

Page 1

Thermal-Dynamics.com
®
24V
DC
Eingangsspannung
iCNC PERFORMANCE
CNC STEUERUNG
Bedienungsanleitung
Draft
Revision: AB Ausgabedatum: Februar, 2016 Handbuch Nr.: 0-5399DE
Page 2

®
WIR SCHÄTZEN IHR VERTRAUEN!
Herzlichen Glückwunsch zum Erwerb Ihres neuen Erzeugnisses Thermal Dynamics.
Wir sind stolz darauf, dass Sie uns als Kunde Ihr Vertrauen schenken, und werden
alles daran setzen, Ihnen besten Service und höchste Zuverlässigkeit in der Industrie
entgegen zu bringen. Mit diesem Erzeugnis genießen Sie durch unsere weit reichenden
Gewährleistungsbedingungen sowie unser weltweites Servicenetz höchste Sicherheit. Um
zu erfahren, wo sich Ihr nächst gelegener Distributor bzw. Ihre nächste Serviceagentur
befindet, wählen Sie uns im Internet unter www.ThermalDynamics.com.
Dieses Bedienungsanleitung enthält Anweisungen zur korrekten Verwendung und
Bedienung Ihres Erzeugnisses von Thermal Dynamics. Ihre Zufriedenheit mit diesem
Erzeugnis und der sichere Betrieb des Gerätes sind unser Hauptanliegen. Nehmen
Sie sich daher die Zeit, das gesamte Handbuch zu lesen, insbesondere jedoch die
Sicherheitsvorschriften. Sie geben Ihnen Hilfestellung zur Vermeidung möglicher Gefahren
bei der Arbeit mit diesem Erzeugnis.
SIE SIND IN GUTER GESELLSCHAFT!
Die Marke, die für Lieferanten und Hersteller weltweit erste Wahl bedeutet.
Thermal Dynamics vertreibt weltweit Plasma-Schneidausrüstung
Wir unterscheiden uns von der Konkurrenz durch unsere bewährten, zuverlässigen
Erzeugnisse, die eine marktführende Stellung einnehmen. Wir zeichnen uns aus durch
technische Innovation, marktfähige Preise, ausgezeichnete Produkte, hervorragenden
Kundendienst und technischen Support in Verbindung mit herausragender Kompetenz in
den Bereichen Vertrieb und Marketing.
Unser vorrangiges Anliegen besteht darin, technisch hoch entwickelte Erzeugnisse
herzustellen, um die Arbeitssicherheit in der Plasmatechnik zu erhöhen.
Page 3

WARNUNG
!
iCNC Performance
Bedienungsanleitung-Nummer 0-5399DE
Herausgegeben durch:
Thermal Dynamics Corporation.
2800 Airport Rd.
Denton, Texas 76207
www.thermal-dynamics.com
Lesen Sie sich dieses Handbuch und die Sicherheitsverfahren Ihres Arbeitgebers vollständig
und aufmerksam durch, bevor Sie die Ausrüstung installieren, bedienen oder warten.
Die in diesem Handbuch enthaltenen Informationen basieren auf bestem Wissen des Herstellers, jedoch übernimmt der Hersteller keine Haftung für deren Anwendung.
© Copyright 2013, 2014, 2015, 2016 durch Thermal Dynamics Corporation.
Alle Rechte vorbehalten
Die Vervielfältigung dieser Anleitung als Ganzes oder in Auszügen ist ohne vorherige Erlaubnis des Herausgebers nicht gestattet.
Der Herausgeber übernimmt keine Haftung für Verluste oder Schäden aufgrund von Fehlern oder Unvollständigkeiten in diesem Handbuch,
die auf Fahrlässigkeit, Versehen oder andere Ursachen zurück zu führen sind.
Die Druckmedien Spezikationen nden Sie im Dokument 47x1909
Ausgbedatum: August 19, 2015
Revisionsdatum:
Notieren Sie die folgenden Angaben für Garantiezwecke:
Gekauft bei:_______________________________
Kaufdatum:__________________________________
Seriennummer der iCNC Steuerung:___________________________
Februar
, 2016
Page 4

VERGEWISSERN SIE SICH; DASS DIESE INFORMATION DEM BEDIENER AUSGEHÄNDIGT
VORSICHT
WERDEN. SIE KÖNNEN ZUSÄTZLICHE KOPIEN VON IHREM HÄNDLER ERHALTEN.
Diese BEDIENUNGSANLEITUNG ist für erfahrene Bediener gedacht. Wenn Sie mit
den Bedienungsgrundsätzen und sicheren Verfahren des Plasmaschneidens nicht
völlig vertraut sind, empfehlen wir Ihnen dringend, unsere Broschüre, „Vorsichtsmaßnahmen und sichere Verfahren für Plasmaschneiden“, Anweisung 52-529, zu
lesen. Erlauben Sie unerfahrenen Personen NICHT, diese Anlage zu installieren, zu
bedienen oder zu warten. Versuchen Sie NICHT, diese Anlage zu installieren oder
zu bedienen, bevor Sie diese Anleitung gelesen und völlig verstanden haben. Wenn
Sie diese Anleitung nicht völlig verstanden haben, wenden Sie sich an Ihren Händler
für weitere Informationen. Lesen Sie die Sicherheitsmaßnahmen vor der Installation
und Bedienung der Anlage.
VERANTWORTUNG DES BENUTZERS
Diese Anlage wird gemäß ihrer Beschreibung in diesem Handbuch und den beiliegenden Aufklebern und/oder Einlagen
funktionieren, wenn sie gemäß den gegebenen Anleitungen installiert, bedient, gewartet und repariert wird. Diese Anlage
muss regelmäßig geprüft werden. Fehlerhafte oder schlecht gewartete Anlagen sollten nicht verwendet werden. Zerbrochene, fehlende, abgenützte, deformierte oder verunreinigte Teile sollten gleich ersetzt werden. Sollten Reparaturen
oder Auswechslungen nötig sein, empehlt der Hersteller eine telefonische oder schriftliche Service-Beratung durch den
Vertragshändler, von dem Sie die Anlage gekauft haben.
Diese Anlage oder jegliche Teile davon sollten ohne vorherige schriftliche Genehmigung des Herstellers nicht verändert werden. Der Benutzer dieser Anlage hat die alleinige Verantwortlichkeit für Störungen, die infolge von Missbrauch,
fehlerhafter Wartung, Beschädigung, nicht ordnungsgemäßer Reparatur oder Änderungen auftreten, die nicht von dem
Hersteller oder einem vom Hersteller autorisierten Servicezentrum durchgeführt wurden.
!
LESEN UND VERSTEHEN SIE DIE Bedienungsanleitung VOR DER INSTALLATION
ODER DER INBETRIEBNAHME
SCHÜTZEN SIE SICH UND ANDERE!
Page 5

DECLARATION OF CONFORMITY
According to
The Low Voltage Directive 2014/35/EU, entering into force 20 April 2016
The EMC Directive 2014/30/EU, entering into force 20 April 2016
The RoHS Directive 2011/65/EU, entering into force 2 January 2013
Type of equipment
Plasma Cutting CNC Controller
Type designation etc.
iCNC Performance, from serial number ????
Brand name or trade mark
Thermal Dynamics
Manufacturer or his authorised representative established within the EEA
Name, address, telephone No:
Victor Technologies Group Inc.
2800 Airport Rd
Denton TX 76207 USA
Phone: +01 800 426 1888, FAX +01 603 298 7402
The following harmonised standard in force within the EEA has been used in the design:
IEC 61000-4-2: 2008, Electro Static Discharge Immunity
IEC 61000-4-3:2006 +A1:2007 +A2:2010, Radiated, Radio-Frequency, Electromagnetic Immunity
IEC 61000-4-4:2012, Electrical Fast Transient/Burst Immunity
IEC 61000-4-6: 2008, Conducted Radio-Frequency Electromagnetic Immunity
IEC 61000-4-8:2009, Power Frequency Magnetic Field Immunity
CISPR 11:2009 +A1:2010, AC Mains Conducted Emissions
CISPR 11:2009 +A1:2010, Radiated Emissions
Meets IEC 61010-1:2010 Safety requirements for electrical equipment for measurement, control, and laboratory
use - Part 1: General requirements
Additional Information: Restrictive use, Class A equipment, intended for use in location other than residential.
By signing this document, the undersigned declares as manufacturer, or the manufacturer’s authorised
representative established within the EEA, that the equipment in question complies with the safety
requirements stated above.
Date Signature Position
15 Sept, 2016 Vice President,
John Boisvert Global Cutting
Mechanized Cutting
2016
Page 6

INHALTSVERZEICHNIS
ABSCHNITT 1: SICHERHEIT ............................................................................... 1-1
1.01 Sicherheitshinweise ........................................................................................ 1-1
ABSCHNITT 2: SPEZIFIKATIONEN ........................................................................ 2-1
2.1 Systembeschreibung ...................................................................................... 2-1
2.2 Spezifikation ................................................................................................... 2-1
ABSCHNITT 3: BETRIEB ................................................................................... 3-1
3.1 Übersicht Hauptbildschirm ............................................................................. 3-1
3.2 Prozessauswahl / Plasma und Gas ................................................................. 3-6
3.3 Tasten Bedienfeld ............................................................................................ 3-8
3.4 EIN/AUS-Taste Beschreibungen und Funktionen ........................................... 3-11
3.5 Hilfsschalter Beschreibung und Funktion ...................................................... 3-11
3.6 Plasma-Taste Beschreibungen und Funktionen ............................................. 3-12
3.7 Oxyfuel-Taste Beschreibungen und Funktionen ............................................ 3-13
3.8 Startverfahren ............................................................................................... 3-14
3.9 Referenziervorgang ....................................................................................... 3-15
3.10 Jog ................................................................................................................ 3-15
3.11 Parameter-Schnellansicht ............................................................................. 3-16
3.12 Wie man vorgeht, wenn etwas passiert ........................................................ 3-17
3.14 Fortgeschrittene Charakteristiken der Prozessauswahl ................................. 3-20
ABSCHNITT 4: iHC.......................................................................................... 4-1
4.1 Einstich-/Schneidsequenz ............................................................................... 4-1
4.2 iHc Benutzeroberfläche ................................................................................... 4-2
4.3 Haupteinstellungen ......................................................................................... 4-4
4.4 Systemeinstellung & Diagnosemenüs ............................................................ 4-5
ABSCHNITT 5: VERSCHACHTELN ........................................................................ 5-1
5.1 ProMotion® Nest ............................................................................................ 5-1
5.2 Werkzeugleiste ................................................................................................ 5-3
5.3 Werkzeugleistenfunktionen ............................................................................. 5-4
5.4 Dateimenü .................................................................................................... 5-22
5.5 Ansicht-Menü ............................................................................................... 5-24
5.6 Werkzeugmenü ............................................................................................. 5-24
5.7 Anzeichnen ................................................................................................... 5-29
5.8 Autonest ....................................................................................................... 5-30
5.9 Schneiden ..................................................................................................... 5-32
5.10 Spezialwerkzeuge .......................................................................................... 5-35
5.11 Regler ........................................................................................................... 5-38
5.12 Menü Optionen ............................................................................................. 5-38
5.13 ESSI-Optionen .............................................................................................. 5-40
5.14 EIA-Eingabeoptionen .................................................................................... 5-42
5.15 EIA Ouput Options ........................................................................................ 5-44
5.16 Verschachtelungsoptionen ............................................................................ 5-45
5.17 Sprachoptionen ............................................................................................ 5-46
5.18 Anmeldemenü ............................................................................................... 5-46
5.19 Hilfemenü ..................................................................................................... 5-46
5.20 Listenfenster ................................................................................................. 5-46
5.21 Verschieden .................................................................................................. 5-48
Page 7

INHALTSVERZEICHNIS
ABSCHNITT 6: WARTUNG UND FEHLERBEHEBUNG ................................................... 6-1
6.1 Wartung .......................................................................................................... 6-1
6.2 Schnittqualität ................................................................................................. 6-1
6.3 Autogen-Schnittqualität .................................................................................. 6-2
6.4 STÖRUNGSBEHEBUNG .................................................................................. 6-4
6.5 ERSATZTEILE .................................................................................................. 6-6
GARANTIEERKLÄRUNG ..........................................................Innen Hintere Abdeckung
Page 8

iCNC PERFORMANCE
ABSCHNITT 1: SICHERHEIT
1.01 Sicherheitshinweise
ACHTUNG: Diese Sicherheitshinweise sind zu Ihrem Schutz gedacht. Sie fassen die Sicherheitsinformationen
zusammen, die im Kapitel „Zusätzliche Sicherheitshinweise“ aufgelistet werden. Bevor Sie die Installation oder
!
Betriebsverfahren durchführen, lesen Sie die nachstehend aufgeführten Sicherheitshinweise sowie alle anderen
Handbücher, Materialsicherheitsdatenblätter, Aufkleber usw. und befolgen Sie die Anweisungen. Die Nichtbeachtung der
Sicherheitshinweise kann zu Verletzungen oder Tod führen.
SCHÜTZEN SIE SICH UND ANDERE -- Einige Schweiß-, Schneid- und Fugenhobelverfahren sind laut und
erfordern einen Gehörschutz. Der Lichtbogen strahlt genau wie Sonne eine ultraviolette (UV) und ande-
re Strahlung aus und kann die Haut und Augen schädigen. Heißes Metall kann Verbrennungen verursachen. Für die Vermeidung von Unfällen ist eine Schulung in der korrekten Verwendung der Verfahren und Ausrüstung
entscheidend. Daher:
1. Tragen Sie in allen Arbeitsbereichen immer eine Schutzbrille mit einem Seitenschutz, selbst wenn außerdem
ein Schutzhelm, Gesichtsschutz und eine Vollsichtschutzbrille erforderlich sind.
2. Verwenden Sie einen Gesichtsschutz, der mit korrekten Filtern und Schutzscheiben ausgestattet ist, um Augen,
Gesicht, Nacken und Ohren vor Funken und der Lichtbogenstrahlung zu schützen, wenn Sie das Gerät betreiben
oder Arbeiten beobachten. Warnen Sie Umstehende, nicht in den Lichtbogen zu schauen und sich nicht der
Lichtbogenstrahlung oder heißem Metall auszusetzen.
3. Tragen Sie feuerfeste Handschuhe mit Stulpen, ein dichtes langärmliges Hemd, Hosen ohne Aufschlag, Arbeitsschuhe mit Stahlkappen und einen Schweißhelm oder Schweißhut zum Schutz Ihrer Haare, um sich vor der
Lichtbogenstrahlung und heißen Funken oder heißem Metall zu schützen. Eine feuerfeste Schürze ist als Schutz
vor der Strahlungshitze und Funken ebenfalls empfehlenswert.
4. Heiße Funken oder Metallspäne können sich in aufgerollten Ärmeln, Hosenaufschlägen oder Taschen verfangen.
Ärmel und Kragen sollten zugeknöpft und offene Taschen vorne an der Kleidung entfernt werden.
5. Schützen Sie andere Mitarbeiter mit einer geeigneten nicht brennbaren Trennwand oder einem nicht brennbaren
Vorhang vor Lichtbogenstrahlung und heißen Funken.
6. Verwenden Sie beim Entfernen von Schlacke oder Schleifen eine Vollsichtschutzbrille über der Sicherheitsbrille.
Zerspante Schlacke kann heiß sein und weit fliegen. Umstehende sollten ebenfalls eine Vollsichtschutzbrille
über der Sicherheitsbrille tragen.
BRAND UND EXPLOSIONEN -- Die Hitze der Flammen und des Lichtbogens kann einen Brand auslösen.
Heiße Schlacke oder Funken können ebenfalls Brände und Explosionen verursachen. Daher:
1. Entfernen Sie alle brennbaren Materialien aus dem weiteren Umfeld des Arbeitsbereichs oder decken Sie die
Materialien mit einer nicht brennbaren Schutzabdeckung ab. Brennbare Materialien schließen Holz, Stoff,
Sägespäne, flüssige und gasartige Brennstoffe, Lösungsmittel, Lacke und Beschichtungen, Papier usw. ein.
2. Heiße Funken oder Metallspäne können durch Ritzen oder Risse im Boden oder durch Wandöffnungen fallen
und verdeckte Schwelbrände oder Feuer im Stockwerk darunter verursachen. Stellen Sie sicher, dass diese
Öffnungen vor heißen Funken und Metallspänen geschützt sind.
3. Führen Sie erst dann Schweiß-, Schneid- oder andere Arbeiten durch, nachdem das Werkstück vollständig
gereinigt wurde, damit sich keine Stoffe auf dem Werkstück befinden, die brennbare oder toxische Dämpfe erzeugen könnten. Führen Sie keine Arbeiten an geschlossenen Behältern durch. Die Behälter können explodieren.
4. Halten Sie Feuerlöschausrüstung für den sofortigen Einsatz bereit, beispielsweise einen Gartenschlauch, einen
Eimer mit Wasser oder Sand oder einen tragbaren Feuerlöscher. Seien Sie in der Verwendung dieser Mittel
geschult.
5. Betreiben Sie Geräte nicht über deren Nennleistung. Überlastete Schweißkabel können sich zum Beispiel überhitzen und eine Brandgefahr darstellen.
6. Prüfen Sie den Arbeitsbereich nach dem Abschluss der Arbeiten, um sicherzustellen, dass keine heißen Funken
oder Metallspäne vorhanden sind, die später einen Brand verursachen könnten. Setzen Sie gegebenenfalls eine
Brandwache ein.
7. Weitere Informationen finden Sie in der NFPA-Norm 51B, „Fire Prevention in Use of Cutting and Welding Processes“ („Brandschutz bei der Verwendung von Schneid- und Schweißverfahren“), die bei der National Fire
Protection Association, Battery March Park, Quincy, MA 02269, erhältlich ist.
0-5399DE SICHERHEITSANWEISUNGEN 1-1
Page 9

iCNC PERFORMANCE
STROMSCHLAG -- Die Berührung stromführender Teile und stromführenden Bodens kann zu schweren oder
tödlichen Verletzungen führen. Verwenden Sie AC-Schweißstrom KEINESFALLS in feuchten Bereichen, in
Bereichen mit eingeschränkter Bewegungsfreiheit oder Sturzgefahr.
1. Schließen Sie das Gehäuse der Stromquelle an die Erdung der Spannungsversorgung an.
2. Verbinden Sie das Werkstück mit einer korrekten elektrischen Erdung.
3. Verbinden Sie das Werkkabel mit dem Werkstück. Eine schlechte oder fehlende Verbindung kann Sie oder andere
einem tödlichen Stromschlag aussetzen.
4. Verwenden Sie gut gewartete Ausrüstung. Tauschen Sie abgenutzte oder beschädigte Kabel aus.
5. Halten Sie alles trocken, einschließlich Kleidung, Arbeitsbereich, Kabel, Brenner/Elektrodenhalterung und
Stromquelle.
6. Stellen Sie sicher, dass alle Körperteile gegenüber der Arbeit und dem Boden isoliert sind.
7. Stellen Sie sich bei Arbeiten unter beengten Bedingungen oder in feuchten Bereichen nicht direkt auf Metall
oder den Boden. Stellen Sie sich auf trockene Bretter oder eine isolierende Plattform und tragen Sie Schuhe
mit Gummisohlen.
8. Ziehen Sie trockene Handschuhe ohne Löcher an, bevor Sie den Strom einschalten.
9. Schalten Sie den Strom aus, bevor Sie die Handschuhe ausziehen.
10. Spezifische Erdungsempfehlungen können Sie der Norm ANSI/ASC Z49.1 entnehmen (siehe Erklärung auf den
nächsten Seiten). Verwechseln Sie das Werkstückkabel nicht mit einem Erdungskabel.
ELEKTROMAGNETISCHE FELDER — Können gefährlich sein. Elektrischer Strom, der durch einen Leiter fließt,
kann örtlich begrenzte elektromagnetische Felder (EMF) erzeugen. Schweiß- und Schneidstrom erzeugt EMF
rund um Schweißkabel und Schweißmaschinen. Daher:
1. Schweißer mit Herzschrittmachern sollten vor dem Schweißen ihren Arzt um Rat fragen. EMF kann einige
Herzschrittmacher beeinträchtigen.
2. EMF können andere, bisher unbekannte gesundheitliche Folgen haben.
3. Schweißer sollten daher die folgenden Verfahren beachten, um möglichst wenig EMF ausgesetzt zu werden:
A. Verlegen Sie die Elektroden- und Werkstückkabel zusammen. Sichern Sie sie möglichst mit Klebeband.
B. Wickeln Sie das Brenner- oder Werkstückkabel niemals um Ihren Körper.
C. Platzieren Sie Ihren Körper nicht zwischen den Brenner- und Werkstückkabeln. Verlegen Sie alle Kabel auf
derselben Seite Ihres Körpers.
D. Schließen Sie das Werkstückkabel so nahe am Schweißbereich an wie mit dem Werkstück möglich.
E. Halten Sie das Schweißnetzteil und die Schweißkabel so weit wie möglich von Ihrem Körper entfernt.
DÄMPFE UND GASE -- Dämpfe und Gase können insbesondere in engen Bereichen zu Unbehagen oder
Gesundheitsschäden führen. Atmen Sie Dämpfe und Gase nicht ein. Schweiß- und Plasma-Schutzgase
können zum Ersticken führen.
Daher:
1. Sorgen Sie im Arbeitsbereich immer für eine angemessene Belüftung mittels natürlicher oder mechanischer
Mittel. Schweißen, Schneiden oder Fugenhobeln Sie Materialien wie verzinkten Stahl, Edelstahl, Kupfer, Zink,
Blei, Beryllium oder Cadmium nur dann, wenn eine mechanische Überdruckbelüftung bereitgestellt ist. Atmen
Sie die Dämpfe dieser Materialien nicht ein.
2. Arbeiten Sie nicht in der Nähe von Bereichen, in denen entfettet oder lackiert wird. Die Hitze oder Lichtbogenstrahlung kann mit chlorierten Kohlenwasserstoffdämpfen reagieren und das hochgiftige Gas Phosgen oder
andere reizende Gase bilden.
3. Falls es bei der Arbeit zu einer vorübergehenden Reizung der Augen, Nase oder Atemwege kommt, ist dies ein
Anzeichen für eine unzureichende Belüftung. Stellen Sie die Arbeiten ein und ergreifen Sie die erforderlichen
Maßnahmen, um die Belüftung des Arbeitsbereichs zu verbessern. Arbeiten Sie nicht weiter, falls die körperlichen
Beschwerden anhalten.
4. Spezifische Belüftungsempfehlungen können Sie der Norm ANSI/ASC Z49.1 entnehmen (siehe Liste unten).
5. ACHTUNG: Dieses Produkt enthält Chemikalien, darunter auch Blei, die im Staate Kalifornien als Ursache für
Geburtsfehler und andere reproduktive Schäden bekannt sind. Hände nach der Handhabung waschen.
HANDHABUNG VON GASFLASCHEN -- Gasflaschen können bei einer unsachgemäßen Handhabung bersten
und viel Gas freisetzen. Plötzlich berstende Gasflaschen, Ventile oder Druckentlastungsvorrichtungen können
Verletzungen oder Tod verursachen. Daher:
1-2 SICHERHEITSANWEISUNGEN 0-5399DE
Page 10

iCNC PERFORMANCE
1. Verwenden Sie das für das Verfahren korrekte Gas und den korrekten Druckminderer, der für den Betrieb der
Druckgasflasche ausgelegt ist. Verwenden Sie keine Adapter. Warten Sie die Schläuche und Anschlussstücke
und achten Sie auf einen guten Zustand. Befolgen Sie bei der Montage des Reglers an einer Druckgasflasche
die Betriebsanleitungen des Herstellers.
2. Sichern Sie Gasflaschen immer in aufrechter Position mit Ketten oder Riemen an geeigneten Handwagen,
Fahrgestellen, Bänken, Wänden, Pfosten oder Gestellen. Sichern Sie Gasflaschen niemals an Werktischen oder
Vorrichtungen, an denen sie Teil eines elektrischen Schaltkreises werden könnten.
3. Schließen Sie die Gasflaschenventile, wenn die Flaschen nicht verwendet werden. Bringen Sie die Ventilschutzkappen an, falls kein Minderer angeschlossen ist. Sichern und bewegen Sie Gasflaschen mit geeigneten Handwagen.
Vermeiden Sie eine grobe Handhabung von Gasflaschen.
4. Positionieren Sie Gasflaschen entfernt von Hitze, Funken und Flammen. Entzünden Sie niemals einen Lichtbogen
auf einer Gasflasche.
5. Weitere Informationen finden Sie in der Norm CGA P-1, „Precautions for Safe Handling of Compressed Gases
in Cylinders“ („Vorsichtsmaßnahmen zur sicheren Handhabung von komprimierten Gasen in Zylindern“), die bei
der Compressed Gas Association, 1235 Jefferson Davis Highway, Arlington, VA 22202, erhältlich ist.
WARTUNG DER AUSRÜSTUNG -- Fehlerhaft oder unsachgemäß gewartete Ausrüstung kann Verletzungen oder
Tod verursachen. Daher:
!
1. Lassen Sie die Installation, Fehlerbehebung und Wartungsarbeiten immer von qualifiziertem Personal durchführen.
Führen Sie keine elektrischen Arbeiten durch, sofern Sie dazu nicht qualifiziert sind.
2. Trennen Sie Stromquellen von der Stromversorgung, bevor Sie Wartungsarbeiten innerhalb der Stromquelle
durchführen.
3. Warten Sie Kabel, Erdungskabel, Verbindungen, Netzkabel und Netzteil und achten Sie auf einen sicheren Betriebszustand. Betreiben Sie keine fehlerhafte Ausrüstung.
4. Missbrauchen Sie keine Ausrüstung oder Zubehörteile. Halten Sie die Ausrüstungen entfernt entfernt von
Wärmequellen wie Öfen, feuchten Bedingungen wie Wasserpfützen, Öl oder Fett, korrosiven Umgebungen und
widrigen Witterungsbedingungen.
5. Halten Sie alle Sicherheitsvorrichtungen und Schaltschrankabdeckungen an ihrer Position und in einem guten
Zustand.
6. Verwenden Sie Ausrüstung ausschließlich für den vorgesehenen Zweck. Verändern Sie sie auf keine Weise.
ZUSÄTZLICHE SICHERHEITSHINWEISE -- Bezüglich weiterer Informationen über die sicheren Verfahren bei
Lichtbogenschweiß- und Schneidvorrichtungen fordern Sie bitte eine Kopie der Broschüre 52-529 „Precautions
!
and Safe Practices for Arc Welding, Cutting and Gouging“ („Vorsichtsmaßnahmen und sichere Verfahren beim
Lichtbogenschweißen, -schneiden und –fugenhobeln“) bei Ihrem Lieferanten an.
Wir empfehlen Ihnen darüber hinaus die folgenden Veröffentlichungen, die bei der American Welding Society, 550 N.W.
LeJuene Road, Miami, FL 33126, erhältlich sind:
1. ANSI/ASC Z49.1 - „Safety in Welding and Cutting“ (“Sicherheit beim Schweißen und Schneiden“).
2. AWS C5.1 - „Recommended Practices for Plasma Arc Welding“ („Empfohlene Verfahren für das Plasma-Lichtbogenschweißen“).
3. AWS C5.2 - „Recommended Practices for Plasma Arc Cutting“ („Empfohlene Verfahren für das Plasma-Lichtbogenschneiden“).
4. AWS C5.3 - „Recommended Practices for Air Carbon Arc Gouging and Cutting“ („Empfohlene Verfahren für das
Fugenhobeln und Schneiden“).
5. AWS C5.5 - „Recommended Practices for Gas Tungsten Arc Welding“ („Empfohlene Verfahren für das Wolfram-Inertgas-Schweißen“).
6. AWS C5.6 - „Recommended Practices for Gas Metal Arc Welding“ („Empfohlene Verfahren für das Schutzgasschweißen“).
7. AWS SP - „Safe Practices“ („Sichere Verfahren“) - Neudruck, Schweißhandbuch.
8. ANSI/AWS F4.1, „Recommended Safe Practices for Welding and Cutting of Containers That Have Held Hazardous
Substances.“ („Empfohlene Verfahren für das Schweißen und Schneiden von Behältern mit gefährlichen Stoffen“).
9. CSA-Norm - W117.2 = Safety in Welding, Cutting and Allied Processes („Sicherheit bei Schweiß-, Schneid- und
verwandten Verfahren“).
0-5399DE SICHERHEITSANWEISUNGEN 1-3
Page 11

iCNC PERFORMANCE
GEFAHR
VORSICHT
WARNUNG
VORSICHT
VORSICHT
15
VORSICHT
Bedeutung der in diesem Handbuch verwendeten Symbole: Bedeutet Achtung! Seien Sie aufmerksam! Ihre Sicherheit ist
!
Schutzart
Der IP-Code gibt die Schutzart an, d. h. den Schutzgrad gegen das Eindringen von Festkörpern oder Wasser. Ein Schutz
gegen die Berührung mit Fingern, das Eindringen von Festkörpern mit einem Durchmesser größer als 12 mm und gegen
Sprühwasser bis 60º gegenüber der Senkrechten wird bereitgestellt. Mit der Schutzart IP21S gekennzeichnete Ausrüstung
kann gelagert werden, ist jedoch nicht zur Verwendung im Freien bei Niederschlag vorgesehen, sofern der Arbeitsbereich
nicht überdacht sind.
gefährdet!
Weist auf unmittelbare Gefahren hin, die bei Nichtbeachtung zu unmittelbaren schweren oder
tödlichen Verletzungen führen.
Weist auf potenzielle Gefahren hin, die zu Verletzungen oder Tod führen können.
Weist auf Gefahren hin, die zu leichten Verletzungen führen können.
Dieses Produkt ist ausschließlich für das Plasmaschneiden vorgesehen. Alle anderen Verwendungen können Verletzungen und/oder Sachschäden verursachen.
Falls die Ausrüstung auf eine Oberäche mit einer Neigung
von mehr als 15° gestellt wird, kann sie kippen. Verletzungen
und/oder erhebliche Sachschäden sind möglich.
°
Art# A-12726
1-4 SICHERHEITSANWEISUNGEN 0-5399DE
Heben Sie das Gerät mit dem hier dargestellten Verfahren und
an den abgebildeten Befestigungspunkten an, um Verletzungen und/oder Sachschäden zu vermeiden.
Art# A-12736
Page 12

iCNC Performance
!
ABSCHNITT 2: SPEZIFIKATIONEN
2.1 Systembeschreibung
iCNC Performance ist für die Steuerung von Schneidmaschinen gedacht. iCNC Performance verfügt über Bewegungskontrolle, I/O, Benutzeroberfläche und eine Optionale Plasma-Höhensteuerung in einem Paket. Diese Einheiten sind nicht im Feld
reparierbar. Bei unbefugtem Öffnen des Geräts erlischt die Garantie.
2.2 Spezifikation
Prozessor 2, Intel (sekundärer Prozessor für Bewegung und & I/O)
Betriebssystem Windows 7 integriert
Ram 2GB
Ethernet-Anschlüsse [1] RJ-[1] und [1] WLAN
USB-Ports [1] [1] An hinterer Wand (USB[1] + [1] An der Tür (USB[1]
Serielle Anschlüsse 1 RS-422/485-Anschluss an Sub-D 9-polig
Festplatte 120GB SATA SSD
Bedienpult Insgesamt 35 Tasten und ein digitales Potentiometer
Anzeige 15“ mit Touch Screen (widerstandsfähig)
Anzahl der I/O 20 Ausgänge und 16 Eingänge
I/O-Typ Aus- und Eingänge werden auf Masse gezogen
Achsen stehen zur Verfügung 1-2 Y, 1 X, Optional 1Z (iHC)
Standard-Antriebsschnittstelle Analog +-10V Geschwindigkeitssignal, Schritt/Richtung (2 Achsbefehle), zunehmende
Encoder-Eingänge
Integrierte Plasma-Höhensteuerung Optionale iHC Höhensteuerung
CNC AC Einspeisespannung (A) 24 V DC (5A), mit Optionalem iHC 24 V DC 6A.
CNC-Schutzvorrichtung Automatiksicherung
!
VORSICHT
Siehe gesamte technische Details im Wartungshandbuch 0-5401.
WARNUNG
Bedienen oder warten Sie das Gerät nicht ohne über die entsprechende Ausbildung dafür zu verfügen.
0-5399DE TECHNISCHE DATEN 2-1
Page 13

