

Page 1

Thermal-Dynamics.com
®
24V
DC
NAPIĘCIE WEJŚCIOWE
iCNC Performance
CNC CONTROLLER
Instrukcja
Obsługi
Wersja: AB Data wydania: Luty, 2016 Obsługi nr.: 0-5399PL
Page 2

®
DOCENIAMY TWOJĄ DZIAŁALNOŚĆ GOSPODARCZĄ!
Gratulujemy zakupu nowego produktu rmy Thermal Dynamics. Jesteśmy dumni, że jesteś naszym klientem i postaramy się
zapewnić ci najlepsze w przemyśle usługi i niezawodność. Ten produkt jest objęty obszerną gwarancją i ogólnoświatową siecią
usług. Aby skontaktować się z swoim najbliższym dystrybutorem lub agencją usługową zadzwoń na numer 1-800-752-7622, lub
odwiedź naszą stronę internetową www.thermal-dynamics.com.
Celem niniejszej instrukcji obsługi jest poinstruowanie użytkownika o prawidłowym użytkowaniu i obsłudze produktu Thermal
Dynamics. Twoje zadowolenie z tego produktu i jego bezpiecznej obsługi jest naszym ostatecznym celem. Dlatego należy
poświęcić czas na przeczytanie całej instrukcji, szczególnie zasady bezpieczeństwa. Pomoże to uniknąć potencjalnych sytuacji
niebezpiecznych, które mogą zaistnieć podczas pracy tego produktu.
ZNAJDUJESZ SIĘ W DOBRYM TOWARZYSTWIE!
Marka wyboru ogólnoświatowych wykonawców i producentów.
Thermal Dynamics jest globalną marką produktów do ręcznego i automatycznego cięcia plazmowego.
Odróżniamy się od naszych konkurentów tym, że nasze produkty są wiodące na rynku i niezawodne, które wytrzymały próbę
czasu. Szczycimy się naszymi innowacjami technicznymi, konkurencyjnymi cenami, znakomitymi dostawami, pierwszorzędną
obsługą klienta i pomocą techniczną wraz z doskonałością procesu sprzedaży i specjalistycznym marketingiem.
Nade wszystko jesteśmy zaangażowani w technologiczny rozwój zaawansowanych produktów w celu osiągnięcia
bezpieczniejszego środowiska roboczego w przemyśle spawalniczym.
Page 3

OSTRZEŻENIE
!
iCNC Performance
Instrukcja Obsługi No. 0-5399PL
Opublikowana przez:
Thermal Dynamics Corporation.
2800 Airport Rd.
Denton, Texas 76207
www.thermal-dynamics.com
© Prawo autorskie 2013, 2014, 2015, 2016 przez
Thermal Dynamics Corporation.
Przed rozpoczęciem montażu, obsługi lub prac serwisowych należy przeczytać i zrozumieć
całą instrukcję oraz procedury bezpieczeństwa pracodawcy.
Podczas, gdy informacje zawarte w tej Instrukcji reprezentują najlepszą wiedzę producenta,
producent nie bierze na siebie odpowiedzialności za jego stosowanie.
Wszelkie prawa zastrzeżone
Powielanie tego opracowania w całości lub w części bez pisemnego zezwolenia wydawcy jest zabronione.
Wydawca nie przyjmuje i niniejszym zrzeka się wszelkiej odpowiedzialności za straty lub szkody każdej części spowodowane jakimkolwiek błędem lub
pominięciem treści zawartej w niniejszej instrukcji, bez względu na to, czy wynika ono z niedbalstwa, czy też z przypadkowych i innych przyczyn.
Data pierwszego wydania: 19 sierpnia, 2015
Data nowelizacji: Luty, 2016
Zapisz następujące informacje dla celów gwarancyjnych:
Gdzie zakupiono: ___________________________________
Data zakupu:______________________________________
Nr seryjny Systemu iCNC Performance:_____________________________
Page 4
Należy się upewnić, że operator otrzyma
poniższe informacje.
Można otrzymać dodatkowe kopie od dostawcy.
PRZESTROGA
Niniejsze INSTRUKCJE są przeznaczone dla doświadczonych operatorów.
W przypadku niepełnego obeznania z zasadami działania oraz z praktykami
bezpieczeństwa związanymi ze spawaniem łukowym oraz dotyczącymi sprzętu
służącego do cięcia, wskazane jest przeczytanie naszej broszury „Środki oraz praktyki
bezpieczeństwa podczas spawania łukowego, cięcia oraz żłobienia”, formularz 52-
529. Osobom niewykwalikowanym NIE zezwala się na montaż, obsługiwanie ani
dokonywanie konserwacji niniejszego sprzętu. NIE przystępować do montażu ani
pracy ze sprzętem bez uprzedniego przeczytania oraz całkowitego zrozumienia
niniejszych instrukcji. W przypadku braku pełnego zrozumienia niniejszych instrukcji,
należy skontaktować się z dostawcą w celu uzyskania dalszych informacji. Przed
przystąpieniem do montażu lub pracy ze sprzętem należy zapoznać się ze Środkami
ostrożności.
ODPOWIEDZIALNOŚĆ UŻYTKOWNIKA
Sprzęt ten będzie funkcjonował zgodnie z opisem zawartym w niniejszej instrukcji obsługi oraz zgodnie z dołączonymi
etykietami i/lub wkładkami, jeśli montaż, obsługa, konserwacja oraz naprawy przeprowadzane będą zgodnie z dostarczonymi instrukcjami. Sprzęt musi być okresowo sprawdzany. Nie należy używać sprzętu działającego wadliwie lub
niewłaściwie konserwowanego. Części uszkodzone, brakujące, zużyte, odkształcone lub zanieczyszczone muszą być
niezwłocznie wymienione. Producent zaleca wystosowanie telefonicznej lub pisemnej prośby o poradę do autoryzowanego dystrybutora, od którego został zakupiony sprzęt, czy naprawa lub wymiana części jest konieczna.
Nie należy modykować sprzętu ani żadnej z jego części składowych bez uprzedniego pisemnego zezwolenia producenta. Użytkownik ponosi wyłączną odpowiedzialność za jakiekolwiek usterki spowodowane niewłaściwym użytkowaniem,
wadliwą konserwacją, uszkodzeniem, niewłaściwą naprawą lub modykacjami nieprzeprowadzonymi przez producenta
lub przez osoby przez niego wyznaczone.
!
NALEŻY PRZECZYTAĆ ZE ZROZUMIENIEM NINIEJSZĄ INSTRUKCJĘ OBSŁUGI PRZED PRZYSTĄPIENIEM
DO MONTAŻU LUB OBSŁUGI SPRZĘTU.
CHROŃ SIEBIE I INNYCH!
Page 5

DECLARATION OF CONFORMITY
According to
The Low Voltage Directive 2014/35/EU, entering into force 20 April 2016
The EMC Directive 2014/30/EU, entering into force 20 April 2016
The RoHS Directive 2011/65/EU, entering into force 2 January 2013
Type of equipment
Plasma Cutting CNC Controller
Type designation etc.
iCNC Performance, from serial number ????
Brand name or trade mark
Thermal Dynamics
Manufacturer or his authorised representative established within the EEA
Name, address, telephone No:
Victor Technologies Group Inc.
2800 Airport Rd
Denton TX 76207 USA
Phone: +01 800 426 1888, FAX +01 603 298 7402
The following harmonised standard in force within the EEA has been used in the design:
IEC 61000-4-2: 2008, Electro Static Discharge Immunity
IEC 61000-4-3:2006 +A1:2007 +A2:2010, Radiated, Radio-Frequency, Electromagnetic Immunity
IEC 61000-4-4:2012, Electrical Fast Transient/Burst Immunity
IEC 61000-4-6: 2008, Conducted Radio-Frequency Electromagnetic Immunity
IEC 61000-4-8:2009, Power Frequency Magnetic Field Immunity
CISPR 11:2009 +A1:2010, AC Mains Conducted Emissions
CISPR 11:2009 +A1:2010, Radiated Emissions
Meets IEC 61010-1:2010 Safety requirements for electrical equipment for measurement, control, and laboratory
use - Part 1: General requirements
Additional Information: Restrictive use, Class A equipment, intended for use in location other than residential.
By signing this document, the undersigned declares as manufacturer, or the manufacturer’s authorised
representative established within the EEA, that the equipment in question complies with the safety
requirements stated above.
Date Signature Position
15 Sept, 2016 Vice President,
John Boisvert Global Cutting
Mechanized Cutting
2016
Page 6

SPIS TREŚCI
ROZDZIAŁ 1: BEZPIECZEŃSTWA ..................................................................................................................... 1-1
1.01 Zasady bezpieczeństwa ....................................................................................................................... 1-1
ROZDZIAŁ 2: DANE TECHNICZNE ..................................................................................................................... 2-1
2.1 Opis Systemu ...................................................................................................................................... 2-1
2.2 Zgodnie ze specykacją ....................................................................................................................... 2-1
ROZDZIAŁ 3: EKSPLOATACJA .......................................................................................................................... 3-1
3.1 Przegląd Ogólny Ekran Główny ........................................................................................................... 3-1
3.2 Wybór Procesu/Plazma i Gaz ............................................................................................................... 3-6
3.3 Przyciski Panelu Przedniego ................................................................................................................ 3-8
3.4 Opisy i Funkcje przycisków WŁ./WYŁ. ................................................................................................ 3-11
3.5 Opisy i funkcje przycisków pomocniczych .......................................................................................... 3-11
3.6 Opisy i funkcje przycisków modułu plazmowego .............................................................................. 3-12
3.7 Opisy i funkcje przycisków modułu Oxy Fuel ..................................................................................... 3-13
3.8 Procedura Rozruchowa ......................................................................................................................3-14
3.9 Procedura Centrowania ..................................................................................................................... 3-15
3.10 Bieg ................................................................................................................................................... 3-15
3.11 Szybki Podgląd Parametrów .............................................................................................................. 3-16
3.12 Jak Postępować w Różnych Przypadkach .......................................................................................... 3-17
3.14 Zaawansowane Funkcje Wyboru Procesu .......................................................................................... 3-20
ROZDZIAŁ 4: iHC .......................................................................................................................................... 4-1
4.1 Sekwencja Przebicia/Cięcia ................................................................................................................. 4-1
4.2 Interfejs Użytkownika Systemu iHC ..................................................................................................... 4-2
4.3 Ustawienia Główne ............................................................................................................................. 4-4
4.4 Ustawienia Systemowe i Menu Diagnostyczne ....................................................................................4-5
ROZDZIAŁ 5: ZAGNIEŻDŻANIE ........................................................................................................................ 5-1
5.1 ProMotion® Nest .................................................................................................................................. 5-1
5.2 Pasek Narzędzi .................................................................................................................................... 5-3
5.3 Funkcje Paska Narzędzi ....................................................................................................................... 5-4
5.4 Menu Plików ..................................................................................................................................... 5-21
5.5 Menu Widoku .................................................................................................................................... 5-23
5.6 Menu Narzędzi .................................................................................................................................. 5-23
5.7 Oznaczenie ........................................................................................................................................ 5-28
5.8 Autozagnieżdżanie ............................................................................................................................ 5-29
5.9 Cięcie................................................................................................................................................. 5-30
5.10 Narzędzia Specjalne .......................................................................................................................... 5-33
5.11 Linijka ............................................................................................................................................... 5-36
5.12 Menu Opcji ........................................................................................................................................ 5-37
5.13 Opcje ESSI ......................................................................................................................................... 5-39
5.14 Opcje danych wejściowych EIA .......................................................................................................... 5-41
5.15 Opcje danych wyjściowych EIA .......................................................................................................... 5-42
5.16 Opcje Zagnieżdżenia ......................................................................................................................... 5-43
5.17 Opcje Językowe ................................................................................................................................. 5-44
5.18 Menu Rejestracji ............................................................................................................................... 5-45
5.19 Menu Pomocy ................................................................................................................................... 5-45
5.20 Okna Zestawień ................................................................................................................................. 5-45
5.21 Inne................................................................................................................................................... 5-46
Page 7

SPIS TREŚCI
ROZDZIAŁ 6: KONSERWACJA I ROZWIĄZYWANIE PROBLEMÓW .......................................................................... 6-1
6.1 Serwisowanie ..................................................................................................................................... 6-1
6.2 Jakość cięcia ........................................................................................................................................ 6-1
6.3 Jakość cięcia dla modułu Oxy Fuel ....................................................................................................... 6-2
6.4 Rozwiązywanie problemów ................................................................................................................ 6-4
6.5 Wymiana Części .................................................................................................................................. 6-6
OŚWIADCZENIE W SPRAWIE GWARANCJI .......................................................................Wewnątrz pokrywy tylnej
Page 8

iCNC Performance
ROZDZIAŁ 1: BEZPIECZEŃSTWA
1.01 Zasady bezpieczeństwa
OSTRZEŻENIE: Przestrzeganie niniejszych zasad bezpieczeństwa ma służyć ochronie użytkownika. Stanowią one podsumowanie
informacji o środkach ostrożności zawartych w rozdziale pt. Dodatkowe informacje nt. bezpieczeństwa. Przed przystąpieniem do
jakichkolwiek czynności montażowych lub obsługi urządzenia należy zapoznać się z poniższymi zasadami bezpieczeństwa, których
należy przestrzegać, a także z wszelkimi innymi instrukcjami, kartami charakterystyki, etykietami itd. Nieprzestrzeganie niniejszych zasad
bezpieczeństwa może doprowadzić do obrażeń ciała lub śmierci.
CHROŃ SIEBIE I INNYCH -; Niektóre prace podczas spawania, cięcia czy żłobienia są głośne i wymagają ochrony słuchu. Łuk
elektryczny emituje, podobnie jak słońce, promieniowanie ultraoletowe (UV) i inne, które mogą być szkodliwe dla skóry
oraz oczu. Gorący metal może spowodować oparzenia. Aby nie dopuścić do wypadku, niezbędne jest przejście odpowied-
niego szkolenia w zakresie prawidłowego korzystania ze sprzętu i procesów technologicznych. Dlatego też:
1. Przebywając w stree roboczej, zawsze należy mieć założone okulary ochronne z bocznymi osłonami, nawet wtedy, kiedy wymagany
jest kask, osłona twarzy czy gogle.
2. Podczas wykonywania lub obserwowania prac należy korzystać z osłony twarzy wyposażonej w odpowiedni ltr i elementy chroniące oczy, twarz, szyję oraz uszy przed iskrami z łuku elektrycznego. Należy ostrzec inne osoby znajdujące się w pobliżu, aby nie
patrzyły na łuk ani nie zbliżały się do miejsca iskrzenia bądź gorących elementów metalowych.
3. Aby zapewnić sobie odpowiednią ochronę przed iskrzeniem i gorącym metalem, należy założyć ognioodporne rękawice, koszulę
z długim rękawem z grubej tkaniny, spodnie bez mankietów, wysokie buty oraz kask spawalniczy bądź czapkę osłaniającą włosy.
W niektórych sytuacjach może być wymagany ognioodporny fartuch, chroniący przed gorącem i iskrami.
4. Gorące iskry mogą przedostać się do podwiniętych rękawów, mankietów spodni lub kieszeni. Rękawy i kołnierz powinny być zapięte,
a na przedniej części stroju nie powinny znajdować się otwarte kieszenie.
5. Chronić osoby postronne przed promieniem łuku elektrycznego oraz iskrami, ustawiając niepalną przegrodę lub zasłonę.
6. Podczas rozdrabniania żużlu lub szlifowania należy mieć założone na okularach ochronnych dodatkowe gogle. Rozdrabniany żużel
może być gorący i potra daleko odpryskiwać. Ewentualne osoby postronne także powinny mieć założone gogle na okularach
ochronnych.
POŻARY I WYBUCHY -; Otwarte płomienie i łuki mogą wywołać pożar. Gorący żużel i iskry także mogą spowodować pożar bądź
wybuch. Dlatego też:
1. Należy odsunąć odpowiednio daleko od miejsca pracy wszelkie palne materiały albo przykryć je niepalną płachtą. Do materiałów
palnych zalicza się m.in. drewno, tkaniny, trociny, paliwa ciekłe i gazowe, rozpuszczalniki, farby i lakiery, papier itp.
2. Gorące iskry i rozgrzane metalowe elementy mogą przedostać się przez pęknięcia lub szczeliny w podłodze bądź ścianie oraz
spowodować niewidoczny, tlący się pożar pod podłogą albo ścianą. Make certain that such openings are protected from hot sparks
and metal.
3. Przed przystąpieniem do spawania lub wykonywania innego rodzaju gorących prac należy dokładnie oczyścić obrabiany element
z wszelkich substancji, które mogłyby stworzyć zagrożenie łatwopalnymi bądź toksycznymi oparami. Nie wykonywać gorących
prac na zamkniętych pojemnikach. Może dojść do wybuchu.
4. Na czas wykonywania prac należy zapewnić sobie łatwy i szybki dostęp do sprzętu gaśniczego, takiego jak wąż ogrodowy, wiadro
z wodą lub piaskiem albo przenośna gaśnica. Należy też wcześniej zapoznać się z jej obsługą.
5. Nie używać sprzętu ustawionego ponad jego wartości znamionowe. Na przykład przeciążony kabel spawalniczy może się przegrzać,
stwarzając zagrożenie pożarowe.
6. Po zakończeniu pracy sprawdzić miejsce jej wykonywania pod kątem ewentualnej obecności gorących odprysków lub metalowych
elementów, które mogłyby spowodować za jakiś czas pożar. W razie potrzeby poprosić inną osobę o dopilnowanie miejsca.
7. Więcej informacji na ten temat można znaleźć w normie NFPA Standard 51B, Fire Prevention in Use of Cutting and Welding Processes
(Ochrona przeciwpożarowa w pracach szlierskich i spawalniczych), którą można otrzymać od National Fire Protection Association
(Narodowy Związek Ochrony Przeciwpożarowej) z siedzibą pod adresem: Battery March Park, Quincy, MA 02269, USA.
0-5399PL BEZPIECZEŃSTWA INSTRUCTIONS 1-1
Page 9

iCNC Performance
PORAŻENIE PRĄDEM -; Kontakt z częściami pod napięciem lub obwodem uziomowym grozi poważnym obrażeniem ciała lub
śmiercią. NIE używać przemiennego prądu spawania w miejscach wilgotnych, w sytuacjach ograniczonej swobody ruchu lub
istniejącego zagrożenia upadkiem.
1. Zadbać o to, by rama (obudowa) źródła zasilania była podłączona do układu uziomowego.
2. Podłączyć obrabiany element do prawidłowo zainstalowanego układu uziomowego.
3. Podłączyć kabel masy do obrabianego elementu. Nieprawidłowe połączenie lub jego brak może narazić użytkownika bądź osoby
postronne na śmiertelne porażenie prądem.
4. Używany sprzęt powinien być w dobrym stanie. Zużyte lub uszkodzone kable należy na bieżąco wymieniać.
5. Wszystko, co jest związane z pracą, np. odzież, miejsce pracy, kable, uchwyt elektrody oraz źródło zasilania, powinno być suche.
6. Zadbać o to, by wszystkie części ciała były odizolowane od narzędzi i podłoża.
7. Nie stawać bezpośrednio na metalowych powierzchniach ani elementach układu uziomowego podczas pracy w ciasnych lub wilgotnych miejscach. Należy wówczas stawać na suchej płycie lub platformie izolacyjnej w obuwiu z gumową podeszwą.
8. Przed włączeniem zasilania założyć suche rękawice bez otworów i dziur.
9. Przed zdjęciem rękawic wyłączyć zasilanie.
10. Szczegółowe zalecenia dotyczące uziemienia można znaleźć w normie ANSI/ASC Standard Z49.1 (zob. odnośnik na następnej
stronie). Uważać na to, aby nie pomylić kabla masy z uziemieniem.
POLE ELEKTROMAGNETYCZNE — Niebezpieczeństwo. Prąd elektryczny płynący przez jakikolwiek przewodnik powoduje powstawanie lokalnego pola elektromagnetycznego (PEM). Prąd spawania oraz obrabiania tworzy PEM wokół kabli i urządzeń
spawalniczych. Dlatego też:
1. Osoby korzystające z rozrusznika serca przed przystąpieniem do prac spawalniczych powinny skonsultować się z lekarzem. PEM
może zakłócić pracę rozrusznika serca.
2. Narażenie na działanie PEM może mieć też inne skutki zdrowotne, które są obecnie nieznane.
3. Aby zminimalizować swój kontakt z PEM, każdy spawacz powinien przestrzegać następujących procedur:
A. Kabel elektrody i masy należy prowadzić razem. Jeśli to możliwe, skleić je taśmą.
B. W żadnym wypadku nie owijać kabla elektrody ani masy wokół części ciała.
C. Nie wkładać żadnych części ciała pomiędzy kablem elektrody a kablem masy. Poprowadzić kable po tej samej stronie ciała.
D. Podłączyć kabel masy do obrabianego elementu jak najbliżej spawanego obszaru.
E. Zachować jak największą odległość od źródła zasilania oraz kabli.
OPARY I GAZY -; Opary i gazy mogą powodować złe samopoczucie, zwłaszcza w pomieszczeniach zamkniętych. Nie wdychać
oparów ani gazów. Gaz ekranujący może spowodować uduszenie się.
Dlatego też:
1. W miejscu pracy zawsze należy zapewnić odpowiednią wentylację, naturalną bądź mechaniczną. Do spawania, cięcia lub żłobienia
takich materiałów, jak stal galwanizowana, stal nierdzewna, miedź, cynk, ołów, beryl lub kadm wymagana jest bezwzględnie
mechaniczna wentylacja nawiewna. Nie wdychać oparów pochodzących z tego rodzaju materiałów.
2. Nie spawać w pobliżu miejsc usuwania smarów lub rozpylania. Wysoka temperatura i promienie łuku w połączeniu z oparami
węglowodorów chlorowanych mogą doprowadzić do wytworzenia tlenochlorku węgla (fosgenu), który jest bardzo toksycznym
gazem, a także inne drażniące gazy.
3. Jeżeli w trakcie pracy pojawi się chwilowe podrażnienie oczu, nosa lub gardła, oznacza to, że wentylacja nie jest odpowiednia.
Należy wówczas przerwać pracę i poprawić wentylację w miejscu jej wykonywania. Nie kontynuować pracy, jeżeli odczuwany
dyskomfort nie ustępuje.
4. Szczegółowe zalecenia dotyczące wentylacji można znaleźć w normie ANSI/ASC Standard Z49.1 (zob. odnośnik poniżej).
5. OSTRZEŻENIE: Ten produkt zawiera substancje chemiczne, w tym ołów, które w Stanie Kalifornia znane są z tego, że powodują wady
wrodzone oraz są w inny sposób szkodliwe dla rozrodu. Po pracy umyć ręce.
1-2 BEZPIECZEŃSTWA INSTRUCTIONS 0-5399PL
Page 10

iCNC Performance
UŻYWANIE BUTLI -; Nieprawidłowe używanie butli może doprowadzić do jej rozerwania i gwałtownego uwolnienia gazu. Nagłe
rozerwanie butli, zaworu lub odprężacza może spowodować obrażenia ciała lub śmierć. Dlatego też:
1. Należy stosować odpowiedni gaz oraz prawidłowy reduktor ciśnienia przeznaczony do używania w połączeniu z butlą ze sprężonym
gazem. Nie używać przejściówek. Utrzymywać węże i osprzęt w dobrym stanie. Przestrzegać instrukcji obsługi dołączonej przez
producenta do reduktora ciśnienia zamontowanego na butli ze sprężonym gazem.
2. Butle należy zawsze umieścić w pozycji pionowej i przymocować łańcuchem lub pasem do odpowiedniego wózka ręcznego,
platformy, stojaka, ściany, słupa lub regału. Nie przytwierdzać butli do stołu roboczego ani instalacji, jeżeli może ona stać się w ten
sposób częścią obwodu elektrycznego.
3. Gdy butla nie jest używana, jej zawór powinien być zamknięty. Jeżeli nie jest podłączony reduktor ciśnienia, zawór powinien być
osłonięty odpowiednią nasadką. Do przenoszenia i zabezpieczania butli należy używać odpowiednich wózków ręcznych. Z butlami
zawsze należy obchodzić się ostrożnie.
4. Nie ustawiać butli w pobliżu źródeł ciepła, iskier lub otwartego płomienia. W żadnym wypadku nie kierować łuku w stronę butli.
5. Więcej informacji na ten temat można znaleźć w normie CGA Standard P-1, PrePRZESTROGAs for Safe Handling of Compressed
Gases in Cylinders (Zalecenia dotyczące bezpiecznego używania butli ze sprężonym gazem), którą można uzyskać od Compressed
Gas Association (Federacja Gazu Sprężonego) z siedzibą pod adresem: 1235 Jeerson Davis Highway, Arlington, VA 22202, USA.
KONSERWACJA SPRZĘTU -; Wadliwy lub nieprawidłowo konserwowany sprzęt może spowodować obrażenia ciała lub śmierć.
Dlatego też:
1. Wszelkie prace montażowe, naprawcze i konserwacyjne powinny być wykonywane przez odpowiednio wykwalikowanych techników.
Wszelkie prace związane z instalacją elektryczną muszą być wykonywane przez wykwalikowanego elektryka.
2. Przed przystąpieniem do prac konserwacyjnych wewnątrz źródła zasilania należy odłączyć to źródło od sieci.
3. Kable, przewód uziemiający, połączenia, przewód zasilający oraz źródło zasilania należy utrzymywać w dobrym stanie. Nie uży wać
wadliwych ani uszkodzonych urządzeń.
4. Nie nadużywać urządzeń ani akcesoriów. Chronić sprzęt przed źródłami ciepła (np. piecami), wodą (np. kałużami), olejami i smarami,
warunkami powodującymi korozję oraz zewnętrznymi warunkami atmosferycznymi.
5. Wszystkie elementy zabezpieczające i osłony należy utrzymywać w dobrym stanie oraz przechowywać w odpowiednim miejscu.
6. Używać sprzętu tylko zgodnie z jego przeznaczeniem. Nie wprowadzać żadnych modykacji.
DODATKOWE INFORMACJE NT. BEZPIECZEŃSTWA -- Aby uzyskać więcej informacji na temat bezpiecznych praktyk spawania i cięcia
łukowego, można zwrócić się do sprzedawcy sprzętu z prośbą o egzemplarz dokumentu pt. Precautions and Safe Practices for Arc
Welding, Cutting and Gouging (Zasady bezpiecznego spawania, cięcia i żłobienia łukiem elektrycznym), formularz 52-529.
Zalecane jest zapoznanie się z następującymi publikacjami, które można otrzymać od American Spawanie Society (Amerykańskie Towarzystwo
Spawalnicze) z siedzibą pod adresem: 550 N.W. LeJuene Road, Miami, FL 33126, USA:
1. ANSI Z49.1 „Safety in Welding and Cutting” (bezpieczeństwo podczas spawania i cięcia).
2. AWS C5.1 Recommended Practices for Plasma Arc Welding (Zalecane praktyki spawania plazmowego).
3. AWS C5.2 Recommended Practices for Plasma Arc Cutting (Zalecane praktyki cięcia plazmowego).
4. AWS C5.3 Recommended Practices for Air Carbon Arc Gouging and Cutting (Zalecane praktyki żłobienia i cięcia łukiem węglowym).
5. AWS C5.5 Recommended Practices for Gas Tungsten Arc Welding (Zalecane praktyki spawania metodą TIG).
6. AWS C5.6 Recommended Practices for Gas Metal Arc Welding (Zalecane praktyki spawania metodą MIG/MAG).
7. AWS SP - RsRSafe PracticesRsR - ReDrukuj, Spawanie Handbook.
8. ANSI/AWS F4.1, Recommended Safe Practices for Welding and Cutting of Containers That Have Held Hazardous Substances (Zalecane
bezpieczne praktyki spawania i cięcia pojemników, w których przechowywane były niebezpieczne substancje).
9. Norma CSA Standard - W117.2 = Safety in Welding, Cutting and Allied Processes (Bezpieczeństwo w spawaniu, cięciu i procesach
powiązanych).
0-5399PL BEZPIECZEŃSTWA INSTRUCTIONS 1-3
Page 11

iCNC Performance
15
Znaczenie symboli użytych w niniejszej instrukcji: Oznacza, że należy uważać! UWAGA! Chodzi o twoje
bezpieczeństwo.
NIEBEZPIECZEŃSTWO
PRZESTROGA
OSTRZEŻENIE
Oznacza bezpośrednie zagrożenie, które może spowodować natychmiastowe, poważne
obrażenia ciała lub utratę życia.
Oznacza potencjalne zagrożenie, które może doprowadzić do poważnego obrażenia
ciała lub śmierci.
Oznacza zagrożenie, które może doprowadzić do lżejszego obrażenia ciała.
Klasa obudowy
Klasa IP określa stopień ochrony zapewnianej przez obudowę przed wnikaniem ciał stałych lub szkodliwymi skutkami wnikania wody. Zapewniana jest ochrona przed dotknięciem palcem, wniknięciem ciała stałego większego niż 12 mm oraz rozpyleniem wody do 60 stopni od pionu.
Sprzęt oznaczony klasą IP21S może być przechowywany na zewnątrz w czasie opadów, ale nie może być używany, jeżeli nie jest osłonięty.
PRZESTROGA
Urządzenie przeznaczone wyłącznie do cięcia plazmowego. Użycie do jakiegokolwiek
innego celu może spowodować obrażenia ciała i/lub uszkodzenie sprzętu.
PRZESTROGA
Ustawienie sprzętu na powierzchni o nachyleniu
powyżej 15° może doprowadzić do przewrócenia go.
Grozi obrażeniami ciała i/lub poważnym uszkodzeniem
sprzętu.
Art# A-12736
°
Art# A-12726
PRZESTROGA
Aby nie dopuścić do obrażeń ciała i/lub uszkodzenia
sprzętu podczas podnoszenia, należy użyć punktów
zaczepienia pokazanych tutaj.
1-4 BEZPIECZEŃSTWA INSTRUCTIONS 0-5399PL
Page 12

iCNC Performance
ROZDZIAŁ 2: DANE TECHNICZNE
2.1 Opis Systemu
System iCNC Performance przeznaczony jest do kontroli procesu cięcia kształtów. System iCNC Performance jest wyposażony w funkcję kontroli ruchu, złącza I/O,
interfejs użytkownika i opcjonalnie w funkcję kontroli wysokości cięcia plazmowego, wszystkie wbudowane w jedno urządzenie. Urządzenia te nie są przeznaczone
do napraw w terenie. Nieautoryzowanie otwieranie jednostki spowoduje unieważnienie licencji.
2.2 Zgodnie ze specykacją
Procesor 2, Intel (procesor pomocniczy odpowiedzialny za ruch oraz procesor I/O)
System operacyjny Zintegrowane Windows 7
Ram 2GB
Gniazda Ethernet 1 RJ-45 i 1 WLAN
Porty USB 2, 1 na tylnej ścianie (USB 2.0) + 1 na drzwiach (USB 2.0)
Porty szeregowe 1 port RS-422/485 na złączu pin d-sub 9
Dysk twardy Dysk SSD 120GB SATA
Konsola operacyjna Suma 35 przycisków i cyfrowy potencjometr
Wyświetlacz 38 cm (15’’) z panelem dotykowym (rezystancyjny)
Liczba wejść/wyjść 20 wyjść i 16 wejść
Rodzaj I/O Wyjścia i wejścia są uziemione
Osie dostępne 1–2 Y, 1 X, opcjonalnie 1Z (iHC)
Interfejs napędów domyślnych Analogowy sygnał prędkości +- 10 V, krok/kierunek (polecenie 2-osiowe), wejściowe sygnały enkodera przyrostowe-
go
Zintegrowana kontrola wysokości palnika plazmowego
Napięcie (natężenie) zasilania sterownika CNC 24 V DC (5 A), opcjonalnie z iHC 24 V DC 6 A.
Urządzenie ochronne sterownika CNC Bezpiecznik automatyczny
Opcjonalna kontrola wysokości iHC
!
!
PRZESTROGA
Sprawdź pełne dane techniczne znajdujące się w instrukcji obsługi 0-5401.
OSTRZEŻENIE
Nie obsługuj ani nie serwisuj urządzenia przed ukończeniem odpowiedniego szkolenia.
0-5399PL Specykacje 2-1
Page 13

