

Page 1
INSTRUCTION MANUAL
GATOR® EK22GL
Battery-powered,
High-speed Crimping Tool
Read and understand all of the instructions and
safety information in this manual before operating
or servicing this tool.
999 4521.5 © 2001 Greenlee Textron IM 1552 10/01
Page 2

EK22GL Battery-powered, High-speed Crimping Tool
Table of Contents
Description .....................................................................2
Safety ............................................................................. 2
Purpose of this Manual .................................................. 2
Important Safety Information......................................3–4
Identification ................................................................... 5
Specifications ................................................................. 5
Operation ................................................................... 6–7
Dies and Connectors...................................................... 8
Maintenance................................................................... 9
Troubleshooting ........................................................... 10
Disassembly.................................................................11
Assembly...................................................................... 12
Illustrations ............................................................. 13–15
Parts List ................................................................16–18
Description
The EK22GL Battery-powered, High-speed Crimping
Tool is a hand-held, self-contained crimping tool
intended to crimp copper cable with K22-type and
W-type dies.
Safety
Safety is essential in the use and maintenance of
Greenlee tools and equipment. This manual and any
markings on the tool provide information for avoiding
hazards and unsafe practices related to the use of this
tool. Observe all of the safety information provided.
Purpose of this Manual
This manual is intended to familiarize all personnel with
the safe operation and maintenance procedures for the
following Greenlee tool:
EK22GL Battery-powered, High-speed
Crimping Tool
Keep this manual available to all personnel.
Replacement manuals are available upon request at no
charge.
All specifications are nominal and may change as design improvements occur. Greenlee Textron shall not be liable for damages
resulting from misapplication or misuse of its products.
GATOR is a registered trademark of Greenlee Textron.
AVIA is a registered trademark of Avia International.
Blackburn is a registered trademark of Thomas & Betts.
Mobil is a registered trademark of Mobil Oil Corporation.
NUTO is a registered trademark of Exxon Corporation.
Tellus is a registered trademark of Shell Oil Company.
KEEP THIS MANUAL
Greenlee Textron / Subsidiary of Textron Inc. 2 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815/397-7070
Page 3
EK22GL Battery-powered, High-speed Crimping Tool
IMPORTANT SAFETY INFORMATION
SAFETY
ALERT
SYMBOL
This symbol is used to call your attention to hazards
or unsafe practices which could result in an injury or
property damage. The signal word, defined below,
indicates the severity of the hazard. The message
after the signal word provides information for
preventing or avoiding the hazard.
Immediate hazards which, if not avoided, WILL
result in severe injury or death.
Wear eye protection when operating
or servicing this tool.
Failure to wear eye protection can
result in serious eye injury from
flying debris or hydraulic oil.
Skin injection hazard:
Do not use hands to check for oil
leaks. High pressure oil easily
punctures skin causing serious
injury, gangrene, or death. If injured,
seek medical help immediately to
remove oil.
Hazards which, if not avoided, COULD result in
severe injury or death.
Hazards or unsafe practices which, if not avoided,
MAY result in injury or property damage.
Read and understand all of the
instructions and safety information in
this manual before operating or
servicing this tool.
Failure to observe this warning can
result in severe injury or death.
Electric shock hazard:
This tool is not insulated. When
using this unit near energized
electrical lines, use proper personal
protective equipment.
Failure to observe this warning can
result in severe injury or death.
Do not use solvents or flammable
liquids to clean the crimping tool.
Solvents or flammable liquids could
ignite and cause serious injury or
property damage.
An incomplete crimp can cause a fire.
• Use proper die, connector, and cable combinations. Improper combinations can result in an
incomplete crimp.
• Use only W-type dies on aluminum connectors or
aluminum wire. Mismatched components can
result in an incomplete crimp.
• The relief valve will sound to indicate a completed
crimp. If you do not hear the sound of the relief
valve, the crimp is not complete.
Failure to observe these warnings can result in
severe injury or death.
Greenlee Textron / Subsidiary of Textron Inc. 3 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815/397-7070
Page 4

