

THERMAL DYNAMICS Plasma Cutting System Model Drag-Gun Plus with Built-In Air Compressor Instruction manual [it]
Sistema per taglio al plasma
Modello Drag-Gun Plus
con compressore incorporato
Manuale operativo
19 ottobre 2005 Manuale 0-4750


AVVERTENZA
Leggere e comprendere l’intero manuale e le procedure di sicurezza locali prima di installare,
usare o effettuare la manutenzione dell’apparecchiatura.
Il Costruttore non assume alcuna responsabilità per l’uso di questo manuale, benché le
informazioni ivi contenute ne rappresentino il miglior avviso.
Generatore per taglio al plasma
Drag-Gun Plus
Manuale Operativo Numero 0-4750
Coperto da brevetti U.S.A.
Pubblicato da:
Thermadyne Corporation
82 Benning Street
West Lebanon, New Hampshire, USA 03784
(603) 298-5711
www.thermal-dynamics.com
©Copyright 2005 by
Thermal Dynamics Corporation
Tutti i diritti riservati.
È proibita la riproduzione di quest’opera, in tutto o in parte, senza il permesso scritto dell’editorefs.
L’editore non assume alcuna responsabilità, e qui le respinge, nei confronti di qualunque parte per
qualunque perdita o danno provocato da qualunque errore o omissione di questo manuale, sia che tale
errore dipenda da negligenza, incidente, o qualsiasi altra causa.
Stampato negli Stati Uniti d’America
Data della pubblicazione: 19 ottobre 2005
Annotare le seguenti informazioni utili per la Garanzia:
Dove acquistato:____________________________________
Data di acquisto:____________________________________
Numero di serie del generatore:_______________________
Numero di serie della torcia:__________________________

SOMMARIO
SEZIONE 1:
GENERALITÀ .................................................................................................................... 1-1
1.01 Note e segnalazioni di cautela e pericolo ...................................................... 1-1
1.02 Precauzioni di sicurezza importanti .............................................................. 1-1
1.03 Pubblicazioni ................................................................................................ 1-2
1.04 Dichiarazione di conformità ........................................................................... 1-4
1.05 Garanzia ....................................................................................................... 1-5
SEZIONE 2:
INTRODUZIONE ................................................................................................................ 2-1
2.01 Introduzione .................................................................................................. 2-1
2.02 Caratteristiche tecniche generali ................................................................... 2-1
2.03 Caratteristiche .............................................................................................. 2-1
2.04 Caratteristiche tecniche della torcia .............................................................. 2-2
2.05 Componenti del sistema ............................................................................... 2-2
2.06 Modalità di trasporto ..................................................................................... 2-2
SEZIONE 3:
INSTALLAZIONE ............................................................................................................... 3-1
3.01 Scelta della collocazione .............................................................................. 3-1
3.02 Collegamenti elettrici di alimentazione .......................................................... 3-1
3.03 Torcia ............................................................................................................ 3-1
SEZIONE 4:
USO DELLA MACCHINA .................................................................................................. 4-1
4.01 Pannello frontale di controllo ......................................................................... 4-1
4.02 Preparazione per l'uso .................................................................................. 4-2
SEZIONE 5:
ASSISTENZA .................................................................................................................... 5-1
5.01 Guida elementare alla soluzione dei problemi ............................................... 5-1
Appendice 1: Sequenza operativa, diagramma a blocchi ........................................................... 5-1
Appendice 2: Collegamenti torcia .............................................................................................. 5-2
Appendice 3: Schema del sistema ............................................................................................ 5-3

SEZIONE 1:
GENERALITÀ
1.0 Note e segnalazioni di cautela
e pericolo
In questo manuale sono usate segnalazioni di nota,
cautela e pericolo per mettere in evidenza informazioni
importanti. Queste segnalazioni hanno la forma e il
significato che segue:
NOTE
Una operazione, procedura, o informazione
di base che richiede un risalto aggiuntivo o è
utile per l’uso efficiente del sistema.
CAUTELA
Una procedura che, se non seguita in modo
appropriato, può danneggiare l’attrezzatura.
PERICOLO
Una procedura che, se non seguita in modo
appropriato, può provocare lesioni all’operatore o ad altri nella zona di utilizzo.
1.02 Precauzioni di sicurezza
importanti
PERICOLO
L’UTILIZZO E LA MANUTENZIONE DELLE
APPARECCHIATURE AD ARCO PER IL
TAGLIO AL PLASMA POSSONO ESSERE
PERICOLOSI E METTERE A RISCHIO LA
SALUTE.
Il taglio ad arco plasma produce intense
emissioni elettromagnetiche che possono
interferire con il funzionamento dei pacemaker cardiaci, degli apparecchi acustici,e di
altre attrezzature elettroniche sanitarie. Le
persone che lavorano vicino ad applicazioni
di taglio al plasma devono consultare il personale sanitario che li assiste e il fabbricante
dell’apparecchio sanitario per determinare se
esiste un rischio.
Per prevenire possibili danni, prima di usare
le apparecchiature, leggere, capire e seguire
tutte le segnalazioni di pericolo, le precauzioni
di sicurezza e le istruzioni. Telefonare al
numero 1-603-298-5711 o al distributore
locale per qualsiasi domanda.
GAS E FUMI
I gas e i fumi prodotti durante il processo di taglio al
plasma possono essere pericolosi e mettere a rischio la
salute.
• Tenere tutti i fumi e i gas lontani dalla zona di re-
spirazione. Tenere la testa fuori dal pennacchio dei
fumi di saldatura.
• Usare un respiratore ad aria se la ventilazione non
è sufficiente a rimuovere tutti i fumi e i gas.
• I tipi di fumi e gas prodotti dall’arco plasma dipen-
dono dal tipo di metallo usato, dal rivestimento
del metallo, e dai diversi metodi usati. Prestare la
massima attenzione in caso di taglio o saldatura di
metalli che possono contenere uno o più degli
elementi che seguono:
Antimonio Cadmio Nichel
Argento Cobalto Piombo
Arsenico Cromo Rame
Bario Manganese Selenio
Berillio Mercurio Vanadio
• Leggere sempre la Scheda di Sicurezza del Materiale
(MSDS, Material Safety Data Sheet) che dovrebbe
essere fornita con il materiale in uso. Le Schede di
Sicurezza del Materiale danno le informazioni
relative al tipo e alla quantità di fumi e di gas che
possono essere dannosi per la salute.
• Per avere informazioni sulla rilevazione di fumi e
di gas nel posto di lavoro, far riferimento alla voce
1 nella Sezione 1.03 (Pubblicazioni) di questo
manuale.
• Per catturare fumi e gas usare attrezzature speci-
fiche, come banchi per taglio ad acqua o ad aspirazione.
• Non usare la torcia al plasma in aree dove possono
esserci gas o materiali combustibili o esplosivi.
• Il fosgene, un gas tossico, si genera dai vapori di
solventi e detergenti clorati. Rimuovere tutte le
fonti di questi vapori.
• Questo prodotto, quando usato per saldatura o
taglio, produce fumi o gas che contengono sostanze
chimiche note allo Stato di California come capaci
di provocare malformazioni congenite o, in alcuni
casi, il cancro. (California Health & Safety Code Sec.
25249.5 et seq.)
19 ottobre 2005 1-1 GENERALITÀ

