


Thermal-Dynamics.com
®
24V
DC
TENSIONE INGRESSO
iCNC Performance
CNC Controller
Manuale
dell’operatore
Revisionee: AB Data di emissione: Febbraio, 2016 Manuale N.: 0-5399IT

®
NOI APPREZZIAMO LA VOSTRA ATTIVITÀ!
Congratulazioni per il vostro nuovo prodotto Thermal Dynamics. Siamo orgogliosi di avervi come cliente e ci impegneremo per
fornirvi la miglior assistenza e la miglior adabilità dell’industria. Questo prodotto è sostenuto dalla nostra ampia garanzia e da
una rete di assistenza mondiale. Per trovare il distributore o l’agenzia di assistenza più vicini a voi, chiamate 1-800-752-7622, o
visitateci sul sito web all’indirizzo www.thermal-dynamics.com.
Questo Manuale Operativo è stato progettato per fornirvi le infor-mazioni sul funzionamento e sull’uso corretto del vostro
prodotto Thermal Dynamics. La vostra soddisfazione con questo prodotto e il suo uso sicuro hanno il nostro più grande interesse.
Quindi vi preghiamo di prendervi il tempo che serve per leggere l’intero manuale, specialmente le “Istruzioni relative alla
sicurezza”. Così potrete evitare i rischi potenziali che possono esistere quando si lavora con questo prodotto.
SIETE IN BUONA COMPAGNIA!
La marca di elezione di appaltatori e costruttori nel mondo.
Thermal Dynamics è una marca mondiale di prodotti per il taglio al plasma manuale e automatico.
Ci mettiamo in evidenza rispetto ai nostri concorrenti perché proponiamo prodotti adabili che primeggiano nel mercato, e
che hanno superato la prova del tempo. Andiamo eri delle innovazioni tecniche dei nostri prodotti, dei prezzi competitivi,
dell’eccellenza nei tempi di consegna, del livello superiore della nostra assistenza ai clienti e del nostro supporto tecnico, che si
coniugano con l’eccellenza nelle vendite e con la perizia nel marketing.
Sopra ogni altra cosa, siamo impegnati a sviluppare prodotti tecnologicamente avanzati per assicurare un ambiente di lavoro più
sicuro dell’industria della saldatura.

!
iCNC Performance
Manuale dell’operatore No. 0-5399IT
Pubblicato da:
Thermal Dynamics Corporation.
2800 Airport Rd.
Denton, Texas 76207
www.thermal-dynamics.com
© Copyright 2013, 2014, 2015, 2016 by
Thermal Dynamics Corporation.
Avvertenza
Leggere e comprendere l’intero manuale e le Procedura di sicurezza locali prima di installare,
usare o eettuare la manutenzione dell’apparecchiatura.
Il Costruttore non assume alcuna responsabilità per l’uso di questo manuale, benché le informazioni ivi contenute ne rappresentino il miglior avviso.
Tutti i diritti riservati.
È proibita la riproduzione di quest’opera, in tutto o in parte, senza il permesso scritto dell’editore.
L’editore non assume alcuna responsabilità, e qui le respinge, nei confronti di qualunque parte per qualunque perdita o danno provocato da qualunque
errore o omissione di questo manuale, sia che tale errore dipenda da negligenza, incidente, o qualsiasi altra causa.
Data di pubblicazione: Agosto 19, 2015
Data di Revisione: Febbraio, 2016
Annotare le seguenti informazioni utili per la Garanzia:
Luogo di acquisto: ___________________________________
Data di acquisto :______________________________________
Numero di serie di iCNC Performance:_____________________________

ACCERTARSI CHE L’OPERATORE RICEVA QUESTE INFORMAZIONI.
ATTENZIONE
È POSSIBILE RICHIEDERE ULTERIORI COPIE AL PROPRIO FORNITORE.
Queste ISTRUZIONI sono indirizzate a operatori esperti. Se non si conoscono
perfettamente i principi di funzionamento e le indicazioni per la sicurezza delle
apparecchiature per la saldatura e il taglio ad arco, è necessario leggere l’opuscolo
“Precauzioni e indicazioni per la sicurezza per la saldatura, il taglio e la scriccatura
ad arco,” Modulo 52-529. L’installazione, l’uso e la manutenzione devono essere
effettuati SOLO da persone adeguatamente addestrate. NON tentare di installare
o utilizzare questa attrezzatura senza aver letto e compreso totalmente queste
istruzioni. In caso di dubbi su queste istruzioni, contattare il proprio fornitore per
ulteriori informazioni. Accertarsi di aver letto le Indicazioni per la sicurezza prima di
installare o utilizzare questo dispositivo.
RESPONSABILITÀ DELL’UTENTE
Questo dispositivo funzionerà in maniera conforme alla descrizione contenuta in questo manuale e nelle etichette
e/o gli allegati, se installato, utilizzato o sottoposto a manutenzione e riparazione sulla base delle istruzioni fornite.
Questa attrezzatura deve essere controllata periodicamente. Non utilizzare-attrezzature malfunzionanti o sottoposte a
manutenzione insufciente. Sostituire immediatamente i componenti rotti, mancanti, usurati, deformati o contaminati. Nel
caso in cui tale riparazione o sostituzione diventi necessaria, il produttore raccomanda di richiedere telefonicamente o
per iscritto assistenza al distributore autorizzato presso il quale è stata acquistata l’attrezzatura.
Non modicare questo dispositivo né alcuno dei suoi componenti senza previo consenso scritto del produttore. L’utente
di questo dispositivo sarà il solo responsabile di un eventuale funzionamento errato derivante da uso non corretto,
manutenzione erronea, danni, riparazione non corretta o modica da parte di un soggetto diverso dal produttore o dal
centro di assistenza indicato dal produttore.
!
NON INSTALLARE NÉ UTILIZZARE L’ATTREZZATURA PRIMA DI AVER LETTO E COM-
PRESO IL MANUALE DI ISTRUZIONI.
PROTEGGERE SE STESSI E GLI ALTRI!
Dichiarazione di conformità
Ai sensi
Il Direttiva bassa tensione 2014/35/EU, entrata in vigore 20 aprile 2016
Il Direttiva EMC 2014/30/EU, entrata in vigore 20 aprile 2016
Il Direttiva RoHS 2011/65/EU, entrata in vigore 2 gennaio 2013
Tipo di apparecchiatura
Controllore CNC taglio al plasma
Designazione del tipo etc.
iCNC Performance, a partire dal numero di serie ????
Nome del marchio o del marchio
Thermal Dynamics
Fabbricante o il suo mandatario stabilito nel EEA
Nome, indirizzo e numero di telefono:
Victor Technologies Group Inc.
2800 Airport Rd
Denton TX 76207 USA
Phone: +01 800 426 1888, FAX +01 603 298 7402
La seguente norma armonizzata in vigore nel EEA è stato utilizzato nella progettazione:
IEC 61000-4-2: 2008, Scarica elettrostatica immunità
IEC 61000-4-3:2006 +A1:2007 +A2:2010, Radiofrequenza irradiati Immunità elettromagnetica
IEC 61000-4-4:2012, Transitori elettrici veloci immunità
IEC 61000-4-6: 2008, Condotti a radiofrequenza Immunità elettromagnetica
IEC 61000-4-8:2009, Frequenza di alimentazione di immunità a campi magnetici
CISPR 11:2009 +A1:2010, AC le emissioni di rete
CISPR 11:2009 +A1:2010, Emissioni irradiate
Meets IEC 61010-1:2010 Prescrizioni di sicurezza per apparecchi elettrici di misura, controllo e per utilizzo in
laboratorio-Parte 1: Prescrizioni generali
Ulteriori informazioni: uso restrittivo, apparecchiature di classe A, destinati ad essere utilizzati in una posizione
diversa da quella residenziale.
Con la rma di questo documento, il sottoscritto dichiara come fabbricante o il suo mandatario stabilito nel
EEA, che il dispositivo in questione è conforme con i requisiti di sicurezza di cui sopra.
Data Firma Posizione
15 Settembre, 2016 Vice presidente,
John Boisvert Taglio globale
Taglio meccanizzato
2016

SOMMARIO
SEZIONE 1: SICUREZZA ................................................................................... 1-1
1.01 Precauzioni di sicurezza - ITALIANO ............................................................... 1-1
SEZIONE 2: CARATTERISTICHE TECNICHE ............................................................. 2-1
2.1 Descrizione sistema ........................................................................................ 2-1
2.2 Descrizione ..................................................................................................... 2-1
SEZIONE 3: FUNZIONAMENTO............................................................................ 3-1
3.1 Panoramica schermata principale ................................................................... 3-1
3.2 Selezione processo / Plasma e Gas ................................................................. 3-6
3.3 Pulsanti del quadro frontale ............................................................................ 3-8
3.4 Descrizioni e funzioni pulsanti ON/OFF ......................................................... 3-11
3.5 Descrizioni e funzioni pulsanti ausiliari ......................................................... 3-11
3.6 Descrizioni e funzioni pulsanti plasma .......................................................... 3-12
3.7 Descrizioni e funzioni pulsanti ossicombustibile ........................................... 3-13
3.8 Procedura di avvio ........................................................................................ 3-14
3.9 Procedura di rientro ...................................................................................... 3-14
3.10 Avanzamento a scatti .................................................................................... 3-15
3.11 Vista rapidoa parametro ................................................................................ 3-16
3.12 Come comportarsi quando si verifica un evento ........................................... 3-17
3.13 Funzioni di selezione processi avanzati ......................................................... 3-20
SEZIONE 4: iHC ............................................................................................. 4-1
4.1 Sequenza di sfondamento/taglio ..................................................................... 4-1
4.2 Interfaccia utente di iHC .................................................................................. 4-1
4.3 Impostazioni principali .................................................................................... 4-4
4.4 Configurazione sistema e menu di diagnostica ............................................... 4-5
SEZIONE 5: NIDO ........................................................................................... 5-1
5.1 ProMotion® Nest ............................................................................................ 5-1
5.2 Barra degli attrezzi .......................................................................................... 5-3
5.3 Funzioni della barra degli attrezzi .................................................................... 5-4
5.4 Menu File ...................................................................................................... 5-21
5.5 Menu visualizzazione .................................................................................... 5-23
5.6 Menu attrezzi ................................................................................................ 5-24
5.7 Marcatura ..................................................................................................... 5-29
5.8 Annidamento automatico .............................................................................. 5-29
5.9 TAGLIO ......................................................................................................... 5-31
5.10 Attrezzi speciali ............................................................................................. 5-34
5.11 Righello ........................................................................................................ 5-37
5.12 Menu Opzioni ................................................................................................ 5-37
5.13 Opzioni ESSI ................................................................................................. 5-40
5.14 Opzioni INGRESSO EIA ................................................................................. 5-42
5.15 Opzioni USCITA EIA ...................................................................................... 5-43
5.16 Opzioni annidamento .................................................................................... 5-45
5.17 Opzioni lingua ............................................................................................... 5-46
5.18 Menu di registrazione ................................................................................... 5-46
5.19 Menu Guida .................................................................................................. 5-46
5.20 Finestre di elenco .......................................................................................... 5-46
5.21 Varie ............................................................................................................. 5-48

SOMMARIO
SEZIONE 6: MANUTENZIONE E RISOLUZIONE DEI PROBLEMI ...................................... 6-1
6.1 MANUTENZIONE ............................................................................................. 6-1
6.2 Qualità del taglio ............................................................................................. 6-1
6.3 Qualità di taglio ossicombustibile ................................................................... 6-2
6.4 RISOLUZIONE DEI PROBLEMI ........................................................................ 6-4
DICHIARAZIONE DI GARANZIA ..............................................................................1

iCNC PERFORMANCE
SEZIONE 1: SICUREZZA
1.01 Precauzioni di sicurezza - ITALIANO
AVVERTENZA: queste precauzioni di sicurezza sono per la vostra protezione. Riepilogano le informazioni contenute nei riferimenti elencati nella sezione “Informazioni aggiuntive sulla sicurezza “. Prima di eseguire qualsiasi procedura di installazione o utilizzo,
!
accertarsi di leggere e seguire le precauzioni di sicurezza sotto elencate, oltre ad altri manuali, alle schede di dati di sicurezza, alle
etichette ecc. La mancata osservazione delle precauzioni di sicurezza può causare lesioni o il decesso.
PROTEGGETE VOI STESSI E GLI ALTRI - Alcuni processi di saldatura, taglio e scriccatura sono rumorosi e richiedono la protezione dell’udito. Proprio come il Sole, l’arco emette raggi ultravioletti (UV) e altre radiazioni che possono danneggiare la
pelle e gli occhi. Il metallo incandescente può causare ustioni. L’addestramento all’uso corretto di processi e attrezzature
è essenziale per la prevenzione degli infortuni. Pertanto:
1. In qualsiasi area di lavoro indossare sempre occhiali di sicurezza con protezioni laterali, anche se sono obbligatori pure elmetti,
maschere da saldatore e occhialini.
2. Usare una maschera dotata del ltro corretto e di schermature protettive per gli occhi, il viso, il collo e le orecchie contro le scintille
e i raggi dell’arco durante il lavoro o l’osservazione. Avvisare le persone nelle vicinanze di non ssare l’arco e di non esporsi ai raggi
dell’arco elettrico o al metallo incandescente.
3. Per proteggersi dai raggi dell’arco, dalle scintille e dal metallo incandescente indossare guanti a manichetta ignifughi, magliette
pesanti a maniche lunghe, pantaloni senza orlo, scarpe alte e un elmetto da saldatura per la protezione dei capelli. È inoltre consigliabile un grembiule ignifugo come protezione dal calore irradiato e dalle scintille.
4. Le scintille o il metallo incandescente possono depositarsi nelle maniche rimboccate, negli orli dei pantaloni o nelle tasche. Maniche
e colletti devono essere tenuti allacciati, mentre la parte anteriore dell’abbigliamento non deve presentare tasche.
5. Proteggere il resto del personale dai raggi dell’arco e dalle scintille incandescenti per mezzo di un’idonea paratia o tenda ignifuga.
6. Durante la scheggiatura delle scorie o la molatura, indossare gli occhialini sopra gli occhiali di sicurezza. Le scorie scheggiate
possono essere incandescenti ed essere proiettate a distanza. Anche le persone nelle vicinanze devono indossare gli occhialini
sopra gli occhiali di sicurezza.
INCENDI ED ESPLOSIONI - Il calore di amme e archi può innescare incendi. Incendi ed esplosioni possono essere causati anche
da scorie e scintille incandescenti. Pertanto:
1. Rimuovere tutti i materiali combustibili e tenerli distanti dall’area di lavoro oppure proteggerli con una copertura ignifuga. I materiali
combustibili includono legno, tessuti, segatura, carburanti liquidi e gassosi, solventi, vernici, rivestimenti, carta ecc.
2. Le scintille e il metallo incandescenti possono nire all’interno di crepe o fessure del pavimento o nelle aperture delle pareti,
causando una lenta combustione occulta oppure un incendio nel piano sottostante. Accertarsi che tali aperture siano protette da
scintille e metallo incandescenti.
3. Non saldare, tagliare o eseguire altre lavorazioni a caldo nché il pezzo da lavorare non sia stato completamente pulito, in modo
che non presenti sostanze in grado di produrre esalazioni tossiche o inammabili. Non eseguire lavorazioni a caldo su contenitori
chiusi che potrebbero esplodere.
4. Tenere a portata di mano dei mezzi estinguenti per l’uso immediato, come un tubo da irrigazione, un secchio d’acqua, un secchio
di sabbia o un estintore portatile. Farsi addestrare al loro utilizzo.
5. Non usare le attrezzature diversamente dalle rispettive indicazioni. Per esempio, il sovraccarico del cavo di saldatura può farlo
surriscaldare con il rischio di un incendio.
6. Al completamento delle attività, ispezionare l’area di lavoro per accertarsi che non ci siano scintille o metalli incandescenti che
possano innescare un incendio tardivo. Quando necessario, avvalersi di un servizio di guardia antincendio.
7. Per ulteriori informazioni, consultare la norma NFPA 51B, “Fire Prevention in Use of Cutting and Welding Processes” (Prevenzione
degli incendi durante i processi di taglio e saldatura), disponibile presso la National Fire Protection Association, Battery march
Park, Quincy, MA 02269.
0-5399IT ISTRUZIONI DI SICUREZZA 1-1
iCNC PERFORMANCE
SCOSSE ELETTRICHE - Il contatto con parti elettriche sotto tensione e con l’impianto di terra può causare lesioni gravi o il decesso.
NON usare la corrente alternata di saldatura in aree umide, se i movimenti sono limitati o se c’è il pericolo di cadere.
1. Accertarsi che la struttura (telaio) dell’alimentatore sia collegata alla messa a terra dell’impianto elettrico.
2. Collegare il pezzo da lavorare a una buona messa a terra.
3. Collegare il cavo di lavoro al pezzo da lavorare. Un collegamento scadente o mancante può esporre voi e gli altri al rischio di una
scossa mortale.
4. Usare attrezzature opportunamente mantenute. Sostituire i cavi usurati o danneggiati.
5. Mantenere tutto ben asciutto, compresi gli indumenti, l’area di lavoro, i cavi, il porta elettrodo/torcia e l’alimentatore.
6. Accertarsi che tutte le parti del proprio corpo siano isolate dal lavoro e dal pavimento.
7. Quando si lavora in ambienti ristretti o umidi non stare in piedi direttamente su una supercie metallica o umida; al contrario,
stazionare su una pedana o una piattaforma isolante e indossare calzature con suola di gomma.
8. Prima di accendere l’alimentazione indossare guanti asciutti e privi di fori.
9. Spegnere l’alimentazione prima di togliere i guanti.
10. Per le raccomandazioni speciche in merito alla messa a terra consultare la norma ANSI/ASC Z49.1 (alla pagina seguente). Non
confondere il cavo di lavoro con il cavo di terra.
CAMPI ELETTROMAGNETICI – Possono essere pericolosi. La corrente elettrica che attraversa qualsiasi conduttore genera campi
elettromagnetici localizzati. La corrente di taglio e di saldatura genera questi campi intorno ai cavi e alle macchine per saldatura. Pertanto:
1. Gli addetti alla saldatura portatori di pacemaker devono consultare il proprio medico prima di eseguire saldature in quanto i campi
elettromagnetici possono interferire con alcuni pacemaker.
2. L’esposizione ai campi può inoltre avere altri eetti ignoti sulla salute.
3. Per ridurre al minimo l’esposizione ai campi elettromagnetici gli addetti alla saldatura devono osservare le procedure seguenti:
A. Stendere i cavi dell’elettrodo e di lavoro insieme. Quando possibile, ssarli con del nastro.
B. Non avvolgere mai il cavo della torcia o di lavoro attorno al corpo.
C. Non posizionarsi fra i cavi della torcia e di lavoro. Stendere i cavi su uno stesso lato rispetto al corpo.
D. Collegare il cavo di lavoro al pezzo da lavorare il più vicino possibile all’area della saldatura.
E. Mantenere i cavi e l’alimentatore della saldatura il più distanti possibile dal corpo.
ESALAZIONI E GAS - Esalazioni e gas possono causare malessere o intossicazione, in modo particolare negli spazi angusti. Non
respirare esalazioni e gas. I gas protettivi possono causare asssia.
Pertanto:
1. Fornire sempre un’adeguata ventilazione all’area di lavoro in modo naturale o meccanico. Non saldare, tagliare o eseguire scriccature su materiali quali acciaio galvanizzato, acciaio inossidabile, rame, zinco, piombo, berillio o cadmio, a meno che sia fornita una
ventilazione meccanica positiva. Non respirare le esalazioni provenienti da tali materiali.
2. Non lavorare vicino alle attività di sgrassatura e spruzzatura. Il calore o i raggi dell’arco possono reagire con i vapori degli idrocarburi
clorurati per formare il fosgene, un gas altamente tossico, e altri gas irritanti.
3. Se durante il lavoro si sviluppa una momentanea irritazione di occhi, naso o gola, signica che la ventilazione è insuciente.
Sospendere l’attività e prendere le necessarie misure per migliorare la ventilazione nell’area di lavoro. Non continuare l’attività se
il malessere sico persiste.
4. Per le raccomandazioni speciche per la ventilazione consultare la norma ANSI/ASC Z49.1 (vedere sotto).
5. AVVERTENZA: questo prodotto contiene sostanze chimiche, compreso il piombo, note allo Stato della California come causa di difetti
congeniti e altri danni alla riproduzione. Lavarsi le mani dopo la manipolazione.
1-2 ISTRUZIONI DI SICUREZZA 0-5399IT

iCNC PERFORMANCE
MANIPOLAZIONE DELLE BOMBOLE - Le bombole, se maneggiate incautamente, possono rompersi rilasciando il gas in maniera
violenta. L’improvvisa rottura di una bombola, di una valvola o di un dispositivo di sato può provocare lesioni o il decesso.
Pertanto:
1. Usare il gas idoneo per il processo e il corretto dispositivo di regolazione della pressione, studiato per funzionare sulla bombola di
gas compresso. Non usare adattatori. Mantenere tubi e raccordi in buone condizioni. Seguire le istruzioni d’uso del produttore per
il montaggio del dispositivo di regolazione sulla bombola di gas compresso.
2. Sugli idonei carrelli a mano, telai, bancali, pareti, pilastri o scaali ssare le bombole sempre in posizione verticale per mezzo di
una catena o cinghia. Non ssare mai le bombole ai banchi di lavoro o ad apparecchiature dove possano divenire parte di un circuito
elettrico.
3. Quando non utilizzate, tenere le valvole delle bombole chiuse. Se il dispositivo di regolazione non è collegato, inserire un tappo di
protezione sulla valvola. Fissare e spostare le bombole per mezzo di carrelli a mano idonei. Evitare la manipolazione brusca delle
bombole.
4. Tenere le bombole lontano da calore, scintille e amme. Non far scoccare mai un arco su una bombola.
5. Per ulteriori informazioni, consultare la norma CGA P-1, “Precautions for Safe Handling of Compressed Gases in Cylinders” (Precauzioni
per la manipolazione sicura dei gas compressi nelle bombole), disponibile presso la Compressed Gas Association, 1235 Jeerson
Davis Highway, Arlington, VA 22202.
MANUTENZIONE DELL’ATTREZZATURA - Un’attrezzatura difettosa o non mantenuta correttamente può causare lesioni o il decesso.
Pertanto:
!
1. Far eseguire sempre da personale qualicato le attività di installazione, riparazione e manutenzione. Non eseguire alcun lavoro
elettrico a meno che si sia qualicati a tale scopo.
2. Prima di eseguire qualsiasi attività di manutenzione all’interno di un alimentatore, scollegarlo dalla corrente elettrica in entrata.
3. Mantenere cavi, lo di terra, connessioni, cavo di alimentazione e alimentatore in buone condizioni per l’utilizzo in sicurezza. Non
utilizzare nessuna attrezzatura guasta.
4. Non abusare di nessuna attrezzatura o accessorio. Mantenere l’attrezzatura lontano dalle fonti di calore come forni, da condizioni
di umidità come pozzanghere, olio o grasso, atmosfere corrosive e condizioni meteo inclementi.
5. Mantenere tutti i dispositivi di sicurezza e i coperchi degli armadi in posizione e in buono stato.
6. Usare le attrezzature solo per lo scopo cui sono destinate. Non modicarle in alcun modo.
INFORMAZIONI AGGIUNTIVE SULLA SICUREZZA - Per maggiori informazioni sull’utilizzo sicuro delle attrezzature di saldatura elettrica e taglio ad arco, chiedere al proprio fornitore una copia di “Precautions and Safe Practices for Arc Welding, Cutting and Gouging”
!
(Precauzioni e pratiche di sicurezza per saldatura, taglio e scriccatura ad arco), modulo 52-529.
Si raccomandano le seguenti pubblicazioni, disponibili presso la American Welding Society, 550 N.W. LeJuene Road, Miami, FL 33126
1. ANSI/ASC Z49.1 - “Safety in Welding and Cutting” (La sicurezza nelle attività di saldatura e taglio).
2. AWS C5.1 - “Recommended Practices for Plasma Arc Welding” (Pratiche raccomandate per la saldatura ad arco al plasma).
3. AWS C5.2 - “Recommended Practices for Plasma Arc Welding” (Pratiche raccomandate per il taglio ad arco al plasma).
4. AWS C5.3 - “Recommended Practices for Air Carbon Arc Gouging and Cutting” (Pratiche raccomandate per la scriccatura e il taglio
ad arco con elettrodi di carbone e aria).
5. AWS C5.5 - “Recommended Practices for Gas Tungsten Arc Welding” (Pratiche raccomandate per la saldatura ad arco con elettrodo
di tungsteno in atmosfera inerte).
6. AWS C5.6 - “Recommended Practices for Gas Metal Arc Welding” (Pratiche raccomandate per la saldatura ad arco con metallo sotto
protezione di gas).
7. AWS SP - “Safe Practices” (Pratiche sicure) - Manuale di saldatura, ristampa.
8. ANSI/AWS F4.1, “Recommended Safe Practices for Welding and Cutting of Containers That Have Held Hazardous Substances” (Pratiche
di sicurezza raccomandate per la saldatura e il taglio di contenitori che hanno ospitato sostanze pericolose).
9. Norma CSA - W117.2 = Safety in Welding, Cutting and Allied Processes (Sicurezza nei processi di saldatura, taglio e ani).
0-5399IT ISTRUZIONI DI SICUREZZA 1-3

