

Page 1

Thermal-Dynamics.com
®
24V
DC
VSTUPNÍ NAPĚTÍ
iCNC PERFORMANCE
CNC CONTROLLER
Návod k
obsluze
Revize: AB Datum vydání: Únor 2016 Příručce číslo : 0-5399CS
Page 2

®
OCEŇUJEME VAŠE PODNIKÁNÍ!
Blahopřejeme vám k novému výrobku od značky Thermal Dynamics. Jsme rádi, že jste naším zákazníkem, a budeme usilovat
o to, abychom vám poskytovali ty nejlepší a nejspolehlivější služby v odvětví Tento výrobek je podpořen rozsáhlou zárukou a
celosvětovou servisní sítí. Pro kontaktní informace na nejbližšího distributora či servisní agenturu se obraťte na telefonní číslo
1-800-752-7622 nebo navštivte naše internetové stránky na adrese: www.thermal-dynamics.com.
V tomto návodu jsou zpracovány pokyny ohledně správné instalace a používání výrobku společnosti Thermal Dynamics. Vaše
spokojenost s tímto výrobkem a jeho bezpečné provozování jsou našimi hlavními zájmy. Proto věnujte čas přečíst celý návod k
obsluze, zejména bezpečnostní opatření. Tato opatření vám pomohou se vyhnout možným rizikům spojeným s použitím tohoto
výrobku.
JSTE V DOBRÉ SPOLEČNOSTI!
Doporučená značka pro všechny poskytovatele služeb a výrobce na celém světě.
Společnost Thermal Dynamics je globální značkou Manuální a automatizace řezacích výrobků
Lišíme se od konkurence předními inovacemi na trhu a spolehlivými výrobky, které obstály ve zkoušce času. Zakládáme si na
technické inovaci, konkurenčních cenách, vynikajícím dodání, prvotřídním zákaznickém servisu a technické podpoře, spolu s
mimořádnými prodejními a marketingovými zkušenostmi.
Především jsme se zavázali k rozvoji technologicky vyspělých produktů k dosažení bezpečnější pracovní prostředí v rámci odvětví
svařování.
Page 3

Varování
!
iCNC Performance
Návod k obsluze C. 0-5399CS
Vydavatel:
Tepelná dynamika Corporation.
2800 Airport Rd.
Denton, Texas 76207
www.thermal-dynamics.com
© Autorská práva 2013, 2014, 2015, 2016 v
Thermal Dynamics Corporation.
Před instalací, provozováním a údržbou zařízení si přečtěte celou příručku a bezpečnostní
postupy pro zaměstnance tak, abyste je pochopili.
Přestože informace obsažené v příručce vyjadřují názor výrobce, výrobce nepřebírá za jejich
použití žádnou zodpovědnost.
Všechna práva vyhrazena.
Kopírování tohoto dokumentu nebo jeho částí bez písemného souhlasu vydavatele je zakázáČ.
Vydavatel nepřebírá žádnou odpovědnost a tímto se zříká jakékoliv odpovědnosti vůči jakékoliv straně za jakoukoliv ztrátu nebo škodu způsobenou
případnou chybou či opomenutím v tomto návodu, ať už by taková chyba vyplývala z nedbalosti, omylu, či z jiné příčiny.
Datum zveřejnění: 19. srpna, 2015
Datum revize : Únor 2016
Pro účely záruky zapište následující informace:
Místo zakoupení: ___________________________________
Datum zakoupení:______________________________________
iCNC Performance Sériové číslo:_____________________________
Page 4

SEZNAMTE S TOUTO PŘÍRUČKOU OBSLUHU ZAŘÍZENÍ.
UPOZORNĚNÍ
DALŠÍ KOPIE SI VYŽÁDEJTE U DISTRIBUTORA.
Tato PŘÍRUČKA je určena pro zkušenou obsluhu. Jestliže nejste zcela seznámeni se
zásadami bezpečné práce se zařízeními pro obloukové svařování a řezání, doporučujeme Vám prostudovat si naši brožuru „Opatření a bezpečné postupy pro obloukové svařování, řezání a drážkování,“ formulář 52-529. NEDOVOLTE nezaškoleným
osobám zařízení obsluhovat, instalovat nebo udržovat. NEPOKOUŠEJTE SE zařízení instalovat ani obsluhovat bez důkladného pročtení této příručky a jejího plného
porozumění. Jestliže jste příručce neporozuměli dokonale, kontaktujte svého dodavatele pro více informací. Před instalací a jakoukoli obsluhou zařízení si přečtěte
Bezpečnostní pokyny.
ODPOVĚDNOST UŽIVATELE
Toto zařízení bude pracovat v souladu s touto příručkou, štítky nebo s přílohami, jestliže je instalováno, obsluhováno,
udržováno a opravováno ve shodě s přiloženými pokyny. Zařízení musí být pravidelně kontrolováno. Nefunkční nebo
nedostatečně udržované zařízení by nemělo být používáno. Nefunkční, chybějící, opotřebované, poškozené nebo
znečištěné součásti by měly být ihned vyměněny. Stane-li se oprava nebo výměna nezbytnou, výrobce doporučuje podat
písemnou nebo telefonickou žádost o servisní pokyny u autorizovaného distributora, u kterého bylo zařízení zakoupeno.
Zařízení ani žádná jeho část by neměla být zaměňována bez předchozího písemného souhlasu výrobce. Uživatel zařízení nese plnou odpovědnost za poruchy vzniklé v důsledku nesprávného používání, špatné údržby, poškození či záměny
provedené kýmkoliv jiným než výrobcem nebo servisem stanoveným výrobcem.
!
PŘED INSTALACÍ A POUŽÍVÁNÍM ZAŘÍZENÍ SI PROSTUDUJTE UŽIVATELSKOU PŘÍ-
RUČKU TAK, ABYSTE JÍ ROZUMĚLI.
CHRAŇTE SEBE I OSTATNÍ!
Page 5

PROHLÁŠENÍ O SHODĚ
Podle
Směrnice o nízkém napětí 2014/35/EU, která vstoupila v platnost dne 20. dubna 2016
Směrnice EMC 2014/30/EU, která vstoupila v platnost dne 20. dubna 2016
Směrnice o omezení používání některých nebezpečných látek 2011/65/EU, která vstoupila v
platnost dne 2. ledna 2013
Typ vybavení
CNC ovladač plazmového řezání
Označení typu atd.
iCNC Performance, od výrobního čísla ????
Značka nebo obchodní značka
Thermal Dynamics
Výrobce nebo jeho oprávněný zástupce usazený v EHP
Jméno, adresa a telefonní číslo:
Victor Technologies Group Inc.
2800 Airport Rd
Denton TX 76207 USA
Telefon: +01 800 426 1888, FAX: +01 603 298 7402
Při návrhu byla použita následující harmonizovaná norma platná v Evropském hospodářském prostoru:
IEC 61000-4-2: 2008, Elektrostatická výbojová odolnost
IEC 61000-4-3:2006 +A1:2007 +A2:2010, Vyzařovaný, radiofrekvenční, Elektromagnetická odolnost
IEC 61000-4-4:2012, Elektrický rychlý zákmit / výboj imunity
IEC 61000-4-6: 2008, Provádí radiofrekvenční Elektromagnetická odolnost
IEC 61000-4-8:2009, Magnetické pole síťového kmitočtu imunity
CISPR 11:2009 +A1:2010, Elektrické sítě odváděné emise
CISPR 11:2009 +A1:2010, Vyzařování
Splňuje IEC 61010-1:2010 Bezpečnostní požadavky na elektrická měřicí, řídicí a laboratorní zařízení - část 1:
Všeobecné požadavky
Dodatečné informace: Omezené použití, zařízení třídy A, určené pro použití v jiném než obytném prostředí.
Podpisem tohoto dokumentu níže podepsaný jakožto výrobce nebo jeho autorizovaný zástupce usazený
na území Evropského hospodářského prostoru prohlašuje, že dotyčné zařízení splňuje výše uvedené
bezpečnostní požadavky.
Datum Podpis Poloha
15. září, 2016 Viceprezident,
John Boisvert Globální řezání
Mechanizované řezání
2016
Page 6

OBSAH
Oddíl 1: BEZPEČNOSTNÍ ............................................................................................................................... 1-1
1.01 Bezpečnostní opatření ........................................................................................................................ 1-1
Oddíl 2: SPECIFIKACE .................................................................................................................................. 21
2.1 Popis systému ..................................................................................................................................... 2-1
2.2 Specikace .......................................................................................................................................... 2-1
Oddíl 3: PROVOZ .......................................................................................................................................... 3-1
3.1 Přehled hlavní obrazovky .................................................................................................................... 3-1
3.2 Výběr procesu / plazma a plyn ............................................................................................................ 3-6
3.3 Tlačítka předního panelu ..................................................................................................................... 3-8
3.4 Popisy a funkce tlačítka ZAP./VYP. ...................................................................................................... 3-10
3.5 Popisy a funkce přídavného tlačítka .................................................................................................. 3-11
3.6 Popisy a funkce plazmového tlačítka ................................................................................................. 3-12
3.7 Popis a funkce tlačítka řezání plamenem .......................................................................................... 3-12
3.8 Zahájení postupu .............................................................................................................................. 3-14
3.9 Návrat do základní polohy ................................................................................................................. 3-14
3.10 Ovládání směru ................................................................................................................................. 3-14
3.11 Rychlé zobrazení parametru ..............................................................................................................3-15
3.12 Jak postupovat v případě, že nastanou potíže ................................................................................... 3-17
3.13 Pokročilé funkce volby procesu .......................................................................................................... 3-19
Oddíl 4: iHC ................................................................................................................................................ 4-1
4.1 Sekvence děrování/řezání ................................................................................................................... 4-1
4.2 Uživatelské rozhraní iHC ...................................................................................................................... 4-2
4.3 Hlavní nastavení .................................................................................................................................. 4-4
4.4 Nastavení systému a diagnostické nabídky ......................................................................................... 4-5
ODDÍL 5: NEST ............................................................................................................................................. 5-1
5.1 ProMotion® Nest .................................................................................................................................. 5-1
5.2 Lišta nástrojů ...................................................................................................................................... 5-3
5.3 Funkce lišty nástrojů ........................................................................................................................... 5-4
5.4 Nabídka souboru ............................................................................................................................... 5-21
5.5 Zobrazit Nabídku ............................................................................................................................... 5-22
5.6 Nabídka nástrojů ............................................................................................................................... 5-23
5.7 Značení ............................................................................................................................................. 5-28
5.8 Automatické skládání polohy dílů ..................................................................................................... 5-29
5.9 Řezání ............................................................................................................................................... 5-30
5.10 Zvláštní nástroje ................................................................................................................................ 5-33
5.11 Pravítko ............................................................................................................................................. 5-36
5.12 Nabídka možnosti ............................................................................................................................. 5-36
5.13 Možnosti ESSI .................................................................................................................................... 5-39
5.14 Možnosti vstupů EIA .......................................................................................................................... 5-41
5.15 Možnosti výstupů EIA ........................................................................................................................ 5-43
5.16 Možnosti skládání polohy dílů ........................................................................................................... 5-44
5.17 Jazykové možnosti ............................................................................................................................ 5-45
5.18 Registrační nabídka........................................................................................................................... 5-45
5.19 Nabídka Nápověda ............................................................................................................................ 5-45
5.20 Seznam systému Windows ................................................................................................................ 5-45
5.21 Různé ................................................................................................................................................ 5-47
Page 7

OBSAH
ODDÍL 6: ÚDRŽBA A ODSTRAŃOVÁNÍ ZÁVAD .................................................................................................... 6-1
6.1 Údržba ................................................................................................................................................ 6-1
6.2 Kvalita řezu ......................................................................................................................................... 6-1
6.3 Kvalita řezání plamenem .....................................................................................................................6-2
6.4 Odstrańování Závad ............................................................................................................................ 6-4
6.5 Náhradní Díly ...................................................................................................................................... 6-6
PROHLÁŠENÍ O ZÁRUCE ................................................................................................................................... 1
Page 8

iCNC PERFORMANCE
ODDÍL 1: BEZPEČNOSTNÍ
1.01 Bezpečnostní opatření
VAROVÁNÍ: Tato bezpečnostní opatření jsou určena k vaší ochraně. Shrnují bezpečnostní informace z odkazů uvedených v části
Další bezpečnostní informace. Před provedením instalace nebo provozních postupů si přečtěte níže uvedené bezpečnostní pokyny a postupujte podle nich, stejně jako všechny ostatní příručky, bezpečnostní listy, štítky atd. Nedodržení bezpečnostních poky-
nů může způsobit zranění či smrt.
CHRAŇTE SEBE I OSTATNÍ -- Některé svářecí, řezací a drážkovací procesy jsou hlučné a vyžadují použití ochrany sluchu.
Oblouk, podobně jako slunce, vyzařuje ultraalové záření (UV) a další typy záření a může mít negativní účinky na pokožku
a zrak. Horký kov může způsobit popáleniny. Výcvik správného používání procesů a vybavení je základním faktorem při
předcházení nehodám. Proto:
1. Na pracovišti vždy používejte bezpečnostní brýle s bočními štítky, a to i v případě, že jsou požadovány svářečské přilby, obličejové
štíty a ochranné brýle.
2. Používejte ochranný štít, který je opatřen správným ltrem a krycími deskami, aby chránil oči, obličej, krk a uši před jiskrami a paprsky oblouku při provozu nebo při sledování. Upozorněte v blízkosti stojící osoby, aby nehleděli do oblouku a aby se nevystavovali
paprskům elektrického oblouku nebo horkému kovu.
3. Používejte rukavice odolné proti ohni, triko s dlouhým rukávem, manžetové kalhoty, vysoké boty a svařovací přilbu nebo čepici na
ochranu vlasů, které vás ochrání před paprsky oblouku a horkými jiskrami nebo horkým kovem. Na ochranu před sálavým teplem
a jiskrami může být žádoucí svářečská zástěra.
4. Horké jiskry či kov se mohou zachytit ve srolovaných rukávech, manžetách na nohavicích nebo kapsách. Rukávy a límce by měly
být neustále zapnuty a v předních částech oděvu by neměly být otevřené kapsy.
5. Ochránit ostatní pracovníky před paprsky oblouku a horkými jiskrami pomocí vhodných nehořlavých příček nebo předělů.
6. Při štěpení trusky nebo broušení používejte ochranné brýle nasazené na bezpečnostní brýle. Odštípnutá struska může být horká a
může létat daleko. V blízkosti stojící osoby by měly také nosit ochranné brýle přes bezpečnostní brýle.
OHEŇ A VÝBUCH -- Horký plamen a oblouk mohou být příčinou požáru. Horká struska či jiskry mohou být také příčinou požáru a výbuchů. Proto:
1. Odstraňte všechny hořlavé materiály z pracoviště nebo zakryjte všechny materiály ochranným nehořlavým pokrytím. Mezi hořlavé
materiály patří dřevo, látka, piliny, kapalná a plynná paliva, rozpouštědla, nátěry a potahy, papír atd.
2. Horké jiskry nebo horký kov mohou propadnout prasklinami nebo štěrbinami v podlahách nebo stěnových otvorech a způsobit
skrytý doutnající oheň nebo požáry v nižším podlaží. Ujistěte se, zda jsou tyto otvory chráněny před horkými jiskrami a kovem.
3. Neprovádějte sváření, řezání ani jiné horké činnosti, dokud obrobek nebude zcela očištěn tak, aby na něm neulpívaly žádné látky,
které by mohly vytvořit hořlavé či toxické výpary. Neprovádějte horké postupy na uzavřených nádobách. Mohou explodovat.
4. Mít zařízení pro hašení požáru, které je vhodné pro okamžité použití, jako je zahradní hadice, vodní věž, kyblík s pískem nebo
přenosný hasicí přístroj. Zajistěte, abyste byli vyškoleni v jeho používání.
5. Nepoužívejte zařízení nad rámec jeho jmenovitých hodnot. Například, přetížený svařovací kabel se může přehřát a vznikne tak
riziko vzniku požáru.
6. Po dokončení činnosti zkontrolujte pracovní oblast a ujistěte se o nepřítomnosti horkých jisker či horkého kovu, které by později
mohly vyvolat požár. V případě potřeby použijte požární hlídky.
7. Pro další informace viz norma NFPA 51B, „Prevence požáru při použití řezacích a svařovacích procesů“, která je k dispozici u: National
Fire Protection Association, na adrese: Battery march Park, Quincy, MA 02269.
ÚRAZ ELEKTRICKÝM PROUDEM -- Kontakt s živými elektrickými částmi a zemí může způsobit vážné zranění nebo smrt. NEPOUŽÍVEJTE při svařování střídavý proud ve vlhkých oblastech, pokud je pohyb omezen či hrozí nebezpečí pádu.
1. Ujistěte se, že je rám napájecího zdroje (šasi) připojen k uzemňovacímu systému napájení.
2. Připojte obrobek ke správnému elektrickému uzemnění.
3. Připojte pracovní kabel k obrobku. Špatné nebo chybějící připojení může vést ke smrtelnému úrazu elektrickým proudem.
4. Používejte dobře udržované vybavení. Nahradit opotřebené či poškozené kabely.
5. Vše udržujte v suchu, včetně oděvu, pracovního prostoru, kabelů, držáku hořáku a elektrody a napájecího zdroje.
0-5399CS BEZPEČNOSTNÍ POKYNY 1-1
Page 9

iCNC PERFORMANCE
6. Ujistěte se, že všechny části vašeho těla jsou izolovány od obrobku a od země.
7. Nestůjte přímo na kovu nebo na zemi, pokud pracujete ve stísněných či vlhkých prostorách; stůjte na suchých deskách nebo na
izolační podložce a noste obuv s pryžovou podrážkou.
8. Před zapnutím napájení si oblečte suché, neděravé rukavice.
9. Než si sundáte rukavice, vypněte napájení.
10. Pro konkrétní doporučení ohledně uzemnění viz ANSI/ASC Norma Z49.1 (uvedené na příští straně). Nezaměňte si pracovní vedení
s uzemňovacím kabelem.
ELEKTRICKÁ A MAGNETICKÁ POLE — Mohou být nebezpečná. Elektrický proud protékající jakýmkoliv vodičem způsobuje
lokalizovaná elektromagnetická pole (EMF). Svářecí a řezací proud vytváří okolo svářecích kabelů a svářecích strojů elektromagnetické pole. Proto:
1. Svářeči používající kardiostimulátor se musí před svářením poradit se svým lékařem. Elektromagnetická pole mohou mít vliv na
funkci kardiostimulátorů.
2. Vystavování se účinkům EMF může mít i další zdravotní důsledky, které nejsou známy.
3. Svářeči jsou povinni používat následující postupy pro minimalizaci expozice vůči účinkům elektromagnetického pole:
A. Veďte elektrodové a pracovní kabely dohromady. Pokud to bude možné, zajistěte je páskou.
B. Nikdy si neovinujte kabel hořáku ani pracovní kabel okolo těla.
C. Nevstupujte tělem do prostoru mezi hořákem a pracovními kabely. Veďte kabely po stejné straně vašeho těla.
D. Připojte pracovní kabel k obrobku co nejblíže k místu svařování.
E. Udržujte zdroj napájení a kabely co nejdále od těla.
VÝPARY A PLYNY -- Výpary a plyny mohou způsobit nevolnost či úraz, zejména ve stísněném prostoru. Nevdechujte výpary ani
plyny. Stínící plyny mohou způsobit zadušení.
Proto:
1. Na pracovišti vždy zajistěte vhodné (přirozené či mechanické) odvětrávání. Neprovádějte sváření, řezání či drážkování u materiálů
jako např. galvanizovaná ocel, nerezová ocel, měď, zinek, olovo, berylium či kadmium, pokud nebude zajištěno pozitivní mechanické
odvětrávání. Nevdechujte výpary z těchto materiálů.
2. Nepoužívejte v blízkosti použití odmašťovacích prostředků a postřiků. Tepelné nebo obloukové paprsky mohou reagovat s chlorovanými uhlovodíkovými parami za vzniku fosgenu, vysoce toxického plynu, a jiných dráždivých plynů.
3. Pokud si vyvoláte podráždění očí, nosu či krku při obsluze, je to známka nedostatečného odvětrávání. Zastavte práci a přijměte
potřebné kroky ke zlepšení odvětrávání na pracovišti. Nepokračujte v obsluze, pokud tělesné obtíže trvají.
4. Pro specická doporučení ohledně odvětrávání viz norma ANSI/ASC Z49.1 (viz uvedení níže).
5. Varování: Tento výrobek obsahuje chemikálie, včetně olova, známého ve Státě Californie jako látka, která způsobuje vrozené vady
a další reprodukční poruchy. Po manipulaci si umyjte ruce.
MANIPULACE S TLAKOVÝMI NÁDOBAMI -- Tlakové nádoby mohou při špatné manipulaci prasknout a prudce uvolnit plyn. Náhlé
roztržení válce, ventilu nebo odlehčovacího zařízení může zranit nebo zabít. Proto:
1. Pro tento proces použijte správný plyn a použijte správný regulátor pro snížení tlaku, který je určen k provozu z válce se stlačeným
plynem. Nepoužívejte adaptéry. Udržujte hadice a armatury v dobrém stavu. Dodržujte pokyny výrobce k montáži regulátoru na
nádobu se stlačeným plynem.
2. Tlakové nádoby vždy zajistěte ve vzpřímené poloze pomocí řetězu nebo popruhu na vhodném ručním vozíku, podvozku, lavičce,
stěně, sloupcích nebo stojanech. Nikdy nepokládejte tlakové nádoby na pracovní stoly nebo armatury, kde by se mohly stát součástí
elektrického obvodu.
3. Pokud je nepoužíváte, udržujte ventily válců uzavřené. Pokud není připojen regulátor, použijte ochranný kryt ventilu. Zabezpečte a
převážejte tlakové nádoby pomocí vhodných ručních vozíků. Zabraňte hrubému zacházení s tlakovými nádobami.
4. Umístit tlakové nádoby z dosahu vysokých teplot, jisker a plamene. Nikdy nezapalujte oblouk na tlakové nádobě!
5. Pro další informace viz norma CGA P-1, „Opatření pro bezpečnou manipulaci se stlačeným plynem v tlakových nádobách“, která je
k dispozici u Compressed PLYN Association, na adrese - 1235 Jeerson Davis Highway, Arlington, VA 22202.
1-2 BEZPEČNOSTNÍ POKYNY 0-5399CS
Page 10

iCNC PERFORMANCE
ÚDRŽBA VYBAVENÍ -- Závadné nebo nesprávně udržované zařízení může způsobit zranění či smrt. Proto:
1. Prováděním instalace, odstraňování závad a údržbářských prací vždy pověřujte kvalikovaný personál. Neprovádějte
žádné elektrické práce, pokud k nim nemáte požadované kvalikace.
2. Před provedením jakékoli údržby uvnitř zdroje napájení odpojte zdroj napájení od přívodu elektrické energie.
3. Udržujte kabely, uzemňovací vodič, připojení, napájecí kabel a zdroj napájení v bezpečném a funkčním stavu. Neprovozujte žádné
zařízení, které má závadu.
4. Nepoužívejte žádné zařízení či příslušenství proti účelu použití. Uchovávejte zařízení mimo zdroje tepla, např. pece, vlhké prostředí,
např. kaluže vody, olej nebo mastnota, korozivní atmosféra a nepříznivé počasí.
5. Všechna bezpečnostní zařízení a kryty skříní uchovávejte na místě a v dobrém stavu.
6. Použijte vybavení pouze k zamýšlenému účelu. Žádným způsobem je neměňte.
DODATEČNÉ BEZPEČNOSTNÍ INFORMACE -- Pro více informací o bezpečných postupech při použití zařízení na svařování a řezání
elektrickým obloukem si vyžádejte u svého dodavatele kopii dokumentu „Bezpečnostní opatření a bezpečnostní postupy při svařování, řezání a drážkování obloukem“, Formulář 52-529.
Doporučujeme vám následující publikace, které jsou k dispozici u American Svařování Society, 550 N.W. LeJuene Road, Miami, FL 33126:
1. ANSI/ASC Z49.1 -„Bezpečnost při sváření a řezání“.
2. AWS C5.1 -„Doporučené postupy pro svařování plazmovým obloukem“.
3. AWS C5.2 -„Doporučené postupy pro řezání plazmovým obloukem“.
4. AWS C5.3 -„Doporučené postupy pro drážkování a řezání uhlíkovou elektrodou“.
5. AWS C5.5 -„Doporučené postupy pro svařování wolframovými elektrodami“.
6. AWS C5.6 -„Doporučené postupy pro obloukové svařování v ochranné atmosféře tavící se elektrodou“.
7. AWS SP -„Bezpečné postupy“- Dotisk, příručka pro svařování.
8. ANSI/AWS F4.1, „Doporučené bezpečnostní postupy pro svařování a řezání kontejnerů, ve kterých byly uloženy nebezpečné látky.“
9. Norma CSA - W117.2 = Bezpečnost při svařování, řezání a souvisejících postupech.
0-5399CS BEZPEČNOSTNÍ POKYNY 1-3
Page 11

iCNC PERFORMANCE
NEBEZPEČÍ
VAROVÁNÍ
UPOZORNĚNÍ
15
Význam symbolů - stejně jako v celé této příručce se rozumí Pozor ! Být ve střehu! Jedná se o vaši
bezpečnost.
Prostředky bezprostřední nebezpečí které-pokud se vyhnout, bude mít za následek
okamžité a vážné zranění nebo ztráty na životech.
Znamená potenciální nebezpečími, která by mohla mít za následek zranění nebo
UPOZORNĚNÍ
Třída krytu
Kód IP označuje třídu krytu, tj. stupeň ochrany proti průniku pevných předmětů nebo vody. Ochrana je zajištěna proti doteku prstem, průniku
pevných prvků nad 12 mm a proti rozstřikující se vodě o teplotě do 60 stupňů od svislé roviny. Vybavení označené IP21S je možné skladovat,
ale není určeno k použití ve venkovním prostředí za srážek, pokud není chráněno střechou.
ztráty na životech.
Znamená nebezpečími, která by mohla vést k menší zranění.
Tento produkt je určena výlučně pro plazmové řezání. Veškeré další způsoby použití
mohou vést ke zranění a/nebo poškození vybavení.
UPOZORNĚNÍ
Pokud je zařízení umístěno na ploše sklonu větší než
15 °, může dojít k překlOtevřítí. Osobní úraz anebo
významné poškození vybavení je možné.
Art# A-12736
°
Art# A-12726
UPOZORNĚNÍ
Abyste předešli zranění osob a/nebo poškození
zařízení, proveďte zdvihnutí metodou a pomocí bodů
připojení, které jsou zde uvedeny.
1-4 BEZPEČNOSTNÍ POKYNY 0-5399CS
Page 12

iCNC PERFORMANCE
Oddíl 2: SPECIFIKACE
2.1 Popis systému
iCNC Performance je určeno pro řízení tvarového řezání. Performance iCNC má ovládání pohybu, I/O, uživatelské rozhraní a volitelné ovládání výšky plazmy vše
vestavěné v jednom balíku. Tyto jednotky nejsou opravitelné v terénu. Neoprávněné otevření jednotky způsobí neplatnost záruky.
2.2 Specikace
Procesor 2, Intel (sekundární procesor pro pohyb & I/O)
Operační systém Vestavěné Windows 7
Ram 2GB
Eternetové porty 1 RJ-45 a 1 WLAN
USB porty 2, 1 Na zadní stěně (USB2.0) + 1 na dveřích (USB2.0)
Sériové porty 1 port RS-422/485 na 9kolíkovém konektoru d-sub
Harddisk 120GB SATA SSD
Ovládací konzola Celkem 35 tlačítek a digitální potenciometr
Zobrazení 15“ s dotykovým panelem (rezistivním)
Číslo I/O 20 výstupů a 16 vstupů
Typ I/O Výstupy a vstupy jsou uzemnění
Dostupné osy 1-2 Y, 1 X, volitelné 1Z (iHC)
Výchozí rozhraní pohonů Analogový signál rychlosti +-10V, krok/směr (2 osový příkaz), inkrementální vstupy kodéru
Integrované ovládání výšky plazmy Volitelné ovládání výšky iHC
Vstupní napájení CNC ve Voltech (Ampérech) 24VDC (5A), s volitelným iHC 24VDC 6A.
Ochranné zařízení CNC Automatickýká pojistka
!
!
Upozornění
Viz úplné technické informace od servisu na čísle 0-5401.
Varování
Nefungují nebo servisní zařízení bez řádné odborné přípravy.
0-5399CS SPECIFIKACE 2-1
Page 13

iCNC PERFORMANCE
Tato stránka je úmyslně ponechána prázdná.
2-2 SPECIFIKACE 0-5399CS
Page 14

iCNC PERFORMANCE
Oddíl 3: PROVOZ
3.1 Přehled hlavní obrazovky
Hlavní obrazovka je rozdělena do tří částí.
• Info (Stav systému)
• ProMotion Cut - Přehled příští úlohy
• Aktuální úloha
0-5399CS PROVOZ 3-1
Page 15

