


Thermal-Dynamics.com
®
24V
DC
INPUT VOLTAGE
CONTRÔLEUR CNC DE
L’iCNC PERFORMANCE
Manuel de
l’opérateur
DRAFT
Révision : AB Date d’émission : Février, 2016 Nº du manuel: 0-5399FR

®
NOUS APPRÉCIONS VOTRE FIDÉLITÉ !
Félicitations pour l’achat de votre produit Victor Thermal Dynamics. Nous sommes fiers de vous
compter parmi notre clientèle et ferons tout en notre pouvoir pour vous fournir le service le plus
fiable et de meilleure qualité dans le domaine. Ce produit est protégé par notre large garantie et
notre réseau mondial de service. Pour trouver le distributeur le plus près de chez vous ou un centre
de réparation, composer le 1-800-752-7622, ou visiter le site Web au www.thermal-dynamics.
com.
Ce manuel de réparation est conçu pour vous indiquer la bonne façon d’utiliser votre produit
Thermal Dynamics. Notre préoccupation principale est votre satisfaction et l’utilisation appropriée
du produit. Il est donc important de prendre le temps de lire ce guide en entier, en particulier les
Consignes de sécurité. Ceci permet d’éviter les risques possibles liés à l’utilisation du produit.
VOUS ÊTES EN BONNE COMPAGNIE !
La marque de choix des entrepreneurs et des fabricants dans le monde entier.
Thermal Dynamics est une entreprise mondiale de produits de coupage manuel et automatique à
l’arc plasma.
Nous nous démarquons de nos concurrents grâce à nos produits fiables et d’avant-garde qui
ont fait leurs preuves au fil des ans. Nous sommes fiers de nos innovations techniques, nos prix
compétitifs, nos délais de livraison hors pair, notre service à la clientèle et notre soutien technique
de qualité supérieure, en plus de l’excellence de notre savoir dans le domaine de la vente.
Avant tout, nous sommes engagés dans la conception de produits aux technologies innovatrices
pour obtenir un environnement de travail plus sûr dans le domaine de la soudure.

MISE EN GARDE
!
iCNC Performance
Manuel de réparation n° : 0-5399FR
Publié par :
Thermal Dynamics Corporation.
2800 Airport Rd.
Denton, Texas 76207
www.thermal-dynamics.com
© Copyright 2013, 2014, 2015, 2016 par
Thermal Dynamics Corporation.
Merci de lire et de bien comprendre l’intégralité de ce manuel ainsi que les procédures de sécurité
sur le lieu de travail avant d’installer, d’exploiter et de réparer ce produit.
Si les informations contenues dans ce manuel reflètent le discernement du fabricant, celui-ci décline
toute responsabilité quant à son utilisation.
Tous droits réservés.
Il est interdit de reproduire cet ouvrage, intégralement ou partiellement, sans l’autorisation écrite de l’éditeur.
L’éditeur décline par la présente toute responsabilité à l’égard de tiers en cas de perte ou de dommages provoqués
par une quelconque erreur ou une quelconque ommission dans ce manuel, que lesdites erreurs soient le résultat
d’une négligence, d’un accident ou de toute autre cause.
Pour matériaux d’impression spécications, se reporter au document 47x1923
Date de publication : 19 août 2015
Date de révision : Février, 2016
Noter les renseignements suivants aux ns de la garantie :
Lieu d’achat : ___________________________________________
Date d’achat :___________________________________________
# de série de l’iCNC Performance:_____________________________

ASSUREZ-VOUS QUE CETTE INFORMATION EST DISTRIBUÉE À L’OPÉRATEUR.
VOUS POUVEZ OBTENIR DES COPIES SUPPLÉMENTAIRES CHEZ VOTRE FOURNISSEUR.
ATTENTION
Les INSTRUCTIONS suivantes sont destinées aux opérateurs qualiés seulement.
Si vous n’avez pas une connaissance approfondie des principes de fonctionnement
et des règles de sécurité pour le soudage à l’arc et l’équipement de coupage, nous
vous suggérons de lire notre brochure « Precautions and Safe Practices for Arc Wel-
ding, Cutting and Gouging, » Brochure 0-5407. Ne permettez PAS aux personnes non
qualiées d’installer, d’opérer ou de faire l’entretien de cet équipement. Ne tentez
PAS d’installer ou d’opérer cet équipement avant de lire et de bien comprendre ces
instructions. Si vous ne comprenez pas bien les instructions, communiquez avec
votre fournisseur pour plus de renseignements. Assurez-vous de lire les Règles de
Sécurité avant d’installer ou d’opérer cet équipement.
RESPONSABILITÉS DE L’UTILISATEUR
Cet équipement opérera conformément à la description contenue dans ce manuel, les étiquettes d’accompagnement et/
ou les feuillets d’information si l’équipement est installé, opéré, entretenu et réparé selon les instructions fournies. Vous
devez faire une vérication périodique de l’équipement. Ne jamais utiliser un équipement qui ne fonctionne pas bien ou
n’est pas bien entretenu. Les pièces qui sont brisées, usées, déformées ou contaminées doivent être remplacées immédiatement. Dans le cas où une réparation ou un remplacement est nécessaire, il est recommandé par le fabricant de faire
une demande de conseil de service écrite ou par téléphone chez le Distributeur Autorisé de votre équipement.
Cet équipement ou ses pièces ne doivent pas être modiés sans permission préalable écrite par le fabricant. L’utilisateur
de l’équipement sera le seul responsable de toute défaillance résultant d’une utilisation incorrecte, un entretien fautif,
des dommages, une réparation incorrecte ou une modication par une personne autre que le fabricant ou un centre de
service désigné par le fabricant.
!
ASSUREZ-VOUS DE LIRE ET DE COMPRENDRE LE MANUEL D’UTILISATION AVANT
D’INSTALLER OU D’OPÉRER L’UNITÉ.
PROTÉGEZ-VOUS ET LES AUTRES!

Declaration of Conformity
We Thermal Dynamics
of 2800 Airport Road
Denton, TX 76207 U.S.A.
in accordance with the following Directive(s):
2006/95/EC The Low Voltage Directive
2004/108/EC The Electromagnetic Compatibility Directive
hereby declare that:
Equipment: Plasma Cutting CNC Controller
Model Name/Number: iCNC Performance
Market Release Date: August 19, 2015
is in conformity with the applicable requirements of the following harmonized standards:
Conforms to requirements of IEC 61326-1:2012
IEC 61000-4-2: 2008, Electro Static Discharge Immunity
IEC 61000-4-3:2006 +A1:2007 +A2:2010, Radiated, Radio-Frequency, Electromagnetic Immunity
IEC 61000-4-4:2012, Electrical Fast Transient/Burst Immunity
IEC 61000-4-6: 2008, Conducted Radio-Frequency Electromagnetic Immunity
IEC 61000-4-8:2009, Power Frequency Magnetic Field Immunity
CISPR 11:2009 +A1:2010, AC Mains Conducted Emissions
CISPR 11:2009 +A1:2010, Radiated Emissions
Meets IEC 61010-1:2010 Safety requirements for electrical equipment for measurement, control, and
laboratory use - Part 1: General requirements
Classification: The equipment described in this document is Class A and intended for industrial use.
WARNING
This Class A equipment is not intended for use in residential locations where the electrical
!
power is provided by the public low-voltage supply system. There may be potential difficulties in ensuring electromagnetic compatibility in those locations, due to conducted as well
as radiated disturbances.
Manufacturer’s Authorized Representative
Steve Ward V.P. Europe and General Manager
Address:Victor Technologies International Inc.
Europa Building
Chorley N Industrial Park
Chorley, Lancashire,
England PR6 7BX
Date: August 19, 2015
Steve Ward
V.P. Europe and General Manager
(Position)
(Signature)
Full Name

!
WARNING
This Class A equipment is not intended for use in residential locations where the electrical
power is provided by the public low-voltage supply system. There may be potential difficulties in ensuring electromagnetic compatibility in those locations, due to conducted as well
as radiated disturbances.

TABLE DES MATIÈRES
SECTION 1: sécurité ....................................................................................... 1-1
1.01 Précautions de sécurité .................................................................................. 1-1
SECTION 2 : SPÉCIFICATIONS ............................................................................ 2-1
2.1 Description du système .................................................................................. 2-1
2.2 Spécifications ................................................................................................. 2-1
SECTION 3 : FONCTIONNEMENT ......................................................................... 3-1
3.1 Aperçu de l’écran principal .............................................................................. 3-1
3.2 Sélection de processus / Plasma et gaz .......................................................... 3-6
3.3 Boutons du panneau avant ............................................................................. 3-8
3.4 Descriptions et fonctions du bouton MARCHE/ARRÊT ................................. 3-11
3.5 Descriptions et fonctions du bouton auxiliaire .............................................. 3-11
3.6 Descriptions et fonctions du bouton Plasma ................................................ 3-12
3.7 Descriptions et fonctions du bouton Chalumeau .......................................... 3-13
3.8 Procédure de démarrage .............................................................................. 3-14
3.9 Procédure de retour en position de départ .................................................... 3-15
3.10 Avance continuence continue ....................................................................... 3-15
3.11 Vue rapide du paramètre ............................................................................... 3-16
3.12 Que faire lorsque quelque chose se produit .................................................. 3-17
3.14 Fonctionnalités avancées de sélection de processus .................................... 3-20
SECTION 4 : iHC ............................................................................................ 4-1
4.1 Séquence de perçage/coupe ........................................................................... 4-1
4.2 Interface utilisateur de l’iHC ............................................................................ 4-2
4.3 Paramètres principaux .................................................................................... 4-4
4.4 Menus Configuration et Diagnostic du système .............................................. 4-5
SECTION 5 : EMBOÎTEMENT .............................................................................. 5-1
5.1 ProMotion® Nest ............................................................................................ 5-1
5.2 Barre d’outils .................................................................................................. 5-3
5.3 Fonctions de la barre d’outils .......................................................................... 5-4
5.4 Menu fichier .................................................................................................. 5-21
5.5 Menu Affichage ............................................................................................. 5-23
5.6 Menu Outils .................................................................................................. 5-23
5.7 Marquage ...................................................................................................... 5-29
5.8 Autonest ....................................................................................................... 5-30
5.9 Coupage ........................................................................................................ 5-32
5.10 Outils spéciaux ............................................................................................. 5-35
5.11 Règle ............................................................................................................ 5-38
5.12 Menu options ................................................................................................ 5-38
5.13 Options ESSI ................................................................................................. 5-40
5.14 Options d’entrée EIA ..................................................................................... 5-42
5.15 EIA Ouput Options ........................................................................................ 5-44
5.16 Options d’emboîtement ................................................................................. 5-45
5.17 Options de langue ......................................................................................... 5-46
5.18 Menu d’enregistrement ................................................................................. 5-46
5.19 Menu d’aide .................................................................................................. 5-46
5.20 Fenêtres liste ................................................................................................. 5-46
5.21 Divers ........................................................................................................... 5-48

TABLE DES MATIÈRES
SECTION 6 : ENTRETIEN ET DÉPANNAGE ............................................................... 6-1
6.1 Entretien ......................................................................................................... 6-1
6.2 Qualité de la coupe ......................................................................................... 6-1
6.3 Qualité de coupe du chalumeau ...................................................................... 6-2
6.4 DÉPANNAGE ................................................................................................... 6-4
6.5 Pièces de rechange ......................................................................................... 6-6
DÉCLARATION DE GARANTIE ............................................. Intérieur du couvercle arrière

iCNC PERFORMANCE
SECTION 1: SÉCURITÉ
1.01 Précautions de sécurité
AVERTISSEMENT : Ces règles de sécurité ont pour but d’assurer votre protection. Ils récapitulent les
informations de précaution provenant des références dans la section des Informations de sécurité
supplémentaires. Avant de procéder à l’installation ou d’utiliser l’unité, assurez-vous de lire et de
suivre les précautions de sécurité ci-dessous, dans les manuels, les fiches d’information sur la sécurité du
matériel et sur les étiquettes, etc. Tout défaut d’observer ces précautions de sécurité peut entraîner des blessures graves ou mortelles.
PROTÉGEZ-VOUS -- Les processus de soudage, de coupage et de gougeage produisent un
niveau de bruit élevé et exige l’emploi d’une protection auditive. L’arc, tout comme le soleil,
émet des rayons ultraviolets en plus d’autre rayons qui peuvent causer des blessures à la peau
et les yeux. Le métal incandescent peut causer des brûlures. Une formation reliée à l’usage des processus et
de l’équipement est essentielle pour prévenir les accidents. Par conséquent:
1. Portez des lunettes protectrices munies d’écrans latéraux lorsque vous êtes dans l’aire de travail,
même si vous devez porter un casque de soudeur, un écran facial ou des lunettes étanches.
2. Portez un écran facial muni de verres filtrants et de plaques protectrices appropriées afin de protéger
vos yeux, votre visage, votre cou et vos oreilles des étincelles et des rayons de l’arc lors d’une opération ou lorsque vous observez une opération. Avertissez les personnes se trouvant à proximité de
ne pas regarder l’arc et de ne pas s’exposer aux rayons de l’arc électrique ou le métal incandescent.
3. Portez des gants ignifugiés à crispin, une chemise épaisse à manches longues, des pantalons sans
rebord et des chaussures montantes afin de vous protéger des rayons de l’arc, des étincelles et du
métal incandescent, en plus d’un casque de soudeur ou casquette pour protéger vos cheveux. Il est
également recommandé de porter un tablier ininflammable afin de vous protéger des étincelles et de
la chaleur par rayonnement.
4. Les étincelles et les projections de métal incandescent risquent de se loger dans les manches retroussées, les rebords de pantalons ou les poches. Il est recommandé de garder boutonnés le col et les
manches et de porter des vêtements sans poches en avant.
5. Protégez toute personne se trouvant à proximité des étincelles et des rayons de l’arc à l’aide d’un
rideau ou d’une cloison ininflammable.
6. Portez des lunettes étanches par dessus vos lunettes de sécurité lors des opérations d’écaillage ou de
meulage du laitier. Les écailles de laitier incandescent peuvent être projetées à des distances considérables. Les personnes se trouvant à proximité doivent également porter des lunettes étanches par
dessus leur lunettes de sécurité.
INCENDIES ET EXPLOSIONS -- La chaleur provenant des flammes ou de l’arc peut provoquer un
incendie. Le laitier incandescent ou les étincelles peuvent également provoquer un incendie ou une
explosion. Par conséquent :
1. Éloignez suffisamment tous les matériaux combustibles de l’aire de travail et recouvrez les matériaux
avec un revêtement protecteur ininflammable. Les matériaux combustibles incluent le bois, les vêtements, la sciure, le gaz et les liquides combustibles, les solvants, les peintures et les revêtements,
le papier, etc.
2. Les étincelles et les projections de métal incandescent peuvent tomber dans les fissures dans les
planchers ou dans les ouvertures des murs et déclencher un incendie couvant à l’étage inférieur Assurez-vous que ces ouvertures sont bien protégées des étincelles et du métal incandescent.
3. N’exécutez pas de soudure, de coupe ou autre travail à chaud avant d’avoir complètement nettoyé la
surface de la pièce à traiter de façon à ce qu’il n’ait aucune substance présente qui pourrait produire
des vapeurs inflammables ou toxiques. N’exécutez pas de travail à chaud sur des contenants fermés
car ces derniers pourraient exploser.
4. Assurez-vous qu’un équipement d’extinction d’incendie est disponible et prêt à servir, tel qu’un tuyau
d’arrosage, un seau d’eau, un seau de sable ou un extincteur portatif. Assurez-vous d’être bien instruit
par rapport à l’usage de cet équipement.
0-5399FR INSTRUCTIONS DE SÉCURITÉ 1-1

iCNC PERFORMANCE
5. Assurez-vous de ne pas excéder la capacité de l’équipement. Par exemple, un câble de soudage surchargé peut surchauffer et provoquer un incendie.
6. Une fois les opérations terminées, inspectez l’aire de travail pour assurer qu’aucune étincelle ou
projection de métal incandescent ne risque de provoquer un incendie ultérieurement. Employez des
guetteurs d’incendie au besoin.
7. Pour obtenir des informations supplémentaires, consultez le NFPA Standard 51B, “Fire Prevention in
Use of Cutting and Welding Processes”, disponible au National Fire Protection Association, Batterymarch Park, Quincy, MA 02269.
CHOC ÉLECTRI QUE -- Le contact avec des pièces électriques ou les pièces de mise à la terre sous
tension peut causer des blessures graves ou mortelles. NE PAS utiliser un courant de soudage c.a.
dans un endroit humide, en espace restreint ou si un danger de chute se pose.
1. Assurez-vous que le châssis de la source d’alimentation est branché au système de mise à la terre
de l’alimentation d’entrée.
2. Branchez la pièce à traiter à une bonne mise de terre électrique.
3. Branchez le câble de masse à la pièce à traiter et assurez une bonne connexion afin d’éviter le risque
de choc électrique mortel.
4. Utilisez toujours un équipement correctement entretenu. Remplacez les câbles usés ou endommagés.
5. Veillez à garder votre environnement sec, incluant les vêtements, l’aire de travail, les câbles, le
porteélectrode/torche et la source d’alimentation.
6. Assurez-vous que tout votre corps est bien isolé de la pièce à traiter et des pièces de la mise à la terre.
7. Si vous devez effectuer votre travail dans un espace restreint ou humide, ne tenez vous pas directement
sur le métal ou sur la terre; tenez-vous sur des planches sèches ou une plate-forme isolée et portez
des chaussures à semelles de caoutchouc.
8. Avant de mettre l’équipement sous tension, isolez vos mains avec des gants secs et sans trous.
9. Mettez l’équipement hors tension avant d’enlever vos gants.
10. Consultez ANSI/ASC Standard Z49.1 (listé à la page suivante) pour des recommandations spécifiques
concernant les procédures de mise à la terre. Ne pas confondre le câble de masse avec le câble de
mise à la terre.
CHAMPS ÉLECTRIQUES ET MAGNÉTIQUES — comportent un risque de danger. Le courant électrique qui passe dans n’importe quel conducteur produit des champs électriques et magnétiques
localisés. Le soudage et le courant de coupage créent des champs électriques et magnétiques
autour des câbles de soudage et l’équipement. Par conséquent :
1. Un soudeur ayant un stimulateur cardiaque doit consulter son médecin avant d’entreprendre une opération de soudage. Les champs électriques et magnétiques peuvent causer des ennuis pour certains
stimulateurs cardiaques.
2. L’exposition à des champs électriques et magnétiques peut avoir des effets néfastes inconnus pour
la santé.
3. Les soudeurs doivent suivre les procédures suivantes pour minimiser l’exposition aux champs électriques et magnétiques :
A. Acheminez l’électrode et les câbles de masse ensemble. Fixez-les à l’aide d’une bande adhésive
lorsque possible.
B. Ne jamais enrouler la torche ou le câble de masse autour de votre corps.
C. Ne jamais vous placer entre la torche et les câbles de masse. Acheminez tous les câbles sur le
même côté de votre corps.
D. Branchez le câble de masse à la pièce à traiter le plus près possible de la section à souder.
E. Veillez à garder la source d’alimentation pour le soudage et les câbles à une distance appropriée
de votre corps.
1-2 INSTRUCTIONS DE SÉCURITÉ 0-5399FR

iCNC PERFORMANCE
LES VAPEURS ET LES GAZ -- peuvent causer un malaise ou des dommages corporels, plus particulièrement dans les espaces restreints. Ne respirez pas les vapeurs et les gaz. Le gaz de protection risque de causer l’asphyxie.
Par conséquent :
1. Assurez en permanence une ventilation adéquate dans l’aire de travail en maintenant une ventilation
naturelle ou à l’aide de moyens mécanique. N’effectuez jamais de travaux de soudage, de coupage
ou de gougeage sur des matériaux tels que l’acier galvanisé, l’acier inoxydable, le cuivre, le zinc, le
plomb, le berylliym ou le cadmium en l’absence de moyens mécaniques de ventilation efficaces. Ne
respirez pas les vapeurs de ces matériaux.
2. N’effectuez jamais de travaux à proximité d’une opération de dégraissage ou de pulvérisation. Lorsque
la chaleur ou le rayonnement de l’arc entre en contact avec les vapeurs d’hydrocarbure chloré, ceci
peut déclencher la formation de phosgène ou d’autres gaz irritants, tous extrêmement toxiques.
3. Une irritation momentanée des yeux, du nez ou de la gorge au cours d’une opération indique que
la ventilation n’est pas adéquate. Cessez votre travail afin de prendre les mesures nécessaires pour
améliorer la ventilation dans l’aire de travail. Ne poursuivez pas l’opération si le malaise persiste.
4. Consultez ANSI/ASC Standard Z49.1 (à la page suivante) pour des recommandations spécifiques
concernant la ventilation.
5. AVERTISSEMENT : Ce produitcontient des produits chimiques, notamment du plomb, reconnu par
l’Étatde la Californie pour causerdes malformations congénitaleset d’autresdommages touchant le
système reproductif.
MANIPULATION DES CYLINDRES -- La manipulation d’un cylindre, sans observer les précautions
nécessaires, peut produire des fissures et un échappement dangereux des gaz. Une brisure soudaine
du cylindre, de la soupape ou du dispositif de surpression peut causer des blessures graves ou
mortelles. Par conséquent :
Se laver les mainsaprès manipulation.
1. Utilisez toujours le gaz prévu pour une opération et le détendeur approprié conçu pour utilisation sur
les cylindres de gaz comprimé. N’utilisez jamais d’adaptateur. Maintenez en bon état les tuyaux et
les raccords. Observez les instructions d’opération du fabricant pour assembler le détendeur sur un
cylindre de gaz comprimé.
2. Fixez les cylindres dans une position verticale, à l’aide d’une chaîne ou une sangle, sur un chariot
manuel, un châssis de roulement, un banc, un mur, une colonne ou un support convenable. Ne fixez
jamais un cylindre à un poste de travail ou toute autre dispositif faisant partie d’un circuit électrique.
3. Lorsque les cylindres ne servent pas, gardez les soupapes fermées. Si le détendeur n’est pas branché,
assurez-vous que le bouchon de protection de la soupape est bien en place. Fixez et déplacez les
cylindres à l’aide d’un chariot manuel approprié. Toujours manipuler les cylindres avec soin.
4. Placez les cylindres à une distance appropriée de toute source de chaleur, des étincelles et des flammes.
Ne jamais amorcer l’arc sur un cylindre.
5. Pour de l’information supplémentaire, consultez CGA Standard P-1, “Precautions for Safe Handling of
Compressed Gases in Cylinders”, mis à votre disposition par le Compressed Gas Association, 1235
Jefferson Davis Highway, Arlington, VA 22202.
ENTRETIEN DE L’ÉQUIPEMENT -- Un équipement entretenu de façon défectueuse ou inadéquate peut
causer des blessures graves ou mortelles. Par conséquent :
1. Efforcez-vous de toujours confier les tâches d’installation, de dépannage et d’entretien à un personnel
qualifié. N’effectuez aucune réparation électrique à moins d’être qualifié à cet effet.
2. Avant de procéder à une tâche d’entretien à l’intérieur de la source d’alimentation, débranchez l’alimentation électrique.
3. Maintenez les câbles, les fils de mise à la terre, les branchements, le cordon d’alimentation et la source
d’alimentation en bon état. N’utilisez jamais un équipement s’il présente une défectuosité quelconque.
0-5399FR INSTRUCTIONS DE SÉCURITÉ 1-3