iCNC Performance
Diese Seite ist eine Leerseite.
2-2 TECHNISCHE DATEN 0-5399DE
Page 14

iCNC Performance
ABSCHNITT 3: BETRIEB
3.1 Übersicht Hauptbildschirm
Der Hauptbildschirm ist in drei Teile unterteilt.
• Info (Systemstatus)
• ProMotion Cut – Vorschau nächster Auftrag
• Aktueller Auftrag
0-5399DE Betrieb 3-1
Page 15

iCNC Performance
3.1.1 Info (Systemstatus)
Befindet sich am oberen Bildschirm Rand. Der Info-Bildschirm zeigt Systeminformationen und wird zur Diagnose und Fehlersuche/
Fehlerbehebung verwendet.
• Geschwindigkeit IPM (oder mm/min) gibt die Maschinengeschwindigkeit an.
• X und Y-Ausgaben zeigen die Absolut Position des Schneidwerkzeugs an.
• Geschwindigkeit in %. Zeigt die aktuelle, mit dem Potentiometer, gewählte Geschwindigkeit an.
• Jog-Richtungsanzeige Überwacht und zeigt an, welche Richtungs/Jog-Taste gedrückt ist.
• Bedienfeld – Über eine Schnittstelle mit den 9 Drucktasten verbunden. Überwacht, welche Taste gedrückt oder aktiviert ist.
• Jog-Richtungsanzeige Überwacht und zeigt an, welche Richtungs/Jog-Taste gedrückt ist.
3.1.2 ProMotion cut – Nächster Auftrag
Der Bildschirm “ProMotion Cut” auf der linken Bildschirmseite, ist der Ausgangspunkt zum Navigieren durch die verschiedenen
Bildschirme.
3-2 Betrieb 0-5399DE
Page 16

iCNC Performance
Öffnet das Prozessauswahlfenster.
Öffnet die Makro Bibliothek in ProMotion Nest.
Öffnet DXF / ESSI / EIA Dateien durch ProMotion Nest.
Die Zoom-Taste öffnet das Zoom-Fenster. Dadurch können Sie einen genaueren Blick auf die Teile werfen.
Öffnet das Dialogfeld Jog. Funktionen wie “Maschine zu ... fahren” und “Längsschnitt” befinden sich hier.
In dem Info Fenster, werden Informationen über die Software angezeigt. Außerdem lässt sich hier das Schnittprogramm
im Trockenlauf testen und die Sprache verstellen.
0-5399DE Betrieb 3-3
Page 17

iCNC Performance
3.1.3 Aktueller Auftrag
Das Fenster “Aktueller Auftrag” auf der rechten Bildschirmseite zeigt den derzeitigen Schnittvorgang mit Echtzeit-Nachverfolgung an.
Normalerweise grau dargestellt. Aktiviert, wenn ein Schneideprogramm gestoppt wird, indem “Brenner
Ein/Aus” oder der Knopf “stopp-Sichern”, der sich am Bedienfeld der Steuerung befindet, gedrückt wird. Durch Auswahl von Programm
stornieren wird die aktuelle Aufgabe beendet oder es wird zum Probelauf übergegangen.
Normalerweise grau dargestellt, wird aktiviert, wenn ein Schneideprogramm gestoppt und die Taste Manueller Modus ausgewählt wird. Wird bestätigt, dass ein Bearbeitungsprogramm auf eine Platte passt, z. B. im Probelauf-Modus, wird es
das Programm im gleichen Abstand neu positionieren, wie die Brennerbewegung.
Normalerweise grau dargestellt. Aktiviert, wenn ein laufendes Programm gestoppt wird und der Knopf
“Manueller Modus” ausgewählt wurde. Durch Auswahl von Wiederherstellung Schneidpfad wird der Einstichzyklus wieder an dem Punkt
gestartet, an dem der Brenner sich befindet, und der Rückschub zum ursprünglichen Programmpfad ermöglicht.
Durch Auswahl der Taste Schneideparameter neu anpassen wird dem Bediener ermöglicht,
bestimmte Parameter, wie beispielsweise Schnittgeschwindigkeiten, Kriechgeschwindigkeit/-zeit und Verzögerungen, spontan im Schneideprogramm zu verändern. Das beseitigt die Notwendigkeit, die Maschine zu stoppen, um diese Änderungen vorzunehmen.
Aktualisieren Sie den aktuellen Aufgaben-Bildschirm.
Durch Auswahl von Vorschau nächste Aufgabe wird das nächste Programm vom Bildschirm Vorschau nächste
Aufgabe übertragen, ohne die Schnittfolge zu aktivieren. Das ist während des Schneidens grau dargestellt.
Durch Auswahl von Spur anzeigen während des Schneidvorgangs wird der Schneidpfad vergrößert angezeigt.
3-4 Betrieb 0-5399DE
Page 18

iCNC Performance
Der Kasten Erneut schneiden gibt die Möglichkeit, eine aktuelle Aufgabe zu unterbrechen und zu speichern
und eine gespeicherte Aufgabe neu zu starten.
• Stornieren – Jegliche ausgewählte Funktionen im Kasten “Erneut schneiden” stornieren
• Neuen startpunkt anzeigen – Die Auswahl dieser Funktion ermöglicht dem Bediener, den Einstichpunkt anzuzeigen, der den
Schnitt beginnen wird. Teile vor der Auswahl werden ignoriert.
• Neustart - Nach Ortung eines neuen Einstichpunkts Neustart auswählen, um den Schneidezyklus zu starten
• Zoom – Ermöglicht eine einfachere Einstichpunktpositionierung in einer Verschachtelung durch Vergrößern eines Teils
• Aufgabe speichern – Speichert bestehendes unterbrochenes Programm in einer temporären Datei
• Neuladen gespeicherte Aufgabe - Bringt das unterbrochene gespeicherte Programm aus der temporären Datei zurück
0-5399DE Betrieb 3-5
Page 19

iCNC Performance
3.2 Prozessauswahl / Plasma und Gas
1
8
2
5
3
6
4
7
In diesem Fenster können Sie den Prozess auswählen, der zum Schneiden oder Bearbeiten bestehender Prozesse verwendet wird.
1. Durch Klicken auf “Gas” wird die Einstellungsauswahl der GasParameter geöffnet.
2. Durch Klicken auf “Plasma” wird das Fenster “Plasmaprozess” geöffnet.
3. Einstellungen öffnet gängige Einstellungen wie Werkzeugversatz, Eilgeschwindigkeit usw.
4. Minimiert das Fenster.
5. Zeigt das Material an. Sind mehrere Materialien vorhanden, können Sie zwischen den Materialien abwechseln.
6. Wählen Sie die Stärke aus
7. Wendet den ausgewählten Prozess an und setzt alle Schneideparameter fest.
8. Erlaubt das Bearbeiten des ausgewählten Prozesses.
HINWEIS!
Weitere Einzelheiten unter 3.14 „Fortgeschrittene Charakteristiken der Prozessauswahl” auf Seite 3-20.
3.2.1 Plasma-Setup
Die Bereichsdefinitionen unter dem Tab „Schneideprozess“ werden unten am Bildschirm „Thermal Screen“ angezeigt.
3-6 Betrieb 0-5399DE
Page 20

iCNC Performance
1
2
3
4
1. Verwenden Sie die Aufklappfelder, um das zu schneidende Material und die Stärke auszuwählen.
2. Die für das ausgewählte Material und die ausgewählte Stärke zur Verfügung stehenden Schneidverfahren werden zusammen mit
Informationen angezeigt, die angeben, welches Verfahren „B” ist, was für beste Schnittqualität steht. „F” für schnellste Schnittgeschwindigkeit. „R” verwendet das robotergesteuerte Verbrauchsmaterial zum Bearbeiten der Kanten. „M” zeigt die maximale
Einstechdicke an. Wählen Sie das gewünschte Verfahren durch Klicken auf die Schneideverfahrensnummer und Klicken auf die
Taste „Anwenden” aus. Wenn „Aktueller Prozess” gleich “Ausgewählter Prozess” ist, ist das Plasma bereit, zu schneiden. Wird
„Plasma nicht bereit“· in rot angezeigt, überprüfen Sie, ob das Plasma über einen Schalter, der sich auf dem Bedienfeld des iCNC
befindet, aktiviert wurde.
3. In diesem Bereich wird das Verbrauchsmaterial angezeigt, das für den ausgewählten Prozess verwendet werden soll. Klicken Sie
auf “Bild zeigen”, um ein Bild der Verbrauchsmaterialien zu sehen.
4. Dieser Bereich zeigt den Schneidstrom und die Gasdrücke an, die für den ausgewählten Schneideprozess verwendet werden.
0-5399DE Betrieb 3-7
Page 21

iCNC Performance
3.3 Tasten Bedienfeld
Das Bedienfeld der iCNC Performance befindet sich unter dem LCD-Grafikbildschirm. Die meisten Maschinenbewegungs- und
Schneidefunktionen werden über diese Bedienzentrale gestartet.
3.3.1 Geschwindigkeitspotentiometer
Durch Drehen des Potentiometers gegen den Uhrzeigersinn wird die tatsächliche Geschwindigkeit im Vergleich zur Programmierten
Geschwindigkeit gesenkt. Dieses Potentiometer wird nur in Sonderfällen verwendet, wie die vorübergehende Verlangsamung der
Schnittgeschwindigkeit. Durch Drehen der Scheibe auf unter 100 % wird das Hold-/Ecksignal des Brenners aktiviert, wodurch die
automatische Brenner-Höhensteuerung in dieser Höhe blockiert wird. In den meisten Fällen ist das Geschwindigkeitspotentiometer
100% gegen den Uhrzeigersinn eingerichtet.
3.3.2 Richtung Jog-Tasten
MANUELLER MODUS muss aktiviert werden, bevor die Jog-Funktion verwendet wird. Drücken und halten Sie eine Richtungstaste gedrückt, und die Maschine wird sich in diese Richtung bewegen. Durch Loslassen der Taste wird die Maschine gestoppt. Durch Drücken
und Gedrückt-Halten von zwei nebeneinander liegenden Richtungstasten werden beide Achsen gleichzeitig in eine 45-Grad-Richtung
bewegt.
3-8 Betrieb 0-5399DE
Page 22

iCNC Performance
!
3.3.3 Taste “Manueller Modus”
Durch Drücken der Taste MANUELLER MODUS wird die Möglichkeit zum Verschieben und Neupositionieren der Maschine
aktiviert.
VORSICHT
Durch erneutes Drücken der Taste MANUELLER MODUS wird der manuelle Modus
!
3.3.4 Nulltaste
Setzt die X- und Y-Zähler nach Ortung eines neuen Einstichpunkts auf dem Tisch durch Betätigung der JOG-Funktionstasten auf NULL
zurück.
Ausgeschaltet und Sie werden gefragt, ob Sie die Maschine auf die letzte bekannte
Parkposition zurückkehren lassen möchten.
HINWEIS: Das Drücken der Zero-Taste wird die Taste “Manueller Modus” automatisch ausschalten, sollte diese aktiviert gewesen sein.
3.3.5 Start-Taste
Sendet das Schneideprogramm vom Bildschirm „Vorschau nächste Aufgabe” zum Bildschirm „Aktuelle Aufgabe”, um ausgeführt zu
werden, und startet die Schneidzyklussequenz. Die Start-Taste leuchtet auf und bleibt während der gesamten Ausführung des Programms eingeschaltet. Es können keine Programme an den aktuellen Aufgaben-Bildschirm übertragen werden, wenn die start-Taste
eingeschaltet ist.
HINWEIS: Wir die Taste während einer Programmierten Verzögerung gedrückt, wird die Verzögerung umgehend beendet, ohne dass
dabei die unterbrochene Zeit der Verzögerung in den Schneideparametern festgehalten wird.
3.3.6 Brenner EIN/AUS-Taste
Durch Drücken der Taste BRENNER EIN/AUS, wenn der manuelle Modus aktiviert ist, wird der Schneideprozess entweder manuell
gestartet oder Ausgeschaltet.
VORSICHT
Wenn die start-Taste aktiviert und die Schnittfolge gestartet wird, leuchtet die BRENNER EIN/AUS-Taste
automatisch auf und zeigt an, dass der Brenner eingeschaltet ist und die Schnittfolge gestartet wurde.
Wenn das Programm endet, geht das Licht automatisch aus und zeigt dadurch das Schnittende an.
Wird BRENNER EIN/AUS während des Schneideprozesses gedrückt und wieder losgelassen, halten die
Maschinenbewegung und das Schneiden an. Durch erneutes Drücken dieser Taste wird die Maschinenbewegung und die Schnittfolge mit allen programmierten Verzögerungen gestartet.
HINWEIS: Sie können “BRENNER EIN/AUS” nicht für manuelles Scheiden, z.B. von Verschnittlinien verwenden. Hand-Taste ein, drücken
Sie BRENNER EIN und die Bohrsequenz startet. Sofort nach dem Drücken von BRENNER können Sie eine Richtungstaste drücken, die
Maschine wird nicht mit der Bewegung anfangen, bevor die Einstichsequenz beendet ist.
0-5399DE Betrieb 3-9
Page 23

iCNC Performance
3.3.8 Tasten Beschleunigen/Bremsen
Kurzes Drücken erhöht oder Rotuziert die Ist- und Soll-Geschwindigkeit in kleinen Schritten. Langanhaltendes Drücken ändert die
Geschwindigkeiten schneller. Die Drucktasten leuchten jeweils während der automatischen Eckbeschleunigung und -bremsung auf.
3.3.9 Vorwärtstaste
Die Taste NACH VORNE BEWEGEN leuchtet immer, wenn ein Programm ausgeführt wird. Durch Drücken der Taste Brenner Ein/Aus
wird die Maschine gestoppt und die Taste Nach vorne bewegen Ausgeschaltet. Zu diesem Zeitpunkt wird sich durch das Drücken
des Knopfes NACH VORNE BEWEGEN die Maschine auf dem Programmierten Pfad nach vorne bewegen, ohne zu schneiden. Durch
erneutes Drücken der Taste NACH VORNE BEWEGEN wird die Maschinenbewegung gestoppt.
HINWEIS: Drehen Sie das Geschwindigkeitspotentiometer gegen den Uhrzeigersinn, wenn Sie de Funktion NACH VORNE BEWEGEN
für eine präzisere Steuerung verwenden.
3.3.10 Taste stopp / Backup
Drücken Sie während des Schneideprozesses die Taste STOPP Backup und lassen Sie sie wieder los, um die Schnittfolge zu stoppen
und die Maschinenbewegung anzuhalten. Drücken Sie erneut die Taste STOPP Backup und lassen Sie sie wieder los, um die Maschine rückwärts zu bewegen oder ein Backup auf dem Pfad durchzuführen. Durch erneutes Drücken der Taste STOPP Backup wird die
Bewegung gestoppt.
HINWEIS: Sowohl die Taste “STOPP-Backup” als auch die Taste Brenner ein/aus funktionieren auf identische Art und Weise, wenn ein
Schneideprogramm läuft. Durch Drücken beider Tasten wird der Schneidvorgang gestoppt.
3-10 Betrieb 0-5399DE
Page 24

iCNC Performance
!
3.4 EIN/AUS-Taste Beschreibungen und Funktionen
VORSICHT
Die meisten Tasten verfügen über 2 Funktionen, verschiedenfarbigen LEDs zeigen den
!
3.4.1 Eingangsleistungsschalter
Drücken Sie die Taste und halten Sie sie fünf Sekunden lang gedrückt, und sie wird die CNC wieder mit Strom versorgen.
Die einzige Möglichkeit, die Stromversorgung auszuschalten, ist Windows herunterzufahren. Das schaltet den gesamten Strom in
der Steuerung aus.
3.4.2 Antriebsschalter
Zustand an. Durch Drücken einer Taste wird zwischen der Funktion EIN/AUS hin- und
hergeschaltet und durch 3 Sekunden langes Gedrückt-Halten der Taste wird die Funktion auf
AUTO umgeschaltet. Grünes LED bedeutet EIN-Zustand und oranges LED bedeutet AUTO-Zustand. Sind beide LEDs AUS, ist der Zustand AUS.
• ON schaltet die Servofreigabe ein und ermöglicht die Maschinenbewegung.
• AUS verhindert die Maschinenbewegung.
Hinweis: Leuchtet das LED der Antriebsfreigabe grün, sind die Antriebe aktiviert. Wenn die LED orange ist, wurde die Taste gedrückt,
aber die Software beschränkt die Aktivierung der Ausgabe.
3.5 Hilfsschalter Beschreibung und Funktion
VORSICHT
Die meisten Tasten verfügen über 2 Funktionen und die verschiedenfarbigen LEDs
zeigen den Zustand an. Durch Drücken einer Taste wird zwischen der Funktion EIN/
AUS hin- und hergeschaltet und durch 3 Sekunden langes Gedrückt-Halten der Taste wird die Funktion auf AUTO umgeschaltet. Grünes LED bedeutet EIN-Zustand und
oranges LED bedeutet AUTO-Zustand. Sind beide LEDs AUS, ist der Zustand AUS.
3.5.1 Zeiger
• Die EIN-Position aktiviert die Zeigerausgabe.
• Die AUS-Position verhindert die Zeigerausgabe-Aktivierung.
0-5399DE Betrieb 3-11
Page 25

iCNC Performance
3.5.2 Plasma EIN/AUS
• Die EIN-Position schaltet die Plasma-Stromquelle ein.
• Die AUS-Position schaltet die Plasma-Stromquelle aus.
3.5.3 Aux 1-3 Ein/Aus/Auto
• Die EIN-Position aktiviert das Hilfsgerät, wie beispielsweise den Wassertisch.
• AUTO Position aktiviert das Hilfsgerät, wie beispielsweise den Wassertisch, wenn ein Schneideprogramm aktiv ist.
• Die AUS-Position schaltet das Hilfsgerät, wie beispielsweise den Wassertisch, aus.
3.5.4 Absaugung Ein/AUS/Auto
• Die EIN-Position aktiviert den Abluftventilator.
• AUTO Position aktiviert den Abluftventilator, wenn ein Schneideprogramm aktiv ist.
• Die AUS-Position schaltet den Abluftventilator aus.
3.6 Plasma-Taste Beschreibungen und Funktionen
VORSICHT
Die meisten Tasten verfügen über 2 Funktionen und die verschiedenfarbigen LEDs zeigen den Zustand an.
!
3.6.1 Herauf / Herunter
• Die Herauf / Herunter Taste bewegt den Plasmabrenner nach oben/nach unten.
3.6.2 Plasma Ein/Aus/Auto
Durch Drücken einer Taste wird zwischen der Funktion EIN/AUS hin- und hergeschaltet und durch 3 Sekunden langes Gedrückt-Halten der Taste wird die Funktion auf AUTO umgeschaltet. Grünes LED bedeutet
EIN-Zustand und oranges LED bedeutet AUTO-Zustand. Sind beide LEDs AUS, ist der Zustand AUS
• Die EIN-Position aktiviert die Plasmastartausgabe.
• AUTO Position aktiviert die Plasmaausgabe, wenn ein Schneideprogramm aktiv ist.
• Die AUS-Position schaltet die Plasmastartausgabe aus.
3-12 Betrieb 0-5399DE
Page 26

iCNC Performance
3.7 Oxyfuel-Taste Beschreibungen und Funktionen
VORSICHT
Die meisten Tasten verfügen über 2 Funktionen und die verschiedenfarbigen LEDs zeigen
!
3.7.1 Vorhitze Ein/Aus/Auto
Dieser Schalter steuert die Autogen-Niedrige Vorhitze-Gase.
• Die EIN-Position öffnet das Magnetventil für geringe Vorhitze.
• Schalten Sie die Gase AUS, indem Sie die Taste einmal drücken.
• AUTO Position wird dem Schneideprogramm erlauben, das Magnetventil für hohe Vorhitze bei Bedarf zu öffnen
• Die AUS-Position hindert ein Schneideprogramm am Öffnen des Magnetventils für Vorhitze
den Zustand an. Durch Drücken einer Taste wird zwischen der Funktion EIN/AUS hin- und
hergeschaltet und durch 3 Sekunden langes Gedrückt-Halten der Taste wird die Funktion auf
AUTO umgeschaltet. Grünes LED bedeutet EIN-Zustand und oranges LED bedeutet AUTO-Zustand. Sind beide LEDs AUS, ist der Zustand AUS.
3.7.2 Vorhitze Ein/Aus/Auto
Dieser Schalter steuert die Autogen-Hohe Vorhitze-Gase.
• Die EIN-Position öffnet das Magnetventil für hohe Vorhitze.
• Schalten Sie die Gase AUS, indem Sie die Taste einmal drücken.
• AUTO Position wird dem Schneideprogramm erlauben, das Magnetventil für hohe Vorhitze bei Bedarf zu öffnen
• Die AUS-Position hindert ein Schneideprogramm am Öffnen des Magnetventils für hohe Vorhitze.
3.7.3 ZEIT AUFZEICHNEN
ZEIT AUFZEICHNEN
Während jeglicher Verzögerung am Anfang oder Ende des Schneideprozesses wird diese Taste aufleuchten. Gleichzeitig zählt ein Zähler
auf dem Bildschirm die fehlenden Sekunden bis zur Stromverzögerung.
Wird diese Taste während einer Programmierten Verzögerung gedrückt, wird die Verzögerung sofort beendet. Das System speichert
die unterbrochene Verzögerungszeit und verwendet diese neue Verzögerungszeit bei den nächsten Einstichen.
3.7.4 Herauf/Herunter
• Die Herauf / Herunter Taste bewegt den Autogenbrenner nach oben/nach unten.
0-5399DE Betrieb 3-13
Page 27

iCNC Performance
3.7.5 Zündung An/Aus/Auto
• Die EIN-Position aktiviert den Zünder.
• AUTO Position wird dem Schneideprogramm erlauben, den Zünder bei Bedarf zu aktivieren.
• Die AUS-Position hindert das Schneideprogramm daran, den Zünder zu aktivieren.
3.7.6 Auto Höhe An/Aus/Auto
• Die EIN-Position aktiviert die kapazitive Höhenabtastung.
• AUTO Position wird dem Schneideprogramm erlauben, die kapazitive Höhenabtastung bei Bedarf zu aktivieren.
• Die AUS-Position hindert das Schneideprogramm daran, die kapazitive Höhenabtastung zu aktivieren.
3.7.7 Schneidsauerstoff Ein/AUS/Auto
• Die EIN-Position aktiviert das Schneidsauerstoff-Magnetventil
• AUTO Position wird dem Schneideprogramm erlauben, das Schneidsauerstoffventil bei Bedarf zu öffnen
• Die AUS-Position hindert das Schneideprogramm daran, das Schneidsauerstoff-Magnetventil zu öffnen.
3.8 Startverfahren
Schalten Sie das System ein, indem Sie den Netzschalter auf der äußersten linken Seite des Geräts 5 Sekunden lang drücken. Wird mit
Strom versorgt, nimmt die iCNC Performance ungefähr 1-2 Minuten in Anspruch, um die interne Diagnose zu durchlaufen und vollständig
hochzufahren. Nach dem Hochfahren zeigt der Bildschirm “ProMotion Work”, “Vorschau nächste Aufgabe” und “Aktuelle Aufgabe” mit Info
(Systemstatus) an. Außerdem sehen Sie die gelbe Nulltaste blinken. Es wird automatisch gestoppt.
HINWEIS: Die blinkende Zero-Taste zeigt an, dass der zweite CPU (der für die Maschinenbewegung verwendet wird) korrekt gebootet hat.
Die Nulltaste blinkt 41 mal.
Schalten Sie den Antrieb EIN, aktivieren Sie die Antriebsfreigabe, um die Antriebe zu aktivieren. Es könnte das Dialogfeld REFERENZIERUNGSPROZESS STARTEN erscheinen.
3.8.1. Abschalten / Netzspannung trennen
Nachdem Sie eine sichere Parkposition erreicht haben, deaktivieren Sie die Antriebe, indem Sie die Antriebsfreigabe auf “AUS” stellen. Schalten Sie die Steuerung durch normales Herunterfahren von Windows aus. Klicken Sie auf “start” (linke untere Ecke) auf der
Taskleiste von Windows und klicken Sie dann auf “Schließen”.
Nachdem die Steuerung heruntergefahren wurde, wird diese sich ausschalten.
HINWEIS: Ist dies möglich, macht das Parken der Maschine in der Nähe der Referenzschalter die Referenzierung der Maschine schnell
und einfach, wenn der iCNC Performance wieder hochgefahren wird.
3-14 Betrieb 0-5399DE
Page 28

iCNC Performance
3.9 Referenziervorgang
Während des anfänglichen Hochfahrens könnte der iCNC Performance eine Dialogbox “Referenziervorgang starten” zeigen. Wählen Sie “Ja”
aus, lokalisiert die Maschine automatisch die startposition am Absolutn Nullpunkt. Standardmäßig wird dies in der unteren linken Ecke des
Schneidetisches eingestellt, in diesem Falle handelt es sich jedoch um ein Auswahlfeld in den EinstellungsParametern. Wählen Sie “Nein”
aus, verschwindet die Dialogbox und keine Bewegung wird ausgeführt.
3.10 Jog
Bei Auswahl der Jog-Taste, wird das Jog-Dialogfeld angezeigt.
Sie können das Jog-Werkzeug nur dann verwenden, wenn ein Schneideprogramm nicht ausgeführt wird und die Steuerung sich nicht im
manuellen Modus befindet. Verwenden Sie dieses Werkzeug, um die Maschine in eine Position zu fahren (X, Y), oder sie in einen Abstand
(X, Y) zur aktuellen Position zu bringen. Das Fahren erfolgt normalerweise in Eilgeschwindigkeit. Es ist auch möglich, mit diesem Werkzeug
zu schneiden, wenn Sie den Kasten “Längsschnitt” angekreuzt haben.
Wird “Programmrotation” angekreuzt, werden die Koordinaten Ihrer Fahrt gemäß der Programmrotation korrigiert. Die Programmrotation
wird im Bildschirm Parameter-Schnellansicht eingestellt.
0-5399DE Betrieb 3-15
Page 29

iCNC Performance
Versätze
Besteht die Notwendigkeit, häufig dieselbe Strecke zu fahren (z.. Plasmabrenner zu derselben Position, an der sich der Gasbrenner befand)
ist es von nutzen, diese Abstände als Versatzabstände (Abstand 1 und 2) zu speichern. Auf diese Weise können Sie den Standardversatz
durch einfaches Klicken einer Taste verwalten.
Tische
Es ist möglich, mehrere verschiedene Ausgangspositionen zu definieren. Diese können verwendet werden, um die Ausgangspositionen von
verschiedenen Platten auf dem Schneidtisch, oder verschiedene Schneidtische zu definieren. Wählen Sie die Tischnummer aus der Liste
aus und klicken Sie auf die Taste Fahre zu. Die Maschine fährt zur festgelegten Ausgangsposition des ausgewählten Tischs.
Programm-Nullstellungen
iCNC Performance will save the Koordinaten for last 5 Programm starts relative to the Absolut 0.0 position. Sie können den gewünschten
Programm-Nullpunkt aus der Aufklappliste auswählen und Fahre zu anklicken.
Stellen Sie durch Klicken der Taste Hier Absolutn 0,0 einstellen den Absolutn Nullpunkt (Referenzierort) ein. Dieses Werkzeug wird benötigt,
wenn die Programmierten Arbeitsbereichsgrenzen verwendet werden. Diese Begrenzungen forcieren die Maschine zu stoppen, bevor sie
auf die elektrischen Endschalter trifft. Die Einstellung der Absolut-Null-Position kann auch automatisch erfolgen, wenn die Maschine jedes
Mal, wenn die Steuerung eingeschaltet wird, zur vordefinierten Null-Position gefahren wird. Die Absolut-Null-Position wird auch benötigt,
wenn die Notwendigkeit besteht, mehrere Ausgangspositionen einzustellen.
3.11 Parameter-Schnellansicht
Der Parameter-Schnellansicht-Bildschirm öffnet sich automatisch, wenn ein Programm von ProMotion Nest zum Schneiden gesendet
wird, oder wenn die Setup-Taste angeklickt wird. Der Schnellansicht-Bildschirm ermöglicht dem Bediener, die am häufigsten verwendeten
variablen Parameter schnell zu ändern. Bietet auch Optionen für die Plattenausrichtung und erweiterten Setup.
Schnittfugenbreite
Gibt das Maß der Schnittfuge (Kompensation) an, die auf das Schneideprogramm angewendet wird. Bei der Auswahl der Schnittfugenmenge
sollte vorsichtig vorgegangen werden. Ein zu hoher Wert kann zu einer Veränderung des Programms führen, insbesondere, wenn ein Radius
eines Bogens kleiner als der Schnittfugenwert ist.
Schnittgeschwindigkeit
Das ist die Geschwindigkeit des Schneideprozesses .
Programmrotation
Jeglicher Wert (Grad) wird das Schneideprogramm rotieren. Wird eine Plattenausrichtung durchgeführt, wird die Drehung der gekrümmten
Platte automatisch hier eingegeben. Durch Klicken auf +/- 90 wird das BearbeitungsProgramm in Intervallen von 90 Grad rotieren. Durch
Klicken auf einen Nullkasten wird jeglicher Rotationswert auf null Grad gelöscht.
IHS/ Plasmastart
Zeit für den Brenner, auf Zündungshöhe zu gehen und den Plasmalichtbogen zu zünden. Jegliche Zeitüberschreitung wird verworfen und
die nächste Verzögerung wird ausgeführt (Einstichverzögerung)
Einstichverzögerung
Das ist ein Bewegungsverzögerung, nachdem das Einstechen gestartet ist.
3-16 Betrieb 0-5399DE
Page 30

iCNC Performance
Parametereinstellung (Plasma)
Wurden diese im Bildschirm “Fortgeschrittene Konfiguration” ausgewählt, werden der verwendete Materialtyp, die Dicke und das Werkzeug
hier erscheinen, um den Bediener zur Auswahl der aktuellen Parameter zu führen.
HINWEIS!
Zusätzliche Verzögerungen oder anpassbare Zeitdialogfenster könnten in Abhängigkeit davon erscheinen, wie die Steuerung von einem Erstausrüster oder Installateur
eingestellt wurde.
3.11.2 Plattenausrichtung
Das Aktivieren von “Plattenausrichtung” ist eine schnelle und einfache Art und Weise, zwei Punkte an der Ecke einer gekrümmten Platte
auszuwählen. Das Durchführen dieser Übung dreht ein Teil oder die Programmverschachtelung automatisch um den gleichen Wert der
Plattenkrümmung, so dass es genau auf die Platte passt, wodurch Ausschuss oder manuelle Plattenquadratur verringert werden.
Zur Verwendung der Plattenausrichtungsfunktion, lokalisieren Sie eine Ecke oder Plattenkante und klicken Sie auf Punkt 1 hier festlegen.
Wählen Sie aus, welche Richtung der nächste Punkt in Bezug auf die erste Lage hat, gehen Sie zum zweiten Punkt, und bestätigen Sie Punkt
2 hier. Das dreht das Programm automatisch, um sich an die gekrümmte Platte anzupassen
3.12 Wie man vorgeht, wenn etwas passiert
3.12.1 Wie man ein Schneideprogramm storniert
1. Stoppen Sie die Maschinenbewegung und den Schneidvorgang durch Drücken von BRENNER EIN/AUS oder STOPP Backup.
2. Verwenden Sie die linke Maustaste, um die Taste PROGRAMM LÖSCHEN an der Oberseite des Bildschirms Aktuelle Aufgabe
anzuklicken.
3. Warten Sie, bis sich ein neues Dialogfeld öffnet, das sagt, dass die Maschine zum 0,0-Punkt zurückfahren muss. Klicken Sie auf
„OK“ und die Maschine kehrt zum 0,0-Punkt zurück (Ursprünglicher Startpunkt des stornierten Programms).
Möchten Sie das Programm während einer schnellen Bewegung beenden, handelt es sich um so gut wie dasselbe Verfahren. Der einzige
Unterschied liegt darin, dass Sie die Maschine mit der Taste STOPP Backup anstelle der Taste BRENNER EIN/AUS stoppen.
3.12.2 Schwierigkeiten beim Durchstechen
HINWEIS!
Schlägt der Einstich im Plasmamodus fehl, hält die Maschine an.
1. Stellen Sie bei Bedarf die Geschwindigkeit mithilfe des GESCHWINDIGKEITsknopfes langsamer.
2. Fahren Sie langsam zurück, indem Sie STOPP Backup drücken und halten und die Maschine wird auf dem Programmpfad umdrehen.
3. Stoppen Sie die Bewegung nach dem verpassten Einstichpunkt durch erneutes Loslassen von STOPP Backup.
4. Drehen Sie die GESCHWINDIGKEIT zurück auf 100 %.
3. Starten Sie das Programm erneut durch Drücken von NACH VORNE BEWEGEN.
Schlägt der Einstich beim ersten Programmierten Einstichpunkt fehl, beginnen Sie eine neue Einstichsequenz, indem Sie auf BRENNER
AN/AUS drücken.
Bitte beachten Sie, dass die Rückwärtsbewegung ohne Schneiden so eingestellt werden kann, dass die Geschwindigkeit automatisch
verringert wird.
0-5399DE Betrieb 3-17
Page 31

