

Page 1

PO Box 8680 • Madison, WI 53708
Owner’s Manual — Phoenix 200 MAX
Installation, Operation & Service Instructions
Read and Save These Instructions
The Phoenix 200 MAX is one of the most effective and versatile drying devices available. The 200
MAX removes more water and has more grain depression than other refrigerant dehumidifiers, even
though it only requires 7.4 amps of electricity.
The term LGR (Low Grain Refrigerant) was created to describe the unique drying capabilities of the
Phoenix 200 dehumidifier. These units were known for delivering substantially drier air, as well as
for drying areas to much lower humidity levels than conventional dehumidifiers. The Phoenix 200
MAX, an improved version of the original Phoenix 200, is the culmination of over a decade of LGR
manufacturing and design expertise.
Phoenix 200 MAX
TS-262C
The Phoenix 200 MAX LGR,
High Capacity Dehumidifier
• Improved water removal
+16 gals/day (133 pints) AHAM (80ºF, 60%)
30 gals/day maximum
• Improved grain depression
The driest air from an LGR
• Multiple air filter options
Standard 65% MERV-11, 57% MERV-8, or
95% MERV-14
• Multiple ducting options
12” intake, 10” lay-flat exhaust
• Less than 7.5 amps
Removes the most pints of water per kilowatt
• Stainless steel cabinet
• Internal pump with 30 feet of hose
• Five-year warranty on the sealed refrigeration
system.
Specifications subject to change without notice.
Phoenix 200 MAX
PN 4024920
Revised 1/07
1
www.thermastor.com • sales@thermastor.comToll-Free 1-800-533-7533
Page 2
Table of Contents
Introduction ................................................................1
1. Specifications ........................................................2
2. Operation .............................................................2
2.1 Transporting the Phoenix 200 MAX ...................2
2.2 Location .........................................................2
2.3 Electrical Requirements ...................................3
2.4 Condensate Removal .......................................3
2.5 Ducting ...........................................................3
2.6 Power Switch ..................................................3
2.7 Pump Purge Switch ..........................................3
2.8 Hour Meter .....................................................3
2.9 Defrost Control Adjustment ..............................
2.10 Low Pressure Control .....................................4
3. Maintenance .........................................................4
3.1 Air Filter ..........................................................4
3.2 Storage ..........................................................4
4. Service .................................................................4
4.1 Warranty .........................................................4
4.2 Technical Description .......................................4
4.3 Troubleshooting ...............................................5
4.4 Refrigerant Charging ........................................5
4.5 Blower Replacement ........................................5
4.6 Compressor/Capacitor Replacement ................6
4.6A Checking Compressor Motor Circuits .........6
4.6B Replacing a Burned Out Compressor .........6
4.6C Replacing a Compressor- Non-Burn Out ......7
4.7 Defrost Thermostat & Timer .............................7
4.8 Condensate Pump ...........................................7
4.9 Gravity Drain Option .........................................
4.10 Relay ............................................................
5. Wiring Diagram .....................................................8
6. Service Parts List ..................................................
7. Warranty .............................................................11
3
7
7
9
1 Specifications
Part No. 4024920
Power 110-120 Vac, 7.4 amps; 851 watts
Water 133 pints/day @ AHAM (80°F, 60%)
Removal 240 pints/day @ saturation
30 gal/day maximum @ saturation
Refrigerant 1 lbs., 14 oz. R-22
Charge
Blower 265 CFM
Internal Condensate Pump with 20 lift,
30’ vinyl hose
Operating 33°F to 105°F
Range
Filters 16” x 20”
Standard 2” Pleated Media 30%* MERV-6
Optional 2” Pleated Media 30%* MERV-8
Optional 2” Pleated Media 65%* MERV-11
Optional 4” Mini-Pleat Media 95%* MERV-14
Duct Intake – 12” Flex-Duct
Options Supply – 10” Lay-Flat
Warranty Five years;
First year 100% of Parts and Labor
Second-fifth year 100% of Parts of sealed
refrigeration system.
Dimensions:
Cabinet w/Cart Shipping
Width 20” 24-1/4” 27-1/2”
Height 40” 40” 45-1/2”
Depth 18-1/4” 21-3/8” 22”
Weight 131 lb 160 lb
2 Operation
Serial No. ___________________________
Purchase Date ______/______/_____
Dealer’s Name ___________________________________
Read the operation and maintenance instructions
carefully before using this unit. Proper adherence to these
instructions is essential to obtain maximum benefit from
your Phoenix 200 MAX dehumidifier.
2.1 Transporting the Phoenix
The Phoenix 200 MAX must always be upright when
transported by vehicle. It may be tipped on to its handle
and back for loading and moving by hand.
2.2 Location
Note the following precautions when locating the Phoenix
200 MAX:
• It is designed to be used INDOORS ONLY.