iCNC PERFORMANCE
PERICOLO
ATTENZIONE
AVVERTENZA
ATTENZIONE
ATTENZIONE
15
ATTENZIONE
Signicato dei simboli. Nel loro utilizzo nel presente manuale: signica Attenzione! Restare vigili! Ne va
!
Classe dell’involucro
Il codice IP indica la classe dell’involucro, vale a dire il grado di protezione contro la penetrazione di oggetti
solidi o acqua. La protezione è garantita contro il tocco delle dita, la penetrazione di oggetti solidi più grandi
di 12 mm e contro la spruzzatura di acqua fino a 60° dalla verticale. Le attrezzature contrassegnate con IP21S
possono essere immagazzinate ma non vanno utilizzate all’aperto durante una precipitazione, a meno che
siano al riparo.
della propria sicurezza.
Indica un pericolo immediato che, se non evitato, comporta un’immediata lesione
personale grave o la perdita della vita.
Indica un pericolo potenziale che potrebbe comportare una lesione personale o la
perdita della vita.
Indica un pericolo che potrebbe comportare una lesione personale lieve.
Questo prodotto è destinato unicamente al taglio al plasma. Qualsiasi altro utilizzo
può comportare lesioni personali e/o danni alle attrezzature.
Se l’attrezzatura è posizionata su una supercie
con pendenza superiore a 15°, può rovesciarsi. Sono
possibili lesioni personali e/o danni signicativi
all’attrezzatura.
°
Art# A-12726
Per evitare lesioni personali e/o danni all’attrezzatura,
sollevarla usando il metodo e i punti di attacco
mostrati qui.
1-4 ISTRUZIONI DI SICUREZZA 0-5399IT
Art# A-12736
iCNC Performance
SEZIONE 2: CARATTERISTICHE TECNICHE
2.1 Descrizione sistema
iCNC Performance deve essere utilizzato per controllare i tagli a sagoma. iCNC Performance è un unico prodotto dotato di controllo del movimento, I/O, interfaccia
utente e un controllo altezza plasma opzionale. Non è possibile riparare i campi di queste unità. L’apertura non autorizzata dell’unità Causarà la perdita della garanzia.
2.2 Descrizione
Processore 2, Intel (Processoree secondario per movimento e I/O)
Sistema operativo Incorporato in Windows 7
Ram 2GB
Porte Ethernet 1 RJ-45 e 1 WLAN
Porte USB 2, 1 su parete posteriore (USB 2.0) + 1 su porta (USB 2.0)
Porte Serialei 1 porta RS-422/485 luce su d-sub a 9 pin
Disco rigido SSD SATA DA 120 GB
Console operativa 35 pulsanti e un potenziometro digitale in totale
Display Touch screen 15” (resistivo)
Numero di I/O 20 uscite e 16 ingressi
Tipo I/O Uscite e ingressi sono a terra
Assi disponibili 1-2 Y, 1 X, opzionale 1Z (iHC)
Interfaccia unità predenita Segnale velocità analogica 10 V, di passaggio/direzionale (comando 2 assi), ingressi Encoder incrementali
Controllo altezza plasma integrato Controllo altezza iHC opzionale
Volt di potenza di ingresso CNC (amp) 24 V c.c. (5 A), con iHC 24 V c.c. 6 A opzionale.
Dispositivo di protezione CNC Fusibile Automaticoo
!
!
ATTENZIONE
Vedere i dettagli tecnici completi sul manuale di assistenza 0-5401.
Avvertenza
Non utilizzare o riparare il dispositivo senza un’adeguata formazione.
0-5399IT Speciche 2-1

iCNC Performance
Pagina intenzionalmente bianca
2-2 Speciche 0-5399IT

iCNC Performance
SEZIONE 3: FUNZIONAMENTO
3.1 Panoramica schermata principale
La schermata principale è suddivisa in tre parti.
• Informazioni (stato sistema)
• Taglio ProMotion – Anteprima lavoro successivo
• Lavoro corrente
0-5399IT OPERAZIONE 3-1

iCNC Performance
3.1.1 Informazioni (stato sistema)
Si trova nella parte superiore della schermata. La schermata delle informazioni mostra le informazioni di sistema ed è utilizzata per la diagnostica e la risoluzione dei problemi.
• Velocità IPM (o unità Unità metrichehe) indica la velocità della macchina.
• La schermata X e Y indica la posizione assoluta dell’attrezzo di taglio.
• Velocità del bar in %. È interfacciata direttamente con il potenziometro di velocità e rispecchierà le impostazioni pot di velocità.
• Indicatore direzione avanzamento a scatti. Controlla e visualizza i tasti di direzione/avanzamento a scatti premuti.
• Pannello operativo – Interfacciato con 9 pulsanti di comando. Controlla il pulsante premuto o attivato.
• Sistema in esecuzione - Indica che la seconda CPU è attivata e funziona correttamente.
3.1.2 Taglio ProMotion – Lavoro successivo
Posizionata a sinistra, la schermata Taglio di avanzamento rappresenta il punto iniziale dal quale iniziare a consultare le schermate.
3-2 OPERAZIONE 0-5399IT

iCNC Performance
Consente di aprire la nestra di selezione del processo.
Selezionando il pulsante Programma verrà aperta la selezione relativa alla Raccolta forme Macro o verrà eseguito il download in ProMotion Nest.
Il pulsante Piastra apre la nestra di allineamento della piastra.
Il pulsante Zoom viene visualizzato nella nestra dello zoom. Consente una visione ravvicinata delle parti.
Consente di aprire la nestra di dialogo della schermata di avanzamento a scatti. Funzioni quali “Sposta la macchina a” e “Taglio nervatura” si trovano
sotto la nestra di dialogo dell’avanzamento a scatti.
Selezionando il pulsante Act sarà possibile eettuare un’esecuzione di prova del Programma, selezionare una scheda manuale e le opzioni per aprire la
barra dei menu su Taglio ProMotion – Lavoro successivo.
0-5399IT OPERAZIONE 3-3

iCNC Performance
3.1.3 Lavoro corrente
Posizionata a destra, la nestra Lavoro corrente visualizza il lavoro in fase di taglio con monitoraggio in tempo reale.
Normalmente visualizzato in grigio. Attivato quando un Programma di taglio viene interrotto premendo il pulsante Torcia On/O o Arre-
sta backup situato sul pannello anteriore del controller. Selezionando Annulla Programma verrà terminato il lavoro corrente (che si tratti di un taglio o di un’esecuzione di prova).
Normalmente visualizzato in grigio, si attiva quando viene arrestato un Programma di taglio ed è selezionato il pulsante Modalità
manuale. Al momento della conferma che il Programma della parte è adatto alla piastra, ad esempio in modalità Esecuzione di prova, riposizionerà il Programma alla stessa
distanza del movimento di torcia.
Normalmente visualizzato in grigio. Attivato quando un Programma corrente viene interrotto e il pulsante Modalità manuale viene
selezionato. Selezionando Recupero percorso taglio verrà riavviato il ciclo di sfondamento nel punto in cui si trova la torcia e sarà possibile tornare al percorso del Programma di
origine.
Selezionando il pulsante Regola parametri di taglio, l’operatore sarà in grado di modicare determinati parametri (come le
velocità di taglio, il tempo o la velocità lenta e i ritardi) per il Programma di taglio in corso. Eliminerà la necessità di arrestare la macchina per apportare questo tipo di modiche.
Aggiornare la schermata del lavoro corrente.
Selezionando l’anteprima del lavoro successivo verrà trasferito il Programma successivo dalla relativa schermata di anteprima senza
attivare la sequenza di taglio. Durante il taglio è contrassegnato da un colore grigio chiaro.
Selezionando Visualizza traccia durante il taglio verrà ingrandito il percorso di taglio.
3-4 OPERAZIONE 0-5399IT

iCNC Performance
La nestra Taglia di nuovo consente di sospendere e salvare un lavoro in corso e di riavviare un lavoro salvato precedentemente.
• Annulla - Consente di annullare le funzioni selezionate nella casella Taglia di nuovo
• Mostra nuovo punto di inizio – Questa funzione consente di indicare il punto di sfondamento da dove inizierà il taglio. Le parti precedenti alla selezione verranno
ignorate.
• Riavvia - Dopo aver individuato un nuovo punto di sfondamento, selezionare Riavvia per avviare il ciclo di taglio
• Zoom – Consente di ingrandire una parte per posizionare in modo più agevole un punto di sfondamento su un annidamento
• Salva lavoro – Viene ripristinato il programma sospeso esistente in un le temporaneo
• Ricarica lavoro salvato – Ripristina il programma salvato sospeso dal le temporaneo
0-5399IT OPERAZIONE 3-5

iCNC Performance
3.2 Selezione processo / Plasma e Gas
1
8
In questa nestra, è possibile selezionare il processo utilizzato per tagliare oppure modicare i processi correnti.
1. Facendo clic su Gas, è possibile selezionare il parametro gas.
2
3
65
4
7
2. Facendo clic su Plasma, si apre la nestra di processo al plasma.
3. Impostazioni consente di aprire la congurazione comune come i bilanciamenti degli attrezzi, la velocità rapidoa e così via.
4. Riduce a icona la nestra.
5. Mostra il materiale. Se sono presenti più materiali, è possibile passare da uno all’altro.
6. Seleziona spessore
7. Applica il processo selezionato e imposta tutti i parametri di taglio.
8. Consente all’utente di modicare il processo selezionato.
NOTA!
Per ulteriori dettagli, vedere “3.13 Funzioni di selezione processi avanzati” a pagina 3-20.
3-6 OPERAZIONE 0-5399IT

iCNC Performance
3.2.1 Installazione plasma
La denizione delle aree sotto la scheda Processo di taglio sono visualizzate nella parte inferiore della schermata Thermal
1
3
2
4
1. Utilizzare i menu a discesa per selezionare il materiale da tagliare e lo spessore del taglio.
2. I processi di taglio disponibili per il materiale e lo spessore selezionati verranno visualizzati con le informazioni che indicano “B” per i processi con la migliore qualità di
taglio. “F” per la maggiore rapidoità di taglio. “R” durante l’utilizzo di materiali di consumo robotici per l’esecuzione di angoli obliqui. “M” per lo spessore di sfondamento
massimo. Selezionare il processo desiderato facendo clic sul numero del processo di taglio e sul pulsante “Applica”. Quando il “processo corrente” è identico al “processo
selezionato”, il plasma è pronto al taglio. Se l’opzione “Plasma non pronto” è visualizzata in rosso, controllare che il plasma sia stato attivato dall’interruttore presente
sul pannello CNC.
3. Quest’area mostra i materiali di consumo che devono essere utilizzati per il processo selezionato. Fare clic su “Mostra immagine” per visualizzare un’immagine dei
materiali di consumo.
4. Quest’area mostra la corrente di taglio e la pressione del gas che verranno utilizzate per il processo di taglio selezionato.
0-5399IT OPERAZIONE 3-7
iCNC Performance
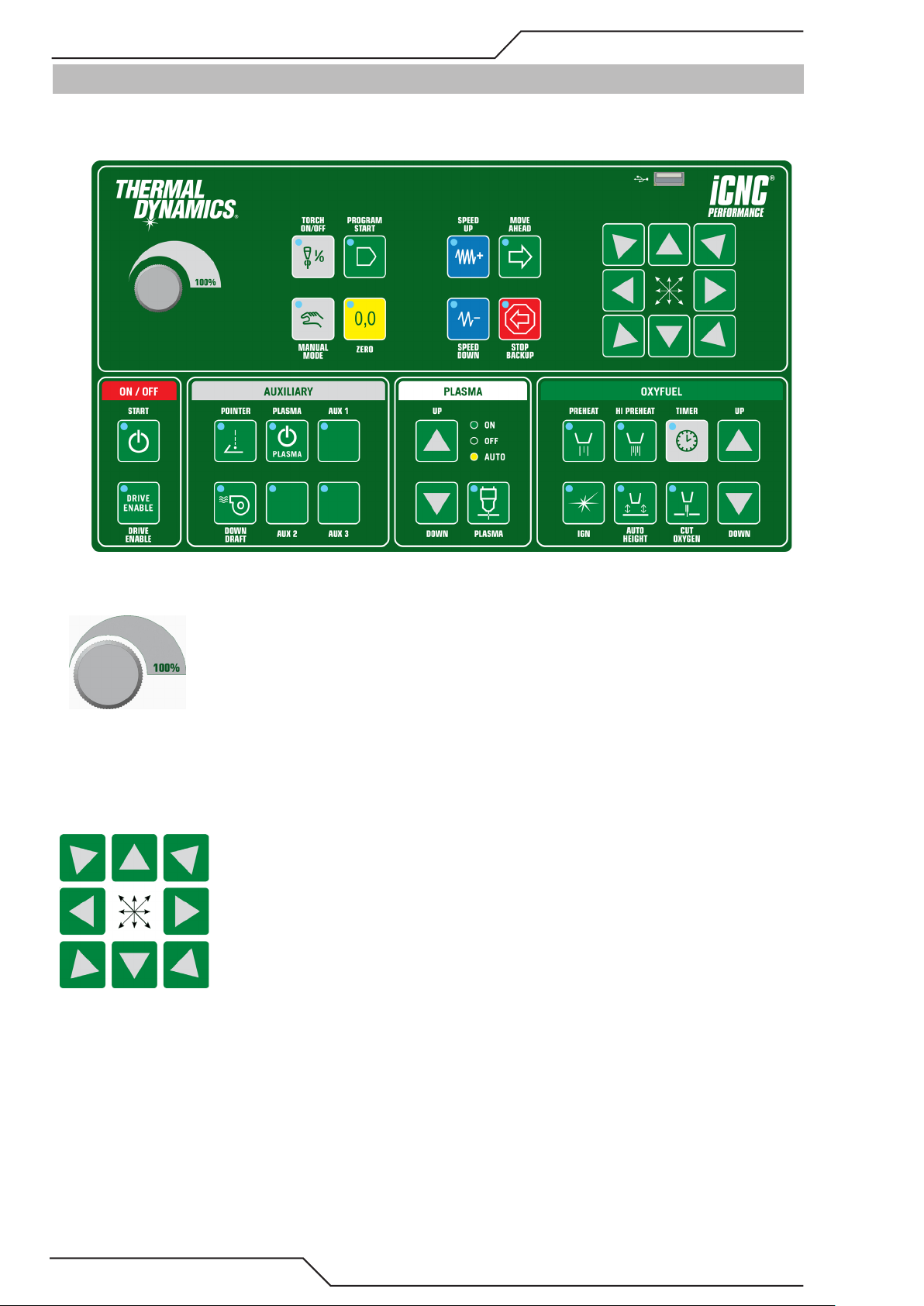
3.3 Pulsanti del quadro frontale
Il pannello di controllo per l’operatività di iCNC Performance è situato al di sotto dello schermo LCD. La maggior parte delle funzioni di movimento della macchina
e di taglio vengono avviate utilizzando questo pannello di controllo operativo.
3.3.1 Potenziometro di velocità
Girando il potenziometro in senso antiorario, la velocità attuale viene ridotta rispetto quella Programmata. Questo potenziometro viene utilizzato solo in casi speciali, come
il rallentamento temporaneo della velocità di taglio. La regolazione della rotella al di sotto del 100% causa l’attivazione del segnale Attesa torcia/angolo che sospende il
controllo di altezza di torcia a quell’altezza. Nella maggior parte dei casi, il potenziometro della velocità viene impostato su 100% in senso orario.
3.3.2 Direzione pulsanti avanzamento a scatti
La MODALITÀ AutomaticoA deve essere attivata prima di utilizzare la funzione di avanzamento a scatti. Tenendo premuto un pulsante direzionale, la macchina si muoverà
in tale direzione. Rilasciando il pulsante, la macchina si arresta. Tenendo premuti due pulsanti direzionali adiacenti si spostano entrambi gli assi contemporaneamente in
una direzione di 45 gradi.
3-8 OPERAZIONE 0-5399IT

iCNC Performance
!
3.3.3 Pulsante modalità manuale
Premendo il pulsante MODALITÀ MANUALE sarà possibile far avanzare e riposizionare la macchina.
ATTENZIONE
Premendo di nuovo il pulsante MODALITÀ MANUALE, tale modalità viene disattivata e viene
richiesto se si desidera far tornare la macchina all’ultima posizione di chiusura nota.
3.3.4 Pulsante Zero
Ripristina i contatori X e Y su ZERO dopo l’individuazione di un nuovo punto di inizio sul banco utilizzando i tasti funzionali dell’avanzamento a scatti.
NOTA : premendo il pulsante di azzeramento, si disattiva Automaticamente quello della modalità manuale (se attivato).
3.3.5 Pulsante di avvio
Consente di inviare il Programma di taglio dalla schermata “Anteprima lavoro successivo” alla schermata “Lavoro corrente” anché venga eseguito e consente di avviare la
sequenza del ciclo di taglio. Il pulsante START si illumina ed è attivo per tutta l’esecuzione del Programma. Nessun Programma può essere trasferito alla schermata del lavoro
corrente se il pulsante START è posizionato su ON.
NOTA : questo pulsante viene premuto durante un ritardo Programmato per interromperlo immediatamente, senza memorizzare l’orario d’interruzione del ritardo nei
parametri di taglio.
3.3.6 Pulsante ON/OFF della torcia
Premendo il pulsante TORCIA ON/OFF quando è attivata la modalità manuale, sarà possibile avviare o arrestare manualmente il processo di taglio.
ATTENZIONE
!
NOTA: non è possibile utilizzare l’opzione TORCIA ON/OFF per eseguire tagli manuali, ad esempio, le linee di scarto. Il pulsante manuale premuto ATTIVA LA TORCIA e dà inizio
alla sequenza di sfondamento. Subito dopo aver premuto TORCIA, è possibile iniziare a premere un pulsante direzionale. Tuttavia, la macchina non inizia a spostarsi prima
della ne della sequenza di sfondamento.
Quando il pulsante di avvio è attivato e la sequenza di taglio è avviata, il pulsante ON/OFF della torcia si illuminerà Automaticamente, indicando che la torcia è attiva e che la sequenza di taglio è stata avviata. Al termine del Programma, il segnale luminoso si disattiva Automaticamente, indicando la ne dell’operazione di taglio. Se TORCIA ON/OFF viene premuto
e rilasciato durante il processo di taglio, si interrompono i movimenti della macchina e il taglio. Premendo di nuovo questo
pulsante si avviano il movimento della macchina e la sequenza di taglio con i ritardi programmati.
0-5399IT OPERAZIONE 3-9

iCNC Performance
3.3.8 Pulsanti Velocità su e Velocità giù
Le pressioni brevi aumentano o riducono la velocità eettiva e impostata in piccoli passaggi. Le pressioni prolungate modicano le velocità più rapidamente. I pulsanti a
pressione si illumineranno durante l’accelerazione e la decelerazione Automaticoa dell’angolo.
3.3.9 Pulsante di avanzamento
Il pulsante SPOSTA IN AVANTI si illumina ogni volta che un Programma è in esecuzione. Premendo il pulsante Torcia On/O viene arrestata la macchina e viene disattivato il
pulsante Sposta in avanti. A questo punto, premendo il pulsante SPOSTA IN AVANTI, la macchina si sposta in avanti sul percorso Programmato senza tagliare. Premendo di
nuovo il pulsante SPOSTA IN AVANTI viene arrestato il movimento della macchina.
HINT: spostare il contatore del potenziometro di velocità in senso orario, quando si utilizza la funzione Sposta in avanti, per un controllo più preciso.
3.3.10 Pulsante Stop retromarcia
Premere e rilasciare il pulsante STOP RETROMARCIA una volta durante il processo di taglio per arrestare la sequenza di taglio e il movimento della macchina. Premere e rilasciare
di nuovo il pulsante STOP RETROMARCIA per spostare la macchina nella direzione opposta o per farla tornare indietro. Premendo di nuovo il pulsante STOP RETROMARCIA
si arresta il movimento.
NOTA : i pulsanti Stop-Retromarcia e Torcia attiva/disattivata funzionano allo stesso modo durante l’esecuzione di un Programma di taglio. Premendo uno dei due pulsanti
sarà possibile arrestare il taglio.
3-10 OPERAZIONE 0-5399IT

iCNC Performance
!
!
3.4 Descrizioni e funzioni pulsanti ON/OFF
ATTENZIONE
La maggior parte dei pulsanti dispone di 2 funzioni, mentre i LED di colori dierenti indicano lo stato.
Premendo un pulsante si seleziona ON/OFF per la funzione e tenendolo premuto per 3 secondi si seleziona
AUTO per la funzione. Il LED verde corrisponde allo stato ON, mentre quello verde allo stato AUTOMATICO. Se
entrambi i LED sono disattivati, anche lo stato sarà impostato su OFF.
3.4.1 Interruttore della potenza in ingresso
Tenendo premuto il pulsante per 5 secondi viene acceso CNC.
Il solo modo per spegnerlo è tramite l’arresto di Windows. Interromperà l’alimentazione del controllore.
3.4.2 Interruttore unità
• ON attiva il Servomotoremotore; selezionare ON per far muovere la macchina.
• OFF impedisce il movimento della macchina.
NOTA: quando il LED di attivazione dell’unità è verde, le unità sono attive. Quando il LED è arancione, il pulsante è stato premuto ma il software limita l’attivazione dell’erogazione.
3.5 Descrizioni e funzioni pulsanti ausiliari
ATTENZIONE
La maggior parte dei pulsanti dispone di 2 funzioni e i LED di colori dierenti indicano lo stato. Premendo
un pulsante si seleziona ON/OFF per la funzione e tenendolo premuto per 3 secondi si seleziona AUTO per la
funzione. Il LED verde corrisponde allo stato ON, mentre quello verde allo stato AUTOMATICO. Se entrambi i
LED sono disattivati, anche lo stato sarà impostato su OFF.
3.5.1 Puntatore
• La posizione ON attiva l’output puntatore.
• La posizione OFF impedisce l’attivazione dell’uscita del dispositivo di puntamento.
3.5.2 Plasma ON/OFF
• La posizione ON consente di accendere il generatore al plasma.
• La posizione OFF consente di spegnere il generatore al plasma.
0-5399IT OPERAZIONE 3-11

iCNC Performance
3.5.3 Aux 1-3 On/O/Auto
• La posizione ON attiva il dispositivo ausiliario, ad esempio il banco ad acqua.
• La posizione AUTO attiva il dispositivo ausiliario, ad esempio il banco ad acqua, quando è attivo un Programma di taglio.
• La posizione OFF consente di spegnere il dispositivo ausiliario, ad esempio un banco ad acqua.
3.5.4 Aspirazione On/OFF/Auto
• La posizione ON attiva l’aspiratore dei fumi.
• La posizione AUTO attiva l’aspiratore di fumi quando è attivo un Programma di taglio.
• La posizione OFF consente di spegnere l’aspiratore di fumi.
3.6 Descrizioni e funzioni pulsanti plasma
ATTENZIONE
La maggior parte dei pulsanti dispone di 2 funzioni e i LED di colori dierenti indicano lo stato. Premendo un pulsante
!
si seleziona ON/OFF per la funzione e tenendolo premuto per 3 secondi si seleziona AUTO per la funzione. Il LED verde
corrisponde allo stato ON, mentre quello verde allo stato AUTOMATICO. Se entrambi i LED sono disattivati, anche lo stato sarà
impostato su OFF
3.6.1 Su/giù
• Il pulsante su/giù sposterà in alto o in basso la torcia al plasma.
3.6.2 Plasma ON/OFF/Auto
• La posizione ON attiva l’uscita di avvio del plasma.
• La posizione AUTO attiva l’uscita di avvio al plasma quando è attivo un Programma di taglio.
• La posizione OFF consente di spegnere l’uscita di avvio al plasma.
3-12 OPERAZIONE 0-5399IT