SCOSSA ELETTRICA
RUMORE
La scossa elettrica può ferire o uccidere. Il processo ad
arco plasma usa e produce energia elettrica ad alta
tensione. Questa energia elettrica può provocare scossa
grave o fatale all’operatore o ad altri sul posto di lavoro.
• Non toccare mai parti sotto tensione.
• Portare indumenti e guanti asciutti. Mantenere il
proprio corpo isolato dal pezzo o da altre parti del
circuito di saldatura.
• Riparare o sostituire tutte le parti usurate o
danneggiate.
• Usare estrema attenzione quando il pezzo in
lavorazione è umido.
• Effettuare l’installazione e la manutenzione
dell’attrezzatura nel rispetto delle norme (NEC,
National Electrical Code, far riferimento alla voce
9 nella Sezione 1.03 (Pubblicazioni)).
• Staccare l’alimentazione prima di effettuare
qualsiasi intervento di manutenzione o
riparazione.
• Leggere e seguire tutte le istruzioni del Manuale
Operativo.
Il rumore può provocare perdita permanente dell’udito.
I processi al plasma possono provocare livelli di rumore
superiori ai limiti di sicurezza. Proteggere le orecchie da
rumori ad alto volume per evitare la perdita permanente
dell’udito.
• Per proteggere l’udito da rumori ad alto livello, por-
tare tappi per le orecchie e/o paraorecchie. Proteggere
le altre persone presenti nel luogo di lavoro.
• Misurare i livelli di rumore per assicurarsi che i
decibel (di rumore) non superino i livelli di sicurezza.
• Per informazioni su come misurare il rumore, ve-
dere la voce 1 nella Sezione 1.03 (Pubblicazioni) di
questo manuale.
RADIAZIONE DA ARCO PLASMA
La radiazione proveniente da arco plasma può essere
nociva per gli occhi e produrre ustioni alla pelle. Il processo ad arco plasma produce radiazione ultravioletta e
infrarossa di grande intensità. La radiazione dall’arco
danneggia gli occhi e ustiona la pelle, se occhi e pelle non
sono correttamente protetti.
FUOCO ED ESPLOSIONE
Fuoco ed esplosione possono essere provocati da scorie
calde, scintille, o dall’arco plasma.
• Accertarsi che nel luogo di lavoro non ci sia ma-
teriale combustibile o infiammabile. Ogni materiale che non possa essere rimosso deve essere
protetto.
• Ventilare tutti i vapori infiammabili o esplosivi che
si sviluppano dal luogo di lavoro.
• Non effettuare tagli o saldature su contenitori che
possono aver contenuto combustibili.
• Predisporre sorveglianza contro gli incendi se si
lavora in una zona in cui può esserci rischio di
incendio.
• Può essersi formato ed essere restato intrappolato
idrogeno sotto pezzi in alluminio durante il taglio
effettuato sott’acqua o con l’uso di un banco ad
acqua. NON effettuare taglio su leghe di alluminio
sott’acqua o su banco ad acqua a meno che l’idrogeno
gassoso che si sviluppa possa essere eliminato o
disperso. L’idrogeno gassoso intrappolato provoca
un’esplosione se viene acceso.
• Per proteggere gli occhi, portare sempre un elmetto
o uno schermo per saldatura. Indossare sempre
anche occhiali protettivi di sicurezza con schermi
laterali, occhiali protettivi o altri adatti mezzi di
protezione.
• Portare guanti per saldatura e indumenti adatti a
proteggere la pelle dalla radiazione dell’arco e dalle
scintille.
• Mantenere in buone condizioni l’elmetto e gli oc-
chiali protettivi. Sostituire le lenti se sono rotte,
scheggiate o sporche.
• Proteggere dalla radiazione dell’arco le altre persone
presenti nel luogo di lavoro. Usare cabine, ripari o
schermi protettivi.
• Usare lenti delle seguenti gradazioni secondo ANSI/
ASC Z49.1:
Minima gradazione Gradazione
Corrente dell'arco protettiva suggerita
Meno di 300* 8 9
300 - 400* 9 12
400 - 800* 10 14
* Questi valori si applicano quando l’arco ef-
fettivo è chiaramente visibile. L’esperienza ha
dimostrato che possono essere usati filtri più
leggeri quando l’arco è nascosto dal pezzo.
GENERALITÀ 1-2 19 ottobre 2005

