

Thermal Dynamics, An ESAB Brand Thermal Dynamics Cutmaster 60i Plasma Cutting System Instruction manual [pl]
Page 1

CUTMASTER® 60i
SYSTEM CIĘCIA PLAZMOWEGO
SL60QD
WYJSCIE MAKS. PRAD WYJ.
60
NAPIECIE
400V
ZASILANIE
FAZY
3
INSTRUKCJA
OBSŁUGI
Art # A-13347PO
Wersja: AB Data wydania: 16/10/2017 Nr instrukcji: 0-5489PL
esab.com
Page 2

DZIĘKUJEMY ZA DOŁĄCZENIE DO GRONA NASZYCH
KLIENTÓW!
Gratulujemy zakupu nowego produktu rmy Thermal Dynamics. Jesteśmy dumni, że jesteś naszym
klientem i postaramy się zapewnić ci najlepsze w branży usługi oraz niezawodność. Ten produkt
jest objęty szerokim zakresem gwarancji oraz obsługą wramach ogólnoświatowej sieci usług.
Aby skontaktować się ze swoim najbliższym dystrybutorem lub punktem obsługi, zadzwoń pod
numer 1-800-426-1888 lub odwiedź naszą stronę internetową pod adresem www.esab.com.
Celem niniejszej instrukcji obsługi jest poinstruowanie użytkownika o prawidłowym użytkowaniu i obsłudze produktu Thermal Dynamics. Twoje zadowolenie z tego produktu i jego bezpieczna obsługa jest naszym głównym celem. Dlatego należy poświęcić czas na przeczytanie
całej instrukcji, aszczególnie zasad bezpieczeństwa. Pomoże to uniknąć potencjalnych sytuacji
niebezpiecznych, które mogą zaistnieć podczas eksploatacji produktu.
JESTEŚ W DOBRYM TOWARZYSTWIE!
Marka wybierana przez wykonawców i producentów na całym świecie.
Thermal Dynamics jest globalną marką produktów do ręcznego i automatycznego cięcia
plazmowego rmy ESAB.
Wyróżniamy się wśród naszych konkurentów wiodącymi na rynku i niezawodnymi produktami,
które wytrzymały próbę czasu. Szczycimy się naszymi innowacjami technicznymi, konkurencyjnymi cenami, znakomitymi realizacją, pierwszorzędną obsługą klienta i pomocą techniczną wraz
zdoskonałością procesu sprzedaży i specjalistycznym marketingiem.
Nade wszystko jesteśmy zaangażowani w technologiczny rozwój zaawansowanych produktów
w celu osiągnięcia bezpieczniejszego środowiska roboczego w branży spawalniczej.
Page 3

OSTRZEŻENIE
Przed rozpoczęciem montażu, obsługi lub prac serwisowych należy przeczy-
!
tać i zrozumieć całą instrukcję oraz procedury bezpieczeństwa pracodawcy.
Chociaż informacje zawarte w niniejszej instrukcji są zgodne znajlepszą wiedzą producenta, nie ponosi on odpowiedzialności za ich zastosowanie.
Zasilacz systemu cięcia plazmowego
CutMaster™ 60i
SL60QD™ 1Torch™
Numer instrukcji obsługi 0-5489PL
Opublikowana przez:
ESAB Group Incorporated
2800 Airport Rd.
Denton, Texas 76207
www.esab.com
© Copyright 2017 by
Thermal Dynamics, marka rmy ESAB.
Wszelkie prawa zastrzeżone.
Powielanie niniejszego opracowania w całości lub w części bez pisemnego zezwolenia
wydawcy jest zabronione.
Wydawca nie ponosi i niniejszym zrzeka się wszelkiej odpowiedzialności za straty lub szkody poniesione przez którąkolwiek ze stron wskutek ewentualnych błędów lub pominięć w
niniejszej instrukcji, bez względu na to, czy wynikają one z niedbalstwa, przypadku czy też
innych przyczyn.
Specykacje dotyczące druku podano wdokumencie 47x1909
Data pierwszego wydania: 25 kwietnia 2017r.
Data wersji: 16/10/2017
Zanotować następujące informacje dla celów gwarancyjnych:
Miejsce zakupu:_______________________________ ___________________
Data zakupu:__________________________________ ___________________
Nr seryjny zasilacza:___________________________ ____________________
Nr seryjny palnika:_________________________________ _______________
i
Page 4

Należy dopilnować, aby niniejsze informacje zostały przekazane operatorowi.
Dodatkowe egzemplarze można uzyskać od dostawcy.
PRZESTROGA
Niniejsza INSTRUKCJA jest przeznaczona dla doświadczonych operatorów. Jeśli nie jesteś
w pełni zaznajomiony z zasadą działania ibezpiecznymi praktykami spawania łukowego
i urządzeń do cięcia, stanowczo zalecamy przeczytanie naszej broszury „Zasady bezpieczeństwa ibezpieczne praktyki dotyczące spawania łukowego, cięcia iżłobienia” o numerze 0-5407. NIE pozwól, aby urządzenie było montowane, obsługiwane lub konserwowane
przez nieprzeszkolone osoby. NIE podejmuj prób montażu lub korzystania zurządzenia aż
do czasu przeczytania izrozumienia niniejszej instrukcji. Jeśli nie zrozumiałeś w pełni niniejszej instrukcji obsługi, skontaktuj się zdostawcą wcelu uzyskania dalszych informacji. Przed
montażem lub użytkowaniem urządzenia pamiętaj oprzeczytaniu zasad bezpieczeństwa.
ODPOWIEDZIALNOŚĆ UŻYTKOWNIKA
Urządzenie będzie działało zgodne z opisem zawartym wniniejszym podręczniku i towarzyszącymi mu etykietami i/lub wkładkami po
warunkiem montażu, eksploatacji, konserwacji inapraw prowadzonych zgodnie z przedstawionymi instrukcjami. Urządzenie musi być okresowo
sprawdzane. Nie używać urządzenia nieprawidłowo działającego lub poddanego niewłaściwej konserwacji. Części uszkodzone, zagubione, zużyte, zniszczone lub zanieczyszczone należy natychmiast wymienić. Jeśli konieczna jest naprawa lub wymiana, producent zaleca, aby telefonicznie
lub pisemnie przekazać zgłoszenie serwisowe do autoryzowanego dystrybutora, od którego zakupiono produkt.
Zabrania się dokonywania przeróbek urządzenia lub jakiejkolwiek jego części bez uzyskania uprzedniej zgody producenta. Użytkownik
tego urządzenia ponosi wyłączną odpowiedzialność za nieprawidłowe działanie, które wynika znieodpowiedniego użycia, błędnej konserwacji,
uszkodzenia, nieprawidłowej naprawy lub przeróbki przez osoby/podmioty inne niż producent lub dział obsługi wyznaczony przez producenta.
!
PRZED MONTAŻEM LUB KORZYSTANIEM ZURZĄDZENIA NALEŻY PRZECZYTAĆ IZROZUMIEĆ
INSTRUKCJĘ OBSŁUGI.
CHROŃ SIEBIE I INNYCH!
Page 5

DEKLARACJA ZGODNOŚCI
Zgodnie z
Dyrektywą niskonapięciową 2014/35/UE, obowiązującą od 20 kwietnia 2016r.
Dyrektywą kompatybilności elektromagnetycznej 2014/30/UE, obowiązującą od 20 kwietnia 2016r.
Dyrektywą RoHS 2011/65/UE, obowiązującą od 2stycznia 2013r.
Typ urządzenia
SYSTEM CIĘCIA PLAZMOWEGO
Oznaczenie typu itd.
CutMaster 60i, od numeru seryjnego MX1723XXXXXX
Nazwa marki lub znak towarowy
Thermal Dynamics
Producent lub jego autoryzowany przedstawiciel
Nazwa, adres, nr telefonu:
ESAB Group Inc.
2800 Airport Rd
Denton, TX 76207, USA
Telefon: +01 800 426 1888, FAKS +01 603 298 7402
Wkonstrukcji urządzenia zastosowano następującą normę zharmonizowaną obowiązującą na terenie EOG:
IEC/EN 60974-1:2012 Sprzęt do spawania łukowego – Część 1: Spawalnicze źródła energii.
IEC/EN 60974-10:2014 + AMD 1:2015 opublikowana 2015-06-19 Sprzęt do spawania łukowego – Część 10: Wymagania w
zakresie kompatybilności elektromagnetycznej (EMC)
Dodatkowe informacje: Ograniczone użytkowanie, urządzenie klasy A, przeznaczone do użytku wpomieszczeniach innych niż
mieszkalne.
Podpisując niniejszy dokument, producent lub jego autoryzowany przedstawiciel oświadcza, że urządzenie, którego dotyczy niniejsza deklaracja, jest zgodne zwyżej wymienionymi wymaganiami bezpieczeństwa.
Data Podpis Stanowisko
25 kwietnia 2017r.
Flavio Santos Dyrektor Generalny
AkcesoriaiPrzyległości
2017
Page 6

Tę stronę celowo pozostawiono pustą
Page 7

CUTMASTER 60i
Gwarancja:
Oświadczenie w sprawie gwarancji
OGRANICZONA GWARANCJA: Na mocy poniższych postanowień rma ESAB gwarantuje pierwotnemu nabywcy detalicznemu, że
systemy cięcia plazmowego Thermal Dynamics CUTMASTER™ sprzedane po dacie wejścia wżycie niniejszej gwarancji będą wolne
od wad materiałowych iwad wwykonawstwie. W razie wystąpienia jakiejkolwiek niezgodności zniniejszą gwarancją wpodanym
niżej okresie rma ESAB zobowiązuje się – po uzyskaniu stosownego powiadomienia wraz zpotwierdzeniem, że produkt był
przechowywany, obsługiwany ikonserwowany zgodnie ze specykacjami, instrukcjami, zaleceniami Thermal Dynamics oraz
praktykami uznanymi wbranży – skorygować stwierdzone wady poprzez odpowiednią naprawę lub wymianę.
Niniejsza gwarancja ma charakter wyłączny i zastępuje wszelkie gwarancje wartości handlowej lub przydatności do
określonego celu.
Firma ESAB, według własnego uznania, naprawi lub wymieni wszelkie objęte gwarancją części lub komponenty uszkodzone
wskutek wad materiałowych lub wad wwykonawstwie wpodanych poniżej terminach. O wszelkich usterkach należy powiadomić
rmę ESAB wciągu 30 dni; wtym okresie ESAB przekaże instrukcje dotyczące procedur gwarancyjnych, które należy zastosować.
Firma ESAB uzna roszczenia gwarancyjne złożone wokresach gwarancyjnych podanych poniżej. Okres gwarancyjny rozpoczyna
się w dniu sprzedaży produktu pierwotnemu klientowi detalicznemu lub po 1 roku od daty sprzedaży produktu autoryzowanemu
dystrybutorowi Thermal Dynamics.
OKRES OGRANICZONEJ GWARANCJI
Produkt Komponenty zasilacza (części irobocizna) Palnik i przewody (części irobocizna)
USA Poza terytorium USA
CUTMASTER™ 60i 4 lata 3 lata 1 rok
Niniejsza gwarancja nie obejmuje:
1. Części eksploatacyjnych takich jak końcówki, elektrody, miseczki osłaniające, pierścienie uszczelniające typu o-ring, wkłady
startowe, rozdzielacze gazu, bezpieczniki, ltry.
2. Sprzętu, który został zmodykowany przez osoby nieupoważnione, zainstalowany lub eksploatowany wnieprawidłowy sposób
bądź użytkowany niezgodnie zprzeznaczeniem określonym przez standardy branżowe.
W przypadku złożenia roszczenia z tytułu niniejszej gwarancji rma ESAB wedle własnego uznania może zastosować następujące
rozwiązania:
1. Naprawa uszkodzonego produktu.
2. Wymiana uszkodzonego produktu.
3. Zwrot uzasadnionych kosztów naprawy po wcześniejszym upoważnieniu przez rmę Thermal Dynamics.
4. Spłata kredytu do wysokości ceny zakupu minus stosowna amortyzacja w oparciu o rzeczywiste użycie.
Zastosowane rozwiązania problemów mogą być autoryzowane przez rmę Thermal Dynamics i realizowane przez centra serwisowe
FOB West Lebanon, NH lub centra autoryzowane przez rmę ESAB. Produkt zwracany jest do serwisu na koszt właściciela, aproducent
nie przewiduje zwrotu kosztów podróży ani transportu.
OGRANICZENIE ODPOWIEDZIALNOŚCI: Firma ESAB nie ponosi jakiejkolwiek odpowiedzialności za szkody szczególne lub następcze
takie jak m.in. uszkodzenie lub utrata zakupionych lub wymienionych towarów lub roszczenia klientów dystrybutora (dalej zwanego
„Nabywcą”) zpowodu zaprzestania obsługi. Środki zaradcze Nabywcy określone w niniejszym dokumencie mają charakter wyłączny,
aodpowiedzialność ESAB w odniesieniu do każdej umowy bądź wszystkich czynności podejmowanych w związku z nią, takich jak jej
wykonywanie lub naruszenie, lub z produkcją, sprzedażą, dostawą, odsprzedażą lub użytkowaniem towarów objętych gwarancją lub
dostarczonych przez ESAB, ztytułu umowy, niedbalstwa, odpowiedzialności deliktowej lub jakiejkolwiek gwarancji, lub w inny sposób,
nie powinna, z wyjątkiem przypadków wyraźnie określonych w niniejszym dokumencie, przekraczać ceny towarów, na których oparta
jest taka odpowiedzialność.
Niniejsza gwarancja traci swoją ważność w przypadku zastosowania części zamiennych lub akcesoriów, które mogą pogorszyć
bezpieczeństwo lub wydajność jakiegokolwiek produktu Thermal Dynamics.
Niniejsza gwarancja traci ważność, jeśli produkt rmy Thermal Dynamics zostanie sprzedany przez nieupoważnione osoby.
Obowiązuje od 18 kwietnia 2017r.
0-5489PL INFORMACJE OGWARANCJI
W-1
Page 8

CUTMASTER 60i
Tę stronę celowo pozostawiono pustą
INFORMACJE O GWARANCJI 0-5489PL
W-2
Page 9

SPIS TREŚCI
GWARANCJA: ............................................................................................................................................ W1
Oświadczenie w sprawie gwarancji ...................................................................................................................... W-1
ROZDZIAŁ 1: INFORMACJE OGÓLNE .............................................................................................................. 11
1.01 Uwagi, przestrogi i ostrzeżenia ............................................................................................................1-1
ROZDZIAŁ 2 SYSTEM: WSTĘP........................................................................................................................ 21
2.01 Jak korzystać z niniejszej instrukcji ................................................................................................................ 2-1
2.02 Identykacja sprzętu ........................................................................................................................... 2-1
2.03 Odbiór sprzętu .................................................................................................................................... 2-2
2.04 Specykacje zasilacza ......................................................................................................................... 2-3
2.05 Specykacje dotyczące kabla wejściowego ......................................................................................... 2-4
2.06 Cechy zasilacza .................................................................................................................................... 2-5
ROZDZIAŁ 2 PALNIK: WSTĘP ......................................................................................................................2T1
2T.01 Zakres instrukcji .................................................................................................................................2T-1
2T.02 Opis ogólny ........................................................................................................................................2T-1
2T.03 Specykacje ......................................................................................................................................2T-1
2T.04 Palnik z szybkozłączem ......................................................................................................................2T-2
2T.05 Opcje iakcesoria .................................................................................................................................2T-2
2T.06 Wprowadzenie do cięcia plazmą ........................................................................................................2T-2
ROZDZIAŁ 3 SYSTEM: MONTAŻ .................................................................................................................... 31
3.01 Opcje podnoszenia .............................................................................................................................. 3-1
3.02 Otwieranie osłony wyłącznika głównego ............................................................................................ 3-1
3.03 Połączenia głównego zasilania, TRZY fazy ........................................................................................... 3-2
3.04 Przyłącza gazu .................................................................................................................................... 3-3
3.05 Podłączanie przewodu roboczego ....................................................................................................... 3-6
ROZDZIAŁ 3 PALNIK: MONTAŻ .....................................................................................................................3T1
3T.01 Połączenia palnika .............................................................................................................................3T-1
3T.02 Ustawienia palnika maszynowego .....................................................................................................3T-1
ROZDZIAŁ 4 SYSTEM: OBSŁUGA .................................................................................................................... 41
4.01 Elementy sterujące/funkcje na panelu przednim ................................................................................ 4-1
4.02 Przygotowania do pracy ...................................................................................................................... 4-4
ROZDZIAŁ 4 PALNIK: OBSŁUGA ...................................................................................................................4T1
4T.01 Wybór części palnika ..........................................................................................................................4T-1
4T.02 Jakość cięcia .......................................................................................................................................4T-1
4T.03 Ogólne informacje dotyczące cięcia ....................................................................................................4T-2
4T.04 Obsługa palnika ręcznego ..................................................................................................................4T-3
4T.05 Żłobienie ............................................................................................................................................4T-6
4T.06 Obsługa palnika maszynowego ..........................................................................................................4T-7
4T.07 Wybór części do cięcia palnikiem ręcznym lub maszynowym .............................................................4T-8
4T.08 Zalecane prędkości cięcia przy nieosłoniętej końcówce ......................................................................4T-9
4T.09 Zalecane prędkości cięcia przy osłoniętej końcówce ......................................................................... 4T-12
Page 10

SPIS TREŚCI
INFORMACJE PATENTOWE ........................................................................................................................4T15
ROZDZIAŁ 5 SYSTEM: SERWIS ...................................................................................................................... 51
5.01 Ogólna konserwacja ............................................................................................................................ 5-1
5.02 Harmonogram konserwacji ................................................................................................................. 5-2
5.03 Najczęstsze usterki .............................................................................................................................. 5-3
5.04 Kontrolka błędu .................................................................................................................................. 5-4
5.05 Przewodnik po rozwiązywaniu podstawowych problemów ................................................................5-5
5.06 Wymiana podstawowych części zasilacza ........................................................................................... 5-8
ROZDZIAŁ 5 PALNIK: SERWIS ......................................................................................................................5T1
5T.01 Ogólna konserwacja ........................................................................................................................... 5T-1
5T.02 Kontrola lub wymiana części eksploatacyjnych palnika ......................................................................5T-2
ROZDZIAŁ 6: LISTA CZĘŚCI ........................................................................................................................... 61
6.01 Wstęp .................................................................................................................................................. 6-1
6.02 Informacje dotyczące składania zamówień ......................................................................................... 6-1
6.03 Zasilacz zamienny ............................................................................................................................... 6-1
6.04 Części zamienne do zasilacza .............................................................................................................. 6-2
6.05 Opcje iakcesoria .................................................................................................................................. 6-2
6.06 Zewnętrzne części zamienne (plastikowe) ......................................................................................... 6-3
6.07 Części zamienne do palników ręcznych .............................................................................................. 6-4
6.08 Części eksploatacyjne palnika (SL60) .................................................................................................. 6-5
6.09 Części eksploatacyjne palnika (SL100) ................................................................................................ 6-6
ZAŁĄCZNIK 1: INFORMACJE NA ETYKIECIE DANYCH ....................................................................................... A1
ZAŁĄCZNIK 2: SCHEMATY ROZMIESZCZENIA STYKÓW PALNIKA....................................................................... A2
ZAŁĄCZNIK 3: SCHEMATY POŁĄCZEŃ PALNIKA .............................................................................................. A3
ZAŁĄCZNIK 4: SCHEMAT SYSTEMU, URZĄDZENIA 3FAZOWE 400V CE ..............................................................A4
ZAŁĄCZNIK 5: HISTORIA PUBLIKACJI ............................................................................................................ A6
Page 11

CUTMASTER 60i
ROZDZIAŁ 1: INFORMACJE OGÓLNE
1.01 Uwagi, przestrogi i ostrzeżenia
W niniejszej instrukcji uwagi, przestrogi i ostrzeżenia są stosowane w celu zwrócenia uwagi na ważne informacje.
Wyróżnia się następujące ich kategorie:
UWAGA!
Działanie, procedura lub informacje podstawowe wymagające dodatkowego podkreślenia lub pomocne w wydajnym
korzystaniu z systemu.
PRZESTROGA
!
Nieprzestrzeganie tej procedury może spowodować uszkodzenie sprzętu.
!
OSTRZEŻENIE
Nieprzestrzeganie tej procedury może spowodować obrażenia ciała u operatora lub innych osób w obszarze pracy.
OSTRZEŻENIE
Przekazuje informacje na temat możliwości porażenia elektrycznego.
0-5489PL INFORMACJE OGÓLNE
1-1
Page 12