iCNC Performance
!
3.7 Descrizioni e funzioni pulsanti ossicombustibile
ATTENZIONE
La maggior parte dei pulsanti dispone di 2 funzioni e i LED di colori dierenti indicano lo stato. Premendo
un pulsante si seleziona ON/OFF per la funzione e tenendolo premuto per 3 secondi si seleziona AUTO per la
funzione. Il LED verde corrisponde allo stato ON, mentre quello verde allo stato AUTOMATICO. Se entrambi i
LED sono disattivati, anche lo stato sarà impostato su OFF.
3.7.1 Preriscaldamento On/O/Auto
L’interruttore gestisce gli ossi-gas bassi di preriscaldamento.
• La posizione ON apre la valvola a Solenoidee di preriscaldamento ridotto.
• Disattivare i gas premendo una sola volta il pulsante OFF.
• La posizione AUTO consente al Programma di taglio di aprire il Solenoidee di preriscaldamento elevato se necessario.
• La posizione OFF impedisce che un Programma di taglio apra la valvola a Solenoidee di preriscaldamento
3.7.2 Preriscaldamento elevato On/O/Auto
L’interruttore gestisce gli ossi-gas elevati di preriscaldamento.
• La posizione ON apre la valvola a Solenoidee di preriscaldamento elevato.
• Disattivare i gas premendo una sola volta il pulsante OFF.
• La posizione AUTO consente al Programma di taglio di aprire il Solenoidee di preriscaldamento elevato se necessario.
• La posizione OFF impedisce che un Programma di taglio apra la valvola a Solenoidee di preriscaldamento elevato.
3.7.3 TEMPO DI REGISTRAZIONE
TEMPO DI REGISTRAZIONE
Durante un ritardo di inizio o ne del processo di taglio, questo pulsante si accenderà. Contemporaneamente, un contatore sullo schermo esegue il conto alla rovescia dei
secondi rimanenti per il ritardo corrente.
Se il pulsante viene premuto durante un ritardo Programmato, quest’ultimo viene interrotto immediatamente. Il sistema memorizza il tempo di interruzione del ritardo e
lo utilizza negli sfondamenti successivi.
3.7.4 Su/giù
• Il pulsante su/giù sposterà in alto o in basso la torcia per ossitaglio.
0-5399IT OPERAZIONE 3-13

iCNC Performance
3.7.5 Accensione On/O/Auto
• La posizione ON attiva l’ignitore.
• La posizione AUTO consente al Programma di taglio di attivare l’accenditore se necessario.
• La posizione OFF impedisce l’attivazione dell’ignitore da parte di un Programma di taglio.
3.7.6 Altezza Automaticoa On/O/Auto
• La posizione ON attiva la rilevazione dell’altezza capacitiva.
• La posizione AUTO consente al Programma di taglio di attivare il sensore di altezza capacitivo se necessario.
• La posizione OFF impedisce l’attivazione del rilevamento dell’altezza capacitiva da parte di un Programma di taglio.
3.7.7 Ossigeno per taglio on/o/auto
• La posizione ON apre il Solenoidee dell’ossigeno per il taglio
• La posizione AUTO consente al Programma di taglio di aprire il Solenoidee dell’ossigeno per taglio se necessario
• La posizione OFF impedisce che un Programma di taglio apra la valvola a Solenoidee dell’ossigeno per il taglio.
3.8 Procedura di avvio
Attivare il sistema premendo per 5 secondi il pulsante di accensione situato all’estremità sinistra dell’unità. Quando è presente l’alimentazione, iCNC Performance richiede 1-2
minuti circa per eseguire la diagnostica interna e avviarsi completamente. Dopo un’accensione completa, verrà visualizzata la schermata di lavoro di ProMotion che visualizza
Taglio ProMotion, Anteprima lavoro successivo e Lavoro corrente oltre a Informazioni (Stato del sistema). Inoltre, il pulsante Arrera giallo lampeggia. Si arresterà Automaticamente.
NOTA: il pulsante Azzera lampeggiante indica che la second CPU (usata per il movimento della macchina) si è avviata correttamente. Il pulsante Zero lampeggia 41 volte.
ACCENDERE abilita unità per attivarle. Potrebbe essere visualizzata una nestra di dialogo AVVIA PROCEDURA DI RIENTRO.
3.8.1. Interruzione dell’alimentazione
Dopo aver individuato una posizione di chiusura sicura, disabilitare le unità spegnendo l’apposito interruttore. Disattiva il controllore utilizzando il comune metodo di arresto
di Windows. Fare clic su START (nell’angolo in basso a sinistra) nella barra delle attività di Windows, quindi fare clic su Arresta.
Dopo una procedura di riposo corretta, il controller si spegne.
NOTA: se possibile, sistemare la macchina accanto agli interruttori di rientro per facilitare e velocizzare il rientro della macchina quando si attiva di nuovo iCNC Performance.
3.9 Procedura di rientro
Durante l’accensione iniziale, iCNC Performance potrebbe visualizzare una nestra di dialogo relativa alla procedura di inizio rientro. Se si seleziona Sì, la macchina individua
Automaticamente la posizione iniziale assoluta pari a zero. Come impostazione predenita, questa normalmente si trova nell’angolo in basso a sinistra del tavolo di taglio, tuttavia
è selezionabile nei parametri di congurazione. Se si seleziona No, la nestra di dialogo si chiude e non vengono eseguiti movimenti.
3-14 OPERAZIONE 0-5399IT
iCNC Performance
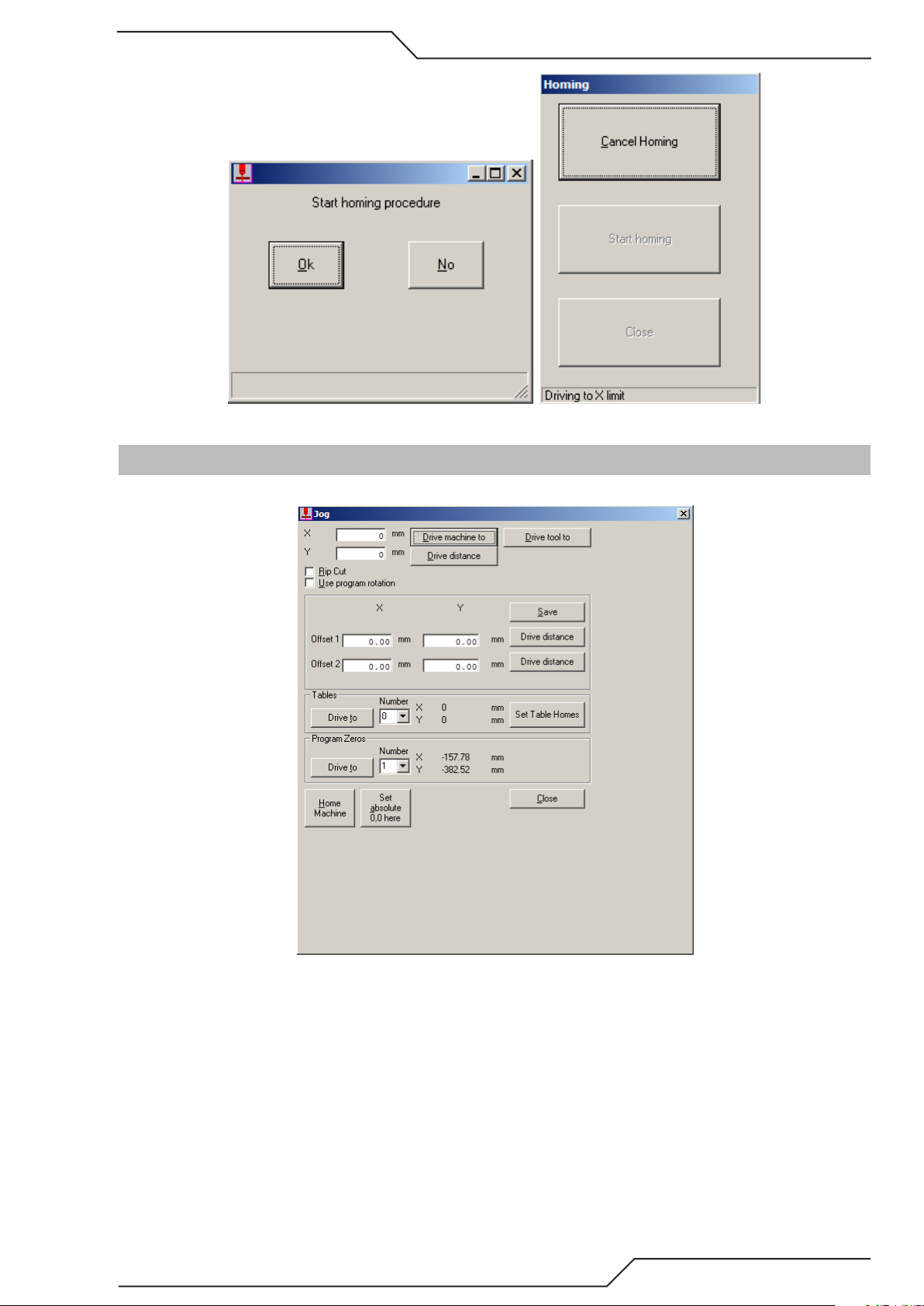
3.10 Avanzamento a scatti
Selezionando pulsante dell’avanzamento a scatti, viene visualizzata la nestra di dialogo del jog.
È possibile utilizzare un attrezzo per l’avanzamento a scatti solo quando un Programma di taglio non è in esecuzione e il controllore non si trova in Modalità manuale. Utilizzare
questo attrezzo per condurre la macchina in una posizione (X, Y) o per portarla a una distanza (X, Y) dalla posizione corrente. Lo spostamento viene normalmente eseguito a velocità
rapidoa. È possibile utilizzare questo strumento anche per tagliare, se è stata contrassegnata la casella Taglio nervatura.
Se è stata selezionata l’opzione “Utilizza rotazione Programma”, le coordinate di spostamento vengono corrette in base alla rotazione del Programma. La rotazione del Programma
è denita nella schermata di visualizzazione rapidoa dei parametri.
Bilanciamenti
Se si percorre frequentemente la stessa distanza (ad esempio, la torcia del plasma viene portata nella stessa posizione di quella del gas), è opportuno salvare queste distanze come
bilanciamenti predeniti (bilanciamento 1 e 2). In questo modo è possibile fare clic su un solo pulsante per gestire il bilanciamento predenito.
0-5399IT OPERAZIONE 3-15

iCNC Performance
Banchi
È possibile denire posizioni iniziali dierenti. Possono essere utilizzati per denire le posizioni iniziali di piastre diverse sul banco di taglio o per banchi di taglio diversi. Selezionare
il numero della scheda dall’elenco e fare clic sul pulsante Unità. La macchina si sposta nella posizione iniziale denita dei banchi selezionati.
Zero Programma
iCNC Performance salva le coordinate degli ultimi 5 programmi avviati, in base alla posizione assoluta 0,0. È possibile scegliere il punto zero del Programma desiderato facendo
clic su Vai a dall’elenco a discesa.
Impostare la posizione di zero assoluto (posizione iniziale) facendo clic sul pulsante Imposta 0.0 assoluto qui. Questo attrezzo è necessario se i limiti dell’area di lavoro Programmata
sono in uso. Questi limiti forzano l’arresto della macchina prima che colpisca gli interruttori di limite elettrico. L’impostazione della posizione di zero assoluto può essere anche
Automaticoa, quando la macchina viene portata in posizione zero predenita ogni volta che il controller è attivato. Anche la posizione di zero assoluto è necessaria in caso occorra
congurare diverse posizioni iniziali.
3.11 Vista rapidoa parametro
La schermata di visualizzazione rapidoa dei parametri si apre Automaticamente quando un Programma viene inviato al taglio da ProMotion Nest o quando si fa clic sul pulsante
di installazione. La schermata di visualizzazione rapidoa consente all’operatore di modicare rapidamente i parametri variabili utilizzati più frequentemente. Vengono fornite le
opzioni per l’allineamento della piastra e le impostazioni di congurazione avanzata.
Ampiezza del taglio
Consente di specicare la quantità di solco per il taglio (compensazione ) che verrà applicata al Programma di taglio. Prestare attenzione quando si seleziona il valore del solco di
taglio. Un valore troppo elevato può causare un’alterazione del Programma, in particolare se il valore del raggio di un arco è minore di quello del solco di taglio.
Velocità di taglio
Questa è la velocità del processo di taglio.
Rotazione Programma
Eventuali valori (gradi) ruotano il Programma di taglio. Quando si esegue un allineamento della piastra, la rotazione della piastra obliqua viene Automaticamente inserita qui.
Ancora, facendo clic su +/- 90, il Programma della parte ruoterà a intervalli di 90 gradi. Facendo clic sulla casella Azzera, qualsiasi valore viene azzerato.
Avvio IHS/plasma
Tempo in cui la torcia raggiunge l’altezza di accensione e attiva l’arco plasma. Eventuale tempo in eccesso verrà scartato e il ritardo successivo verrà eseguito (ritardo di sfondamento).
Ritardo di sfondamento
Questo è un ritardo di movimento rilevato dopo che lo sfondamento è stato avviato.
Congurazione parametro (plasma)
Se selezionati nella schermata Congurazione avanzata, il tipo di materiale, lo spessore e lo strumento utilizzati verranno visualizzati qui per consentire all’operatore di selezionare
il parametro corrente.
3-16 OPERAZIONE 0-5399IT

iCNC Performance
NOTA!
Potrebbero essere visualizzati ulteriori ritardi o nestre di dialogo con tempo regolabile, a seconda della
congurazione del controller da parte di un OEM o Programma di installazione.
3.11.2 Allineamento piastra
Attivando Allineamento piastra è possibile selezionare in modo rapido e semplice due punti sul bordo di una piastra obliqua. Eseguendo questa operazione verrà Automaticamente
ruotato un nido di programmi o parti di una misura equivalente all’inclinazione della piastra, in modo da adattarlo perfettamente alla piastra, riducendo gli scarti o eliminando
la necessità di una squadratura manuale della piastra.
Per utilizzare la funzione Allineamento piastra, individuare il bordo di un angolo o di una piastra e fare clic su Imposta punto 1 qui. Selezionare la direzione in cui il punto successivo è
relativo per la prima posizione, passare al secondo punto e fare clic su Conferma punto 2 qui. Farà ruotare Automaticamente il Programma nché non combacia con la piastra obliqua
3.12 Come comportarsi quando si verica un evento
3.12.1 Come annullare un Programma di taglio
1. Arrestare il movimento della macchina e il taglio premendo il pulsante TORCIA ON/OFF o STOP RETROMARCIA.
2. Fare clic con il pulsante sinistro del mouse sul pulsante ELIMINA Programma situato nella parte superiore della schermata di lavoro corrente.
3. Attendere no all’apertura di una nuova casella di dialogo che indicherà che la macchina deve ritornare al punto 0,0. FFare clic su OK e la macchina tornerà al punto 0,0
(il punto di partenza iniziale del programma annullato).
Per arrestare il Programma durante il movimento rapido, la procedura è praticamente identica. L’unica dierenza è che la macchina verrà arrestata tramite il pulsante ARRESTA
BACKUP invece che tramite il pulsante TORCIA ON/OFF.
3.12.2 Dicoltà durante sfondamento
NOTA!
Se non è possibile eseguire lo sfondamento in modalità Plasma, la macchina si arresta.
1. Se necessario, ridurre la velocità con la manopola VELOCITÀ.
2. Tornare lentamente indietro tenendo premuto il pulsante STOP RETROMARCIA e la macchina invertirà il percorso del Programma.
3. Arrestare il movimento dopo il superamento del punto di sfondamento mancato rilasciando di nuovo STOP RETROMARCIA.
4. Riportare la VELOCITÀ al 100%.
5. Riavviare il Programma premendo SPOSTA IN AVANTI.
Se non è possibile eseguire lo sfondamento del primo punto Programmato, avviare una nuova sequenza di sfondamento, premendo TORCIA ON/OFF.
Tenere presente che il movimento all’indietro senza tagliare potrebbe essere regolato in modo che la velocità venga Automaticamente ridotta.
3.12.3 Tagli non riusciti
Se il taglio viene interrotto, ad esempio, per velocità troppo elevata:
1. Arrestare il movimento e il taglio premendo il pulsante TORCIA ON/OFF o STOP RETROMARCIA.
0-5399IT OPERAZIONE 3-17
iCNC Performance
2. Se necessario, ridurre la velocità con la manopola VELOCITÀ.
3. Tornare lentamente indietro tenendo premuto il pulsante STOP RETROMARCIA e la macchina invertirà il percorso del Programma.
4. Arrestare il movimento rilasciando STOP RETROMARCIA.
5. Riportare la VELOCITÀ al 100%.
6. Fare clic sul pulsante REGOLA PARAMETRI DI TAGLIO nella schermata Lavoro corrente.
7. Regolare la velocità di taglio su un valore più basso facendo clic all’interno della casella, utilizzare la rotellina del mouse per immettere un nuovo valore e fare clic su
OK.
8. Avviare i ritardi di taglio e il taglio con TORCIA ON/OFF. Dopo un ritardo dell’avvio, il movimento della macchina inizia in modo AUTOMATICO.
9. Se necessario, regolare la velocità di partenza con la manopola VELOCITÀ.
10. Durante il taglio, la velocità può essere facilmente regolata mediante la pressione dei pulsanti blu VELOCITÀ SU/GIÙ. Ogni pressione breve aumenta o riduce la velocità
di circa 1/2 ipm (10 mm/min).
3.12.4 Taglio manuale
1. Premere e rilasciare il pulsante MODALITÀ MANUALE.
2. Portare la macchina sul punto di sfondamento desiderato mediante i pulsanti dell’avanzamento a scatti.
3. Premere e rilasciare il pulsante TORCIA ON/OFF per avviare il ciclo di taglio.
4. Premere i pulsanti dell’avanzamento a scatti della direzione desiderata per avviare il movimento.
3. Premere TORCIA ON/OFF per interrompere il taglio e rilasciare il pulsante AVANZAMENTO A SCATTI per arrestare il movimento.
6. Premere e rilasciare il pulsante AZZERA se si desidera rimanere in quella posizione. La MODALITÀ AutomaticoA termina Automaticamente. Per tornare al punto in cui è
stata avviata la MODALITÀ MANUALE, premere e rilasciare il pulsante MODALITÀ MANUALE. Il pulsante inizia a lampeggiare e la macchina ritorna a quel punto.
3.12.5 Taglio manuale Programmato
NOTA!
Il pulsante MODALITÀ MANUALE deve essere su OFF quando si utilizza questa procedura.
Nella schermata di taglio, è presente un pulsante AVANZAMENTO A SCATTI per il taglio manuale Programmato.
1. Portare la torcia sul punto di sfondamento desiderato e premere e rilasciare il pulsante ZERO.
2. Aprire la nestra di dialogo facendo clic sul pulsante AVANZAMENTO A SCATTI. Utilizzare la rotellina del mouse per immettere la distanza esatta di movimento Y e X
della macchina.
3. Selezionare la casella Taglio nervatura.
4. Fare clic su Conduci macchina. La macchina avvia il ciclo di taglio e segue il percorso Programmato. Alla ne di tale percorso la torcia viene disattivata e la macchina si
arresta. Entrambe le operazioni avvengono Automaticamente.
3.12.6 Esecuzione di prova, nessun taglio
Consentirà una rapidoa impostazione del riposizionamento di un Programma sulla piastra, senza dover riposizionare la stessa.
1. Chiamare il Programma desiderato sulla schermata Lavoro successivo.
3-18 OPERAZIONE 0-5399IT

iCNC Performance
2. Portare il Programma di taglio nella nestra LAVORO CORRENTE facendo clic sul pulsante Anteprima lavoro successivo.
3. Premere e rilasciare il pulsante MODALITÀ MANUALE.
4. Portare la torcia sul punto di inizio desiderato del Programma mediante i pulsanti dell’avanzamento a scatti. Premere il pulsante AZZERA.
5. Fare clic sul pulsante ACT nella schermata di taglio e fare clic sulla casella Esecuzione di prova.
6. Impostare una velocità della modalità di prova e fare clic su VAI.
7. La macchina eseguirà il percorso Programmato senza l’uso del plasma.
8. Se la torcia si sposta fuori piastra, premere e rilasciare il pulsante TORCIA ON/OFF.
9. Attivare la MODALITÀ MANUALE premendo e rilasciando il pulsante MODALITÀ MANUALE. Impostare una velocità lenta con la manopola VELOCITÀ e utilizzare i pulsanti
di avanzamento a scatti per riposizionare la torcia sulla piastra.
10. Fare clic sul testo SPOSTA Programma nella schermata Lavoro corrente.
11. Disattivare la MODALITÀ MANUALE premendo e rilasciando il pulsante MODALITÀ MANUALE.
12. Premere di nuovo il pulsante TORCIA ON/OFF.
13. Ripetere i passaggi 8-12 se la torcia si sposta fuori piastra di nuovo.
14. Quando l’esecuzione di prova è terminata, ritornare a ZERO.
3.12.7 Altro modo per controllare l’area di taglio
È possibile vericare se il Programma di taglio successivo è adatto alla piastra anche in questo modo.
1. Portare il Programma di taglio nella nestra LAVORO CORRENTE facendo clic sul pulsante Anteprima lavoro successivo.
2. Set the Torcia on 0,0-point and press ZERO.
3. Spostare il mouse sulla nestra e fare clic con il pulsante del mouse. Viene visualizzata una nestra che mostra la posizione della torcia con numeri grandi e il cursore
del mouse inizia a seguire la posizione della torcia.
4. Portare la torcia sull’angolo critico del Programma e vericare la presenza della piastra sotto la torcia.
5. Utilizzare lo zoom per controllare la situazione nel dettaglio. La nestra dello zoom segue Automaticamente la torcia.
6. Se la posizione del programma è corretta, premere il pulsante MODALITÀ MANUALE, quindi selezionare l’opzione per tornare al punto 0,0.
7. Rilasciare il mouse premendo di nuovo il suo pulsante sinistro sulla parte a destra dello schermo. È possibile chiudere la nestra della posizione degli attrezzi anche in
questo modo.
3.12.8 Recupero percorso di taglio
Questo attrezzo viene utilizzato per tornare al percorso di taglio, nel caso in cui il Programma sia stato arrestato e la torcia si sia mossa dal percorso.
1. Premere e rilasciare il pulsante TORCIA ON/OFF per arrestare il movimento e il taglio.
2. Attivare la MODALITÀ MANUALE premendo e rilasciando il pulsante MODALITÀ MANUALE e utilizzare i pulsanti dell’avanzamento a scatti per muovere la torcia in una
posizione comoda per eseguire l’operazione sulla torcia.
3. Disabilitare il generatore al plasma premendo il pulsante Plasma ON/OFF ed eseguire la manutenzione della torcia se necessario. Al termine, abilitare il generatore al
plasma premendo di nuovo il pulsante.
4. Disattivare la MODALITÀ MANUALE premendo e rilasciando il pulsante MODALITÀ MANUALE. Disattivare MODALITÀ MANUALE premendo e rilasciando il pulsante
MODALITÀ MANUALE.
5. Premere e rilasciare il pulsante TORCIA ON/OFF per attivarla; il taglio verrà riavviato e continuerà lungo il percorso Programmato.
3.12.9 Come eseguire lo sfondamento nell’area di scarto prima di rilevare il percorso di taglio.
1. Dopo il passaggio 4, attivare di nuovo la MODALITÀ MANUALE premendo e rilasciando il pulsante MODALITÀ MANUALE.
2. Utilizzare i pulsanti dell’avanzamento a scatti e riposizionare la torcia in prossimità della ne del taglio. Rimanere sul lato di scarto. Fare clic sul pulsante Ripristino percorso
di taglio nella schermata Lavoro corrente. La macchina inizierà Automaticamente lo sfondamento in questo punto e riprenderà il percorso di taglio per continuare il
taglio sul percorso Programmato.
0-5399IT OPERAZIONE 3-19

iCNC Performance
3.13 Funzioni di selezione processi avanzati
La schermata di selezione del processo consente all’operatore di modicare più parametri, qualora necessario. Selezione processo dispone di schede contenenti varie impostazioni.
Durante la selezione di un processo, è possibile passare a impostazioni dierenti facendo clic su Impostazioni (1) o Modica (2). È possibile creare un database di tutti i materiali
solitamente tagliati e salvare velocità e valori del solco di taglio diversi all’interno di ciascun prolo e per ciascun processo che ha subito modiche.
2
Le impostazioni sono descritte prima di tutto.
Impostazioni
1
4
7
Consente le modiche ai bilanciamenti degli attrezzi, alla velocità rapidoa, alla marcatura di punti e di linee.
Edit
Consente di modicare i parametri del processo selezionato (tempi di ritardo, solco di taglio, velocità e così via).
3.13.1 Impostazioni
Nella scheda Impostazioni è possibile modicare i parametri Generalitài come quelli relativi alla velocità rapidoa, alla lingua, alle posizioni degli attrezzi e alle impostazioni di marcatura.
3-20 OPERAZIONE 0-5399IT