• If used in a wet area, plug it into a GROUND FAULT
INTERRUPTER.
• DO NOT use the Phoenix 200 MAX as a bench or table.
• It must always be used in the upright position.
2
www.thermastor.com • sales@thermastor.comToll-Free 1-800-533-7533
Page 3
• The air inlet on top & the side outlet must be at least
1 foot from walls and other obstructions to air flow.
• If the humid area is very large, dehumidification can
be improved by adding an outlet duct to circulate air to
stagnant areas (see Sec. 2.5).
2.3 Electrical Requirements
The Phoenix 200 MAX plugs into a common grounded
outlet on a 15 Amp circuit. It draws 7.4 Amps at 80°F,
60% RH. Amp draw increases with increasing temperature
and\or humidity; e.g. 10.2 amps at 90°F, 85% RH. If used
in a wet area, a ground fault interrupter (GFI) is required.
If an extension cord is required, it must have a minimum of
14 gauge conductors if 25 feet long or less and 12 gauge
conductors if greater than 25 feet long.
2.8 Hour Meter
The digital hour meter measures the cumulative time that
the unit is turned on to tenths of an hour. It stores its
total when the unit is unplugged; the previous total will be
displayed when the unit is next turned on. It resets to zero
after 99,999.9 hours of operation.
2.9 Defrost Control Adjustment
When the Phoenix 200 MAX is used in a cool area, or the
dewpoint is below 50°, frost will form on the cooling coil
as it dehumidifies. When enough frost forms, the defrost
thermostat will initiate the timed defrost cycle. The cycle
periodically turns off the compressor while allowing the
blower to run. The frost is melted by the air that the blower
draws through the cooling coil.
2.4 Condensate Removal
The Phoenix 200 MAX is equipped with an internal
condensate pump to remove the water that is condensed
during dehumidification. This allows the condensate to be
pumped 30’ with the attached hose. If the condensate
must be pumped more than 20 feet above the unit, a
second pump must be added to relay the condensate. If
the pump fails and the unit must be used before it can be
replaced, the condensate can be drained by gravity (see
Sec. 4.9).
2.5 Ducting
A detachable rectangular exhaust collar is supplied
that will allow 10” round lay-flat duct to be attached to
the Phoenix 200 MAX outlet. Lay-flat plastic ducting is
available from Therma-Stor.
To attach ducting to a collar, put the plastic duct end
through the collar center and roll the duct end outward
so that it overlaps the outside of the collar. The duct and
collar may then be quickly attached to the Phoenix 200
MAX by snapping the collar over the four screws at the
blower outlet.
2.6 Power Switch
The power switch (right of hour meter) lights up when
the unit is turned on. The unit will continue to run in
all conditions until the switch is turned off; there is no
dehumidistat. If the unit is going to run for more than 2
hours in an area below 50°F, the defrost timer should be
adjusted to improve performance (see Sec. 2.9).
DRYING TIP: Air’s ability to absorb moisture from wet
surroundings and the Phoenix 200 MAX’s ability to remove
moisture from that air is greatly improved at higher
temperatures. We recommend that the area to be dried be
heated to over 70°F if possible. Less drying time will be
required and efficiency will improve.
The defrost cycle is automatic and designed for optimum
performance above 50°F. If the unit is used in an area that
is below 50°F for more than 2 hours, adjustment of the
defrost timer is recommended. To adjust the defrost timer:
1. Unplug the unit.
2. Remove the top panel and the front cover (6 screws).
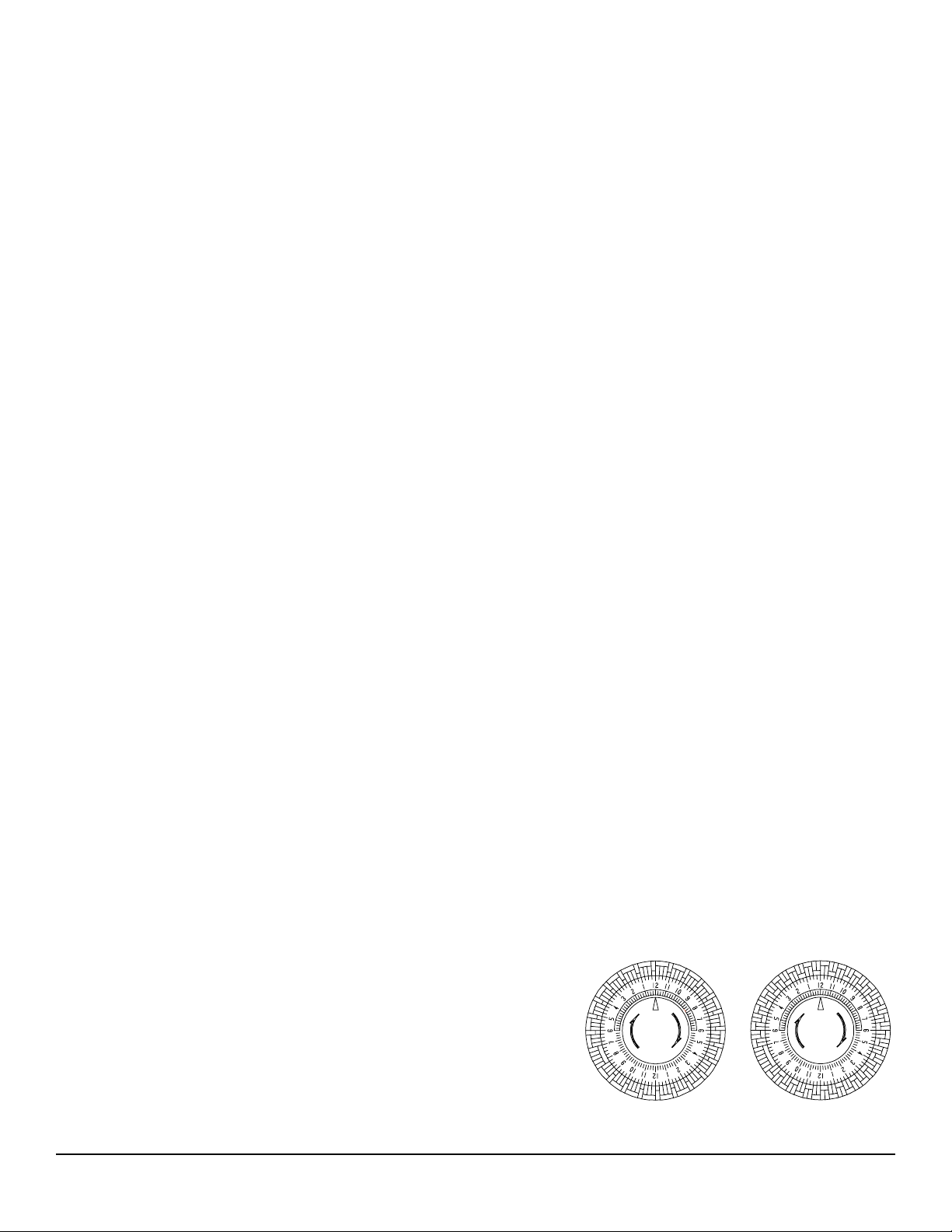
3. The timer is fastened to the base at the front of the
unit. Every fourth peg around the dial is pushed out
from the dial center except one section with 5 pegs
out in a row. See figure 1. Each fourth “out” peg
represents 15 minutes of compressor “off” time
during every hour that the unit is in the defrost cycle.
4. To improve performance below 50°F, the compressor
“off” time must be increased to 30 minutes per hour
to allow the frost to completely melt. To do this, push
the pegs out from the dial center so that the pegs
alternate with 2 toward the center, then 2 out from
the center, all the way around the dial except for the
section now with 6 pegs out in a row (see Fig. 1).
5. Replace the cover and top panel.
Change the timer pegs back to the original pattern for use
above 50°F.
2.7 Pump Purge Switch
This switch (left of hour meter) minimizes the water left
in the condensate pump reservoir for moving or storage.
Pressing and holding the pump purge switch will cause the
condensate pump to run. Hold the switch in until the flow
from the condensate hose stops.
Figure 1: Defrost
timer adjustment
3
www.thermastor.com • sales@thermastor.comToll-Free 1-800-533-7533
Above 50° F
Below 50° F
Page 4
2.10 Low Pressure Control
If the low side refrigerant pressure drops to 15 PSIG, the
low pressure control opens and shuts off the compressor
and blower. It is an automatically reset control. Its primar y
function is to prevent damage to the compressor if a leak
develops in the refrigeration system. It may also open if
the unit is A) used in a cool area (below 50°F) and the
defrost timer is not adjusted (see Sec. 2.9) or B) stored
where it is below 40°F and then started. Under these
conditions, the unit will restart within several minutes; it
may cycle several times until the unit warms up.
3 Maintenance
3.1 Air Filter
The Phoenix 200 MAX is equipped with a pleated fabric air
filter that must be checked regularly. The standard filter
is a MERV-11 high efficiency filter. Operating the unit with
a dirty filter will reduce the dehumidifier’s capacity and
efficiency and may cause the compressor to cycle off and
on unnecessarily on the defrost control.
The filter can generally be vacuumed clean several times
before needing replacement. Replacement filters can be
ordered from the factory or purchased locally if available.
DO NOT operate the unit without the filter or with a less
effective filter as the heat exchange coils inside the unit
could become clogged and require disassembly to clean.