iCNC Performance
Tę stronę celowo pozostawiono pustą.
2-2 Specykacje 0-5399PL
Page 14

iCNC Performance
ROZDZIAŁ 3: EKSPLOATACJA
3.1 Przegląd Ogólny Ekran Główny
Ekran główny podzielony jest na trzy części.
• Info (Status Systemu)
• ProMotion Cut – Podgląd Następnego Zadania
• Zadanie Aktualne
0-5399PL DZIAŁANIE 3-1
Page 15

iCNC Performance
3.1.1 Info (Status Systemu)
Ta informacja znajduje się w górnej części ekranu. Ekran informacyjny wyświetla informacje Systemowe i służy do diagnostyki i rozwiązywania Problemów.
• Prędkość w jedn. metrycznych (lub Wartość w jednostkach imperialnych) oznacza prędkość maszyny.
• Odczyty X i Y wskazują na położenie bezwzględne narzędzia tnącego.
• Słupek Prędkości w %. Jest on bezpośrednio sprzężony z Potencjometrem Prędkości i będzie odzwierciedlał ustawienia potencjometra prędkości.
• Wskaźnik kierunku biegu Kontroluje i pokazuje, który klawisz kierunku/biegu został naciśnięty.
• Panel Operacyjny – wyposażony w 9 przycisków. Kontroluje, które przyciski są naciskane i aktywowane.
• Praca Systemu w Toku – Oznacza że drugi procesor CPU jest aktywny i działa poprawnie.
3.1.2 ProMotion Cut – Następne Zadanie
Ekran Promotion Cut, zlokalizowany po lewej stronie ekranu, jest punktem startowym do nawigacji przez wiele różnych ekranów.
3-2 DZIAŁANIE 0-5399PL
Page 16

iCNC Performance
Otwiera okno wyboru procesu.
Naciśnięcie przycisku program spowoduje otwarcie wyboru w ramach Biblioteki Makr Kształtów lub pobieranie do programu ProMotion Nest.
Przycisk Blacha otwiera okienko regulacji położenia blachy.
Przycisk przybliżenia otwiera okno przybliżenia. Pozwala na bliższą obserwację części.
Otwiera pole dialogowe ekranu biegu. Funkcje, takie jak Przesuń urządzenie do oraz Cięcie Wzdłużne, znajdują się w tym polu dialogowym.
Naciśnięcie przycisku Działaj umożliwia wykonanie próbnego przebiegu programu, wybór w trybie ręcznym oraz opcje otwierania paska menu na ekranie
Cięcie ProMotion – Następne Zadanie.
0-5399PL DZIAŁANIE 3-3
Page 17

iCNC Performance
3.1.3 Zadanie Aktualne
Okno Aktualnego Zadania, zlokalizowane po prawej stronie ekranu, przedstawia aktualne zadanie cięcia z funkcją śledzenia w czasie rzeczywistym.
Zazwyczaj zacieniona. Zostaje włączona, gdy program cięcia został przerwany przez naciśnięcie przycisku Palnik Wł./Wył. lub Stop-Rezer-
wa na przednim panelu sterownika. Wybór opcji Anuluj program spowoduje zakończenie aktualnie wykonywanego cięcia lub biegu próbnego.
Zazwyczaj zacieniona, jest aktywowana, gdy program cięcia jest zatrzymany oraz wciśnięty jest przycisk Tryb Ręczny. Podczas potwier-
dzania, że częściowy program zmieści się na blasze, tj. w trybie Biegu Próbnego, program dokona zmiany położenia programu o taką samą odległość ile wyniósł ruch palnika.
Zazwyczaj zacieniona. Zostaje włączona, gdy aktualny program został zatrzymany i wciśnięty został przycisk Tryb Ręczny. Wybór Odzyski-
wania Ścieżki Cięcia spowoduje ponowne uruchomienie cyklu przebijania w punkcie lokalizacji palnika i pozwoli na powrót wzdłuż oryginalnej ścieżki programu.
Naciśnięcie przycisku Reguluj Parametry Cięcia pozwoli operatorowi na zmianę pewnych parametrów programu cięcia, tj.
prędkości cięcia, prędkości/czasu pełzania oraz opóźnień, bez konieczności przerywania programu. To wyeliminuje konieczność zatrzymania maszyny w celu wprowadzenia
przedmiotowych zmian.
Odśwież aktualny ekran zadania.
Wybór opcji podgląd kolejnego zadania spowoduje wykonanie transferu kolejnego programu z ekranu Podgląd Kolejnego Zadania bez
aktywowania sekwencji cięcia. Opcja jest zacieniona podczas trwania cięcia.
Wybór opcji widok trasy podczas cięcia spowoduje przybliżenie na widoku ścieżki cięcia.
3-4 DZIAŁANIE 0-5399PL
Page 18

iCNC Performance
Pole Tnij ponownie daje możliwość wstrzymania i zapisania aktualnego zadania i zrestartowania zadania zapisanego.
• Anuluj – Anuluj każdą z wybranych funkcji w okienku Tnij ponownie
• Pokaż nowy punkt startowy – wybór tej funkcji umożliwia automatyczną zmianę kursora myszy na krzyżyk, gdy na części zostanie zidentykowany punkt przebicia
.Części przed wyborem będą ignorowane.
• Restart – Po zlokalizowaniu nowego punktu przebicia, wybierz Restart, aby rozpocząć cykl cięcia
• Zbliż - Pozwala na łatwiejszą lokalizację punktu przebicia na zagnieżdżeniu dzięki zbliżeniu danej części
• Zapisz zadanie – Zapisuje istniejący przerwany program do pliku tymczasowego
• Ponownie wgraj zapisane zadanie – przywraca przerwany zapisany program z pliku tymczasowego
0-5399PL DZIAŁANIE 3-5
Page 19

iCNC Performance
3.2 Wybór Procesu/Plazma i Gaz
1
8
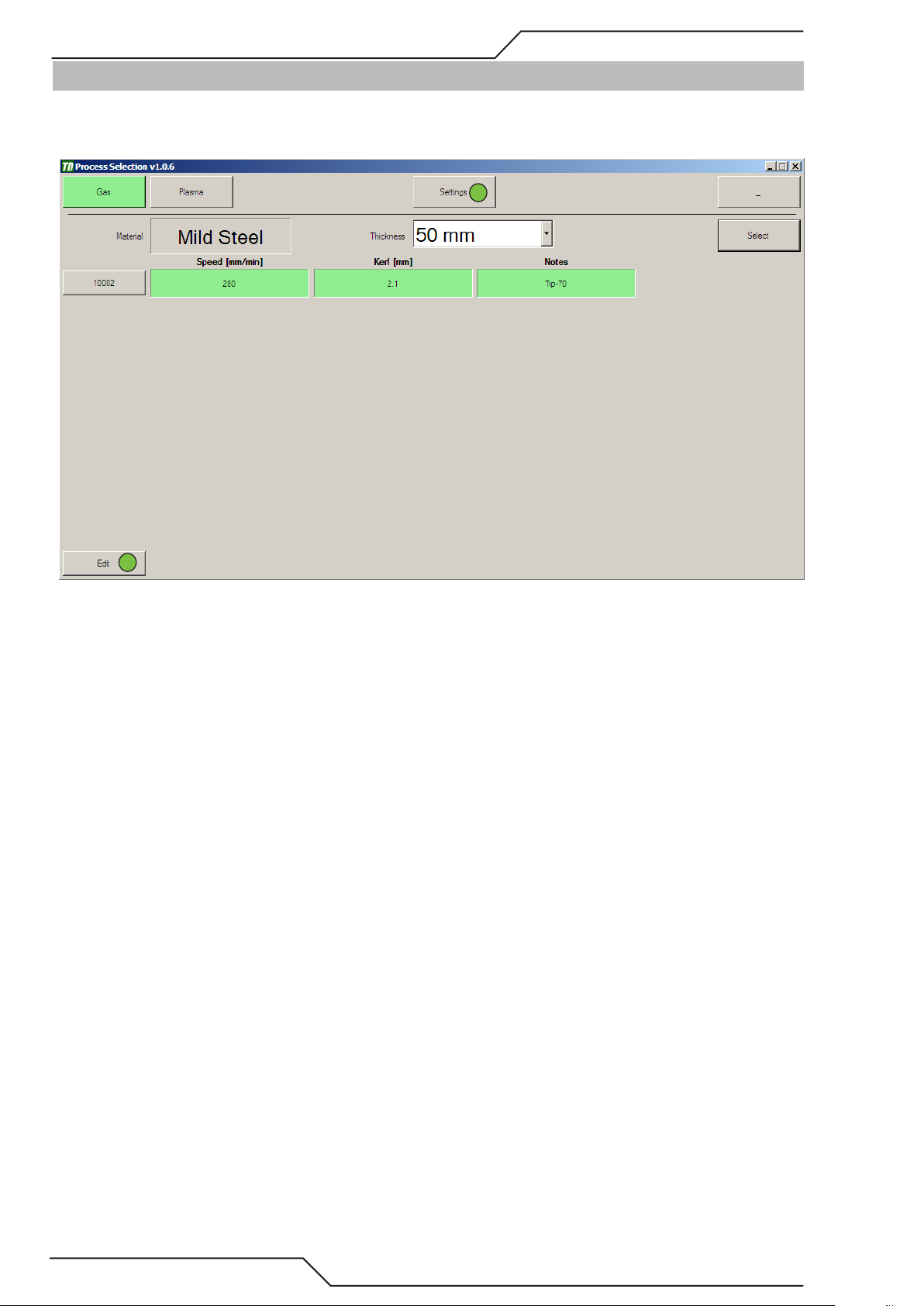
W tym oknie możesz wybrać proces zastosowany do cięcia lub edytować istniejące procesy.
1. Kliknięcie na Gaz spowoduje otwarcie okna wyboru ustawień parametrów gazu.
2
3
65
4
7
2. Kliknięcie na Plazma spowoduje otwarcie okna obróbki plazmowej.
3. Ustawienia otwierają charakterystyki, takie jak odchyłki narzędzi, prędkość przyspieszona itp.
4. Minimalizuje okno.
5. Przedstawia materiał. Jeżeli występuje więcej niż jeden typ materiału, można wybierać każdy z tych typów.
6. Wybierz grubość
7. Powoduje zastosowanie wybranego procesu i wprowadza wszystkie parametry cięcia.
8. Pozwala użytkownikowi na edycję wybranego procesu.
Uwaga!
Więcej informacji można znaleźć w rozdziale „3.14 Zaawansowane Funkcje Wyboru Procesu” na stronach 3–20.
3-6 DZIAŁANIE 0-5399PL
Page 20

iCNC Performance
3.2.1 Ustawienia trybu Plazma
Denicje obszarów w Zakładce Procesu Cięcia są przedstawione w dolnej części Ekranu Cieplnego.
1
3
2
4
1. Użyj okien rozwijanych, aby wybrać materiał i grubość przeznaczone do cięcia.
2. Procesy cięcia dostępne dla wybranego materiału i grubości będą wyświetlane razem z informacją wskazującą, który proces jest „N”, czyli Najlepszy do uzyskania
najwyższej jakości cięcia. „F” to najszybsza prędkość cięcia. „R” wykorzystuje zużywalne elementy robotyczne do wykonywania skosów. „M” oznacza maksymalną
grubość przebijania. Wybierz żądany proces, klikając na numer Procesu Cięcia i klikając przycisk „Zastosuj”. Gdy „Aktualny proces” równa się „Wybrany proces”, plazma
jest gotowa do odcięcia. Jeżeli włączona i podświetlona na czerwono jest informacja „Plazma niegotowa”, sprawdź, czy system plazmowy jest uruchomiony za pomocą
przełącznika znajdującego się na panelu systemu iCNC.
3. Pole to przedstawia elementy zużywalne przeznaczone do zastosowania podczas wybranego procesu. Kliknij na „Pokaż Obraz”, aby zobaczyć ilustrację elementów
zużywalnych.
4. Pole to przedstawia natężenie prądu podczas cięcia i ciśnienia gazów które będą stosowane podczas wybranego procesu tnącego.
0-5399PL DZIAŁANIE 3-7
Page 21

iCNC Performance
3.3 Przyciski Panelu Przedniego
Panel sterowania do obsługi Systemu iCNC Performance znajduje się poniżej ekranu gracznego LCD. Większość ruchów urządzenia i funkcji cięcia jest uruchamianych
za pomocą tego panelu sterowania.
3.3.1 Potencjometr prędkości
Obrót licznika potencjometra zgodnie z kierunkiem wskazówek zegara zredukuje rzeczywistą prędkość w odniesieniu do prędkości zaprogramowanej. Ten potencjometr ma
zastosowanie tylko w wyjątkowych sytuacjach, takich jak tymczasowa redukcja prędkości cięcia. Obrót pokrętła w dół poniżej 100% spowoduje że sygnał Wstrzymaj Palnik/
Narożnik zostanie aktywowany, co zamrozi automatyczny kontroler wysokości palnika na tej wysokości. W większości przypadków potencjometr prędkości jest ustawiony
na 100% w kierunku zgodnym z ruchem wskazówek zegara.
3.3.2 Klawisze Zmiany Kierunku
Przed zastosowaniem funkcji biegu należy aktywować TRYB RĘCZNY. Naciśnij i przytrzymaj przycisk kierunkowy, a urządzenie przesunie się w wybranym kierunku. Zwolnienie
przycisku spowoduje zatrzymanie maszyny. Wciśnięcie i przytrzymanie dwóch sąsiadujących przycisków kierunkowych przesunie obie osie jednocześnie w kierunku pod
kątem 45 stopni.
3-8 DZIAŁANIE 0-5399PL
Page 22

iCNC Performance
!
3.3.3 Przycisk Trybu Ręcznego
Naciśnięcie przycisku TRYB RĘCZNY spowoduje aktywację możliwości biegu i przemieszczenia urządzenia.
PRZESTROGA
Ponowne naciśnięcie przycisku TRYB RĘCZNY spowoduje wyłączenie trybu ręcznego i pojawienie
się pytania, czy chcesz, aby urządzenie wróciło do ostatniego rozpoznanego położenia spoczynkowego.
3.3.4 Przycisk Zero
Resetuje liczniki X i Y do ZERA po lokalizacji nowego punktu początkowego na stole za pomocą klawiszy biegu.
WSKAZÓWKA: Wciśnięcie przycisku zero spowoduje automatyczne wyłączenie przycisku kontroli ręcznej, jeżeli był on aktywny.
3.3.5 Przycisk start
Wysyła program cięcia z ekranu „podgląd kolejnego zadania” do ekranu „ aktualne zadanie” w celu wykonania i rozpoczyna sekwencję cyklu tnącego. Przycisk URUCHOM zostaje
podświetlony i jest włączony przez cały czas realizacji programu. Na ekran aktualnego zadania nie można przenieść żadnych programów, jeżeli przycisk start jest włączony.
WSKAZÓWKA: Jeżeli ten przycisk zostanie naciśnięty podczas zaprogramowanego opóźnienia, opóźnienie zostanie natychmiast przerwane bez zapamiętania czasu przerwania
opóźnienia w parametrach cięcia.
3.3.6 Przycisk Palnik WŁ./WYŁ.
Naciśnięcie przycisku PALNIK WŁ./WYŁ. w trybie ręcznym spowoduje ręczne uruchomienie lub wyłączenie procesu cięcia.
PRZESTROGA
!
Gdy przycisk uruchamiający jest aktywowany, rozpoczyna się sekwencja tnąca, przycisk PALNIK WŁ./WYŁ. automatycznie
się podświetla co informuje użytkownika, że palnik jest włączony i że sekwencja tnąca jest rozpoczęta. Po zakończeniu
programu, podświetlenie zostanie automatycznie wyłączone, co oznacza koniec czynności cięcia. Jeżeli podczas wykonywania cięcia przycisk PALNIK WŁ./WYŁ. zostanie naciśnięty i zwolniony, ruch urządzenia oraz cięcie zostaną zatrzymane.
Ponowne naciśnięcie tego przycisku powoduje uruchomienie ruchu maszyny oraz sekwencji cięcia z uwzględnieniem
wszelkich zaprogramowanych opóźnień.
WSKAZÓWKA: Nie możesz używać funkcji PALNIK WŁ./WYŁ. do cięcia ręcznego, np. do linii odcinaka odpadów. Ręczne włączenie przyciskiem naciśnij WŁĄCZ PALNIK, co
spowoduje rozpoczęcie sekwencji przebicia. Natychmiast po naciśnięciu przycisku PALNIK można używać przycisków kierunkowych; urządzenie nie zacznie się poruszać
przed zakończeniem sekwencji przebicia.
0-5399PL DZIAŁANIE 3-9
Page 23

iCNC Performance
3.3.8 Przyciski Prędkość w Górę i Prędkość w Dół
Krótkie naciśnięcia zwiększają lub redukują prędkość rzeczywistą i ustawioną w niewielkich krokach. Dłuższe naciśnięcie powoduje wyższe tempo zmiany prędkości. Przyciski
będą podświetlone odpowiednio podczas automatycznego przyspieszenia lub spowolnienia w narożnikach.
3.3.9 Przycisk Idź Naprzód
Przycisk JEDŹ NAPRZÓD zostaje podświetlony za każdym razem, gdy program jest uruchomiony. Naciśnięcie przycisku Palnik Wł./Wył. spowoduje zatrzymanie urządzenia,
a przycisk Jedź Naprzód zostanie wyłączony. Naciśnięcie przycisku IDŹ NAPRZÓD w tym momencie spowoduje ruch maszyny do przodu zgodnie z zaprogramowaną ścieżką,
bez cięcia. Ponowne naciśnięcie przycisku JEDŹ NAPRZÓD spowoduje przerwanie ruchu urządzenia.
WSKAZÓWKA: Podczas korzystania z funkcji Idź Naprzód obróć potencjometr prędkości przeciwnie do wskazówek zegara, aby uzyskać większą precyzję kontroli.
3.3.10 Przycisk Stop/Cofnij
Naciśnij i puść przycisk STOP COFNIJ tylko raz podczas procesu cięcia, aby przerwać sekwencję cięcia i zatrzymać ruch urządzenia. Naciśnij i puść przycisk STOP COFNIJ ponownie,
aby urządzenie wykonało ruch wsteczny lub cofnęło się wzdłuż swojej ścieżki. Ponowne naciśnięcie przycisku STOP COFNIJ spowoduje przerwanie ruchu.
WSKAZÓWKA: Przyciski Stop-Rezerwa i Palnik wł./wył. działają identycznie podczas przeprowadzania programu cięcia. Naciśnięcie jednego z przycisków spowoduje
przerwanie cięcia.
3-10 DZIAŁANIE 0-5399PL
Page 24

iCNC Performance
!
3.4 Opisy i Funkcje przycisków WŁ./WYŁ.
PRZESTROGA
Większość przycisków posiada 2 funkcje, a różne kolory diod LED informują o ich aktualnym Statusie.
Naciśnięcie jednego z przycisków spowoduje zmianę Statusu WŁ./WYŁ., a przytrzymanie przycisku przez 3 s
przełączy funkcję w tryb AUTO. Dioda LED świecąca na zielono oznacza Status WŁĄCZONY, a pomarańczowa
Status AUTO. Jeżeli obie diody LED są WYŁĄCZONE, to znaczy, że Status jest WYŁĄCZONY.
3.4.1 Wyłącznik Zasilania
Wciśnij przycisk i przytrzymaj przez 5 s – włączy się zasilanie sterownika CNC.
Jedynym sposobem na wyłączenie zasilania jest zamknięcie Systemu Windows. To spowoduje wyłączenie całego zasilania do sterownika.
3.4.2 Przełącznik Napędu
• Położenie WŁĄCZONE spowoduje włączenie sygnału aktywacji serwomotora i pozwoli na wykonywanie ruchów przez maszynę.
• Położenie WYŁĄCZONE uniemożliwia ruch maszyny.
WSKAZÓWKA: Gdy dioda aktywnego napędu świeci się na zielono, napędy są w trybie aktywnym. Gdy dioda LED jest pomarańczowa, przycisk został wciśnięty ale oprogra-
mowanie ogranicza możliwość aktywacji.
3.5 Opisy i funkcje przycisków pomocniczych
PRZESTROGA
!
3.5.1 Wskaźnik
Większość przycisków posiada 2 funkcje, a różne kolory diod LED informują o ich aktualnym Statusie.
Naciśnięcie jednego z przycisków spowoduje zmianę Statusu WŁ./WYŁ., a przytrzymanie przycisku przez 3 s
przełączy funkcję w tryb AUTO. Dioda LED świecąca na zielono oznacza Status WŁĄCZONY, a pomarańczowa
Status AUTO. Jeżeli obie diody LED są WYŁĄCZONE, to znaczy, że Status jest WYŁĄCZONY.
• Położenie WŁĄCZONE spowoduje aktywację sygnału wyjściowego wskaźnika.
• Położenie WYŁĄCZONE zapobiega aktywacji sygnału Wskaźnika.
3.5.2 Przełącznik modułu plazmy WŁ./WYŁ.
• Położenie WŁĄCZONE spowoduje włączenie zasilania modułu plazmowego.
• Położenie WYŁĄCZONE powoduje wyłączenie zasilania modułu plazmowego.
0-5399PL DZIAŁANIE 3-11
Page 25

iCNC Performance
3.5.3 Aux 1-3 Wł./Wył./Auto
• Położenie WŁĄCZONE powoduje aktywację urządzeń pomocniczych, jak na przykład stołu wodnego.
• Funkcja AUTO położenie spowoduje aktywację urządzenia pomocniczego, na przykład stołu wodnego, podczas gdy program cięcia jest aktywny.
• Położenie WYŁĄCZONE powoduje wyłączenie urządzeń pomocniczych, jak na przykład stołu wodnego.
3.5.4 Odciąg Spalin Wł./Wył./Auto
• Położenie WŁĄCZONE spowoduje aktywację odsysacza dymu.
• Funkcja AUTO położenie spowoduje aktywację odsysacza gazów, podczas gdy program cięcia jest aktywny.
• Położenie WYŁĄCZONE powoduje wyłączenie odsysacza dymu.
3.6 Opisy i funkcje przycisków modułu plazmowego
PRZESTROGA
Większość przycisków posiada 2 funkcje, a różne kolory diod LED informują o ich aktualnym Statusie. Naciśnięcie jednego z
!
przycisków spowoduje zmianę Statusu WŁ./WYŁ., a przytrzymanie przycisku przez 3 s przełączy funkcję w tryb AUTO. Dioda
LED świecąca na zielono oznacza Status WŁĄCZONY, a pomarańczowa Status AUTO. Jeżeli obie diody LED są WYŁĄCZONE, to
znaczy, że Status jest WYŁĄCZONY.
3.6.1 Góra/Dół
• Przycisk Góra/Dół spowoduje ruch palnika plazmowego w Górę/Dół.
3.6.2 Przełącznik Wł./Wył./Auto modułu plazmy
• Położenie WŁĄCZONE spowoduje aktywację sygnału uruchomienia modułu plazmowego.
• Funkcja AUTO położenie spowoduje aktywację strumienia plazmowego, podczas gdy program cięcia jest aktywny.
• Położenie WYŁĄCZONE powoduje wyłączenie sygnału uruchomienia modułu plazmowego.
3-12 DZIAŁANIE 0-5399PL
Page 26

iCNC Performance
!
3.7 Opisy i funkcje przycisków modułu Oxy Fuel
PRZESTROGA
Większość przycisków posiada 2 funkcje, a różne kolory diod LED informują o ich aktualnym Statusie.
Naciśnięcie jednego z przycisków spowoduje zmianę Statusu WŁ./WYŁ., a przytrzymanie przycisku przez 3 s
przełączy funkcję w tryb AUTO. Dioda LED świecąca na zielono oznacza Status WŁĄCZONY, a pomarańczowa
Status AUTO. Jeżeli obie diody LED są WYŁĄCZONE, to znaczy, że Status jest WYŁĄCZONY.
3.7.1 Przełącznik Wł./Wył./Auto funkcji Podgrzewanie
Ten przełącznik obsługuje gazy do niskiego podgrzewania palnika tlenowo-paliwowego.
• Położenie WŁĄCZONE spowoduje otwarcie elektrozaworu funkcji Podgrzewania Niskiego.
• Wyłącz dopływ gazów, przyciskając ten przycisk jeden raz.
• Funkcja AUTO położenie pozwala na otwarcie elektrozaworu Wysokiego Ogrzewania Wstępnego przez program tnący, jeżeli jest to wymagane.
• Położenie WYŁĄCZONE zapobiega otwarciu elektrozaworu Podgrzewania przez program tnący
3.7.2 Wysokie Ogrzewanie Wstępne Wł./Wył./Auto
Ten przełącznik obsługuje gazy do wysokiego podgrzewania palnika tlenowo-paliwowego.
• Położenie WŁĄCZONE spowoduje otwarcie elektrozaworu funkcji Podgrzewania Wysokiego.
• Wyłącz dopływ gazów, przyciskając ten przycisk jeden raz.
• Funkcja AUTO położenie pozwala na otwarcie elektrozaworu Wysokiego Ogrzewania Wstępnego przez program tnący, jeżeli jest to wymagane.
• Położenie WYŁĄCZONE zapobiega otwarciu elektrozaworu Wysokiego Podgrzewania przez program tnący.
3.7.3 CZAS REJESTROWANY
CZAS REJESTROWANY
Podczas każdego opóźnienia początkowego lub końcowego procesu tnącego można zaobserwować podświetlenie tego przycisku. Równocześnie licznik na ekranie odlicza
sekundy pozostające do końca aktualnego opóźnienia.
Jeżeli podczas zaprogramowanego opóźnienia zostanie wciśnięty ten przycisk, opóźnienie jest natychmiast przerwane. System zapamiętuje przerwany czas opóźnienia i
stosuje go jako nowy czas opóźnienia dla kolejnych przebić.
3.7.4 Góra/Dół
• Przycisk Góra/Dół spowoduje ruch palnika tlenowo-paliwowego w Górę/Dół.
0-5399PL DZIAŁANIE 3-13
Page 27

iCNC Performance
3.7.5 Zapłon Wł./Wył./Auto
• Położenie WŁĄCZONE spowoduje aktywację zapłonu.
• Funkcja AUTO położenie pozwala na aktywację zapłonnika przez program tnący, jeżeli jest to wymagane.
• Położenie WYŁĄCZONE zapobiega aktywacji zapłonu przez program tnący.
3.7.6 Automatyczna Wysokość Wł./Wył./Auto
• Położenie WŁĄCZONE spowoduje aktywację pojemnościowej detekcji wysokości.
• Funkcja AUTO położenie pozwala na aktywację pojemnościowej detekcji wysokości przez program tnący, jeżeli jest to wymagane.
• Położenie WYŁĄCZONE zapobiega aktywacji pojemnościowej detekcji wysokości przez program tnący.
3.7.7 Tlen Tnący Wł./Wył./Auto
• Położenie WŁĄCZONE spowoduje otwarcie elektrozaworu tlenu tnącego
• Funkcja AUTO położenie pozwala na otwarcie elektrozaworu tlenu tnącego przez program tnący, jeżeli jest to wymagane
• Położenie WYŁĄCZONE zapobiega otwarciu elektrozaworu tlenu tnącego przez program tnący.
3.8 Procedura Rozruchowa
Włącz System naciskając przycisk zasilania położony skrajnie z lewej strony urządzenia i przytrzymując przez 5 s. Po załączeniu zasilania, iCNC Performance będzie się włączać przez
około 1–2 minut, z uwagi na konieczność przejścia przez wewnętrzną diagnostykę i pełny rozruch. Po osiągnięciu pełnej mocy wyświetlony zostanie Ekran Roboczy ProMotion,
przedstawiający ProMotion Cut, Podgląd Kolejnego Zadania i Aktualne Zadanie, jak również Info (Status Systemu). Ponadto można zaobserwować migający na żółto przycisk Zero.
To spowoduje zatrzymanie automatyczne.
WSKAZÓWKA: Migający przycisk Zero oznacza, że drugi procesor CPU (odpowiedzialny za ruch urządzenia) włączył się prawidłowo. Przycisk Zero miga 41 razy.
Włącz aktywację napędu, aby aktywować napędy. Pojawić się może okienko dialogowe ROZPOCZNIJ PROCEDURĘ POWRACANIA.
3.8.1. Wyłączanie/usuwanie zasilania
Po lokalizacji bezpiecznej pozycji spoczynku wyłącz napędy, przełączając przełącznik uruchamiania napędu do pozycji WYŁĄCZONEJ. Wyłącz sterownik za pomocą standardowej
metody zamknięcia Systemu Windows. Kliknij na start (lewy dolny narożnik) na pasku zadań Okna, a następnie kliknij Zakończ.
Po przeprowadzeniu procedury wygaszania sterownik zostanie wyłączony.
WSKAZÓWKA: Jeżeli to możliwe, parkowanie urządzenia w pobliżu przełączników centrujących przyspieszy i ułatwi Centrowanie Urządzenia w momencie ponownego
włączenia iCNC Performance.
3-14 DZIAŁANIE 0-5399PL
Page 28

iCNC Performance
3.9 Procedura Centrowania
Podczas wstępnego załączenia zasilania iCNC Performance może wyświetlić okienko dialogowe Rozpocznij procedurę centrowania. Jeżeli zaznaczone zostanie Tak, maszyna
automatycznie zlokalizuje położenie spoczynkowe zera bezwzględnego. Położenie to domyślnie jest ustawione w dolnym lewym rogu stołu tnącego, ale można to zmienić w
parametrach ustawień. Jeżeli zaznaczone zostanie Nie, okienko dialogowe zniknie a maszyna nie wykona żadnego ruchu.
3.10 Bieg
W przypadku naciśnięcia Przycisku Bieg, pojawi się okno dialogowe Biegu.
Narzędzie Bieg można używać tylko gdy program cięcia nie jest realizowany, a sterownik nie jest w Trybie Ręcznym. Użyj tego narzędzia do przemieszczenia maszyny do położenia
(X,Y) lub do pokonania odległości (X,Y) zaczynając od aktualnego położenia. Przesuwanie zazwyczaj wykonuje się na prędkości maksymalnej. Za pomocą tego narzędzia możliwe
jest również cięcie, jeżeli użytkownik zaznaczy pole Cięcie Wzdłużne.
Jeżeli zaznaczona zostanie funkcja „Użyj obrotu programu”, współrzędne aktualnego położenia zostaną skorygowane zgodnie z obrotem programu. Obrót programu można zaprogramować na ekranie szybkiego podglądu parametrów.
0-5399PL DZIAŁANIE 3-15
Page 29