iCNC Performance
NOTA!
Le nestre del parametro possono variare a seconda della congurazione della macchina. Vedere il manuale di
assistenza/installazione per informazioni sull’impostazione di nomi e ritardi.
Le gure sono riportate solo per riferimento.
Lingua
Selezionare la lingua utilizzata in Selezione processo.
Posizioni degli attrezzi
Se il puntatore laser viene installato sulla macchina, è opportuno denire la posizione dello strumento rispetto al puntatore laser. In questo modo è possibile utilizzare il
puntatore laser per posizionare e impostare il punto zero. Il sistema conosce la posizione di tutti gli attrezzi aggiuntivi e può gestirli Automaticamente durante il Programma
di taglio. L’aggiunta di bilanciamento dell’attrezzo nel Programma di taglio non è necessaria.
3.13.2 Marcatura linea
Marcatura velocità
Questa è la selezione della velocità per l’attrezzo di marcatura.
0-5399IT OPERAZIONE 3-21

iCNC Performance
SD1, SD2 e SD3
Questi ritardi di solito non vengono utilizzati durante l’uso del plasma come dispositivo di marcatura, ma sono completamente disponibili e Programmabili.
SD4
In genere è utilizzato per avviare il sensore di altezza iniziale e per accendere il marcatore.
Ritardo di spostamento
Ritardo prima dell’inizio del movimento.
ED1
Ritardo tipico dell’attesa di estinzione dell’arco.
ED2
Generalmente il ritardo non viene utilizzato.
ED3
Questo è il periodo di tempo che il controllore attende dopo il completamento della marcatura (torcia in su), prima di ordinare alla macchina di spostarsi nella posizione successiva.
3.13.3 Marcatura punto
SD1
Il ritardo di solito non viene utilizzato, ma è completamente disponibile e Programmabile.
SD2
In genere è utilizzato per un ritardo di abbassamento del marcatore. Questo è il tempo impiegato dal marcatore per scendere no al punto di marcatura.
SD3
Questo è il tempo di marcatura o il tempo in cui avviene la marcatura. Se si usa il plasma come dispositivo di marcatura, corrisponderà alla profondità della marcatura.
SD4
Questo è un marcatore del tempo di sollevamento, o il tempo che il marcatore impiega per raggiungere l’altezza dello spostamento.
Ritardo di spostamento
Generalmente il ritardo non viene utilizzato.
Rapido
Generalmente il ritardo non viene utilizzato.
3-22 OPERAZIONE 0-5399IT

iCNC Performance
3.13.4 Modicare e creare un processo
Database di eLavoroazione
ICNC Performance è dotato di una funzione unica che consente la creazione di un database per parametri di taglio specici bastati su materiale, spessore, gas e attrezzo. In base
ai materiali, allo spessore e all’attrezzo selezionato, i parametri di taglio possono cambiare Automaticamente relativamente a solco di taglio, velocità di taglio e altri parametri.
Dopo aver inserito tutte le informazioni corrette in un database, sarà notevolmente più facile intuire dove impostare i parametri di taglio. È utile per assicurare una qualità di taglio
coerente quando un nuovo operatore viene istruito per utilizzare la macchina di taglio.
NOTA!
Non è necessario utilizzare tutti e 3 i campi per impostare il database; ad esempio, utilizzare soltanto il materiale e lo spessore, lasciando lo strumento impostato su Predenito.
Congurazione del database
1. Fare clic su Modica sulla schermata di selezione del processo, quindi fare clic su Nuovo.
2. Selezionare lo spessore desiderato o crearne uno nuovo facendo clic su Nuovo.
Nome - Spessore mostrato nella selezione del processo.
Valore - Spessore utilizzato internamente (ad esempio, l’elenco dei processi è organizzato in base al valore e non in base al nome).
Elenco unità Unità metrichehe/pollici - Selezionare uno spessore comune dall’elenco.
Fare clic su OK dopo aver congurato le impostazioni di spessore.
0-5399IT OPERAZIONE 3-23

iCNC Performance
3. Impostare i parametri
Velocità
Questa è la velocità di taglio della macchina. Questa impostazione duplica le impostazioni della velocità di taglio nei parametri della cartella 1. Se ne viene modicata una,
cambia anche l’altra.
Solco di taglio
Il processo del solco di taglio.
Velocità lenta
La velocità di taglio iniziale della torcia verrà attivata non appena viene dato il comando di avvio. La durata di questa velocità è determinata dalla congurazione del parametro
del Tempo di scorrimento viscoso. Questa velocità di “aumento” è utilizzata per brevi periodi per assistere lo sfondamento. Al termine del tempo di scorrimento viscoso, la
torcia accelera/decelera no alla velocità di taglio normale.
Tempo di scorrimento viscoso
Durata di tempo per l’utilizzo della velocità rapidoa.
Nota
Consente all’operatore di inserire note in corrispondenza delle modiche apportate al processo.
3-24 OPERAZIONE 0-5399IT

iCNC Performance
3.13.5 Ritardi parametri di taglio
NOTA!
Le nestre del parametro possono variare a seconda della congurazione della macchina. Se non viene visualizzato un ritardo, vuol dire
che è impostato come nascosto. I ritardi possono anche essere bloccati per non rendere possibile la modica del valore di tempo. Vedere il
manuale di assistenza/installazione per informazioni sulla congurazione dei ritardi.
Le gure sono riportate solo per riferimento.
In genere, SD1 non viene utilizzato ma è completamente Programmabile.
SD2 fornisce un tempo per l’accensione della torcia. In questo lasso di tempo l’erogazione dell’accensione è disponibile per l’utente. Trascorso il tempo, l’ignitore si spegne.
Per sovrascrivere la funzione nel caso in cui la macchina non sia equipaggiata di accensione Automaticoa, impostare il valore del timer di SD2 a zero.
In genere, SD3 viene utilizzato per un timer di preriscaldamento elevato e per attivare la rilevazione dell’altezza capacitiva. Ciò determina il tempo destinato per il preriscaldamento del materiale prima dello sfondamento. Il tempo viene denito dall’utente in base al tipo e allo spessore del materiale. Maggiore è lo spessore del materiale,
maggiore sarà il valore del timer. Per sovrascrivere la funzione nel caso in cui la macchina non sia equipaggiata di preriscaldamento elevato AUTOMATICO, impostare il valore
del timer di SD3 a zero.
In genere, SD4 viene utilizzato per l’ossigeno per il taglio. Ciò determina il tempo destinato al riscaldamento del materiale con l’ossigeno per il taglio che solitamente si
eettua con materiali più spessi. This is Utilizzo ottimale con la funzione di sfondamento superiore/inferiore (vedere di seguito). Per sovrascrivere la funzione nel caso in cui
la macchina non necessiti di ulteriori sfondamenti con l’ossigeno per il taglio, impostare il valore del timer di SD4 a zero.
Cronometraggio dell’evento di sollevamento/abbassamento dello sfondamento: attivazione della funzione.
1. START: selezionare il ritardo di avvio al quale è previsto l’inizio dell’esecuzione (ad esempio, SD4).
2. SFONDAMENTO SU: immettere l’intervallo di tempo desiderato per il sollevamento della torcia per lo sfondamento.
3. SOLLEVAMENTO: immettere il tempo desiderato di sollevamento prima che inizi la fase di sfondamento.
4. SFONDAMENTO GIÙ: immettere l’intervallo di tempo desiderato per l’abbassamento della torcia all’altezza di taglio.
NOTA!
I valori del timer di sfondamento superiore e inferiore solitamente sono impostati in egual misura, in modo da evitare un eetto ramping
o stepping. Ciò si verica anche con il primo innalzamento e abbassamento della torcia nel caso in cui nessun sensore AUTOMATICO di
altezza capacitiva è stato installato.
0-5399IT OPERAZIONE 3-25

iCNC Performance
Esempio: SD4 avvia la sequenza di cronometraggio dell’evento di sfondamento verso il basso o verso l’alto. I valori iniziali del tempo di sfondamento. In questo esempio il
valore di sfondamento in alto e in basso è impostato su 1 secondo.
1. L’ossigeno per taglio viene attivato mentre la torcia sale e raggiunge l’altezza di sfondamento. Impostare il valore SD4 da 1 a 9 secondi.
2. L’ossigeno per taglio viene attivato durante il tempo di sfondamento in alto. Impostare il valore SD4 da 1,1-1,9 secondi.
3. L’ossigeno per taglio viene attivato mentre la torcia si abbassa all’altezza di taglio. Impostare il valore SD4 da 2,1-2,9 secondi.
Il ritardo del movimento di avvio è il tempo impiegato per lo sfondamento iniziale attraverso il materiale. Allo scadere del tempo, il movimento inizia Automaticamente.
ED1 è il primo ritardo eseguito dopo il completamento del Programma o l’interruzione manuale del taglio da parte dell’operatore. Generalmente il ritardo viene utilizzato
per il primo innalzamento della torcia, che avviene dopo il completamento del taglio corrente. Consente alla torcia di pulire ogni parte che potrebbe essersi capovolta per
prevenire danni o un disallineamento della stessa. Impostare il valore su zero per impedire il sollevamento della torcia una volta completato un taglio.
ED2 Generalmente non viene utilizzato.
Ritardo ne movimento viene Generalmente utilizzato per consentire lo smaltimento dell’ossigeno per taglio in eccesso attraverso l’ugello di taglio prima che si verichi il
movimento rapido trasversale verso il punto di sfondamento successivo. Evita che il usso di taglio gra le parti tagliate precedentemente, quando il percorso trasversale
viene diretto su una parte. Impostato Generalmente a 1-2 secondi, quando la valvola dell’ossigeno per il taglio è posizionata sull’ingresso della torcia. Se la valvola dell’ossigeno
di taglio si trova sul collettore per gas, attendere qualche minuto in più.
3-26 OPERAZIONE 0-5399IT

iCNC Performance
SEZIONE 4: iHC
4.1 Sequenza di sfondamento/taglio
T3
T2
1.
2.
4.
3.
T1
6.
5.
7. 9.
8.
Sequenza del flusso di sfondamento/taglio:
1. La torcia attivata da “Avvio IHS” inizia a rilevare la piastra.
2. La torcia raggiunge l’altezza di rallentamento e inizia a muoversi lentamente.
3. La torcia tocca la piastra.
4. La torcia raggiunge l’altezza di accensione e ordina l’avvio del plasma.
5. L’arco plasma si accende e fornisce il segnale di OK al movimento al controller dell’altezza.
Inizia T1, il tempo di sfondamento
6. La torcia raggiunge l’altezza di sfondamento. Inizia T2, il ritardo dell’altezza di sfondamento
7. Quando termina il tempo di sfondamento T1, l’uscita del segnale iHC XT OK al movimento si attiva
e il movimento di taglio viene avviato. La torcia raggiunge l’altezza di taglio al termine del timer
dell’altezza di sfondamento.
8. Il controllo AVC viene avviato subito dopo la fine del ritardo T3 di AVC.
9. Tagliare le estremità del percorso.
10. La torcia raggiunge l’altezza di ritrazione.
11. Se il tempo di inattività è abbastanza lungo, la torcia torna nella posizione iniziale.
11.
10.
4.2 Interfaccia utente di iHC
IHC è in grado di essere quasi invisibile all’operatore poiché i parametri di contollo dell’altezza possono provenire dal Programma di taglio o in modo completamente AUTOMATICO
dall’insieme dei parametri materiale/spessore/attrezzo. Questa nestra non nasconde alcun comando utilizzato Generalmente per eseguire iCNC Performance, e può essere visualizzata in qualsiasi momento. Questo capitolo descrive l’Interfaccia utente del controllore quando le funzioni di impostazione dei parametri automatici non sono in uso. Consente
di apportare modiche al momento del taglio e/o di modicare le impostazioni prima che il taglio venga avviato.
Per avviare il software, selezionare “iHC.exe-Cortocut” dal menu START di Windows.
0-5399IT iHC 4-1

iCNC Performance
Barra principale
La grande freccia destra di puntamento può essere utilizzata per ridurre la barra principale di iHC. Consente all’operatore di visualizzare la posizione e altre informazioni riguardo
la macchina.
• Sul lato sinistro della nestra principale è presente un display che indica il valore impostato per la tensione d’arco. La Tensione arco può essere modicata utilizzando le
frecce sinistra/destra poste sui lati del cursore. Con un clic viene modicata la tensione di 1 V o 0,1 V.
• Se si utilizza il campionamento AVC, nella parte a sinistra della nestra principale, viene visualizzata la distanza di taglio. Con un clic viene modicata l’altezza di taglio di
0,5 mm o 0,1 mm.
• I pulsani “SU” e “GIÙ” possono essere utilizzati per spostare la torcia in modalità manuale.
4-2 iHC 0-5399IT

iCNC Performance
• Il pulsante Test IHS fa abbassare la torcia per trovare una piastra. Questa funzione può essere utilizzata per vericare che il sensore della piastra iHC funzioni correttamente.
Il testo sul pulsante Test IHS cambia in “Elimina” dopo che quest’ultimo è stato premuto. Facendo clic su “Annulla”, la torcia torna immediatamente nella posizione iniziale.
La torcia rimarrà nell’altezza di accensione dopo aver percepito la piastra.
• La funzione Trova piastra viene usata quando si posiziona un materiale con maggiore spessore sul tavolo; tale funzione viene usata prima delle operazioni di taglio per
vericare che la torcia non si scontri con la piastra in corrispondenza del primo punto di sfondamento. “Trova piastra” usa la Velocità di rilevamento piastra per condurre
il test della piastra di contatto. Dopo aver trovato la piastra, la torcia torna nella posizione iniziale. Facendo clic su “Trova piastra”, il testo sul pulsante viene modicato in
“Annulla”. Facendo clic su “Annulla”, la torcia torna immediatamente nella posizione iniziale.
• Facendo clic su “INSTALLAZIONE”, si apre la nestra di installazione.
• La nestra di iHC può essere minimizzata tramite il pulsante situato all’estremità destra che assomiglia a un trattino.
• Nell’angolo in alto a destra della nestra di iHC vi sono due campi di testo. In una situazione normale, nel campo superiore, dovrebbe essere riportata la dicitura “Modalità
di taglio”. Se il controllo altezza non è in esecuzione oppure si verica un problema di connessione, viene visualizzata la scritta “ATTENDI RISPOSTA...” nella parte inferiore
del campo di testo. Il campo di testo inferiore mostra anche i messaggi di stato come quello del limite software inferiore.
• Lo stato della stazione può essere monitorato guardando il cambiamento dei colori sullo schermo. Il campo numerico alla destra della scritta altezza di taglio mostra se
AVC è attivo, se l’avvio di IHS è attivo e se la torcia si trova in altezza di taglio.
0-5399IT iHC 4-3
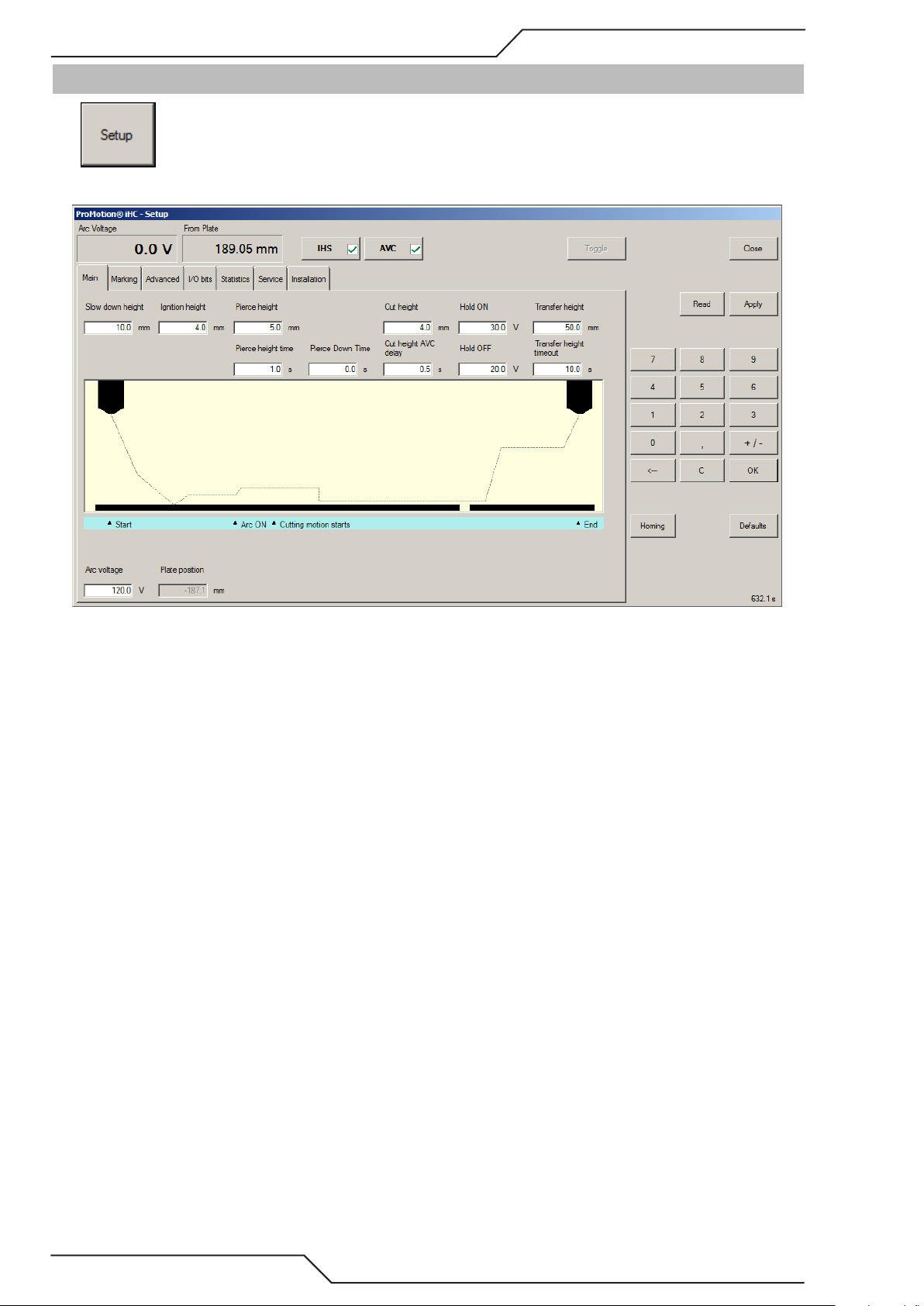
iCNC Performance
4.3 Impostazioni principali
Facendo clic sul pulsante “IMPOSTA”, si apre la schermata di impostazione principale sotto la barra delle informazioni iHC.
Questa schermata
• Visualizza in modo continuo la tensione dell’arco eettiva e l’altezza della torcia dalla piastra (l’altezza in cui la piastra è stata rilevata al momento dello sfondamento).
• Dispone di diverse schede per più opzioni.
La maggior parte dei parametri di iHC può essere denita nella nestra Installazione. La parte superiore del centro della nestra di congurazione consiste in pulsanti e campi
che sono sempre visualizzati.
Questa schermata viene utilizzata per le impostazioni intuitive dei parametri di funzionamento di iHC. Durante l’impostazione di uno qualsiasi di questi parametri, è possibile
visualizzare il loro signicato nel diagramma del processo.
• L’altezza di rallentamento è la distanza dall’ultima altezza della piastra nota in cui il sollevatore dovrebbe rallentare il movimento per non colpire forte il sensore della
piastra.
• L’altezza di accensione determina la distanza dalla piastra che corrisponde al punto di accensione della torcia.
• L’altezza di sfondamento determina la distanza dalla piastra in cui verrà eseguito lo sfondamento eettivo dopo l’accensione della torcia.
• Il tempo dell’altezza di sfondamento determina per quanto tempo la torcia rimane nel punto di altezza di sfondamento.
• La velocità di abbassamento dello sfondamento determina la velocità di trasferimento dall’altezza di sfondamento all’altezza di taglio.
• Altezza taglio determina l’altezza della torcia per il taglio dopo il completamento dello sfondamento.
• Ritardo AVC altezza taglio determina il tempo dato alla tensione dell’arco per stabilizzarsi dopo aver raggiunto l’altezza di taglio per consentire il controllo dell’altezza della
torcia in base alla tensione dell’arco misurata (è necessaria anche una velocità di taglio appropriata).
• L’aumento della sospensione relativa alla tensione di taglio necessario per bloccare il movimento della torcia quando incrocia il solco di taglio
• La DISATTIVAZIONE della sospensione della tensione di taglio aumenta nella parte inferiore mentre il movimento della torcia recupera il controllo AVC
• L’altezza di trasferimento determina il grado di elevazione della torcia dopo il taglio, per trasferirla rapidamente al punto di sfondamento successivo. Utilizzare valori
sucientemente elevati per evitare le collisioni.
• Il Timeout altezza di trasferimento determina la durata del tempo in cui il sistema rimane a questa altezza per ricevere il nuovo comando di sfondamento, prima di sollevare
completamente la torcia no al raggiungimento della posizione iniziale.
• Display tensione arco mostra in tempo reale la tensione dell’arco eettiva quando il taglio è attivo.
• In Posizione piastra viene visualizzata l’ultima posizione in cui è stata rilevata la piastra rispetto alla posizione iniziale del sollevatore della torcia.
4-4 iHC 0-5399IT
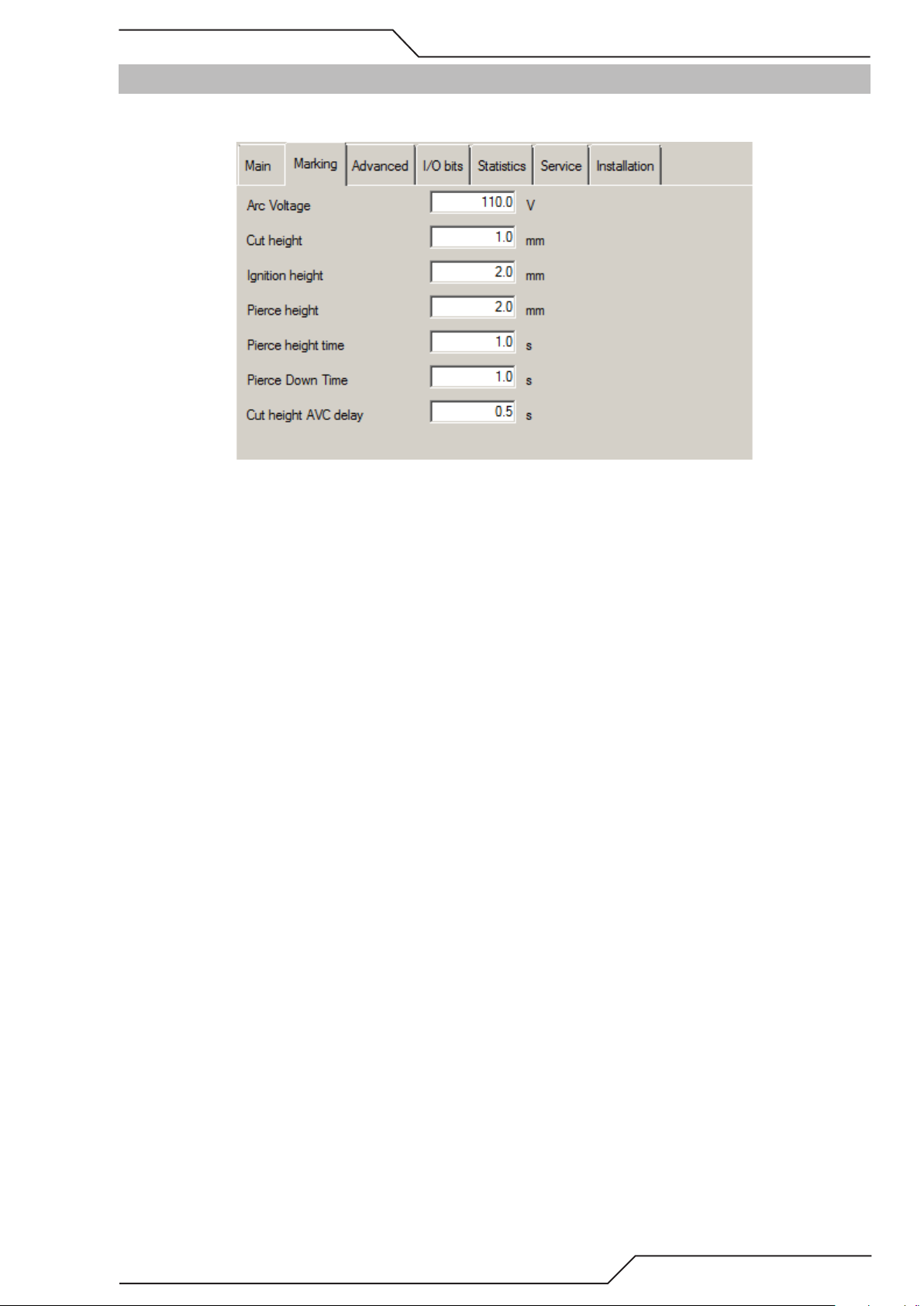
iCNC Performance
4.4 Congurazione sistema e menu di diagnostica
4.4.2 Scheda Marcatura
• Tensione arco, utilizzata durante marcatura
• Altezza di taglio, impiegata durante la marcatura
• Altezza accensione, usata durante la marcatura
• Altezza di sfondamento, impiegata durante la marcatura
• Tempo dell’altezza di sfondamento, impiegato durante la marcatura
• Tempo di sfondamento, impiegato durante la marcatura
• Ritardo AVC altezza taglio, durante la marcatura
0-5399IT iHC 4-5