1.03 Pubblicazioni
Per maggiori informazioni fare riferimento ai seguenti
standard o alle loro più recenti revisioni:
1. OSHA, SAFETY AND HEALTH STANDARDS, 29CFR
1910, obtainable from the Superintendent of Documents, U.S. Government Printing Office, Washington, D.C. 20402
2. ANSI Standard Z49.1, SAFETY IN WELDING AND
CUTTING, obtainable from the American Welding
Society, 550 N.W. LeJeune Rd, Miami, FL 33126
3. NIOSH, SAFETY AND HEALTH IN ARC WELDING
AND GAS WELDING AND CUTTING, obtainable
from the Superintendent of Documents, U.S. Government Printing Office, Washington, D.C. 20402
4. ANSI Standard Z87.1, SAFE PRACTICES FOR OCCUPATION AND EDUCATIONAL EYE AND FACE PROTECTION, obtainable from American National Standards Institute, 1430 Broadway, New York, NY 10018
5. ANSI Standard Z41.1, STANDARD FOR MEN’S
SAFETY-TOE FOOTWEAR, obtainable from the
American National Standards Institute, 1430 Broadway, New York, NY 10018
obtainable from the National Welding Supply Association, 1900 Arch Street, Philadelphia, PA 19103
14. American Welding Society Standard AWSF4.1, RECOMMENDED SAFE PRACTICES FOR THE PREPARATION FOR WELDING AND CUTTING OF CONTAINERS AND PIPING THAT HAVE HELD HAZARDOUS
SUBSTANCES, obtainable from the American Welding Society, 550 N.W. LeJeune Rd, Miami, FL 33126
15. ANSI Standard Z88.2, PRACTICE FOR RESPIRATORY
PROTECTION, obtainable from American National
Standards Institute, 1430 Broadway, New York, NY
10018
6. ANSI Standard Z49.2, FIRE PREVENTION IN THE USE
OF CUTTING AND WELDING PROCESSES, obtainable from American National Standards Institute,
1430 Broadway, New York, NY 10018
7. AWS Standard A6.0, WELDING AND CUTTING
CONTAINERS WHICH HAVE HELD COMBUSTIBLES,
obtainable from American Welding Society, 550 N.W.
LeJeune Rd, Miami, FL 33126
8. NFPA Standard 51, OXYGEN-FUEL GAS SYSTEMS
FOR WELDING, CUTTING AND ALLIED PROCESSES,
obtainable from the National Fire Protection
Association, Batterymarch Park, Quincy, MA 02269
9. NFPA Standard 70, NATIONAL ELECTRICAL CODE,
obtainable from the National Fire Protection Association, Batterymarch Park, Quincy, MA 02269
10. NFPA Standard 51B, CUTTING AND WELDING PROCESSES, obtainable from the National Fire Protection Association, Batterymarch Park, Quincy, MA
02269
11. CGA Pamphlet P-1, SAFE HANDLING OF COMPRESSED GASES IN CYLINDERS, obtainable from the
Compressed Gas Association, 1235 Jefferson Davis
Highway, Suite 501, Arlington, VA 22202
12. CSA Standard W117.2, CODE FOR SAFETY IN WELDING AND CUTTING, obtainable from the Canadian
Standards Association, Standards Sales, 178 Rexdale
Boulevard, Rexdale, Ontario, Canada M9W 1R3
13. NWSA booklet, WELDING SAFETY BIBLIOGRAPHY
19 ottobre 2005 1-3 GENERALITÀ

1.04 Dichiarazione di conformità
Costruttore: Thermal Dynamics Corporation
Indirizzo: 82 Benning Street
West Lebanon, New Hampshire 03784
USA
L
’apparecchiatura descritta in questo manuale è conforme a tutti gli aspetti applicabili delle norme contenute nella
Direttiva Bassa Tensione 73/23/CEE con le modifiche apportate dalla Direttiva 93/68/CEE, e alle leggi nazionali che
recepiscono tale Direttiva
L
’apparecchiatura descritta in questo manuale è conforme a tutti gli aspetti applicabili delle norme contenute nella
Direttiva Compatibilità Elettromagnetica 89/336/CEE, e alle leggi nazionali che recepiscono tale Direttiva
I
numeri di serie sono unici per ciascuna apparecchiatura, così come le descrizioni dei componenti, le parti usate per
la produzione e la data di fabbricazione
Norme e specifiche tecniche nazionali
I
l prodotto è progettato e fabbricato in conformità con diverse norme e specifiche tecniche. Tra queste
*
Norma CSA (Canadian Standards Association) C22.2 numero 60 relativa alle apparecchiature per la saldatura
all’arco
*
Norma UL (Underwriters Laboratory) 94VO (test di infiammabilità per tutte le schede a circuiti stampati usate)
.
.
.
.
:
.
*
Norma di prodotto CENELEC EN50199 EMC relativa alle apparecchiature per la saldatura all’arco
*
Norme ISO/IEC 60974-1 (BS 638-PT10) (EN 60 974-1) (EN50192) (EN50078) applicabili alle apparecchiature per il
taglio al plasma e relativi accessori
*
Per ambienti a rischio elevato di scossa elettrica, i generatori che portano il marchio S sono conformi alla norma
EN50192 quando usati con torce manuali a ugello esposto, se dotate di distanziale correttamente montato.
.
*
Presso lo stabilimento di produzione sono messe in atto, come parte del normale processo di progettazione e
produzione, procedure di ampia portata volte alla verifica della progettazione del prodotto. Ciò serve per assicurare
che il prodotto sia sicuro, se usato in conformità con le istruzioni contenute in questo manuale e le relative prassi
industriali, e le sue prestazioni siano conformi alle specifiche. Rigorosi collaudi fanno parte del processo produttivo
per assicurare che il prodotto sia conforme o superiore a tutte le specifiche di progettazione
T
hermal Dynamics ha fabbricato prodotti per più di 30 anni, e continuerà a raggiungere l’eccellenza in quest’area di
produzione
Rappresentante responsabile del Costruttore: Steve Ward
.
.
.
Operations Director
Thermadyne Europe
Europa Building
Chorley N Industrial Park
Chorley, Lancashire,
England PR6 7BX
.
GENERALITÀ 1-4 19 ottobre 2005