iCNC Performance
Odchyłki
Jeżeli występuje konieczność częstego pokonywania tego samego odcinka (tj. palnik plazmowy do tej samej pozycji, w której był palnik gazowy), dobrze jest mieć takie odcinki
ustawione jako odchyłki domyślne (odchyłka 1 i 2). Dzięki temu można zastosować domyślną odchyłkę jednym kliknięciem.
Tabele
Można zdeniować kilka różnych położeń spoczynkowych. Mogą one zostać wykorzystane do denicji położeń spoczynkowych dla różnych blach na stole tnącym, lub dla różnych
stołów tnących. Wybierz Numer Stołu z listy i kliknij przycisk Przesuń do. Urządzenie przemieszcza się do zdeniowanego położenia spoczynkowego na wybranym stole.
Zera programowe
System iCNC Performance zapisuje współrzędne dla ostatnich 5 uruchomień programu w oparciu o punkt bezwzględny 0,0. Można wybrać punkt zerowy danego programu z listy
rozwijanej i kliknąć jedź do.
Ustaw położenie zerowe bezwzględne (spoczynkowe), klikając na przycisk Ustaw 0,0 bezwzględne tutaj. To narzędzie jest potrzebne, jeżeli zastosowano zaprogramowane granice
obszaru roboczego. Te granice zmuszają maszynę do zatrzymania się przed uderzeniem w elektryczne wyłączniki krańcowe. Ustawianie położenia zerowego bezwzględnego może
odbywać się również automatyczne, gdy urządzenie jest doprowadzone do zdeniowanego położenia zerowego za każdym razem, gdy kontroler jest włączany. Jeżeli konieczne
jest zaprogramowanie kilku położeń spoczynkowych, potrzebne jest również położenie zerowe bezwzględne.
3.11 Szybki Podgląd Parametrów
Ekran szybkiego podglądu parametrów otwiera się automatycznie, gdy program zostanie wysłany do cięcia za pomocą ProMotion Nest, lub gdy klikniemy na przycisk Ustawienia.
Ekran szybkiego podglądu pozwala operatorowi na szybką zmianę najczęściej używanych parametrów zmiennych. Zapewnia również opcje służące do regulacji położenia blachy
i ustawienia zaawansowane.
Szerokość grubość piły tarczowej
Określa wielkość szczeliny (kompensację), która zostanie zastosowana w programie cięcia. Wyboru szerokości szczeliny należy dokonywać ostrożnie. Zbyt wysoka wartość może
spowodować zmianę programu, zwłaszcza gdy promień łuku jest mniejszy niż wartość szerokości nacięcia.
Prędkość cięcia
To jest prędkość procesu tnącego.
Obrót programu
Każda wartość (w stopniach) spowoduje obrót programu cięcia. Podczas regulacji ustawienia blachy, obrót skośnej blachy jest automatycznie wprowadzany tutaj. Ponadto po
kliknięciu +/- 90 program dla części spowoduje obrót w odstępach 90-stopniowych. Kliknięcie na pole zerowania spowoduje zresetowane wszelkich wartości obrotu do zera stopni.
IHS/Plazma start
Czas potrzebny na przejście palnika do wysokości zapłonowej i zapalenie łuku plazmowego. Nadmiar czasowy zostanie odrzucony i zrealizowane zostanie kolejne opóźnienie
(Opóźnienie Przebicia).
Opóźnienie Przebicia
Jest to opóźnienie ruchu po rozpoczęciu przebijania.
3-16 DZIAŁANIE 0-5399PL
Page 30

iCNC Performance
Wybrane Parametry (Plazma)
W przypadku ich wyboru z ekranu Ustawień Zaawansowanych zastosowane rodzaj materiału, grubość i narzędzia pojawią się tutaj, aby informować operatora o aktualnie wybranych
parametrach.
Uwaga!
Pojawić się mogą dodatkowe opóźnienia lub okna dialogowe czasu z możliwością regulacji, zależnie od ustawienia sterownika przez producenta lub instalatora.
3.11.2 Regulacja Położenia Blachy
Aktywacja funkcji Dopasowanie Blachy umożliwia szybki i prosty wybór dwóch punktów na krawędzi ściętej blachy. Wykonanie tej czynności spowoduje automatyczny obrót części
lub zagnieżdżenia o taką samą wartość, jak wartość skosu blachy, dzięki czemu będzie ona dokładnie dopasowana do blachy i zredukuje to ilość odpadów lub konieczność ręcznej
obróbki blachy w celu uzyskania kątów prostych.
Aby użyć cechy Regulacja Położenia Blachy, znajdź narożnik lub krawędź blachy i kliknij Ustaw punkt 1 tutaj. Wybierz, w którym kierunku znajduje się kolejny punkt względem
pierwszej lokalizacji, przejdź do drugiego punktu i kliknij na Potwierdź punkt 2 tutaj. Spowoduje to automatyczny obrót programu, odpowiadający ściętej blasze.
3.12 Jak Postępować w Różnych Przypadkach
3.12.1 Jak Skasować program Cięcia
1. Zatrzymaj ruch maszyny i cięcie, naciskając przycisk PALNIK WŁ./WYŁ. lub STOP COFNIJ.
2. Za pomocą lewego przycisku myszy kliknij przycisk ANULUJ program znajdujący się na górze aktualnego ekranu zadania.
3. Zaczekaj aż pojawi się nowe okno dialogowe informujące, że maszyna musi powrócić do punktu 0,0. Po kliknięciu OK urządzenie powraca do punktu 0,0 (oryginalnego
punktu startowego anulowanego programu).
Jeżeli chcesz zakończyć program podczas ruchu z prędkością przyspieszoną, procedura wygląda zasadniczo tak samo. Jedyna różnica polega na tym, że maszyna zostanie zatrzymana
przyciskiem STOP COFNIJ zamiast przyciskiem PALNIK WŁ./WYŁ.
3.12.2 Problemy Podczas Przebijania
Uwaga!
Jeżeli przebicie zakończyło się niepowodzeniem w Trybie Plazmowym, urządzenie się zatrzyma.
1. Ustaw prędkość na wolniejszą za pomocą pokrętła PRĘDKOŚĆ, jeżeli to konieczne.
2. Powoli przesuwaj mechanizm do tyłu poprzez przyciskanie i przytrzymywanie STOP Rezerwa, w wyniku czego urządzenie będzie się cofać wzdłuż ścieżki programowej.
3. Zatrzymaj ruch po przejechaniu obok pominiętego punktu przebicia ponownie zwalniając przycisk STOP COFNIJ.
4. Zwiększ PRĘDKOŚĆ z powrotem do 100%.
5. Ponownie uruchom program naciskając JEDŹ NAPRZÓD.
Jeżeli przebicie zakończyło się niepowodzeniem na pierwszym zaprogramowanym punkcie przebicia, rozpocznij nową sekwencję przebicia naciskając PALNIK WŁĄCZONY/WYŁĄCZONY.
Należy zauważyć, że ruch wsteczny bez cięcia można wyregulować w taki sposób, że prędkość będzie automatycznie redukowana.
0-5399PL DZIAŁANIE 3-17
Page 31

iCNC Performance
3.12.3 Jeżeli Cięcie nie powiodło się
Jeżeli cięcie zostało anulowane, np. w wyniku zbyt dużej prędkości:
1. Zatrzymaj ruch i cięcie naciskając PALNIK WŁ./WYŁ. lub STOP COFNIJ.
2. Ustaw prędkość na wolniejszą za pomocą pokrętła PRĘDKOŚĆ, jeżeli to konieczne.
3. Powoli przesuwaj mechanizm do tyłu poprzez przyciskanie i przytrzymywanie STOP Rezerwa, w wyniku czego urządzenie będzie się cofać wzdłuż ścieżki programowej.
4. Zatrzymaj ruch zwalniając przycisk STOP COFNIJ.
5. Zwiększ PRĘDKOŚĆ z powrotem do 100%.
6. Kliknij na przycisk REGULUJ PARAMETRY CIĘCIA, znajdujący się na ekranie Aktualnego Zadania.
7. Zmień prędkość cięcia na niższą wartość, klikając wewnątrz pola i używając kółka myszy do wprowadzenia nowej wartości, kliknij OK.
8. Uruchom opóźnienia cięcia i samo cięcie za pomocą funkcji PALNIK WŁ./WYŁ. Po opóźnieniach startu ruch urządzenia rozpoczyna się automatycznie.
9. Ustaw prędkość początkową za pomocą pokrętła PRĘDKOŚĆ, jeżeli to konieczne.
10. Podczas cięcia, prędkość cięcia można w prosty sposób regulować przyciskając niebieskie przyciski PRĘDKOŚĆ GÓRA/DÓŁ. Każde krótkie naciśnięcie powoduje zwiększenie
lub redukcję prędkości o około 1/2 imp/min (10 mm/min).
3.12.4 Cięcie Ręczne
1. Naciśnij i puść przycisk TRYB RĘCZNY.
2. Przesuń urządzenie do pożądanego punktu przebicia za pomocą przycisków kierunkowych.
3. Aby uruchomić cykl cięcia, naciśnij i puść przycisk PALNIK WŁ./WYŁ.
4. Aby wywołać ruch urządzenia, naciśnij przycisk biegu dla pożądanego kierunku.
3. Naciśnij PALNIK WŁ./WYŁ., aby zakończyć cięcie i puść przycisk BIEG, aby zatrzymać ruch.
6. Jeżeli chcesz pozostać w tym miejscu, naciśnij i puść przycisk ZERO. TRYB RĘCZNY kończy się automatycznie. Jeżeli chcesz wrócić do punktu, w którym włączony został
TRYB RĘCZNY, po prostu naciśnij i puść przycisk TRYB RĘCZNY. Przycisk zaczyna migać, a urządzenie powraca do tego punktu.
3.12.5 Zaprogramowane Cięcie Ręczne
Uwaga!
Przycisk TRYB RĘCZNY musi być WYŁĄCZONY podczas wykonywania tej procedury.
Na Ekranie Cięcia znajduje się przycisk BIEG do wykonywania zaprogramowanego cięcia ręcznego.
1. Przesuń palnik do pożądanego punktu przebicia, a następnie naciśnij i puść przycisk ZERO.
2. Otwórz okno dialogowe poprzez kliknięcie na klawisz BIEG. Użyj kółka myszy do wprowadzenia dokładnej odległości X i Y na jaką chcesz przesunąć maszynę.
3. Zaznacz pole Cięcie Wzdłużne.
4. Kliknij na Przesuń Urządzenie. Urządzenie rozpoczyna cykl cięcia i przesuwa się wzdłuż zaprogramowanej ścieżki. Na końcu tego biegu palnik zostaje wyłączony i
urządzenie zatrzymuje się, obie czynności następują automatycznie.
3-18 DZIAŁANIE 0-5399PL
Page 32

iCNC Performance
3.12.6 Bieg Próbny, Bez Cięcia
To pozwoli na szybsze wykonanie ustawień w celu zmiany położenia programu na blasze, co eliminuje konieczność zmiany położenia blachy.
1. Wywołaj żądany program na ekranie Kolejne ZADANIE.
2. W programie cięcia przejdź do AKTUALNEGO ZADANIA, klikając na przycisk Podgląd Następnego Zadania.
3. Naciśnij i puść przycisk TRYB RĘCZNY.
4. Przesuń palnik do pożądanego punktu początkowego programu za pomocą przycisków kierunkowych. Nacisnąć przycisk ZERO.
5. Kliknij na przycisk DZIAŁAJ na ekranie cięcia, a następnie kliknij na pole Bieg Próbny.
6. Wprowadź wartość prędkości trybu próbnego i kliknij na WYKONAJ.
7. Urządzenie zrealizuje zaprogramowaną ścieżkę bez wydawania polecenia włączenia palnika plazmowego.
8. Jeżeli palnik wybiegnie poza blachę, naciśnij i zwolnij przycisk PALNIK WŁ./WYŁ.
9. Włącz TRYB RĘCZNY przyciskając i puszczając przycisk TRYB RĘCZNY. Ustaw niską prędkość za pomocą pokrętła PRĘDKOŚĆ i użyj przycisków biegu, aby przesunąć palnik
z powrotem na blachę.
10. Kliknij na tekst PRZESUŃ program znajdujący się na Ekranie Aktualnego Zadania.
11. Wyłącz TRYB RĘCZNY przyciskając i puszczając przycisk TRYB RĘCZNY
12. Ponownie naciśnij przycisk PALNIK WŁ./WYŁ.
13. Jeżeli palnik ponownie wybiegnie poza obszar blachy, powtórz kroki 8–12.
14. Po zakończeniu biegu próbnego, powróć do trybu ZERO.
3.12.7 Inne Sposoby Werykacji Obszaru Cięcia
Można także sprawdzić, czy kolejny program tnący również mieści się na blasze w ten sposób .
1. W programie cięcia przejdź do AKTUALNEGO ZADANIA, klikając na przycisk Podgląd Następnego Zadania.
2. Ustaw palnik na 0,0 i naciśnij ZERO.
3. Najedź kursorem myszy na to okno i kliknij lewym przyciskiem. Pojawia się okienko przedstawiające położenie palnika z dużymi cyframi, a kursor myszy zaczyna śledzić
położenie palnika.
4. Przesuń palnik do krytycznego narożnika programu i sprawdź, czy pod palnikiem nadal znajduje się blacha.
5. Użyj funkcji przybliżenia aby dokładnie zbadać sytuację. Okno przybliżenia automatycznie śledzi ruch palnika.
6. Jeżeli lokalizacja programu jest OK, naciśnij przycisk TRYB RĘCZNY, a następnie wybierz powrót do punktu 0,0.
7. Uwolnij mysz ponownie przyciskając lewy przycisk myszy na odpowiednim obszarze ekranu. Powoduje to również zamknięcie okna Położenie Narzędzia.
3.12.8 Odzyskanie ścieżki cięcia
To narzędzie służy do powracania na ścieżkę cięcia w przypadku gdy program został zatrzymany a palnik przesunięty ze ścieżki.
1. Aby zatrzymać ruch i przerwać cięcie, naciśnij i puść przycisk PALNIK WŁ./WYŁ.
2. Włącz TRYB RĘCZNY przyciskając i puszczając przycisk TRYB RĘCZNY i za pomocą klawiszy Biegu przesuń palnik do miejsca odpowiedniego do przeprowadzenia na nim
prac.
3. Wyłącz zasilanie układu plazmowego przyciskając przycisk Plazma WŁ./WYŁ. i dokonaj przeglądu palnika, jeżeli jest to wymagane. Po zakończeniu uruchom zasilanie
plazmowe ponownie naciskając przycisk.
4. Wyłącz TRYB RĘCZNY przyciskając i puszczając przycisk TRYB RĘCZNY - przycisk zaczyna migać a palnik przemieszcza się z powrotem do punktu wyjścia ze ścieżki
programu.
5. Naciśnij i puść przycisk PALNIK WŁ./WYŁ. zostawiając go w położeniu WŁ., co spowoduje ponowne uruchomienie cięcia i kontynuację cięcia wzdłuż zaprogramowanej
ścieżki.
3.12.9 Jak wykonać przebicie w Obszarze Ścinek przed Znalezieniem Ścieżki Cięcia.
1. Po wykonaniu Kroku 4 ponownie włącz TRYB RĘCZNY, przyciskając i zwalniając przycisk TRYB RĘCZNY.
2. Użyj klawiszy Bieg, aby zmienić położenie palnika na miejsce w pobliżu końca cięcia. Pozostań po stronie odpadów. Kliknij na przycisk Odzyskiwanie Ścieżki Cięcia,
znajdujący się na Ekranie Aktualnego Zadania, a urządzenie automatycznie rozpocznie przebicie w tym punkcie i rozpocznie ruch wzdłuż ścieżki cięcia w celu kontynuowania cięcia wzdłuż zaprogramowanej ścieżki.
0-5399PL DZIAŁANIE 3-19
Page 33
iCNC Performance
3.14 Zaawansowane Funkcje Wyboru Procesu
Ekran wyboru procesu pozwala operatorowi na swobodę wprowadzania zmian innych elementów, jeżeli to konieczne. Ekran wyboru procesu zawiera zakładki obejmujące różne
ustawienia. Można uzyskać dwa różne ustawienia klikając na Ustawienia (1) lub Edytuj (2), po wyborze danego procesu. Można również tworzyć materiałową bazę danych zawierającą materiały poddawane cięciu, zapisywać różne wartości prędkości i nacięcia w ramach każdego prolu i dla każdego edytowanego procesu.
2
Ustawienia opisane są w pierwszej kolejności.
Ustawienia
1
4
7
Umożliwia wprowadzanie zmian dotyczących odchyłki narzędzi, prędkości przyspieszonej, oznaczania punktów i linii.
Edytuj
Pozwala na zmianę parametrów wybranego procesu (czasów zwłoki, nacięcia, prędkości itp.).
3-20 DZIAŁANIE 0-5399PL
Page 34

iCNC Performance
3.14.1 Ustawienia
W zakładce Ustawień można zmieniać parametry ogólne, takie jak Prędkość Przyspieszona, Język, lokalizacje Narzędzi i ustawienia Znakowania.
Uwaga!
Okna parametrów mogą zmieniać kolejność zależnie od ustawień urządzenia. Sprawdź instrukcję instalacji i
konserwacji, aby uzyskać informacje dotyczące programowania opóźnień i nadawania nazw.
Ilustracje jedynie w celach referencyjnych.
Język
Wybierz język używany do wyboru procesu.
Lokalizacje Narzędzi
Jeżeli urządzenie zostało wyposażone we wskaźnik laserowy, najlepiej jest zdeniować lokalizacje narzędzi względem wskaźnika. Dzięki temu można wypozycjonować i
ustalić punkt zerowy za pomocą wskaźnika laserowego, a System znając lokalizację wszystkich dodatkowych narzędzi może automatycznie je obsłużyć podczas realizacji
programu cięcia. Dodawanie odchyłek narzędzi w programie cięcia nie jest konieczne.
0-5399PL DZIAŁANIE 3-21
Page 35

iCNC Performance
3.14.2 Oznakowanie Liniowe
Oznaczanie prędkości
To jest wybór prędkości dla narzędzia znakowania.
SD1, SD2 i SD3
Opóźnienia te nie są zazwyczaj stosowane jeżeli używamy palnika plazmowego do oznakowania, ale są one w pełni dostępne i programowalne.
SD4
Zazwyczaj stosowane do uruchomienia Detekcji Wysokości Wstępnej i do zapłonu znacznika.
Opóźnienie ruchu
Opóźnienie przed rozpoczęciem ruchu.
ED1
Zazwyczaj opóźnienie w celu poczekania na wygaśnięcie łuku.
ED2
Opóźnienie to nie jest zazwyczaj stosowane.
ED3
To jest czas oczekiwania sterownika po zakończeniu znakowania (palnik w górze), przed wydaniem polecenia maszynie, aby przemieszczała się do kolejnego położenia.
3.14.3 Oznakowanie Punktowe
SD1
Opóźnienie to nie jest zazwyczaj stosowane, ale jest ono w pełni dostępne i programowalne.
SD2
Zazwyczaj stosowane do opóźnienia znacznik w dół. To jest czas, który jest potrzebny na obniżenie znacznika do wysokości znakowania.
SD3
To jest czas znakowania, lub czas w którym ma miejsce znakowanie. W przypadku zastosowania plazmy jako urządzenia do oznakowania, wartość ta oznacza głębokość
znakowania.
SD4
Jest to czas podniesienia znacznika do góry, lub czas potrzebny na podniesienie znacznika do wysokości przemieszczania.
Opóźnienie ruchu
Opóźnienie to nie jest zazwyczaj stosowane.
Przyspieszony
Opóźnienie to nie jest zazwyczaj stosowane.
3-22 DZIAŁANIE 0-5399PL
Page 36

iCNC Performance
3.14.4 Edytuj i utwórz proces
Baza Danych Procesu
System iCNC Performance posiada unikalną cechę polegającą na tym, że System umożliwia budowanie bazy danych dla poszczególnych parametrów cięcia w oparciu o parametry
materiałów, grubości , gazów i narzędzi. W oparciu o wybrany materiał, grubość i zastosowane narzędzie, parametry cięcia mogą zmieniać się automatycznie w zależności od
szerokości nacięcia, prędkości cięcia i innych parametrów. Utworzenie bazy danych opartej na wszystkich prawidłowych informacjach spowoduje, że praca polegająca na odgadywaniu
prawidłowych parametrów cięcia zostanie zredukowana do minimum. Byłoby pomocne gdyby nowy operator był przeszkolony w obsłudze maszyny tnącej, zapewniając stały
poziom jakości cięcia.
Uwaga!
Do założenia bazy danych nie jest konieczne wykorzystanie wszystkich trzech pól, np. można wprowadzić
jedynie materiał i grubość, zostawiając narzędzie jako Domyślne.
Tworzenie Bazy Danych
1. Kliknij Edytuj na ekranie wyboru procesu, a następnie kliknij Nowy.
2. Wybierz pożądaną Grubość lub stwórz nową grubość, klikając na Nowe.
Nazwa - Wartość grubości podana podczas wyboru procesu.
Wartość - Wartość grubości zastosowana wewnętrznie (na przykład lista procesów uporządkowana jest wg wartości a nie nazw).
Lista w jednostkach metrycznych/calach - Wybierz wartość grubości z listy.
0-5399PL DZIAŁANIE 3-23
Page 37

iCNC Performance
Po zadaniu ustawień grubości kliknij Ok.
3. Ustaw wybrane parametry
Prędkości
To jest prędkość cięcia maszyny. To ustawienie powiela ustawienia prędkości cięcia w katalogu 1 Parametry. Zmiana jednego powoduje zmianę drugiego.
Szerokość Nacięcia
Nacięcie dla procesu.
Prędkość pełzania
Początkowa prędkość palnika tnącego zostanie aktywowana bezpośrednio po wydaniu polecenia uruchomienia. Czas trwania tej prędkości zależy od ustawienia parametru
Czas Pełzania. Ta prędkość „przyspieszona” stosowana jest krótko, tylko podczas przebijania. Po zakończeniu czasu pełzania palnik przyspiesza/spowalnia do normalnej
prędkości cięcia.
Czas pełzania
Długość czasu stosowania prędkości pełzania.
Uwaga
Pozwala operatorowi na wprowadzanie notatek opisujących zmiany, które zostały wprowadzone do procesu.
3-24 DZIAŁANIE 0-5399PL
Page 38

iCNC Performance
3.14.5 Opóźnienia Parametrów Cięcia
Uwaga!
Okna parametrów mogą zmieniać kolejność zależnie od ustawień urządzenia. Jeżeli opóźnienie nie jest widoczne, zostało ustawione
jako ukryte. Opóźnienia można również zablokować, tak aby edycja wartości czasowej nie była możliwa. Sprawdź instrukcję instalacji i
konserwacji, aby uzyskać informacje dotyczące programowania opóźnień.
Ilustracje jedynie w celach referencyjnych.
SD1 zasadniczo nie jest wykorzystywane, lecz jest w pełni programowalne.
SD2 zapewnia czas potrzebny na zapłon palnika. Wyjście zapłonu jest aktywowane na czas wybrany przez użytkownika. Po upływie czasu zapłonnik zostanie wyłączony. Aby
pominąć tą cechę jeżeli urządzenie nie jest wyposażone w automatyczny zapłon, ustaw wartość czasową zegara dla SD2 na zero.
SD3 jest zasadniczo wykorzystywane do czasomierza wysokiego podgrzewania i do włączania pojemnościowego czujnika wysokości. To decyduje o czasie przeznaczonym
na podgrzewanie materiału przed przebiciem. Czas jest deniowany przez użytkownika w oparciu o rodzaj materiału i grubość. Im cieńszy materiał, tym wyższa wartość
czasomierza. Aby pominąć tą cechę jeżeli urządzenie nie jest wyposażone w automatyczne podgrzewanie wysokie, ustaw wartość czasową zegara dla SD3 na zero.
SD4 jest zasadniczo wykorzystywane na potrzeby modułu Tlen Tnący. To decyduje o czasie przeznaczonym na ogrzewanie materiału za pomocą tlenu tnącego, zazwyczaj w
przypadku materiałów o znacznej grubości. This is Najlepiej stosować w połączeniu z funkcją przebijania Góra/Dół (patrz poniżej). Aby pominąć tą cechę, jeżeli urządzenie
nie potrzebuje dodatkowego przebijania za pomocą tlenu tnącego, ustaw wartość czasową zegara dla SD4 na zero.
Regulacja czasowa czynności przebicie góra/dół: Aktywacja funkcji.
1. URUCHOM: Wybierz opóźnienie początkowe, dla którego ma się rozpocząć odliczanie, np. SD4.
2. PRZEBIJANIE W GÓRĘ: Wprowadź czas potrzebny na podniesienie palnika do wysokości przebicia.
3. POZOSTAŃ W GÓRZE: Wprowadź pożądaną wartość czasu do pozostania w górze przed rozpoczęciem czasu obniżania do przebicia.
4. PRZEBIJANIE W DÓŁ: Wprowadź czas potrzebny na obniżenie palnika do wysokości cięcia.
Uwaga!
Zaprogramowane wartości czasomierza dla przebicia w górę i przebicia w dół są zazwyczaj równe, tak aby uniknąć efektu jednostajnie
zmiennego lub skokowego. Jest to również prawda w przypadku wstępnego podnoszenia i opuszczania palnika, gdy żaden automatyczny
pojemnościowy czujnik wysokości nie został zainstalowany.
0-5399PL DZIAŁANIE 3-25
Page 39

iCNC Performance
Przykłady: SD4 rozpoczyna pomiar czasu sekwencji powtarzalnej ruchu góra/dół podczas przebijania. Wstępne wartości czasu przebicia do góry – na potrzeby tego przykładu
czas pozostania w górze i przebicia w dół zostały ustawione na 1 s.
1. Tlen tnący włączony, gdy palnik jest podniesiony do wysokości przebicia. Ustaw wartość SD4 na 0,1–0,9 s.
2. Tlen tnący włączony podczas trzymania palnika w górze. Ustaw wartość SD4 na 1,1–1,9 s.
3. Tlen tnący włączony, gdy palnik jest obniżany do wysokości cięcia. Ustaw wartość SD4 na 2,1–2,9 s.
Opóźnienie Początkowe Ruchu to czas przeznaczony na wstępne przebicie się przez materiał. Po upływie tego czasu ruch rozpoczyna się automatycznie.
ED1 to pierwsze opóźnienie wykonane po zakończeniu programu lub po ręcznym przerwaniu cięcia przez operatora. Opóźnienie to jest zazwyczaj stosowane do wstępnego
podniesienia palnika po zakończeniu aktualnego cięcia. To umożliwia palnikom usunięcie wszelkich części, które mogły się wysypać, i pozwala uniknąć uszkodzeń lub
deregulacji palnika. Ustaw wartość na zero, aby uniemożliwić podniesienie palnika po zakończeniu cięcia.
ED2 nie jest zazwyczaj używane.
Funkcja Końcowe Opóźnienie Ruchu jest zazwyczaj stosowana, aby umożliwić odpływ nadmiaru tlenu tnącego przez końcówkę tnącą przed szybkim przesuwem do kolejnego
punktu przebicia. Zapobiega to zabieraniu wcześniej wyciętych części przez strumień tnący, jeżeli ścieżka trawersująca skierowana jest w stronę danej części. Zazwyczaj
zaprogramowane na 1–2 s, gdy zawór tlenu tnącego znajduje się na wlocie palnika. Jeżeli zawór tlenu tnącego znajduje się na rozdzielaczu gazu, należy uwzględnić
dodatkowe opóźnienie.
3-26 DZIAŁANIE 0-5399PL
Page 40

iCNC PERFORMANCE
ROZDZIAŁ 4: iHC
4.1 Sekwencja Przebicia/Cięcia
T3
T2
1.
2.
4.
3.
T1
6.
5.
7. 9.
8.
1. iHS Start włączony palnik zaczyna szukać blachy.
2. Palnik osiąga wysokość spowolnienia i zaczyna poruszać się wolniej.
3. Palnik dotyka blachy.
4. Palnik przemieszcza się do wysokości zapłonu i wydaje polecenie uruchomienia plazmy.
5. Łuk plazmowy zostaje zapalony i wydaje pozwolenie na przesył sygnału do kontrolera wysokości. Rozpoczyna się
czas przebicia T1
6. Palnik przemieszcza się do wysokości przebicia. Rozpoczęcie opóźnienia wysokości przebicia T2
7. Po zakończeniu czasu Przebicia T1 aktywowany jest sygnał wyjściowy iHC XT gotowy do ruchu i rozpoczyna się cięcie.
Palnik przemieszcza się do wysokości cięcia po zakończeniu odliczania czasu wysokości przebicia.
8. Sterowanie AVC zaczyna się po zakończeniu opóźnienia T3 AVC.
9. Koniec ścieżki cięcia.
10. Palnik przemieszcza się do wysokości wycofania.
11. Jeżeli palnik jest bezczynny, po pewnym czasie powraca do położenia początkowego.
11.
10.
0-5399PL iHC 4-1
Page 41

iCNC PERFORMANCE
4.2 Interfejs Użytkownika Systemu iHC
System iHC może być prawie niewidzialny dla operatora, ponieważ Parametry Kontrolera Wysokości mogą pochodzić z programu cięcia lub mogą być pobierane całkowicie automatycznie z zestawów parametrów Materiałów/Grubości/Narzędzi. To okienko nie zakrywa żadnych urządzeń sterowniczych zazwyczaj służących do obsługi iCNC Performance,
można je wyświetlać przez cały czas. Ten rozdział opisuje działanie Interfejsu Użytkownika sterownika, gdy funkcje automatycznych ustawień parametrów nie są stosowane. To
pozwala na wprowadzanie zmian podczas cięcia i/lub na dostosowywanie ustawień przed rozpoczęciem cięcia.
Aby uruchomić oprogramowanie, wybierz “iHC.exe-Shortcut” z Menu startowego Windows..
Pasek Główny
Dużą strzałkę skierowaną w prawo można użyć do zmniejszenia paska głównego systemu iHC. To pozwala operatorowi na obserwację położenia i innych danych maszyny.
• Po lewej stronie okna głównego znajduje się ekran przedstawiający zaprogramowaną wartość Napięcia Łuku. Napięcie Łuku można modykować za pomocą strzałki lewej
i prawej znajdujących się po obu stronach suwaka. Jedno kliknięcie zmienia napięcie o 1 V lub 0,1 V.
• Jeżeli używany jest Sampling AVC, po lewej stronie okna głównego pojawi się odległość cięcia. Jedno kliknięcie zmienia wysokość cięcia o 0,5 mm lub 0,1 mm.
4-2 iHC 0-5399PL
Page 42