iCNC Performance
4.4.3 Scheda Avanzate
Fornisce l’opzione per un controllo più dettagliato del comportamento del sistema.
Valori predeniti Imperial Unità metriche
Velocità avanzamento a scatti superiore 59,06 IPM 1500 mm/min
Scarsa velocità avanzamento a scatti 11,81 IPM 300 mm/min
Regola velocità 118,11 IPM 3000 mm/min
Velocità di rientro 23,62 IPM 600 mm/min
Velocità di rilevamento piastra 23,62 IPM 600 mm/min
Velocità di rilascio contatto piastra 2,36 IPM 60 mm/min
Timeout perdita arco trasferito 1 s
Bilanciamento ripresa collisione
Sospendi ritardo AVC 0.0 s
Altezza ritrazione collisione 0.4” 1mm
Ritardo recupero collisione 1 s
Forza di rilevamento piastra 25
Forza massima consentita 250
• Attivazione campionamento AVC: Utilizzare una tensione arco misurata invece di attivare/disttivare il valore del graco di taglio. La tensione arco utilizzata viene
misurata quando la torcia si trova ad altezza di taglio.
La UI cambierà per mostrare l’altezza al posto della tensione arco. Questa funzione bilancia l’usura dell’elettrodo. Il sensore ohmico è necessario per il corretto funzionamento
della funzione.
• Ritrazione collisione abilitata: Consente la funzione di ritiro collisione che solleva la torcia quando si è vericato un contatto con la piastra durante il taglio. Questa
funzione viene principalmente utilizzata per proteggere i materiali di consumo della torcia da scorie calde che emergono nella parte superiore della piastra dopo lo
sfondamento. L’altezza di sfondamento superiore deve essere usata per proteggere gli oggetti sottoposti a sfondamento. Se il sistema di ritrazione alla collisione si attiva
durante tutte le operazioni di taglio, controllare che nel sistema siano impostate correttamente la velocità di taglio, la tensione dell’arco e la pressione del gas. Tenere
presente che sui fori con un raggio ridotto mentre si utilizzano velocità meno elevate, le scorie potrebbero far scattare la torcia verso l’alto e fare ritrarre la torcia; in questi
casi e se la qualità del foro è più importante della durata dei materiali di consumo, è possibile disabilitare questa funzione.
• Altezza ritrazione collisione: Imposta l’altezza alla quale la torcia si ritrae dopo il contatto con la piastra durante il taglio
• Ritardo recupero collisione: Determina per quanto tempo la torcia rimane nell’altezza di ritiro collisione nché non viene attivato di nuovo il controllo altezza
• Abilita contatto piastra ohmico: L’utilizzo di questa funzione richiede un collegamento tra la corona di protezione della torcia e il partitore di tensione. Questo metodo
è più accurato e delicato rispetto alla forzatura del sensore della piastra. Se possibile, l’abilitazione del contatto della piastra ohmico deve essere sempre utilizzata come
funzionalità di rilevamento della piastra principale. Questa funzione non può essere utilizzata quando si esegue un taglio sommerso.
4-6 iHC 0-5399IT

iCNC Performance
4.4.4 Scheda bit I/O
Questa scheda visualizza lo stato dei vari segnali di sistema a scopi diagnostici. I bit I/O sono distinti rispetto agli INGRESSO (segnali che iHC riceve da altri dispositivi) e agli
USCITA (segnali che vengono trasferiti da iHC ad altri dispositivi).
INGRESSI
1. collisione torcia - Se il sollevatore dispone di un sensore breakaway/anticollisione, i segnali del sensore possono essere collegati all’INGRESSO collisione torcia. collisione
torcia attiverà l’uscita errore di sistema di CNC
2. Interruttore limite superiore - Utilizzato per trovare la posizione iniziale all’accensione di iHC
3. Contatto piastra - L’Inbit si attiva sul contatto della piastra durante la sequenza di taglio o IHS.
4. Avvio IHS: l’Inbit di CNC si attiva insieme alla sequenza IHS.
5. Arco trasferito - Inbit del plasma che indica l’accensione dell’arco plasma.
6. Marcatura - L’Inbit che consente di attivare la modalità marcatura del controller altezza.
7. Sospendi - AVC si disattiva nel momento di attivazione dell’Inbit di attesa. L’opzione Sospensione viene usata durante il taglio per impedire alla torcia di penetrare
nella piastra quando il movimento rallenta, vale a dire, in corrispondenza degli angoli più stretti.
8. Su - Inbit da CNC che sposta in alto la torcia.
9. Giù: l’Inbit di CNC che abbassa la torcia.
10. Puntatore laser L’Inbit di CNC che consente di attivare l’output del puntatore laser
11. Potenza motore - L’Inbit che indica se il motore è acceso.
12. Mantieni ARCV - Riser vato a uso futuro.
0-5399IT iHC 4-7

iCNC Performance
13. Opzionale - Riservato a uso futuro.
Uscite
14. Errore di sistema (invertito) - Può essere connesso al fermo esterno dei dispositivi di controllo CNC
15. Opzionale - Riservato a uso futuro.
16. Relè sensore - Erogazione 24 v.c.c. per scheda divisore di tensione.
17. IHS attivo: l’outbit attivo rappresenta l’orario in cui Avvio IHS si attiva no al raggiungimento dell’altezza di accensione.
18. Arco trasferito - Outbit a CNC che si attiva quando l’Inbit dell’arco principale è attivato e il ritardo di trasferimento è stato superato.
19. Marcatura - Outbit per abilitare l’output di marcatura.
20. Plasma START - Outbit per attivare l’output di avvio del plasma.
21. Stepper attivato - Movimento di passo attivato/disattivato.
22. Direzione stepper - Segnale DIR attivo.
23. Impulso stepper - Segnale impulso di passo attivo.
24. Puntatore laser - Outbit per abilitare l’output del puntatore laser.
4.4.5 Scheda Manutenzione e assistenza
Questa nestra contiene informazioni sulla versione, lo stato e gli ERROREi del software iHC. Visualizza anche:
• Salva parametri - Salva parametri correnti (disponibile solo in modalità di servizio)
• Carica parametri - Carica i parametri salvati ed è disponibile soltanto in modalità di servizio
4-8 iHC 0-5399IT

iCNC Performance
• Attiva la modalità di servizio - Consente l’uso di funzioni e parametri disponibili solo in modalità di servizio
• Seleziona lingua - Selezionare la lingua in uso
4.4.6 Scheda Installazione
Questi parametri sono protetti da password. Alcuni parametri sono identici a quelli nella scheda Avanzate.
• Fronti di impulso dell’Encoder al metro - Determinati dal tipo di Encoder e dell’albero lettato del sollevatore.
• Velocità massima: la massima velocità del sollevatore. La velocità massima viene usata oltre l’altezza di rallentamento.
• Distanza posizione iniziale - La distanza della posizione iniziale dall’interruttore di limite.
• Accelerazione manuale e decelerazione manuale - utilizzata per avanzamento a scatti, quando AVC è attivo.
• Accelerazione macchina & Decelerazione macchina - Utilizzato quando il software guida il sollevatore.
• Velocità di rientro: la velocità utilizzata durante il processo di rientro.
• Velocità oltre il limite - La velocità impiegata quando la torcia supera l’interruttore di limite.
• Velocità di rilascio contatto piastra - La velocità utilizzata durante la guida all’esterno della piastra no a quando non viene rilasciato il contatto.
• Regola velocità - Utilizzato nel processo di controllo della tensione arco, per determinare la velocità massima di controllo del sollevatore
• Timeout limite superiore - Spostandosi in alto, la torcia si arresta dopo questo Timeout se l’interruttore di limite non viene trovato.
• Timeout perdita arco trasferito - In genere è 0,1 secondi, per evitare di perdere inavvertitamente il taglio.
• Sospendi ritardo AVC: ulteriore ritardo dopo la DISATTIVAZIONE di Sospensione, utile dopo lo sfondamento e in corrispondenza degli angoli.
• Distanza limite soft superiore - Limite soft superiore situato sopra l’interruttore di limite. La posizione del limite soft superiore viene determinata aggiungendo la
distanza di quest’ultimo alla posizione dell’interruttore di limite.
• Distanza limite soft inferiore - Limite soft inferiore posizionato al di sotto della piastra. La posizione del limite minimo viene determinata sottraendo la distanza di
quest’ultimo dalla posizione dell’interruttore di limite. Il limite soft inferiore deve essere indicato in modo che vengano permessi brevi movimenti al di sotto della supercie
del banco. Al contempo, si impedisce al sollevatore di colpire pulsante di arresto.
• Limite di Errore della posizione di riferimento - In caso di errore cumulativo nella posizione dell’interruttore di limite, l’opzione relativa al limite di errore della posizione
di riferimento determina la tolleranza massima di un errore. Se viene superato il limite di errore della posizione di riferimento, la torcia torna nella posizione di partenza.
• Guadagno di tensione - Stabilisce quanta energia utilizza il sistema per correggere il divario tra la tensione attuale e la tensione desiderata.
• Guadagno P - Utilizzato per mettere a punto il movimento. Un valore troppo ampio può causare un’oscillazione del sollevatore mentre un valore troppo ristretto può
attenuarne il movimento, rendendolo inaccurato.
• I-Gain: utilizzato per regolare il movimento del sollevatore.
• collisione torcia a polarità invertita - Selezionare l’uso NC o NO di un sensore di collisione.
0-5399IT iHC 4-9

iCNC Performance
4.4.7 Limiti parametro
Nome parametro Valore predenito MIN MAX
Regola velocità 3000mm/min 60 18000
Ritardo recupero collisione 1s 0 10
Altezza ritrazione collisione 1mm 0 100
Altezza torcia 1mm 1 50
Ritardo AVC altezza taglio 0,2s 0 10
Accelerazione manuale 0.3g 0,3 5
Decelerazione manuale 0.3g 0,3 5
Impulsi Encoder al metro 500000p/m 0 2^31
Velocità di rilevamento piastra 600mm/min 60 5000
Velocità massima 6000mm/min 60 50000
Velocità avanzamento a scatti superiore 3000mm/min 60 20000
Sospendi ritardo AVC 0 0 10
Limite blocco 8 0 100
Limite di sospensione 10 0 100
Distanza posizione iniziale -2 -100 100
Velocità di rientro 2000 60 20000
I-Gain 0 0 2^31
Altezza accensione 2 1 50
Scarsa velocità avanzamento a scatti 300mm/min 120 10000
Distanza limite soft inferiore -1000mm -1000 0
Accelerazione macchina 0.1g 0,3 5
Decelerazione macchina 0.3g 0,3 5
Velocità oltre il limite 180mm/min 60 2000
Guadagno P 80 0 2^31
Tempo di sfondamento 0s 0 10
Altezza di sfondamento 2mm 1 50
Tempo dell’altezza di sfondamento 1s 0 10
Velocità di rilascio contatto piastra 60mm/min 60 10000
Limite di errore della posizione di riferimento 2mm 0 10
Altezza di rallentamento 10mm 1 1000
Limite contatto corrente 5 0,05 20,4
Altezza di trasferimento 50mm 0 500
Altezza di trasferimento Timeout 10s 0 20
Timeout limite superiore 20s 1 120
Distanza limite soft superiore 5mm 0 1000
Guadagno di tensione 10 1 256
4-10 iHC 0-5399IT

iCNC Performance
SEZIONE 5: NIDO
5.1 ProMotion® Nest
ProMotion® Nest è un software che converte le immagini CAD (in formato DXF) in programmi di taglio. È anche possibile modicare i programmi di taglio esistenti (formato
EIA, ESSI o CNC-2).
Informazioni di base
Quando ProMotion® Nest carica un’immagina CAD, aggiunge tecnologia di taglio (lato del solco di taglio, punti di sfondamento, ordine di taglio, e così via)alle gure in modo
AUTOMATICO. Se si desidera, è possibile modicare facilmente una di queste impostazioni. Copiare le forme su una piastra, su un nido, impostare l’ordine di taglio e così via
e inviare il Programma di taglio a ProMotion® Cut o salvarlo per utilizzarlo in un secondo momento.
Interfaccia utente di ProMotion® Nest
L’interfaccia utente di ProMotion® Nest è una raccolta di varie piccole nestre, pulsanti e barre. Di seguito è riportata una breve descrizione di tutti questi elementi.
Menu bar
Title bar
Tool bar
Toolbox
Work window
Plate list
Y-coordinates
Part list
X-coordinates
Status bar
Barra del titolo
La barra del titolo si trova nella parte superiore della nestra di ProMotion® Nest. Include il numero di versione, il nome dell’utente registrato e quello dell’operazione attiva.
0-5399IT Annidamento 5-1

iCNC Performance
Barra Menu
La barra del menu si trova appena sotto la barra del titolo e consente di scegliere:
Menu File
Menu visualizzazione
Menu attrezzi
Menu Opzioni
Menu di registrazione
Menu Guida
Barra degli attrezzi
La barra degli attrezzi si trova appena sotto la barra del menu. La barra degli attrezzi contiene i pulsanti per l’accesso rapido alla maggior parte degli attrezzi più importanti
di ProMotion® Nest (ad esempio, carica, salva, Macro). Per ulteriori informazioni, consultare il capitolo Barra degli attrezzi.
Finestra di lavorazione
La nestra di lavorazione è l’ampia area bianca posizionata al centro della schermata. Il lavoro attivo viene visualizzato e modicato qui.
Coordinate
Le coordinate Y vengono visualizzate nel lato sinistro della nestra di lavorazione e le coordinate X si trovano appena al di sotto.
Barra di stato
La barra di stato si trova nella parte inferiore della nestra di ProMotion® Nest. La barra di stato visualizza i messaggi e i suggerimenti di ProMotion® Nest. Vengono visualizzate
anche le coordinate attuali del cursore del mouse, quando si trova nella nestra di lavorazione.
Cassetta degli attrezzi
La cassetta degli attrezzi si trova nell’angolo in alto a destra della nestra di ProMotion® Nest. Include i pulsanti per la maggior parte degli strumenti di modica. - 3 - ©
1997 - 2012 Victor Technologies ProMotion® Nest ProMotion® Nest v4.32
Elenco piastre
L’elenco delle piastre si trova appena sotto la cassetta degli attrezzi. L’elenco delle piastre contiene una lista di tutte le piastre caricate da ProMotion® Nest. Vedere “Elenco
piastre” per ulteriori informazioni.
Elenco parti
L’elenco delle parti si trova nell’angolo in basso a destra della nestra di ProMotion® Nest. L’elenco delle parti mostra tutte le forme caricate in ProMotion® Nest. Vedere
“Elenco parti” per ulteriori informazioni.
5-2 Annidamento 0-5399IT

iCNC Performance
5.2 Barra degli attrezzi
La barra degli strumenti di ProMotion® Nest ha l’aspetto seguente:
Di seguito, è riportata una breve descrizione di ogni strumento:
Invia al taglio Consente di inviare l’annidamento corrente a Taglio ProMotion® e di attivarlo.
Nuova piastra: consente di creare una nuova piastra. Per ulteriori informazioni, vedere l’argomento Nuova piastra in Menu File
File aperto Consente di aprire un le CNC o DXF.
Macro Consente di avviare lo strumento delle Macro. Per ulteriori informazioni, vedere l’argomento Macro in Menu File.
Righe e colonne Moltiplica la parte o le parti. Per ulteriori informazioni, vedere l’argomento Righe e colonne.
MicroCAD Consente di avviare lo strumento MicroCAD. Per ulteriori informazioni, vedere l’argomento MicroCAD.
NestInfo Attiva la nestra NestInfo. Per ulteriori informazioni, vedere l’argomento NestInfo.
Calcolatore costi Attiva l’attrezzo Calcolo dei costi. Per ulteriori informazioni, vedere l’argomento Calcolatore costi.
Nest - Annidamento AUTOMATICO. Per ulteriori informazioni, vedere l’argomento Nido.
Velocità di avanzamento - Aggiungere avanzamenti al programma di taglio. Per ulteriori informazioni, consultare l’argomento Velocità di avanzamento.
Fori ottimizzati - Aggiungere parametri di taglio ottimizzati per i fori per ottenere la miglior qualità di taglio possibile. Questa funzione richiede la ProMotion®
Optimizer software.
Editor piastra - Modicare la piastra con questo attrezzo. Per ulteriori informazioni, consultare il capitolo Editor piastra.
Zoom - Per ulteriori informazioni, vedere Zoom.
Pan - È possibile visualizzare una panoramica muovendo il cursore e facendo clic con il pulsante sinistro del mouse sulla nestra della lavorazione oppure tenendo
premuta la rotellina del mouse.
Undo - Annulla l’ultima modica eettuata per l’annidamento corrente.
Scarto Elimina l’annidamento corrente.
0-5399IT Annidamento 5-3

iCNC Performance
5.3 Funzioni della barra degli attrezzi
5.3.1 Invia al taglio
Quando l’annidamento è pronto per il taglio, fare clic su questo pulsante per inviarlo a ProMotion® Cut.
NOTA!
Questo attrezzo funziona solo con i controllori ICNC
ProMotion®.
5.3.2 Nuova piastra
Quando si attiva questo attrezzo, viene visualizzata una nestra in cui si richiede di inserire la lunghezza e la larghezza della nuova piastra.
Inserire i valori e dopo aver selezionato OK viene visualizzata una piastra vuota. Il nome della piastra viene visualizzato in Elenco piastre.
Per la creazione di piastre circolari, controllare l’opzione piastra circolare e inserire il diametro del cerchio.
5.3.3 Open
Consente di aprire un le. ProMotion® Nest consente di aprire le DXF, EIA, ESSI, CNC-2 e DSTV
File DXF:
5-4 Annidamento 0-5399IT

iCNC Performance
Se si carica un le in formato DXF che include più strati, ProMotion® Nest chiederà all’utente di selezionare gli strati caricati nell’annidamento.
Se nel le DXF sono presenti marcature della linea e/o del punto, è necessario che si trovino in strati separati. I livelli relativi alla marcatura della linea e del punto vengono
scelti nella stessa nestra di dialogo dei livelli del prolo. Nell’esempio precedente, lo strato “PROFILI” è selezionato al ne di includere i proli. Lo strato “POLVERE” viene
selezionato come strato marcatore di linea e non vi è alcuno strato marcatore di punto selezionato.
Selezionare tutti gli strati di tutti i carichi per l’annidamento.
Per velocizzare il processo di caricamento e tagliare ogni elemento ausiliario (come le linee di misurazione), ProMotion® Nest avvia il caricamento degli elementi dal le DXF,
dopo aver riscontrato determinate parole chiave dal le stesso. Talvolta è necessario caricare elementi prima della parola chiave. Il caricamento grezzo viene eettuato in
casi come questo. Carica tutti gli elementi dal le DXF al proprio annidamento.
Altri le:
I le ESSI e EIA non presentano strati da scegliere. Vericare che le opzioni siano impostate correttamente.
Vedere anche Marcatura punto e linea.
L’apertura dei le DSTV è un modulo opzionale
5.3.4 Forme Macro
Quando si seleziona questo attrezzo, si apre la nestra dell’elenco delle Macro (gura 1). Questa nestra visualizza piccole immagini delle Macro variabili. Vengono
visualizzate solo 20 Macro alla volta ma è possibile visualizzarle tutte selezionando “SUCCESSIVO” e “PRECEDENTE”.
Figura 1.
0-5399IT Annidamento 5-5

iCNC Performance
Creare una nuova forma con Macro
Selezionare la Macro desiderata facendo doppio clic su di essa. La nestra seguente (gura 2) si apre. Immettere le misurazioni nelle caselle fornite. Nell’immagine visualizzata
sul lato sinistro della nestra, compaiono la forma e le linee rosse. Le linee rosse sono linee di misurazione e mostrano quale tipo di misurazione si sta inserendo. Una volta
inserite tutte le misurazioni, è possibile visualizzare in anteprima la forma scegliendo “ANTEPRIMA”. Per modicare le misurazioni dopo averle visualizzate in anteprima,
scegliere semplicemente “INDIETRO” e regolare i valori. Se si è soddisfatti, scegliere “OK” e la forma apparirà nella nestra di lavorazione di ProMotion® Nest.
NOTA!
È possibile inserire numeri tramite il tastierino o la rotellina del mouse.
Figura 2.
Macro di taglio a catena
Le Macro di taglio a catena sono forme semplici, come cerchi, triangoli e rettangoli, che vengono tagliate su una linea singola con un solo sfondamento. È anche possibile
delineare forme di taglio comune, se due rettangoli o due triangoli hanno un lato in comune.
È semplice utilizzare Macro di taglio a catena. È suciente inserire i valori corretti del parametro e fare clic su “OK”. Quando si modicano i parametri, è possibile vederne
immediatamente gli eetti nell’area di anteprima.
Figura 3.
5-6 Annidamento 0-5399IT

iCNC Performance
Modica elenco macro
Scegliere “MODIFICA ELENCO MACRO” nella prima nestra (immagine 1) per aprire la nestra di modica dell’elenco delle macro (vedere di seguito). L’elenco “Macro CORRENTI” mostra i Macro attualmente presenti nell’elenco. L’elenco “Macro DISPONIBILI” mostra tutti i Macro che è possibile aggiungere al relativo elenco. La linea tratteggiata
nell’elenco “Macro CORRENTI” mostra dove si trova l’interruzione della pagina. Nell’elenco delle marco potrebbero esserne visualizzate solo 20 alla volta (vedere gura 1).
Figura 4.
Come modicare l’ordine delle Macro nel relativo elenco:
• Selezionare una delle macro nell’elenco “MACRO CORRENTI”. La Macro selezionata viene visualizzata nella casella con l’immagine ridotta al di sotto dell’elenco.
• Scegliere “SU” per spostare la Macro selezionata verso l’inizio dell’elenco.
• Scegliere “GIÙ” per spostare la Macro selezionata verso la ne dell’elenco.
Come rimuovere una Macro dal relativo elenco:
• Selezionare una delle Macro nell’elenco “Macro CORRENTI”. La Macro selezionata viene visualizzata nella casella con l’immagine ridotta al di sotto dell’elenco.
• Scegliere “RIMUOVI”. La Macro selezionata viene rimossa dall’elenco.
Come aggiungere una Macro al relativo elenco:
• Selezionare una delle Macro nell’elenco “Macro DISPONIBILI”. La Macro selezionata viene visualizzata nella casella con l’immagine ridotta al di sotto dell’elenco.
• Scegliere “AGGIUNGI”. La Macro selezionata viene aggiunta alla ne dell’elenco.
5.3.5 Righe e colonne
0-5399IT Annidamento 5-7