EK22GL Battery-powered, High-speed Crimping Tool
Greenlee Textron / Subsidiary of Textron Inc. 4 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815/397-7070
Page 5
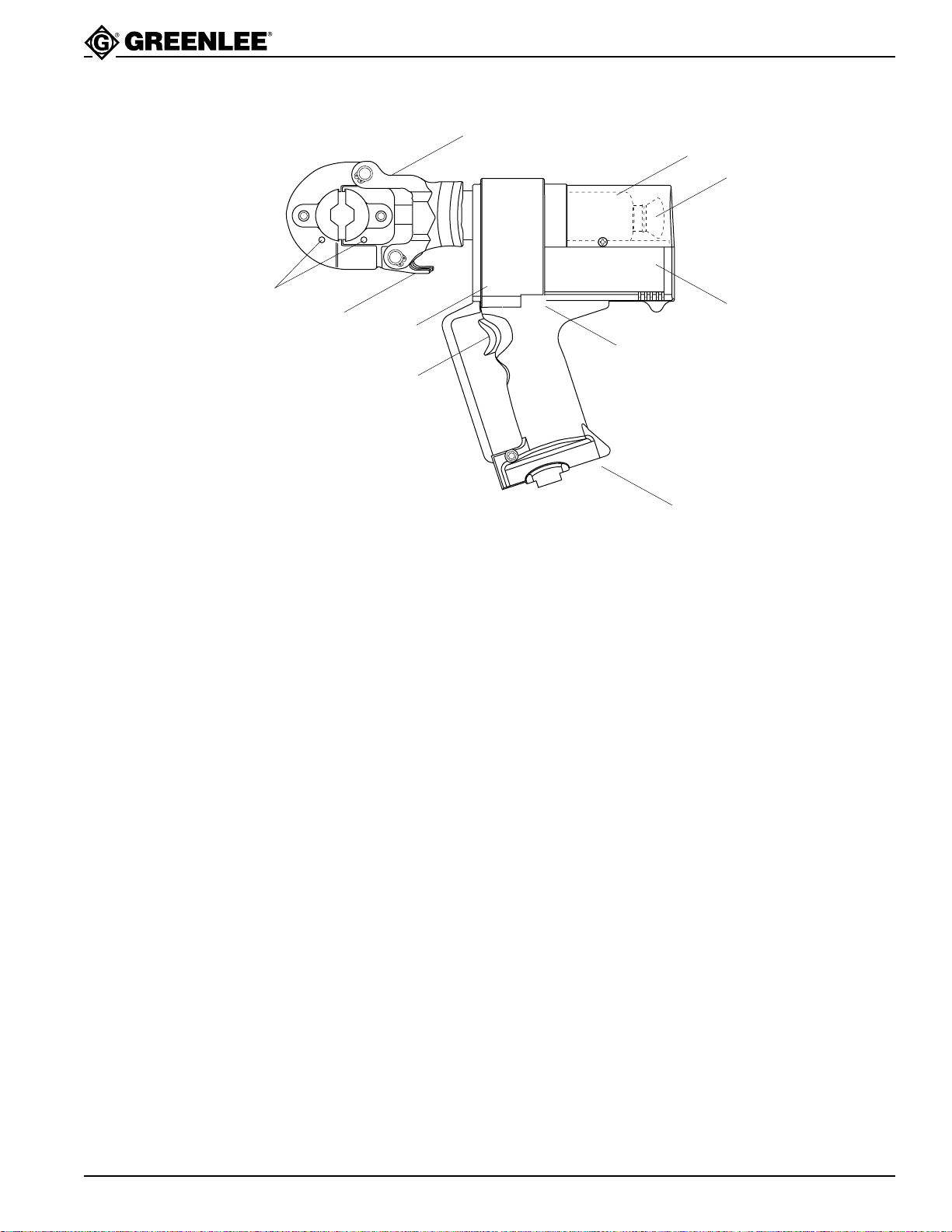
IdentificationIdentification
EK22GL Battery-powered, High-speed Crimping Tool
10
11
1. Housing
2. Retract Button
3. Battery Cartridge
4. Trigger
5. Battery Load Display
6. Locking Flange
7. Die Release Buttons
8. W-type Die Detents
9. Crimping Dies
10. Crimping Head
11. Oil Reservoir
12. Oil Plug
Specifications
Crimping Tool
Length........................................................................................... 314 mm (12-3/8")
Width........................................................................................................76 mm (3")
Height ........................................................................................... 298 mm (11-3/4")
Mass/Weight (with battery) ................................................................. 4.4 kg (9.7 lb)
Sound Level..............................................................................75 dB (A) at 1 meter
Vibration.................................................................................................... < 2.5 m/s
Motor Type....................................................................... DC permanent field motor
Motor Voltage ...............................................................................................12 VDC
Hydraulic Oil ....................................................50 ml (0.1 pint) of Shell Tellus® T 15
Crimping Capacities
Maximum Cable Size.................................................................... 600 Kcmil copper
Maximum Crimping Force................................................................55 kN (6.2 tons)
Crimping Time ..........................................................................................7 seconds
Crimps per Charge ......................................................................approximately 120
Battery
Charging Voltage ............................................................................................... 12 V
Charging Time ................................................................................................ 1 hour
7
EK22GL
6
5
2
4
3
1
2
Greenlee Textron / Subsidiary of Textron Inc. 5 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815/397-7070
Page 6
Operation
EK22GL Battery-powered, High-speed Crimping Tool
Electric shock hazard:
This tool is not insulated. When
using this unit near energized
electrical lines, use proper personal
protective equipment.
Failure to observe this warning can
result in severe injury or death.
Wear eye protection when operating
or servicing this tool.
Failure to wear eye protection can
result in serious eye injury from
flying debris or hydraulic oil.
Charging the Battery
Read the instructions supplied with the battery charger.
Battery Condition
Battery Load Display Battery Condition
Momentary illumination at Normal or operating
beginning of crimp charge level
Flickering at point of Normal or operating
maximum crimping force charge level
Flickering during entire
crimping cycle
Constant illumination when
operating without a load
Low charge level
Low charge level
Installing K22-type Dies
1. Select the proper dies for the intended crimp.
2. Push the die release button.
3. Slide the die into the crimping head until it “snaps”
into place.
4. Properly position the second die. Repeat Steps
2 and 3.
Keep hands away from the crimping
head when crimping.
Failure to observe this warning can
result in severe injury or death.
• Do not operate the tool without dies. Damage to
the ram or crimping head can result.
• Do not operate with the crimping head open.
Damage to the ram or seals can result.
• This tool is not designed for continuous use.
After 30 to 40 crimping cycles, allow the crimping
tool to cool for 15 minutes.
• Do not place the tool in a vise. The crimping tool
is designed for hand-held operation.
• Protect the crimping tool from rain and moisture.
Water will damage the crimping tool and battery.
• Use this tool for the manufacturer’s intended
purpose only.
Failure to observe these precautions can result in
injury or property damage.
Installing W-type Dies
1. Push the die release button.
2. Slide the die adapter (Greenlee part number
500 4292.0) into crimping head until it “snaps”
into place.
Note: The die adapters have the “D3” die profile.
No additional dies are needed if the connector to be
crimped requires a “D3” die.
3. Repeat for the other adapter.
4. Select the proper dies for the intended crimp.
5. Press the locking flange and open the crimping
head.
6. Push the W-type die detent and slide the W-type die
into place.
7. Properly position the second die. Repeat Steps
5 and 6.
Greenlee Textron / Subsidiary of Textron Inc. 6 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815/397-7070
Page 7