4 Service
CAUTION: Servicing the Phoenix 200 MAX with its high
pressure refrigerant system and high voltage circuitry
presents a health hazard which could result in death,
serious bodily injury, and/or property damage. Only
qualified service people should ser vice this unit.
4.1 Warranty
A warranty certificate has been enclosed with this unit;
read it before any repair is initiated. If a warranty repair
is required, call the factory first at 1-800-533-7533 for
warranty claim authorization and technical assistance.
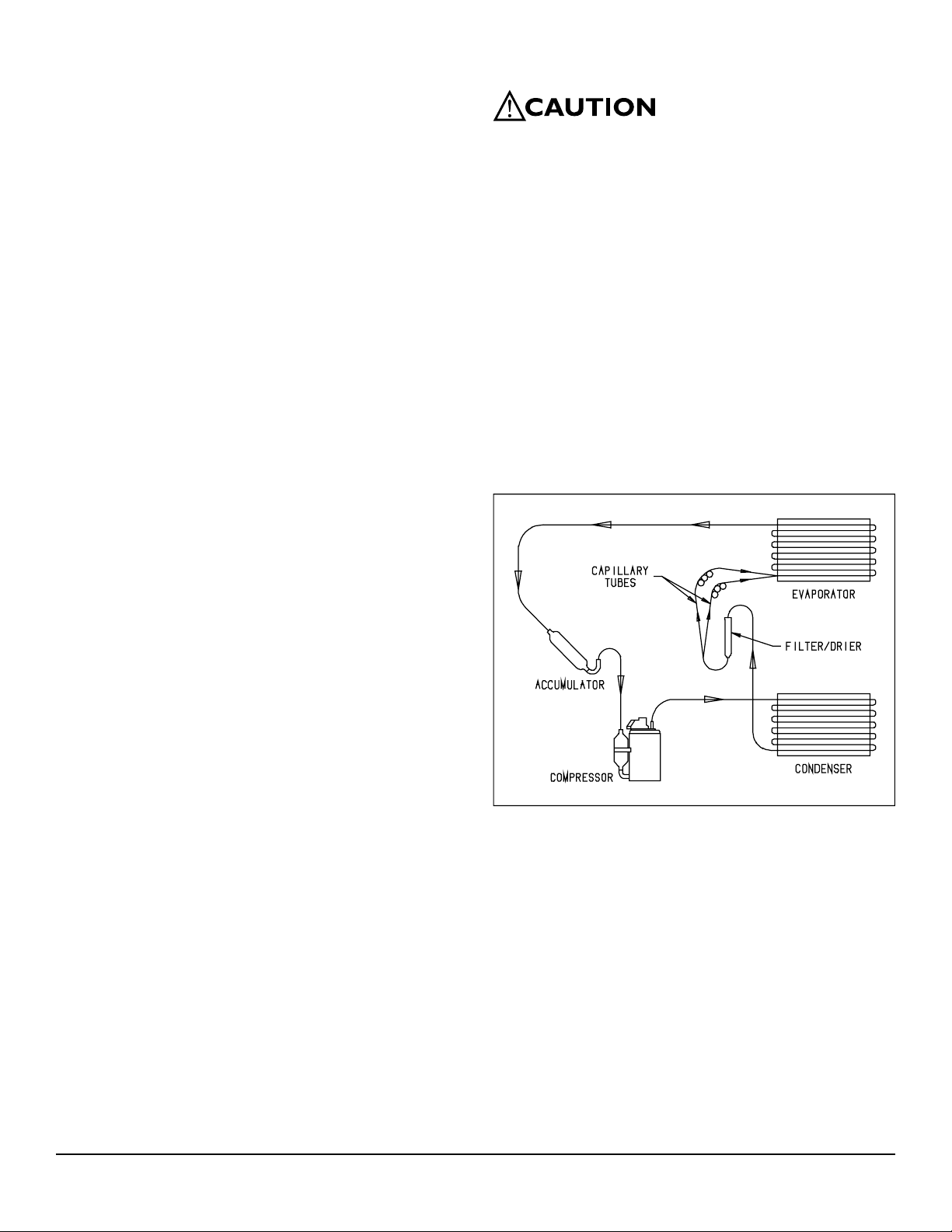
4.2 Technical Description
The Phoenix 200 MAX uses a refrigeration system similar
to an air conditioner’s to remove heat and moisture from
incoming air, and to add heat to the air that is discharged
(see Fig. 2).
3.2 Storage
There are two issues to consider when the Phoenix 200
MAX is stored between uses and both pertain to the
water trapped in the unit: damage caused by freezing or
biological growth. The effect of the trapped water can be
greatly reduced if precautions are taken to remove as
much as possible before storage.
1. Use the pump purge switch (see Sec. 2.7 & Fig. 4) to
reduce the water level in the reservoir.
2. Stretch the hose flat to drain it completely. Walk under
out of the hose to open end.