iCNC Performance
3.12.3 Wenn das Schneiden fehlschlägt
Wird das Schneiden z.B. wegen zu hoher Geschwindigkeit beendet:
1. Stoppen Sie die Bewegung und den Schneidvorgang durch Drücken von BRENNER EIN/AUS oder STOPP Backup.
2. Stellen Sie bei Bedarf die Geschwindigkeit mithilfe des GESCHWINDIGKEITsknopfes langsamer.
3. Fahren Sie langsam zurück, indem Sie STOPP Backup drücken und halten und die Maschine wird umdrehen.
4. Halten Sie die Bewegung durch Loslassen von STOPP Backup an.
3. Drehen Sie die GESCHWINDIGKEIT zurück auf 100 %.
6. Klicken Sie auf die Taste Schneideparameter NEU ANPASSEN auf dem Bildschirm “Aktuelle Aufgabe”.
7. Passen Sie die Schnittgeschwindigkeit neu auf einen niedrigeren Wert an, indem Sie in den Kasten klicken, verwenden Sie das
Mausrad, um einen neuen Wert einzugeben, und klicken Sie auf OK.
8. Starten Sie die Schneideverzögerungen und den Schneidvorgang mit BRENNER EIN/AUS. Nach einer Verzögerungszeit startet die
Maschine automatisch.
9. Passen Sie bei Bedarf die startgeschwindigkeit mithilfe des GESCHWINDIGKEITsknopfes langsamer.
10. Während des Schneidens kann die Schnittgeschwindigkeit ganz einfach durch Drücken der blauen Tasten BESCHLEUNIGEN/
BREMSEN angepasst werden. Mit jedem kurzen Drücken steigt die Geschwindigkeit um 1/2 ipm (10 mm/mn) an oder fällt ab.
3.12.4 Manuelles Schneiden
1. Drücken Sie die Taste MANUELLER MODUS und lassen Sie sie wieder los.
2. Fahren Sie die Maschine zum gewünschten Durchbohrpunkt, indem Sie die Jog-Tasten verwenden.
3. Drücken Sie die Taste BRENNER EIN/AUS und lassen Sie sie wieder los, um den Schneidzyklus zu starten.
4. Drücken Sie auf die Jog-Tasten in die gewünschte Richtung, um die Bewegung zu starten.
3. Drücken Sie BRENNER EIN/AUS, um den Schneidvorgang zu stoppen, und lassen Sie die JOG-Taste los, um die Bewegung zu
stoppen.
6. Drücken Sie die NULL-Taste und lassen Sie sie wieder los, wenn Sie an diesem Ort bleiben möchten. MANUELLER MODUS endet
automatisch. Möchten Sie zu dem Punkt zurückkehren, an dem Sie den MANUELLEN MODUS begonnen haben, drücken Sie
einfach die Taste MANUELLER MODUS und lassen Sie sie wieder los. Die Taste beginnt zu blinken, und die Maschine läuft zurück
an diesen Punkt.
3.12.5 Programmiertes manuelles Schneiden
HINWEIS!
Die Taste MANUELLER MODUS muss AUS sein, wenn dieses Verfahren angewandt wird.
Auf dem Schneidebildschirm befindet sich eine JOG-Taste für Programmiertes manuelles Schneiden.
1. Fahren Sie den Brenner zum gewünschten Durchbohrpunkt und lassen Sie die ZERO-Taste los.
2. Öffnen Sie das Dialogfeld durch Klicken der JOG-Taste. Verwenden Sie das Mausrad, um die genaue Entfernung X und Y einzugeben, die sich die Maschine bewegen soll.
3. Überprüfen Sie den Kasten “Längsschnitt”.
4. Klicken Sie auf “Maschine antreiben”. Die Maschine startet den Schneidzyklus und fährt den Programmierten Pfad entlang. Am
Ende des Pfades wird automatisch der Brenner Ausgeschaltet und die Maschine hält an.
3-18 Betrieb 0-5399DE
Page 32

iCNC Performance
3.12.6 Probelauf, kein Schneiden
Das ermöglicht ein schnelleres Einrichten, um ein Programm neu auf der Platte zu positionieren, wodurch die Notwendigkeit, die
Platte neu zu positionieren, beseitigt wird.
1. Rufen Sie das gewünschte Programm auf dem Bildschirm “Nächste Aufgabe” auf.
2. Bringen Sie das Schneideprogramm zum Fenster AKTUELLE AUFGABE, indem Sie auf die Taste “Vorschau nächste Aufgabe”
drücken
3. Drücken Sie die Taste MANUELLER MODUS und lassen Sie sie wieder los.
4. Fahren Sie den Brenner zum gewünschten startpunkt des Programms, indem Sie die Jog-Tasten verwenden. Drücken Sie die
NULL-Taste.
3. Klicken Sie die Taste “ACT” auf dem Schneidebildschirm und klicken Sie auf den Kasten “Probelauf”.
6. Geben Sie eine TESTmodus-Geschwindigkeit ein und klicken Sie auf LOS.
7. Die Maschine führt den Programmierten Pfad aus, ohne den Befehl zum Einschalten des Plasmas zu geben.
8. Verlässt der Brenner die Platte, drücken Sie die Taste BRENNER EIN/AUS und lassen Sie sie wieder los.
9. Schalten Sie den MANUELLEN MODUS durch Drücken und wieder Loslassen der Taste MANUELLER MODUS ein. Stellen Sie mit
dem SPEED-Regler eine langsame Geschwindigkeit ein und verwenden Sie die Jog-Tastenknöpfe, um den Brenner wieder auf der
Platte zu positionieren.
10. Klicken Sie auf den Text MOVE Programm auf dem Bildschirm “Aktueller Auftrag”.
11. Schalten Sie den MANUELLEN MODUS durch Drücken und wieder Loslassen der Taste MANUELLER MODUS aus.
12. Drücken Sie erneut die Taste BRENNER EIN/AUS.
13. Wiederholen Sie die Schritte 8-12, wenn der Brenner wieder von der Platte herunter läuft.
14. Wenn der Probelauf beendet ist, gehen Sie zurück auf Null.
3.12.7 Andere Art, den Schnittbereich zu prüfen
Sie können prüfen, ob das nächste Schneideprogramm ebenso auf diese Weise auf die Platte passt.
1. Bringen Sie das Schneideprogramm zum Fenster AKTUELLE AUFGABE, indem Sie auf die Taste “Vorschau nächste Aufgabe”, der
sich darin befindet, drücken
2. Stellen Sie den Brenner auf den 0,0-Punkt und drücken Sie auf NULL.
3. Bewegen Sie die Maus auf diesem Fenster und klicken Sie auf die linke Maustaste. Ein Fenster erscheint, das die Position des
Brenners in großen Zahlen anzeigt und der Mauscursor beginnt, der Position des Brenners zu folgen.
4. Fahren Sie den Brenner zur kritischen Ecke des Programms und überprüfen Sie, ob sich noch Platte unter dem Brenner befindet.
3. Verwenden Sie Zoom, um die Situation genau zu überprüfen. Das Zoom-Fenster folgt dem Brenner automatisch.
6. Ist der Programmplatz in Ordnung, drücken Sie die Taste “MANUELLER MODUS” und wählen Sie dann “Zum “0,0”-Punkt zurückkehren” aus.
7. Befreien Sie die Maus, indem Sie die linke Maustaste wieder auf den rechten Bildschirmbereich drücken. Das schließt auch das
Werkzeugpositionsfenster.
3.12.8 Wiederherstellung Schneidpfad
Dieses Werkzeug wird verwendet, um zum Schneidpfad zurückzugelangen, sofern das Programm gestoppt und der Brenner vom
Pfad wegbewegt wurde.
1. Drücken Sie die Taste BRENNER EIN/AUS und lassen Sie sie wieder los, um die Bewegung und den Schneidvorgang zu stoppen.
2. Schalten Sie den MANUELLEN MODUS durch Drücken und wieder Loslassen der Taste MANUELLER MODUS ein und verwenden
Sie die Jog-Tastenknöpfe, um den Brenner zu einer komfortablen Stelle zu fahren, um Arbeiten am Brenner auszuführen.
3. Deaktivieren Sie die Plasma-Stromversorgung, indem Sie die Taste Plasma EIN/AUS drücken und den Brenner bei Bedarf warten.
Danach aktivieren Sie die Plasma-Stromversorgung, indem Sie erneut auf den Knopf drücken.
4. Schalten Sie den MANUELLEN MODUS durch Drücken und wieder Loslassen der Taste MANUELLER MODUS aus - die Taste
beginnt zu blinken, und der Brenner fährt zurück zum Ausgangspunkt des Programmpfads.
3. Stellen Sie die Taste BRENNER EIN/AUS auf EIN, und der Schneidvorgang startet erneut und schneidet weiter auf dem Programmierten Pfad.
0-5399DE Betrieb 3-19
Page 33

iCNC Performance
3.12.9 Wie man in den Schrottbereich einsticht, bevor man den Schneidepfad gefunden hat.
1. Schalten Sie nach Schritt 4 den MANUELLEN MODUS wieder an, indem Sie den Knopf MANUELLER MODUS drücken und wieder
loslassen.
2. Verwenden Sie die Jog-Tastenknöpfe, um den Brenner wieder in der Nähe des Schnittendes zu positionieren. Bleiben Sie auf dem
Schrottseite. Klicken Sie auf die Taste “Wiederherstellung des Schneidepfads”, der sich auf dem Bildschirm “Aktuelle Aufgabe”
befindet und die Maschine wird mit dem Durchbohren automatisch an diesem Punkt beginnen und den Schneidepfad wieder
aufnehmen, um das Schneiden auf dem vorProgrammierten Pfad wieder aufzunehmen.
3.14 Fortgeschrittene Charakteristiken der Prozessauswahl
Der Bildschirm Prozessauswahl ermöglicht dem Bediener die Flexibilität, ggf. mehrere Parameter zu ändern. Die Prozessauswahl verfügt
über Anmeldenkarten, die verschiedene Einstellungen enthalten. Sie können zu den verschiedenen Einstellungen gelangen, indem Sie
entweder auf Einstellungen (1) oder auf Bearbeiten (2) klicken, wenn ein Prozess ausgewählt ist. Sie können auch eine Materialdatenbank
mit gängigen Materialien erstellen, die geschnitten werden sollen, und verschiedene Geschwindigkeiten und Schnittfugenwerte in jedem
Profil und für jeden Prozess speichern, den Sie bearbeiten.
1
Einstellungen werden zuerst beschrieben.
Einstellungen
Erlaubt Änderungen bei Werkzeugkorrektur, Eilgeschwindigkeit, Punktmarkierung und Bahnmarkierung.
Edit
Erlaubt das Ändern von Parametern für den ausgewählten Prozess (Verzögerungszeiten, Schnittfuge, Geschwindigkeit, etc.)
3.14.1 Einstellungen
2
3-20 Betrieb 0-5399DE
Page 34

iCNC Performance
In der Anmeldenkarte Einstellungen können Sie die allgemeinen Parameter, wie Eilgeschwindigkeit, Sprache, Werkzeugpositionen und
Markiereinstellungen verändern.
HINWEIS!
Parameterfenster können je nach Maschinen-Setup wechseln. Siehe installations-/
Wartungshandbuch in Bezug auf die Einstellung von Verzögerungen und Namen.
Bilder dienen nur als Referenz.
Sprache
Wählen Sie die in der Prozessauswahl verwendete Sprache aus.
Werkzeugpositionen
Ist ein Laserpointer auf die Maschine installiert, ist es das Beste, Werkzeugpositionen im Hinblick auf den Laserpointer zu definieren.
Auf diese Weise können Sie mithilfe des Laserpointers den Nullpunkt positionieren und festlegen, und das System kennt die Lage
aller zusätzlichen Werkzeuge und kann sie automatisch handhaben, während ein Programm geschnitten wird. Das Hinzufügen der
Werkzeugkorrektur in Ihr Schneideprogramm ist nicht notwendig.
0-5399DE Betrieb 3-21
Page 35

iCNC Performance
3.14.2 Bahnmarkierung
Geschwindigkeit markieren
Das ist die Geschwindigkeitsauswahl für das Markierungswerkzeug.
SD1, SD2 und SD3
Diese Verzögerungen werden in der Regel nicht verwendet, wenn Plasma als Markierungseinrichtung verwendet wird, sind jedoch
voll verfügbar und Programmierbar.
SD4
In der Regel verwendet für die anfängliche Höhenerkennung und zum Zünden des Markierers.
Bewegungsverzögerung
Verzögerung, bevor die Bewegung beginnt.
ED1
In der Regel verzögert, um die Löschung des Lichtbogens abzuwarten.
ED2
Diese Verzögerung wird in der Regel nicht verwendet.
ED3
Dies ist die Zeit, die die Steuerung wartet, nachdem die Markierung abgeschlossen ist (Brenner oben), bevor sie die Maschine zur nächsten
Position bewegt.
3.14.3 Punktmarkierung
SD1
Diese Verzögerung wird in der Regel nicht verwendet, ist jedoch voll verfügbar und Programmierbar.
SD2
In der Regel verwendet für eine Markierer nach unten-Verzögerung. Das ist die Zeit, die es dauert, bis der Markierer auf die Arbeitshöhe
heruntergefahren ist.
SD3
Dass ist die Markierungszeit, oder die Zeit, in der die Markierung erfolgt. Würde Plasma als Markierungsgerät verwendet, wäre dies
die Tiefe der Markierung.
SD4
Das ist eine Markierer nach oben-Anstiegszeit, oder die Zeit, die der Markierer benötigt, um auf Vorschubhöhe zu steigen.
Bewegungsverzögerung
Diese Verzögerung wird in der Regel nicht verwendet.
Schnell
Diese Verzögerung wird in der Regel nicht verwendet.
3-22 Betrieb 0-5399DE
Page 36

iCNC Performance
3.14.4 Einen Prozess bearbeiten und erstellen
Prozessdatenbank
Die iCNC Performance hat eine einzigartige Funktion, die es ermöglicht, einen Datensatz für spezifische Schneideparameter basierend
auf Material, Stärke, Gas und Werkzeug zu erstellen. Basierend auf dem/der ausgewählten Material, Dicke und Werkzeug, können die
Schneideparameter sich automatisch für Schnittfuge, Schnittgeschwindigkeiten und andere Parameter ändern. Sobald eine Datenbank mit
allen richtigen Informationen angelegt ist, minimiert sich der Schätzaufwand, wo die SchnittParameter angesetzt werden sollen. Das wäre
hilfreich, wenn ein neuer Bediener geschult wird, die Schneidemaschine zu betreiben und dabei konsistente Schnittqualität zu gewährleisten.
HINWEIS!
Es ist nicht notwendig, alle drei Felder zum Erstellen der Datenbank zu verwenden,
verwenden Sie z.B. nur Material und Dicke und belassen Sie die Standardeinstellung
für “Werkzeug”.
Einrichten der Datenbank
1. Klicken Sie auf “otitieren” auf dem Bildschirm “Prozessauswahl” und klicken Sie “Neu”.
2. Wählen Sie die gewünschte Stärke aus oder erstellen Sie eine neue Stärke durch Klicken auf Neu.
Name Dicke, die in der Prozessauswahl angezeigt wird.
Wert Dicke, die intern verwendet wird (z. B.: die Prozessliste wird nach Werten nicht nach Namen angeordnet).
Metrik/Zoll-Liste Wählen Sie eine gängige Stärke aus der Liste aus.
Klicken Sie auf “OK”, nachdem die Dickeneinstellung vorgenommen wurde.
3. Stellen Sie Ihre Parameter ein
0-5399DE Betrieb 3-23
Page 37

iCNC Performance
Geschwindigkeit
Das ist die Schnittgeschwindigkeit der Maschine. Diese Einstellung dupliziert die Einstellung der Schnittgeschwindigkeit in den Parametern von Ordner 1. Das Ändern des einen ändert das andere.
Schnittfuge
Die Prozess-Schnittfuge.
Kriechgeschwindigkeit
Die Anfangsgeschwindigkeit des Schneidbrenners wird unmittelbar nach dem startbefehl aktiviert. Die Dauer dieser Geschwindigkeit
wird durch die Einstellung des Kriechzeit-Parameter bestimmt. Diese „Anlaufgeschwindigkeit” wird nur kurz als Unterstützung für die
Einstiche verwendet. Nach Ablauf der Kriechzeit beschleunigt/entschleunigt sich der Brenner bis hin zur normalen Schnittgeschwindigkeit.
Kriechzeit
Länge der Zeit für die Verwendung der Kriechgeschwindigkeit.
HINWEIS
Erlaubt dem Benutzer das Einfügen von Hinweisen betreffend der Änderungen, die am Prozess durchgeführt wurden.
3-24 Betrieb 0-5399DE
Page 38

iCNC Performance
3.14.5 Verzögerungen Schneideparameter
HINWEIS!
Parameterfenster können je nach Maschinen-Setup wechseln. Wird eine Verzögerung nicht angezeigt,
wird sie als “verborgen” eingestellt. Verzögerungen können auch gesperrt werden, so dass ein Editieren
des Zeitwertes nicht möglich ist. Siehe installations-/Wartungshandbuch in Bezug auf die Einstellung von
Verzögerungen.
Bilder dienen nur als Referenz.
SD1 wird im Allgemeinen nicht verwendet, ist aber voll Programmierbar.
SD2 liefert eine Zeit, um den Brenner Fackel zu zünden. Die Zündungsausgabe wird für die vom Bediener auswählbare Zeit aktiviert.
Nach Ablauf einiger Zeit schaltet sich der Zünder ab. Um die Funktion in dem Fall zu umgehen, dass die Maschine nicht mit einer
Selbstzündung ausgerüstet ist, setzen Sie den Timerwert für SD2 auf Null.
SD3 wird im Allgemeinen für einen Hohe Vorhitze-Timer verwendet und zum Anschalten der kapazitiven Höhenabtastung. Das bestimmt die für das Vorheizen des Materials zugeordnete Zeit vor dem Einstich. Die Zeit ist benutzerdefiniert basierend auf der Art des
Materials und dessen Stärke. Je dicker das Material ist, desto höher ist der Timerwert. Um die Funktion in dem Fall zu umgehen, dass
die Maschine nicht mit einer automatischen hohen Vorhitze ausgerüstet ist, setzen Sie den Timerwert für SD3 auf Null.
SD4 wird im Allgemeinen für Schneidsauerstoff verwendet. Das bestimmt die für das Erwärmen des Materials mit Schneidsauerstoff
zugeordnete Zeit, in der Regel bei dickeren Materialien. This is Am besten mit der Funktion Einstechen Herauf/Herunter (siehe unten)
verwendet. Um diese Charakteristik im Falle, dass die Maschine kein Extra-Durchstechen mit Schneidsauerstoff benötigt, zu umgehen,
setzen Sie den Timerwert für SD4 auf Null.
Einstichereignisplanung: Aktivierung der Funktion.
1. START: Wählen Sie die startverzögerung, bei der die Zeitplanung die Ausführung beginnt, z. B. SD4.
2. EINSTICH HERAUF: Geben Sie die gewünschte Zeit ein, um den Brenner für den Einstich anzuheben.
3. OBEN BLEIBEN: Geben Sie die gewünschte Oben-Bleibe-Zeit ein, bevor die Einstichherunterfahrzeit beginnt.
4. EINSTICH HERUNTER: Geben Sie die gewünschte Zeit ein, um den Brenner auf die Schneidehöhe abzusenken.
0-5399DE Betrieb 3-25
Page 39

iCNC Performance
HINWEIS!
Die Einstich herauf- und Einstich herunter-Timerwerte werden in der Regel auf gleiche Beträge eingestellt,
so dass kein Rampen- oder Stufeneffekt entsteht. Das gilt auch für das primäre Anheben und Absenken
des Brenners, wenn kein automatischer kapazitiver Höhensensor installiert ist.
Beispiele: SD4 startet die Zeitschaltsequenz für die Einstechroutine Herauf/Herunter Die Anfangswerte für die Einstichzeit herauf - die
Oben-Bleibe-Zeit und die Einstichzeit herunter sind für dieses Beispiel auf 1 Sekunde eingestellt.
1. Schneidsauerstoff eingeschaltet, während Brenner auf Durchbohrhöhe herauffährt Stellen Sie den SD4-Wert von 0,1- 0,9 Sekunden
ein.
2. Schneidsauerstoff eingeschaltet, während sich der Brenner oben befindet. Stellen Sie den SD4-Wert von 1,1-1,9 Sekunden ein.
3. Schneidsauerstoff eingeschaltet, während Brenner auf Schneidhöhe hinunterfährt. Stellen Sie den SD4-Wert von 2.1-2.9 Sekunden
ein.
Startbewegungsverzögerung ist die Zeit, die für das erste Einstechen durch das Material zur Verfügung gestellt wird. Nach Ablauf
dieser Zeit, beginnt die Bewegung automatisch.
ED1 ist die erste Verzögerung, nachdem das Programm beendet wurde oder der Schneidevorgang vom Bediener manuell beendet wurde.
Diese Verzögerung wird in der Regel für das erste Anheben des Brenners nach Abschluss des aktuellen Schneidvorgangs verwendet.
Das ermöglicht dem Brenner, alle Teile zu löschen, die gekippt sein könnten, und dadurch Schäden oder Fehlausrichtungen des Brenners
zu verhindern. Stellen Sie den Wert auf Null, um zu verhindern, dass der Brenner nach Abschluss eines Schnittes nach oben fährt.
ED2 wird typischerweise nicht verwendet.
Die Verzögerung der Schlussbewegung wird typischerweise verwendet, um den überschüssigen Schneidesauerstoff durch die Schneidbrennerdüse abzulassen, bevor es zu einem Eilgang zum nächsten Durchbohrungsort erfolgt. Das verhindert, dass der Schneidstrom vor
dem Schneiden der Teile mit dem Einschneiden beginnt, wenn der Verfahrweg über ein Teil geführt wird. In der Regel auf 1-2 Sekunden
eingestellt, wenn das Schneidsauerstoffventil am Einlass des Brenners angeordnet ist. Befindet sich das Schneidsauerstoffventil auf
der Gasarmatur, rechnen Sie zusätzliche Zeit mit ein.
3-26 Betrieb 0-5399DE
Page 40

iCNC Performance
ABSCHNITT 4: iHC
4.1 Einstich-/Schneidsequenz
T3
T2
1.
2.
4.
3.
T1
11.
10.
6.
5.
7. 9.
8.
Art # A-13187DE
Einstich-/Schneidflusssequenz:
1. IHS start aktiviert, Brenner fängt an, die Platte zu finden.
2. Der Brenner erreicht die Bremshöhe und beginnt, sich langsam zu bewegen.
3. Der Brenner berührt die Platte.
4. Der Brenner fährt auf Zündungshöhe und gibt den Befehl, das Plasma zu starten.
5. Der Plasma-Lichtbogen zündet und gibt das OK zum Vorschub-Signal an die Höhensteuerung.
Einstichzeit T1 startet
6. Der Brenner fährt auf Einstichhöhe. Einstichhöhenverzögerung T2 startet
7. Nachdem die Einstechzeit T1 endet, aktiviert sich der Signalausgang iHC XT Ok zum Bewegen
und die Schneidebewegung startet. Der Brenner fährt auf Schneidehöhe, nachdem der
Einstichhöhentimer abgelaufen ist.
8. Die AVC-Kontrolle startet, nachdem die AVC-Verzögerung T3 endet.
9. Schneidpfad endet
10. Der Brenner fährt auf Rückzugshöhe.
11. Befindet er sich lange genug im Leerlauf, kehrt der Brenner zur Ausgangsposition zurück.
0-5399DE iHC 4-1
Page 41

iCNC Performance
4.2 iHC Benutzeroberfläche
Die iHC kann fast unsichtbar für den Bediener sein, weil die HöhensteuerungsParameter vom Schneideprogramm kommen können oder
vollautomatisch aus den Material-/Stärke-/Werkzeug-Parametereinstellungen. Dieses Fenster verbirgt keine Steuerungen, die normalerweise
zum Betrieb von iCNC Performance verwendet werden, es ist jederzeit sichtbar. Dieses Kapitel beschreibt die Benutzeroberfläche an der
Steuerung, wenn die automatischen Parametereinstellungsfunktionen nicht verwendet werden. Das ermöglicht Änderungen beim Schneiden
und/oder Einstellungen vor Schnittbeginn.
Zum starten der Software wählen Sie „iHC.exe-Shortcut” aus dem Windows-startmenü aus.
Hauptleiste
Der große nach rechts zeigende Pfeil kann verwendet werden, um die iHC Hauptleiste zu verkleinern. Das ermöglicht dem Bediener, die
Position und andere Informationen über die Maschine zu sehen.
• Auf der linken Seite des Hauptfensters befindet sich ein Anzeige, auf dem der Sollwert für die Lichtbogenspannung angezeigt wird.
Die Lichtbogenspannung kann durch die Links- und Rechtspfeile auf den Seiten des Schiebers verändert werden. Ein Klick verändert
die Spannung 1 V oder 0,1 V.
• Wird AVC Probeentnahme verwendet, zeigt die linke Seite des Hauptfensters den Schneideabstand an. Ein Klick verändert die Arbeitshöhe des Brenners 0,5 mm oder 0,1 mm.
• Die Tasten „Herauf” und „Herunter” können verwendet werden, um den Brenner manuell zu bewegen.
4-2 iHC 0-5399DE
Page 42

iCNC Performance
• “IHS testknopf” verursacht den Brenner, herunterzufahren und eine Platte zu finden. Diese Funktion kann verwendet werden, um zu
testen, ob die iHC Plattenerfassung ordnungsgemäß funktioniert. Der Text auf der IHS TEST-Taste ändert sich in „Löschen”; nachdem
sie gedrückt wurde. Durch Klicken auf “Stornieren” wird der Brenner sofort in seine Ausgangsposition zurückgebracht.. Der Brenner
bleibt auf Zündungshöhe, nachdem die Platte erfasst worden ist.
• Die Funktion “Platte finden” wird gebraucht, wenn ein dickeres Material auf den Tisch gelegt wird, diese Funktion wird vor dem
Schneideprozess verwendet, um sicherzustellen dass der Brenner am ersten Durchbohrpunkt nicht auf die Platte stößt. “Platte finden”
verwendet die Plattenfindungsgeschwindigkeit, um den Plattenkontakttest durchzuführen. Nach Finden der Platte kehrt der Brenner
in seine Ausgangsposition zurück. Wenn „Platte finden” angeklickt wird, ändert sich der Text auf der Taste in „Abbrechen”. Durch
Klicken auf “Stornieren” wird der Brenner sofort in seine Ausgangsposition zurückgebracht.
• Durch Klicken auf “SETUP” wird das Konfigurations-Fenster geöffnet.
• Das iHC-Fenster kann mit der Taste ganz rechts außen minimiert werden, die wie ein Bindestrich aussieht.
• Es gibt zwei Textfelder in der oberen rechten Ecke des iHC-Fensters. In einer normalen Situation sollte “Schneidemodus” im oberen
Feld zu sehen sein. Funktioniert die Höhensteuerung nicht oder besteht ein Anschlussproblem, erscheint „WARTEN AUF ANTWORT...“
auf dem unteren Textfeld. Das untere Textfeld zeigt auch Statusmeldungen wie untere Softwaregrenze an.
• Sie können den Status der Station überwachen, indem Sie sich ansehen, wie sich die Farben auf dem Bildschirm verändern. Das
Nummernfeld rechts vom Schneidehöhentext zeigt an, wenn die AVC aktiv ist, wenn der IHS-start AN ist und wenn der Brenner sich
in Schneidehöhe befindet.
0-5399DE iHC 4-3
Page 43

iCNC Performance
4.3 Haupteinstellungen
Durch Klicken auf die Taste “Konfiguration” wird das Konfigurations-Hauptfenster unter der iHC Infoleiste geöffnet.
Dieser Bildschirm
• Zeigt kontinuierlich die tatsächliche Bogenspannung und die Brennerhöhe von der Platte aus an (diejenige Höhe, auf der die Platte
zum Zeitpunkt der Durchbohrung erkannt wurde).
• Verfügt über mehrere Tabs für weitere Optionen.
Die meisten Parameter des iHC können im Setup-Fenster gesteuert werden. Der obere mittlere Teil des Setup-Fensters besteht aus Tasten
und Feldern, die immer angezeigt werden.
Dieser Bildschirm wird für die intuitive Einstellung von iHC Betriebsparametern verwendet. Wenn einer dieser Parameter eingestellt wird,
zeigt das Prozessdiagramm visuell an, was jeder Parameter bedeutet.
• Die Bremshöhe ist der Abstand von der zuletzt bekannten Plattenhöhe, wo der Heber die Bewegung zur Plattenerfassung abbremsen
sollte, um einen harten Aufschlag zu vermeiden.
• Die Zündungshöhe bestimmt den Abstand vom Werkstück, bei dem der Brenner entzündet wird.
• Die Einstichhöhe bestimmt den Abstand von der Platte, auf der das Einstechen nach Zündung des Brenners durchgeführt werden
wird.
• Die Einstichhöhenzeit bestimmt, wie lange der Brenner auf Einstichhöhe bleibt.
• Die Einstichgeschwindigkeit bestimmt die Übertragungsgeschwindigkeit von der Einstrichhöhe zur Schneidehöhe.
• Schneidehöhe bestimmt die Brennerhöhe für das Schneiden, nachdem die Durchbohren abgeschlossen wurde.
• Die AVC-Verzögerung der Schneidehöhe bestimmt die für die Bogenspannung vorgegebene Zeit zum Stabilisieren nach Erreichen
der Schneidehöhe, damit die Brennerhöhe basierend auf der gemessenen Bogenspannung gesteuert werden kann (es wird auch die
korrekte Schnittgeschwindigkeit benötigt).
• Hold ON der Erhöhung der Schneidespannung, die benötigt wird, um die Brennerbewegung beim Überqueren der Schnittfuge einzufrieren.
• Das Hold der Schneidspannung erhöht sich im unteren Teil, während die Brennerbewegung die AVC-Kontrolle wiedererlangt
• Die Transferhöhe bestimmt die Höhe, auf die der Brenner nach dem Schneidvorgang zum schnellen Transfer zum nächsten Einstich-
punkt angehoben wird. Verwenden Sie einen genügend hohen Wert, um Kollisionen zu vermeiden.
• Zeitüberschreitung Transferhöhe bestimmt, wie lange das System auf dieser Höhe auf einen neuen Einstichbefehl wartet, bevor es
den Brenner den ganzen Weg hoch in die Ausgangsposition anhebt.
• Bogenspannung Anzeigen zeigt die aktuelle Bogenspannung in Echtzeit während des Schneidevorganges an.
• Plattenposition zeigt, wo die Platte zuletzt erfasst wurde im Vergleich zur Brenner-Heber-Ausgangsposition.
4-4 iHC 0-5399DE
Page 44

iCNC Performance
4.4 Systemeinstellung & Diagnosemenüs
4.4.2 Tab markieren
• Bogenspannung, beim Markieren verwendet
• Schneidehöhe, beim Markieren verwendet
• Zündungshöhe, beim Markieren verwendet
• Einstichhöhe, beim Markieren verwendet
• Einstichhöhenzeit, beim Markieren verwendet
• Einstichzeit, beim Markieren verwendet
• AVC-Verzögerung Schneidehöhe, beim Markieren verwendet
0-5399DE iHC 4-5
Page 45