iCNC PERFORMANCE
3.1.1 Info (Stav systému)
Toto se nachází na obrazovce nahoře. Obrazovka s informacemi zobrazuje informace o systému a používá se pro diagnostiku a odstraňování závad.
• Rychlost IPM (nebo metrika) uvádí rychlost stroje.
• Odečty X a Y ukazují absolutní polohu řezacího nástroje.
• Lišta rychlosti v %. To je propojeno přímo s Potenciometrem rychlosti a bude odrážet nastavení rychlosti.
• Ukazatel ovládání směru Monitoruje a zobrazuje, které směrové /tlačítko posuvu je stisknuto.
• Operační panel - Propojený s 9 tlačítky. Monitoruje, které tlačítko je stisknuto nebo aktivováno.
• Systém běží - označuje, že druhé CPU je aktivováno a funkčně v pořádku.
3.1.2 ProMotion Cut - příští úloha
ProMotion Cut se nachází na levé straně obrazovky a je výchozím bodem k procházení různých obrazovek.
3-2 PROVOZ 0-5399CS
Page 16

iCNC PERFORMANCE
Otevře okno volby procesu.
Zvolením tlačítka Program se otevře výběr Knihovny makro tvarů nebo stažení v aplikaci ProMotion Nest.
Tlačítkem Deska se otevírá okno pro vyrovnání desky.
Tlačítko Přibližování/oddalování otevírá okno Přibližování/oddalování. To vám umožní bližší pohled na díly.
Otevírá obrazovku dialogového okna posuvu. Funkce, např. Pojezd stroje do a Podélný řez se nacházejí pod tímto dialogovým oknem směrového tlačítka.
Výběr tlačítka „Act“ vám umožní provést zkušební provoz programu, vybrat palubní příručku a možnosti pro otevření lišty nabídek v sekci Promotion
Řezat - obrazovka Další úloha.
0-5399CS PROVOZ 3-3
Page 17

iCNC PERFORMANCE
3.1.3 Aktuální úloha
Okno Aktuální úloha se nachází na pravé straně obrazovky a zobrazuje právě zpracovávanou aktuální úlohu, se sledováním v reálném čase.
Normálně označeno šedou barvou. Aktivuje se, jakmile je zastaven řezací program stisknutím tlačítka „Hořák zapnut/vypnut “ nebo
tlačítka Zastavit-záloha nacházejícího se na předním panelu ovládače. Zvolením Zrušit program ukončíte právě probíhající řezací úlohu nebo zkušební chod.
Normálně je označena šedou barvou a aktivuje se při zastavení řezacího programu a po výběru tlačítka Manuální režim. Když potvrdíte,
zda se program dílu usadí na desku, tj. ve Zkušebním režimu, program znovu nastaví stejnou vzdálenost jako pohyb hořáku.
Normálně označeno šedou barvou. Aktivujte se, jakmile je zastaven stávající program a zvoleno tlačítko manuálního režimu. Zvolením
funkce Obnova dráhy řezu se opětovně nastartuje cyklus děrování v bodě, v níž se nachází hořák, a umožní pojezd zpátky na původní dráhu programu.
Výběr tlačítka Parametry pro opakované řezání umožňuje obsluze měnit některé parametry, např. řezací rychlosti, rychlost/
dobu plížení a prodlevy, řezacího programu za chodu. Tím bude odstraněna nutnost zastavovat stroj, aby mohly být provedeny tyto změny.
Obnovte aktuální obrazovku úlohy.
Zvolením funkce Přehled příští úlohy přenesete příští program z obrazovky Přehled příští úlohy, aniž by se aktivovala sekvence řezání Tato
část je při řezání označena šedou barvou.
Zvolení zobrazit dráhu během řezání přiblíží dráhu řezu.
3-4 PROVOZ 0-5399CS
Page 18

iCNC PERFORMANCE
Rámeček Řezat znovu umožňuje pozastavit a uložit aktuální úlohu a znovu spustit uloženou úlohu.
• Zrušit - Zrušit všechny zvolené funkce v rámečku „Cut again“ (řezat znovu)
• Zobrazit nový výchozí bod - Výběr této funkce umožňuje uživateli ukázat bod děrování, kterým se zahájí řez. Díly před výběrem budou ignorovány.
• Restartování - po nalezení nového děrovacího bodu zvolte Restart k zahájení řezacího cyklu.
• Přibližování/oddalování - umožňuje snazší umístění bodu děrování do místa skládání polohy pomocí přibližování / oddalování.
• Uložit úlohu - Ukládá stávající pozastavený program do dočasného souboru.
• Opětně nahrát uloženou úlohu - Vyvolá pozastavený uložený program z dočasného souboru.
0-5399CS PROVOZ 3-5
Page 19

iCNC PERFORMANCE
3.2 Výběr procesu / plazma a plyn
1
8
V tomto okně můžete vybírat proces, který bude použit k řezání nebo úpravě stávajících procesů.
1. Kliknutím na tlačítko Plyn se otevře výběr nastavení parametrů plynu.
2
3
65
4
7
2. Kliknutím na tlačítko Plazma se otevře okno plazmového procesu.
3. Nastavení otevírají společné nastavení, např. odsazení nástrojů, vysoká rychlost atd.
4. Minimalizuje okno
5. Zobrazit materiál. Pokud používáte více než jeden materiál, můžete jednotlivé materiály měnit.
6. Zvolte si tloušťku
7. Aplikuje vybraný proces a stanoví všechny parametry řezání.
8. Umožňuje úpravu vybraného procesu.
POZNÁMKA!
Zobrazit další podrobnosti z “3.14 Moderní funkce pro výběr” na straně 3 - 20”
3-6 PROVOZ 0-5399CS
Page 20

iCNC PERFORMANCE
3.2.1 Nastavení plazmy
Deniční oblasti na kartě Proces řezání jsou zobrazeny ve spodní části Obrazovky teplot
1
3
2
4
1. Pomocí rozbalovacích polí vyberte materiál a tloušťku, které chcete řezat.
2. Dostupné řezací procesy pro zvolený materiál a tloušťku budou zobrazeny spolu s informacemi o tom, který proces je „B“ pro nejlepší kvalitu řezu. „F“ pro nejvyšší
rychlost řezání. „R“ použití robotických spotřebních materiálů pro vytvoření úkosu. „M“ označuje maximální tloušťku děrování. Zvolte požadovaný proces kliknutím na
číslo Procesu řezání a na tlačítko „Apply“ (Použít). Pokud se „Aktuální proces“ rovná „Vybraný proces“, plazma je připravena k řezání. Pokud svítí červená funkce „Plazma
není připravená“, zkontrolujte, zda je plazma povolena spínačem umístěným na panelu CNC.
3. Tato oblast zobrazuje spotřební materiál, který má být použit při vybraném procesu. Klikněte na tlačítko „Show Picture“ (Ukázat obrázek) pro zobrazení obrázku spotřebního materiálu.
4. Tato oblast zobrazuje množství řezacího proudu a tlaky plynů, které mají být použity při vybraném řezacím procesu.
0-5399CS PROVOZ 3-7
Page 21

iCNC PERFORMANCE
3.3 Tlačítka předního panelu
Ovládací panel aplikace iCNC Performance se nachází pod grackou obrazovkou LCD. Většina pohybů stroje a řezacích funkcí se spouští pomocí tohoto ovládacího
kontrolního panelu.
3.3.1 Potenciometr rychlosti
Otočení počítadla potenciometru proti směru hodinových ručiček snižuje skutečnou rychlost ve srovnání s naprogramovanou rychlostí. Tento potenciometr se používá jen ve
zvláštních případech, např. k dočasnému snížení řezací rychlosti. Otočením knoíku dolů pod 100% se aktivuje signál Přidržení hořáku / roh, který zablokuje automatickou
regulaci výšky hořáku v této výšce. Ve většině případů je potenciometr rychlosti nastaven na 100% ve směru hodinových ručiček.
3.3.2 Klávesy směru Posuvu
MANUÁLNÍ REŽIM se musí aktivovat před použitím funkce posuvu. Stiskněte a podržte směrové tlačítko a stroj se začne pohybovat v zadaném směru. Uvolnění tlačítka umožní
zastavení stroje. Stisknutím a podržením dvou sousedních směrových tlačítek se obě osy pohybují současně ve směru 45 stupňů.
3-8 PROVOZ 0-5399CS
Page 22

iCNC PERFORMANCE
!
3.3.3 Tlačítko manuálního režimu
Stisknutím tlačítka MANUÁLNÍ REŽIM se aktivuje možnost posuvu a změny polohy stroje.
Upozornění
Opětovným stisknutím tlačítka MANUÁLNÍ REŽIM se vypne manuální režim a zobrazí se otázka,
zda chcete stroj vrátit do poslední známé zaparkované polohy.
3.3.4 Tlačítko Nula
Přenastaví čítače X a Y na NULU po nalezení nového výchozího bodu na stole pomocí funkčních kláves posuv.
DOPORUČENÍ: Stisknutím tlačítka nula se automatický vypne tlačítko manuálního režimu, pokud bylo zapnuto.
3.3.5 Tlačítko Start
Odešle řezací program z obrazovky „přehled příští úlohy“ do obrazovky „aktuální úloha“ k provedení úlohy a spustí sekvenci cyklu řezání. Tlačítko START je osvětleno a zůstane
tak po celou dobu trvání programu. Pokud je tlačítko START zapnuto, žádné programy nelze převádět na obrazovku aktuální úlohy.
DOPORUČENÍ: Pokud toto tlačítko stisknete během naprogramované prodlevy, prodleva se ukončí okamžitě, aniž by se doba přerušení prodlevy uložila do parametrů řezání
3.3.6 Tlačítko hořák ZAP./VYP.
Stisknutím tlačítka ZAP./ VYP. HOŘÁK, je-li aktivován manuální režim, se manuálně buď zapne nebo vypne řezací proces.
Upozornění
!
DOPORUČENÍ: Funkci HOŘÁK ZAP./VYP. nelze používat k manuálnímu řezání, např. linek odřezků. Stiskněte manuální tlačítko „Hořák ON“ (HOŘÁK ZAPNUT) a spustí se děrovací
sekvence. Hned po stisknutí tlačítka „Hořák“ (HOŘÁK) můžete začít ovládat směrové tlačítko; stroj se nedá do pohybu, dokud neskončí děrovací sekvence.
Při stisknutí tlačítka pro spouštění motoru je aktivován a řezací sekvence je zahájeno, hořákem na tlačítku Zap/Vyp se bude
automaticky rozsvítí indikující hořák a řezací sekvenci spuštění motoru. Když se program skončí, kontrolka zhasne automaticky označující konec sečení. V případě RUČNÍ SVÍTILNA ZAP/VYP je stlačený a uvolněný stav během procesu řezání, pohyb
stroje a řezání se zastaví. Po stisknutí tohoto tlačítka se spustí pohyb stroje a řezací sekvence s jakoukoli naprogramovat
zpoždění.
3.3.8 Tlačítka zvýšení a snížení rychlosti
0-5399CS PROVOZ 3-9
Page 23

iCNC PERFORMANCE
Krátké rázy zvyšují nebo snižují skutečnou a nastavenou rychlost v malých krocích. Dlouho trvající rázy mění rychlosti rychlejším tempem. Tlačítka se rozsvítí při automatickém
rohovém zrychlení, resp. zpomalení.
3.3.9 Tlačítko pro Pohyb dopředu
Tlačítko POHYB DOPŘEDU je osvětleno vždy, když běží program. Stisknutím tlačítka Zap./ Vyp. hořák se zastaví stroj a vypne se tlačítko Pohyb dopředu. V tomto okamžiku
stisknutím tlačítka MOVE AHEAD (Pohyb dopředu) posunete stroj dopředu po naprogramované dráze bez řezání. Opětovným stisknutím tlačítka POHYB DOPŘEDU se zastaví
pohyb stroje.
DOPORUČENÍ: Pokud používáte funkci Pohyb dopředu otočte potenciometrem rychlosti proti směru hodinových ručiček pro přesnější ovládání.
3.3.10 Tlačítko Zastavit / Zajistit
Jedenkrát stiskněte a uvolněte tlačítko ZASTAVIT ZAJIŠTĚNÍ během procesu řezání, abyste zastavili sekvenci řezání a pohyb stroje. Stiskněte a uvolněte znovu tlačítko ZASTAVIT
ZAJIŠTĚNÍ, abyste přejedli strojem zpět nebo jej zajistili na dráze. Pokud znovu stisknete tlačítko ZASTAVIT ZAJIŠTĚNÍ, zastavíte pohyb.
DOPORUČENÍ: Obě tlačítka Zastavit-záloha a Hořák zap. /Vyp. fungují stejně, je-li spuštěn řezací program. Stisknutím jednoho z těchto tlačítek lze zastavit řezání.
3.4 Popisy a funkce tlačítka ZAP./VYP.
Upozornění
!
3.4.1 Spínač příkonu
Většina tlačítek funkcí 2 různé barevné diody LED indikují stav. Stisknutím tlačítka přepnete funkci ZAP/VYP
a držte tlačítko stisknuté po dobu 3 sekund přepnete funkci AUTO. Zelená kontrolka LED indikuje na státu a
oranžová značí AUTO státu. Pokud jsou diody LED a pak je stát.
3-10 PROVOZ 0-5399CS
Page 24

iCNC PERFORMANCE
!
Stiskněte tlačítko a přidržte ho po dobu pěti vteřin, aby se zapnulo napájení CNC.
Jediný způsob, jak vypnout napájení, je vypnout systém Windows. Tím se vypne celé napájení v ovladači.
3.4.2 Spínač pojezdu
• ZAP se zapne aktivace servopohonu a umožní pohyb stroje.
• VYP brání v pohybu stroje.
DOPORUČENÍ: Když LED zapnutí pohonu svítí Zeleně, pohony jsou zapnuty. Když LED svítí oranžově, tlačítko nebylo stisknuto, ale software omezuje výstup, který má být aktivován.
3.5 Popisy a funkce přídavného tlačítka
Upozornění
Většina tlačítek funkcí 2 různé barevné diody LED indikují stav. Stisknutím tlačítka přepnete funkci ZAP/VYP
a držte tlačítko stisknuté po dobu 3 sekund přepnete funkci AUTO. Zelená kontrolka LED indikuje na státu a
oranžová značí AUTO státu. Pokud jsou diody LED a pak je stát.
3.5.1 Ukazatel
• Polohou ZAP. se spouští výstup ukazatele.
• Poloha VYP. brání spuštění výstupu ukazatele.
3.5.2 Plazma ZAP./VYP.
• Polohou ZAP. se zapíná plazmový zdroj.
• Poloha VYP. vypne plazmové napájení.
3.5.3 AUX 1-3 Zap./Vyp./Auto
• Polohou ZAP. se spouští pomocné zařízení, např. vodní stůl.
• Poloha AUTO aktivuje pomocné zařízení, např. vodní stůl, je-li řezací program aktivní.
• Poloha VYP. vypne pomocné zařízení, např. vodní stůl).
3.5.4 Pohyb dolů Zap. / Vyp. / Auto
• Polohou ZAP. se spouští digestoř.
0-5399CS PROVOZ 3-11
Page 25

iCNC PERFORMANCE
!
• Poloha AUTO aktivuje digestoř, je-li řezací program aktivní.
• Poloha VYP. vypne digestoř.
3.6 Popisy a funkce plazmového tlačítka
Upozornění
Většina tlačítek funkcí 2 různé barevné diody LED indikují stav. Stisknutím tlačítka přepnete funkci ZAP/VYP a držte tlačítko
stisknuté po dobu 3 sekund přepnete funkci AUTO. Zelená kontrolka LED indikuje na státu a oranžová značí AUTO státu.
Pokud jsou diody LED a pak je stát.
3.6.1 Nahoru / dolů
• Nahoru / dolů přesune plazmový hořák nahoru / dolů.
3.6.2 Plazma Zap./Vyp./Auto
• Polohou ZAP. se spouští počáteční plazmový výstup.
• Poloha AUTO aktivuje spouštěcí výkon plazmy, je-li řezací program aktivní.
• Poloha VYP. vypne počáteční plazmový výstup.
3.7 Popis a funkce tlačítka řezání plamenem
Upozornění
!
3.7.1 Předehřívání Zap./Vyp./Auto
Tento spínač ovládá plyny pro řezání plamenem s nízkým stupněm předehřátí.
• Polohou ZAP. se otevírá elektromagnetický ventil nízkého předehřívání.
• Vypněte přívod plynů jedním stisknutím tlačítka.
Většina tlačítek funkcí 2 různé barevné diody LED indikují stav. Stisknutím tlačítka přepnete funkci ZAP/VYP
a držte tlačítko stisknuté po dobu 3 sekund přepnete funkci AUTO. Zelená kontrolka LED indikuje na státu a
oranžová značí AUTO státu. Pokud jsou diody LED a pak je stát.
3-12 PROVOZ 0-5399CS
Page 26

iCNC PERFORMANCE
• Poloha AUTO umožní řezacímu programu otevřít elektromagnetický ventil pro vysoký stupeň předehřátí (High Preheat), bude-li to nutné.
• Poloha VYP. brání řezacímu programu v otevření elektromagnetického ventilu pro předehřívání
3.7.2 Vysoký stupeň předehřátí Zap./Vyp./Auto
Tento spínač ovládá plyny pro řezání plamenem s vysokým stupněm předehřátí.
• Polohou ZAP. se otevírá elektromagnetický ventil vysokého předehřívání.
• Vypněte přívod plynů jedním stisknutím tlačítka.
• Poloha AUTO umožní řezacímu programu otevřít elektromagnetický ventil pro vysoký stupeň předehřátí (High Preheat), bude-li to nutné.
• Poloha VYP. brání řezacímu programu v otevření elektromagnetického ventilu pro vysoký stupeň předehřátí.
3.7.3 Doba nahrávání
Doba nahrávání
Při každém zahájení či koncové prodlevě řezacího procesu se toto tlačítko rozsvítí. Současně počitadlo na obrazovce odpočítává zbývající sekundy do aktuální prodlevy.
Pokud toto tlačítko stisknete během naprogramovaného zpoždění, zpoždění se ukončí okamžitě. Systém si zapamatuje dobu přerušení prodlevy a tuto novou dobu prodlevy
využije při příštích úkonech děrování.
3.7.4 Up/Down
• Tlačítko Nahoru / dolů přesune hořák pro řezání plamenem Nahoru / dolů.
3.7.5 Zapálení Zap./Vyp./Auto
• Polohou ZAP. se spouští zapalovač.
• Poloha AUTO umožní řezacímu programu aktivovat zapalovač, bude-li to třeba.
• Poloha VYP. brání tomu, aby řezací program aktivoval zapalovač.
3.7.6 Automatická výška Zap./Vyp./Auto
• Polohou ZAP. se spouští kapacitní snímání výšky.
• Poloha AUTO umožní řezacímu programu aktivovat kapacitní snímání výšky, bude-li to třeba.
• Poloha VYP. brání tomu, aby řezací program aktivoval kapacitní snímání výšky.
3.7.7 Řezací kyslík Zap./Vyp./Auto
0-5399CS PROVOZ 3-13
Page 27

iCNC PERFORMANCE
• Polohou ZAP. se otevírá elektromagnetický ventil řezacího kyslíku.
• Poloha AUTO umožní řezacímu programu otevřít elektromagnetický ventil řezacího kyslíku, bude-li to nutné
• Poloha VYP. brání tomu, aby řezací program otevřel elektromagnetický ventil řezacího kyslíku.
3.8 Zahájení postupu
Zapněte systém stisknutím tlačítka napájení, které se nachází na levé straně přístroje, po dobu 5 sekund. Po zapnutí napájení bude výkon iCNC trvat zhruba 1-2 minuty, aby prošel
interní diagnostikou a plně naběhl. Po úplném zapnutí se zobrazí obrazovka s propagačními úlohami, která zobrazuje propagační řez, další náhled úloh a aktuální úlohu spolu s
informacemi (stav systému). Navíc uvidíte, že bliká žluté tlačítko Nula. To se zastaví automatický.
DOPORUČENÍ: Blikání tlačítka Nula znamená, že druhé CPU (používané při pohybu stroje) se restartovalo správně. Tlačítko Nula zabliká 41krát.
Zapněte pohon, povolte jednotku umožňující zapnutí pohonů. Může se zobrazit dialogové okno SPUSTIT NÁVRAT DO ZÁKLADNÍ POLOHY
3.8.1. Vypnutí / odpojení napájení
Po nalezení bezpečně zaparkované polohy vypněte pohony otočením pohonu na OFF (vypnuto). Vypněte ovládač běžným způsobem zavírání Windows. Klikněte na tlačítko
„Start“ (v levém dolním rohu) na hlavním panelu systému Windows, poté klikněte Vypnout.
Poté, co ovládač projde správným cyklovým řízením, vypne se.
DOPORUČENÍ: V příslušných případech platí, že zaparkování stroje blízko spínačů základní polohy urychlí a usnadní přejezd stroje do základní polohy, jakmile se znovu zapne
iCNC Peformance.
3.9 Návrat do základní polohy
Při počátečním spuštění může iCNC Peformance zobrazit dialogové okno Spustit návrat do základní polohy. Pokud zvolíte možnost Ano, stroj se automatický uvede do základní
polohy absolutní nula. Ve výchozím nastavení je toto obvykle nastaveno v levém dolním rohu řezacího stolu, ale lze to nastavit i v parametrech nastavení. Pokud zvolíte možnost
Ne, dialogové okno zmizí a pohyb se neprovede.
3.10 Ovládání směru
Při výběru tlačítka Posuv se zobrazí dialogové okno Posuv.
3-14 PROVOZ 0-5399CS
Page 28

iCNC PERFORMANCE
Nástroj Posuv můžete použít pouze v případě, že neběží řezací program a ovládač není v Manuálním režimu. Tento nástroj se používá k pojezdu stroje do polohy (X,Y) nebo k pojezdu
na vzdálenost (X,Y) z aktuální polohy. Pojezd se obvykle provádí vysokou rychlostí. Tímto nástrojem lze také řezat, pokud jste označili rámeček „Rip Cut“ (podélný řez).
Je-li zaškrtnuto políčko „Použít rotaci programu“, jsou souřadnice, po kterých jezdíte, opraveny podle rotace programu. Otáčení programu je nastaveno v parametru obrazovka
rychlého zobrazení.
Odsazení
Pokud je třeba projíždět stejnou vzdálenost častěji (tj. plazmový hořák do stejné polohy, kde byl plynový hořák), je vhodné si uložit tyto druhy vzdáleností jako výchozí odsazení
(odsazení 1 a 2). Tímto způsobem můžete nastavit výchozí odsazení jednoduchým kliknutím na jedno tlačítko.
Stoly
Je možné denovat více různých základních poloh. Tyto možnosti lze využít k denování základních pozic jednotlivých desek na řezacím stole nebo na několika řezacích stolech.
Zvolte si Číslo tabulky ze seznamu a klikněte na tlačítko Pojezd. Stroj přejede do denované základní polohy podle vybrané tabulky.
Nulové Tělo programu
iCNC Performance uloží souřadnice posledních 5 startů programu vzhledem k absolutní poloze 0.0. V rozevíracím seznamu můžete vybrat požadovaný nulový bod programu a
kliknout na položku „Přejet do“.
Nastavte polohu absolutní nuly (základní pozice) kliknutím na tlačítko „Nastavit absolutní bod 0,0“. Tento nástroj je zapotřebí, pokud jsou využívány limity naprogramované pracovní plochy. Tyto limity donutí stroj zastavit, než narazí na elektrické koncové spínače. Nastavení polohy absolutní nuly může být také automatické, pokud stroj přejede do předem
nastavené polohy nula pokaždé, když je ovladač zapnut. Absolutní poloha nula je rovněž nutná, jestliže potřebujete nastavit více základních poloh.
3.11 Rychlé zobrazení parametru
Parametr obrazovka rychlého zobrazení se otevře automatický, jakmile je program zaslán k řezání z ProMotion Nest nebo pokud kliknete na tlačítko Nastavení. Obrazovka rychlého
zobrazení umožňuje obsluze rychle měnit nejčastěji používané proměnné parametry. Poskytuje také možnosti pro vyrovnání desky a pokročilá nastavení.
0-5399CS PROVOZ 3-15
Page 29

iCNC PERFORMANCE
Šířka řezné spáry
Uvádí množství řezné spáry (kompenzování), které bude použito v řezacím programu. Při výběru velikosti řezné spáry je třeba dbát zvýšené opatrnosti. Příliš vysoká hodnota může
způsobit změnu programu, zejména pokud je poloměr oblouku menší než hodnota řezné spáry.
Řezací rychlost
Toto je rychlost řezacího procesu.
Otáčení programu
Každá hodnota (stupňů) bude otáčet řezací program. Když se provádí vyrovnání destičky, automatický se zde zapíše otáčení šikmé desky. Také kliknutím na +/- 90 se program dílu
začne otáčet v 90stupňových intervalech. Kliknutím na rámeček nula se hodnota rotace vymaže na nula stupňů.
Spuštění IHS / Plazma
Doba, kterou potřebuje hořák k tomu, aby přešel do výšky zapálení a zapálil plazmový oblouk. Jakýkoliv přebytek času bude zrušen a bude provedeno další zpoždění (Zpoždění děrování).
Prodleva děrování
Jedná se o prodlevu v pohybu po zahájení děrování.
Nastavení parametrů (plazma)
Pokud jste je vybrali na obrazovce Pokročilé nastavení, zobrazí se zde typ materiálu, tloušťka a použitý nástroj jako vodítko obsluhy při výběru aktuálního parametru.
POZNÁMKA!
Další zpoždění nebo nastavitelné době dialogových oken se mohou objevit v závislosti na řadiči byla nastavena
výrobcem OEM nebo instalační program.
3.11.2 Vyrovnání desky
Aktivace zarovnání desky umožňuje rychlý a snadný výběr dvou bodů na okraji šikmé desky. Provedení tohoto úkonu se díl nebo program skládání polohy dílů otočí o tolik, o kolik
se vychýlí deska tak, aby díly nebo program seděly přesně na desku, snížil se odpad nebo nutnost manuální úpravy desek.
3-16 PROVOZ 0-5399CS
Page 30
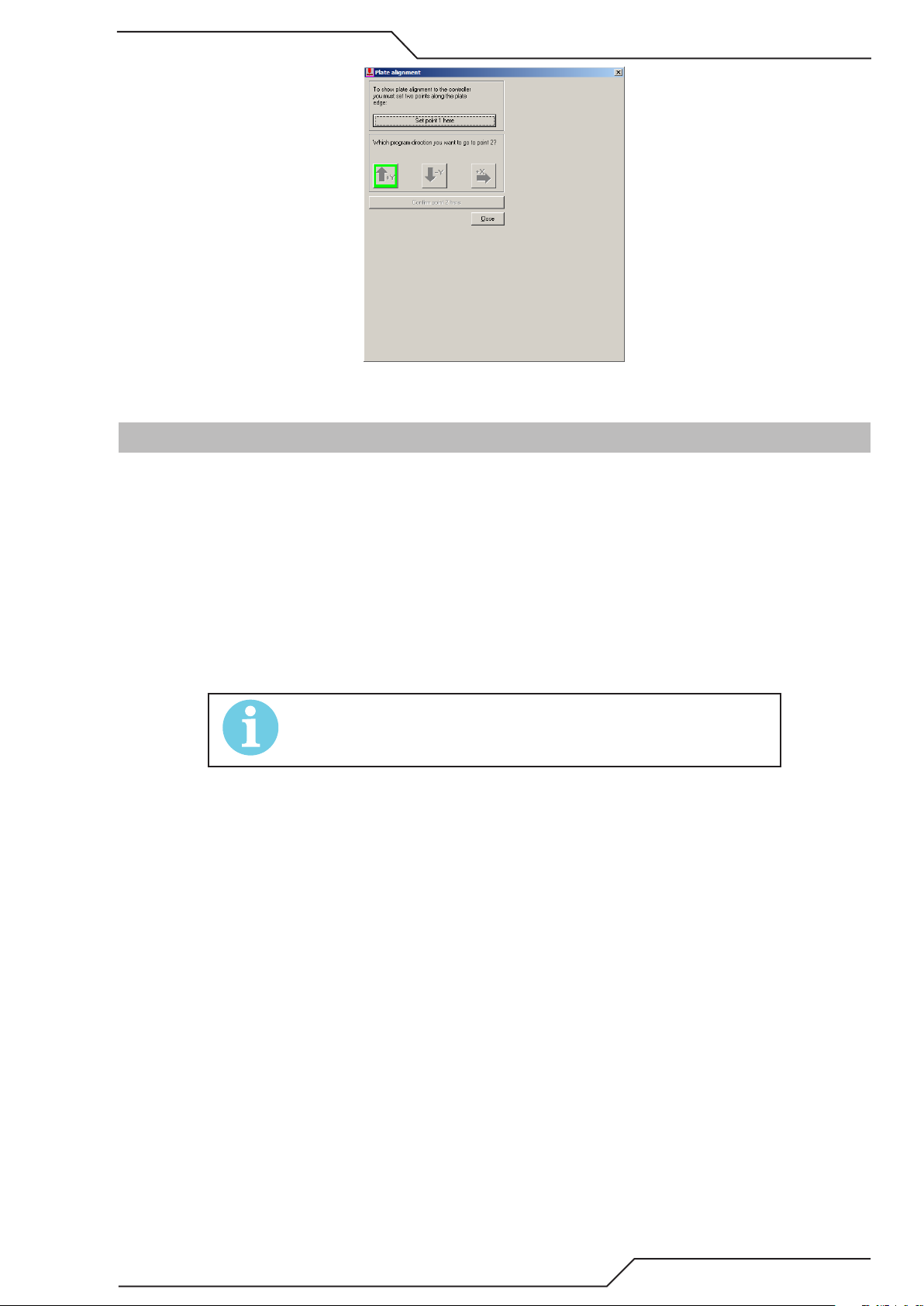
iCNC PERFORMANCE
Abyste mohli použít funkci Vyrovnání desky, najděte roh nebo hranu desky a klikněte Nastavit bod 1 sem. Zvolte směr, kterým se bude následující bod vztahovat k prvnímu místu,
přejděte k druhému bodu a klikněte na tlačítko Potvrdit bod 2 zde. Tím se program automatický otočí tak, aby odpovídal šikmé desce
3.12 Jak postupovat v případě, že nastanou potíže
3.12.1 Jak zrušit řezací program
1. Zastavit pohyb stroje a řezání stisknutím tlačítka ZAP./VYP. HOŘÁK nebo ZASTAVIT-ZAJISTIT.
2. Pomocí levého tlačítka myši klikněte na tlačítko ZRUŠIT PROGRAM, který se nachází v horní části aktuální obrazovky úlohy.
3. Počkejte, až se otevře nové dialogové okno s tím, že se stroj musí vrátit do bodu 0,0. Klikněte na tlačítko OK a stroj se přesune zpět na bod 0,0 (původní výchozí bod
zrušeného programu).
Chcete-li ukončit program během rychlého pohybu, postup je převážně stejný. Jediný rozdíl je v tom, že zastavíte stroj pomocí tlačítka ZASTAVIT ZAJISTIT namísto tlačítka HOŘÁK
ZAP./VYP.
3.12.2 Obtíže při děrování
POZNÁMKA!
Pokud se nepodaří propíchnutí v plazmě režimu stroj se zastaví.
1. Pokud je to nutné, nastavte nižší rychlost pomocí spínače RYCHLOSTI.
2. Přejeďte pomalu zpět stisknutím a přidržením tlačítka „STOP BACKUP“ (Zastavit zajištění) a stroj začne couvat po naprogramované dráze.
3. Zastavit pohyb po přejetí zmeškaného bodu děrování tím, že opět uvolníte tlačítko ZASTAVIT-ZAJISTIT.
4. Přepněte rychlost zpět na 100%.
5. Znovu spusťte program stisknutím tlačítka POHYB DOPŘEDU.
Pokud se děrování nezdaří u prvního naprogramovaného děrovacího bodu, spusťte novou děrování stisknutím tlačítka „Hořák ON / OFF“ (HOŘÁK ZAP. / VYP.).
Mějte na paměti, že pohyb zpět bez řezání může být nastaven tak, aby se rychlost automatický snížila.
3.12.3 Pokud se řezání nezdaří
Pokud je řezání ukončeno, např. pro příliš vysokou rychlost:
1. Zastavte pohyb a řezání stisknutím tlačítka HOŘÁKU ZAP./VYP. nebo ZASTAVIT-ZAJISTIT.
2. Pokud je to nutné, nastavte nižší rychlost pomocí spínače RYCHLOSTI.
3. Přejeďte pomalu zpět stisknutím a přidržením tlačítka „STOP BACKUP“ (Zastavit zajištění) a stroj začne couvat po naprogramované dráze.
4. Zastavte pohyb uvolněním tlačítka ZASTAVIT-ZAJISTIT.
5. Přepněte rychlost zpět na 100%.
6. Klikněte na tlačítko „READJUST CUT PARAMETERS“ (Upravit parametry řezání) na obrazovce aktuální úlohy.
7. Změna rychlostí řezání na nižší hodnotu se provádí kliknutím dovnitř rámečku a zadáním nové hodnoty kolečkem myši a kliknutím na OK.
0-5399CS PROVOZ 3-17
Page 31