If the unit will not be exposed to freezing temperatures, an
alternative to reduce biological growth is to flush the unit
with a bio-fungicide that is approved for use with copper,
aluminum and polyethylene. To flush:
1. Run the hose to a drain.
2. Plug in the unit but do not turn it on.
3. Remove the air filter. Slowly pour a quart of the
chemical through the heat exchanger
4. Hold in the pump purge switch to reduce the water
level in the reservoir.
5. Flush with water.
Figure 2: Refrigeration system of Phoenix
Hot, high pressure refrigerant gas is routed from the
compressor to the condenser coil (see Figure 2). The
refrigerant is cooled and condensed by giving up its heat
to the air that is about to be discharged from the unit.
The refrigerant liquid then passes through a filter/drier
and capillary tubing which cause the refrigerant pressure
and temperature to drop. It next enters the evaporator
coil where it absorbs heat from the incoming air and
evaporates.
The evaporator operates in a flooded condition, which
means that all the evaporator tubes contain liquid
refrigerant during normal operation. A flooded evaporator
should maintain constant pressure and temperature
across the entire coil, from inlet to outlet.
4
www.thermastor.com • sales@thermastor.comToll-Free 1-800-533-7533
Page 5

The mixture of gas and liquid refrigerant enter the
accumulator after leaving the evaporator coil. The
accumulator prevents any liquid refrigerant from reaching
the compressor. The compressor evacuates the cool
refrigerant gas from the accumulator and compresses it to
a high pressure and temperature to repeat the process.
4.3 Troubleshooting
No dehumidification, neither blower nor compressor run
and power switch does not light when ON.
1. Unit unplugged or no power to outlet.
2. Power switch defective (Sec. 2.6).
3. Loose connection in internal wiring (Fig. 3).
No dehumidification, neither blower nor compressor run
with power switch ON & lit.
1. Low pressure control open (Sec. 2.10).
2. Power switch defective (Sec. 2.6).
3. Loose connection in internal wiring (Fig. 3).
Some dehumidification, blower runs continuously but
compressor only runs sporadically.
1. Unit is in defrost cycle (Sec. 2.9 & 4.7).
2. Defrost thermostat defective or loose (Sec. 2.9 & 4.7).
3. Loose connection in compressor circuit (see Fig. 3).
4. Defective compressor overload (Sec. 4.6A).
5. Defective compressor (Sec. 4.6).
6. Defective relay (Sec. 4.10).
5. Defrost timer incorrectly set for conditions (Sec. 2.9 &
4.7).
6. Defective defrost thermostat (Sec. 4.7)
7. Low refrigerant charge (Sec. 4.4).
8. Air leak such as loose front cover.
9. Defective compressor (Sec. 4.6).
10. Restrictive exhaust ducting (Sec. 2.5)
Unit runs but does not pump water.
1. Hose kinked or plugged.
2. Pump motor or float switch defective (Sec. 4.8).
3. Pump check valve plugged (Sec. 4.8).
4. Bad connection in pump circuit (Fig. 3).
5. Hose disconnected internally.
Unit pumps water automatically but not when purge switch
is pushed.
1. Bad connection in purge switch circuit (Fig. 3).
2. Defective purge switch (Sec. 2.7).
Evaporator coil frosted continuously, low dehumidifying
capacity.
1. Defrost thermostat loose or defective (Sec. 2.9 & 4.7).
2. Defrost timer incorrectly set or defective (Sec. 2.9 &
4.7).
2. Low refrigerant charge (Sec. 4.4).
3. Dirty air filter or air flow restricted. (Sec. 3.1).
No dehumidification, blower runs but compressor does not.
1. Bad connection in compressor circuit (Fig. 3).
2. Pump safety switch closed
2. Defective compressor capacitor (Sec. 4.6A).
3. Defective compressor overload (Sec. 4.6A).
4. Defective compressor (Sec. 4.6).
5. Defective relay (Sec. 4.10).
Blower does not run. Compressor runs briefly but cycles on
& off.
1. Loose connection in blower circuit (see Fig. 3).
2. Obstruction prevents impeller rotation.
3. Defective blower (Sec. 4.5).
Unit removes some water but not as much as expected.
1. Air temperature and/or humidity have dropped.
2. Humidity meter and/or thermometer used are out of
calibration.
3. Unit has entered defrost cycle (Sec. 2.9 & 4.7).
4. Air filter dirty (Sec. 3.1).
Compressor runs with power switch OFF.
1. Defective relay (Sec. 4.10).
2. Defective power switch (Sec. 2.6)
4.4 Refrigerant Charging
If the refrigerant charge is lost due to service or a leak, a
new charge must be accurately weighed in. If any of the
old charge is left in the system, it must be removed before
weighing in the new charge. Refer to the unit nameplate for
the correct charge weight and refrigerant type.