iCNC PERFORMANCE
• Przyciski „GÓRA” i „DÓŁ” mogą służyć do przesuwania palnika w trybie ręcznym.
• „Przycisk Próby IHS” powoduje opuszczenie jednego z palników w dół w celu znalezienia blachy. Funkcja ta służy do sprawdzania czy detekcja blachy iHC działa popraw-
nie. Napis na przycisku IHS Test zmieni się po przyciśnięciu na „Anuluj”. Kliknięcie „Anuluj” spowoduje powrót palnika bezpośrednio do położenia spoczynkowego. Palnik
pozostanie na wysokości zapłonu po detekcji blachy.
• Funkcja Znajdź Blachę jest stosowana, gdy na stole znajduje się grubszy materiał, i jest ona stosowana przed rozpoczęciem procesu cięcia, aby upewnić się, że palnik nie
będzie kolidował z płytą podczas wykonywania pierwszego przebicia. „Znajdź Blachę” wykorzystuje funkcję Znajdź Prędkość Blachy do przeprowadzenia Próby Kontaktu
Blachy Po znalezieniu blachy palnik powraca do Położenia Spoczynkowego. Po wyborze „Znajdź Blachę”, napis na przycisku zmienia się na „Anuluj”. Kliknięcie „Anuluj”
spowoduje powrót palnika bezpośrednio do położenia spoczynkowego.
• Kliknięcie na „USTAWIENIA” spowoduje otwarcie okna Ustawienia.
• Okienko systemu iHC można zminimalizować przy pomocy przycisku położonego skrajnie z prawej strony, który wygląda jak kreska.
• W prawym górnym rogu okna iHC są dwa pola tekstowe. W normalnej sytuacji w górnym polu powinno być napisane „Tryb Cięcia”. Jeżeli kontrola wysokości nie działa,
lub jeżeli jest problem z połączeniem, w dolnym polu tekstowym pojawia się komunikat „OCZEKIWANIE NA ODPOWIEDŹ…” Dolne pole tekstowe wyświetla również
komunikaty stanu, takie jak dolna granica programowa.
• Możesz monitorować status stacji obserwując zmianę kolorów na ekranie. Pole numeryczne po prawej stronie od pola tekstowego wysokości cięcia informuje kiedy funkcja
AVC jest aktywna, kiedy komenda uruchom IHS jest WŁĄCZONA i kiedy palnik znajduje się na wysokości cięcia.
0-5399PL iHC 4-3
Page 43

iCNC PERFORMANCE
4.3 Ustawienia Główne
Kliknięcie na przycisk „Ustawienia” spowoduje otwarcie ekranu Ustawienia Główne w Pasku iHC Info.
Ten ekran
• Nieprzerwanie wyświetla rzeczywiste Napięcie Łuku i wysokość położenia palnika względem blachy (wysokość zmierzona przez czujnik w momencie przebicia).
• Posiada różne zakładki zawierające więcej opcji.
Większość parametrów systemu iHC można regulować w oknie Ustawień. Górna środkowa część okna Ustawień składa się z przycisków i pól które są stale widoczne.
Funkcja ten ekran używana jest do intuicyjnych ustawień parametrów operacyjnych iHC. Podczas wyboru jednego z tych parametrów, schemat procesowy wizualnie opisuje
znaczenie każdego parametru.
• Wysokość Spowolnienia to odległość od ostatniej rozpoznanej wysokości blachy, przy której podnośnik powinien spowolnić ruch, aby czujniki odległości od blachy nie
uderzyły w nią z dużą siłą.
• Wysokość Zapłonu określa odległość palnika od blachy w miejscu jego zapłonu.
• Wysokość Przebicia określa odległość palnika od blachy w miejscu, gdzie wykonane zostanie przebicie po wcześniejszym zapaleniu palnika.
• Czas Wysokości Przebicia decyduje o tym, jak długo palnik pozostaje na wysokości przebicia.
• Prędkość Obniżenia z Przebicia oznacza prędkość przemieszczenia z wysokości przebicia do wysokości cięcia.
• Wysokość Cięcia deniuje wysokość położenia palnika podczas cięcia po zakończeniu przebicia.
• Opóźnienie Kontroli Napięcia Łuku dla wysokości cięcia określa czas przeznaczony na stabilizację napięcia łuku po osiągnięciu wysokości cięcia, aby umożliwić kontrolę
wysokości położenia palnika w oparciu o zmierzone Napięcie Łuku (wymagana jest również odpowiednia prędkość cięcia).
• Wstrzymaj WŁĄCZONE Napięcie cięcia wymagane do zamrożenia ruchu palnika podczas przekraczania nacięcia
• Wstrzymaj WYŁĄCZONE Napięcie cięcia poniżej tej wartości podczas ruchu palnika powodującego przejście na sterowanie AVC
• Wysokość Przemieszczania określa wysokość na którą palnik zostanie podniesiony po wykonaniu cięcia w celu szybkiego przemieszczenia do następnego punktu
przebicia. Użyj wystarczająco wysokiej wartości, aby uniknąć kolizji.
• Czas Przerwy - Wysokość Przemieszczenia określa jak długo system czeka na tej wysokości na nową komendę przebijania przed podniesieniem palnika do góry do pozycji
spoczynkowej.
• Ekran Napięcia Łuku przedstawia aktualne napięcie łuku w czasie rzeczywistym podczas wykonywania cięcia.
• Położenie Blachy wskazuje, gdzie ostatnio nastąpiła detekcja blachy w relacji do położenia Spoczynkowego Podnośnika Palnika.
4-4 iHC 0-5399PL
Page 44

iCNC PERFORMANCE
4.4 Ustawienia Systemowe i Menu Diagnostyczne
4.4.2 Zakładka Oznaczania
• Napięcie łuku stosowane podczas znakowania
• Wysokość cięcia stosowana podczas znakowania
• Wysokość Zapłonu, stosowana podczas znakowania
• Wysokość Przebicia, stosowana podczas znakowania
• Czas Wysokości Przebicia, stosowany podczas znakowania
• Czas Obniżenia z Przebicia, podczas znakowania
• Opóźnienie Kontroli Napięcia Łuku dla wysokości cięcia stosowane podczas znakowania
0-5399PL iHC 4-5
Page 45

iCNC PERFORMANCE
4.4.3 Zakładka Zaawansowane
Umożliwia opcję uzyskania bardziej szczegółowej kontroli nad zachowaniem systemu.
Wartości domyślne Imperial Metryczne
Wysoka prędkość biegu 59,06 IPM 1500 mm/min
Niska prędkość biegu 11,81 IPM 300 mm/min
Ustaw Prędkość 118,11 IPM 3000 mm/min
Prędkość Centrowania 23,62 IPM 600 mm/min
Znajdź Blachę Prędkości 23,62 IPM 600 mm/min
Prędkość Wycofania z Kontaktu z Blachą 2,36 IPM 60 mm/min
Czas Wygaśnięcia Łuku Głównego 1 s
Odchyłka na odbicie pokolizyjne
Wstrzymaj WYŁĄCZONA Opóźnienie AVC 0.0 s
Cofnięcie Kolizyjne Wysokość 0.4” 1mm
Opóźnienie na regenerację pokolizyjną 1 s
Siła detekcji blachy 25
Maksymalna siła dopuszczalna 250
• uruchomienie próbkowania AVC: Zastosuj mierzone napięcie łuku zamiast wartości z mapy cięcia aktywne/nieaktywne. Zastosowane napięcie łuku mierzone jest, gdy
palnik jest na wysokości cięcia.
UI zmieni ustawienia, aby pokazać wysokość zamiast napięcia łuku. Funkcja ta kompensuje zużycie elektrody. Detekcja omowa jest konieczna dla tej funkcji.
• Uruchomienie cofnięcia kolizyjnego: Umożliwia funkcję cofnięcia kolizyjnego, która podnosi palnik, gdy podczas cięcia nastąpił kontakt z blachą. Funkcja ta jest głównie
stosowana do ochrony elementów zużywalnych palnika przed pojawiającym się na górze blachy gorącym żużlem po przebiciu. Należy zastosować wyższą wysokość podczas
przebicia w celu ochrony materiałów eksploatacyjnych podczas przebicia. Jeżeli funkcja Cofnięcie Kolizyjne włącza się nieustannie podczas cięcia, sprawdź ustawienia
systemu pod kątem prawidłowej prędkości cięcia, napięcia łuku i ciśnienia gazów. Zwróć uwagę, że na otworach o małym promieniu i przy zastosowaniu niskich prędkości
żużel może odpryskiwać w kierunku palnika i powodować cofanie palnika. Jeżeli to występuje, i jeżeli jakość wykonania otworów jest ważniejsza niż trwałość elementów
zużywalnych, możesz wyłączyć tę funkcję.
• Wysokość cofnięcia kolizyjnego: Ustawia wysokość, na jaką palnik cofa się w przypadku wystąpienia jego kontaktu z blachą podczas cięcia
• Opóźnienie na regenerację pokolizyjną: określa czas, przez który palnik pozostanie na wysokości cofniętej do momentu ponownego włączenia automatycznej kontroli
wysokości
• Aktywacja kontaktu omowego z blachą: Wykorzystanie tej funkcji wymaga połączenia pomiędzy kapturem palnika a dzielnikiem napięcia. Ta metoda jest bardziej
dokładna i czuła niż detekcja Blachy przy użyciu siły. Funkcja aktywacja kontaktu omowego z blachą powinna zawsze służyć, jako podstawowa funkcja detekcji blachy
głównej, o ile to możliwe. Ta funkcja nie ma zastosowania w przypadku cięcia pod wodą.
4-6 iHC 0-5399PL
Page 46

iCNC PERFORMANCE
4.4.4 Zakładka Bitów I/O
Ta zakładka przedstawia status różnych sygnałów systemowych do celów diagnostycznych. Bity I/O dzielą się na wejściowe (sygnały, które pochodzą od innych urządzeń,
wysyłane do iHC) oraz wyjściowe (sygnały, które biegną od iHC do innych urządzeń).
Sygnały wejściowe
1. Kolizja Palnika - W przypadku gdy podnośnik ma czujnik rozłączny/kolizyjny, sygnały wychodzące z czujnika można podpiąć do wejścia Kolizji Palnika. Kolizja Palnika
spowoduje aktywację sygnału wyjściowego Błąd Systemowy do CNC
2. Łącznik Krańcowy Górny - Służy do odszukania położenia spoczynkowego po uruchomieniu iHC
3. Kontakt z Blachą - Bit Wejściowy staje się aktywny w momencie kontaktu z blachą podczas procedury IHS lub podczas sekwencji cięcia.
4. iHS Start -Bit Wejściowy z CNC staje się aktywny w momencie rozpoczęcia sekwencji IHS.
5. Łuk Główny - Bit Wejściowy z układu plazmowego informujący, że łuk plazmowy został zapalony.
6. Oznaczenie - Bit Wejściowy, służący do wprowadzania kontrolera wysokości w tryb znakowania.
7. Wstrzymaj – AVC zostaje wyłączone, gdy funkcja Wstrzymaj Bit Wejściowy jest aktywowana. Funkcja Wstrzymaj stosowana jest podczas cięcia, aby zapobiec wpadnięciu
palnika do płyty w momencie redukcji prędkości ruchu, tj. na ciasnych zakrętach.
8. Góra - Bit Wejściowy ze sterownika CNC, który przesuwa palnik w górę.
9. Dół - Bit Wejściowy ze sterownika CNC, który przesuwa palnik w dół.
10. Wskaźnik laserowy - Bit Wejściowy ze sterownika CNC, włączający sygnał wyjściowy wskaźnika laserowego
11. Moc silnika - Bit Wejściowy, informujący czy zasilanie silnika jest WŁĄCZONE.
12. Utrzymaj wartość ARCV - Kod zarezerwowany do przyszłego wykorzystania.
13. Opcjonalne - Kod zarezerwowany do przyszłego wykorzystania.
0-5399PL iHC 4-7
Page 47

iCNC PERFORMANCE
Wyjścia
14. Błąd Systemowy (odwrócony) - Może być podłączony do funkcji zatrzymania zewnętrznego sterownika CNC
15. Opcjonalne - Kod zarezerwowany do przyszłego wykorzystania.
16. Sense przekaźnika - Wyjście 24 V DC do płyty dzielnika napięcia
17. iHS Aktywny - Bit Wyjściowy, który jest aktywny od momentu aktywacji funkcji IHS Start, aż do osiągnięcia Wysokości Zapłonu.
18. Łuk Główny - Bit Wyjściowy do sterownika CNC, który uaktywnia się, gdy Bit Wejściowy łuku głównego staje się aktywny oraz po upływie opóźnienia przemieszczenia.
19. Oznaczenie - Bit Wyjściowy włączający sygnał wyjściowy znacznika.
20. Plazma Start - Bit Wyjściowy włączający sygnał wyjściowy uruchamiania modułu plazmowego.
21. Uruchom Silnik Krokowy - Ruch krokowy aktywny/nieaktywny.
22. Kierunek Silnika Krokowego - Sygnał DIR aktywny.
23. Impuls silnika krokowego - Sygnał impulsowy kroku aktywny.
24. Wskaźnik laserowy - Bit Wyjściowy włączający sygnał wyjściowy wskaźnika laserowego.
4.4.5 Zakładka Serwisowa
To okno zawiera informacje dotyczące wersji oprogramowania iHC, jego statusu i błędów. Wyświetla również następujące informacje:
• Zapisz parametry - Zapisuje parametry, zapisuje aktualne parametry, dostępne tylko w trybie serwisowym
• Wgraj parametry - Wgrywa zapisane parametry, dostępne tylko w trybie serwisowym
• Przejdź do trybu serwisowego - Umożliwia korzystanie z funkcji i parametrów dostępnych tylko w trybie serwisowym
• Wybierz język - Wybierz język, będący w użyciu
4-8 iHC 0-5399PL
Page 48

iCNC PERFORMANCE
4.4.6 Zakładka Instalacji
Parametry te są zabezpieczone hasłem. Niektóre parametry są takie same, jak w Zakładce Zaawansowane.
• Liczba krawędzi impulsu enkodera na metr - Zależna od rodzaju enkodera i od charakterystyk gwintowanego wału mechanizmu podnoszącego.
• Pełna Prędkość – prędkość maksymalna mechanizmu podnoszącego. Pełna Prędkość stosowana jest powyżej Wysokości Spowolnienia.
• Odległość do Punktu Początkowego - Odległość położenia spoczynkowego od wyłącznika krańcowego.
• Instrukcja Przyspieszenie & Spowolnienie ręczne - Używana dla opcji bieg, gdy funkcja AVC jest włączona.
• Przyspieszenie i Spowolnienie Urządzenia - Używana gdy podnośnik sterowany jest przez oprogramowanie.
• Prędkość Centrowania – prędkość stosowana podczas procesu centrowania.
• Prędkość Poza Granicami - Prędkość stosowana, gdy palnik porusza się poza łącznikiem krańcowym.
• Prędkość Wycofania z Kontaktu z Blachą – Prędkość stosowana podczas wycofania palnika od blachy, aż do ustania kontaktu.
• Ustaw Prędkość - Wykorzystywane w procesie kontroli napięcia łuku, w celu określenia maksymalnej prędkości kontrolnej podnośnika
• Czasowy Limit w Górę - Podczas poruszania się w górę, palnik zatrzyma się po tym upływie tego limitu jeżeli wyłącznik krańcowy nie został odnaleziony.
• Czas Wygaśnięcia Łuku Głównego - Zazwyczaj 0,1 s, aby zapobiec utracie cięcia bez przyczyny.
• Wstrzymaj WYŁĄCZONA Opóźnienie AVC – Dodatkowe opóźnienie po WYŁĄCZENIU funkcji Wstrzymaj, co może być przydatne po przebiciu oraz w narożnikach.
• Odległość górnej granicy programowej - Górna granica programowa znajdująca się powyżej wyłącznika krańcowego. Położenie górnej granicy programowej wyznaczane
jest przez dodanie Odległości Górnej Granicy Programowej do położenia wyłącznika krańcowego.
• Odległość dolnej granicy programowej - Dolna granica programowa zlokalizowana poniżej blachy. Położenie dolnej granicy programowej wyznaczane jest przez
odjęcie Odległości Dolnej Granicy Programowej od położenia wyłącznika krańcowego. Dolna granica programowa pozwala na krótki ruch poniżej powierzchni stołu, ale
uniemożliwia dobicie podnośnika do blokady.
• Błąd Położenia Referencyjnego Limit - Jeżeli w położeniu łącznika krańcowego występuje błąd kumulujący się, Granica Błędu Położenia Referencyjnego określa, jaka
wielkość błędu może być tolerowana. Jeżeli Granica Błędu Położenia Referencyjnego została przekroczona, palnik wykona centrowanie.
• Wzmocnienie Napięcia - Określa wartość siły jaką system musi użyć do korekty różnicy pomiędzy napięciem rzeczywistym a docelowym.
• P-Gain – Służy do dostrajania ruchu maszyny. Zbyt wysoka wartość może spowodować wahania podnośnika, a zbyt niska wartość sprawia, że ruch staje się miękki i
niedokładny.
• I-Gain – Służy do dostrajania ruchu podnośnika.
• Odwrócona biegunowość kolizji palnika - Wybierz ustawienie rozwierny lub zwierny dla Czujnika Kolizji znajdującego się w okienku.
0-5399PL iHC 4-9
Page 49

iCNC PERFORMANCE
4.4.7 Granice Wartości Parametrów
Nazwa Parametru Domyślne MIN MAX
Ustaw Prędkość 3000mm/min 60 18000
Opóźnienie na regenerację pokolizyjną 1s 0 10
Wysokość cofnięcia kolizyjnego 1mm 0 100
wysokość cięcia 1mm 1 50
Opóźnienie Kontroli Napięcia Łuku dla
wysokości cięcia
Przyspieszenie ręczne 0.3g 0,3 5
Spowolnienie ręczne 0.3g 0,3 5
Liczba impulsów enkodera na metr 500000p/m 0 2^31
Prędkość funkcji znajdź blachę 600mm/min 60 5000
Pełna Prędkość 6000mm/min 60 50000
Wysoka prędkość biegu 3000mm/min 60 20000
Wstrzymaj WYŁĄCZONA Opóźnienie AVC 0 0 10
Wstrzymaj poza granicą 8 0 100
Wstrzymaj w granicy 10 0 100
Odległość do Punktu Początkowego -2 -100 100
Prędkość Centrowania 2000 60 20000
I-Gain 0 0 2^31
Wysokość zapłonu 2 1 50
Niska prędkość biegu 300mm/min 120 10000
Dolna granica programowa distance -1000mm -1000 0
Przyspieszenie urządzenia 0.1g 0,3 5
Spowolnienie urządzenia 0.3g 0,3 5
Prędkość Poza Granicami 180mm/min 60 2000
P-Gain 80 0 2^31
Czas obniżenia z przebicia 0s 0 10
Pierce wysokość 2mm 1 50
Czas wysokości przebicia 1s 0 10
Prędkość Wycofania z Kontaktu z Blachą 60mm/min 60 10000
Limit błędu położenia referencyjnego 2mm 0 10
Wysokość Spowolnienia 10mm 1 1000
Limit Prądu Dotykowego 5 0,05 20,4
Wysokość Przemieszczania 50mm 0 500
Wysokość Przemieszczania Przekroczenie
limitu czasu
Czasowy Limit w Górę 20s 1 120
Odległość górnej granicy programowej 5mm 0 1000
Wzmocnienie Napięcia 10 1 256
0,2s 0 10
10s 0 20
4-10 iHC 0-5399PL
Page 50

iCNC Performance
ROZDZIAŁ 5: ZAGNIEŻDŻANIE
5.1 ProMotion® Nest
ProMotion® Nest jest oprogramowaniem, które przekształca rysunki CAD (format DXF) w Programy do cięcia. Możliwa jest również modykacja istniejących Programów
cięcia (formaty EIA, ESSI lub CNC-2).
Podstawy
Gdy ProMotion® Nest wgrywa rysunek CAD, przypisuje technologię cięcia (krawędzie nacięcia, punkty przebicia, kolejność cięcia, itp.) do kształtów automatycznie. Jeżeli
chcesz, możesz w prosty sposób zmienić każde z tych ustawień. Kopiuj kształt blachy, wykonaj zagnieżdżenie, ustal kolejność cięcia itd. i wyślij Program cięcia do Programu
ProMotion® Cut, lub zapisz do późniejszego wykorzystania.
Interfejs użytkownika ProMotion® Nest
Interfejs użytkownika ProMotion® Nest to zbiór kilku mniejszych okienek, przycisków i pasków. Poniżej przedstawiono krótki opis wszystkich tych elementów.
Menu bar
Title bar
Tool bar
Toolbox
Work window
Plate list
Y-coordinates
Part list
X-coordinates
Status bar
Pasek tytułowy
Pasek Tytułowy znajduje się na górze okna ProMotion® Nest. Zawiera numer wersji, nazwisko zarejestrowanego użytkownika i nazwę aktualnego zadania.
0-5399PL Zagnieżdżenie 5-1
Page 51

iCNC Performance
Pasek menu
Pasek Menu leży tuż poniżej Paska Tytułowego i umożliwia wybór jednego z poniższych:
Menu Plików
Menu Widoku
Menu Narzędzi
Menu Opcji
Menu Rejestracji
Menu Pomocy
Pasek Narzędzi
Pasek Narzędzi znajduje się bezpośrednio pod paskiem menu. Pasek Narzędzi zawiera przyciski służące do szybkiego dostępu do większości ważnych narzędzi oprogramowania
ProMotion® Nest (tj. wczytaj, zapisz, makra). Więcej informacji znajduje się w rozdziale Pasek Narzędzi.
Okno robocze
Okno Robocze to duży, biały obszar na środku ekranu. Tutaj wyświetlane jest Zadanie Aktywne, tutaj również dokonuje się jego edycji.
Współrzędne
współrzędne Y są przedstawione po lewej stronie okna roboczego, a współrzędne X są poniżej nich również w oknie roboczym.
Pasek Stanu
Pasek Stanu znajduje się na dole okna ProMotion® Nest. Pasek Stanu wyświetla komunikaty i wskazówki pochodzące z ProMotion® Nest. Wyświetla również aktualne
współrzędne kursora myszy, gdy znajduje się w okienku roboczym.
Ramka Narzędzi
Okno Narzędzi znajduje się w górnym prawym rogu okna ProMotion® Nest. Posiada przyciski obsługujące większość narzędzi edycyjnych. - 3 - © 1997 - 2012 Victor Technologies ProMotion® Nest ProMotion® Nest v4.32
Lista blach
Lista Blach znajduje się bezpośrednio pod oknem narzędzi. Lista Blach zawiera listę wszystkich blach załadowanych do oprogramowania ProMotion® Nest. Patrz „Lista Blach”
w celu uzyskania dodatkowych informacji.
Lista części
Lista Części znajdująca się w dolnym prawym rogu okienka ProMotion® Nest. Lista Części zawiera wszystkie kształty wgrane do ProMotion® Nest. Patrz „Lista Części” w celu
uzyskania dodatkowych informacji.
5-2 Zagnieżdżenie 0-5399PL
Page 52
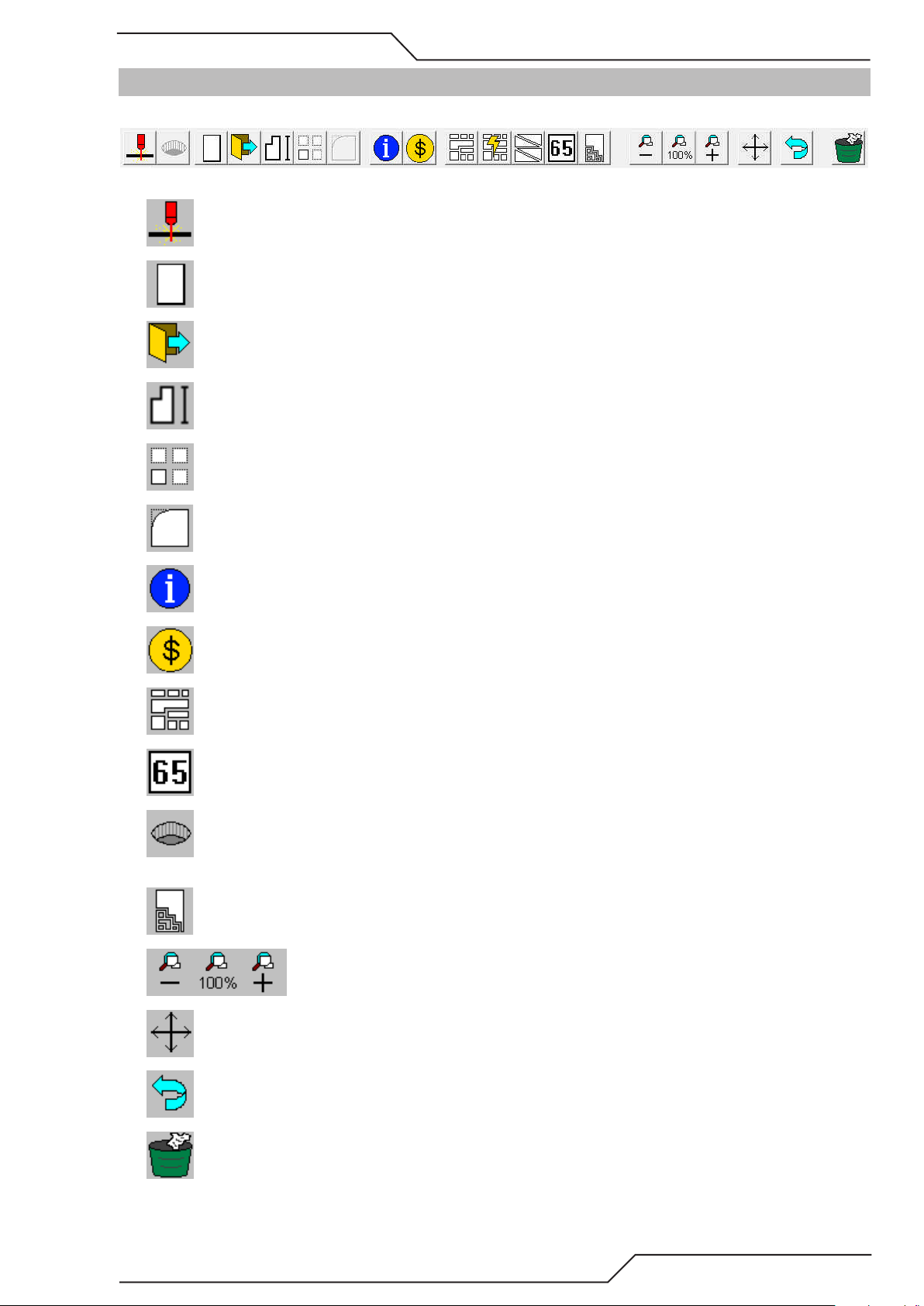
iCNC Performance
5.2 Pasek Narzędzi
Pasek narzędzi ProMotion® Nest wygląda następująco:
Tu znajduje się krótki opis każdego z narzędzi:
Wyślij do cięcia Wysyła aktualne zagnieżdżenie do ProMotion® Cut i aktywuje je.
Nowa Blacha Tworzy nową blachę. Więcej informacji znajduje się w paragrae Nowa Blacha w Menu Plików
Otwórz plik Otwiera plik CNC lub DXF.
Makro Uruchamia narzędzie makr. Więcej informacji znajduje się w paragrae Makro w Menu Plików.
Rzędy i Kolumny Powiela daną część lub części. Więcej informacji znajduje się w paragrae Rzędy i Kolumny.
MicroCAD Uruchamia narzędzie MicroCAD. Więcej informacji znajduje się w paragrae MicroCAD.
NestInfo Aktywuje okno NestInfo. Więcej informacji znajduje się w paragrae NestInfo.
Kalkulator Kosztów Aktywuje narzędzie Kalkulator Kosztów. Więcej informacji znajduje się w paragrae Kalkulator Kosztów.
Zagnieżdżenie - Automatyczne zagnieżdżenie. Więcej informacji znajduje się w paragrae Zagnieżdżanie.
Prędkości Posuwu Dodaj szybkość posuwu do programu cięcia. Więcej informacji znajduje się w paragrae Szybkości Posuwu.
Otwory Zoptymalizowane Dodaj zoptymalizowane parametry cięcia dla otworów w celu uzyskania możliwie najlepszej jakości cięcia. Wymaga oprogramowania
ProMotion® Optimizer.
Edytor Blach - Edytuj blachę za pomocą tego narzędzia. Więcej informacji znajduje się w rozdziale Edytor Blach.
Zbliżanie - Więcej informacji znajduje się w rozdziale Powiększanie.
Pan - Możesz włączyć widok panoramiczny przesuwając kursor myszy na okno robocze i przyciskając lewy przycisk myszy lub przytrz ymując wciśnięte kółko myszy.
Cofnij - Cofa ostatnio wykonane zmiany dotyczące aktualnego zagnieżdżenia.
Odrzucenie Odrzuca aktualne zagnieżdżenie.
0-5399PL Zagnieżdżenie 5-3
Page 53

iCNC Performance
5.3 Funkcje Paska Narzędzi
5.3.1 Wyślij do cięcia
Gdy zagnieżdżenie jest gotowe do cięcia, kliknij na ten przycisk aby wysłać je do ProMotion® Cut.
5.3.2 Nowa Blacha
W przypadku aktywacji tego narzędzia pojawia się okno z zapytaniem o długość i szerokość nowej blachy.
UWAGA!
To narzędzie działa tylko na sterownikach ProMotion® iCNC.
Wprowadź wartości, kliknij OK, po czym pojawi się nowa pusta blacha. Nazwa blachy pojawia się w Liście Blach.
Aby stworzyć okrągłą blachę, po prostu zaznacz opcję okrągłych blach i wprowadź średnicę okręgu.
5.3.3 Otwarte
Otwiera plik. ProMotion® Nest może otwierać pliki DXF, EIA, ESSI, CNC-2 i DSTV
Pliki DXF:
5-4 Zagnieżdżenie 0-5399PL
Page 54

iCNC Performance
Jeżeli wgrasz plik w formacie DXF, który zawiera więcej niż jedną warstwę, System ProMotion® Nest poprosi Cię o wybór warstw, które mają być wgrane do zagnieżdżenia.
Jeżeli plik DXF zawiera oznakowanie liniowe i/lub punktowe, musi ono być naniesione w ramach osobnych warstw. Warstwy oznakowania liniowego i punktowego wybierane
są w tym samym okienku dialogowym, co warstwy proli. Na powyższym przykładzie warstwa „PROFILE” została wybrana jako warstwa zawierająca prole. Jako warstwa
oznakowania liniowego wybrana jest warstwa „PROSZEK”, przy czym nie ma wybranej warstwy oznakowania punktowego.
Wybierz wszystkie obciążenia i warstwy dla zagnieżdżenia.
Aby przyspieszyć proces ładowania i aby wyeliminować wszelkie pomocnicze elementy (jak linie pomiarowe), ProMotion® Nest zaczyna ładowanie elementów z pliku DXF
po znalezieniu pewnego kluczowego słowa w pliku. Czasami istnieje konieczność załadowania elementów przed tym słowem kluczem. Wgrywanie Danych Pierwotnych
służy właśnie do takich sytuacji. Zgrywa każdy możliwy element z pliku DXF do zagnieżdżonego elementu.
Inne pliki:
Pliki ESSI i EIA nie mają żadnych warstw do wyboru. Upewnij się tylko, czy Twoje opcje zostały prawidłowo ustawione.
Patrz również Znakowanie liniowe i punktowe.
Otwieranie plików DSTV jest modułem dodatkowym
5.3.4 Kształty Podstawowe
Po wyborze tego narzędzia otwiera się okno z listą makr (ilustracja nr 1). To okno przedstawia niewielkie obrazy dostępnych makr. Jednocześnie może być
wyświetlone tylko 20 makr, ale można przeglądać większą ilość makr wybierając „NASTĘPNE” lub „POPRZEDNIE”.
Ilustracja 1.
0-5399PL Zagnieżdżenie 5-5
Page 55