CUTMASTER 60i
WARNING
1. Cutting sparks can cause explosion
or fire.
1.1 Do not cut near flammables.
1.2 Have a fire extinguisher nearby and
ready to use.
1.3 Do not use a drum or other closed
container as a cutting table.
2. Plasma arc can injure and burn;
point the nozzle away from
yourself. Arc starts instantly when
triggered.
2.1 Turn o power before disassembling
torch.
2.2 Do not grip the workpiece near the
cutting path.
2.3 Wear complete body protection.
3. Hazardous voltage. Risk of electric
shock or burn.
3.1 Wear insulating gloves. Replace
gloves when wet or damaged.
3.2 Protect from shock by insulating
yourself from work and ground.
3.3 Disconnect power before servicing.
Do not touch live parts.
4. Plasma fumes can be hazardous.
4.1 Do not inhale fumes.
4.2 Use forced ventilation or local
exhaust to remove the fumes.
4.3 Do not operate in closed spaces.
Remove fumes with ventilation.
OSTRZEŻENIE
1. Iskry powstające podczas cięcia
mogą wywołać wybuch lub pożar.
1.1 Nie prowadzić cięcia w pobliżu
palnych materiałów.
1.2 Należy trzymać w pobliżu gotową
do użycia gaśnicę.
1.3 Nie używać beczki ani innego
zamkniętego pojemnika jako
stołu do cięcia.
2. Łuk plazmowy może spowodować
zranienia i oparzenia; dyszę palnika
należy kierować od siebie. Łuk tworzy
się natychmiast przy naciśnięciu
spustu.
2.1 Przed demontażem palnika należy
wyłączyć zasilanie.
2.2 Nie chwytać ciętego elementu
w pobliżu ścieżki cięcia.
2.3 Należy stosować kompletną ochronę
ciała.
3. Niebezpieczne napięcie. Ryzyko
porażenia prądem elektrycznym lub
poparzenia.
3.1 Należy zakładać rękawice izolacyjne.
Zmienić rękawice, jeśli są mokre lub
zniszczone.
3.2 Należy chronić się przed porażeniem,
izolując się od obrabianego elementu
i podłogi.
3.3 Przed serwisowaniem odłączyć zasilanie.
Nie dotykać części pod napięciem.
4. Wyziewy plazmy mogą być niebezpieczne.
4.1 Nie wdychać wyziewów.
4.2 Należy używać wymuszonej wentylacji lub
lokalnego wyciągu, aby usuwać wyziewy.
4.3 Nie pracować w zamkniętych
pomieszczeniach. Usuwać wyziewy za
pomocą wentylacji.
5. Arc rays can burn eyes and injure
skin.
5.1 Wear correct and appropriate
protective equipment to protect
head, eyes, ears, hands, and body.
Button shirt collar. Protect ears from
noise. Use welding helmet with the
correct shade of filter.
6. Become trained.
Only qualified personnel should
operate this equipment. Use torches
specified in the manual. Keep
non-qualified personnel and children
away.
7. Do not remove, destroy, or cover
this label.
Replace if it is missing, damaged,
or worn.
5. Promieniowanie łukowe może
spowodować oparzenie oczu i zranienia
skóry.
5.1 Należy stosować odpowiednie środki
ochrony osobistej do chronienia głowy,
oczu, słuchu, rąk i ciała. Należy zapinać
kołnierzyk. Chronić słuch przed hałasem.
Stosować hełm spawalniczy z
odpowiednim przyciemnieniem lub ltrem.
6. Uczestniczyć w szkoleniach.
Sprzęt może być obsługiwany
wyłącznie przez wykwalikowane
osoby. Używać palników wskazanych w
podręczniku. Osoby postronne i dzieci
muszą przebywać z dala od sprzętu.
7. Nie usuwać, nie niszczyć ani nie
zakrywać tej etykiety.
Zgubioną, zniszczoną lub zużytą
etykietę należy wymienić.
Art # A-13294PL
INFORMACJE OGÓLNE 0-5489PL
1-2
Page 13
CUTMASTER 60i
!
ROZDZIAŁ 2 SYSTEM: WSTĘP
2.01 Jak korzystać z niniejszej instrukcji
Podręcznik użytkownika dotyczy wyłącznie produktu(-ów) wymienionych na stronie i.
Aby zapewnić bezpieczną pracę, należy przeczytać całą instrukcję obsługi, w tym rozdział zawierający instrukcje bezpieczeństwa i ostrzeżenia.
W całej instrukcji mogą pojawiać się słowa OSTRZEŻENIE, PRZESTROGA, UWAGA. Należy zwrócić szczególną uwagę na
informacje znajdujące się pod tymi nagłówkami. Te specjalne adnotacje można łatwo rozpoznać w następujący sposób:
UWAGA!
Działanie, procedura lub informacje podstawowe wymagające dodatkowego podkreślenia
lub pomocne w wydajnym korzystaniu z systemu.
PRZESTROGA
Nieprzestrzeganie tej procedury może spowodować uszkodzenie sprzętu.
OSTRZEŻENIE
!
Nieprzestrzeganie tej procedury może spowodować obrażenia ciała u operatora lub innych
osób w obszarze pracy.
OSTRZEŻENIE
Przekazuje informacje na temat możliwości porażenia elektrycznego. Ostrzeżenia zostaną
umieszczone wramce.
Dodatkowe kopie tej instrukcji można zakupić, kontaktując się z Thermal Dynamics pod adresem lub lokalnym numerem telefonu
podanym na tylnej okładce instrukcji. Dołączyć numer instrukcji obsługi oraz numery identykacyjne sprzętu.
Elektroniczne kopie tej instrukcji można również bezpłatnie pobrać w formacie PDF ze strony internetowej ESAB wskazanej
poniżej, klikając na „Wsparcie techniczne” / „Dokumentacja rmy ESAB”: / „Biblioteka materiałów do pobrania”, anastępnie
przechodząc do „Urządzenia plazmowe” > „Instrukcja”.
http://www.esab.com
2.02 Identykacja sprzętu
Numer identykacyjny urządzenia (specykacji lub części), model i numer seryjny są zazwyczaj podane na etykiecie danych
przytwierdzonej do spodu urządzenia. Sprzęt nieposiadający etykiety danych taki jak zespoły palników i kabli podlega
identykacji wyłącznie na podstawie specykacji lub numeru części wydrukowanego na karcie dołączonej luzem lub na
pojemniku transportowym. Numery te należy zanotować na dole strony, aby móc z nich skorzystać wprzyszłości.
0-5489PL WSTĘP
2-1
Page 14

CUTMASTER 60i
2.03 Odbiór sprzętu
Po otrzymaniu sprzętu użytkownik powinien go sprawdzić go zinformacjami na fakturze pod kątem kompletności i potencjalnych uszkodzeń sprzętu podczas transportu. W przypadku jakiegokolwiek uszkodzenia należy natychmiast powiadomić
przewoźnika w celu złożenia reklamacji. Dostarczyć pełne informacje zgłaszanych uszkodzeń lub błędów w wysyłce do
lokalizacji użytkownika wymienione na tylnej okładce niniejszej instrukcji.
Dołączyć wszystkie numery identykacyjne sprzętu zgodnie zpowyższym opisem z pełnym opisem wadliwych części.
Zawartość zestawu:
• Zasilacz 60i
• Palnik iprzewody SL60QD™
• Przewód roboczy zzaciskiem przewodu roboczego
• Zestaw części zapasowych (2 elektrody, 2 końcówki,
1miseczka osłaniająca)
• Instrukcja obsługi
• Klucz do ltrów
Art# A-13350
Umieścić sprzęt w miejscu przeznaczonym do instalacji przed rozpakowaniem urządzenia. Zachować ostrożność, aby nie
uszkodzić sprzętu podczas otwierania pudła.
WSTĘP 0-5489PL
2-2
Page 15

2.04 Specykacje zasilacza
3 fazy
Specykacje zasilacza 3-fazowego 60i
Zasilanie 400 VAC, 3 fazy, 50/60 Hz
3-fazowy kabel zasilający Zasilacz zawiera 3-fazowy kabel zasilający 14 AWG 4/C odługości 22,86 cm (9') z wtyczką
Prąd wyjściowy 10–60 A, płynna regulacja
Parametry ltracyjne zasilacza Cząstki stałe do 5 mikronów
Maksymalne ciśnienie wlotowe 8,6 bara (125 psi)
Cykl roboczy zasilacza 60i*
CUTMASTER 60i
Temperatura powietrza otoczenia
Cykl roboczy 50% 60% 100%
Wszystkie urządzenia
*UWAGA: Cykl pracy zostaje ograniczony, jeśli pierwotne napięcie wejściowe (AC) jest niskie lub napięcie wyjściowe (DC) jest wyższe niż przedstawione
** UWAGA: Na RSCE oblicza wartość na podstawie ostatecznych pomiarów był 275. Sprzęt ten jest zgodny z IEC 61000- 3-12, pod warunkiem, że zwarcie
zasilania (SSC) jest równa lub większa niż 1385560.47 w punkcie interfejsu pomiędzy podażą i publicznego systemu. Obowiązkiem instalatora lub użytkownika
sprzętu jest dopilnowanie – wrazie konieczności pokonsultacji zoperatorem sieci dystrybucyjnej – aby sprzęt był podłączony do zasilania omocy
zwarciowej Ssc równej lub większej niż 13527,84W.
Prąd
Napięcie DC
Długość cyklu roboczego w temp. 40 °C (104 °F)
Zakres roboczy 0°–50 °C
Wartości znamionowe
60 A 50 A 40 A
126 122 119
w niniejszej tabeli
Parametry cięcia 60i
Zalecane Wycinanie Maksymalne
15,86 mm (5/8”) 15,86 mm (5/8”) 38 mm (11/2”)
Zalecenia dotyczące agregatu prądotwórczego
W przypadku zasilania systemu cięcia plazmowego 60i zagregatu prądotwórczego, należy zapewnić co najmniej następujące wartości znamionowe, wraz zwartościami znamionowymi wymienionymi powyżej.
Specykacje agregatu prądotwórczego dla 60i
Moc wyjściowa generatora Prąd wyjściowy 60i Charakterystyka łuku
15 kW 60A Pełna
12 kW
10 kW
UWAGA!
W zależności od obwodów, wieku istanu, dwa agregaty prądotwórcze otakich samych
parametrach znamionowych mogą dać różne rezultaty. Należy odpowiednio dostosować
natężenie prądu.
0-5489PL WSTĘP
60A Ograniczona
45 A Pełna
45 A Ograniczona
30A Pełna
2-3
Page 16

CUTMASTER 60i
199.3 mm
14.146"
359.3 mm
7.847
Art # A-13252
15"
381 mm
6"
150 mm
35 lb / 15.875 kg
21.121"
536.47 mm
Art # A-13247
15"
381 mm
150 mm
Wymiary iwaga zasilacza Wymagany odstęp wentylacyjny
2.05 Specykacje dotyczące kabla wejściowego
3 fazy
Wymagania dotyczące podłączenia kabla zasilającego 3-fazowego do systemu Cutmaster 60i
Napięcie wejściowe Częst. Zasilanie Sugerowane rozmiary
Woltów Hz kVA I max I1e Bezpiecznik (A) Przewód giętki (min. AWG)
3 fazy 400 50/60 8,9 13,2 9,4 20 14 AWG (2,5 mm2)
Napięcia sieciowe z sugerowaną ochroną obwodów iprzekrojami przewodów. Na podstawie National Electric Code i Canadian Electric Code
Trójfazowy
UWAGA!
Aby uzyskać informacje dotyczące obowiązujących wymogów dla instalacji elektrycznych, należy skonsultować
się zlokalnymi i krajowymi normami elektrycznymi lub lokalnymi organami dysponującymi odpowiednimi
uprawnieniami.
Przekrój kabla zmienia się na podstawie cyklu pracy sprzętu.
6"
WSTĘP 0-5489PL
2-4
Page 17

2.06 Cechy zasilacza
CUTMASTER 60i
Owijka rękojeści i przewodów
Panel sterowniczy
Gniazdo przewodów palnika
Art # A-13258
Kabel zasilający
Port dla kabla opcjonalnego
interfejsu automatyki
Port wlotu gazu
Gniazdo przewodu roboczego
Zasilanie Wyłącznik
Zespół ltra
Art # A-13275
0-5489PL WSTĘP
2-5
Page 18

CUTMASTER 60i
Tę stronę celowo pozostawiono pustą
WSTĘP 0-5489PL
2-6
Page 19

CUTMASTER 60i
!
(95 mm)
t # A-02998
15.875" / 403 mm
16 mm
ROZDZIAŁ 2 PALNIK: WSTĘP
2T.01 Zakres instrukcji
Niniejszy dokument zawiera opisy, instrukcje dotyczące obsługi
oraz procedury konserwacji dla palników plazmowych tnących
ręcznych 1Torch SL60, SL60QD™ oraz maszynowych SL100.
Sprzęt może serwisować wyłącznie odpowiednio przeszkolony
personel; przestrzega się przed podejmowaniem prób naprawy
lub regulacji nieopisanych wniniejszej instrukcji przez niewykwalikowany personel – grozi to utratą gwarancji.
Niniejszą instrukcję należy dokładnie przeczytać. Pełne
zrozumienie cech i możliwości sprzętu zapewni niezawodne
działanie zgodnie z przeznaczeniem.
2T.02 Opis ogólny
Konstrukcja palników plazmowych jest zbliżona do świec
zapłonowych w samochodach. Składają się z części minusowych i plusowych oddzielonych centralną izolacją. Wewnątrz
palnika, w szczelinie pomiędzy elektrodą o ładunku ujemnym,
a końcówką o ładunku dodatnim, powstaje łuk pilotujący.
Kiedy łuk pilotujący zjonizuje gaz plazmowy, przegrzana
kolumna gazu przepływa przez niewielki otwór w końcówce
palnika, skupiony na metalu przeznaczonym do cięcia.
10.125" (257 mm)
3.75"
1.17" (29 mm)
2. Palnik maszynowy, model
W zestawie standardowego palnika maszynowego znajduje się rura pozycjonująca ze stojakiem i
zespołem karabinków.
9.285" / 236 mm
1.375" / 35 mm
1.75" /
44.5 mm
B. Długości przewodów palnika
Dostępne są następujące palniki ręczne:
0.625" /
4.95" / 126 mm
Art # A-13246
1.175" / 30 mm
Ar
Pojedynczy przewód palnika doprowadza gaz z jednego
źródła, który jest wykorzystywany jako plazma i jednocześnie
jako gaz plazmowy i gaz pomocniczy. Przepływ powietrza
jest dzielony wewnątrz głowicy palnika. Korzystanie z pojedynczego gazu umożliwia korzystanie zmniejszego palnika
i niedrogą eksploatację.
PRZESTROGA
Przewody palnika są giętkie, ale możliwe
jest przerwanie wewnętrznych żył. W miarę
możliwości nie przekraczać promienia skrętu
2” iunikać ostrych zgięć.
UWAGA!
Bardziej szczegółowy opis działania palnika plazmowego znajduje się w rozdziale "2T.05 Introduction
to Plasma".
Dodatkowe specyfikacje dotyczące zastosowanego zasilacza znajdują się na stronach
załącznika.
2T.03 Specykacje
A. Konguracje palnika
1. Palnik ręczny/manualny, model SL60QD™
Głowica palnika ręcznego znajduje się pod kątem 75°
do rękojeści palnika. Palniki ręczne zawierają zespół
rękojeści i spustu palnika.
• 20’ / 6,1 m ze złączami ATC
• 50’ / 15,2 m ze złączami ATC
Dostępne są następujące palniki maszynowe:
• 5 stóp / 1,5 m ze złączami ATC
• 10 stóp / 3,05 m ze złączami ATC
• 25 stóp / 7,6 m ze złączami ATC
• 50 stóp / 15,2 m ze złączami ATC
C. Części palnika
Wkład startowy, elektroda, końcówka, miseczka
osłaniająca
D. Obwód PIP („części na miejscu”)
Przełącznik wbudowany wgłowicę palnika
Napięcie znamionowe obwodu 15 VDC
E. Typ chłodzenia
Połączenie strumienia powietrza i gazu przepływającego przez palnik.
F. Parametry znamionowe palnika
Parametry znamionowe palnika ręcznego
Temperatura otoczenia
Cykl roboczy 100% przy 60 amperach i400 scfh
Maksymalny prąd 60 A
104 °F
40 °C
0-5489PL WSTĘP
2T-1
Page 20

CUTMASTER 60i
Napięcie (V
Napięcie zajarzenia łuku 500 V
Parametry znamionowe palnika maszynowego
Temperatura otoczenia
Cykl roboczy 100% przy 100 amperach i400 scfh
Maksymalny prąd 120 A
Napięcie (V
Napięcie zajarzenia łuku 500 V
G. Wymagania dotyczące gazu
Specykacje gazu do palnika ręcznego i maszynowego
Gaz (plazmowy i pomocniczy) Sprężone powietrze
Maksymalne ciśnienie wlotowe 125 psi / 8,6 bara
Przepływ gazu (cięcie i żłobienie)
) 500 V
szczytowe
) 500 V
szczytowe
Ciśnienie robocze
Patrz UWAGA
OSTRZEŻENIE
!
Palnika nie należy używać ztlenem (O2).
Palnika SL60QD nie należy używać wsystemie HF.
UWAGA!
Wartość ciśnienia roboczego zależy od modelu
palnika, natężenia roboczego i długości przewodów
palnika. Patrz tablice z ustawieniami ciśnienia gazu
dla poszczególnych modeli.
104 °F
40 °C
90 – 120 psi
6,2 – 8,3 bara
5 – 8,3 SCFM
300 – 500 scfh
142 – 235 l/m
3. Ponowne połączeni wymaga uchwycenia części
wsposób opisany powyżej idokładnego zrównania
wewnętrznych elementów połączeniowych.
4. Ostrożnie połączyć oba zespoły, dociskając je w linii
prostej.
5. Zrównać oznaczenie na nakrętce zoznaczeniem na
górnej części rękojeści palnika iobrócić w prawo (zgodnie zruchem wskazówek zegara), łącząc oba zespoły
izaczepiając wewnętrzne połączenia. Nie stosować
narzędzi wcelu dokręcenia zespołów.
2T.05 Opcje iakcesoria
Opcje i akcesoria opisano w rozdziale 6.
2T.06 Wprowadzenie do cięcia plazmą
A. Przepływ gazu plazmowego
Plazma to gaz podgrzany do bardzo wysokiej temperatury, który następnie poddawany jest jonizacji w
celu uzyskania przewodności elektrycznej. W procesie
cięcia i żłobienia łukiem plazmowym plazma umożliwia
przeniesienie łuku elektrycznego na element cięty.
Cięty lub usuwany metal ulega stopieniu w wyniku
działania wysokiej temperatury łuku, a następnie jest
wydmuchiwany.
Celem cięcia plazmowego jest oddzielenie materiału,
natomiast żłobienie łukiem plazmowym służy do usuwania metalu na kontrolowaną głębokość i szerokość.
W palniku przecinarki plazmowej chłodny gaz dostaje
się do strefyB, gdzie łuk pilotujący powstały między
elektrodą akońcówką palnika nagrzewa i jonizuje gaz.
Główny łuk tnący następnie działa na cięty element za
pomocą kolumny gazu plazmowego w stree C.
H. Zagrożenie związane z kontaktem bezpośrednim
Dla końcówki do cięcia bezstykowego zalecana odległość to 4,7 mm (3/16 cala).
2T.04 Palnik z szybkozłączem
Nowy palnik SL60QD™ (szybko odłączany) umożliwia
szybkie odłączenie zespołu rękojeści palnika od przewodów. Aby zmienić zespół rękojeści palnika, należy:
1. Zdjąć zespół rękojeści palnika, trzymając jedną ręką za
rękojeść, adruga ręką za nakrętkę złącza iprzewody.
2. Obrócić nakrętkę co najmniej jeden pełny obrót
wlewo (przeciwnie do ruchu wskazówek zegara)
ioddzielić zespół rękojeści palnika odprzewodów,
ciągnąc wlinii prostej.
_
Zasilacz
+
C
A
B
obrabianego przedmiotu
A-00002PL
Typowy detal głowicy palnika
WSTĘP 0-5489PL
2T-2
Page 21

Poprzez wypychanie gazu plazmowego i łuku elektrycz-
Spust palnika
Do okablowania
nego przez niewielki otwór, palnik dostarcza wysoce
skoncentrowane ciepło na małą powierzchnię. Wstree C jest widoczny sztywny, zwężony łuk plazmowy.
Do cięcia plazmą stosuje się prąd stały (DC) o polaryzacji
prostej, jak pokazano na ilustracji.
Do strefy A jest doprowadzany gaz pomocniczy, który
schładza palnik. Gaz ten pomaga również w wydmuchaniu stopionego metalu z miejsca cięcia przez gaz
plazmowy o wysokiej prędkości, umożliwiając szybkie
cięcie bez powstawania żużlu.
B. Rozdzielanie gazu
Zastosowany pojedynczy gaz zostaje wewnętrznie
podzielony na plazmę i gazy pomocnicze.
Gaz plazmowy wpływa do palnika przez przewód minusowy, przepływa przez wkład startowy, wokół elektrody
i wypływa zotworu końcówki.
Gaz pomocniczy przepływa wokół zewnętrznej części
wkładu startowego palnika i wypływa między końcówką
amiseczką osłaniająca wokół łuku plazmowego.
CUTMASTER 60i
C. Łuk pilotujący
Po uruchomieniu palnika między elektrodą a końcówką
tnącą powstaje łuk pilotujący. Łuk pilotujący tworzy
ścieżkę dla przejścia głównego łuku.
D. Główny łuk tnący
Prąd stały jest również używany do wytworzenia głównego łuku tnącego. Wyjście minusowe jest podłączone
do elektrody palnika za pomocą przewodu palnika.
Wyjście plusowe jest podłączone do ciętego elementu
kablem roboczym i do palnika za pomocą przewodu
pilotującego.
E. Obwód PIP („części na miejscu”)
Palnik obejmuje zawiera obwód PIP (ang. Parts In Place)
Prawidłowo zainstalowana miseczka osłaniająca zamyka
przełącznik. Palnik nie będzie działać, gdy przełącznik
jest w pozycji otwartej.
Przełącznik palnika
sterującego
A-02997PL
Przełącznik PIP
Kielich osłony
Schemat obwodu PIP dla palnika ręcznego
0-5489PL WSTĘP
2T-3
Page 22