iCNC PERFORMANCE
8. Spustit prodlevy řezání a řezání s HOŘÁKEM ZAP./VYP. Po zpoždění startu se automatický spustí pohyb stroje.
9. Nastavte počáteční rychlost pomocí spínače RYCHLOSTI.
10. Během řezání lze rychlost řezání snadno upravovat stisknutím modrých tlačítek ZRYCHLIT / ZPOMALIT. Každé krátké stlačení zvyšuje nebo snižuje rychlost o zhruba 1/2
ipm (10 mm/min).
3.12.4 Manuální řezání
1. Stiskněte a uvolněte tlačítko MANUÁLNÍ REŽIM.
2. Zajeďte se strojem k požadovanému děrovacímu bodu pomocí směrových tlačítek.
3. Stiskněte a uvolněte tlačítko ZAP./VYP. HOŘÁK pro zahájení cyklu řezání.
4. Stiskněte tlačítka pro POSUV pro požadovanou pozici, abyste spustili pohyb.
3. Stiskněte tlačítko ZAP./VYP. HOŘÁK pro zastavení řezání a uvolněte tlačítko POSUV pro zastavení pohybu.
6. Stiskněte a uvolněte tlačítko NULA, chcete-li zůstat na daném místě. MANUÁLNÍ REŽIM se ukončí automatický. Chcete-li se vrátit do bodu, v němž jste spustili MANUÁLNÍ
REŽIM, stačí stisknout a uvolnit tlačítko Ruční MODE (MANUÁLNÍ REŽIM). Tlačítko začalo blikat a stroj přejede zpět do daného bodu.
3.12.5 Naprogramované ruční řezání
POZNÁMKA!
V manuálním režimu musí být VYPNUTÝ při použití tohoto postupu.
Na obrazovce řezání se nachází tlačítko „JOG“ (POSUV) pro programované manuální řezání.
1. Zajeďte hořákem k požadovanému děrovacím bodě a stiskněte a uvolněte tlačítko „ZERO“ (Nula).
2. Otevřít dialogové okno kliknutím na tlačítko JOG (POSUV). Pomocí kolečka myši zadáte přesnou vzdálenost X a Y, o kterou chcete, aby se stroj přesunul.
3. Zkontrolujte rámeček „Rip Cut“ (Podélný řez).
4. Klikněte na tlačítko Řídit stroj. Stroj spustí cyklus řezání a přejíždí po naprogramované dráze. Na konci této dráhy se hořák vypne a stroj se zastaví, oboje automatický.
3.12.6 Zkušební chod, Bez řezání
To umožní rychlejší nastavení, aby bylo možné na desce přemísťovat program, což odstraní nutnost přesouvat desku.
1. Vyvolejte požadovaný program v obrazovce „Next JOB“ (Další úkol).
2. Přeneste řezací program do okna „Aktuální úloha“ (aktuální úloha) kliknutím na tlačítko „Přehled příští úlohy“ (náhled příští úlohy)..
3. Stiskněte a uvolněte tlačítko MANUÁLNÍ REŽIM.
4. Zajeďte hořákem k požadovanému výchozímu bodu programu pomocí směrových tlačítek. Stiskněte tlačítko NULA.
5. Klikněte na tlačítko „ACT“ na obrazovce řezání a klikněte na rámeček Zkušební chod.
6. Zadejte rychlost ve zkušebním režimu a klikněte na GO (Start)
7. Stroj projede naprogramovanou dráhu, aniž by vydal příkaz k zapnutí plazmy.
8. Pokud hořák sjede z desky, stiskněte a uvolněte tlačítko „Hořák ON/OFF“ (HOŘÁK ZAP./VYP)
3-18 PROVOZ 0-5399CS
Page 32

iCNC PERFORMANCE
9. Zapněte MANUÁLNÍ REŽIM stisknutím a uvolněním tlačítka MANUÁLNÍ REŽIM. Nastavte nízkou rychlost pomocí spínače RYCHLOST a použijte klávesová tlačítka posuvu
pro změnu polohy hořáku zpět na desku.
10. Klikněte na text „MOVE PROGRAM“ (Přesunout program) na obrazovce aktuální úlohy.
11. Vypněte MANUÁLNÍ REŽIM stisknutím a uvolněním tlačítka MANUÁLNÍ REŽIM.
12. Znovu stiskněte tlačítko ZAP./VYP. HOŘÁK.
13. Zopakujte kroky 8-12, pokud hořák znovu sjede z desky.
14. Je-li zkušební chod ukončen, vraťte se na NULU.
3.12.7 Jiný způsob, jak zkontrolovat plochu řezání
Tímto způsobem můžete také kontrolovat, zda se příští řezací program vejde na desku.
1. Přeneste řezací program do okna „Aktuální úloha“ (aktuální úloha) kliknutím na tlačítko „Přehled příští úlohy“ (náhled příští úlohy)..
2. Nastavte hořák na bod 0,0 a stiskněte NULU.
3. Přejeďte myší na toto okno a klikněte na něj levým tlačítkem myši. Zobrazí se okno s polohou hořáku s vysokými čísly a kurzor myši začne sledovat polohu hořáku.
4. Zajeďte hořákem na kritický roh programu a zkontrolujte, zda se pod hořákem nachází stále deska.
5. Pomocí přibližování/oddalování přesně zkontrolujte situaci. Okno Přibližování/oddalování automatický sleduje hořák.
6. Pokud je místo programu OK, stiskněte tlačítko „Ruční MODE“ (Manuální režim), a poté vyberte návrat do bodu 0,0.
7. Uvolněte myš stisknutím levého tlačítka opět v pravé části obrazovky. Tím se rovněž zavírá okno poloha Nástroje.
3.12.8 Obnova dráhy řezu
Tento nástroj se používá pro návrat na řezací dráhu v případě, že byl program zastaven a hořák odstraněn z dráhy.
1. Stiskněte a uvolněte tlačítko ZAP./VYP. HOŘÁK k zastavení pohybu a řezání.
2. Zapněte MANUÁLNÍ REŽIM stisknutím a uvolněním tlačítka MANUÁLNÍ REŽIM. Použijte klávesová tlačítka Posuvu, abyste přejeli hořákem na výhodné místo a provedli
servis hořáku.
3. Vypnout plazmové napájení stisknutím tlačítka Plazma ZAP./VYP a popř. provést opravu hořáku. Po ukončení aktivujte plazmový zdroj opětovným stisknutím tlačítka.
4. Vypněte MANUÁLNÍ REŽIM stisknutím a uvolněním tlačítka MANUÁLNÍ REŽIM. Tlačítko začne blikat a hořák přejede zpět do bodu ukončení dráhy programu.
5. Stiskněte a uvolněte tlačítko ZAP./VYP. HOŘÁK do polohy ZAP. a řezání se znovu spustí a bude pokračovat po naprogramované dráze.
3.12.9 Jak děrovat v ploše odřezku předtím, než naleznete dráhu řezu.
1. Po kroku 4 znovu zapněte MANUÁLNÍ REŽIM stisknutím a uvolněním tlačítka MANUÁLNÍ REŽIM.
2. Použijte klávesy pro Posuv a přesuňte hořák na konec řezu. Zůstaňte na straně odpadu. Klikněte na tlačítko „Cut Path Recovery“ (Obnovení dráhy řezu) nacházející se
na „Current Job Screen“ (Obrazovka aktuální úlohy) a stroj začne automatický provádět děrování v tomto bodě a nastaví se do dráhy řezu, aby pokračoval v řezání po
naprogramované dráze.
3.13 Pokročilé funkce volby procesu
Obrazovka výběr procesu umožňuje obsluze pružnost, pokud jde o možnost změnit více parametrů, pokud to bude třeba. Výběr procesu má karty obsahující různá nastavení. Když
vyberete proces, můžete klepnutím na Nastavení (1) nebo Upravit (2) zvolit různé nastavení. Můžete také vytvořit materiálovou databázi běžně řezaných materiálů a ukládat různé
rychlosti a hodnoty řezné spáry do každého prolu a pro každý proces, který upravujete.
0-5399CS PROVOZ 3-19
Page 33

iCNC PERFORMANCE
2
Nejdříve jsou popsána nastavení.
Nastavení
1
4
7
Umožňuje změny v odsazení nástroje, vysoké rychlosti, bodovém značení a linkovém značení.
Upravit
Umožňuje změnu parametrů u zvoleného procesu (prodlevy, řezná spára, rychlost atd.).
3.13.1 Nastavení
Na kartě Nastavení můžete měnit obecné parametry jako Vysoká rychlost, Jazyk, Umístění nástrojů a Nastavení značení.
3-20 PROVOZ 0-5399CS
Page 34

iCNC PERFORMANCE
POZNÁMKA!
Parametr může systém Windows alternativní na základě nastavení stroje. Viz část instalace/servisní příručce o
nastavení zpoždění a názvy.
Obrázky pouze pro referenční účely.
Jazyk
Zvolte jazyk použitý při výběru procesu.
Umístění nástrojů
Pokud je na stroji nainstalován laserový ukazatel, je nejlepší denovat umístění nástroje vzhledem k laserovému ukazateli. Tímto způsobem můžete umístit a nastavit nulový
bod pomocí laserového ukazatele a systém zná umístění všech dalších nástrojů a může s nimi automatický manipulovat při řezání programu. Přidání „odsazení nástroje“ do
řezacího programu se nepožaduje.
3.13.2 Linkové značení
Rychlost Značení
Toto je výběr rychlosti pro nástroj značení.
SD1, SD2 a SD3
Tyto prodlevy se obvykle nepoužívají při užití plazmy jako zařízení pro značení, ale jsou plně k dispozici a jsou programovatelné.
SD4
Obvykle se používá ke spuštění Snímání úvodní výšky a zapálení značky.
Prodleva pohybu
Prodleva před zahájením pohybu
ED1
Obvykle prodleva během čekání, než zhasne oblouk.
ED2
Tato prodleva se obvykle nepoužívá.
ED3
Toto je doba, kterou ovládač čeká po skončení značení (s hořákem nahoře), než vydá příkaz, aby se stroj přesunul do příští polohy.
3.13.3 Bodové značení
SD1
Tato prodleva se typicky nepoužívá, ale je plně k dispozici a je programovatelná.
0-5399CS PROVOZ 3-21
Page 35

iCNC PERFORMANCE
SD2
Obvykle se používá k prodlevě pohybu nástroje značení ve směru dolů. Toto je doba, kterou potřebuje nástroj značení, aby sestoupil do výšky značení.
SD3
Toto je doba značení nebo doba, kdy probíhá značení. Při použití plazmy jako zařízení pro značení by to byla hloubka značky.
SD4
Jedná se o dobu zvedání nástroje značení nebo doba potřebná k tomu, aby se nástroj značení zvedl do výšky pojezdu.
Prodleva pohybu
Tato prodleva se obvykle nepoužívá.
Rychlý
Tato prodleva se obvykle nepoužívá.
3.13.4 Upravit a vytvořit proces
Databáze procesu
Aplikace iCNC Performance má jedinečnou funkci, která umožňuje vytvářet databázi specických parametrů řezání, založenou na typu materiálu, tloušťce, typu plynu a nástroji. Na
základě materiálu, tloušťky a zvoleného nástroje se mohou parametry řezání měnit automatický pro řeznou spáru, řezací rychlosti a další parametry. Jakmile je databáze sestavena
se všemi správnými informacemi, odhady toho, kde nastavovat parametry řezu, se minimalizuje. To by bylo užitečné při výcviku nové obsluhy v provozování řezacího stroje za
účelem zajištění konzistentní kvality řezu.
3-22 PROVOZ 0-5399CS
Page 36

iCNC PERFORMANCE
POZNÁMKA!
Není nutné používat všechny tři pole pro databázi např. materiál a tloušťka a nechte nástroj na výchozí
nastavení.
Nastavení databáze
1. Klikněte na Upravit v obrazovce volby procesu, a pak klikněte na Nový.
2. Zvolte si požadovanou tloušťku nebo vytvořte novou tloušťku kliknutím na Nová.
Název - Tloušťka, která se zobrazí ve výběru procesu.
Hodnota - Tloušťka, která se používá interně (například seznam procesů je seřazen podle hodnoty, nikoliv podle názvu).
Seznam metrických / imperiálních jednotek - Vyberte si společnou tloušťku ze seznamu
Klikněte na tlačítko Ok poté, co bude nastavena tloušťka.
3. Nastavte své parametry
0-5399CS PROVOZ 3-23
Page 37

iCNC PERFORMANCE
Rychlost
Toto je rychlost řezání stroje. Toto nastavení zdvojuje nastavení řezací rychlosti ve složce 1 Parametry. Změnou jednoho se změní druhý.
Řezná spára
Proces řezná spára.
Rychlost plížení
Úvodní rychlost řezacího hořáku se aktivuje hned po vydání příkazu ke spuštění. Délka trvání této rychlosti se určuje nastavením parametru Doba plížení. Tato „náběhová“
rychlost se využívá jen krátce, na pomoc při děrování. Po vypršení doby plížení se hořák zrychluje / zpomaluje na normální rychlost řezání.
Doba plížení
Délka doby používání plíživé rychlosti.
Poznámka
Umožňuje obsluze přidávat poznámky odpovídající změnám provedeným v procesu.
3.13.5 Prodlevy parametrů řezání
POZNÁMKA!
Parametr může systém Windows alternativní na základě nastavení stroje. Pokud je zpoždění není na obrázku je nastaven jako skryté.
Zpoždění lze zamknout také tak, že úprava časové hodnoty není možné. Viz část instalace/servisní příručce o nastavení zpoždění.
Obrázky pouze pro referenční účely.
3-24 PROVOZ 0-5399CS
Page 38

iCNC PERFORMANCE
SD1 se obvykle nevyužívá, ale je zcela programovatelný.
SD2 uvádí dobu na zapálení hořáku. Výstup zapalování se aktivuje na dobu, kterou si vybere uživatel. Po uplynutí této doby se zapalovač vypne. Chcete-li funkci přepsat v
případě, že zařízení není vybaveno automatickým zapalováním, nastavte hodnotu časovače pro SD3 na nulu.
SD3 se obvykle používá pro časovač vysokého stupně předehřátí a k zapínání kapacitního snímání výšky. Tím se stanoví doba určená k předehřívání materiálu před děrováním.
Tato doba je hodnota, kterou si určuje uživatel na základě typu materiálu a tloušťky. Čím silnější je materiál, tím vyšší je hodnota časovače. Chcete-li funkci přepsat v případě,
že zařízení není vybaveno automatickým předehřátím na vysoký stupeň, nastavte hodnotu časovače pro SD3 na nulu.
SD4 se obvykle používá pro řezací kyslík. Tím se stanoví doba určená k zahřívání materiálu řezacím kyslíkem, obvykle u tlustších materiálů. Tato funkce se nejlépe používá s děrovací
funkcí Nahoru/Dolů (viz níže). Chcete-li tuto funkci přepsat v případě, že stroj nepotřebuje další úkon děrování řezacím kyslíkem, nastavte hodnotu časovače pro SD4 na nulu.
Časování úkonu děrování nahoru/dolů Aktivace funkce.
1. START: Vyberte prodlevu spuštění, při které časování zahájí provedení, např. SD4.
2. DĚROVÁNÍ NAHORU: Zadejte dobu požadovanou ke zvedání hořáku k děrování.
3. ZŮSTAT NAHOŘE: Zadejte požadovanou dobu funkce zůstat nahoře, než se spustí doba snižování k děrování.
4. DĚROVÁNÍ DOLŮ: Zadejte požadovanou dobu na snížení hořáku do výšky řezání.
POZNÁMKA!
Propichovací nahoru a dolů propíchnutí hodnot časovače jsou obvykle nastaveno na stejnou jako vytvořit náběh nebo posílení účinku. To je
také pravda s primární zvedání a spouštění hořáku při automatické kapacitní snímač výšky je nainstalována.
Příklady: SD4 spouští sekvenci časování úkonu pro postup děrování nahoru/dolů. Úvodní hodnoty pro dobu děrování nahoře - setrvání nahoře a děrování dole jsou pro tento
příklad nastaveny na 1 sekundu.
1. Řezací kyslík zapnut při zvedání do děrovací výšky. Nastavte hodnotu SD4 v rozpětí .1-.9 sekund.
2. Řezací kyslík zapnut během doby v poloze nahoře. Nastavte hodnotu SD4 v rozpětí 1.1-1.9 sekund.
3. Řezací kyslík zapnut při snižování hořáku do řezací výšky. Nastavte hodnotu SD4 v rozpětí 2.1-2.9 sekund.
Funkce Zpoždění začátku pohybu je doba přidělená pro počáteční děrování materiálu. Po uplynutí této doby se automatický zahájí pohyb.
0-5399CS PROVOZ 3-25
Page 39

iCNC PERFORMANCE
ED1 je první prodleva provedená po skončení programu nebo manuálním přerušení řezu obsluhou. Tato prodleva se obvykle využívá při primárním zdvihání hořáku po
skončení aktuálního řezu. To umožňuje, aby hořák vyčistil jakékoliv části, které by mohly vyskočit, aby nedošlo k poškození či nesouososti hořáku. Nastavte hodnotu na nulu,
abyste zabránili zvednutí se hořáku po ukončení řezu.
ED2 se obvykle nepoužívá.
Funkce Prodleva koncového pohybu se obvykle používá k tomu, aby se nadbytečný řezací kyslík uvolnil řezacím hrotem, než dojde k rychlému posuvu k dalšímu místu děrování.
To zabraňuje, aby řezný proud pořezával předtím vyříznuté části, když vede dráha přesunu přes díl. Typicky nastaveno na 1-2 vteřiny, pokud se ventil řezacího kyslíku nachází
na vstupu hořáku. Pokud je ventil řezacího kyslíku umístěn na rozdělovači plynu, ponechte další dobu.
3-26 PROVOZ 0-5399CS
Page 40

iCNC PERFORMANCE
Oddíl 4: iHC
4.1 Sekvence děrování/řezání
T3
T2
1.
2.
4.
3.
T1
11.
10.
6.
5.
7. 9.
8.
Sekvenční postup děrování/řezání:
1. Hořák aktivovaný Spuštěním IHS začíná vyhledávat desku.
2. Hořák dosáhne výšky zpomalení a začne se pomalu pohybovat.
3. Hořák se dotkne desky.
4. Hořák se přesune do výšky zapálení a vydá příkaz ke spuštění plazmy.
5. Plazmový oblouk se zapálí a potvrdí pohybový signál ovládači výšky. Začíná době děrování T1
6. Hořák se přesune do výšky děrování. Začíná prodleva děrování T2
7. Po uplynutí doby trvání T1 končí iHC XT Ok, čímž se aktivuje výstup signálu a spustí se řezací pohyb.
Po vypršení časovače výšky děrování se hořák přesune do výšky řezání.
8. Ovládání AVC se spustí po ukončení prodlevy T3 AVC.
9. Dráha řezu končí.
10. Hořák se přesune do výšky zatažení.
11. Pokud je hořák po příslušnou dobu v nečinnosti, zatáhne se do základní polohy.
0-5399CS iHC 4-1
Page 41

iCNC PERFORMANCE
4.2 Uživatelské rozhraní iHC
IHC může být pro obsluhu skoro neviditelná, protože parametry řízení výšky mohou pocházet z řezacího programu nebo plně Automatickýky ze sad parametrů Materiál/Tloušťka/
Nástroj. Toto okno neskrývá žádné ovládací prvky, které se běžně používají ke spuštění iCNC Performance; tyto ovládače jsou zobrazeny stále. Tato kapitola popisuje Uživatelské
rozhraní ovladače, pokud se nepoužijí funkce Automatickýkého nastavení parametrů. To umožňuje změny v době řezání anebo nastavení před zahájením řezu.
Pro spuštění softwaru zvolte „iHC.exe-Shortcut” z nabídky Start systému Windows.
Hlavní lišta
Velká šipka doprava může posloužit ke zmenšení hlavní lišty iHC. To umožňuje obsluze zobrazovat polohu a další informace o stroji.
• Na levé straně hlavního okna je zobrazen údaj o nastavené hodnotě obloukového napětí. Obloukové napětí lze upravovat pomocí levé a pravé šipky po stranách posuvníku.
Jedním kliknutím se změní napětí 1 V nebo 0,1 V.
• Při použití vzorkování AVC se vzdálenost řezu zobrazí na levé straně hlavního okna. Jedním kliknutím se změní výška řezání 0,5 mm nebo 0,1 mm.
• Tlačítka NAHORU a DOLŮ se používají k pohybu hořákem v manuálním režimu.
4-2 iHC 0-5399CS
Page 42
iCNC PERFORMANCE
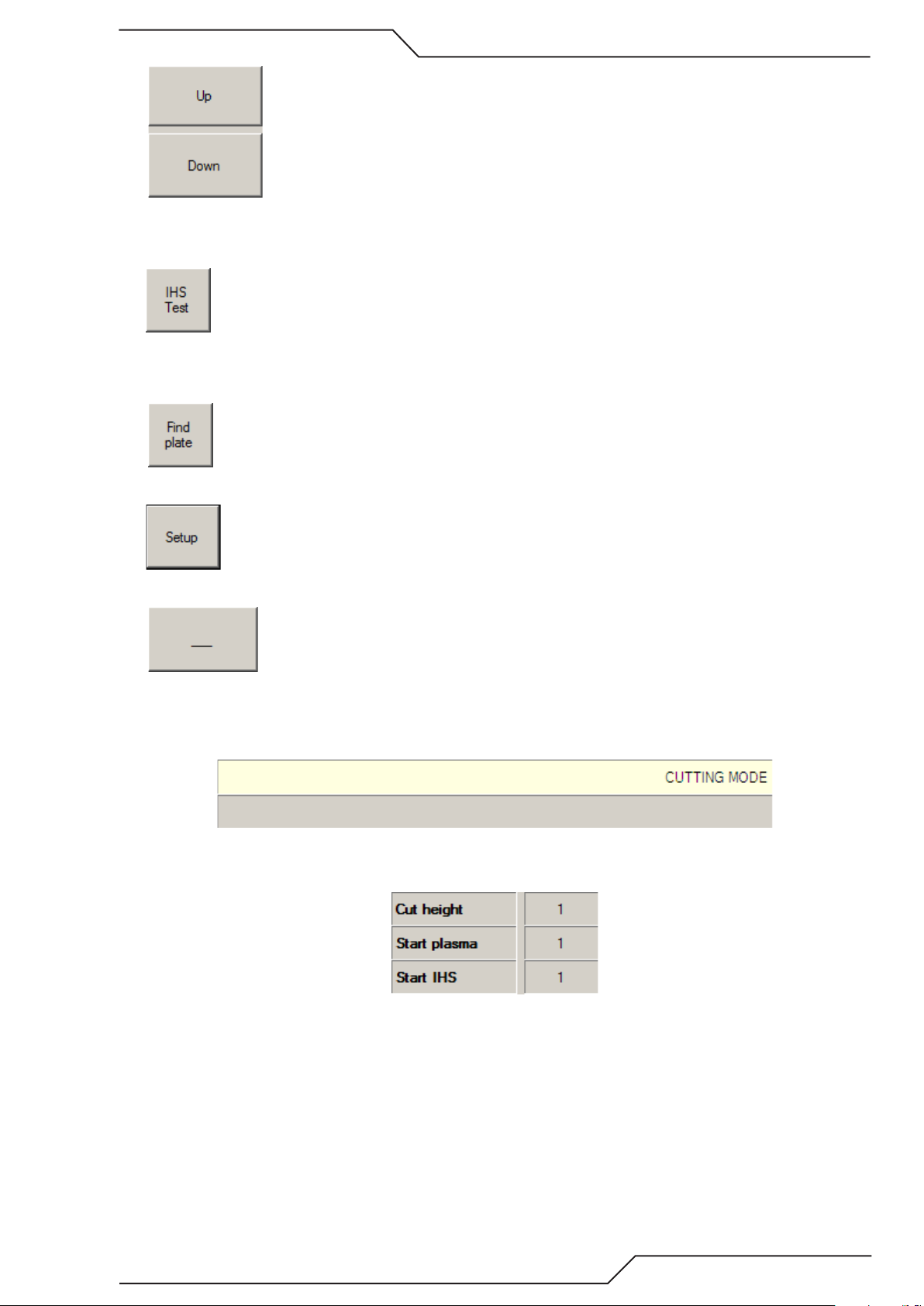
• Testovací tlačítko HIS způsobí, že se hořák pohne dolů a najde desku. Tuto funkci je možné použít k oZKOUŠKAování toho, že správně funguje snímání desky pomocí iHC.
Po stisknutí se text na tlačítku Zkouška HIS změní na „Cancel“ (Zrušit). Kliknutím na tlačítko „Cancel” (Zrušit) se hořák vrátí ihned do základní polohy. Po detekování desky
hořák zůstane ve výšce zapálení.
• Funkce najít desku se používá, pokud je na stůl umístěn silnější materiál; tato funkce se používá před řezáním, aby se zajistilo, že hořák nebude kolidovat s deskou na první
děrovacím bodě. Funkce „Najít desku” využívá rychlost pro funkci najít desku k provedení zkoušky kontaktu s deskou. Po nalezení desky se hořák vrátí do základní polohy.
Kliknete-li na funkci „Find Plate” (Najít desku), změní se text na tlačítku na „Cancel” (Zrušit). Kliknutím na tlačítko „Cancel” (Zrušit) se hořák vrátí ihned do základní polohy.
• Kliknutím na tlačítko „SETUP” (Nastavení) se otevře okno Nastavení.
• Okno iHC je možné minimalizovat tlačítkem na pravé straně, které připomíná pomlčku.
• Existují dvě textová pole v pravém horním rohu okna iHC. Za běžných okolností by se mělo v horním poli zobrazit „Cutting Mode” (Řezací režim). Není-li kontrola výšky
zapnuta nebo je-li problém se spojením, zobrazí se na dolním textovém poli nápis „WAITING FOR REPLY” (ČEKÁNÍ NA ODEZVU). Spodní textové pole bude zobrazovat stavové
zprávy, např. nejnižší softwarovou verzi.
• Můžete sledovat stav stanice zobrazením změn barev na obrazovce. Pole číslo vpravo od textu výšky řezání ukazuje, kdy je aktivní AVC, když je zapnutý IHS a když je hořák
ve výšce řezu.
0-5399CS iHC 4-3
Page 43