iCNC PERFORMANCE
DANGER
ATTENTION
AVERTISSEMENT
ATTENTION
4. N’utilisez pas l’équipement de façon abusive. Gardez l’équipement à l’écart de toute source de chaleur,
notamment des fours, de l’humidité, des flaques d’eau, de l’huile ou de la graisse, des atmosphères
corrosives et des intempéries.
5. Laissez en place tous les dispositifs de sécurité et tous les panneaux de la console et maintenez-les
en bon état.
6. Utilisez l’équipement conformément à son usage prévu et n’effectuez aucune modification.
INFORMATIONS SUPPLÉMENTAIRES RELATI VES À LA SÉCURITÉ -- Pour obtenir de l’information
supplémentaire sur les règles de sécurité à observer pour l’équipement de soudage à l’arc électrique
et le coupage, demandez un exemplaire du livret “Precautions and Safe Practices for Arc Welding,
Cutting and Gouging”, Form 52-529.
Les publications suivantes sont également recommandées et mises à votre disposition par l’American Welding
Society, 550 N.W. LeJuene Road, Miami, FL 33126 :
1. ANSI/ASC Z49.1 - “Safety in Welding and Cutting”.
2. AWS C5.1 - “Recommended Practices for Plasma Arc Welding”.
3. AWS C5.2 - “Recommended Practices for Plasma Arc Cutting”.
4. AWS C5.3 - “Recommended Practices for Air Carbon Arc Gouging and Cutting”.
5. AWS C5.5 - “Recommended Practices for Gas Tungsten Arc Welding“.
6. AWS C5.6 - “Recommended Practices for Gas Metal Arc Welding”.
7. AWS SP - “Safe Practices” - Reprint, Welding Handbook.
8. ANSI/AWS F4.1, “Recommended Safe Practices for Welding and Cutting of Containers That Have
Held Hazardous Substances.”
9. CSA Standard - W117.2 = Safety in Welding, Cutting and Allied Processes.
SIGNIFICATION DES SYMBOLES - Ce symbole, utilisé partout dans ce manuel, signie “Attention” ! Soyez
vigilant ! Votre sécurité est en jeu.
Signie un danger immédiat. La situation peut entraîner des blessures graves ou
mortelles.
Signie un danger potentiel qui peut entraîner des blessures graves ou
mortelles.
Signie un danger qui peut entraîner des blessures corporelles mineures.
Classe de protection de l’enveloppe
L’indice de protection (codification IP) indique la classe de protection de l’enveloppe, c’est-à-dire, le degré de
protection contre les corps solides étrangers ou l’eau. L’enveloppe protège contre le toucher, la pénétration
d’objets solides dont le diamètre dépasse 12 mm et contre l’eau pulvérisée à un angle de jusqu’à 60 degrés
de la verticale. Les équipements portant la marque IP21S peuvent être entreposés à l’extérieur, mais ne sont
pas conçus pour être utilisés à l’extérieur pendant une précipitation à moins d’être à l’abri.
Ce produit a été conçu pour la découpe au plasma seulement. Toute autre
utilisation pourrait causer des blessures et/ou endommager l’appareil.
1-4 INSTRUCTIONS DE SÉCURITÉ 0-5399FR
iCNC PERFORMANCE
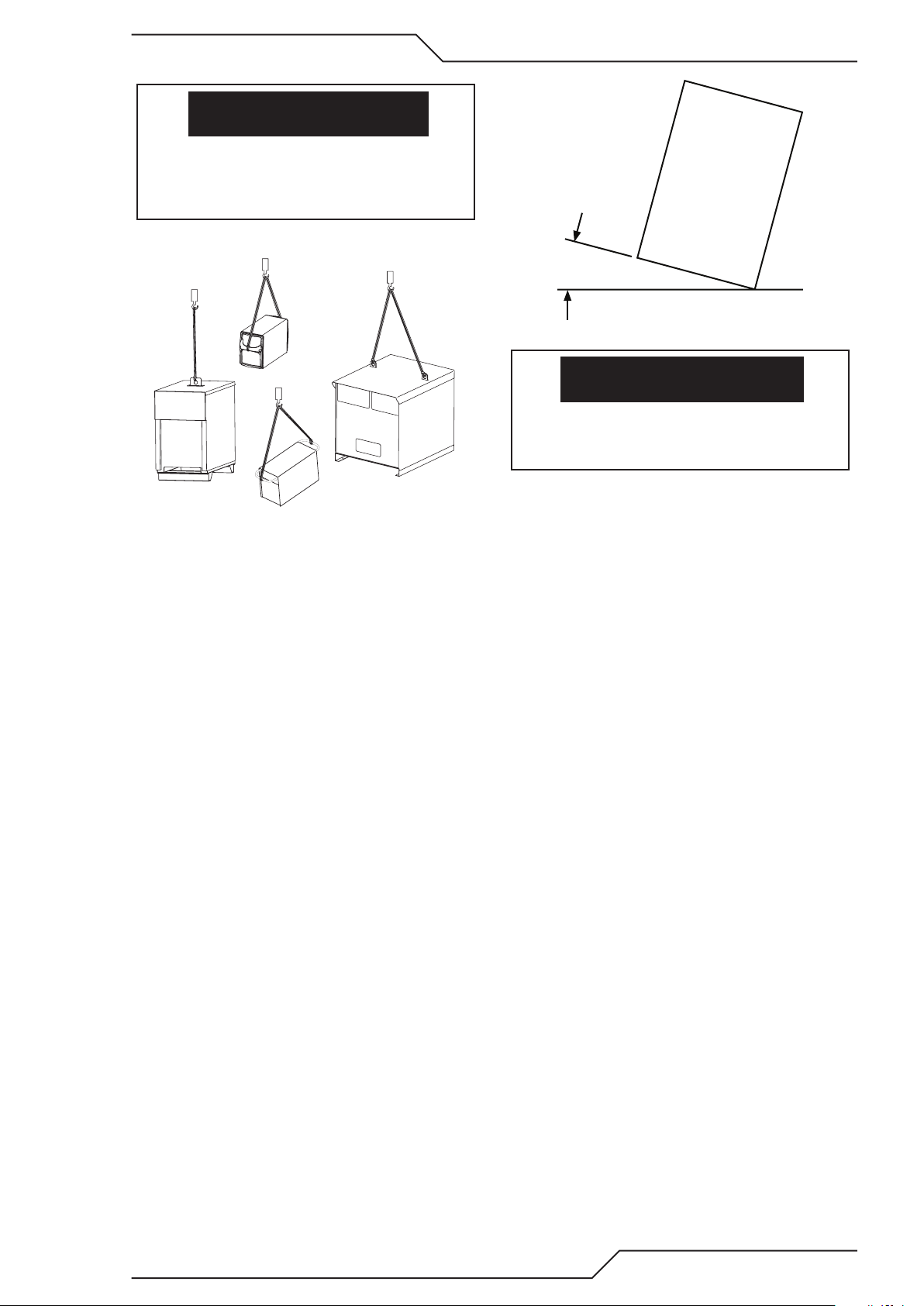
ATTENTION
15
ATTENTION
L’équipement pourrait basculer s’il est placé sur une
surface dont la pente dépasse 15°. Vous pourriez
vous blesser ou endommager l’équipement de façon
importante.
°
Art# A-12726
Soulevez à l’aide de la méthode et des points d’attache
illustrés an d’éviter de vous blesser ou d’endommager
l’équipement.
Art# A-12736
0-5399FR INSTRUCTIONS DE SÉCURITÉ 1-5

iCNC PERFORMANCE
Cette page est intentionnellement laissée vierge.
1-6 INSTRUCTIONS DE SÉCURITÉ 0-5399FR

iCNC Performance
!
SECTION 2 : SPÉCIFICATIONS
2.1 Description du système
L’iCNC Performance est conçu pour le contrôle de coupe de forme. L’iCNC Performance contient un contrôle de commande,
un E/S, une interface utilisateur et un contrôle de hauteur de commande, assemblés dans un seul dispositif. Ces unités ne
peuvent pas être réparées sur place. Une ouverture non autorisée de l’unité annulera la garantie.
2.2 Spécifications
Processeur 2, Intel (processeur secondaire pour le mouvement et le E/S)
Système d’exploitation Windows 7 intégré
Ram 2GB
Ports ethernet 1 RJ-45 et 1 WLAN
Ports USB 2, 1 sur la paroi arrière (USB 2.0) + 1 sur la porte (USB 2.0)
Ports série 1 port RS-422/485 sur d-sub 9 broches
Disque dur 120 GB SATA SSD
Console d’exploitation Total de 35 boutons et un potentiomètre numérique
Écran 15” avec écran tactile (résistant)
Nombre d’E/S 20 sorties et 16 entrées
Type E/S Sorties et entrées mises à la terre
Axes disponibles 1-2 Y, 1 X, 1 Z en option (iHC)
Interface par défaut des entraînements Signal de vitesse analogique +-10 V, pas/direction (commande à 2 axes), entrées incrémen-
tielles de l’encodeur
Contrôle de hauteur plasma intégré Contrôle de hauteur iHC en option
Tension de l’alimentation d’entrée du
CNC (amp)
Dispositif de protection CNC Fusible automatique
24 V c.c (5 A), avec iHC 24 V c.c 6 A en option.
!
ATTENTION
Consulter les détails techniques complets dans le manuel d’entretien 0-5401.
AVERTISSEMENT
N’utilisez ou ne révisez pas l’appareil sans avoir suivi une formation appropriée.
0-5399FR SPÉCIFICATIONS 2-1

iCNC Performance
Cette page est intentionnellement laissée vierge.
2-2 SPÉCIFICATIONS 0-5399FR

iCNC Performance
SECTION 3 : FONCTIONNEMENT
3.1 Aperçu de l’écran principal
L’écran principal est divisé en trois parties.
• Info (Statut système)
• Coupe ProMotion – Aperçu de la tâche suivante
• Tâche actuelle
0-5399FR FONCTIONNEMENT 3-1

iCNC Performance
3.1.1 Info (Statut système)
Est situé en haut de l’écran. L’écran d’information affiche les informations système et est utilisé pour les diagnostics et le dépannage.
• IPM vitesse (ou métrique) indique la vitesse de la machine.
• Les relevés X et Y indiquent la position absolue de l’outil de coupe.
• Barre de vitesse en %. Ceci est directement interfacé avec le Potentiomètre de vitesse et se reflétera dans la Configuration de la
vitesse pot.
• Indicateur de direction d’avance continue. Contrôle et affiche quelle touche de direction/d’avance continue est pressée.
• Panneau de commande – Interface avec 9 boutons poussoirs. Contrôle quel bouton est pressé ou activé.
• Système en cours d’exécution – Indique que la seconde UC est activée et fonctionne correctement.
3.1.2 Coupe ProMotion – Tâche suivante
Situé du côté gauche de l’écran, l’écran Coupe Promotion sert de point de départ pour naviguer entre les différents écrans.
3-2 FONCTIONNEMENT 0-5399FR

iCNC Performance
Ouvre la fenêtre de sélection du processus.
La sélection du bouton Programme ouvrira la sélection dans la Bibliothèque de formes macro ou télécharger dans
ProMotion Nest.
Le bouton Plaque ouvre la fenêtre d’alignement de la plaque.
Le bouton Zoom ouvre la fenêtre zoom. Ceci vous permet de mieux voir les pièces.
Ouvre la boîte de dialogue de l’écran avance continue. Les fonctions telles que Diriger la machine
vers et Coupe rip sont situées sous la boîte de dialogue d’avance continue.
La sélection du bouton Agir vous permettra de lancer une marche d’essai du programme, sélectionner manuel sur le
panneau et les options pour ouvrir la barre du menu sur l’Écran Promotion Cut - Tâche suivante.
0-5399FR FONCTIONNEMENT 3-3

iCNC Performance
3.1.3 Tâche actuelle
Situé du côté droit de l’écran, la fenêtre Tâche actuelle affiche la tâche de coupe en cours, avec suivi en temps réel.
Normalement grisé. Activé lorsqu’un programme de coupe est arrêté en appuyant sur le bouton Torche Marche/Arrêt
ou le bouton Arrêt-Recul situé sur le panneau avant du contrôleur. La sélection d’Annuler programme achèvera la coupe de la tâche en
cours ou la marche d’essai.
Normalement grisé, il s’active lorsqu’un programme de coupe est arrêté et lorsque le bouton Mode manuel est sélectionné. Lors de la confirmation de l’adaptation d’un programme sur une plaque, ex. en mode Marche d’essai, il repositionnera le programme à la même distance que le mouvement de la torche.
Normalement grisé. Activé lorsqu’un programme en cours est arrêté et que le bouton Manual Mode est
sélectionné. La sélection de Récupération cheminement coupe redémarrera le cycle de perçage au point où la torche se trouve et retournera au cheminement du programme d’origine.
La sélection du bouton Réajuster paramètres de coupe permettra à l’opérateur de changer
certains paramètres ex. vitesses de coupe, vitesse/temps de ralenti et délais, au programme de coupe pendant l’exécution. Ceci éliminera
le besoin d’arrêter la machine pour faire ces changements.
Réactualisez l’écran de la tâche actuelle.
La sélection de l’aperçu de la Tâche suivante transférera le programme suivant depuis l’écran Aperçu de la tâche
suivante sans activer la séquence de coupe. Ceci est grisé pendant la coupe.
La sélection de la vue piste pendant la coupe agrandira le cheminement de coupe.
3-4 FONCTIONNEMENT 0-5399FR

iCNC Performance
La boîte Recoupe permet de suspendre et d’enregistrer une tâche en cours et de redémarrer une tâche
enregistrée.
• Annuler - Annuler toute fonction sélectionnée dans la case Nouvelle coupe
• Afficher nouveau point de départ – La sélection de cette fonction permet à l’utilisateur de pointer le point de perçage qui démarrera la coupe. Les pièces avant la sélection seront ignorées.
• Redémarrer - Après la localisation d’un nouveau point de perçage, sélectionnez Redémarrer pour démarrer le cycle de coupe
• Zoom – Permet de localiser plus facilement le point de perçage sur un emboîtement en zoomant sur une pièce
• Enregistrer tâche – Enregistrera le programme existant suspendu dans un fichier temporaire
• Recharger une tâche enregistrée – Rouvre le programme sauvegardé suspendu à partir d’un fichier temporaire
0-5399FR FONCTIONNEMENT 3-5

iCNC Performance
3.2 Sélection de processus / Plasma et gaz
1
8
2
5
3
6
4
7
Sur cette fenêtre, vous pouvez sélectionner le processus utilisé pour couper, ou modifier les processus existants.
1. Cliquez sur Gaz pour ouvrir la sélection de réglage des paramètres de gaz.
2. Cliquez sur Plasma pour ouvrir la fenêtre de processus plasma.
3. Paramètres ouvre des réglages communs comme décalage outil, vitesse rapide etc.
4. Réduit la fenêtre.
5. Affiche le matériau. S’il y a plus d’un matériau, vous pouvez changer de matériau.
6. Sélectionnez l’épaisseur
7. Applique le processus sélectionné et applique tous les paramètres de découpe.
8. Vous permet de modifier le processus sélectionné.
REMARQUE !
En savoir plus au point «3.14 Fonctions de sélection de processus avancé» à la page
3-20.
3-6 FONCTIONNEMENT 0-5399FR

iCNC Performance
3.2.1 Configuration plasma
La définition des zones dans l’onglet Processus de coupe est au bas de l’Écran thermique.
1
2
3
4
1. Utilisez les zones déroulantes pour sélectionner le matériau et l’épaisseur à couper.
2. Les processus de coupe disponibles pour le matériau et l’épaisseur sélectionnés s’afficheront avec des informations indiquant quel
processus est « B » pour une meilleure qualité de coupe. « F » à la vitesse de coupe la plus rapide. « R » utilise les consommables
robotiques pour le biseautage. « M » indique l’épaisseur de perçage maximale. Sélectionnez le processus désiré en cliquant sur le
numéro du Processus de coupe et en cliquant sur le bouton « Appliquer ». Lorsque « Processus actuel » est égal à « Processus
sélectionné » le plasma est prêt pour la coupe. Si le message rouge «Plasma pas prêt» apparaît, vérifiez que le plasma est activé
à l’aide du commutateur correspondant sur le panneau iCNC.
3. Cette zone affiche le consommable à utiliser pour le processus sélectionné. Cliquez sur « Afficher l’image » pour afficher une
image des consommables.
4. Cette zone affiche le courant de coupe et les pressions de gaz qui seront utilisés pour le processus de coupe sélectionné.
0-5399FR FONCTIONNEMENT 3-7
iCNC Performance
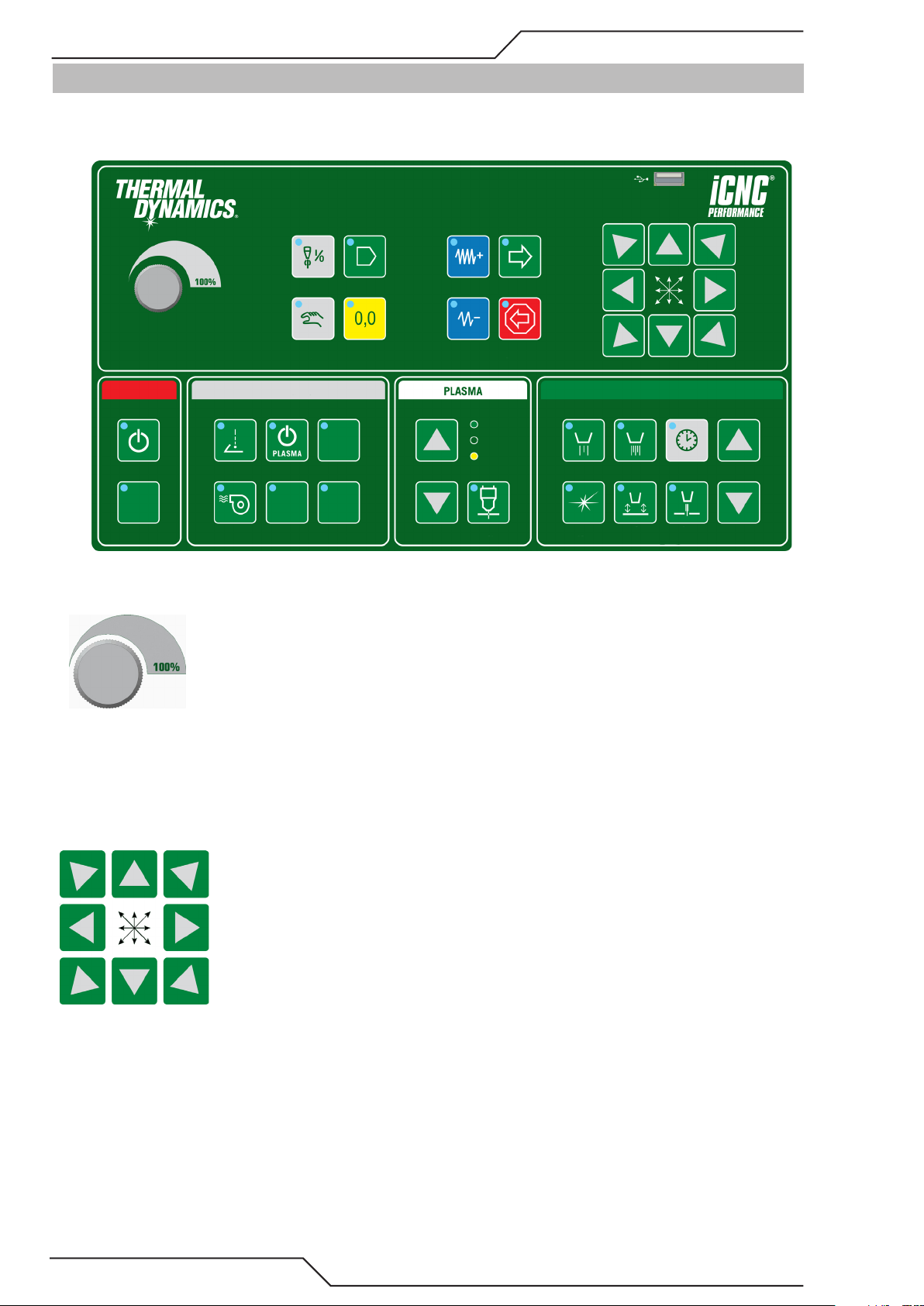
3.3 Boutons du panneau avant
Le panneau de commande iCNC Performance se trouve en-dessous de l’écran graphique LCD. Les principales fonctionnalités
de mouvement et de coupe sont initialisées à l’aide de ce panneau de commande.
VITESSE
TORCHE
MARCHE/ARRÊT
DÉMARRAGE
PROGRAMME
HAUTE
DÉPLACEMENT
AVANT
MARCHE / ARRÊT
ACTIVATION DE
L'ENTRAÎNEMENT
ACTIVATION DE
L'ENTRAÎNEMENT
POINTEUR PLASMA HAUTAUX 1MARCHE
CONTRE-
TIRAGE
MODE
MANUEL
ZÉRO
VITESSE
BASSE
BAS PLASMAAUX 2 AUX 3
MARCHEMARCHE
ARRÊT
AUTO
ARRÊT
RECUL
PRÉ-
PRÉ-CHAUFFAGE
CHAUFFAGE
ALLUM HAUTEUR
INTENSE
AUTO
CHALUMEAUAUXILIAIRE
MINUTEUR
OXYGÈNE
DE COUPE
HAUT
BAS
3.3.1 Potentiomètre de vitesse
Tourner le potentiomètre dans le sens contraire des aiguilles d’une montre réduit la vitesse actuelle par rapport à la vitesse programmée.
Ce potentiomètre est uniquement utilisé dans des cas particuliers, comme un ralentissement temporaire de la vitesse de coupe. Régler
le cadrant sous les 100 % entraîne l’activation du signal Maintien / Coin de la torche, qui bloque la commande de hauteur de torche
automatique à cette hauteur. Dans la plupart des cas, le potentiomètre de vitesse est réglé à 100 % dans le sens horaire.
3.3.2 Touches de direction d’avance continue
Le MODE MANUEL doit être activé avant d’utiliser la fonction d’avance continue. Appuyez et maintenez le bouton directionnel et la
machine se déplacera dans cette direction. Relâcher le bouton fera s’arrêter la machine. Lorsque vous appuyez et maintenez enfoncés
deux boutons directionnels proches, les deux axes bougeront de 45° simultanément.
3-8 FONCTIONNEMENT 0-5399FR

iCNC Performance
3.3.3 Bouton mode manuel
Une pression sur le bouton MODE MANUEL active la capacité d’avance continue et de repositionnement de la machine.
ATTENTION
!
3.3.4 Bouton Zéro
Réinitialise les compteurs X & Y à ZÉRO après la localisation d’un nouveau point de départ sur la table en utilisant les touches de
fonction d’avance continue.
CONSEIL : Appuyer sur le bouton Zéro désactive automatiquement le bouton Mode manuel, si celui-ci était activé.
Une nouvelle pression sur le bouton MODE MANUEL désactivera le mode manuel
et demandera si vous voulez replacer la machine à la dernière position connue.
3.3.5 Bouton de démarrage
Envoie le programme de coupe de l’écran « aperçu de la tâche suivante » à l’écran « tâche actuelle » à exécuter et lance la séquence du
cycle de coupe. Le bouton DÉMARRER s’allume et reste allumé pendant toute la durée de l’exécution du programme. Aucun problème
ne peut être transféré à l’écran de la tâche actuelle si le bouton DÉMARRER est activé.
CONSEIL : Si ce bouton est pressé pendant un délai programmé, le délai se termine d’un coup sans mémoriser le temps de délai
écoulé dans les paramètres de coupe.
3.3.6 Bouton Torche MARCHE/ARRÊT
Une pression sur le bouton TORCHE MARCHE / ARRÊT lorsque le mode manuel est activé, démarrera manuellement ou arrêtera le
processus de coupe.
ATTENTION
Lorsque le bouton démarrer est activé et que la séquence de coupe est initiée, le bouton TORCHE
!
MARCHE/ARRÊT s’allume automatiquement indiquant que la torche est activée et que la séquence
de démarrage a commencé. Lorsque le programme se termine, la lampe s’éteint automatiquement
indiquant la fin de la coupe. Si le bouton TORCHE MARCHE/ARRÊT est pressé et relâché pendant le
processus de coupe, le mouvement de la machine et la coupe s’interrompent. Une nouvelle pression sur
ce bouton démarre le déplacement de la machine et la séquence de coupe avec les délais programmés.
CONSEIL : Vous ne pouvez pas utiliser le bouton TORCHE MARCHE/ARRÊT pour la coupe manuelle, par exemple pour les lignes
de chute. Avec le bouton manuel sur on, appuyez sur TORCHE MARCHE pour enclencher la séquence de perçage. Immédiatement
après avoir appuyé sur TORCHE, vous pouvez appuyer sur l’un des boutons de direction, la machine ne se déplacera pas tant que la
séquence de perçage ne sera pas terminée.
0-5399FR FONCTIONNEMENT 3-9
iCNC Performance
3.3.8 Boutons Vitesse haute et Vitesse basse
Les poussées courtes augmentent ou réduisent la vitesse actuelle et définie dans les petits pas. Une pression prolongée modifie les
vitesses de façon plus rapide. Les boutons-poussoirs s’allumeront pendant l’accélération et la décélération de coin automatiques
respectivement.
3.3.9 Bouton Déplacement avant
Le bouton AVANCER s’allume lorsqu’un programme est en cours d’exécution. Une pression sur le bouton Marche/Arrêt torche arrêtera la machine et le bouton Avance se désactivera. À ce point, appuyer sur le bouton AVANCE déclenche le mouvement avant de la
machine suivant le tracé programmé, sans effectuer de découpe. Une nouvelle pression sur le bouton AVANCE arrêtera le mouvement
de la machine.
CONSEIL : Tournez le potentiomètre de vitesse dans le sens antihoraire lorsque vous utilisez la fonction Déplacement avant pour
contrôler le mouvement avec plus de précision.
3.3.10 Bouton Arrêt / Secours
Appuyez et relâchez le bouton ARRÊT RECUL une fois pendant le processus de coupe pour arrêter la séquence de coupe et arrêter le
déplacement de la machine. Appuyez et relâchez à nouveau le bouton ARRÊT RECUL pour faire bouger la machine dans le sens inverse
ou reculer sur le cheminement. Une nouvelle pression sur le bouton ARRÊT RECUL arrêtera le déplacement.
CONSEIL : Les boutons Arrêt-Recul et Torche marche/arrêt fonctionnent de façon identique lorsqu’un programme de coupe est en
cours. Une pression sur les deux boutons arrête la coupe.
3-10 FONCTIONNEMENT 0-5399FR

iCNC Performance
!
3.4 Descriptions et fonctions du bouton MARCHE/ARRÊT
ATTENTION
La plupart des boutons ont deux fonctions, les différentes LED de couleur indiquent leur
!
MARCHE / ARRÊT
3.4.1 Commutateur d’alimentation d’entrée
Appuyez sur le bouton et gardez-le enfoncé pendant cinq secondes pour mettre le CNC sous tension.
La seule manière de mettre hors tension est d’utiliser les fenêtres d’arrêt. Ceci coupera toute l’alimentation dans le contrôleur.
3.4.2 Commutateur d’entraînement
état. Lorsque vous appuyez sur un bouton, la fonction est basculée sur MARCHE/ARRÊT
et lorsque vous gardez le doigt sur le bouton pendant 3 secondes la fonction bascule sur
AUTO. La LED verte indique un état MARCHE, et la LED verte indique un état AUTO. Si les
deux LED sont éteintes, l’appareil est éteint.
ACTIVATION DE
L'ENTRAÎNEMENT
• MARCHE activera le servo et permettra à la machine de bouger.
• ARRÊT empêchera la machine de bouger.
CONSEIL : lorsque la LED d’activation de l’entraînement devient verte, les entraînements sont activés. Lorsque le voyant est orange,
le bouton a été pressé mais que le logiciel limite la sortie à activer.
3.5 Descriptions et fonctions du bouton auxiliaire
ATTENTION
La plupart des boutons ont deux fonctions et les différentes LED de couleur indiquent leur
état. Lorsque vous appuyez sur un bouton, la fonction est basculée sur MARCHE/ARRÊT
et lorsque vous gardez le doigt sur le bouton pendant 3 secondes la fonction bascule sur
AUTO. La LED verte indique un état MARCHE, et la LED verte indique un état AUTO. Si les
deux LED sont éteintes, l’appareil est éteint.
AUXILIAIRE
3.5.1 Pointeur
• La position MARCHE activera la sortie du Pointeur.
• La position ARRÊT empêchera l’activation de la sortie du Pointeur.
3.5.2 Plasma MARCHE/ARRÊT
• La position MARCHE activera l’alimentation électrique du plasma.
• La position ARRÊT coupera l’alimentation électrique du plasma.
0-5399FR FONCTIONNEMENT 3-11

iCNC Performance
!
3.5.3 AUX 1-3 Marche/Arrêt/Auto
• La position MARCHE activera le dispositif auxiliaire, par exemple, la table à eau.
• La position AUTO active le dispositif auxiliaire, par exemple la table à eau lorsqu’un programme de coupe est actif.
• OFF position will turn off the auxiliary device, example water table).
3.5.4 Contre-tirage Marche/Arrêt/Auto
• La position MARCHE activera l’extracteur de fumée.
• La position AUTO active l’extracteur de fumée lorsqu’un programme de coupe est actif.
• La position ARRÊT arrêtera l’extracteur de fumée.
3.6 Descriptions et fonctions du bouton Plasma
ATTENTION
La plupart des boutons ont deux fonctions et les différentes LED de couleur indiquent leur état. Lorsque
vous appuyez sur un bouton, la fonction est basculée sur MARCHE/ARRÊT et lorsque vous gardez le doigt
sur le bouton pendant 3 secondes la fonction bascule sur AUTO. La LED verte indique un état MARCHE,
et la LED verte indique un état AUTO. Si les deux LED sont éteintes, l’appareil est éteint
3.6.1 Haut / Bas
• Le bouton Haut / Bas déplacera la torche plasma vers le Haut/Bas.
3.6.2 Plasma Marche/Arrêt/Auto
• La position MARCHE activera la sortie du démarrage plasma.
• La position AUTO active la sortie du démarrage plasma lorsqu’un programme de coupe est actif.
• La position ARRÊT coupera la sortie de démarrage du plasma.
3-12 FONCTIONNEMENT 0-5399FR