iCNC Performance
4.4.3 Fortgeschrittener Ordner
Bietet die Möglichkeit zur genaueren Kontrolle des systemverhaltens.
Standardwerte Imperial Metrik
Hohe Joggeschwindigkeit 59,06 IPM 1500 mm/min
Niedrige Joggeschwindigkeit 11,81 IPM 300 mm/min
Anpassen der Geschwindigkeit 118,11 IPM 3000 mm/min
Referenziergeschwindigkeit 23,62 IPM 600 mm/min
Plattengeschwindigkeit finden 23,62 IPM 600 mm/min
Plattenkontakt Freigabegeschwindigkeit 2,36 IPM 60 mm/min
Hauptlichtbogen Verloren Zeit abgelaufen 1 s
Rückprallabstand Kollision
Hold AVC Verzögerung 0.0 s
Rückzugshöhe bei Kollision 0.4” 1mm
Wiederherstellungsverzögerung Kollision 1 s
Plattenerfassungskraft 25
Max. erlaubte Kraft 250
• AVC Probeentnahme Aktivierung Verwenden Sie gemessene Lichtbogenspannung anstelle von Schneidparameterwert aktiviert/
deaktiviert. Verwendete Bogenspannung wird gemessen, wenn sich der Brenner in Arbeitshöhe befindet
Die Benutzeroberfläche (UI) wird sich verändern, um anstelle der Lichtbogenspannung die Höhe anzuzeigen. Dieses Funktion kom-
pensiert den Elektrodenverschleiß. Ohmsche Abtastung für den Betrieb der Funktion erforderlich.
• Rückzug bei Kollision aktivieren Aktiviert die Funktion “Rückzug bei Kollision”, die den Brenner anhebt, wenn es während des
Schneidevorganges zum Plattenkontakt kam. Diese Funktion wird hauptsächlich verwendet, um die Brennerverschleißteile vor
heißer Schlacke zu schützen, die nach dem Einstechen auf der Oberseite der Platte auftritt. Größere Einstichhöhe muss verwendet
werden, um die Verbrauchsmaterialien während des Durchbohrens zu schützen. Schaltet sich der Rückzug bei Kollision während des
Schneidens ständig ein, überprüfen Sie das System auf korrekte Schnittgeschwindigkeit, Bogenspannung + Gasdruck. Beachten Sie,
dass bei Löchern mit einem kleinen Radius und Anwendung niedrigerer Geschwindigkeiten die Schlacke zum Brenner hochschießen
und diesen zurückziehen könnte. Wenn das passiert, und die Lochqualität wichtiger als die Standzeiten des Verbrauchsmaterials ist,
können Sie diese Funktion deaktivieren.
• Rückzugshöhe bei Kollision setzt die Höhe fest, auf die sich der Brenner nach dem Plattenkontakt während des Schneidvorganges
zurückzieht
• Wiederherstellungsverzögerung Kollision legt fest, wie lange der Brenner bei einer Kollision auf der Rückzughöhe bleibt, bis die
automatische Höhensteuerung wieder aktiviert wird.
• Widerstandsplattenkontakt-Freigabe Die Verwendung dieser Funktion erfordert eine Verbindung zwischen der Brennerschutzkappe
und dem Spannungsteiler. Diese Methode ist genauer und empfindlicher als die forcierte Plattenerfassung. Widerstandsplattenkontakt-Freigabe sollte nach Möglichkeit immer als Haupt-Plattenmessfunktion verwendet werden. Diese Funktion ist beim Schneiden
unter Wasser nicht verwendbar.
4-6 iHC 0-5399DE
Page 46

iCNC Performance
4.4.4 I/O Tab “Bits”
Diese Anmeldenkarte zeigt den Status verschiedener Systemsignale für Diagnosezwecke an. I/O-Bits sind in Eingänge (Signale, die
von anderen Geraten ausgehen und vom iHC empfangen werden) und Ausgänge (Signale, die vom iHC ausgehen und vom iCNC
Performance empfangen werden) eingeteilt.
Eingänge
1. Brennerkollision Sollte der Heber über einen Losbrech-/Kollisionssensor verfügen, können Signale vom Sensor in die Kollisions-
eingabe des Brenners weitergegeben werden. Brennerkollision aktiviert Systemfehlerausgabe an die CNC
2. Oberer Endschalter Verwendet, um die Ausgangsposition zu finden, wenn die iHC eingeschaltet wird
3. Plattenkontakt Eingangbit wird auf Plattenkontakt aktiviert während IHS oder Schnittfolge.
4. IHS START Inbit von CNC wird aktiv, wenn die IHS-Sequenz startet.
5. Hauptlichtbogen Inbit vom Plasma, welches anzeigt, dass sich der Plasmabogen entzündet hat.
6. In markierenbit, das die Höhensteuerung in den Markiermodus versetzt.
7. Hold AVC schaltet sich ab, wenn das Inbit Hold aktiv wird. Hold wird während des Scheidens verwendet, um zu verhindern, dass
der Brenner in die Platte in die Platte eintaucht, wenn sich die Bewegung verlangsamt, z.B. bei steilen Ecken.
8. Oberer Eingangbit von CNC, das den Brenner herauf bewegt.
9. Nach untenbit von CNC, das den Brenner nach unten bewegt.
10. Laserpointer Inbit von CNC zum Einschalten der Laserpointer-Ausgabe.
11. Motorleistung Inbit, das aussagt, dass das Netz für den Motorstrom EIN ist.
12. Aufrechterhalten ARCV reserved for future use.
13. Optional Reserviert für zukünftigen Gebrauch.
Ausgaben
14. Systemfehler (Umgekehrt) – Kann mit dem externen stopp der CNC-Steuerung verbunden werden
15. Optional Reserviert für zukünftigen Gebrauch
16. Sense Relay 24 V DC Ausgabe für Spannungsteilertafel.
17. IHS Aktiv Outbit, das ab dem Zeitpunkt aktiv ist, in dem der IHS-START erneut aktiviert wird, bis die Zündungshöhe erreicht ist.
18. Hauptlichtbogen Outbit zur CNC, das aktiviert wird, wenn das Hauptlichtbogen-Inbit aktiviert wird und die Übertragungsverzögerung
vorbei ist.
19. Marking Outbit zum Einschalten der Markierungsausgabe.
20. Plasma start Outbit zum Einschalten der Plasmastart-Ausgabe.
21. Stepper aktivieren Schrittbewegung aktiviert/deaktiviert.
22. Stepper-Richtung DIR Signal aktiv.
23. Schrittpuls Schrittpulssignal aktiv.
24. Laserpointer Outbit zum Einschalten der Laserpointer-Ausgabe.
0-5399DE iHC 4-7
Page 47

iCNC Performance
4.4.5 Anmeldenkarte Wartung
Dieses Fenster enthält Informationen über iHC Software-Version, Status und Fehler. Es wird auch Folgendes angezeigt:
• Parameter speichern Speichert aktuelle Parameter, nur im Wartungsmodus verfügbar
• Parameter laden Lädt gespeicherte Parameter, nur im Wartungsmodus erhältlich
• Geben Sie “Wartungsmodus” ein Aktiviert die Verwendung von Funktionen und Parametern, die nur im Wartungsmodus zur Ver-
fügung stehen
• Wählen Sie die Sprache aus Wählen Sie die verwendete Sprache aus
4.4.6 Tab “INSTALLATION”
Diese Parameter sind durch ein Passwort geschützt. Einige Parameter sind die gleichen wie auf der Anmeldenkarte Erweitert.
• Impulsflanken pro meter des Encoders Bestimmt vom Encodertyp und dem Gewindeschaft des Hebers.
• Vollgeschwindigkeit Die maximale Geschwindigkeit des Hebers. Vollgeschwindigkeit wird über Verlangsamungshöhe verwendet.
• Abstand zum start Der Abstand der Ausgangsposition vom Endschalter.
• Manuelle Beschleunigung & Manuelle Verlangsamung Verwendet auf Jog, wenn AVC eingeschaltet ist.
• Maschinenbeschleunigung & Maschinenverlangsamung Verwendet, wenn die Software den Heber antreibt.
• Referenziergeschwindigkeit Die beim Referenziervorgang verwendete Geschwindigkeit.
4-8 iHC 0-5399DE
Page 48

iCNC Performance
• Geschwindigkeit über dem Grenzwert Die angewendete Geschwindigkeit, wenn der Brenner sich außerhalb des Endschalters bewegt.
• Plattenkontakt Freigabegeschwindigkeit Die verwendete Geschwindigkeit beim Fahren aus der Platte, bis der Kontakt freigegeben
wird.
• Anpassen der Geschwindigkeit Wird im Lichtbogenspannungsregelprozess verwendet, um die maximale Regelgeschwindigkeit des
Hebers zu bestimmen
• Up Limit Zeitüberschreitung Bei der Bewegung nach oben hält der Brenner nach dieser Zeitüberschreitung an, wenn der Endschalter
nicht gefunden wurde.
• Hauptlichtbogen Verloren Zeit abgelaufen In der Regel 0,1 Sek., um zu vermeiden, den Schnitt ohne einen wirklichen Grund zu
verlieren.
• Hold AVC Verzögerung Zusätzliche Verzögerung nach Hold OFF, das nach dem Durchstechen und in Ecken nützlich sein kann.
• Obere weiche Grenze Abstand Obere weiche Grenze, die über dem Endschalter angeordnet ist. Die Position der oberen weichen
Grenze wird durch Summierung des Abstands der oberen weichen Grenze zur Position des Endschalters bestimmt.
• Untere weiche Grenze Abstand Untere weiche Grenze , die sich unter der Platte befindet. Die Position der unteren weichen Grenze
wird durch Subtraktion des Abstands der unteren weichen Grenze von der Position des Endschalters bestimmt. Untere weiche Grenze
sollte so festgelegt werden, dass kurze Bewegungen unter der Tischoberfläche erlaubt sind, aber das Schlagen des Hebers an seinen
Endanschlag sollte eingeschränkt werden.
• Bezugspositionsfehler Grenze Besteht ein kumulativer Fehler in der Position des Endschalters, bestimmt die “Fehlergrenze Refe-
renzposition” in welchem Ausmaß ein Fehler toleriert werden kann. Wird die Fehlergrenze der Bezugsposition überschritten, führt
der Brenner die Referenzierung durch.
• Spannungsverstärkung Legt fest, wie viel Kraft das System verwendet, um den Unterschied zwischen der tatsächlichen Spannung
und der Zielspannung verwendet.
• P-Gain Verwendet, um die Bewegung abzustimmen. Ein zu großer Wert kann bewirken, dass der Heber zu schwingen beginnt, und
ein zu kleiner Wert macht die Bewegung zu weich und ungenau.
• I-Gain Verwendet, um die Heberbewegung fein einzustellen.
• Brennerkollisionspolarität inverted Wählen Sie NC- oder NO-Verwendung eines Kollisionssensors aus.
0-5399DE iHC 4-9
Page 49

iCNC Performance
4.4.7 Parametergrenzen
Parametername Standard MIN MAX
Anpassen der Geschwindigkeit 3000mm/min 60 18000
Wiederherstellungsverzögerung Kollision 1s 0 10
Rückzugshöhe bei Kollision 1mm 0 100
Cut Höhe 1mm 1 50
AVC-Verzögerung Schneidehöhe 0,2s 0 10
Manuelle Beschleunigung 0.3g 0,3 5
Manuelle Verlangsamung 0.3g 0,3 5
Impulse/Meter des Encoders 500000p/m 0 2^31
Plattengeschwindigkeit finden 600mm/min 60 5000
Vollgeschwindigkeit 6000mm/min 60 50000
Hohe Joggeschwindigkeit 3000mm/min 60 20000
Hold AVC Verzögerung 0 0 10
Pausengrenze 8 0 100
Haltegrenze 10 0 100
Abstand zum start -2 -100 100
Referenziergeschwindigkeit 2000 60 20000
I-Gain 0 0 2^31
Zündungshöhe 2 1 50
Niedrige Joggeschwindigkeit 300mm/min 120 10000
Untere weiche Grenze Abstand -1000mm -1000 0
Maschinenbeschleunigung 0.1g 0,3 5
Maschinenverlangsamung 0.3g 0,3 5
Geschwindigkeit über dem Grenzwert 180mm/min 60 2000
P-Gain 80 0 2^31
Einstichzeit 0s 0 10
Pierce Höhe 2mm 1 50
Einstichhöhenzeit 1s 0 10
Plattenkontakt Freigabegeschwindigkeit 60mm/min 60 10000
Bezugspositionsfehlergrenze 2mm 0 10
Bremshöhe 10mm 1 1000
Strombegrenzung berühren 5 0,05 20,4
Transferhöhe 50mm 0 500
Transferhöhe Zeitüberschreitung 10s 0 20
Up Limit Zeitüberschreitung 20s 1 120
Obere weiche Grenze Abstand 5mm 0 1000
Spannungsverstärkung 10 1 256
4-10 iHC 0-5399DE
Page 50
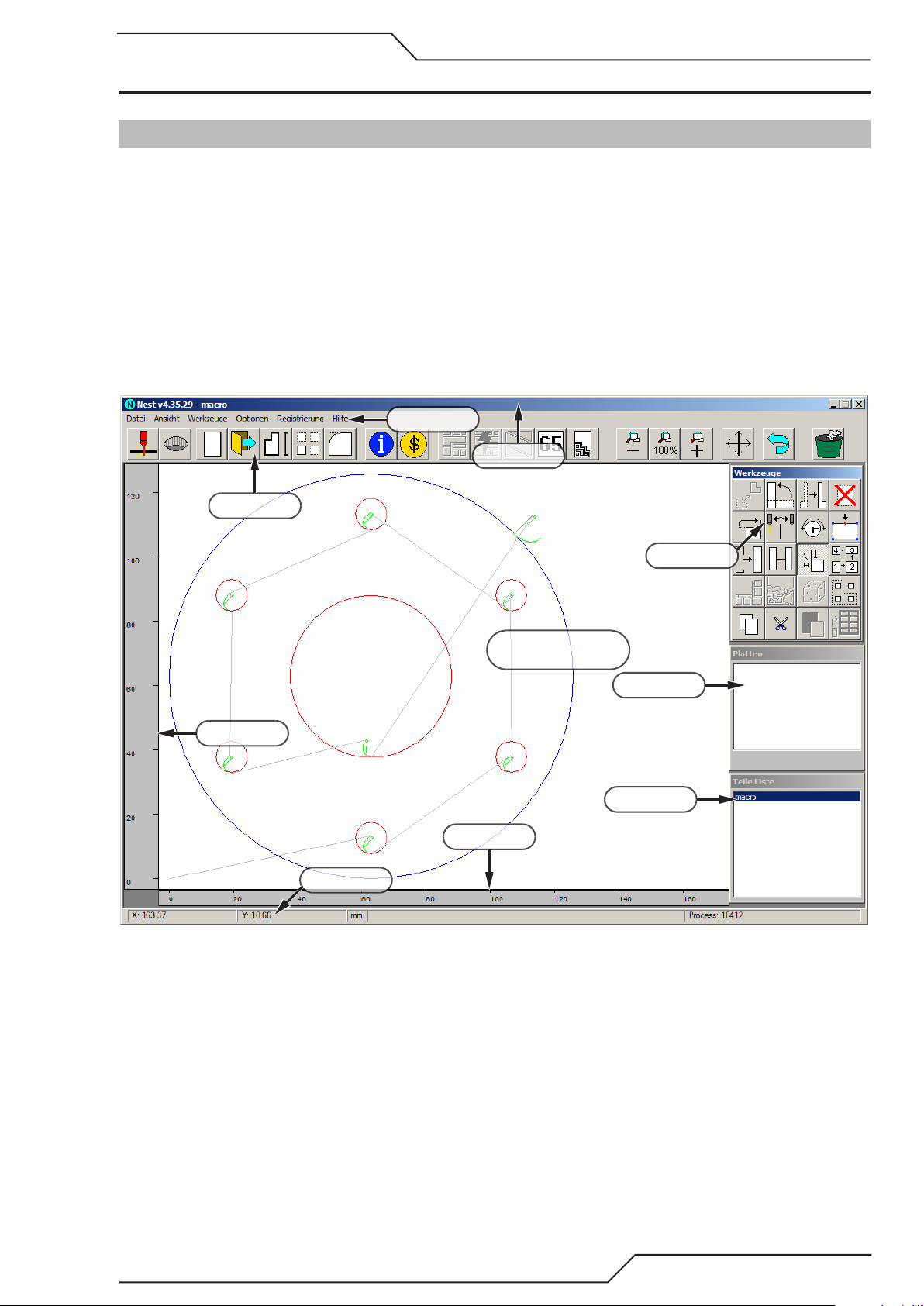
iCNC Performance
ABSCHNITT 5: VERSCHACHTELN
5.1 ProMotion® Nest
ProMotion® Nest ist eine Software, die CAD-Zeichnungen (DXF-Format) in Schneideprogramme umwandelt. Es ist auch möglich,
bestehende Schneideprogramme (EIA, ESSI oder CNC-2 Format) abzuändern.
Grundzüge
Wenn ProMotion® Nest ein CAD-Bild lädt, fügt es automatisch Schneidtechnologie (Schnittfugenseite, Einstichpunkte, Schnittfolge
usw.) zu Formen hinzu. Wünschen Sie dies, können Sie jede dieser Einstellungen verändern. Kopieren Sie die Formen auf eine Platte,
eine Verschachtelung, einen Schneideauftrag, etc und senden Sie das Schneideprogramm an ProMotion® Cut oder speichern Sie es
für einen späteren Gebrauch.
ProMotion® Nest Benutzeroberfläche
Die ProMotion® Nest Benutzeroberfläche besteht aus mehreren kleinen Fenstern, Tasten und Balken. Untenstehend eine kurze Beschreibung aller dieser.
Menüleiste
Titelleiste
Werkzeugleiste
Y-Koordinaten
Toolbox
Arbeitsfenster
Plattenliste
Teileliste
X-Koordinaten
Statusleiste
0-5399DE Verschachtelung 5-1
Page 51

iCNC Performance
Titelleiste
Die Titelleiste befindet sich am oberen Rand des ProMotion® Nest-Fensters. Enthält die Seriennnummer, den Name des registrierten
Benutzers und den Namen des aktiven Arbeitsganges.
Menüleiste
Die Menüleiste befindet sich direkt unter der Titelleiste und ermöglicht es Ihnen, eine der folgenden Möglichkeiten auswählen:
Dateimenü
Ansicht-Menü
Werkzeugmenü
Menü Optionen
Anmeldemenü
Hilfemenü
Werkzeugleiste
Die Werkzeugleiste befindet sich direkt unter der Menüleiste. Die Werkzeugleiste enthält Tasten für den schnellen Zugriff auf die meisten wichtigen Werkzeuge von ProMotion® Nest (z. B.: Laden, Speichern, Makros). Weitere Informationen im Kapitel Werkzeugleiste.
Arbeitsfenster
Das Arbeitsfenster ist der große weiße Bereich in der Mitte des Bildschirms. Die aktive Aufgabe wird hier angezeigt, und die Bearbeitung
wird auch hier durchgeführt.
Koordinaten
Y-Koordinaten werden auf der linken Seite des Arbeitsfensters angezeigt, und X-Koordinaten befinden sich direkt unter dem Arbeitsfenster.
Statusleiste
Die Statusleiste befindet sich am unteren Rand des ProMotion® Nest-Fensters. Die Statusleiste zeigt Meldungen und Hinweise von
ProMotion® Nest an. Zeigt auch die aktuellen Koordinaten des Mauscursors an, wenn er sich auf dem Arbeitsfenster befindet.
Toolbox
Die Toolbox befindet sich in der rechten oberen Ecke des ProMotion®Nest-Fensters. Enthält Tasten für die meisten Bearbeitungsschritte. - 3 - © 1997 - 2012 Thermal Dynamics ProMotion® Nest ProMotion® Nest v4.32
Plattenliste
Die Plattenliste befindet sich direkt unterhalb der Toolbox. Die Plattenliste enthält eine Liste aller in ProMotion® Nest geladenen Platten.
Siehe „Plattenliste” für weiterführende Informationen.
Teileliste
Die Teileliste ist in der unteren rechten Ecke des ProMotion® Nest-Fensters angeordnet. Die Teileliste zeigt alle in ProMotion® Nest
geladenen Formen. Siehe „Teileliste” für weiterführende Informationen.
5-2 Verschachtelung 0-5399DE
Page 52

iCNC Performance
5.2 Werkzeugleiste
Die ProMotion® Nest Werkzeugleiste sieht wie folgt aus:
Hier eine kurze Beschreibung jedes Werkzeugs:
Zum Schneiden senden Sendet die aktuelle Verschachtelung zu ProMotion® Cut und aktiviert sie.
Neue Platte erstellt eine neue Platte. Weitere Informationen unter Neue Platte unter Dateimenü
Datei en Öffnet eine CNC- oder eine DXF-Datei.
Makro startet das Makro-Tool. Weitere Informationen unter Makro unter Dateimenü.
Reihen und Spalten Multipliziert ein Werkstück oder Werkstücke. Weitere Informationen unter Reihen und Spalten.
MicroCAD startet das MicroCAD-Tool. Weitere Informationen unter MicroCAD.
NestInfo Aktiviert das Fenster NestInfo. Weitere Informationen unter NestInfo.
Kostenrechner Aktiviert das Werkzeug “Kostenrechner”. Weitere Informationen unter Kostenrechner.
Nest Automatische Verschachtelung. Weitere Informationen unter Verschachteln.
Vorschubgeschwindigkeiten Hinzufügen von Vorschubgeschwindigkeiten zu Ihrem Schneideprogramm Weitere Informationen
unter Vorschubgeschwindigkeiten.
Optimierte Löcher Hinzufügen von optimierten Schneideparametern für die Löcher, um die bestmögliche Schnittqualität zu
erreichen. Erfordert ProMotion® Optimizer-Software.
Platteneditor Bearbeiten Sie die Platte mit diesem Werkzeug. Weitere Informationen im Kapitel Platteneditor.
Zoomen Weitere Informationen unter Zoomen.
Pan Sie können eine Panorama-Ansicht anzeigen, indem Sie den Mauszeiger über das Arbeitsfenster bewegen und die linke
Maustaste drücken, oder Ihr Mausrad gedrückt halten.
Undo Macht die letzte Bearbeitung, die Sie für die aktuelle Verschachtelung gemacht haben, rückgängig.
Schrott Verschrottet die aktuelle Verschachtelung.
0-5399DE Verschachtelung 5-3
Page 53

iCNC Performance
5.3 Werkzeugleistenfunktionen
5.3.1 Zum Schneiden senden
Wann ist die Verschachtelung bereit ist zum Schneiden, klicken Sie auf diese Taste, um sie zu ProMotion® Cut zu senden.
HINWEIS!
Dieses Werkzeug funktioniert nur auf ProMotion® iCNC Steuerungen.
5.3.2 Neue Platte
Wenn Sie dieses Werkzeug aktivieren, wird ein Fenster angezeigt, das die Länge und Breite der neuen Platte erfragt.
Geben Sie die Werte ein, klicken Sie auf OK und eine neue leere Platte erscheint. Der Plattename wird in der Plattenliste angezeigt.
Um runde Platten herzustellen, markieren Sie einfach die Option runde Platte und geben Sie den Durchmesser des Kreises ein.
5.3.3 Offen
Öffnet eine Datei. ProMotion® Nest liest DXF-, EIA-, ESSI-, CNC-2- und DSTV-Dateien
DXF-Dateien:
5-4 Verschachtelung 0-5399DE
Page 54

iCNC Performance
Laden Sie eine Datei im DXF-Fomat, die mehr als eine Ebene enthält, fordert ProMotion® Nest Sie auf, auszuwählen, welche Ebenen
in die Verschachtelung geladen werden.
Beinhaltet die DXF-Datei Linien und/oder Punktmarkierungen, müssen diese sich in ihren eigenen separaten Dateiebenen befinden.
Ebenen der Bahn- und Punktmarkierung werden im selben Dialog ausgewählt, wie die Profilebenen. Im Beispiel oben wird die Ebene
“PROFILE” für die Profile ausgewählt. Die Schicht „PULVER” wird als Bahnmarkierungsschicht ausgewählt, und es gibt keine ausgewählte Punktmarkierungsschicht.
Wählen Sie alle Ladungen aller Ebenen der Verschachtelung aus.
Zur Beschleunigung des Ladevorgangs und um alle Hilfselemente (wie Messlinien) abzuschneiden, beginnt ProMotion® Nest, Elemente
aus der DXF-Datei zu laden, nachdem es ein bestimmtes Stichwort aus der Datei gefunden hat. Manchmal besteht die Notwendigkeit,
Elemente vor diesem Schlüsselwort zu laden. Rohladen wurde für Fälle wie diesen entwickelt. Lädt jedes mögliche Element von der
DXF-Datei in ihre Verschachtelung.
Andere Dateien:
Die ESSI- und EIA-Dateien verfügen über keine Ebenen zum Auswählen. Stellen Sie sicher, dass Ihre Optionen korrekt eingestellt sind.
See also Bahn- und Punktmarkierung.
Das Öffnen von DSTV-Dateien ist ein Optionales Modul
5.3.4 Makro
Wenn Sie dieses Werkzeug auswählen, öffnet sich das Makro-Listenfenster (Bild 1). In diesem Fenster werden kleine Bilder
der verfügbaren Makros angezeigt. Es werden nur 20 Makros gleichzeitig angezeigt, aber Sie können mehr Makros anzeigen, wenn
Sie „WEITER” oder „ZURÜCK” auswählen.
Bild 1.
0-5399DE Verschachtelung 5-5
Page 55
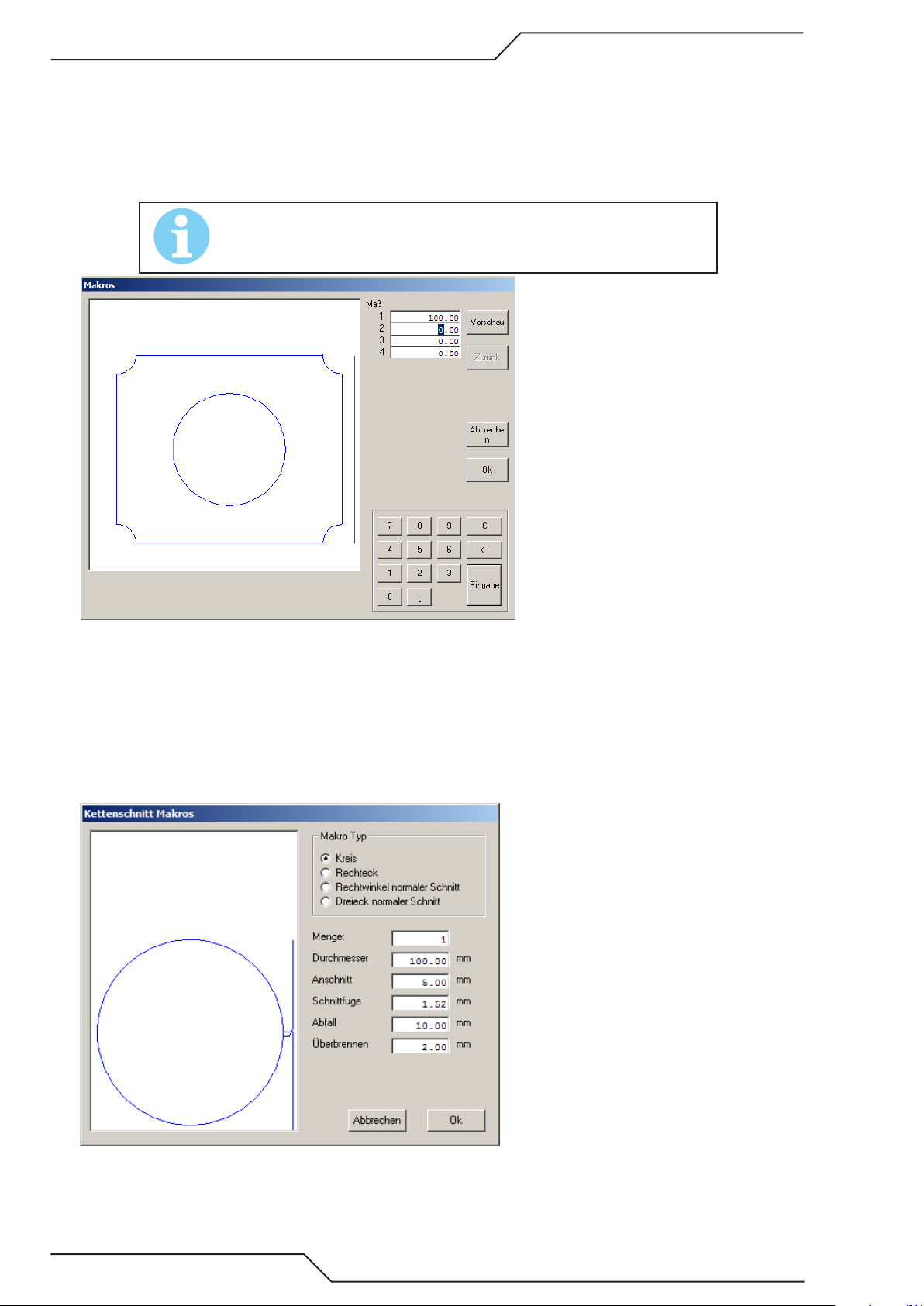
iCNC Performance
Erstellen einer neuen Form mit Makros
Wählen Sie durch Doppelklicken das gewünschte Makro aus. Das Fenster unten (Bild 2) wird geöffnet. Geben Sie Ihre Messungen
in die dafür zur Verfügung gestellten Felder ein. Im Bild auf der linken Seite des Fensters sehen Sie die Form und rote Linien. Diese
roten Linien sind Messlinien und zeigen Ihnen, welche Messung Sie eingeben. Wenn Sie alle Messungen eingegeben haben, können
Sie sich eine Vorschau der Form ansehen, indem Sie „VORSCHAU” auswählen. Möchten Sie die Abmessungen nach der Vorschau
ändern, wählen Sie einfach “ZURÜCK” und passen Sie Ihre Abmessungen an. Wenn Sie zufrieden sind, wählen Sie „OK”, und die Form
wird im Arbeitsfenster von ProMotion® Nest angezeigt.
HINWEIS!
Sie können Zahlen eingeben, indem Sie den Ziernblock oder das Rad Ihrer Maus verwenden.
Bild 2.
Makros der Kettentrennung
Bei Makros der Kettentrennung handelt es sich um einfache Formen - Kreise, Dreiecke und Rechtecke - die in einer einfachen Bahn mit
nur einer Durchbohrung geschnitten werden. Es ist auch möglich, gemeinsame Schneideformen zu erstellen, wenn zwei Rechtecke
oder Dreiecke eine gemeinsame Seite haben.
Die Verwendung von Makros der Kettentrennung ist wirklich einfach. Geben Sie einfach die korrekten Parameterwerte ein und klicken
Sie auf “OK”. Wenn Sie die Parameter ändern, können Sie die Auswirkungen dieser Änderungen sofort im Vorschaubereich sehen.
Bild 3.
5-6 Verschachtelung 0-5399DE
Page 56

iCNC Performance
Makroliste bearbeiten
Wählen Sie “MAKROLISTE EDITIEREN” im ersten Fenster (Bild 1), um das Fenster zum Editieren der Makroliste zu öffnen (siehe
unten). Die Liste „AKTUELLE MAKROS” zeigt die Makros, die Sie derzeit in der Liste befinden. Die Liste „VERFÜGBARE MAKROS”
zeigt alle Makros, die Sie zur Makroliste hinzufügen können. Die gestrichelte Linie in der Liste „AKTUELLE MAKROS” zeigt an, wo der
Seitenumbruch ist. Es werden möglicherweise nur 20 Makros in der Makroliste angezeigt (siehe Bild 1).
Bild 4.
Wie man die Reihenfolge der Makros auf der Makroliste verändert:
• Wählen Sie eines der Makros aus der Liste „AKTUELLE MAKROS“ aus. Das Makro, das Sie ausgewählt haben, wird in dem kleinen
Bildfeld gleich nach der Liste angezeigt.
• Wählen Sie “HERAUF”, um das ausgewählte Makro einen Schritt dem Listenende hinzu zu verschieben.
• Wählen Sie “NACH UNTEN”, um das ausgewählte Makro einen Schritt dem Listenende hinzu zu verschieben.
Wie man ein Makro aus der Makroliste entfernt:
• Wählen Sie eines der Makros aus der Liste „AKTUELLE MAKROS” aus. Das Makro, das Sie ausgewählt haben, wird in dem kleinen
Bildfeld gleich nach der Liste angezeigt.
• Wählen Sie “ENTFERNEN”, und das von Ihnen ausgewählte Makro wird aus der Liste entfernt.
Wie man der Makroliste ein Makro hinzufügt:
• Wählen Sie eines der Makros aus der Liste „VERFÜGBARE MAKROS” aus. Das Makro, das Sie ausgewählt haben, wird in dem
kleinen Bildfeld gleich nach der Liste angezeigt.
• Wählen Sie “HINZUFÜGEN” aus, und das von Ihnen gewählte Makro wird am Ende der Liste hinzugefügt.
0-5399DE Verschachtelung 5-7
Page 57