4.5 Blower Replacement
The centrifugal blower has a PSC motor and internal
thermal overload protection. If defective, the complete
assembly must be replaced.
1. Unplug the power cord.
2. Remove the top panel and cabinet front (6 screws).
3. Disconnect the blower leads.
4. Remove the four screws holding the blower outlet
flange to the cabinet end.
5
www.thermastor.com • sales@thermastor.comToll-Free 1-800-533-7533
Page 6

5. Rotate the blower outlet toward you as you remove it.
Use care to avoid hooking wiring, tubing or electrical
components.
6. Reassembling with the new blower in the above
procedure reversed.
4.6 Compressor/Capacitor Replacement
This compressor is equipped with a two terminal external
overload, run capacitor, but no start capacitor or relay (see
Fig. 3).
CAUTION-ELECTRICAL SHOCK HAZARD: Electrical power
must be present to perform some tests; these tests should
be performed by a qualified service person.
4.6A Checking Compressor Motor Circuits
Perform the following tests if the blower runs but the
compressor does not with the power switch ON.
1. Turn the power switch OFF and unplug the unit, remove
top panel and the cabinet front (6 screws).
2. Plug in the unit and turn the power switch ON. Use
a voltmeter to check for 110 to 120 volts between
(a) the relay terminal that the black wire from the
compressor connects to and (b) the capacitor terminal
with the 2 white wires & blue wire connected. If
voltage is present, go to step 3. If no voltage, the
low pressure control or relay are open or there is a
loose connection in the compressor circuit. Test each
component for continuity; see the appropriate section
if a defect is suspected.
3. Turn the power switch OFF and unplug the unit, then
disconnect the red and yellow wires from compressor
terminals R & S. Using an ohmmeter, check continuity
between the points listed below.
4. Compressor terminals C and S: No continuity indicates
an open start winding; the compressor must be
replaced. Normal start winding resistance 3 to 7
ohms.
5. Compressor terminals C and R: No continuity indicates
an open run winding; the compressor must be
replaced. Normal run winding resistance is .5 to 2
ohms.
6. Compressor terminal C and overload terminal 1: No
continuity indicates a defective overload lead.
7. Overload terminals 1 and 3: If there is no continuity,
the overload may be tripped; wait 10 minutes and try
again. If there is still no continuity, it is defective and
must be replaced.
8. Compressor terminal C and compressor case:
Continuity indicates a grounded motor; the compressor
must be replaced.
9. Disconnect the wires from the capacitor. Set the
ohmmeter to the Rx1 scale; the capacitor is shorted
and must be replaced if continuity exists across its
terminals. If there is no needle movement with the
meter set on the Rx100000 scale, the capacitor is
open and must be replaced.
10. Reconnect the wires to the compressor and capacitor;
plug in and turn on the unit. If the compressor fails to
start, replace the run capacitor.
11. If the unit still does not start, adding a hard-start kit
will provide greater starting torque. If this does not
work, the compressor has an internal mechanical
defect and must be replaced.
4.6B Replacing a Burned Out Compressor
The refrigerant and oil mixture in a compressor is
chemically very stable under normal operating conditions.
However, when an electrical short occurs in the
compressor motor, the resulting high temperature arc
causes a portion of the refrigerant oil mixture to break
down into carbonaceous sludge, a very corrosive acid,
and water. These contaminants must be carefully removed
otherwise even small residues will attack replacement
compressor motors and cause failures.
The following procedure is effective only if the system is
monitored after replacing the compressor to insure that
the clean up was complete.
1. This procedure assumes that the previously listed
compressor motor circuit tests revealed a shorted or
open winding. If so, cautiously smell the refrigerant
from the compressor service port for the acid odor of
a burn out.
WARNING: The gas could be toxic and highly acidic. If no
acid odor is present, skip down to the section on changing
a non-burn out compressor.
2. Remove and properly dispose of the system charge.
DO NOT vent the refrigerant or allow it to contact your
eyes or skin.
3. Remove the burned out compressor. Use rubber gloves
if there is any possibility of coming in contact with the
oil or sludge.
4. To facilitate subsequent steps, determine the type of
burn out that occurred. If the discharge line shows no
evidence of sludge and the suction line is also clean
or perhaps has some light carbon deposits, the burn
out occurred while the compressor was not rotating.
Contaminants are therefore largely confined to the
compressor housing. A single installation of liquid
and suction line filter/driers will probably clean up the
system.
6
www.thermastor.com • sales@thermastor.comToll-Free 1-800-533-7533
Page 7

If sludge is evident in the discharge line, it will
likely be found in the suction line; this indicates the
compressor burned out while running. Sludge and acid
have been pumped throughout the system. Several
changes of the liquid and suction filter/driers will
probably be necessary to cleanse the system.