iCNC Performance
3.7 Descriptions et fonctions du bouton Chalumeau
ATTENTION
La plupart des boutons ont deux fonctions et les différentes LED de couleur indiquent leur
!
3.7.1 Préchauffage Marche/Arrêt/Auto
Ce commutateur gère les gaz de préchauffage bas du chalumeau.
• La position MARCHE ouvrira l’électrovanne de préchauffage bas.
• Arrêtez les gaz en appuyant sur le bouton une fois.
• La position AUTO permet au programme de coupe d’ouvrir le solénoïde de Préchauffage élevé si nécessaire.
• La position ARRÊT empêchera un programme de coupe d’ouvrir l’électrovanne de préchauffage
état. Lorsque vous appuyez sur un bouton, la fonction est basculée sur MARCHE/ARRÊT
et lorsque vous gardez le doigt sur le bouton pendant 3 secondes la fonction bascule sur
AUTO. La LED verte indique un état MARCHE, et la LED verte indique un état AUTO. Si les
deux LED sont éteintes, l’appareil est éteint.
CHALUMEAU
3.7.2 Préchauffage intense Marche/Arrêt/Auto
Ce commutateur gère les gaz de préchauffage élevés du chalumeau.
• La position MARCHE ouvrira l’électrovanne de préchauffage haut.
• Arrêtez les gaz en appuyant sur le bouton une fois.
• La position AUTO permet au programme de coupe d’ouvrir le solénoïde de Préchauffage élevé si nécessaire.
• La position ARRÊT empêchera le programme de coupe d’ouvrir l’électrovanne de préchauffage haute.
3.7.3 Enregistrer Temps
ENREGISTRER TEMPS
Le bouton s’allume lors de chaque délai de démarrage ou d’arrêt du processus de découpe. Dans un même temps, un compteur affiché
à l’écran indique le compte à rebours des secondes restantes pour le délai actuel.
Si ce bouton est pressé lors d’un délai programmé, le délai s’interrompt. Le système mémorise la durée interrompue du délai et utilisera
cette nouvelle durée de délai aux prochains perçages.
3.7.4 Haut/Bas
• Le bouton Haut / Bas déplacera la torche du chalumeau vers le Haut/Bas
0-5399FR FONCTIONNEMENT 3-13

iCNC Performance
3.7.5 Allumage Marche/Arrêt/Auto
• La position MARCHE activera l’allumeur.
• La position AUTO permet au programme de coupe d’activer l’allumage si nécessaire.
• La position ARRÊT empêchera le programme de coupe d’activer l’allumeur.
3.7.6 Hauteur automatique Marche/Arrêt/Auto
• La position MARCHE activera la détection de hauteur capacitive.
• La position AUTO permet au programme de coupe d’activer la détection de hauteur capacitive si nécessaire.
• La position ARRÊT empêchera le programme de coupe d’activer la détection de hauteur capacitive.
3.7.7 Oxygène de coupe Marche/Arrêt/Auto
• La position MARCHE ouvrira le solénoïde de coupure d’oxygène
• La position AUTO permet au programme de coupe d’ouvrir le solénoïde d’oxygène de coupe si nécessaire.
• La position ARRÊT empêchera le programme de coupe d’ouvrir l’électrovanne d’oxygène de coupe.
3.8 Procédure de démarrage
Mettez le système sous tension en appuyant sur le bouton d’alimentation situé à l’extrême gauche de l’unité pendant 5 secondes. Lors de
la mise sous tension, l’iCNC Performance met environ 1 à 2 minutes pour effectuer les diagnostics internes et démarrer complètement.
Après un démarrage complet, la page Promotion Work Screen, contenant les éléments Coupe Promotion, Prévisualiser la prochaine tâche
et Tâche actuelle ainsi que des informations (Statut Système) s’affiche à l’écran. De plus, le bouton jaune Zéro se met à clignoter. Ceci
s’arrêtera automatiquement.
CONSEIL : Le bouton Zéro clignotant indique que le deuxième CPU (utilisé pour le mouvement de la machine) a démarré correctement. Le
bouton Zéro clignote 41 fois.
Activez l’entraînement pour activer les entraînements. La boîte de dialogue DÉMARRER PROCÉDURE RETOUR POSITION DE DÉPART peut
s’afficher.
3.8.1. Arrêt / Mise hors tension
Après avoir identifié une position de retour au départ sûre, désactivez les entraînements en basculant le commutateur d’entraînement
en position ARRÊT. Arrêtez le contrôleur en employant la méthode d’arrêt Windows normale. Cliquez sur Démarrer (coin inférieur
gauche) sur la barre des tâches de la Fenêtre, puis cliquez sur Éteindre.
Après que le contrôleur a effectué une procédure complète de fermeture graduelle, celui-ci s’éteint.
CONSEIL : Si possible, positionner la machine à proximité des commutateurs de retour en position de départ permet d’effectuer
rapidement et facilement le Retour en position de départ de la machine lorsque l’iCNC® XT est alimenté à nouveau.
3-14 FONCTIONNEMENT 0-5399FR

iCNC Performance
3.9 Procédure de retour en position de départ
Lors du démarrage initial, le système iCNC Performance pourrait afficher une fenêtre de dialogue de Démarrage de procédure de retour
en position de départ. Si vous sélectionnez Oui, la machine localisera automatiquement le la position de départ zéro absolu. Par défaut,
cela est configuré normalement dans le coin inférieur gauche de la table de découpe, mais cela peut être également sélectionné dans les
paramètres de Configuration. Si vous sélectionnez Non, la boîte de dialogue disparaît et aucun mouvement n’est exécuté.
3.10 Avance continuence continue
Lorsque le bouton Avance continue est sélectionné, la boîte de dialogue Avance continue s’affiche.
Vous pouvez uniquement utiliser l’outil Avance continue lorsqu’un programme de coupe n’est pas en cours d’exécution et que le contrôleur
n’est pas en mode Manuel. Utilisez cet outil pour entraîner la machine à une position (X,Y) ou pour entraîner une distance (X,Y) depuis la
position actuelle. Le pilotage est en général effectué à une vitesse rapide. Il est également possible de découper avec cet outil si la case
Coupe rip est cochée.
Si « Utilisation de la rotation de programme » est coché, les coordonnées vers lesquelles vous pilotez l’appareil sont corrigées en fonction
de la rotation de programme. La rotation du programme est définie dans l’écran de vue rapide des paramètres.
0-5399FR FONCTIONNEMENT 3-15

iCNC Performance
Décalages
S’il est nécessaire de parcourir régulièrement la même distance (par ex. la torche plasma à la position où se trouvait la torche à gaz), il
peut être utile de sauvegarder ces distances en tant que décalages par défaut (décalage 1 et 2). De cette façon, vous pouvez entraîner le
décalage par défaut en cliquant simplement sur un bouton.
Tables
Il est possible de définir différentes positions de départ. Ceux-ci peuvent être utilisés pour définir les positions de départ des différentes
plaques sur la table de coupe ou des différentes tables de coupe. Sélectionnez le Numéro de la table dans la liste et cliquez sur le bouton
Entraîner vers. La machine avance jusqu’à la position de départ définie de la table sélectionnée.
Remises à zéro de programme
L’iCNC Performance sauvegarde les coordonnées des 5 derniers démarrages de programme par rapport à la position 0,0 absolue. Vous
pouvez choisir le point zéro du programme voulu dans la liste déroulante et cliquez sur entraîner à.
Réglez la position zéro absolu (position de départ) en cliquant sur le bouton Régler absolu 0,0. Cet outil est nécessaire, si les limites de
la zone de travail programmées sont utilisées. Ces limites forcent la machine à s’arrêter avant qu’elle ne cogne contre les interrupteurs
de fin de course électriques. Le réglage de la position zéro absolu peut également être automatique, lorsque la machine est entraînée à la
position prédéfinie zéro chaque fois que le contrôleur est activé. Une position en zéro absolu est également nécessaire s’il y a besoin de
configurer plusieurs positions de départ.
3.11 Vue rapide du paramètre
L’écran vue rapide des paramètres s’ouvre automatiquement lorsqu’un programme est envoyé à la coupe à partir de Promotion Nest ou
lorsque le bouton Configuration est cliqué. L’écran vue rapide permet à l’opérateur de rapidement modifier les paramètres variables communément utilisés. Il contient également des options d’alignement des plaques et de Configuration avancée.
Epaisseur de largeur
Spécifie la quantité de saignée (compensation à) qui sera appliquée au programme de coupe. Une attention particulière doit être portée
lors de la sélection de la quantité de saignée. Une valeur trop élevée peut entraîner une modification du programme, en particulier lorsque
le rayon d’un arc est inférieur à la valeur de la saignée.
Vitesse de coupe
Il s’agit de la vitesse du processus de coupe.
Rotation de programme
Toute valeur (degré) fera pivoter le programme de découpe. Lorsqu’un alignement de plaque est effectué, la rotation de la plaque asymétrique est automatiquement saisie ici. En cliquant également sur +/- 90, la pièce pivotera à un intervalle de 90 degrés. Cliquez sur la case
zéro pour réinitialiser toute valeur de rotation à zéro degré.
Démarrage IHS/Plasma
Temps mis par la torche pour aller à la hauteur d’allumage et allumer l’arc plasma. Tout temps supplémentaire sera supprimé et le prochain
délai sera appliqué (Délai de perçage).
3-16 FONCTIONNEMENT 0-5399FR

iCNC Performance
Délai de perçage
Il s’agit d’un délai de déplacement après le démarrage du perçage.
Configuration du paramètre (Plasma)
S’il est sélectionné sur l’écran Configuration avancée, le type de matériau, l’épaisseur et l’outil seront affichés ici afin de guider l’opérateur
dans la sélection du paramètre actuel.
REMARQUE !
Des boîtes de dialogue de délai additionnel ou de temps variable peuvent apparaître,
suivant si le contrôleur a été configuré par un OEM ou par l’installateur.
3.11.2 Alignement de plaque
Activer l’Alignement de plaque permet de sélectionner facilement et rapidement deux points sur le côté d’une plaque inclinée. L’exécution
de cet exercice fera automatiquement tourner une pièce ou un emboîtement de programme de la même quantité que l’angle de la plaque
afin qu’elle soit positionnée de manière précise sur la plaque, réduisant les chutes ou l’équarrissage manuel de la plaque.
Pour utiliser la caractéristique Alignement plaque, localisez un coin ou un bord de plaque et cliquez sur Configurer point 1 ici. Sélectionnez
par rapport à quelle direction le point suivant se trouve au premier emplacement, déplacez-vous au second point et cliquez sur Confirmer
point 2 ici. Ceci tournera automatiquement le programme pour correspondre à la plaque skewed
3.12 Que faire lorsque quelque chose se produit
3.12.1 Comment annuler un Programme de coupe
1. Arrêtez le déplacement de la machine et la coupe en appuyant sur le bouton TORCHE MARCHE/ARRÊT ou ARRÊT RECUL.
2. Utilisez le bouton gauche de la souris pour cliquer sur le bouton ANNULER PROGRAMME situé en haut de l’écran de la tâche
actuelle.
3. Attendez qu’une nouvelle boîte de dialogue s’ouvre et vous dise que la machine doit retourner au point 0,0. Cliquez sur OK et la
machine retourne au point 0,0 (point d’origine du programme annulé).
Si vous souhaitez terminer le programme pendant le mouvement rapide, la procédure est quasiment identique. La seule différence est que
vous arrêtez la machine en utilisant le bouton ARRÊT RECUL au lieu de TORCHE MARCHE/ARRÊT.
3.12.2 Difficultés rencontrées lors du perçage
REMARQUE !
Si le perçage échoue en Mode Plasma, la machine s’arrête.
1. Réglez la vitesse à une valeur inférieure à l’aide du bouton VITESSE si nécessaire.
2. Pilotez lentement en arrière en laissant appuyer ARRÊT RECUL et la machine inverse le parcours du programme.
3. Arrêtez le déplacement après avoir dépassé le point de perçage manqué en émettant à nouveau ARRÊT RECUL.
4. Remettez la VITESSE à 100 %.
3. Redémarrez le programme en appuyant sur AVANCER.
0-5399FR FONCTIONNEMENT 3-17

iCNC Performance
Si le perçage échoue au premier point de perçage programmé, démarrer une nouvelle séquence de perçage en appuyant sur TORCHE
MARCHE/ARRÊT.
Veuillez noter que le mouvement de recul sans coupe peut être ajusté afin que la vitesse soit automatiquement réduite.
3.12.3 Si la Découpe échoue
Si la coupe s’interrompt, par exemple à cause d’une vitesse excessive :
1. Arrêtez le déplacement et la coupe en appuyant sur TORCHE MARCHE/ARRÊT ou ARRÊT RECUL.
2. Réglez la vitesse à une valeur inférieure à l’aide du bouton VITESSE si nécessaire.
3. Pilotez lentement en arrière en laissant appuyer ARRÊT RECUL et la machine inverse son mouvement.
4. Arrêtez le déplacement en émettant ARRÊT RECUL.
3. Remettez la VITESSE à 100 %.
6. Cliquez sur le bouton RÉAJUSTER PARAMÈTRES DE COUPE sur l’écran Tâche actuelle.
7. Réajustez la vitesse de coupe à une valeur inférieure en cliquant dans la boîte et utilisez la molette de la souris pour entrer une
nouvelle valeur et cliquez sur OK.
8. Démarrez les délais de coupe et la coupe avec TORCHE MARCHE/ARRÊT. Après le délai de démarrage, le mouvement de la machine
s’enclenche automatiquement.
9. Réglez la vitesse de démarrage à l’aide du bouton VITESSE si nécessaire.
10. Lors de la coupe, la vitesse de coupe peut être facilement réajustée en appuyant sur les boutons VITESSE HAUT/BAS bleus. Chaque
brève pression augmente ou réduit la vitesse d’environ 1/2 ipm (10 mm/min).
3.12.4 Coupe manuelle
1. Appuyez et relâchez le bouton MODE MANUEL.
2. Dirigez la machine vers le point de perçage choisi en utilisant les boutons d’avance continue.
3. Appuyez et relâchez le bouton TORCHE MARCHE/ARRÊT pour démarrer le cycle de coupe.
4. Appuyez sur les boutons d’avance continue de la direction souhaitée pour démarrer le déplacement.
3. Appuyez sur TORCHE MARCHE/ARRÊT pour arrêter la coupe et relâchez le bouton AVANCE CONTINUE pour arrêter le mouvement.
6. Appuyez et relâchez le bouton ZÉRO si vous voulez rester à cet emplacement. Le MODE MANUEL se termine automatiquement.
Si vous souhaitez revenir au point où vous avez commencé le MODE MANUEL, pressez et relâchez le bouton MODE MANUEL. Le
bouton commence à clignoter et la machine retourne à ce point.
3.12.5 Coupe manuelle programmée
REMARQUE !
Le bouton MODE MANUEL doit être arrêté lors de l’utilisation de cette procédure.
Sur l’écran Coupe, il existe un bouton AVANCE CONTINUE pour la coupe manuelle programmée.
1. Pilotez la torche vers le point de perçage choisi, puis pressez et relâchez le bouton ZÉRO.
2. Ouvrez la boîte de dialogue en cliquant sur le bouton AVANCE CONTINUE. Utilisez la molette de la souris pour saisir la distance
de déplacement exacte X et Y de la machine.
3. Cochez la case Coupe rip.
4. Cliquez sur Entraîner machine. La machine démarre le cycle de coupe et avance sur le cheminement programmé. À la fin de ce
tracé, la torche s’éteint et la machine s’arrête automatiquement.
3-18 FONCTIONNEMENT 0-5399FR

iCNC Performance
3.12.6 Marche d’essai, Aucune coupe
Ceci permettra de configurer plus rapidement pour repositionner un programme sur la plaque, en éliminant le besoin de repositionner
la plaque.
1. Ouvre le programme désiré sur l’écran Tâche suivante.
2. Passez le programme de coupe à la fenêtre TÂCHE ACTUELLE en cliquant sur le bouton Aperçu de la tâche suivante
3. Appuyez et relâchez le bouton MODE MANUEL.
4. Dirigez la torche vers le point de démarrage choisi sur le programme en utilisant les boutons d’avance continue. Appuyez sur le
bouton ZÉRO.
3. Cliquez sur le bouton ACT sur l’écran de coupe et cliquez sur la case Essai.
6. Saisissez une vitesse de mode d’essai et cliquez sur GO.
7. La machine exécutera le cheminement programmé sans activer le plasma.
8. Si la torche sort de la plaque, appuyer sur le bouton TORCHE MARCHE/ARRÊT et le relâchez.
9. Activez le MODE MANUEL en appuyant et en relâchant le bouton MODE MANUEL. Réglez une vitesse basse avec le bouton VITESSE
et utilisez les boutons d’avance continue pour repositionner la torche sur la plaque.
10. Cliquez sur le texte DÉPLACER PROGRAMME sur l’écran Tâche actuelle.
11. Désactivez le MODE MANUEL en appuyant et en relâchant le bouton MODE MANUEL.
12. Rappuyez sur le bouton TORCHE MARCHE/ARRÊT.
13. Répétez les étapes 8-12 si la torche quitte à nouveau la plaque.
14. Lorsque la marche d’essai est terminée, retournez à ZÉRO.
3.12.7 Autre mode de contrôle de la zone de coupe
Vous pouvez vérifier si le programme de coupe suivant s’adapte à la plaque également de cette manière.
1. Passez le programme de coupe à la fenêtre TÂCHE ACTUELLE en cliquant sur le bouton Aperçu de la tâche suivante affiché à
l’écran.
2. Réglez la torche sur le point 0,0 et appuyez sur ZÉRO.
3. Placez la souris sur cette fenêtre et cliquez sur le bouton gauche de la souris. Une fenêtre s’affiche, indiquant la position de la
torche avec des nombres écrits en grands caractères, et le curseur de la souris commence à suivre la position de la torche.
4. Pilotez la torche vers l’angle critique du programme et vérifiez qu’une plaque se trouve bien sous la torche.
3. Utilisez le zoom pour contrôler la situation de manière exacte. La fenêtre zoom suit la torche automatiquement.
6. Si la localisation du programme est OK, appuyez sur le bouton MODE MANUEL et la machine retourne au point 0,0.
7. Débloquez la souris en appuyant une nouvelle fois sur le bouton gauche de la souris sur le côté droit. Ceci ferme également la
fenêtre Position outil.
3.12.8 Récupération du tracé de coupe
Cet outil est utilisé pour retourner au cheminement de coupe au cas où le programme a été arrêté et que la torche a été déplacée du
cheminement.
1. Appuyez et relâchez le bouton TORCHE MARCHE/ARRÊT pour arrêter le déplacement et la coupe.
2. Activez le MODE MANUEL en appuyant et en relâchant le bouton MODE MANUEL et utilisez les touches Avance continue pour
entraîner la torche à un emplacement pratique pour exécuter la tâche sur la torche.
3. Désactivez l’alimentation électrique plasma en appuyant sur le bouton Plasma MARCHE/ARRÊT et effectuez l’entretien de la torche
si nécessaire. Après avoir terminé, activez l’alimentation électrique du plasma en appuyant une nouvelle fois sur le bouton.
4. Désactivez le MODE MANUEL en appuyant et en relâchant le bouton MODE MANUEL - le bouton commence à clignoter et la torche
retourne au point de sortie du cheminement du programme.
3. Appuyez et relâchez le bouton TORCHE MARCHE/ARRÊT sur MARCHE et la coupe reprendra et poursuivra jusqu’au cheminement
programmé.
0-5399FR FONCTIONNEMENT 3-19

iCNC Performance
3.12.9 Comment percer dans la zone de chute avant de trouver le cheminement de découpe.
1. Après l’étape 4, activer à nouveau le MODE MANUEL en appuyant et en relâchant le bouton MODE MANUEL.
2. Utilisez les touches Avance continue et repositionnez la torche près du bout de la coupe. Reste du côté chute. Cliquez sur le bouton
Récupération du tracé de coupe situé sur l’écran Tâche en cours et la machine démarre automatiquement le perçage sur ce point
et reprend le tracé de coupe pour continuer la coupe sur le tracé programmé.
3.14 Fonctionnalités avancées de sélection de processus
L’écran Sélection de processus permet à l’opérateur de modifier librement davantage de paramètres, le cas échéant. La sélection de processus
a des onglets contenant différents paramètres. Vous pouvez obtenir les différents paramètres en cliquant sur Paramètres (1) ou Édition (2)
lorsqu’un processus est sélectionné. Vous pouvez également créer une base de données matériau des matériaux communs étant coupés
et enregistrer différentes vitesses et valeurs de saignée dans chaque profil et pour chaque processus que vous modifiez.
1
Les réglages sont décris en premier.
Réglages
Permet de modifier les décalages, la vitesse rapide, le marquage de point et le marquage de ligne.
Modifier
Permet de modifier les paramètres du processus sélectionné (temps de délai, saignée, vitesse, etc.)
3.14.1 Réglages
Dans l’onglet Paramètres, vous pouvez changer les paramètres généraux comme les paramètres Vitesse rapide, Langue, Emplacements
des outils et Marquage.
2
3-20 FONCTIONNEMENT 0-5399FR

iCNC Performance
REMARQUE !
Les fenêtres Paramètre peuvent alterner selon la Configuration de la machine. Consulter le manuel d’installation/entretien à propos de la Configuration des délais et des
noms.
Images exclusivement à but indicatif.
Langue
Sélectionnez la langue utilisée lors de la sélection du processus.
Emplacements de l’outil
Si un pointeur laser est installé sur une machine, il est préférable de définir les emplacements de l’outil par rapport au pointeur laser.
De cette façon, vous pouvez positionner et définir le point zéro en utilisant le pointeur laser et le système connaît l’emplacement de tous
les autres outils et peut automatiquement les gérer pendant la coupe d’un programme. Il n’est pas obligatoire d’ajouter un décalage
à votre programme de découpe.
3.14.2 Marquage de ligne
Vitesse de marquage
Il s’agit de la sélection de la vitesse pour l’outil de marquage.
SD1, SD2 et SD3
Ces délais ne sont généralement pas utilisés lors de l’utilisation du plasma en tant que dispositif de marquage, mais sont complètement
disponibles et programmables.
SD4
Généralement utilisé pour le démarrage du Capteur de hauteur initial et l’allumage du marqueur.
Délai de déplacement
Délai avant le début du mouvement.
ED1
En général, détail d’attente de l’extinction de l’arc.
ED2
Ce délai n’est généralement pas utilisé.
ED3
Il s’agit de la durée d’attente du contrôleur après le marquage (torche haut), avant de commander à la machine de passer à la position suivante.
0-5399FR FONCTIONNEMENT 3-21

iCNC Performance
3.14.3 Marquage de point
SD1
Ce délai n’est généralement pas utilisé mais est complètement disponible et programmable.
SD2
Généralement utilisé pour un délai d’abaissement de marqueur. Il s’agit du temps mis pour que le marqueur descende à la hauteur
de marquage.
SD3
Il s’agit du temps de marquage, ou du moment auquel le marquage est effectué. Si le plasma est utilisé comme dispositif de marquage,
cette valeur correspond à la profondeur de la marque.
SD4
Il s’agit d’une durée d’élévation du marqueur ou du temps qu’il faut au marqueur pour monter à la hauteur de course.
Délai de déplacement
Ce délai n’est généralement pas utilisé.
Rapide
Ce délai n’est généralement pas utilisé.
3.14.4 Modifier et créer un processus
Base de données de processus
L’iCNC Performance a une fonction unique permettant de créer une base de données pour des paramètres de coupe spécifiques basés sur
le matériau, l’épaisseur, le gaz et l’outil. En fonction du matériau, de l’épaisseur et de l’outil sélectionné, les paramètres de coupe peuvent
changer automatiquement pour la saignée, les vitesses de coupe et d’autres paramètres. Une fois qu’une base de données contient toutes
les informations correctes, la pièce consistant à deviner où configurer les paramètres de coupe sera réduite. Ceci pourrait être utile lorsqu’un
nouvel opérateur est formé pour utiliser la machine de coupe en assurant une qualité de coupe cohérente.
REMARQUE !
Il n’est pas nécessaire d’utiliser les trois champs pour configurer la base de données,
par ex. utiliser uniquement matériau et épaisseur, et laisser l’outil sur défaut.
3-22 FONCTIONNEMENT 0-5399FR

iCNC Performance
Réglage de la base de données
1. Cliquez sur Modifier sur l’écran de sélection de processus puis cliquez sur Nouveau.
2. Sélectionnez l’Épaisseur voulue ou créez une nouvelle épaisseur en cliquant sur Nouveau.
Name L’épaisseur qui est affichée dans la sélection de processus.
Value L’épaisseur qui est utilisée en interne (exemple, la liste de processus est triée par valeur et non pas nom).
Liste métrique/pouces Sélectionner une épaisseur commune dans la liste
Cliquez sur OK après avoir configuré les paramètres d’épaisseur.
3. Réglez vos paramètres
Vitesse
Il s’agit de la vitesse de coupe de la machine. Cette Configuration duplique la Configuration de la vitesse de coupe dans le dossier 1
Paramètres. Modifier l’un change également l’autre.
Saignée
La saignée du processus.
Vitesse de ralenti
La vitesse initiale de la torche de coupe sera immédiatement activée après l’envoi de la commande de démarrage. La durée de cette
vitesse est déterminée par la Configuration du paramètre Durée du ralenti. Cette vitesse « d’accélération » est uniquement utilisée
pendant une courte durée, pour aider au perçage. Une fois que le délai de ralenti est terminé, la torche accélère jusqu’à la vitesse
normale de découpe.
Temps de ralenti
Durée du temps d’utilisation de la vitesse de ralenti.
Remarque
Permet à l’opérateur de saisir des notes correspondant aux modifications apportées au processus.
0-5399FR FONCTIONNEMENT 3-23