Operation (cont’d)
EK22GL Battery-powered, High-speed Crimping Tool
Preparing Cable
Follow the lug manufacturer’s instructions for appropriate
cable strip length.
CRIMPING DIRECTION
1ST COMPRESSION
CRIMPING DIRECTION
SIDE B
1ST COMPRESSION
SIDE A
1ST COMPRESSION
CRIMPING DIRECTION
SIDE A
SIDE B
Crimping Cable
1. Press the locking flange and open the crimping
head.
2. Insert the properly assembled connector into the
crimping head.
3. Close the crimping head.
4. Pull the trigger to make the crimp.
5. Hold the trigger down until the crimping tool
achieves pressure relief.
Notes: Pressure relief occurs at approximately
690 bar (10,000 psi) and is accompanied by an
audible “pop”.
It is normal for the battery load display to light at
both the beginning and near the end of the crimping
cycle.
6. The crimping tool returns automatically.
7. Position the crimping tool for next crimp. Repeat
Steps 4 through 6 for the number of crimps as
described in this manual.
8. Open the crimping head and remove the connector.
Notes: If it is necessary to retract the ram before a
crimping cycle is completed, push the retract button.
Pushing the retract button will result in the complete
retraction of the ram.
After completing the last crimp with W-type dies on an
aluminum connector, wipe off the excess oxide inhibitor.
An incomplete crimp can cause a fire.
• Use proper die, connector, and cable combinations. Improper combinations can result in an
incomplete crimp.
• Use only W-type dies on aluminum connectors or
aluminum wire. Mismatched components can
result in an incomplete crimp.
• The relief valve will sound to indicate a completed
crimp. If you do not hear the sound of the relief
valve, the crimp is not complete.
Failure to observe these warnings can result in
severe injury or death.
Greenlee Textron / Subsidiary of Textron Inc. 7 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815/397-7070
Page 8