CUTMASTER 60i
Tę stronę celowo pozostawiono pustą
WSTĘP 0-5489PL
2T-4
Page 23
CUTMASTER 60i
ROZDZIAŁ 3 SYSTEM: MONTAŻ
3.01 Opcje podnoszenia
Zasilacz posiada uchwyt wyłącznie do podnoszenia ręcznego. Urządzenie należy podnosić i transportować przy zachowaniu zasad bezpieczeństwa.
OSTRZEŻENIE
Nie dotykać części znajdujących się pod napięciem.
Odłączyć przewód zasilający przed przesunięciem urządzenia.
UPADEK SPRZĘTU może spowodować poważne obrażenia ciała i uszkodzenie sprzętu.
UCHWYTY nie są przeznaczone do podnoszenia mechanicznego.
• Tylko osoby o odpowiedniej sile zycznej mogą podnosić urządzenie.
• Urządzenie należy unosić, trzymając uchwyt obiema rękami. Nie stosować pasów do podnoszenia.
• Do transportu urządzenia należy użyć opcjonalnego wózka lub podobnego urządzenia oodpowiednim udźwigu.
• Umieścić urządzenie na podstawie i zabezpieczyć na czas transportu za pomocą wózka widłowego lub innego pojazdu.
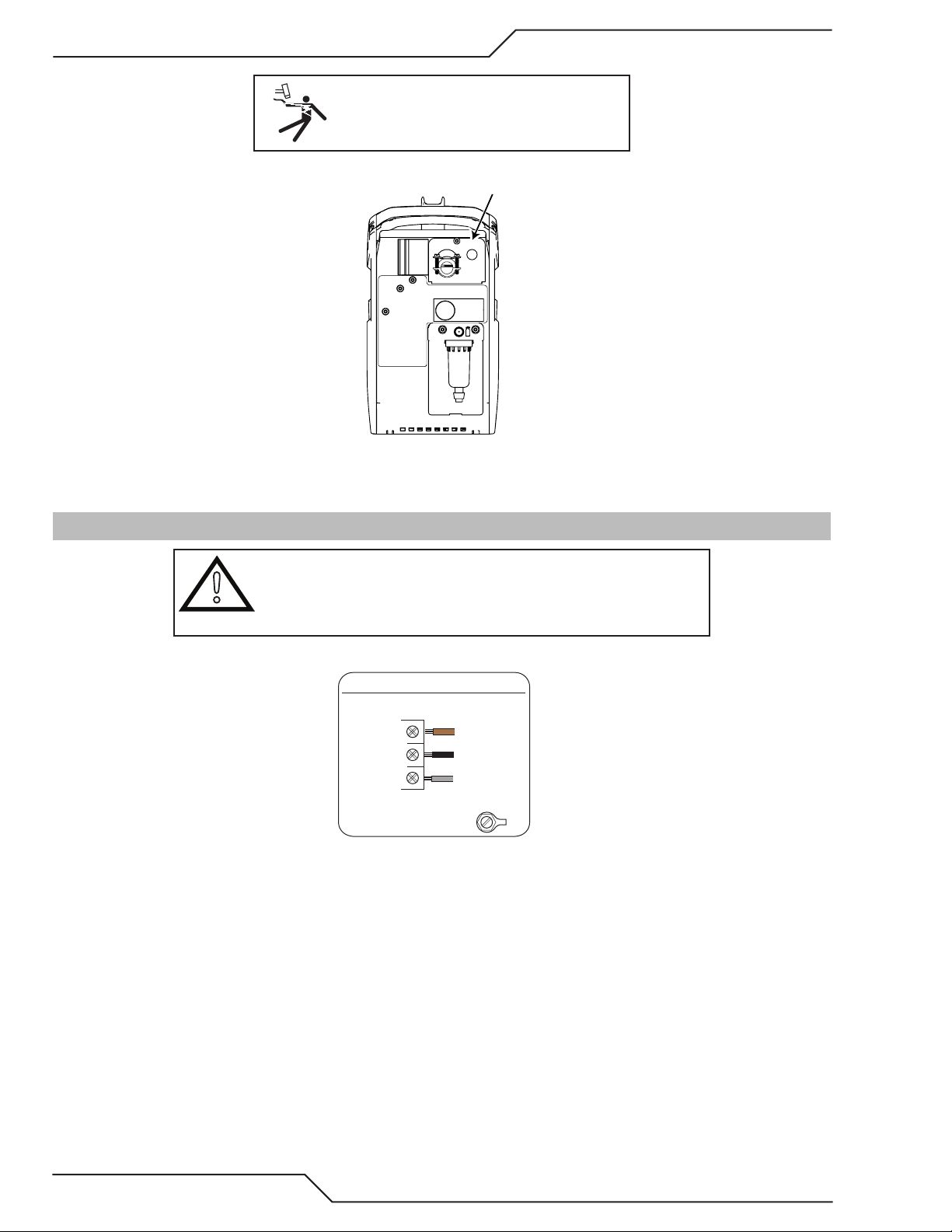
3.02 Otwieranie osłony wyłącznika głównego
Systemy są przystosowane do kabla zasilającego wkonguracji trójfazowej iwyposażone wniego. Wyłącznik zasilania
znajduje się na tylnym panelu wzdłuż górnej części. Aby uzyskać dostęp do wejścia zasilania, należy wykręcić śrubę na
górnej części osłony iopuścić ją.
0-5489PL MONTAŻ
3-1
Page 24
CUTMASTER 60i
Art # A-13244
!
Art # A-13336_AB
OSTRZEŻENIE
Przed zdjęciem osłony należy odłączyć zasilanie.
Osłona wyłącznika głównego
3.03 Połączenia głównego zasilania, TRZY fazy
PRZESTROGA
Główne źródło zasilania, bezpieczniki i wszystkie przewody przedłużające muszą
spełniać wymogi lokalnych norm elektrycznych oraz zalecane wymogi w zakresie
ochrony obwodów i instalacji elektrycznych określone w rozdziale 2.
Wyłącznik zasilania
Trójfazowy (3ø)
Line
Przewody zasilania trójfazowego
Przewód
zasilający
MASA
MONTAŻ 0-5489PL
3-2
Page 25
CUTMASTER 60i
3.04 Przyłącza gazu
Podłączenie doprowadzenia gazu do urządzenia
Połączenie dla sprężonego powietrza ibutli wysokociśnieniowych jest takie samo. Jeśli ma zostać zamontowany opcjonalny
liniowy ltr powietrza, patrz kolejne dwa podrozdziały.
1. Podłączyć przewód powietrza do portu wlotowego. Ilustracja pokazuje przykładowe typowe złącza.
UWAGA!
W celu zapewnienia szczelności nałożyć szczeliwo na
gwintach złączek zgodnie z instrukcjami producenta.
Nie stosować taśmy teflonowej jako uszczelnienia
gwintu, gdyż drobne cząstki taśmy mogą się odrywać
i blokować wąskie kanały powietrzne w palniku.
Wlot 1/4 NPT
Przewód
doprowadzania
gazu
Zespół filtra
Szybkozłącze
na 1/4 NPT”
(6 mm)
Art# A-13352
Dopływ powietrza do portu wlotowego
UWAGA!
Numery części zamiennych filtrów można odnaleźć
wrozdziale 6niniejszej instrukcji.
0-5489PL MONTAŻ
3-3
Page 26

CUTMASTER 60i
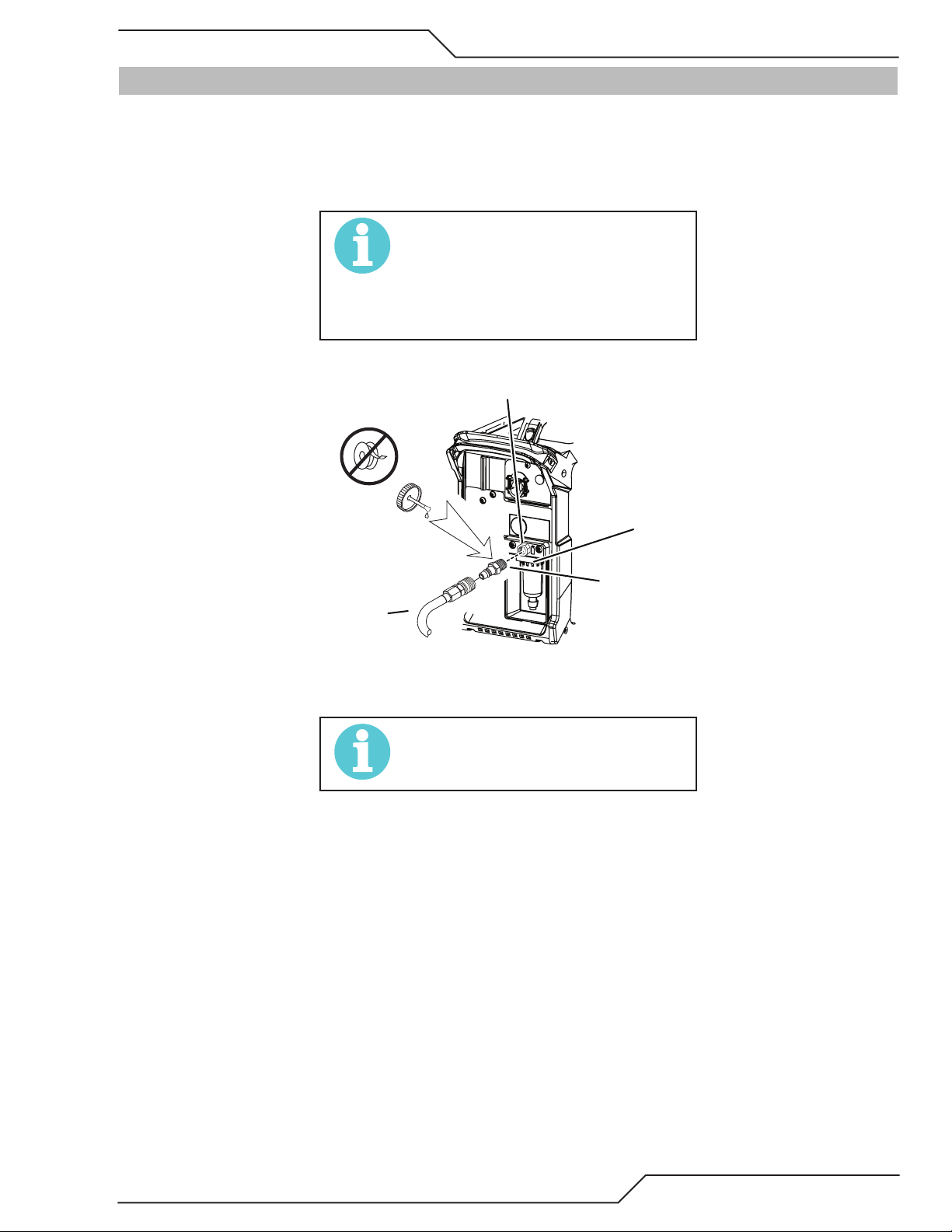
Montaż opcjonalnego jednostopniowego ltra powietrza
Zaleca się zastosowanie opcjonalnego zestawu ltra (7-7507) wcelu lepszego ltrowania sprężonym powietrzem, tak aby
wilgoć izanieczyszczenia nie przedostały się do palnika.
1. Podłączyć wąż z pojedynczym lub podwójnym ltrem do portu wlotowego 1/4" NPT ltra systemu.
2. Połączyć zespół ltra z wężem ltra.
3. Podłączyć przewód powietrza do ltra, używając 1/4" NPT. Ilustracja pokazuje przykładowe typowe złącza.
UWAGA!
W celu zapewnienia szczelności nałożyć szczeliwo na
gwintach złączek zgodnie z instrukcjami producenta.
Nie stosować taśmy teflonowej jako uszczelnienia
gwintu, gdyż drobne cząstki taśmy mogą się odrywać
i blokować wąskie kanały powietrzne w palniku.
Wlot
1/4 NPT
Zacisk przewodu
elastycznego
Przewód
doprowadzania
gazu
Montaż opcjonalnego ltra jednostopniowego
UWAGA!
Numery części zamiennych filtrów można odnaleźć
wrozdziale 6niniejszej instrukcji.
Zespół filtra
systemu
Art # A-13261
MONTAŻ 0-5489PL
3-4
Page 27

CUTMASTER 60i
Montaż opcjonalnego zestawu ltra dwustopniowego
Opcjonalny ltr dwustopniowy (9-9387) jest również przeznaczony do systemów powietrza sprężonego. Filtr usuwa wilgoć
i zanieczyszczenia z dokładnością do przynajmniej 5 mikronów.
Podłączyć doprowadzenie powietrza w następujący sposób:
1. Przymocować wspornik ltra dwustopniowego dostarczonymi śrubami do tylnej strony zasilacza.
UWAGA!
W celu zapewnienia szczelności nałożyć szczeliwo na
gwintach złączek zgodnie z instrukcjami producenta.
Nie stosować taśmy teflonowej jako uszczelnienia
gwintu, gdyż drobne cząstki taśmy mogą się odrywać
i blokować wąskie kanały powietrzne w palniku.
2. Podłączyć wąż odpływowy ltra dwustopniowego do portu wlotowego regulatora/zespołu ltra.
3. Użyć złączek dostarczonych przez klienta w celu podłączenia przewodu powietrza do ltra. Do złącza wciskanego
należy używać przewodu gładkiego rurowego 5/16 (8mm) śr. zewn..
Port wylotu
(WYJ.)
Otwór wlotowy filtra
dwustopniowego (WEJ.)
5/16 (8 mm)
śr. zewn.
Przewody
doprowadzające
gaz
Art # A-13288
Montaż opcjonalnego ltra dwustopniowego
Zespół filtra
dwustopniowego
Wlot
powietrza/gazu
Zespół filtra
systemu
UWAGA!
Numery części zamiennych filtrów można odnaleźć
wrozdziale 6niniejszej instrukcji.
0-5489PL MONTAŻ
3-5
Page 28

CUTMASTER 60i
Stosowanie butli wysokociśnieniowych na sprężone powietrze
Jeśli do doprowadzenia powietrza stosuje się wysokociśnieniowe butle ze sprężonym powietrzem:
1. Procedury instalacji i konserwacji regulatorów pod wysokim ciśnieniem zostały opisane w specykacji producenta.
2. Sprawdzić zawory butli, aby upewnić się, że są czyste i wolne od oleju, smaru i innych materiałów obcych. Na krótko
otworzyć zawór każdej butli w celu wydmuchania pyłu, jaki może się w nim znajdować.
3. Butla musi posiadać regulator wysokiego ciśnienia zmożliwością regulacji ciśnienia wylotowego do maks. 120 psi
(8,3 bara) i przepływów przynajmniej do 300-500 scfh / 5–8,3 CFM (142–235 l/m).
4. Podłączyć wąż doprowadzający do cylindra.
UWAGA!
Ciśnienie należy ustawić na 120 psi (8,3 bara) za
pomocą regulatora butli wysokociśnieniowej.
3.05 Podłączanie przewodu roboczego
Połączyć przewód roboczy do zasilacza iobrabianego elementu.
1. Przyłączyć złącze typu DINSE przewodu roboczego do przedniego panelu zasilania, jak przedstawiono poniżej.
Pchnąć i obrócić wprawo, aż zaświeci się światło.
2. Przymocować zacisk przewodu roboczego do ciętego elementu lub stołu do cięcia. Obszar musi być wolny od oleju, farby i rdzy. Podłączyć wyłącznie do głównej części ciętego elementu; nie podłączać do części, która ma zostać
odcięta.
3
2
Art# A-13249
1
MONTAŻ 0-5489PL
3-6
Page 29

CUTMASTER 60i
ROZDZIAŁ 3 PALNIK: MONTAŻ
3T.01 Połączenia palnika
W razie konieczności podłączyć palnik do zasilania Do tego
zasilacza należy podłączać wyłącznie model ESAB SL60,
SL60QD™ lub SL100 / z palnikiem maszynowym. Maksymalna długość przewodów palnika to 30,5 m (100 stóp), łącznie
z przedłużeniami.
OSTRZEŻENIE
Odłączyć główne zasilanie u źródła przed podłączeniem palnika.
1. Zrównać męskie złącze ATC (na palniku) z gniazdem
zgwintem wewnętrznym. Włożyć złącze z gwintem
zewnętrznym do gniazda z gwintem wewnętrznym.
Złącza należy zbliżyć do siebie poprzez zastosowanie niewielkiego docisku.
2. Zabezpieczyć połączenie, obracając nakrętkę zabezpieczającą zgodnie z ruchem wskazówek zegara do
momentu zablokowania w odpowiednim położeniu. NIE UŻYWAĆ nakrętki zabezpieczającej w celu
dociśnięcia połączenia. Nie stosować narzędzi do
zabezpieczenia połączenia.
3T.02 Ustawienia palnika maszynowego
OSTRZEŻENIE
Przed rozpoczęciem demontażu palnika lub przewodów palnika odłączyć główne zasilanie u źródła.
W zestawie palnika maszynowego znajduje się rura pozycjonująca ze stojakiem i zespołem karabinków.
1. Zainstalować zespół palnika na stole do cięcia.
2. Aby uzyskać czyste pionowe cięcie, należy użyć
kątownika wcelu ustawienia palnika prostopadle
do powierzchni ciętego elementu.
Zespół bloku
dociskowego
Wyrównanie
Art # A-13286
Podłączenie palnika do zasilania
3. System jest gotowy do pracy.
Sprawdzenie jakości powietrza
Aby zbadać jakość powietrza:
1. Ustawić wyłącznik w położeniu ON (lewym).
Obrabianego
przedmiotu
A-02585PL
2
Ustawienia palnika maszynowego
1
3. Odpowiednie części palnika (miseczka osłaniającą,
końcówka, wkład startowy i elektroda) należy dobrać
do rodzaju operacji. Szczegóły opisano w rozdziale
„4T.01 Wybór części palnika” on page 4T-1.
2. Wybrać tryb USTAWIENIA .
3. Umieścić soczewkę ltru spawania przed palnikiem iWŁĄCZYĆ prze-
pływ powietrza. Nie włączać łuku! Olej lub wilgoć w powietrzu
będzie widoczna na soczewce.
0-5489PL MONTAŻ
3T-1
Page 30

CUTMASTER 60i
Tę stronę celowo pozostawiono pustą
MONTAŻ 0-5489PL
3T-2
Page 31

ROZDZIAŁ 4 SYSTEM: OBSŁUGA
4.01 Elementy sterujące/funkcje na panelu przednim
Identykację numerów podano na ilustracji
1
2
3
4
5
6
7
8
9
10
11
CUTMASTER 60i
16
14
15
13
12
17
18
Art # A-13250
1. Wyświetlacz numeryczny
• Wyświetla wersję oprogramowania przy uruchamianiu
• Wyświetla wartości natężenia prądu (ustawienie domyślne)
• Wyświetla kody błędów
• Wyświetla skongurowane funkcje konserwacji (podgląd)
2. Kontrolka prądu przemiennego
Kontrolka świecąca stałym światłem oznacza, że zasilacz jest gotowy do pracy. Migająca kontrolka oznacza, że napięcie
zasilania znajduje się poza zakresem roboczym bądź wystąpił wewnętrzny błąd.
3. Kontrolka prądu stałego
Kontrolka świeci, gdy obwód wyjściowy prądu przemiennego jest aktywny.
4. Ryglowanie/blokowanie
Kontrolka świeci, gdy urządzenie znajduje się wtrybie blokady.
0-5489PL OBSŁUGA
4-1
Page 32

CUTMASTER 60i
5. Kontrolka ustawienia trybu
Kontrolka świeci się, gdy przez urządzenie płynie gaz imożna ustawić ciśnienie
6. Kontrolka założonej miseczki osłaniającej
Kontrolka miga, gdy nie jest założona lub połączona którakolwiek znastępujących części: miseczka osłaniająca,
przewody ATC lub szybkozłącze.
7. Kontrolka trybu żłobienia
Kontrolka świeci się, gdy urządzenie jest wtrybie żłobienia, awszystkie kontrolki cięcia (pkt 8) są zapalone.
8. Wskaźnik rodzaju cięcia
Poszczególne segmenty świecą się, aby wskazać różne rodzaje cięcia.
• Żłobienie – świecą się wszystkie.
• Normalny tryb cięcia iblokad – środkowa kontrolka wyłączona.
• Cięcie zszybkim restartem automatycznym (RAR) – świeci się co druga kontrolka.
• Tryb ustawień – wszystkie kontrolki są wyłączone.
9. Kontrolka błędu
Kontrolka świeci, gdy urządzenie znajduje się w stanie błędu. Objaśnienia kodów błędów sygnalizowanych przez
kontrolkę zamieszczono wzałączniku z kodami błędów. Miga, gdy błąd jest aktywny.
Domyślne ustawienie: Wyłączona
10. Kontrolka końca okresu trwałości (EOL)
Kontrolka jest zwykle wyłączona Jest wyłączona także podczas cięcia stykowego.
Gdy świeci się, informuje użytkownika ozbliżającym się zużyciu materiału eksploatacyjnego.
Aktywna i/lub używana we wszystkich trybach cięcia poza cięciem stykowym.
11. Kontrolka przegrzania
Kontrolka jest zwykle wyłączona. Jeśli temperatura wewnętrzna przekroczy normalną granicę, kontrolka zaczyna
świecić lub migać. Przed dalszą pracą należy poczekać, aż urządzenie ostygnie.
OBSŁUGA 0-5489PL
4-2
Page 33

CUTMASTER 60i
12. Kontrolka ciśnienia gazu
Kontrolka wskazuje niskie, optymalne i wysokie ciśnienie gazu. Przed ustawieniem ciśnienia gazu należy ustawić typ
palnika, długość przewodu itryb cięcia inatężenie prądu. (90–125 psi / 6,2–8,6 bara)
Gdy urządzenie jest włączone, jeden z7segmentów będzie zawsze włączony. W przypadku błędu ciśnienia gazu będzie
migał symbol butli gazowej. Symbol butli będzie migać, gdy ciśnienie spadnie poniżej progu minimalnego. Symbol
będzie świecił się stałym światłem, jeśli ciśnienie będzie dopuszczalne,
Domyślne ustawienie: Jeden lub dwa segmenty oraz symbol butli gazowej będzie świecił się wzależności od poziomu
ciśnienia gazu. Zielona kontrolka wśrodku wskazuje zalecane ciśnienie wprocesie (natężenie, typ palnika, długość
przewodu. Różne procesy charakteryzują się różnymi ciśnieniami optymalnymi.
Kolor żółty oznacza ciśnienie powyżej lub poniżej wartości optymalnej, aczerwony oznacza ciśnienie nieodpowiednie dla prawidłowego cięcia. Każda dioda LED odpowiada 5 psi (0,345 bara). Dwie sąsiednie diody LED odpowiadają
wartości zmiany ciśnienia rzędu 2–2,5 lb (0,137–0,172 bara).
13. Pokrętło ciśnienia gazu
Dolne pokrętło służy do ustawiania ciśnienia gazu.
14. Kontrolka typu palnika
Służy do wyboru jednego ztrzech opcji palnika iich długości. SLV jest wykrywane automatycznie.
Domyślne ustawienie: W modelu SL60, który zawiera SL60QD™ (szybkozłącze)
Nacisnąć izwolnić dolne pokrętło bez obracania go, aby przejść do wyboru typu palnika.
UWAGA!
W przypadku przeoczenia żądanego ustawienia konieczne będzie przejście przez wszystkie typy
idługości palników, aby powrócić do żądanej pozycji.
15. Kontrolka długości przewodu
Służy do wyboru długości przewodu palnika dla poszczególnych typów palników, od 6,1m (20’) do 30,5m (100’).
Domyślne ustawienie: Wł., 6,1 m (20’)
Nacisnąć izwolnić dolne pokrętło bez obracania go, aby przejść do wyboru typu palnika, a następnie długości przewodu.
Do 10,7 m (35’)
Powyżej 10,7 m (35’) do 15,2 m (50’)
Powyżej 15,2 m (50’) do 22,9 m (75’)
Powyżej 22,9 m (75’) do 30,5 m (100’)
UWAGA!
W przypadku przeoczenia żądanego ustawienia konieczne będzie przejście przez wszystkie typy
idługości palników, aby powrócić do żądanej pozycji.
0-5489PL OBSŁUGA
4-3
Page 34