1.05 Garanzia
GARANZIA LIMITATA: Subordinatamente ai termini e alle condizioni stabiliti sotto, Thermadyne® Corporation garantisce ai clienti dei
suoi distributori autorizzati che i nuovi sistemi Thermadyne per il taglio al plasma CutSkill venduti dopo la data di efficacia di questa garanzia
sono esenti da difetti di materiale e di fabbricazione. Nel caso eventuale mancata conformità con la presente garanzia si manifestasse entro
il periodo di tempo precisato sotto, Thermadyne Corporation provvederà, dietro notifica di ciò e prova che il prodotto è stato immagazzinato,
installato, messo in esercizio, e mantenuto in conformità con le specifiche, le istruzioni, le raccomandazioni di Thermadyne e con
riconosciute e normali prassi industriali, a correggere tali difetti a mezzo di adatta riparazione o sostituzione.
Questa garanzia è esclusiva e in luogo di qualsiasi garanzia di vendibilità o di idoneità per qualsiasi particolare scopo.
Thermadyne riparerà o sostituirà, a sua discrezione, qualsiasi parte o componente in garanzia che si guasti a causa di difetti di materiale o
fabbricazione entro i periodi di tempo precisati sotto. A Thermadyne Corporation deve essere data comunicazione di ogni guasto entro 30
giorni, e Thermadyne Corporation fornirà istruzioni sulle procedure di garanzia da seguire.
Thermadyne Corporation onorerà le richieste di intervento in garanzia presentate entro i periodi di garanzia elencati sotto. Tutti i periodi di
garanzia decorrono dalla data di vendita del prodotto all’acquirente originale o 1 anno dopo la vendita a un distributore autorizzato
Thermadyne.
PERIODO DI GARANZIA LIMITATA
Prodotto
Componenti generatore
(Parti e lavoro)
Torcia e cavi
(Parti e lavoro)
Drag-Gun Plus 2 anni 1 anno
Questa garanzia non si applica a:
1. Parti di consumo, come ugelli, elettrodi, cappe di protezione, o-ring, cartucce d’innesco, diffusori gas, fusibili, filtri.
2. Apparecchiature che sono state modificate da terzi non autorizzati, installate in modo improprio, usate in modo improprio o con
incuria sulla base delle prassi industriali.
Nel caso di una richiesta di intervento in garanzia, i rimedi saranno, a discrezione di Thermadyne Corporation:
1. Riparazione del prodotto difettoso.
2. Sostituzione del prodotto difettoso.
3. Rimborso di ragionevoli costi di riparazione se preventivamente autorizzata da Thermadyne.
4. Riconoscimento di credito fino al prezzo di acquisto diminuito di ragionevole deprezzamento sulla base dell’uso effettivo.
Tali rimedi possono essere autorizzati da Thermadyne e sono FOB West Lebanon, NH, USA o una stazione di servizio autorizzata
Thermadyne. Il prodotto reso per manutenzione è a spese del proprietario e non è autorizzato alcun rimborso di spese di viaggio o
trasporto.
LIMITAZIONE DI RESPONSABILITÀ: Thermadyne Corporation non sarà in alcuna circostanza responsabile di danni speciali o conseguenti,
quali, a titolo esemplificativo e non esaustivo, danneggiamento o perdita di beni acquistati o sostituiti o pretese di clienti di distributori (nel
seguito “Acquirenti”) per interruzione di servizio. I rimedi per l’acquirente qui stabiliti sono esclusivi e la responsabilità di Thermadyne
rispetto a qualsiasi contratto, o qualsiasi atto con ciò connesso quale l’esecuzione o l’inosservanza, o derivante dalla fabbricazione, vendita,
consegna, rivendita, o uso di qualsiasi bene coperto o fornito da Thermadyne sia conseguente a contratto, negligenza, illecito, sia sotto
qualsiasi garanzia, sia altrimenti, non dovrà, eccettuato quanto espressamente previsto nel seguito, superare il prezzo dei beni sui quali tale
responsabilità si basa.
I diritti dell’acquirente ai sensi di questa garanzia sono nulli se sono usate parti di ricambio o accessori che possano pregiudicare la
sicurezza o le prestazioni di qualsiasi prodotto Thermadyne.
I diritti dell’acquirente ai sensi di questa garanzia sono nulli se il prodotto Thermadyne è venduto da persone non autorizzate.
Data di efficacia: 28 agosto 2005
19 ottobre 2005 1-5 GENERALITÀ