iCNC Performance
Stwórz nowy kształt za pomocą makr
Wybierz pożądane makro, klikając dwukrotnie na nie. Otworzy się poniższe okno (ilustracja nr 2). Wprowadź wielkości pomiarowe do odpowiednich pól. Na ilustracji w lewej
części okienka widać kształt oraz czerwone linie. Te czerwone linie są liniami pomiarowymi i wskazują użytkownikowi który pomiar wprowadza. Po wprowadzeniu wszystkich
wymiarów, możesz podglądnąć kształt wybierając „PODGLĄD”. Jeżeli chcesz zmienić wymiary po ich podglądzie, po prostu wybierz „WRÓĆ” i odpowiednio zmodykuj te
wymiary. Jeżeli wynik jest zadowalający, wybierz „OK” a kształt pojawi się w oknie roboczym ProMotion® Nest.
UWAGA!
Można wprowadzać liczby za pomocą klawiatury numerycznej, lub za pomocą kółka myszy.
Ilustracja 2.
Makra do cięcia łańcuchowego
Makra do cięcia łańcuchowego to proste kształty – okręgi, trójkąty i prostokąty – które są wycinane jedną linią, przy wykonaniu tylko jednego przebicia. Możliwe jest również
wykonywanie cięć wspólnych, w przypadku których dwa prostokąty lub trójkąty mają jeden wspólny bok.
Użycie makr cięcia jest naprawdę proste. Po prostu wprowadź prawidłowe wartości parametrów i kliknij „OK”. Gdy zmieniasz parametry, efekty tego są natychmiast widoczne
w obszarze podglądu.
Ilustracja 3.
5-6 Zagnieżdżenie 0-5399PL
Page 56

iCNC Performance
Edytowanie listy makr
Wybierz „EDYTUJ LISTĘ MAKRO” w pierwszym oknie (ilustracja nr 1), aby otworzyć okno edycji listy makro (patrz poniżej). Lista „AKTUALNE MAKRA” przedstawia makra
aktualnie znajdujące się na liście. Lista „DOSTĘPNE MAKRA” przedstawia wszystkie makra, które można dodać do listy makr. Linia przerywana w liście „AKTUALNE MAKRA”
informuje o miejscu podziału strony. W danym momencie na liście makr widoczne może być tylko 20 makr (patrz ilustracja nr 1).
Ilustracja 4.
Jak zmienić kolejność makr na liście makr:
• Wybierz jedno z makr z listy „AKTUALNE MAKRA”. Wybrane przez użytkownika makro będzie wyświetlone w niewielkim polu ilustracyjnym tuż poniżej listy.
• Wybierz „GÓRA”, aby przesunąć wybrane makro jeden stopień w górę listy.
• Wybierz „DÓŁ”, aby przesunąć wybrane makro jeden stopień w dół listy.
Jak usunąć makro z listy makr:
• Wybierz jedno z makr z listy „AKTUALNE MAKRA”. Wybrane przez użytkownika makro będzie wyświetlone w niewielkim polu ilustracyjnym tuż poniżej listy.
• Wybierz „USUŃ” i wybrane makro zostanie usunięte z listy.
Jak dodać makro do listy makr:
• Wybierz jedno z makr z listy „DOSTĘPNE MAKRA”. Wybrane przez użytkownika makro będzie wyświetlone w niewielkim polu ilustracyjnym tuż poniżej listy.
• Wybierz „DODAJ” i wybrane makro zostanie dodane na końcu listy.
5.3.5 Rzędy i Kolumny
Użyj tego narzędzia do zwielokrotnienia ilości części. Możesz zaprogramować liczbę rzędów i kolumn. Ostateczna liczba kopii będzie wyrażona przez rzędy x kolumny. Na
przykład 3 rzędy razy 4 kolumny daje 3 x 4 = 12 kopii.
0-5399PL Zagnieżdżenie 5-7
Page 57

iCNC Performance
Pozycja Rzędy deniuje ilość rzędów kopii.
Pozycja Kolumny deniuje ilość kolumn kopii.
Szerokość grubość piły tarczowej - Minimalna szerokość nacięcia to zero.
Odstęp i szerokość nacięcia deniują odległość pomiędzy kopiami. Odległość to odstęp + 2 x szerokość nacięcia. Wartość odstępu może być również ujemna, jeżeli chcemy
skopiować części bliżej siebie.
Wskazówka: Jeżeli wymagane jest zastosowanie różnych wartości odstępów dla kierunków X i Y, należy najpierw zapisać kolumny (rzędy = 1, kolumny = n), a następnie
rzędy (rzędy = m, kolumny = 1). Dzięki temu otrzymujemy M x N kopii. Na poniższej ilustracji przedstawiono przykład ujemnej wartości odstępu na kierunku Y.
Szerokość kołnierza to dodatkowa odległość pozostawiona na krawędziach obiektu zagnieżdżonego. Jest to wykorzystywane do omijania krawędzi blachy, które mogą być
nienajlepszej jakości. Jeżeli na przykład mamy blachę o wymiarach około 1,3 m x 1,3 m (50’’ x 50’’), ale jej krawędzie nie są idealnie proste, możemy ustalić wartość kołnierza
na 25 mm (1’’), więc obszar użytkowy będzie wynosił wtedy 1,2 m x 1,2 m (48’’ x 48’’). Minimalna wartość kołnierza to zero, lecz jeśli odstęp jest większy niż kołnierz, wartość
odstępu zastosowana jest również do kołnierza.
Wymagany obszar przedstawia minimalną szerokość i długość blachy, jakich potrzebują aktualne części po ich powieleniu i zastosowaniu aktualnych parametrów szerokości
nacięcia, odstępu i kołnierza.
Można podać liczbę rzędów/kolumn lub kliknąć na siatkę w celu utworzenia pożądanej liczby kopii.
Punkt referencyjny 0 dla części będzie zaznaczany za pomocą krzyżyków.
UWAGA!
Nacięcie, odstęp i kołnierz mają takie same wartości, jak te podane w Opcjach Zagnieżdżania. Jeżeli zmiany wprowadzisz
tutaj, ich wartości zostaną wprowadzone również w opcjach zagnieżdżania. Jedynym wyjątkiem jest odstęp. Jeżeli odstęp
jest w tym miejscu ujemny, funkcja zagnieżdżania nadal stosuje zero jako minimalną wartość odstępu.
5-8 Zagnieżdżenie 0-5399PL
Page 58

iCNC Performance
5.3.6 MicroCAD
Użyj tego narzędzia do edycji proli. Narzędzia zostały opisane poniżej.
Dodaj Okrąg
Wprowadź średnicę oraz współrzędne punktu środkowego do odpowiednich pól tekstowych. Kliknij Zastosuj, a okrąg zostanie dodany do kształtu. Nowy okrąg będzie
pierwszy w kolejności cięcia.
Dodaj Prostokąt
Najpierw wybierz punkt centralny w dolnym lewym rogu prostokąta. Wprowadź długość, szerokość oraz współrzędne do poszczególnych pól tekstowych. Kliknij Zastosuj, a
prostokąt zostanie dodany do kształtu. Nowy prostokąt będzie pierwszy w kolejności do cięcia.
Zaokrąglony Narożnik
Wprowadź promień zaokrąglenia do pola tekstowego Promień i wciśnij Zastosuj, aby potwierdzić promień. Najechanie kursorem na narożnik powoduje zmianę wyglądu
kursora na krzyżyk. Kliknij na narożnik, aby zaokrąglić go z zastosowaniem przed chwilą ustawionego promienia.
Usuń Zaokrąglenie
Zmienia łuk w dwie (2) linie. Po najechaniu kursorem myszy na dowolny łuk kursor zmieni się w krzyżyk. Kliknij tutaj, aby usunąć zaokrąglenie.
Dodaj Punkt
Dodaje punkty (linie) do kształtu. Jeżeli kształt zawiera prole otwarte, linia jest rysowana od ostatniego punktu pierwszego prolu otwartego do punktu, który dodał
użytkownik. Jeżeli żaden prol nie jest otwarty, nowe linie (i prole) tworzone są w punkcie 0,0 i biegną do punktu dodanego przez użytkownika. Dodawanie nowych
punktów jest proste. Po prostu wprowadź współrzędne i kliknij Zastosuj.
Usuń Punkt
Usuwa pojedyncze punkty z prolu. Po najechaniu kursorem myszy na dowolny punkt kursor zmieni się w krzyżyk. Po kliknięciu punkt zostanie usunięty. Jeżeli punkt był
ostatnim lub pierwszym punktem prolu, cały element zostaje usunięty, w przeciwnym razie poprzedni i następny punkt połączone są linią.
Przesuń Punkt
To narzędzie przemieszcza punkt w inne miejsce. Kliknij na punkt, aby go wybrać (nad punktem pojawi się małe okienko). Wprowadź nowe współrzędne do pól współrzędnych
i wciśnij Zastosuj. Punkt zostaje przesunięty w nowe miejsce.
Dodaj Pętlę Narożną
To narzędzie dodaje pętlę do narożnika. Najpierw wybierz promień pętli, a następnie kliknij lewym przyciskiem na narożnik, w którym chcesz, aby znajdowała się pętla.
Pętle, takie jak ta umożliwiają uzyskanie bardzo ostrych narożników.
0-5399PL Zagnieżdżenie 5-9
Page 59

iCNC Performance
Podziel Część
To narzędzie dzieli części. Wybierz opcję i ewentualnie wprowadź wybrane parametry, następnie zastosuj i kliknij na część, którą chcesz podzielić. Istnieją trzy opcje podziału
części.
1. Równa długość: Zastosuj tą opcję, aby podzielić część równomiernie na daną ilość elementów.
2. Maks. długość: Ta opcja dzieli część, maksymalizując długość nowych części. Maksymalna długość nowych części podawana jest w formie parametru.
3. Tryb ręczny: Użyj tej opcji, aby ręcznie podzielić części. Przytrzymaj wciśnięty lewy klawisz myszy i narysuj linię w poprzek części, a następnie puść klawisz.
Część zostanie podzielona wzdłuż linii narysowanej przez użytkownika.
Wygnij element
To narzędzie wygina część prostokątną. Ustaw wartość wygięcia, zastosuj, a następnie kliknij na część, aby ją wygiąć.
Wartość wygięcia to wysokość łuku w jego najwyższym punkcie (w środku), zgodnie z ilustracją powyżej. Wartość wygięcia przedstawiono w postaci czerwonej linii. Jeżeli
wewnątrz części są otwory, są one odpowiednio podniesione, lecz nie wyginane.
UWAGA!
To narzędzie może wyginać tylko prostokąty. Wszystkie pozostałe kształty będą wygięte nieprawidłowo lub
nie będą wygięte w ogóle.
5.3.7 NestInfo
NestInfo wyświetla informacje dotyczące aktualnego zagnieżdżenia. NestInfo zawiera następujące informacje:
Blacha
• Nazwa blachy – nazwa aktualnej blachy.
• Powierzchnia – powierzchnia blachy. (w metrach kwadratowych lub stopach kwadratowych)
• Szerokość blachy (w milimetrach lub calach)
• Wysokość blachy (w milimetrach lub calach)
• Szerokość kołnierza – zdeniowana w Opcjach Zagnieżdżania (milimetry lub cale)
• Wykorzystanie netto (%) – stosunek powierzchni części do powierzchni blachy, wyrażony procentowo.
Część
• Części zagnieżdżone – liczba części wchodzących w skład zagnieżdżenia.
• Szerokość zagnieżdżenia – szerokość zagnieżdżenia.
• Wysokość zagnieżdżenia – wysokość zagnieżdżenia.
• Powierzchnia części – suma powierzchni wszystkich części. (w metrach kwadratowych lub stopach kwadratowych)
• Przebicia – liczba punktów przebicia w ramach zagnieżdżenia.
Obszary Znamionowe
• Części – suma wymiarów nominalnych wszystkich części.
• Używana Blacha - znamionowy rozmiar używanej blachy. Wynosi dokładnie (szerokość zagnieżdżenia + 2 x szerokość kołnierza) x (wysokość zagnieżdżenia + 2 x
szerokość kołnierza).
• Wykorzystanie znamionowe (%) – stosunek pomiędzy rozmiarem znamionowym wszystkich części a rozmiarem znamionowym blachy.
• Wykorzystanie rzeczywiste (%) – stosunek pomiędzy powierzchnią rzeczywistą wszystkich części a powierzchnią rzeczywistą blachy.
5-10 Zagnieżdżenie 0-5399PL
Page 60

iCNC Performance
Jeżeli w Opcjach Ogólnych zaznaczyłeś opcję Bez obliczeń powierzchniowych, nie będzie wprowadzania danych w polach Powierzchnia, Powierzchnia Części, Wykorzystanie
Rzeczywiste lub Wykorzystanie Netto. Jeżeli chcesz znać obszar, kliknij Oblicz obszar lub przejdź do Opcji ogólnych i odznacz pole Bez obliczeń obszarów.
Info
W polu Info można wprowadzić dodatkowe informacje dotyczące aktualnego zagnieżdżenia lub części . Te informacje zapisywane są do plików CNC2, i gdy użytkownik
otwiera te pliki, może przeglądać zapisane notatki. Aby aktywować pole Info, należy kliknąć na Edytuj Info. Notatki zapisane przez użytkownika nie zostaną zapisane dopóki
użytkownik nie kliknie na Zapisz info.
5.3.8 Kalkulator Kosztów
Użyj tego narzędzia do aproksymacji kosztów wycięcia części lub zagnieżdżenia. Kalkulator otrzymuje dane zagnieżdżenia automatycznie, ale użytkownik musi wprowadzić
dane prolu kosztowego, takie jak prędkość maszyny podczas cięcia. Jeżeli chcesz wykorzystać swój prol kosztowy później, możesz go zapisać na swoim dysku. Można także
porównywać ceny różnych zagnieżdżeń. Niesamowite jest ile można zaoszczędzić korzystając jedynie z narzędzia do połączeń mostkowych!
0-5399PL Zagnieżdżenie 5-11
Page 61

iCNC Performance
DANE:
Prol Kosztów
Prol kosztów to zbiór zmiennych opisujących, jak urządzenie, użytkownik lub materiały wpływają na wartość kosztów.
• Nazwa - Nazwa Prolu (np. „plazma1 żelazo 6 mm [0,25 in”]).
• Prędkość przyspieszona - Zazwyczaj jest to wartość stała.
• Prędkość cięcia - Zależy od narzędzia, materiału (rodzaju i grubości) i danego procesu.
• Czas rozpoczęcia cięcia - Czas pomiędzy dojściem palnika do punktu przebicia a uruchomieniem ruchu procesu cięcia.
• Czas zakończenia cięcia - Czas pomiędzy dojściem palnika do końca prolu cięcia a uruchomieniem ruchu z prędkością przyspieszoną.
• Maszynogodzina - Prawidłowa wartość kosztu maszynogodziny jest niezbędna do uzyskania wiarygodnych wyników.
• Koszt maszynogodziny jest często tak wyceniany, że obejmuje oczekiwany zysk założony w momencie zakupu maszyny. Ten koszt zazwyczaj wynosi 60-100 $, jeżeli
maszyna jest intensywnie używana. 60 - 100 $ jest również wartością prawidłową , jeżeli zachodzi konieczność podzlecenia części prac podwykonawcom.
• Jeżeli urządzenie jest używane tylko okazjonalnie, możesz zdecydować o zastosowaniu tylko kosztów robocizny.
• Przygotowanie do Zadania - Czas przestoju maszyny podczas przygotowywania nowego zadania. Czas przygotowania do zadania obejmuje nie tylko dostarczenie blachy
do stołu tnącego, regulację położenia blachy, wgranie Programu cięcia, ustawienie parametrów cięcia, lecz również czynności wykonywane po zakończeniu Programu
cięcia: zebranie odpadów ze stołu, odcięcie odpadów od blachy, wyniesienie blachy itp. Ten czas powinien być zaprogramowany w taki sposób, aby uwzględniał cały
czas od momentu gdy stół tnący jest pusty, do momentu gdy stół jest ponownie pusty - wyłączając czas gdy maszyna realizuje Program cięcia.
• Efektywna eksploatacja - Alternatywa wobec przygotowania Zadania. Jeżeli użytkownik wie, że czas przygotowania zadania dla danego urządzenia wynosi zazwyczaj
połowę czasu pracy maszyny, należy ustawić tą wartość na 50%.
• Zestaw elementów zużywalnych - Koszt zestawu materiałów zużywalnych.
• Liczba przebić na zestaw - Ile przebić można wykonać przy użyciu jednego zestawu części zużywalnych.
• Zmień czas - Czas potrzebny na wymianę zestawu elementów zużywalnych.
• Zużycie gazu na godzinę cięcia
• Zużycie energii elektrycznej na godzinę cięcia
• Inne liczone na maszynogodziny
• Koszt materiałowy - Ile kosztuje jeden metr kwadratowy (lub stopa kwadratowa) blachy.
• Palniki - Ilość palników.
• Przyspieszenie - Przyspieszenie urządzenia, które reguluje średnią prędkość przyspieszoną.
Zagnieżdżenie Info
Dane te są podawane automatycznie przez oprogramowanie.
• Nazwa zagnieżdżenia
• Powierzchnia Blachy
• Szerokość blachy
• Długość blachy
• Kołnierz - Strefa bezpieczeństwa uwzględniona przez funkcję zagnieżdżania automatycznego wzdłuż krawędzi blachy.
• Wykorzystanie rzeczywiste - Procentowe ujęcie relacji powierzchni części względem powierzchni blachy.
• Wykorzystanie znamionowe - Procentowa wartość powierzchni nominalnej części w porównaniu z powierzchnią blachy lub w porównaniu z powierzchnią prostokąta
obrysowanego wokół tych części.
• Części
• Przebicia
• Szerokość zagnieżdżenia
• Długość zagnieżdżenia
• Powierzchnia części
• Długość cięcia
• Czas łuku w sekundach
• Czas przebicia dla łuku w sekundach
• Średnia prędkość przyspieszona - Jest to zależne od przyspieszenia maszyny. Jeżeli przyspieszenie maszyny jest za małe i/lub średni ruch z prędkością przyspieszoną jest
krótki, prawdopodobne jest, że urządzenie nigdy nie osiąga maksymalnej prędkości przyspieszonej.
Czas pracy urządzenia
Przedstawia czasy aktywne i nieaktywne, łącznie z ich kosztami, obliczonymi na podstawie przedstawionych danych. Czas aktywności to czas potrzebny na realizację Programu
cięcia. Czas nieaktywny to czas, jaki jest potrzebny do przygotowania zadania (jak na przykład na zmianę blachy) i wymianę materiałów eksploatacyjnych.
5-12 Zagnieżdżenie 0-5399PL
Page 62

iCNC Performance
Koszty materiałowe
Ta ramka przedstawia zużycie materiałów, części zużywalnych, gazów, itp, oraz ich koszty. Zużycie materiałów można zaplanować na kilka sposobów:
• Możesz wybrać opcję aby zużyć całą blachę, lub tylko prostokąt otaczający zagnieżdżenie.
• Jeżeli nie ma blachy ani gotowego zagnieżdżenia, można aproksymować zużycie materiałów przewidując ich prawdopodobne, efektywne zużycie.
NARZĘDZIA:
Zapisz Ofertę zapisuje aktualne obliczenia cenowe w formie prostego pliku tekstowego.
Kalkulator Kosztów Materiałowych - Pozwala obliczyć koszt jednego metra kwadratowego (lub stopy kwadratowej). Więcej informacji znajduje się w rozdziale Kalkulator
Kosztów Materiałowych.
Zapisz dla Porównania - Funkcja ta zapisuje aktualne obliczenia kosztowe do pamięci komputera. Można to porównać z późniejszymi obliczeniami za pomocą narzędzia do
porównań.
Porównaj - Otwiera okno porównawcze. Więcej informacji znajduje się w rozdziale Porównanie.
Wgraj - Wgrywa zapisany prol kosztowy.
Zapisz - Zapisuje aktualny prol kosztowy.
Zamknij - Zamyka kalkulator kosztów.
5.3.9 Porównaj
To okno porównuje koszty. Ramka Poprzednie przedstawia wyniki tych obliczeń kosztowych, które zapisano w celu porównania z Kalkulatorem Kosztów. Ramka Aktualne
przedstawia najnowsze obliczenia kosztów – jest to ta, która była widoczna, gdy wybrałeś Porównaj w Kalkulatorze Kosztów. Można zaobserwować różnicę między nimi
w ramce Różnica.
Patrząc na Ramkę aktualną, można zauważyć pole do zaznaczenia opcji Dotyczy obszaru części. Dzieje się tak, ponieważ czasami można zmieścić więcej części na tej samej
blasze poprzez ich lepsze zagnieżdżenie. Tego typu sytuacja generuje nieprawdziwe wyniki, ponieważ jeżeli wytnie się więcej części z blachy, zużyje się więcej czasu (i
pieniędzy). Niemniej, gdy użytkownik porówna obszary elementów, zauważy, że zmarnował mniej materiału, czyli więcej zaoszczędził. Dlatego ta opcja istnieje. Jeżeli oba
zagnieżdżenia mają takie same części, ta opcja nie ma wpływu na wynik końcowy.
Oszczędności Dzienne to suma określająca ile użytkownik może zaoszczędzić, jeżeli będzie wykonywał tego typu zadania przez 8 godzin. Oszczędności tygodniowe są analogiczne, tylko dla 40 godzin. Wzrost produktywności pokazuje ile mniej czasu potrzebuje użytkownik do wykonania danego cięcia.
0-5399PL Zagnieżdżenie 5-13
Page 63

iCNC Performance
5.3.10 Kalkulator Kosztów Materiałowych
Użyj aby skalkulować cenę jednego metra kwadratowego (lub stopy kwadratowej) Twojej blachy. Wybierz najpierw materiał z ramki materiałów. Jeżeli wybrano materiał
inny niż Inny, kalkulator automatycznie zada gęstość materiału. Ustaw grubość blachy i cenę materiału za kilogram (lub funt). Wybierz Oblicz i jesteś gotowy.
5.3.11 Zagnieżdżenie
To narzędzie powoduje aktywację procesu automatycznego zagnieżdżania. Zagnieżdża wszystkie części w aktualnym prolu zagnieżdżenia na aktualnej blasze. Jeżeli
użytkownik nie zdeniował specjalnego obszaru zagnieżdżenia (patrz opcja Pokaż obszar zagnieżdżenia), funkcja automatycznego zagnieżdżania wykorzystuje całą blachę.
Można modykować dany proces zmieniając opcje zagnieżdżania.
W poniższych przypadkach część nie jest zagnieżdżona, lecz przesunięta do prawej strony blachy:
• Część nie mieści się na blasze lub w obszarze zagnieżdżenia.
• W ramach części istnieje co najmniej jeden prol otwarty.
• Jeżeli korzystasz z wielu palników, a liczba kopii części nie jest równomiernie rozłożona na palniki, pozostałe części (modulo) nie są zagnieżdżone.
Patrz również MultiNest, Zagnieżdżenie Trójkątne i NestInfo.
5.3.12 Prędkości Posuwu
Użyj tego narzędzia do dodania szybkości posuwu (tj. szybkości cięcia) do Programu cięcia. Możesz zaprogramować wartości szybkości posuwu dla pojedynczych proli lub
elementów.
W trakcie korzystania z tego narzędzia, na ekranie można zaobserwować kilka ag o różnych kolorach. Każda z tych ag wskazuje szybkość posuwu po wystąpieniu agi.
Kolor agi oznacza rodzaj szybkości posuwu (tj.: szybkość posuwu dla Programu, prolu lub elementu). Czerwone agi oznaczają błąd i nie powinny się pojawiać. Jeżeli
czerwona aga nie jest widoczna, po prostu zresetuj szybkość posuwu dla tego elementu.
Denicja różnych wartości szybkości posuwu:
Szybkość posuwu dla Programu – Domyślna wartość szybkości posuwu dla całego Programu cięcia, jeżeli nie zostały jeszcze zaprogramowane żadne wartości szybkości
posuwu dla proli lub elementów.
Szybkość posuwu dla prolu – szybkość posuwu dla pojedynczego prolu. Cały prol cięty jest z tą szybkością posuwu, jeżeli żadne szybkości posuwu dla poszczególnych
elementów nie zostały zdeniowane. Prolowa szybkość posuwu może być nastawiona na wartość Programowej szybkości posuwu lub na wartość niestandardową.
Prędkość posuwu elementu – prędkość posuwu pojedynczego elementu, którą można przypisać do Programu, prolu lub zadać niestandardową prędkość posuwu.
Tryby prędkości posuwu:
Bezwzględne – szybkość posuwu podawana jest w milimetrach (lub calach) na minutę.
Względne szybkości posuwu są podane w odniesieniu (1–100%) do aktualnej szybkości posuwu cięcia. Ten typ jest kompatybilny tylko ze sterownikami ProMotion® iCNC.
Byłoby to podobne to zmiany szybkości posuwu przez potencjometr sterownika.
5-14 Zagnieżdżenie 0-5399PL
Page 64

iCNC Performance
Jak korzystać z tego narzędzia:
• Podczas uruchamiania, narzędzie wymaga podania szybkości posuwu dla Programu. Ta szybkość posuwu jest zadana dla wszystkich proli i elementów, które nie
posiadają własnej szybkości posuwu. Jeżeli każdemu elementowi przypisano już prędkość posuwu, narzędzie zostaje natychmiast uruchomione.
• Aby zmienić szybkość posuwu dla Programu, wprowadź nową wartość do odpowiedniego pola tekstowego i kliknij Zastosuj.
• Gdy wybierasz prole lub elementy, ich szybkości posuwu ulegają zmianie. Jeżeli zakładka Prole znajduje się na wierzchu, kliknięcie na nią powoduje zmianę szybkości posuwu dla proli. Jeżeli zakładka Elementy znajduje się na wierzchu, kliknięcie na nią powoduje zmianę szybkości posuwu dla elementów. Ta szybkość posuwu,
zarejestrowana w zakładce, stosowana jest do proli i elementów.
• Można ustalić szybkość posuwu dla danego prolu wprowadzając ją w zakładce Prole. Jeżeli chcesz zastosować niestandardową wartość szybkości posuwu, wprowadź tę
wartość do pola tekstowego i wybierz Zastosuj. Wybrana tutaj szybkość przesuwu zostanie zastosowana do wszystkich proli, które od tego momentu zostaną wybrane.
Zmiana ta nie ma wpływu na szybkości posuwu, które już zostały zaprogramowane. Ma to zastosowanie jedynie wobec proli wybranych przez użytkownika.
• Aby ustalić szybkość posuwu dla elementu wprowadź ją w zakładce Elementy. Jeżeli chcesz zastosować niestandardową wartość szybkości posuwu, wprowadź tę wartość
do pola tekstowego i wybierz Zastosuj. Wybrana tutaj szybkość przesuwu zostanie zastosowana do wszystkich elementów, które od tego momentu zostaną wybrane.
Zmiana ta nie ma wpływu na szybkości posuwu, które już zostały zaprogramowane. Ma to zastosowanie jedynie wobec elementów wybranych przez użytkownika.
• Jeżeli w zakładce Elementy zaznaczyłeś opcję Kliknięcie dotyczy pojedynczych elementów, to kliknięcie powoduje zmianę szybkości posuwu dla pojedynczych elementów.
Jeżeli opcja nie jest zaznaczona, konieczne jest kliknięcie na początek i koniec elementu. Wszystkie elementy pomiędzy początkiem i końcem również otrzymują tą samą
szybkość posuwu.
• Jeżeli klikniesz lewym klawiszem myszy na dany element, cały element zostanie wybrany. Kliknięcie prawym przyciskiem powoduje podział elementu, a szybkość
posuwu zostaje przypisana tylko drugiej części. Prawe kliknięcie działa tylko, jeżeli opcja Kliknięcie dotyczy pojedynczych elementów nie została zaznaczona.
• Możesz usunąć wszystkie wartości szybkości posuwu wybierając Usuń i wyjdź. Powoduje to również zamknięcie tego narzędzia.
• Można w prosty sposób ustawić szybkości posuwu dla całego zagnieżdżenia za pomocą narzędzia Prole Szybkości Posuwu.
0-5399PL Zagnieżdżenie 5-15
Page 65

iCNC Performance
5.3.13 Prole prędkości posuwu
Prole prędkości posuwu pozwalają na ustalenie prędkości posuwu dla wszystkich łuków i okręgów równocześnie. Nie ma konieczności wybierania każdego z nich z osobna.
W ten sposób korzystamy z proli szybkości posuwu:
• Uruchom to narzędzie, naciskając Prole w oknie dialogowym Szybkości Posuwu.
• Wybierz bezwzględne lub względne szybkości przesuwu.
• Ustaw wartości średnic i odpowiadających im szybkości posuwu dla okręgów. Jeżeli nie potrzebujesz wszystkich par wartości średnic + szybkości posuwu, możesz je
wyłączyć odznaczając pole znajdujące się na początku linii.
• Ustaw wartości promieni i odpowiadających im szybkości posuwu dla łuków. Wyłącz dodatkowe linie.
• Ustaw szybkość posuwu dla Programu, jeżeli używasz bezwzględnych wartości szybkości posuwu.
• Kliknij Zastosuj, aby zadać szybkość posuwu zgodnie z danym prolem. Wszystkie istniejące szybkości posuwu zostają skasowane, a szybkości posuwu zdeniowane dla
prolu są przypisane do zagnieżdżenia.
• Zapisz prole w celu wykorzystania w przyszłości. Jest to przydatne, gdy potrzebujemy różne prole dla różnych narzędzi. Kliknij Zapisz i wprowadź nazwę pliku. Kliknij
Wgraj, aby ponownie użyć plik.
5-16 Zagnieżdżenie 0-5399PL
Page 66

iCNC Performance
5.3.14 DiameterPro
DiameterPro automatycznie reguluje charakterystyki otworów (prędkość, podejście, odejście itp.) dla obsługiwanych procesów.
Po kliknięciu przycisku DiameterPro otworzy się okno, takie jak powyżej.
• Wysyła Program cięcia do oprogramowania Promotion Cut w celu wykonania cięcia
• - Oddalanie
• 100% resetuje zbliżenie
• + Zbliżanie
• Funkcja Automatyczna Optymalizacja Uruchomiona zmusza użytkownika do każdorazowego przejścia przez okienko DiameterPro przed cięciem nowego elementu.
• Anuluj - anuluj i zamknij okno DiameterPro
Jeżeli występują otwory mniejsze niż 1:1 (grubość blachy: średnica otworu), pojawi się wyskakujące okienko informujące o zbyt małych otworach:
• Przyciski << oraz >> służą do przewijania przez niedowymiarowane otwory
• Zbliż - Przybliż wybrany otwór
• Widok Normalny - Resetuje ustawienia zoom i wyświetla cały obszar cięcia.
• Do Oznakowania Punktowego - Zamienia otwór na znak punktowy
• Zamknij - Zamyka okienko i przypisuje dane najmniejszego otworu do otworów.
UWAGA!
Do funkcjonowania DiameterPro wymaga współpracy oprogramowania ProMotion® DiameterPro i
obsługiwanego zasilacza układu plazmowego.
0-5399PL Zagnieżdżenie 5-17
Page 67