CUTMASTER 60i
16. Górne pokrętło – wybór natężenia prądu itrybu
Górne pokrętło służy do zwiększania i zmniejszania natężenia prądu. Kontrolka świeci się, gdy wyświetlacz
numeryczny przedstawia prąd wyjściowy.
Nacisnąć izwolnić dolne pokrętło bez obracania go, aby przejść do wyboru różnych trybów.
Domyślne ustawienie: Włączone
Wyświetlacz numeryczny
17. Gniazdo szybkiego rozłączania palnika
Służy do podłączania przewodów palnika przez zrównanie złączy, dociśnięcie iobrót pierścienia zabezpieczającego
zgodnie z kierunkiem ruchu wskazówek zegara (wprawo), który powoduje jego zablokowanie. Podłączenie przez
dokładne dopasowanie bez użycia narzędzi.
18. Gniazdo typu DINSE na przewód roboczy
Zrównać wtyk typu DINSE na przewodzie roboczym z gniazdem, wcisnąć iobrócić zgodnie z kierunkiem ruchu wskazówek zegara (wprawo) do oporu.
4.02 Przygotowania do pracy
Przy rozpoczęciu każdej procedury cięcia:
OSTRZEŻENIE
Przed rozpoczęciem montażu lub demontażu źródła
zasilania, części palnika lub zespołu palnika i przewodów odłączyć główne zasilanie u źródła.
Wybór części palnika
Upewnić się, że palnik został prawidłowo złożony i zawiera odpowiednie części. Części palnika muszą odpowiadać
typowi realizowanej operacji oraz natężeniu wyjściowemu źródła zasilania (maksymalnie 60 A). Informacje na temat
wyboru części palnika znajdują się wrozdziale 4T.07 i kolejnych.
Podłączenie palnika
Upewnić się, że palnik jest prawidłowo podłączony. Do tego zasilacza należy podłączać wyłącznie modele Thermal
Dynamics SL60, SL60QD™ / z palnikiem ręcznym lub SL100 / z palnikiem maszynowym. Patrz rozdział 3T niniejszej instrukcji.
Sprawdzenie źródła głównego zasilania
1. Sprawdzić źródło zasilania pod kątem prawidłowego napięcia wejściowego. Należy upewnić się, że źródło zasilania
spełnia wymogi mocy dla jednostki zgodnie ze specykacjami w rozdziale 2: „Specykacje”.
2. Podłączyć przewód zasilający (lub zamknąć główny przełącznik wyłączający) do zasilania systemu.
Źródło powietrza
Upewnić się, że źródło spełnia wymagania (patrz rozdział 2). Sprawdzić połączenia i włączyć zasilanie powietrzem.
OBSŁUGA 0-5489PL
4-4
Page 35

CUTMASTER 60i
Art # A-04509
Podłączanie przewodu roboczego
Przymocować przewód roboczy do ciętego elementu lub stołu do cięcia. Obszar musi być wolny od oleju, farby i rdzy.
Podłączyć wyłącznie do głównej części ciętego elementu; nie podłączać do części, która ma zostać odcięta.
WŁĄCZANIE zasilania
Ustawić wyłącznik zasilacza wpołożeniu „ON” (prawym). Kontrolka AC zostanie włączona. Płytka sterowania
wykona szereg testów wcelu sprawdzenia, czy system jest gotowy do pracy. Podczas tych testów wyświetlacz cyfrowy
przedstawi najpierw (wersję), po której nastąpi numer wersji oprogramowania układowego zawierający
kropki dziesiętne. Przykładowy kod wersji kodu produkcyjnego, jaki może zostać wyświetlony, to 1.1.0.
Następnie wyświetlana jest „suma kontrolna”, zawierająca zarówno litery, jak icyfry unikalne dla danej wersji oprogramowania układowego. Są one używane przez pracowników serwisu wcelu sprawdzenia, czy oprogramowanie
układowe zostało uszkodzone.
Jeśli nie wykryte zostaną problemy, zostanie wyświetlone ustawienie prądu wyjściowego zliterą „A” z prawej strony.
Wrazie stwierdzenia problemu wyświetli się kod błędu wformacie Exxx, alitera „A” nie będzie widoczna. Objaśnienia
kodów błędów znajdują się wrozdziale 5.04.
Wskaźnik gazu włącza się, jeśli ciśnienie gazu jest wystarczające do działania zasilania, anastępnie urucha-
miane są wentylatory chłodzące. (90–125 psi / 6,2–8,6 bara)
UWAGA!
Minimalne ciśnienie dla działania zasilania jest niższe
niż wymagane minimum dla działania palnika.
Wentylator chłodzący uruchamia się w momencie włączenia urządzenia. Po krótkim okresie czasu wentylator
przełącza się na niższą prędkość. Prędkość wentylatora zostanie zmieniona na wysoką w chwili aktywacji przełącznika palnika (sygnał startu) lub jeśli urządzenie zostanie WYŁĄCZONE a następnie ponownie włączone. W
przypadku wystąpienia zbyt wysokich temperatur wentylatory będą pracować podczas występowania takich
warunków oraz przez okres pięciu (5) minut po ich ustaniu.
0-5489PL OBSŁUGA
4-5
Page 36

CUTMASTER 60i
Wybór trybu cięcia
1
2
Art # A-13251
1. Nacisnąć izwolnij górne pokrętło, nie obracając go, aby wejść do menu wyboru trybu. Ustawić system wjednym
zczterech trybów cięcia dostępnych po wciśnięciu izwolnieniu pokrętła, aż do przejścia wżądany tryb.
PRACA
BLOKADA.
SZYBKI AUTO-RESTART
ŻŁOBIENIE
USTAWIENIE/PRZEDMUCH (wyłącznie przepływ gazu)
2. Po wybraniu trybu cięcia ustawić prąd wyjściowy, obracając pokrętło.
Ustawienie parametrów palnika
1. Nacisnąć izwolnić dolne pokrętło, nie obracając go, aby przejść do wyboru typu palnika idługości przewodów.
OBSŁUGA 0-5489PL
4-6
Page 37

CUTMASTER 60i
Ustawienie ciśnienia roboczego
UWAGA!
Przed ustawieniem ciśnienia gazu należy określić typ palnika, długość przewodów, typ cięcia inatężenie prądu, gdyż wpłyną one na wymagane wartości
ciśnienia. Wprzypadku zmiany któregokolwiek znich należy ponownie
sprawdzić, czy ciśnienie jest zoptymalizowane.
1. Ciśnienie gazu należy ustawić wtrybie cięcia, który ma być używany, nie wtrybie ustawienia/przedmuchu. Każdy
tryb może wymagać innego ciśnienia dla optymalnego cięcia. (90–125 psi / 6,2–8,6 bara)
2. Ustawić ciśnienie/przepływ gazu za pomocą dolnego pokrętła, 2. Zmiany zostaną przedstawione na blokadzie
ciśnienia gazu . Zielony prostokąt wśrodku wskazuje na idealne ustawienie. Każda kontrolka jest oddalona
owartość 0,344 bara (5lb) od sąsiedniej. Oznacza to, że każda wskazuje odchylenie o0,344, 0,898 lub 1,034 bara
(5, 10 lub 15 lb) od idealnej wartości. Gdy dwa segmenty świecą się równocześnie, odchylenie wynosi połowę wartości jednego segmentu, czyli 0,172 bara (2,5 lb). Na ustawienia ciśnienia będą miały wpływ pozostałe ustawienia
palnika, długości palnika oraz typu cięcia, stwarzając konieczność regulacji ustawienia ciśnienia.
Cięcie
Kiedy palnik zostaje odstawiony od ciętego przedmiotu podczas cięcia wtrybie pracy (RUN), występuje niewielkie
opóźnienie podczas ponownego uruchamiania łuku pilotującego. Jeśli system jest wtrybie szybkiego restartu automatycznego (RAPID AUTO RESTART), gdy palnik zostaje odsunięty od ciętego elementu, łuk pilotujący natychmiast
uruchamia się ponownie, a łuk tnący uruchamia się natychmiast, kiedy łuk pilotujący wejdzie w kontakt z ciętym elementem. (Szybkiego restartu automatycznego należy użyć podczas cięcia rozszerzonego metalu lub rusztów bądź
podczas żłobienia lub wykrawania, kiedy wymagane jest ponowne uruchomienie bez przerywania pracy.)
Jeśli system znajduje się w pozycji blokady (LATCH), główny łuk tnący będzie utrzymywany po zwolnieniu przełącznika palnika. Aby wyjść ztrybu blokady lub anulować go, należy wcisnąć iponownie zwolnić spust lub unieść palnika
zpowierzchni cięcia, aby wygasić łuk.
Typowe prędkości cięcia
Prędkość cięcia może się różnić w zależności od natężenia prądu wyjściowego palnika, rodzaju ciętego materiału iumiejętności operatora. Więcej szczegółów znajduje się w rozdziale „4 T.08 Zalecane prędkości cięcia przy nieosłoniętej końcówce”.
Ustawienie prądu wyjściowego lub prędkości cięcia można zmniejszyć, aby umożliwić wolniejsze cięcie wzdłuż linii lub
zastosowanie szablonu, nadal uzyskując cięcie o doskonałej jakości.
Wypływ końcowy
Zwolnić spust, żeby zatrzymać łuk tnący. Gaz nadal płynie przez ok. 20 sekund. Podczas końcowego wypływu gazu,
jeśli użytkownik przesuwa spust do tyłu i naciska na spust, łuk pilotujący uruchamia się. Główny łuk działa na cięty
element, jeśli końcówka palnika znajduje się w odpowiedniej odległości od ciętego elementu.
Wyłączanie systemu
Ustawić wyłącznik wpołożeniu „OFF” – zlewej strony, patrząc od tyłu urządzenia. Po krótkim opóźnieniu wszystkie
kontrolki zasilacza iwentylator zostaną WYŁĄCZONE. Odłączyć przewód zasilający lub odłączyć zasilanie. System nie
jest zasilany.
UWAGA!
Aby wydłużyć trwałość wewnętrznych elementów elektronicznych należy pozostawić działający zasilacz (bez cięcia), aż prędkość wentylatora chłodzącego
zmaleje do wolnych obrotów. Może to potrwać kilka minut.
0-5489PL OBSŁUGA
4-7
Page 38

CUTMASTER 60i
Tę stronę celowo pozostawiono pustą
OBSŁUGA 0-5489PL
4-8
Page 39

CUTMASTER 60i
ROZDZIAŁ 4 PALNIK: OBSŁUGA
4T.01 Wybór części palnika
Rodzaj wykonywanej operacji określa części, które zostaną
użyte.
Rodzaj operacji:
Cięcie stykowe, cięcie bezstykowe lub żłobienie
Części palnika:
Miseczka osłaniająca, końcówka tnąca, elektroda i
wkład startowy
UWAGA!
Dodatkowe informacje na temat części palnika
znajdują się wrozdziale 4T.07 i kolejnych.
Części palnika dla różnych operacji należy zmieniać
wnastępujący sposób:
OSTRZEŻENIE
Przed rozpoczęciem montażu lub demontażu części
palnika lub zespołu palnika i przewodów odłączyć
główne zasilanie u źródła.
UWAGA!
Miseczka osłaniająca utrzymuje końcówkę i wkład
startowy we właściwej pozycji. Ustawić palnik z
miseczką osłaniającą palnika skierowaną ku górze,
aby zapobiec wypadnięciu tych elementów po
zdjęciu miseczki.
1. Odkręcić i zdjąć zespół miseczki osłaniającej z głowicy palnika.
2. Wyjąć elektrodę, wyciągając ją prosto z głowicy
palnika.
Duży pierścień uszczelniający
Głowica palnika
Elektroda
Wkład startowy
Końcówka
Kielich osłony
A-13351
Zaślepka osłony kontaktowej
3. Zainstalować nową elektrodę, wsuwając ją prosto
do głowicy palnika, aż zaskoczy na swoje miejsce.
4. W głowicy palnika zainstalować wkład startowy i
końcówkę wymaganą do działania.
5. Ręcznie dokręcić zespół miseczki osłaniającej, dopóki nie znajdzie się na głowicy palnika. Jeśli podczas
montażu miseczki wyczuwalny jest opór, przystąpieniem do wykonywania dalszych czynności należy
sprawdzić gwinty.
Mały pierścień uszczelniający
Części palnika
4T.02 Jakość cięcia
UWAGA!
Jakość cięcia w dużej mierze zależy od ustawień
iparametrów takich jak odległość palnika, zrównanie
z ciętym elementem, prędkość cięcia, ciśnienie gazu i
umiejętności operatora.
Wymogi dotyczące jakości różnią się w zależności od
zastosowania. Na przykład gromadzenie się azotku i kąt
ukosowania mogą być głównymi czynnikami, które należy
uwzględnić, jeśli cięta powierzchnia ma być następnie
spawana. Cięcie bez narastania kożucha jest istotne, kiedy
wymaga się uzyskania jakości końcowego cięcia pozwalającej na pominięcie czyszczenia. Na poniższym rysunku
przedstawiono następujące charakterystyki jakości cięcia:
0-5489PL OBSŁUGA
4T-1
Page 40

CUTMASTER 60i
Szerokość grubość piły tarczowej
Powierzchnia cięcia
Kąta stożkowego
Zaokrąglanie
narożników na
górnej krawędzi
Powierzchnia cięcia
Przeciągnij przewody
Kożuchy
Tworzenie
Góry Odpryskami
Stopionego Metalu
Art# A-00007PL
4T.03 Ogólne informacje dotyczące cięcia
OSTRZEŻENIE
Przed rozpoczęciem demontażu źródła zasilania,
palnika lub przewodów palnika odłączyć główne
zasilanie u źródła.
Charakterystyki jakości cięcia
Powierzchnia cięcia
Wymagane lub określone warunki czoła cięcia (gładkie
lub szorstkie).
Gromadzenie się azotku
Na ciętej powierzchni może odkładać się osad azotku,
jeśli strumień gazu plazmowego zawiera azot. Te nagromadzone osady mogą powodować trudności, jeśli cięty
materiał ma następnie być spawany.
Kąt ukosowania
Kąt pomiędzy powierzchnią a ciętą krawędzią i płaszczyzną prostopadłą do powierzchni płyty. Idealnie
prostopadłe cięcie pozwoli na uzyskanie zerowego
kąta ukosowania.
Góra – zaokrąglenie krawędzi
Zaokrąglanie narożników na górnej krawędzi cięcia ze
względu na zużywanie się od pierwszego kontaktu z
łuku plazmowego do obróbki.
!
opisane na początku tej instrukcji. Operator powinien nosić odpowiednie rękawice ochronne, odzież
oraz ochronę oczu i uszu. Należy zwrócić uwagę,
aby żadna część ciała operatora nie miała kontaktu z
ciętym elementem, kiedy palnik jest aktywny.
PRZESTROGA
Iskry powstające podczas procesu cięcia mogą uszko-
Należy często sprawdzać „Środki bezpieczeństwa”
!
dzić powierzchnie powlekane, malowane lub inne,
takie jak szkło, plastik lub metal.
UWAGA!
Ostrożnie obchodzić się z przewodami palnika
i chronić je przed uszkodzeniem.
Pilotowanie
Pilotowanie jest trudniejsze niż samo cięcie, ponieważ
łuk jest skierowany w kierunku od elektrody do końcówki, anie do ciętego elementu. Jeśli to możliwe należy
unikać zbyt długiego czasu pracy łuku pilotującego, aby
przedłużyć trwałość sprzętu.
Odległość palnika od ciętego elementu
Gromadzenie się kożucha żużlowego na dole
Stopiony materiał, który nie zostanie wydmuchany z
ciętego obszaru i ponownie zastygnie na płycie. Nadmierne tworzenie się kożucha żużlowego może wymagać dodatkowego czyszczenia po cięciu.
Szerokość szczeliny po cięciu
Szerokość cięcia (lub szerokość materiału usuwanego
podczas cięcia).
Górny rozprysk (kożuch żużlowy)
Górny rozprysk lub kożuch żużlowy jest spowodowany
niską prędkością posuwu, nadmierną wysokością cięcia
lub końcówką tnącą, której otwór uległ wydłużeniu.
OBSŁUGA 0-5489PL
4T-2
Niewłaściwa odległość (między końcówką a ciętym
elementem) może mieć niekorzystny wpływ na okres
eksploatacji końcówki a także na okres eksploatacji
miseczki osłaniającej. Odległość ta może mieć istotny
wpływ na kąt ukosowania. Jej zmniejszenie na ogół
umożliwi uzyskanie równiejszego cięcia.
Rozpoczęcie krawędzi
W przypadku rozpoczynania cięcia od krawędzi, należy ustawić palnik prostopadle do ciętego elementu
z przednią częścią końcówki blisko krawędzi ciętego
elementu (jednak bez dotykania go) w punkcie, w którym planowane jest rozpoczęcie cięcia. Rozpoczynając
od krawędzi płyty, nie należy zatrzymywać się przy krawędzi i starać się „dosięgnąć" krawędzi metalu łukiem.
Uzyskać łuk cięcia możliwie jak najszybciej.
Kierunek cięcia
Opuszczający palnik strumień gazu plazmowego wiruje
w celu utrzymania gładkiej kolumny gazu. W wyniku
Page 41

efektu wirowania jedna strona cięcia jest równiejsza
Right Side
Cut Angle
Left Side
Cut Angle
A-00512
Kielich osłony
Palnik
Odległość od
elementu ciętego
1/8" - 3/8" (3 - 9mm)
niż druga. Patrząc zgodnie z kierunkiem posuwu, prawa
strona cięcia jest równiejsza niż lewa.
CUTMASTER 60i
UWAGA!
Końcówka nie powinna mieć kontaktu z ciętym
elementem, zawyjątkiem operacji cięcia stykowego.
2. W zależności od operacji cięcia wykonać jedną
znastępujących czynności:
a. W przypadku rozpoczynania cięcia od krawędzi,
należy ustawić palnik prostopadle do ciętego
elementu z przednią częścią końcówki na krawędzi ciętego elementu w punkcie, w którym
planowane jest rozpoczęcie cięcia.
Cechy krawędzi cięcia
Aby uzyskać równą krawędź wzdłuż wewnętrznej
średnicy okręgu, palnik należy przesuwać w kierunku
przeciwnym do ruchu wskazówek zegara. Aby utrzymać
równą krawędź wzdłuż średnicy zewnętrznej, palnik
należy przesuwać zgodnie z ruchem wskazówek zegara.
Kożuch żużlowy
Kiedy na stali węglowej występuje kożuch żużlowy, nazywa
się go na ogół „kożuchem żużlowym przy wysokiej/niskiej
prędkości lub kożuchem żużlowym górnym”. Kożuch żużlowy na górze płyty jest na ogół spowodowany zbyt dużą
odległością palnika od płyty. „Kożuch żużlowy górny" na
ogół łatwo usunąć i często można go zetrzeć rękawicą spawalniczą. „Kożuch żużlowy przy niskiej prędkości cięcia" na
ogół tworzy się na dolnej krawędzi płyty. Może przyjmować
postać od niewielkich do dużych zgrubień, jednak nie przywiera ściśle do ciętej krawędzi i można go łatwo zeskrobać.
„Kożuch żużlowy przy wysokiej prędkości cięcia" na ogół
tworzy wąskie zgrubienie wzdłuż dolnej części ciętej krawędzi i bardzo trudno go usunąć. Podczas cięcia trudnej
stali, czasami pomocne jest obniżenie prędkości cięcia w
celu uzyskania „kożucha żużlowego przy niskiej prędkości
cięcia". Czyścić przez skrobanie, nie przez szlifowanie.
4T.04 Obsługa palnika ręcznego
Cięcie bezstykowe palnikiem ręcznym
UWAGA!
W celu zapewnienia najlepszej wydajności i optymalnego okresu eksploatacji należy zawsze stosować
części odpowiednio dobrane do rodzaju operacji.
1. Palnik można wygodnie trzymać w jednej ręce lub ustabilizować obiema rękami. Ustawić dłoń w pozycji umożliwiającej naciśnięcie spustu na rękojeści palnika. W
przypadku palnika ręcznego rękojeść można umieścić
blisko głowicy palnika w celu zapewnienia maksymalnej kontroli lub blisko części tylnej w celu zapewnienia
maksymalnej ochrony przed ciepłem. Wybrać technikę
uchwytu, która jest najbardziej komfortowa izapewnia
dobrą kontrolę oraz swobodę ruchu.
b. W przypadku cięcia bezstykowego palnik należy
ustawić w odległości 3–9 mm (1/8–3/8 cala) od
ciętego elementu, jak pokazano na poniższym
rysunku.
Odległość od elementu ciętego
3. Trzymać palnik z dala od ciała.
4. Przesunąć spust w kierunku tylnej części rękojeści,
jednocześnie go naciskając. Łuk pilotujący uruchomi się.
Spust
Zwolnienie spustu
Art # A-13150
5. Zbliżyć palnik do ciętego elementu w zasięgu
transferu. W momencie podjęcia działania przez łuk
główny, łuk pilotujący WYŁĄCZA się.
0-5489PL OBSŁUGA
4T-3
Page 42