GENERALITÀ 1-6 19 ottobre 2005

SEZIONE 2:
2.03 Caratteristiche
INTRODUZIONE
2.01 INTRODUZIONE
Il plasma è un gas che è stato riscaldato a una tempera-
tura estremamente elevata e ionizzato, così da diventare conduttore elettrico. Il processo di taglio all’arco
plasma usa il plasma per trasferire un arco elettrico al
pezzo. Il metallo che deve essere tagliato viene fuso dal
calore dell’arco e soffiato via.
2.02 CARATTERISTICHE TECNICHE GENERALI
Modello Drag-Gun Plus
Massima corrente 35 A
Tensione di
alimentazione e fasi
Frequenza 50/60 Hz
Potenza assorbita 8,3 kVA
Fusibile alimentazione 40 A
Tensione a vuoto 330 V
Tensione sotto carico 94 V
Corrente in uscita 10 - 35 A
Uscita aria fine taglio 15 s
Fattore di servizio del
sistema a temperatura
dell’aria ambiente di
40°C / 104°F
Capacità di taglio netto
Massima capacità di
taglio
Dimensioni
(Larg x Prof x Alt)
230 V,
monofase
35% a 35 A
e 94 V c.c.
60% a 27 A
e 91 V c.c.
100% a 20 A
e 88 V c.c.
3/8"
(9 mm)
1/2"
(12 mm)
10.5"x15.5"x11"
(267 mm x 394 mm
x 279 mm )
• COMPATTO e LEGGERO – Progettato per essere
trasportato facilmente.
• EFFICIENZA ENERGETICA – Tecnologia avanzata
che riduce i consumi.
• TAGLIO NETTO AD ALTA VELOCITÀ – L’arco
plasma strozzato fornisce elevata velocità di
taglio e un taglio di buona qualità netto e sottile.
• BASSO COSTO CON L’ARIA COMPRESSA – Il
Drag-Gun Plus funziona con aria compressa.
• OGNI GENERE DI METALLI – Utile per la maggior
parte dei metalli, come acciaio inossidabile, alluminio, acciaio dolce, rame e relative leghe.
• ACCENSIONE AD ARCO PILOTA DALLA TORCIA
– L’arco pilota accende l’arco di taglio.
• GRANDI PRESTAZIONI DI TAGLIO – La capacità
di taglio netto è di 3/8" (9 mm).
• CAPACITÀ DI TAGLIO DI MATERIALI VERNI-
CIATI – L’accensione ad arco pilota permette al
Drag-Gun Plus di tagliare materiali verniciati.
• DURATA ESTESA DEI COMPONENTI – La durata
delle parti di consumo è più lunga.
NOTA:
Per le disposizioni di connessione in vigore
fare riferimento ai regolamenti locali e
nazionali o alle autorità locali competenti.
Introduzione 2-1 Manuale 0-4750
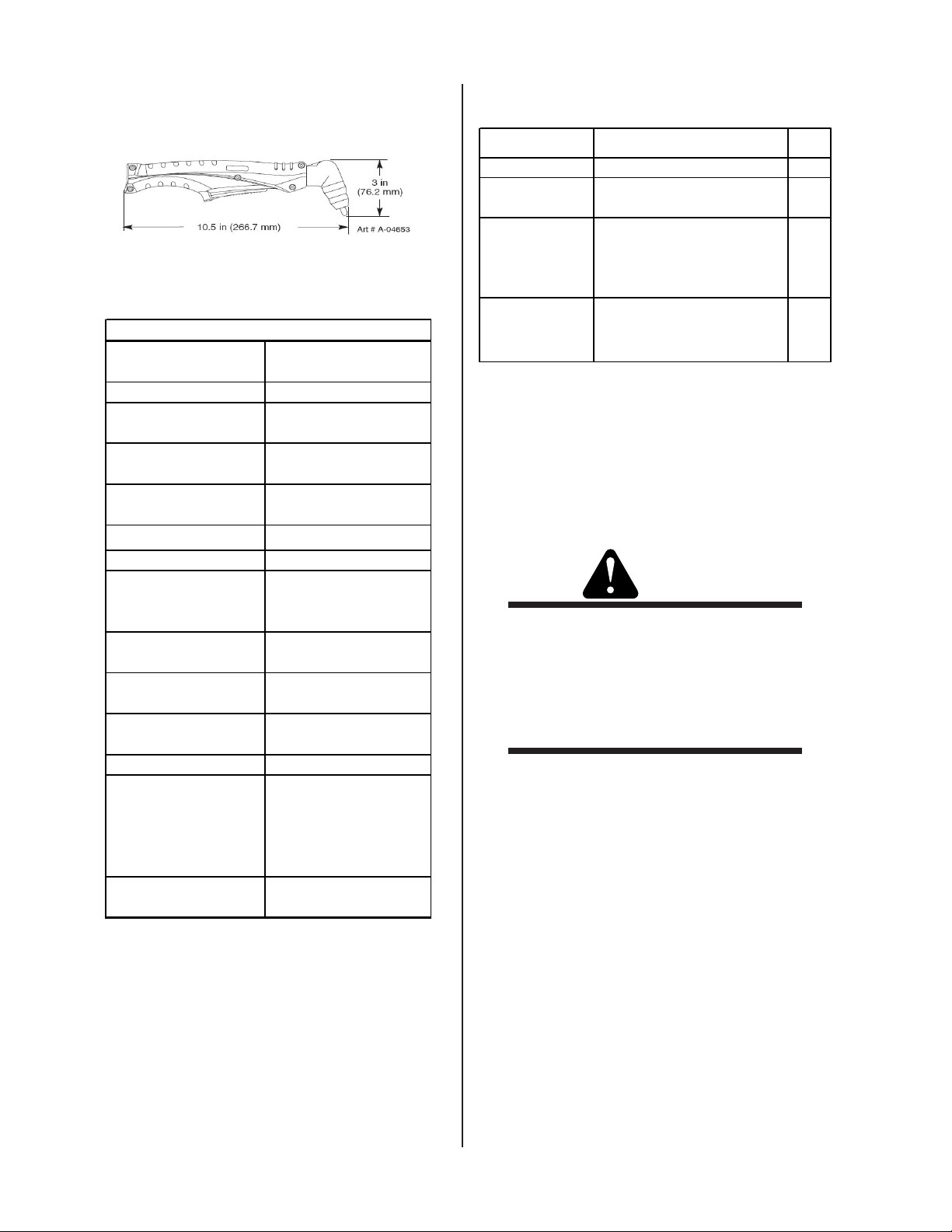
2.04 Caratteristiche tecniche della torcia
Caratteristiche tecniche della torcia PCH-42
Configurazione torcia
Lunghezza cavi torcia 20 ft / 6,1 m
Temperatura ambiente
Fattore di servizio
Massima corrente
Tensione (V
picco
Tensione innesco arco 12 kV
Tipo di raffreddamento
Parti incorporate:
Fabbisogno di gas:
Pressione gas in
ingresso
Minima portata gas 200 scfh (142 l/min)
Rischio di contatto
diretto
Generatore al plasma
usato:
Corpo torcia a 70° con
impugnatura torcia
104°F
40°C
100% a 40 A
e 200 scfh
40 A, c.c.,
polarità diretta
) 500 V
Corrente di aria
ambiente e gas
attraverso la torcia
Interruttore incorporato
nel corpo torcia
Monogas, solo aria
compressa
65 psi (4,5 bar)
-125 psi (8,6 bar)
Per uso con ugello
esposto la distanza di
standoff raccomandata
è di 1/8 - 3/8"
(3-9 mm).
Drag-Gun Plus
2.05 Componenti del sistema
Descrizione COMPONENTI Q.tà
Generatore Modello Drag-Gun Plus 1
Torcia
Accessori e
parti di
consumo
Cavo di
alimentazione
PCH-42, con cavi da 20'
(6,1 m) 1
Cavo di massa
Manuale
Elettrodi
Ugelli
3 m NEMA 10 AWG / 4,8
2
con spina stampata
mm
6 - 50 P
1
1
2
3
1
2.06 Modalità di trasporto
Sollevare l’apparecchio con la maniglia posta sulla
sommità dell’involucro. Per il trasporto usare un carrello a mano o un dispositivo similare di adeguata capacità.
PERICOLO
La SCOSSA ELETTRICA può uccidere. NON
TOCCARE parti in tensione. Staccare l’alimentazione prima di spostare il generatore.
La CADUTA DELL’APPARECCHIATURA
può provocare serie lesioni alla persona e
danneggiare l’apparecchiatura stessa.
Introduzione 2-2 Manuale 0-4750