Dies and Connectors
Die Selection
Crimps made on copper cable with Greenlee K22-type dies and
the connectors listed here are UL classified and CSA certified.
Refer to “Connector Selection” for brand names and model
numbers of appropriate lugs as well as crimping instructions.
W-type dies can be used to crimp #6 AWG to 4/0 AWG aluminum or copper cable.
EK22GL Battery-powered, High-speed Crimping Tool
Part UPC Cable Color
Number Number Size Code
K22-0 03079 #8 AWG Red
K22-1 03080 #6 AWG Blue
K22-2 03081 #4 AWG Gray
K22-3 03082 #2 AWG Brown
K22-31 03083 #1 AWG Green
K22-4 03084 1/0 AWG Pink
K22-5 03085 2/0 AWG Black
K22-6 03086 3/0 AWG Orange
K22-7 03087 4/0 AWG Purple
K22-8 03088 250 Kcmil Yellow
K22-9 03089 300 Kcmil White
K22-10 03090 350 Kcmil Red
K22-11 03091 400 Kcmil Blue
K22-12 03092 500 Kcmil Brown
K22-13 03093 600 Kcmil Green
Connector Selection
EK22GL Crimping Range: #8 AWG to 600 Kcmil
When used with K22-type dies, this tool is UL classified and CSA certified for use with the following connector brands:
Connector Barrel
Type Type Union Crimps*
Copper
Splice Long VHS CU YS CTL SCL/SCH 54804–54820 BBCU B
Copper
Lugs
Anderson Blackburn
Short VHSS CPS YS-L CT SCSS/SCS 54504–54520 BCU A
Short VHCS CTL-2/CTL
Long VHCL CTL-L/LCN YA-2N
®
Burndy Ilsco Panduit T&B
YA-2LN/YA-L/YA-2L
YA/YA-L-TC/YA-L-2TC LCD 54204–54218
CRA/CRB
CRA-L/CRB-L
CRA-2L/CRB-2L 54850BE–54878BE
LCAS/LCA 54104–54120
LCB/LCC
54930BE–54920BE
Penn- No. of
BLU A
BBLU B
* Use the number of crimps listed in the last column
instead of the number provided with the connector:
LR9716195R7
A — #8 to 1/0: 1 crimp
2/0 to 600: 2 crimps
B — #8 to 1/0: 2 crimps
2/0 to 3/0: 3 crimps
4/0 to 600: 4 crimps
Greenlee Textron / Subsidiary of Textron Inc. 8 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815/397-7070
Page 9

Maintenance
EK22GL Battery-powered, High-speed Crimping Tool
Each Operating Day
Before use:
1. Inspect dies for wear or damage such as cracks,
gouges, or chips.
2. Inspect the tool for damage or leaks. If damage is
detected, return the tool to an authorized Greenlee
service center for inspection.
Skin injection hazard:
Do not use hands to check for oil
leaks. High pressure oil easily
punctures skin causing serious
injury, gangrene, or death. If injured,
seek medical help immediately to
remove oil.
After use:
1. Wipe all tool surfaces clean with a damp cloth and
mild detergent.
Do not use solvents or flammable
cleaners to clean the tool body.
Solvents could ignite, causing
serious injury or property damage.
Monthly
1. Thoroughly clean all surfaces.
2. Check the oil level.
3. Oil the bolt joints.
Annually or After 10,000 Crimps
1. Change the hydraulic oil.
2. Return the tool to an authorized Greenlee service
center for inspection.
Checking the Oil Level
1. Remove the two screws holding the tank housing
cover.
2. Remove the tank housing cover.
3. Point the cutting head towards the ground and
remove the oil plug. Add oil if necessary.
4. Replace the oil plug and the tank housing cover.
Secure with screws.
Recommended Hydraulic Oils
AVIA® HVI 15
Shell Tellus T 15
Mobil® DTE 11
NUTO® H 15
2. Fully retract the ram. Place the tool in the carrying
case. Store in a cool, dry place.
3. Charge the battery.
Greenlee Textron / Subsidiary of Textron Inc. 9 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815/397-7070
Page 10