iCNC PERFORMANCE
4.3 Hlavní nastavení
Kliknutím na tlačítko „Setup” (Nastavení) se otevře obrazovka „Setup Main” (Nastavení hlavní) na informační liště iHC.
Tato obrazovka
• Průběžně zobrazuje aktuální obloukové napětí a výšku hořáku od desky (výška, v níž byla deska zaregistrována čidlem v době děrování).
• Má různé karty pro více možností.
Většina parametrů iHC lze upravovat v okně Nastavení. Horní střední část okna Nastavení se skládá z tlačítek a polí, které jsou zobrazeny vždy.
Tato obrazovka slouží k intuitivnímu nastavení provozních parametrů iHC. Při nastavení kteréhokoli z těchto parametrů procesní diagram vizuálně indikuje, co každý parametr znamená.
• Výška zpomalení je vzdálenost od poslední známé výšky desky, v níž by měl zdvihák zpomalit pohyb pro snímání desky, aby se zabránilo těžkému nárazu.
• Výška zapalování určuje vzdálenost od desky, kde bude hořák zapálen.
• Výška děrování určuje vzdálenost od desky, na které se bude provádět vlastní děrování po zapálení hořáku.
• Doba výšky děrování určuje, jak dlouho zůstane hořák ve výšce děrování.
• Rychlost děrování dolů určuje rychlost přesunu z výšky děrování do výšky řezání.
• Výška řezu určuje výšku hořáku pro řezání po ukončení děrování.
• Prodleva AVC výšky řezání určuje dobu danou pro stabilizaci obloukového napětí po dosažení výšky řezání s cílem umožnit kontrolu výšky hořáku na základě naměřeného
obloukového napětí (požaduje se také správná řezací rychlost).
• Přidržet. Zvýšení napětí při řezání potřebné k zamrznutí pohybu hořáku při překročení řezné spáry
• Přidržet VYP. Zvýšení napětí při řezání dolů, když se pohyb horáku obnoví do řízení AVC
• Výška přenosu určuje výšku, po které se po řezu zvedne hořák pro rychlý přenos do dalšího bodu děrování. Použijte dostatečně vysokou hodnotu, abyste zabránili
kolizím.
• Časový limit výšky přenosu určuje, jak dlouho systém čeká v této výšce na další příkaz k děrovacímu úkonu, než zvedne hořák úplně nahoru do základní polohy.
• Zobrazení obloukového napětí zobrazuje skutečné obloukové napětí v reálném čase, když je řezání aktivováČ.
• Poloha desky ukazuje, v jaké poloze byla deska naposledy detekována vzhledem k základní poloze zdvihače hořáku.
4-4 iHC 0-5399CS
Page 44

iCNC PERFORMANCE
4.4 Nastavení systému a diagnostické nabídky
4.4.2 Karta Značení
• Obloukové napětí používané při označování
• Výška řezu, používá se při označování
• Výška zapalování, používá se při značení
• Výška děrování se používá při značení
• Doba výšky děrování se používá při značení
• Doba děrování dolů se používání při značení
• Prodleva AVC výšky řezání, používá se při označování
0-5399CS iHC 4-5
Page 45

iCNC PERFORMANCE
4.4.3 Rozšířené kartě
Poskytuje možnost podrobnější kontroly chování systému.
Výchozí hodnoty Imperiální jednotky Metrické jednotky
Vysoká rychlost ovládání směru 59,06 IPM 1500 mm/min
Nízká rychlost posuvu 11,81 IPM 300 mm/min
Přizpůsobit rychlost 118,11 IPM 3000 mm/min
Rychlost při Návratu do základní polohy 23,62 IPM 600 mm/min
Rychlost nalézání desky 23,62 IPM 600 mm/min
Rychlost uvolnění kontaktu desky 2,36 IPM 60 mm/min
Časový limit ztráty hlavního oblouku 1 s
Odsazení odrazu kolize
Uvolnit přidržení prodlevy AVC 0.0 s
Výška kolizního zatažení 0.4” 1mm
Prodleva při obnovení kolize 1 s
Síla detekce desky 25
Max. povolená síla 250
• Aktivování vzorkování AVC: Použijte naměřené obloukové napětí namísto zapnout / vypnout hodnotu dle řezací tabulky. Použité obloukové napětí se měří, když je hořák
ve výšce řezání.
UI se změní na zobrazení výšky namísto obloukového napětí. Tato funkce kompenzuje opotřebení elektrody. K tomu, aby tato funkce fungovala, se požaduje ohmické
snímání.
• Funkce „Collision retract enable“: Aktivuje funkci kolizního zatažení, kterou se zdvihá hořák, pokud dojde ke kontaktu s deskou při řezání. Tato funkce se používá hlavně
k ochraně spotřebního materiálu hořáku před horkou struskou, která se po děrování objevuje na desce. Na ochranu spotřebních materiálů při děrování musí být použita
vyšší děrovací výška. Pokud se během řezání pořád aktivuje kolizní zatažení, zkontrolujte systém ohledně správné řezací rychlosti, obloukového napětí a tlaku plynu. Mějte
na paměti, že u otvorů s malými poloměry se může stát, že struska bude při použití nižších rychlostí vystřelovat k hořáku a zasune ho; pokud se tak stane a bude zrovna
důležitější kvalita otvoru než životnost spotřebního materiálu, můžete tuto funkci vypnout.
• Výška kolizního zatažení: Výškou kolizního zatažení se nastavuje výška, do které se zatahuje hořák, pokud dojde ke kontaktu s deskou při aktivním řezání.
• Prodleva při obnovení kolize: Prodleva při obnovení kolidování určuje, jak dlouho zůstane hořák ve výšce kolidovacího zatažení, dokud se opět neaktivuje automatické
řízení výšky
• Kontaktu vodivých desek: Funkce kontaktu vodivých desek, za použití této funkce, vyžaduje spojení mezi krytkou štítku hořáku a děličem napětí. Tato metoda je přesnější
a citlivější než Snímání desky podle síly. Pokud je to možné, měla by být jako funkce snímání hlavních desek vždy používána funkce kontaktu vodivých desek Tuto funkci
nelze použít při řezání pod vodou.
4-6 iHC 0-5399CS
Page 46

iCNC PERFORMANCE
4.4.4 Karta částí I/O
Tato karta zobrazuje stavy různých systémových signálů pro diagnostické účely. Části I/O jsou odděleny od vstupů (signály pocházející z jiných zařízení do iHC) a výstupů
(signály, které přicházejí od iHC do jiných zařízení).
Vstups
1. Kolize hořáku v případě, že zdvihák má odrušovací / kolizní čidlo, signály ze snímače mohou být zapojeny do vstupu Kolize hořáku. Kolize hořáku zapne výstup Chyby
systému do CNC
2. Horní koncový spínač používaný k nalezení základní polohy, když je zapnuté iHC.
3. Přívod Kontaktu desky se aktivuje při kontaktu desky během IHS nebo sekvenci řezání.
4. Přívod Spuštění IHS z CNC se aktivuje v okamžiku spuštění sekvence IHS..
5. Přívod hlavního oblouku z plazmy, který označuje zapálení plazmového oblouku.
6. Přívod Značení pro uvádění ovladače výšky do režimu značení.
7. Funkce Přidržení AVC se vypne, když se aktivuje Přívod přidržení. Funkce Přidržet se používá při řezání k tomu, aby nedošlo k potOtevřítí hořáku do desky při zpomalení
pohybu, tj. v ostrých rozích.
8. Přívod Nahoru z CNC, která přesunuje hořák směrem nahoru.
9. Přívod směru dolů z CNC, kterým se přesune hořák dolů.
10. Přívod laserového ukazatele z CNC pro zapnutí výkonu laserového ukazatele.
11. Přívod napájení motoru říká, že je napájení motoru zapnuto.
12. Udržujte ARCV rezervované pro budoucí použití.
13. Volitelné - vyhrazené pro budoucí použití.
0-5399CS iHC 4-7
Page 47

iCNC PERFORMANCE
Výstups
14. Chyba systému (obrácená) – připojení k externímu vypínání ovládačů CNC
15. Volitelné - vyhrazené pro budoucí použití.
16. Čidlové relé - 24VDC Výstup desky rozdělovače.
17. Aktivní IHS - vývod, který je aktivní od doby, kdy se aktivujte Spuštění IHS, dokud není dosaženo Výšky zapalování.
18. Hlavní oblouk - vývod na CNC, která se aktivujte po aktivování přívodu hlavního oblouku a vypršení prodlevy přenosu.
19. Značení - vývod pro zapínání výstupu značení.
20. Spuštění plazmy - vývod pro zapnutí výstupu spuštění plazmy
21. Krokový motor aktivovat - krokový pohyb aktivován / deaktivován.
22. Směr krokového motoru - aktivní signál DIR.
23. Impulz krokového motoru - signál krokového impulzu je aktivní.
24. Laserový ukazatel - vý vod pro zapnutí výkonu laserového ukazatele.
4.4.5 Servisní karta
Toto okno obsahuje informace o verzi softwaru iHC, stavu a chybách. Také zobrazuje následující:
• Uložit parametry - ukládá aktuální parametry, které jsou dostupné pouze v servisním režimu.
• Nahrávat parametry - ukládá uložené parametry, dostupné jen v servisním režimu
• Vstupte do servisního režimu - aktivuje se jím používání funkcí a parametrů, které jsou k dispozici jen v servisním režimu
• Zvolte jazyk - zvolte používaný jazyk
4-8 iHC 0-5399CS
Page 48

iCNC PERFORMANCE
4.4.6 Karta Instalace
Tyto parametry jsou chráněny heslem. Některé parametry jsou stejné jako v Rozšířené kartě.
• Hrany impulzů enkodéru na jeden metr - určeno typem enkodéru a závitovým hřídelem zdvihače.
• Plná rychlost - maximální rychlost zdvihače. Plná rychlost se používá nad výškou zpomalení.
• Vzdálenost od základní polohy - vzdálenost základní polohy od koncového spínače.
• Manuální zrychlení a manuální zpomalení - používá se u posuvu při zapnutém AVC.
• Zrychlení stroje a zpomalení stroje - používá se při ovládání zdvihače softwarem.
• Rychlost při Návratu do základní polohy - rychlost používaná při návratu do základní polohy.
• Mimo mezní rychlost - rychlost, která se používá, když se hořák pohybuje z dosahu koncového spínače.
• Rychlost uvolnění kontaktu desky - rychlost používaná při vyjíždění z desky až do uvolnění kontaktu.
• Přizpůsobit rychlost - používá se u procesu kontroly obloukového napětí pro stanovení maximální ovládané rychlosti zdvihače.
• Časový limit pro posun nahoru - při pohybu nahoru se hořák po vypršení tohoto časového limitu zastaví, pokud nebude nalezen koncový spínač.
• Časový limit ztráty hlavního oblouku - obvykle 0,1 s, aby se zabránilo ztrátě řezu bez skutečné příčiny.
• Funkce Uvolnit přidržení prodlevy AVC - Dodatečná prodleva po uvolnění přidržení, která může být užitečná po dokončení děrování a v rozích.
• Vzdálenost Horní měkké hranice - horní měkká hranice, která se nachází nad koncovým spínačem. Poloha horní měkké hranice je určena přičtením vzdálenosti horní
měkké hranice k poloze koncového spínače.
• Vzdálenost spodní měkké hranice - spodní měkké hranice, která se nachází pod deskou. Poloha spodní měkké hranice je určena odečtením vzdálenosti spodní měkké
hranice od polohy koncového spínače. Měla by být stanovena spodní měkká hranice tak, aby byl umožněn krátký pohyb pod rovinu stolu, ale omezen zdvihač tak, aby
nenarazil na pevný doraz.
• Limit chyby referenční polohy - Pokud je v poloze koncového spínače kumulativní chyba, limit chyby referenční polohy určuje, jak velká chyba může být tolerována.
Pokud je překročena Mezní hodnota chyby referenční polohy, provádí hořák návrat do základní polohy.
• Napěťový zisk - určuje, s jakou silou systém opravuje rozdíly mezi skutečným a cílovým napětím.
• Zisk P - používá se k vyladění pohybu. Příliš velká hodnota může způsobit oscilaci zdvihače a příliš malá hodnota činí pohyb měkký a nepřesný.
• Přírůstek I - používá se k vyladění pohybu zdvihače.
• Polarizace kolize hořáku je převrácená - zvolte použití NC nebo NO kolizního čidla.
0-5399CS iHC 4-9
Page 49

iCNC PERFORMANCE
4.4.7 Limity parametrů
Název parametru Výchozí nastavení MIN MAX
Přizpůsobit rychlost 3000mm/min 60 18000
Prodleva při obnovení kolize 1s 0 10
Výška kolizního zatažení 1mm 0 100
Výška řezu 1mm 1 50
Prodleva AVC výšky řezání 0,2s 0 10
Manuální zrychlení 0.3g 0,3 5
Manuální zpomalení 0.3g 0,3 5
Impulzy enkodéru na jeden metr 500000p/m 0 2^31
Rychlost nalézání desky 600mm/min 60 5000
Plná rychlost 6000mm/min 60 50000
Vysoká rychlost ovládání směru 3000mm/min 60 20000
Uvolnit přidržení prodlevy AVC 0 0 10
Limit pro uvolnění přidržení 8 0 100
Podržte tlačítko na hranici 10 0 100
Vzdálenost základní polohy -2 -100 100
Rychlost při Návratu do základní polohy 2000 60 20000
I-Gain 0 0 2^31
Výška zapalování 2 1 50
Nízká rychlost posuvu 300mm/min 120 10000
Vzdálenost spodní měkké hranice -1000mm -1000 0
Zrychlení stroje 0.1g 0,3 5
Zpomalení stroje 0.3g 0,3 5
Mimo mezní rychlost 180mm/min 60 2000
P-Gain 80 0 2^31
Doba děrování dolů 0s 0 10
Výška děrování 2mm 1 50
Doba výška děrování 1s 0 10
Rychlost uvolnění kontaktu desky 60mm/min 60 10000
Limit chyby referenční polohy 2mm 0 10
Výška zpomalení 10mm 1 1000
Proudový limit hořáku 5 0,05 20,4
Výška přenosu 50mm 0 500
Časový limit výšky přenosu 10s 0 20
Časový limit pro posun nahoru 20s 1 120
Vzdálenost Horní měkké hranice 5mm 0 1000
Napěťový zisk 10 1 256
4-10 iHC 0-5399CS
Page 50

iCNC PERFORMANCE
ODDÍL 5: NEST
5.1 ProMotion® Nest
ProMotion® Nest je software, který převádí obrázky CAD (formát DXF) na řezací programy. Lze také upravovat stávající řezací programy (s formáty EIA, ESSI nebo CNC-2).
Základy
Když aplikace ProMotion® Nest načte obrázek CAD, přidává technologii řezání (stranu řezné spáry, děrování, pořadí řezání apod.) do tvarů automaticky. Chcete-li, můžete
snadno změnit kterékoliv z těchto nastavení. Kopírovat tvary na desku, skládat polohu dílů, nastavit pořadí řezání atd. a buďto odeslat řezací program do ProMotion® Cut
nebo si ho uložit k pozdějšímu použití.
Uživatelské rozhraní ProMotion® Nest
Rozhraní ProMotion® Nest je souborem několika malých oken, tlačítek a lišt. Níže je uveden stručný popis všech.
Menu bar
Title bar
Tool bar
Toolbox
Work window
Plate list
Y-coordinates
Part list
X-coordinates
Status bar
Nadpisová lišta
Nadpisová lišta se nachází nahoře v okně ProMotion® Nest. Obsahuje číslo verze, název registrovaného uživatele a název aktivní úlohy.
0-5399CS NESTING 5-1
Page 51

iCNC PERFORMANCE
Lišta Nabídky
Lišta nabídka leží hned pod Nadpisovou lištou a umožňuje vám vybrat si jeden z následujících bodů:
Nabídka souboru
Zobrazit Nabídku
Nabídka nástrojů
Nabídka možnosti
Registrační nabídka
Nabídka Nápověda
Lišta nástrojů
Lišta nástrojů se nachází těsně pod lištou nabídky. Lišta ástrojů obsahuje tlačítka pro rychlý přístup k většině důležitých nástrojů programu ProMotion® Nest (tj.: nahrát,
uložit, makra). Více v kapitole Panel nástrojů.
Pracovní okno
Pracovní okno je velká bílá plocha uprostřed obrazovky. Zde je zobrazena aktivní úloha a zde se provádí i editace.
Souřadnice
Souřadnice Y jsou zobrazeny na levé straně pracovního okna a souřadnice X jsou uvedeny hned pod pracovním oknem.
Stavový řádek
Stavový řádek se nachází v dolní části okna ProMotion® Nest. Stavový řádek zobrazuje zprávy a rady z ProMotion® Nest. Při aktivování zobrazuje také aktuální souřadnice
kurzoru myši v pracovním okně.
Panel nástrojů
Panel nástrojů se nachází v pravém horním rohu okna ProMotion® Nest. Obsahuje tlačítka pro většinu editačních nástrojů. - 3 - © 1997 - 2012 Victor Technologies ProMotion®
Nest ProMotion® Nest v4.32
Seznam desek
Seznam desek se nachází hned pod panelem nástrojů. Seznam desek obsahuje seznam všech desek nahraných do ProMotion® Nest. Pro více informací viz „Seznam desek”.
Seznam dílů
Seznam dílů se nachází v pravém dolním rohu okna ProMotion® Nest. Seznam dílů zobrazuje všechny tvary nahrané do aplikace ProMotion® Nest. Pro více informací viz
„Seznam dílů”.
5-2 NESTING 0-5399CS
Page 52

iCNC PERFORMANCE
5.2 Lišta nástrojů
Lišta nástrojů aplikace ProMotion® Nest vypadá takto:
Zde je stručný popis každého nástroje:
Odeslat na řezání - odešle aktuální skládání polohy tvarů do aplikace ProMotion® Cut a aktivuje ji.
Nová deska - vytvoří novou desku. Viz více informací v tématickém okruhu Nová deska v Nabídce Soubor
Soubor otevřít - otevírá soubor CNC nebo DXF.
Makro - spouští nástroj makro. Viz více informací v tématickém okruhu Makro v Nabídce Soubor.
Řádky a sloupce - násobí díl či díly. Viz více informací v tématickém okruhu Řádky a Sloupce.
MicroCAD - spouští nástroj MicroCAD. Viz více informací v tématickém okruhu MicroCAD.
Informace o skládání polohy dílů - aktivuje okno Skládání polohy dílů. Viz více informací v tématickém okruhu NestInfo.
Kalkulátor nákladů - spouští kalkulátor nákladů Viz více informací v tématickém okruhu Kalkulátor nákladů.
Skládání polohy dílů - Automatickýké skládání polohy dílů. Viz více informací v tématickém okruhu Nest.
Rychlosti podávání - Přidat rychlosti podávání do řezacího programu. Viz více informací v tématickém okruhu Rychlosti podávání.
Optimalizované otvory - přidat optimalizované řezací parametry pro otvory s cílem získat nejlepší možnou kvalitu řezání. Vyžaduje software ProMotion® Optimizer.
Editor desky - pomocí tohoto nástroje můžete upravovat desku. Více v kapitole Editor desky.
Přibližování/oddalování - viz více v kap. Přibližování/oddalování .
Posunování záběru - zobrazení můžete posunovat přesunutím kurzoru myši nad pracovním oknem a stisknutím levého tlačítka myši nebo přidržením kolečka
myši v posunu záběru.
Vrátit zpět - vrátí zpět poslední úpravy, které jste provedli v aktuálním skládání polohy.
Odstranění - odstraňuje aktuální skládání polohy.
0-5399CS NESTING 5-3
Page 53

iCNC PERFORMANCE
5.3 Funkce lišty nástrojů
5.3.1 Odeslat na řezání
Je-li skládání polohy připraveno k řezání, klikněte na toto tlačítko a odešlete jej do ProMotion® Cut.
POZNÁMKA!
Tento nástroj funguje pouze na ProMotion® iCNC řídicích jednotek
5.3.2 Nová deska
Když aktivujete tento nástroj, zobrazí se okno požadující zadání délky a šířky nové desky.
Zadejte hodnoty, klikněte na Ok a zobrazí se nová prázdná deska. Název desky se zobrazí v Seznamu desky.
Pro vytvoření kulatých desek stačí zaškrtnout možnost kulatá deska a zadat průměr kruhu.
5.3.3 Otevřít
Otevírá soubor. ProMotion® Nest může otevřít DXF, EIA, ESSI, CNC-2 a DSTV
Soubory DXF:
5-4 NESTING 0-5399CS
Page 54

iCNC PERFORMANCE
Pokud načtete soubor ve formátu DXF a tento soubor obsahuje více než jednu vrstvu, aplikace ProMotion® Nest vás vyzve, abyste vybrali, které vrstvy se mají načíst do
skládání polohy dílů.
Pokud se v souboru DXF nacházejí linková anebo bodová značení, musejí být ve svých vlastních oddělených vrstvách. Vrstvy linkového a bodového značení se vybírají ve
stejném dialogovém okně jako vrstvy prolů. Ve výše uvedeném příkladě se vybere vrstva „PROFILY” pro ukládání prolů. Vrstva „POWDER” (PRACH) je vybrána jako vrstva
pro linkové značení a vrstva bodového značení nebyla vybrána.
Zvolte všechna načtení, všech vrstev do skládání polohy dílů.
Chcete-li urychlit proces načítání a ukončit všechny pomocné prvky (například měřicí čáry), program ProMotion® Nest začne načítat prvky ze souboru DXF poté, co nalezne
určité klíčové slovo ze souboru. Někdy je třeba před tímto klíčovým slovem načíst prvky. V takových případech se provádí Hrubé nahrávání. Nahrává všechny možné prvky ze
souboru DXF do aktuálního skládání polohy dílů.
Jiné soubory:
Soubory ESSI a EIA nemají žádné vrstvy na výběr. Stačí se ujistit, že zadané možnosti jsou správně nastaveny.
Viz také linkové a bodové značení.
Otevřít soubory DSTV je volitelný modul.
5.3.4 Makro tvary
Když vyberete tento nástroj, otevře se okno seznamu maker (obrázek č. 1). Toto okno zobrazuje malé obrázky dostupných maker. Současně se zobrazí pouze 20
maker; více se jich zobrazí, pokud zvolíte tlačítka „NEXT” (Další) a „PREVIOUS” (Předchozí).
Obrázek 1.
0-5399CS NESTING 5-5
Page 55

iCNC PERFORMANCE
Vytvořit nový tvar pomocí maker
Dvojklikem zvolte makro, které si přejete. Okno níže (obrázek 2) se otevře. Zadejte vlastní hodnoty do poskytnutých rámečků. Na obrázku na levé straně okna se zobrazí tvar
a červené linky. Tyto červené linky jsou čáry měření a ukazují, které měření zadáváte. Pokud jste zadali všechna měření, můžete si otevřít náhled daného tvaru stisknutím
tlačítka „PREVIEW” (Náhled). Chcete-li změnit měřítko poté, co jste je zkontrolovali, stačí zvolit „BACK” (Zpět) a upravit měření. Až budete spokojeni, zvolte „OK” a daný tvar
se zobrazí v pracovním okně ProMotion® Nest.
POZNÁMKA!
Můžete zadat čísla pomocí číselné klávesnice nebo kola myší.
Obrázek 2.
Makra pro řetězové řezání
Makra pro řetězové řezání jsou jednoduché tvary - kruhy, trojúhelníky a obdélníky - které jsou řezány jedinou linkou pouze s jedním děrováním. Je také možné vytvářet tvary
pro použití společného řezu v případech, kdy dva obdélníky či trojúhelníky mají jednu společnou stranu.
Použití maker pro řetězcové řezání je skutečně jednoduché. Stačí vložit správné hodnoty parametru a kliknout na „OK”. Když změníte parametry, okamžitě vidíte účinek
těchto změn v oblasti náhledu.
Obrázek 3.
5-6 NESTING 0-5399CS
Page 56

iCNC PERFORMANCE
Upravit seznam maker
Zvolte „EDIT MACROLIST“ (Upravit seznam maker) v prvním okně (obrázek č. 1) a otevřete okno pro upravování seznamu maker (viz níže). Seznam „CURRENT MACROS”
(AKTUÁLNÍ MAKRA) zobrazuje makra, která jsou nyní v seznamu. Seznam „AVAILABLE MACROS“ (DOSTUPNÁ MAKRA) zobrazuje všechna makra, která si můžete přidat do
seznamu maker. Přerušovaná čára v seznamu „AKTUÁLNÍ MAKRA” zobrazuje, kde je přerušení stránky. V seznamu maker se může zobrazit jen 20 maker najednou (viz obrázek 1).
Obrázek 4.
Jak změnit pořadí maker v seznamu maker:
• Zvolte jedno z maker v seznamu „AKTUÁLNÍ MAKRA“. Makro, které jste vybrali, se zobrazuje v malém obrázkovém rámečku hned pod seznamem.
• Zvolte „UP” (Nahoru) pro přesun vybraného makra o jeden krok směrem k začátku seznamu.
• Zvolte „DOWN” (Dolů) pro přesun vybraného makra o jeden krok směrem ke konci seznamu.
Jak odstranit makro ze seznamu maker
• Zvolte jedno z maker v seznamu „AKTUÁLNÍ MAKRA”. Makro, které jste vybrali, se zobrazuje v malém obrázkovém rámečku hned pod seznamem.
• Zvolte „REMOVE” (Odstranit) a makro, které jste si vybrali, se odstraní ze seznamu.
Jak přidat makro do seznamu maker:
• Zvolte jedno z maker v seznamu „DOSTUPNÁ MAKRA”. Makro, které jste vybrali, se zobrazuje v malém obrázkovém rámečku hned pod seznamem.
• Zvolte „ADD” (Přidat) a makro, které jste si vybrali, se přiřadí na konec seznamu.
5.3.5 Řádky a sloupce
0-5399CS NESTING 5-7
Page 57

iCNC PERFORMANCE
Tento nástroj slouží k násobení dílů. Můžete nastavit počet řádků a sloupců. Konečný počet kopií bude řádky x sloupce. Například 3 řádky krát 4 sloupce se rovná 3 x 4 = 12 kopií.
Řádky vymezují, kolik řádků kopií bude zapotřebí.
Sloupce určují, kolik bude k dispozici sloupců kopií.
Šířka řezné spáry - minimální šířka řezné spáry je nula.
Šířka čistého prostoru a řezné spáry denují vzdálenost kopií. Vzdálenost je čistý prostor + 2 x šířka řezné spáry. Hodnota čistého prostoru může být také záporná, chcete-li
kopírovat díly, které jsou si blíže.
DOPORUČENÍ: Pokud potřebujete jiné hodnoty čistého prostoru u směrů X a Y, udělejte nejprve sloupce (řádky = 1, sloupce = n) a potom řádky (řádky = m, sloupce = 1).
Tímto způsobem získáte m x n kopií. Viz obrázek níže jako příklad záporného čistého prostoru Y.
Šířka obruby je dodatečná vzdálenost, která se ponechává od okrajů skládání polohy dílů. Toto se používá k vyloučení okrajů desek, které nemusí být dobré kvality. Například
pokud máte desku o rozměrech zhruba 50”x 50”, ale její hrany nejsou dokonalé rovné, pak můžete nastavit obrubu na velikost 1” a použitelná plocha bude 48”x 48”. Minimální
obruba je nula, ale pokud je čistý prostor vyšší než obruba, pak se čistý prostor použije jako obruba.
Požadovaná plocha zobrazuje minimální šířku a délku desky, které aktuální díly potřebují, když jsou znásobeny a využívají uvedené parametry pro řeznou spáru, čistý prostor
a obrubu.
Buďto můžete zapsat číslo do řádků/sloupců nebo kliknout na mřížku a vytvořit požadovaný počet kopií.
Nitkové kříže denují referenční bod 0 dílů.
5-8 NESTING 0-5399CS
Page 58