SEZIONE 3:
3.03 Torcia
INSTALLAZIONE
3.01 Scelta della collocazione
• Collocare in un’area pulita e asciutta.
• Prevedere adeguata ventilazione e alimentazione
di aria fresca.
• La temperatura ambiente ideale non dovrebbe
superare 40°C / 104°F. Temperature superiori
possono diminuire la capacità di taglio o la
qualità.
• La macchina per il taglio deve essere posizionata
su una superficie piana e stabile in modo che sia
ben appoggiata.
PERICOLO
Il collegamento elettrico di questa appa-
recchiatura deve essere effettuato da un
elettricista qualificato.
3.02 Collegamenti elettrici di alimentazione
• Assicurarsi che il cavo e l’interruttore della torcia
siano connessi al pannello frontale.
• Assicurarsi che il cavo di massa sia corretta-
mente connesso al pannello frontale.
• Prima di accendere la torcia, tenerla lontana da
sé e dagli altri.
PERICOLO
Non effettuare tagli in ambienti umidi o
bagnati.
• Prima di effettuare interventi di manutenzione o
di sostituire parti della torcia, attendere che si
arresti l’uscita aria fine taglio (circa 10 secondi),
quindi spegnere la macchina.
• Usare sempre parti originali. L’uso di parti non
originali può avere come effetto durate inferiori e
risultati di taglio non soddisfacenti. Ogni
richiesta di intervento in garanzia verrebbe
ignorata.
• Riciclare le parti consumate secondo le prescri-
zioni locali.
NOTA
• La tensione di alimentazione è di 230 V ± 10%, 50/
60 Hz monofase.
CAUTELA
Controllare che la tensione di alimentazione
sia corretta prima di inserire la spina o
connettere l’apparecchiatura. Alimentazione, fusibile, e cavi di prolunga eventualmente usati devono essere conformi ai
regolamenti elettrici locali e alle prescrizioni
raccomandate di protezione dei circuiti e di
impianto elettrico come è specificato nella
Sezione 2.
Le riparazioni devono essere effettuate solo
da personale competente e qualificato.
Installazione 3-1 Manuale 0-4750

Installazione 3-2 Manuale 0-4750

SEZIONE 4:
100A
Art # A-04483
0
A
Art # A-04484
USO DELLA MACCHINA
4.01 Pannello frontale di controllo
• Spia blocco interruttore torcia - La
spia si accende quando il pulsante di blocco
interruttore torcia è stato premuto per operare
in modalità taglio continuo.
B. PULSANTI
Spia
alimentazione c.a.
Interruttore
"On/Off"
Interruttore
blocco torcia
Interruttore
regolazione aria
Cavo di massa
I
O
Spia
surriscaldamento
Spia pressione aria
100A
70
60
80
50
90
40
100
30
A
Spia interruttore
blocco torcia
Manopola di
comando corrente
Feritoie
di ventilazione
Torcia
Maniglioni non mostrati per chiarezza
A. SPIE LUMINOSE
• Spia alimentazione - Si accende quando
l’interruttore dell’alimentazione elettrica viene
ruotato nella posizione “On”.
• Spia surriscaldamento - La spia è normal-
mente spenta. La spia è accesa quando la
temperatura interna supera i limiti normali.
Spegnere il generatore; lasciarlo raffreddare
prima di continuarne l’uso.
• Spia pressione aria - Questa spia si accende
ed è accompagnato da un segnale sonoro
intermittente quando la pressione dell’aria non
è sufficiente al funzionamento del generatore.
La spia è normalmente spenta.
• Spia blocco interruttore torcia - Per
effettuare taglio continuo. Premere questo pulsante (portare su “ON”) mentre si sta tagliando
con la torcia. Rilasciare il pulsante torcia e la
torcia continuerà a tagliare senza bisogno di
mantenere premuto il pulsante.
• Pulsante regolazione aria - Per regolare
la pressione dell’aria e raffreddare la torcia riscaldata.
C. MANOPOLA DI COMANDO CORRENTE
DI TAGLIO
Per regolare la corrente di taglio. Ruotando in
senso orario si aumenta la corrente di taglio e
in senso antiorario si diminuisce la corrente di
taglio.
70
6
50
40
30
80
90
100
NOTA
È possibile che la pressione dell’aria sia suf-
ficiente al funzionamento del generatore
ma non ci sia sufficiente portata di aria
per il funzionamento della torcia.
Uso della macchina 4-1 Manuale 0-4750

D. INTERRUTTORE PRINCIPALE “ON/OFF”
Collegare in modo sicuro il
Cavo e morsetto
di massa
Art # A-04389
B. Collegamento della torcia
L’interruttore è posizionato sul pannello
frontale. Portando l’interruttore principale
nella posizione “ON” si mette sotto tensione il
generatore.
WARNING
Quando il generatore è sovraccarico,
l’interruttore si porta nella posizione “OFF”
automaticamente. NON FORZARLO
NELLA POSIZIONE “ON”.
4.02 Preparazione per l’uso
All’inizio di ogni sezione operativa:
PERICOLO
Staccare l’alimentazione prima di montare
o smontare il generatore, parti della torcia,
o la torcia e i cavi.
Verificare che la torcia sia collegata correttamente.
C. Collegamento del cavo di massa
cavo di massa con il pezzo
da tagliare o il tavolo di taglio
D. Uso della torcia
• Indossare guanti e occhiali protettivi.
• Non posare la mano nuda sul pezzo da tagliare.
1. Per taglio drag, tenere l’ugello a contatto del
pezzo.
A. Parti componenti la torcia
Verificare che la torcia sia correttamente montata
con i componenti appropriati. I componenti
devono corrispondere al tipo di operazione, e
all’intensità di corrente di uscita di questo
generatore (35 A al massimo). Con questa torcia
usare solo parti originali.
Elettrodo, N. 9-6542
Diffusore gas,
N. 9-6507
Corpo torcia
Ugello, N. 9-6501
Art # A-04655
Cappa di protezione, N. 9-6003
2. Per taglio stand-off, tenere l’ugello a 1/8 - 3/8 in
(3-9 mm) dal pezzo come nel disegno sottostante.
Torcia
Cappa
di protezione
A-00024
Distanza di stand-off
1/8" - 3/8"
Uso della macchina 4-2 Manuale 0-4750