iCNC Performance
3.14.5 Délais du paramètre de découpe
REMARQUE !
Les fenêtres Paramètre peuvent alterner selon la Configuration de la machine. Si le délai ne s’affiche pas, il
est configuré comme caché. Les délais peuvent également être verrouillés afin d’empêcher toute modification de la valeur temporelle. Consulter le manuel d’installation/entretien à propos de la Configuration des
délais.
Images exclusivement à but indicatif.
SD1 n’est généralement pas utilisé mais est complètement programmable.
SD2 fournit un temps d’allumage de la torche. La sortie d’allumage est activée pendant la durée pouvant être sélectionnée par l’utilisateur. Une fois ce délai écoulé, l’allumeur s’éteint. Pour contourner la caractéristique si la machine n’est pas équipée de l’allumage
automatique, réglez la valeur du minuteur pour SD2 sur zéro.
SD3 est généralement utilisé pour un minuteur de préchauffage élevé et la mise sous tension de la détection de hauteur capacitive. Ceci
détermine la durée allouée au préchauffage du matériau avant le perçage. La durée est définie par l’utilisateur selon le type de matériau
et l’épaisseur. Plus le matériau est épais, plus la valeur du minuteur est haute. Pour contourner la caractéristique si la machine n’est
pas équipée du préchauffage élevé automatique, réglez la valeur du minuteur pour SD3 sur zéro.
SD4 est généralement utilisé pour l’Oxygène de coupe. Ceci détermine la durée allouée au chauffage du matériau avec l’oxygène de
coupe, normalement avec les matériaux plus épais. Donne les meilleurs résultats avec la fonction de perçage Haut/Bas (voir ci-dessous). Pour remplacer cette fonction, dans le cas où la machine ne requiert pas de perçage supplémentaire avec l’oxygène de coupe,
réglez la valeur du minuteur SD4 à zéro.
Durée de l’événement montée/descente de perçage : activation de la fonction.
1. DÉMARRAGE : sélectionnez le délai de démarrage du chronométrage, ex. SD4.
3-24 FONCTIONNEMENT 0-5399FR

iCNC Performance
2. MONTÉE PERÇAGE : saissiez la durée d’élévation souhaitée de la torche pour le perçage.
3. RESTER ÉLEVÉ : entrez la durée d’élévation souhaitée avant que la durée d’abaissement de perçage ne commence.
4. DESCENTE PERÇAGE : saisissez la durée d’abaissement souhaitée de la torche à la hauteur de coupe.
REMARQUE !
Les valeurs du minuteur de descente et de montée de perçage sont généralement définies à des montants
égaux afin de ne pas créer d’effet d’accélération ou d’à-coups. C’est également vrai avec l’élévation et
l’abaissement de la torche lorsqu’aucun capteur de hauteur capacitif automatique n’est installé.
Exemples : SD4 démarre la séquence de déroulement de l’événement pour la routine de perçage vers le haut/bas. Les valeurs initiales
pour la durée d’élévation du perçage - durée de maintien en position élevée et la durée de descente de perçage sont définies sur 1
seconde dans cet exemple.
1. Oxygène de coupe activé quand la torche s’élève à la hauteur de coupe. Réglez la valeur SD4 entre ,1-,9 secondes.
2. Oxygène de coupe activé lors du délai de veille. Réglez la valeur SD4 entre 1,1-1,9 secondes.
3. Oxygène de coupe activé lorsque la torche s’abaisse à la hauteur de coupe. Réglez la valeur SD4 entre 2,1-2,9 secondes.
Le Délai de démarrage du déplacement est la durée affectée pour le perçage initial à travers le matériau. Une fois ce délai écoulé, le
mouvement commence automatiquement.
ED1 est le premier délai exécuté par la fin du programme, ou après interruption manuelle de la coupe par l’opérateur. Ce délai est
généralement utilisé pour l’élévation primaire de la torche après l’achèvement de la coupe en cours. Ceci permet à la torche d’effacer
n’importe qu’elle pièce, qui a pu se décaler vers le bas empêchant les dommages ou un désalignement de la torche. Réglez la valeur
sur zéro pour empêcher la torche de monter après une coupe.
ED2 n’est généralement pas utilisé.
Le délai de fin de mouvement est utilisé en général pour laisser l’oxygène de coupe évacuer la pression par l’embout de coupe avant de
passer rapidement au prochain emplacement à percer. Ceci empêche le flux de coupe d’être entaillé avant la coupe de pièces lorsque le
cheminement transversal est dirigé vers une pièce. Généralement configuré sur 1-2 secondes lorsque la soupape d’oxygène de coupe se
trouve à l’entrée de la torche. Si la vanne de l’oxygène de coupe est située sur le distributeur de gaz, compter un délai supplémentaire.
0-5399FR FONCTIONNEMENT 3-25

iCNC Performance
3-26 FONCTIONNEMENT 0-5399FR

iCNC Performance
SECTION 4 : iHC
4.1 Séquence de perçage/coupe
T3
T2
1.
2.
4.
3.
T1
11.
10.
6.
5.
7. 9.
8.
Art # A-13187FR
Séquence de flux de perçage/coupe:
1. Démarrage de l’IHS activé lorsque la torche trouve la plaque.
2. La torche atteint la hauteur de ralentissement et commence à bouger lentement.
3. La torche touche la plaque.
4. La torche passe à la hauteur d’allumage et envoie la commande de démarrage au plasma.
5. L’arc plasma s’allume et envoie le signal ok pour déplacement au contrôleur de hauteur. Le temps
de perçage T1 démarre
6. La torche passe à la hauteur de perçage. Le délai de la hauteur de perçage T2 démarre
7. Une fois que le Temps de perçage T1 est éculé, le signal iHC XT Ok pour déplacement s’active et
le mouvement de coupe s’enclenche. La torche se place à la hauteur de coupe une fois le minuteur
de hauteur de perçage écoulé.
8. Le contrôle AVC démarre après la fin du délai T3 de l’AVC.
9. Le tracé de coupe se termine
10. La torche passe à la hauteur de rétraction.
11. Si le système reste inactif pour une durée prolongée, la torche se rétracte en position de départ.
0-5399FR iHC 4-1

iCNC Performance
4.2 Interface utilisateur de l’iHC
L’iHC peut être pratiquement invisible à l’opérateur parce que les Paramètres de contrôle de hauteur peuvent provenir du programme de
coupe ou complètement automatiquement à partir des ensembles de paramètres Matériau/Épaisseur/Outil. Cette fenêtre ne masque pas
les commandes normalement utilisées pour exécuter l’iCNC Performance, qui peut être vu à tout moment. Ce chapitre décrit l’Interface
utilisateur au niveau du contrôleur lorsque les fonctions de Configuration du paramètre automatique ne sont pas utilisées. Ceci permet de
faire des changements au moment de la coupe et/ou des réglages avant le démarrage de la coupe.
Pour lancer le logiciel, sélectionnez «iHC.exe-Shortcut» dans le menu Démarrer de Windows.
Barre principale
La grosse flèche pointant vers la droite peut être utilisée pour rendre la barre principale de l’iHC plus petite. Ceci permet à l’opérateur de
voir la position et d’autres informations sur la machine.
• L’écran affichant la valeur définie pour la Tension de l’arc se trouve à gauche de la fenêtre principale. La Tension de l’arc peut être
modifiée avec les flèches gauche et droite sur les côtés du glisseur. Un clic change la tension de 1 V ou de 0,1 V.
• Si l’Échantillonage AVC est utilisé, le côté gauche de la fenêtre principale affichera la distance de coupe. Un clic change la hauteur
de coupe de 0,5 mm ou 0,1 mm.
• Les boutons «HAUT» et «BAS» peuvent être utilisés pour déplacer la torche en mode manuel.
4-2 iHC 0-5399FR

iCNC Performance
• Le bouton Test de l’IHS déplace la torche vers le bas pour trouver une plaque. Cette caractéristique peut être utilisée pour tester si
la détection de plaque iHC fonctionne bien. Le texte sur le bouton Essai IHS devient «Annuler» après avoir été pressé. Cliquez sur
«Annuler» pour ramener immédiatement la torche en position de départ. La torche restera à la hauteur d’allumage après la détection
de la plaque.
• La fonction Trouver la plaque est utilisée lorsqu’un matériau plus épais est placé sur la table, cette fonction est utilisée avant le
processus de coupe afin de s’assurer que la torche n’entre pas en collision avec la plaque au premier point de perçage. «Trouver
plaque» utilise la Vitesse de détection de plaque pour effectuer le Test de contact de plaque. Après avoir trouvé la plaque, la torche
retourne en Position de départ. Lorsque «Trouver plaque» est cliqué, le texte sur le bouton passe à «Annuler». Cliquez sur «Annuler» pour ramener immédiatement la torche en position de départ.
• Cliquez sur «RÉGLAGE» pour ouvrir la fenêtre de Configuration.
• La fenêtre de l’iHC peut être réduite avec le bouton à l’extrême droite qui ressemble à un tiret.
• Il existe deux zones de texte en haut à droite de la fenêtre iHC. Dans une situation normale, le champ du haut doit indiquer «Mode
coupe». Si le contrôle de hauteur ne fonctionne pas ou s’il y a un problème de connexion, le message «ATTENDRE UNE RÉPONSE...»
s’affiche sur le champ texte inférieur. Le champ texte inférieur affiche également les messages de statut tels que la limite logicielle
inférieure.
MODE COUPE
• Vous pouvez surveiller l’état de la station en affichant le changement des couleurs sur l’écran. Le champ numéro à droite du texte
de hauteur de coupe indique quand l’AVC est actif, quand le démarrage IHS est activé et quand la torche est à la hauteur de coupe.
0-5399FR iHC 4-3

iCNC Performance
4.3 Paramètres principaux
Cliquez sur le bouton «Configuration» pour ouvrir l’écran principal de configuration sous la Barre d’informations iHC.
Cet écran
• Affiche de façon continue la Tension d’arc actuelle et la hauteur de torche par rapport à la plaque (la hauteur à laquelle la plaque a
été détectée au moment du perçage).
• Contient différents onglets proposant différentes options.
La plupart des paramètres de l’iHC peuvent être réglés depuis la fenêtre de Configuration. La partie centrale supérieure de la fenêtre Configuration se compose de boutons et de champs toujours affichés.
Cet écran est utilisé pour la Configuration intuitive des paramètres de fonctionnement de l’iHC. Lors de la sélection de l’un de ces paramètres,
le diagramme du processus indique visuellement ce que chaque paramètre veut dire.
• La Hauteur de ralentissement est la distance depuis la dernière hauteur de plaque connue à laquelle le dispositif de levage devrait
ralentir pour la détection de la plaque afin d’éviter un cognement brusque.
• La Hauteur d’allumage détermine la distance de la plaque où la torche sera allumée.
• La Hauteur de perçage détermine la distance de la plaque sur laquelle le perçage sera effectué après l’allumage de la torche.
• La durée de hauteur de perçage détermine la durée pendant laquelle la torche restera à la hauteur de perçage.
• La vitesse de descente du perçage détermine la vitesse de transfert de la hauteur de perçage à la hauteur de coupe.
• La Hauteur de coupe détermine la hauteur de la torche pour la coupe une fois que le perçage a été effectué.
• Le Délai AVC de hauteur de coupe détermine le délai de stabilisation de la tension d’arc après avoir atteint la hauteur de coupe, afin
de permettre le contrôle de hauteur de torche sur la base de la Tension d’arc mesurée (une vitesse de coupe adéquate est également
requise).
• Augmentation requise de la tension de coupe pour figer le mouvement de la torche lors de la traversée de la saignée
• Attente désactivée La tension de coupe augmente tandis que le mouvement de la torche repasse en contrôle AVC
• La Hauteur de transfert détermine la hauteur à laquelle la torche sera levée après la coupe pour un transfert rapide au point de
perçage suivant. Utilisez une valeur suffisamment élevée pour éviter les collisions.
• L’expiration de la hauteur de transfert détermine combien de temps le système attend la nouvelle commande de perçage à cette
hauteur avant de lever la torche jusqu’à la position de retour au départ.
• L’écran Tension d’arc affiche la tension d’arc en temps réel lorsque la coupe est active.
• La Position de la plate indique l’endroit où la plaque a été captée pour la dernière fois par rapport à la position de Retour du dispositif
de levage de la torche.
4-4 iHC 0-5399FR

iCNC Performance
4.4 Menus Configuration et Diagnostic du système
4.4.2 Onglet marquage
• Tension d’arc, utilisé lors de la coupe
• Hauteur de coupe, utilisée lors du marquage
• Hauteur d’allumage, utilisée lors du marquage
• Hauteur de perçage, utilisée lors du marquage
• Durée de hauteur de perçage, utilisée lors du marquage
• Temps de descente du perçage, utilisé lors du marquage
• Délai AVC de hauteur de coupe, utilisé lors du marquage
0-5399FR iHC 4-5

iCNC Performance
4.4.3 Onglet Avancé
Fournit l’option pour un contrôle plus détaillé du comportement du système.
Valeurs par défaut Imperial Metric
Avance continue rapide 59,06 IPM 1500 mm/min
Avance continue lente 11,81 IPM 300 mm/min
Ajustez la vitesse 118,11 IPM 3000 mm/min
Vitesse de retour en position de départ 23,62 IPM 600 mm/min
Trouver la vitesse de la plaque 23,62 IPM 600 mm/min
Vitesse de libération du contact de plaque 2,36 IPM 60 mm/min
Arrêt dû à la perte de l’arc principal 1 s
Décalage de rebond de collision
Délai AVC Attente désactivée 0.0 s
Hauteur de rétraction de collision 0.4RsR 1mm
Délai de récupération de collision 1 s
Force de détection de la plaque 25
Force max. autorisée 250
• Activer l’échantillonnage AVC Utilisez la tension de l’arc mesurée au lieu de la valeur du tableau de coupe activée/désactivée. La
tension de l’arc utilisée est mesurée lorsque la torche est à la hauteur de coupe.
L’UI changera pour afficher la hauteur au lieu de la tension de l’arc. Cette caractéristique compense l’usure de l’électrode. Détection
ohmique requise pour que la fonction marche.
• Activer la rétraction de collision Active la fonction de rétraction de collision qui élève la torche lorsqu’un contact de plaque se
produit pendant la découpe. Cette caractéristique est principalement utilisée pour protéger les consommables de la torche du laitier chaud émergeant en haut de la plaque après le perçage. Une hauteur de perçage supérieure doit être utilisée pour protéger les
consommables lors du perçage. Si la Rétraction de collision s’active continuellement pendant la découpe, contrôlez la vitesse de
découpe, la tension d’arc et la pression de gaz du système. Notez que sur des trous de rayons réduits, lors de l’utilisation de vitesses
inférieures, la scorie pourrait monter jusqu’à la torche et la rétracter, si cela se produit et que la qualité du trou est plus importante
que la durée de vie du consommable vous pouvez désactiver cette fonction.
• Hauteur de rétraction de collision règle la hauteur à laquelle la torche se rétracte après qu’un contact de plaque se soit produit
pendant la coupe
• Délai de récupération de collision détermine le temps pendant lequel la torche reste en hauteur de rétraction de collision jusqu’à
ce que la commande automatique de hauteur soit à nouveau active
• Activation du contact de plaque ohmique L’utilisation de cette fonction nécessite une connexion entre le chapeau de protection de
la torche et le réducteur de tension. Cette méthode est plus précise et plus sensible que la Détection de plaque de force. L’activation
du contact de plaque ohmique devrait toujours être utilisée comme fonction de détection de plaque principale, si possible. Cette
fonction ne peut pas être utilisée pendant la coupe sous l’eau.
4-6 iHC 0-5399FR

iCNC Performance
4.4.4 Bits E/S Onglet
Cet onglet affiche l’état des différents signaux du système pour le diagnostic. Les bits E/S sont séparés en entrées (signaux qui proviennent d’autres appareils et qui sont reçus par l’iHC) et sorties (signaux qui partent de l’iHC vers d’autres appareils).
Entrées
1. Collision torche Si le dispositif de levage est équipé d’un capteur de décrochage/collision, les signaux du capteur peuvent être
câblés dans l’entrée Collision torche. Collision torche activera la sortie Erreur système au CNC
2. Commutateur de limite supérieure Utilisé pour trouver la position de retour au départ lorsque l’iHC est mis en marche
3. Contact de plaque L’Inbit devient actif quand il y a un contact avec la plaque lors de l’IHS ou de la séquence de coupe.
4. Démarrage de l’iHS L’Inbit du CNC devient actif lorsque la séquence IHS démarre.
5. Arc principal Inbit du plasma qui indique que l’arc plasma s’est allumé.
6. Marquage Inbit pour mettre le contrôleur de hauteur en mode marquage.
7. Attente L’AVC s’éteint lorsque Inbit en attente devient actif. L’Attente est utilisé pendant la coupe pour empêcher que la torche ne
s’enfonce dans la plaque lorsque le mouvement se ralentit, par exemple sur les angles serrés.
8. Haut Inbit du CNC qui déplace la torche vers le haut.
9. En bas Inbit du CNC qui déplace la torche vers le bas.
10. Pointeur laser Entréebit du CNC pour activer la sortie du pointeur laser
11. Alimentation moteur L’inbit indique si l’alimentation moteur est sur MARCHE.
12. Maintenir ARCV Réservé à une utilisation ultérieure.
13. En option Réservé à une utilisation ultérieure.
0-5399FR iHC 4-7

iCNC Performance
Sorties
14. Erreur système (Inversé) – Peut être connecté à l’arrêt externe des contrôleurs CNC
15. En option Réservé à une utilisation ultérieure.
16. Relais de détection Sortie 24 V c.c pour la carte du diviseur de tension.
17. iHS Active L’outbit qui est actif depuis l’activation du Démarrage IHS jusqu’à ce que la Hauteur d’allumage soit atteinte.
18. Arc principal L’outbit au CNC qui s’active lorsque l’Inibhition de l’arc principal est activée et que le délai de transfert est écoulé.
19. Marquage Outbit pour activer la sortie du marquage.
20. Démarrage plasma Outbit pour activer la sortie du démarrage plasma.
21. Activation du moteur à pas Déplacement de pas activé/désactivé.
22. Sens du moteur à pas Signal DIR actif.
23. Impulsion du moteur à pas Signal d’impulsion de pas actif.
24. Pointeur laser Outbit pour activer la sortie du pointeur laser.
4.4.5 Onglet Réparation
Cette fenêtre contient des informations à propos de la version du logiciel iHC, état et erreurs. Affiche également les éléments suivants :
• Enregistrer paramètres Enregistre les paramètres actuels, uniquement disponible en mode service
• Charger les paramètres Charger les paramètres sauvegardés, disponible uniquement en mode service
• Entrez en Mode maintenance Active l’utilisation de fonctions et de paramètres uniquement disponible en mode maintenance
• Sélectionnez la langue Sélectionnez la langue d’utilisation
4-8 iHC 0-5399FR

iCNC Performance
4.4.6 Onglet Installation
Ces paramètres sont protégés par un mot de passe. Certains paramètres sont les mêmes que dans l’onglet Avancé.
• Flancs d’impulsion de l’encodeur par mètre Déterminé par le type d’encodeur et la tige filetée du dispositif de levage.
• Pleine vitesse La vitesse maximum du dispositif de levage. La pleine vitesse est utilisée au-dessus de la Hauteur de ralentissement.
• Distance par rapport à la position de départ La distance de la position de départ à partir de l’interrupteur de fin de course.
• Accélération manuelle & Décélération manuelle Utilisez sur avance continue, lorsque l’AVC est en marche.
• Accélération machine & Décélération machine Utilisé lorsque le logiciel entraîne le dispositif de levage.
• Vitesse de retour en position de départ La vitesse utilisée dans le processus de retour en position de départ.
• Vitesse hors-limite La vitesse utilisée lorsque la torche dépasse l’interrupteur de fin de course.
• Vitesse de libération du contact de plaque La vitesse utilisée lors de la sortie de la plaque jusqu’à ce que le contact soit libéré.
• Ajustez la vitesse Utilisé dans le processus de contrôle de tension de l’arc pour déterminer la vitesse de contrôle maximum du
dispositif de levage
• Expiration limite supérieure Lors de l’élévation, la torche s’arrête après cette expiration si l’interrupteur de fin de course est introu-
vable.
• Arrêt dû à la perte de l’arc principal En général, 0,1 s pour éviter une perte de coupe sans une cause réelle.
• Délai AVC Attente désactivée Délai additionnel après Attente désactivée qui peut être utile après un perçage ou pour les coins.
• Distance de la limite à plage étendue supérieure Limite à plage étendue supérieure située au-dessus de l’interrupteur de fin de
course. La position de la limite à plage étendue supérieure est déterminée en ajoutant la Distance de la limite à plage étendue supérieure à la position de l’interrupteur de fin de course.
• Distance de la limite logicielle inférieure Limite logicielle inférieure, située sous la plaque. La position de la limite à plage étendue
inférieure est déterminée en soustrayant la Distance de la limite à plage étendue inférieure de la position de l’interrupteur de fin de
course. La limite logicielle inférieure doit être déterminée de façon à ce que les mouvements brefs en dessous de la surface de la
table soient autorisés, tout en empêchant le dispositif de levage de toucher la butée du dispositif de levage.
• Limite d’erreur de la position de référencee S’il y a une erreur cumulative dans la position de l’interrupteur limite, la Limite d’erreur
de position de référence détermine la marge de tolérance d’erreur. Si la limite d’erreur de la position de référence est franchie, la
torche effectue un retour en position de départ
• Gain de tension Détermine la force utilisée par le système pour corriger la différence entre la tension actuelle et la tension cible.
• Gain P Utilisé pour ajuster le mouvement. Une valeur trop élevée peut entraîner une oscillation du dispositif de levage et des valeurs
insuffisantes peuvent rendre le mouvement léger et inexact.
• Gain I Utilisé pour ajuster le mouvement du dispositif de levage.
• Polarité Collision torche inversée Sélectionnez utilisation NC ou NO d’un capteur de collision.
0-5399FR iHC 4-9

iCNC Performance
4.4.7 Limites de paramètre
Nom du paramètre Default MIN MAX
Ajustez la vitesse 3000mm/min 60 18000
Délai de récupération de collision 1s 0 10
Hauteur de rétraction de collision 1mm 0 100
Hauteur de coupe 1mm 1 50
Délai AVC de hauteur de coupe 0,2s 0 10
Accélération manuelle 0.3g 0,3 5
Décélération manuelle 0.3g 0,3 5
Impulsions de l’encodeur par mètre 500000p/m 0 2^31
Trouver la vitesse de la plaque 600mm/min 60 5000
Pleine vitesse 6000mm/min 60 50000
Avance continue rapide 3000mm/min 60 20000
Délai AVC Attente désactivée 0 0 10
Limite Attente désactivée 8 0 100
Limite d’attente 10 0 100
Distance par rapport à la position de départ -2 -100 100
Vitesse de retour en position de départ 2000 60 20000
Gain I 0 0 2^31
Hauteur d’allumage 2 1 50
Avance continue lente 300mm/min 120 10000
Distance de la limite logicielle inférieure -1000mm -1000 0
Accélération machine 0.1g 0,3 5
Décélération machine 0.3g 0,3 5
Vitesse hors-limite 180mm/min 60 2000
Gain P 80 0 2^31
Temps de descente du perçage 0s 0 10
Hauteur de perçage 2mm 1 50
Durée de hauteur de perçage 1s 0 10
Vitesse de libération du contact de plaque 60mm/min 60 10000
Limite d’erreur de la position de référence 2mm 0 10
Hauteur de ralentissement 10mm 1 1000
Touchez la Limite de courant 5 0,05 20,4
Hauteur de transfert 50mm 0 500
Hauteur de transfert Timeout 10s 0 20
Expiration limite supérieure 20s 1 120
Distance de la limite à plage étendue
supérieure
Gain de tension 10 1 256
5mm 0 1000
4-10 iHC 0-5399FR

iCNC PERFORMANCE
SECTION 5 : EMBOÎTEMENT
5.1 ProMotion® Nest
ProMotion® Nest est un logiciel qui convertit les images CAD (Format DXF) en programmes de coupe. Il est également possible de
modifier les programmes de coupe existants (format EIA, ESSI ou CNC-2).
Bases
Lorsque ProMotion® Nest charge une image CAD, il ajoute une technologie de coupe (côté saignée, points de perçage, ordre de coupe,
etc.)aux formes automatiquement Si vous le souhaitez, vous pouvez facilement modifier chacun de ces paramètres. Copiez les formes
sur une plaque, un emboîtement, un ordre de coupe configuré, etc., afin d’envoyer le programme de coupe dans ProMotion® Cut ou
de le sauvegarder pour une utilisation ultérieure.
Interface utilisateur ProMotion® Nest
L’interface utilisateur ProMotion® Nest est un emboîtement de plusieurs petites fenêtres, boutons et barres. Ci-dessous est indiquée
une brève description de chacun de ceux-ci.
Barre menu
Barre de titre
Barre d'outils
Coordonnées Y
Barre d'état
Coordonnées X
Fenêtre de travail
Boîte d'outils
Liste de plaques
Nomenclature
des pièces
0-5399FR NESTING 5-1

iCNC PERFORMANCE
Barre de titre
La Barre de titre se trouve en haut de la fenêtre ProMotion® Nest. Il contient le numéro de version, le nom de l’utilisateur enregistré
et le nom de la tâche active.
Barre menu
La Barre du menu se trouve juste en-dessous de la Barre de titre et vous permet de choisir l’un des éléments suivants :
Menu fichier
Menu Affichage
Menu Outils
Menu options
Menu d’enregistrement
Menu d’aide
Barre d’outils
La Barre d’outils se trouve juste en-dessous de la barre du menu La Barre d’outils contient les boutons pour l’accès rapide à la plupart
des outils importants de ProMotion® Nest (ex. : charger, enregistrer, macros). En savoir plus dans le chapitre Barre d’outils.
Fenêtre de travail
La fenêtre Tâche est la grande zone blanche au centre de l’écran. La Tâche active s’affiche ici et l’édition se fait également ici.
Coordonnées
Les coordonnées Y sont affichées à gauche de la fenêtre de travail et les coordonnées X sont juste en-dessous de la fenêtre de travail.
Barre d’état
La Barre d’état se trouve en bas de la fenêtre ProMotion® Nest. La Barre d’état affiche des messages et des conseils de ProMotion®
Nest. Elle affiche également les coordonnées actuelles du curseur de la souris, quand celle-ci se trouve sur la fenêtre de travail.
Boîte d’outils
La Boîte à outils se trouve en haut à droite de la fenêtre ProMotion® Nest. Il contient des boutons pour la plupart des outils d’édition.
- 3 - © 1997 - 2012 Victor Technologies ProMotion® Nest ProMotion® Nest v4.32
Liste des plaques
La Liste des plaques se trouve juste en-dessous de la boîte à outils. La Liste des plaques contient une liste de toutes les plaques
chargées dans ProMotion® Nest. Consulter «Liste des plaques» pour en savoir plus.
Liste des pièces
La Liste de pièces se trouve en bas à droite de la fenêtre ProMotion® Nest. La Liste des pièces affiche toutes les formes chargées
dans ProMotion® Nest. Consulter «Liste des pièces» pour en savoir plus.
5-2 NESTING 0-5399FR