CUTMASTER 60i
Art # A-03383PL
Spust
Art # A-04034PL
UWAGA!
Wstępny przepływ i końcowy wypływ gazu są cechą
zasilania a nie funkcją palnika.
Zwolnienie spustu
Kielich osłony
Prowadnica bezstykowa
Końcówka palnika
1
2
obrabianego przedmiotu
Miseczka osłaniająca z liniałem
Wcelu ręcznego wykonania prostych cięć można użyć miseczki osłaniającej
do cięcia stykowego znieprzewodzącym liniałem.
OSTRZEŻENIE
3
4
Liniał nie może przewodzić prądu.
6. Ciąć jak zwykle. Aby przerwać cięcie, wystarczy
zwolnić spust.
7. Postępować zgodnie z zalecanymi praktykami cięcia
opisanymi w instrukcji operatora zasilania.
UWAGA!
Jeśli miseczka osłaniająca jest prawidłowo zainstalowana, pomiędzy miseczką osłaniającą a rękojeścią
palnika tworzy się niewielka szczelina. Przez tę
szczelinę podczas normalnej pracy przedostaje się
gaz. Nie wolno podejmować prób zlikwidowania
szczeliny za pomocą miseczki osłaniającej. Przyciskanie miseczki osłaniającej do głowicy palnika lub
rękojeści palnika może uszkodzić elementy.
8. W celu utrzymania stałej odległości od ciętego elementu należy zainstalować prowadnicę, nasuwając
ją na miseczkę osłaniającą palnika. Zainstalować
prowadnicę z nóżkami po bokach korpusu miseczki
osłaniającej, aby utrzymać dobrą widoczność łuku
tnącego. Podczas pracy oprzeć nóżki prowadnicy
do cięcia bezstykowego o cięty element.
Nieprzewodząca
prosta prowadnica
cięcia
A-03539PL
Stosowanie miseczki osłaniającej do cięcia stykowego zliniałem
Miseczka osłaniająca działa najlepiej podczas cięcia materiału stałego 4,7 mm (3/16 cala) o względnie gładkiej
powierzchni.
Cięcie stykowe palnikiem ręcznym
Cięcie stykowe najlepiej sprawdza się na metalu o grubości 6 mm (1/4 cala) lub mniejszej.
UWAGA!
W celu zapewnienia najlepszej wydajności i optymalnego okresu eksploatacji należy zawsze stosować
części odpowiednio dobrane do rodzaju operacji.
1. Zainstalować końcówkę do cięcia stykowego i ustawić prąd wyjściowy.
2. Palnik można wygodnie trzymać w jednej ręce lub
ustabilizować obiema rękami. Ustawić dłoń w pozycji umożliwiającej naciśnięcie spustu na rękojeści
palnika. W przypadku palnika ręcznego rękojeść
można umieścić blisko głowicy palnika w celu za-
OBSŁUGA 0-5489PL
4T-4
Page 43

CUTMASTER 60i
Art # A-03383PL
Spust
pewnienia maksymalnej kontroli lub blisko części
tylnej w celu zapewnienia maksymalnej ochrony
przed ciepłem. Wybrać technikę uchwytu, która jest
najbardziej komfortowa izapewnia dobrą kontrolę
oraz swobodę ruchu.
4. Podczas cięcia palnik powinien mieć kontakt z ciętym elementem podczas cyklu cięcia.
5. Trzymać palnik z dala od ciała.
6. Przesunąć spust w kierunku tylnej części rękojeści,
jednocześnie go naciskając. Łuk pilotujący uruchomi się.
Spust
Zwolnienie spustu
Art # A-13150
7. Zbliżyć palnik do ciętego elementu w zasięgu
transferu. W momencie podjęcia działania przez łuk
główny, łuk pilotujący WYŁĄCZA się.
UWAGA!
Jeśli miseczka osłaniająca jest prawidłowo zainstalowana, pomiędzy miseczką osłaniającą a rękojeścią
palnika tworzy się niewielka szczelina. Przez tę
szczelinę podczas normalnej pracy przedostaje się
gaz. Nie wolno podejmować prób zlikwidowania
szczeliny za pomocą miseczki osłaniającej. Przyciskanie miseczki osłaniającej do głowicy palnika lub
rękojeści palnika może uszkodzić elementy.
Wycinanie za pomocą palnika ręcznego
1. Palnik można wygodnie trzymać w jednej ręce lub
ustabilizować obiema rękami. Ustawić dłoń w pozycji
umożliwiającej naciśnięcie spustu na rękojeści palnika. W przypadku palnika ręcznego rękojeść można
umieścić blisko głowicy palnika w celu zapewnienia
maksymalnej kontroli lub blisko części tylnej w celu
zapewnienia maksymalnej ochrony przed ciepłem.
Wybrać technikę, która jest najbardziej komfortowa
i zapewnia dobrą kontrolę oraz swobodę ruchu.
UWAGA!
Końcówka nie powinna mieć kontaktu z ciętym
elementem, zawyjątkiem operacji cięcia stykowego.
UWAGA!
Wstępny przepływ i końcowy wypływ gazu są cechą
zasilania a nie funkcją palnika.
1
2
Zwolnienie spustu
3
4
8. Ciąć jak zwykle. Aby przerwać cięcie, wystarczy
zwolnić spust.
9. Postępować zgodnie z zalecanymi praktykami cięcia
opisanymi w instrukcji operatora zasilania.
2. Ustawić palnik delikatnie pod kątem, aby skierować
wydmuchiwane cząstki w kierunku od końcówki palnika (ioperatora), anie bezpośrednio z powrotem
do palnika do czasu ukończenia obróbki.
3. Nacinanie należy rozpocząć we fragmencie niepotrzebnego metalu poza linią cięcia, a następnie
kontynuować cięcie wzdłuż linii. Trzymać palnik
prostopadle do ciętego elementu po zakończeniu
obróbki.
4. Trzymać palnik z dala od ciała.
5. Przesunąć spust w kierunku tylnej części rękojeści,
jednocześnie go naciskając. Łuk pilotujący uruchomi się.
Spust
Zwolnienie spustu
Art # A-13150
6. Zbliżyć palnik do ciętego elementu w zasięgu
transferu. W momencie podjęcia działania przez łuk
główny, łuk pilotujący WYŁĄCZA się.
0-5489PL OBSŁUGA
4T-5
Page 44

CUTMASTER 60i
!
!
35°
Obrabianego przedmiotu
Głowica palnika
Wysokość bezstykowa
A-00941PL_AB
UWAGA!
Wstępny przepływ i końcowy wypływ gazu są cechą
zasilania a nie funkcją palnika.
Jeśli miseczka osłaniająca jest prawidłowo zainstalowana, pomiędzy miseczką osłaniającą a rękojeścią
palnika tworzy się niewielka szczelina. Przez tę
szczelinę podczas normalnej pracy przedostaje się
gaz. Nie wolno podejmować prób zlikwidowania
szczeliny za pomocą miseczki osłaniającej. Przyciskanie miseczki osłaniającej do głowicy palnika lub
rękojeści palnika może uszkodzić elementy.
7. Możliwie jak najszybciej oczyścić miseczkę osłaniającą ikońcówkę z odprysków i zgorzeliny. Spryskanie
miseczki osłaniającej preparatem przeciwodpryskowym zminimalizuje przywieranie osadów.
Prędkość cięcia zależy od materiału, grubości i umiejętności
operatora w zakresie dokładnego odwzorowania linii cięcia.
Następujące czynniki mogą mieć wpływ na wydajność systemu:
• Zużycie części palnika
• Jakość powietrza
• Wahania napięcia sieciowego
• Wysokość odległości palnika od ciętego elementu
• Prawidłowe podłączenie przewodu roboczego
4T.05 Żłobienie
OSTRZEŻENIE
Operator powinien nosić odpowiednie rękawice
ochronne, odzież oraz sprzęt ochrony oczu i uszu, a
także przestrzegać wszelkich środków ostrożności wymienionych na początku niniejszej instrukcji. Należy
uważać, aby żadna część ciała operatora nie zetknęła
się z ciętym elementem, kiedy palnik jest aktywny.
Przed rozpoczęciem demontażu palnika, przewodów
lub źródła zasilania odłączyć główne zasilanie u źródła.
PRZESTROGA
Dotykanie powierzchni roboczej końcówką palnika
!
lub miseczką osłaniającą spowoduje nadmierne
zużywanie się części.
Prędkość posuwu palnika
UWAGA!
Dodatkowe informacje dotyczące stosowanego
zasilacza znajdują się na stronach załącznika.
Optymalna prędkość posuwu palnika zależy od ustawień prądu, kąta pracy oraz trybu działania (palnik
ręczny lub maszynowy).
Ustawienie prądu
Ustawienia prądu zależą od prędkości posuwu palnika,
trybu działania (palnik ręczny lub maszynowy) oraz ilości
usuwanego materiału.
Kąt pracy
Kąt pomiędzy palnikiem a ciętym elementem zależy
od ustawienia prądu wyjściowego i prędkości posuwu
palnika. Zalecany kąt pracy to 35°. Przy kącie powyżej 45°
stopiony metal nie zostanie wydmuchany ze żłobienia i
może zostać wdmuchnięty zpowrotem do palnika. Jeśli
kąt pracy jest zbyt mały (poniżej 35°), można usunąć
mniej materiału, co wymaga większej liczby przejść.
W niektórych zastosowaniach, takich jak usuwanie spawów lub praca z lekkim metalem, może to być pożądane.
PRZESTROGA
Iskry powstające podczas żłobienia plazmą mogą
uszkodzić powierzchnie powlekane, malowane lub
inne, takie jak szkło, plastik lub metal.
Sprawdzić części palnika. Części palnika muszą odpo-
Kąt żłobienia i odległość od ciętego elementu
wiadać typowi realizowanej operacji. Patrz rozdział
4T.07 „Wybór części palnika".
Parametry żłobienia
Wydajność żłobienia zależy od parametrów takich
jak prędkość posuwu palnika, poziom prądu, kąt pracy
(kąt pomiędzy palnikiem a ciętym elementem) i odległość pomiędzy końcówką a ciętym elementem.
OBSŁUGA 0-5489PL
4T-6
Odległość od elementu ciętego
Odległość pomiędzy końcówką a ciętym elementem
ma wpływ na jakość i głębokość żłobienia. Odległość od
elementu ciętego 3–6 mm (1/8–1/4 cala) umożliwia bezproblemowe, równomierne usuwanie metalu. Mniejsze
odległości podczas spawania bezstykowego mogą
spowodować odcięcie elementu zamiast żłobienia.
Page 45

Odległości powyżej 6 mm (1/4 cala) mogą powodować
Odległość od
elementu ciętego
Łuk prosty
Łuk nadążny
Łuk
Kierunek ruchu palnika
A-02586PL
minimalne usuwanie metalu lub utratę głównego łuku.
Gromadzenie się żużlu
Żużel powstały w wyniku żłobienia w materiałach
takich jak karbon i stal nierdzewna, nikle oraz stopy
stali w większości przypadków daje się łatwo usunąć.
Żużel nie zakłóca procesu żłobienia, jeśli gromadzi się
zboku ścieżki żłobienia. Jednak nagromadzenie się
żużlu może powodować niespójności i nieregularne
usuwanie metalu, jeśli duża ilość materiału zgromadzi
się przed łukiem. Gromadzenie się osadów przeważnie
wynika znieprawidłowej prędkości posuwu, kąta pracy
lub odległości cięcia.
4T.06 Obsługa palnika maszynowego
Cięcie palnikiem maszynowym
Palnik maszynowy można aktywować za pomocą kasety
wiszącej lub zdalnego interfejsu takiego jak CNC.
CUTMASTER 60i
1. Aby rozpocząć cięcie przy krawędzi płyty, umieścić
Prędkość posuwu
Odpowiednia prędkość posuwu jest wskazana przez
ślad łuku widoczny pod płytą. Wyróżnia się następujące
rodzaje łuku:
1. Łuk prosty
2. Łuk wiodący
3. Łuk nadążny
0-5489PL OBSŁUGA
środkową część palnika wzdłuż krawędzi płyty.
Prosty łuk jest ustawiony prostopadle do powierzchni ciętego elementu. Na ogół zaleca się stosowanie
takiego łuku do cięcia stali nierdzewnej lub aluminium za pomocą plazmy powietrznej.
Łuk wiodący jest skierowany w kierunku posuwu
palnika. Do cięcia plazmowego powietrzem dla stali
miękkiej stosuje się na ogół łuk 5-stopniowy.
Łuk nadążny jest skierowany w kierunku przeciwnym
do posuwu palnika.
Obsługa palnika maszynowego
W celu uzyskania optymalnej gładkości powierzchni
prędkość posuwu należy wyregulować tak, aby cięcie
było wykonywane przez tyko jedną krawędź kolumny
łuku. Jeśli prędkość posuwu jest zbyt niska, powstanie
nierówne cięcie, gdyż łuk będzie poruszać się na boki
w poszukiwaniu metalu do transferu.
Prędkość posuwu ma również wpływ na kąt ukosowania cięcia. Podczas wycinania okręgu lub cięcia wokół
narożnika zwolnienie prędkości przesuwu pozwoli
uzyskać równiejsze cięcie. Należy również zredukować
poziom wyjścia źródła zasilania. Informacje na temat
wymaganych korekt dotyczących zwalniania podczas
obróbki narożników znajdują się winstrukcji obsługi
modułu sterowania.
Wycinanie za pomocą palnika maszynowego
Aby wyciąć otwór za pomocą palnika maszynowego,
łuk należy uruchomić z palnikiem znajdującym się
możliwie jak najwyżej ponad płytą, umożliwiając łukowi
przecięcie materiału. Odległość pomiędzy końcówką a
ciętym elementem zapobiega wdmuchiwaniu ciętego
materiału z powrotem do przedniej części palnika.
Podczas obsługi za pomocą wycinarki należy uwzględnić czas obróbki i czas przerwy. Posuw palnika nie
powinien zostać włączony, dopóki łuk nie przedostanie
się do dolnej części płyty. Po rozpoczęciu pracy należy
zmniejszyć odległość do odległości zalecanej 3–6 mm
(1/8–1/4 cala) w celu uzyskania optymalnej prędkości
i jakości cięcia. Możliwie jak najszybciej oczyścić miseczkę osłaniającą ikońcówkę z odprysków i zgorzeliny. Spryskanie lub zanurzenie miseczki osłaniającej
wpreparacie przeciwodpryskowym zminimalizuje
przywieranie osadów.
4T-7
Page 46

CUTMASTER 60i
Art # A-13147_AC
4T.07 Wybór części do cięcia palnikiem ręcznym lub maszynowym
Wymień materiały zużywalne.
Remplacer les consommables.
8-3487 8-3486
23x6005
Głowica palnika
9-8215 Std Life
9-8214 Ext Life
9-8213
9-8252
(60A)
9-8210
(60A)
9-8226 B
(60A)
9-8218
9-8237
9-8218
9-8237
9-8235
9-8243
9-8281
9-8241
OBSŁUGA 0-5489PL
4T-8
Page 47

CUTMASTER 60i
4T.08 Zalecane prędkości cięcia przy nieosłoniętej końcówce
CutMaster® 60i znieosłoniętą końcówką Rodzaj materiału: Stal miękka
Typ gazu plazmowego: Powietrza Typ gazu pomocniczego: Palnik jednogazowy
Grubość Końcówka Wyjście Natężenie
prądu
Cale mm (Nr kat.) Woltów
(VDC)
0,036 0,9 9-8208 104 40 340 8,64 0,19 4,8
0,06 1,5 9-8208 108 40 250 6,35 0,19 4,8 55 170 0,10 0,2 5,1
0,075 1,9 9-8208 108 40 190 4,83 0,19 4,8 55 170 0,30 0,2 5,1
0,135 3,4 9-8208 110 40 105 2,67 0,19 4,8 55 170 0,40 0,2 5,1
0,188 4,8 9-8208 113 40 60 1,52 0,19 4,8 55 170 0,60 0,2 5,1
0,25 6,4 9-8208 111 40 40 1,02 0,19 4,8 55 170 1,00 0,2 5,1
0,375 9,5 9-8208 124 40 21 0,53 0,19 4,8 55 170 NR NR NR
0,500 12,7 9-8208 123 40 11 0,28 0,19 4,8 55 170 NR NR NR
0,625 15,9 9-8208 137 40 7 0,18 0,19 4,8 55 170 NR NR NR
(A) Cale Metry Cale mm psi bary(ów) Plazma Łącznie** Opóźnie-
CutMaster® 60i znieosłoniętą końcówką Rodzaj materiału: Stal nierdzewna
Typ gazu plazmowego: Powietrza Typ gazu pomocniczego: Palnik jednogazowy
Grubość Końcówka Wyjście Natężenie
prądu
Cale mm (Nr kat.) Woltów
(VDC)
0,036 0,9 9-8208 103 40 355 9,02 0,125 3,2
0,05 1,3 9-8208 98 40 310 7,87 0,125 3,2 55 170 0,00 0,2 5,1
0,06 1,5 9-8208 98 40 240 6,10 0,125 3,2 55 170 0,10 0,2 5,1
0,078 2,0 9-8208 100 40 125 3,18 0,125 3,2 55 170 0,30 0,2 5,1
0,135 3,4 9-8208 120 40 30 0,76 0,187 4,8 55 170 0,40 0,2 5,1
0,188 4,8 9-8208 124 40 20 0,51 0,187 4,8 55 170 0,60 0,2 5,1
0,25 6,4 9-8208 122 40 15 0,38 0,187 4,8 55 170 1,00 0,2 5,1
0,375 9,5 9-8208 126 40 10 0,25 0,187 4,8 55 170 NR NR NR
(A) Cale Metry Cale mm psi bary(ów) Plazma Łącznie** Opóźnienie
Prędkość (na
minutę)
Prędkość (na
minutę)
Odległość od
elementu
Odległość od
elementu
Ciśnienie gazu
plazmowego*
Ustawiane w
środkowym
zakresie
pokrętła
regulacji
ciśnienia. Wybór
spowoduje
podświetlenie
na zielono.
Ciśnienie gazu
plazmowego*
Ustawiane w
środkowym
zakresie
pokrętła
regulacji
ciśnienia.
Wybór
spowoduje
podświetlenie
na zielono.
Przepływ (SCFH) Wycinanie Wysokość
wycinania
Cale mm
nie (s)
55 170 0,00 0,2 5,1
Przepływ (SCFH) Wycinanie Wysokość
wycinania
Cale mm
(s)
55 170 0,00 0,2 5,1
0-5489PL OBSŁUGA
4T-9
Page 48

CUTMASTER 60i
CutMaster® 60i znieosłoniętą końcówką Rodzaj materiału: Aluminium
Typ gazu plazmowego: Powietrza Typ gazu pomocniczego: Palnik jednogazowy
Grubość Końcówka Wyjście Natężenie
prądu
Cale mm (Nr kat.) Woltów
(VDC)
0,032 0,8 9-8208 110 40 440 11,18 0,187 4,8
0,051 1,3 9-8208 109 40 350 8,89 0,187 4,8 55 170 0,10 0,2 5,1
0,064 1,6 9-8208 112 40 250 6,35 0,187 4,8 55 170 0,10 0,2 5,1
0,079 2,0 9-8208 112 40 200 5,08 0,19 4,8 55 170 0,30 0,2 5,1
0,125 3,2 9-8208 118 40 100 2,54 0,19 4,8 55 170 0,40 0,2 5,1
0,188 4,8 9-8208 120 40 98 2,49 0,187 4,8 55 170 0,60 0,2 5,1
0,250 6,4 9-8208 123 40 50 1,27 0,187 4,8 55 170 1,00 0,2 5,1
0,375 9,5 9-8208 134 40 16 0,41 0,187 4,8 55 170 NR NR NR
CutMaster® 60i znieosłoniętą końcówką Rodzaj materiału: Stal miękka
Typ gazu plazmowego: Powietrza Typ gazu pomocniczego: Palnik jednogazowy
Grubość Końcówka Wyjście Natężenie
Cale mm (Nr kat.) Woltów
(VDC)
0,060 1,5 9-8210 110 60 290 7,37 0,19 4,8
0,075 1,9 9-8210 120 60 285 7,24 0,19 4,8 90 245 0,10 0,19 4,8
0,120 3,0 9-8210 120 60 180 4,57 0,19 4,8 90 245 0,10 0,19 4,8
0,135 3,4 9-8210 119 60 170 4,32 0,19 4,8 90 245 0,10 0,19 4,8
0,188 4,8 9-8210 121 60 100 2,54 0,19 4,8 90 245 0,20 0,19 4,8
0,250 6,4 9-8210 119 60 80 2,03 0,19 4,8 90 245 0,30 0,19 4,8
0,375 9,5 9-8210 124 60 50 1,27 0,19 4,8 90 245 0,50 0,19 4,8
0,500 12,7 9-8210 126 60 26 0,66 0,19 4,8 90 245 0,75 0,19 4,8
0,625 15,9 9-8210 127 60 19 0,48 0,19 4,8 90 245 Wycinanie z wychyleniem
0,750 19,1 9-8210 134 60 14 0,36 0,19 4,8 90 245 Wycinanie z wychyleniem
1,000 25,4 9-8210 140 60 6 0,15 0,19 4,8 90 245 Wycinanie z wychyleniem
1,250 31,8 9-8210 NR, tylko cięcie ręczne 90 245 NR
1,500 38,1 9-8210 NR, tylko cięcie ręczne 90 245 NR
Prędkość (na minutę) Odległość od
elementu
(A) Cale Metr y Cale mm psi bar y(ów) Plazma Łącznie** Opóźnienie
Prędkość (na
prądu
(A) Cale Metry Cale mm psi bary(ów) Plazma Łącznie** Opóźnienie
minutę)
Odległość od
elementu
Ciśnienie gazu
plazmowego*
Ustawiane w
środkowym
zakresie pokrętła
regulacji
ciśnienia. Wybór
spowoduje
podświetlenie
na zielono.
Ciśnienie gazu
plazmowego*
Ustawiane w
środkowym
zakresie pokrętła
regulacji
ciśnienia. Wybór
spowoduje
podświetlenie na
zielono.
Przepływ (SCFH) Wycinanie Wysokość
(s)
55 170 0,00 0,2 5,1
Przepływ (SCFH) Wycinanie Wysokość
(s)
90 245 0,00 0,19 4,8
wycinania
Cale mm
wycinania
Cale mm
Wycinanie z wychyleniem
Wycinanie z wychyleniem rozpoczyna się od umieszczenia głowicy palnika pod kątem do powierzchni roboczej.
Żużel/rozpryski są zdmuchiwane z obszaru roboczego wmiarę wycinania. Następnie głowica palnika jest obracana
do pionu, wycięcie pogłębia się ażdo przebicia obrabianego elementu.
Art # A-13353DA
OBSŁUGA 0-5489PL
4T-10
Page 49