3. Con la torcia nella posizione di partenza, premere e tenere premuto l’interruttore sulla torcia. Dopo un
)
flusso iniziale di due secondi, l’arco pilota si accende e rimane acceso fino a quando si avvia l’arco di
taglio.
4. Una volta acceso, l’arco trasferito rimane acceso fino a quando l’interruttore è tenuto premuto, a meno
che la torcia sia ritirata dal pezzo o il movimento della torcia sia troppo lento.
5. Per spegnere la torcia semplicemente rilasciare l’interruttore sulla torcia. Quando l’interruttore viene
rilasciato si ha deflusso di aria di fine taglio. Se l’interruttore viene premuto durante tale deflusso, l’arco
di taglio si ristabilirà immediatamente non appena l’ugello è riportato alla distanza di taglio dal pezzo.
E. Tipiche velocità di taglio
Le velocità di taglio sono variabili in relazione all’erogazione della torcia, al tipo di materiale tagliato, e alla
competenza dell’operatore. Le velocità indicate sono tipiche per questo sistema di taglio usando plasma di
aria per tagliare acciaio dolce, con corrente in uscita al massimo valore e la torcia tenuta alla distanza di
stand-off indicata.
Sistema
Drag-Gun Plus Drag (10 ga) 0.135" - (3 mm) 95.0 99 76.0 79
Drag-Gun Plus Drag (7 ga) 0.179" - (4,5 mm
Drag-Gun Plus 1/8" - (3 mm) 1/4" - (6 mm) 36.0 38 29.0 30
Drag-Gun Plus 1/8" - (3 mm) 3/8" - (9,5 mm) 15.0 16 12.0 13
Drag-Gun Plus 1/8" - (3 mm) 7/16" - (11 mm) 10.0 10 8.0 8
Drag-Gun Plus 1/8" - (3 mm) 1/2" - (12 mm) 8 200 7 175
Distanza di
taglio
Spessore materiale
Massima velocità di
taglio
ipm mm/m ipm mm/m
57.0 59 46.0 48
Velocità di taglio
raccomandata
NOTA:
Per drag o modalità drag si intende tenere sempre l’ugello in contatto con il pezzo da tagliare.
Uso della macchina 4-3 Manuale 0-4750
SEZIONE 5:
ASSISTENZA
B. L’interruttore principale è nella posizione “ON”,
ma la ventola di raffreddamento non funziona.
1. Manca alimentazione al motore ventola o ali-
mentazione non corretta o motore ventola guasto.
5.01 Guida elementare alla soluzione dei problemi
PERICOLO
In questo sistema sono presenti tensioni elet-
triche e livelli di potenza estremamente pericolosi. Non effettuare diagnosi o riparazioni
a meno di essere addestrati in misure elettroniche di potenza e tecniche di soluzione
dei problemi.
A. Soluzione di problemi elementari:
descrizione sommaria
Questa guida copre la soluzione di problemi elementari.
È utile per risolvere molti dei problemi comuni che
possono sorgere con questo sistema. Se il guasto riguarda
componenti importanti, il sistema deve essere inviato a
un centro di servizio per la riparazione.
Seguire tutte le istruzioni come sono elencate e
completare ogni sezione nell’ordine di presentazione.
B. Sintomi comuni
A. L’interruttore principale è nella posizione “ON”,
ma la spia alimentazione non si accende.
a. Inviare a un centro di servizio autorizzato per
la riparazione.
C. Non c’è flusso di aria alla torcia quando viene
azionato l’interruttore dell’aria.
1. Il collegamento interno è staccato o allentato.
a. Controllare tutti i collegamenti e i raccordi
della conduttura dell’aria compressa.
2. Alimentazione aria interna / compressore non in
funzione.
a. Inviare a un centro di servizio autorizzato per
la riparazione.
3. Scheda controllo (PCB) guasta.
a. Inviare a un centro di servizio autorizzato per
la riparazione.
D. La torcia non accende l’arco pilota quando si
preme il pulsante.
1. Pressione del gas troppo alta o troppo bassa.
a. Non c’è regolazione. Inviare a un centro di ser-
vizio autorizzato per la riparazione.
2. Manca ugello, diffusore gas o elettrodo.
a. Spegnere il generatore. Rimuovere la cappa di
protezione. Installare le parti mancanti.
3. Parti della torcia consumate o guaste.
1. Collegamento elettrico scorretto.
a. Controllare il cavo di alimentazione e il colle-
gamento.
b. Controllare che l’interruttore dell’alimenta-
zione sia chiuso.
c. Controllare il fusibile dell’alimentazione.
2. Il sistema era sovraccarico.
a. Ruotare l’interruttore principale nella posi-
zione “OFF” quindi di nuovo nella posizione
“ON”.
3. L'interruttore può essere guasto.
a. Inviare a un centro di servizio autorizzato per
la riparazione.
Manuale 0-4750 5-1 ASSISTENZA
a. Ispezionare le parti di consumo della torcia.
Sostituire se necessario.
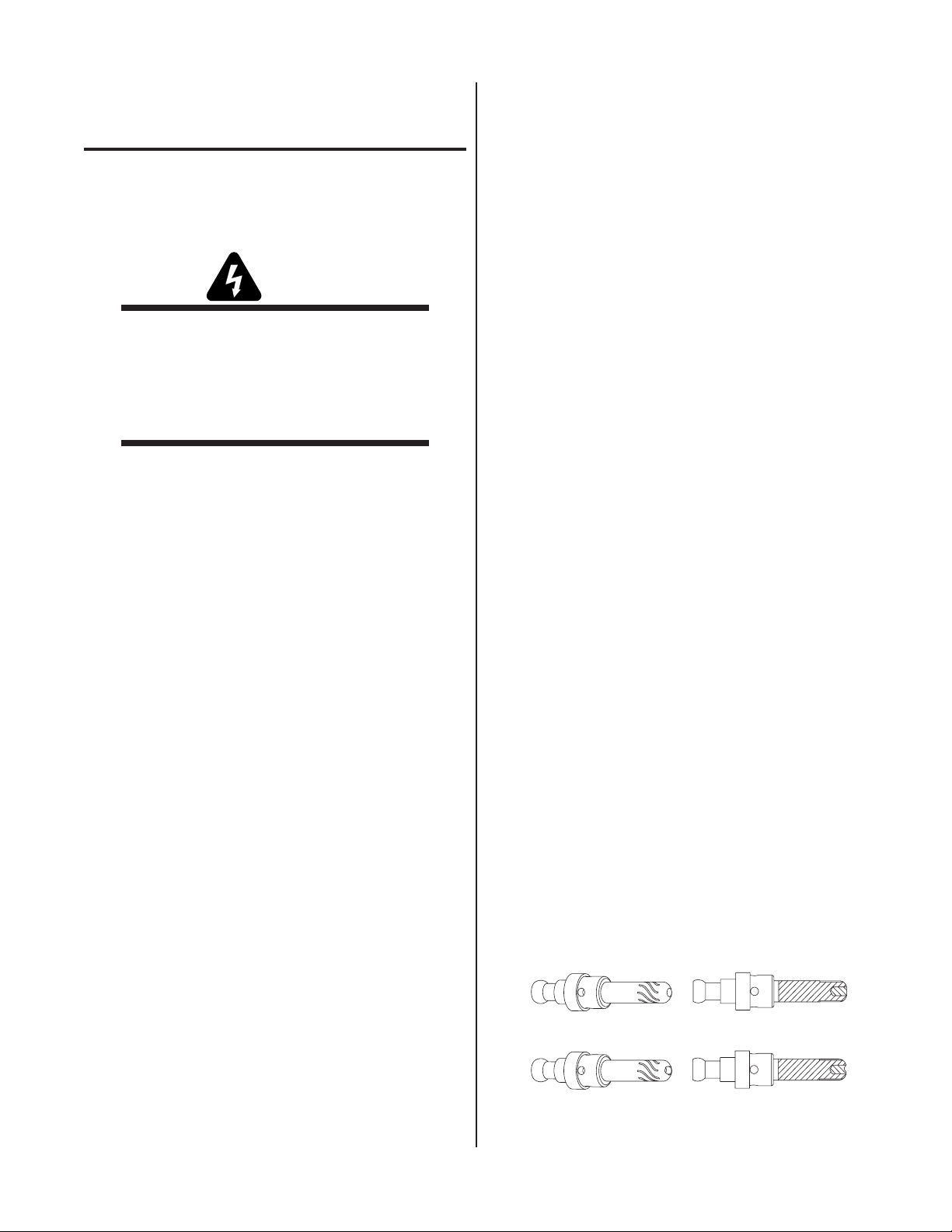
E. Le prestazioni di taglio sono diminuite.
1. Parti della torcia consumate.
a. Verificare lo stato. Verificare l’eventuale con-
sumo eccessivo dell’elettrodo e dell’ugello.
Elettrodo nuovo
Art # A-03026
Elettrodo consumato