iCNC Performance
5.3.15 Edytor Blach
Edytor Blach to zestaw narzędzi, które służą do zmiany kształtu i położenia blachy. Kliknij przycisk Edytora Blach, aby go aktywować. Przycisk pozostaje wciśnięty, aż nie
zostanie ponownie naciśnięty. Pojawia się małe okienko narzędziowe. Okno narzędzi zawiera narzędzia edytora blach. Kliknij przycisk ponownie, aby zamknąć edytor blach.
5.3.16 Edytuj Blachę
Użyj tego narzędzia do usunięcia części z blachy. Wykonaj następujące czynności:
• Najedź kursorem myszy na krawędź blachy i kliknij na nią.
• Najedź kursorem myszy na kolejny punkt i ponownie kliknij. Pomiędzy poprzednim punktem a aktualnym pojawia się nowa linia.
• Kontynuuj, jak powyżej, aż osiągniesz krawędź płyty. Kliknij na krawędź, a blacha zostanie podzielona na dwie części, lecz tylko jedna będzie wyświetlona.
• Jeżeli wyświetlona jest nieprawidłowa część, zmień ją za pomocą narzędzia Zmień Podział.
5.3.17 Edytuj Blachę za pomocą Machine Motion
To narzędzie jest dokładnie takie samo jak narzędzie Edytuj Blachę, z poniższymi wyjątkami.
• Kursor myszy nie reaguje na ruch myszy. Kursor myszy wskazuje położenie palnika i przemieszcza się razem z palnikiem.
• Blacha wyświetlana w okienku roboczym ProMotion® Nest zostanie obrócona o taki sam kąt jak rzeczywista blacha. Po zakończeniu pracy z narzędziem, blacha zostaje
obrócona z powrotem do oryginalnego kąta nachylenia.
• Przycisk Spacja funkcjonuje jako lewy przycisk myszy (lewy przycisk myszy również działa).
• Przycisk Esc powoduje anulowanie zmian podczas edycji. Oryginalna blacha zostaje wyświetlona a mysz działa normalnie.
• To narzędzie funkcjonuje tylko ze sterownikiem ProMotion iCNC.
5-18 Zagnieżdżenie 0-5399PL
Page 68

iCNC Performance
5.3.18 Naucz Blachę
Użyj tego narzędzia do nauczenia kształtu blachy. Po prostu połóż blachę na stole tnącym, a następnie za pomocą wskaźnika laserowego na palniku wskaż krawędzie blachy.
Wykonaj następujące czynności:
• Umieść blachę na stole tnącym.
• Uruchom narzędzie. Otwiera się nowe okno (patrz powyżej).
• Najedź wskaźnikiem laserowym (lub palnikiem) na krawędź blachy. Następnie kliknij Akceptuj punkt.
• Najedź wskaźnikiem laserowym na następny narożnik blachy. Ponownie kliknij Akceptuj punkt. Powtórz ten krok, aby wyświetlić wszystkie narożniki blachy.
• Następnie kliknij Zamknij kształt i Twoja blacha jest gotowa.
• Jeżeli podczas uczenia kształtu popełnisz błąd, po prostu kliknij Anuluj punkt, aby usunąć ostatni wprowadzony punkt.
Wskazówka: Możesz korzystać z tego narzędzia w celu nauczenia maszyny nowych części do cięcia, jeżeli dokonasz konwersji blachy na część za pomocą narzędzia Blacha-
-Część-Blacha.
UWAGA!
To narzędzie można stosować tylko ze sterownikiem ProMotion iCNC.
5.3.19 Ustaw Początek
To narzędzie umieszcza jeden z narożników* blachy w punkcie początkowym.
• Kliknij na jeden z narożników, aby wybrać go jako nowy punkt wyjściowy.
* W tym przypadku „NAROŻNIK” oznacza jeden z końców elementu, który wraz z innymi elementami tworzy prol blachy. W związku z tym możliwe jest, że nie jest to w
ogóle narożnik.
5.3.20 Pokaż Obszar Zagnieżdżenia
Użyj tego narzędzia do zdeniowania obszarów zagnieżdżenia na blasze. Obszary zagnieżdżenia są przydatne w kombinacji z funkcją automatycznego zagnieżdżania i
narzędziami multitorch.
Aby wyświetlić obszar zagnieżdżenia, wykonaj następujące czynności:
• Uruchom edytora Blach.
• Wybierz to narzędzie. Wewnątrz obrysu blachy pojawia się czerwony prostokąt. Prostokąt stanowi nowy obszar zagnieżdżania.
• Najedź kursorem myszy na daną krawędź prostokąta i naciśnij lewy przycisk myszy. Obrys prostokąta będzie teraz śledził ruch myszy.
• Modykuj prostokąty wedle własnego uznania i ostatecznie zamknij edytor Blach, aby potwierdzić zmiany.
0-5399PL Zagnieżdżenie 5-19
Page 69

iCNC Performance
5.3.21 Ustaw Części
Użyj tego narzędzia do dopasowania położenia blachy zgodnie z osiami X lub Y. Dlaczego? Zagnieżdżanie automatyczne działa lepiej, jeżeli dolna krawędź blachy jest
zrównana z osią X lub Y.
5.3.22 Zmień Podział
Użyj tego narzędzia aby wybrać inną wyświetloną częśc. Patrz funkcja Edytuj Blachę.
5.3.23 Obróć Blachę
To narzędznie obraca aktualną blachę o 90 stopni w kierunku przeciwnym do wskazówek zegara.
5.3.24 Odbicie lustrzane blachy
Użyj tego narzędzia do stworzenia odbicia lustrzanego blachy względem osi Y.
5.3.25 Przesuń do Początku
To narzędzie zmienia położenie aktualnej blachy. Po prawidłowym wypozycjonowaniu blachy jej najmniejsze współrzędne X i Y będą równe zero.
5.3.26 Cofnij Edycję Blachy
Narzędzie Edytuj Blachę dzieli blachę na dwie części. Jeżeli użytkownik popełnił jakieś błędy podczas edycji, to narzędzie służy do przywrócenia pierwotnego stanu blachy
5-20 Zagnieżdżenie 0-5399PL
Page 70

iCNC Performance
5.3.27 Zbliżanie
Najpro„zym sposobem na zbliżanie i oddalanie jest korzystanie z kółka myszy. Można z tej opcji korzystać w każdej chwili. Jeżeli nie masz myszy z kółkiem, możesz użyć
przycisków Zoom Minus i Zoom Plus. Przybliżanie jest nadal kontynuowane, aż do zwolnienia przycisku.
Aby powrócić do normalnego widoku, tj. gdzie całe zagnieżdżenie jest widoczne w jak największym powiększeniu, kliknij na Zbliż 100%.
5.3.28 Widok Panoramiczny
Możesz włączyć widok panoramiczny przesuwając kursor myszy na okno robocze i przyciskając lewy przycisk myszy. Obrazek będzie śledził ruch myszy, aż do zwolnienia
lewego przycisku myszy.
5.3.29 Cofnij
Użyj tego narzędzia do anulowania ostatniego działania.
5.3.30 Odrzucenie
Zamyka aktualne zagnieżdżenie, które jest widoczne w okienku roboczym. Jeżeli otwarte jest więcej niż jedno zagnieżdżenie, kolejne zostanie wyświetlone w oknie roboczym.
5.4 Menu Plików
Menu Plików służy do otwierania plików istniejących, zapisywania nowych plików i do wyjścia z aplikacji. Tu znajduje się lista wszystkich pozycji menu Plików.
Pozycja Działanie
Nowe Stwórz nową blachę wyjściową.
Otwarte Otwórz istniejący plik
Odrzucenie Zamknij aktualne zagnieżdżenie.
Zapisz Jako Zapisz aktualne zagnieżdżenie.
Makro Stwórz nowy kształt za pomocą makr
Drukuj Drukuj aktualne zagnieżdżenie
Importujj danych pierwotnych ESSI/EIA Importuje pliki ESSI i EIA w stanie niezmienionym
DNC Pobierz z DNC
Importujj Importuj zagnieżdżenie z Programu ProMotion® Cut
Eksportuj Eksportuj zagnieżdżenie do Programu ProMotion® Cut
Wyjdź Wyjdź z aplikacji ProMotion® Nest
UWAGA!
Niektóre z tych narzędzi już zostały wyjaśnione w rozdziale dotyczącym Paska
Narzędzi. Te narzędzia nie są ponownie opisane w tym rozdziale.
0-5399PL Zagnieżdżenie 5-21
Page 71

iCNC Performance
5.4.1 Zapisz Jako
Zapisuje aktualne zagnieżdżenie (wyświetlone w oknie roboczym) w wybranym formacie. Możliwe formaty to ESSI, EIA, DXF, ROBOTIC CNC i CNC-2. Aby uzyskać więcej
informacji o formatach ESSI i EIA, zapoznaj się z funkcjami Opcje ESSI i Opcje EIA.
W wersji demonstracyjnej oprogramowania ProMotion® Nest zapisywanie nie jest możliwe.
Możliwe jest również zapisywanie Programów znakowania punktowego. Jest to moduł dodatkowy. Więcej informacji znajduje się w rozdziale Znakowanie Punktowe.
UWAGA!
ProMotion® Nest nie odczytuje formatu ROBOTIC CNC. Jeżeli chcesz edytować
Programy cięcia później, to najlepszym formatem jest CNC-2.
5.4.2 Drukuj
To narzędzie drukuje aktualne zagnieżdżenie na drukarce domyślnej.
5.4.3 Importujj danych pierwotnych ESSI/EIA
Użyj tego narzędzia do załadowania plików ESSI i EIA do ProMotion® Nest, gdy masz już Program tnący gotowy do wysłania do cięcia bez edycji.
Ogólnenie przypomina to standardowe otwieranie pliku. To narzędzie wykorzystuje te same opcje ESSI i EIA co funkcja otwórz plik. Różnica w porównaniu z normalną
operacją otwórz plik polega na prostocie działania. Nie próbuje dociec, które kształty są otworami lub gdzie są odcinki dojścia, czy inne elementy. Funkcja Importujj danych
pierwotnych wczytuje plik w jego istniejącym stanie. Dzięki temu można zutylizować każdy rodzaj Programu tnącego, który nie jest w kompatybilny z układem logicznym
ProMotion® Nest (tj. wspólne cięcie i zaprogramowane przystanki).
5.4.4 DNC
Użyj tego narzędzia do załadowania plików z połączenia DNC. Na komputerze, z którego pobierasz pliki, musi być zainstalowane oprogramowanie ProMotion® iLink.
Następne - Pozwala użytkownikowi na przeglądanie plików dostępnych w katalogu (folderze) roboczym ProMotion® iLink. Dostępne nazwy plików wyświetlane są w polu
tekstowym bezpośrednio pod tym przyciskiem.
Wgraj - Pozwala użytkownikowi na rozpoczęcie pobierania oprogramowania DNC. Plik aktualnie wyświetlony w polu tekstowym zaczyna się ładować. Można po prostu
wpisać nazwę pliku do pola tekstowego i wybrać Wczytaj.
Zakończenie - Pozwala użytkownikowi na przerwanie pobierania oprogramowania DNC
Wgraj Poprzednie - Pozwala użytkownikowi na ponowne użycie ostatniego pliku bez pobierania go.
Otwórz plik - Pozwala użytkownikowi na przełączenie na normalne okienko dialogowe Otwórz Plik. Użyj tej funkcji do lokalizacji pliku na twardym dysku sterownika lub w
dostępnej sieci.
5.4.5 Importujj
To narzędzie Importujje zagnieżdżenie stworzone przez ProMotion® Cut.
5.4.6 Eksportuj
To narzędzie eksportuje aktualne zagnieżdżenie do ProMotion® Cut. Należy zauważyć, że eksportowane zagnieżdżenie nie będzie otwierać się automatycznie w Programie
ProMotion® Cut. Aby go otworzyć, musisz skorzystać z narzędzia Importuj Programu ProMotion® Cut.
5.4.7 Wyjdź
To narzędzie zamyka oprogramowanie ProMotion® Nest.
Importujjant! Wszystkie zagnieżdżenia zostaną zamknięte i dane w nich zawarte będą utracone w momencie wyjścia. Jeżeli chcesz zapisać przynajmniej jedno z tych
zagnieżdżeń, zrób to przed wyjściem z Programu.
5-22 Zagnieżdżenie 0-5399PL
Page 72

iCNC Performance
5.5 Menu Widoku
W menu Widok możesz zmieniać wygląd oprogramowania ProMotion® Nest oraz sposób, w jaki kreśli ono zagnieżdżenia.
Widok czarno-biały
Ta opcja zmienia kolor kreślenia na czarny.
Bity Wyjściowe
Jeżeli zaznaczono tę opcję, ProMotion® Nest wyświetla specjalne bity wychodzące, jeżeli takie są obecne w zagnieżdżeniu. Aby uzyskać więcej informacji, zapoznaj się z
instrukcją Programu ProMotion® Cut.
Linie Przemieszczania
• Ukryj Wszystkie - Linie Przemieszczania mogą być przełączane na włączone lub wyłączone poprzez wybór tej opcji.
• Pokaż Cięcie - Po wyborze widoczne są linie transferowe pomiędzy prolami cięcia. Jest to ustawienie domyślne.
• Pokaż Oznakowanie Liniowe - Po wyborze widoczne są linie transferowe pomiędzy prolami znakowania liniowego.
• Pokaż Oznakowanie Punktowe - Po wyborze widoczne są linie transferowe pomiędzy punktami znakowania punktowego.
Pokaż Duże Przyciski
Ta opcja zamienia wszystkie przyciski paska narzędzi ProMotion® Nest i okien narzędzi na większe. To ustawienie zalecane jest odnośnie stosowania ekranu dotykowego.
UWAGA!
Aby ta zmiana została wprowadzona, należy zrestartować oprogramowanie ProMotion® Nest.
5.6 Menu Narzędzi
Menu narzędzi zawiera narzędzia służące do zmiany ustawień zagnieżdżeń. Możesz naprawiać części, dodawać oznakowanie, zagnieżdżać ręcznie lub automatycznie, ustalać
kolejność cięcia, dodawać mostki i wiele innych. Narzędzia zostały uszeregowane w takiej kolejności, w jakiej są zazwyczaj używane. Przed dodaniem mostków należy na
przykład przeprowadzić automatyczne zagnieżdżenie.
UWAGA!
Niektóre narzędzia nie wchodzą w skład standardowego oprogramowania ProMotion® Nest, lecz są one opcjonalne
i mogą zostać zakupione osobno. W zależności od opcji zawartych w Twojej licencji niektóre narzędzia mogą być
niedostępne.
UWAGA!
Niektóre z narzędzi tego menu już zostały wyjaśnione w rozdziale dotyczącym Paska Narzędzi. Te narzędzia nie są tutaj
ponownie opisane.
5.5.1 Usuń
Lewy przycisk myszy aktywuje funkcję usuwania obszarowego. Podczas ruchu myszą trzymaj lewy przycisk wciśnięty. Za ruchem myszy będzie podążał prostokąt. Gdy puścisz
lewy przycisk myszy, wszystkie prole znajdujące się całkowicie wewnątrz prostokąta zostaną wymazane. Jeżeli klikniesz prawym klawiszem myszy, wymazany zostanie
tylko pojedynczy element lub punkt linii przemieszczania.
5.5.2 Kopiuj
To narzędzie umożliwia kopiowanie różnych obiektów do schowka przez użytkownika, z którego można następnie wkleić je do dowolnego zagnieżdżenia. Obiekt przeznaczony
do skopiowania można wybrać z menu „Opcje”. Istnieją dwa rodzaje obiektów które można kopiować: kształty i zagnieżdżenia. Element można skopiować przesuwając kursor
myszy na daną część i przyciskając lewy przycisk myszy.
0-5399PL Zagnieżdżenie 5-23
Page 73

iCNC Performance
5.5.3 Tnij
Użyj „Tnij”, aby przenieść kształty do schowka. Możesz wklejać kształty ze schowka do zagnieżdżeń.
Wykonaj następujące czynności:
1. Aktywuj narzędzie „Wytnij”, wybierając „Wytnij” (patrz ilustracja powyżej).
2. Naciśnij lewy przycisk myszy i przytrz ymaj. Pojawia się okienko namierzające.
3. Zaznacz kształty przeznaczone do wycięcia za pomocą prostokąta i zwolnij lewy przycisk myszy.
5.5.4 Wklej
Użyj tego narzędzia do wklejenia skopiowanych/wyciętych obiektów do zagnieżdżenia. Gdy wybierzesz, pojawi się okno dialogowe (patrz poniżej). Jeżeli chcesz uzyskać
więcej niż jedną kopię, zmień wartość mnożnika wklejania w okienku dialogowym. Mnożnik funkcji wklejania informuje ile razy skopiowane obiekty zostaną wklejone.
Kliknij na obszar edytowania wklejonych obiektów.
5.5.5 Edytuj
Przesuń Kształt
Użyj tego narzędzia w celu ręcznej zmiany położenia kształtu. Najedź kursorem na dany kształt i naciśnij lewy przycisk myszy. Teraz kształt będzie śledził ruch myszy, aż do
momentu zwolnienia przycisku.
To narzędzie aktywuje także Narzędzia Kolizji
Kolizja oznacza przesunięcie jak najbliżej kształtu w stronę innego elementu. W tym celu ProMotion® Nest posiada narzędzia do kolizji. Aby dokonać kolizji kształtu należy
najpierw przesunąć kształt w pobliże docelowego położenia i następnie zastosować odpowiednie narzędzie kolizji. Istnieją cztery narzędzia do kolizji kształtów: góra, dół,
prawo i lewo.
Pośród narzędzi kolizyjnych (przycisków) jest jeden przycisk. Naciśnięcie tego przycisku spowoduje wyświetlenie kształtów w innych kolorach, jeżeli pomiędzy nimi
nie ma odpowiedniej odległości. Zwolnienie przycisku spowoduje powrót części do ich normalnego koloru.
Jak duża powinna być więc odległość pomiędzy dwoma kształtami? W Opcjach Zagnieżdżania zaznacz szerokość nacięcia i parametry odstępu. Odległość pomiędzy dwoma
kształtami powinna mieć wartość dwukrotności szerokości nacięcia plus jednokrotność odstępu. Ta formuła używana jest przez narzędzia do kolizji i przez funkcje sprawdzające występowanie nakładek.
UWAGA!
Narzędzia kolizji widoczne są, tylko gdy narzędzie Przesuń Kształt jest aktywne.
5-24 Zagnieżdżenie 0-5399PL
Page 74

iCNC Performance
5.5.6 Obróć Kształt
Pozwala użytkownikowi na rotację danego kształtu poprzez chwycenie go za pomocą myszy. Część ta będzie śledzić ruch myszy (obracać się).
Kroki obrotu można zdeniować w Opcjach Ogólnych. Zalecana wartość kroku wynosi 5 stopni lub mniej.
5.5.7 Odbicie lustrzane
To narzędzie umożliwia tworzenie odbić lustrzanych kształtów względem osi X lub Y. Jeżeli przesuniesz kursor myszy na dany kształt i naciśniesz jej lewy klawisz, powstanie
odbicie lustrzane tego kształtu względem osi Y. Kliknięcie prawego klawisza myszy spowoduje utworzenie lustrzanego odbicia kształtu względem osi X.
5.5.8 Zmień Punkt Przebicia
Istnieją dwa sposoby zmiany aktualnego punktu przebicia. Aby przenieść punkt przebicia na pierwszy punkt elementu, przesuń kursor myszy na element i kliknij lewym
przyciskiem myszy. Jeżeli chcesz wybrać jeden z punktów elementu, przesuń kursor myszy do pożądanego punktu początkowego i kliknij prawy przycisk myszy. To narzędzie
ma zastosowanie tylko dla kompletnych proli.
5.5.9 Zmień Stronę Kompensacji
Zmień stronę kompensacji przesuwając kursor myszy na dany element i przyciskając lewy przycisk myszy.
5.5.10 Zmień Kierunek Cięcia
Zmień kierunek cięcia przesuwając kursor myszy na dany element i przyciskając lewy przycisk myszy.
5.5.11 Podziel Element
Element można podzielić na dwie części przesuwając kursor myszy w miejsce planowanego punktu podziału i przyciskając lewy przycisk myszy.
5.5.12 Połącz Prole
Użyj tego narzędzia do zamknięcia otwartego prolu lub do połączenia dwóch lub więcej proli otwartych.
Wykonaj następujące czynności:
• Przytrzymaj wciśnięty lewy klawisz myszy.
• Przeciągnij prostokąt wokół punktu początkowego/końcowego otwartego prolu.
• Puść klawisz myszy.
0-5399PL Zagnieżdżenie 5-25
Page 75

iCNC Performance
5.5.13 Podejścia
Za pomocą tego narzędzia można dodawać, usuwać i modykować odcinki podejść i odejść od cięcia. Gdy narzędzie Podejścia jest aktywne, poniższe okno dialogowe
będzie widoczne. Użyj tego okna, aby zmienić parametry podejść i odejść. Jeżeli wartość jest przedstawiona na czerwono, utworzenie podejścia nie jest możliwe (ilustracja
przedstawia za mały promień).
Rodzaje podejść i odejść:
Nic Brak podejścia lub odejścia. Ten typ ma specjalne przeznaczenie, jeżeli użytkownik
wygeneruje kod CNC dla starszych sterowników ProMotion. Jeżeli nie ma odcinka
dojścia, sterownik sam go doda.
Odcinek prosty Prosta linia o tym samym kierunku co pierwszy (lub ostatni) element prolu.
90 stopni Prosta linia biegnąca pod kątem 90 stopni (po stronie nacięcia) względem pierwszego
(lub ostatniego) elementu prolu.
Łuk Łuk który ma kąt środkowy o wartości 90 stopni. Łączy pierwsz y (lub ostatni) element
prolu w sposób styczny.
0–179 stopni Prosta linia biegnąca pod kątem od 1 do 179 stopni (po stronie nacięcia) względem
pierwszego (lub ostatniego) elementu prolu.
J Odcinek podejścia obejmujący linię prostą i łuk. Odcinki proste zawsze skierowane są do
środka otworu. Ograniczenia to: promień łuku nie może być mniejszy niż ½ szerokości
nacięcia, długość musi być większa niż promień łuku.
Półokrąg Półokrąg. Łączy pierwszy (lub ostatni) element prolu w sposób styczny.
Niestandardowe Jest to typ ustawień zdeniowany przez użytkownika i wczytany z pliku. Programy
ESSI- i EIA- często mają tego typu podejścia (i odejścia). Nie można dodawać tego
typu podejść.
Wybór Podejścia/Odejścia:
Aby dodawać, usuwać, modykować podejścia, kliknij na punkt przebicia lub wybierz „Cel”, zaznacz pole „Wymień istniejące podejścia” i kliknij „Dodaj”.
Długość:
Długość podejścia (odcinki proste).
5-26 Zagnieżdżenie 0-5399PL
Page 76

iCNC Performance
Promień:
Promień odcinka podejścia (arcs).
Kąt:
Kąt podejścia (Kąt dowolny).
Szerokość Nacięcia:
Wybrane nacięcie dla procesu.
Długość przepalenia:
Przepalenie oznacza, że gdy maszyna dokonała cięcia wokół prolu, zaczyna ponownie ciąć ten prol (wykonując kolejną rundę) i tnie go na pewnej długości. Ta długość jest
zdeniowana tutaj.Po prostu wprowadź wartość do pola tekstowego i kliknij na punkt przebicia lub wybierz cel i kliknij „Dodaj”.
Elementy docelowe:
Wybierz rodzaj prolów, dla których chcesz modykować odcinki podejść i odejść.
Wymień istniejące odcinki podejść:
Zaznacz tą opcję, jeżeli chcesz zmienić aktualne podejścia lub odejścia. W przeciwnym razie można dodawać nowe podejścia (lub odejścia) tylko do proli, które nie mają
żadnych podejść (lub odejść).
Przykłady:
Jak dodać podejście/odejście:
1. Wybierz takie podejście do cięcia, jakie chcesz. Ustaw Długość, Promień itp.
2. Wybierz takie odejście od cięcia, jakie chcesz. Ustaw Długość, Promień, Przepalenie itp.
3. Kliknij na prol, dla którego chcesz dodać linię podejścia.
Jak zmienić podejście na inne:
Powtórz powyższe kroki 1–2.
3. Zaznacz pole „ZAMIEŃ ISTNIEJĄCE PODEJŚCIA”.
4. Kliknij na prol, w którym chcesz zmienić linię podejścia.
0-5399PL Zagnieżdżenie 5-27
Page 77

iCNC Performance
Jak dodać podejście i odejście do prolu:
1. Zaznacz pole „PODEJŚCIE”.
2. Wybierz takie podejście do cięcia, jakie chcesz.
3. Zaznacz pole „ODEJŚCIE”.
4. Wybierz takie odejście od cięcia, jakie chcesz.
5. Kliknij na prol, aby dodać linie podejścia i odejścia.
Jak zmienić wszystkie podejścia i odejścia dla proli Otworów:
Powtórz powyższe kroki 1–4.
5. Zaznacz pole „ZAMIEŃ ISTNIEJĄCE PODEJŚCIA”.
7. Wybierz „PROFILE OTWORÓW”
8. Wybierz „DODAJ”.
Jak usunąć wszystkie odejścia:
1. Ustaw podejście na „Brak”.
2. Ustaw odejście na „Brak”.
3. Wybierz „WSZYSTKIE PROFILE”
4. Kliknij „DODAJ”.
5.7 Oznaczenie
5.7.1 Tekst Oznaczenia
Za pomocą tego narzędzia można wprowadzać tekst na tabliczkach w celach oznaczeniowych. Wybór tego narzędzia aktywuje poniższe okienko:
Aby Wstawić tekst opisu:
1. Napisz tekst który chcesz umieścić w polu Wprowadź tekst oznaczenia tutaj.
2. Ustaw wysokość tekstu. Minimalna dopuszczalna wysokość to 5 mm (0,2 in).
3. Ustaw kąt pola tekstowego (0–360 stopni).
4. Kliknij Zastosuj, aby potwierdzić zmiany.
5. Kliknij na część, którą chcesz oznaczyć. Tekst pojawi się w miejscu w które kliknąłeś.
UWAGA!
Jest to dodatkowy moduł i nie jest on uwzględniony w podstawowej wersji oprogramowania
ProMotion® Nest.
5.7.2. Otwór-Punkt
To narzędzie przekształca okrągłe otwory w punkty oznakowania punktowego. Wystarczy kliknąć na otwory które chcesz przekształcić.
UWAGA!
Nie można cofnąć przekształcenia. Jeżeli popełniłeś błąd, użyj narzędzia Cofnij.
5-28 Zagnieżdżenie 0-5399PL
Page 78

iCNC Performance
5.7.3. Tnij zgodnie ze Znakowaniem Liniowym
To narzędzie przekształca otwory w prole oznakowania liniowego. Wystarczy kliknąć na otwory które chcesz przekształcić.
UWAGA!
Nie można cofnąć przekształcenia. Jeżeli popełniłeś błąd, użyj narzędzia Cofnij.
5.8 Autozagnieżdżanie
5.8.1 Zagnieżdżenie Trójkątne
To narzędzie zagnieżdża części w najmniejszym możliwym prostokącie. Na przykład dwa trójkąty są tak zagnieżdżone, że ich boki są do siebie równoległe. To narzędzie działa
dobrze z trójkątami, stąd jego nazwa.
5.8.2 MultiNest
Oprogramowanie MultiNest zagnieżdża automatycznie wszystkie kształty. Jeżeli kształty nie mieszczą się na aktualnej blasze, Program MultiNest tworzy nowe kopie aktualnej
blachy i kontynuuje gnieżdżenie kształtów na nich, aż do zagnieżdżenia wszystkich kształtów.
5.8.3 Grupy
To narzędzie umożliwia kopiowanie kształtów do grup zagnieżdżeń. Grupa zagnieżdżenia to grupa części, które wszystkie przesuwają się i zagnieżdżają automatycznie niczym
jeden kształt. Gdy to narzędzie jest aktywne, poniższe okno dialogowe będzie widoczne.
Gdy to narzędzie jest aktywne, można zaznaczyć (i odznaczyć) kształty klikając na nie lub zakreślając nad nimi prostokąt.
Lista pt. Wybierz grupę do której skopiować przedstawia wszystkie dostępne grupy do których możesz kopiować kształty. W rzeczywistości lista ta zawiera wszystkie kształty
geometryczne z okienka geometrii, które można później zamienić w grupy (patrz przykład poniżej).
Przycisk kopiowania kopiuje wszystkie wybrane kształty do grupy wybranej z listy.
Jeżeli chcesz stworzyć nową grupę, zapisz jej nazwę w polu tekstowym i wybierz Utwórz. Teraz można zaobserwować nową grupę na liście i w oknie listy kształtów.
Po skopiowaniu wszystkich pożądanych kształtów z tego zagnieżdżenia, wybierz Zamknij.
Należy zauważyć, że wszystkie inne narzędzia są nieaktywne, gdy to narzędzie jest aktywne.
Jak stworzyć grupę zagnieżdżoną:
• Narzędzie Aktywuj Grupy.
• Stwórz nową grupę (zapisz jej nazwę w polu tekstowym „Nazwa nowej grupy” i wybierz Utwórz).
• Wybierz grupę, którą stworzyłeś z listy Wybierz grupę, do której zapisać.
• Wybierz kształty, które chcesz dodać do Twojej grupy (kliknij na wszystkie).
• Wybierz Kopiuj.
• Zamknij narzędzie grupowe i aktywuj grupę z listy kształtów geometrycznych (kliknij lewym przyciskiem na nazwę grupy na liście).
• Kliknij prawym przyciskiem na listę kształtów i wybierz Przełącz Stan Grupy Wł./Wył. z wyskakującego okienka dialogowego. Teraz można zaobserwować, że przed
nazwą kształtu pojawiła się gwiazdka. Oznacza to, że ten kształt geometryczny jest właściwie grupą.
• Teraz możesz ręcznie przesuwać i obracać części w ramach Twojej grupy. Zbliż je do siebie.
• Gdy Twoja grupa jest gotowa, ponownie wybierz listę kształtów geometrycznych prawym kliknięciem, i tym razem wybierz Kopiuj do Zagnieżdżenia. Wprowadź liczbę
grup, które chcesz zagnieździć, i wreszcie Twoje zagnieżdżenie obejmuje grupy!
0-5399PL Zagnieżdżenie 5-29
Page 79

iCNC Performance
5.8.4 Zamrażanie
Użyj tego narzędzia do zamrożenia części na czas procesu automatycznego zagnieżdżania. Części zamrożone nie zmieniają położenia podczas procesu automatycznego
zagnieżdżania.
• Kliknij na część, którą chcesz zablokować. Teraz można zobaczyć części podkreślone na kolor jasnoniebieski.
• Aby zamrozić wiele części, narysuj prostokąt wokół danych części.
• Aby odmrozić część, kliknij na nią ponownie.
UWAGA!
Automatyczne zagnieżdżanie nie może zagnieżdżać elementów wewnątrz otworów części zablokowanych.
Jeżeli chcesz zagnieżdżać w tych otworach, należy to robić ręcznie a następnie zamrozić również części
wewnątrz otworów.
5.8.5 AutoWypełnienie
To narzędzie wypełnia pozostały obszar blachy skopiowanymi kształtami. ProMotion® Nest automatycznie zagnieżdża wszystkie kształty w celu optymalnego wypełnienia
powierzchni. Opcje zagnieżdżania mają wpływ na funkcjonowanie tego narzędzia.
Aby wypełnić arkusz, wykonaj następujące czynności:
1. Kopiuj kształt za pomocą narzędzia Kopiuj.
2. Kliknij na przycisk AutoWypełnienie.
5.9 Cięcie
5.9.1. Optymalizacja Kolejności Cięcia
Użyj tego narzędzia aby zlecić Programowi ProMotion® Nest wykonanie cięcia dla Ciebie. ProMotion® Nest oblicza optymalną kolejność cięcia, tak że części są zawsze cięte
w pobliżu krawędzi blachy. Należy zauważyć, że gdy część zostaje odcięta od blachy, pozostawia otwór, który odtąd jest krawędzią. Koncepcja polega na uniemożliwieniu
wygięcia blachy w wyniku ciepła.
Jeżeli użytkownik nie jest zadowolony z rezultatu, może w prosty sposób zmienić kolejność cięcia za pomocą narzędzia Zmień Kolejność Cięcia.
5.9.2 Zmień Kolejność Cięcia
W przypadku aktywacji tego narzędzia, pojawi się następujące okno dialogowe:
5-30 Zagnieżdżenie 0-5399PL
Page 80