Troubleshooting
EK22GL Battery-powered, High-speed Crimping Tool
Before You Begin
1. Make sure that the battery is charged. Recheck the
battery after several minutes to make sure the
battery is holding its charge.
Probable CauseProblem Probable Remedy
Tool is inoperative. Dirt, contaminants, etc., in ram area Clean tool.
of tool.
Crimping tool battery contacts Reform contacts.
damaged.
Tool components worn or damaged. Return tool to an authorized
Dies stop during operation Oil level is low. Check oil level. Refill reservoir.
Air in hydraulic system. Pull trigger and hold retract button
2. Use a nonflammable contact cleaner or pencil
eraser to clean the electrical contacts on the battery
and crimping tool.
3. Reinstall the battery and check the tool again.
Greenlee service center.
simultaneously. Hold for approximately
10 seconds.
Battery load display flashes Battery charge low. Charge or replace battery.
constantly.
Tool loses oil. Damaged internal seal. Return tool to an authorized
Greenlee service center.
Oil plug not installed properly. Refill reservoir and replace plug.
Greenlee Textron / Subsidiary of Textron Inc. 10 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815/397-7070
Page 11

Disassembly
EK22GL Battery-powered, High-speed Crimping Tool
Main Components
1. Remove the battery.
2. Drive out the pin (37). Remove the die holder
assembly (28).
3. Loosen two screws (24).
4. Unscrew and remove crimping head assembly.
5. Remove the spring (18) and piston (15). Replace the
piston O-ring (12) and piston backup ring (13).
6. Unscrew two tank cover screws (55) and remove the
tank cover.
7. Remove the hydraulic reservoir plug (76) and drain
the hydraulic fluid.
8. Reinstall the plug.
9. Remove the remaining housing screws
(51, 56, 57, 58).
10. Remove the left housing half.
11. Remove the switch cover (53).
12. Lift the pump/motor assembly and circuit card from
the right housing half. Lift the LED from its housing
(59).
13. Slide a plastic bag over the circuit card and electronic subassemblies. Tape the bag shut to protect
the subassemblies from hydraulic oil and other
contamination.
14. Unscrew the shoulder bolt (99) and remove the
release lever (107).
15. Remove screws (108) and separate the gear
housing/motor subassembly from the pump housing.
Pump
1. Use a hooked tool to remove the reservoir O-ring
(80). Gently tug it over the reservoir.
2. Remove the reservoir (74).
3. Remove the pump piston (152).
4. Remove the screw plug (151), washer (153), pump
piston (150), valve stem (156), and spring (155).
Replace the sealing washer (154).
5. Use a piece of tape to mark the side of the relief that
is facing up. (This is a reference point for reassembly). Remove the unloading valve by unscrewing the
plug (126).
6. Remove the feeder tube subassembly by unscrewing the feeder tube (78). Replace the oil filter (77).
Remove metal chips from the magnet (82).
7. Remove the threaded bushing (72) and replace the
O-ring (73).
Motor, Gearbox, and Bearing
1. Remove the tamper-proof paper seal (96).
2. Remove two screws (92). Remove the end cap
(102).
3. Apply pressure evenly at three points around the ball
bearing (91) and gently pry the bearing up to remove
it.
4. Remove the eccentric (103), grooved ball bearing
(101), and snap ring (100) subassembly from the
shaft.
5. Remove four screws (93). Remove the mounting
block (109) from the gear housing (94).
6. Use a snap-ring removal tool to remove the snap
ring (100).
7. Unscrew four bolts (not numbered) from the gear
housing (94). Separate the gear housing from the
spacer (not numbered). Unscrew two fillister head
screws (112) to separate the spacer from the motor
(90).
Greenlee Textron / Subsidiary of Textron Inc. 11 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815/397-7070
Page 12