iCNC PERFORMANCE
POZNÁMKA!
Síla pilového kotouče musí být vůle a objímka jsou stejné v možnosti nestingu. Pokud změníte je zde jejich hodnoty jsou
použity k možnosti nestingu. Jedinou výjimkou je vůle. Pokud je vůle je negativní, automatické hnízdění stále využívá 0 jako
minimální vůle.
5.3.6 MicroCAD
Použijte tento nástroj k úpravě prolů. Nástroje jsou popsány níže.
Přidat kruh
Napište průměr a souřadnice těžiště do příslušných textových polí. Klikněte na Použít a kruh se přidá do tvaru. Nový kruh bude první v pořadí řezání.
Přidat obdélník
Nejprve si zvolte středový bod nebo levý dolní roh obdélníku. Zadejte délku, šířku a souřadnice do příslušných textových polí. Klikněte na Použít a obdélník se přidá do tvaru.
Nový obdélník bude první v pořadí řezání.
Zaoblit roh
Vložte průměr zaoblení do textového políčka Poloměr a klikněte na Použít pro ověření poloměru. Přesunutí kurzoru přes roh změní kurzor na křížek. Klikněte na roh, který
se zaoblí dle vámi zadaného poloměru.
Odstraňte zaoblení
Změní oblouky na dvě (2) linky. Přejeďte kurzorem myši přes oblouk a ten se změní v křížek. Klikněte pro odstranění zaoblení.
Přidat bod
Přidává body (linky) do tvaru. Pokud tvar obsahuje otevřené proly, nakreslí se linka od posledního bodu prvního otevřeného prolu k bodu, který jste přidali. Pokud nejsou
žádné proly otevřené, pak se nová linka (a prol) vytváří od bodu 0,0 k bodu, který jste přidali. Přidání nových bodů se provádí jednoduše. Stačí zadat souřadnice a kliknout
na Použít.
Odstraňte bod
Odstraňuje jednotlivé body z prolu. Přejeďte kurzorem myši přes bod a ten se změní v křížek. Klikněte a bod se odstraní. Pokud byl bod posledním nebo prvním bodem
prolu, pak se odstraní celý prvek, jinak budou předchozí a následující bod budou spojeny čarou.
Přesunout bod
Tento nástroj přesunuje dráhu do dalšího místa. Kliknutím na bod jej vyberete (nad bodem se zobrazí čtvereček). Zadejte nové souřadnice do polí pro souřadnice a klikněte
na tlačítko „Apply” (Použít). Bod se přesune na nové místo.
Přidat rohovou smyčku
Tento nástroj přidává smyčku do rohu. Nejprve vyberte poloměr smyčky a poté klikněte levým tlačítkem myši do rohu, v němž chcete smyčku.
0-5399CS NESTING 5-9
Page 59

iCNC PERFORMANCE
Takové smyčky umožňují řezání velmi ostrých rohů.
Rozdělit díl
Tento nástroj rozděluje díly. Zvolte si možnost a vložte parametry, pokud budou požadovány, poté zvolte použít a klikněte na díl, který chcete rozdělit. Existují tři možnosti,
jak rozdělit díly.
1. Rovnocenná délka: Používejte tuto možnost, pokud chcete rozdělit díl rovnoměrně na daný počet dílů.
2. Max. délka: Tato možnost rozděluje díl a maximalizuje délku nových dílů. Max. délka nových dílů je uvedena jako parametr.
3. Manuální Tato možnost se používá k manuálnímu rozdělování dílů. Přidržte stisknuté levé tlačítko myši a nakreslete linku přes díl, a poté tlačítko uvolněte.
Díl je rozdělen linkou, kterou jste zakreslili.
Díl určený k ohýbání
Tento nástroj ohýbá obdélníkový díl. Nastavte hodnotu ohýbání, použijte ji, a potom klikněte na díl, který chcete ohýbat.
Hodnota ohýbání je výška oblouku v nejvyšším (středním) bodě, jak je zobrazeno na výše uvedeném obrázku. Hodnota ohnutí je zobrazena jako červená linka. Pokud jsou
uvnitř dílu nějaké otvory, jsou odpovídajícím způsobem posunuty, ale nejsou ohnuté.
POZNÁMKA!
Pomocí tohoto nástroje lze ohýbat obdélníky. Jakékoli jiné tvary jsou ohnuté špatně nebo vůbec.
5.3.7 Nestinfo
Informace o skládání polohy dílů zobrazuje informace o aktuálním skládání polohy dílů. Informace o skládání polohy dílů obsahuje následující informace:
Deska
• Název desky - název aktuální desky.
• Oblast - oblast desky. (čtvereční stopa nebo čtvereční metr)
• Šířka desky (palce nebo milimetry)
• Výška desky (palce nebo milimetry)
• Šířka obruby - denuje se v Možnostech skládání polohy dílů. (palců nebo milimetrů)
• Čisté využití (%) - vztah mezi plochou dílů a plochou desky v procentech.
Díl
• Skládání dílů - počet dílů ve skládání polohy dílů.
• Šířka skládání polohy dílů - šířka pro skládání polohy dílů.
• Výška skládání polohy dílů - výška pro skládání polohy dílů.
• Povrch dílů - celkový povrch všech dílů. (čtvereční stopa nebo čtvereční metr)
• Děrování - počet děrovacích bodů ve skládání polohy dílů.
Jmenovité plochy
• Díly - souhrn jmenovitých velikostí všech dílů.
• Použitá deska - jmenovitá velikost použité desky. Toto je přesně (šířka skládání + 2 x šířka obruby) x (výška skládání + 2 x šířka obruby).
• Jmenovité využití (%) - vztah mezi jmenovitou velikostí všech dílů a použité desky.
• Skutečné využití (%) - vztah mezi skutečnou plochou všech dílů a využitou deskou.
5-10 NESTING 0-5399CS
Page 60

iCNC PERFORMANCE
Pokud jste zaškrtli možnost Bez výpočtů plochy v Možnostech manipulace, nebudou přítomna žádná data v oblastech Plocha, Plocha dílů, Skutečné využití nebo Čisté využití.
Chcete-li znát povrchy, klikněte na Vypočítat povrch nebo přejděte do Možností manipulace a zrušte označení možnosti Bez výpočtů povrchů
Info
Můžete zapsat další informace týkající se aktuálního skládání polohy nebo dílu do políčka Informace. Tyto informace se ukládají do souborů CNC2, a když tyto soubory
otevřete, uvidíte je v podobě textových poznámek. Pro aktivování políčka Informace musíte kliknout na tlačítko Upravit informace. Poznámky, které provedete, se neuloží,
dokud nekliknete na Uložit informace.
5.3.8 Kalkulátor nákladů
Pomocí tohoto nástroje můžete modelovat náklady na řezání dílu nebo skládání. Kalkulátor získává data ze skládání polohy dílů automaticky, ale vy musíte zadat údaje o
prolu nákladů, např. řezací rychlost stroje. Chcete-li použít prol nákladů později, můžete jej uložit na harddisk svého počítače. Můžete také strovnávat ceny různých skládání
polohy. Je obdivuhodné, kolik můžete ušetřit použitím nástroje propojení!
DATA :
Prol nákladů
Prol nákladů je souhrn proměnných, které popisují způsob, jakým stroj, uživatel nebo materiál ovlivňují náklady.
• Název - Název prolu (např. „plazma 1 železo 0,25 palců”).
• Vysoká rychlost - obvykle konstantní hodnota.
0-5399CS NESTING 5-11
Page 61

iCNC PERFORMANCE
• Řezací rychlost - je závislá na nástroji, materiálu (typu a tloušťce) a procesu.
• Doba zahájení řezu - doba od okamžiku, kdy hořák dorazí do děrovacího bodu, do zahájení řezacího pohybu.
• Doba skončení řezu - doba mezi okamžikem, kdy hořák dosáhne konce řezacího prolu, a začátkem rychlého pohybu.
• Jedna hodina stroje - správná hodnota jedné hodiny stroje je základní údaj pro získání spolehlivých výsledků.
• Hodnota nákladů na jednu hodinu stroje je často stanovena tak, aby zahrnovala výši očekávaného zisku, která se nastavuje při zakoupení stroje. Tyto náklady se obvykle
pohybují v rozmezí 60-100 $, pokud je stroj aktivně využíván. 60 - 100 $ je také správná hodnota, pokud si přejete objednat část práce u subdodavatelů.
• Pokud se stroj používá jen příležitostně, můžete si zvolit jen náklady na práci.
• Příprava úlohy - doba, kdy je stroj v nečinnosti při přípravě úlohy. Doba přípravy úlohy zahrnuje nejen propojení desky s řezacím stolem, nastavení vyrovnání desky,
nahrání řezacího programu, nastavení parametrů řezání, ale i úkony poté, co program provede řezání: shromáždění nařezaných dílů ze stolu, ořezání odřezků ze zbývající
desky, odběr zbývající desky atd. Tato doba by měla být nastavena tak, aby pokrývala celou dobu mezi okamžikem, kdy je řezací stůl prázdný, a okamžikem, kdy je stůl
prázdný znovu - vyjma doby, kdy na stroji běží řezací program.
• Efektivní použití - alternativa k přípravě úlohy Pokud víte, že doba přípravy úlohy ve vašem stroji je obvykle polovina přednastavené doby stroje, nastavte ji na 50 %.
• Sada spotřebních materiálů - Náklady na sadu spotřebních materiálů.
• Děrování na jednu sadu - kolik děrovacích úkonů je možné provést pomocí jedné sady spotřebního materiálu.
• Změnit dobu - Doba, kterou trvá změnit sadu spotřebních materiálů.
• Plyn na 1 hodinu řezání
• Elektrická energie za 1 hodinu řezání
• Jiné podle jedné hodiny stroje
• Náklady na materiál - kolik stojí čtvereční stopa (či metr) desky.
• Hořáky - množství hořáků.
• Zrychlení - zrychlení stroje, které ovlivňuje průměrnou vysokou rychlost.
Informace o skládání polohy dílů
Tyto údaje poskytuje automaticky software.
• Název skládání polohy dílů
• Plocha desky
• Šířka desky
• Délka desky
• Obruba - bezpečnostní zóna, která se ponechává při skládání polohy dílů u okrajů desky.
• Skutečné využití - Procento plochy dílů k ploše desky.
• Jmenovité využití - Procento jmenovité plochy dílů v porovnání s plochou desky nebo v porovnání s plochou obdélníku, který je zakreslen kolem dílů.
• Díly
• Piercings
• Šířka skládání polohy dílů
• Délka skládání polohy dílů
• Povrch dílů
• Délka řezu
• Oblouk, sekundy
• Oblouk, sekundy na jedno děrování
• Průměrná rychlá rychlost - Tuto hodnotu ovlivňuje zrychlení stroje. Pokud má stroj pomalé zrychlení a/nebo pokud je jeho průměrný rychlý pohyb krátký, pak stroj zřejmě
nikdy nedosáhne maximální hodnoty vysoké rychlosti.
Doba stroje
Zobrazit aktivní a neaktivní doby spolu s jejich náklady, vypočítané z dostupných údajů. Aktivní doba je doba, po kterou je v provozu řezací program. Neaktivní doba je doba,
po kterou trvá příprava úlohy (např. výměna desky) a změna spotřebních materiálů.
Náklady na materiál
Tento rámeček zobrazuje spotřebu materiálu, spotřebních materiálů, plynů atd. a související náklady. Spotřeba materiálu může být zpracována několika způsoby:
• Můžete si zvolit celou desku, kterou chcete spotřebovat, nebo jen obdélník kolem skládání polohy.
• Pokud neexistuje deska nebo hotové skládání tvarů, pak můžete porovnávat spotřebu materiálu s předpokládaným účinným použitím.
NÁSTROJE:
Uložit nabídku - ukládá aktuální výpočet ceny jako jednoduchý textový soubor.
5-12 NESTING 0-5399CS
Page 62

iCNC PERFORMANCE
Kalkulátor nákladů na materiál umožní vám vypočítat, kolik stojí čtvereční stopa (nebo metr) desky. Více v kapitole Kalkulátor nákladů na materiál.
Uložit pro srovnání - tato funkce ukládá aktuální výpočet nákladů do paměti počítače. Můžete to porovnat s pozdějšími výpočty pomocí porovnávacího nástroje.
Porovnat - Otevírá porovnávací okno Více v kapitole Porovnat.
Nahrávat - nahrává uložený prol nákladů
Uložit - ukládá aktuální prol nákladů.
Zavřít - zavírá kalkulátor nákladů.
5.3.9 Porovnat
V tomto okně se srovnávají náklady. Rámeček Předchozí zobrazuje výsledky daného výpočtu nákladů, které jste si uložili k porovnání v kalkulátoru nákladů. Aktuální rámec
zobrazuje naposledy provedený výpočet nákladů - ten, který jste hledali, když jste zvolili funkci Porovnat v Kalkulátoru nákladů. Můžete vidět rozdíl mezi těmito dvěma v
rámečku Rozdíly.
Pokud se podíváte na rámeček Aktuální, uvidíte, že je zaškrtnuto políčko Relativní k povrchům dílů. Je tomu tak proto, že na stejnou desku se vejde více dílů, pokud jsou
vykládány lépe. Tento druh situace poskytuje nesprávné výsledky, protože pokud řežete z desky více dílů, budete potřebovat více času (a peněz). Ale když porovnáte oblast
dílů, můžete vidět, že máte méně odpadního materiálu, a tedy, že jste ušetřili více. K tomu je zde tato funkce. Pokud mají oba systémy skládání polohy stejné díly, pak tato
možnost nemá vliv na výsledek.
Úspory za 1 den je hodnota součtu úspor, které dosáhnete, pokud zkrátíte tento typ úloh na 8 hodin. Úspory za 1 týden je tentýž údaj, ale na 40 hodin. Zvýšení produktivity
zobrazuje, o kolik méně času potřebujete k provedení dané úlohy řezání.
5.3.10 Kalkulátor nákladů na materiál
Používá se k výpočtu ceny za jednu stopu (nebo metr) desky. Zvolte první materiál z materiálového rámce. Pokud jste si zvolili jakýkoliv jiný materiál než Jiný, pak kalkulátor
automaticky nastaví hustotu materiálu. Nastavte tloušťku desky a cenu materiálu na 1 libru (nebo 1 kilogram). Zvolte Výpočet a jste připraveni.
0-5399CS NESTING 5-13
Page 63
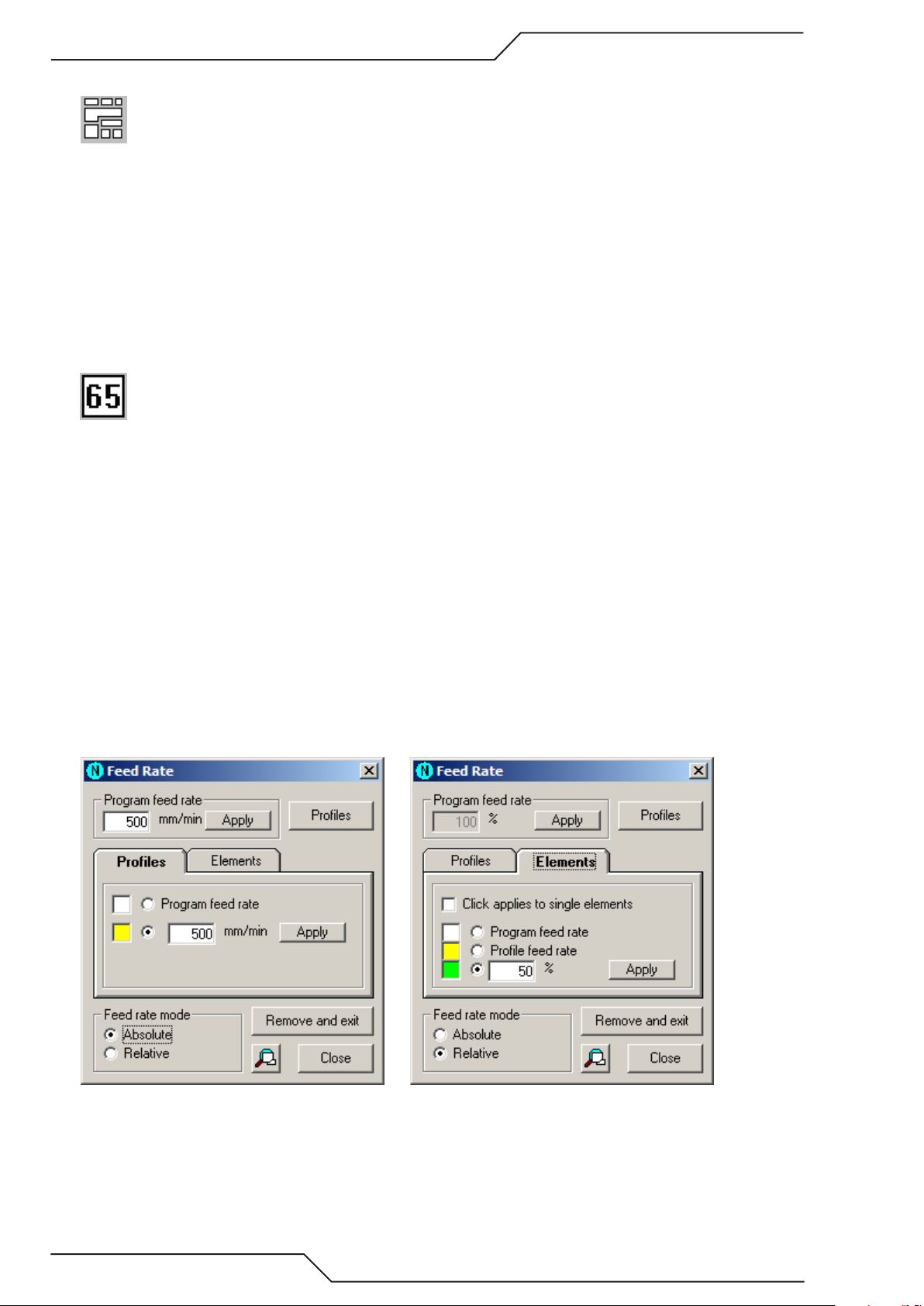
iCNC PERFORMANCE
5.3.11 Skládání polohy dílů
Tento nástroj aktivuje automatický proces skládání polohy dílů. Skládá všechny díly v aktuálním skládání polohy dílů na aktuální desku. Pokud jste si nevymezili zvláštní oblast
skládání polohy dílů (viz Zobrazit skládání polohy dílů), automatické skládání polohy použije celou desku. Můžete modikovat proces změnou možností skládání polohy.
V následujících případech se díl neskládá do polohy, ale přesunuje se na pravou stranu desky:
• Díl nezapadá na desku nebo na plochu skládání polohy.
• V daném dílu je alespoň jeden otevřený prol.
• Pokud používáte multihořák a počet kopií dílu není rovnoměrně rozdělen mezi jednotlivé hořáky, zbývající (modulové) díly nejsou skládány do polohy.
Viz také „MultiNest”, „Trojúhelníkové skládání” a „NestInfo”.
5.3.12 Rychlosti podávání
Pomocí tohoto nástroje přidávejte rychlosti podávání (tj. řezací rychlosti) do svého řezacího programu. Můžete nastavit rychlosti podávání pro individuální proly nebo prvky.
Při použití tohoto nástroje uvidíte na obrazovce několik vlaječek různých barev. Za každou z těchto vlajek je zobrazena rychlost podávání. Barva vlaječky označuje typ rychlosti
podávání (tj.: program, prol a rychlosti podávání prvku). Červené vlaječky znamenají chybu a neměly by se zobrazovat. Pokud uvidíte červenou vlaječku, stačí resetovat
rychlost podávání pro daný prvek.
Denice různých rychlostí podávání
Rychlost podávání programu - Výchozí rychlost podávání celého řezacího programu, nejsou-li nastaveny žádné rychlosti podávání pro prol nebo prvek.
Rychlost podávání prolu - rychlost podávání pro jeden prol. Celý prol je řezán touto rychlostí podávání, pokud nejsou nastaveny žádné rychlosti podávání pro daný prvek.
Prol Rychlost podávání může být nastaven na rychlost podávání programu nebo výchozí rychlost podávání.
Rychlost podávání prvku - Rychlost podávání jednoho prvku, kterou lze nastavit v rámci programu, prolu nebo výchozího nastavení.
Režimy rychlosti podávání:
Absolutní - rychlosti podávání se udávají v milimetrech (nebo palcích) za minutu.
Vztažné - rychlosti podávání jsou uváděny ve vztahu (1-100%) ke stávající rychlosti řezání. Tento typ je podporován pouze u ovladačů ProMotion® iCNC. To by se podobalo
otočení potenciometrem pro přepisování rychlosti podávání ovládače.
5-14 NESTING 0-5399CS
Page 64

iCNC PERFORMANCE
Jak používat tento nástroj:
• Při spuštění tohoto nástroje bude požadována rychlost podávání programu. Tato rychlost podávání se nastaví pro všechny proly a prvky, které nemají stanovenou rychlost
podávání. Pokud má každý prvek již svojí rychlost podávání, nástroj se okamžitě spustí.
• Abyste změnili rychlost podávání programu, napište novou hodnotu do příslušného textového pole a klikněte Použít.
• Pokud zvolíte proly nebo prvky, jejich rychlost podávání se změní. Pokud je karta Prolů nahoře, pak kliknutím změníte rychlost podávání prolů. Nahoře na kartě
Prvky, poté kliknutím změníte rychlost podávání prvků. Proly a prvky mají takovou rychlost podávání, která je nastavena v kartě.
• Můžete nastavit typ prolu rychlosti podávání v kartě Proly. Chcete-li použít výchozí r ychlost podávání, napište její hodnotu do textového pole a zvolte Použít. Rychlost
podávání, kterou vyberete zde, se nastaví pro všechny proly, které vyberete následně. Tato změna nemá dopad na rychlosti podávání, které jsou již nastaveny. Použije
se pouze na proly, které si zvolíte.
• Pro nastavení typu rychlosti podávání prvku v kartě Prvky. Chcete-li použít výchozí rychlost podávání, napište její hodnotu do textového pole a zvolte Použít. Rychlost
podávání, kterou vyberete zde, se nastaví pro všechny prvky, které vyberete následně. Tato změna nemá dopad na rychlosti podávání, které jsou již nastaveny. Použije
se pouze prvky, které si zvolíte.
• Pokud jste zaškrtli možnost Kliknutí se projeví u jednotlivých prvků v kartě Prvky, pak kliknutím změníte rychlosti podávání jednotlivých prvků. Pokud to nezaškrtnete,
pak musíte kliknout na výchozí a koncový prvek. Všem prvkům mezi začátkem a koncem je také přiřazena stejná rychlost podávání.
• Pokud kliknete na prvek levým tlačítkem myši, vybere se celý prvek. Kliknutím na pravé tlačítko se prvek rozdělí a rychlost podávání se nastaví pouze pro druhou polovinu.
Kliknutí pravým tlačítkem funguje jen v případě, že není zaškrtnuta možnost Kliknutí platí pro jednotlivé prvky.
• Můžete smazat všechny rychlosti podávání zvolením Odstranit a skončit. Tím se také zavírá tento nástroj.
• Můžete snadno nastavit všechny rychlosti podávání na celé skládání polohy pomocí nástroje Proly rychlosti podávání.
5.3.13 Proly rychlosti podávání
Proly rychlosti podávání vám umožní nastavit rychlost podávání pro všechny oblouky a kruhy zároveň. Nemusíte si vybírat každý z nich samostatně.
Takto používáte proly rychlosti podávání:
• Spusťte tento nástroj vybráním Prolů v dialogovém okně Rychlosti podávání.
• Zvolte absolutní či relativní rychlosti podávání.
• Nastavte průměr a příslušné hodnoty pro rychlost podávání u kruhu. Pokud nepotřebujete páry celého průměru + rychlosti podávání, můžete je deaktivovat odškrtnutím
rámečku na začátku linky.
• Nastavte poloměr a příslušné hodnoty pro rychlost podávání u oblouku. Zrušit nadbytečné linky.
• Zvolte rychlost podávání programu, pokud používáte absolutní rychlosti podávání.
• Klikněte na Použít pro nastavení rychlosti podávání podle vámi zadaného prolu. Všechny stávající rychlosti podávání jsou odstraněny a rychlosti podávání denované
v prolu se aplikují na skládání polohy dílů.
• Uložit proly k budoucímu použití. Toto je užitečné, když potřebujete různé proly pro různé nástroje. Klikněte na tlačítko Uložit a zadejte název souboru. Klikněte na
Nahrát k opětnému použití souboru.
0-5399CS NESTING 5-15
Page 65

iCNC PERFORMANCE
5.3.14 DiameterPro
DiameterPro automaticky upravuje vlastnosti otvoru (rychlost, nájezd, odjezd atd.) u podporovaných procesů.
Když kliknete na tlačítko DiameterPro, otevře se okno podobné tomu výše.
5-16 NESTING 0-5399CS
Page 66

iCNC PERFORMANCE
• Odešle řezací program do aplikace Promotion Cut k provedení řezání.
• - Oddaluje
• 100% se resetuje přibližování/oddalování
• + Přibližuje
• Funkce Auto Optimize Enabled (Automatickýká optimalizace) provede uživatele oknem DiameterPro před řezáním každého nového dílu.
• Zrušit - zrušit a zavřít okno „DiameterPro“.
Pokud bude mít otvory menší než 1:1 (tloušťka desky: průměr otvoru), zobrazí se vyskakovací okno udávající informace o podměrečných otvorech:
• Tlačítka << a >> procházet podměrečné otvory
• Přibližování/oddalování přibližování/oddalování do vybraného otvoru
• Normální zobrazení Resetuje přibližování/oddalování a zobrazuje celou plochu řezání.
• K bodovému značení - nahrazuje otvor bodem bodového značení
• Zavřít - zavírá okno a uplatňuje údaje o nejmenším otvoru na vybrané otvory.
POZNÁMKA!
Vyžaduje DiameterPro ProMotion® DiameterPro a podporovaný plazmové napájecí zdroj k práci.
5.3.15 Editor desky
Editor desky je soubor nástrojů, které se používají k měnění tvarů a polohy desky. Klikněte na tlačítko Editor desky pro aktivaci editoru. Tlačítko zůstane stisknuté, dokud na
něj znovu nekliknete. Zobrazí se malé okno nástroje. Okno Nástroje obsahuje nástroje pro úpravu desky. Znovu klikněte na toto tlačítko pro zavření editoru desky.
5.3.16 Upravit desku
Pomocí tohoto nástroje odstraňte díly z desky. Dodržujte tyto kroky:
• Přejeďte kurzorem přes okraj desky a klikněte na něj.
• Přejeďte kurzorem myši do další polohy a znovu klikněte. Nová linka se zobrazí od předchozího bodu k tomuto bodu.
• Pokračujte, jak je uvedeno výše, dokud nedosáhnete okraje desky. Klikněte na okraj a deska se rozdělí na dvě části, ale zobrazí se jen jedna z nich.
• Pokud se zobrazí nesprávná část, použijte nástroj Změnit rozdělení a zobrazení změňte.
5.3.17 Upravit desku pomocí pohybu stroje
Tento nástroj je zcela stejný jako nástroj Upravit desku, s následujícími výjimkami.
• Kurzor myši nereaguje na pohyb myši. Kurzor myši zobrazuje polohu hořáku a pohybuje se, pokud se pohybuje hořák.
• Deska v pracovním okně ProMotion® Nest se natočí do stejného úhlu jako skutečná deska. Pokud přestanete tento nástroj používat, deska se otočí zpět do svého původního
úhlu.
• Tlačítko Mezera funguje jako levé tlačítko myši (levé tlačítko myši funguje také).
• Tlačítkem Esc se zruší úprava. Původní deska je zobrazena a myš normálně funguje.
• Tento nástroj je použitelný pouze s ovladačem iCNC.
0-5399CS NESTING 5-17
Page 67