CUTMASTER 60i
CutMaster® 60i znieosłoniętą końcówką Rodzaj materiału: Stal nierdzewna
Typ gazu plazmowego: Powietrza Typ gazu pomocniczego: Palnik jednogazowy
Grubość Końcówka Wyjście Natężenie
prądu
Cale mm (Nr kat.) Woltów
(VDC)
0,06 1,5 9-8210 119 60 350 8,91 0,19 4,8
0,075 1,9 9-8210 116 60 300 7,64 0,19 4,8 90 245 0,10 0,20 5,1
0,120 3,0 9-8210 123 60 150 3,82 0,19 4,8 90 245 0,10 0,20 5,1
0,135 3,4 9-8210 118 60 125 3,18 0,19 4,8 90 245 0,10 0,20 5,1
0,188 4,8 9-8210 122 60 90 2,29 0,19 4,8 90 245 0,20 0,20 5,1
0,250 6,4 9-8210 120 60 65 1,65 0,19 4,8 90 245 0,30 0,20 5,1
0,375 9,5 9-8210 130 60 30 0,76 0,19 4,8 90 245 0,50 0,20 5,1
0,500 12,7 9-8210 132 60 21 0,53 0,19 4,8 90 245 0,75 0,20 5,1
0,625 15,9 9-8210 130 60 15 0,38 0,19 4,8 90 245 Wycinanie z wychyleniem
0,750 19,1 9-8210 142 60 12 0,31 0,25 6,4 90 245 Wycinanie z wychyleniem
1,000 25,4 9-8210 NR, tylko cięcie ręczne 90 245 Wycinanie z wychyleniem
1,250 31,8 9-8210 NR, tylko cięcie ręczne 90 245 NR
(A) Cale Metr y Cale mm psi bary(ów) Plazma Łącznie** Opóźnienie
Prędkość (na
minutę)
Odległość od
elementu
Ciśnienie gazu
plazmowego*
Ustawiane w
środkowym
zakresie pokrętła
regulacji
ciśnienia. Wybór
spowoduje
podświetlenie na
zielono.
Przepływ (SCFH) Wycinanie Wysokość
wycinania
Cale mm
(s)
90 245 0,00 0,20 5,1
CutMaster® 60i znieosłoniętą końcówką Rodzaj materiału: Aluminium
Typ gazu plazmowego: Powietrza Typ gazu pomocniczego: Palnik jednogazowy
Grubość Końcówka Wyjście Natężenie
prądu
Cale mm (Nr kat.) Woltów
(VDC)
0,060 1,5 9-8210 110 60 440 11,18 0,25 6,4 Ustawiane w
0,075 1,9 9-8210 110 60 440 11,18 0,25 6,4 90 245 0,10 0,25 6,4
0,120 3,0 9-8210 116 60 250 6,35 0,25 6,4 90 245 0,10 0,25 6,4
0,188 3,4 9-8210 116 60 170 4,32 0,25 6,4 90 245 0,20 0,25 6,4
0,250 6,4 9-8210 132 60 85 2,16 0,25 6,4 90 245 0,30 0,25 6,4
0,375 9,5 9-8210 140 60 45 1,14 0,25 6,4 90 245 0,50 0,25 6,4
0,500 12,7 9-8210 143 60 30 0,76 0,25 6,4 90 245 0,80 0,25 6,4
0,625 15,9 9-8210 145 60 20 0,51 0,25 6,4 90 245 Wycinanie z wychyleniem
0,750 19,1 9-8210 145 60 18 0,46 0,25 6,4 90 245 Wycinanie z wychyleniem
1,000 25,4 9-8210 NR, tylko cięcie ręczne 90 245 Wycinanie z wychyleniem
1,250 31,8 9-8210 NR, tylko cięcie ręczne 90 245 NR
(A) Cale Metry Cale mm psi bary(ów) Plazma Łącznie** Opóźnienie
Prędkość (na
minutę)
Odległość od
elementu
Ciśnienie gazu
plazmowego*
środkowym
zakresie pokrętła
regulacji
ciśnienia. Wybór
spowoduje
podświetlenie na
zielono.
Przepływ (SCFH) Wycinanie Wysokość
wycinania
Cale mm
(s)
90 245 0,00 0,25 6,4
UWAGA!
* Jeśli za pomocą pokrętła regulacji ciśnienia gazu zostanie wybrana właściwa
długość palnika iprzewodu, apokrętło ciśnienia zostanie ustawione wśrodkowym
(zielonym) obszarze, ciśnienie zostanie zoptymalizowane dla wybranego natężenia
cięcia. Patrz rozdział 4 instrukcji obsługi, „Ustawianie ciśnienia roboczego”.
** Całkowity przepływ obejmuje przepływ gazu plazmowego ipomocniczego.
0-5489PL OBSŁUGA
4T-11
Page 50

CUTMASTER 60i
4T.09 Zalecane prędkości cięcia przy osłoniętej końcówce
CutMaster® 60i zosłoniętą końcówką Rodzaj materiału: Stal miękka
Typ gazu plazmowego: Powietrza Typ gazu pomocniczego: Palnik jednogazowy
Grubość Końcówka Wyjście Natężenie
prądu
Cale mm (Nr kat.) Woltów
(VDC)
0,036 0,9 9-8208 114 40 170 4,32 0,19 4,8
0,06 1,5 9-8208 120 40 90 2,29 0,19 4,8 55 170 0,10 0,2 5,1
0,075 1,9 9-8208 121 40 80 2,03 0,19 4,8 55 170 0,30 0,2 5,1
0,135 3,4 9-8208 122 40 75 1,91 0,19 4,8 55 170 0,40 0,2 5,1
0,188 4,8 9-8208 123 40 30 0,76 0,19 4,8 55 170 0,60 0,2 5,1
0,25 6,4 9-8208 125 40 25 0,64 0,19 4,8 55 170 1,00 0,2 5,1
0,375 9,5 9-8208 138 40 11 0,28 0,19 4,8 55 170 NR NR NR
0,500 12,7 9-8208 142 40 7 0,18 0,19 4,8 55 170 NR NR NR
0,625 15,9 9-8208 152 40 3 0,08 0,19 4,8 55 170 NR NR NR
(A) Cale Metr y Cale mm psi bary(ów) Plazma Łącznie** Opóźnienie
Prędkość (na
minutę)
Odległość od
elementu
Ciśnienie gazu
plazmowego*
Ustawiane w
środkowym
zakresie pokrętła
regulacji
ciśnienia. Wybór
spowoduje
podświetlenie
na zielono.
Przepływ (SCFH) Wycinanie Wysokość
wycinania
Cale mm
(s)
55 170 0,00 0,2 5,1
CutMaster® 60i zosłoniętą końcówką Rodzaj materiału: Stal nierdzewna
Typ gazu plazmowego: Powietrza Typ gazu pomocniczego: Palnik jednogazowy
Grubość Końcówka Wyjście Natężenie
prądu
Cale mm (Nr kat.) Woltów
(VDC)
0,036 0,9 9-8208 109 40 180 4,57 0,125 3,2
0,05 1,3 9-8208 105 40 165 4,19 0,125 3,2 55 170 0,00 0,2 5,1
0,06 1,5 9-8208 115 40 120 3,05 0,125 3,2 55 170 0,10 0,2 5,1
0,078 2,0 9-8208 120 40 65 1,65 0,187 4,8 55 170 0,30 0,2 5,1
0,135 3,4 9-8208 125 40 25 0,64 0,187 4,8 55 170 0,40 0,2 5,1
0,188 4,8 9-8208 132 40 20 0,51 0,187 4,8 55 170 0,60 0,2 5,1
0,25 6,4 9-8208 130 40 15 0,38 0,187 4,8 55 170 1,00 0,2 5,1
0,375 9,5 9-8208 130 40 10 0,25 0,187 4,8 55 170 NR NR NR
Prędkość (na minutę) Odległość od
elementu
(A) Cale Metry Cale mm psi bary(ów) Plazma Łącznie** Opóźnienie
Ciśnienie gazu
plazmowego*
Ustawiane w
środkowym
zakresie pokrętła
regulacji
ciśnienia. Wybór
spowoduje
podświetlenie
na zielono.
Przepływ (SCFH) Wycinanie Wysokość
(s)
55 170 0,00 0,2 5,1
wycinania
Cale mm
OBSŁUGA 0-5489PL
4T-12
Page 51

CUTMASTER 60i
CutMaster® 60i zosłoniętą końcówką Rodzaj materiału: Aluminium
Typ gazu plazmowego: Powietrza Typ gazu pomocniczego: Palnik jednogazowy
Grubość Końcówka Wyjście Natężenie
prądu
Cale mm (Nr kat.) Woltów
(VDC)
0,032 0,8 9-8208 116 40 220 5,59 0,187 4,8 Ustawiane w
0,051 1,3 9-8208 116 40 210 5,33 0,187 4,8 55 170 0,00 0,2 5,1
0,064 1,6 9-8208 118 40 180 4,57 0,187 4,8 55 170 0,10 0,2 5,1
0,079 2,0 9-8208 116 40 150 3,81 0,19 4,8 55 170 0,30 0,2 5,1
0,125 3,2 9-8208 130 40 75 1,91 0,19 4,8 55 170 0,40 0,2 5,1
0,188 4,8 9-8208 132 40 60 1,52 0,187 4,8 55 170 0,60 0,2 5,1
0,250 6,4 9-8208 134 40 28 0,71 0,187 4,8 55 170 1,00 0,2 5,1
0,375 9,5 9-8208 143 40 11 0,28 0,187 4,8 55 170 NR NR NR
(A) Cale Metry Cale mm psi bary(ów) Plazma Łącznie** Opóźnienie
CutMaster® 60i zosłoniętą końcówką Rodzaj materiału: Stal miękka
Typ gazu plazmowego: Powietrza Typ gazu pomocniczego: Palnik jednogazowy
Grubość Końcówka Wyjście Natężenie
prądu
Cale mm (Nr kat.) Woltów
(VDC)
0,060 1,5 9-8210 124 60 250 6,35 0,19 4,8
0,075 1,9 9-8210 126 60 237 6,02 0,19 4,8 90 245 0,10 0,2 5,1
0,120 3,0 9-8210 126 60 230 5,84 0,19 4,8 90 245 0,10 0,2 5,1
0,135 3,4 9-8210 128 60 142 3,61 0,19 4,8 90 245 0,10 0,2 5,1
0,188 4,8 9-8210 128 60 125 3,18 0,19 4,8 90 245 0,20 0,2 5,1
0,250 6,4 9-8210 123 60 80 2,03 0,19 4,8 90 245 0,30 0,2 5,1
0,375 9,5 9-8210 132 60 34 0,86 0,19 4,8 90 245 0,50 0,2 5,1
0,500 12,7 9-8210 137 60 23 0,58 0,19 4,8 90 245 0,75 0,2 5,1
0,625 15,9 9-8210 139 60 14 0,36 0,19 4,8 90 245 NR NR NR
0,750 19,1 9-8210 145 60 14 0,36 0,19 4,8 90 245 NR NR NR
1,000 25,4 9-8210 156 60 4 0,10 0,19 4,8 90 245 NR NR NR
Prędkość (na minutę) Odległość od
elementu
Prędkość (na
minutę)
(A) Cale Metr y Cale mm psi bary(ów) Plazma Łącznie** Opóźnie-
Odległość od
elementu
Ciśnienie gazu
plazmowego*
środkowym
zakresie
pokrętła
regulacji
ciśnienia.
Wybór
spowoduje
podświetlenie
na zielono.
Ciśnienie gazu
plazmowego*
Ustawiane w
środkowym
zakresie
pokrętła
regulacji
ciśnienia.
Wybór
spowoduje
podświetlenie
na zielono.
Przepływ (SCFH) Wycinanie Wysokość
55 170 0,00 0,2 5,1
Przepływ (SCFH) Wycinanie Wysokość
nie (s)
90 245 0,00 0,2 5,1
wycinania
Cale mm
(s)
wycinania
Cale mm
0-5489PL OBSŁUGA
4T-13
Page 52

CUTMASTER 60i
CutMaster® 60i zosłoniętą końcówką Rodzaj materiału: Stal nierdzewna
Typ gazu plazmowego: Powietrza Typ gazu pomocniczego: Palnik jednogazowy
Grubość Końcówka Wyjście Natężenie
prądu
Cale mm (Nr kat.) Woltów
(VDC)
0,06 1,5 9-8210 110 60 165 4,19 0,13 3,2
0,075 1,9 9-8210 116 60 155 3,94 0,13 3,2 90 245 0,10 0,20 5,1
0,120 3,0 9-8210 115 60 125 3,18 0,13 3,2 90 245 0,10 0,20 5,1
0,135 3,4 9-8210 118 60 80 2,03 0,13 3,2 90 245 0,10 0,20 5,1
0,188 4,8 9-8210 120 60 75 1,91 0,13 3,2 90 245 0,20 0,20 5,1
0,250 6,4 9-8210 121 60 60 1,52 0,13 3,2 90 245 0,30 0,20 5,1
0,375 9,5 9-8210 129 60 28 0,71 0,13 3,2 90 245 0,50 0,20 5,1
0,500 12,7 9-8210 135 60 17 0,43 0,19 4,8 90 245 0,75 0,20 5,1
0,625 15,9 9-8210 135 60 14 0,36 0,19 4,8 90 245 NR NR NR
0,750 19,1 9-8210 142 60 10 0,25 0,19 4,8 90 245 NR NR NR
CutMaster® 60i zosłoniętą końcówką Rodzaj materiału: Aluminium
Typ gazu plazmowego: Powietrza Typ gazu pomocniczego: Palnik jednogazowy
Grubość Końcówka Wyjście Natężenie
Cale mm (Nr kat.) Woltów
(VDC)
0,060 1,5 9-8210 105 60 350 8,89 0,13 3,2
0,075 1,9 9-8210 110 60 350 8,89 0,13 3,2 90 245 0,10 0,20 5,1
0,120 3,0 9-8210 110 60 275 6,99 0,13 3,2 90 245 0,10 0,20 5,1
0,188 3,4 9-8210 122 60 140 3,56 0,13 3,2 90 245 0,20 0,20 5,1
0,250 6,4 9-8210 134 60 80 2,03 0,19 4,8 90 245 0,30 0,20 5,1
0,375 9,5 9-8210 140 60 45 1,14 0,19 4,8 90 245 0,50 0,20 5,1
0,500 12,7 9-8210 144 60 26 0,66 0,19 4,8 90 245 0,80 0,20 5,1
0,625 15,9 9-8210 145 60 19 0,48 0,19 4,8 90 245 NR NR NR
0,750 19,1 9-8210 150 60 15 0,38 0,19 4,8 90 245 NR NR NR
Prędkość (na minutę) Odległość od
elementu
(A) Cale Metry Cale mm psi bary(ów) Plazma Łącznie** Opóźnie-
Prędkość (na
prądu
(A) Cale Metry Cale mm psi bary(ów) Plazma Łącznie** Opóźnie-
minutę)
Odległość od
elementu
Ciśnienie gazu
plazmowego*
Ustawiane w
środkowym
zakresie
pokrętła
regulacji
ciśnienia.
Wybór
spowoduje
podświetlenie
na zielono.
Ciśnienie gazu
plazmowego*
Ustawiane w
środkowym
zakresie
pokrętła
regulacji
ciśnienia. Wybór
spowoduje
podświetlenie
na zielono.
Przepływ (SCFH) Wycinanie Wysokość
nie (s)
90 245 0,00 0,20 5,1
Przepływ (SCFH) Wycinanie Wysokość
nie (s)
90 245 0,00 0,20 5,1
wycinania
Cale mm
wycinania
Cale mm
UWAGA!
* Wskazane ciśnienie gazu jest przeznaczone dla przewodów o długości 7,6 m (25 stóp).
Przewody o długości 15,2 m (50 stóp) – patrz rozdział „Ustawienie ciśnienia roboczego”
on page 4-7.
** Całkowity przepływ obejmuje przepływ gazu plazmowego ipomocniczego.
OBSŁUGA 0-5489PL
4T-14
Page 53

CUTMASTER 60i
INFORMACJE PATENTOWE
Patenty dotyczące palników tnących
Poniższe części są objęte patentami amerykańskimi izagranicznymi w następujący sposób:
Nr katalogowy Opis Patent(y)
9-8215 Elektroda Nr(y) pat. USA 6163008; 6987238
Inny(-e) patent(y) oczekujący(-e) na rejestrację
9-8213 Wkład Nr(y) pat. USA 6903301; 6717096; 6936786;
6703581; D496842; D511280; D492709; D499620;
D504142 Inny(-e) patent(y) oczekujący(-e) na
rejestrację
9-8205 Końcówka Nr(y) pat. USA 6774336; 7145099; 6933461
Inny(-e) patent(y) oczekujący(-e) na rejestrację
9-8206 Końcówka Nr(y) pat. USA 6774336; 7145099; 6933461
Inny(-e) patent(y) oczekujący(-e) na rejestrację
9-8207 Końcówka Nr(y) pat. USA 6774336; 7145099; 6933461
Inny(-e) patent(y) oczekujący(-e) na rejestrację
9-8252 Końcówka Nr(y) pat. USA 6774336; 7145099; 6933461
Inny(-e) patent(y) oczekujący(-e) na rejestrację
9-8208 Końcówka Nr(y) pat. USA 6774336; 7145099; 6933461
Inny(-e) patent(y) oczekujący(-e) na rejestrację
9-8209 Końcówka Nr(y) pat. USA 6774336; 7145099; 6933461
Inny(-e) patent(y) oczekujący(-e) na rejestrację
9-8210 Końcówka Nr(y) pat. USA 6774336; 7145099; 6933461
Inny(-e) patent(y) oczekujący(-e) na rejestrację
9-8231 Końcówka Nr(y) pat. USA 6774336; 7145099; 6933461
Inny(-e) patent(y) oczekujący(-e) na rejestrację
9-8211 Końcówka Nr(y) pat. USA 6774336; 7145099; 6933461
Inny(-e) patent(y) oczekujący(-e) na rejestrację
9-8212 Końcówka Nr(y) pat. USA 6774336; 7145099; 6933461
Inny(-e) patent(y) oczekujący(-e) na rejestrację
9-8253 Końcówka Nr(y) pat. USA 6774336; 7145099; 6933461
Inny(-e) patent(y) oczekujący(-e) na rejestrację
9-8225 Końcówka Nr(y) pat. USA 6774336; 7145099; 6933461
Inny(-e) patent(y) oczekujący(-e) na rejestrację
9-8226 Końcówka Nr(y) pat. USA 6774336; 7145099; 6933461
Inny(-e) patent(y) oczekujący(-e) na rejestrację
9-8227 Końcówka Nr(y) pat. USA 6774336; 7145099; 6933461
Inny(-e) patent(y) oczekujący(-e) na rejestrację
9-8228 Końcówka Nr(y) pat. USA 6774336; 7145099; 6933461
Inny(-e) patent(y) oczekujący(-e) na rejestrację
9-8241 Nasadka ochronna Nr(y) pat. USA 6914211; D505309
Inny(-e) patent(y) oczekujący(-e) na rejestrację
9-8243 Nasadka ochronna Nr(y) pat. USA 6914211; D493183
Inny(-e) patent(y) oczekujący(-e) na rejestrację
9-8235 Nasadka ochronna Nr(y) pat. USA 6914211; D505309
Inny(-e) patent(y) oczekujący(-e) na rejestrację
9-8236 Nasadka ochronna Nr(y) pat. USA 6914211; D505309
Inny(-e) patent(y) oczekujący(-e) na rejestrację
9-8237 Nasadka ochronna Nr(y) pat. USA 6914211; D501632; D511633
Inny(-e) patent(y) oczekujący(-e) na rejestrację
9-8238 Nasadka ochronna Nr(y) pat. USA 6914211; D496951
Inny(-e) patent(y) oczekujący(-e) na rejestrację
9-8239 Nasadka ochronna Nr(y) pat. USA 6914211; D496951
Inny(-e) patent(y) oczekujący(-e) na rejestrację
9-8244 Nasadka ochronna Nr(y) pat. USA 6914211; D505309
Inny(-e) patent(y) oczekujący(-e) na rejestrację
9-8245 Nasadka ochronna Nr(y) pat. USA 6914211; D496951
Inny(-e) patent(y) oczekujący(-e) na rejestrację
0-5489PL OBSŁUGA
4T-15
Page 54

CUTMASTER 60i
Poniższe części podlegają również licencji na podstawie amerykańskiego patentu nr 5,120,930 i5,132,512:
Nr katalogowy Opis
9-8235 Nasadka ochronna
9-8236 Nasadka ochronna
9-8237 Nasadka ochronna
9-8238 Nasadka ochronna
9-8239 Nasadka ochronna
9-8244 Nasadka ochronna
9-8245 Nasadka ochronna
Patenty oczekujące na rejestrację dla:
Szybko odłączany palnik iszybko odłączane przewody palnika
OBSŁUGA 0-5489PL
4T-16
Page 55

5.01 Ogólna konserwacja
Ostrzeżenie!
Przed rozpoczęciem konserwacji odłączyć zasilanie.
Kontrola wizualna korpusu
palnika, materiałów
zużywalnych i szybkozłącza
CUTMASTER 60i
ROZDZIAŁ 5 SYSTEM: SERWIS
W przypadku eksploatacji
w niesprzyjających
warunkach wymagana jest
częstsza konserwacja
Każde użycie
Kontrola wizualna
końcówki i elektrody palnika
Raz w tygodniu
Kontrola wizualna
kabli i przewodów.
Wymienić zgodnie
z potrzebami
Art# A-13267
Wymienić wszystkie
uszkodzone części
3 miesiące
Wyczyścić
zasilacz z
zewnątrz
0-5489PL SERWIS
5-1
Page 56

CUTMASTER 60i
5.02 Harmonogram konserwacji
UWAGA!
Może wystąpić konieczność dostosowania częstotliwości wykonywania prac serwisowych wzależności
od środowiska eksploatacji.
Kontrola działania – codzienna lub co sześć godzin cięcia:
1. Sprawdzić części eksploatacyjne palnika, wymienić wprzypadku uszkodzenia lub zużycia.
2. Sprawdzić doprowadzenie gazu plazmowego igazu pomocniczego oraz ciśnienie/przepływ.
3. Oczyścić przewód doprowadzenia gazu plazmowego, aby usunąć nagromadzoną wilgoć.
Raz w tygodniu lub co 30 godzin cięcia:
1. Sprawdzić wentylator pod kątem prawidłowej pracy iodpowiedniego przepływu powietrza.
2. Sprawdzić palnik pod kątem pęknięć lub odsłoniętych żył, wymienić w razie potrzeby.
3. Sprawdzić przewód zasilający pod kątem uszkodzeń lub odsłoniętych żył, wymienić w razie potrzeby.
Raz na sześć miesięcy lub co 720 godzin cięcia:
1. Sprawdzić wbudowany(-e) ltr(y) powietrza, wyczyścić lub wymienić w razie potrzeby.
2. Sprawdzić kable i węże pod kątem nieszczelności lub pęknięć, wymienić w razie konieczności.
PRZESTROGA
!
Nie wdmuchiwać powietrza do zasilacza podczas
czyszczenia. W wyniku wdmuchiwania powietrza do
urządzenia metalowe cząstki mogą zakłócić pracę
delikatnych elementów elektrycznych i spowodować
jego uszkodzenie.
SERWIS 0-5489PL
5-2
Page 57