iCNC Performance
Można pozostawić wybór kolejności cięcia oprogramowaniu ProMotion® Nest klikając na przycisk Optymalizuj kolejność. Więcej szczegółów znajduje się w rozdziale Optymalizacja Kolejności Cięcia. Można również przygotować polecenie cięcia samemu, używając tego narzędzia.
Kolejność cięcia można zmieniać dla poszczególnych Części (kształtów), Otworów, Proli Oznakowania Liniowego i punktów Oznakowania Punktowego.
Istnieje pięć metod które można zastosować do zmiany kolejności cięcia: Pokaż Kolejność, Zamień, Przesuń o Pozycję, Linia i Wolny Wybór.
Stosując metodę Pokaż Kolejność, użytkownik kliknięciem wybiera obiekty w takiej kolejności, w jakiej mają być cięte lub oznakowane. Gdy klikasz na obiekt, zmienia on swój
kolor podkreślając, że został wybrany. Jeżeli kolor obiektu nie zmienia się, to nie możesz zmienić jego kolejności (jest prawdopodobnie złego typu). Wybrane opcje można
usunąć klikając na przycisk Odznacz. Opcja Zablokuj Pierwszy Obiekt może być zastosowana razem z tą metodą. Jeżeli opcja została wybrana, nie można zmienić kolejności
cięcia obiektów, które znajdują się przed pierwszym wybranym obiektem w kolejności cięcia. Jeżeli jesteś gotowy, wybierz Zastosuj aby stworzyć nową kolejność cięcia. Jest
to jedyna metoda, jaką można zastosować dla znakowania liniowego i punktowego.
Stosując metodę Zamień, użytkownik wybiera dwa obiekty, których pozycje w kolejce do cięcia zostaną zamienione. Gdy klikasz na pierwszy obiekt, zmienia on swój kolor
podkreślając jego wybór. Gdy klikniesz na drugi obiekt, pierwszy juz nie będzie wybrany a kolejność cięcia się zmieni.
Stosując metodę Przesuń o Jeden Krok, użytkownik wybiera po prostu obiekt, którego kolejność cięcia chce zmienić, a następnie za pomocą strzałek krokowych zmienia
kolejność cięcia. Jeżeli klikniesz na lewą strzałkę kroku, wybrany obiekt zostanie wycięty wcześniej, a jeżeli klikniesz na prawą strzałkę, zostanie wycięty później.
Stosując metodę Liniową, użytkownik rysuje linię przez części lub otwory, których kolejność chce zmienić. Kolejność cięcia pierwszej części/otworu na którą najedzie linia
nie ulegnie zmianie. Reszta zaznaczonych części/otworów będzie następna w kolejności zaraz za pierwszym elementem.
Stosując metodę Swobodnego wyboru, użytkownik klika na prole w kolejności, w jakiej chce je ciąć, a następnie wybiera zastosuj. Ta metoda określona jest jako wolny wybór,
ponieważ użytkownik może wybrać dowolną kolejność cięcia części i otworów (np. możesz najpierw wyciąć wszystkie otwory w Twoim zagnieżdżeniu, a następnie wszystkie
części). Ta metoda może zdezorganizować wewnętrzną strukturę danych oprogramowania ProMotion® Nest, co może spowodować awarię automatycznego zagnieżdżania
lub innych narzędzi. Tą metodę należy stosować tylko wtedy, gdy nie możesz zaprogramować parametrów cięcia za pomocą innych metod. Jeżeli zdecydujesz się zastosować
tę metodę, wykonaj powyższe czynności po wykonaniu wszystkich innych działań związanych z zagnieżdżeniem.
Przycisk zastosowania używany jest razem z poleceniem Pokaż i metodami Dowolnego Wyboru. Przycisk odznaczania powoduje usunięcie wszystkich wyborów.
Przycisk Zamknij powoduje zamknięcie okna dialogowego.
0-5399PL Zagnieżdżenie 5-31
Page 81

iCNC Performance
5.9.3 Mostek
Za pomocą tego narzędzia możliwe jest tworzenie mostków pomiędzy co najmniej dwoma kompletnymi kształtami. Mostek to dwukierunkowa linia łącząca dwa kształty.
Mostek można stworzyć przyciskając i przytrzymując lewy prz ycisk myszy, równocześnie zaznaczając kursorem wszystkie kształty które mają zostać zmostkowane. Za ruchem
myszy podążać będzie „GUMKA ELASTYCZNA” wskazując położenie przyszłego mostka. Po zwolnieniu lewego przycisku, utworzony zostanie mostek.
W przypadku wybrania opcji Mostkowania Pionowego-Poziomego w Opcjach Ogólnych, wszystkie mostki będą, w zależności od wyboru, pionowe lub poziome. Jeżeli „GUMKA
ELASTYCZNA” jest bardziej pozioma niż pionowa, mostek będzie poziomy. W przeciwnym razie będzie pionowy. Współrzędna Y mostka poziomego jest taka sama jak współrzędna Y punktu początkowego dla „GUMKI ELASTYCZNEJ”. Podobnie współrzędna X mostka pionowego odpowiada współrzędnej X punktu startowego „GUMKI ELASTYCZNEJ”.
UWAGA!
Podejście i odejście pierwszego kształtu zostaną skopiowane do ostatniego kształtu. Wszelkie podejścia i odejścia dla innych kształtów są usunięte.
Szeroki Mostek
Szeroki Mostek jest jak normalny mostek powyżej, tyle że zawiera pełny obszar pomiędzy dwoma prolami. Można tworzyć szerokie mostki tak samo, jak zwykłe mostki.
Jedynym wyjątkiem jest to, że po zwolnieniu przycisku myszy pojawia się okienko poniżej.
• Czarna linia przedstawia linię narysowaną przed chwilą. Jest to również druga strona mostka. Czerwona linia oznacza drugą stronę. Pomiędzy tymi liniami powstanie
szeroki mostek.
• Wybierz stronę względem czerwonej linii: lewą lub prawą.
• Wprowadź szerokość mostka. Jeżeli wprowadzisz szerokość mniejszą niż 0,1 mm (0,004 in), Program stworzy normalny mostek zamiast szerokiego.
• Kliknij „OK”..
Funkcję Szerokiego Mostka można aktywować w opcjach ogólnych.
5.9.4 Cięcie łańcuchowe
to narzędzie służy do łączenia proli ze sobą. Dzięki temu można wyciąć kilka proli wykonując tylko jedno przebicie.
Wykonaj następujące czynności:
• Kliknij na punkt, w którym chcesz rozpocząć łańcuch. Teraz za ruchem myszy podążać będzie „GUMKA ELASTYCZNA”, wskazując trasę łańcucha.
• Najedź kursorem myszy na kolejny punkt, do którego chcesz poprowadzić łańcuch i kliknij ponownie.
• Gdy klikasz na prol, zostaje on dodany do łańcucha.
• Kontynuuj zgodnie z tymi krokami, aż łańcuch będzie gotowy. Wybierz „GOTOWE” w oknie dialogowym cięcia łańcuchowego (patrz ilustracja poniżej).
• Łańcuch jest gotowy. Jeżeli chcesz stworzyć nowy łańcuch, powtórz wyżej opisaną procedurę.
Sytuacje wyjątkowe:
• Jeżeli prol ma zdeniowane dojście i odejście, łańcuch automatycznie powraca do początku dojścia i kontynuuje pracę od końca odejścia.
• Jeżeli prol nie jest zamknięty, łańcuch automatycznie przechodzi do początku prolu i kontynuuje pracę od jego końca.
5-32 Zagnieżdżenie 0-5399PL
Page 82

iCNC Performance
5.9.5 Dodaj Punkt Linii Przemieszczania
Poprzez naciśnięcie lewego przycisku myszy możemy dodać nowy punkt linii przemieszczania. Nowy punkt linii przemieszczania będzie ostatni w kolejności do cięcia.
Kolejność cięcia można zmieniać za pomocą narzędzia Zmień Kolejność Cięcia.
5.9.6 Odcinanie Odpadów
Użyj tego narzędzia do stworzenia linii odcinania odpadów w Twoim zagnieżdżeniu. Linie odcinania odpadów są wykorzystywane podczas odcinania odpadów od blachy po
zakończeniu Programu cięcia. Używaj tego narzędzia jedynie na gotowych zagnieżdżeniach.
Zrób tak:
• Kliknij na punkt, w którym chcesz rozpocząć linię odcinaka odpadów. Ten punkt powinien znajdować się poza blachą lub wewnątrz części.
• Teraz za ruchem myszy podążać będzie „GUMKA ELASTYCZNA”.
• Kliknij na następny punkt linii odcinaka odpadów. Jeżeli ten punkt jest poza częścią, a wewnątrz blachy, stanie się on punktem odniesienia. Oznacza to, że linia odcinania
odpadów przechodzi przez ten punkt. Jeżeli punkt znajduje się wewnątrz innej części lub poza blachą, linia odcinaka odpadów kończy się na granicy tej części lub blachy.
Na początku i na końcu linii odcinaka odpadów pozostawiony jest margines. Marginesy te można zdeniować w Opcjach Ogólnych.
Wskazówka: Przekroczenie krawędzi blachy wykonaj poprzez narysowanie linii odcinaka odpadów od krawędzi części do krawędzi blachy. Dzięki temu nie trzeba zachowywać
takiej dokładności podczas ustalania krawędzi blachy.
5.10 Narzędzia Specjalne
Narzędzia Specjalne to narzędzia, które nie są potrzebne każdemu użytkownikowi tego oprogramowania, lecz są przydatne w sytuacjach wyjątkowych.
5.10.1 Oznakowanie Punktowe
Użyj tego narzędzia do wyboru otworów do oznakowania punktowego. To narzędzie jest częścią opcjonalnego modułu do znakowania punktowego.
Aby wybrać otwory do oznaczenia punktowego, wykonaj następujące czynności:
1. Przytrzymaj wciśnięty lewy klawisz myszy i przeciągnij prostokąt wokół wszystkich otworów, które chcesz zaznaczyć.
2. Puść lewy klawisz myszy, po czym wszystkie otwory znajdujące się wewnątrz prostokąta zmienią kolor na czarny. Są one wyznaczone do oznakowania.
3. Po zaznaczeniu wszystkich otworów, zapisz Program oznakowania punktowego za pomocą narzędzia „Zapisz Jako -> Punkt”.
Jeżeli użytkownik przypadkowo zaznaczył nieprawidłowy otwór, może go odznaczyć zakreślają wokół niego nowy prostokąt.
Jeżeli chcesz odznaczyć/zaznaczyć tylko jeden otwór, możesz po prostu kliknąć na niego lewym klawiszem.
UWAGA!
To narzędzie działa tylko dla pojedynczych kształtów - nie dla całego zagnieżdżenia.
UWAGA!
Jest to dodatkowy moduł i nie jest on uwzględniony w podstawowej wersji
oprogramowania ProMotion® Nest.
0-5399PL Zagnieżdżenie 5-33
Page 83

iCNC Performance
5.10.2. Linie Powlekania
Jeżeli Twoje urządzenie jest wyposażone w palnik spawalniczy, za pomocą tego narzędzia możesz powlekać kształty w prosty sposób.
Wykonaj następujące czynności:
1. Ustaw odległość pomiędzy liniami i inne ustawienia w Opcjach Narzędzi Specjalnych.
2. To narzędzie możesz aktywować z menu Działania -> Narzędzia Specjalne -> Linie Powlekania.
3. Przytrzymaj wciśnięty lewy klawisz myszy i przeciągnij prostokąt wokół wszystkich kształtów, które chcesz powlekać.
4. Puść lewy klawisz myszy, po czym wszystkie wybrane kształty zostaną wypełnione czarnymi liniami poziomymi – liniami powlekania.
ProMotion® Nest zapisuje linie powlekania jako linie znakowania. Należy tak skongurować maszynę, aby palnik spawalniczy zastępował znacznik liniowy. Lub alternatywnie,
jeżeli Twoje oprogramowanie ProMotion® Nest ma opcję zapisu ESSI/EIA, możesz zmienić denicję sekwencji kodowej oznakowania linii, tak aby była zgodna z poleceniami
dla urządzeń kontrolnych palnika spawalniczego.
5.10.3. Naddatek Obróbkowy
Naddatek Obróbkowy to dodatkowy obszar pozostawiony na ciętych częściach do obróbki przez narzędzia do obróbki. Po aktywacji, Program wyświetla okno z krótkim opisem
mówiącym jak korzystać z tego narzędzia. Co istotniejsze okno zawiera ustawienia konieczne do zaprogramowania tolerancji obróbki proli.
Gdy kursor myszy wskazuje na prol, naciśnięcie prawego przycisku myszy powoduje dodanie tolerancji obróbki do całego prolu. Jeżeli tolerancja jest konieczna tylko dla
części prolu, jest ona ustanowiona poprzez dwa kliknięcia lewego klawisza: pierwsze kliknięcie na punkt gdzie tolerancja ma się rozpocząć oraz ponownie, tam gdzie ma
się zakończyć.
Zmienna tolerancji obróbki ustawiona w oknie dialogowym Naddatek Obróbkowy. Wprowadź szerokość tolerancji do pola edycji i kliknij na OK. Okno dialogowe zniknie a
podana szerokość stanie się aktualna.
Można aktywować to narzędzie, również poprzez naciśnięcie równocześnie Control i „A”.
5.10.4. Odchyłka
To narzędzie oblicza rzeczywistą ścieżkę cięcia, po uwzględnieniu kompensacji dla szerokości nacięcia. Jest to korzystne, jeżeli Twój sterownik nie jest w stanie wykonać tego
poprawnie, lub gdy zajmuje to zbyt dużo czasu.
Wartość kompensacyjna szerokości nacięcia jest równa połowie szerokości nacięcia wprowadzonego w Opcjach Zagnieżdżania.
UWAGA!
Jest to dodatkowy moduł i nie jest on uwzględniony w podstawowej wersji
oprogramowania ProMotion® Nest.
5.10.5. Zakotwienie
Użyj tego narzędzia do zakotwiczenia części na blasze podczas cięcia. Można tego dokonać poprzez utworzenie niewielkich przerw w prolu cięcia, tak aby cięcie było
przerwane w tych miejscach. Długość szczelin można ustawić w pliku tools.ini (patrz pliki .ini).
5.10.5. Cięcie Wspólne
Cięcie Wspólne pozwala na połączenie dwóch części w taki sposób, że ich wspólny odcinek (linia) może być wycięta jednym cięciem. Może to zaoszczędzić dużo czasu, jeżeli
prędkość cięcia jest niska.
Wykonaj następujące czynności:
• Przesuń dwie części blisko siebie.
• Wybierz to narzędzie.
• Przesuń kursor myszy do wewnątrz jednej z tych części i naciśnij lewy przycisk myszy.
• Przesuń kursor myszy do wewnątrz innej części, cały czas trzymając lewy przycisk myszy wciśnięty.
• Puść klawisz myszy, po czym wszystkie części zostaną scalone.
UWAGA!
Prawidłowa szerokość nacięcia musi być ustawiona w Opcjach Zagnieżdżenia przed użyciem tego
narzędzia.
5-34 Zagnieżdżenie 0-5399PL
Page 84

iCNC Performance
5.10.7. Wybór Wiertła
Dodaje specjalny kod wyboru narzędzia dla wiertła do oznaczania punktów. Wybierz narzędzie z menu wyskakującego, gdy klikniesz na ekran prawym przyciskiem. Gdy to
narzędzie jest aktywne, użytkownik zauważy niewielkie agi na każdym punkcie oznakowania punktowego. Flagi oznaczają aktualnie wybrane narzędzie.
5.10.8. Blacha–Część-Blacha
To narzędzie po prostu przekształca blachę w część i vice versa.
Wyjątki: Konwersja nie działa jeżeli…
• Jeżeli na blasze są jakiekolwiek elementy.
• Na ekranie znajduje się wiele części.
5.10.9. Ustawienia Pojedynczych/Wielokrotnych Palników
Wybierz rodzaj operacji z następującej listy:
• Usuwa wszystkie dane dotyczące funkcji multitorch z blachy, po czym staje się ona ponownie zwykłą blachą.
• Pasmo Występuje tylko jeden palnik, ale automatyczny proces zagnieżdżania wykorzystuje tylko wąskie pasmo, zamiast całego obszaru blachy. Szerokość pasma jest
nadana również polu tekstowemu obszaru Zagnieżdżenia. Możliwa jest również prezentacja obszaru zagnieżdżania za pomocą narzędzia Pokaż obszar zagnieżdżania.
• n palników - Możesz zaprogramować maksymalną ilość palników w Opcjach Ogólnych. Operacja ta dzieli blachę na n części o równej wielkości, i dzieli kształty aktualnego
zagnieżdżenia pomiędzy te części. Tylko kształty wycięte przez pierwszy palnik będą wyświetlane normalnie, pozostałe będą przedstawione jako cienie.
Opcje funkcji MultiPalnik:
• Pierwszy palnik - Ustawia pierwszy palnik po lewej lub prawej stronie.
• Tolerancja odległości palnika - Maksymalny dopuszczalny błąd dotyczący odległości pomiędzy dwoma palnikami oraz dotyczący odległości mierzonej od pierwszego
palnika.
• Odległość palnika - Odległość pomiędzy dwoma palnikami. Jeżeli użytkownik nie wybrał stałej odległości palników, System sam je oblicza.
• Stała odległość palnika - Jeżeli chcesz samodzielnie zaprogramować odległość palnika, zaznacz tę opcję. Dzięki temu można zdeniować wąskie obszary zagnieżdżenia.
0-5399PL Zagnieżdżenie 5-35
Page 85

iCNC Performance
Szerokość obszaru zagnieżdżenia:
Obszar zagnieżdżenia to obszar (na palnik), który pozostaje po odjęciu obszaru kołnierza, tolerancji dla odległości palnika i odstępu zagnieżdżania. Obszar zagnieżdżenia
powinien być wystarczająco szeroki do zagnieżdżenia w nim części. Minimalna szerokość obszaru zagnieżdżenia to szerokość części plus dwukrotność szerokości nacięcia.
I wreszcie:
Po wybraniu tej operacji i ustawieniu wszystkich koniecznych opcji, wybierz Zastosuj, a następnie OK.
Ważne:
Opcje Zagnieżdżenia - Odstęp i Kołnierz są stosowane podczas obliczeń odległości palnika. W związku z tym powinno się je zaprogramować przed wszelkimi ustawieniami
funkcji multitorch.
5.10.10 Wybierz Część
Użyj tego narzędzia do wyboru dowolnej części z zagnieżdżenia. Wybrana część zostanie skopiowana do swojego zagnieżdżenia, a następnie przeniesiona do miejsca docelowego.
Po aktywacji tego narzędzia, po prostu kliknij na część którą chcesz wybrać.
5.10.11. Pokaż Części
Zestawiają nazwy wszystkich elementów aktualnego zagnieżdżenia. Jeżeli nawet występuje kilka kopii danej części, jej nazwa pojawia się na liście tylko raz. Kliknij na nazwę
na liście, a wszystkie części tego elementu pojawią się w kolorze w oknie roboczym.
5.11 Linijka
Użyj tego narzędzia do pomiaru odległości w ramach twojego zagnieżdżenia. Naciśnij lewy przycisk myszy w miejscu w którym chcesz rozpocząć pomiar. Następnie przesuń
mysz, trzymając klawisz myszy wciśnięty. W górnym prawym rogu znajduje się żółta etykieta, z której można odczytać odległość od punktu startowego do aktualnego
położenia myszy.
5-36 Zagnieżdżenie 0-5399PL
Page 86

iCNC Performance
5.12 Menu Opcji
Menu Opcje udostępnia narzędzia do konguracji oprogramowania ProMotion® Nest.
5.12.1 Opcje Ogólne
Pomiar
Pomiar wykonywany jest w milimetrach lub w calach. Ta opcja deniuje które jednostki zostaną zastosowane.
Opcje DXF
• Odległość Punktu - Jeżeli dwa punkty są tak blisko siebie, traktowane są jako jeden punkt. Ważne! UWAGA: Przed wgraniem pliku należy zmienić odległość od punktu.
• Skala zawsze 1:1 - W przypadku odczytu plików DXF, ProMotion® Nest próbuje wykryć które wymiary zostały w pliku wykorzystane. Ta detekcja jest ignorowana, jeżeli
opcja Skala zawsze 1:1 została zaznaczona. Następnie odcztywany jest plik DXF zapisany w milimetrach lub calach, zależnie od ustawień pomiarów.
• Przesuń Kształty do Początku - Jeżeli ta opcja została wybrana, kształt zawarty w pliku DXF zostanie przesunięty, tak aby jego minimalne współrzędne znalazły się w
punkcie 0,0. Jeżeli plik DXF zawiera zagnieżdżenie (więcej niż jeden kształt), to zagnieżdżenie jest przesunięte, tak aby minimalne współrzędne znalazły się w punkcie
0,0. Wszystkie kształty w ramach zagnieżdżenia przesuwane są o dokładnie tą samą odległość, więc ich względne położenie wobec siebie się nie zmienia.
• Przekształć tekst w oznakowanie - Jeżeli zaznaczono tę opcję, ProMotion® Nest konwertuje obiekty tekstowe DXF (TEXT i MTEXT) na oznakowanie liniowe. Te linie oznakowania tworzą ten sam tekst który znajdował się w pliku DXF. UWAGA: Ta opcja jest częścią modułu tekstu oznaczenia. Moduł oznaczenia tekstowego jest modułem
dodatkowym i nie wchodzi w skład modułu podstawowego.
• Wydłużone poszukiwanie tekstu - Zazwyczaj oprogramowanie ProMotion® Nest przeszukuje obiekty tekstowe w tym samym obszarze (pliku DXF), gdzie znajdują się
inne obiekty. Jeżeli zaznaczysz tą opcję, ProMotion® Nest przeszuka wszystkie obiekty tekstowe od początku do końca pliku.
0-5399PL Zagnieżdżenie 5-37
Page 87

iCNC Performance
Opcje sterownika CNC
• Uruchom opcje zaawansowane CNC - Do języka oprogramowania CNC dodano kilka nowych funkcji. Starsze wersje oprogramowania WinRobo i Pro3Nest nie są kompatybilne z tymi nowowprowadzonymi funkcjami. Jeżeli użytkownik tworzy kod do WinRobo w wersji starszej niż 7.5.2, lub do Pro3Nest w wersji starszej niż 7.0.9, nie
powinien zaznaczać tej opcji. UWAGA: Funkcja eksportu zawsze używa najbardziej zaawansowanej wersji. To ustawienie dotyczy tylko funkcji Zapisz Jako sterownika
CNC.
• Dodaj blachę do Programu sterownika CNC - W przypadku zapisu w Robotic CNC ta opcja zapisuje blachę razem z wszystkimi kształtami geometrycznymi.
• Zastosuj podejścia starego typu - Ta opcja współpracuje ze starszymi wersjami sterowników Robotic i ProMotion. W przypadku zapisu w Robotic CNC i jeżeli nie ma
żadnych podejść i odejść przypisanych do kształtu, ta opcja dodaje specjalny kod podejścia który sterownik rozpoznaje. Sterownik posiada własne ustawienia podejść,
które mają zastosowanie w takich przypadkach. UWAGA: Funkcja eksportu zawsze używa podejść, które są widoczne na ekranie. To ustawienie dotyczy tylko funkcji
Zapisz Jako sterownika CNC.
Kąt obrotu
Deniuje kąt obrotu, który wykorzystuje funkcja Obróć. Kąt wyrażony jest w stopniach. Zalecane ustawienia są Niestandardowe: 5 stopni.
Odcinanie Odpadów
Wartości te deniują odległość pomiędzy przebiciem/punktem końcowym linii odcinania odpadów a krawędzią części/blachy. Liczba ujemna w polu „OD” oznacza, że odcinanie
odpadów zaczyna się przed krawędzią (tj. na zewnątrz blachy lub wewnątrz części). Liczba ujemna w polu „DO” oznacza, że odcinanie odpadów kończy się przed krawędzią
(tj. wewnątrz blachy lub na zewnątrz części). Sugerowane wartości to: Od Części >= szerokość nacięcia, Do Części <= ujemna szerokość nacięcia, Od krawędzi Blachy = 0
(jeżeli krawędź została zdeniowana prawidłowo, w przeciwnym wypadku < 0) i Do Krawędzi Blachy > 0.
Podejścia domyślne
W tej sekcji użytkownik może zdeniować, które podejścia i odejścia będą automatycznie dodane do wszystkich proli w przypadku wgrania pliku DXF lub tworzenia makr.
W przypadku załadowania plików EIA lub ESSI nie zostaną dodane żadne podejścia ani odejścia, ponieważ pliki te już mają zazwyczaj zaprogramowane podejścia i odejścia.
Opcje Oznaczania
Ustawienia te decydują o tym jak i które oznaczenia są zapisywane do pliku CNC i ostatecznie naniesione.
• Jeżeli wybrana została opcja Oznacz wszystko, zarówno oznakowanie liniowe, jak i punktowe zostają zapisane.
• Jeżeli wybrana zostanie opcja Pomiń wszystkie oznakowania, żadne z oznakowań nie zostanie zapisane. Jest to przydatna opcja jeżeli chcemy wydrukować nazwy części
(na papierze), lecz nie chcemy ich znakować.
• Jeżeli wybrana zostanie opcja Pomiń oznakowania liniowe, zapisane zostaną tylko oznakowania punktowe.
• Jeżeli wybrana zostanie opcja Pomiń oznakowania punktowe, zapisane zostaną tylko oznakowania liniowe.
• Jeżeli zaznaczono opcję Rozszerzone znakowanie części, wtedy blok startowy znakowania Liniowego (patrz Sekwencje Kodów) jest zapisywany bezpośrednio przed
każdym znakowaniem liniowym, a blok końcowy jest zapisywany zaraz po wykonaniu każdego znakowania liniowego. Dotyczy to również oznakowania punktowego.
Ta opcja jest nieaktywna, jeżeli zaznaczono Wykonaj najpierw wszystkie oznakowania.
• Jeżeli zaznaczono „Wykonaj najpierw wszystkie oznakowania”, wszystkie oznakowania zostaną zapisane najpierw, a po nich zapisane zostaną części do wycięcia. Przejdź
do początku, gdy tryb oznakowania doprowadzi urządzenie do punktu zerowego blachy, po wykonaniu oznakowania. Jeżeli zostanie zaznaczona opcja Zatrzymaj po
oznakowaniu, urządzenie zostanie zatrzymane po wykonaniu oznakowania.
Inne Opcje
• Pokaż Krzyżyk - Jeżeli to pole zostanie zaznaczone, w aktualnym miejscu położenia kursora zostanie narysowany krzyżyk.
• Mostkowanie Pionowe-Poziome - Jeżeli to pole zostanie zaznaczone, mostkowanie wykonywane jest pionowo lub poziomo. Patrz opis narzędzia Mostek w celu uzyskania
dalszych informacji.
• Użyj Szerokich Mostków - Jest to opcja dla narzędzia mostkowania. Jeżeli ta opcja została wybrana, pomiędzy zmostkowanymi prolami pozostawiony jest obszar
przestrzenny, tak aby prole te pozostały razem po wycięciu z blachy. Patrz opis narzędzia Mostek w celu uzyskania więcej informacji.
• Palnik po prawej - Zmienia punkt spoczynkowy z lewego dolnego narożnika do prawego dolnego narożnika.
• Klawiatura ekranowa - Jeżeli nie masz klawiatury, do wprowadzania danych tekstowych możesz zawsze skorzystać z klawiatury oprogramowania. Jeżeli wybierzesz tą
opcję, w momencie gdy konieczne będzie wprowadzenie informacji tekstowych, wyświetlona zostanie automatycznie klawiatura oprogramowania. Należy zauważyć,
że kółka myszy można używać do wprowadzania danych numerycznych do ProMotion® Nest.
• DNC aktywne - Ta opcja ustala domyślny sposób pobierania danych przez ProMotion® Nest, jeżeli są one wymagane z ProMotion® Cut. Jeżeli ta opcja jest włączona, po
kliknięciu POBIERZ w programie ProMotion® Cut automatycznie uruchomione zostanie narzędzie DNC. Więcej informacji nt. DNC można znaleźć w rozdziale Menu Plików.
5.12.2. Opcje Narzędzi Specjalnych
Są to opcje dostępne dla narzędzi specjalnych.
Linie Powlekania
Odległość pomiędzy liniami to odległość pomiędzy dwoma liniami powlekania.
Podejście/Odejście stanowi miarę, jak bardzo linie powlekania pokryją się z krawędziami danego kształtu.
Minimalna Szczelina to najmniejsza szerokość otworu, który nie jest przeskakiwany podczas kreślenia linii powlekania.
5-38 Zagnieżdżenie 0-5399PL
Page 88

iCNC Performance
5.13 Opcje ESSI
Opcje te mają zastosowanie podczas odczytu i zapisu plików ESSI.
Kody ESSI
Pliki ESSI są interpretowane według tych kodów. Kody te powinny być zbieżne z kodami zastosowanymi w pliku ESSI.
Obrót Programu
Jeżeli wybrany został obrót, wszystkie nowe zagnieżdżenia odczytane z plików ESSI zostaną obrócone o 90 stopni w kierunku przeciwnym do wskazówek zegara.
Jednostka/Skala
Opcje te deniują jednostki i skale domyślne stosowane w plikach ESSI.
Generacja Kodów
Za pomocą tych komend zdeniuj początkową i końcową sekwencję dla różnych czynności. Sekwencje te zastosowano podczas zapisu plików ESSI. Patrz Sekwencje Kodów
w celu uzyskania więcej informacji.
5.13.1 Sekwencje Kodów
0-5399PL Zagnieżdżenie 5-39
Page 89

iCNC Performance
W opcjach plików ESSI i EIA możliwa jest modykacja sekwencji kodów, które są dodawane na początku i na końcu niektórych działań podczas zapisu plików.
Nagłówek górnej ramki informuje jakie sekwencje czynności są aktualnie modykowane (np. na powyższej ilustracji są to sekwencje cięcia palnikiem gazowym). W tych
polach edycyjnych można odczytać sekwencje początkowe i końcowe. Niektóre czynności wymagają określenia strony nacięcia (np. wszystkich sekwencji tnących).
Sekwencja Wyjaśnienie – Początek i koniec…
Program ...Program cięcia
Cięcie Gazowe ...prol do cięcia przez palnik gazowy
Plazma ...prol do cięcia przez palnik plazmowy. Niekompatybilne na dzień dzisiejszy
Plazma 2 ...prol do cięcia przez palnik plazmowy 2. Niekompatybilne na dzień dzisiejszy
Oznakowanie Liniowe ...prol oznaczeniowy jednoliniowy
Oznakowanie Punktowe ...pojedynczy znak punktowy
Blok Oznakowania Liniowego ...wszystkie oznaczenia liniowe
Blok Oznakowania Punktowego ...wszystkie znaki punktowe
Przykład
Ilustracja powyżej przedstawia sekwencje cięcia palnikiem gazowym dla plików ESSI. Strona nacięcia jest ustawiona po lewej stronie. Początkowa sekwencja to 6 (wyłączenie prędkości przyspieszonej), 29 (nacięcie w lewo), 7 (włączenie cięcia gazem). Końcowa sekwencja to 8 (odcięcie dopływu gazu), 38 (wyłączenie nacięcia), 5 (włączenie
prędkości przyspieszonej). Na podstawie tych ustawień generowany jes natępujący kod:
6 (uruchomienie sekwencji)
29 (uruchomienie sekwencji)
7 (uruchomienie sekwencji)
++1000 (prol)
+1000+ (prol)
+-1000 (prol)
-1000+ (prol)
8 (koniec sekwencji)
38 (koniec sekwencji)
5 (koniec sekwencji)
5-40 Zagnieżdżenie 0-5399PL
Page 90