iCNC PERFORMANCE
5.2 Barre d’outils
La barre d’outils ProMotion® Nest est comme suit :
Voici une brève description de chaque outil :
Envoyer à la coupe Envoie l’emboîtement actuel à la ProMotion® Cut et l’active.
Nouvelle plaque crée une nouvelle plaque. En savoir plus dans la rubrique Nouvelle plaque sous Menu Fichier
File open Ouvre un fichier CNC ou DXF.
Macro Démarre l’outil macro. En savoir plus dans la rubrique Macro sous Menu Fichier.
Lignes et colonnes Multiplie la pièce ou les pièces. En savoir plus dans la rubrique Lignes et colonnes.
MicroCAD Démarre l’outil MicroCAD. En savoir plus dans la rubrique MicroCAD.
NestInfo Active la fenêtre NestInfo. En savoir plus dans la rubrique NestInfo.
Calculateur de coût Active l’outil Calculateur de coût. En savoir plus dans la rubrique Calculateur de coût.
Nest Emboîtement automatique. En savoir plus dans la rubrique Emboîtement.
Feed Rates Ajoutez des vitesses d’avance à votre programme de coupe. En savoir plus dans la rubrique Vitesses d’avance.
Trous optimisés Ajoutez des paramètres de coupe optimisés pour les trous afin d’obtenir la meilleure qualité de coupe possible.
Nécessite le logiciel ProMotion® Optimizer.
Plate Editor Modifier la plaque à l’aide de cet outil. En savoir plus sur le chapitre Éditeur de plaque.
Zooming En savoir plus dans Agrandissement.
Pan Vous pouvez agrandir l’affichage en déplaçant le curseur de la souris sur la fenêtre de travail et en appuyant sur le bouton
gauche de la souris ou en gardant la molette de votre souris pressée.
Undo Annule la dernière modification que vous avez faite à l’emboîtement actuel.
Trash Met aux rebuts l’emboîtement actuel.
0-5399FR NESTING 5-3

iCNC PERFORMANCE
5.3 Fonctions de la barre d’outils
5.3.1 Envoyer à la coupe
Lorsque l’emboîtement est prêt pour la coupe, cliquez sur ce bouton pour l’envoyer à ProMotion® Cut.
REMARQUE !
Cet outil fonctionne uniquement sur les contrôleurs
ProMotion® iCNC.
5.3.2 Nouvelle plaque
Lorsque vous activez cet outil, une fenêtre s’ouvre vous demandant la longueur et la largeur de la nouvelle plaque.
Saisissez les valeurs, cliquez sur OK et une nouvelle plaque vide apparaît. Le nom de la plaque s’affiche dans la Liste des plaques.
Pour créer des plaques rondes, il vous suffit de cocher l’option plaque ronde et de saisir le diamètre du cercle.
5.3.3 Ouvert
Opens a file. ProMotion® Nest peut ouvrir des fichiers DXF, EIA, ESSI, CNC-2 et DSTV
DXF-files:
5-4 NESTING 0-5399FR

iCNC PERFORMANCE
Si vous chargez un fichier au format DXF et que ce fichier contient plus d’une couche, ProMotion® Nest vous demandera de sélectionner les couches à charger dans l’emboîtement.
Si le fichier DXF contient des marquages de ligne et/ou de point, ils doivent être enregistrés chacun dans une couche séparée. Les
couches de marquage de ligne et de point sont sélectionnés dans la même boîte de dialogue que les couches de profil. Dans l’exemple
ci-dessus, la couche «PROFILS» est sélectionnée pour contenir les profils. La couche «POUDRE» est sélectionnée comme couche
de marquage de ligne et il n’y a aucune couche de marquage de point sélectionnée.
Sélectionnez toutes les charges de toutes les couches à l’emboîtement.
Pour accélérer le processus de chargement et couper tous les éléments auxiliaires (comme les lignes de mesure) ProMotion® Nest
commence à charger les éléments à partir du fichier DXF après avoir trouvé un certain mot clé pour le fichier. Il peut être parfois nécessaire de charger des éléments avant ce mot clé. La charge brute est faite pour les cas comme celui-ci. Cela charge chaque élément
du fichier DXF pouvant être ajouté à l’emboîtement.
Autres fichiers :
Les fichiers ESSI et EIA n’ont pas de couches à sélectionner. Veillez à ce que les options soient correctement configurées.
Consulter également Ligne et marquage de point.
L’ouverture de fichiers DSTV est un module en option
5.3.4 Formes macro
Lorsque vous sélectionnez cet outil, la fenêtre liste des macros (image 1) s’ouvre. Cette fenêtre affiche de petites images des
macros disponibles. Il y a seulement 20 macros affichées à chaque fois, mais vous pouvez voir davantage de macros en choisissant
«SUIVANT» et «PRÉCÉDENT».
Image 1.
0-5399FR NESTING 5-5

iCNC PERFORMANCE
Créer une nouvelle forme avec macros
Sélectionnez la macro que vous voulez en double-cliquant dessus. La fenêtre ci-dessous (image 2) s’ouvre. Saisissez vos mesures
dans les cases correspondantes. Sur l’image située du côté gauche de la fenêtre, on peut voir la forme et les lignes rouges. Ces lignes
rouges sont des lignes de mesure et elles vous montrent quelle mesure vous entrez. Une fois toutes les mesures entrées, vous pouvez
afficher un aperçu de la forme en choisissant « APERÇU ». Si vous souhaitez modifier les mesures après les avoir vus en aperçu, il
suffit de choisir « RETOUR » et d’ajuster vos mesures. Lorsque vous êtes satisfait, choisissez « OK » et la forme s’affichera dans la
fenêtre de travail de ProMotion® Nest.
REMARQUE !
Vous pouvez saisir des numéros en utilisant le pavé numérique ou la molette de votre souris.
Image 2.
Macros de coupe en chaîne
Les macros de coupe en chaîne sont des formes simples - cercles, triangles et rectangles - qui sont coupées en une seule ligne avec
un perçage unique. Il est également possible de tracer des formes communes de coupe, où deux rectangles ou triangles partagent
l’un de leurs côtés.
L’utilisation des macros de coupe de chaîne est très simple. Insérez simplement les valeurs correctes des paramètres et cliquez sur «
OK ». Lorsque vous modifiez les paramètres, vous pouvez voir l’effet de ceux-ci immédiatement dans la zone aperçu.
Image 3.
5-6 NESTING 0-5399FR

iCNC PERFORMANCE
Modification de la liste des macros
Choisissez « MODIFIER LA LISTE DES MACROS » dans la première fenêtre (image 1) pour ouvrir la fenêtre de modification de la liste
des macros (voir ci-dessous). La liste « MACROS ACTUELLES » affiche les macros actuellement dans la liste. La liste « MACROS
DISPONIBLES » affiche toutes les macros, que vous pouvez ajouter à la liste des macros. La ligne en tireté dans la liste « MACROS
ACTUELLES » indique où se trouve le saut de page. Il ne peut y avoir que 20 macros visibles n’importe quand dans la liste des macros
(voir image 1).
Image 4.
Comment changer l’ordre des macros dans la liste des macros :
• Sélectionnez l’une des macros dans la liste «MACROS ACTUELLES ». La macro que vous avez sélectionnée s’affiche dans la petite
zone d’image juste en-dessous de la liste.
• Choisissez « HAUT » pour déplacer la macro sélectionnée d’une place vers le haut de la liste.
• Choisissez « BAS » pour déplacer la macro sélectionnée d’une place vers la fin de la liste.
Comment supprimer une macro dans la liste des macros :
• Sélectionnez l’une des macros dans la liste « MACROS ACTUELLES ». La macro que vous avez sélectionnée s’affiche dans la petite
zone d’image juste en-dessous de la liste.
• Choisissez « SUPPRIMER » pour retirer la macro sélectionnée de la liste.
Comment ajouter une macro à la liste des macros :
• Sélectionnez l’une des macros dans la liste « MACROS DISPONIBLES ». La macro que vous avez sélectionnée s’affiche dans la
petite zone d’image juste en-dessous de la liste.
• Choisissez « AJOUTER » et la macro que vous sélectionnez est ajoutée à la fin de la liste.
0-5399FR NESTING 5-7

iCNC PERFORMANCE
5.3.5 Lignes et colonnes
Utilisez cet outil pour multiplier les pièces. Vous pouvez définir le nombre de lignes et de colonnes. Le nombre final de copies sera
lignes x colonnes. Par exemple 3 rangées par 4 colonnes donne un total de 3 x 4 = 12 copies.
Lignes définit combien de lignes de copies il y aura.
Colonnes définit combien il y aura de colonnes de copies.
Epaisseur de largeur La largeur de saignée minimum est de zéro.
Le Dégagement et la largeur de la saignée définissent la distance entre les copies. La distance est le dégagement + 2 x largeur de
saignée. Le dégagement peut également être négatif, si vous voulez copier les pièces plus proches les unes des autres.
Conseil : en cas de besoin de différentes valeurs de dégagement pour les directions X et Y, commencez par les colonnes (rangée = 1,
colonnes = n) puis les rangées (rangées = m, colonnes = 1). De cette façon, vous obtiendrez les copies M x N. Voir l’image ci-dessous
pour avoir un exemple de dégagement Y négatif.
La largeur du collier est une distance supplémentaire laissée sur les bords de l’emboîtement. Utilisé pour éviter les bords de la plaque
pouvant ne pas être de bonne qualité. Par exemple, si vous avez une plaque d’environ 50RsRx50RsR, mais que les bords ne sont pas
parfaitement droits, vous pouvez configurer un collier de 1RsR, et la zone utilisable est redimensionnée à 48RsRx48RsR. Le collier
minimum est de zéro, si le dégagement est supérieur au collier, alors le dégagement est utilisé comme collier.
La zone obligatoire indique la largeur et la longueur minimum de la plaque dont les parties actuelles ont besoin lors de la multiplication
et de l’utilisation des paramètres de saignée, dégagement et collier donnés.
Vous pouvez saisir un nombre de lignes/colonnes ou cliquez sur la grille pour créer le nombre de copies voulu.
Les réticules définissent le point de référence 0 pour les pièces.
5-8 NESTING 0-5399FR

iCNC PERFORMANCE
REMARQUE !
La saignée, le dégagement et le collier sont les mêmes que ceux congurés dans les Options
d’emboîtement. Si vous les modiez ici, leurs valeurs seront appliquées également dans les options
d’emboîtement. La seule exception est le dégagement. Si le dégagement est négatif ici, l’emboîtement automatique réglera le dégagement minimum sur zéro.
5.3.6 MicroCAD
Utilisez cet outil pour éditer les profils. Les outils sont décrits ci-dessous.
Ajouter un cercle
Saisissez le diamètre et les coordonnées du point central aux zone de texte correspondantes. Cliquez sur Appliquer et le cercle est
ajouté à la forme. Le nouveau cercle sera le premier dans l’ordre de coupe.
Ajouter un rectangle
Choisissez d’abord le point central dans le coin inférieur gauche du rectangle. Saisissez la longueur, la largeur et les coordonnées dans
les zones de texte correspondantes. Cliquez sur Appliquer et le rectangle est ajouté à la forme. Le nouveau rectangle sera le premier
dans l’ordre de coupe.
Coin arrondi
Saisissez le rayon de l’arrondi dans la zone de texte Rayon et cliquez sur Appliquer pour vérifier le rayon. Si le curseur est placé sur
un angle, celui-ci s’affiche sous la forme d’un viseur. Cliquez sur l’angle et il sera arrondi avec le rayon que vous avez paramétré.
Supprimer l’arrondi
Modifier les arcs à deux (2) lignes. Déplacez le curseur de la souris sur un arc, celui-ci s’affiche sous la forme d’un viseur. Cliquez
pour supprimer l’arrondi.
Ajouter un point
Ajoute des points (ligne) à une forme. Si la forme contient des profils ouverts, la ligne est dessinée depuis le dernier point du premier
profil ouvert jusqu’au point que vous avez ajouté. S’il n’y a pas de profils ouverts, une nouvelle ligne (et un nouveau profil) sont créés
depuis le point 0,0 jusqu’au point qui vient d’être ajouté. Ajouter de nouveaux points est très facile. Saisissez les coordonnées et
cliquez sur Appliquer.
Supprimer le point
Supprime les points uniques d’un profil. Déplacez le curseur de la souris sur un point, celui-ci s’affiche sous la forme d’un viseur.
Cliquez et le point est supprimé. Si le point était le dernier ou le premier point du profil, alors la totalité de l’élément est supprimée,
dans le cas contraire le point précédent et le point suivant sont reliés par une ligne.
0-5399FR NESTING 5-9

iCNC PERFORMANCE
Déplacer le point
Cet outil déplace un point à un autre emplacement. Cliquez sur un point pour le sélectionner (un petit cadre apparaît sur le point). Saisissez les nouvelles coordonnées dans les champs de coordonnées et cliquez sur Appliquer. Le point se déplace au nouvel emplacement.
Ajouter une boucle d’angle
Cet outil ajoute une boucle à un coin. Sélectionnez en premier lieu le rayon de la boucle, puis faites un clic gauche sur l’angle où vous
souhaitez commencer la boucle.’
Ces boucles permettent de découper des angles très vifs.
Pièce séparée
Cet outil sépare les pièces. Sélectionnez l’option et insérez les paramètres si nécessaire, puis appliquez et cliquez sur la pièce que
vous voulez fractionner. Il y a trois options pour fractionner des pièces.
1. Longueur égale : Utilisez cette option pour diviser de façon égale la pièce pour un nombre de pièces donné.
2. Longueur max : cette option divise la pièce en maximisant la longueur des nouvelles pièces. La longueur max. des
nouvelles pièces est donnée en tant que paramètre.
3. Manuel : utilisez cette option pour diviser manuellement les pièces. Gardez le bouton gauche de la souris enfoncé et
tracez une ligne sur la pièce, puis relâchez le bouton. La pièce est fendue le long de cette ligne que vous avez tracée.
Torsion de la pièce
Cet outil plie une pièce rectangulaire. Réglez la valeur de cintrage, appliquez et cliquez sur la pièce à plier.
La valeur de cintrage est la hauteur de l’arc à son point le plus élevé (centre) comme montré sur l’image ci-dessus. La valeur de torsion
est affichée sous la forme d’une ligne rouge. S’il y a des trous à l’intérieur de la pièce, ceux-ci seront décalés en conséquence, mais
ne seront pas courbés.
REMARQUE !
Cet outil peut uniquement plier des rectangles. Toute autre forme est pliée incorrectement ou n’est pas pliée du tout.
5.3.7 Nestinfo
NestInfo affiche les informations sur l’emboîtement actuel. NestInfo contient les informations suivantes :
Plaque
• Nom de plaque - le nom de la plaque actuelle.
• Zone - la zone de la plaque. (pied carré ou mètres carrés)
• Largeur de la plaque (pouces ou millimètres)
• Hauteur de plaque (pouces ou millimètres)
• Largeur du collier - défini dans les Options d’emboîtement. (pouces ou millimètres)
• Utilisation nette (%) - la relation entre la zone des pièces et la zone de la plaque en pourcentage.
Pièce
• Pièces emboîtées - le nombre de pièces dans l’emboîtement.
• Largeur de l’emboîtement - la largeur de l’emboîtement.
• Hauteur de l’emboîtement - la hauteur de l’emboîtement.
• Zone pièces - la zone totale de toutes les pièces. (pied carré ou mètres carrés)
• Perçages - le nombre de points de perçage dans l’emboîtement.
5-10 NESTING 0-5399FR

iCNC PERFORMANCE
Zones nominales
• Pièces - le total de toutes les tailles de pièces nominales.
• Plaque utilisée - taille nominale de la plaque utilisée. BoîtC’est exactement (largeur d’emboîtement + 2 x largeur de collier) x (hauteur
d’emboîtement + 2 x largeur de collier).
• Utilisation nominale (%) - la relation entre la taille nominale de toutes les pièces et de la plaque utilisée.
• Usage réel (%) - la relation entre la zone réelle de toutes les pièces et la plaque utilisée.
Si vous avez coché l’option Pas de calcul de zone dans les Options de manipulations, il n’y aura pas de données affichées dans les
champs Zone, Zone des pièces, Usage réel ou Usage net. Si vous souhaitez connaître les zones, cliquez sur Calculer la zone, ou ouvrir
la page Options de manipulation et décochez l’option Pas de calcul de zone.
Info
Vous pouvez saisir d’autres informations concernant l’emboîtement en cours ou la pièce dans le champ Info. Ces informations sont
enregistrées dans des fichiers CNC2 et lorsque vous ouvrez de tels fichiers, vous pouvez voir les notes écrites. Pour activer le champ
Info vous devez cliquer sur Édition info. Les remarques que vous faites ne seront pas enregistrées tant que vous ne cliquerez pas sur
Enregistrer info.
5.3.8 Calculateur de coût
Utilisez cet outil pour estimer le coût de la coupe d’une pièce ou d’un emboîtement. Le calculateur obtient les données d’emboîtement
automatiquement, mais vous devez fournir les données du profil de coût, comme la vitesse de coupe de la machine. Si vous souhaitez
réutiliser votre profil de coût plus tard, vous pouvez le sauvegarder sur votre disque dur. Vous pouvez également comparer les prix
des différents emboîtements. On peut faire des économies incroyables en utilisant simplement l’outil de pontage !
0-5399FR NESTING 5-11

iCNC PERFORMANCE
Données :
Profil de coût
Le profil de coût est un ensemble de variable décrivant en quoi la machine, l’utilisateur et le matériau affectent les coûts.
• Nom - Nom du profil (par ex. « plasma1 fer 0,25 pouce »).
• Vitesse rapide - Généralement une valeur constante.
• Vitesse de coupe - En fonction de l’outil, du matériau (type et épaisseur) et le processus.
• Temps de démarrage de coupe - Temps entre l’approche de la torche du point de perçage et le démarrage du mouvement de coupe.
• Temps de fin de coupe - Temps entre l’arrivée de la torche au bout d’un profil de coupe et le démarrage du mouvement rapide.
• Heure machine - La valeur correcte du coût horaire de la machine est essentiel pour obtenir des résultats fiables.
• Le coût horaire de la machine est souvent tarifé de manière à inclure les bénéfices estimés qui ont été configurés lors de l’achat de
la machine. Ce coût est généralement compris entre 60 et 100 $, si la machine est en utilisation active. 60 - 100 $ est également
une valeur correcte, si vous devez commander des travaux à des sous-traitants.
• Si la machine est utilisée seulement occasionnellement, vous pouvez choisir d’utiliser uniquement le coût de la main-d’œuvre.
• Préparation de la tâche La durée pendant laquelle la machine reste occupée pendant la préparation de la tâche. Le temps de préparation de la tâche comprend non seulement le déplacement de la plaque jusque sur la table de coupe, le réglage de l’alignement
de la plaque, le chargement du programme de coupe, le réglage des paramètres de coupe, mais également les actions effectuées
après l’exécution du programme de coupe : collecter les pièces coupées sur la table, couper les chutes sur la plaque restante,
retirer la plaque restante, etc. Cette durée devrait être configurée afin de couvrir toutes les durées entre le moment où la table de
coupe est vide et le moment où la table est à nouveau vide - sauf la durée pendant laquelle la machine exécute un programme de
coupe.
• Usage effectif Une alternative à la préparation de Tâche. Si vous savez que le temps de préparation de la tâche sur votre machine
correspond en général à la moitié du temps machine, réglez cette valeur sur 50 %.
• Ensemble de consommable - Le coût d’un ensemble de consommables.
• Perçages par jeu - Combien de perçages peuvent être effectués avec un jeu de consommables.
• Modifier la durée - La durée mise pour changer un jeu de consommables.
• Gaz par heure de coupe
• Électricité par heure de coupe
• Autre par heure machine
• Coût des matériaux Quel est le coût d’une plaque en pieds (ou mètres) carrés.
• Torches - Quantité de torches.
• Accélération - Accélération de la machine qui affecte la vitesse moyenne.
5-12 NESTING 0-5399FR

iCNC PERFORMANCE
Info emboîtement
Ces données sont fournies automatiquement par le logiciel.
• Nom de l’emboîtement
• Zone de plaque
• Largeur de la plaque
• Longueur de plaque
• Collier - Une zone de sécurité laissée par l’emboîtement automatique vers les bords d’une plaque.
• Usage réel - Pourcentage de la zone de pièces à la zone de plaque.
• Nominal usage - Pourcentage de la zone nominale de pièces comparé à la zone de la plaque ou comparé à la zone d’un rectangle,
qui est dessiné autour des pièces.
• Pièces
• Perçages
• Largeur d’emboîtement
• Longueur d’emboîtement
• Zone pièces
• Longueur de coupe
• Secondes d’arc
• Secondes d’arc par perçage
• Vitesse rapide moyenne Ceci est affecté par l’accélération de la machine. Si la machine accélère trop lentement et/ou le mouvement
rapide moyen est bref, cela indique que la machine n’atteint probablement pas la vitesse rapide maximale.
Temps machine
Affiche les temps d’activation et de désactivation avec leurs coûts, calculés à partir des données données. Le temps actif est le temps
requis pour exécuter le programme de coupe. Le temps d’inactivité représente le temps nécessaire pour préparer une tâche (comme
modifier la plaque) et changer les consommables.
Coûts en matériaux
Ce cadre affiche la consommation de matériaux, consommables, gaz, etc. et leurs coûts. La consommation de matériau peut être
gérée de différentes manières :
• Vous pouvez sélectionner toute la plaque à consommer ou seulement le rectangle entourant l’emboîtement.
• S’il n’y a pas de plaque ou d’emboîtement prêt, il est possible d’estimer la consommation de matériau avec un usage effectif
probable.
OUTILS :
Enregistrer offre enregistre votre calcul de prix actuel en tant que fichier texte simple.
Calculateur de coût des matériaux Permet de calculer le coût d’un pied (ou mètre) carré de plaque. En savoir plus au chapitre Calculateur de coût du matériel.
Enregistrer pour comparaison Ceci enregistre le calcul de coût actuel dans la mémoire de l’ordinateur. Vous pouvez comparer cela
aux calculs ultérieurs en utilisant l’outil comparaison.
Comparer - Ouvre la fenêtre de comparaison. En savoir plus au chapitre Comparer.
Charger - Charge un profil de coût sauvegardé.
Enregistrer - Enregistre le profil de coût actuel
Fermer - Ferme le calculateur de coût.
0-5399FR NESTING 5-13

iCNC PERFORMANCE
5.3.9 Comparer
Cette fenêtre compare les coûts. Le cadre Précédent affiche les résultats de ce calcul de coût, que vous avez enregistré pour la comparaison dans Calculateur de coût. Le cadre Actuel affiche le dernier calcul du coût - celui que vous cherchiez, lorsque vous avez choisi
Comparer dans le Calculateur de coût. Vous pouvez voir la différence entre les deux dans le cadre Différence.
Si vous affichez la Trame actuelle, vous constaterez qu’il y a une case à cocher concernant la zone des pièces. C’est parce que parfois
vous pouvez placer plus de pièces sur la même plaque en emboîtant mieux les pièces. Ce genre de situation donne des résultats erronés,
car si vous coupez davantage de pièces, vous perdrez du temps (et de l’argent). Mais lorsque l’on compare les zones des pièces, on
peut voir qu’il y a moins de gaspillage de matériau, et que l’on a donc réalisé une économie. C’est pourquoi cette option est ici. Si les
deux emboîtements possèdent les mêmes pièces, alors cette option n’aura aucun effet sur le résultat final.
Enregistrements par jour est la somme, le volume que vous enregistrez, si vous coupez ce type de tâches pendant 8 heures. Enregistrements par semaine est similaire, mais pour 40 heures. L’augmentation de productivité indique de combien de temps vous avez
besoin pour cette tâche de coupe.
5.3.10 Calculateur de coût des matériaux
Utilisez pour calculer le prix d’un pied carré (ou mètre) de votre plaque. Sélectionnez d’abord le matériau dans le cadre matériau. Si
vous avez sélectionné tout autre matériau que Autre, le calculateur réglera automatiquement la densité du matériau. Réglez l’épaisseur
de la plaque et le prix du matériau par livre (ou kilogramme). Choisissez Calculer, et vous êtes prêt.
5-14 NESTING 0-5399FR

iCNC PERFORMANCE
5.3.11 Emboîtement
Cet outil active le processus d’emboîtement automatique. Cela emboîte toutes les pièces de l’emboîtement actuel sur la plaque actuelle.
Si vous n’avez pas défini de zone d’emboîtement spécifique (voir Afficher la zone d’emboîtement), l’emboîtement automatique utilisera
toute la plaque. Vous pouvez modifier le processus en modifiant les options d’emboîtement.
Dans les cas suivants, la pièce n’est pas emboîtée, mais déplacée du côté droit de la plaque :
• La pièce ne rentre pas sur la plaque ou sur la zone d’emboîtement.
• Il y a au moins un profil ouvert dans la pièce.
• Si vous utilisez la multitorche, et que le nombre de copies de la pièce ne sont pas divisées de façon égale entre les torches, les
pièces restantes (modulo) ne seront pas emboîtées.
Consulter également MultiNest, Triangle Nest et NestInfo.
5.3.12 Vitesses d’avance
Utilisez cet outil pour ajouter des vitesses d’avance (ex. vitesses de coupe) à votre programme de coupe. Vous pouvez configurer les
vitesses d’avance pour les profils ou éléments individuels
Lorsque vous utilisez cet outil, vous pouvez voir plusieurs fanions avec différentes couleurs sur l’écran. Chacun de ces fanions indique
la vitesse d’avance après le drapeau. La couleur du fanion indique le type de vitesse d’avance (ex. : programme, profil et vitesses
d’avance de l’élément). Les fanions rouges indiquent une erreur et vous ne devriez pas les voir. Si un fanion rouge apparaît, réinitialisez
simplement la vitesse d’avance de cet élément.
Définition de différents taux d’alimentation :
Programmer la vitesse d’avance - La vitesse d’avance par défaut pour l’intégralité du programme de coupe, s’il n’y a aucune vitesse
d’avance de profil ou d’élément défini.
Vitesse d’avance de profil - La vitesse d’avance d’un seul profil. Tout le profil est coupé à cette vitesse d’avance, s’il n’y a aucune
Configuration des vitesses d’avance d’élément. La vitesse d’avance du profil peut être définie à la vitesse d’avance du programme ou
à la vitesse d’avance personnalisée.
Vitesse d’avance de l’élément - la vitesse d’avance d’un élément qui peut être réglé sur vitesse d’avance du programme, du profil ou
personnalisé.
Modes de vitesse d’avance :
Absolu - Les vitesses d’avance sont indiquées en millimètres (ou pouces) par minute.
Relatif - Les vitesses d’avance sont données par rapport (1-100 %) à la vitesse d’avance de coupe actuelle. Ce type est uniquement
pris en charge dans les contrôleurs ProMotion® iCNC. Ceci serait similaire à l’activation du potentiomètre de contournement de la
vitesse d’avance du contrôleur.
0-5399FR NESTING 5-15