5.03 Najczęstsze usterki
Problem - Objaw Najczęstsza przyczyna
Niewystarczająca
penetracja
Główny łuk gaśnie 1. Zbyt niska prędkość cięcia.
1. Zbyt duża prędkość cięcia.
2. Palnik jest zbyt mocno przechylony.
3. Metal jest zbyt gruby.
4. Zużyte części palnika
5. Prąd cięcia jest zbyt niski.
6. Zastosowano części inne niż oryginalne części ESAB
7. Nieprawidłowe ciśnienie gazu
2. Zbyt duża odległość palnika od ciętego elementu.
3. Prąd cięcia jest zbyt wysoki.
4. Odłączony kabel roboczy.
5. Zużyte części palnika.
6. Zastosowano części inne niż oryginalne części ESAB
CUTMASTER 60i
Nadmierne tworzenie się
kożucha żużlowego
Krótki okres eksploatacji
części palnika
Trudności z
uruchomieniem
1. Zbyt niska prędkość cięcia.
2. Zbyt duża odległość palnika od ciętego elementu.
3. Zużyte części palnika.
4. Nieprawidłowy prąd cięcia.
5. Zastosowano części inne niż oryginalne części ESAB
6. Nieprawidłowe ciśnienie gazu
1. Olej lub nadmierna wilgoć w źródle zasilania powietrzem.
2. Przekraczanie możliwości technicznych systemu (zbyt gruby
materiał).
3. Zbyt długi czas pracy łuku pilotującego
4. Ciśnienie gazu jest zbyt niskie.
5. Nieprawidłowo złożone podzespoły palnika.
6. Zastosowano części inne niż oryginalne części ESAB
1. Zużyte części palnika.
2. Zastosowano części inne niż oryginalne części ESAB.
3. Nieprawidłowe ciśnienie gazu.
0-5489PL SERWIS
5-3
Page 58

CUTMASTER 60i
5.04 Kontrolka błędu
Po pierwszym uruchomieniu system przeprowadza serię samokontroli, po której jest gotowy do użytkowania. Jeśli podczas
ww. kontroli zostanie wykryte przekroczenie prawidłowych parametrów eksploatacyjnych, wystąpi błąd. W takim przypadku
zaświeci się kontrolka błędu , zostanie wyświetlony kod błędu oraz numer na wyświetlaczu cyfrowym.
Wskaźnik kodu błędu
Wskazuje konieczność regulacji lub naprawy.
E001, E002 itd. Świeci się również kontrolka błędu.
Kod błędu Opis
E001 Przegrzanie Zbyt wysoka temperatura otoczenia, przekroczony cykl pracy, usterka
wentylatora lub inna wewnętrzna usterka.
E002 Błąd wejścia Napięcie wejściowe jest poza zakresem dopuszczalnym dla urządzenia lub
wewnętrzny błąd jest przyczyną niskiego napięcia na szynie.
Nieprawidłowe ustawienie zworek zasilania 1-fazowego / 3-fazowego J300
na płytce drukowanej napięcia polaryzacji.
E004 Błąd obwodu PIP Błąd wykrywania obecności części. Miseczka osłaniająca nie jest założona lub
prawidłowo zamocowana.
E005 Błąd obwodu PIC Błąd wykrywania kontaktu części. Brakująca lub zużyta końcówka/wkład
startowy lub elektroda.
Ciśnienie wlotowe przekracza wartość znamionową, powodując ciągły
przepływ gazu.
E009 Usterka wentylatora Usterka lub odłączenie wentylatora.
E010 Niski prąd wyjściowy
Prąd wprzewodzie roboczym jest niższy niż ustawienie prądu wyjściowego.
Zwarty przełącznik łuku pilotującego lub wadliwy czujnik natężenia.
E012 Błąd wyjścia Zbyt niskie napięcie między końcówką aelektrodą. Materiały eksploatacyjne
nie oddzielają się podczas przepływu gazu, zablokowany wkład startowy, niesprawny zasilacz, brak prądu wyjściowego
lub zwarcie w korpusie palnika.
E014 Błąd spustu Spust palnika (sygnał startu) aktywny podczas uruchamiania.
E016 Błąd ciśnienia Niskie ciśnienie powietrza/gazu. Ciśnienie wylotowe jest zbyt niskie dla
wybranych parametrów.
SERWIS 0-5489PL
5-4
Page 59

5.05 Przewodnik po rozwiązywaniu podstawowych problemów
OSTRZEŻENIE
Wewnątrz urządzenia występuje bardzo niebezpieczne napięcie i poziomy mocy. Nie wolno podejmować prób
diagnozowania usterek ani ich naprawy, chyba że użytkownik jest przeszkolony wwykonywaniu pomiarów
elektroniki pod napięciem itechnikach rozwiązywania problemów.
Problem - Objaw Możliwa przyczyna Zalecane działanie
Wyłącznik jest wpołożeniu
ON, ale kontrolka A/C nie
świeci się
1. Odłącznik głównego zasilania znajduje się
wpołożeniu „OFF”.
2. Główne bezpieczniki/wyłączniki
automatyczne są przepalone lub wyłączone.
3. Uszkodzone elementy w urządzeniu.
1. Ustawić przełącznik głównego zasilania w pozycji włączonej („ON”).
2. a) wezwać wykwalikowaną osobę, żeby sprawdziła główne bezpieczniki / wyłączniki
automatyczne;
b) podłączyć urządzenie do znanego dobrego gniazda głównego zasilania.
3. Przekazać urządzenie do centrum serwisowego w celu naprawy lub wymiany.
CUTMASTER 60i
Miga kontrolka błędu,
kod błędu E002
Kontrolka temperatury
jest WŁĄCZONA.
Miga kontrolka usterki.
Kod błędu E001
Dioda LED gazu jest
WYŁĄCZONA, kontrolki
usterki (FAULT) iMIN.
ciśnienia migają. Kod
błędu E016
Miga kontrolka błędu
(FAULT) i inne wskaźniki.
Kod błędu E004
Miga kontrolka błędu
(FAULT) i inne wskaźniki.
Kod błędu E014
1. Problem z napięciem głównego zasilania.
2. Uszkodzone elementy w urządzeniu.
1. Przepływ powietrza przez lub wokół
urządzenia jest utrudniony.
2. Przekroczono długość cyklu pracy urządzenia.
3. Uszkodzone elementy w urządzeniu.
1. Doprowadzenie gazu nie jest podłączone
do urządzenia.
2. Doprowadzenie gazu nie jest włączone.
3. Ciśnienie doprowadzanego gazu jest
zbyt niskie.
4. Uszkodzone elementy w urządzeniu.
1. Luźna miseczka osłaniająca.
2. Palnik nie jest prawidłowo połączony do
zasilacza.
3. Problem z palnikiem i obwodem PIP
przewodów.
4. Uszkodzone elementy w urządzeniu.
1. Sygnał startowy jest aktywny, kiedy
wyłącznik jest w pozycji „ON”.
2. Problem z palnikiem i obwodem opcja
przełącznika przewodów.
3. Uszkodzone elementy w urządzeniu.
1. Zlecić wykwalikowanej osobie sprawdzenie, czy napięcie głównego zasilaniaspełnia
wymagania dla urządzenia, patrz rozdział „2.05 Specykacje dotyczące kabla wejściowego”
on page 2-4.
2. Przekazać urządzenie do centrum serwisowego w celu naprawy lub wymiany.
1. Sprawdź informacje o wolnej przestrzeni – patrz „2.04 Specykacje zasilacza” on
page 2-3
2. Poczekać na ostygnięcie urządzenia.
3. Przekazać urządzenie do centrum serwisowego w celu naprawy lub wymiany.
1. Podłączyć doprowadzenie gazu do urządzenia.
2. Włączyć zasilanie gazem.
3. Ustawić ciśnienie wlotowe urządzenia na 8,27 bara (120 psi). Ustawić długość
przewodów tak, aby odpowiadała rzeczywistej długości.
4. Przekazać urządzenie do centrum serwisowego w celu naprawy lub wymiany.
1. Ręcznie dokręcić miseczkę osłaniającą, tak aby została dokładnie dopasowana.
2. Zapewnić bezpieczną instalację palnika ATC na urządzeniu.
3. Wymienić palnik i przewody lub przekazać do autoryzowanego centrum serwisowego
w celu naprawy lub wymiany.
4. Przekazać urządzenie do centrum serwisowego w celu naprawy lub wymiany.
1. Start może być aktywny wjednym z poniższych przypadków:
• Przełącznik palnika ręcznego utrzymywany wpołożeniu zamkniętym
• Przełącznik kasety wiszącej jest utrzymywany wpołożeniu zamkniętym
• Niski aktywny poziom sygnału CNC START
Zwolnić źródło sygnału START
2. Wymienić palnik i przewody lub przekazać do autoryzowanego centrum serwisowego
w celu naprawy lub wymiany.
3. Przekazać urządzenie do centrum serwisowego w celu naprawy lub wymiany.
0-5489PL SERWIS
5-5
Page 60

CUTMASTER 60i
Problem - Objaw Możliwa przyczyna Zalecane działanie
Miga kontrolka błędu
(FAULT). Kod błędu E005
1. Poluzowana miseczka osłaniająca palnika.
2. Brak końcówki palnika, elektrody lub
wkładu startowego.
3. Wkład startowy palnika zablokował się.
4. Ciśnienie wlotowe gazu urządzenia
jest zbyt wysokie, powodując ciągły
przepływ gazu.
5. Przerwana żyła w przewodach palnika.
6. Problem z palnikiem i obwodem opcja
przełącznika przewodów.
7. Uszkodzone elementy w urządzeniu.
1. Ręcznie dokręcić miseczkę osłaniającą. Nie dokręcać zbyt mocno.
2. WYŁĄCZYĆ zasilanie. Zdjąć miseczkę osłaniającą. Zainstalować brakujące części.
3. WYŁĄCZYĆ zasilanie. Uwolnić ciśnienie zukładu. Zdjąć miseczkę osłaniającą, końcówkę
i wkład startowy. Sprawdzić dolną złączkę wkładu startowego pod kątem swobody
ruchu. Wymienić, jeśli złączka nie porusza się swobodnie.
4. Obniżyć ciśnienie zasilania gazem do 8,618 bara (125 psi) lub mniej.
5. Wymienić palnik i przewody lub przekazać do autoryzowanego centrum serwisowego
w celu naprawy lub wymiany.
6. Wymienić palnik i przewody lub przekazać do autoryzowanego centrum serwisowego
w celu naprawy lub wymiany.
7. Przekazać urządzenie do autoryzowanego centrum serwisowego w celu naprawy
lub wymiany.
Nic się nie dzieje, kiedy
przełącznik palnika lub
przełącznik zdalny jest
zamknięty (lub gdy sygnał
CNC START jest aktywny),
brak przepływu gazu, dioda
LED DC jest wyłączona.
Miga kontrolka błędu
(FAULT). Kod błędu E012
Kontrolki usterki nie są
włączone, brak łuku w
palniku.
Miga kontrolka błędu
(FAULT); kod błędu E024
lub E031.
Łuk pilotujący jest
włączony, jednak nie
powstaje łuk tnący
1. Problem z palnikiem i obwodem włączania
przewodów (obwód przełącznika kasety
wiszącej).
2. Kontroler CNC nie wysyła sygnału startu.
3. Uszkodzone elementy w urządzeniu.
1. Górny pierścień uszczelniający o-ring
znajduje się wnieprawidłowej pozycji.
2. Wkład startowy palnika zablokował się.
3. Zużyte lub uszkodzone części palnika.
4. Zwarcie wpalniku.
1. Uszkodzone elementy w urządzeniu. 1. Urządzenie należy zwrócić do autoryzowanego centrum serwisowego w celu naprawy.
1. Błąd wewnętrzny 1. Ustawić wyłącznik wpołożeniu „OFF”, a następnie „ON”. Jeśli to nie usunie usterki,
1. Przewód roboczy nie jest połączony z
ciętym elementem
2. Przerwany przewód roboczy/złącze
3. Uszkodzone elementy w urządzeniu.
1. Przekazać palnik i przewody (pilot zdalnego sterowania) do autoryzowanego punktu
serwisowego.
2. Skontaktować się z producentem kontrolera.
3. Przekazać urządzenie do centrum serwisowego w celu naprawy lub wymiany.
1. Zdjąć miseczkę osłaniającą z palnika; sprawdzić pozycję górnego pierścienia
uszczelniającego o-ring, w razie potrzeby skorygować.
2. Wyłączyć zasilanie. Uwolnić ciśnienie zukładu. Zdjąć miseczkę osłaniającą, końcówkę i
wkład startowy. Sprawdzić dolną złączkę wkładu startowego pod kątem swobody ruchu.
Wymienić, jeśli złączka nie porusza się swobodnie.
3. Sprawdzić części eksploatacyjne palnika. W razie potrzeby wymienić.
4. Wymienić palnik i przewody lub przekazać do autoryzowanego centrum serwisowego
w celu naprawy.
należy przekazać urządzenie do autoryzowanego centrum serwisowego w celu naprawy.
1. Podłączyć przewód roboczy.
2. Wymienić przewód roboczy.
3. Urządzenie należy zwrócić do autoryzowanego centrum serwisowego w celu naprawy.
Kontrolka usterki (FAULT).
Prąd wprzewodzie
roboczym jest niższy
niż ustawienie prądu
wyjściowego. Kod błędu
E010: niski prąd wyjściowy.
Pogorszenie jakości cięcia
palnikiem.
SERWIS 0-5489PL
5-6
1. Możliwe zwarcie wtranzystorze pilotowym
płytki falownika.
2. Niesprawny czujnik natężenia prądu HCT1
lub wiązka przewodów.
1. Nieprawidłowe ustawienie prądu.
2. Zużyte części eksploatacyjne palnika.
3. Słabe połączenie przewodu roboczego
z ciętym elementem.
4. Palnik jest przesuwany zbyt szybko.
5. Nadmiar oleju lub wody w palniku.
6. Uszkodzone elementy w urządzeniu.
1. Sprawdzić rezystancję zgodnie z punktem 7 „testów wyłączania”.
2. Ustawić natężenie wyjściowe na 60 A, sprawdzić napięcie na zworce J601-3 (wspólne
J601-4). Powinno wynosić 2,4V. Jeśli tak jest, wadliwy jest czujnik. Jeśli jest wyższe niż
2,4V, należy sprawdzić ciągłość wiązki przewodów.
1. Sprawdzić i skorygować ustawienia.
2. Sprawdzić części eksploatacyjne palnika, wymienić w razie potrzeby.
3. Sprawdzić połączenie przewodu roboczego do ciętego elementu.
4. Zredukować prędkość cięcia.
5. Patrz punkt „Sprawdzanie jakości powietrza" w punkcie 3 Palnik.
6. Urządzenie należy zwrócić do autoryzowanego centrum serwisowego w celu naprawy.
Page 61

Kolejność czynności (schemat blokowy)
CUTMASTER 60i
DZIAŁANIE:
Zamknąć
zewnętrzny
odłącznik.
WYNIK:
Brak zasilania
systemu.
DZIAŁANIE:
Podłączyć kabel roboczy
do ciętego elementu.
Ustaw natężenie wyjściowe.
WYNIK:
System jest gotowy do pracy.
DZIAŁANIE:
Przełącznik w
położeniu WŁ.
WYNIK:
Wskaźnik PRĄDU
ZMIENNEGO włą.
Przeziernika włą.
gdy ciśnienie zasilania jest
odpowiednie dla
parametrów zasilania.
Obwód zasilania gotowy.
DZIAŁANIE:
Latarka zestaw typ i
długość przewodu.
Wybierz opcję
SET/PURGE mode aby
potwierdzić działanie
gazu i oczyszczania
tlenowego, jeśli to
konieczne.
DZIAŁANIE
Wybrać żądany tryb pracy
URUCHOM,
BLOKADA,
SAR (SZYBKI
AUTOMATYCZNY RESTART),
Żłobienia.
Ustawić żądany prąd roboczy
Należy ustawić ciśnienie gazu
na ciśnienie do greena
(nominalne) wskaźnik.
DZIAŁANIE:
Palnik odsunięty od
przedmiotu (nadal włączony).
WYNIK:
:
DZIAŁANIE:
Zadbać o ochronę oczu i
włączyć palnik (START)
WYNIK:
Wentylatory włączone.
Krótki przepływ gazu,
a następnie zatrzymanie.
Ponowne uruchomienie
dopływu gazu.
Wskaźnik DC WŁ.
Łuk pilotujący ustanowiony.
DZIAŁANIE:
Zwolnić przełącznik palnika.
WYNIK:
Główny łuk zatrzymuje się.
Przepływ gazu zatrzymany po
wypływie resztkowym.
(Wentylatory będą pracowały przez
10 minut od czasu wyłączenia
przełącznika [START] palnika)
Łuku
pilotującego
DZIAŁANIE:
Przełącznik w
położeniu WYŁ.
WYNIK:
Wszystkie wskaźniki wyłączone.
Wentylatory zasilacza
wyłączone.
Główny łuk zatrzymuje się.
Następuje automatyczne ponowne
uruchomienie łuku pilotującego.
DZIAŁANIE:
Palnik odsunięty od
przedmiotu w granicach
odległości przenoszenia.
WYNIK:
Przeniesienie łuku głównego.
Łuk pilotujący wyłączony.
DZIAŁANIE:
Odłączyć kabel
zasilający
lub otworzyć
odłącznik zewnętrzny.
WYNIK:
Brak zasilania systemu.
Art #A-13266PL
0-5489PL SERWIS
5-7
Page 62

CUTMASTER 60i
5.06 Wymiana podstawowych części zasilacza
OSTRZEŻENIE
Przed rozpoczęciem demontażu palnika, przewodów
lub źródła zasilania odłączyć główne zasilanie u
źródła.
Ten rozdział opisuje procedury wymiany podstawowych części. Bardziej szczegółowe informacje na temat wymiany części
znajdują się w podręczniku serwisowym zasilacza.
A. Wymiana zespołu wkładu ltra
Zespół wkładu ltra (9-0116) znajduje się w panelu tylnym. W celu zapewnienia najlepszej wydajności systemu, wkład
ltracyjny należy sprawdzać zgodnie z harmonogramem konserwacji (rozdział 5.02) i należy go oczyścić lub wymienić.
Zespół
regulatora/filtra
Art # A-13255
1. Odłączyć źródło zasilania; wyłączyć zasilanie gazem iuwolnić ciśnienie zukładu.
2. Wymontować czystą miseczkę ltra za pomocą klucza dostarczonego zsystemem 9-9675.
UWAGA!
Numery części zamiennych filtrów można odnaleźć
wrozdziale 6niniejszej instrukcji.
SERWIS 0-5489PL
5-8
Page 63

3. Wyjąć wkład ltra; wyczyścić lub wymienić.
Art # A-07990PL
UWAGA!
W przypadku wymiany lub czyszczenia tylko wkładu
filtra przy demontażu należy korzystać z poniższych
ilustracji.
CUTMASTER 60i
Wkład
ltrujący
4. Zainstalować nowy lub oczyszczony zestaw poprzez odwrócenie tych procedur.
5. Włączyć zasilanie powietrzem i sprawdzić szczelność przed nałożeniem pokrywy.
0-5489PL SERWIS
5-9
Page 64

CUTMASTER 60i
Art # A-02476PL
choinkowa
(Nr k
Wymiana opcjonalnego wkładu ltra jednostopniowego
Poniższe instrukcje dotyczą do zasilaczy zzainstalowanym opcjonalnym ltrem jednostopniowym.
Zasilacz wyłącza się automatycznie, kiedy wkład ltracyjny jest wpełni nasycony. Wkład ltracyjny można wyjąć z obudowy,
osuszyć i użyć ponownie. Pozostawić wkład do wyschnięcia na 24 godziny. Numer katalogowy wkładu ltra znajduje się
w rozdziale 6: „Lista części”.
1. Odłączyć zasilanie od zasilacza.
2. WYŁĄCZYĆ zasilanie powietrzem iuwolnić ciśnienie zukładu przed wymontowaniem ltra wcelu wymiany wkładu
ltracyjnego.
3. Odłączyć wąż doprowadzający gaz.
4. Obrócić pokrywę obudowy ltra w kierunku przeciwnym do ruchu wskazówek zegara i zdjąć ją. Wkład ltracyjny
znajduje się w obudowie.
Obudowa
Wkład
ltrujący
(Nr kat. 9-7741)
Sprężyna
O-ring
at. 9-7743)
Pokrywa
Złączka
Filtr złożony
Wymiana opcjonalnego wkładu ltra jednostopniowego
5. Wyjąć wkład ltra z obudowy i odłożyć do wysuszenia.
6. Wytrzeć wewnętrzną część obudowy do czysta, a następnie włożyć zamienny wkład ltra stroną otwartą naprzód.
7. Wymienić pokrywę obudowy.
8. Ponownie podłączyć doprowadzenie gazu.
UWAGA!
Jeśli urządzenie przecieka pomiędzy obudową a
pokrywą, należy sprawdzić pierścień uszczelniający
o-ring pod kątem nacięć lub innych uszkodzeń.
SERWIS 0-5489PL
5-10
Page 65