iCNC Performance
Utilizzare questo strumento per moltiplicare le parti. È possibile impostare il numero di le e colonne. Il numero nale di copie sarà dato dal risultato della moltiplicazione
tra le e colonne. Ad esempio, 3 righe e 4 colonne equivalgono a 3 x 4 = 12 copie.
Righe denisce il numero di righe di copie saranno presenti.
Colonne denisce quante colonne di copie ci saranno.
Ampiezza del taglio - L’ampiezza di taglio minima è zero.
La tolleranza e la larghezza del solco di taglio deniscono la distanza tra le copie. La distanza è data dalla liquidazione + 2 volte l’ampiezza del solco di taglio. La liquidazione
potrebbe anche essere negativa, se si desidera copiare le parti in modo che siano vicine tra loro.
Nota: se si ha bisogno dei valori di tolleranza nella direzione X e Y, creare prima le colonne (righe = 1, colonne = n) e poi le righe (righe = n, colonne = 1). In questo modo
si otterranno M x N copie. Per un esempio di tolleranza Y negativa, vedere la gura in basso.
Larghezza collare è una distanza aggiuntiva che viene lasciata sui bordi dell’annidamento. È utilizzata per evitare i bordi della piastra che potrebbero essere di scarsa qualità. Ad
esempio, se si dispone di una piastra da 50” x 50” con bordi non perfettamente lineari, è possibile impostare il bordo su 1” in modo che l’area utilizzabile diventi di dimensioni
pari a 48” x 48”. Il bordo minimo è zero, ma se la liquidazione è maggiore, quest’ultima viene utilizzata come bordo.
L’area obbligatoria mostra la larghezza e la lunghezza minima della piastra di cui le parti correnti necessitano in fase di moltiplicazione e utilizzo di determinati parametri
relativi al solco di taglio, alla tolleranza e al collare.
È possibile inserire un numero di le/colonne o fare clic sulla griglia per creare il numero di copie desiderato.
I reticoli deniscono il punto 0 di riferimento delle parti.
5-8 Annidamento 0-5399IT

iCNC Performance
NOTA!
Solco di taglio, tolleranza e collare hanno gli stessi valori impostati nelle opzioni dell’annidamento. Se si modicano tali
parametri in questa sezione, i loro valori vengono applicati anche alle opzioni di annidamento. L’unica eccezione riguarda
la liquidazione. Se qui la tolleranza è negativa, l’annidamento AUTOMATICO utilizza ancora “zero” come valore minimo di
tolleranza.
5.3.6 MicroCAD
Utilizzare questo attrezzo per modicare i proli. Gli attrezzi sono descritti di seguito.
Aggiungi cerchio
Inserire le coordinate e il diametro del punto centrale nel campo di testo corrispondente. Fare clic su Applica e il cerchio viene aggiunto alla forma. Il nuovo cerchio sarà il
primo nell’ordine di taglio.
Aggiungi rettangolo
Scegliere innanzitutto il punto centrale o l’angolo inferiore a sinistra del rettangolo. Immettere lunghezza, larghezza e coordinate nei rispettivi campi di testo. Fare clic su
Applica e il rettangolo viene aggiunto alla forma. Il nuovo rettangolo sarà il primo nell’ordine di taglio.
Angolo di arrotondamento
Inserire il raggio dell’arrotondamento nel campo di testo Raggio, quindi fare clic su Applica per vericare il raggio. Spostando il cursore su un angolo, diventa una croce. Fare
clic sull’angolo. In questo modo verrà arrotondato con il raggio impostato.
Rimuovi arrotondamento
Trasforma l’arco in due (2) due linee. Spostando il cursore del mouse su un arco viene modicato in una croce. Fare clic per rimuovere l’arrotondamento.
Aggiungi punto
Aggiunge punti (linee) a una forma. Se la forma include proli aperti, la linea viene tirata dall’ultimo punto dell’ultimo prolo aperto no al punto aggiunto dall’utente. Se
non ci sono proli aperti, la nuova linea (e il prolo) viene creata dal punto 0,0 no a quello aggiunto dall’utente. Aggiungere nuovi punti è semplice. È suciente inserire
le coordinate e fare clic su Applica.
Rimuovi punto
Rimuove punti singoli da un prolo. Spostando il cursore del mouse su un punto viene modicato in una croce. Fare clic e il punto viene eliminato. Se il punto è l’ultimo oppure
il primo del prolo, viene rimosso tutto l’elemento. In caso contrario, il punto precedente e quello successivo vengono collegati con una linea.
Movimento punto
Questo attrezzo sposta un punto in una posizione diversa. Fare clic su un punto per selezionarlo (viene visualizzata una piccola casella sul punto). Immettere le nuove coordinate
negli appositi campi e fare clic su Applica. Il punto si sposta in una nuova posizione.
0-5399IT Annidamento 5-9

iCNC Performance
Aggiungi loop angolo
Questo attrezzo aggiunge un giro all’angolo. Innanzitutto, selezionare il raggio del loop e fare clic sull’angolo in cui si desidera posizionare il loop.
I loop come questo consentono di tagliare angoli molto alati.
Dividi parte
Questo attrezzo è utilizzato per dividere le parti. Selezionare l’opzione e inserire i parametri (se richiesto), quindi applicare e fare clic sulla parte che si desidera dividere. Per
la divisione delle parti sono presenti tre opzioni.
1. Lunghezza uguale: usare questa opzione per suddividere equamente la parte in un numero dato di parti.
2. Lunghezza massima: questa opzione divide la parte, massimizzando la lunghezza delle nuove parti. La lunghezza massima delle parti è data dal parametro.
3. Manuale: utilizzare l’opzione per separare manualmente le parti. Tenere premuto il pulsante sinistro del mouse e disegnare una linea sulla parte, quindi
rilasciare il pulsante. La parte viene divisa dalla linea tracciata.
Parte pieghevole
Questo attrezzo piega una parte rettangolare. Impostare il valore di piegatura, applicarlo e inne fare clic sulla parte per piegarla.
Il valore di piegatura è il punto massimo di altezza (al centro) raggiunto dall’arco, come mostrato nella gura sopra riportata. Il valore di piegatura viene visualizzato come
una linea rossa. Se la parte presenta fori, questi vengono spostati di conseguenza, ma non vengono piegati.
NOTA!
Questo attrezzo può piegare solo i rettangoli. Le altre forme sono piegate in modo errato o non lo sono
aatto.
5.3.7 NestInfo
NestInfo consente di visualizzare le informazioni relative all’annidamento corrente. NestInfo contiene le informazioni seguenti:
Piastra
• Nome piastra - il nome della piastra in uso.
• Area - l’area della piastra (piedi o metri quadri).
• Larghezza piastra (pollici o millimetri)
• Altezza piastra (pollici o millimetri)
• Larghezza Collare: viene denita nella Opzioni annidamento (pollici o millimetri)
• Utilizzo della rete (%): il rapporto tra l’area delle parti e l’area della piastra in percentuale.
Part
• Parti annidate - il numero delle parti nell’annidamento.
• Larghezza nido: la larghezza dell’annidamento.
• Altezza nido: l’altezza dell’annidamento.
• Area parti - l’area Totalee di tutte le parti. (piedi o metri quadri)
• Sfondamenti - il numero di punti di sfondamento nell’annidamento.
Aree nominali
• Parti - il Totalee delle dimensioni nominali di tutte le parti.
• Piastra utilizzata - dimensione nominale della piastra utilizzata. Precisamente è (larghezza annidamento + 2 volte la larghezza del bordo) x (altezza annidamento + 2
volte la larghezza del bordo).
5-10 Annidamento 0-5399IT

iCNC Performance
• Utilizzo nominale (%): il rapporto tra la dimensione nominale di tutte le parti e della piastra utilizzata.
• Utilizzo reale (%) - il rapporto tra l’area reale di tutte le parti e la piastra utilizzata.
Se l’utente ha selezionato “Nessun calcolo dell’area” in “Opzioni di gestione”, non verranno visualizzati dati nei campi Area, Area parti, Utilizzo reale o Utilizzo netto. Per
visualizzare le aree, fare clic su Calcola area oppure accedere alle opzioni di gestione e deselezionare l’opzione “Nessun calcolo dell’area”.
Info
È possibile aggiungere informazioni relative all’annidamento o la parte corrente nel campo Info. Questa informazione viene salvata nei le CNC2 ed aprendo questo tipo
di le è possibile visualizzare le note trascritte. Per abilitare il campo Info è necessario fare clic su Modica info. Le note create verranno archiviate esclusivamente facendo
clic su Salva info.
5.3.8 Calcolatore costi
Utilizzare questo attrezzo per fare una stima approssimativa del costo del taglio di una parte o di un annidamento. Il calcolatore raccoglie Automaticamente i dati di annidamento ma sarà necessario fornire dei dati di costo del prolo come la velocità di taglio della macchina. Per usare il prolo di costo in un secondo momento, salvarlo nel
disco rigido. È inoltre possibile confrontare i prezzi dei diversi annidamenti. È incredibile il risparmio che si ottiene utilizzando soltanto questo attrezzo di creazione ponti.
DATI:
Prolo di costo
Il prolo di costo è una raccolta di variabili che descrivono il modo in cui la macchina, l’utente o il materiale inuisce sui costi.
• Nome - Assegna nome al prolo (ad esempio, “ferro plasma1 da 0,25 pollici”).
0-5399IT Annidamento 5-11

iCNC Performance
• Velocità rapidoa - In genere, un valore costante.
• Velocità di taglio - In base all’attrezzo, al materiale (tipo e spessore) e al processo.
• Ora inizio taglio - Tempo compreso tra l’arrivo della torcia al punto di sfondamento e l’inizio del movimento di taglio.
• Tempo ne taglio - Tempo compreso tra l’arrivo della torcia alla ne del prolo di taglio e l’inizio del movimento rapido.
• Periodo funzionamento macchina - Il valore esatto del costo orario della macchina è essenziale per ottenere dei risultati adabili:
• Il costo orario di una macchina spesso contiene un prezzo che include le previsioni del protto impostate al momento dell’acquisto della macchina. Il costo varia Generalmente da 60 a 100 $, se la macchina è attiva. 60-100 $ è anch’esso un valore adeguato, se si ha la necessità di ordinare del lavoro da appaltatori.
• Se la macchina viene utilizzata solo occasionalmente, è possibile scegliere di usare soltanto il costo dei lavori.
• Preparazione lavoro - Il tempo in cui la macchina rimane in modalità minima durante la preparazione di un lavoro. Il tempo di preparazione del lavoro include non solo
lo spostamento della piastra sul tavolo di taglio, l’impostazione dell’allineamento, il caricamento del Programma di taglio, l’impostazione dei parametri di taglio, ma
anche quelle azioni intraprese al termine del taglio: la raccolta delle parti di taglio dal tavolo, l’eliminazione dei residui dalla piastra e la rimozione della stessa. Questo
periodo di tempo dovrebbe essere impostato in modo da coprire tutto il tempo che trascorre dal momento in cui il banco di taglio è vuoto, no al momento in cui il banco
si svuota nuovamente, escluso il tempo di esecuzione del Programma di taglio della macchina.
• Uso eettivo - Un’alternativa alla preparazione del processo. Se è noto che il tempo di preparazione del lavoro impostato nella macchina è pari a circa la metà del tempo
di lavorazione, impostare il valore su 50%.
• Set materiali di consumo - Il costo di un set di materiali di consumo.
• Sfondamenti per set - Il numero di sfondamenti che possono essere eseguiti con un set di materiali di consumo.
• Modica ora - Il tempo necessario per modicare un set di materiali di consumo.
• Gas per ora di taglio
• Elettricità per ora di taglio
• Altro per tempo di funzionamento della macchina
• Costo materiale - Il costo di un metro quadrato (o piede quadrato) di piastra.
• Torce - Quantità di torce.
• Accelerazione - Accelerazione della macchina che inuisce sulla velocità rapidoa media.
Info annidamento
Questi dati vengono forniti Automaticamente dal software.
• Nome dell’annidamento
• Area piastra
• Larghezza piastra
• Lunghezza piastra
• Collare - Una zona di sicurezza lasciata dall’annidamento AUTOMATICO sui bordi di una piastra.
• Utilizzo reale - Percentuale dell’area delle parti rispetto all’area della piastra.
• Utilizzo nominale - Percentuale dell’area nominale delle parti rispetto all’area della piastra o rispetto all’area di un rettangolo, disegnato intorno alle parti.
• Parti
• Sfondamenti
• Larghezza annidamento
• Lunghezza annidamento
• Area parti
• Lunghezza del taglio
• Secondi arco
• Secondi arco per sfondamento
• Velocità rapidoa media - Questo è inuenzato dall’accelerazione della macchina. Se la macchina accelera lentamente e/o il movimento rapido è corto, è probabile che
la macchina non raggiungerà mai la velocità rapidoa massima.
Tempo macchina
Mostra i tempi di attività e inattività e i relativi costi, calcolati dai dati forniti. Il tempo di attivazione è il tempo necessario per eseguire il Programma di taglio. Il tempo di
inattività rappresenta l’intervallo di tempo necessario a preparare un’operazione (ad esempio, la sostituzione della piastra) e a modicare i materiali di consumo.
Costi materiali
Questo telaio mostra il consumo e i costi di materiale, di consumabili, gas e così via. Il consumo di materiale può essere gestito in vari modi:
• È possibile selezionare l’intera piastra per il consumo o solo il rettangolo che racchiude l’annidamento.
• In assenza di piastra o di annidamenti pronti, è possibile eseguire una stima del consumo di materiale con un probabile consumo eettivo.
5-12 Annidamento 0-5399IT

iCNC Performance
ATTREZZI:
Salva oerta consente di salvare il calcolo del prezzo corrente come le di testo semplice.
Strumento di calcolo del costo materiale Consente di calcolare quanto costa la piastra al metro (o piede) quadro. Per ulteriori informazioni, consultare il capitolo Calcolatore
dei costi per il materiale.
Salva per comparazione - Salva il calcolo dei costi della corrente nella memoria del computer. È possibile confrontarlo con calcoli successivi, utilizzando l’attrezzo di confronto.
Confronta Consente di aprire la nestra di comparazione. Per ulteriori informazioni, consultare il capitolo Confronto.
Carica un prolo di costo salvato.
Save Salva il prolo di costo corrente.
Chiudi Consente di chiudere il calcolatore costi.
5.3.9 Confronta
Questa nestra confronta i costi. Il riquadro precedente mostra i risultati del calcolo dei costi salvati per la comparazione in Calcolo dei costi. La scheda corrente mostra
l’ultimo calcolo dei costi e quelli ricercati quando si seleziona Confronta in Calcolo dei costi. La dierenza tra i due viene può essere visualizzata nel supporto Dierenza.
Osservando la nestra corrente, è possibile rendersi conto della presenza di una casella di controllo relativa a quell’area delle parti. Infatti, alcune volte è possibile adattare
più parti alla stessa piastra semplicemente inserendole meglio. Questo tipo di situazione produce falsi risultati, poiché se si tagliano più parti da una piastra, il tempo (e il
denaro) utilizzato sarà maggiore. Tuttavia, quando si confronta l’area delle parti, è possibile notare che è stata prodotta una minor quantità di materiali di scarto e quindi c’è
stato un risparmio maggiore. Ecco perché questa opzione si trova qui. Se entrambi gli annidamenti dispongono di parti, questa opzione non inuisce sul risultato.
I salvataggi per giorno costituiscono il Totale dei dati salvati, se si divide questo tipo di lavori per 8 ore. I salvataggi per settimana sono identici, ma sono relativi a 40 ore.
L’aumento della produttività indica quanto altro tempo è necessario per tagliare questo lavoro.
0-5399IT Annidamento 5-13

iCNC Performance
5.3.10 Strumento di calcolo del costo materiale
Utilizzare per il calcolo del prezzo di un metro quadrato (o piede quadrato) della piastra. Selezionare prima il materiale dal supporto materiale. Se sono stati selezionati materiali
diversi rispetto a quelli in Altro, lo strumento di calcolo imposta Automaticamente la densità del materiale. Impostare lo spessore della piastra e il prezzo del materiale per
libbra (o chilogrammo). Scegliere Calcola quando si è pronti.
5.3.11 Nest
Questo attrezzo attiva il processo di annidamento AUTOMATICO. Annida tutte le parti dell’annidamento corrente sulla piastra attuale. Se non è stata denita un’area di
annidamento speciale (vedere Mostra area annidamento), l’annidamento AUTOMATICO utilizza la piastra completa. Il processo può essere modicato cambiando le opzioni
di annidamento.
In questi casi, la parte non viene annidata, ma spostata nella parte a destra della piastra:
• La parte non si adatta alla piastra o all’area di annidamento.
• Vi è almeno un prolo aperto nella parte.
• Se si utilizza una torcia multipla e il numero di copie della parte non sono suddivise equamente tra le torce, le parti rimanenti (modulo) non vengono annidate.
Vedere anche MultiNest, Annidamento a triangolo e NestInfo.
5.3.12 Velocità di avanzamento
Utilizzare questo attrezzo per aggiungere velocità di avanzamento (ad esempio, la velocità di taglio) al Programma di taglio. È possibile impostare velocità di avanzamento
per proli o elementi singoli.
Durante l’utilizzo di questo attrezzo, è possibile che si visualizzino diversi riquadri con colori dierenti. Ognuno dei riquadri mostra la velocità di avanzamento dopo il riquadro.
Il colore del riquadro indica il tipo di velocità di avanzamento (ad esempio, velocità di avanzamento del Programma, del prolo e dell’elemento). I contrassegnai rossi indicano
un errore e non devono essere visualizzati. Se viene visualizzato un contrassegno rosso, ripristinare la velocità di avanzamento per l’elemento.
Denizione delle diverse velocità di avanzamento:
Velocità di avanzamento del Programma - La velocità di avanzamento predenita per l’intero Programma di taglio, se non sono presenti velocità di avanzamento dei proli
o elementi impostate.
Velocità di avanzamento del prolo - La velocità di avanzamento per un singolo prolo. Se le velocità di avanzamento degli elementi non sono state impostate, l’intero prolo
viene tagliato con questa velocità di avanzamento. La velocità di avanzamento del prolo può essere impostata per l’esecuzione della velocità di avanzamento Programmata
o della velocità di avanzamento personalizzata.
Velocità di avanzamento elemento: la velocità di avanzamento di un singolo elemento che può essere impostata in un Programma, prolo o velocità di avanzamento
personalizzata.
Modalità della velocità di avanzamento:
Assoluta: gli avanzamenti vengono indicati in millimetri (o pollici) al minuto.
5-14 Annidamento 0-5399IT

iCNC Performance
Relativa - Vengono fornite velocità di avanzamento relative (1-100%) alla velocità di avanzamento di taglio corrente. Questo tipo è supportato solo dai controllori ProMotion®.
È simile alla regolazione del potenziometro di sovrascrittura della velocità di avanzamento del controllore.
Come utilizzare questo strumento:
• All’avvio di questo attrezzo, viene richiesta la velocità di avanzamento del Programma. Questa velocità di avanzamento è impostata per tutti i proli ed elementi che
non ne possiedono una. Se tutti gli elementi dispongono già di velocità di avanzamento, lo strumento si avvia immediatamente.
• Per modicare la velocità di avanzamento di un Programma, inserire il novo valore nel campo di testo corrispondente, quindi fare clic su Applica.
• Quando si scelgono proli o elementi, le loro velocità di avanzamento vengono modicate. Se la scheda Proli si trova nella parte superiore, un’azione di clic consente
di modicare la velocità di avanzamento dei proli. Se la scheda Elementi si trova nella parte superiore, l’azione di clic dell’utente consente di modicare la velocità di
avanzamento degli elementi. I proli e gli elementi ottengono la velocità di avanzamento impostata nella scheda.
• Nella scheda Proli, è possibile impostare il tipo di velocità di avanzamento. Per utilizzare la velocità di avanzamento personalizzata, immetterne i valori nel campo di
testo e scegliere Applica. La velocità di avanzamento selezionata in questa nestra è impostata per tutti i proli scelti dopo questo. Questa modica non ha eetto sulle
velocità di avanzamento già impostate. Si applica soltanto ai proli scelti dall’utente.
• Impostazione del tipo di velocità di avanzamento per l’elemento nella scheda Elementi. Per utilizzare la velocità di avanzamento personalizzata, immetterne i valori nel
campo di testo e scegliere Applica. La velocità di avanzamento selezionata in questa nestra è impostata per tutti gli elementi scelti dopo questo. Questa modica non
ha eetto sulle velocità di avanzamento già impostate. Si applica soltanto a quegli elementi scelti dall’utente.
• Se l’utente ha selezionato “I clic si applicano a singoli elementi della scheda Elementi”, i clic modicano la velocità di avanzamento di singoli elementi. Se l’opzione non
viene selezionata, è necessario fare clic su Avvia alla ne dell’elemento. Tutti gli elementi tra l’inizio e la ne presentano lo stesso avanzamento.
• Se si seleziona un elemento con il pulsante di sinistra del mouse, viene selezionato l’elemento completo. Facendo clic con il pulsante destro del mouse, l’elemento viene
diviso e la velocità di avanzamento viene impostata solo sull’altra metà. È possibile fare clic con il pulsante destro solo se l’opzione Il clic si applica a singoli elementi non
è selezionata.
• Tutte le velocità di avanzamento possono essere rimosse selezionando Rimuovi ed esci. È possibile chiudere l’attrezzo anche in questo modo.
• È possibile impostare facilmente le velocità di avanzamento dell’intero annidamento utilizzando l’attrezzo Proli della velocità di avanzamento.
0-5399IT Annidamento 5-15

iCNC Performance
5.3.13 Proli della velocità di avanzamento
I proli consentono di impostare la velocità di avanzamento di tutti gli archi e cerchi in contemporanea. Non è necessario selezionarli separatamente.
I proli della velocità di avanzamento si utilizzano in questo modo:
• Avviare questo attrezzo scegliendo Proli nella nestra di dialogo Velocità di avanzamento.
• Selezionare la velocità di avanzamento assoluta o relativa.
• Impostare il diametro e i valori della velocità di avanzamento corrispondenti per i cerchi. Se le coppie diametro + velocità di avanzamento non sono necessarie, è possibile
disabilitarle deselezionando la casella all’inizio della linea.
• Impostare il raggio e i valori della velocità di avanzamento corrispondenti per gli archi. Disabilitare linee aggiuntive.
• Impostare la velocità di avanzamento del Programma, se si utilizzano le velocità di avanzamento assolute.
• Fare clic su Applica per impostare gli avanzamenti in base al prolo dato. Tutti gli avanzamenti esistenti vengono eliminati e gli avanzamenti deniti nel prolo vengono
applicati all’annidamento.
• Salvare il prolo per uso futuro. È utile quando si ha bisogno di proli diversi per attrezzi diversi. Fare clic su Salva e immettere il nome del le. Fare clic su Carica per
riutilizzare il le.
5-16 Annidamento 0-5399IT

iCNC Performance
5.3.14 DiameterPro
DiameterPro regola Automaticamente le proprietà del foro (velocità, lead-in, lead-out e così via) per i processi supportati.
Dopo aver selezionato il pulsante DiameterPro, si aprirà una nestra uguale a quella sopra.
• Consente di inviare il Programma di taglio a Tgalio ProMotion
• - Riduce
• 100% ripristina lo zoom
• + Igrandisce
• Ottimizzazione Automaticoa abilitata forza l’utente ad accedere sempre alla nestra DiameterPro prima di tagliare una nuova parte.
• Annulla Annullas e Chiudis DiameterPro window.
Se sono presenti fori inferiori a 1:1 (spessore piastra : diametro foro), verrà visualizzata una nestra popup nella quale sono riportate informazioni sui fori con misura inferiore:
• i pulsanti << e >> consentono di scorrere no a sotto i fori più piccoli
• Zoom Ingrandisci il foro selezionato
• Vista normale Ripristina lo zoom e mostra l’intera area di taglio
• Al punto di marcatura Sostituire il foro con un punto di marcatura
• Chiudi Consente di chiudere la nestra e di applicare i dati del foro più piccolo ai fori.
NOTA!
DiameterPro richiede ProMotion® DiameterPro e un generatore al plasma supportato per funzionare.
0-5399IT Annidamento 5-17