Assembly
EK22GL Battery-powered, High-speed Crimping Tool
Motor, Gearbox, and Bearing
1. Install two fillister head screws (112) into the spacer
(not numbered) and motor (90). Tighten the screws.
2. Install four screws (not numbered) into the gear
housing (94). Tighten the screws.
3. Install four screws (93) into the mounting block (109)
and gear housing (94). Tighten the screws.
4. Replace the grooved ball bearing (101) and snap
ring (100) subassembly.
5. Replace the eccentric (103). Use a fiber mallet to tap
the eccentric onto the shaft. Replace the ball bearing
(91).
6. Align the end cap (102). Use a fiber mallet to tap the
cover until it is flush on the mounting block (109).
Install two screws (92).
7. Align the gear housing/motor subassembly so that
the pump piston (152) extends through the mounting
block (109) and makes contact with the grooved
bearing (101). Locate and start the screws (108)
through the mounting block and into the pump
housing. Tighten the screws.
Pump
1. Insert the pump piston (152) into the pump housing.
2. Insert the seal (122) and unloading valve assembly
into the pump housing. Grasp the needle valve
subassembly by the pressure relief (126) and twist it
several turns clockwise. Stop when the piece of tape
is facing up.
3. Assemble the pump piston (150), valve stem (156),
washer (153), spring (155), and screw plug (151). Be
sure to replace the sealing washer (154). Torque the
screw plug (151) to 101 Nm (75 ft-lb).
4. Install the release lever (107) so that the forked end
engages the unloading valve subassembly between
the pressure relief (126) and the support ring (127).
Install the screw (99) and washer (104).
5. Insert the threaded bushing (79) and feed tube subassembly (77, 78, 82). Screw in until snug.
6. Install the reservoir (74). Slip the O-ring (80) over the
reservoir. Using a hooked tool, carefully slip the
O-ring over the lip of the pump housing.
7. Insert the plug (76) into the reservoir.
Main Components
1. Remove the protective plastic bag from the
electronics subassembly. Insert the LED into the
LED bushing (59).
2. Lay the gear housing/motor subassembly into the
right half of the housing. Insert the circuit board into
the circuit board slot so that the wires and chip face
in the direction of the trigger.
3. Lay the wires into the case. Be sure that the wires
will not be pinched.
4. Guide the wires for the battery clip so that the
battery wires lay on top of the electronics box; install
the battery clip so that the red wire is upward.
5. Install the trigger cover (53) and plug (60). Press and
release the trigger to be sure that it operates freely.
6. Locate the right housing half on top of the left
housing half. Check for pinched wires.
7. Install the housing screws (51, 56, 57, 58).
Note: The handle screw (51) must engage the nut
(52).
8. Install the piston (15).
9. Install the spring (18).
10. Replace the front head assembly. Twist the head
base (25) until it stops; back off 3/4 of a turn and
tighten the screws (24). Be sure that the crimping
head assembly rotates freely approximately 350°.
11. Install the die holder assembly (28). Insert the pin
(37) through the ram.
12. Clamp the head assembly into a vise with the
reservoir plug facing upward. Remove the fill plug
(76) and fill the reservoir with hydraulic oil.
13. Install the battery.
14. Squeeze the trigger while pressing the release lever
for 45 to 60 seconds. Fill the reservoir with hydraulic
oil. Replace the fill plug (76).
15. Replace the tank cover and tank cover screws.
Greenlee Textron / Subsidiary of Textron Inc. 12 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815/397-7070
Page 13

EK22GL Battery-powered, High-speed Crimping Tool
Greenlee Textron / Subsidiary of Textron Inc. 13 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815/397-7070
Page 14

Illustration
EK22GL Battery-powered, High-speed Crimping Tool
12
13
15
18
29
21
26
14
19
16
27
17
31
24
23
25
36
34
33
30
29
34
24
35
28
33
29
33
34
36
23
37
30
32
34
22
33
19
20
29
Greenlee Textron / Subsidiary of Textron Inc. 14 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815/397-7070
31
23
Page 15

