oil level Check and fill the pump reservoir
Clogged filter
Inspect, clean and/or replace the pump
filter
Pressure reading erratic Defective Gauge Replace the Gauge
SAVE THESE INSTRUCTIONS. DO NOT DESTROY.

The TorcUP TX-1 Unrivaled design. Unbelievable reliability.
Uncommon features like the patented “peanut-shaped” piston, inline reaction pad,
and flat design from cylinder to link. Easy to find in any tool room.
Announcing the TorcUP TX-1
PSI Ft/Lbs
1,000 67
2,000 120
3,000 176
4,000 237
5,000 296
6,000 353
7,000 412
8,000 470
9,000 527
10,000 584
PSI Ft/Lbs
1,000 50
2,000 94
3,000 137
4,000 184
5,000 230
6,000 275
7,000 320
8,000 366
9,000 410
10,000 455
Nose Radius
Tightest nose radius in the industry. Fits applications
where clearance constraints make other tools too bulky.
Dual Independent Whip Hoses
Allows for unlimited / individual movement
of duplex hoses.
Hex Link Cassettes
Steel alignment pins connect lower reaction area
for added strength.
Quick Connect Couplers
Each tool is fitted with quick connect, no-drip,
thread less safety couplers, with 4:1 safety ratio.
Cylinder and Link Material
Both cylinder and link are manufactured from
4340 Aircraft high strength steel alloy.
Link Pin
One pin for link to cylinder engagement - no tool
required for swapping ratchet links.
While we hate to admit it,
sometimes size does matter.
IN STOCK!
AVAILABLE NOW!
Series TX-1 Low Profile Hydraulic Torque Wrenches are designed for installing and removing small / hard to access
bolts that have minimal wrench clearance. This tool can be found at offshore platforms, power plants, steel erection
sites and many other locations requiring precise high torque bolt makeup and maximum torque for bolt breakdown.
TorcUP, Inc. * 1025 Conroy Place, Easton PA 18040 Phone: 610-250-5800 Fax: 610-250-2700
Toll Free: 888-TORCUP-1 (867-2871) Web:www.torcup.com E-mail:sales@torcup.com
Disclaimer: Please consult the calibration torque chart specific to your purchase or rental tool.
For Links 1 3/16”- 1 5/8”
(30mm - 41mm)
For Links 1/2”- 1 1/8”
(17mm - 27mm)
19/20

Hex Range From 5/8" / 17mm
Hex Range To 1 5/8" / 41mm
Minimum Torque (Ft/lbs) 45
Maximum Torque (Ft/lbs) 560
Minimum Torque (Nm) 61
Maximum Torque (Nm) 759
Output Accuracy +-3%
Repeatability 100%
Duty Cycle 100%
Cylinder Weight (lbs) 1
Cylinder Weight (Kg) 0.45
Link Weight From (lbs) 1
Link Weight To (lbs) 1
Link Weight From (Kg) 0.45
Link Weight To (Kg) 0.45
Length 4.37 / 111.0
Height 3.25 / 82.6
Width 0.78 / 19.8
Radius 0.23 / 5.8
Part Number Imperial Metric
TX-1RL008 1/2
TX-1RL13M 13mm
TX-1RL009 9/16
TX-1RL14M 14mm
TX-1RL010 5/8
TX-1RL15M 15mm
TX-1RL17M 17mm
TX-1RL011 11/16
TX-1RL012M19 3/4 19mm
TX-1RL013 13/16
TX-1RL21M 21mm
TX-1RL014M22 7/8 22mm
TX-1RL015 15/16
TX-1RL24M 24mm
TX-1RL100 1
TX-1RL101M27 1 1/16 27mm
TX-1RL102 1 1/8
TX-1RL103M30 1 3/16 30mm
TX-1RL104 1 1/4
TX-1RL32M 32mm
TX-1RL105 1 5/16
TX-1RL106M35 1 3/8 35mm
TX-1RL36M 36mm
TX-1RL107 1 7/16
TX-1RL108M38 1 1/2 38mm
TX-1RL109 1 9/16
TX-1RL110M41 1 5/8 41mm
Hex Size AF
TX-1 Technical and Dimensional Data
TorcUP, Inc. 1025 Conroy Place, Easton PA 18040
Phone: 610-250-5800 Fax: 610-250-2700
Toll Free: 888-TORCUP-1 (867-2871)
Web: www.torcup.com E-mail:sales@torcup.com
20/20
 Loading...
Loading...