iCNC PERFORMANCE
Comment utiliser cet outil :
• Lorsque vous démarrez cet outil, il demande la vitesse d’avance du programme. Cette vitesse d’avance est configurée pour tous les
profils et éléments, n’ayant pas de vitesse d’avance. Si chaque élément possède déjà un taux d’alimentation, alors l’outil démarre
immédiatement.
• Pour modifier la vitesse d’avance d’un programme, insérez la nouvelle valeur dans la zone de texte correspondante et cliquez sur
Appliquer.
• Lorsque vous choisissez les profils ou éléments, leur changement de vitesses d’avance. Si l’onglet Profil est au premier plan,
votre clic modifiera le taux d’alimentation des profils. Si l’onglet Élément est en haut, faire un clic modifie la vitesse d’avance des
éléments. Les profils et les éléments obtiennent cette vitesse d’avance, définie dans l’onglet.
• Vous pouvez définir le type de vitesse d’avance dans l’onglet Profils. Si vous souhaitez utiliser une vitesse d’avance personnalisée,
saisissez sa valeur dans la zone de texte et cliquez sur Appliquer. La vitesse d’avance que vous sélectionnez ici est configurée
pour tous les profils que vous choisirez après. Ce changement n’a aucun effet sur les vitesses d’avance déjà configurées. Cela est
appliqué uniquement aux profils de votre choix.
• Pour configurer le type de vitesse d’avance de l’élément dans l’onglet Éléments. Si vous souhaitez utiliser une vitesse d’avance
personnalisée, saisissez sa valeur dans la zone de texte et cliquez sur Appliquer. La vitesse d’avance que vous sélectionnez ici
est configurée pour tous les éléments que vous choisirez après. Ce changement n’a aucun effet sur les vitesses d’avance déjà
configurées. Cela est appliqué uniquement aux éléments de votre choix.
• Si vous avez coché Clic appliqué à chaque élément dans l’onglet Élément, alors vos clics modifieront la vitesse d’avance d’un seul
élément à la fois. Si cette option n’est pas cochée, il faut cliquer sur l’élément de départ et de fin. Tous les éléments entre le début
et la fin possèdent également le même taux d’alimentation.
• Si vous cliquez sur un élément avec le bouton gauche de la souris, tout l’élément est sélectionné. Un clic droit fractionne l’élément
et la vitesse d’avance est uniquement réglée pour l’autre moitié. Le clic droit fonctionne uniquement, si le Clic s’applique à des
éléments uniques n’est pas coché.
• Vous pouvez supprimer toutes les vitesses d’avance en choisissant Supprimer et quitter. Ceci ferme également cet outil.
• Vous pouvez facilement définir toutes les vitesses d’avance à l’emboîtement complet en utilisant l’outil Profils de vitesse d’avance.
5.3.13 Profils de vitesse d’avance
Les profils de vitesse d’avance vous permettent de configurer des vitesses d’avance pour tous les arcs et cercles en même temps.
Vous n’êtes pas obligé de choisir chacun d’eux séparément.
C’est comme ça que vous utilisez les profils de vitesse d’avance :
• Démarrez cet outil en choisissant Profil dans la boîte de dialogue Vitesses d’avance.
• Sélectionnez des vitesses d’avance absolues ou relatives.
• Réglez les valeurs du diamètre et de la vitesse d’avance correspondante pour les cercles. Si vous n’avez pas besoin de toutes les
paires diamètre + vitesse d’avance, vous pouvez les désactiver en décochant la case au début de la ligne.
• Réglez les valeurs du rayon et de la vitesse d’avance correspondante pour les arcs. Désactiver les lignes additionnelles.
• Réglez la vitesse d’avance du programme, si vous utilisez des vitesses d’avance absolues.
• Cliquez sur Appliquer pour configurer les taux d’alimentation d’après le profil fourni. Toutes les vitesses d’avance existantes sont
supprimées et définies dans le profil sont appliquées à l’emboîtement.
• Enregistrer les profils pour une utilisation ultérieure. C’est pratique lorsque vous avez besoin de différents profils pour différents
outils. Cliquez sur Sauvegarder et saisissez le nom du fichier. Cliquez sur Charger pour réutiliser le fichier.
5-16 NESTING 0-5399FR

iCNC PERFORMANCE
5.3.14 DiameterPro
DiameterPro ajuste automatiquement les propriétés du trou (vitesse, entaille d’entrée, entaille de sortie, etc.) pour les processus
compatibles.
Après avoir cliqué sur le bouton DiameterPro, une fenêtre comme celle indiquée ci-dessus s’affiche.
• Envoie le programme de coupe à Promotion Cut pour la coupe
• - Zoom arrière
• 100 % réinitialise le zoom
• + Agrandissements
• Optimisation auto activée force l’utilisateur à toujours passer par la fenêtre DiameterPro avant de découper une nouvelle pièce.
• Annuler annuler et refermer la fenêtre DiameterPro
Si vous avez des trous plus petits que 1:1 (épaisseur de la plaque : diamètre du trou), une fenêtre contextuelle indiquant les trous de
dimension inférieure apparaîtra à l’écran :
• Les boutons << et >> font défiler les trous de dimension inférieure.
• Zoom Zoomez sur le trou sélectionné
• Vue normale Réinitialise l’agrandissement et affiche l’intégralité de la zone de coupe
• Au marquage de point Remplace le trou par un point de marquage de point
• Fermer Ferme la fenêtre et applique les données du trou le plus petit aux trous.
0-5399FR NESTING 5-17

iCNC PERFORMANCE
REMARQUE !
DiameterPro nécessite ProMotion® DiameterPro et une alimentation électrique
plasma compatible pour fonctionner.
5.3.15 Editeur de plaque
L’éditeur de plaque est un jeu d’outils utilisés pour modifier la forme et la position d’une plaque. Cliquez sur le bouton Éditeur de plaque
pour activer l’éditeur. Le bouton reste éteint jusqu’à ce que vous cliquiez à nouveau. Une petite barre d’outils s’affiche. La fenêtre outil
contient les outils de l’éditeur de plaque. Cliquez à nouveau sur le bouton pour refermer l’éditeur de plaque.
5.3.16 Modifier une plaque
Utilisez cet outil pour retirer des pièces d’une plaque. Suivez les étapes indiquées ci-dessous :
• Déplacez le curseur de la souris sur le bord d’une plaque et cliquez dessus.
• Déplacez le curseur de la souris sur la prochaine position et cliquez à nouveau. Une nouvelle ligne apparait du point précédent
jusqu’à ce point.
• Continuez comme indiqué ci-dessus jusqu’à atteindre le bord de la plaque. Cliquez sur le bord et la plaque est divisée en deux
parties, mais seule l’une d’elle s’affiche.
• Si la mauvaise pièce est affichée, utiliser l’outil Modifier la division pour le modifier.
5.3.17 Modifier une plaque avec le mouvement machine
Cet outil est exactement le même que l’outil Éditer plaque avec les exceptions suivantes.
• Le curseur de la souris ne répond pas au mouvement de la souris. Le curseur de la souris indique la position de la torche et se
déplace si la torche se déplace.
• La plaque dans la fenêtre de travail de ProMotion® Nest est tournée au même angle que la plaque réelle. Lorsque vous arrêtez
d’utiliser cet outil, la plaque est retournée à son angle d’origine.
• Le bouton Espace fonctionne comme le bouton gauche de la souris (le bouton gauche de la souris fonctionne également).
• Le bouton Esc annule les modifications. La plaque d’origine s’affiche et la souris fonctionne normalement.
• Cet outil peut uniquement être utilisé avec le contrôleur ProMotion iCNC.
5-18 NESTING 0-5399FR

iCNC PERFORMANCE
5.3.18 Apprentissage plaque
Utilisez cet outil pour apprendre la forme de la plaque. Déposez simplement la plaque sur la table de coupe, puis utilisez le pointeur
laser ou la torche pour afficher les bords de la plaque.
Suivez les étapes indiquées ci-dessous :
• Placez la plaque sur la table de coupe.
• Démarrer cet outil. Une nouvelle fenêtre s’affiche (voir ci-dessus).
• Déplacez le pointeur laser (ou la torche) sur le bord de la plaque. Puis cliquez sur le point Accepter.
• Déplacez le pointeur laser sur l’angle suivant de la plaque. Cliquez une nouvelle fois sur Accepter point. Répétez cette étape lorsque
tous les coins de la plaque sont affichés.
• Pour finir, cliquez sur Fermer la forme, et votre plaque est prête.
• Si vous faites une erreur quand vous dessinez la forme, vous pouvez cliquer sur Annuler pour supprimer le dernier point.
Conseil : Vous pouvez utiliser cet outil pour préparer de nouvelles pièces à découper si vous avez converti la plaque en pièce, à l’aide
de l’outil Plaque-Pièce-Plaque.
REMARQUE !
Cet outil peut uniquement être utilisé avec un contrôleur ProMotion iCNC.
5.3.19 Réglez Origine
Cet outil définit l’un des coins* de la plaque à l’origine.
• Cliquez sur l’un des angles pour le configurer comme nouveau point d’origine.
* Dans ce cas de figure, « COIN » signifie une extrémité d’un élément, qui est l’un des éléments qui forment le profil de la plaque. Il
est par conséquent possible que ça ne soit pas du tout un coin.
5.3.20 Afficher zone d’emboîtement
Utilisez cet outil pour définir les zones d’emboîtement sur la plaque. Les zones d’emboîtement sont utiles avec la combinaison d’emboîtement automatique et des outils multitorche.
Suivez les étapes indiquées ci-dessous pour afficher la zone d’emboîtement :
• Démarrer l’éditeur de plaque.
• Sélectionnez cet outil. Un rectangle rouge apparaît à l’intérieur de la plaque. Le rectangle est la nouvelle zone d’emboîtement.
• Déplacez le curseur de la souris sur le bord du rectangle et appuyez sur le bouton gauche de la souris. Le bord du rectangle suit
à présent les mouvements de la souris.
• Modifiez les rectangles de la façon voulue, puis fermez l’éditeur de Plaque pour sauvegarder les modifications.
0-5399FR NESTING 5-19

iCNC PERFORMANCE
5.3.21 Alignez les pièces
Utilisez cet outil pour aligner la plaque à l’axe X ou Y. Pourquoi ? l’emboîtement automatique fonctionne mieux si le bord inférieur de
la plaque est aligné avec l’axe X ou Y.
5.3.22 Modifier la division
Utilisez cet outil pour permuter entre les pièces affichées. Consulter Édition de la plaque.
5.3.23 Tourner la plaque
Cet outil tourne la plaque actuelle à 90° dans le sens contraire des aiguilles d’une montre.
5.3.24 Plaque du miroir
Utilisez cet outil pour reproduire la plaque actuelle dans l’axe Y.
5.3.25 Déplacez au point d’origine
Cet outil repositionne la plaque actuelle. Une fois que la plaque est repositionnée, ses coordonnées X et Y minimum sont égales à zéro.
5.3.26 Annuler édition plaque
L’outil Modifier la plaque divise la plaque en deux pièces. Si vous avez fait une erreur lors de la modification, utilisez cet outil pour
retourner à la plaque originelle.
5-20 NESTING 0-5399FR

iCNC PERFORMANCE
5.3.27 Zoom
La manière la plus simple d’agrandir et de réduire est d’utiliser la molette de la souris. Vous pouvez l’utiliser n’importe quand. Si
votre souris n’a pas de molette, vous pouvez utiliser les boutons Zoom moins et Zoom plus. L’agrandissement se poursuivra jusqu’au
relâchement du bouton.
Pour revenir à l’affichage normal, ex. où l’intégralité de l’emboîtement est visible et le plus grand possible, il vous suffit de cliquer sur
le bouton Zoom 100 %.
5.3.28 Vue panoramique
Vous pouvez agrandir l’affichage en déplaçant le curseur de la souris sur la fenêtre de travail tout en appuyant sur le bouton gauche
de la souris. L’image suivra le mouvement de la souris jusqu’à ce que vous relâchiez le bouton gauche de la souris.
5.3.29 Annuler
Utilisez cet outil pour annuler la dernière action.
5.3.30 Corbeille
Ferme l’emboîtement actuel affiché sur la fenêtre de travail. S’il y a plus d’un emboîtement ouvert, le prochain sera affiché sur la
fenêtre de travail.
5.4 Menu fichier
Le menu Fichier est utilisé pour ouvrir des fichiers existants, enregistrer de nouveaux fichiers et quitter l’application. Voici une liste
de tous les éléments du menu Fichier.
Article Action
Article ACTION
Nouveau Créer une nouvelle plaque vierge.
Ouvert Ouvrez un fichier existant
Corbeille Fermez l’emboîtement actuel.
Enregistrer en tant que Enregistrer l’emboîtement actuel.
Macro Créer une nouvelle forme avec des macros
Imprimer Imprimer l’emboîtement actuel
Import brut ESSI/EIA Importe les fichiers ESSI et EIA dans l’état
DNC Téléchargez depuis le DNC
Import Importer l’emboîtement depuis ProMotion® Cut
Export Exporter l’emboîtement vers ProMotion® Cut
Sortie Sortir de l’application ProMotion® Nest
REMARQUE !
Certains de ces outils étaient déjà expliqués dans le chapitre Barre d’outils.
Ces outils ne sont pas répétés dans ce chapitre.
0-5399FR NESTING 5-21

iCNC PERFORMANCE
5.4.1 Enregistrer en tant que
Enregistre l’emboîtement actuel (celui dans la fenêtre de la travail) au format choisi. Les formats possibles sont ESSI, EIA, DXF, ROBOTIC CNC et CNC-2. Pour plus d’informations à propos de l’ESSI et de l’EIA, vour les Options ESSI et les Options EIA.
Il n’est pas possible d’enregistrer une sauvegarde dans la version de démonstration de ProMotion® Nest.
Il est également possible de sauvegarder les programmes de marquage de point. Il s’agit d’un module facultatif. En savoir plus dans
la rubrique Marquage de point.
REMARQUE !
ProMotion® Nest ne peut pas lire ROBOTIC CNC. Si vous souhaitez modier ultérieurement vos programmes de coupe, le format recommandé est le CNC-2.
5.4.2 Imprimer
Cet outil imprime l’emboîtement actuel à l’imprimante par défaut.
5.4.3 Import brut ESSI/EIA
Utilisez cet outil pour charger des fichiers ESSI et EIA dans ProMotion® Nest lorsque vous avez un programme de coupe prêt à être
envoyé à la coupe sans édition.
De fait, c’est équivalent au dialogue normal d’ouverture de fichier. Cet outil utilise les mêmes options ESSI et EIA que le fichier ouvert.
Ce qui diffère de l’ouverture normale du fichier est que ça reste simple. Il n’essaye pas de deviner quelles formes sont des trous, ni
où se trouvent les entailles d’entrées ou quoi que ce soit d’autre. L’importation brute lit uniquement le fichier dans celle-ci tel qu’il
est. De cette façon, vous pouvez utiliser n’importe quel programme de coupe n’étant pas autrement pris en charge par la logique de
ProMotion® Nest (ex. : coupe commune et arrêts programmés).
5.4.4 DNC
Utilisez cet outil pour charger des fichiers à partir de la connexion DNC. ProMotion® iLink doit être en cours d’exécution sur le PC à
partir duquel vous téléchargez les fichiers.
Suivant - Permet à l’utilisateur de parcourir les fichiers disponibles dans le répertoire de travail ProMotion® iLink (dossier). Les noms
de fichier disponibles sont affichés dans le champ texte juste en dessous de ce bouton.
Charge - Permet à l’utilisateur de démarrer le téléchargement du DNC. Le fichier qui s’affiche actuellement dans la zone de texte
commence à se charger. Vous pouvez uniquement saisir le nom du fichier dans la zone de texte et choisir Charger.
Abandon - Permet à l’utilisateur d’annuler le téléchargement du DNC
Charger précédent Permet à l’utilisateur d’utiliser à nouveau le dernier fichier sans avoir à le télécharger à nouveau.
File Open Permet à l’utilisateur de passer au dialogue normal d’ouverture de fichier. Utilisez ceci pour localiser un fichier dans le disque
dur des contrôleurs ou sur le réseau qui est accessible.
5.4.5 Import
Cet outil importe un emboîtement créé par ProMotion® Cut.
5-22 NESTING 0-5399FR

iCNC PERFORMANCE
5.4.6 Export
Cet outil exporte l’emboîtement actuel vers ProMotion® Cut. Veuillez noter que l’emboîtement exporté ne s’ouvrira pas automatiquement en Coupe ProMotion®. Pour l’ouvrir, vous devez utiliser l’outil d’importation ProMotion® Cut.
5.4.7 Sortie
Cet outil ferme le logiciel ProMotion®.
Important! Tous les emboîtements seront fermés et toutes les données qu’ils contiennent seront effacées si le programme est fermé.
Si vous souhaitez sauvegarder un ou plusieurs emboîtements, vous devez sauvegarder avant de quitter l’application.
5.5 Menu Affichage
Dans le menu Affichage, vous pouvez modifier l’apparence du ProMotion® Nest, et la façon dont il dessine les emboîtements.
Affichage en noir et blanc
Cette option fait passer la couleur de traçage au noir.
Outbits
Si cette option est cochée, le ProMotion® Nest affiche les outbits spécifiques éventuellement contenus dans l’emboîtement. Pour plus
d’informations, se reporter au manuel ProMotion® Cut.
Lignes de transfert
• Cacher tout- Les lignes de transfert peuvent être activées ou désactivées en sélectionnant cette option.
• Show Cut - Lorsqu’il est sélectionné, vous pouvez voir les lignes de transfert entre les profils de coupe. Il s’agit de la Configuration
par défaut.
• Afficher marquage de ligne - Lorsqu’il est sélectionné, vous pouvez voir les lignes de transfert entre les profils de marquage de
ligne.
• Afficher marquage de point - Lorsqu’il est sélectionné, vous pouvez voir les lignes de transfert entre les points de marquage de
point.
Afficher gros boutons
Cette option active tous les boutons dans la barre d’outils ProMotion® Nest et donne des boîtes à outils plus grandes. Cette Configuration est recommandée pour l’utilisation de l’écran tactile.
REMARQUE !
Vous devez redémarrer ProMotion® Nest pour que cette
modication soit eective.
5.6 Menu Outils
Le menu Outils contient des outils pour manipuler les emboîtements. Vous pouvez réparer des pièces, ajouter un marquage, emboîter
manuellement ou automatiquement, définir l’ordre de coupe, ajouter des ponts et faire bien d’autres choses. Les outils sont organisés
dans l’ordre dans lequel ils sont généralement utilisés. Par exemple, il est recommandé d’effectuer l’emboîtement automatique avant
d’ajouter des ponts.
REMARQUE !
Certains outils ne font pas partie de ProMotion® Nest standard, mais sont des options pouvant
être achetées séparément. Suivant les options contenues dans votre licence, certains outils
pourraient ne pas être disponibles.
REMARQUE !
Certains outils de ce menu étaient déjà expliqués dans le chapitre Barre d’outils. Ces outils ne
sont pas répétés ici
0-5399FR NESTING 5-23

iCNC PERFORMANCE
5.5.1 Retirer
Le bouton gauche de la souris active la suppression de zone. Gardez le bouton gauche de la souris enfoncé et déplacez la souris. Un
rectangle suit le mouvement de la souris. Lorsque vous relâchez le bouton gauche de la souris, tous les profils qui sont complètement
à l’intérieur du rectangle seront supprimés. Si vous cliquez sur le bouton droit de la souris, un seul élément ou un seul point de la
ligne de transfert sera supprimé.
5.5.2 Copier
Cet outil permet à l’utilisateur de copier différents objets dans le presse-papier où il/elle peut les coller dans n’importe quel emboîtement. L’objet qui doit être copié peut être choisi dans le menu « Options ». Il y a deux types d’objets pouvant être copiés : formes et
emboîtements. Un objet peut être copié en déplaçant le curseur de la souris sur la pièce et en faisant ensuite un clic gauche.
5.5.3 Coupe
Utilisez « Couper » pour déplacer les formes dans le presse-papier. Vous pouvez coller des formes du presse-papier aux emboîtements.
Suivez les étapes indiquées ci-dessous :
1. Activer l’outil « Couper » en sélectionnant « Couper » (voir l’image ci-dessus).
2. Appuyez sur le bouton gauche de la souris et gardez-le enfoncé. Un rectangle de sélection s’affiche.
3. Entourez les formes que vous voulez couper avec le rectangle de focalisation et relâchez le bouton gauche de la souris.
5.5.4 Coller
Utilisez cet outil pour coller les objets copiés/coupés dans un emboîtement. Lorsque vous choisissez une boîte de dialogue, la
fenêtre s’ouvre (voir ci-dessous). Si vous souhaitez faire plus d’une copie, modifiez le multiplicateur de copie dans la boîte de dialogue.
Le multiplicateur de collage indique combien de fois les objets copiés doivent être collés. Cliquez sur la zone à modifier et les objets
sont copiés.
5-24 NESTING 0-5399FR

iCNC PERFORMANCE
5.5.5 Modifier
Déplacer la forme
Utilisez cet outil pour modifier manuellement la position d’une forme. Déplacez le curseur sur une forme et appuyez sur le bouton
gauche de la souris. Maintenant la forme suivra le mouvement de la souris jusqu’à ce que vous relâchiez le bouton.
Cet outil active également les Outils de collision
Une collision signifie que vous déplacez une forme aussi près que possible d’une autre. ProMotion® Nest fournit des outils de collision
à cet effet. Pour dérouler une forme vous devriez d’abord déplacer la forme proche de sa position finale et utiliser l’outil de collision
approprié. Il y a quatre outils pour l’étirement de formes : haut, bas, droite ou gauche.
Il y a un bouton au milieu des outils de collision (boutons). Une pression sur ce bouton fera s’afficher les formes dans une
couleur différente si l’espace entre celles-ci est insuffisant. Relâcher le bouton permet aux pièces de reprendre leur couleur normale.
Donc, quelle devrait-être la distance entre les deux formes? Dans les Options d’emboîtement contrôlez les paramètres de largeur de
la saignée et de dégagement. La distance entre deux formes devrait être deux fois supérieure à la largeur de saignée et une fois le
dégagement. Cette formule est utilisée par les outils de fusion et le contrôle du chevauchement.
REMARQUE !
Les outils de collision sont uniquement visibles lorsque l’outil Déplacer la
forme est actif.
5.5.6 Tourner la forme
Permet à l’utilisateur de faire pivoter une forme simplement en la saisissant à l’aide de la souris. La pièce suivra le mouvement de la
souris (tourner).
Les étapes de rotation peuvent être définies dans Options de manipulation. Les étapes recommandées sont de 5 degrés ou plus
5.5.7 Miroir
Cet outil vous permet de refléter des formes dans l’axe X ou Y. Si vous déplacez le curseur de la souris sur une forme et que vous
cliquez sur le bouton gauche de la souris, la forme sera reflétée sur l’axe Y. Si vous cliquez sur le bouton droit de la souris, la forme
sera reflétée sur l’axe X.
5.5.8 Modifier le point de perçage
Il y a deux manières de modifier le point de perçage actuel. Pour modifier le point de perçage au premier point de l’élément, déplacez
le curseur de la souris au-dessus de l’élément et cliquez sur le bouton gauche de la souris. Si vous souhaitez choisir n’importe quel
point sur l’élément, déplacez le curseur de la souris sur le point de départ choisi et cliquez sur le bouton droit de la souris. Cet outil
peut uniquement être utilisé sur des profils complets.
0-5399FR NESTING 5-25

iCNC PERFORMANCE
5.5.9 Modifier le côté de compensation
Modifiez le côté de compensation en déplaçant le curseur de la souris sur l’élément et en faisant un clic gauche.
5.5.10 Modifier la direction de coupe
Modifiez la direction de coupe en déplaçant le curseur de la souris sur l’élément et en faisant un clic gauche.
5.5.11 Élément séparé
Un élément peut être divisé en deux en déplaçant le curseur de la souris jusqu’au point de division voulu, puis en faisant un clic gauche.
5.5.12 Joindre les profils
Utilisez cet outil pour fermer un profil ouvert ou joindre deux profils ouverts ou plus.
Suivez les étapes indiquées ci-dessous :
• Laissez appuyer le bouton gauche de la souris.
• Tracez un rectangle autour des points de départ/de fin du(des) profil(s) ouvert(s).
• Relâchez le bouton de la souris.
5.5.13 Entailles d’entrée
Avec cet outil, vous pouvez ajouter, retirer et modifier les entailles d’entrée et les entailles de sortie. Lorsque l’outil Entailles d’entrée
est actif, la boîte de dialogue ci-dessous est visible. Utilisez cette fenêtre pour modifier les paramètres des entailles d’entrée et de
sortie. Si une valeur est affichée en rouge, le fil ne peut pas être créé (l’image indique un rayon trop petit).
5-26 NESTING 0-5399FR

iCNC PERFORMANCE
Types d’entailles d’entrée et
de sortie :
Rien Aucune entaille d’entrée ou de sortie. Ce type a un but particulier, si vous générez un code
CNC pour les anciens contrôleurs ProMotion. S’il n’y a pas d’entaille d’entrée, le contrôleur
en ajoute une.
Droit Une ligne droite dans la même direction que le premier (ou dernier) élément d’un profil.
90degrés Une ligne droite avec un angle de 90 degrés (côté saignée) par rapport au premier (ou
dernier) élément d’un profil.
Arc Un arc ayant un angle central de 90 degrés. Connecte tangentiellement le premier (ou
dernier) élément d’un profil.
0-179 degrés Une ligne droite avec un angle de 1 à 179 degrés (côté saignée) par rapport avec le premier
(ou dernier) élément d’un profil.
J Une entaille d’entrée contenant une ligne droite et un arc. La section droite pointe toujours
vers le centre du trou. Les limites du rayon de l’arc ne peuvent pas être inférieures à 1/2 de
saignée, la longueur doit être supérieure au rayon de l’arc.
Demi-cercle Un demi-cercle. Connecte tangentiellement le premier (ou dernier) élément d’un profil.
Personnalisé Il s’agit d’une lecture de type définie par l’utilisateur d’un fichier. Les programmes ESSI et EIA
possèdent souvent ces types d’entailles d’entrée (ou d’entailles de sortie). Vous ne pouvez
pas ajouter ce type de entailles d’entrée.
0-5399FR NESTING 5-27

iCNC PERFORMANCE
Sélection de l’entaille d’entrée/de sortie :
Pour ajouter, supprimer ou modifier des entailles d’entrée, cliquez sur le point de perçage ou sélectionnez « Cible », cochez la case «
Remplacer entailles d’entrée existantes » et cliquez sur « Ajouter ».
Longueur :
Longueur de l’entaille d’entrée (droite).
Rayon :
Rayon d’entaille d’entrée (arcs).
Angle :
Angle de l’entaille d’entrée (angle libre).
Saignée :
Processus de saignée sélectionné.
Longueur de surcapacité :
Une surcapacité signifie que lorsque la machine a coupé autour d’un profil, elle recommence à couper le profil (elle refait un passage)
et coupe sur une longueur supérieure. Cette longueur est définie ici. Saisissez simplement la valeur dans le champ texte et cliquez sur
le point de perçage ou sur la cible sélectionnée, et cliquez sur « Ajouter ».
Cible :
Sélectionnez le type de profils dans lesquels vous voulez modifier les entailles d’entrée/sortie.
Remplacer les entailles d’entrée existantes :
Cochez cette option pour modifier des entailles d’entrée ou de sortie existantes. Sinon vous pouvez uniquement ajouter de nouvelles
entailles d’entrée (ou de sortie) aux profils, qui n’ont aucune entaille d’entrée (ou de sortie).
Exemples :
Comment ajouter une entaille d’entrée/sortie :
1. Choisissez le type d’entaille de sortie voulue. Réglez la Longueur, le Rayon etc.
2. Choisissez le type d’entaille de sortie voulue. Réglez la Longueur, le Rayon, la Surcapacité etc.
3. Cliquez sur le profil où vous voulez ajouter l’entaille d’entrée.
5-28 NESTING 0-5399FR