Illustration
EK22GL Battery-powered, High-speed Crimping Tool
76
95
98
97
111
112
90
127
110
94
104
107
128
99
74
82
75
77
78
79
83
80
122
81
123
129
121
124
120
155
130
125
126
156
73
72
150
153
154
105
151
106
152
109
141
108
100
103
93
102
101
91
92
96
61
54
140
Greenlee Textron / Subsidiary of Textron Inc. 15 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815/397-7070
Page 16

Parts List
EK22GL Battery-powered, High-speed Crimping Tool
Key Part No. Description Qty
7 500 7151.3 Circuit board, programmed................................................................ 1
9 500 2948.7 Decal, identification ........................................................................... 1
10 500 2950.9 Decal, warning................................................................................... 1
11 500 6214.0 Decal, pinch hazard........................................................................... 2
12* 500 4192.4 O-ring ................................................................................................ 1
13* 500 4194.0 Backup ring ....................................................................................... 1
14 500 5844.4 Bushing ............................................................................................. 1
15 500 5834.7 Ram................................................................................................... 1
16 500 5837.1 Adapter disk ...................................................................................... 1
17* 500 5838.0 O-ring ................................................................................................ 1
18 500 5839.8 Compression spring .......................................................................... 1
19 500 4383.8 Spring ................................................................................................ 2
20 500 4384.6 Pin ..................................................................................................... 1
21 500 4179.7 Pin ..................................................................................................... 1
22 500 4385.4 Die retainer........................................................................................ 2
23 500 4396.0 Compression spring .......................................................................... 4
24 500 4168.1 Screw ................................................................................................ 2
25 500 5830.4 Bottom crimp head ............................................................................ 1
26 500 4387.0 Latch.................................................................................................. 1
27 500 4388.9 Top die holder ................................................................................... 1
28 500 4394.3 Bottom die holder .............................................................................. 1
29 500 3430.8 Retaining ring .................................................................................... 4
30 500 4400.1 Die release button ............................................................................. 2
31 500 4401.0 Die retainer........................................................................................ 2
32 500 4414.1 Pin ..................................................................................................... 2
33 500 4389.7 Die release button ............................................................................. 4
34 500 4390.0 Locking pin ........................................................................................ 4
35 500 4393.5 Threaded stud ................................................................................... 1
36 500 4395.1 Inner bushing..................................................................................... 2
37 500 4397.8 Pin ..................................................................................................... 1
500 1345.9 Housing unit (includes items 50–61)
50 500 7142.4 Housing kit......................................................................................... 1
51 500 4220.3 Screw ................................................................................................ 1
52 500 4221.1 Nut..................................................................................................... 1
53 500 7373.7 Switch cover ...................................................................................... 1
54 500 4128.2 Battery clip......................................................................................... 1
55 500 4236.0 Screw ................................................................................................ 2
56 500 4207.6 Screw ................................................................................................ 4
57 500 4209.2 Screw ................................................................................................ 2
58 500 4208.4 Screw ................................................................................................ 4
59 500 4241.6 LED bushing...................................................................................... 1
60 500 1350.5 Plug ................................................................................................... 1
61 500 3633.5 Pin, 4 x 16 ......................................................................................... 1
Greenlee Textron / Subsidiary of Textron Inc. 16 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815/397-7070
Page 17