Ugello in buono stato Ugello consumato
A-00323
2. Collegamento inadeguato del cavo di massa.
a. Verificare il collegamento del cavo di massa al
pezzo da tagliare.
Collegare in modo sicuro il
cavo di massa con il pezzo da
tagliare o il tavolo di taglio
Cavo e morsetto
di massa
Art # A-04389
3. Guasto del sensore di corrente o della scheda
PWM (PWM PCB).
a. Inviare a un centro di servizio autorizzato per
la riparazione.
F. Continua il flusso di aria e il pulsante di blocco
interruttore torcia non funziona correttamente.
1. Il pulsante di blocco interruttore torcia sul
pannello frontale è guasto.
a. Inviare a un centro di servizio autorizzato per
la riparazione.
2. Scheda controllo (PCB) guasta.
a. Inviare a un centro di servizio autorizzato per
la riparazione.
ASSISTENZA 5-2 Manuale 0-4750

Appendice 1: Sequenza operativa, diagramma a blocchi
Interruttore principale "ON" o spina inserita
Interruttore "On/Off" generatore "ON"
Spia pressione aria accesa
Rilascia pulsante torcia
Accensione arco pilota (3-5 secondi)
L'arco pilota si spegne
Spia verde alimentazione accesa e ventola in funzione
Regolazione aria "ON"
Il compressore si avvia, l'aria defluisce alla torcia. Portare interruttore regolazione aria su "Off"
Verificare allineamento
Arresto del flusso di aria alla torcia
Pulsante torcia "ON"
Ugello torcia al pezzo entro 3-5 secondi dall'accensione dell'arco pilota
Inizia operazione di taglio
componenti torcia: interruttori
PIP devono essere riparati
da un tecnico qualificato
Rilascia pulsante torcia
È richiesta più aria alla torcia
per accendere l'arco pilota che
per il funzionamento del
generatore. Verificare di
nuovo impostazione regolatore.
No arco pilota
NO
Art # A-04694
SI
Uscita aria fine taglio, circa 10 secondi poi si arresta
Nota: la torcia sarà molto calda! Non collocarla sopra o vicino a materiali infiammabili!
Interruttore "On/Off" generatore "OFF"
Spia verde alimentazione spenta e ventola si arresta
Interruttore principale "OFF" o spina disinserita
Taglio eseguito?
Pulsante torcia "OFF"
Manuale 0-4750 6-1 APPENDICE

Appendice 2: Collegamento torcia
Art # A-04695
Scollegare alimentazione e aria
compressa. Adagiare l'unità su un
lato. Togliere il pannello di accesso.
DETTAGLIO
Connessioni
adattatore generatore
Cavo negativo/plasma
Pilota
All'adattatore
del generatore
Cavo negativo/plasma
Pilota
Nero
Arancio
Verde
Bianco
Pilota
Cavi torcia Corpo torcia
Interruttore
PIP
Interruttore
torcia
APPENDICE 6-2 Manuale 0-4750

C4
R3
IGBT
IGBT
Appendice 3: Schema del sistema
WORK
Current Sensor
C5
R4
Main Transformer
C3
C2
VC_1
VD_1
R2
OU_2
OU_1
GN_1
C/T 1
TORCH
PILOT
Pilot
Relay
Conduit Coil
C8
F/G
R7
REACTOR
C6
C7
R6
R5
E1E2 G1
G3 E4E3
E2 G4
G4 E3
E1 G2
E4 G3 G2
G1
H/V Board
VC_1
VD_1
CN9
CN8
CN6
No.40273003
VC_2
OU_1
CN10
CN5
GN_1
CN11
Control Board
CN1
S/W
Torch
CN12
No.40271005
CN4
S/W
Filter
No.40276004
CN3
CN2
CN7
HOLD
No.40270601
Panel Board
CN1
AA
No. 66001012
oct. 19. 2005
Air Plasma 35C (230V CE)
AIR
CHECK
HOLD
AIR
ERROR
TEMP
ERROR
POWER
MAIN
DIODE
TB2
No.40276005
Filter Board
TB1
CN3
CN1 CN4
CN2
TH
R1
AC18
AC18
AC12
T1
AC230
FAN
Compressor Relay
Pressure
Sensor
C1
Compressor
NFB
L
N
G
INPUT
AC230V
1 PH
Art # A-06976
Manuale 0-4750 6-3 APPENDICE
 Loading...
Loading...