iCNC Performance
5.3.5 Reihen und Spalten
Verwenden Sie dieses Werkzeug, um Teile zu multiplizieren. Sie können die Anzahl der Reihen und Spalten einstellen. Die endgültige
Anzahl der Kopien wird Reihen x Spalten sein. Zum Beispiel werden 3 Reihen mal 4 Spalten zu 3 x 4 = 12 Kopien.
Reihen definiert, wie viele Reihen an Kopien es geben wird.
“Spalten” definiert, wie viele Spalten an Kopien es geben wird.
Kerf Breite Die Mindest-Schnittfugenbreite ist Null.
Abstand und Schnittfugenbreite definieren den Abstand zwischen den Kopien. Der Abstand ist Spielraum + 2 x Schnittfugenbreite. Der
Spielraum könnte auch negativ sein, wenn Sie die Teile näher zueinander kopieren möchten.
Hinweis: Benötigen Sie verschiedene Abstandswerte in den Richtungen X und Y, erstellen Sie zuerst die Spalten (Reihen = 1, Spalten
= n) und dann die Reihen (Reihen = m, Spalten = 1). Auf diese Weise erhalten Sie M x N Kopien. Bitte sehen Sie die Abbildung unten
als Beispiel für negativen Y-Spielraum.
Randbreite ist ein Extra-Abstand, der an den Kanten der Verschachtelung gelassen wird. Das wird verwendet, um die Kanten der Platte
zu vermeiden, die nicht von guter Qualität sein könnten. Haben Sie beispielsweise eine ca. 50” x 50”-Platte, aber deren Kanten sind
nicht perfekt rund, können Sie den Rand als 1” einstellen und der verwertbare Bereich ist 48” x 48”. Die Mindestrand ist Null, wenn
der Spielraum jedoch größer ist als der Rand, so wird der Spielraum als Rand verwendet.
Erforderliche Fläche zeigt die minimale Breite und Länge der Platte an, die die aktuellen Teile benötigen, wenn sie multipliziert werden,
und verwendet die vorgegebenen Parameter Schnittfuge, Spielraum und Rand.
Sie können entweder eine Zahl in Reihen/Spalten eingeben oder das Gitter anklicken, um die gewünschte Anzahl von Kopien zu erstellen.
Die Fadenkreuze legen den 0 Bezugspunkt für die Teile fest.
HINWEIS!
Schnittfuge, Abstand und Rand sind dieselben wie in den Verschachtelungsoptionen. Ändern Sie sie hier, werden
ihre Werte auch auf die Verschachtelungsoptionen angewandt. Die einzige Ausnahme ist der Spielraum. Ist der
Abstand hier negativ, verwendet die automatische Verschachtelung immer noch Null als Mindestabstand.
5-8 Verschachtelung 0-5399DE
Page 58

iCNC Performance
5.3.6 MicroCAD
Verwenden Sie dieses Werkzeug, um Profile zu bearbeiten. Die Werkzeuge werden nachstehend beschrieben.
Hinzufügen eines Kreises
Geben Sie den Durchmesser und die Koordinaten des Mittelpunkts in die entsprechenden Textfelder ein. Klicken Sie auf “Anwenden”
und der Kreis wird der Form hinzugefügt. Der neue Kreis wird der erste in der Schnittfolge sein.
Hinzufügen eines Rechtecks
Wählen Sie zuerst den Mittelpunkt oder die linke untere Ecke des Rechtecks. Geben Sie die Länge, Breite und die Koordinaten in die
entsprechenden Textfelder ein. Klicken Sie auf “Anwenden” und das Rechtecks wird der Form hinzugefügt. Das neue Rechteck wird
das erste in der Schnittfolge sein.
Runde Ecke
Geben Sie den Rundungsradius in das Textfeld “Radius” ein und klicken Sie auf “Anwenden”, um den Radius zu bestätigen. Wird der
Cursor über eine Ecke bewegt, wird dieser zum Kreuz. Klicken Sie auf die Ecke, und sie wird mit dem von Ihnen soeben gesetzten
Radius abgerundet.
Abrundung entfernen
Ändert Lichtbogen in zwei (2) Linien. Bewegen Sie den Mauscursor über einen Bogen und er wird zu einem Kreuz. Klicken Sie, um
die Abrundung zu entfernen.
Hinzufügen eines Punktes
Fügt einer Form Punkte (Bahnen) hinzu. Enthält die Form ene Profile, wird die Linie vom letzten Punkt des ersten enen Profils, zu dem
Punkt, den Sie hinzugefügt haben, gezogen. Sind keine enen Profile vorhanden, wird die neue Bahn (und das Profil) vom 0,0-Punkt
zu dem von Ihnen hinzugefügten Punkt erstellt. Das Hinzufügen neuer Punkte ist einfach. Geben Sie einfach die Koordinaten ein und
klicken Sie auf “Anwenden”.
Punkt entfernen
Entfernt einzelne Punkte von einem Profil. Bewegen Sie den Mauscursor über einen Punkt und er wird zu einem Kreuz. Klicken Sie und
der Punkt wird entfernt. Handelte es sich bei diesem Punkt um den letzten oder ersten Punkt des Profils, wird das gesamte Element
entfernt, ansonsten werden der vorherige und der nächste Punkt mit einer Linie verbunden.
Punkt bewegen
Dieses Werkzeug bewegt einen Punkt an eine andere Stelle. Klicken Sie einen Punkt an, um diesen auszuwählen (ein kleines Kästchen
erscheint über dem Punkt). Geben Sie die neuen Koordinaten in die Koordinatenfelder ein und drücken Sie auf “Anwenden”. Der Punkt
bewegt sich zur neuen Position.
0-5399DE Verschachtelung 5-9
Page 59

iCNC Performance
Hinzufügen einer Eckschleife
Dieses Werkzeug fügt eine Eckschleife hinzu. Wählen Sie zunächst den Schleifenradius und klicken Sie dann auf die Ecke, an der sich
die Schleife befinden soll.’
Derartige Schleifen machen das Schneiden von sehr scharfen Ecken möglich.
Split-Teil
Dieses Werkzeug teilt Teile. Wählen Sie die Option aus und fügen Sie ggf. Parameter ein, klicken Sie dann auf Anwenden und auf das
Teil, das Sie teilen möchten. Es gibt drei Optionen, um Teile zu teilen.
1. Gleiche Länge: Verwenden Sie diese Option, um das Werkstück in eine vorgegebene Zahl von Teilen gleicher Länge zu
spalten.
2. Max. Länge: Diese Option spaltet das Werkstück, wobei die Länge der neuen Teile maximiert wird. Die maximale Länge
von neuen Teilen wird als Parameter angegeben.
3. Manuell: Verwenden Sie diese Option, um Werkstücke manuell zu spalten. Halten Sie die linke Maustaste gedrückt und
zeichnen Sie eine Linie über das Werkstück. Lassen Sie dann die Taste los. Das Teil wird entlang dieser Linie, die Sie gezogen
haben, geteilt.
Biegeteil
Dieses Werkzeug biegt ein rechteckiges Teil. Stellen Sie den Biegungswert ein, wenden Sie in an, und klicken Sie dann auf das Teil,
um es zu biegen.
Der Biegungswert entspricht der Höhe des Bogens an seinem höchsten Punkt (Mitte), wie im Bild oben gezeigt. Der Biegungswert
wird als rote Linie angezeigt. Befinden sich Bohrungen im Inneren des Werkstücks, werden diese entsprechend verschoben, aber
nicht gebogen.
HINWEIS!
Dieses Werkzeug kann nur Rechtecke biegen. Jegliche andere Formen werden unkorrekt gebogen
oder überhaupt nicht gebogen.
5.3.7 NestInfo
NestInfo zeigt Informationen über die aktuelle Verschachtelung an. NestInfo enthält die folgenden Informationen:
Platte
• Plattename - der Name der aktuellen Platte.
• Bereich - der Bereich der Platte (Quadratfuß oder Quadratmeter)
• Plattenbreite (Zoll oder Millimeter)
• Plattenhöhe (Zoll oder Millimeter)
• Randbreite - this is defined in Verschachtelungsoptionen.(Zoll or millimeters)
• Nettonutzung (%) - das Verhältnis zwischen der Teilefläche und der Plattenfläche in Prozent.
Part
• Verschachtelte Teile - die Anzahl der Teile in der Verschachtelung.
• Verschachtelungsbreite - die Breite der Verschachtelung.
• Verschachtelungshöhe - die Höhe der Verschachtelung.
• Teilefläche - die Gesamtfläche aller Teile. (Quadratfuß oder Quadratmeter)
• Einstiche - die Anzahl der Einstichpunkte in der Verschachtelung.
5-10 Verschachtelung 0-5399DE
Page 60

iCNC Performance
Nennflächen
• Teile - Die Summe aller Teile-Nenngrößen.
• Genutzte Platte - die Nenngröße der genutzten Platte. Das ist genau (Verschachtelungsbreite + 2 x Randbreite) x (Verschachte-
lungshöhe + 2 x Randbreite).
• Nennnutzung (%) - das Verhältnis zwischen der Nenngröße aller Teile und der genutzten Platte.
• Tatsächliche Nutzung (%) - das Verhältnis zwischen der tatsächlichen Fläche aller Teile und der genutzten Platte.
Haben Sie unter “Handhabungsoptionen” die Option “Keine Flächenberechnungen” angekreuzt, befinden sich keine Daten in den Feldern “Bereich”, “Werkstücksbereich”, “Echte Verwendung” oder “Nettoverwendung”. Möchten Sie die Bereiche sehen, klicken Sie auf
“Bereich berechnen” oder gehen Sie zu den “Handhabungsoptionen” und entfernen Sie das Kreuz bei “Keine Bereichberechnungen”.
Info
Sie können zusätzliche Informationen zur aktuellen Verschachtelung oder zum Teil in das Info-Feld eingeben. Diese Informationen
werden in CNC2-Dateien gespeichert und Sie können, wenn Sie derartige Dateien öffnen, die aufgeschriebenen Notizen sehen. Um das
Info-Feld zu aktivieren, müssen Sie auf Information bearbeiten klicken. Die Anmerkungen, die Sie machen, werden nicht gespeichert,
bis Sie Info speichern anklicken.
5.3.8 Kostenrechner
Verwenden Sie dieses Werkzeug, um die Kosten für das Schneiden eines Teils oder einer Verschachtelung abzuschätzen. Der Rechner
empfängt die Verschachtelungsdaten automatisch, aber Sie müssen die Kostenprofildaten, wie zum Beispiel die Schnittgeschwindigkeit
der Maschine, liefern. Möchten Sie Ihr Kostenprofil später verwenden, können Sie es auf Ihrer Festplatte speichern. Sie können auch
Preise von verschiedenen Verschachtelungen vergleichen. Es ist unglaublich, wie viel Sie sparen können, wenn Sie einfach nur das
Werkzeug “Brücke” verwenden!
0-5399DE Verschachtelung 5-11
Page 61

iCNC Performance
DATEN:
Kostenprofil
Kostenprofil ist eine Sammlung von Variablen, die zeigen, wie die Maschine, der Nutzer oder das Material die Kosten beeinflussen.
• Name des Profils benennen (z.B. “plasma1 Eisen 0.25 Zoll”).
• Eilgeschwindigkeit Normalerweise ein konstanter Wert.
• Schnittgeschwindigkeit Abhängig von Werkzeug, Material (Typ und Dicke) und Prozess.
• startzeit Schneiden Zeit, zwischen der der Brenner zum Einstichpunkt kommt, und dem start der Schneidbewegung.
• Endzeitpunkt Schneiden Zeit, zwischen der der Brenner zum Ende eines Schneidprofils kommt, und dem start der Eilbewegung.
• Maschinenstunde Der richtige Wert der Maschinenstundenkosten ist wichtig, um zuverlässige Ergebnisse zu erhalten.
• Die Maschinenstundenkosten sind oft bewertet, so dass sie die Gewinnerwartungen beinhalten, die beim Kauf der Maschine vorausgesetzt wurden. Diese Kosten betragen in der Regel 60 bis 100 $, wenn die Maschine im aktiven Gebrauch ist. 60 bis 100 $ ist
auch ein korrekter Wert, wenn Sie einen Teil der Arbeit von Subunternehmern anfordern müssen.
• Wird die Maschine nur gelegentlich verwendet, können Sie lediglich die Arbeitskosten verwenden.
• Vorbereitung Arbeitsgang Die Zeit, die die Maschine bei der Aufgabenvorbereitung im Leerlauf steht. Die Vobereitungszeit auf
den Arbeitsgang schließt nicht nur den Transport der Platte zum Arbeitstisch, das Festlegen der Plattenausrichtung, das Laden
des Schneideprogramms und das Festlegen der Schneideparameter ein, sondern auch die Schritte, die nach dem Schneiden des
Programms unternommen werden: Aufnehmen der geschnittenen Werkstücke vom Tisch, Schrott von der verbleibenden Platte
schneiden, Entfernen der verbleibenden Platte, etc. Diese Zeit sollte so eingestellt werden, dass es die ganze Zeit zwischen dem
Moment abdeckt, in dem der Schneidtisch leer ist, und dem Moment, wenn der Tisch wieder leer ist - ausschließlich der Zeit, in
der die Maschine ein Schneideprogramm ausführt.
• Effektive Nutzung Eine Alternative zur Aufgabenvorbereitung. Wissen Sie, dass die Vorbereitungsphase Ihrer Maschine normalerweise die Hälfte der Maschinenlaufzeit beträgt, stellen Sie hier 50% ein.
• Eingestelltes Verbrauchsmaterial Die Kosten eines eingestellten Verbrauchsmaterials.
• Einstiche pro Einstellung Wie viele Einstiche können mit einem einzelnen Verbrauchsmaterialsatz durchgeführt werden.
• Zeit ändern Die Zeit, die benötigt wird, um einen Verbrauchsmaterialsatz auszutauschen.
• Gasverbrauch pro Stunde im Schneideprozess
• Elektrizität pro Stunde im Schneideprozess
• Andere pro Maschinenstunde
• Materialkosten Wie viel kostet ein Quadratfuß (oder meter) einer Platte.
• Brenner Anzahl der Brenner.
• Beschleunigung Maschinenbeschleunigung, die die durchschnittliche Eilgeschwindigkeit beeinflusst.
5-12 Verschachtelung 0-5399DE
Page 62

iCNC Performance
Verschachtelungsinfo
Diese Daten werden automatisch von der Software geliefert.
• Name der Verschachtelung
• Plattenfläche
• Plattenbreite
• Plattenlänge
• Rand Ein durch automatische Schachtelung zu den Ecken der Platte hin gelassener Sicherheitsbereich.
• Tatsächliche Nutzung Prozentsatz der Teilefläche gegenüber der Plattenfläche.
• Nominal usage Prozentsatz der Nennfläche der Teile im Vergleich zur Plattenfläche oder im Vergleich zur Fläche eines Rechtecks,
das um die Teile herum gezogen wird.
• Teile
• Einstiche
• Verschachtelungsbreite
• Verschachtelungslänge
• Teilefläche
• Schneidelänge
• Bogensekunden
• Bogensekunden pro Durchbohrung
• Durchschnittliche Eilgeschwindigkeit Das wird durch die Maschinenbeschleunigung beeinflusst. Hat die Maschine eine langsame
Beschleunigung und/oder die durchschnittliche Schnellbewegung ist kurz, wird die Maschine wahrscheinlich nie die maximale
Eilgeschwindigkeit erreichen.
Maschinenzeit
Zeigt die aktiven und inaktiven Zeiten zusammen mit ihren Kosten, berechnet aus den vorliegenden Daten, an. Aktive Zeit ist die Zeit,
die benötigt wird, um das Schneideprogramm auszuführen. “Inaktive Zeit” ist die Zeit, die benötigt wird, um eine Aufgabe vorzubereiten
(wie das Wechseln der Platte) und die Verbrauchsmaterialien zu ändern.
Materialkosten
In diesem Rahmen wird der Verbrauch von Material, Verbrauchsmaterial, Gas usw. und die entsprechenden Kosten angezeigt. Der
Materialverbrauch kann auf verschiedene Arten gehandhabt werden:
• Sie können auswählen, dass die gesamte Platte genutzt werden soll, oder einfach nur das Rechteck rund um die Verschachtelung.
• Ist keine Platte oder fertige Verschachtelung vorhanden, können Sie den Materialverbrauch mit einer wahrscheinlichen effektiven
Nutzung angleichen.
WERKZEUGE:
Angebot speichern speichert Ihre aktuelle Preiskalkulation als einfache Textdatei.
Materialkostenrechner Erlaubt die Kalkulation des Preises ein Quadratfußes (oder -meters) einer Platte. Weitere Informationen im
Kapitel Materialkostenrechner.
Zum Vergleich speichern Das speichert die aktuelle Kostenberechnung im Speicher des Computers. Sie können das mit späteren
Berechnungen vergleichen, indem Sie das Vergleichswerkzeug verwenden.
Vergleichen Sie Öffnet das Vergleichsfenster. Weitere Informationen im Kapitel Vergleichen.
“Laden” lädt ein gespeichertes Kostenprofil.
Save Speichert das aktuelle Kostenprofil.
Schließen Schließt den Kostenrechner.
0-5399DE Verschachtelung 5-13
Page 63

iCNC Performance
5.3.9 Vergleichen Sie
Dieses Fenster vergleicht die Kosten. Der vorherige Rahmen zeigt die Ergebnisse dieser Kostenberechnung, die Sie für den Vergleich
im Kostenrechner gespeichert haben. Der aktuelle Rahmen zeigt die letzte Kostenberechnung an - die, die Sie suchen, wenn Sie
Vergleichen im Kostenrechner auswählen. Sie können den Unterschied dieser beiden im Unterschiedsrahmen sehen.
Sehen Sie das aktuelle Fenster an, können Sie feststellen, dass sich dort ein Auswahlkästchen im Bezugg auf die Werkstücke befindet.
Das liegt daran, dass Sie manchmal mehr Teile auf der gleichen Platte unterbringen können, indem Sie die Teile besser verschachteln.
Diese Art von Situation führt zu falschen Ergebnissen, denn es wird, wenn man mehr Teile aus der Platte ausschneidet, mehr Zeit
(und Geld) gebraucht. Vergleichen Sie jedoch den Werkstücksbereich, können Sie erkennen, dass Sie weniger verbrauchtes Material
haben und deshalb mehr gespart haben. Deshalb ist diese Option hier. Haben beide Verschachtelungen dieselben Werkstücke, hat
diese Option keinen Effekt auf das Ergebnis.
Ersparnisse pro Tag ist die Summe dessen, was Sie sparen, wenn Sie diese Art von Aufgaben 8 Stunden lang schneiden. Ersparnisse
pro Woche ist dasselbe, nur bezogen auf 40 Stunden. Produktivitätssteigerung zeigt, wie viel weniger Zeit Sie benötigen, um diesen
Aufgabe zu schneiden.
5.3.10 Materialkostenrechner
Verwenden, um den Preis eines Quadratfußes (oder meters) Ihrer Platte zu berechnen. Wählen Sie zuerst das Material aus dem
Materialrahmen aus. Haben Sie ein anderes Material als “Anderes” ausgewählt, legt der Rechner automatisch die Materialdichte fest.
Stellen Sie die Plattenstärke und den Materialpreis pro Pfund (oder Kilogramm) ein. Wählen Sie “Berechnen” und Sie sind fertig.
5-14 Verschachtelung 0-5399DE
Page 64

iCNC Performance
5.3.11 Nest
Dieses Werkzeug aktiviert den automatischen Verschachtelungsprozess. Verschachtelt alle Teile in der aktuellen Verschachtelung auf die
aktuelle Platte. Haben Sie keinen besonderen Verschachtelungsbereich definiert (siehe Verschachtelungsbereich anzeigen), verwendet die
automatische Verschachtelung die gesamte Platte. Sie können den Prozess ändern, indem Sie die Verschachtelungsoptionen verändern.
In den folgenden Fällen wird das Werkstück nicht verschachtelt, sondern auf die rechte Seite der Platte verschoben:
• Das Teil passt nicht auf die Platte oder in den Verschachtelungsbereich.
• Es gibt zumindest ein enes Profil in dem Teil.
• Verwenden Sie mehrere Brenner und die Anzahl der Kopien des Werkstücks sind nicht gleichmäßig auf die Brenner verteilt, werden
die verbleibenden (Modulo) Werkstücke nicht verschachtelt.
Siehe auch MultiNest, Dreiecksverschachtelung und NestInfo.
5.3.12 Vorschubgeschwindigkeiten
Verwenden Sie dieses Werkzeug, um Vorschubgeschwindigkeiten (z. B. Schnittgeschwindigkeiten) zu Ihrem Schneideprogramm
hinzuzufügen. Sie können Vorschubgeschwindigkeiten für einzelne Profile oder Elemente einstellen.
Während Sie dieses Werkzeug verwenden, können Sie mehrere Flaggen mit unterschiedlichen Farben auf dem Bildschirm sehen. Jede
dieser Flaggen zeigt die jeweilige Vorschubgeschwindigkeit an. Die Farbe der Flagge gibt die Art der Vorschubgeschwindigkeit an (z.
B.: Programm-, Profil- und Element-Vorschubgeschwindigkeiten). Rot Flags stehen für einen Fehler und Sie sollten sie nicht sehen.
Sehen Sie eine rote Flagge, stellen Sie lediglich die Vorschubgeschwindigkeit für dieses Element neu ein.
Definition verschiedener Vorschubgeschwindigkeiten:
Programm-Vorschubgeschwindigkeit - Die Standardmäßige Vorschubgeschwindigkeit für das gesamte Schneideprogramm, wenn
keine Profil- oder Element-Vorschubgeschwindigkeiten festgelegt sind.
Profil-Vorschubgeschwindigkeit - Die Vorschubgeschwindigkeit für ein einzelnes Profil. Das gesamte Profil wird mit dieser Vorschubgeschwindigkeit geschnitten, wenn keine Element-Vorschubgeschwindigkeiten eingestellt sind. Die Vorschubgeschwindigkeit des Profils
kann auf Programm-Vorschubgeschwindigkeit oder benutzerdefinierte Vorschubgeschwindigkeit eingestellt werden.
Vorschubgeschwindigkeit Element - Die Vorschubgeschwindigkeit eines einzelnen Elements, die als Programm-, Profil-, oder nutzerdefinierte Vorschubgeschwindigkeit eingestellt werden kann.
Vorschubgeschwindigkeitsmodi
Absolut - Die Vorschubgeschwindigkeiten werden in Millimetern (oder Zoll) pro Minute angegeben.
Relative Werte - Vorschubgeschwindigkeiten sind als relative Werte (1-100 %) der aktuellen Schneide-Vorschubgeschwindigkeit
angegeben. Dieser Typ wird nur in ProMotion® iCNC Steuerungen unterstützt. Das wäre der Drehung des Vorschubgeschwindigkeits-Überbrückungs-Potentiometers der Steuerung ähnlich.
0-5399DE Verschachtelung 5-15
Page 65

iCNC Performance
Wie Sie dieses Werkzeug verwenden:
• Wenn Sie dieses Werkzeug starten, fragt es die Vorschubgeschwindigkeit des Programms ab. Diese Vorschubgeschwindigkeit ist
für alle Profile und Elemente festgelegt, die keine Vorschubgeschwindigkeit haben. Besitzt jedes Element bereits eine Vorschubgeschwindigkeit, wird das Werkzeug sofort starten.
• Um eine Programmvorschubgeschwindigkeit zu ändern, geben Sie den neuen Wert in das entsprechende Textfeld ein und klicken
Sie auF Anwenden.
• Wenn Sie die Profile oder Elemente auswählen, ändern sich deren Vorschubgeschwindigkeiten. Befindet sich das Tab “Profile” oben,
ändert Ihr Klick die Vorschubgeschwindigkeit der Profile. Befindet sich das Tab “Elemente” oben, ändert Ihr Klick die Vorschubgeschwindigkeit der Elemente. Profile und Elemente erhalten diese Vorschubgeschwindigkeit, die in der Anmeldenkarte festgelegt
ist.
• Sie können die Art der Vorschubgeschwindigkeit des Profils in der Anmeldenkarte Profile einstellen. Möchten Sie die benutzerdefinierte
Vorschubgeschwindigkeit verwenden, tippen Sie ihren Wert in das Textfeld und wählen Sie “Anwenden”. Die Vorschubgeschwindigkeit, die Sie hier auswählen, wird für alle Profile eingestellt, die Sie danach auswählen. Diese Änderung hat keine Auswirkungen
auf die Vorschubgeschwindigkeiten, die bereits festgelegt sind. Es wird nur auf diejenigen Profile angewandt, die Sie auswählen.
• Zur Einstellung des Typs der Vorschubgeschwindigkeitst des Elements in der Anmeldenkarte Elemente. Möchten Sie die benutzerdefinierte Vorschubgeschwindigkeit verwenden, tippen Sie ihren Wert in das Textfeld und wählen Sie „Anwenden“. Die Vorschubgeschwindigkeit, die Sie hier auswählen, wird für alle Elemente eingestellt, die Sie danach auswählen. Diese Änderung hat keine
Auswirkungen auf die Vorschubgeschwindigkeiten, die bereits festgelegt sind. Es wird nur auf diejenigen Elemente angewandt, die
Sie auswählen.
• Haben Sie im Tab “Elemente” “Klick wird auf einzelne Elemente angewandt” angekreuzt, ändern Ihre Klicke die Vorschubgeschwindigkeiten der einzelnen Elemente. Ist dies nicht angekreuzt, müssen Sie das start- und das Endelement ankreuzen. Alle Elemente
zwischen start und Ende erhalten dieselbe Vorschubgeschwindigkeit.
• Klicken Sie ein Element mit der linken Maustaste an, wird das gesamte Element ausgewählt. Ein Rechtsklick teilt das Element und
die Vorschubgeschwindigkeit wird nur für die andere Hälfte eingestellt. Rechtsklicken funktioniert nur, wenn Klicken bezieht sich
auf einzelne Elemente nicht markiert ist.
• Sie können alle Vorschubgeschwindigkeiten entfernen, indem Sie Entfernen und Beenden auswählen. Das schließt auch dieses
Werkzeug.
• Sie können mit Hilfe des Werkzeugs Vorschubgeschwindigkeitsprofile ganz einfach alle Vorschubgeschwindigkeiten für die gesamte
Verschachtelung einstellen.
5-16 Verschachtelung 0-5399DE
Page 66

iCNC Performance
5.3.13 Vorschubgeschwindigkeitsprofile
Mit den Vorschubgeschwindigkeitsprofilen können Sie Vorschubgeschwindigkeiten für alle Bögen und Kreise gleichzeitig einstellen.
Sie müssen nicht jeden einzeln auswählen.
So verwenden Sie Vorschubgeschwindigkeitsprofile:
• Starten Sie dieses Werkzeug durch die Auswahl von Profile im Vorschubgeschwindigkeiten-Dialog.
• Wählen Sie Absolut oder relative Vorschubgeschwindigkeiten aus.
• Stellen Sie den Durchmesser und die entsprechenden Vorschubgeschwindigkeitswerte für Kreise ein. Benötigen Sie nicht alle Paare
aus Durchmesser + Vorschubgeschwindigkeit, können Sie diese deaktivieren, indem Sie die Häkchen aus den Kästchen am Anfang
der Linie entfernen.
• Stellen Sie den Radius und die entsprechenden Vorschubgeschwindigkeitswerte für Bögen ein. Deaktivieren der Extraleitungen.
• Stellen Sie die Programm-Vorschubgeschwindigkeit ein, wenn Sie Absolut Vorschubgeschwindigkeiten verwenden.
• Klicken Sie auf “Anwenden”, um die Vorschubgeschwindigkeiten gemäß Ihres vorgegebenen Profils einzustellen. Alle bestehenden
Vorschubgeschwindigkeiten werden entfernt und die im Profil definierten Vorschubgeschwindigkeiten werden auf die Schachtelung
angewandt.
• Speichern Sie die Profile für künftige Verwendung. Das ist praktisch, wenn Sie verschiedene Profile für verschiedene Werkzeuge
benötigen. Klicken Sie auf “Speichern” und geben Sie den Dateinamen ein. Klicken Sie auf “Laden”, um diese Datei wiederzuverwenden.
5.3.14 DiameterPro
DiameterPro passt die Bohrungseigenschaften (Geschwindigkeit, Einfahrpunkte, Ausfahrpunkte, etc.) für den unterstützten Prozess
automatisch an.
0-5399DE Verschachtelung 5-17
Page 67

iCNC Performance
Nach dem Anklicken des Knopfes DiameterPro öffnet sich ein Fenster wie oben.
• Sendet das Schneideprogramm zu ProMotion cut zum Schneiden
• - Verkleinert
• 100% setzt den Zoom zurück
• + Vergrößert
• Auto Optimieren Aktiv zwingt den Nutzer, stets über das DiameterPro-Fenster zu gehen, bevor ein neues Werkstück geschnitten
wird
• Stornieren stornieren und DiameterPro-Fenster schließen
Haben Sie kleinere Bohrungen als 1:1 (Plattendicke : Bohrungsdurchmesser) sehen Sie ein Popup-Fenster, dass Informationen über
zu kleine Bohrungen liefert:
• << und >> Knöpfe scrollen durch die zu kleinen Löcher
• Zoom Vergrößern Sie das ausgewählte Loch
• Normalansicht Setzt den Zoom zurück und zeigt den gesamten Schnittbereich an
• Zur Punktmarkierung Ersetzt das Loch durch einen Punktmarkierungspunkt
• Schließen Schließt das Fenster und wendet die kleinsten Bohrdaten auf die Bohrlöcher an.
HINWEIS!
DiameterPro erfordert ProMotion® DiameterPro und eine unterstützte Plasma-Stromversorgung, um zu
funktionieren.
5.3.15 Platteneditor
Der Platteneditor ist ein Satz von Werkzeugen, die verwendet werden, um die Form und die Position einer Platte zu verändern. Klicken
Sie auf die Taste “Platte editieren”, um den Editor zu aktivieren. Die Taste bleibt gedrückt, bis Sie sie erneut anklicken. Ein kleines
Tool-Fenster erscheint. Das Werkzeugfenster enthält die Werkzeuge des Platteneditors. Klicken Sie erneut auf die Taste, um den
Platteneditor zu schließen.
5-18 Verschachtelung 0-5399DE
Page 68