Parts List (cont’d)
Key Part No. Description Qty
72 500 4144.4 Threaded bushing ............................................................................. 1
73* 500 4143.6 O-ring ................................................................................................ 1
74 500 5861.4 Hydraulic reservoir ............................................................................ 1
75 500 4198.3 Ring ................................................................................................... 1
76 500 4122.3 Reservoir plug ................................................................................... 1
77 500 5880.0 Filter .................................................................................................. 1
78 500 5882.7 Filter adapter ..................................................................................... 1
79 500 5885.1 Threaded bushing ............................................................................. 1
80* 500 5886.0 O-ring ................................................................................................ 1
81 500 5829.0 Attachment ring ................................................................................. 1
82 500 5898.3 Magnet .............................................................................................. 1
83 500 1355.6 Pump housing ................................................................................... 1
90 500 4132.0 Motor ................................................................................................. 1
91 500 4138.0 Ball bearing ....................................................................................... 1
92 500 4155.0 Screw ................................................................................................ 2
93 500 4157.6 Screw ................................................................................................ 4
94 500 4133.9 Gearbox............................................................................................. 1
95 500 4113.4 Spacer ............................................................................................... 1
96* 500 4153.3 Seal ................................................................................................... 1
97 500 4136.3 Ground strap ..................................................................................... 1
98 500 4137.1 Capacitor ........................................................................................... 3
99 500 4163.0 Screw, socket head ........................................................................... 1
100 500 4151.7 Retaining ring .................................................................................... 1
101 500 4139.8 Grooved ball bearing ......................................................................... 1
102 500 4108.8 End cap ............................................................................................. 1
103 500 4123.1 Eccentric............................................................................................ 1
104 500 4922.4 Lock washer ...................................................................................... 1
105 500 4125.8 Spring ................................................................................................ 1
106 500 5872.0 Screw ................................................................................................ 1
107 500 5879.7 Release lever .................................................................................... 1
108 500 8403.8 Screw ................................................................................................ 2
109 500 8402.2 Eccentric case ................................................................................... 1
110 500 1351.3 Gearbox............................................................................................. 1
111 500 1352.1 Gear .................................................................................................. 1
112 500 6772.9 Screw ................................................................................................ 2
EK22GL Battery-powered, High-speed Crimping Tool
500 1354.8 Pump housing, reservoir assembly (includes items 72–83)
500 1349.1 Motor assembly (includes items 90–112)
Greenlee Textron / Subsidiary of Textron Inc. 17 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815/397-7070
Page 18

Parts List (cont’d)
Key Part No. Description Qty
120 500 5860.6 Washer .............................................................................................. 1
121* 500 4134.7 O-ring ................................................................................................ 1
122* 500 5862.2 Seal ................................................................................................... 1
123 500 5363.0 Valve seat.......................................................................................... 1
124 500 5864.9 Plunger .............................................................................................. 1
125* 500 5869.0 O-ring ................................................................................................ 1
126 500 5871.1 Pressure relief ................................................................................... 1
127 500 5875.4 Support ring....................................................................................... 1
128* 500 5876.2 Retaining ring .................................................................................... 1
129 500 5877.0 Needle valve...................................................................................... 1
130 500 5894.0 Spring ................................................................................................ 1
140 500 4126.6 Switch................................................................................................ 1
141 500 4127.4 Battery contacts................................................................................. 1
142 500 6338.3 Circuit board, unprogrammed............................................................ 1
143 500 5899.1 Wire (not shown) ............................................................................... 1
144 500 5900.9 Wire (not shown) ............................................................................... 1
EK22GL Battery-powered, High-speed Crimping Tool
500 1593.1 Relief valve assembly (includes items 120–130)
500 1347.5 Electrical assembly (includes items 140–144)
500 1348.3 Piston pump assembly (includes items 150–156)
150 500 5891.6 Pump piston ...................................................................................... 1
151 501 0365.2 Screw plug......................................................................................... 1
152 501 0370.9 Pump piston ...................................................................................... 1
153* 501 0369.5 Washer .............................................................................................. 1
154* 501 0366.0 Sealing washer .................................................................................. 1
155 501 0367.9 Spring ................................................................................................ 1
156 501 0368.7 Valve stem......................................................................................... 1
500 4292.0 W-type die adapter
500 4625.0 W-type die release kit (includes items 23, 33, 34, 36)
500 4626.8 Die release kit (includes items 22, 23, 30–32)
* 500 1407.2 Seal kit (includes items marked with an asterisk)
500 5954.0 Case with inserts
500 2999.1 12 V battery NiCd
500 3046.9 12 V charger 110 VAC
500 3047.7 12 V charger 220 VAC
500 3048.5 12 V charger 12 VDC
Greenlee Textron / Subsidiary of Textron Inc.
4455 Boeing Drive, Rockford, IL 61109-2988 USA
Customer Service (International): 815/397-7070 • Fax: 815/397-9247
Customer Service (North America): 800/435-0786 • USA Fax: 800/451-2632, 815/397-1865
Canada Fax: 800/524-2853
www.greenlee.textron.com
Greenlee Textron / Subsidiary of Textron Inc. 18 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815/397-7070
Printed in the USA
 Loading...
Loading...