iCNC Performance
5.3.15 Editor piastra
Editor piastra è un set di strumenti che vengono utilizzati per modicare la forma e la posizione di una piastra. Fare clic sul pulsante Editor piastra per attivare l’editor. Il
pulsante rimane in basso no a quando non lo si preme nuovamente. Viene visualizzata una piccola nestra dell’attrezzo. La nestra degli attrezzi contiene gli attrezzi per
la modica della piastra. Fare di nuovo clic sul pulsante per chiudere l’editor della piastra.
5.3.16 Modica piastra
Utilizzare questo strumento per rimuovere le parti dalla piastra. Seguire questi passaggi:
• Spostare il cursore del mouse su un bordo della piastra e selezionarlo.
• Spostare il cursore del mouse sulla posizione successiva e fare di nuovo clic. Una nuova linea appare dal punto precedente a questo punto.
• Continuare come sopra nché non si raggiunge il bordo della piastra. Fare clic sul bordo. La piastra verrà divisa in due parti, ma ne verrà visualizzata una sola.
• Se viene visualizzata la parte sbagliata, utilizzare lo strumento Modica divisione per modicarla.
5.3.17 Modica piastra con il movimento della macchina
Questo attrezzo è esattamente lo stesso di quello utilizzato in Modica piastra, con le eccezioni seguenti.
• Il cursore non risponde al movimento del mouse. Il cursore del mouse mostra la posizione della torcia e si sposta, se la torcia si muove.
• La piastra nella nestra di lavorazione di ProMotion® Nest viene ruotata no a raggiungere la stessa angolazione della piastra reale. Quando questo attrezzo non è più
utilizzato, la piastra viene ruotata e portata alla sua angolazione originale.
• Il pulsante spaziale funge da pulsante sinistro del mouse (il pulsante sinistro del mouse è anch’esso attivo).
• Il pulsante Esc elimina le modiche. La piastra originale è visualizzata e il mouse funziona normalmente.
• Questo attrezzo può essere utilizzato solo con il controllore iCNC ProMotion.
5-18 Annidamento 0-5399IT

iCNC Performance
5.3.18 Piastra di sistemamento
Utilizzare questo strumento per sistemare la forma della piastra. È suciente posizionare la piastra sul banco di taglio e utilizzare il puntatore laser o la torcia per evidenziare
i bordi della piastra.
Seguire questi passaggi:
• Posizionare la piastra sul banco di taglio.
• Avviare questo attrezzo. Si apre una nuova nestra (vedere sopra).
• Spostare il puntatore laser (o la torcia) sul bordo della piastra. Quindi, fare clic su Accetta punto.
• Spostare il puntatore laser sull’angolo successivo della piastra. Fare clic di nuovo su Accetta punto. Ripetere questo passaggio mentre vengono visualizzati tutti gli angoli
della piastra.
• Quindi, fare clic su Chiudi forma per utilizzare la piastra.
• In caso di errore durante la sistemazione interna della forma, fare semplicemente clic su “Annullala punto” per eliminare l’ultimo punto.
Nota: è possibile usare questo strumento per insegnare comandi di taglio alle nuove parti, se si converte la piastra in una parte utilizzando lo strumento Piastra-Parte-Piastra.
NOTA!
Questo attrezzo può essere utilizzato solo con il controllore iCNC PorMovimento.
5.3.19 Imposta origine
Questo attrezzo riporta uno degli angoli* della piastra all’origine.
• Fare clic su uno degli angoli per impostarli come nuova origine.
* In questo caso “ANGOLO” indica la parte nale di un elemento, uno di quelli che formano il prolo della piastra. Pertanto, è possibile che non si tratti aatto di un angolo.
5.3.20 Mostra area annidamento
Utilizzare questo attrezzo per denire le aree di annidamento della piastra. Le aree di annidamento sono utili grazie alla combinazione dell’annidamento AUTOMATICO e
degli attrezzi multitorcia.
Seguire questi passaggi per visualizzare l’area di annidamento:
• Avviare l’editor della piastra.
• Selezionare questo attrezzo. Un rettangolo rosso viene visualizzato all’interno della piastra. Il rettangolo è la nuova area di annidamento.
• Spostare il cursore del mouse su un bordo del rettangolo e tenere premuto il pulsante del mouse. L’angolo del rettangolo segue ora il movimento del mouse.
• Modicare il rettangolo in modo personalizzato e chiudere l’editor della piastra per confermare le modiche.
0-5399IT Annidamento 5-19

iCNC Performance
5.3.21 Allinea parti
Utilizzare questo attrezzo per allineare la piastra con le assi X e Y. Perché? L’annidamento AUTOMATICO viene sfruttato al meglio se il bordo inferiore della piastra è allineato
con le assi X e Y.
5.3.22 Modica divisione
Utilizzare questo attrezzo per cambiare la visualizzazione delle parti. Vedere Modica piastra.
5.3.23 Ruota piastra
Questo attrezzo ruota la piastra corrente di 90 gradi in senso antiorario.
5.3.24 Rietti piastra
Utilizzare questo strumento per riettere la piastra corrente nell’asse Y.
5.3.25 Movimento verso l’origine
Questo attrezzo riposiziona la piastra corrente. Dopo il riposizionamento della piastra, le relative coordinate X- e Y- sono uguali a zero.
5.3.26 Annulla modica piastra
L’attrezzo Modica piastra suddivide una piastra in due parti. In caso di ERROREi durante la modica, utilizzare questo strumento per riposizionare la piastra originale
5-20 Annidamento 0-5399IT

iCNC Performance
5.3.27 Zoom
Il modo più semplice per ingrandire o ridurre l’immagine è mediante la rotellina del mouse. La si può utilizzare in qualsiasi momento. Se il proprio mouse non è dotato di
rotella, è possibile utilizzare i pulsanti Zoom in avanti/Zoom indietro. Lo zoom continua no a quando non viene rilasciato il pulsante.
Per tornare alla vista precedente, ad esempio dove è possibile visualizzare nel modo più grande possibile l’intero annidamento, fare clic sul pulsante Zoom 100%.
5.3.28 Vista panoramica
È possibile visualizzare una panoramica muovendo il cursore sulla nestra di lavorazione mentre si tiene premuto il pulsante sinistro del mouse. L’immagine seguirà il
movimento del mouse no a quando non si rilascerà il pulsante sinistro del mouse.
5.3.29 Undo
Utilizzare questo attrezzo per eliminare l’ultima azione.
5.3.30 Scarto
Consente di chiudere l’annidamento corrente visualizzato nella nestra di lavoro. Se è presente più di un annidamento aperto, quello successivo verrà visualizzato nella
nestra di lavorazione.
5.4 Menu File
The Menu le viene utilizzato per aprire le già esistenti, per salvare nuovi le e per uscie dall’applicazione. Di seguito, è riportato un elenco di tutti gli elementi del menu
File (File).
ITEM Azione
New Creare una nuova piastra vuota.
Open Aprire un le esistente
Scarto Chiudere l’annidamento corrente.
Salva con nome Salvare l’annidamento corrente.
Macro Creare una nuova forma con Macro
Stampa Stampare l’annidamento corrente
importazione grezza ESSI/EIA importa i le ESSI e EIA senza modicarli
DNC Scaricare da DNC
Importa importare l’annidamento da ProMotion® Cut
Esporta Espor tare l’annidamento su ProMotion® Cut
Exit Chiudere l’applicazione ProMotion® Nest
NOTA!
Alcuni di questi attrezzi sono già stati descritti nel capitolo Barra degli attrezzi. Pertanto, le informazioni riguardanti quel tipo di attrezzi non vengono
ripetute in questo capitolo.
0-5399IT Annidamento 5-21

iCNC Performance
5.4.1 Salva con nome
Salva l’annidamento corrente (quello della nestra del lavoro) nel formato selezionato. I formati possibili sono: ESSI, EIA, DXF, ROBOTIC CNC e CNC-2. Per maggiori informazioni
su ESSI e EIA, vedere le relative opzioni.
Nelle versioni demo di ProMotion® Nido non è possibile salvare.
È anche possibile salvare programmi di marcatura del punto. Questo è un modulo opzionale. Per ulteriori informazioni, consultare l’argomento Marcatura punto.
NOTA!
ProMotion® Nest non è in grado di leggere ROBOTIC CNC. Per modicare i
programmi di taglio in un secondo momento, il formato migliore è CNC-2.
5.4.2 Stampa
Questo attrezzo invia l’annidamento corrente alla stampante predenita.
5.4.3 importazione grezza ESSI/EIA
Utilizzare questo attrezzo per caricare le ESSI ed EIA in ProMotion® Nest quando si dispone di un Programma di taglio pronto per essere avviato, senza la necessità di modiche.
Fondamentalmente è come un normale le aperto. Questo attrezzo utilizza le stesse opzioni ESSI e EIA del le aperto. La procedura rimane semplicata anche se dierisce
dal solito le aperto. Non distingue le forme che sono fori oppure la posizione dei lead-in o di qualsiasi altro elemento. L’importazione grezza legge solo il le contenuto così
com’è. In questo modo è possibile utilizzare qualsiasi tipo di Programma di taglio che non è supportato da ProMotion® Nest (ad esempio, il taglio comune e le interruzioni
Programmate).
5.4.4 DNC
Utilizzare questo attrezzo per caricare i le dalla connessione DNC. È necessario eseguire ProMotion® iLink sul PC dal quale si sta eettuando il download dei le.
Next Consente all’utente di sfogliare i le disponibili nella directory di lavoro di ProMotion® iLink (cartella). I nomi di le disponibili sono visualizzati nel campo di testo
sotto questo pulsante.
5-22 Annidamento 0-5399IT

iCNC Performance
Load Consente all’utente di avviare il download di DNC. Inizia il caricamento del le attualmente visualizzato nel campo di testo. Basta inserire il nome del le nel campo
di testo e scegliere Carica.
Termina Consente all’utente di interrompere il download di DNC
“Carica precedente” consente all’utente di utilizzare di nuovo l’ultimo le, senza scaricarlo.
File aperto Consente all’utente di modicare la nestra di dialogo normale File aperto. Utilizzarlo per individuare un le nel disco rigido dei controllori o in una rete accessibile.
5.4.5 Importa
Questo attrezzo importa un annidamento creato da ProMotion® Cut.
5.4.6 Esporta
Questo attrezzo esporta l’annidamento corrente in ProMotion® Cut. Tenere presente che l’annidamento esportato non viene Automaticamente aperto in ProMotion® Cut. Per
aprirlo, è necessario utilizzare l’attrezzo di importazione di ProMotion® Cut.
5.4.7 Esci
Questo attrezzo chiude il software ProMotion® Nest.
Importante! Dopo l’uscita, tutti gli annidamenti verranno chiusi e tutti i dati in essi contenuti andranno persi. Per salvare uno o più annidamenti, è necessario salvarli prima
di uscire.
5.5 Menu visualizzazione
Nel menu Visualizza, è possibile modicare l’aspetto di ProMotion® Nest e il modo in cui delinea gli annidamenti.
Visualizzazione in bianco e nero
Questa opzione converte i colori del disegno in nero.
Outbit
Se è stata selezionata l’opzione, ProMotion® Nest visualizza outbit speciali, se disponibili nell’annidamento. Per maggiori informazioni, consultare il manuale di ProMotion® Cut.
Linee di trasferimento
• Nascondi tutto - Attraverso questa opzione è possibile attivare o disattivare le linee di trasferimento.
• Mostra taglio - Se selezionata, è possibile visualizzare linee di trasferimento tra i proli di taglio. Questa è l’impostazione predenita.
• Mostra marcatura linea - Se selezionata, è possibile visualizzare linee di trasferimento tra i proli di marcatura della linea.
• Mostra marcatura punto - Se selezionata, è possibile visualizzare linee di trasferimento tra i punti di marcatura dei punti.
Mostra pulsanti grandi
Questa opzione aumenta la grandezza di tutti pulsanti della barra degli attrezzi e della scatola degli attrezzi di ProMotion® Nest. Questa impostazione è consigliata per
l’utilizzo con schermo tattile.
NOTA!
È necessario riavviare ProMotion® Nest per applicare le modiche.
0-5399IT Annidamento 5-23

iCNC Performance
5.6 Menu attrezzi
Il menu attrezzi contiene attrezzi utili per la manipolazione degli annidamenti. È possibile riparare parti, aggiungere marcature, annidare in modo AUTOMATICO o manuale,
impostare l’ordine corrente, aggiungere ponti e molto altro. Gli attrezzi sono organizzati in ordine di utilizzo. Ad esempio, è necessario eseguire un annidamento AUTOMATICO
prima di aggiungere ponti.
NOTA!
Alcuni attrezzi non fanno parte della versione Standard di ProMotion® Nest, ma sono delle opzioni vendibili separatamente. A seconda delle opzioni presenti nella licenza, alcuni attrezzi potrebbero non essere disponibili.
NOTA!
Alcuni degli attrezzi di questo menu sono già stati descritti nel capitolo Barra degli attrezzi. Pertanto, le
informazioni riguardanti quel tipo di attrezzi non vengono ripetute qui.
5.5.1 Rimuovi
Il pulsante sinistro del mouse attiva l’eliminazione dell’area. Spostare il mouse continuando a tenere premuto il suo pulsante. Un rettangolo segue il movimento del mouse.
Quando si rilascia il pulsante sinistro del mouse, tutti i proli che si trovano completamente all’interno del rettangolo vengono eliminati. Facendo clic sul pulsante destro del
mouse, verrà eliminato soltanto un elemento o un punto della linea di trasferimento.
5.5.2 Copia
Questo attrezzo consente agli utenti di copiare oggetti diversi negli appunti. In seguito è possibile copiarli nuovamente in un qualsiasi annidamento. L’oggetto che si desidera
copiare può essere selezionato dal menu “Opzioni”. Vi sono due tipi di oggetti che possono essere copiati: forme e annidamenti. Un oggetto può essere copiato spostando il
cursore del mouse sulla parte e facendo clic sul pulsante sinistro.
5.5.3 Taglio
Utilizzare “Taglia” per spostare le forme negli appunti. È possibile incollare forme dagli appunti agli annidamenti.
Seguire questi passaggi:
1. Attivare l’attrezzo “Taglio” selezionando “Taglio” (vedere l’immagine sopra).
2. Tenere premuto il pulsante sinistro del mouse. Viene visualizzato un rettangolo di selezione.
3. Circondare le forme che si desidera tagliare con il rettangolo di selezione e rilasciare il pulsante sinistro del mouse.
5.5.4 Incolla
Utilizzare questo strumento per incollare nell’annidamento gli elementi copiati/tagliati. Se selezionato, appare una nestra di dialogo (vedere sotto). Per spostare più
copie, nella nestra di dialogo, modicare lo strumento di moltiplicazione degli elementi da incollare. Il moltiplicatore di colla indica il numero delle volte in cui gli oggetti
copiati devono essere incollati. Fare clic nell’area di modica e gli oggetti verranno incollati.
5-24 Annidamento 0-5399IT

iCNC Performance
5.5.5 Modica
Movimento forma
Utilizzare questo attrezzo per modicare manualmente la posizione di una forma. Spostare il cursore su una forma e tenere premuto il pulsante del mouse. La forma seguirà
il movimento del mouse no a quando non si rilascerà il pulsante.
Tramite questo attrezzo è anche possibile attivare gli attrezzi di collisione
collisione signica che si sposta una forma il più vicino possibile a un’altra. ProMotion® Nest fornisce strumenti di collisione progettati appositamente per questo scopo.
Per la collisione di una forma, è necessario spostarla nei pressi della sua posizione nale, quindi utilizzare l’attrezzo di scontro appropriato. Vi sono quattro attrezzi per la
collisione delle forme: su, giù, destra o sinistra.
Al centro degli attrezzi di collisione (pulsanti), è presente un pulsante. Premendo questo pulsante le forme verranno visualizzate in un colore diverso se non è presente
uno spazio suciente tra loro. Rilasciando il pulsante, le parti vengono riconvertite nel loro colore originale.
Quanto deve essere grande la distanza tra due forme? In the Opzioni annidamento check the Ampiezza del taglio and Liquidazione Parametri. La distanza tra le due forme
dovrebbe essere il doppio dell’ampiezza del solco di taglio e una volta quella della liquidazione. Questa formula viene utilizzata dagli attrezzi di collisione e dal controllo di
sovrapposizione.
NOTA!
Gli attrezzi di collisione sono visibili solo quando è attivo l’attrezzo Sposta forma.
5.5.6 Ruota forma
Consente all’utente di ruotare una forma semplicemente aerrandola con un mouse. La parte seguirà il movimento del mouse (movimento rotatorio).
I passaggi della rotazione possono essere impostati in Opzioni di gestione. I passaggi consigliati sono 5 gradi o meno.
5.5.7 Rietti
Questo attrezzo consente di riettere le forme nell’asse X o Y. Se si sposta il cursore del mouse su una forma e si fa clic con il pulsante di sinistra, la forma verrà riportata
nell’asse Y. Facendo clic sul pulsante destro del mouse, la forma verrà riportata nell’asse X.
5.5.8 Modica punto di sfondamento
Vi sono due modi diversi per modicare il punto di sfondamento corrente. Per modicare il punto di sfondamento al primo punto dell’elemento, spostare il cursore del mouse
sull’elemento e fare clic con il pulsante sinistro del mouse. Per scegliere qualsiasi punto dell’elemento, spostare il cursore del mouse nel punto di avvio desiderato e fare clic
con il pulsante destro del mouse. Questo attrezzo può essere utilizzato solo su proli completi.
5.5.9 Modica lato di compensazione
Modicare il lato di compensazione spostando il cursore del mouse sull’elemento e facendo clic con il pulsante sinistro del mouse.
0-5399IT Annidamento 5-25

iCNC Performance
5.5.10 Modica direzione di taglio
Modicare la direzione di taglio spostando il cursore del mouse sull’elemento e facendo clic sul pulsante sinistro del mouse.
5.5.11 Dividi elemento
Un elemento può essere suddiviso in due spostando il cursore del mouse sul punto di divisione desiderato e facendo clic con il pulsante sinistro del mouse.
5.5.12 Unione di proli
Utilizzare questo attrezzo per chiudere un prolo aperto o per unire due o più proli aperti.
Seguire questi passaggi:
• Tenere premuto il pulsante sinistro del mouse.
• Disegnare un rettangolo intorno ai punti di inizio/ne dei proli aperti.
• Rilasciare il pulsante del mouse.
5.5.13 Lead-in
Utilizzando questo attrezzo è possibile aggiungere, rimuovere e modicare lead-in e lead-out. Quando l’attrezzo leadin è attivo, si apre la nestra di dialogo seguente.
Utilizzare quella nestra per modicare i parametri dei tagli guida in entrata e in uscita. Se il valore è visualizzato in rosso, non è possibile creare il connettore di ingresso
(raggi troppo piccoli nell’immagine).
5-26 Annidamento 0-5399IT
iCNC Performance
Tipi di lead-in e lead-out:
Nessuno Nessun lead-in o lead-out. Questo tipo ha uno scopo preciso, se si generano codici CNC
per le versioni precedenti dei controllori ProMotion. In assenza di lead-in, il controller
ne aggiunge uno.
Dritto Una linea retta della stessa direzione del primo (o dell’ultimo) elemento di un prolo.
90 gradi Una linea retta che si trova sull’angolo di 90 gradi (sul lato del solco di taglio) rispetto
al primo (o all’ultimo) elemento di un prolo.
Arc Un arco con un angolo centrale di 90 gradi. Collega il primo (o l’ultimo) elemento di
un prolo in modo tangenziale.
0-179 gradi Una linea retta che si trova sull’angolo da 1 a 179 gradi (sul lato del solco di taglio)
rispetto al primo (o all’ultimo) elemento di un prolo.
J Un lead-in che contiene un arco e un arco dritto. La sezione Dritto indica sempre il
centro del foro. Il raggio dell’arco non può essere inferiore alla metà del solco di taglio,
mentre la lunghezza deve essere maggiore del raggio dell’arco.
Semicerchio Un mezzo cerchio. Collega il primo (o l’ultimo) elemento di un profilo in modo
tangenziale.
Personalizza Questo è un modo di lettura dei le denito dall’utente. I programmi ESSI- e EIA-
spesso presentano questo tipo di lead-in (o lead-out). Non è possibile aggiungere
questo tipo di leadin.
Selezione lead-in/lead-out:
Per aggiungere, rimuovere o modicare i tagli guida in entrata, fare clic sul punto di sfondamento o selezionare “Obiettivo”, spuntare la casella “Sostituire tagli guida esistenti”
e fare clic su “Aggiungi”.
Lunghezza:
Lunghezza del lead-in (lineare).
Raggio:
Raggio del lead-in (archi).
Angolo:
Angolo del lead-in (angolo libero).
Solco di taglio:
Solco di taglio del processo selezionato.
Lunghezza overburn:
Per overburn si intende il processo con cui, dopo che la macchina ha eettuato un taglio intorno a un prolo, ricomincia a tagliare il prolo (in una fase successiva) e ne aumenta
la lunghezza. La lunghezza è denita qui. È suciente inserire il valore nella casella di testo e fare clic sul punto di sfondamento oppure selezionare il target e “Aggiungi”.
Obiettivo:
Selezionare il tipo di proli in cui si desidera modicare lead-in/out.
Sostituire i lead-in esistenti:
Selezionare questa opzione per modicare i lead-in e lead-out esistenti. Altrimenti è possibile solo aggiungere nuovi lead-in (o lead out) ai proli che non ne dispongono.
0-5399IT Annidamento 5-27

iCNC Performance
Examples:
Come aggiungere un lead-in/lead-out:
1. Scegliere il tipo di lead-in desiderato. Impostare lunghezza, raggio e così via.
2. Scegliere il tipo di lead-out desiderato. Impostare lunghezza, raggio, overburn e così via.
3. Fare clic sul prolo in cui aggiungere un lead-in.
Come passare da un lead-in a un altro:
Ripetere i passaggi 1-2 sopra riportati.
3. Selezionare la casella “SOSTITUIRE LEAD-IN ESISTENTI”.
4. Fare clic sul prolo contenente il lead-in da modicare.
Come aggiungere un lead-in e un lead-out a un prolo:
1. Selezionare la casella “LEAD-IN”.
2. Scegliere il tipo di lead-in desiderato.
3. Selezionare la casella “LEAD-OUT”.
4. Scegliere il tipo di lead-out desiderato.
5. Fare clic sul prolo per aggiungere lead-in e lead-out.
Come modicare tutti i lead-in e i lead-out per i proli del foro:
Ripetere i passaggi 1-4 sopra riportati.
5. Selezionare la casella “SOSTITUIRE LEAD-IN ESISTENTI”.
7. S elezionare “PROFILI FORO”
8. S cegliere “AGGIUNGI”.
Come rimuovere tutti i tagli guida in uscita:
1. Impostare lead-in su “Nessuno”.
2. Impostare lead-out su “Nessuno”.
3. Selezionare “TUTTI I PROFILI” target
4. Fare clic su “AGGIUNGI”.
5-28 Annidamento 0-5399IT

iCNC Performance
5.7 Marcatura
5.7.1 Testo marcatura
Tramite questo attrezzo è possibile inserire sulle piastre del testo per la marcatura. Selezionando questo attrezzo viene attivata la nestra seguente:
Per l’inserimento del testo per la marcatura:
1. Scrivere il testo che si desidera marcare nel campo Inserire qui il testo di marcatura.
2. Impostare l’altezza di test. L’altezza minima consentita è di 5 mm (0,2 pollici).
3. Impostare l’angolo di test (0-360°).
4. Fare clic su Applica per confermare le modiche.
5. Fare clic sulla parte che si desidera marcare. Il testo è stato inserito nel punto indicato.
NOTA!
Questo è un modulo aggiuntivo e non è incluso nella versione base di ProMotion® Nest.
5.7.2. Da foro a punto
Questo attrezzo converte i fori rotondi in punti di marcatura. Basta fare clic sui fori che si desidera convertire.
NOTA!
Non è possibile invertire la conversione. In caso di ERROREi, utilizzare lo strumento Annulla.
5.7.3. Taglio su marcatura linea
Questo attrezzo converte i fori in proli di marcatura della linea. Basta fare clic sui fori che si desidera convertire.
NOTA!
Non è possibile invertire la conversione. In caso di ERROREi, utilizzare lo strumento Annulla.
5.8 Annidamento automatico
5.8.1 Annidamento a triangolo
Questo attrezzo annida le parti in un rettangolo il più piccolo possibile. Ad esempio, due triangoli vengono annidati in modo che i loro lati siano rivolti uno verso l’altro. Questo
attrezzo si chiama in questo modo poiché funziona al meglio con i triangoli.
5.8.2 MultiNest
MultiNest consente di annidare Automaticamente tutte le forme. Se le forme non si adattano alla piastra corrente, MultiNest crea nuove copie della piastra corrente e continua
ad eseguire annidamenti nché non include tutte le forme.
0-5399IT Annidamento 5-29