iCNC Performance
5.3.16 Platte bearbeiten
Verwenden Sie dieses Werkzeug, um Teile aus einer Platte zu entfernen. Folgen Sie diesen Schritten:
• Bewegen Sie den Mauscursor über eine Plattenkante und klicken Sie ihn an.
• Bewegen Sie den Mauscursor zur nächsten Position und klicken Sie erneut. Eine neue Bahn erscheint vom vorhergehenden Punkt
zu diesem Punkt.
• Setzen Sie wie oben fort, bis Sie die Plattenkante erreicht haben. Klicken Sie auf die Kante, die Platte wird dann in zwei Teile geteilt,
aber nur eine von diesen wird angezeigt.
• Wird der falsche Teil angezeigt, verwenden Sie das Werkzeug “Aufteilung ändern”, um diesen zu ändern.
5.3.17 Platte mit der Maschinenbewegung bearbeiten
Dieses Werkzeug entspricht genau dem Platteneditor-Werkzeug, mit den folgenden Ausnahmen.
• Mauscursor folgt nicht der Mausbewegung. Mauscursor zeigt die Brennerposition an und bewegt sich, wenn sich der Brenner
bewegt.
• Die Platte im Arbeitsfenster von ProMotion® Nest wird in den gleichen Winkel gedreht wie die tatsächliche Platte. Wenn Sie dieses
Werkzeug nicht mehr verwenden, wird die Platte in ihren ursprünglichen Winkel zurückgedreht.
• Das Leertaste funktioniert wie die linke Maustaste (die linke Maustaste funktioniert auch).
• Die Taste Esc löscht die Bearbeitung. Die Originalplatte wird angezeigt und die Maus funktioniert normal.
• Dieses Werkzeug ist nur mit der ProMotion iCNC Steuerung nutzbar.
5.3.18 Teach-Platte
Verwenden Sie dieses Werkzeug, um die Form der Platte zu lehren. Legen Sie die Platte auf den Schneidetisch und verwenden Sie
dann den Laserpointer oder den Brenner, um die Plattenkanten zu zeigen.
Folgen Sie diesen Schritten:
• Legen Sie die Platte auf den Schneidtisch.
• Starten Sie dieses Werkzeug. Ein neues Fenster öffnet sich (siehe oben).
• Bewegen Sie den Laserpointer (oder den Brenner) über die Plattenkante. Klicken Sie dann auf Punkt akzeptieren.
• Bewegen Sie den Laserpointer über die nächste Plattenkante. Klicken Sie “Punkt akzeptieren” erneut an. Wiederholen Sie diesen
Schritt, während Sie alle Ecken der Platte angezeigt haben.
• Klicken Sie schließlich auf “Form schließen” und Ihre Platte ist fertig.
• Machen Sie einen Fehler beim Programmieren der Form, klicken Sie lediglich auf “Punkt stornieren”, um den letzten Punkt zu
entfernen.
Hinweis: Sie können dieses Werkzeug verwenden, um neue Werkstücke zum Schneiden zu Programmieren, wenn Sie die Platte mithilfe
des Werkzeugs “Platte-Werkstück-Platte” in ein Werkstück umwandeln.
HINWEIS!
Dieses Werkzeug kann nur mit einer ProMotion iCNC Steuerung verwendet werden.
0-5399DE Verschachtelung 5-19
Page 69

iCNC Performance
5.3.19 Stellen Sie die Herkunft ein
Dieses Werkzeug bringt eine der Plattenecken* zum Ursprung zurück.
• Klicken Sie auf eine der Ecken, um sie als neuen Ursprung festzulegen.
* In diesem Fall bedeutet “ECKE” ein Ende eines Elements, welches eines derjenigen Elemente ist, die das Plattenprofil bilden. Somit
ist es möglich, dass es überhaupt keine Ecke ist.
5.3.20 Verschachtelungsbereich anzeigen
Verwenden Sie dieses Werkzeug, um Verschachtelungsbereiche auf der Platte festzulegen. Verschachtelungsbereiche sind nützlich
bei Kombination von automatischer Verschachtelung und Multibrenner-Werkzeugen.
Folgen Sie diesen Schritten, um den Verschachtelungsbereich anzuzeigen:
• Platteneditor starten.
• Wählen Sie dieses Werkzeug aus. Ein rotes Rechteck erscheint in der Platte. Das Rechteck ist der neue Verschachtelungsbereich.
• Bewegen Sie den Mauscursor über eine Rechteckskante und halten Sie die linke Maustaste gedrückt. Jetzt folgt der Rand des
Rechtecks der Mausbewegung.
• Modifizieren Sie das Rechteck wie Sie möchten und schließen Sie dann den Platteneditor, um Ihre Änderungen zu bestätigen.
5.3.21 Teile ausrichten
Verwenden Sie dieses Werkzeug, um die Platte an der X- oder Y-Achse auszurichten. Warum? Die automatische Verschachtelung
funktioniert besser, wenn die Unterkante der Platte an der X- oder der Y-Achse ausgerichtet ist.
5.3.22 Spaltung ändern
Verwenden Sie dieses Werkzeug, um sich zwischen den angezeigten Teilen hin und her zu bewegen. Siehe Platte bearbeiten.
5.3.23 Platte drehen
Dieses Werkzeug dreht die aktuelle Platte um 90 Grad gegen den Uhrzeigersinn.
5-20 Verschachtelung 0-5399DE
Page 70

iCNC Performance
5.3.24 Spiegelplatte
Verwenden Sie dieses Werkzeug, um die aktuelle Platte in der Y-Achse zu spiegeln.
5.3.25 Zur Ausgangsposition bringen
Dieses Werkzeug positioniert die aktuelle Platte neu. Nachdem die Platte neu positioniert wurden sind ihre kleinsten X- und Y-Koordinaten gleich null.
5.3.26 Plattenbearbeitung rückgangig machen
Das Werkzeug “Platte bearbeiten” teilt eine Platte in zwei Werkstücke. Sind Ihnen Fehler während der Bearbeitung Fehler unterlaufen,
Verwenden Sie dieses Tool, um das Original-Werkstück wieder herzuholen.
5.3.27 Zoomen
Der einfachste Weg, zu vergrößern und zu verkleinern, ist Ihr Mausrad. Sie können es jederzeit verwenden. Haben Sie keine Maus mit
einem Rad, können Sie die Tasten “Zoom Minus” und “Zoom Plus” verwenden. Dann wird weiter gezoomt, bis Sie die Taste loslassen.
Um zur Normalansicht zurückzukehren, wo die ganze Verschachtelung sichtbar und so groß wie möglich ist, klicken Sie einfach auf
die Taste Zoom 100%.
5.3.28 Panorama-Ansicht
Sie können eine Panorama-Ansicht anzeigen, indem Sie den Mauszeiger über das Arbeitsfenster bewegen, während Sie die linke
Maustaste drücken. Das Bild folgt der Mausbewegung, bis Sie die linke Maustaste loslassen.
5.3.29 Rückgängig machen
Verwenden Sie dieses Werkzeug, um den letzten Vorgang zu löschen.
5.3.30 Schrott
Schließen Sie die aktuelle Verschachtelung, die im Arbeitsfenster sichtbar ist. Sind mehrere Verschachtelung en, wird die nächste im
Arbeitsfenster angezeigt.
0-5399DE Verschachtelung 5-21
Page 71
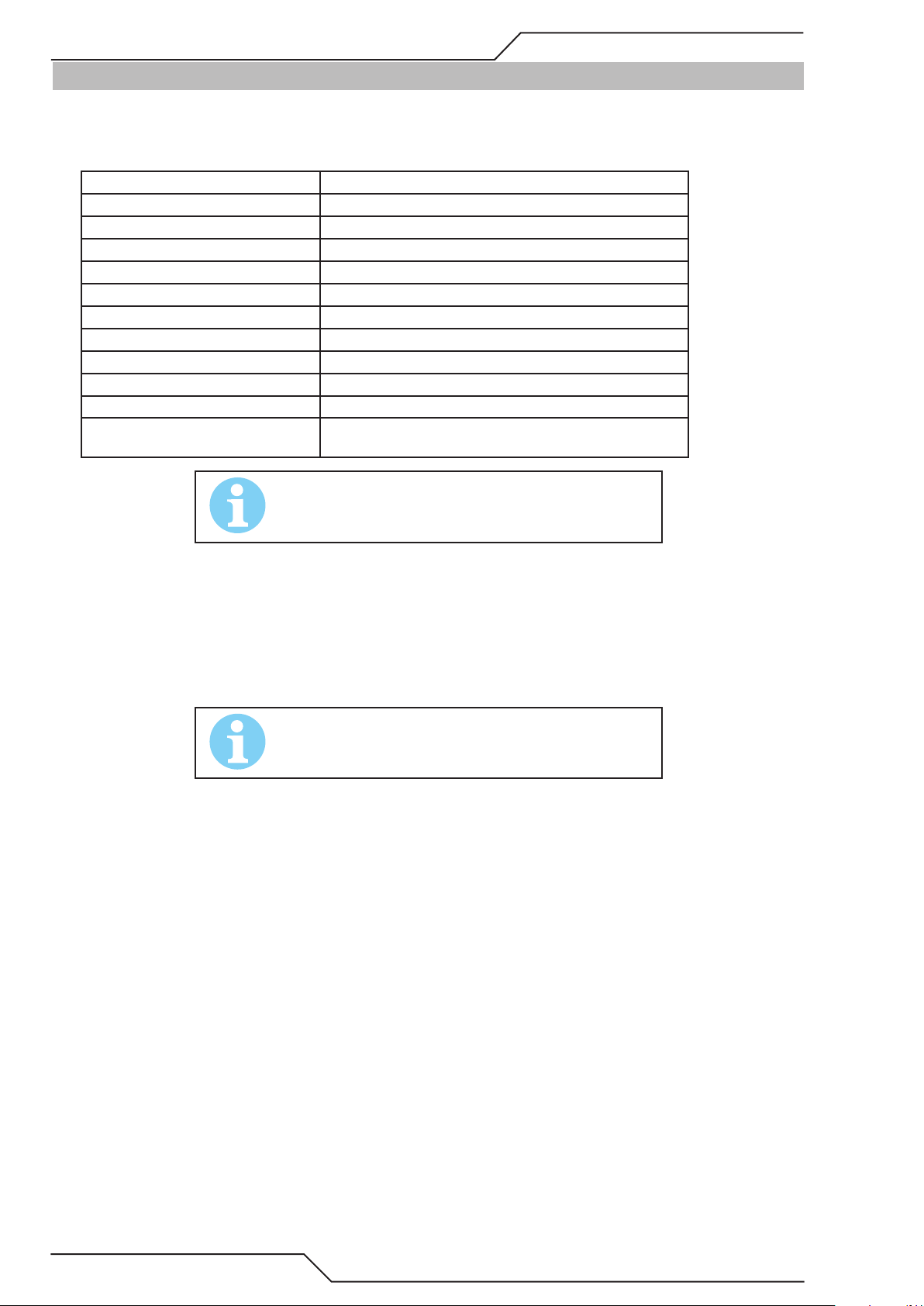
iCNC Performance
5.4 Dateimenü
Das Datei-Menü wird verwendet, um vorhandene Dateien zu öffnen, neue Dateien zu speichern und die Anwendung zu beenden. Hier
ist eine Liste aller Bestandteile des Dateimenüs.
Artikel Aktion
Artikel Aktion
New Erstellen Sie eine neue leere Platte.
Offen Öffnen Sie eine vorhandene Datei
Schrott Schließen Sie die aktuelle Verschachtelung.
Speichern als Aktuelle Verschachtelung Speichern.
Makro Erstellen Sie eine neue Form mit Makros.
Drucken Die aktuelle Verschachtelung ausdrucken
ESSI/EIA Raw Import Importiert alle ESSI und EIA-Dateien, so, wie sie sind
DNC Herunterladen von DNC
Import Verschachtelung von ProMotion® cut Importieren
Export Verschachtelung zu ProMotion® cut Exportieren
Verlassen Verlassen ProMotion® Verschachtelungsanwendung
verlassen
HINWEIS!
Einige dieser Werkzeuge wurden bereits im Werkzeugleisten-Kapitel
erläutert. Diese Werkzeuge werden in diesem Kapitel nicht wiederholt.
5.4.1 Speichern als
Speichert die aktuelle Verschachtelung (die im Arbeitsfenster) im ausgewählten Format. Mögliche Formate sind ESSI, EIA, DXF, ROBOTIC CNC und CNC-2. Für weitere Informationen über ESSI und EIA siehe ESSI-Optionen und EIA-Optionen.
In der Demoversion von ProMotion® Nest kann nicht gespeichert werden.
Es ist auch möglich, Punktmarkierungsprogramme zu speichern. Dies ist ein Optionales Modul. Weitere Informationen unter Punktmarkierung.
HINWEIS!
ProMotion® Nest kann ROBOTIC CNC nicht lesen. Möchten Sie Ihre
Schneideprogramme später bearbeiten, ist das beste Format CNC-2.
5.4.2 Drucken
Dieses Werkzeug druckt die aktuelle Verschachtelung auf dem Standarddrucker.
5.4.3 ESSI/EIA Raw Import
Verwenden Sie dieses Werkzeug, um ESSI- und EIA-Dateien in ProMotion® Nest zu laden, wenn Sie ein Schneideprogramm haben,
das bereit ist, ohne Bearbeitung zum Schneiden geschickt zu werden.
Grundsätzlich ist dies wie das normale Öffnen von Dateien. Dieses Werkzeug verwendet die gleichen ESSI- und EIA-Optionen wie die
geöffnete Datei. Der Unterschied zum normalen Datei-Öffnen ist, das es einfacher gehalten ist. Versucht nicht zu argumentieren, bei
welchen Formen es sich um Bohrungen handelt oder wo sich Einfahrpunkte oder andere Elemente befinden. RohImport liest die Datei
einfach ein, wie sie ist. Auf diese Weise können Sie jede Art von Schneideprogramm verwenden, das sonst nicht von der Logik von
ProMotion® Nest unterstützt werden würde (z. B. gemeinsames Schneiden und Programmierte Stopps).
5-22 Verschachtelung 0-5399DE
Page 72

iCNC Performance
5.4.4 DNC
Mit diesem Werkzeug können Sie Dateien von DNC-Verbindung laden. ProMotion® iLink muss auf dem PC ausgeführt werden, von
dem Sie die Dateien herunterladen.
Weiter - Erlaubt dem Nutzer, die im ProMotion® iLink Arbeitsverzeichnis (Ordner) verfügbaren Dateien zu durchsuchen. Zur Verfügung
stehende Dateinamen werden im Textfeld direkt unterhalb dieses Schalters angezeigt.
Ladung - Erlaubt dem Nutzer, das DNC herunterzuladen. Die Datei, die derzeit im Textfeld angezeigt wird, beginnt zu laden. Sie können
einfach den Dateinamen in das Textfeld eingeben und Laden auswählen.
Abbruch - Erlaubt dem Nutzer, das Herunterladen des DNC abzubrechen.
“Vorherige Ladung” erlaubt dem Nutzer, die letzte Datei erneut zu verwenden, ohne diese herunterladen zu müssen.
Datei en Erlaubt dem Nutzer, zu einem normalen “Datei-Öffnen”-Fenster zu wechseln. Verwenden Sie das, um eine Datei auf der
Festplatte der Steuerung oder im zugänglichen Netzwerk zu finden.
5.4.5 Import
Dieses Werkzeug importiert eine von ProMotion® Cut erstellte Verschachtelung.
5.4.6 Export
Dieses Werkzeug Exportiert die aktuelle Verschachtelung in ProMotion® cut. Bitte beachten Sie, dass die Exportierte Verschachtelung
nicht automatisch in ProMotion® cut geöffnet wird. Zum Öffnen müssen Sie das Import-Tool von ProMotion® cut verwenden.
5.4.7 Verlassen
Dieses Werkzeug schließt die ProMotion® Nest-Software.
Wichtig! Alle Schachtelungen werden geschlossen und alle in diesen enthaltenen Daten gehen beim Beenden verloren. Möchten Sei
eine oder mehrere dieser Verschachtelungen speichern, sollten Sie diese speichern, bevor Sie das Programm verlassen.
0-5399DE Verschachtelung 5-23
Page 73

iCNC Performance
5.5 Ansicht-Menü
Im Ansicht-Menü können Sie die Erscheinungsform von ProMotion® Nest und die Art und Weisem wie es in Ihre Verschachtelungen
malt, verändern.
Schwarz-Weiß-Ansicht
Diese Option wandelt die Zeichnungsfarbe in Schwarz um.
Outbits
Wird diese Option angekreuzt, zeigt ProMotion® Nest spezielle Outbits an, sollten sich diese in der Verschachtelung befinden. Für
weitere Informationen siehe das Handbuch Schneiden von ProMotion®.
Transferlinien
• Alle verbergen Transferlinien können durch Auswahl dieser Option ein- oder Ausgeschaltet werden.
• Schnitt anzeigen Bei Auswahl können Sie Transferlinien zwischen Schneidprofilen sehen. Das ist die Standardeinstellung.
• Bahnmarkierung anzeigen Bei Auswahl können Sie Transferlinien zwischen Bahnmarkierungsprofilen sehen.
• Punktmarkierung anzeigen Bei Auswahl können Sie Transferlinien zwischen Punktmarkierungsprofilen sehen.
Große Tasten anzeigen
Diese Option wandelt alle Tasten in der ProMotion® Nest Werkzeugleiste und den Toolboxen in große Tasten um. Diese Einstellung
wird für Touch-Screen-Anwendung empfohlen.
HINWEIS!
Sie müssen ProMotion® Nest neu starten, um diese Änderung
wirksam werden zu lassen.
5.6 Werkzeugmenü
Das Werkzeugmenü enthält Werkzeuge, mit denen Verschachtelungen manipuliert werden können. Sie können Teile fixieren, Markierungen hinzufügen, manuell oder automatisch verschachteln, die Schnittfolge einstellen, Brücken hinzufügen und viele andere Dinge
tun. Die Werkzeuge sind in einer Reihenfolge organisiert, in der sie in der Regel verwendet werden. Sie sollten z.B. eine automatische
Verschachtelung durchführen, bevor Sie Brücken hinzufügen.
HINWEIS!
Einige Werkzeuge sind nicht Teil des Standard-ProMotion® Nest, sondern Optionen, die separat erworben
werden können. Je nach den Optionen Ihrer Lizenz könnten einige Werkzeuge nicht zur Verfügung stehen.
HINWEIS!
Einige Werkzeuge aus diesem Menü wurden bereits im Werkzeugleisten-Kapitel
erläutert. Diese Werkzeuge werden hier nicht wiederholt
5.5.1 Trennen
Die linke Maustaste aktiviert die Löschung des Bereichs. Halten Sie die linke Maustaste gedrückt und bewegen Sie die Maus. Ein Rechteck
folgt dann der Mausbewegung. Wenn Sie die linke Maustaste loslassen, werden alle Profile, die sich vollständig innerhalb des Rechtecks befinden, gelöscht. Klicken Sie auf die rechte Maustaste, werden nur ein einzelnes Element oder ein Transferlinienpunkt gelöscht.
5.5.2 Copy
Dieses Werkzeug ermöglicht dem Benutzer, verschiedene Objekte in die Zwischenablage zu kopieren, von wo aus sie/er diese in jede
Verschachtelung einfügen kann. Das Objekt, das kopiert werden soll, kann aus dem Menü „Optionen” ausgewählt werden. Es gibt zwei
Arten von Objekten, die kopiert werden können: Formen und Verschachtelungen. Ein Objekt kann durch Bewegen des Mauscursors
über das Teil und das Klicken auf die linke Maustaste kopiert werden.
5-24 Verschachtelung 0-5399DE
Page 74

iCNC Performance
5.5.3 SCHNEIDEN
Verwenden Sie „Schneiden”, um Formen in der Zwischenablage abzulegen. Sie können Formen aus der Zwischenablage in Verschachtelungen einfügen.
Folgen Sie diesen Schritten:
1. Aktivieren Sie das Werkzeug “Schneiden”, indem Sie “Schneiden” auswählen (siehe obiges Bild).
2. Drücken Sie die linke Maustaste und halten Sie sie gedrückt. Es erscheint ein Fokus-Rechteck.
3. Umgeben Sie die Formen, die Sie schneiden möchten, mit dem Fokus-Rechteck und lassen Sie die linke Maustaste los.
5.5.4 Einfügen
Verwenden Sie dieses Werkzeug, um die kopierten/ausgeschnittenen Objekte in eine Verschachtelung einzufügen. Bei Auswahl
erscheint ein Dialogfenster (siehe unten). Benötigen Sie mehr als eine Kopie, ändern Sie den “Einfüge-Vervielfacher” im Dialogfenster
ändern. Der Einfüge-Vervielfacher gibt an, wie oft die kopierten Objekte eingefügt werden sollen. Klicken Sie auf den Editierbereich
und die Objekte werden eingefügt.
5.5.5 Bearbeiten
Form bewegen
Verwenden Sie dieses Werkzeug, um manuell die Position einer Form zu ändern. Bewegen Sie den Cursor über eine Form und halten
Sie die linke Maustaste gedrückt. Jetzt folgt die Form der Bewegung der Maus, bis Sie die Taste loslassen.
Dieses Werkzeug aktiviert auch Kollisionswerkzeuge
“Kollidieren” bedeutet, eine Form so nah wie möglich an eine andere zu bringen. ProMotion® Nest bietet Kollisionswerkzeuge für
diesen Zweck. Um eine Form zu kollidieren, sollten Sie zunächst die Form in die Nähe ihrer endgültigen Position bewegen und dann
das entsprechende Kollisionswerkzeug verwenden. Es gibt vier Werkzeuge, um Formen zu kollidieren: nach oben, nach unten, rechts
oder links.
Es gibt eine Taste in der Mitte der Kollisionswerkzeuge (Tasten). Durch Drücken dieser Taste wird bewirkt, dass die Formen in
einer anderen Farbe angezeigt werden, wenn nicht genug Platz zwischen ihnen vorhanden ist. Durch Loslassen der Taste können die
Teile wieder ihre normale Farbe annehmen.
Also, wie groß sollte der Abstand zwischen zwei Formen sein? Prüfen Sie in den Verschachtelungsoptionen die Schnittfugenbreite
und die Spielraumparameter. Der Abstand zwischen zwei Formen sollte zweimal die Schnittfugenbreite und einmal den Spielraum
betragen. Diese Formel wird von den Kollisionswerkzeugen und der Überlappungsprüfung verwendet.
HINWEIS!
Die Kollisionswerkzeuge sind nur dann sichtbar, wenn das Werkzeug “Form bewegen” aktiv ist.
0-5399DE Verschachtelung 5-25
Page 75

iCNC Performance
5.5.6 Form drehen
Erlaubt dem Nutzer, eine Form einfach mithilfe der Maus zu rotieren. Das Teil wird die Mausbewegung (drehen) folgen.
Die Rotationsschritte können in Handhabungsoptionen eingestellt werden. Empfohlene Schritte sind 5 oder weniger Grad.
5.5.7 Spiegel
Dieses Werkzeug ermöglicht Ihnen, Formen in X- oder Y-Achse zu spiegeln. Bewegen Sie den Mauscursor über eine Form und klicken
Sie mit der linken Maustaste, wird die Form in der Y-Achse widergespiegelt. Klicken Sie auf die rechte Maustaste, wird die Form in
der X-Achse widergespiegelt.
5.5.8 Einstechpunkt
Es gibt zwei Möglichkeiten, den aktuellen Einstichpunkt zu ändern. Um den Einstichpunkt zum ersten Punkt des Elements zu bringen,
bewegen Sie den Mauszeiger über das Element, und klicken Sie auf die linke Maustaste. Möchten Sie einen Punkt auf dem Element
auswählen, bewegen Sie den Mauscursor zum gewünschten startpunkt und klicken Sie mit der rechten Maustaste. Dieses Werkzeug
kann nur auf kompletten Profilen verwendet werden.
5.5.9 Kompensationsseite ändern
Ändern Sie die Kompensationsseite, indem Sie den Mauscursor über das Element bewegen und auf die linke Taste klicken.
5.5.10 Schnittrichtung ändern
Ändern Sie die Kompensationsseite, indem Sie den Mousecursor über das Element bewegen und auf die linke Taste klicken.
5.5.11 Split-Element
Ein Element kann gespaltet werden, indem der Mauscursor zum gewünschten Aufteilungspunkt bewegt wird und auf die linke Maustaste gedrückt wird.
5-26 Verschachtelung 0-5399DE
Page 76

iCNC Performance
5.5.12 Profile verbinden
Verwenden Sie dieses Werkzeug, um ein enes Profil zu schließen, oder zwei oder mehr ene Profile miteinander zu verbinden.
Folgen Sie diesen Schritten:
• Halten Sie die linke Maustaste gedrückt.
• Ziehen Sie ein Rechteck um die Start-/Endpunkte eines oder mehrere enen Profile.
• Lassen Sie die Maustaste los.
5.5.13 Einfahrpunkte
Indem Sie dieses Tool verwenden, können Sie Ein- und Ausfahrpunkte hinzufügen, entfernen und modifizieren. Wenn das Einfahrpunkte-Werkzeug aktiv ist, wird das Dialogfenster unten angezeigt. Verwenden Sie dieses Fenster, um die Parameter der Ein- und
Ausfahrpunkte zu verändern. Erscheint ein Wert rot, kann der Einfahrpunkt nicht erstellt werden (Bild zeigt einen zu kleinen Radius).
Arten von Ein- und Ausfahrpunkten:
Nichts Kein Ein- oder Ausfahrpunkt. Dieser Typ hat einen besonderen Zweck, wenn Sie einen
CNC-Code für alte ProMotion Steuerungen erzeugen. Gibt es keinen Einfahrpunkt, fügt die
Steuerung einen hinzu.
Gerade Eine gerade Bahn, die dieselbe Richtung wie das erste (oder das letzte) Element eines Profils hat.
90 Grad Eine gerade Bahn, die sich in einem Winkel von 90 Grad (auf der Schnittfugenseite) im Ver-
hältnis zum ersten (oder letzten) Element eines Profils befindet.
Arc Ein Bogen mit einem Mittelpunktwinkel von 90º. Verbindet das erste (oder das letzte) Element
eines Profils tangential.
0-179 Plasma Eine gerade Bahn, die sich in einem Winkel von 1 bis 179 Grad (auf der Schnittfugenseite) im
Verhältnis zum ersten (oder letzten) Element eines Profils befindet.
J Ein Einfahrpunkt, der eine Gerade und einen Bogen beinhaltet. Gerader Abschnitt zeigt immer
zur Mitte des Lochs. Einschränkungen sind, dass der Lichtbogenradius nicht kleiner sein
kann als die Hälfte der Schnittfuge und die Länge größer sein muss als der Lichtbogenradius.
Halbkreis Ein Halbkreis. Verbindet das erste (oder das letzte) Element eines Profils tangential.
Benutzerdefiniert Das ist ein aus einer Datei gelesener, benutzerdefinierter Typ. ESSI- und EIA-programme
haben oft diesen Typ Ein- oder Ausfahrpunkt. Sie können diese Art von Einfahrpunkten nicht
hinzufügen.
0-5399DE Verschachtelung 5-27
Page 77

iCNC Performance
Auswahl Ein-/Ausfahrpunkt:
Zum Hinzufügen, Entfernen oder Ändern von Einfahrpunkten, klicken Sie auf den Einstichpunkt oder wählen Sie „Ziel” aus, markieren
Sie den Kasten „Tauschen Sie vorhandene Einfahrpunkte aus” und klicken Sie auf „Hinzufügen”.
Länge:
Länge des Einfahrpunkts (Geraden).
Radius:
Radius des Einfahrpunkts (Lichtbögen).
Winkel
Einfahrwinkel (Freier Winkel)
Schnittfuge:
Ausgewähltes Verfahren Schnittfuge.
Überbrenn-Länge:
Überbrennen bedeutet, dass die Maschine, wenn sie um ein Profil herum geschnitten hat, beginnt, das Profil erneut (sie führt eine
weitere Runde aus) und länger zu schneiden. Diese Länge wird hier definiert. Geben Sie einfach den Wert in das Textfeld ein und
klicken Sie auf den Einstichpunkt oder wählen Sie ein Ziel aus und klicken Sie auf “Hinzufügen”.
Ziel:
Wählen Sie die Art von Profilen aus, an denen Sie Ein-/Ausfahrpunkte ändern möchten.
Tauschen Sie vorhandene Einfahrpunkte aus:
Kreuzen Sie diese Option an, wenn Sie die bestehenden Ein- oder Ausfahrpunkte ändern wollen. Sonst können Sie nur neue Einfahrpunkte oder Ausfahrpunkte) zu Profilen hinzufügen, die keine Einfahrpunkte (oder Ausfahrpunkte) haben.
Beispiels:
Wie man einen Ein-/Ausfahrpunkt hinzufügt:
1. Wählen Sie die Art von Einfahrpunkt, die Sie wünschen. Stellen Sie Länge, Radius usw. ein
2. Wählen Sie die Art von Ausfahrt, die Sie möchten. Stellen Sie Länge, Radius, Überbrennen usw. ein
3. Klicken Sie auf das Profil, dem Sie einen Einfahrpunkt hinzufügen möchten.
5-28 Verschachtelung 0-5399DE
Page 78

iCNC Performance
Wie man einen Einfahrpunkt verändert:
Wiederholen Sie die Schritte 1-2 oben.
3. Überprüfen Sie den Kasten “BESTEHENDE EINFAHRPUNKTE ERSETZEN”
4. Klicken Sie auf das Profil mit dem Einfahrpunkt, den Sie ändern möchten.
Wie man einem Profil einen Einfahrpunkt und einen Ausfahrpunkt hinzufügt:
1. Überprüfen Sie den Kasten “EINFAHREN”.
2. Wählen Sie die Art von Einfahrpunkt, die Sie wünschen.
3. Überprüfen Sie den Kasten “AUSFAHREN”.
4. Wählen Sie die Art von Ausfahrt, die Sie möchten.
5. Klicken Sie auf das Profil, um den Einfahrpunkt und den Ausfahrpunkt hinzuzufügen.
Wie man alle Einfahr- und Ausfahrpunkte der Bohrprofile ändert:
Wiederholen Sie die Schritte 1-4 oben.
5. Überprüfen Sie den Kasten „BESTEHENDE EINFAHRPUNKTE ERSETZEN“
7. Wählen Sie „LOCHPROFILE” aus
8. Wählen Sie “HINZUFÜGEN”.
Wie man alle Ausfahrpunkte entfernt:
1. Stellen Sie den Einfahrpunkt auf „Keiner” ein.
2. Stellen Sie den Ausfahrpunkt auf „Keiner” ein.
3. Wählen Sie das Ziel „ALLE PROFILE” aus
4. Klicken Sie auf “ADD”.
5.7 Anzeichnen
5.7.1 Text markieren
Mit diesem Werkzeug können Sie Text auf Platten für die Markierung eingeben. Durch Auswahl dieses Werkzeugs wird das nachstehende Fenster aktiviert:
Um Text für Markierungen einzugeben:
1. Schreiben Sie den Text, den Sie in das Feld markieren möchten Geben Sie den Markierungstext hier ein.
2. Stellen Sie die Texthöhe ein. Der zulässige Mindesthöhe beträgt 5 mm (0,2 Zoll).
3. Stellen Sie den Textwinkel ein ( 0-360 Grad).
4. Klicken Sie auf “Anwenden”, um die Änderungen zu bestätigen.
5. Klicken Sie auf den Teil, den Sie markieren möchten. Der Text wird an der Stelle eingefügt, die Sie angeklickt haben.
HINWEIS!
Das ist ein Zusatzmodul, das nicht in der Basisversion von ProMotion® Nest enthalten ist.
0-5399DE Verschachtelung 5-29
Page 79

iCNC Performance
5.7.2. Bohrung zu Punkt
Dieses Werkzeug wandelt runde Löcher in Punktmarkierungspunkte um. Sie müssen nur die Löcher anklicken, die Sie umwandeln
möchten.
HINWEIS!
Sie können die Umwandlung nicht rückgängig machen. Unterläuft
Ihnen ein Fehlern verwenden Sie bitte das Tool “Rückgängig machen”.
5.7.3. Schnitt zur Bahnmarkierung
Dieses Werkzeug wandelt Löcher in Bahnmarkierungsprofile um. Sie müssen nur die Löcher anklicken, die Sie umwandeln möchten.
HINWEIS!
Sie können die Umwandlung nicht rückgängig machen. Unterläuft
Ihnen ein Fehlern verwenden Sie bitte das Tool “Rückgängig machen”.
5.8 Autonest
5.8.1 Dreiecksverschachtelung
Dieses Werkzeug verschachtelt die Teile in das kleinstmögliche Rechteck. Z.B. sind zwei Dreiecke verschachtelt und ihre Seiten liegen
sich gegenüber. Dieses Werkzeug funktioniert gut mit Dreiecken und daher stammt auch sein Name.
5.8.2 MultiNest
MultiNest verschachtelt alle Formen automatisch. Passen die Formen nicht auf die aktuelle Platte, schafft MultiNest neue Kopien der
aktuellen Platte und verschachtelt weiter auf ihnen, bis alle Formen verschachtelt sind.
5.8.3 Gruppen
Dieses Werkzeug ermöglicht Ihnen, Formen in Verschachtelungsgruppen zu kopieren. Die Verschachtelungsgruppe ist eine Gruppe
von Teilen, die sich alle bewegen und über Autonest ineinander verschachteln, wie eine einzige Form. Wenn dieses Werkzeug aktiv
ist, wird der Dialog unten angezeigt.
Wenn dieses Werkzeug aktiv ist, können Sie Formen durch Anklicken oder Ziehen eines Rechtecks um sie herum aktivieren (und
deaktivieren).
Die Liste Gruppe auswählen, in die kopiert werden soll zeigt alle möglichen Gruppen, in die sie Formen kopieren können. Diese Liste
enthält alle Geometrien vom Geometriefenster und Sie können diese später in Gruppen umwandeln (siehe Beispiel unten).
Die Kopiertaste kopiert alle ausgewählten Formen in die aus der Liste ausgewählte Gruppe.
Möchten Sie eine neue Gruppe erstellen, schreiben Sie deren Namen in das Feld und wählen Sie “Erstellen” aus. Jetzt können Sie die
neue Gruppe in der Liste und im Geometrielistenfenster sehen.
Wenn Sie alle Formen kopiert haben, die Sie von dieser Verschachtelung möchten, wählen Sie Schließen.
Bitte beachten Sie, dass alle anderen Werkzeuge deaktiviert sind, während dieses Werkzeug aktiviert ist.
5-30 Verschachtelung 0-5399DE
Page 80