iCNC Performance
5.14 Opcje danych wejściowych EIA
Opcje te mają zastosowanie podczas odczytu plików EIA przez ProMotion® Nest.
Kody
Pliki EIA są interpretowane według tych kodów. Kody te powinny być zbieżne z kodami zastosowanymi w pliku EIA.
Kod G jest zerowy
Jeżeli wybrano tą opcję, ProMotion® Nest interpretuje linie bez kodów G jako ruch liniowy. Jeżeli cięcie jest w toku, to jest to cięcie liniowe, w przeciwnym razie jest to po
prostu ruch z przyspieszoną prędkością. Jeżeli ta opcja nie została wybrana, linie bez kodów G są odczytywane jako takiego samego typu co ostatnio odczytywane kody G.
Jednostka/Skala
Opcje te deniują jednostki i skale domyślne stosowane w plikach ESSI. Jeżeli plik EIA zawiera denicję jednostek, to denicja ta jest nadrzędna względem tych ustawień.
Skala jest zawsze deniowana tutaj.
Kodowanie
Jeżeli kodowanie zostało ustawione na bezwzględne, wszystkie współrzędne X i Y są bezwzględne. W przeciwnym razie będą przyrostowe.
Kody I i J
Kody I i J są współrzędnymi punktu środkowego łuku. Jeżeli zostały zaznaczone jako bezwzględne, wszystkie kody I i J, jak również kody X i Y, będą bezwzględne, a jeżeli nie
to będą przyrostowe. Jeżeli kody X i Y zostały zdeniowane jako przyrostowe, to kody I i J są również przyrostowe.
UWAGA!
Funkcje „Kodowanie” i „Kody I i J” działają, tylko jeżeli nie są zdeniowane w pliku EIA.
Obrót Programu
Jeżeli wybrany został obrót, wszystkie nowe zagnieżdżenia odczytane z plików EIA zostaną obrócone o 90 stopni w kierunku przeciwnym do wskazówek zegara.
Prędkość posuwu i szerokość nacięcia
• Zignoruj kody F - Jeżeli ta opcja została włączona, wszystkie kody F (szybkości posuwu) są ignorowane podczas odczytu plików.
• Zignoruj kody K - Jeżeli ta opcja została włączona, wszystkie kody K (szerokość nacięcia) są ignorowane podczas odczytu plików.
• Kody K
a. Wartość to szerokość nacięcia - Jeżeli ta opcja jest włączona, wartość kodu K jest interpretowana jako szerokość nacięcia.
b. Wartość to kompensacja szerokości nacięcia - Jeżeli ta opcja jest włączona, wartość kodu K jest interpretowana jako kompensacja szerokości nacięcia.
• Kody F
a. Relative - Jeżeli ta opcja została włączona, kody F są interpretowane jako wartość procentowa pełnej szybkości posuwu.
b. Bezwzględne - Jeżeli ta opcja została włączona, kody F są interpretowane jako milimetry lub cale na minutę.
0-5399PL Zagnieżdżenie 5-41
Page 91

iCNC Performance
Wgraj i Zapisz Jako…
Jeżeli konieczne jest wczytanie różnych plików EIA z różnych źródeł, korzystne jest zapisanie ustawień dla każdego rodzaju pliku EIA osobno. Zapisz ustawienia za pomocą
przycisku Zapisz jako, a następnie wgraj je z powrotem za pomocą przycisku Wgraj.
Patrz również Programowanie EIA.
5.14.1 Ustawienia zaawansowane EIA
Tutaj można skongurować bity wyjściowe dla sygnałów wejściowych EIA. Znaczenie tych bitów wyjściowych jest przedstawione w instrukcji obsługi ProMotion® Cut.
Kody D to zdeniowane wcześniej szerokości nacięcia stosowane w niektórych Systemach. Wybierz Konguruj, aby zmienić wartości szerokości nacięcia kodów D.
5.15 Opcje danych wyjściowych EIA
Opcje te dotyczą zapisywania plików EIA.
Generacja Kodów
Za pomocą tych komend zdeniuj początkową i końcową sekwencję dla różnych czynności. Patrz Sekwencje Kodów w celu uzyskania więcej informacji.
Jednostka/Skala
Opcje te deniują jednostki i skale stosowane w zapisanych plikach EIA.
Kodowanie
Jeżeli kodowanie zostało ustawione na bezwzględne, wszystkie współrzędne X i Y są bezwzględne. W przeciwnym razie będą przyrostowe.
Kody I i J
Kody I i J są współrzędnymi punktu środkowego łuku. Jeżeli zostały zaznaczone jako bezwzględne, wszystkie kody I i J będą bezwzględne. W przeciwnym razie będą przyrostowe. Jeżeli kody X i Y zostały zdeniowane jako przyrostowe, to kody I i J są również przyrostowe.
Obrót Programu
Jeżeli wybrany został obrót, wszystkie wygenerowane pliki EIA zostaną obrócone o 90 stopni w kierunku przeciwnym do wskazówek zegara.
5-42 Zagnieżdżenie 0-5399PL
Page 92

iCNC Performance
Kody prędkości posuwu
• Brak przyspieszonej szybkości posuwu - Jeżeli ta opcja jest włączona, wartości szybkości posuwu nie są zapisywane dla prędkości przyspieszonej.
• Prędkości posuwu na końcach linii/na osobnych liniach. Prędkości posuwu można zapisać na osobnych liniach lub na końcu linii kodu. Ta opcja decyduje o sposobie ich
zastosowania. Patrz przykłady poniżej
Przykład 1 (na końcu linii):
G01 X10 Y10 F200
Przykład 2 (na osobnej linii):
F200
G01 X10 Y10
Kody
Funkcje ruch z prędkością przyspieszoną, cięcie liniowe, Arc CW, Arc CCW Programują kody, które są stosowane podczas zapisu plików EIA. Jeżeli wybrana została opcja Kod
G jest zerowy, oznacza to że nie będzie kodu przed ruchem z prędkością przyspieszoną lub cięciem liniowym.
Wgraj i Zapisz Jako…
Jeżeli konieczne jest zapisanie różnych plików EIA z różnych źródeł, które korzystają z różnych typów plików EIA, korzystne jest zapisanie ustawień dla każdego rodzaju pliku
EIA osobno. Zapisz ustawienia, wybierając Zapisz jako, a następnie wgraj je z powrotem wybierając Wgraj.
Patrz również Programowanie EIA.
5.16 Opcje Zagnieżdżenia
Opcje wspólne
• Szerokość grubość piły tarczowej - Szerokość nacięcia dla wybranego procesu cięcia.
• Odstęp - Określa minimalną odległość, którą zawsze należy zachować pomiędzy kształtami zagnieżdżonymi na blasze. Jeżeli ta zmienna ustawiona jest na zero (0),
Program rozmieszcza je jak najbliżej siebie na tyle, na ile pozwala na to szerokość nacięcia.
• Wpasuj Część w Część - Po wyborze Programu będzie on próbował umieścić mniejsze kształty w otworach w większych kształtach.
• Metoda sekwencji części - Kształty można zagnieżdżać w kolejności wg pola powierzchni lub wg ich obwodu. Jeżeli zostanie wybrane sortowania według powierzchni,
to kształty o największej powierzchni zostaną zagnieżdżone najpierw. Gdy zostanie wybrane sortowanie według obwodu, to kształty o największym obwodzie zostaną
zagnieżdżone najpierw. (Kształt długi, ale cienki, o dużym obwodzie, ale małym obszarze powierzchniowym).
0-5399PL Zagnieżdżenie 5-43
Page 93

iCNC Performance
Opcje Części
• Kąt kroku - Podczas zagnieżdżania kształtów na blasze ProMotion® Nest próbuje umieszczać je w różnych położeniach. Przed każdą próbą oprogramowanie ProMotion®
Nest obraca kształt o tyle stopni ile zostało tu wprowadzone. Pełny okrąg to 360 stopni. W związku z tym, jeżeli ta zmienna zostanie ustawiona na 90, kształty będą
docelowo zagnieżdżane w czerech różnych położeniach; jeżeli będzie ustawiona na 1 stopień, ProMotion® Nest wypróbuje 360 różnych położeń. Oczywiście im mniejszy
kąt kroku tym lepszy wynik, lecz niewielki kąt kroku naturalnie wydłuża czas zagnieżdżania.
• Rodzaj Dopasowania Kształty można zagnieżdżać zgodnie z dwoma zasadami, Pierwszego Dopasowania i Dopasowania wg Środka Ciężkości. Funkcja Pierwsze Dopasowanie informuje oprogramowanie ProMotion® Nest, aby umieścić kształt w pierwszej lokalizacji, którą oprogramowanie uzna za stosowną. Dopasowanie wg Środka
Ciężkości informuje ProMotion® Nest, aby obliczyło położenie, w którym środek ciężkości kształtu jest jak najbliższy dolnej krawędzi blachy. Dolną linię blachy wybiera
się w Opcjach Blachy (patrz poniżej).
Opcje Blachy
• Szerokość kołnierza - Ustawia odległość, jaką należy pozostawić pomiędzy krawędziami blachy a najbardziej na zewnątrz położonymi kształtami. Inaczej mówiąc kształtów
nigdy nie należy umieszczać bliżej krawędzi blachy niż wynosi ta zmienna.
• Kierunek zagnieżdżania - Ta opcja ustala oś według której proces zagnieżdżenia będzie realizowany. To czy zagnieżdżenie będzie się rozwijało w lewo czy w prawo zależy
od ustawień narożnika początkowego.
• Narożnik początkowy - Określa narożnik początkowy dla zagnieżdżania.
UWAGA!
Jeżeli Odstęp jest większy niż szerokość Kołnierza, szerokość Kołnierza zostaje
zrównana z wartością Odstępu.
Opcje Podejść:
• Zignoruj podejścia podczas zagnieżdżania – Po zaznaczeniu tej opcji, wszystkie podejścia i odejścia będą ignorowane podczas procesu zagnieżdżania. Jest to przydatna
opcja jeżeli kształty będą zagnieżdżane a następnie mostkowane. Mostkowanie eliminuje dodatkowe cięcia wstępne, które można zignorować.
5.17 Opcje Językowe
Zmienia język interfejsu użytkownika Programu ProMotion® Nest.
5-44 Zagnieżdżenie 0-5399PL
Page 94

iCNC Performance
5.18 Menu Rejestracji
Narzędzia służące do rejestracji oprogramowania ProMotion® Nest.
5.18.1 Formularz Rejestracyjny
Aby zamówić oprogramowanie lub nowe opcje oprogramowania, wypełnij ten formularz.
Zaleca się również zastosowanie tej formy rejestracji jeżeli występują Problemy techniczne, zwłaszcza związane z licencją.
5.18.2 Rejestracja
Użyj tego okna dialogowego do podania nazwiska i numeru licencji. Jeżeli użytkownik otrzymał licencję w formie pliku licencyjnego, należy po prostu skopiować ten plik do
katalogu ProMotion® Nest. Jeżeli użytkownik otrzymał licencję przez faks, powinien starannie i kompletnie wypełnić otrzymany formularz.
5.19 Menu Pomocy
Menu pomocy zawiera następujące pozycje:
• Zawartość - Otwiera plik pomocy na ekranie.
• Opis… - Przedstawia informacje dotyczące Twojej wersji oprogramowania ProMotion® Nest.
5.20 Okna Zestawień
Po prawej stronie interfejsu użytkownika ProMotion® Nest są dwa okienka z listami. Te okna to Lista Blach i Lista Części. Oba te okna udostępniają użytkownikowi kilka
rodzajów narzędzi.
5.20.1 Blacha List
To okno zawiera listę wszystkich otwartych blach. Lista jest uszeregowana alfabetycznie. Aktywna blacha wyszczególniona jest przez niebieski pasek (w przypadku wyboru
którejś z blach). Narzędzia te są dostępne w oknie blach:
Aktywacja – kliknij na nazwę blachy, aby ją aktywować.
Zagnieżdżenie – kliknij dwa razy na nazwę blachy, która zostanie automatycznie zagnieżdżona.
Menu wyskakujące – kliknij prawym przyciskiem na okienko, aby otworzyć menu wyskakujące. Menu zawiera następujące polecenia:
• Nowa Blacha służy do tworzenia nowej blachy
• Zmień blachę Zmienia rozmiar blachy.
• Odrzucenie Odrzuca aktualną blachę i zagnieżdżenie na niej.
• Zmień nazwę Zmienia nazwę aktualnej blachy.
• Zagnieżdżenie - Automatyczne zagnieżdżenie na aktualnej blasze
• Przesuń Zagnieżdżenie do (patrz niżej)
• Opcja Tekst Oznaczenia powoduje aktywację narzędzia oznaczenia tekstowego.
• Drukuj Dodatki (patrz poniżej)
Przesuń Zagnieżdżenie do
To narzędzie zmienia położenie całego zagnieżdżenia. Gdy wybierzesz to narzędzie, pojawi się poniższe okno.
„Lewo” to odległość zagnieżdżenia do lewej strony blachy. Jeżeli ta liczba jest ujemna, oznacza to, że zagnieżdżenie wybiegło poza krawędź blachy. Pola po prawej, na dole
i na górze działają w ten sam sposób.
Można zmieniać wartości lewą i dolną. Gdy wybierzesz „ZASTOSUJ”, zagnieżdżenie przesuwa się, a wartości (prawa i górna) w tym oknie zostaną zaktualizowane. „OK” jest
jak „ZASTOSUJ”, ale powoduje również zamknięcie tego okna.
0-5399PL Zagnieżdżenie 5-45
Page 95

iCNC Performance
Drukuj Dodatki
Użyj tego narzędzia do dodania własnych notatek na końcu arkusza wydruku. W przypadku drukowania zagnieżdżenia, te cztery linijki znajdą się na dole arkusza.
5.20.2. Lista części
To okno zawiera listę wszystkich otwartych kształtów geometrycznych. Lista jest uszeregowana alfabetycznie. Aktywne kształty geometryczne wyszczególnione są przez
niebieski pasek (w przypadku wyboru któregoś z kształtów).
Narzędzia te są dostępne w oknie kształtów geometrycznych:
Aktywacja – wybierz nazwę kształtu geometrycznego, aby go aktywować.
Kopiuj do blachy aktywnej – kliknij dwa razy na nazwę kształtu geometrycznego.
Menu wyskakujące – kliknij prawym przyciskiem na okienko, aby otworzyć menu wyskakujące. Menu zawiera następujące polecenia:
• Otwarte
• Odrzucenie
• Zmień nazwę, co spowoduje zmianę nazwy aktywnego kształtu.
• Kopiuj do zagnieżdżenia, które kopiuje aktywny kształt geometryczny do ustawień blachy aktywnej.
• Funkcja przesuń kształty do początku przesuwa zagnieżdżenie w taki sposób, że jego minimalne wartości X i Y są równe zero.
• Funkcja dodaj blachę tworzy nową blachę, zadaje parametry zagnieżdżenia i przechodzi do listy blach (okno blach).
• Przełącz Przełącznik Wł./Wył. Grupy przełącza Status aktywnego kształtu (kształtów) na grupę lub normalny. Jeżeli przed nazwą kształtu geometrycznego występuje
gwiazdka (*), jest on uważany za grupę.
• Właściwości DSTV wyświetlane są w formie okienka, które przedstawia dane odczytane z pliku DSTV.
• Rozmiar znamionowy domyślnie oznacza szerokość x długość danej części. To powoduje otwarcie okna dialogowego, które przedstawia znamionowe rozmiary części,
które użytkownik może zmienić jeżeli chce. Oprogramowanie NestInfo korzysta z rozmiarów znamionowych.
• Tekst Oznaczenia
5.21 Inne
5.21.1. Terminologia
Zagnieżdżenie
Zagnieżdżenie dzieli się w następujący sposób:
Element jest atomem zagnieżdżenia. Element jest najmniejszą częścią edytowalną. Istnieją cztery różne rodzaje elementów: linie, łuki, okręgi i punkty.
Prol jest kombinacją jednego lub więcej elementów, które są ze sobą połączone. W punkcie początkowym prolu następuje przebicie blachy i rozpoczyna się cięcie. W
punkcie końcowym prolu palnik zostaje podniesiony do góry i cięcie jest zatrzymane.
Kształt zawiera co najmniej jeden prol. Kształt jest częścią logiczną, posiadającą granicę i ewentualnie kilka otworów.
Zagnieżdżenie zawiera wszystkie kształty, lecz może być również puste.
Linia Przemieszczania
Linia Przemieszczania to ścieżka którą podąża palnik gdy nie wykonuje cięcia.
5-46 Zagnieżdżenie 0-5399PL
Page 96

iCNC Performance
5.21.2. Problemy?
Tu zestawiliśmy niektóre Problemy, które mogą pojawiać się od czasu do czasu, oraz ich rozwiązania.
1. Po uruchomieniu, ProMotion® Nest wyświetla następujący komunikat „Błąd Rejestracji! Skontaktuj się z Twoim dystrybutorem. Praca w trybie demonstracyjnym.”
i uruchamia tryb demonstracyjny.
KOMPUTER BIUROWY:
Do uruchomienia ProMotion® Nest wymaga pliku aktywacyjnego (license.txt) oraz klucza sprzętowego. Zaznacz następujące elementy:
• Klucz sprzętowy należy podpiąć do portu USB lub LPT komputera.
• Zainstalowano sterowniki do klucza sprzętowego.
• W katalogu ProMotion® Nest jest plik licencyjny (license.txt).
Jeżeli powyższe jest w porządku, może to oznaczać że twój plik licencyjny jest wadliwy. Skontaktuj się z Twoim dystrybutorem.
STEROWNIK iCNC:
Spróbuj zamknąć ProMotion® Nest a następnie uruchomić je ponownie. Jeżeli to nie pomogło, skontaktuj się z Twoim dystrybutorem.
5.21.3. DXF
Przegląd Ogólny
Format DXF jest obsługiwany przez większość dzisiejszych Programów CAD. Pliki DXF mogą występować zarówno w formacie ASCII, jak i w formatach binarnych. Ponieważ
pliki ASCII DXF są bardziej powszechne niż format binarny, termin plik DXF stosowany jest w odniesieniu do plików ASCII DXF.
Wymagania i Zalecenia
Pliki DXF są interfejsem pomiędzy oprogramowaniem CAD a oprogramowaniem zagnieżdżającym, jak ProMotion® Nest. Istnieją pewne zalecenia i wymagania dotyczące
tworzenia i konwersji plików DXF do oprogramowania ProMotion® Nest, które należy odnotować:
• Korzystne jest tworzenie kształtów na ich osobnych warstwach z nadaniem nazw takim warstwom, by można je było łatwiej rozpoznać (np. PROFILE). ProMotion® Nest
wykrywa obecność wielu warstw i pozwala użytkownikowi na wybór warstw, które chce wczytać.
• Jeżeli występuje większa ilość części, korzystne jest umieszczenie każdej z nich w osobnej warstwie (np. CZĘŚĆ 1, CZĘŚĆ 2 itp.).
• Oznakowanie liniowe i punktowe należy umieszczać na osobnych warstwach. Użyj obiektów PUNKT i OKRĄG do znakowania punktów.
• Narysuj części w skali 1:1. Nie przedstawiaj ich w skali. ProMotion® Nest odczytuje współrzędne w ich pierwotnym stanie z pliku DXF.
• Staraj się unikać powstawania przerw pomiędzy różnymi elementami. Użyj POLILINII lub innych obiektów które rysują linię ciągłą.
• Wszystkie obiekty do oznaczania (oznaczanie punktów, linii lub obiekty tekstowe) muszą znajdować się wewnątrz części. Obiekty zewnętrzne są ignorowane.
• Obsługiwane obiekty to LINIA, ŁUK, SPLAJN, OKRĄG, PUNKT, POLILINIA, WIERZCHOŁEK, ELIPSA, TEKST, MTEKST i SEQEND.
Niekompatybilne funkcje CAD
• Pliki DWG lub pliki binarne DXF w ogóle nie są obsługiwane.
• Inne niekompatybilne obiekty to WSTAW, OBRAZ i ZAKRESKUJ. Są również inne, ale te są najczę„ze.
Notatki dodatkowe
• Obiekty ELIPTYCZNE są przetwarzane na linie z maksymalnym dopuszczalnym błędem 0,1 mm. Poziom błędów można zmienić w plikach .ini.
• Tekst oznaczenia (obiekty formatu TEXT lub MTEXT) wymaga dodatkowego modułu oprogramowania „Oznaczanie Zaawansowane”.
• Zeskanowane rysunki przekształcone w format DXF zazwyczaj generują słaby kod CNC. Skaner generuje niepotrzebnie krótkie linie, np. długa, jednocalowa linia prosta
może składać się ze stu linii o długości 0,3 mm (0,01 in). Często zdarza się, że linie mogą być za krótkie lub w ogóle nie akceptowane. W takim przypadku ProMotion® Nest
pozostawia puste przerwy w tych miejscach, wskazując otwarte prole których nie da się zagnieździć dopóki wszystkie obiekty nie będą połączone. Jest to czasochłonne
i niewydajne. Spowoduje to generację dużo większych plików CNC, co prowadzi do dłuższego czasu operacyjnego sterownika CNC.
W przypadku używania zeskanowanych rysunków, należy je budować z jak najdłuższych elementów.
5.21.4. CNC-2
Opracowaliśmy zaawansowany język CNC - Robotic CNC-2. CNC-2 jest bardziej dokładny niż stare języki Programowania CNC-, ESSI- lub EIA-. Na dzień dzisiejszy oprogramowanie ProMotion® Nest jest jedynym oprogramowaniem, które obsługuje format CNC-2.
CNC-2 jest doskonały do wykonywania kopii zapasowych. Zapisuje nie tylko prol zagnieżdżenia, ale również blachę.
0-5399PL Zagnieżdżenie 5-47
Page 97

iCNC Performance
5.21.5. Oznakowanie liniowe i punktowe
Jeżeli zagnieżdżenie zawiera oznakowania liniowe lub punktowe, będą one scalone z zagnieżdżonymi kształtami. Nie można dodawać, przesuwać lub zmieniać oznakowań,
chyba że przesuwane są również kształty. Jedyną rzeczą którą można zrobić z samym oznakowaniem to usunięcie go.
Gdy ProMotion® Nest generuje Program cięcia, umieszcza oznakowanie przed wykonaniem cięcia w kolejności czynności procesowych. Oznacza to, że jeżeli kształt zawiera
oznakowanie liniowe lub punktowe, oznakowanie to zostanie wykonane najpierw, a cięcie po zakończeniu oznakowania.
Prole oznakowania liniowego przedstawione są w kolorze czarnym.
Punkty oznakowania rysowane są jako czarne okręgi z krzyżykiem w środku.
5.21.5. Programowanie EIA
Opis funkcji
Istnieją dwa rodzaje funkcji. Te które deniują ruch maszyny tnącej i te, które deniują inne specykacje (tj.: „palnik włączony”). Wszystkie funkcje mają pewien identykator,
który można zmienić w opcjach EIA (patrz opcje ProMotion® Nest). Opis funkcji:
Objaśnienia:
ID to łańcuch deniujący funkcję.
X, Y, I i J są współrzędnymi. Litera X, Y, I lub J musi być na początku, a bezpośrednio za nią powinny znajdować się współrzędne (jak np. X123.456 Y-12.3 I1234 J0).
Ruch z prędkością przyspieszoną: ID X Y
Cięcie liniowe: ID X Y
Łuk: ID X Y I J
Okrąg: ID I J
Wszystkie pozostałe funkcje: ID
Przykład 1
(Komentarze są w nawiasach)
G90
(Tryb bezwzględny)
G21
[Użyj jednostek metrycznych (milimetry)]
G00X100Y300
(Przesunięcie do punktu 100, 300)
G41
(kompensacja nacięcia w lewo)
M03
(Palnik gazowy włączony)
G01X100Y400
(Cięcie liniowe do punktu 100, 400)
G02X200Y400I150J400
(Łuk zgodny z kierunkiem ruchu wskazówek zegara do punktu 200, 400 środek łuku w punkcie 150, 400)
G32I150J350
(Koło zgodne z kierunkiem wskazówek zegara o promieniu 50 i środku w punkcie 150, 350)
M05
(Palnik gazowy wyłączony)
M02
(Koniec Programu)
5-48 Zagnieżdżenie 0-5399PL
Page 98

iCNC Performance
Przykład 2
G00X100Y100
M03
G32I50J0
M05
M02
Jak można zauważyć kompensacja szerokości nacięcia, tryb Programowania oraz rodzaj jednostek nie są zdeniowane. W tym przypadku zastosowano wartości domyślne.
Wartości domyślne można ustawić w opcjach EIA oprogramowania ProMotion® Nest. Załóżmy, że tryb Programowania jest bezwzględny, lecz kody I i J są przyrostowe, a
jednostkami są milimetry. W takim przypadku Program stworzyłby okrąg, którego środek znajdowałby się w punkcie 150 (100 + 50), 100 (100 + 0). Jeżeli kody I i J są również
bezwzględne, wtedy środek okręgu znajduje się w punkcie 50,0.
5.21.7. Wyślij Do
Jeżeli w katalogu Wyślij Do, w Programie Windows, zostanie dodany skrót do ProMotion® Nest, będzie można przesyłać pliki do ProMotion® Nest bezpośrednio z Windows
Explorera.
5.21.8. pliki .ini
W katalogu, w którym zainstalowane jest oprogramowanie ProMotion® Nest znajduje się katalog o nazwie ini. Ten katalog zawiera pliki konguracyjne, które są bardzo
przydatne w niektórych sytuacjach.
Format każdego pliku .ini jest taki sam. Format to:
ID, TYPE, DATA, INFO
ID jest numerem identykacyjnym tego ustawienia. Nie zmieniaj go!
TYP oznacza typ DANYCH. Nie zmieniaj go!
DANE to ustawienie aktualne. Możesz to zmodykować.
INFO jest skrótowym opisem tego ustawienia. Możesz to zmodykować jeżeli chcesz.
Poniżej przykład z tools.ini
Port 10,1,1,DNC COM [domyślnie: 1]
ID = 10
TYP = 1
DANE = 1
INFO = Złącze COM DNC [domyślnie: 1]]
Krótki opis niektórych plików .ini:
Plik tools.ini jest prawdopodobnie najistotniejszym plikiem ini. Tutaj można zmieniać funkcjonowanie niektórych narzędzi oraz ustawić marginesy niektórych błędów. Ustawienia tutaj zawarte są tak zaprogramowane, że w większości przypadków użytkownik nie musi w nie ingerować. Te ustawienia są przeznaczone do sytuacji wyjątkowych,
gdzie ustawienia standardowe nie są wystarczające.
ui.ini zawiera pewne ustawienia odnoszące się do interfejsu użytkownika.
5.21.9. Parametry wiersza poleceń
Dostępnych jest kilka parametrów linii poleceń, które można użyć podczas uruchamiania ProMotion® Nest.
-min - Uruchamia oprogramowanie ze zminimalizowanym oknem.
– czy ten parametr musi być używany z plikiem CNC. Gdy korzystamy z tego parametru, ProMotion® Nest wczytuje plik z danymi pierwotnymi. Następnie wysyła plik do
cięcia, kasuje ustawienia zagnieżdżenia i minimalizuje się. Ten parametr jest przydatny tylko w przypadku zastosowania sterownika iCNC.
Przykład zastosowania:
pmnest.exe -is C:\CIĘCIEPrograms\testFile.eia
0-5399PL Zagnieżdżenie 5-49
Page 99

iCNC Performance
Tę stronę celowo pozostawiono pustą.
5-50 Zagnieżdżenie 0-5399PL
Page 100

iCNC PERFORMANCE
Lewy boczny
Art# A-00512PL
Szerokość grubość piły tarczowej
cia
Przeciągnij przewody
Stopionego Metalu
ROZDZIAŁ 6: KONSERWACJA I ROZWIĄZYWANIE PROBLEMÓW
6.1 Serwisowanie
Raz w
Sprawdź przyciski pod kątem zużycia.
tygodniu
Co miesi¹c Sprawdź kable pod kątem zużycia. Sprawdź, czy wszystkie złącza są prawidłowo połączone.
Wyczyść i sprawdź szyny
Wyczyść śrubę mechanizmu podnoszącego i szyny
6.2 Jakość cięcia
Jakość cięcia
Jakość cięcia wymagania różnią się w zależności od zastosowania. Na przykład, azotek budowa i kąta stożkowego może być głównymi czynnikami podczas powierzchnia będzie
przyspawana po przycięciu. Kożuchy tnący jest ważne przy wykończeniu jakość cięcia jest potrzebne, by uniknąć dodatkowego czyszczenia. Jakość cięcia może się różnić w przypadku
różnych materiałów, o różnej grubości.
Powierzchnia cię
Kąt cięcia
Prawej strony
Kąt cięcia
Góry Odpryskami
Kożuchy
Tworzenie
Powierzchnia cięcia
Kąta stożkowego
Zaokrąglanie
narożników na
górnej krawędzi
Art# A-00007PL
Powierzchnia cięcia
Stan (gładkie lub szorstkie) z powierzchni cięcia.
Kąta stożkowego
Kąt pomiędzy powierzchnią krawędź cięcia i płaszczyzną prostopadłą do powierzchni płytki. Idealnie prostopadłe cięcie mogłoby doprowadzić do 0° kąta stożkowego.
Zaokrąglenie krawędzi górnej
Zaokrąglanie narożników na górnej krawędzi cięcia ze względu na zużywanie się od pierwszego kontaktu z łuku plazmowego do obróbki.
Kożuchy i góry odpryskami stopionego metalu
Kożuchy jest stopiony materiał, który nie zostanie wydmuchany z miejsce cięcia i ponownie zastyga na płycie. Góra odpryskami stopionego metalu jest kożuchy zbierająca
się na górnej powierzchni obrabianego przedmiotu. Nadmierne kożuchy mogą wymagać dodatkowych prac porządkowych po przycięciu.
Szerokość grubość piły tarczowej
Szerokość materiału podczas cięcia.
Azotek budowania
Azotek osadów, które mogą pozostać na brzegu cięcia stali węglowej gdy azot występuje w osoczu strumienia gazu. Azotek buildups może spowodować trudności jeżeli
stal jest spawane po procesie rozbioru.
Kierunek cięcia
Lampkę wirującą plazmą strumienia gazów opuszczających pochodnię do utrzymania gładkiej kolumny gazu. To efekt zawirowania w jedną stronę a kawałek jest bardziej
kwadratowe niż inne. Patrząc w kierunku jazdy, z prawej strony jest bardziej kwadratowe niż w lewo.
0-5399PL SERWISOWANIE / ROZWIĄZYWANIE PROBLEMÓW 6-1
 Loading...
Loading...