iCNC PERFORMANCE
Comment remplacer une entaille d’entrée par un autre :
Repeat steps 1-2 above.
3. Cochez la case « REMPLACER ENTAILLES D’ENTRÉE EXISTANTES ».
4. Cliquez sur le profil possédant l’entaille d’entrée que vous souhaitez modifier.
Comment ajouter une entaille d’entrée et une entaille de sortie sur un profil :
1. Cochez la case « ENTAILLE D’ENTRÉE ».
2. Choisissez le type d’entaille de sortie voulue.
3. Cochez la case « ENTAILLE DE SORTIE ».
4. Choisissez le type d’entaille de sortie voulue.
5. Cliquez sur le profil pour ajouter l’entaille d’entrée et l’entaille de sortie.
Comment changer toutes les entailles d’entrée et de sortie sur les profils de trou :
Répétez les étapes 1-4 ci-dessus.
5. Cochez la case «REMPLACER ENTAILLES D’ENTRÉE EXISTANTES».
7. Sélectionnez « PROFILS DE TROU »
8. Choisissez « AJOUTER ».
Comment supprimer toutes les entailles de sortie:
1. Réglez l’entaille d’entrée sur « Aucun ».
2. Réglez entaille de sortie sur « Aucun ».
3. Sélectionnez la cible « TOUS LES PROFILS »
4. Cliquez sur « AJOUTER ».
5.7 Marquage
5.7.1 Texte de marquage
Avec cet outil, vous pouvez insérer du texte sur les plaques pour le marquage. La sélection de cet outil active la fenêtre ci-dessous :
À Insérer texte pour marquage :
1. Rédigez le texte que vous voulez marquer dans le champ Insérer le texte de marquage ici.
2. Réglez la hauteur du texte. La hauteur minimum autorisée est de 5 mm (0,2 pouces).
3. Réglez l’angle du texte (0-360 degrés).
4. Cliquez sur Appliquer pour confirmer les modifications.
5. Cliquez sur la partie que vous voulez marquer. Le texte est inséré au point sur lequel vous cliquez.
REMARQUE !
Il s’agit d’un module supplémentaire et il n’est pas inclus dans la version de
base de ProMotion® Nest.
0-5399FR NESTING 5-29

iCNC PERFORMANCE
5.7.2. Trou vers Point
Cet outil convertit les trous ronds en points de marquage. Il vous suffit de cliquer sur les trous que vous voulez convertir.
REMARQUE !
Vous ne pouvez pas inverser la conversion. Si vous avez fait
une erreur, utilisez l’outil Annuler.
5.7.3. Couper suivant le Marquage de ligne
Cet outil convertit les trous en profils de marquage de ligne. Il vous suffit de cliquer sur les trous que vous voulez convertir.
REMARQUE !
Vous ne pouvez pas inverser la conversion. Si vous avez fait
une erreur, utilisez l’outil Annuler.
5.8 Autonest
5.8.1 Triangle Nest
Cet outil emboîte les pièces dans le rectangle le plus petit possible. Par exemple, deux triangles sont emboîtés de façon à ce que leurs
côtés soient disposés face à face. Cet outil fonctionne bien avec les triangles et c’est de là que vient son nom.
5.8.2 MultiNest
MultiNest emboîte automatiquement toutes les formes Si les formes ne rentrent pas sur la plaque actuelle, MultiNest crée de nouvelles
copies de la plaque actuelle et continue de les emboîter jusqu’à ce que toutes les formes soient emboîtées.
5.8.3 Groupes
Cet outil vous permet de copier des formes dans des groupes d’emboîtement. Le groupe d’emboîtement est un groupe de pièces, qui
se déplacent et s’emboîtent automatiquement en une seule forme. Lorsque cet outil est actif, la boîte de dialogue ci-dessous est visible.
Lorsque cet outil est actif, vous pouvez sélectionner (et désélectionner) des formes en cliquant sur celles-ci ou en traçant un rectangle
autour de celles-ci.
La liste Sélectionner groupe dans lequel copier affiche tous les groupes possibles dans lesquels vous pouvez copier des formes. Cette
liste contient toutes les géométries de la fenêtre de géométrie, et vous pouvez les ajouter plus tard dans des groupes (voir l’exemple
ci-dessous).
Le bouton Copier copie toutes les formes sélectionnées dans le groupe sélectionné dans la liste.
Si vous souhaitez créer un nouveau groupe, écrivez son nom dans le champ et sélectionnez Créer. Vous pouvez à présent voir le
nouveau groupe dans la liste et dans la fenêtre de la liste des géométries.
Lorsque vous copiez toutes les formes que vous voulez de cet emboîtement, choisissez Fermer.
Veuillez noter que tous les autres outils sont désactivés pendant que cet outil est actif.
5-30 NESTING 0-5399FR

iCNC PERFORMANCE
Comment créer un groupe d’emboîtement :
• Activer l’outil Groupes.
• Créer un nouveau groupe (saisir son nom dans le champ texte intitulé. « Le nom d’un nouveau groupe » et sélectionner créer).
• Sélectionnez le groupe que vous venez de créer dans la liste Sélectionner groupe où copier.
• Sélectionnez les formes que vous voulez ajouter à votre groupe (cliquez sur toutes).
• Choose Copy.
• Fermez l’outil de groupes et activez votre groupe dans la liste de géométrie (clic gauche sur le nom de votre groupe dans la liste).
• Faites un clic droit sur la liste des géométries et sélectionnez Groupe Marche/Arrêt dans la boîte de dialogue. Vous pouvez à présent
voir un astérisque en face du nom de la géométrie. Cela signifie que cette géométrie est en fait un groupe.
• Vous pouvez maintenant déplacer et tourner manuellement les pièces dans votre groupe. Rapprochez-les l’un de l’autre.
• Lorsque votre groupe est prêt, cliquez droit sur la liste des géométries à nouveau et cette fois sélectionnez Copier dans emboîtement. Saisissez le nombre de groupes que vous souhaitez emboîter et voilà, vous avez des groupes dans votre emboîtement !
5.8.4 Figer
Utilisez cet outil pour bloquer les pièces pendant durée du processus d’emboîtement automatique. Les pièces figées ne modifient pas
leur position pendant le processus d’emboîtement automatique.
• Cliquez sur la partie que vous souhaitez figer. Vous verrez à présent les pièces surlignées en bleu clair.
• Pour bloquer plusieurs pièces, tracez un rectangle autour des pièces voulues.
• Pour déverrouiller une pièce, cliquez à nouveau dessus.
REMARQUE !
L’emboîtement automatique ne peut pas eectuer d’emboîtement sur des trous de
pièces gées. Si vous souhaitez eectuer l’emboîtement sur ces trous, il faut le faire
manuellement, puis ger également les pièces situées à l’intérieur.
5.8.5 AutoFill
Cet outil remplit la zone restante de la plaque avec les formes copiées. ProMotion® Nest emboîte toutes les formes automatiquement
pour obtenir des remplissages optimaux. Les options d’emboîtement affectent la performance de cet outil.
Suivez les étapes indiquées ci-dessous pour remplir une feuille :
1. Copie une forme à l’aide de l’outil Copier.
2. Cliquez sur le bouton AutoFill.
0-5399FR NESTING 5-31

iCNC PERFORMANCE
5.9 Coupage
5.9.1. Optimiser l’ordre de coupe
Utilisez cet outil pour laisser ProMotion® Nest créer l’ordre de coupe à votre place. ProMotion® Nest calculera l’ordre de coupe
optimal afin que les pièces soient toujours coupées près du bord de la plaque. Veuillez noter que lorsqu’une pièce est coupée à partir
d’une plaque, elle laisse un trou, qui est à présent le bord. L’idée est d’empêcher la chaleur de plier la plaque.
Si vous n’êtes pas satisfait du résultat, vous pouvez également modifier l’ordre de coupe à l’aide de l’outil Modifier l’ordre de coupe.
5.9.2 Modifier l’ordre de coupe
Lorsque cet outil est activé, la boîte de dialogue suivante s’affiche :
Vous pouvez laisser ProMotion® Nest définir l’ordre de coupe pour vous en cliquant sur le bouton Optimiser ordre. En savoir plus sur
l’Optimisation de l’ordre de coupe. Vous pouvez également créer l’ordre de coupe vous-même en utilisant cet outil.
L’ordre de coupe peut être modifié entre Pièces (formes), Trous, Profils de marquage de ligne et Points de marquage de ligne.
Il existe cinq méthodes pouvant être utilisées pour modifier l’ordre de coupe : Afficher ordre, Échanger, Avancer d’un pas, Ligne et
Sélection libre.
Dans la méthode Afficher l’ordre, il suffit de cliquer sur les objets dans l’ordre où ceux-ci doivent être coupés ou marqués. Lorsque
vous cliquez sur un objet, sa couleur changera pour indiquer qu’il est sélectionné. Si la couleur de l’objet n’est pas modifiée, il est
impossible de modifier son ordre (il y a probablement une erreur de type. Les sélections peuvent être supprimées en cliquant sur
le bouton Désélectionner. L’option Verrouiller premier objet peut être utilisée avec cette méthode. Si cette option est sélectionnée, il
n’est pas possible de modifier l’ordre de coupe des objets placés avant le premier objet sélectionné dans l’ordre de découpe. Lorsque
vous êtes prêt, choisissez Appliquer pour créer le nouvel ordre de coupe. C’est la seule méthode que vous pouvez employer sur les
marquages de ligne et de point.
Dans la méthode Intervertir, vous pouvez choisir deux objets, et leur position respective dans l’ordre de coupe sera intervertie. Lorsque
vous cliquez sur le premier objet, sa couleur changera pour indiquer la sélection. Lorsque vous cliquez sur le second objet, le premier
objet est désactionné et l’ordre de coupe change.
Dans la méthode Déplacer par pas, il suffit de sélectionner l’objet dont vous voulez modifier l’ordre de coupe, et d’utiliser les flèches
de Pas pour modifier l’ordre de coupe. Si vous cliquez sur la flèche gauche, l’objet sélectionné sera coupé plus tôt, et si vous cliquez
sur la flèche droite, il sera coupé plus tard.
5-32 NESTING 0-5399FR

iCNC PERFORMANCE
Avec la méthode Ligne, vous tracez une ligne sur les pièces ou les trous dont vous souhaitez modifier l’ordre. L’ordre de coupe de la
première pièce/trou que la ligne chevauche ne changera pas. Le reste des pièces/trous chevauchés viendra immédiatement après le
premier.
Avec la méthode Sélection libre, il suffit de cliquer chaque profil dans l’ordre de coupe choisi, puis de cliquer sur appliquer. Cette
méthode est appelée sélection libre, parce que vous pouvez sélectionner n’importe quel ordre de coupe entre des pièces et des trous
(ex. vous pouvez d’abord couper tous les trous dans votre emboîtement puis toutes les pièces). Cette méthode peut désorganiser
les structures de données internes de ProMotion® Nest, pouvant entraîner une défaillance de l’emboîtement automatique et d’autres
outils. Vous ne devriez employer que cette méthode si vous ne pouvez pas définir l’ordre de coupe avec les autres méthodes. Si vous
décidez d’utiliser cette méthode, utilisez-la après avoir terminé toutes les autres tâches requises pour votre emboîtement.
Le bouton Appliquer est utilisé en même temps que les méthodes Afficher l’ordre et Sélection libre. Le bouton Déselectionner supprime
toutes les sélections.
Le bouton Fermer ferme la fenêtre de dialogue.
5.9.3 Pont
Avec cet outil, il est possible de créer un pont entre deux formes complètes ou plus. Le pont est une ligne bidirectionnelle qui unit
deux formes. Un pont peut être créé en faisant un clic gauche et en déplaçant le curseur de la souris sur les formes qui doivent être
reliées. Une « BANDE ÉLASTIQUE » suit le mouvement de la souris et indique l’emplacement du futur pont. Lorsque le bouton gauche
est relâché, le pont sera créé.
Si l’option de Pontage vertical-horizontal est sélectionnée dans les Options de manipulation, tous les ponts seront verticaux ou horizontaux. Si la «BANDE ÉLASTIQUE» est plus horizontale que verticale, alors le pont sera horizontal. Sinon il sera vertical. La coordonnée
Y du pont horizontal est la même que la coordonnée Y du point de départ de la «BANDE EN CAOUTCHOUC». De la même façon, la
coordonnée X du pont vertical correspond à la coordonnée X du point de départ de la «BANDE ÉLASTIQUE».
REMARQUE !
L’entaille d’entrée et l’entaille de sortie de la première forme seront
copiées sur la forme nale. Les entailles d’entrée et de sortie possibles
des autres formes sont supprimés.
Pont large
Un pont large est comme un pont normal au-dessus, mais il laisse une zone solide entre deux profils. Vous pouvez créer des ponts
larges comme des ponts normaux. La seule exception est que lorsque vous relâchez le bouton de la souris la fenêtre ci-dessous s’ouvre.
• La ligne noire représente la ligne que vous venez de tracer. Cela élève également l’autre côté du pont. La ligne rouge est l’autre
côté. Le pont large sera créé entre ces lignes.
• Sélectionnez le côté de la ligne rouge : gauche ou droite.
• Saisir la largeur du pont. Si vous saisissez une largeur inférieure à 0,1 mm (0,004 pouces), un pont normal est créé à la place d’un
pont large.
• Cliquez sur « OK ».
Activez la fonction Pont large dans les options de prise en main.
0-5399FR NESTING 5-33

iCNC PERFORMANCE
5.9.4 Coupe en chaîne
Cet outil est utilisé pour lier les profils les uns aux autres. De cette façon, vous pouvez couper plusieurs profils avec un seul perçage.
Suivez les étapes indiquées ci-dessous :
• Cliquez sur le point à partir duquel vous voulez démarrer la chaîne. Maintenant un « PNEU » suit le mouvement de votre souris et
affiche l’itinéraire de la chaîne.
• Déplacez le curseur de la souris jusqu’au prochain point où vous souhaitez déplacer la chaîne et cliquez à nouveau.
• Lorsque vous cliquez sur un profil, il est ajouté à la chaîne.
• Continuez ces étapes jusqu’à ce que la chaîne soit prête. Choisissez « PRÊT » dans la boîte de dialogue de coupe en chaîne (voir
l’image ci-dessous).
• La chaîne est prête. Si vous souhaitez créer une nouvelle chaîne, répétez la procédure ci-dessus.
Cas particuliers :
• Si le profil contient une entaille d’entrée ou une entaille de sortie, la chaîne saute automatiquement au début de l’entaille d’entrée
et continue depuis la fin de l’entaille de sortie.
• Si le profil n’est pas fermé, la chaîne saute directement au début du profil et continue depuis la fin de celui-ci.
5.9.5 Ajoutez un point de ligne de transfert
Un nouveau point de ligne de transfert peut être ajouté avec un clic gauche de la souris. Le nouveau point de ligne de transfert sera
le dernier dans l’ordre de coupe. L’ordre de coupe peut être modifié avec l’outil Changer l’ordre de coupe.
5.9.6 Coupe de chutes
Utilisez cet outil pour créer des lignes de coupe de chute à votre emboîtement. Les lignes de coupe de chute sont utilisées pour couper
la chute de la plaque, lorsque le programme de coupe est terminé. Utilisez cet outil uniquement sur les emboîtements prêts.
Faites comme suit :
• Cliquez sur le point à partir duquel vous voulez démarrer la ligne de coupe de chutes. Ce point devrait être en-dehors de la plaque
ou à l’intérieur d’une pièce.
• Maintenant un « PNEU » suit votre souris.
• Cliquez sur le point suivant de la ligne de coupe de chutes. Si ce point est en dehors d’une pièce et à l’intérieur de la plaque, il deviendra un point de cheminement. Cela signifie que la ligne de coupe de chute passe par ce point. Si le point se trouve à l’intérieur
d’une autre pièce ou hors de la plaque, la ligne de coupe de chute s’arrête à la limite de la pièce ou de la plaque.
Une marge est laissée à chaque extrémité de la ligne de coupe de chute. Ces marges peuvent être configurées dans les options
Manipulation.
Conseil : lorsque vous traversez le bord de la plaque, faites-le en traçant la ligne de coupe de chutes depuis le bord de la pièce jusqu’au
bord de la plaque. De cette façon, vous n’avez pas à être précis lorsque vous définissez le bord de la plaque.
5-34 NESTING 0-5399FR

iCNC PERFORMANCE
5.10 Outils spéciaux
Les Outils spéciaux sont des outils dont les utilisateurs de ce logiciel n’ont pas tous besoin mais pouvant être utilisés dans des cas
particuliers.
5.10.1 Marquage de point
Utilisez cet outil pour sélectionner quels trous seront marqués d’un point. Cet outil fait partie d’un module de marquage de point facultatif.
Suivez les étapes ci-dessous pour sélectionner les trous pour le marquage de point :
1. Gardez le bouton gauche de la souris enfoncé et tracez un rectangle autour de tous les trous que vous souhaitez marquer.
2. Relâchez le bouton gauche de la souris et tous les trous à l’intérieur du rectangle deviendront noirs. Ils sont sélectionnés pour
le marquage.
3. Lorsque vous avez sélectionné tous les trous que vous voulez marquer, enregistrez le programme de marquage de point en
utilisant l’outil « Enregistrer en tant que -> Point ».
Si un mauvais trou est sélectionné par erreur, vous pouvez le désélectionner en traçant un nouveau rectangle autour de celui-ci.
Si vous souhaitez (dé)sélectionner un seul trou, il suffit de faire un clic gauche dessus.
REMARQUE !
Cet outil fonctionne uniquement pour les formes simples - pas
pour tout l’emboîtement.
REMARQUE !
Il s’agit d’un module supplémentaire et il n’est pas inclus dans
la version de base de ProMotion® Nest.
5.10.2. Lignes de laquage
Si votre machine est équipée d’une torche à souder, vous pouvez facilement laquer les formes à l’aide de cet outil.
Suivez les étapes indiquées ci-dessous :
1. Réglez la distance entre les lignes et les autres paramètres dans Options outil spécial.
2. Activez cet outil depuis le menu Actions -> Outils spéciaux > Lignes de laquage.
3. Gardez le bouton gauche de la souris enfoncé et tracez un rectangle autour des formes que vous souhaitez laquer.
4. Relâchez le bouton de la souris et toutes les formes sélectionnées seront remplies de lignes horizontales noires - lignes de
revêtement.
ProMotion® Nest enregistre les lignes de revêtement en tant que lignes de marquage de ligne Vous devriez configurer votre machine
afin que la torche de soudage remplace le marqueur de ligne. Alternativement, si votre ProMotion® Nest est équipé d’une option de
sauvegarde ESSI/EIA, vous pouvez redéfinir les séquences de code de marquage de ligne afin de les faire correspondre aux commandes
de contrôle de la torche de soudage.
5.10.3. Surépaisseur d’usinage
La Surépaisseur d’usinage est un espace supplémentaire laissé sur les pièces découpées prêtes à passer dans l’outil d’usinage. À
l’activation, le programme ouvre une fenêtre contenant une brève description de comment utiliser cet outil. Plus important, la fenêtre
contient un paramètre requis pour configurer la tolérance d’usinage sur les profils.
Un profil est pointé à l’aide du curseur de la souris, et la tolérance d’usinage peut être ajoutée au profil en faisant un clic droit. Si la
tolérance est requise uniquement pour une pièce du profil, la tolérance est configurée avec deux clics gauches : cliquez d’abord sur
le point où la tolérance doit démarrer, puis sur le point où celle-ci doit se terminer.
La variable de tolérance d’usinage est définie dans la boîte de dialogue Autorisation d’usinage. Saisissez la largeur de la tolérance dans
la case modifier et cliquez sur Ok. La boîte de dialogue disparaîtra et la largeur donnée sera effective.
Vous pouvez également activer cet outil en appuyant sur Commande et « A » en même temps.
0-5399FR NESTING 5-35

iCNC PERFORMANCE
5.10.4. Décalage
Cet outil calcule le cheminement réel de la coupe, lorsque la conpensation de saignée est ajoutée. Il s’agit d’un avantage, si votre
contrôleur ne peut pas le faire correctement ou si cela prend trop de temps.
La valeur de compensation de saignée correspond à la moitié de la largeur de saignée configurée dans les options d’emboîtement.
REMARQUE !
Il s’agit d’un module supplémentaire et il n’est pas inclus dans
la version de base de ProMotion® Nest.
5.10.5. Attache
Utilisez cet outil pour ancrer la pièce sur la plaque pendant la coupe. Donne de meilleurs résultats en créant de petits espaces sur le profil
de coupe afin que la coupe s’arrête à ces espaces. La longueur des espaces peut être définie dans le fichier tools.ini (voir fichiers ini).
5.10.5. Coupe commune
L’outil Coupe commune vous permet de joindre deux pièces de façon à ce que leur section commune (ligne) est coupée avec une seule
coupe. Ceci peut faire gagner beaucoup de temps si la vitesse de coupe est basse.
Suivez les étapes indiquées ci-dessous :
• Rapprochez les deux pièces.
• Sélectionnez cet outil.
• Déplacez le pointeur de la souris à l’intérieur de l’une des pièces et appuyez sur le bouton gauche de la souris.
• Déplacez le pointeur de la souris à l’intérieur de l’autre pièce tout en maintenant enfoncé le bouton gauche de la souris.
• Relâchez le bouton de la souris et les parties fusionneront.
REMARQUE !
La saignée correcte doit être réglée dans les options Emboîtement avant d’utiliser cet outil.
5.10.7. Sélection du foret
Ajoute un code spécial de sélection d’outil pour un marquage de point (forage). Sélectionnez l’outil dans le menu qui s’ouvre lorsque
vous cliquez droit sur l’écran. Lorsque cet outil est actif, vous pouvez voir de petits fanions à chaque point de marquage de point. Les
fanions indiquent l’outil actuellement sélectionné.
5.10.8. Plaque-Pièce-Plaque
Cet outil convertit simplement une plaque en pièce et vice-versa.
Exceptions: la conversion ne fonctionne pas si...
• Il y a des pièces sur la plaque.
• Il y a plusieurs pièces sur l’écran.
5.10.9. Paramètres seul/multitorche
Sélectionnez le type d’opération dans la liste suivante :
• Emboîtement normal Supprime toutes les données multitorche de la plaque et redevient une plaque normale.
• Strip Il y a uniquement une torche, mais le processus d’emboîtement automatique utilise uniquement une bande étroite au lieu
de toute la plaque. La largeur de la bande est donnée dans la zone de texte Largeur de la zone d’emboîtement. Il est également
possible d’afficher la zone d’emboîtement en utilisant l’outil Afficher la zone d’emboîtement.
• n torches Vous pouvez définir le nombre maximum de torches dans les options Gestion. Cette opération divise la plaque en pièces
de taille égale et divise les formes de l’emboîtement actuel entre elles. Seules les formes que la première torche coupera s’afficheront
normalement et le reste sera affiché en gris.
5-36 NESTING 0-5399FR

iCNC PERFORMANCE
Options multitorche :
• Première torche Règle la première torche sur la gauche ou la droite.
• Tolérance de distance de la torche L’erreur maximum autorisée dans la distance entre deux torches et également dans la distance
mesurée à partir de la première torche.
• Distance torche La distance entre deux torches. Le système calcule cela pour vous, si vous n’avez pas choisi la distance de la
torche fixe.
• Distance de torche fixe Si vous souhaitez configurer vous-même la distance de la torche, cochez cette option. De cette façon, vous
pouvez définir des zones d’emboîtement étroites.
Largeur de la zone de l’emboîtement :
La zone de l’emboîtement est la zone (pour la torche) qui reste lorsque le collier de la plaque, la tolérance de la distance de la torche
et le dégagement de l’emboîtement ont été retranchés de celle-ci. La zone de l’emboîtement devrait être assez large pour accueillir
les pièces. La largeur minimum de la zone d’emboîtement correspond à la largeur de la pièce plus deux fois la largeur de la saignée.
Pour finir :
Une fois le type de l’opération sélectionné et toutes les options nécessaires configurées, choisissez Appli et OK.
Important :
Options d’emboîtement Le Dégagement et le Collier sont utilisé lors du calcul de la distance de la torche. Vous devriez donc les définir
avant de configurer l’un des paramètres multitorche.
5.10.10 Sélectionner une pièce
Utilisez cet outil pour prélever n’importe qu’elle pièce d’un emboîtement. La pièce sélectionnée sera copiée dans son propre emboîtement et déplacée à son point d’origine.
Lorsque vous activez cet outil, cliquez sur la pièce que vous voulez prélever.
5.10.11 Afficher pièces
Liste les noms de toutes les pièces dans l’emboîtement actuel. Même si plusieurs copies de la pièce existent, le nom de celle-ci n’apparaît qu’une fois dans la liste. Cliquez sur un nom dans la liste et toutes les pièces de ce nom seront colorées dans la fenêtre de travail.
0-5399FR NESTING 5-37

iCNC PERFORMANCE
5.11 Règle
Utilisez cet outil pour mesurer les distances dans votre emboîtement. Appuyez sur le bouton gauche de la souris à l’endroit où vous
souhaitez démarrer la mesure. Puis déplacez la souris et gardez le bouton de la souris pressé. En haut à droite se trouve une étiquette
jaune où vous pouvez voir la distance du point de départ jusqu’à l’emplacement actuel de la souris.
5.12 Menu options
Le menu Options fournit des outils pour configurer le logiciel ProMotion® Nest.
5.12.1 Options de manipulation
Mesure
La mesure est exprimée en millimètres ou en pouces. Cette option définit quel.
Options DXF
• Distance du point Si deux points sont aussi proches l’un de l’autre, le système les considèrent comme un seul et même point.
Important ! Remarque : changez la distance du point avant le chargement d’un fichier.
• Toujours échelonner à 1:1 Lors de la lecture de fichiers DXF, ProMotion® Nest essaie de détecter quelle mesure est utilisée dans
le fichier. Cette détection est ignorée, si Échelle toujours 1:1 est cochée. Le fichier DXF sera lu en millimètres ou pouces selon la
Configuration de la mesure.
• Déplacez les formes vers le point d’origine Si cette option est sélectionnée, la forme contenue dans le fichier DXF est déplacée de
façon à ce que ses coordonnées minimum soient au point 0,0. Si le fichier DXF contient un emboîtement (plus d’une forme), alors
l’emboîtement est déplacé afin que ses coordonnées minimums correspondent au point 0,0. Toutes les formes de l’emboîtement
se déplacent exactement à la même distance, afin que leur position relative ne change pas.
• Convertir le texte en marquage Si cette option est sélectionnée, ProMotion® Nest convertit les entités texte DXT (TEXT et MTEXT)
en lignes de marquage. Ces lignes de marquage forment le même texte que celui du fichier DXF. Remarque : cette option fait partie
du module de texte de marquage. Le module Texte de marquage est un module optionnel, il ne fait pas partie du module de base.
• Recherche texte étendue En général, ProMotion® Nest recherche les entités de texte dans la même zone (d’un fichier DXF), dans
laquelle les autres entités se trouvent. Si vous cochez cette option, ProMotion® Nest recherche les entités texte à partir du début
du fichier jusqu’à la fin du fichier.
5-38 NESTING 0-5399FR