iCNC PERFORMANCE
5.3.18 Učit desku
Pomocí tohoto nástroje se zařízení „naučí” tvar desky. Uložte desku na řezací stůl a poté použijte laserový ukazatel nebo hořák, abyste vymezili hrany desky.
Dodržujte tyto kroky:
• Umístěte desku na řezací stůl.
• Spusťte tento nástroj. Otevře se nové okno (viz výše).
• Přejeďte laserovým ukazatelem (nebo hořákem) nad okrajem desky. Poté klikněte na Příjmout bod.
• Přejeďte laserovým ukazatelem přes další roh desky. Znovu klikněte na Přijímací bod. Zopakujte tento krok, až se zobrazí všechny rohy desky.
• Nakonec klikněte na Zavřít tvar a deska je hotová.
• Pokud se při zaučování tvaru dopustíte chyby, stačí kliknout na Zrušit bod, čímž odstraníte poslední bod.
DOPORUČENÍ: Tento nástroj můžete použít k zaučení u nových dílů k řezání, pokud převádíte desku na díl pomocí nástroje „Funkce Deska-díl-deska” (Deska-díl-deska).
POZNÁMKA!
Tento nástroj lze použít pouze s ProMotion iCNC řadiče.
5-18 NESTING 0-5399CS
Page 68

iCNC PERFORMANCE
5.3.19 Nastavit původ
Tento nástroj nastavuje jeden z rohů desky* do Původních.
• Klikněte na jeden z rohů a nastavte jej jako nový původ.
* V tomto případě „CORNER” (ROH) znamená jeden konec prvku, který je jedním z prvků tvořících prol desky. A tím pádem je možné, že se vůbec nejedná o roh.
5.3.20 Zobrazit plochu skládání polohy tvarů
Tento nástroj se používá k denování plochy skládání dílů na desce. Plochy pro skládání polohy dílů jsou užitečné v kombinaci s automatickým skládáním polohy dílů a
nástroji pro multihořák.
Dodržujte tyto kroky k zobrazení plochy skládání polohy dílů:
• Spustit Editor desky
• Zvolte si tento nástroj. Červený obdélník se zobrazí uvnitř desky. Obdélník je nová plocha skládání polohy.
• Přejeďte kurzorem myši přes okraj obdélníku a přidržte levé tlačítko myši. Hranice obdélníku nyní následuje pohyb myši.
• Upravte obdélník podle svých potřeb a konečně zavřete Editor desky, abyste potvrdili své změny.
5.3.21 Vyrovnat díly
Použijte tento nástroj k vyrovnání desky podle os X nebo Y. Proč? Automatickýké skládání funguje lépe, pokud je dolní okraj desky vyrovnán s osou X nebo Y.
5.3.22 Změnit rozdělení
Pomocí tohoto nástroje můžete přepínat mezi zobrazenými díly. Viz Upravit desku.
5.3.23 Otáčet deskou
Tento nástroj otáčí aktuální desku o 90 stupňů proti směru hodinových ručiček.
0-5399CS NESTING 5-19
Page 69

iCNC PERFORMANCE
5.3.24 Zrcadlová deska
Pomocí tohoto nástroje zrcadlově zobrazte aktuální desku v ose Y.
5.3.25 Přesunout k Původním
Tento nástroj mění polohu aktuální desky. Po přesunutí desky se její minimální souřadnice X a Y rovnají nule.
5.3.26 Vrátit zpět Editor desky
Nástrojem Upravit desku se deska rozdělí na dvě části. Pokud jste se při úpravách dopustili nějakých chyb, použijte tento nástroj k navrácení původní desky zpět.
5.3.27 Přibližování/oddalování
Nejsnazší způsob, jak přibližovat a oddalovat zobrazení, je použití kolečka myši. Můžete je použít kdykoliv. Pokud nemáte myš s kolečkem, použijte tlačítka Oddalování a
Přibližování. Poté bude přibližování/oddalování pokračovat, dokud neuvolníte tlačítko.
Abyste se dostali zpět na normální zobrazení, tj. kdy bude viditelné celé skládání polohy a v co největším zobrazení, klikněte na tlačítko Zoom 100%.
5.3.28 Zobrazení posunu záběru
Pohled můžete posouvat tak, že kurzor myši přesunete nad pracovním oknem a zároveň přitom budete držet levé tlačítko myši. Obrázek bude sledovat pohyb myší, dokud
neuvolníte levé tlačítko myši.
5.3.29 Vrátit zpět
Pomocí tohoto nástroje můžete zrušit poslední úkon.
5.3.30 Odstranění
Zavírá aktuální skládání polohy dílů, které je zobrazeno v pracovním okně. Pokud je otevřeno více než jedno skládání polohy tvarů, následující skládání bude zobrazeno v
pracovním okně.
5-20 NESTING 0-5399CS
Page 70

iCNC PERFORMANCE
5.4 Nabídka souboru
Nabídka Soubor se používá k otevření stávajících souborů, uložení nových souborů a ukončení aplikace. Zde je seznam všech prvků v nabídce Soubor.
Položka AKCE
Nové Vytvořit novou čistou desku.
Otevřít Otevřít stávající soubor
Odstranění Zavřít aktuální skládání polohy dílů.
Uložit jako Uložit aktuální skládání polohy dílů.
Makro Vytvořit nový tvar pomocí maker
Tisknout Tisknout stávající skládání polohy dílů
Importovat hrubých dat ESSI/EIA Importuje soubory ESSI a EIA tak, jak jsou
DNC Stahování z DNC
Importovat Importovat skládání polohy dílů z ProMotion® Cut
Vývoz Exportovat skládání polohy dílů do ProMotion® Cut
Ukončit Ukončit aplikaci ProMotion® Nest
POZNÁMKA!
Některé z těchto nástrojů byly již bylo vysvětleno v panelu nástrojů kapitoly.
Tyto nástroje nejsou opakovány v této kapitole.
5.4.1 Uložit jako
Uložit aktuální skládání polohy dílů (jeden v pracovním okně) ve zvoleném formátu. Možné formáty jsou ESSI, EIA, DXF, ROBOTIC CNC a CNC-2. Pro více informací o ESSI a
EIA viz Možnosti ESSI a Možnosti EIA.
V demo verzi ProMotion® Nest není ukládání možné.
Lze také ukládat programy linkového značení. Toto je volitelný modul. Více k tématu Bodové značení.
POZNÁMKA!
ProMotion® Hnízdo nelze číst ROBOTICKÉ CNC. Pokud chcete upravit programy
snižování později, pak nejlepší formát je CNC-2.
5.4.2 Tisknout
Tento nástroj odesílá aktuální skládání polohy dílů do určené tiskárny.
5.4.3 Import hrubých dat ESSI/EIA
Použijte tento nástroj k načtení souborů ESSI a EIA do programu ProMotion® Nest, pokud máte řezací program, který je připraven k odeslání na řezání bez úpravy.
V podstatě je to jako běžný otevřený soubor. Tento nástroj používá stejné možnosti ESSI a EIA jako právě otevřený soubor. Od normálního otevřeného souboru se liší tím, že
se snaží o jednoduchost. Nesnaží se rozlišovat, které tvary jsou otvory nebo kde jsou nájezdy či jakékoliv jiné prvky. Hrubý import pouze přečte soubor jako takový. Tímto
způsobem můžete využít jakýkoli druh řezacího programu, který není jinak podporován logikou ProMotion® Nest (tj: běžné řezání a naprogramované zastávky).
5.4.4 DNC
Použijte tento nástroj k nahrávání souborů ze spojení DNC. Na počítači, ze kterého stahujete soubory, musí běžet ProMotion® iLink.
0-5399CS NESTING 5-21
Page 71

iCNC PERFORMANCE
Příští - Umožňuje uživateli procházení souborů, které jsou k dispozici v pracovním adresáři aplikace ProMotion® iLink (složka). Dostupné názvy souborů jsou zobrazeny v
textovém poli hned pod tímto tlačítkem.
Nahrávat - umožňuje uživateli zahájit stahování DNC. Soubor zobrazený nyní v textovém poli se začne nahrávat. Stačí vypsat název souboru do textového pole a zvolit Nahrávat.
Zrušit - umožňuje uživateli zrušit stahování DNC
Nahrávat předchozí - umožňuje uživateli použít poslední soubor znovu bez stahování.
Otevřít soubor umožňuje uživateli změnu na normální dialogové okno Otevřít soubor Použijte to k nalezení souboru na pevném disku ovládačů nebo v síti, která je přístupná.
5.4.5 Importovat
Tento nástroj importuje skládání polohy dílů vytvořené v ProMotion® Cut.
5.4.6 Vývoz
Tento nástroj exportuje aktuální skládání polohy dílů do ProMotion® Cut. Upozorňujeme, že exportované skládání polohy se v aplikaci ProMotion® Cut neotevře automaticky.
K otevření musíte použít nástroj import v programu ProMotion® Cut.
5.4.7 Ukončit
Tento nástroj zavírá software ProMotion® Nest.
Důležité! Veškerá skládání polohy dílů budou uzavřena a všechna data, která obsahují, budou ztracena při ukončení. Chcete-li uložit jedno či více skládání polohy dílů, musíte
je uložit před ukončením.
5.5 Zobrazit Nabídku
V nabídce Zobrazit můžete měnit vzhled aplikace ProMotion® Nest a způsob, jakým tato aplikace kreslí skládání polohy dílů.
Černobílé zobrazení
5-22 NESTING 0-5399CS
Page 72

iCNC PERFORMANCE
Touto možností se změní barva výkresu na černou.
Vývody
Pokud tuto možnost zaškrtnete, aplikace ProMotion® Nest zobrazí zvláštní vývody, pokud budou nějaké ve skládání přítomny. Pro více informací viz příručka ProMotion® Cut.
Přenosové linky
• Skrýt vše - výběrem této možnosti lze zapínat a vypínat přenosové linky.
• Ukázat řez - pokud je tato možnost vybrána, zobrazí se přenosové linky mezi řezacími proly. Toto je výchozí nastavení.
• Ukázat linkové značení - pokud je tato možnost vybrána, zobrazí se přenosové linky mezi proly linkového značení.
• Zobrazit bod značení - výběr této funkce umožňuje zobrazit přenosové linky mezi jednotlivými body bodového značení.
Ukázat velké knoíky
Tato možnost zvětší všechna tlačítka v liště nástrojů a panelech nástrojů programu ProMotion® Nest. Toto nastavení se doporučuje pro použití s dotykovou obrazovkou.
POZNÁMKA!
Je nutné restartovat ProMotion® Hnízdo se tato změna vstoupí v platnost.
5.6 Nabídka nástrojů
Nabídka nástrojů obsahuje nástroj pro manipulaci se skládáním polohy. Můžete opravovat součásti, přidávat značení, skládat ručně nebo automaticky, nastavovat pořadí
řezání, přidávat propojení a dělat mnoho dalších věcí. Nástroje jsou zorganizovány v pořadí, ve kterém se obvykle používají. Například byste měli nejprve provést automatické
skládání, než přidáte propojení.
POZNÁMKA!
Některé nástroje nejsou součástí standardní ProMotion® hnízda, ale jsou možnosti, které mohou být nakupovány
samostatně. V závislosti na možnostech nastavených ve vaší licence na některé nástroje nemusí být k dispozici.
POZNÁMKA!
Některé nástroje této nabídky již byly vysvětleny v panelu nástrojů kapitoly. Tyto nástroje nejsou uvedeny
v tomto manuálu.
5.5.1 Odstranit
Levým tlačítkem myši se aktivuje mazání plochy. Držte levé tlačítko myši stisknuté a pohybujte myší. Obdélník bude sledovat pohyby myší. Když uvolníte levé tlačítko myši,
všechny proly, které jsou zcela uvnitř obdélníku, se vymažou. Pokud kliknete na pravé tlačítko myši, odstraní se pouze jeden prvek nebo bod přenosové linky.
5.5.2 Kopírovat
Tento nástroj umožňuje uživateli kopírovat různé objekty do schránky, odkud je může vkládat do jakéhokoli skládání polohy dílů. Objekt, která má být kopírován, lze vybrat
z nabídky „Možnosti”. Existují dvě druhý objektů, které lze kopírovat: tvary a skládání polohy tvarů. Objekt je možné kopírovat přesunutím kurzoru myši na příslušný díl a
kliknutím na levé tlačítko myši.
0-5399CS NESTING 5-23
Page 73

iCNC PERFORMANCE
5.5.3 Řezání
Použijte funkci „Cut” (Řezat) k přesunutí tvarů do schránky. Můžete vkládat tvary ze schránky do skládání polohy tvarů.
Dodržujte tyto kroky:
1. Aktivujte nástroj „Řezání” tím, že zvolíte „Řezání” (viz obrázek výše).
2. Stiskněte a přidržte levé tlačítko myši. Zobrazí se obdélníkové zaostření.
3. Obtéct tvary, které chcete vyříznout, pomocí obdélníku zaostření a uvolněte levé tlačítko myši.
5.5.4 Vložit
Tento nástroj použijte ke vkládání zkopírovaných / vyříznutých objektů do skládání polohy. Po výběru se zobrazí dialogové okno (viz níže). Pokud chcete více kopií,
změňte v dialogovém okně násobitele vložení. Násobič vkládání udává, kolikrát mají být kopírované objekty vloženy. Kliknutím na editační plochu se objekty vkládají.
5.5.5 Upravit
Přesunout tvar
Pomocí tohoto nástroje manuálně změňte polohu tvaru. Přejeďte kurzorem nad tvarem a přidržte levé tlačítko myši. Nyní bude tvar sledovat pohyb myši, dokud tlačítko
neuvolníte.
Tento nástroj také aktivuje Kolidovací nástroje
Kolidování znamená, že pohybujete jedním tvarem co nejblíže k jinému. ProMotion® Nest k tomu poskytuje kolidovací nástroje. Chcete-li kolidovat tvar, měli byste nejdříve
přesunout tvar blíž k jeho konečné pozici, a pak použít příslušný kolidovací nástroj. Existují čtyři nástroje pro kolidování tvarů: nahoru, dolů, doprava nebo doleva.
Uprostřed kolizních nástrojů je tlačítko (tlačítka). Po stisknutí tohoto tlačítka se tvary zobrazí v jiné barvě, jestliže mezi nimi není dostatek místa. Uvolnění tlačítka
umožňuje vracet díly k jejich normální barvě.
Takže, jak velká by měla být vzdálenost mezi dvěma tvary? V Možnostech skládání polohy dílů zkontrolujte parametry pro šířku řezné spáry a čistý prostor. Vzdálenost mezi
dvěma tvary musí být dvojnásobkem šířky řezné spáry a násobkem čistého prostoru. Tento vzorec využívají kolidovací nástroje a kontrola překrývání.
POZNÁMKA!
Kolizní nástroje jsou viditelné pouze při cestách tvar nástroj je aktivní.
5.5.6 Otáčet tvarem
Umožňuje uživateli otáčet tvarem jednoduše tím, že ho uchopí myší. Díl bude sledovat pohyb myši (otáčení).
Kroky otáčení lze nastavit v Možnostech manipulace. Doporučenými kroky je 5 či méně stupňů.
5-24 NESTING 0-5399CS
Page 74

iCNC PERFORMANCE
5.5.7 Zrcadlo
Tento nástroj umožňuje zrcadlit tvary na osách X nebo Y. Pokud přejedete kurzorem myši přes nějaký tvar a kliknete levým tlačítkem myši, tvar se zobrazí zrcadlově v ose Y.
Pokud kliknete na pravé tlačítko myši, tvar se zrcadlově obrátí v ose X.
5.5.8 Změnit děrovací bod
Existují dva způsoby, jak změnit aktuální bod děrování. Abyste změnili bod děrování na první bod prvku, přejeďte kurzorem myši nad prvkem a klikněte na levé tlačítko myši.
Chcete-li vybrat jakýkoliv bod na prvku, přesuňte kurzor myši na požadovaný výchozí bod a klikněte na něj pravým tlačítkem myši. Tento nástroj lze používat jen u úplných prolů.
5.5.9 Změnit stranu kompenzování
Změnit stranu kompenzování pohybem kurzoru myši nad prvkem a kliknutím na levé tlačítko.
5.5.10 Změnit směr řezání
Změnit směr řezání pohybem kurzoru myši nad prvkem a kliknutím na levé tlačítko.
5.5.11 Rozdělit prvek
Prvek je možné rozdělit na dvě části přesunutím kurzoru myši na požadované místo rozdělení a kliknutím na levé tlačítko myši.
5.5.12 Spojit proly
Pomocí tohoto nástroje můžete zavřít otevřený prol nebo připojit dva nebo více otevřených prolů.
Dodržujte tyto kroky:
• Přidržte levé tlačítko myši.
• Přesuňte obdélník okolo počátečních/koncových bodů otevřeného prolu (prolů).
• Uvolněte tlačítko myši.
5.5.13 Nájezdy
Pomocí tohoto nástroje můžete přidávat, odebírat a měnit nájezdy a odjezdy. Když je aktivní nástroj nájezdy, zobrazí se níže uvedené dialogové okno. Prostřednictvím tohoto
okna změníte parametry nájezdů a odjezdů. Pokud se hodnota zobrazí červeně, nelze nájezd vytvořit (obrázek zobrazuje příliš malý průměr).
0-5399CS NESTING 5-25
Page 75

iCNC PERFORMANCE
Typy nájezdu a odjezdu:
Nic Bez nájezdu nebo odjezdu Tento typ má zvláštní účel, pokud vytváříte kód CNC pro
staré ovládače ProMotion. Pokud není k dispozici nájezd, pak ovládač jeden přiřadí.
Rovný úsek Rovná linka, která má stejný směr jako první (nebo poslední) prvek prolu.
90 stupňů Rovná linka, která se nachází pod úhlem 90 stupňů (na straně řezné spáry) v porovnání
s prvním (nebo posledním) prvkem prolu.
Oblouk Oblouk, která má středový úhel 90 stupňů. Připojuje první (nebo poslední) prvek
prolu tangenciálně.
0-179 stupňů Rovná linka, která se nachází pod úhlem 1 až 179 stupňů (na straně řezné spáry) v
porovnání s prvním (nebo posledním) prvkem prolu.
J Nájezd, který obsahuje rovnou linku a oblouk. Rovný úsek směřuje vždy do středu
otvoru. Omezení jsou, že průměr oblouku nesmí být menší než ½ řezné spáry; délka
musí být větší než poloměr oblouku.
Půlkruh Půlkruh. Připojuje první (nebo poslední) prvek prolu tangenciálně.
Výchozí Toto je uživatelsky denovaný typ čtení ze souboru. Programy ESSI a EIA mají často
tento typ nájezdů (nebo odjezdů). Nemůžete přidávat tento druh nájezdů.
Volba nájezdu / odjezdu:
Chcete-li přidat, odstranit nebo upravit nájezd, klikněte na děrovací bod nebo vyberte možnost „Target” (Cíl), zaškrtněte políčko „Replace existing leadings” (Nahradit stávající
nájezdy) a klikněte na tlačítko “Přidat”.
Délka:
Délka nájezdu (rovných prvků).
Poloměr:
Poloměr nájezdů (oblouky).
Úhel:
Úhel nájezdu (Volný úhel).
5-26 NESTING 0-5399CS
Page 76
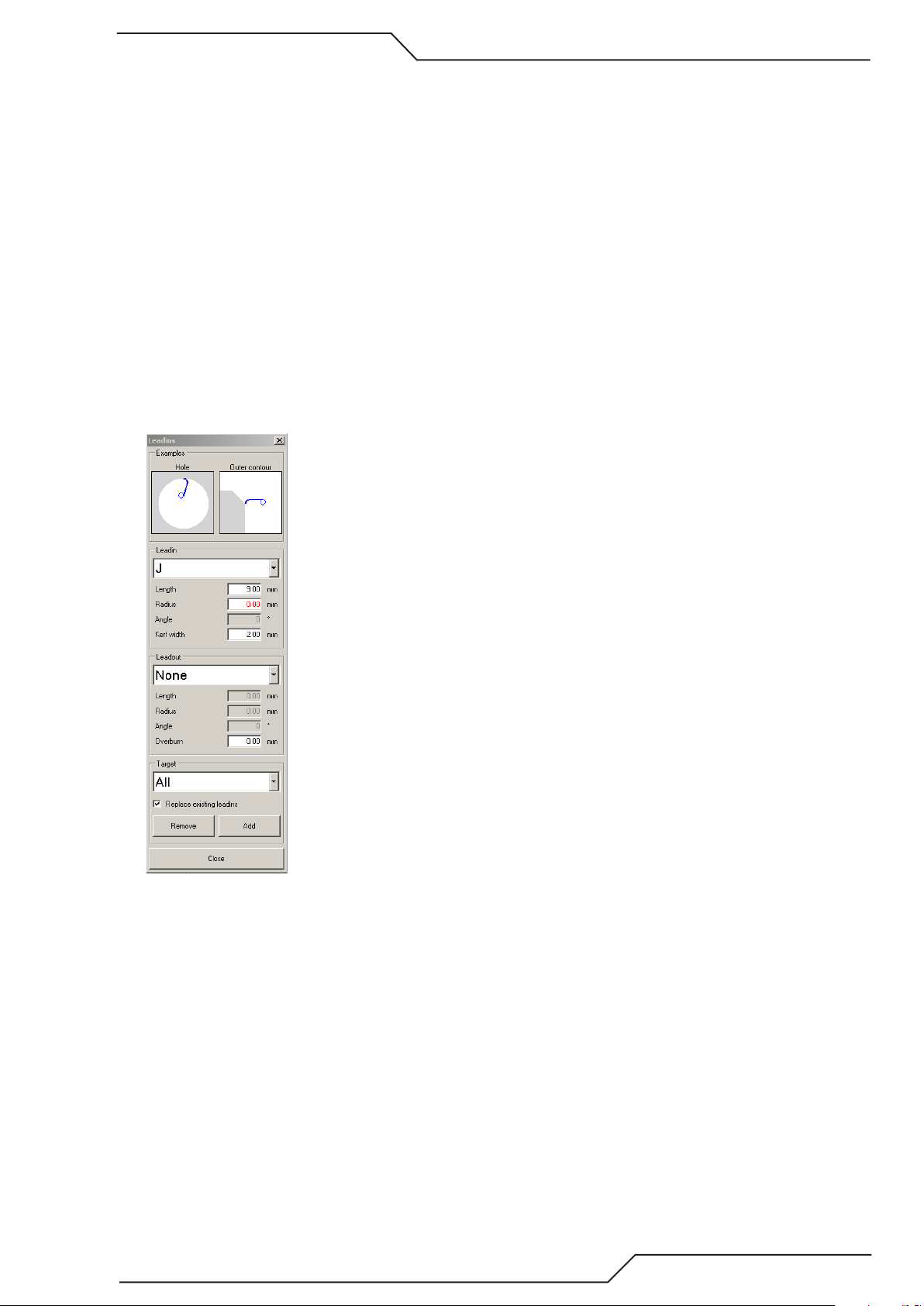
iCNC PERFORMANCE
Řezná spára:
Vybraný proces řezná spára.
Délka přepalování:
Přepalování znamená, že až stroj vyřízne konkrétní prol, začíná jej řezat znovu (spouští další cyklus) a uřízne část nové délky. Délka se denuje zde. Stačí zadat hodnot do
textového pole a kliknout na děrovací bod nebo zvolit cíl a kliknout na „Přidat”.
Cíl:
Zvolte si typ prolů, ve kterých chcete změnit nájezdy/odjezdy.
Nahradit stávající nájezdy:
Zkontrolujte tuto možnost, pokud chcete změnit stávající nájezdy nebo odjezdy. Jinak můžete přidávat pouze nové nájezdy (nebo odjezdy) do prolů, které nemají žádné
nájezdy (nebo odjezdy).
Příklady:
Jak přidat nájezd/odjezd:
1. Zvolte typ nájezdu, který si přejete. Nastavit délku, poloměr atd.
2. Zvolte typ odjezdu, který si přejete. Nastavit délku, poloměr, přepalování atd.
3. Klikněte na prol, do kterého chcete přidat nájezd.
Jak změnit nájezd na jiný:
Zopakujte kroky 1-2 výše.
0-5399CS NESTING 5-27
Page 77

iCNC PERFORMANCE
3. Zkontrolujte rámeček „REPLACE EXISTING LEADINS” (Nahrazení stávajících nájezdů).
4. Klikněte na prol s nájezdem, který chcete změnit.
Jak přidat nájezd a odjezd do prolu:
1. Zkontrolujte rámeček „LEADIN” (Nájezd)
2. Zvolte typ nájezdu, který si přejete.
3. Zkontrolujte rámeček „LEADOUT” (Odjezd) .
4. Zvolte typ odjezdu, který si přejete.
5. Klikněte na prol, chcete-li přidat nájezd a odjezd.
Jak změnit všechny všechny nájezdy a odjezdy prolů otvorů:
Zopakujte kroky 1-4 výše.
5. Zkontrolujte rámeček „REPLACE EXISTING LEADINS” (Nahrazení stávajících nájezdů).
7. Zvolte „OTVORY PROFILŮ”
8. Zvolte „ADD” (Přidat).
Jak odstranit všechny odjezdy:
1. Nastavit nájezd na „None” (Žádný).
2. Nastavit odjezd na „None” (Žádný).
3. Zvolte cíl „VŠECHNY PROFILY”.
4. Klikněte „ADD” (Přidat).
5.7 Značení
5.7.1 Text Značení
Pomocí tohoto nástroje lze vkládat na desky text značení. Zvolení tohoto nástroje aktivuje okno níže:
Pro vložení textu pro značení:
1. Zapište text, který si přejete označit, do políčka Vložit text značení sem.
2. Nastavte výšku textu. Minimální povolená výška je 5 mm (0,2 palců).
3. Nastavte textový úhel (0-360 stupňů).
4. Klikněte na Použít pro potvrzení změn.
5. Klikněte na část, kterou chcete označit. Text se vloží tam, kam kliknete.
POZNÁMKA!
Jedná se o další modul a není zahrnuta v základní verzi ProMotion® hnízda.
5.7.2. Otvor k bodu
Tento nástroj převádí kulaté otvory na body bodového značení. Stačí kliknout na ty otvory, které chcete převést.
5-28 NESTING 0-5399CS
Page 78

iCNC PERFORMANCE
POZNÁMKA!
Nemůžete zpětného převodu. Pokud uděláte při zadávání chybu, použijte prosím povolte nástroj.
5.7.3. Řez k linkovému značení
Tento nástroj převádí otvory na proly linkového značení. Stačí kliknout na ty otvory, které chcete převést.
POZNÁMKA!
Nemůžete zpětného převodu. Pokud uděláte při zadávání chybu, použijte prosím povolte nástroj.
5.8 Automatické skládání polohy dílů
5.8.1 Trojúhelníkové skládání
Tento nástroj skládá díly do nejmenšího možného obdélníku. Například dva trojúhelníky jsou složeny tak, že jejich strany jsou naproti sobě. Tento nástroj pracuje dobře s
trojúhelníky, a odtud pochází jeho název.
5.8.2 MultiNest
Funkce MultiNest skládá všechny tvary automaticky. Pokud tvary neodpovídají aktuální desce, MultiNest vytvoří nové kopie aktuální desky a bude pokračovat ve skládání
na tyto kopie, dokud nebudou složeny všechny tvary.
5.8.3 Skupiny
Tento nástroj vám umožňuje kopírovat tvary do skupin skládání polohy. Skupina pro skládání polohy dílů je skupina dílů, které se všechny pohybují a automaticky skládají
společně jako jediný tvar. Když je tento nástroj aktivní, je dialogové okno níže viditelné.
Když je tento nástroj aktivní, můžete vybrat (a odznačit) tvary kliknutím na ně nebo nakreslením obdélníku kolem nich.
Seznam „Vyberte skupinu, do které chcete kopírovat” zobrazuje všechny možné skupiny, do nichž můžete kopírovat tvary. Tento seznam obsahuje všechny geometrie z okna
geometrie a vy si je můžete později převést do skupin (viz příklad níže).
Tlačítko kopírovat kopíruje všechny vybrané tvary do skupiny vybrané ze seznamu.
Chcete-li vytvořit novou skupinu, napište její název do příslušného pole a zvolte Vytvořit. Nyní se vám zobrazí nová skupina v seznamu a v okně seznamu geometrie.
Když jste nakopírovali všechny tvary, které chcete použít z tohoto skládání, zvolte Zavřít.
Vezměte na vědomí, že všechny ostatní nástroje jsou deaktivovány, pokud je tento nástroj aktivní.
Jak vytvořit skupinu skládání polohy dílů:
• Nástroj aktivace skupin.
• Vytvořit novou skupinu (napište její název do označeného textového pole „Název nové skupiny” a zvolte Vytvořit).
• Zvolte skupinu, kterou jste právě vytvořili, ze seznamu Vyberte skupinu, do které chcete kopírovat.
0-5399CS NESTING 5-29
Page 79