CUTMASTER 60i
!
ego
Wymiana opcjonalnego wkładu ltra dwustopniowego
Dwustopniowy ltr powietrza posiada dwa wkłady ltracyjne. Gdy wkłady ltracyjne zabrudzą się, zasilacz będzie nadal
działać, lecz jakość cięcia może być niezadowalająca. Numer katalogowy wkładu ltra znajduje się w rozdziale 6: „Lista części”.
1. WYŁĄCZYĆ główne zasilanie.
2. WYŁĄCZYĆ zasilanie powietrzem iuwolnić ciśnienie zukładu.
OSTRZEŻENIE
Przed demontażem zespołu filtra należy zawsze
WYŁĄCZYĆ zasilanie powietrzem i uwolnić ciśnienie
zukładu – wprzeciwnym razie mogą dojść do
zranienia.
3. Poluzować dwie śruby na górnej części zespołu ltra, tak aby można było swobodnie przesuwać wkłady ltracyjne.
4. Należy zwrócić uwagę na miejsce i położenie starych wkładów ltracyjnych.
5. Wysunąć stare wkłady ltracyjne.
Wkłady pierwsz
i drugiego stopnia
(zgodnie z
oznaczeniem)
Art # A-02942PL
Wymiana opcjonalnego ltra dwustopniowego
6. Wsunąć zamienne wkłady ltracyjne do zespołu ltra wpołożeniu przedstawionym w punkcie 4 powyżej.
7. Ręcznie i równomiernie dokręcić dwie śruby, a następnie dokręcić każdą śrubę momentem obrotowym 2,3–3,4 Nm
(20–30 in-lbs). Nieprawidłowy moment obrotowy może uszkodzić uszczelkę.
8. Powoli wprowadzić ciśnienie do zespołu, sprawdzając go pod kątem nieszczelności.
UWAGA!
Wydostawanie się niewielkiej ilości powietrza
zdolnej złączki to normalne zjawisko.
UWAGA!
Numery części zamiennych filtrów można odnaleźć
wrozdziale 6niniejszej instrukcji.
To koniec procedury wymiany części.
0-5489PL SERWIS
5-11
Page 66

CUTMASTER 60i
Tę stronę celowo pozostawiono pustą
SERWIS 0-5489PL
5-12
Page 67

ROZDZIAŁ 5 PALNIK: SERWIS
!
Rynna górna z otworami
5T.01 Ogólna konserwacja
CUTMASTER 60i
UWAGA!
Opisy często występujących wskazań oraz błędów
zamieszczono wpoprzednim rozdziale 5: „System”.
Czyszczenie palnika
Nawet jeśli palnik jest używany wyłącznie zczystym
powietrzem, po pewnym czasie wjego wnętrzu pojawi
się osad. Nagromadzony materiał może mieć wpływ na
uruchomienie łuku pilotującego i ogólną jakość cięcia
palnikiem.
OSTRZEŻENIE
Przed rozpoczęciem demontażu palnika lub przewodów palnika odłączyć główne zasilanie od systemu.
NIE dotykać wewnętrznych części palnika, kiedy
światło wskaźnika AC na zasilaczu jest włączone.
Wewnętrzną część palnika należy oczyścić środkiem do
czyszczenia styków elektrycznych za pomocą wacika
lub miękkiej mokrej ściereczki. W trudnych przypadkach palnik można odłączyć od przewodów i oczyścić
go dokładniej, wlewając środek czyszczący do styków
elektrycznych do palnika iprzedmuchując go sprężonym powietrzem.
Dolny o-ring
O-ring głowicy palnika
Złącze gazu
wentylacyjnymi musi
pozostać otwarta
Górny o-ring we
właściwej rynnie
Gwinty maszyny
Art # A-03725PL
Złącza ATC
PRZESTROGA
Dokładnie osuszyć palnik przed ponownym montażem.
Smarowanie pierścieni o-ring
Pierścień uszczelniający typu o-ring na głowicy palnika
izłączu z gwintem zewnętrznym ATC wymaga regularnego smarowania. Dzięki temu pierścienie uszczelniające o-ring zachowają giętkość i zapewnią właściwe
uszczelnienie. Pierścienie o-ring przesuszą się, stwardnieją lub popękają, jeśli nie będą regularnie smarowane.
Może to prowadzić do problemów z działaniem.
Zaleca się stosowanie bardzo cienkiej warstwy smaru
do pierścieni uszczelniających o-ring (nr katalogowy
8-4025) raz na tydzień.
Art #A-03791PL_AB
UWAGA!
NIE stosować innych smarów lub środków smarnych,
które mogą nie być przeznaczone do pracy w wysokich temperaturach lub mogą zawierać „nieznane
elementy” mogące wchodzić w reakcje z atmosferą.
W wyniku tej reakcji wewnątrz palnika mogą pozostać zanieczyszczenia. Każdy z tych warunków może
prowadzić do niestabilnego działania lub skrócenia
okresu eksploatacji części.
O-Ring
#8-0525
O-ring złącza ATC
0-5489PL SERWIS
5T-1
Page 68

CUTMASTER 60i
Art # A-08067
Zaślepka osłony
Dobra końcówka
Zużyta końcówka
A-03406PL
Sprężynowe mocowanie
Sprężynowe mocowanie
Art # A-03284PL
5T.02 Kontrola lub wymiana części eksploatacyjnych
palnika
OSTRZEŻENIE
Przed rozpoczęciem demontażu palnika lub przewodów palnika odłączyć główne zasilanie od systemu.
NIE dotykać wewnętrznych części palnika, kiedy
światło wskaźnika AC na zasilaczu jest włączone.
Wymontować części eksploatacyjne palnika w następujący
sposób:
UWAGA!
Miseczka osłaniająca utrzymuje końcówkę i wkład
startowy we właściwej pozycji. Ustawić palnik z
miseczką osłaniającą palnika skierowaną ku górze,
aby zapobiec wypadnięciu tych elementów po
zdjęciu miseczki.
1. Odkręcić i zdjąć miseczkę osłaniającą z palnika.
UWAGA!
Gromadzenie się na miseczce osłaniającej żużlu,
którego nie można usunąć, może mieć wpływ na
działanie systemu
4. Zdjąć końcówkę. Sprawdzić pod kątem nadmiernego zużycia (wskazuje na nie wydłużony lub zbyt
duży otwór). Wyczyścić lub wymienić końcówkę w
razie potrzeby.
Przykład zużycia końcówki
5. Wyjąć wkład startowy. Sprawdzić pod kątem nadmiernego zużycia, zatkanych otworów wylotowych
gazu lub przebarwień. Sprawdzić dolny łącznik pod
kątem swobody ruchu. W razie potrzeby wymienić.
u dołu przy pełnym
ściśnięciu
u dołu przy ponownym
ustawieniu / pełnym rozłożeniu
2. Sprawdzić miseczkę pod kątem uszkodzeń. Wytrzeć
do czysta; w przypadku uszkodzeń wymienić.
3. Na palnikach z korpusem i nasadką ochronną lub
deektorem należy dopilnować, aby nasadka lub
deektor były dokręcone tak, by przylegały ściśle
do korpusu miseczki osłaniającej. Podczas operacji
cięcia stykowego z osłoną (tylko) między korpusem
miseczki osłaniającej a nasadką ochronną może
znajdować się pierścień uszczelniający o-ring. Nie
smarować pierścienia o-ring.
Korpus
nasadki
osłony
O-Ring Nr. 8-3488
Miseczki osłaniające
kontaktowej
Art # A-08064PL_AC
6. Wyciągnąć elektrodę prosto z głowicy palnika.
Sprawdzić czoło elektrody pod kątem nadmiernego
zużycia. Patrz następujący rysunek.
Nowy elektroda
Zużyta elektroda
Zużycie elektrody
7. Ponownie założyć nową elektrodę, wsuwając ją
prosto do głowicy palnika, aż zaskoczy na swoje
miejsce.
8. Ponownie zainstalować wymagany wkład startowy
i końcówkę do głowicy palnika.
9. Ręcznie dokręcić miseczkę osłaniającą, dopóki nie
osadzi się na głowicy palnika. Jeśli podczas montażu
miseczki wyczuwalny jest opór, przystąpieniem do
wykonywania dalszych czynności należy sprawdzić
gwinty.
To koniec procedury wymiany części.
Art # A-03878PL
SERWIS 0-5489PL
5T-2
Page 69

CUTMASTER 60i
ROZDZIAŁ 6: LISTA CZĘŚCI
6.01 Wstęp
A. Zestawienie części
Lista części zawiera zestawienie wszystkich elementów zamiennych. Listy części są zorganizowane w następujący sposób:
6.03 Zasilacz zamienny
6.04 Części zamienne do zasilacza
6.05 Opcje iakcesoria
6.06 Zewnętrzne części zamienne (plastikowe)
6.07 Części zamienne do palnika ręcznego SL60QD™
6.08 Lista części eksploatacyjnych palnika (SL60 / SL60QD™)
6.09 Lista części eksploatacyjnych palnika SL100
UWAGA!
Części bez numeru artykułu nie zostały przedstawione, można
je jednak zamówić na podstawie numeru katalogowego.
B. Zwroty
Jeśli produkt musi zostać zwrócony do serwisu, prosimy okontakt z dystrybutorem. Materiały zwracane bez uzyskania
odpowiedniego upoważnienia nie będą przyjmowane.
6.02 Informacje dotyczące składania zamówień
Części zamienne należy zamawiać według numeru katalogowego i pełnego opisu części lub zespołu zgodnie zlistą części
dla każdej pozycji. Dołączyć również nazwę modelu i numer seryjny zasilacza. Wszelkie pytania należy kierować do autoryzowanego dystrybutora.
6.03 Zasilacz zamienny
Do zestawu zasilacza zamiennego dołączono następujące artykuły: przewód roboczy i zacisk, kabel zasilający, regulator
ciśnienia gazu/ltr i instrukcję obsługi.
Ilość Opis Nr katalogowy
1 Zasilacz CutMaster 60i
400VAC, 3-fazowy, 60Hz,
zkablem zasilającym iwtyczką 0559356304
0-5489PL LISTA CZĘŚCI
6-1
Page 70

CUTMASTER 60i
Art # A-02476PL
choinkowa
(Nr k
ego
6.04 Części zamienne do zasilacza
Ilość Opis Nr katalogowy
1 Wkład zamienny do zespołu ltra (ltr fabryczny) 9-0116
1 Kabel zasilający 3-fazowy zwtyczką do zasilacza CE 400V 9-9711
1 Wtyczka silnikowa P 416-6 (do kabla zasilającego) 0349891207
6.05 Opcje iakcesoria
Ilość Opis Nr katalogowy
1 Zestaw ltra jednostopniowego (zawiera ltr i wąż) 7-7507
1 Korpus ltra, zamienny 9-7740
1 Wąż ltra, zamienny (nie pokazano) 9-7742
2 Wkład ltra, zamienny 9-7741
1 Zestaw ltra dwustopniowego (zawiera wąż iśruby mocujące) 9-9387
1 Zestaw dwustopniowego ltra powietrza 9-7527
1 Wkład pierwszego stopnia 9-1021
1 Wkład drugiego stopnia 9-1022
1 Kabel roboczy #8 z wtyczką 50mm typu Dinse 9-9692
1 Wózek wielofunkcyjny 7-8888
1 Klucz do ltrów (ltr fabryczny) 9-9675
Obudowa
Wkład
ltrujący
(Nr kat. 9-7741)
Sprężyna
O-ring
at. 9-7743)
Pokrywa
Złączka
Filtr złożony
Wkłady pierwsz
i drugiego stopnia
(zgodnie z
oznaczeniem)
Art # A-02942PL
Opcjonalny zestaw ltra jednostopniowego Opcjonalny zestaw ltra dwustopniowego
LISTA CZĘŚCI 0-5489PL
6-2
Page 71

CUTMASTER 60i
6.06 Zewnętrzne części zamienne (plastikowe)
Nr pozycji Ilość Opis Nr katalogowy
1 1 Rękojeść, góra obudowy 9-9702
2 1 Maskownica, rama boczna prawa 9-9703
3 1 Rękojeść, CM60i (razem 3) 9-9665
4 1 Spód, przód obudowy 9-9694
5 1 Maskownica, rama boczna lewa 9-9704
6 1 Spód, tył obudowy 9-9693
Śruby inakrętki można nabyć wlokalnym sklepie znarzędziami.
a Śruba M5x0,8x12mm
b Śruba M5x0,8x16mm
c Nakrętka M5x0,8
1
3
2
c
b
a
b
c
3
a
6
c
a
a
b
Art # A-13343
a
5
a
a
4
0-5489PL LISTA CZĘŚCI
6-3
Page 72

CUTMASTER 60i
6.07 Części zamienne do palników ręcznych
Nr pozycji Ilość Opis Nr katalogowy
1 1 Zestaw rękojeści palnika, zamienny 7-5680
2 Zespoły przewodów zgniazdem ATC iszybkozłączami
1 SL60QD™, zespół przewodów odł. 6,1m (20’) ze złączami ATC i QD 4-5604
1 SL60QD™, zespół przewodów odł. 15,24m (50’) ze złączami ATC i QD 4-5605
1i2 1 Zespół palnika iprzewodów, dł. 6,1 m (20’) 7-5604
1i2 1 Zespół palnika iprzewodów, dł. 15,24m (50’) 7-5605
1
Art # A-13248_AB
2
LISTA CZĘŚCI 0-5489PL
6-4
Page 73

6.08 Części eksploatacyjne palnika (SL60)
CUTMASTER 60i
Wymień materiały zużywalne.
Remplacer les consommables.
8-3487 8-3486
23x6005
Głowica palnika
9-8215 Std Life
9-8214 Ext Life
9-8213
9-8252
(60A)
9-8210
(60A)
9-8226 B
(60A)
9-8218
9-8237
9-8218
9-8237
9-8235
9-8243
9-8281
9-8241
Art # A-13147_AC
0-5489PL LISTA CZĘŚCI
6-5
Page 74

CUTMASTER 60i
obróbka 50-60A 9-8238
6.09 Części eksploatacyjne palnika (SL100)
Elektroda
Auto 9-8232
Wkład
startowy
9-8213
20-40A
CIĘCIE
BEZSTYKOWE
50-60A
CIĘCIE
BEZSTYKOWE
Wkład startowy o
dużej wydajności
Tylko inne niż
HF 9-8277
Końcówka:
20A 9-8205
30A 9-8206
40A 9-8208
Końcówki:
50-55A 9-8209
60A 9-8210
Korpus
nasadki
osłony,
9-8237
Kielich
osłony
9-8218
Korpus
nasadki
osłony,
9-8237
Kielich
osłony
9-8218
Zaślepka osłony,
obróbka 40A 9-8245
Zaślepka osłony,
deflektor 9-8243
Nasadka osłony
kontaktowej 9-8235
Zaślepka osłony,
Zaślepka osłony,
deflektor 9-8243
40-120A
ŻŁOBIENIE
Korpus
nasadki
osłony,
Końcówki:
Końcówka A 9-8225 (40 Amps Max.)
Końcówka B 9-8226 (50 - 120 Amps)
Końcówka C 9-8227 (60 - 120 Amps)
Końcówka D 9-8228 (60 - 120 Amps)
Końcówka E 9-8254 (60 - 120 Amps)
9-8237
Zaślepka osłony,
żłobienie 9-8241
Art # A-13148PL
LISTA CZĘŚCI 0-5489PL
6-6
Page 75

ZAŁĄCZNIK 1: INFORMACJE NA ETYKIECIE DANYCH
CUTMASTER 60i
Typ zasilacza
(uwaga 1)
Symbol cięcia
plazmowego
Znamionowe napięcie
bez obciążenia
Symbol
zasilania
Specyfikacje
zasilania
(fazy, AC lub DC,
częstotliwość)
Model:
Date of Mfr:
f
1 or 3
Klasa ochrony
1
f
2
Wyjście typu prądowego
U
0
Hermosillo, Sonora, Meksyk
Współczynnik cyklu roboczego
X
I
=
U
2
Napięcie przy obciążeniu
konwencjonalnym
Maksymalne
natężenie znamionowe
1 maks.
U1
Znamionowe napięcie
zasilania (uwaga 2)
1
1Ø
I
S/N
3Ø
Made in Mexico
I
1sk.
1
3Ø1Ø
Nazwa i/lub logo producenta,
lokalizacja, model i poziom wersji,
numer seryjny i kod produkcji
Standard obowiązujący
dla tego typu zasilacza
Zakres wyjściowy
(natężenie/napięcie)
Dane cyklu roboczego (uwaga 3)
Maksymalne skuteczne
natężenie prądu zasilania
Numer pliku i poziom
wersji schematu
elektrycznego producenta
UWAGI:
1. Przedstawiony symbol wskazuje zasilanie AC jedno- lub trójfazowe,
przetwornicę-transformator-prostownik o stałej częstotliwości,
wyjście DC.
2. Wskazuje napięcia wejściowe dla tego zasilacza. Na spodzie większości
zasilaczy umieszczono etykietę wskazującą wymogi w zakresie napięcia
zasilającego dla zasilacza w jego standardowej wersji.
3. Górny rząd: Wartości cyklu roboczego.
Wartość cyklu pracy wg IEC jest obliczana zgodnie z wytycznymi
Międzynarodowej Komisji Elektrotechnicznej. Wartość cyklu
roboczego TDC jest określana w toku procedur testowych
producenta zasilacza.
Drugi rząd: Wartości znamionowe natężenia w czasie cięcia.
Trzeci rząd: Wartości napięcia dla konwencjonalnego obciążenia.
4. Części etykiety danych mogą być umieszczone w różnych miejscach
zasilacza.
Standardowe symbole
AC
DC
Faza
Ø
Art # A-13265PL
0-5489PL ZAŁĄCZNIK
A-1
Page 76

CUTMASTER 60i
k
2- P
PIP
2 - P
PIP
zełącznik
ZAŁĄCZNIK 2: SCHEMATY ROZMIESZCZENIA STYKÓW PALNIKA
A. Schemat rozmieszczenia styków palnika ręcznego
Złącza ATC
Ujemny /
plazmowy
4 - Zielony /
Przełącznik
3 - Biały /
Przełącznik
omarańczowy/
1 - Czarny /
PIP
4
3
Pilotujący
Widok z przodu
2
1
8 - Otwarte
8
7
6
5
7 - Otwarte
6 - Otwarte
5 - Otwarte
8 - Otwarte
7 - Otwarte
6 - Otwarte
5 - Otwarte
B. Schemat rozmieszczenia styków palnika zautomatyzowanego (maszynowego)
4- Czarny - złącze
kasety wiszącej
3 - Biały - złącze
kasety wiszącej
omarańczowy/
Złącza ATC
Widok z przodu
4
3
2
1
NIEOSŁONIĘTY PALNIK MASZYNOWY
Ujemny / plazmowy
8 - Zielony masa złącza
kasety
wiszącej
7
7 - Zielony /
nieużywane
6 - Otwarte
8
6
5
8 - Masa
7 - Otwarte
6 - Otwarte
Pilotujący
Gniazdo ATC
Widok z przodu
8
7
6
5
8
7
6
5
4
3
2
1
Gniazdo ATC
Widok z przodu
Ujemny / plazmowy
4
3
2
1
Ujemny /
plazmowy
4 - Przełącznik
3 - Przełączni
2 - PIP
1 - PIP
Art# A-03701PL_AB
4 - Pr
3 - Przełącznik
2 - PIP
1 - Czarny /
PIP
Art # A-03799PL
Pilotujący
5 - Biały /
nieużywane
5 - Otwarte
1 - PIP
Pilotujący
ZAŁĄCZNIK 0-5489PL
A-2
Page 77

ZAŁĄCZNIK 3: SCHEMATY POŁĄCZEŃ PALNIKA
Art # A-13334
A. Schemat połączeń palnika ręcznego
Torch: SL60QD / SL60 / SL100 Hand Torch
Przewody: Przewody ze złączem ATC
Zasilacz: 60i
Głowica
palnika
Przełącznik
PIP
Przełącznik
palnika
Przewody
palnika
Czarny
Pomarańczowy
Zielony
Biały
Ujemny / plazmowy
Pilotujący
Wtyk
przewodów
AT C
1
2
5
6
4
3
8
7
Gniazdo
AT C
1
2
5
6
4
3
8
7
CUTMASTER 60i
Zasilacz
Do obwodów
zasilacza
Do obwodów
zasilacza
Ujemny / plazmowy
Pilotujący
B. Schemat połączeń palnika maszynowego
Palnik: Palnik maszynowy SL100 z nieosłoniętą dyszą
Przewody: Przewody ze złączem ATC oraz
Złącze kasety wiszącej
Zasilacz: z gniazdem ATC
Wtyk
przewodów
AT C
Głowica
palnika
Przełącznik
PIP
Nieużywane
Przewód pilota
Przewody
palnika
Czarny
Pomarańczowy
Biały
Zielony
Przewód ujemny / plazmowy
Złącze
kasety
wiszącej
Do pilota
Black
White
Green
Gniazdo ATC
Zasilacz
1
2
5
6
4
3
8
7
1
2
5
6
4
3
8
7
Do obwodów
zasilacza
Do obwodów
zasilacza
Ujemny / plazmowy
Pilotujący
Art # A-13335
0-5489PL ZAŁĄCZNIK
A-3
Page 78

CUTMASTER 60i
ZAŁĄCZNIK 4: SCHEMAT SYSTEMU, URZĄDZENIA 3-FAZOWE 400V CE
Art # A-13478
ZAŁĄCZNIK 0-5489PL
A-4
Page 79

CUTMASTER 60i
0-5489PL ZAŁĄCZNIK
Art # A-13478
A-5
Page 80

CUTMASTER 60i
ZAŁĄCZNIK 5: Historia publikacji
Data na okładce Wer. Zmiana(-y)
25.04.2017 AA Wydanie instrukcji.
ZAŁĄCZNIK 0-5489PL
A-6
Page 81

Tę stronę celowo pozostawiono pustą
Page 82

AMERYKA PÓŁNOCNA I POŁUDNIOWA
Denton, TX, USA
Obsługa klienta wUSA
Tel. 1-800-426-1888 (bezpłatny)
Faks: 1-800-535-0557 (bezpłatny)
Międzynarodowa obsługa klienta
Tel. 1-940-381-1212
Faks: 1-940-483-8178
Miami, FL, USA
Biuro sprzedaży, Ameryka Łacińska
Tel. 1-954-727-8371
Faks: 1-954-727-8376
Oakville, Ontario, Kanada
Obsługa klienta wKanadzie
Tel. 1-905-827-4515
Faks: 1-800-588-1714 (bezpłatny)
Obsługa klienta wUSA: 800-426-1888 / FAKS: 800-535-0557
Obsługa klienta wKanadzie: 905-827-4515 / FAKS: 800-588-1714
Międzynarodowa obsługa klienta: 940-381-1212 / FAKS: 940-483-8178
© 2017 ESAB Group Incorporated. www.esab.com
 Loading...
Loading...