5. Correct the system fault that caused the burn out.
Consult the factory for advice.
6. Install the replacement compressor with a new
capacitor and an oversized liquid line filter.
In a running burn out, install an oversized suction line
filter/drier between the accumulator and compressor.
Thoroughly flush the accumulator with refrigerant to
remove all trapped sludge and to prevent the oil hole
from becoming plugged. A standing burn out does not
require a suction line filter/drier.
7. Evacuate the system with a good vacuum pump and
accurate vacuum gauge. Leave the pump on the
system for at least an hour.
8. Operate the system for a short period of time,
monitoring the suction pressure to determine that the
suction filter is not becoming plugged. Replace the
suction filter/drier if pressure drop occurs. If a severe
running burn out has occurred, several filter/driers
may have to be replaced to remove all of the acid and
moisture.
NOTE: NEVER use the compressor to evacuate the system
or any part of it.
4.8 Condensate Pump
Condensate is automatically pumped when the water level
in the pump’s reser voir rises to close the float switch or if
the pump purge switch is held in.
To replace the condensate pump:
1. Remove the metal strap holding the pump by loosening
the 2 screws holding it in place.
2. Disconnect the leads.
3. Installation is the reverse of above, but check that
the plastic inlet and outlet hoses do not rub against
copper refrigerant tubes.
4.9 Gravity Drain Option
If the condensate pump fails and cannot be replaced
immediately, the Phoenix 200 MAX can be used by draining
by gravity.
1. Unplug the unit and remove the front cover.
2. Push the plastic plug on the right side (see Fig. 4) out
from inside the unit.
3. Locate the heavy vinyl hose that connects the drain
pan to the condensate pump. Pull the end out of the
pump.
4. Push that end of the vinyl hose through the hole in the
right side.
5. Connect a garden hose and run it to a drain. Keep
the hose as flat to the floor as possible to avoid air
pockets that would hinder draining. Placing the unit on
something above the floor will also improve draining.
4.6C Replacing a Compressor- Non-Burn Out
Remove the refrigerant from the system. Replace the
compressor and liquid line filter/drier. Charge the system
to 50 PSIG and check for leaks. Remove the charge and
weigh in the refrigerant quantity listed on the nameplate.
Operate the system to verify performance.
4.7 Defrost Thermostat and Timer
The defrost thermostat is attached to the refrigerant
suction tube between the accumulator and compressor.
If the low side refrigerant temperature drops due to
excessive frost formation on the evaporator coil, the
thermostat opens. The compressor is then cycled off and
on by the defrost timer. The blower will continue to run,
causing air to flow through the evaporator coil and melt the
ice when the compressor is off. When the air temperature
and/or humidity increase, the evaporator temperature will
rise and the thermostat will close to end the defrost cycle.
To improve performance in low temperatures, see Sec. 2.9
for defrost timer adjustment.
4.10 Relay
The contacts of the single pole, single throw relay
complete the power circuit to the compressor. The
contacts are closed when power is provided to the relay
coil via the control circuit. The control circuit includes the
power switch, low pressure control, defrost thermostat and
timer.
7
www.thermastor.com • sales@thermastor.comToll-Free 1-800-533-7533
Page 8

5 Wiring Diagram
Figure 3: Electrical schematic of 200 MAX
8
www.thermastor.com • sales@thermastor.comToll-Free 1-800-533-7533
Page 9

6 Service Parts
18
2
1
9
7
8
10
4
5
3
20
6
15
19
11
14
17
13
16
12
Item Part No. Qty. Description
1 4022254 1 Accumulator
4021475 1 Air Filter, Pleated, 2” x 16” x 20”
65% Merv-11
2 4024682 1 Air Filter, Pleated, 2” x 16” x 20”
57% MERV-8 (optional)
4022489 1 Air Filter, Pleated, 4” x 16” x 20”
95% Mini-Pleat MERV-14 (optional)
3 4022037 1 Blower
4 4021589 2 Capillar y Tubes,
.050” ID x .114” OD x 28” long
5 4023390 1 Compressor Kit, Carlyle
(P/N EAA090111A)
4022476 1 Overload, Carlyle Cprsr
(included with compressor kit)
6 4024813 1 Cord
7 4023080 1 Coupling Inser t, .38 Tube
8 4021470 1 Defrost Thermostat
4021648 1 Defrost Thermostat Mounting Clip
9 4021395 1 Evaporator Coil
10 4020955 1 Filter/Drier
11 4024073 2 Foot
12 4026094 1 Handle Assembly
13 4021597 1 Hour Meter
14 4024918 1 Instruction Label
15 4022219 1 Low Pressure Control
16 4021796 1 Pump Purge Switch
17 4021822 1 Power Switch
18 4024903 1 Top
Item Part No. Qty. Description
19 ***** 1 Wheel/Axle Assembly
4026304 2 Wheel, 12”
4024904 1 Axle
4025454 2 E-Ring
20 4024078 1 Wire Duct Collar (Exhaust)
21 4025043 1 Skid Panel
Items listed below are not shown
22 4023649 1 Condensate Pump
23 4021396 1 Condenser Coil
24 4024910 1 Coupling Body, .25 Tube
25 4021823 1 Defrost Timer
26 4024916 1 Drain Hose (.25 ID x 33’ long)
27 1096010 1 Front Panel Screw, 1/4-20 x 1
28 1205473 1 Front Panel Retaining Nut, 1/4 –20
31 1970010 1 Relay
32 4024912 1 Run Capacitor, 35 MFD, 370 Vac
Figure 4
Specifications subject to change without notice.