iCNC PERFORMANCE
• Zvolte si tvary, které chcete přidat do své skupiny (klikněte na všechny).
• Zvolte Kopírovat.
• Zavírá nástroj skupin a aktivuje vaši skupinu v seznamu geometrií (kliknutím levého tlačítka myši na název vaší skupiny v seznamu)
• Klikněte pravým tlačítkem na seznam geometrií a zvolte Zap./Vyp. Přepnutí skupiny z místního dialogového okna. Nyní se vám zobrazí hvězdička před názvem geometrie.
To znamená, že tato geometrie je vlastně skupina.
• Nyní můžete manuálně pohybovat a otáčet díly ve skupině. Přesuňte je blízko k sobě.
• Až bude vaše skupina hotova, znovu klikněte pravým tlačítkem myši na seznam geometrií a tentokrát vyberte Kopírovat do skládání. Zadejte počet skupin, které chcete
skládat, a konečně budete mít skupiny pro skládání!
5.8.4 Zmrazit
Tento nástroj se používá k zamrznutí dílů během automatického skládání dílů. Zmrazené díly nemění svou polohu při automatickém skládání.
• Klikněte na část, kterou chcete zmrazit. Nyní se zobrazí části zvýrazněné jasně modrou barvou.
• Pro zamrznutí více dílů nakreslete obdélník okolo požadovaných dílů.
• Pro rozmrazení dílu na něj znovu klikněte.
POZNÁMKA!
Automatické hnízdění nemůže hnízdo uvnitř otvorů zmrazené díly. Pokud chcete hnízdo na ty otvory, měli
byste to udělat ručně a pak zmrazení části uvnitř z nich příliš.
5.8.5 Automatické plnění
Tento nástroj naplní zbývající plochu desky kopiemi tvarů. ProMotion® Nest se skládají všechny tvary automaticky, aby se dosáhlo optimální výplně. Účinek možností skládání
polohy na výkonnost tohoto nástroje.
Dodržujte tyto kroky pro vyplnění listu:
1. Kopírovat tvar nástrojem Kopírovat.
2. Klikněte na tlačítko Automatickýké plnění.
5.9 Řezání
5.9.1. Optimalizovat pořadí řezání
Pomocí tohoto nástroje ponecháváte ProMotion® Nest, aby pro vás vytvořil pořadí řezání. ProMotion® Nest vypočítá optimální pořadí řezání tak, aby byly díly vždy řezány u
hrany desky. Vezměte prosím na vědomí, že když se část desky odřízne, zanechává výřez, která je nyní okrajem. Myšlenka je zabránit tomu, aby vysoké teploty ohnuly desku.
Pokud nejste spokojeni s výsledkem, pak můžete snadno změnit pořadí řezání pomocí nástroje Změnit pořadí řezání.
5.9.2 Změnit pořadí řezání
Když je tento nástroj aktivován, zobrazí se následující dialogové okno.
5-30 NESTING 0-5399CS
Page 80

iCNC PERFORMANCE
Můžete nechat ProMotion® Nest vytvořit pořadí řezání kliknutím na tlačítko Optimalizovat pořadí. Více informací v Optimalizovat pořadí řezání. Pomocí tohoto nástroje
můžete také sami vytvářet pořadí řezání.
Pořadí řezání lze měnit mezi Díly (tvary), Otvory, Proly linkového značení a body Bodového značení.
Existuje pět metod, které lze použít ke změně pořadí řezání: Ukázat pořadí, Vyměnit, Posunout o jeden krok, Linka a Volný výběr.
U metody Zobrazit pořadí stačí kliknutím označit objekty v tom pořadí, v jakém mají být řezány nebo značeny. Pokud kliknete na objekt, změní se jeho barva, což znamená,
že byl vybrán. Pokud se barva objektu nezmění, pak nemůžete změnit ani jeho pořadí (je zřejmě nesprávného typu). Zvolení lze odstranit kliknutím na tlačítko Odznačit.
Při této metodě lze použít možnost Zamknout první objekt. Pokud je toto vybráno, pak nemůžete měnit pořadí řezání objektů, které se nacházejí před prvním vybraným
objektem v pořadí řezání. Když jste připraveni, zvolte možnost Použít, čímž vytvoříte nové pořadí řezání. Toto je jediná použitelná metoda při linkovém nebo bodovém značení.
U metody Vyměnit si vybíráte dva objekty, jejichž pozice v pořadí řezání se touto metodou vzájemně zamění. Pokud kliknete na první objekt, změní se jeho barva, což znamená,
že byl vybrán. Když kliknete na druhý objekt, první objekt se odznačí a změní se pořadí řezání.
U metody Posunout o jeden krok si vyberete objekt, jehož pořadí chcete změnit, a pořadí řezání změníte pomocí směrových šipek. Pokud kliknete na šipku vlevo, vybraný
objekt bude řezán dříve a pokud na šipku vpravo, bude řezán později.
U Linkové metody nakreslíte linku přes díl nebo otvory, jejichž pořadí chcete změnit. Pořadí řezání první části / otvoru, které překrývá linka, se nezmění. Zbytek překrývajících
se dílů/otvorů přijde bezprostředně za první.
U Metody volného výběru stačí kliknout na proly v pořadí, ve kterém je chcete řezat, a poté vybrat použít. Tato metoda se jmenuje volný výběr, protože si můžete vybrat
jakékoliv pořadí řezání dílů a otvorů (např. můžete nejdříve řezat všechny otvory v rámci skládání polohy, a poté všechny díly). Tato metoda může odstranit struktury vnitřních
dat ProMotion® Nest, což může způsobit automatické skládání polohy a selhání některých dalších nástrojů. Tuto metodu byste měli použít pouze v případě, že nelze nastavit
pořadí řezání jinými metodami. Pokud jste se rozhodli použít tuto metodu, použijte ji, až zkusíte všechno ostatní pro skládání polohy dílů.
Tlačítko aplikovat se používá v kombinaci s příkazem Zobrazit a metodami Volného výběru. Tlačítko Odznačit odstraní všechny výběry.
Tlačítkem Zavřít se zavírá dialogové okno.
5.9.3 Propojení
Pomocí tohoto nástroje je možné vytvořit propojení mezi dvěma a více hotovými tvary. Propojení je dvousměrná linka, která sjednocuje dva tvary. Propojení lze vytvářet
stisknutím levého tlačítka myši a přesunutím kurzoru nad všemi tvary, které budou propojeny. „GUMIČKA” bude sledovat pohyb myši a ukáže místo budoucího propojení.
Pokud uvolníte levé tlačítko, vytvoří se propojení.
0-5399CS NESTING 5-31
Page 81

iCNC PERFORMANCE
Pokud se v Možnostech manipulace vybere volba svislého-vodorovného propojení, všechna propojení budou buď svislá, nebo vodorovná. Pokud je GUMIČKA natažena spíše
vodorovně než svisle, pak bude propojení vodorovné. Jinak bude svislý. Souřadnice Y vodorovného propojení je stejná jako souřadnice Y výchozího bodu „GUMIČKY“. Stejně
tak souřadnice X vodorovného propojení odpovídá souřadnici X výchozího bodu „GUMIČKY“.
POZNÁMKA!
Leadin a leadout prvního tvaru budou zkopírovány do konečné podoby. Možná leadins a
leadouts ostatních tvarů jsou odstraněny.
Široké propojování
Široké propojování je jako výše uvedené běžné propojování, ale s tím, že ponechává pevnou plochu mezi dvěma proly. Můžete vytvářet široká propojení stejně jako běžná
propojení. Jediná výjimka je, že když uvolníte tlačítko myši, objeví se níže uvedené okno.
• Černá linka představuje právě zakreslenou linku. Je to také druhá strana propojení. Červená linka je druhá strana. Mezi těmito linkami bude vytvořeno široké propojení.
• Zvolte si stranu pro červenou linku: nalevo nebo napravo.
• Zadejte šířku propojení. Pokud zadáte šířku, která je menší než 0,1 mm (0,004 palce), bude vytvořeno běžné propojení namísto širokého.
• Klikněte „OK”.
Aktivujte vlastnost „Široké propojení” v možnostech manipulace.
5.9.4 Řetězové řezání
Tento nástroj se používá k propojování prolů do řetězce. Tímto způsobem můžete řezat více prolů jedním děrovacím úkonem.
Dodržujte tyto kroky:
• Klikněte na bod, kde chcete, aby řetěz začínal. Nyní „GUMIČKA” sleduje pohyb myši a ukazuje cestu řetězce.
• Přejeďte kurzorem myši k dalšímu bodu, kterým chcete, aby vedl řetězec, a znovu klikněte.
• Pokud kliknete na prol, prol se přidá se do řetězce.
5-32 NESTING 0-5399CS
Page 82

iCNC PERFORMANCE
• Pokračujte s těmito kroky, dokud nebude řetězec hotov. Zvolit „READY” (Připraveno) v dialogovém okně řetězcové řezání (viz obrázek níže).
• Řetězec je připraven. Chcete-li vytvořit nový řetězec, zopakujte výše uvedený postup.
Zvláštní případy:
• Pokud má prol nájezd nebo odjezd, řetězec automaticky přejde na začátek nájezdu a pokračuje od konce odjezdu.
• Pokud prol není uzavřen, řetězec automaticky přejde na začátek prolu a pokračuje od jeho konce.
5.9.5 Přidat bod přenosu linky
Nový bod přenosu linky je možné přidat kliknutím na levé tlačítko myši. Nový bod přenosové linky bude poslední v pořadí řezání. Pořadí řezání je možné měnit nástrojem
Změnit pořadí řezání.
5.9.6 Řezání odřezků
Pomocí tohoto nástroje vytvořte ve skládání dílů linky na řezání odřezků. Linky řezání odřezků se používají k vyřezání odřezků z desky po ukončení řezacího programu. Tento
nástroj používejte pouze u hotového skládání polohy dílů.
Do this:
• Klikněte na bod, kde chcete zahájit linku odřezku. Tento bod se musí nacházet mimo desku nebo uvnitř dílu.
• Nyní „GUMIČKA” sleduje pohyb myši.
• Klikněte na další bod linky odřezku. Pokud se tento bod nachází mimo díl, ale uvnitř desky, stane se trasovacím bodem. To znamená, že linka odřezku prochází tímto
bodem. Nachází-li se bod uvnitř jiného dílu nebo mimo desku, skončí linka odřezku na hranici dílu a desky.
Na začátku a na konci linky odřezku je ponechán okraj. Tyto rezervy lze nastavit v možnostech Manipulace.
Doporučení: Když překračujete okraj desky, proveďte to tak, že nakreslíte linku odřezku od okraje dílu k okraji desky. Tímto způsobem nemusíte být tak přesní při nastavování
okraje desky.
5.10 Zvláštní nástroje
Zvláštní nástroje jsou nástroje, které nepotřebuje každý uživatel tohoto softwaru, a používají se ve zvláštních případech.
5.10.1 Bodové značení
Pomocí tohoto nástroje vyberte, které otvory budou označeny pomocí bodového značení. Tento nástroj je součástí volitelného modulu bodového značení.
Dodržujte tyto kroky pro výběr otvorů k bodovému značení:
1. Přidržte stisknuté levé tlačítko myši a přetáhněte obdélník kolem všech otvorů, které chcete označit.
2. Uvolněte levé tlačítko myši a všechny otvory, které jsou uvnitř obdélníku, se zbarví černě. Jsou vybrány k provedení značení.
3. Až zvolíte všechny otvory, které chcete označit, uložte program bodového značení pomocí nástroje „Uložit jako -> Bod”.
Pokud jste náhodně vybrali nesprávný otvor, můžete jeho označení zrušit tak, že kolem nakreslíte nový obdélník.
Chcete-li vybrat jen jeden otvor / zrušit výběr jednoho otvoru, stačí na něj kliknout levým tlačítkem.
0-5399CS NESTING 5-33
Page 83

iCNC PERFORMANCE
POZNÁMKA!
Tento nástroj funguje pouze pro jedno tvary - ne pro celý nestingu.
POZNÁMKA!
Jedná se o další modul a nejsou zahrnuty v základní verzi ProMotion® hnízda.
5.10.2. Potahovací linky
Má-li váš stroj svářecí hořák, můžete pomocí tohoto nástroje snadno potahovat tvary.
Dodržujte tyto kroky:
1. Nastavte vzdálenost mezi linkami a další nastavení v Možnostech zvláštních nástrojů.
2. Tento nástroj aktivujte v nabídce Akce->Zvláštní nástroje->Potahovací linky.
3. Přidržte stisknuté levé tlačítko myši a přetáhněte kolem tvarů, které chcete opatřit potahem.
4. Uvolněte tlačítko myši a všechny vybrané tvary se vyplní černými vodorovnými linkami - potahovacími linkami.
ProMotion® Nest si ukládá potahovací linky jako linky pro linkové značení. Stroj byste měli nakongurovat tak, aby svařovací hořák nahradil zařízení na značení linky. Nebo pokud
v ProMotion® Nest existuje možnost uložení ESSI/EIA, můžete znovu navolit kódové sekvence linkového značení tak, aby odpovídaly ovládacím příkazům svařovacího hořáku.
5.10.3. Přídavek pro obrábění
Přídavek pro obrábění je přídavná plocha, která zůstává na řezaných částech určená ke zpracování obráběcím nástrojem. Když je program aktivován, zobrazí se okno s krátkým
popisem použití tohoto nástroje. Důležité je, že okno obsahuje nastavení potřebné k nastavení tolerance obrábění v prolech.
Prol je označen kurzorem myši a kliknutím na pravé tlačítko myši bude tolerance obrábění přidána k celému prolu. Pokud je tolerance potřebná pouze pro část prolu,
nastavuje se dvěma kliknutími na levé tlačítko: nejprve klikněte na bod, kde má tolerance začínat, a pak znovu tam, kde by měla končit.
Proměnná tolerance obrábění je nastavena v dialogovém okně Přídavek obrábění. Zadejte šířku tolerance do rámečku úprav a klikněte na OK. Dialogové okno zmizí a platí
uvedená hodnota pro šířku.
Tento nástroj můžete aktivovat také stisknutím současně tlačítek „Control” a „A”.
5.10.4. Odsazení
Jakmile přiřadíte kompenzování řezné spáry, vypočítá tento nástroj skutečnou řezací dráhu. Toto je výhodná možnost, pokud to správně nezvládne ovládač nebo úkon trvá
příliš dlouho.
Hodnota kompenzování řezné spáry je polovinou šířky řezné spáry nastavené v Možnostech skládání polohy dílů.
POZNÁMKA!
Jedná se o další modul a nejsou zahrnuty v základní verzi ProMotion® hnízda.
5.10.5. Kotva
Pomocí tohoto nástroje si při řezání ukotvíte díl na desku. To se provádí vytvořením malých mezer na řezacím prolu tak, aby se řezání zastavilo na těchto mezerách. Délku
mezer lze nastavovat v souboru tools.ini (viz soubory ini).
5.10.5. Společný řez
Nástroj společného řezu umožňuje spojovat dva díly tak, že jejich společný úsek (linka) bude odříznut jedním řezem. Tím lze ušetřit mnoho času, je-li řezací rychlost nízká.
Dodržujte tyto kroky:
• Přesuňte dva díly blízko k sobě.
5-34 NESTING 0-5399CS
Page 84

iCNC PERFORMANCE
• Zvolte si tento nástroj.
• Přesuňte kurzor myši uvnitř jednoho z dílů a stiskněte levé tlačítko myši.
• Přesuňte kurzor myši uvnitř dalšího dílu a stiskněte levé tlačítko myši.
• Uvolněte tlačítko myši a díly budou sloučeny.
POZNÁMKA!
Správná síla pilového kotouče musí být nastavena v možnosti nestingu před použitím tohoto nástroje.
5.10.7. Volba vrtání
Přidává zvláštní kód výběru nástroje pro bod bodového značení (vrtání). Zvolte si nástroj z nabídky, která vyskočí, když kliknete pravým tlačítkem na obrazovku. Když je tento
nástroj aktivní, zobrazí se v každém bodu bodového značení vlaječka. Tyto vlaječky zobrazují aktuálně vybraný nástroj.
5.10.8. Funkce Deska-díl-deska
Tento nástroj jednoduše převádí desku na díl a obráceně.
Výjimky: Převedení nefunguje, pokud.
• Existuje několik dílů na desce.
• Existuje více dílů na obrazovce.
5.10.9. Nastavení jednoho hořáku / multihořáku
Zvolte si typ provozu z následujícího seznamu:
• Funkce Běžné skládání polohy dílů odstraňuje všechna data o multihořáku z desky a deska se zase stává běžnou deskou.
• Pruh - pouze jeden hořák, ale při procesu automatického skládání tvarů se využívá jen úzký pruh namísto celé desky. Šířka pruhu je zadávána do textového rámečku šířka
Plochy skládání polohy. Lze také zobrazovat plochu pro skládání polohy dílů pomocí nástroje Zobrazit plochu pro skládání polohy dílů.
• Hořáky n - maximální počet hořáků můžete nastavovat v Možnostech manipulace. Tento úkon rozděluje desku na n dílů stejné velikosti a rozděluje tvary stávajícího
skládání polohy mezi nimi. Pouze ty tvary, které budou řezány prvním hořákem, se zobrazí normálně, a zbývající se zobrazí jako stíny.
Možnosti multihořáku:
• První hořák - nastavuje první hořák nalevo nebo napravo.
0-5399CS NESTING 5-35
Page 85

iCNC PERFORMANCE
• Tolerance vzdálenosti hořáku - maximální povolená chyba ve vzdálenosti mezi dvěma hořáky a také ve vzdálenosti naměřené od prvního hořáku.
• Vzdálenost hořáku - vzdálenost mezi dvěma hořáky. Systém to vypočítá za vás, pokud jste si nezvolili pevnou vzdálenost hořáku.
• Pevná vzdálenost hořáku - Pokud si chcete nastavit vzdálenost hořáku sami, zaškrtněte tuto možnost. Tímto způsobem můžete denovat úzké oblasti skládání polohy.
Šířka plochy skládání polohy dílů:
Plocha skládání polohy dílů je plocha (na jeden hořák), která zůstane po odstranění obruby desky, tolerance vzdálenosti hořáku a čisté plochy skládání polohy dílů. Plocha pro
skládání polohy musí být dost široká, aby umožňovala skládání polohy dílů. Minimální šířka povrchu pro skládání polohy dílů je šířka dílu plus dvojnásobek šířky řezné spáry.
Konečně:
Až zvolíte typ provozu a nastavíte všechny potřebné možnosti, zvolte Použít a poté 0k.
Důležité:
Možnosti skládání polohy dílů - Při výpočtu vzdálenosti hořáku se používají čistý prostor a obruba. A tím pádem je musíte nastavit dříve, než nastavíte kterékoliv z nastavení
multihořáku.
5.10.10 Vybrat část
Pomocí tohoto nástroje můžete vybrat libovolný díl ze skládání. Vybraný díl bude kopírován do vlastního skládání polohy dílů a poté přesunut do Původních.
Když jste aktivovali tento nástroj, stačí kliknout na díl, který si přejete vybrat.
5.10.11. Zobrazit díly
Uvádí seznam názvů všech dílů v aktuálním skládání polohy dílů. Přestože existuje několik kopií jednoho dílu, jeho název je uveden pouze jedenkrát. Klikněte na jeden název
v seznamu a všechny části tohoto názvu se barevně označí v pracovním okně.
5.11 Pravítko
Pomocí tohoto nástroje změřte vzdálenosti ve svém úkonu skládání polohy. Stiskněte levé tlačítko myši v místě, kde chcete zahájit měření. Poté pohněte myší s přidrženým
tlačítkem myši. V pravém horním rohu je žlutý štítek, kde vidíte vzdálenost od počátečního bodu k aktuálnímu umístění myši.
5.12 Nabídka možnosti
Nabídka Možnosti poskytuje nástroje pro konguraci softwaru ProMotion® Nest.
5-36 NESTING 0-5399CS
Page 86

iCNC PERFORMANCE
5.12.1 Možnosti manipulace
0-5399CS NESTING 5-37
Page 87

iCNC PERFORMANCE
Měření
Měření je v milimetrech nebo v palcích. Tato možnost denuje, které.
Možnosti DXF
• Vzdálenost bodů - nacházejí-li se dva body v takovéto vzájemné blízkosti, pak jsou pokládány za tentýž bod. Důležité! Poznámka: Změnit vzdálenost bodů před uložením
souboru.
• Měřítko vždy 1: 1 - Při čtení souborů DXF se ProMotion® Nest pokouší zjistit, které měření se v souboru používá. Tato detekce se ignoruje, pokud je zaškrtnuto měřítko
vždy 1:1. Poté se načte soubor DXF v milimetrech nebo palcích v závislosti na nastavení měření.
• Přesunout tvary k Původním - Pokud vyberete tuto možnost, pak bude tvar v souboru DXF přesunut tak, aby se jeho minimální souřadnice nacházely v bodě 0,0. Pokud
soubor DXF obsahuje skládání polohy dílů (více než jeden tvar), pak se skládání posune tak, aby jeho minimální souřadnice byly u bodu 0,0. Všechny tvary při skládání
polohy dílů jsou přesunuty o přesně stejnou vzdálenost, takže se jejich relativní pozice vůči sobě nemění.
• Převedení textu do značení - Je-li tato možnost zaškrnuta, program ProMotion® Nest převede textové entity souboru DXF (TEXT a MTEXT) do linkového značení. Tyto
linky značení tvoří stejný text, který byl uveden v souboru DXF. Poznámka: Tato možnost je součástí modulu Textu značení. Modul Text značení je volitelný modul a není
součástí základního modulu.
• Rozšířené textové vyhledávání - Aplikace ProMotion® Nest vyhledává textové objekty obvykle ve stejné oblasti (souboru DXF), v níž se nacházejí i ostatní objekty. Pokud
zaškrtnete tuto možnost, aplikace ProMotion® Nest prohledá textové objekty od začátku do konce v souboru.
Možnosti CNC
• Aktivovat pokročilé CNC - Do robotického jazyka CNC byly zařazeny některé nové prvky. Staré verze softwaru WinRobo a Pro3Nest tyto nové funkce nepodporují. Pokud
vytváříte kód na WinRobo starší než verze 7.5.2 nebo na Pro3Nest starší než verze 7.0.9, nezaškrtávejte tuto možnost. Poznámka: Při exportu bude vždy použita nejpokročilejší verze. Toto nastavení platí pouze pro Uložit jako CNC.
• Přidat desku do programu CNC - při ukládání do robotického CNC lze pomocí této možnosti uložit desku se všemi geometriemi.
• Použít nájezdy staršího stylu - tato možnost podporuje starší verze ovladače Robotic a ovladače ProMotion. Při ukládání do systému Robotic CNC, a pokud nejsou k
dispozici žádné nájezdy nebo odjezdy pro tvar, tato možnost přidá speciální kód nájezdu, který ovládač rozpozná. Ovládač má vlastní nastavení nájezdu, které se uplatní
v podobných případech. Poznámka: Při exportu se vždy použijí nájezdy zobrazené na obrazovce Toto nastavení platí pouze pro Uložit jako CNC.
Otáčet úhlem
Denuje úhel otáčení, který používá nástroj Otáčet Úhel je ve stupních. Doporučené nastavení je Výchozí: 5 stupňů.
Řezání odřezků
Tyto hodnoty denují vzdálenost mezi linkou odřezku, bodem děrování / koncovým bodem a okrajem dílu/desky. Záporné číslo v políčku „FROM” (OD) znamená, že řezání
odřezku začne před okrajem (např. mimo desku nebo uvnitř dílu). Záporné číslo v políčku „TO” (DO) znamená, že řezání odřezku se zastaví před okrajem (např. uvnitř desky
nebo mimo díl). Navrhované hodnoty jsou: Od dílu >= šířka řezné spáry, K dílu <= negativní šířka řezné spáry, od okraje desky = 0 (pokud je okraj desky nastaven správně
< 0) a K okraji desky > 0.
Výchozí nájezdy
V tomto oddílu můžete denovat, jaký druh nájezdů a odjezdů bude automaticky přiřazen do všech prolů při ukládání DXF nebo vytváření maker. Pokud nahráváte soubory
EIA nebo ESSI, nejsou k nim přidávány žádné nájezdy a odjezdy, protože jsou v nich již obvykle naprogramovány.
Možnosti Značení
Tato nastavení ovlivňují to, jak a která značení budou uložena do souboru CNC, a poté případně i použita při značení.
• Pokud je vybráno Označit vše, pak se uloží linková značení i bodová značení.
• Pokud vyberete funkci Přeskočit všechno značení, pak se žádné značení neuloží. Toto je užitečná možnost, pokud chcete jen vytisknout názvy dílů (na papír), ale neoznačovat je.
• Pokud vyberete funkci Přeskočit linková značení, pak se uloží pouze bodové značení.
• Pokud vyberete funkci Přeskočit bodové značení, pak se uloží pouze linkové značení.
• Pokud je zaškrtnuto políčko Rozšířené značení dílů, uloží se před začátkem každého linkového značení výchozí blok linkového značení (viz kódové sekvence) a koncový
blok se ukládá hned po provedení každého linkového značení. To platí i pro bodová značení. Tato možnost je vypnuta, pokud jste zaškrtli možnost Provést nejprve všechna
značení
• Pokud je zaškrtnuto políčko Provést nejprve všechny značky, pak se všechny značky nejprve uloží a po nich i díly, které mají být řezány. Přejděte na původní polohu,
jakmile proces označování přesune stroj do bodu nula desky, až budou dokončena všechna označení. Pokud zaškrtnete možnost Zastavit po značení, pak stroj zastaví po
provedení značení.
5-38 NESTING 0-5399CS
Page 88
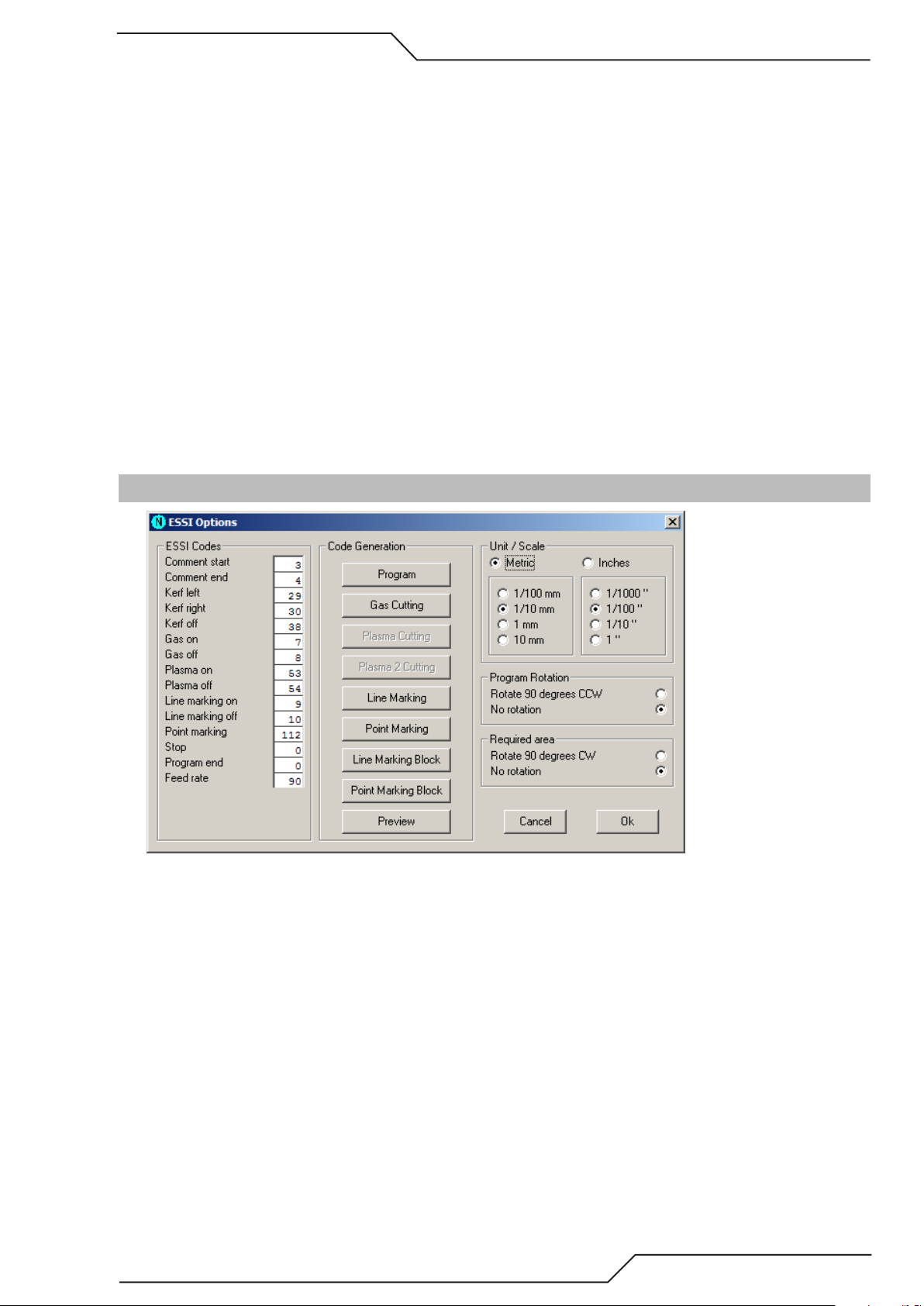
iCNC PERFORMANCE
Různé možnosti
• Ukázat nitkový kříž - jestliže je toto políčko zaškrtnuto, zobrazí se v aktuální pozici kurzoru nitkový kříž.
• Svislé-vodorovné propojování - Pokud je toto políčko zaškrtnuto, provádí se svislé nebo vodorovné propojování. Pro více informací viz Nástroj propojení.
• Používejte Široká propojení - jedná se o možnost propojovacího nástroje. Pokud bude zvolena tato možnost, zůstane mezi propojenými proly pevná oblast tak, že
zůstanou spojeny i po vyřezání z desky. Pro více informací viz Nástroj propojení
• Hořák napravo - změní původní bod z levého dolního rohu na pravý dolní roh.
• Softwarová klávesnice - pokud nemáte fyzickou klávesnici, můžete vždy použít softwarovou klávesnici pro textové zadání. Nastavíte-li tuto možnost, zobrazí se při
zadávání textu automaticky klávesnice softwaru. Vezměte prosím na vědomí, že k zadávání čísel do aplikace ProMotion® Nest je možné používat kolečko myši..
• Aktivování DNC - Touto možností se nastavuje výchozí chování aplikace ProMotion® Nest při stahování, pokud si ho vyžádá ProMotion® Cut. Pokud nastavíte tuto možnost,
pak se automaticky aktivuje stahování DNC, jakmile kliknete na DOWNLOAD v aplikaci ProMotion® Cut. Více informací o DNC v kapitole Nabídka Soubor.
5.12.2. Možnosti zvláštních nástrojů
Existují možnosti pro zvláštní nástroje.
Potahovací linky
Vzdálenost mezi linkami je vzdálenost mezi dvěma potahovacími linkami.
Nájezd / odjezd je měřítkem toho, jak moc budou potahovací linky přesahovat přes okraje tvaru.
Minimální mezera je nejmenší šířka otvoru, která není přeskočena při zakreslování potahovacích linek.
5.13 Možnosti ESSI
Tyto možnosti jsou využity při čtení a psaní souborů ESSI.
Kódy ESSI
Soubory ESSI jsou interpretovány podle těchto kódů. Tyto kódy by měly odpovídat kódům používaným v souboru ESSI.
Otáčení programu
Pokud vyberete rotaci, všechna nová skládání polohy, která jsou odečtena ze souborů ESSI, budou otočena o 90 stupňů proti směru hodinových ručiček.
Jednotka / měřítko
Tyto možnosti slouží k nastavení výchozích jednotek a měřítek používaných v souborech ESSI.
Generování kódů
Použijte tyto příkazy k denování počáteční a koncové sekvence různých úkonů. Tyto sekvence se používají při psaní souborů ESSI. Pro více informací viz kódové sekvence.
0-5399CS NESTING 5-39
Page 89