iCNC Performance
Wie man eine Verschachtelungsruppe erstellt:
• Werkzeug “Gruppen aktivieren”.
• Erstellen Sie eine neue Gruppe /tippen Sie ihren Namen in das markierte Textfeld. “Der Name einer neuen Gruppe” und wählen Sie
Erstellen”
• Wählen Sie die soeben erstellte Gruppe aus der Liste Wählen Sie eine Gruppe aus, in die kopiert werden soll aus.
• Wählen Sie die Formen aus, die Sie zu Ihrer Gruppe hinzufügen möchten (klicken Sie auf alle von ihnen).
• Wählen Sie “Kopieren”.
• Schließen Sie das Werkzeug “Gruppen” und aktivieren Sie Ihre Gruppe aus der Geometrieliste (Klicken Sie mit der linken Maustaste
den Namen Ihrer Gruppe in der Liste an).
• Klicken Sie mit der rechten Maustaste auf die Geometrieliste und wählen Sie Gruppe Ein-/Ausschalten aus dem Popup-Dialogfeld
aus. Jetzt können Sie einen Stern vor dem Geometrienamen sehen. Das bedeutet, dass diese Geometrie eigentlich eine Gruppe
ist.
• Jetzt können Sie die Teile in Ihrer Gruppe von Hand bewegen und drehen. Bringen Sie diese nah aneinander.
• Wenn Ihre Gruppe bereit ist, klicken Sie erneut mit der rechten Maustaste auf die Geometrieliste und wählen Sie dieses Mal In
Verschachtelung kopieren aus. Geben Sie die Anzahl der Gruppen ein, die Sie verschachteln wollen und schließlich haben Sie
Gruppen in Ihrer Verschachtelung.
5.8.4 Einfrieren
Verwenden Sie dieses Werkzeug, um Teile für die Dauer des automatischen Verschachtelungsprozesses zu blockieren. Gefrorene Teile
ändern ihre Position während des automatischen Verschachtelungsprozesses nicht.
• Klicken Sie auf den Teil, den Sie einfrieren möchten. Sie sehen nun die Teile hellblau markiert.
• Um mehrere Teile zu blockieren, zeichnen Sie ein Rechteck um die gewünschten Teile.
• Um ein Teil wieder freizugeben, klicken Sie erneut darauf.
HINWEIS!
Die automatische Verschachtelung kann nicht in Löchern gefrorener Teile vonstatten gehen.
Möchten Sie diese Bohrungen auch verschachteln, sollten Sie dies manuell tun und dann die
Werkstücke in diesen auch einfrieren.
5.8.5 AutoFill
Dieses Werkzeug füllt den restlichen Bereich der Platte mit den kopierten Formen. ProMotion® Nest verschachtelt alle Formen
automatisch, um eine optimale Materialausnutzung zu erzielen. Die Verschachtelungsoptionen wirken sich auf die Leistung dieses
Werkzeugs aus.
Folgen Sie diesen Schritten, um ein Blatt auszufüllen:
1. Kopieren einer Form mithilfe des Kopierwerkzeugs.
2. Klicken Sie auf die Taste “AutoFill“.
0-5399DE Verschachtelung 5-31
Page 81

iCNC Performance
5.9 Schneiden
5.9.1. Schnittfolge optimieren
Verwenden Sie dieses Werkzeug, um ProMotion® Nest die Schnittfolge für Sie erstellen zu lassen. ProMotion® Nest berechnet die
optimale Schnittfolge, so dass Teile immer nahe der Plattenkante geschnitten werden. Bitte beachten Sie, dass, wenn ein Teil von der
Platte abgeschnitten wird, ein Loch hinterlassen wird, das nun die Kante ist. Die Idee dabei ist, zu verhindern, dass die Wärme die
Platte verbiegt.
Sind Sie mit dem Ergebnis nicht zufrieden, können Sie die Schnittfolge einfach mithilfe des Werkzeugs “Schnittfolge ändern” ändern.
5.9.2 Schnittfolge ändern
Wenn dieses Werkzeug aktiviert ist, wird der folgende Dialog angezeigt:
Sie können es ProMotion® Nest überlassen, die Schnittfolge für Sie zu erstellen, indem Sie auf die Taste Schnittfolge optimieren
klicken. Weitere Einzelheiten unter Schnittfolge optimieren. Sie können auch selbst die Schnittfolge erstellen, indem Sie dieses Werkzeug verwenden.
Die Schnittfolge kann zwischen Teilen (Formen), Löchern, Bahnmarkierungsprofilen und Punktmarkierungspunkten verändert werden.
Es gibt fünf Methoden, die verwendet werden können, um die Schnittfolge zu ändern: Reihenfolge zeigen, Tauschen, Einen Schritt
bewegen, Linie und freie Auswahl.
Bei der Methode “Reihenfolge anzeigen” klicken Sie einfach die Objekte in derjenigen Reihenfolge an, in der sie geschnitten oder markiert
werden sollen. Wenn Sie ein Objekt anklicken, ändert es seine Farbe, um anzuzeigen, dass es ausgewählt wurde. Ändert sich die Farbe
des Objekts nicht, können Sie dessen Reihenfolge nicht ändern (wahrscheinlich die falsche Art). Auswahlen können durch Klicken der
Taste Auswahl rückgängig machen entfernt werden. Die Option Erstes Objekt sperren kann mit dieser Methode verwendet werden.
Ist dies ausgewählt, können Sie nicht die Schnittfolge der Objekte ändern, die sich in der Schneidefolge vor dem ersten ausgewählten
Element befinden. Wenn Sie bereit sind, wählen Sie Anwenden, um eine neue Schnittfolge zu erstellen. Das ist die einzige Methode,
die Sie auf Bahn- und Punktmarkierungen verwenden können.
Bei der Methode “Tauschen” wählen Sie zwei Objekte aus und ihre Positionen in der Schneidereihenfolge werden untereinander ausgetauscht. Wenn Sie das erste Objekt anklicken, ändert es die Farbe, um die Auswahl anzuzeigen. Wenn Sie das zweite Objekt anklicken,
wird das erste Objekt deaktiviert und die Schnittfolge ändert sich.
5-32 Verschachtelung 0-5399DE
Page 82

iCNC Performance
Bei der Methode “Einen Schritt bewegen” wählen Sie einfach das Objekt aus, dessen Schneidereihenfolge Sie verändern möchten und
verwenden dann die Schrittpfeile zum Verändern der Schneidereihenfolge. Klicken Sie auf den Pfeil nach links, wird das ausgewählte
Objekt früher geschnitten, klicken Sie auf den Pfeil nach rechts, wird es später geschnitten.
Bei der Methode “Leitung” zeichnen Sie eine Linie über diejenigen Werkstücke oder Bohrungen, deren Reihenfolge Sie verändern
möchten. Die Schnittfolge des ersten Teils/Lochs, das die Linie überlappt, verändert sich nicht. Der Rest der überlappten Teile/Löcher
kommt unmittelbar nach dem ersten.
Bei der Methode “Freie Auswahl” klicken Sie einfach die Profile in der Reihenfolge an, in der Sie sie schneiden wollen und wählen dann
“anwenden”. Diese Methode wird freie Auswahl genannt, weil Sie jede Schnittfolge unter Teilen und Löchern auswählen können (z. B.
können Sie zunächst alle Löcher in Ihrer Verschachtelung und dann alle Teile schneiden). Diese Methode könnte die internen Datenstrukturen von ProMotion® Nest durcheinanderbringen, wodurch die automatische Verschachtelung und einige andere Werkzeuge
Fehler verursachen könnten. Sie sollten diese Methode nur verwenden, wenn Sie die Schnittfolge, nicht mit den anderen Verfahren
einstellen können. Entscheiden Sie sich für die Verwendung dieser Methode, verwenden Sie dies, wenn Sie alle anderen Schritte für
Ihre Verschachtelung unternommen haben.
Die Taste “Anwenden” wird in Kombination mit dem Befehl (Zeigen” und den Methoden der freien Auswahl verwendet. Die Deaktivierungstaste entfernt alle Auswahlen.
Das Schließen der Taste schließt den Dialog.
5.9.3 Brücke
Mit diesem Werkzeug ist es möglich, eine Brücke zwischen zwei oder mehreren vollständigen Formen zu bilden. Eine Brücke ist eine
zweispurige Bahn, die zwei Formen verbindet. Eine Brücke kann durch das Drücken der linken Maustaste und das Bewegen des Cursors
über alle Formen, die überbrückt werden sollen, geschaffen werden. Ein “GUMMIBAND” wird der Mausbewegung folgen und zeigt die
Lage der zukünftigen Brücke. Wenn die linke Taste losgelassen wird, wird die Brücke gebildet.
Wird die Option “Senkrechte-Waagrechte Überbrückung aus den Handhabungsoptionen ausgewählt, werden alle Brücken entweder
senkrecht oder waagrecht. Ist das „GUMMIBAND“ eher waagrecht als senkrecht, wird die Brücke waagrecht. Sonst wird es vertikal sein.
Die Y-Koordinate der waagrechten Brücke ist die gleiche wie die Y-Koordinate des Startpunkts des „GUMMIBANDS“.Die X-Koordinate
der vertikalen Brücke stimmt mit der X-Koordinaten des Startpunktes des „GUMMIBANDES“ überein.
HINWEIS!
Der Ein- und der Ausfahrpunkt der ersten Form werden in die endgültige Form
kopiert. Mögliche Ein- und Ausfahrpunkte der anderen Formen werden entfernt.
Breite Brücke
Breite Brücke ist wie eine normale Brücke oben, aber sie lässt einen festen Bereich zwischen zwei Profilen. Sie können breite Brücken
genauso wie normale Brücken erstellen. Die einzige Ausnahme ist, dass, wenn Sie die Maustaste loslassen, das nachstehende Fenster
erscheint.
• Die schwarze Linie stellt die Linie dar, die Sie gerade gezeichnet haben. Es handelt sich auch um die andere Seite der Brücke. Die
rote Linie ist die andere Seite. Die breite Brücke wird zwischen diesen Linien gebildet.
• Wählen Sie die Seite der roten Linie aus: links oder rechts.
• Geben Sie die Breite der Brücke ein. Geben Sie eine Weite unter 0.1 mm (0.004 Zoll) ein, wird eine normale Brücke anstelle einer
weiten Brücke eingegeben.
• Klicken Sie auf “OK”.
Aktivieren Sie die Charakteristik “Breite Brücke” in den Handhabungsoptionen.
0-5399DE Verschachtelung 5-33
Page 83

iCNC Performance
5.9.4 Kettentrennung
Dieses Werkzeug wird verwendet, um Profile miteinander zu verketten. Auf diese Weise können Sie mehrere Profile mit einer einzigen
Bohrung schneiden.
Folgen Sie diesen Schritten:
• Klicken Sie auf den Punkt, an dem die Kette beginnen soll. Jetzt folgt ein „GUMMIBAND” Ihrer Mausbewegung und zeigt den Verlauf
der Kette.
• Bewegen Sie den Mauscursor zum nächsten Punkt, zu dem sich die Kette bewegen soll und klicken Sie erneut.
• Wenn Sie ein Profil anklicken, wird es in die Kette eingefügt.
• Setzen Sie diese Schritte fort, bis Ihre Kette fertig ist. Wählen Sie „BEREIT” auf dem Kettentrennungsdialog (siehe Bild unten).
• Die Kette ist fertig. Möchten Sie eine neue Kette erstellen, wiederholen Sie den obigen Vorgang.
Sonderfälle:
• Hat das Profil einen Ein- oder Ausfahrpunkt, geht die Kette automatisch zum Anfang des Einfahrpunktes und fährt vom Ende des
Ausfahrpunkts aus fort.
• Ist das Profil nicht geschlossen, geht die Kette automatisch zum Anfang des Profils und fährt vom seinem Ende aus fort.
5.9.5 Hinzufügen eines Transferlinienpunktes
Ein neuer Transferlinienpunkt kann durch Klicken mit der linken Maustaste hinzugefügt werden. Der neue Transferlinienpunkt wird der
letzte in der Schnittfolge sein. Die Schnittfolge kann durch das Werkzeug Schnittfolge ändern verändert werden.
5.9.6 Schrottschneiden
Verwenden Sie dieses Werkzeug, um Schrottschneidelinien in Ihrer Verschachtelung zu erzeugen. Schrottschneidelinien werden
verwendet, um den Schritt aus der Platte auszuschneiden, wenn das Schneideprogramm fertiggestellt ist. Verwenden Sie dieses
Werkzeug nur an fertigen Verschachtelungen.
Tun Sie folgendes:
• Klicken Sie auf den Punkt, an dem Ihre Verschnittllinie beginnen soll. Dieser Punkt sollte außerhalb der Platte oder innerhalb eines
Teils liegen.
• Jetzt folgt ein „GUMMIBAND” Ihrer Maus.
• Klicken Sie auf den nächsten Punkt auf der Verschnittlinie. Befindet sich dieser Punkt außerhalb eines Werkstücks und innerhalb
einer Platte, wird es zum Wegpunkt. Das bedeutet, dass der Schrott-Schnittlinie durch diesen Punkt verläuft. Befindet sich der
Punkt innerhalb eines anderen Werkstücks oder außerhalb der Platte, endet die Verschnittlinie an der Grenze des Werkstücks oder
der Platte.
Am Anfang und am Ende der Verschnittlinie wird ein Spielraum gelassen. Diese Ränder können in den Handhabungsoptionen eingestellt werden.
Hinweis: Durchkreuzen Sie die Plattenkante, zeichnen Sie die Verschnittlinie von der Werkstückkante zur Plattenkante. Auf diese Weise
müssen Sie nicht so genau sein, wenn Sie die Plattenkante einstellen.
5-34 Verschachtelung 0-5399DE
Page 84

iCNC Performance
5.10 Spezialwerkzeuge
Spezialwerkzeuge sind Werkzeuge, die nicht von jedem Benutzer dieser Software benötigt werden, jedoch in Sonderfällen verwendet
werden können.
5.10.1 Punktmarkierung
Verwenden Sie dieses Werkzeug, um auswählen, welche Löcher punktmarkiert werden. Dieses Werkzeug ist Teil eines Optionalen
Punktmarkierungsmoduls.
Folgen Sie diesen Schritten, um Bohrungen für die Punktmarkierung auszuwählen:
1. Halten Sie die linke Maustaste gedrückt und ziehen Sie ein Rechteck um alle Bohrungen, die Sie markieren möchten.
2. Lassen Sie die linke Maustaste los und alle Löcher, die sich innerhalb des Rechtecks befinden, werden wieder schwarz. Sie
sind für die Markierung ausgewählt.
3. Wenn Sie alle Löcher ausgewählt haben, die Sie markieren möchten, speichern Sie das Punktmarkierungsprogramm mithilfe
des Werkzeugs „Speichern als -> Punkt”.
Wählen Sie versehentlich eine falsche Bohrung aus, können Sie diese Wahl rückgängig machen, indem Sie ein neues Rechteck um
dieses herum zeichnen.
Möchten Sie nur eine Bohrung auswählen bzw. deren Auswahl rückgängig machen, können Sie es einfach mit der linken Maustasten
anklicken.
HINWEIS!
Dieses Werkzeug funktioniert nur für einzelne Formen - nicht für eine ganze Verschachtelung.
HINWEIS!
Das ist ein Zusatzmodul, das nicht in der Basisversion von ProMotion® Nest enthalten ist.
5.10.2. Beschichtungslinie
Hat Ihre Maschine einen Schweißbrenner, können Sie mit diesem Werkzeug Formen leicht überziehen.
Folgen Sie diesen Schritten:
1. Stellen Sie den Abstand zwischen den Linien und andere Einstellungen in Spezialwerkzeugoptionen ein.
2. Aktivieren Sie dieses Werkzeug aus dem Menü Aktionen>Besondere Werkzeuge->Beschichtungslinien.
3. Halten Sie die linke Maustaste gedrückt und ziehen Sie ein Rechteck um alle Formen, die Sie überziehen möchten.
4. Lassen Sie die Maustaste los und alle ausgewählten Formen werden mit schwarzen waagrechten Linien gefüllt - Beschichtungslinien.
ProMotion® Nest speichert die Beschichtungslinien als Linienmarkierungslinien. Sie sollten Ihre Maschine so konfigurieren, dass der
Schweißbrenner den Bahnmarkierer ersetzt. Verfügt Ihr ProMotion® Nest über eine ESSI/EIA Speicheroption, können Sie alternativ
die Codefolgen der Linienmarkierung neu definieren, damit diese den Steuerbefehlen des Schweißbrenners entsprechen.
5.10.3. Bearbeitungszugabe
Die Bearbeitungszugabe ist ein zusätzlicher Bereich, der an geschnittenen Teilen, die von einem Bearbeitungswerkzeug bearbeitet
werden, stehengelassen wird. Bei Aktivierung zeigt das programm ein Fenster mit einer kurzen Beschreibung an, wie dieses Werkzeug
zu verwenden ist. Darüber hinaus enthält das Fenster eine Einstellung, die für das Festlegen der Bearbeitungstoleranz auf Profilen
benötigt wird.
Ein Profil wird mit dem Mauscursor definiert und durch Klicken mit der rechten Maustaste wird die Bearbeitungstoleranz wird dem
gesamten Profil hinzugefügt. Wird die Toleranz nur für einen Teil des Profils benötigt, wird die Toleranz mittels zwei Klicks mit der linken
Maustaste eingestellt: Klicken Sie zunächst auf den Punkt, an dem die Toleranz beginnen sollte und dann dort, wo sie enden sollte.
Die Bearbeitungstoleranzvariable wird im Bearbeitungszugabe-Fenster eingestellt. Geben Sie die Weite der Toleranz in das Bearbeitungsfeld ein und klicken Sie auf OK. Das Dialogfenster verschwindet, und die vorgegebene Breite ist wirksam.
Sie können dieses Werkzeug auch durch gleichzeitiges Drücken von Strg und „A” aktivieren.
0-5399DE Verschachtelung 5-35
Page 85

iCNC Performance
5.10.4. Versatz
Dieses Werkzeug berechnet den tatsächlichen Schneidpfad, wenn Schnittfugenkompensation hinzugefügt wird. Das ist ein Vorteil,
wenn Ihre Steuerung es nicht richtig ausführen kann, oder es zu lange dauert.
Der Wert der Schnittfugenkompensation ist die Hälfte der in den Verschachtelungsoptionen festgesetzten Schnittfugenbreite.
HINWEIS!
Das ist ein Zusatzmodul, das nicht in der Basisversion von ProMotion®
Nest enthalten ist.
5.10.5. Anker
Verwenden Sie dieses Werkzeug, um das Teil während des Schneidens auf der Platte zu verankern. Das wird erreicht, indem kleine
Lücken auf dem Schneidprofil eingefügt werden, so dass der Schneidvorgang bei diesen Lücken unterbrochen wird. Die Länge der
Lücken kann in tools.ini eingestellt werden (siehe ini-Dateien).
5.10.5. Gemeinsamer Schnitt
Mit dem Werkzeug „Gemeinsamer Schnitt“ können Sie zwei Teile so verbinden, dass ihre gemeinsame Trennungslinie mit einem
einzigen Schnitt geschnitten wird. Das kann eine Menge Zeit sparen, wenn die Schnittgeschwindigkeit niedrig ist.
Folgen Sie diesen Schritten:
• Bringen Sie zwei Werkstücke nah aneinander.
• Wählen Sie dieses Werkzeug aus.
• Bringen Sie den Mauszeiger in das Innere eines der Werkstücke und drücken Sie die linke Maustaste.
• Bringen Sie den Mauszeiger in das Innere des anderen Werkstücks, während Sie die linke Maustaste drücken.
• Lassen Sie die Maustaste los und die Teile werden zusammengefügt.
HINWEIS!
Vor dem Gebrauch dieses Werkzeugs muss die richtige Schnittfuge in den Verschachtelungsoptionen eingestellt werden.
5.10.7. Bohrerauswahl
Fügt einen speziellen Werkzeugauswahlcode für eine Punktmarkierung (Bohrpunkt) hinzu. Wählen Sie das Werkzeug aus dem Menü
aus, das erscheint, wenn Sie mit der rechten Maustaste auf den Bildschirm klicken. Wenn dieses Werkzeug aktiv ist, können Sie kleine
Flaggen an jedem Punkt der Punktmarkierung sehen. Die Flaggen zeigen das aktuell ausgewählte Werkzeug an.
5.10.8. Platte-Teil-Platte
Dieses Werkzeug wandelt einfach eine Platte in ein Teil um, und umgekehrt.
Ausnahmen: Die Umrechnung funktioniert nicht bei...
• Es sind keine Teile auf der Platte.
• Es sind mehrere Teile auf dem Bildschirm.
5.10.9. Einstellungen Einfach-/Multibrenner
Wählen Sie die Art des Vorgangs aus der folgenden Liste aus:
• Normale Verschachtelung Entfernt alle Multibrenner-Daten von der Platte und es wird wieder zu einer normalen Platte.
• Streifen Es gibt nur einen Brenner, aber der automatische Verschachtelungsprozess verwendet nur einen schmalen Streifen anstatt
der gesamten Platte. Die Breite des Streifens wird an das Textfeld Verschachtelungsbereichsbreite weitergegeben. Es ist auch
möglich, den Verschachtelungsbereich mit dem Werkzeug „Verschachtelungsbereich anzeigen” anzuzeigen.
• n Brenner Sie können die maximale Anzahl von Brennern in Handhabungsoptionen einstellen. Dieser Vorgang teilt die Platte in
n gleich große Teile und teilt die Formen der aktuellen Verschachtelung unter ihnen auf. Nur die Formen, die der erste Brenner
schneiden wird, werden normal angezeigt, und der Rest wird als Schatten angezeigt.
5-36 Verschachtelung 0-5399DE
Page 86

iCNC Performance
Optionen Multitorch:
• Erster Brenner Legt den ersten Brenner links oder rechts fest.
• Brennerabstandstoleranz Der erlaubte maximale Fehler in Bezug auf den Abstand zwischen zwei Brennern und auch in Bezug auf
den vom ersten Brenner gemessenen Abstand.
• Brennerabstand Der Abstand zwischen zwei Brennern. Das System berechnet das für Sie, wenn Sie nicht den festen Brennerabstand
gewählt haben.
• Fester Brennerabstand Möchten Sie den Brennerabstand selbst einstellen, kreuzen Sie diese Option an. Auf diese Weise können
Sie schmale Verschachtelungsbereiche definieren.
Breite des Verschachtelungsbereichs:
Der Verschachtelungsbereich ist der Bereich (pro Brenner) der bleibt, wenn der Plattenbund, die Brennerabstandstoleranz und der
Verschachtelungsspielraum herausgenommen worden sind. Der Verschachtelungsbereich sollte breit genug sein, um die Teile darin
verschachteln zu können. Die minimale Breite für den Verschachtelungsbereich ist die Werkstücksbreite plus zweimal die Schnittfugenbreite.
Schließlich:
Wenn Sie die Betriebsart ausgewählt und alle erforderlichen Optionen eingestellt haben, wählen Sie Anwenden und dann OK aus.
Wichtig:
Verschachtelungsoptionen Abstand und Rand werden für die Berechnungen des Brennerabstands verwendet. Deshalb sollten Sie sie
einstellen, bevor Sie irgendeine der Multibrenner-Einstellungen vornehmen.
0-5399DE Verschachtelung 5-37
Page 87

iCNC Performance
5.10.10 Wählen Sie ein Teil aus
Verwenden Sie dieses Werkzeug, um ein beliebiges Teil aus einer Verschachtelung auszuwählen. Das ausgewählte Teil wird in seine
eigene Verschachtelung kopiert und dann zur Ausgangsposition bewegt.
Wenn Sie dieses Werkzeug aktiviert haben, klicken Sie einfach auf das Teil, das Sie auswählen möchten.
5.10.11. Teile anzeigen
Listet die Namen aller Teile in der aktuellen Verschachtelung auf. Auch wenn mehrere Kopien eines Teils existieren, wird sein Name nur
einmal aufgelistet. Klicken Sie einen Namen in der Teileliste an und alle Teile dieses Namens werden im Arbeitsfenster farbig markiert.
5.11 Regler
Verwenden Sie dieses Werkzeug, um Abstände in Ihrer Verschachtelung zu messen. Drücken Sie die linke Maustaste, wo Sie die
Messung beginnen möchten. Bewegen Sie dann die Maus und halten Sie die linke Maustaste gedrückt. In der oberen rechten Ecke
befindet sich ein gelbes Etikett, in dem Sie den Abstand vom Ausgangspunkt zur aktuellen Mausposition sehen können.
5.12 Menü Optionen
Das Menü Optionen bietet Werkzeuge, um die ProMotion® Nest-Software zu konfigurieren.
5.12.1 Handhabungsoptionen
Maß
Das Maß sind Millimeter oder Zoll. Diese Option legt fest, welche.
5-38 Verschachtelung 0-5399DE
Page 88

iCNC Performance
DXF-Optionen
• Punktabstand Sind zwei Punkte so nahe aneinander, werden sie als derselbe Punkt angesehen. Wichtig: Hinweis: Ändern Sie den
Punktabstand, bevor Sie eine Datei laden.
• Maßstab immer 1:1 Beim Lesen von DXF-Dateien versucht ProMotion® Nest zu erfassen, welche Messung in der Datei verwendet
wird. Diese Erfassung wird ignoriert, wenn Maßstab immer 1: 1 aktiviert ist. Dann wird die DXF-Datei je nach Messeinstellung in
Millimetern oder Zoll gelesen.
• Formen zur Ausgangsposition bringen Wird diese Option ausgewählt, wird die Form in der DXF-Datei bewegt, so dass sich ihre
Minimum-Koordinaten am 0,0-Punkt befinden. Beinhaltet die DXF-Datei eine Verschachtelung (mehr als eine Form), wird die Verschachtelung verschoben, so dass die Minimum-Koordinaten bei 0,0 Punkten befinden. Alle Formen in der Schachtelung werden
über genau dieselbe Länge hin bewegt, so dass sich ihre relative Position im Vergleich zu den anderen nicht ändert.
• Text in Markierung umwandeln Wird diese Option angekreuzt, wandelt ProMotion® Nest DXF-Textelemente (TEXT und MTEXT) in
Markierungslinien. Diese Markierungslinien bilden den gleichen Text, der sich in der DXF-Datei befand. Hinweis: Diese Option ist
Teil des Markierungstextbausteins. „Text markieren” ist ein Optionales Modul und kein Teil des Grundmoduls.
• Längere Textsuche Normalerweise sucht ProMotion® Nest die Textelemente in der gleichen Region (der DXF-Datei), in der sich die
anderen Einheiten befinden. Kreuzen Sie diese Option an, sucht ProMotion® Nest Textelement vom Dateianfang bis zum Dateiende.
CNC-Optionen
• Fortgeschrittenes CNC aktivieren Einige neue Funktionen wurden der Robotic CNC-Sprache hinzugefügt. Alte Versionen der WinRobo- und Pro3Nest-Software unterstützen diese neuen Funktionen nicht. Erstellen Sie Codes für ältere Versionen von WinRobo
als 7.5.2 oder für ältere Versionen von Pro3Nest als 7.0.9, klicken Sie diese Option nicht an. Hinweis: Export verwendet immer die
neueste Version. Diese Einstellung gilt nur für Speichern als CNC.
• Hinzufügen einer Platte zum CNC-programm. Beim Speichern in der Robotic CNC, speichert diese Option die Platte mit allen
Geometrien.
• Verwenden Sie alte Einfahrpunkte Diese Option unterstützt ältere Versionen der Robotic- und ProMotion-Steuerungen. Beim Speichern in der Robotic CNC und wenn keine Ein- oder Ausfahrpunkte für eine Form gegeben sind, fügt diese Option einen speziellen
Einfahrpunkt-Code hinzu, der von der Steuerung erkannt wird. Die Steuerung hat ihre eigenen Einfahrpunkteinstellungen, die in
Fällen wie diesen zur Anwendung kommen. Hinweis: Export verwendet immer die Einfahrpunkte, die Sie auf dem Bildschirm sehen
können. Diese Einstellung gilt nur für Speichern als CNC.
Winkel drehen
Definiert den Rotationswinkel, den das Rotationswerkzeug verwendet. Der Winkel ist in Graden angegeben. Die empfohlene Einstellung
ist benutzerdefiniert: 5 Grad.
Schrottschneiden
Diese Werte legen den Abstand zwischen dem Einstich-/Endpunkt der Schrottschneidelinie und der Kante des Teils/der Platte fest. Ein
negativer Wert im Feld ‘ZU’ bedeutet, dass das Schrottschneiden vor der Kante beginnt (d.h. außerhalb der Platte oder innerhalb eines
Werkstücks) . Eine negative Zahl im Feld ‘ZU’ bedeutet, dass das Schrottschneiden vor der Kante aufhört (d.h. innerhalb der Platte oder
außerhalb eines Werkstücks) . Empfohlene Werte sind: Vom Teil Part >= Schnittfugenbreite, Zum Teil <= negative Schnittfugenbreite,
Von der Plattenkante = 0 (wenn die Plattenkante richtig eingestellt ist anders < 0) und Zur Plattenkante > 0.
Standard-Einfahrpunkte
In diesem Abschnitt können Sie definieren, welche Arten von Ein- oder Ausfahrpunkten automatisch allen Profilen zugefügt werden,
wenn DXF geladen oder Makros erstellt werden. Laden Sie EIA- oder ESSI-Dateien, werden keine Ein- oder Ausfahrpunkte hinzugefügt,
denn diese Datein verfügen über programmierte Ein- und Ausfahrpunkte.
Markieroptionen
Diese Einstellungen beeinflussen, wie und welche Markierungen in einer CNC-Datei gespeichert und dann eventuell markiert werden.
• Wird „Alle markieren” ausgewählt, werden sowohl die Linien-, als auch die Punktmarkierungen gespeichert.
• Wird „Alle Markierungen verwerfen” ausgewählt, werden keine Markierungen gespeichert. Das ist eine nützliche Option, wenn Sie
die Teilenamen nur drucken (auf Papier), aber sie nicht wirklich markieren möchten.
• Wird „Alle Linienmarkierungen verwerfen” ausgewählt, werden nur die Punktmarkierungen gespeichert.
• Wird „Alle Punktmarkierungen verwerfen” ausgewählt, werden nur die Linienmarkierungen gespeichert.
• Wird „Erweiterte Werkstückmarkierung” angekreuzt, wird der startblock der Linienmarkierung (siehe Codesequenzen) gespeichert,
bevor jede Linienmarkierung und der Endblock direkt nach jeder Linienmarkierung gespeichert werden. Dies gilt auch für Punktmarkierungen. Diese Option ist deaktiviert, wenn Sie die Option Alle Markierungen zuerst markiert haben.
• Wird „Alle Markierungen zuerst” angekreuzt, werden alle Markierungen zuerst gespeichert und danach alle Werkstücke, die geschnitten werden sollen. „Nach Markierung zum Ursprung zurückkehren” bewegt die Maschine zum Nullpunkt der Platte, wenn
der gesamte Markierungsprozess abgeschlossen wurde. Wird „stopp nach der Markierung” angekreuzt, stoppt die Maschine nach
der Markierung.
0-5399DE Verschachtelung 5-39
Page 89