9
www.thermastor.com • sales@thermastor.comToll-Free 1-800-533-7533
Page 10

This page intentionally left blank.
10
www.thermastor.com • sales@thermastor.comToll-Free 1-800-533-7533
Page 11

Phoenix 200 MAX Dehumidifier Limited Warranty
Warrantor:
Therma-Stor LLC
PO Box 8680
Madison, WI 53708
Telephone: 1-800-533-7533
Who Is Covered: This warranty extends only to the original end-user of the Phoenix 200 MAX
dehumidifier, and may not be assigned or transferred.
First Year Warranty: Therma-Stor LLC warrants that, for one (1) year the Phoenix 200 MAX
dehumidifier will operate free from any defects in materials and workmanship, or Therma-Stor LLC
will, at its option, repair or replace the defective part(s), free of any charge.
Second Through Fifth Year Warranty: Therma-Stor LLC further warrants that for a period of five (5)
years, the condenser, evaporator, and compressor of the Phoenix 200 MAX dehumidifier will operate
free of any defects in material or workmanship, or Therma-Stor LLC, at its option, will repair or
replace the defective part(s), provided that all labor and transportation charges for the part(s) shall
be borne by the end-user.
End-User Responsibilities: Warranty service must be performed by a Servicer authorized by
Therma-Stor LLC. If the end-user is unable to locate or obtain warranty service from an authorized
Servicer, he should call Therma-Stor LLC at the above number and ask for the Therma-Stor Service
Department., which will then arrange for covered warranty service. Warranty service will be performed
during normal working hours.
The end-user must present proof of purchase (lease) upon request, by use of the warranty card or
other reasonable and reliable means. The end-user is responsible for normal care. This warranty
does not cover any defect, malfunction, etc. resulting from misuse, abuse, lack of normal care,
corrosion, freezing, tampering, modification, unauthorized or improper repair or installation, accident,
acts of nature or any other cause beyond Therma-Stor LLC’ reasonable control.
Limitations and Exclusions: If any Phoenix 200 MAX Dehumidifier part is repaired or replaced, the
new part shall be warranted for only the remainder of the original warranty period applicable thereto
(but all warranty periods will be extended by the period of time, if any, that the Phoenix 200 MAX
Dehumidifier is out of service while awaiting covered warranty service).
UPON THE EXPIRATION OF THE WRITTEN WARRANTY APPLICABLE TO THE PHOENIX 200 MAX
DEHUMIDIFIER OR ANY PART THEREOF, ALL OTHER WARRANTIES IMPLIED BY LAW, INCLUDING
MERCHANTABILITY AND FITNESS FOR A PARTICULAR PURPOSE, SHALL ALSO EXPIRE. ALL
WARRANTIES MADE BY THERMA-STOR LLC ARE SET FORTH HEREIN, AND NO CLAIM MAY BE MADE
AGAINST THERMA-STOR LLC BASED ON ANY ORAL WARRANTY. IN NO EVENT SHALL THERMA-STOR
LLC, IN CONNECTION WITH THE SALE, INSTALLATION, USE, REPAIR OR REPLACEMENT OF ANY
PHOENIX 200 MAX DEHUMIDIFIER OR PART THEREOF BE LIABLE UNDER ANY LEGAL THEORY FOR
ANY SPECIAL, INDIRECT OR CONSEQUENTIAL DAMAGES INCLUDING WITHOUT LIMITATION WATER
DAMAGE (THE END-USER SHOULD TAKE PRECAUTIONS AGAINST SAME), LOST PROFITS, DELAY, OR
LOSS OF USE OR DAMAGE TO ANY REAL OR PERSONAL PROPERTY.
Some states do not allow limitations on how long an implied warranty lasts, and some do not allow
the exclusion or limitation of incidental or consequential damages, so one or both of these limitation
may not apply to you.
Legal Rights: This warranty gives you specific legal rights, and you may also have other rights which
vary from state to state.
TS-206-1106
11
www.thermastor.com • sales@thermastor.comToll-Free 1-800-533-7533
 Loading...
Loading...