iCNC PERFORMANCE
5.13.1 Sekvence kódů
V možnostech ESSI a EIA lze upravovat kódové sekvence, které se přidávají na začátek a konec některých úkonů při ukládání souborů.
Titulek horního rámce zobrazuje, které sekvence úkonů jsou v současné době modikovány (např. na obrázku výše jsou uvedeny sekvence řezání plynem). Spouštěcí a koncové
sekvence se zobrazují v polích editace. Některé úkony vyžadují specikaci strany řezné spáry (např. všechny řezací sekvence).
Sekvence Vysvětlení - Začátek a konec ...
Program ..řezací program
Plynové řezání ..prol pro řezání plynovým hořákem
Plazma ..prol pro řezání plazmovým hořákem. Aktuálně se nepodporuje.
Plazma 2 ..prol pro řezání plazmovým hořákem 2. Aktuálně se nepodporuje.
Linkové značení ..prol pro prol jednolinkového značení
Bodové značení ..Jednobodové značení
Blok linkového značení ..všechna linková značení
Blok pro bodové značení ..všechna bodová značení
5-40 NESTING 0-5399CS
Page 90

iCNC PERFORMANCE
Příklad
Výše uvedený obrázek zobrazuje sekvence řezání plynem souborů ESSI. Strana řezné spáry je nastavena vlevo. Spouštěcí sekvence je 6 (rychlý pohyb vypnut), 29 (řezná spára
ponechána), 7 (řezáním plynem zapnuto). Konečná sekvence je 8 (řezání plynem je vypnuto), 38 (řezná spára vypnuta), 5 (rychlý pohyb zapnut). Pomocí těchto nastavení
se vytvoří následující kód:
6 (spustit sekvenci)
29 (spustit sekvenci)
7 (spustit sekvenci)
++1000 (prol)
+1000+ (prol)
+-1000 (prol)
-1000+ (prol)
8 (konec sekvence)
38 (konec sekvence)
5 (konec sekvence)
5.14 Možnosti vstupů EIA
Tyto možnosti jsou využity při načítání souborů EIA v programu ProMotion® Nest.
Kódy
Soubory EIA jsou interpretovány podle těchto kódů. Tyto kódy by měly odpovídat kódům používaným v souboru EIA.
Nula G je lineární
Je-li tato možnost nastavena, ProMotion® Nest interpretuje linky bez G kódů jako lineární pohyb. Pokud je řezání zapnuto, pak se jedná o lineární řezání, jinak je to jen rychlý
pohyb. Není-li tato možnost nastavena, linky bez G kódů jsou interpretovány jako stejný typ, který byl naposledy načteným G kódem.
Jednotka / měřítko
Tyto možnosti slouží k nastavení výchozích jednotek a měřítek používaných v souborech EIA. Pokud má soubor EIA denici jednotky, pak toto nastavení přepíše. Rozsah se
vždy vymezuje zde.
Kódování
Je-li kódování nastaveno na absolutní, pak všechny souřadnice X a Y jsou absolutní. Jinak jsou přírůstkové.
Kód I a J
Kódy I a J jsou souřadnice středového bodu oblouku. Při nastavení absolutní hodnoty mají všechny kódy I a J, jakož i kódy X a Y absolutní hodnotu, pokud nejsou přírůstkové.
Pokud jsou kódy X a Y nastaveny na přírůstkové hodnoty, pak I a J jsou také přírůstkové.
0-5399CS NESTING 5-41
Page 91

iCNC PERFORMANCE
POZNÁMKA!
“Kódování” a “I” a “J” kódy mají účinek pouze pokud jsou denovány v souboru podle normy EIA.
Otáčení programu
Pokud vyberete rotaci, pak všechny nově vyskládané polohy odečtené ze souborů EIA budou otočeny o 90 stupňů proti směru hodinových ručiček.
Rychlost podávání a řezná spára
• Vynechat kódy F - Je-li tato možnost nastavena, pak budou vynechány všechny kódy F (rychlosti podávání) při čtení souborů.
• Vynechat kódy K - Je-li tato možnost nastavena, pak budou vynechány všechny kódy K (řezná spára) při čtení souborů.
• Kódy K
a. Hodnota je Šířka řezné spáry - Nastavíte-li tuto možnost, pak hodnota kódu K je interpretována jako šířka řezné spáry.
b. Hodnota je Kompenzování řezné spáry - Nastavíte-li tuto možnost, pak hodnota kódu K je interpretována jako kompenzování řezné spáry.
• Kódy F
a. Vztažné - Pokud je nastavena tato možnost, jsou kódy F interpretovány jako procento plné rychlosti podávání.
b. Absolutní - Pokud nastavíte tuto možnost, pak se kódy F interpretují jako milimetry nebo palce za minutu.
Nahrávat a uložit jako..
Pokud potřebujete přečíst různé soubory EIA z různých zdrojů, je vhodné uložit nastavení pro každý druh EIA samostatně. Uložit nastavení pomocí tlačítka Uložit jako a nahrát
je zpět pomocí tlačítka Nahrát.
Viz také programování EIA.
5.14.1 Pokročilá EIA
Zde můžete kongurovat vývody pro EIA. Význam těchto vývodů je vysvětlen v příručce ProMotion® Cut.
Kódy D jsou přednastavené řezné spáry používané v některých systémech. Zvolte Kongurovat, chcete-li změnit hodnoty řezné spáry kódů D.
5-42 NESTING 0-5399CS
Page 92

iCNC PERFORMANCE
5.15 Možnosti výstupů EIA
Tyto možnosti platí pro ukládání souborů EIA.
Generování kódů
Použijte tyto příkazy k denování počáteční a koncové sekvence různých úkonů. Pro více informací viz kódové sekvence.
Jednotka / měřítko
Tyto možnosti slouží k nastavení jednotek a měřítek používaných v uložených souborech EIA.
Kódování
Je-li kódování nastaveno na absolutní, pak všechny souřadnice X a Y jsou absolutní. Jinak jsou přírůstkové.
Kód I a J
Kódy I a J jsou souřadnice středového bodu oblouku. Při nastavení absolutní hodnoty mají všechny kódy I a J absolutní hodnotu. Jinak jsou přírůstkové. Pokud jsou kódy X a
Y nastaveny na přírůstkové hodnoty, pak I a J jsou také přírůstkové.
Otáčení programu
Pokud vyberete rotaci, pak všechny vytvořené soubory EIA budou otočeny o 90 stupňů proti směru hodinových ručiček.
Kódy rychlosti podávání
• Bez vysoké rychlosti podávání - Pokud je tato možnost nastavena, pak se rychlosti podávání neukládají pro vysokou rychlost.
• Rychlosti podávání na konci linky / na samostatné lince. Rychlosti podávání lze ukládat na jejich vlastní linky nebo na konec kódové linky. Tato možnost určuje, který
způsob se použije. Viz příklady níže.
Příklad 1 (na konci linky):
G01 X10 Y10 F200
Příklad 2 (na samostatné lince):
F200
G01 X10 Y10
Kódy
Funkcemi Rychlý pohyb, lineární řez; „Arc CW” a „Arc CCW” se nastavují kódy používané při ukládání souborů EIA. Je-li Nula G lineární, pak nebude před rychlým pohybem
nebo lineárním řezem žádný kód.
Nahrávat a uložit jako..
Pokud potřebujete uložit různé soubory EIA z různých zdrojů, které využívají různé typy EIA, je vhodné uložit nastavení pro každý typ EIA odděleně. Uložit nastavení zvolením
funkce Uložit jako a nahrát je zpět zvolením funkce Nahrát.
Viz také programování EIA.
0-5399CS NESTING 5-43
Page 93

iCNC PERFORMANCE
5.16 Možnosti skládání polohy dílů
Spolčené možnosti
• Šířka zářezu - Šířka řezné spáry vybraného řezacího procesu
• Čistý prostor - určuje minimální vzdálenost, kterou je vždy nutno ponechat mezi tvary složenými na desce. Pokud bude zvolena tato proměnná (0), program je umístí
tak blízko sebe, jak to umožní šířka řezné spáry.
• Vložit díl do dílu - pokud si vyberete tuto funkci, program se pokusí umístit menší tvary do otvorů větších tvarů.
• Metoda sekvence dílu - Tvary je možné skládat buďto v pořadí daném jejich povrchem nebo jejich obvodem Pokud vyberete funkci Roztřídit podle plochy, pak budou
nejprve složeny tvary, které mají největší povrchovou plochu. Při řazení podle obvodu se nejdříve vyskládají tvary, které mají největší obvod. (Dlouhý, ale tenký tvar s
velkým obvodem, ale malou povrchovou plochu.)
Možnosti Dílu
• Krokový úhel - Při skládání tvarů na desku se aplikace ProMotion® Nest snaží vyskládat kusy do různých poloh. Mezi každým pokusem ProMotion® Nest otáčí tvary o tolik
stupňů, o kolik je uvedeno zde. Úplný kruh je 360 stupňů. Pokud je tato proměnná nastavena na 90 stupňů, bude učiněn pokus o skládání tvarů do čtyř různých poloh;
pokud je nastavena na 1 stupeň, ProMotion® Nest vyzkouší 360 různých poloh. Samozřejmě, že čím menší je krokový úhel, tím lepší je výsledek, ale malý krokový úhel
zase prodlužuje dobu skládání polohy dílů.
5-44 NESTING 0-5399CS
Page 94

iCNC PERFORMANCE
• Typ Usazení - Tvary lze skládat podle dvou principů, První Usazení a Usazení podle těžiště. Nastavení „First Fit” (První usazení) v aplikaci ProMotion® Nest umístí tvar do
první polohy, u které určí, že bude fungovat. Nastavení funkce Usazení podle těžiště přikazuje aplikaci ProMotion® Nest, aby vypočítala polohu, v níž je těžiště daného
tvaru co nejblíže spodnímu okraji desky. Dolní linka desky je vybrána v Možnostech desky (viz níže).
Možnosti desky
• Šířka obruby - nastavuje vzdálenost, která se má ponechat mezi okraji desky a vnějšími tvary. Jinými slovy tvary se nikdy neumísťují blíže k okraji desky, než je uvedeno
v této proměnné.
• Směr skládání polohy dílů - Touto možností se nastavuje osa, na které probíhá proces skládání polohy dílů. Zda proces skládání pokročí doleva nebo doprava, záleží na
nastavení výchozího rohu.
• Spouštěcí roh - stanovuje, ve kterém rohu začne skládání polohy dílů.
POZNÁMKA!
Pokud je vůle větší než šířka kroužku a potom šířka kroužku je nastavena na stejný jako vůle.
Možnosti nájezdu
• Vynechat nájezdy při skládání polohy dílů- pokud tuto možnost vyberete, budou všechny nájezdy a odjezdy vynechány z procesu skládání polohy dílů. Toto je užitečná
funkce, pokud budou tvary skládány a poté propojeny. Propojením se odstraňují nadbytečné nájezdy, které lze ignorovat.
5.17 Jazykové možnosti
Změní jazyk používaný uživatelským rozhraním programu ProMotion® Nest.
5.18 Registrační nabídka
Nástroje pro registraci softwaru ProMotion® Nest.
5.18.1 Registrační formulář
Vyplňte prosím tento formulář pro objednávání softwaru nebo nových softwarových možností.
Doporučuje se také použít tento formuláře v případě, že máte nějaké technické problémy, zejména v souvislosti s licencí.
5.18.2 Registrovat
V tomto dialogovém okně zadejte své nové licenční číslo. Pokud obdržíte licenci jako licenční soubor, stačí tento soubor zkopírovat do adresáře ProMotion® Nest. Pokud
obdržíte licenci faxem, pak musíte její formulář vyplnit opatrně a úplně.
5.19 Nabídka Nápověda
Nabídka Nápověda obsahuje následující prvky:
• Obsah - Otevírá soubor nápověda na obrazovce.
• Informace o.. - Uvádí informace o verzi softwaru ProMotion® Nest.
5.20 Seznam systému Windows
Existují dvě okna seznamu na pravé straně uživatelského rozhraní ProMotion® Nest. Tyto okna jsou Seznam desek a Seznam dílů. V obou případech se vám nabízí k použití
několik nástrojů.
0-5399CS NESTING 5-45
Page 95

iCNC PERFORMANCE
5.20.1 Seznam desek
Toto okno obsahuje seznam všech desek, které jsou otevřeny. Seznam je uspořádán v abecedním pořadí. Aktivní deska obsahuje modrou lištu (je označena). Tyto nástroje
jsou k dispozici v okně desky:
Aktivovat - Pro aktivaci klikněte na název desky.
Skládání polohy dílů - dvojklikem označte název desky a provede se automatické skládání polohy dílů.
Místní nabídka - klikněte pravým tlačítkem myši, abyste otevřeli místní nabídku. Nabídka obsahuje následující příkazy:
• Nová deska - vytvoří novou desku.
• Změnit desku - změní se velikost desky.
• Odstranění - odstraňuje aktuální desku a skládání polohy v ní.
• Změnit název - změní název aktuální desky.
• Skládání polohy dílů - Automatickýké skládání polohy dílů na aktuální desce
• Move Skládání polohy dílů do (viz níže)
• Text Značení - aktivuje nástroj pro text značení.
• Tisknout položku „Extras” (viz níže).
Přesunout Skládání polohy dílů do
Tento nástroj změní polohu celého skládání polohy dílů. Když vyberete tento nástroj, zobrazí se níže uvedené okno.
Nalevo je vzdálenost skládání polohy dílů od levé strany desky. Je-li toto číslo záporné, znamená to, že skládání polohy dílů zasahuje přes okraj desky. Pravý, spodní a horní
fungují stejným způsobem.
Můžete měnit hodnoty vlevo a dole. Když zvolíte tlačítko „APPLY” (POUŽÍT) pohyby skládání a hodnoty (vpravo a nahoře) v tomto okně se aktualizují. „OK” je totéž, co „APPLY”
(použít), ale také se jím zavírá okno.
Tisknout položku „Extras”
Pomocí tohoto nástroje přidávejte vlastní komentáře na konec tiskového listu. Když si toto skládání polohy vytisknete, tyto čtyři linky se budou nacházet v dolní části listu.
5.20.2. Seznam dílů
Toto okno obsahuje seznam všech geometrií, které jsou otevřeny. Seznam je uspořádán v abecedním pořadí. Aktivní geometrie má na sobě modrou lištu (je označena).
Tyto nástroje jsou k dispozici v okně geometrie:
Aktivovat - Pro aktivaci zvolte název geometrie.
Kopírovat aktivní desku - Klikněte dvakrát na název geometrie.
Místní nabídka - klikněte pravým tlačítkem myši, abyste otevřeli místní nabídku. Nabídka obsahuje následující příkazy:
5-46 NESTING 0-5399CS
Page 96

iCNC PERFORMANCE
• Otevřít
• Odstranění
• Změnit název, který změní název aktivní geometrie.
• Kopírovat do skládání dílů, čím se zkopíruje aktivní geometrie na aktivní desku.
• Funkce Přesunout tvary k původním přesune skládání polohy dílů tak, aby se jeho minimální hodnoty X a Y rovnaly nule.
• Přidáním desky se vytvoří deska, provede se na ni skládání polohy dílů a úkol se přesune do seznamu desek (okno desek).
• Zapnutí / vypnutí skupiny přepíná stav aktivní geometrie (geometrií) na skupinu nebo na normální. Pokud se před názvem geometrie nachází hvězdička (*), pak se tento
název považuje za název skupiny.
• Vlastnosti DSTV zobrazují okénko, které zobrazuje data odečtená ze souboru DSTV.
• Jmenovitá rychlost je ve výchozím nastavení šířka x délka dílu. Otevře se dialogové okno, které zobrazuje jmenovitou velikost dílu, a pokud si přejete, můžete jej změnit.
Jmenovitá velikost se používá v informacích o skládání polohy dílů.
• Text Značení
5.21 Různé
5.21.1. Terminologie
Nesting
Skládání polohy dílů je rozděleno takto:
Prvek je základní stavební jednotkou při skládání polohy dílů. Prvek je nejmenší díl, který lze upravovat. Existují čtyři odlišné druhý prvků: linky, oblouky, kruhy a body.
Prol je kombinací jednoho či více vzájemně propojených prvků. Ve výchozím bodu prolu je plech děrován a spustí se řezání. V koncovém bodě prolu se hořák zvedá a
řezání se zastaví.
Tvar obsahuje jeden či více prolů. Tvar je logická část, která má ohraničení a může obsahovat otvory.
Skládání polohy dílů obsahuje všechny tvary, ale může být také prázdné.
Přenosová linka
Přenosová linka je dráha, kterou hořák sleduje, pokud právě neprovádí řezání.
5.21.2. Probléms?
Zde jsme uvedli několik problémů, které čas od času nastanou, a jejich řešení.
1. Při spuštění zobrazí ProMotion® Nest následující zprávu „Registrační chyba! Prosíme obraťte se na svého dodavatele. Běží v demo režimu.” a spouští se v demo
režimu.
KANCELÁŘSKÉ PC:
Pro práci s aplikací ProMotion® Nest se požaduje aktivační soubor (licenční .txt) a dongle. Zkontrolujte prosím následující:
• Dongle se vkládá do USB nebo LPT portu počítače.
• Nainstalovali jste ovladače pro dongle.
• Ve složce ProMotion® Nest je licenční soubor (licenční .txt).
Pokud vše z výše uvedených bodů je v pořádku, pak může být něco v nepořádku s licenčním souborem. Zkontaktujte prosím svého dodavatele.
OVLÁDAČ iCNC:
Pokuste se zavřít ProMotion® Nest, a poté jej spusťte znovu. Pokud to nepomohlo, obraťte se na prodejce.
5.21.3. DXF
Overview
Formát DXF je podporován nejmodernějším softwarem CAD. Soubory DXF mohou být ASCII nebo v binárních formátech. Vzhledem k tomu, že soubory ASCII DXF jsou častější
než binární formát, používá se termín soubor DXF pro soubory ASCII DXF.
0-5399CS NESTING 5-47
Page 97

iCNC PERFORMANCE
Požadavky a doporučení
Soubory DXF jsou rozhraním mezi CAD a softwarem pro skládání polohy dílů, např. ProMotion® Nest. Při tvorbě a převádění souborů DXF do ProMotion® Nest existuje několik
doporučení a požadavků, které by měly být dodrženy:
• Je vhodné umístit geometrie na jejich vlastní oddělenou vrstvu a tuto vrstvu pojmenovat tak, aby byla snadno rozpoznatelná (např. PROFILY). ProMotion® Nest detekuje
jednotlivé vrstvy a umožňuje uživateli vybírat si, které vrstvy budou nahrány.
• Pokud máte více dílů, je vhodné si každý z nich umístit na vlastní, samostatnou vrstvu (např. DÍL1, DÍL2 atd.).
• Linková a bodová značení musí být umístěna ve svých vlastních vrstvách. Pro označování bodů použijte entity BOD nebo KRUH.
• Nakreslete díly v poměru 1:1. Nerozměrujte je. ProMotion® Nest předčítá souřadnice v souboru DXF.
• Pokuste se zabránit otevřeným mezerám mezi jednotlivými prvky. Použít POLYSÍŤOVÉ nebo další objekty, pomocí nichž nakreslíte spojitou linku.
• Všechny označovací objekty (bodové značení, linkové značení nebo textové objekty) musí být uvnitř dílů. Vnější objekty nejsou zohledněny.
• Podporované objekty jsou LINKA, OBLOUK, DRÁŽKA, KRUH, BOD, POLYSÍŤOVÉ, VRCHOL, ELIPSA, TEXT, MTEXT A SEQEND.
Nepodporované funkce CAD
• Soubory DWG nebo binární soubory DXF nejsou podporovány vůbec.
• Další nepodporované objekty jsou VLOŽIT, OBRÁZEK a ŠRAFOVAT. Existují i další, ale tyto jsou nejběžnější.
Dodatečné poznámky
• Objekty tvaru ELIPSY jsou převáděny na linky s maximální povolenou chybou 0,1 mm. Úroveň chyby je možné upravovat v souborech ini.
• Text značení (objekty TEXT a MTEXT) vyžaduje volitelný softwarový modul „Pokročilé značení”.
• Naskenované výkresy, které jsou převedeny na DXF, obvykle vytvářejí nesprávný kód CNC. Skener vytváří nepotřebné krátké linky, např. jedna jednopalcová rovná linka
může být tvořena až stovkou linek 0,01”. Často jsou linky příliš krátké, aby mohly být vůbec přijaty. Když k tomu dojde, ProMotion® Nest ponechává na těchto místech
prázdná místa, která označují otevřený prol, který nemůže být vyskládán, dokud nebudou spojeny všechny entity. To je časově náročné a neúčinné. Díky tomu budou
vytvářeny mnohem větší soubory CNC, což povede k delší době provozu na ovladači CNC
Při použití naskenovaných výkresů je sestavte s co nejdelšími prvky.
5.21.4. CNC-2
Vyvinuli jsme pokročilý jazyk CNC - Robotic CNC-2. CNC-2 je přesnější než staré robotické jazyky CNC-, ESSI- nebo EIA-. Aplikace ProMotion® Nest je dosud jediným softwarem
podporujícím CNC-2.
CNC-2 je vynikající volbou při tvorbě záložních kopií. Ukládá nejen skládání polohy dílů, ale i desku.
5.21.5. Linková a bodová značení
Pokud skládání polohy dílů obsahuje linkové nebo bodové značení, jsou tato značení sloučena do tvarů pro skládání dílů. Značení nemůžete přidávat, přesouvat ani měnit,
pokud také nezměníte tvary. Jedinou věc, kterou můžete provést s označeními jako takovými, je odstranit je.
Když program ProMotion® Nest vytvoří řezací program, umístí před řezáním do pořadí řezání možné značky. To znamená: pokud tvar obsahuje linkové nebo bodové značení,
provede se nejprve značení a poté řezání.
Proly linkového značení jsou zakresleny černě.
Tělo bodového značení jsou zakresleny jako černé kruhy s křížkem uvnitř.
5.21.5. Programování EIA
O funkcích
Existují dva typy funkcí. Ty, které denují pohyb řezače, a ty, které denují některé další specické úkony (tj.: „Hořák zap.”). Všechny funkce mají určitý identikátor, který lze
změnit v možnostech EIA (viz možnosti ProMotion® Nest) Syntaxe funkcí:
Klíč k syntaxi:
ID je řetězec, který denuje tuto funkci.
X, Y, I a J jsou souřadnice. Písmeno X, Y, I nebo J musí být na prvním místě a hned za nimi následují souřadnice (např. X123.456 Y-12.3 I1234 J0).
Rychlý pohyb: ID X Y
Lineární řez (linka): ID X Y
Oblouk:: ID X Y I J
Kruh: ID I J
Všechny další funkce: ID
příklad 1
5-48 NESTING 0-5399CS
Page 98

iCNC PERFORMANCE
(Poznámky jsou v závorkách)
G90
(Absolutní režim)
G21
(Použít metrické jednotky (milimetry))
G00X100Y300
(Posun do bodu 100, 300)
G41
(Kompenzování řezné spáry vlevo)
M03
(Plynový hořák zapnut)
G01X100Y400
(Lineární řez do bodu 100, 400)
G02X200Y400I150J400
(Oblouk ve směru hodinových ručiček do bodu 200, střed oblouku 400 v poloze 150, 400)
G32I150J350
(Kruh ve směru hodinových ručiček s poloměrem 50 a středem v poloze 150, 350)
M05
(Plynový hořák vypnut)
M02
(Konec programu)
Příklad 2
G00X100Y100
M03
G32I50J0
M05
M02
Jak vidíte, neexistuje denice pro kompenzování řezné spáry, programovací režim ani typ jednotek. V tomto případě se používají výchozí hodnoty. Výchozí nastavení lze změnit
v možnostech EIA aplikace ProMotion® Nest. Předpokládejme, že režim programování je absolutní, ale kódy I a J jsou přírůstkové a jednotky jsou v milimetrech. V takovém
případě by program vytvořit kruh, jehož střed by se nacházel v poloze 150 (100+50), 100 (100+0). Pokud by kódy I a J byly také absolutní, pak by střed kruhu byl 50, 0.
5.21.7. Odeslatdo
Pokud přidáte zástupce aplikace ProMotion® Nest do složky „Odeslat do“ systému Windows, můžete soubory odesílat do ProMotion® Nest přímo z Windows Exploreru.
5.21.8. Soubory ini
Ve složce, v níž se instaluje ProMotion® Nest, existuje složka s názvem ini. Tato složka obsahuje určité kongurační soubory, které jsou velmi užitečné v některých zvláštních
případech.
Formát každého souboru ini je stejný. Formát je:
ID, TYP, DATA, INFO
ID je identikační číslo daného nastavení. Nevyměňujte je!
TYP znamená typ DAT. Nevyměňujte je!
DATA znamenají skutečné nastavení. Toto můžete změnit.
0-5399CS NESTING 5-49
Page 99

iCNC PERFORMANCE
INFO je krátký popis nastavení. Pokud chcete, toto můžete změnit.
Toto je příklad ze souboru tools.ini
10,1,1,DNC COM Port [default: 1]
ID = 10
TYPE = 1
DATA = 1
INFO = DNC COM Port [default: 1]
A brief description of some ini les:
tools.ini je zřejmě nejdůležitější soubor ini. Zde můžete změnit chování některých nástrojů a nastavit určité chybové rezervy. Nastavení je takové, že ve většině případů byste
se neměli dotýkat těchto nastavení. Tato nastavení slouží pro zvláštní případy, kdy standardní řešení nefungují dostatečně.
ui.ini obsahuje některá nastavení týkající se uživatelského rozhraní.
5.21.9. Parametry příkazového řádku
Existuje několik parametrů příkazového řádku, které lze použít při spouštění ProMotion® Nest.
-min - Spustí se software s okna minimalizovat.
-is - Tento parametr musí být používány s CNC soubor. Při použití tohoto parametru přečte ProMotion® Nest soubor s hrubým importem. Poté odešle soubor k řezání, odstraní
skládání polohy dílů a soubor se minimalizuje. Tento parametr je užitečný, jen při použití ovládače iCNC.
Příklad použití:
pmnest.exe -is C:\CuttingPrograms\testFile.eia
5-50 NESTING 0-5399CS
Page 100

iCNC PERFORMANCE
0-5399CS NESTING 5-51
 Loading...
Loading...