iCNC Performance
Verschiedene Optionen
• Fadenkreuz anzeigen Ist dieser Kasten angekreuzt, wird ein Fadenkreuz auf der aktuellen Cursorposition gezeichnet.
• Senkrechte-Waagrechte Überbrückung Ist dieser Kasten angekreuzt, wird das Überbrücken senkrecht oder waagrecht ausgeführt.
Siehe Brückenwerkzeug für weiterführende Informationen.
• Verwenden Sie breite Brücken Das ist eine Option für ein Überbrückungswerkzeug. Wird diese Option ausgewählt, wird ein solider
Bereich zwischen den überbrückten Profilen stehengelassen, damit diese zusammenbleiben, wenn sie von der Platte geschnitten
werden. Siehe Brückenwerkzeug für weitere Informationen.
• Brenner rechts Ändert den Ursprungspunkt von der linken unteren Ecke zu der rechten unteren Ecke.
• Software-Tastatur Verfügen Sie über keine Tastatur, können Sie immer die Software-Tastatur für die Texteingabe verwenden. Stellen
Sie diese Option ein, wird die Softwaretastatur automatisch angezeigt, wenn eine Texteingabe benötigt wird. Bitte beachten Sie,
dass Sie das Mausrad zur Eingabe von Nummern in ProMotion® Nest verwenden können
• DNC aktiviert Diese Option legt das Standard-Download-Verhalten von ProMotion® Nest fest, wenn von ProMotion® Cut angefordert. Wird diese Option eingestellt, aktiviert sich der DNC-Download automatisch, wenn Sie DOWNLOAD bei ProMotion® cut
anklicken. Weitere Informationen zu DNC im Kapitel Dateimenü.
5.12.2. Spezialwerkzeugoptionen
Das sind Optionen für Spezialwerkzeuge.
Beschichtungslinie
Der Abstand zwischen Bahnen ist der Abstand zwischen zwei Beschichtungslinien.
Ein-/Ausfahrpunkt ist das Maß, wie weit die Beschichtungslinien über die Kanten der Form hinaus gezogen werden.
Mindestabstand ist die kleinste Weite einer Bohrung, die beim Ziehen von Beschichtungslinien gezogen werden
5.13 ESSI-Optionen
Diese Optionen werden beim Lesen und Schreiben von ESSI-Dateien verwendet.
ESSI Codes
EIA-Dateien werden gemäß dieser Codes interpretiert. Diese Codes sollten mit den in der ESSI-Datei verwendeten Codes übereinstimmen.
Programmrotation
Wird die Rotation ausgewählt, werden alle von den ESSI-Dateien abgelesenen neuen Verschachtelungen 90 Grad gegen den Uhrzeigersinn rotiert.
Einheit / Maßstab
Diese Optionen stellen die Standardeinheiten und den verwendeten Maßstab in ESSI-Dateien ein.
Codegenerierung
Verwenden Sie diese Befehle, um start- und Endsequenzen verschiedener Vorgänge festzulegen. Diese Sequenzen werden beim
Schreiben von ESSI-Dateien verwendet. Siehe Codesequenzen für weitere Informationen.
5-40 Verschachtelung 0-5399DE
Page 90

iCNC Performance
5.13.1 Codesequenzen
Bei den Optionen ESSI und EIA ist es möglich, die Codesequenzen, welche dem Anfang und Ende bestimmter Aktionen hinzugefügt
werden, beim Speichern von Dateien abzuändern.
Die Beschriftung des oberen Rahmens zeigt, welche Aktionssequenzen derzeit verändert werden (z. B. im Bild oben sind es die Brennschneidsequenzen). start- und Endsequenzen werden in den Bearbeitungsfeldern angezeigt. Einige Aktionen bedürfen der Angabe der
Schnittfugenseite (z. B. alle Schnittfolgen).
Sequenz Erklärung - Der Anfang und das Ende von...
Programm ..ein Schneideprogramm
Brennschneiden ..ein mit einer Gasflamme zu schneidendes Profil
Plasma ..ein mit Plasmabrenner zu schneidendes Profil. Derzeit nicht unterstützt
Plasma 2 ..ein mit Plasmabrenner 2 zu schneidendes Profil. Derzeit nicht unterstützt
Bahnmarkierung ..einbahniges Markierprofil
Punktmarkierung ..ein-Punkt-Markierung
Bahnmarkierungsblock ..alle Bahnmarkierungen
Punktmarkierungsblock ..Punktmarkierungen
Beispiel
Das Bild oben zeigt die Gasschnittfolgen von ESSI-Dateien. Die Schnittfugenseite ist auf links eingestellt. Die startsequenz ist 6 (Eilbewegung Aus), 29 (Schnittfuge links), 7 (Brennschneiden Ein). Die Endsequenz ist 8 (Brennschneiden Aus), 38 (Schnittfuge Aus), 5
(Eilbewegung Ein). Mit diesen Einstellungen wird der folgende Code generiert:
6 (startsequenz)
29 (startsequenz)
7 (startsequenz)
++1000 (ein Profil)
+1000+ (ein Profil)
+-1000 (ein Profil)
-1000+ (ein Profil)
8 (Endsequenz)
38 (Endsequenz)
5 (Endsequenz)
0-5399DE Verschachtelung 5-41
Page 91

iCNC Performance
5.14 EIA-Eingabeoptionen
Diese Optionen werden verwendet, wenn ProMotion® Nest EIA-Dateien liest.
Codes
EIA-Dateien werden gemäß dieser Codes interpretiert. Diese Codes sollten mit den in der EIA-Datei verwendeten Codes übereinstimmen.
G Null ist Linear
Wenn diese Option eingestellt ist, interpretiert ProMotion® Nest Linien ohne G-Codes als lineare Bewegung. Ist das Schneiden aktiv,
handelt es sich um lineares Schneiden, ansonsten ist es lediglich schnelle Bewegung. Wenn diese Option nicht eingestellt ist, werden
Linien ohne G-Codes als die gleiche Art interpretiert, wie der zuletzt gelesene G-Code.
Einheit / Maßstab
Diese Optionen stellen die Standardeinheiten und den verwendeten Maßstab in ESSI-Dateien ein. Hat eine EIA-Datei eine Einheitendefinition, überschreibt sie diese Einstellung. Der Maßstab wird immer hier festgelegt.
Codierung
Wird die Codierung als „absolut” eingestellt, sind alle X- und Y-Koordinaten absolut. Sonst sind sie zunehmend.
I- und J-Codes
I- und J Codes sind die Koordinaten am Mittelpunkt eines Bogens Werden sie auf „absolut” eingestellt, sind sowohl alle I- und J-Codes,
als auch alle X- und Y-Codes absolut, ansonsten sind sie inkrementell. Werden X- und Y-Codes als inkrementell eingestellt, sind I und
J ebenfalls inkrementell.
HINWEIS!
„Kodierung” und „I und J-Codes” haben nur Auswirkungen, wenn
sie nicht in der EIA-Datei definiert sind.
Programmrotation
Wird die Rotation ausgewählt, werden alle von den EIA-Dateien abgelesenen neuen Verschachtelungen 90 Grad gegen den Uhrzeigersinn rotiert.
5-42 Verschachtelung 0-5399DE
Page 92

iCNC Performance
Vorschubgeschwindigkeit und Schnittfuge
• F-Codes ignorieren Wird diese Option eingestellt, werden alle F-Codes (Vorschubgeschwindigkeiten) beim Lesen von Dateien
ignoriert.
• K-Codes ignorieren. Wird diese Option eingestellt, werden alle K-Codes (Schnittfuge) beim Lesen von Dateien ignoriert.
• K-Codes
a. Wert ist Schnittfugenbreite Wird diese Option eingestellt, wird der Wert des K-Codes als Schnittfugenweite interpretiert.
b. Wert ist Schnittfugenkompensation Wird diese Option eingestellt, wird der Wert des K-Codes als Schnittfugenkompensation
interpretiert.
• F Codes
a. Relative Wird diese Option eingestellt, werden F-Codes als Prozentsatz der vollen Vorschubgeschwindigkeit interpretiert.
b. Absolut Wird diese Option eingestellt, werden F-Codes als Millimeter oder Zoll pro Minute interpretiert.
Laden & Speichern als...
Benötigen Sie verschiedene EIA-Dateien aus verschiedenen Quellen, ist es nützlich, die Einstellungen für jeden EIA-Typ separat einzustellen. Speichern Sie die Einstellungen durch Betätigen der Taste Speichern als und laden Sie sie erneut durch die Taste Laden.
Siehe auch EIA-programmierung.
5.14.1 Fortgeschrittene EIA
Hier können Sie die Outbits für die EIA-Engabe konfigurieren. Die Bedeutung dieser Outbits ist im ProMotion® cut Handbuch erklärt.
D-Codes sind vordefinierte Schnittfugen, die in einigen Systemen verwendet werden. Wählen Sie „Konfigurieren”, um die Schnittfugenwerte der D-Codes zu ändern.
0-5399DE Verschachtelung 5-43
Page 93

iCNC Performance
5.15 EIA Ouput Options
Diese Optionen werden beim Speichern von EIA-Dateien angewendet.
Codegenerierung
Verwenden Sie diese Befehle, um start- und Endsequenzen verschiedener Vorgänge festzulegen. Siehe Codesequenzen für weitere
Informationen.
Einheit / Maßstab
Diese Optionen stellen die Einheit und den verwendeten Maßstab in gespeicherten EIA-Dateien ein.
Codierung
Wird die Codierung als „absolut” eingestellt, sind alle X- und Y-Koordinaten absolut. Sonst sind sie zunehmend.
I- und J-Codes
I- und J Codes sind die Koordinaten am Mittelpunkt eines Bogens Werden sie auf „absolut” eingestellt, sind alle I- und J-Codes absolut.
Sonst sind sie zunehmend. Werden X- und Y-Codes als inkrementell eingestellt, sind I und J ebenfalls inkrementell.
Programmrotation
Wird die Rotation ausgewählt, werden alle erzeugten EIA-Dateien 90 Grad gegen den Uhrzeigersinn rotiert.
VorschubgeschwindigkeitsCodes
• Keine schnelle Vorschubgeschwindigkeit Wird diese Option eingestellt, werden die Vorschubgeschwindigkeiten nicht für die Eilgeschwindigkeit eingestellt.
• Vorschubgeschwindigkeiten am Ende der Bahn/auf separaten Bahnen Vorschubgeschwindigkeiten können auf ihren eigenen Zeilen
oder am Ende einer Codezeile gespeichert werden Diese Option legt fest, welche Art und Weise verwendet wird. Siehe Beispiele
unten.
Beispiel 1 (am Ende der Bahn)
G01 X10 Y10 F200
Beispiel 2 (auf separater Bahn):
F200
G01 X10 Y10
Codes
Eilbewegung, linearer Schnitt, Lichtbogen CW und Lichtbogen CCW stellen die Codes ein, die beim Speichern der EIA-Dateien verwendet
werden. Wird „Null G ist Linear” ausgewählt, wird kein Code vor einer schnellen Bewegung oder einem linearen Schnitt angegeben.
Laden & Speichern als...
Müssen Sie verschiedene EIA-Dateien aus verschiedenen Quellen speichern, die verschiedene Typen von EIA verwenden, ist es nützlich,
die Einstellungen für jeden EIA-Typ separat einzustellen. Speichern Sie die Einstellungen durch Auswahl von Speichern als und laden
Sie sie erneut durch Auswahl von Laden.
Siehe auch EIA-programmierung.
5-44 Verschachtelung 0-5399DE
Page 94

iCNC Performance
5.16 Verschachtelungsoptionen
Gemeinsame Optionen
• Kerf Breite Die Schnittfugenbreite des ausgewählten Schneideprozesses.
• Gibt den Mindestabstand an, der immer zwischen Formen gelassen werden muss, die auf einer Platte verschachtelt sind. Wird
diese Variabel auf null (0) gestellt, platziert das Programm diese so nahe aneinander, wie es die Schnittfugenweite erlaubt.
• Anschluss Werkstück in Werkstück Wird dies ausgewählt, versucht das Programm, kleinere Formen in die Bohrungen der größeren
zu setzen.
• Teilesequenzverfahren Formen können entweder in einer durch ihre Oberfläche oder ihren Umfang festgelegten Reihenfolge verschachtelt werden. Wird „Nach Bereich sortieren” ausgewählt, werden diejenigen Formen, die die größte Oberfläche aufweisen, zuerst
verschachtelt. Wenn Nach Umfang sortieren ausgewählt wird, werden die Formen mit dem größten Umfang zuerst verschachtelt.
(Eine lange, aber dünne Form hat einen größeren Umfang, aber eine kleinere Oberfläche.)
Teileoptionen
• Schrittwinkel Bei Verschachtelung von Formen auf eine Platte, versucht ProMotion® Nest, diese in verschiedenen Positionen darauf anzuordnen. Zwischen den Versuchen, rotiert ProMotion® Nest die Formen um so viele Grad wie hier angegeben. Ein voller
Kreis hat 360 Grad. Wenn also diese Variable auf 90 eingestellt wird, wird versucht, die Formen in vier verschiedene Positionen
zu verschachteln; wenn sie auf 1 Grad eingestellt wird, probiert ProMotion® Nest 360 verschiedene Positionen aus. Je kleiner der
Schrittwinkel, desto besser ist natürlich das Ergebnis, jedoch verlängert ein kleiner Schrittwinkel auch die Verschachtelungszeit.
• Passungstyp Formen können nach zwei Grundsätzen verschachtelt werden, Erste Passung und Schwerpunkt-Passung. Die Einstellung der Ersten Passung sagt ProMotion® Nest, die Form in die erste Position zu bringen, die funktioniert. Die Einstellung der
Schwerpunkt-Passung sagt ProMotion® Nest, die Position zu berechnen, wo der Schwerpunkt der Form sich so nahe wie möglich
zur unteren Linie der Platte befindet. Die untere Linie der Platte wird in den Plattenoptionen ausgewählt (siehe unten).
Plattenoptionen
• Randbreite Legt den Abstand fest, der zwischen den Plattenkanten und den äußersten Formen gelassen werden muss. In anderen
Worten, Formen dürfen nie näher an die Kante des Werkstücks platziert werden, als in dieser Variabel angegeben.
• Verschachtelungsrichtung Diese Option legt die Achse fest, auf der der Verschachtelungsprozess durchgeführt wird. Ob der Verschachtelungsprozess nach links oder rechts verläuft, hängt von der Einstellung der startecke ab.
• Startecke Legt fest, in welcher Ecke die Verschachtelung beginnt.
HINWEIS!
Ist der Abstand größer als die Randbreite, wird die Randbreite wie der Abstand eingestellt.
Optionen Einfahrpunkte
• Einfahrpunkt während der Verschachtelung ignorieren. Wird dies ausgewählt, werden alle Ein- und Ausfahrpunkte während des
Verschachtelungsprozesses ignoriert. Das ist eine nützliche Option, wenn Formen verschachtelt und dann überbrückt werden. Das
Überbrücken entfernt extra Einfahrpunkte, die ignoriert werden müssen.
0-5399DE Verschachtelung 5-45
Page 95

iCNC Performance
5.17 Sprachoptionen
Ändert die von der Nutzerschnittstelle von ProMotion® Nest verwendete Sprache.
5.18 Anmeldemenü
Werkzeuge zur Registrierung Ihrer ProMotion® Nest-Software.
5.18.1 Anmeldeformular
Bitte füllen Sie das Formular aus, um Software oder neue Software-Optionen zu bestellen.
Wir empfehlen auch, dieses Formular zu verwenden, wenn technische probleme, besonders im Zusammenhang mit der Lizenz, bestehen.
5.18.2 Anmelden
Verwenden Sie diesen Dialog, um Ihre neue Lizenznummer einzugeben. Haben Sie Ihre neue Lizenz in Form einer Lizenzdatei erhalten,
kopieren Sie diese Datei in das Verzeichnis ProMotion® Nest. Haben Sie die Lizenz per Fax erhalten, sollten Sie das Formular sorgfältig
und vollständig ausfüllen.
5.19 Hilfemenü
Das Hilfemenü hat folgende Bestandteile:
• Inhalt Öffnet die Hilfedatei auf Ihrem Bildschirm.
• Über... Liefert Informationen über Ihre Version der ProMotion® Nest Software.
5.20 Listenfenster
Es gibt zwei Listenfenster auf der rechten Seite der ProMotion® Nest-Benutzeroberfläche. Diese Fenster sind Plattenliste und Teileliste.
Sie bieten beide verschiedene Werkzeuge für Ihre Verwendung.
5.20.1 Plattenliste
Dieses Fenster enthält eine Liste aller geöffneten Platten. Die Liste ist alphabetisch geordnet. Die aktive Platte zeichnet sich durch eine
blaue Leiste aus (sie ist markiert). Diese Werkzeuge stehen im Plattenfenster zur Verfügung:
Aktivieren - Klicken Sie auf den Plattennamen, um diese zu aktivieren.
Nest - Doppelklicken Sie auf den Plattennamen und er wird automatisch verschachtelt.
Popup-Menü - Klicken Sie mit der rechten Maustaste auf das Fenster, um ein Popup-Menü zu öffnen. Das Menü enthält die folgenden
Befehle:
• Neue Platte erstellt eine neue Platte
• Platte ändern verändert die Plattengröße.
• Schrott Verschrottet die aktuelle Platte und die enthaltene Verschachtelung.
• Umbenennen benennt die aktuelle Platte um.
• Verschachtelung Automatische Verschachtelung auf der aktuellen Platte
• Verschachtelung zu ... bringen (siehe unten)
• „Text markieren” aktiviert das Werkzeug „Text markieren”.
• Extras drucken (siehe unten)
5-46 Verschachtelung 0-5399DE
Page 96

iCNC Performance
Verschachtelung zu ... bringen
Dieses Werkzeug ändert die Position der gesamten Verschachtelung. Wenn Sie dieses Werkzeug auswählen, wird das nachstehende
Fenster angezeigt.
Links ist der Verschachtelungabstand zur linken Seite der Platte. Ist die Zahl negativ, bedeutet dies, dass die Verschachtelung über die
Plattenkante hinausgeht. Rechts, nach unten und nach oben funktionieren auf gleiche Weise.
Sie können die linken und unteren Werte ändern. Wenn Sie „ANWENDEN” auswählen, werden die Verschachtelungsbewegungen und
die Werte (rechts und oben) in diesem Fenster aktualisiert. „OK” ist wie „ANWENDEN”, aber es schließt auch dieses Fenster.
Drucken Extras
Verwenden Sie dieses Werkzeug, um Ihre eigenen Notizen am Ende des Druckbogens hinzuzufügen. Wenn Sie eine Verschachtelung
drucken, befinden sich diese vier Zeilen unten auf dem Blatt.
5.20.2. Teileliste
Dieses Fenster enthält eine Liste aller geöffneten Geometrien. Die Liste ist alphabetisch geordnet. Die aktive Geometrie zeichnet sich
durch eine blaue Leiste aus (sie ist markiert).
Diese Werkzeuge stehen im Geometriefenster zur Verfügung:
Aktivieren - Wählen Sie den Geometrienamen aus, um diese zu aktivieren.
Kopieren Sie auf die aktive Platte - Doppelklicken Sie auf den Namen der Geometrie.
Popup-Menü - Klicken Sie mit der rechten Maustaste auf das Fenster, um ein Popup-Menü zu öffnen. Das Menü enthält die folgenden
Befehle:
• Offen
• Schrott
• Umbenennen, was die aktuelle Geometrie umbenennt.
• Kopieren Sie die Verschachtelung, die die aktive Geometrie kopiert, auf die aktive Platte.
• Das Bringen der Form zur Ausgangsposition bewegt die Verschachtelung so, dass ihre l und Y-Mindestwerte gleich null sind.
• „Hinzufügen einer Platte” erstellt eine Platte, fügt die Schachtelung hinzu und verschiebt die Aufgabe auf die Plattenliste (Plattenfenster).
• Gruppe Ein/Aus umschalten schaltet den Status der aktiven Geometrie (Geometrien) auf Gruppe oder Normal. Befindet sich ein
Sternchen (*) vor dem Namen der Geometrie, wird diese als Gruppe betrachtet.
• DSTV-Eigenschaften zeigt ein kleines Fenster, das von einer DSTV-Datei abgelesene Daten anzeigt.
• Nenngröße ist Standardmäßig Teilebreite x Teilelänge. Das öffnet ein Dialogfeld, in dem die Nenngröße des Teils angezeigt wird,
und Sie können diese ändern, wenn Sie möchten. Nenngröße wird in NestInfo verwendet.
• Text markieren
0-5399DE Verschachtelung 5-47
Page 97

iCNC Performance
5.21 Verschieden
5.21.1. Terminologie
Verschachtelung
Die Verschachtelung ist wie folgt unterteilt:
Element ist das Atom einer Verschachtelung. Element ist das kleinste Teil, das bearbeitet werden kann. Es gibt vier verschiedene Arten
von Elementen: Linien, Bögen, Kreise und Punkte.
Ein Profil ist eine Kombination aus einem oder mehreren Elementen, die miteinander verbunden sind. Am Ausgangspunkt eines
Profils wird das Blatt durchstochen und der Schneidevorgang beginnt. Am Endpunkt eines Profils wird der Brenner angehoben und
das Schneiden endet.
Form enthält ein oder mehrere Profile. Form ist ein logisches Teil, das eine Grenze und möglicherweise einige Löcher hat.
Die Verschachtelung beinhaltet alle Formen, kann aber auch leer sein.
Transferlinie
Die Transferlinie ist ein Pfad, dem der Brenner folgt, wenn er nicht schneidet.
5.21.2. Probleme?
Wir haben hier einige Probleme aufgelistet, die von Zeit zu Zeit auftreten, und die entsprechenden Lösungen.
1. Beim starten zeigt ProMotion® Nest die folgende Meldung an „Anmeldefehler!” Bitte kontaktieren Sie Ihren Händler. Läuft im
Demo-Modus.” und startet im Demo-Modus.
BÜRO-PC:
ProMotion® Nest erfordert eine Aktivierungsdatei (license.txt) und einen Dongle, um zu funktionieren. Bitte überprüfen Sie Folgendes:
• Der Dongle wird in den USB- oder LPT-Port des PCs eingesteckt.
• Sie haben Treiber für den Dongle installiert.
• Es gibt eine Lizenzdatei (license.txt) im ProMotion® Nest-Ordner.
Sind alle oben genannten Punkte in Ordnung, könnt etwas mit Ihrer Lizenzdatei nicht stimmen. Bitte kontaktieren Sie Ihren Händler.
iCNC STEUERUNG:
Versuchen Sie, ProMotion® Nest zu schließen und es dann wieder zu starten. Hat dies nicht zur Lösung Ihres Problems geführt,
kontaktieren Sie bitte Ihren Händler.
5-48 Verschachtelung 0-5399DE
Page 98

iCNC Performance
5.21.3. DXF
Übersicht
Das DXF-Format wird von den meisten aktuellen CAD-Softwares unterstützt. DXF-Dateien können entweder ASCII oder binäre Formate
haben. Da ASCII DXF-Dateien gebräuchlicher als das Binärformat sind, wird der Begriff “DXF-Datei” verwendet, um Bezug auf ASCII
DXF-Dateien zu nehmen.
Anforderungen und Empfehlungen
Bei DXF-Dateien handelt es sich um eine Schnittstelle zwischen CADs und Verschachtelungssoftware , wie ProMotion® Nest. Es
gibt bestimmte Empfehlungen und Anforderungen bei der Erstellung und Umwandlung von DXF in ProMotion® Nest, die beachtet
werden sollten:
• Es ist nützlich, Geometrien in ihrer eigenen separaten Ebene zu speichern und die Ebene so zu benennen, dass deren Inhalt leicht
erkennbar ist (z.B. PROFILE). ProMotion® Nest erkennt verschiedene Schichten und ermöglicht dem Anwender auszuwählen,
welche Schichten geladen werden sollen.
• Sind mehrere Teile vorhanden, ist es ratsam, jedes einzelne in seiner eigenen Ebene (z.B. TEIL1, TEIL2, etc.) zu speichern.
• Bahn- und Punktmarkierungen müssen in ihren eigenen Ebenen untergebracht werden. Verwenden Sie PUNKT- oder KREIS-Einheiten für die Punktmarkierung.
• Zeichnen Sie die Teile in einem 1:1-Verhältnis. Skalieren Sie die Geräte nicht. ProMotion® Nest liest die Koordinaten, wie sie in
einer DXF-Datei vorhanden sind.
• Versuchen Sie, ene Lücken zwischen unterschiedlichen Elementen zu vermeiden. Verwenden Sie POLYLINIE oder andere Objekte,
die eine durchgehende Linie zeichnen.
• Alle Markierungsobjekte (Punktmarkierung, Bahnmarkierung oder Textobjekte) müssen Innenteile sein. Äußere Objekte werden
ignoriert.
• Unterstützte Objekte sind LINIE, BOGEN, SPLEITUNG, KREIS, PUNKT, POLYLINIE, SCHEITELPUNKT, ELLIPSE, TEXT, MTEXT und
SEQUENZENDE.
Nicht unterstützte CAD-Funktionen
• DWG- oder binäre DXF-Dateien während nicht unterstützt.
• Weitere nicht unterstütze Objekte sind EINFÜGEN, BILD und SCHRAFFIEREN. Es gibt auch andere, aber diese sind die gängigsten.
Zusätzliche Bemerkungen
• ELLIPSE-Objekte werden in Linien mit einem erlaubten Fehler von maximal 0.1 mm umgewandelt. Die Fehlerebene kann in ini-Dateien eingestellt werden.
• “Text markieren” (TEXT und MTEXT Objekte) setzt das Optionale Softwaremodul “Fortgeschrittenes Anzeichnen” voraus.
• Gescannte Zeichnungen, die in DXF umgewandelt werden, verursachen in der Regel einen schlechten CNC-Code. Der Scanner
erzeugt unnötige Kurzzeilen z. B. eine Ein-Zoll lange gerade Linie kann aus einhundert 0,01”-Linien geformt sein. Oftmals könnten
die Leitungen zu kurz sein kann, um angenommen zu werden. Wenn das passiert, lässt ProMotion® Nest leere Lücken an den
Stellen, die ein enes Profil anzeigen, die nicht verschachtelt werden können, bis alle Einheiten miteinander verbunden sind. Das ist
zeitraubend und ineffizient. Das verursacht die Erstellung viel größerer CNC-Dateien, was zu längeren Betriebszeiten der CNC-Steuerung führt.
Bei Verwendung von eingescannten Zeichnungen erstellen Sie diese mit so langen Elementen wie möglich.
5.21.4. CNC-2
Wir haben eine fortschrittliche CNC-Sprache entwickelt - Robotic CNC-2. CNC-2 CNC-2 ist akkurater als alte Roboter CNC-, ESSI- or
EIA- Programiersprachen. Bisher ist ProMotion® Nest die einzige Software, die CNC-2 unterstützt.
CNC-2 eignet sich perfekt für Sicherungskopien. Speichert nicht nur die Verschachtelung, sondern auch die Platte.
5.21.5. Bahn- und Punktmarkierung.
Beinhaltet eine Verschachtelung Linien- oder Punktmarkierung, werden diese mit den Formen der Verschachtelung vermengt. Sie
können die Markierungen nicht hinzufügen, bewegen oder verändern, wenn Sie nicht auch die Formen bewegen. Das einzige, was Sie
an die Markierungen selbst tun können, ist, sie zu entfernen.
Wenn ProMotion® Nest ein Schneideprogramm erstellt, wird es mögliche Markierungen vor dem Schneiden in der Schnittfolge
einfügen. Das bedeutet: Wenn die Form Bahn- oder Punktmarkierungen enthält, werden zuerst die Markierungen gemacht und der
Schneidvorgang wird nach den Markierungen durchgeführt.
Die Bahnmarkierungsprofile sind in schwarzer Farbe gezeichnet.
Die Punktmarkierungspunkte werden als schwarze Kreise mit einem Kreuz innerhalb des Kreises gezeichnet.
0-5399DE Verschachtelung 5-49
Page 99

iCNC Performance
5.21.5. EIA-programmierung
Über Funktionen
Es gibt zwei Arten von Funktionen. Diejenigen, welche die Bewegung des Schneidbrenners definieren, und diejenigen, welche eine andere
spezifische Aktion definieren (z. B. „Brenner ein”). Alle Funktionen besitzen einen bestimmten Identifizierer, der unter “EIA-Optionen”
geändert werden kann (siehe Optionen ProMotion® Nest) Syntax der Funktionen:
Schlüssel zur Syntax:
ID ist ein Strang, der die Funktion definiert.
X, Y, I und J sind Koordinaten. Die Buchstaben X, Y, I oder J müssen zuerst verwendet werden, auf diese sollten die Koordinaten folgen
(wie X123.456 Y-12.3 I1234 J0).
Eilbewegung: ID X Y
Linearer Schnitt (Bahn): ID X Y
Bogen: ID X Y I J
Kreis: ID I J
Alle anderen Funktionen: ID
Beispiel 1
(Kommentare in Klammern)
G90
(Absolut-Modus)
G21
(Maßeinheiten verwenden (Millimeter)
G00X100Y300
(Bewegen zu Punkt 100, 300)
G41
(verbleibende Schnittfugenkompensation)
M03
(Gasflamme an)
G01X100Y400
(Linearer Schnitt zu Punkt 100, 400)
G02X200Y400I150J400
(Kreisbogen im Uhrzeigersinn zu Punkt 200, 400 Mittelpunkt des Kreisbogens bei Position 150, 400)
G32I150J350
(Kreisbogen mit Radius 50 und Mittelpunkt bei Position 150, 350)
M05
(Gasflamme aus)
M02
(Ende des Programms)
Beispiel 2
G00X100Y100
M03
G32I50J0
M05
M02
Wie Sie sehen, gibt es keine Definition der Schnittfugenkompensation, des Programmiermodus oder des Gerätetypen. In diesem Fall
werden die Standardeinstellungen verwendet. Die Standardwerte können in den ProMotion® Nest EIA-Optionen eingestellt werden.
Nehmen wir an, dass der Programmiermodus absolut ist, aber die I- und J-Codes sind inkrementell und die Einheiten sind Millimeter.
In diesem Fall würde das Programm einen Kreis erstellen, dessen Mittelpunkt sich bei Position 150 (100+50), 100 (100+0) befände.
Wären die I- und J-Codes auch absolut, wäre der Mittelpunkt des Kreises 50, 0.
5-50 Verschachtelung 0-5399DE
Page 100

iCNC Performance
5.21.7. Senden an
Fügen Sie unter Window’s “Senden an Ordner” einen Shortcut zu ProMotion® Nest hinzu, können Sie Dateien aus dem Windows
Explorer direkt an ProMotion® Nest schicken.
5.21.8. INI Dateien
In dem Ordner, in welchem ProMotion® Nest installiert ist, befindet sich ein Ordner mit dem Namen ini. Dieser Ordner enthält einige
Konfigurationsdateien, die in manchen Fällen wirklich nützlich sind.
Das Format der einzelnen ini-Dateien ist das gleiche. Das Format ist:
ID, TYPE, DATA, INFO
ID ist die Identifikationsmummer dieser Einstellung. Bitte ändern Sie es nicht!
TYP steht für den Typ der DATEN. Bitte ändern Sie es nicht!
DATEN ist die aktuelle Einstellung. Sie können das ändern.
INFO ist eine kurze Beschreibung der Einstellung. Sie können das ändern, wenn Sie möchten.
Dies ist ein Beispiel aus tools.ini
10,1,1,DNC COM-Anschluss [Standard: [1]
ID = 10
TYP = 1
DATA = 1
INFO = DNC COM Port [Standard: 1]
Kurze Beschreibung einiger INI-Dateien:
tools.ini ist wahrscheinlich die wichtigste aller ini-Dateien. Dort können Sie das Verhalten einiger Werkzeuge ändern und einige Fehlergrenzen festgelegt. Die Einstellungen hier sind derart, dass Sie diese in den meisten der Fälle nicht berühren müssen sollten. Diese
Einstellungen sind für Sonderfälle, bei denen der Standard nicht gut genug funktioniert.
ui.ini enthält einige auf die Benutzeroberfläche bezogenen Einstellungen.
5.21.9. Parameter der Befehlszeile
Es gibt ein paar Befehlszeilenparameter, die verwendet werden können, wenn ProMotion® Nest gestartet wird.
-min startet die Software in einem minimierten Fenster.
-is Dieses Parameter muss mit einer CNC-Datei verwendet werden. Bei Verwendung dieses Parameter liest ProMotion® Nest die Datei
mit RAW-Import ein. Nun senden diese die Datei zum Schneiden, verwerfen die Schachtelung und minimiert sich. Dieser Parameter
ist nur dann nützlich, wenn eine iCNC Steuerung verwendet wird.
Gebrauchsbeispiel:
pmnest.exe -is C:\CuttingPrograms\TESTFile.eia
0-5399DE Verschachtelung 5-51
 Loading...
Loading...