iCNC PERFORMANCE
Options CNC
• Activer le CNC avancé Certaines nouvelles fonctions ont été ajoutées au langage Robotic CNC. Les anciennes versions des logiciels
WinRobo et Pro3Nest ne prennent pas en charge ces nouvelles fonctions. Si vous créez un code dans WinRobo d’une version
antérieure à 7.5.2 ou sur Pro3Nest d’une version antérieure à 7.0.6, ne cochez pas cette option. Remarque : l’exportation utilise
toujours la version la plus avancée. Cette Configuration s’applique uniquement à Enregistrer en tant que CNC.
• Ajouter une plaque au programme CNC Lors de la sauvegarde dans Robotic CNC, cette option enregistre la plaque avec toutes les
géométries.
• Utilisez des anciennes entailles d’entrée Cette option est compatible avec les anciennes versions des Contrôleurs Robotic et
ProMotion. Lors de la sauvegarde dans Robotic CNC et s’il n’y aucune entaille d’entrée ou de sortie donnée pour une forme, cette
option ajoute un code de entaille d’entrée spécial que le contrôleur reconnaît. Le contrôleur a ses propres paramètres d’entaille
d’entrée qui s’appliquent dans des cas similaires. Remarque : l’exportation utilise toujours les entailles d’entrée que vous pouvez
voir sur l’écran. Cette Configuration s’applique uniquement à Enregistrer en tant que CNC.
Angle de rotation
Définit l’angle de rotation utilisé par l’outil Rotation. L’angle est en degrés. Le paramètre recommandé est Personnalisé : 5 degrés.
Coupe de chutes
Ces valeurs définissent la distance entre le point de perçage/fin de la ligne de coupe de chute et le bord de la pièce/plaque. Dans le
champ « DEPUIS », un nombre négatif signifie que la coupe de chute commence avant le bord (par ex. en dehors de la plaque ou à
l’intérieur d’une pièce). Dans le champ « TO », un nombre négatif signifie que la coupe de chute s’arrête avant le bord (par ex. à l’intérieur
de la plaque ou à l’extérieur d’une pièce). Les valeurs suggérées sont : De la partie >= Largeur de la saignée, À la partie <= Largeur
de la saignée négative, Du bord de la plaque = 0 (si le bord de la plaque est réglé correctement ou < 0) et Au bord de la plaque > 0.
Entailles d’entrée par défaut
Dans cette section, vous pouvez définir quels types d’entailles d’entrée et de sortie sont automatiquement ajoutées à tous les profils
lors du chargement du fichier DXF ou de la création de macros. Si vous chargez des fichiers EIA ou ESSI, aucune entaille d’entrée ou
de sortie n’est ajoutée, parce que ces fichiers contiennent en général des entailles d’entrée et de sortie programmées.
Options de marquage
Ces paramètres affectent comment et quels marquages sont enregistrés dans un fichier CN et éventuellement marqués.
• Si Marquer tout est sélectionné, tous les marquages de ligne et les marquages de point sont sauvegardés.
• Si Ignorer tous les marquages est sélectionné, alors aucun marquage ne sera sauvegardé. Il s’agit d’une option utile si vous voulez
imprimer les noms de pièce (sur papier), mais pas vraiment les marquer.
• Si Ignorer le marquage de ligne est sélectionné, alors seuls les marquages de point seront sauvegardés.
• Si Ignorer le marquage de point est sélectionné, alors seuls les marquages de ligne seront sauvegardés.
• Si le Marquage étendu de pièce est coché, alors le Bloc de départ du marquage de ligne (voir les Séquences de code) est sauvegardé
juste avant chaque marquage de ligne, puis le bloc de fin est sauvegardé juste après chaque marquage de ligne. Ceci s’applique
également aux marquages de point. Cette option est désactivée, si vous avez coché la case Faire tous les marquages d’abord.
• Si Effectuer d’abord tous les marquages est coché, tous les marquages sont sauvegardés avant les pièces à découper. Retourner
à l’origine après marquage déplace la machine au point zéro de la plaque, une fois que tous les marquages ont été effectués. Si
l’Arrêt après marquage est sélectionné, la machine s’arrête après les marquages.
Options diverses
• Afficher réticule Si cette case est cochée, un réticule s’affichera sur la position actuelle du curseur.
• Pontage vertical-horizontal Si cette case est cochée, le pontage est effectué verticalement ou horizontalement. Consulter l’outil
Bridge pour en savoir plus.
• Utilisez Ponts larges C’est une option pour l’outil de pontage. Si cette option est sélectionnée, une zone solide est laissée entre des
profils reliés afin qu’ils restent ensemble lorsqu’ils sont découpés sur la plaque. Consulter l’outil Bridge pour en savoir plus.
• Torche à droite Modifie le point d’origine du coin inférieur gauche vers le coin inférieur droit.
• Clavier du logiciel Si vous n’avez pas de clavier, vous pouvez utiliser le clavier virtuel pour la saisie de texte. Si vous configurez cette
option, le clavier virtuel s’affiche automatiquement lorsqu’une saisie de texte est requise. Veuillez noter que vous pouvez utiliser
la molette de la souris pour entrer des chiffres dans ProMotion® Nest
• DNC activé Cette option configure le comportement de téléchargement par défaut de ProMotion® Nest, lorsqu’il est demandé
par ProMotion® Cut. Si cette option est configurée, le téléchargement du DNC démarre automatiquement si vous cliquez sur le
bouton TÉLÉCHARGER dans ProMotion® Cut. En savoir plus sur le DNC au chapitre Menu Fichier.
0-5399FR NESTING 5-39

iCNC PERFORMANCE
5.12.2. Options outil spécial
Il s’agit d’options pour les outils spéciaux.
Lignes de laquage
La distance entre les lignes est la distance entre les deux lignes de laquage.
Entaille d’entrée/de sortie est la mesure de l’épaisseur de la ligne de laquage à dessiner sur les bords de la forme.
L’Écart minimum est la largeur minimum d’un trou pour que celui-ci soit pris en compte quand les lignes de laquage sont dessinées.
5.13 Options ESSI
Ces options sont utilisées lors de la lecture et de l’écriture de fichiers ESSI.
Codes ESSI
Les fichiers ESSI sont interprétés en fonction de ces codes. Ces codes devraient correspondre aux codes employés dans le fichier ESSI.
Rotation de programme
Si la rotation est sélectionnée, tous les nouveaux emboîtements lus dans les fichiers ESSI seront pivotés à 90 degrés dans le sens
antihoraire.
Unité / Échelle
Ces options configurent les unités par défaut et l’échelle utilisée dans les fichiers ESSI.
Génération de code
Utilisez ces commandes pour définir les séquences de démarrage et d’arrêt des différentes actions. Ces séquences sont utilisées lors
de l’écriture de fichiers ESSI. Consulter les Séquences de code pour en savoir plus.
5-40 NESTING 0-5399FR

iCNC PERFORMANCE
5.13.1 Séquences de code
Dans les options ESSI et EIA il est possible de modifier les séquences de code, qui sont ajoutées au début et à la fin de certaines
actions, lors de la sauvegarde des fichiers.
La légende du cadre supérieur montre quelles séquences d’actions sont actuellement en cours de modification (ex. dans l’image
ci-dessus, il s’agit des séquences de coupe au gaz). Les séquences de démarrage et de fin peuvent être vues dans les champs édition.
Certaines actions nécessitent la spécification du côté saignée (ex. toutes les séquences de coupe).
Séquence Explication - Le début et la fin de...
Programmer ...un programme de coupe
Coupe oxygaz ...un profil à découper avec le bec à l’acétylène
Plasma ...un profil à découper avec la torche plasma. Non pris en charge actuellement
Plasma 2 ...un profil à découper avec la torche 2 plasma. Non pris en charge actuellement
Marquage de ligne ...un profil de marquage à ligne simple
Marquage de point ...un marquage de point unique
Bloc de marquage de ligne ...tous les marquages de ligne
Bloc de marquage de point ...tous les marquages de point
Exemple
L’image ci-dessus affiche les séquences de coupe au gaz des fichiers ESSI. Le côté de saignée est réglé sur la gauche. La séquence de
démarrage est 6 (arrêt déplacement rapide), 29 (saignée gauche), 29 (activation coupe au gaz). La séquence de fin est 8 (arrêt coupe
au gaz), 38 (arrêt saignée), 5 (marche déplacement rapide). Avec ces paramètres, le code suivant est généré :
6 (démarrer la séquence)
29 (démarrer la séquence)
7 (démarrer la séquence)
++1000 (un profil)
+1000+ (un profil)
+-1000 (un profil)
-1000+ (un profil)
8 (séquence de fin)
38 (séquence de fin)
5 (séquence de fin)
0-5399FR NESTING 5-41

iCNC PERFORMANCE
5.14 Options d’entrée EIA
Ces options sont utilisées lorsque ProMotion® Nest lit des fichiers EIA.
Codes
Les fichiers EIA sont interprétés d’après ces codes. Ces codes devraient correspondre aux codes employés dans le fichier EIA. T
G nul est linéaire
Lorsque cette option est configurée, ProMotion® Nest interprète les lignes sans codes G comme mouvement linéaire. Si la découpe
est activée, il s’agit d’une coupe linéaire, dans le cas contraire, il s’agit uniquement d’un mouvement rapide. Lorsque cette option n’est
pas configurée, les lignes sans codes G sont interprétées comme le même type que celui du dernier code G lu.
Unité / Échelle
These options set the default units and scale used in EIA files. Si un fichier EIA contient une définition d’unité, elle remplacera ce
réglage. L’échelle est toujours définie ici.
Codages
Si le codage est réglé sur absolu, alors toutes les coordonnées X et Y sont absolues. Sinon il sera incrémentiel.
Codes I et J
Les Codes I et J sont les coordonnées du point central d’un arc. S’il est réglé sur absolu, tous les codes I et J, ainsi que les codes X
et Y seront absolus, dans le cas contraire ils seront incrémentiels. Si les codes X et Y sont configurés comme incrémentiels, alors les
points I et J seront également incrémentiels.
REMARQUE !
« Codage » et « I and J codes » sont effectifs uniquement lorsqu’ils
ne sont pas définis dans le fichier EIA.
Rotation de programme
Si la rotation est sélectionnée, tous les nouveaux emboîtements extraits des fichiers EIA seront pivotés à 90 degrés dans le sens
antihoraire.
5-42 NESTING 0-5399FR

iCNC PERFORMANCE
Taux d’alimentation et saignée
• Ignorer les codes F Si cette option est configurée, tous les codes F (taux d’alimentation) sont ignorés lors de la lecture des fichiers.
• Ignorer les codes K Si cette option est configurée, alors tous les codes K (saignée) sont ignorés lors de la lecture des fichiers.
• K Codes
a. La valeur est la largeur de la saignée Si cette option est configurée, alors la valeur du code K est interprétée comme la largeur
de saignée.
b. La valeur est la compensation de la saignée Si cette option est configurée, alors la valeur du code K est interprétée comme la
compensation de saignée.
• Codes F
a. Relative Si cette option est configurée, les codes F sont interprétés en tant que pourcentage de la vitesse d’avance totale.
b. Absolute Si cette option est configurée, les codes F sont interprétés en millimètres ou pouces par minute.
Charger et Enregistrer en tant que...
Si vous avez besoin de lire différents fichiers EIA de différentes sources, il est recommandé de sauvegarder séparément les paramètres
pour chaque type d’EIA. Enregistrez les paramètres en utilisant le bouton Enregistrer en tant que et rechargez-les avec le bouton Charger.
Consulter également Programmation EIA.
5.14.1 EIA avancé
On peut configurer ici les outbits pour l’entrée EIA. La signification de ces outbits est expliquée dans le manuel de coupe ProMotion®.
Les codes D sont des saignées prédéfinies utilisées dans certains systèmes. Choisissez Configurer pour modifier les valeurs de
saignée des codes D.
0-5399FR NESTING 5-43

iCNC PERFORMANCE
5.15 EIA Ouput Options
Ces options s’appliquent à l’enregistrement de fichiers EIA.
Génération de code
Utilisez ces commandes pour définir les séquences de démarrage et d’arrêt des différentes actions. Consulter les Séquences de code
pour en savoir plus.
Unité / Échelle
Ces options configurent l’unité et l’échelle utilisées dans les fichiers EIA sauvegardés.
Codages
Si le codage est réglé sur absolu, alors toutes les coordonnées X et Y sont absolues. Sinon il sera incrémentiel.
Codes I et J
Les Codes I et J sont les coordonnées du point central d’un arc. S’il est réglé sur absolu, tous les codes I et J seront absolus. Sinon
il sera incrémentiel. If X and Y codes are set to incremental, then I and J are also incremental.
Rotation de programme
Si la rotation est sélectionnée, tous les fichiers EIA sont pivotés à 90 degrés dans le sens antihoraire.
Codes de vitesse d’avance
• Aucune vitesse d’avance rapide Si cette option est configurée, les vitesses d’avance ne seront pas sauvegardées à vitesse rapide.
• Vitesses d’avance à la fin de la ligne/sur une ligne séparée Les vitesses d’avance peuvent être sauvegardées à la fin d’une ligne de
code. Cette option détermine quel mode est utilisé. Voir les exemples ci-dessous.
Exemple 1 (à la fin de la ligne) :
G01 X10 Y10 F200
Exemple 2 (sur une ligne séparée) :
F200
G01 X10 Y10
Codes
Déplacement rapide, coupe linéaire, Arc CW et Arc CCW définissez les codes, qui sont utilisés lors de l’enregistrement de fichiers EIA.
Si Nul G est linéaire est sélectionné, alors il n’y aura pas de code avant le mouvement rapide ou avant la coupe linéaire.
Charger et Enregistrer en tant que...
Si vous avez besoin de sauvegarder différents fichiers EIA de différentes sources utilisant différents types d’EIA, il est recommandé
de sauvegarder séparément les paramètres pour chaque type d’EIA. Enregistrer les paramètres en choisissant Enregistrer en tant que
et rechargez-les en choisissant Charger.
Consulter également Programmation EIA.
5-44 NESTING 0-5399FR

iCNC PERFORMANCE
5.16 Options d’emboîtement
Options communes
• Kerf width La largeur de saignée du processus de coupe sélectionné.
• Le Dégagement spécifie la distance minimum à toujours respecter entre les formes emboîtées sur une plaque. Si cette variable est
réglée sur zéro (0), le programme les place aussi près que possible l’une de l’autre que l’épaisseur de saignée le permet.
• Emboîter la pièce dans la pièce S’il est sélectionné, le programme essayera de placer des formes plus petites sur les trous des
formes plus grandes.
• Méthode de séquence de pièce Les formes peuvent être emboîtées par leur superficie ou leur périmètre. Si le classement par zone
est sélectionné, les formes présentant la plus grande surface seront emboîtées en premier. Lorsque le tri par périmètre est choisi,
les formes ayant le périmètre le plus grand sont emboîtées en premier. (Une forme qui est longue mais fine, possède un grand
périmètre, mais une surface réduite.)
Options pièce
• Step angle Lors de l’emboîtement de formes sur une plaque, ProMotion® Nest essaie de les placer sur celle-ci dans différentes
positions. Entre chaque essai, ProMotion® Nest fait pivoter les formes à autant de degrés que ceux indiqués. Un cercle complet
fait 360 degrés. Par conséquent, si cette variable est définie à 90, la machine essaiera d’emboîter les formes dans quatre positions
différentes ; si elle est définie à 1 degré ProMotion® Nest essaie 360 positions différentes. Apparemment, plus l’angle du pas est
petit, meilleur est le résultat, toutefois, un angle de pas réduit prolonge le temps d’emboîtement.
• Type of Fit Les formes peuvent être emboîtées selon deux principes, le Premier ajustement et l’Ajustement centre de gravité. Le
paramètre Premier ajustement dit à ProMotion® Nest de placer la forme à la première position qui fonctionnera selon sa détermination. Le paramètre Ajustement centre de gravité dit à ProMotion® Nest de calculer la position à laquelle le centre de gravité
de la forme est aussi proche de la ligne du bas de la plaque que possible. La ligne du bas de la plaque est sélectionnée dans les
options Plaque (voir ci-dessous).
Options de la plaque
• Collar width Règle la distance à laisser entre les bords de la plaque et les formes les plus à l’extérieur. En d’autres termes, les
formes ne peuvent jamais être placées plus près du bord de la plaque que la valeur indiquée dans cette variable.
• Direction d’emboîtement Cette option configure l’axe sur lequel le processus d’emboîtement est exécuté. Que le processus d’emboîtement aille vers la gauche ou la droite dépend du paramètre du coin de démarrage.
• Coin de démarrage Détermine l’angle à partir duquel commence l’emboîtement.
REMARQUE !
Si le Dégagement est plus important que la largeur du Collier, alors la largeur
du Collier est réajustée pour être identique au Dégagement.
Options d’entailles d’entrée
• Ignorer les entailles d’entrée lors de l’emboîtement Lorsque cette option est sélectionnée, toutes les entailles d’entrée et les entailles de sortie sont ignorées pendant le processus d’emboîtement Il s’agit d’une option utile si les formes vont être emboîtées et
couronnées. Le traçage du pont supprime les entailles d’entrée supplémentaires qui peuvent être ignorées.
0-5399FR NESTING 5-45

iCNC PERFORMANCE
5.17 Options de langue
Modifiez les langues utilisées par l’interface utilisateur de ProMotion® Nest.
5.18 Menu d’enregistrement
Outils pour enregistrer votre logiciel ProMotion®.
5.18.1 Formulaire d’enregistrement
Veuillez remplir le formulaire pour commander le logiciel ou de nouvelles options logicielles.
Il est également recommandé d’utiliser ce formulaire si vous rencontrez des problèmes techniques, particulièrement en ce qui concerne
la licence.
5.18.2 Enregistrer
Utilisez cette boîte de dialogue pour entrer votre nouveau numéro de licence. Si vous avez reçu votre nouvelle licence sur un fichier
de licence, il suffit de copier ce fichier dans le dossier ProMotion® Nest. Si vous avez reçu cette licence par fax, il faut remplir attentivement et complètement le formulaire.
5.19 Menu d’aide
Le menu d’aide contient les éléments suivants :
• Contents Ouvre le fichier d’aide sur votre écran.
• À propos... Donne des informations sur la version de votre logiciel ProMotion® Nest.
5.20 Fenêtres liste
Il existe deux fenêtres de liste à droite de l’interface utilisateur ProMotion® Nest. Ces fenêtres sont Liste des plaques et Liste des
pièces. Ils vous permettent tous les deux d’utiliser plusieurs outils.
5.20.1 Liste de plaques
Cette fenêtre contient une liste de toutes les plaques, qui sont ouvertes. La liste est classée par ordre alphabétique. Il y a une barre
bleue sur la plaque active (elle est sélectionnée). Ces outils sont disponibles dans la fenêtre plaque :
Activer - Cliquez sur le nom de la plaque pour l’activer.
Emboîtement - Double cliquez sur le nom de la plaque pour qu’elle soit automatiquement emboîtée.
Menu contextuel - Cliquez droit sur la fenêtre pour ouvrir un menu contextuel. Le menu contient les commandes suivantes :
• Nouvelle plaque crée une nouvelle plaque
• Modifier la plaque Modifie la taille de la plaque.
• La Corbeille met aux rebuts la plaque actuelle ainsi que l’emboîtement dans celle-ci.
• Renommer renomme la plaque actuelle.
• Emboîtement automatique du groupe sur la plaque actuelle
• Déplacez l’emboîtement vers (voir ci-dessous)
• Texte de marquage Active l’outil texte de marquage.
• Imprimer extras (voir ci-dessous)
5-46 NESTING 0-5399FR

iCNC PERFORMANCE
Déplacez l’emboîtement vers
Cet outil change la position de tout l’emboîtement. Lorsque vous sélectionnez cet outil, la fenêtre ci-dessous s’ouvre.
Sur la gauche est indiquée la distance de l’emboîtement par rapport au côté gauche de la plaque. Si ce nombre est négatif, cela indique
que l’emboîtement dépasse du rebord de la plaque; Droite, bas et haut fonctionnent de la même manière.
Vous pouvez modifier les valeurs de gauche et du bas. Lorsque vous choisissez « APPLIQUER » l’emboîtement bouge et les valeurs
(droite et haut) dans cette fenêtre sont mises à jour. « OK » est comme « APPLIQUER », mais ferme également la fenêtre.
Imprimer extras (voir ci-dessous)
Utilisez cet outil pour ajouter vos notes à la fin de la feuille d’impression. Lorsque vous imprimez un emboîtement, ces quatre lignes
seront en bas de la feuille.
5.20.2. Nomenclature des pièces
Cette fenêtre contient une liste de toutes les géométries, qui sont ouvertes. La liste est classée par ordre alphabétique. Il y a une barre
bleue sur la géométrie active (elle est sélectionnée).
Ces outils sont disponibles dans la fenêtre géométrie :
Activer - Choisissez le nom de la géométrie pour l’activer.
Copier sur la plaque active - Double cliquez sur le nom de la géométrie.
Menu contextuel - Cliquez droit sur la fenêtre pour ouvrir un menu contextuel. Le menu contient les commandes suivantes :
• Ouvert
• Corbeille
• Renommer, qui renomme la géométrie active.
• Copier dans l’emboîtement, qui copie la géométrie active sur la plaque active.
• Déplacez les formes vers le point d’origine déplace l’emboîtement de façon à ce que ses valeurs X et Y minimales soient égales à
zéro.
• Ajouter une plaque crée une plaque, met l’emboîtement sur celle-ci et déplace la tâche dans la liste des plaques (fenêtre plaques).
• Activer/Désactiver groupe fait passer l’état de la géométrie (géométries) active de groupe à normal. Si le nom de la géométrie est
précédé d’un astérisque (*), alors celle-ci est considérée comme un groupe.
• Les propriétés DSTV affichent une petite fenêtre contenant les données contenues dans un fichier DSTV.
• La taille nominale est par défaut la largeur de la pièce x la longueur de la pièce. Ceci ouvre une boîte de dialogue, affichant la taille
nominale de la pièce et vous pouvez la modifier, si vous le souhaitez. La taille nominale est utilisée dans NestInfo.
• Texte de marquage
0-5399FR NESTING 5-47

iCNC PERFORMANCE
5.21 Divers
5.21.1. Terminologie
Emboîtement
L’emboîtement est divisé de la manière suivante :
L’élément est l’atome de l’emboîtement. L’élément est la plus petite part qui peut être modifiée. Il y a quatre types différents d’éléments
: lignes, arcs, cercles et points.
Le profil est une combinaison d’un ou plusieurs éléments, reliés les uns aux autres. Au point de départ d’un profil, la feuille est percée
et la coupe commence. Au point final d’un profil, la torche se relève et la coupe s’interrompt.
La forme contient un ou plusieurs profils. La forme est une pièce logique, ayant une limite et éventuellement des trous.
L’emboîtement contient toutes les formes, mais peut également être vide.
Transferline
La ligne de transfert est un cheminement que la torche suit lorsqu’elle ne coupe pas.
5.21.2. Problèmes?
Ici, nous avons listé les problèmes fréquents ainsi que leurs solutions.
1. Au démarrage ProMotion® Nest affiche le message d’erreur suivant « Erreur enregistrement ! Veuillez contacter votre revendeur. Fonctionnement en mode démo. » et démarre en mode démo.
PC BUREAU :
ProMotion® Nest nécessite un fichier d’activation (licence.txt) et une clé électronique pour fonctionner. Veuillez vérifier ce qui suit :
• La clé électronique est connectée au port USB du circuit imprimé ou au port LPT.
• Vous avez installé des pilotes pour le dongle.
• Il y a un fichier licence (license.txt) dans le dossier ProMotion® Nest.
Si tous les éléments ci-dessus sont corrects, il pourrait y avoir un problème avec votre fichier de licence. Veuillez contacter votre
revendeur.
CONTRÔLEUR iCNC :
Essayez de fermer le logiciel ProMotion® Nest et redémarrez-le. Si le problème n’est pas résolu, veuillez contacter votre revendeur.
5.21.3. DXF
Vue d’ensemble
Le format DXF est compatible avec la majorité des logiciels de CAD actuels. Les fichiers DXF peuvent être au format ASCII ou binaire.
Étant donné que les fichiers ASCII DXF sont plus communs que le format binaire, le terme fichier DXF est utilisé pour désigner les
fichiers ASCII DXF.
Exigences et recommandations
Les fichiers DXF sont une interface entre les CAD et le logiciel d’emboîtement, par exemple ProMotion® Nest. Il y a certaines recommandations et exigences lors de la création et de la conversion de DXF en ProMotion® Nest, qui devraient être connues :
• Il peut s’avérer utile de mettre les géométries chacune dans une couche séparée, et de nommer cette couche afin de pouvoir l’identifier facilement (par ex. PROFILS). ProMotion® Nest détecte les différentes couches et permet à l’utilisateur de choisir quelles
couches charger.
• S’il y a des pièces multiples, il est conseillé de placer chacune d’entre elles dans une couche distincte (par ex. PIÈCE1, PIÈCE2,
etc.)
• Les marquages de ligne et de point doivent être placés sur leurs propres couches. Utilisez les entités POINT ou CERCLE pour le
marquage de point.
• Dessinez les pièces à l’échelle 1:1. Ne modifiez pas l’échelle. ProMotion® Nest lit les coordonnées comme elles sont dans un fichier
DXF.
• Essayez d’éviter les espaces ouverts entre différents éléments. Utilisez POLYLINE ou d’autres objets qui tracent une ligne continue.
• Tous les objets de marquage (marquage de point, marquage de ligne ou objets textes) doivent se situer à l’intérieur des pièces.
Les objets externes sont ignorés.
• Les objets pris en charge sont LIGNE, ARC, CANNELURE, CERCLE, POINT, POLYLINE, VERTEX, ELLIPSE, TEXT, MTEXT et SEQEND.
5-48 NESTING 0-5399FR
 Loading...
Loading...