iCNC Performance
5.8.3 Gruppi
Questo attrezzo consente di copiare le forme in gruppi di annidamento. Per gruppo di annidamento si intende un gruppo di parti, che si muovono e creano un annidamento
AUTOMATICO come un’unica forma. Quando questo attrezzo è attivo, viene visualizzata la seguente nestra di dialogo.
Quando questo attrezzo è attivo, è possibile selezionare (e deselezionare) le forme facendo clic o tracciando un rettangolo attorno ad esse.
L’elenco Seleziona gruppi da copiare visualizza tutti i gruppi da cui è possibile copiare le forme. Eettivamente l’elenco contiene tutte le geometrie della nestra della
geometria, che sarà possibile raggruppare in un secondo momento (vedere l’esempio sotto).
Il pulsante Copia copia tutte le forme selezionate nel gruppo selezionato dall’elenco.
Per creare un nuovo gruppo, scrivere il nome da assegnarli nel campo e selezionare Crea. È ora possibile visualizzare il nuovo gruppo nell’elenco e nella nestra della lista
delle geometrie.
Una volta copiate tutte le forme desiderate per questo annidamento, scegliere Chiudi.
Tenere presente che tutti gli altri strumenti sono disabilitati mentre questo è attivo.
Come creare un gruppo di annidamento:
• Attivare l’attrezzo Gruppi.
• Create a new group (type its name into the text eld labeled “Il nome di un nuovo gruppo” e scegliere Crea).
• Selezionare il gruppo appena creato dall’elenco Seleziona gruppo in cui copiare.
• Fare clic sulle forme che si desidera aggiungere al gruppo (selezionarle tutte).
• Scegliere Copia.
• Chiudere l’attrezzo Gruppi e attivare il gruppo dall’elenco di geometrie (fare clic con il pulsante destro del mouse sul nome del gruppo nell’elenco).
• Fare clic con il pulsante destro sull’elenco di geometrie e selezionare Gruppo On/O dalla nestra di dialogo popup. È ora possibile visualizzare un asterisco davanti al
nome della geometria. Indica che questa geometria in realtà è un gruppo.
• È ora possibile spostare e ruotare manualmente le parti nel gruppo. Avvicinarli.
• Quando il gruppo è pronto, fare nuovamente clic con il pulsante destro sull’elenco delle geometrie e selezionare Copia nell’annidamento. Immettere il numero di gruppi
da annidare. Questi verranno inclusi nell’annidamento.
5.8.4 Sospensione
Utilizzare questo attrezzo per sospendere le parti durante il processo di annidamento AUTOMATICO. Le parti sospese non cambiano posizione durante il processo di annidamento AUTOMATICO.
• Fare clic sulla parte che si desidera sospendere. Le parti ora verranno visualizzate con un colore blu chiaro.
• Per la sospensione delle parti multiple, tracciare un rettangolo attorno alle parti desiderate.
• Per sbloccare una parte, fare nuovamente clic su di essa.
NOTA!
L’annidamento AUTOMATICO non può annidarsi all’interno di fori o parti sospese. Per eseguire
l’annidamento di quei fori, è necessario farlo manualmente e successivamente bloccare le parti all’interno
dell’annidamento.
5-30 Annidamento 0-5399IT

iCNC Performance
5.8.5 Riempimento automatico
Questo attrezzo riempe l’area residua della piastra con le forme copiate. ProMotion® Nest consente di annidare tutte le forme Automaticamente per ottenere un riempimento
ottimale. Le opzioni di annidamento possono inuire sulle prestazioni di questo attrezzo.
Seguire questi passaggi per completare un modulo:
1. Copiare una forma usando l’attrezzo Copia.
2. Fare clic sul pulsante Riempimento AUTOMATICO.
5.9 TAGLIO
5.9.1. Ottimizza ordine di taglio
Utilizzare questo attrezzo per consentire a ProMotion® Nest di eettuare Automaticamente ordini di taglio. ProMotion® Nest calcolerà l’ordine di taglio ottimale in modo
che le parti siano sempre tagliate in prossimità del bordo della piastra. Tenere presente che quando una parte viene tagliata fuori piastra viene lasciato un foro, che diventa
il bordo. L’obiettivo è quello di evitare che il calore pieghi la piastra.
Se l’utente non è soddisfatto del risultato, è possibile modicare l’ordine di taglio utilizzando lo strumento Modica ordine di taglio.
5.9.2 Modica ordine di taglio
Quando questo attrezzo è attivo, viene visualizzata la seguente nestra di dialogo:
È possibile consentire a ProMotion® Nest di eseguire Automaticamente l’ordine di taglio facendo clic sul pulsante Ottimizza ordine. Per ulteriori dettagli, vedere Ottimizza
ordine di taglio. Tramite questo attrezzo è possibile creare autonomamente l’ordine di taglio.
L’ordine di taglio può essere modicato tra parti (forme), fori, proli di marcatura delle linee e punti di marcatura dei punti.
Vi sono cinque metodi che possono essere utilizzati per modicare l’ordine di taglio: Mostra ordine, Scambia, Muovi di un passo, Traccia linea e Selezione libera.
0-5399IT Annidamento 5-31

iCNC Performance
Nel metodo Mostra ordine, è suciente fare clic sugli oggetti nell’ordine di taglio o marcatura. Facendo clic su un oggetto, quest’ultimo cambierà colore per indicare che è
stato selezionato. Se il colore dell’oggetto non cambia, non è possibile cambiarne l’ordine (probabilmente, è un tipo errato). Le selezioni possono essere rimosse facendo clic
sul pulsante Deseleziona. L’opzione Blocca primo oggetto può essere utilizzata con questo metodo. Se l’opzione è selezionata, non è possibile modicare l’ordine di taglio degli
oggetti che precedono il primo oggetto selezionato nell’ordine di taglio. Quando si è pronti, scegliere Applica per creare un nuovo ordine di taglio. Questo è il solo metodo
che è possibile utilizzare sulle marcature di punti e linee.
Nel metodo Scambia, scegliere due oggetti e le loro posizioni nell’ordine di taglio verranno modicate tra di loro. Facendo clic sul primo oggetto, quest’ultimo cambierà colore
per indicare che è stato selezionato. Facendo clic sul secondo oggetto, il primo verrà deselezionato, modicando così l’ordine di taglio.
Nel metodo “Spostamento di un passo”, è suciente scegliere l’oggetto con ordine di taglio da modicare, quindi utilizzare le frecce Passo per cambiare l’ordine di taglio.
Facendo clic sulla freccia del passaggio a sinistra, l’oggetto selezionato verrà tagliato in anticipo; facendo clic sulla freccia a destra, verrà tagliato dopo.
Nel metodo Linea, disegnare una linea sulle parti o sui fori dell’ordine che si desidera migliorare. L’ordine di taglio della prima parte/foro che si sovrappone alla linea non
viene modicato. Il resto delle parti/fori sovrapposti sarà disponibile subito dopo il primo.
Nel metodo Selezione libera, è suciente fare clic sui proli nell’ordine di taglio, quindi scegliere Applica. Questo metodo viene nominato Selezione libera, poiché è possibile
selezionare qualsiasi ordine taglio tra parti e fori (ad esempio, è possibile tagliare prima tutti i fori nell’annidamento e in seguito tutte le parti). Questo metodo potrebbe
disordinare le strutture dei dati interni di ProMotion® Nest, con un conseguente malfunzionamento dell’annidamento AUTOMATICO e di altri attrezzi. Utilizzare questo
metodo solo quando non è possibile impostare l’ordine di taglio tramite altri metodi. Se si decide di utilizzare questo metodo, farvi ricorso dopo aver eettuato tutte le altre
operazioni previste per l’annidamento.
Il pulsante Applica viene utilizzato in combinazione con Mostra ordine e i metodi di Selezione libera. Il pulsante Deseleziona rimuove tutte le selezioni.
Il pulsante Chiudi consente di chiudere la nestra di dialogo.
5.9.3 Ponte
Tramite questo attrezzo è possibile creare un ponte tra due o più forme complete. Un ponte è una linea bidirezionale che unisce due forme. Il ponte può essere creato premendo il pulsante sinistro del mouse e spostando il cursore su tutte le forme a cui verranno aggiunti ponti. UNA “FASCIA DI GOMMA” segue il movimento del mouse e mostra
la posizione del futuro ponte. Rilasciando pulsante sinistro, si crea un ponte.
Se viene selezionata la voce “Forma ponti in orizzontale-verticale” da “Opzioni di gestione”, tutti i ponti saranno orizzontali o verticali. Se la “FASCIA DI GOMMA” è posta in
posizione perlopiù orizzontale, anche il ponte avrà una posizione orizzontale. Altrimenti sarà verticale. La coordinata Y del ponte orizzontale è la stessa della coordinata Y del
punto di partenza della “FASCIA DI GOMMA”. In modo analogo, la coordinata X del ponte verticale corrisponde alla coordinata X del punto di avvio della “FASCIA DI GOMMA”.
NOTA!
I lead-in e lead-out della prima forma verranno copiati in quella nale. I lead-in e i leadout possibili delle altre forme vengono rimossi.
Ponte ampio
Ponte ampio è simile al ponte normale descritto in precedenza ma lascia un’area solida tra i due proli. I ponti ampi possono essere creati come i ponti normali. L’unica
eccezione che si verica è che quando si rilascia il pulsante del mouse, viene visualizzata la nestra seguente.
5-32 Annidamento 0-5399IT

iCNC Performance
• La linea nera rappresenta la line appena tracciata. Rappresenta anche l’altro lato del ponte. La linea rossa rappresenta l’altro lato. Il ponte ampio verrà creato tra queste
linee.
• Selezionare il lato della linea rossa: sinistro o destro.
• Immettere la larghezza del ponte. Se si immette una larghezza inferiore a 0,1 mm (0,004 pollici), viene creato un ponte normale invece di uno largo.
• Fare clic su “OK”.
Attivare la funzione Ponte ampio nelle opzioni di gestione.
5.9.4 Taglio a catena
Questo attrezzo viene utilizzato per incatenare i proli. In questo modo è possibile tagliare più proli con uno sfondamento singolo.
Seguire questi passaggi:
• Fare clic sul punto dal quale si desidera inizi la catena. Una “FASCIA DI GOMMA” seguirà il movimento del mouse e mostrerà il percorso della catena.
• Spostare il cursore del mouse sul punto successivo da inserire nella catena per accedervi e selezionarlo di nuovo.
• Facendo clic su di un prolo, quest’ultimo viene aggiunto alla catena.
• Continuare la procedura nché la catena non è pronta. Scegliere “PRONTO” nella nestra di dialogo Taglio a catena (vedere l’immagine in basso).
• La catena è pronta. Per creare una nuova catena, ripete la procedura precedente.
Casi speciali:
• Se il prolo comprende un lead-in e un lead-out, la catena si posiziona Automaticamente all’inizio del lead-in e prosegue dalla ne del lead-out.
• Se il prolo non è chiuso, la catena si posiziona Automaticamente all’inizio del prolo e prosegue dalla ne dello stesso.
5.9.5 Aggiungi punto della linea di trasferimento
Un nuovo punto della linea di trasferimento può essere aggiunto facendo clic sul pulsante sinistro del mouse. Il nuovo punto della linea di trasferimento sarà l’ultimo nell’ordine
di taglio. L’ordine di taglio può essere modicato tramite l’attrezzo Modica ordine di taglio.
5.9.6 Taglio dello scarto
Utilizzare questo attrezzo per creare una linea di taglio dello scarto per l’annidamento. Le linee di taglio dello scarto vengono utilizzate per tagliare lo scarto dalla piastra,
quando il Programma di taglio viene completato. Utilizzare questo attrezzo solo con annidamenti pronti.
Eseguire le seguenti operazioni:
0-5399IT Annidamento 5-33

iCNC Performance
• Fare clic sul punto in cui inizia la linea di taglio dello scarto. Questo punto dovrebbe trovarsi all’esterno della piastra o all’interno della parte.
• Una “FASCIA DI GOMMA” seguirà il mouse.
• Fare clic sul punto successivo della linea di taglio dello scarto. Se il punto si trova all’esterno di una parte, ma all’interno della piastra, diventa un waypoint. Ciò indica che
le linee di taglio dello scarto passano per questo punto. Se il punto si trova all’interno di un’altra parte oppure all’esterno della piastra, la linea del taglio di sezionamento
termina al limite della parte o della piastra.
Viene lasciato un margine all’inizio e alla ne della linea di taglio dello scarto. Questi margini possono essere impostati nelle opzioni di gestione.
Nota: quando si attraversa il bordo della piastra, delineare una linea del taglio di scarto che va dal bordo del componente al bordo della piastra. In questo modo non è
necessario essere precisi durante l’impostazione del bordo della piastra.
5.10 Attrezzi speciali
Gli attrezzi speciali sono strumenti non necessari a tutti gli utenti del software ma che possono essere utilizzati in casi speciali.
5.10.1 Marcatura punto
Utilizzare questo strumento per selezionare i fori su cui eettuare la marcatura del punto. Questo attrezzo fa parte di un modulo opzionale di marcatura dei punti.
Seguire questi passaggi per selezionare i fori per la marcatura del punto:
1. Tenere premuto il pulsante sinistro del mouse e trascinare un rettangolo intorno a tutti i fori da contrassegnare.
2. Rilasciando il pulsante sinistro del mouse, tutti i fori all’interno del rettangolo tornano neri. Vengono selezionate per la marcatura.
3. Una volta selezionati tutti i fori che si desidera marcare, salvare il Programma di marcatura del punto utilizzando l’attrezzo “Salva come -> Punto”.
Se per errore è stato selezionato il foro sbagliato, è possibile deselezionarlo disegnando un rettangolo intorno al foro.
Per (de)selezionare solo un foro, fare clic con il mouse sul foro stesso.
NOTA!
Questo attrezzo funziona solo con le forme singole, non per l’intero annidamento.
NOTA!
Questo è un modulo aggiuntivo e non è incluso nella versione base di ProMotion® Nest.
5.10.2. Linee rivestimento
Se la macchina è dotata di una torcia di saldatura, è possibile utilizzare questo strumento per ricoprire le forme con facilità.
Seguire questi passaggi:
1. Impostare la distanza tra le linee e altre impostazioni in Opzioni per attrezzi speciali.
2. Attivare questo attrezzo dal menu Azioni->Attrezzi speciali->Linee rivestimento.
3. Tenere premuto il pulsante sinistro del mouse e trascinare un rettangolo intono alle forme da rivestire.
4. Rilasciando il pulsante del mouse, tutte le forme selezionate vengono riempite con linee orizzontali di colore nero (linee di rivestimento).
ProMotion® Nest salva le linee di rivestimento come linee di marcatura della linea. La macchina dovrebbe essere congurata in modo tale da consentire alla torcia di saldatura
di sostituire il marcatore di linea. In alternativa, se ProMotion® Nest presenta un’opzione di salvataggio ESSI/EIA, è possibile ridenire le sequenze di codice della marcatura
di linea per farle corrispondere ai comandi di controllo della torcia per saldatura.
5.10.3. Margine sgrossatura
Margine sgrossatura indica un’area aggiuntiva delle parti sottoposte a taglio, la quale può essere trattata da un attrezzo di sgrossatura. Se attivo, il Programma mostra
una nestra contenente una breve descrizione su come utilizzare questo attrezzo. Soprattutto, la nestra include un’impostazione necessaria per denire la tolleranza di
sgrossatura nei proli.
Un prolo viene puntato con il cursore del mouse e, facendo clic con il pulsante destro, la tolleranza di sgrossatura viene aggiunta all’intero prolo. Se la tolleranza è richiesta
soltanto per una parte del prolo, viene impostata facendo due volte clic sul pulsante di sinistra: fare prima clic sul punto di avvio della tolleranza e poi di nuovo su quello di ne.
5-34 Annidamento 0-5399IT

iCNC Performance
La tolleranza variabile della sgrossatura viene impostata nella nestra di dialogo Margine sgrossatura. Immettere l’ampiezza di tolleranza nella casella di modica e fare clic
su OK. La nestra di dialogo scomparirà e l’ampiezza immessa verrà resa eettiva.
È possibile attivare questo attrezzo anche premendo contemporaneamente Control e “A”.
5.10.4. Bilanciamento
Questo attrezzo calcola il percorso reale di taglio, quando viene aggiunta la compensazione del solco di taglio. Questo è un vantaggio quando il controllore non esegue il
calcolo correttamente o impiega troppo tempo per eseguirlo.
Il valore relativo alla compensazione del solco di taglio è la metà rispetto alla larghezza del solco di taglio impostata nelle opzioni dell’annidamento.
NOTA!
Questo è un modulo aggiuntivo e non è incluso nella versione base di ProMotion® Nest.
5.10.5. Ancoraggio
Utilizzare questo attrezzo per ancorare la parte sulla piastra durante il taglio. L’operazione viene eseguita creando dei piccoli gap sul prolo di taglio in modo che quest’ultimo
si arresti quando li incontra. La lunghezza dei gap può essere impostata dal le tools.ini (vedere i le ini).
5.10.5. Taglio comune
Taglio comune consente di unire due parti in modo che la relativa sezione comune (linea) venga tagliata con un solo taglio. Se la velocità di taglio è bassa, in questo modo
è possibile risparmiare molto tempo.
Seguire questi passaggi:
• Avvicinare due parti.
• Selezionare questo attrezzo.
• Spostare il puntatore del mouse all’interno di una delle parti e premere il pulsante del mouse.
• Spostare il puntatore del mouse nell’altra parte tenendo premuto il pulsante del mouse.
• Rilasciando il pulsante del mouse, le parti verranno unite.
NOTA!
Prima di utilizzare questo attrezzo, il solco di taglio corretto deve essere impostato nelle opzioni di
annidamento.
5.10.7. Selezione perforatrice
Aggiunge un codice selezione dell’attrezzo speciale per un punto di marcatura di punti (perforatrice). Selezionare l’attrezzo dal menu che appare quando si fa clic con il
pulsante destro sullo schermo. Quando questo attrezzo è attivo, è possibile visualizzare dei piccoli riquadri in concomitanza di ogni punto di marcatura. I riquadri indicano
l’attrezzo attualmente selezionato.
5.10.8. Piastra-Parte-Piastra
Questo attrezzo converte semplicemente una piastra in una parte e viceversa.
Eccezioni: la conversione non funziona se.
0-5399IT Annidamento 5-35

iCNC Performance
• Non vi sono parti presenti sulla piastra.
• Sulla schermata sono presenti parti multiple.
5.10.9. Impostazioni torcia singola/multitorcia
Selezionare il tipo di funzionamento dall’elenco seguente:
• Annidamento normale Rimuove tutti i dati multitorcia dalla piastra, che torna a essere una piastra normale.
• Striscia Vi è una torcia sola, ma il processo di annidamento AUTOMATICO utilizza solo una piccola striscia invece dell’intera fascia. La larghezza della striscia è indicata
nella casella di testo della larghezza dell’area di annidamento. È anche possibile visualizzare l’area di annidamento grazie allo strumento Mostra area annidamento.
• torce n - In Opzioni di gestione è possibile impostare il numero massimo di torce. Questo funzionamento divide la piastra in n parti di egual misura e divide tra loro le
forme dell’annidamento corrente. Solo le forme che verranno tagliate dalla prima torcia vengono visualizzate normalmente, le altre vengono visualizzate ombreggiate.
Opzioni multitorcia:
• Prima torcia - Impostare la prima torcia a destra o sinistra.
• Tolleranza distanza torcia - L’errore massimo consentito per quanto riguarda la distanza tra due torce e per quanto riguarda la distanza misurata dalla prima torcia.
• Distanza torcia - La distanza tra le due torce. Se l’utente non ha denito la distanza della torcia ssa, il sistema esegue Automaticamente il calcolo.
• Distanza torcia ssa - Per impostare autonomamente la distanza della torcia, selezionare l’opzione. In questo modo è possibile denire aree piccole di annidamento.
Larghezza dell’area di annidamento:
L’area di annidamento è l’area (per torcia) che rimane una volta tolto il bordo della piastra, la tolleranza della distanza dalla torcia e la distanza di annidamento. L’area di
annidamento dovrebbe essere larga abbastanza per contenere le parti. La larghezza minima per l’area di annidamento corrisponde alla larghezza della parte più la larghezza
doppia del solco di taglio.
Inne:
Dopo aver selezionato il tipo di operazione e impostato le opzioni necessario, scegliere Applica e quindi OK.
importante:
Opzioni annidamento Tolleranza e bordo sono utilizzati durante i calcoli di distanza della torcia. Pertanto, dovrebbero essere impostate prima di qualsiasi altra impostazione
multitorcia.
5-36 Annidamento 0-5399IT

iCNC Performance
5.10.10 Seleziona parte
Utilizzare questo strumento per selezionare qualsiasi parte di un annidamento. Le parti selezionate verranno copiate nei rispettivi annidamenti e in seguito riportate all’origine.
Quando questo attrezzo è attivo, fare clic sulla parte desiderata.
5.10.11. Mostra parti
Elenca i nomi di tutte le parti dell’annidamento corrente. Anche se sono presenti diverse copie di una parte, il relativo nome viene elencato una sola volta. Fare clic su un
nome nell’elenco. Tutte le parti del nome verranno Coloreate nella nestra di lavoro.
5.11 Righello
Utilizzare questo strumento per misurare le distanze all’interno dell’annidamento. Premere il pulsante sinistro del mouse nel punto in cui si desidera avviare la misurazione.
Quindi, spostare il mouse continuando a premere il pulsante del mouse. Nell’angolo superiore destro è presente un’etichetta gialla che consente di visualizzare la distanza
dal punto di origine alla posizione corrente del mouse.
5.12 Menu Opzioni
Il menu Opzioni contiene strumenti di congurazione del software ProMotion® Nest.
0-5399IT Annidamento 5-37

iCNC Performance
5.12.1 Opzioni di gestione
Misurazione
La misurazione viene espressa in millimetri o pollici. Con questa opzione è possibile indicare quale misurazione utilizzare.
Opzioni DXF
• Distanza punto - Se due punti sono troppo ravvicinati, vengono considerati come unico punto. Nota importante: modicare la distanza del punto prima di caricare un
le.
• Scala sempre 1:1 - Durante la lettura dei le DXF, ProMotion® Nest tenta di individuare quale misurazione viene utilizzata nel le. L’individuazione viene ignorata se la
scala 1:1 viene sempre controllata. Il le DXF viene letto in millimetri o pollici, a seconda dell’unità di misura impostata.
• Sposta forme sull’origine - Se è stata selezionata l’opzione, la forma del le DXP viene spostata in modo che le coordinate minime corrispondano al punto 0,0. Se il le
DXF contiene un annidamento (più di una forma), quest’ultimo viene spostato per ssare le sue coordinate nel punto 0,0. Tutte le forme nell’annidamento vengono
spostate esattamente della stessa distanza, in modo che la posizione relativa tra loro non cambia.
• Convertire testo in marcatura - Se è stata selezionata l’opzione, ProMotion® Nest converte le entità di testo DXF (TEXT e MTEXT) per eseguire la marcature delle righe. Le
linee di marcatura dello stesso testo presente nel le DXF. Nota: questa opzione fa parte del modulo del testo di marcatura. Il modulo di marcatura del testo è opzionale
e non fa parte del modulo di base.
• Ricerca di testo esteso - In genere, ProMotion® Nest ricerca gli elementi di testo nella stessa zona (dei le DXF) in cui si trovano gli altri elementi. Se si seleziona questa
opzione, ProMotion® Nest cerca le entità di testo dall’inizio alla ne del le.
Opzioni CNC
• Attiva CNC avanzato - Sono state aggiunte alcune nuove funzionalità al linguaggio Robotic CNC. Le versioni meno recenti dei software WinRobo e Pro3Nest non supportano queste nuove funzioni. Se si esegue la marcatura di codice in versioni di WinRobo precedenti alla 7.5.2 oppure in versioni di Pro3Nest precedenti alla 7.0.9, non
contrassegnare questa opzione. Nota: l’esportazione utilizza sempre la versione più avanzata. Questa impostazione si applica solo a Salva come CNC.
• Aggiungi piastra al Programma CNC - Durante il salvataggio in Robotic CNC, questa opzione salva la piastra e tutte le rispettive geometrie.
5-38 Annidamento 0-5399IT

iCNC Performance
• Utilizza versioni precedenti dei tagli guida in entrata - Questa opzione supporta le versioni precedenti dei controllori Robotic e ProMotion. Durante il salvataggio in Robotic
CNC, se non sono stati deniti tagli guida in entrata o in uscita per una determinata forma, questa opzione aggiunge un codice di taglio guida in entrata riconoscibile dal
controllore. Il controllore è dotato di impostazioni proprie per il taglio guida in entrata che si applicano a casi come questo. Nota: l’esportazione utilizza sempre i lead-in
che è possibile visualizzare sullo schermo. Questa impostazione si applica solo a Salva come CNC.
Angolo di rotazione
Denes the Angolo di rotazione that the Ruota tool uses. L’angolo è in gradi. L’impostazione consigliata è Personalizzato: 5 gradi.
Taglio dello scarto
Questi valori deniscono la distanza tra lo sfondamento/punto nale della linea di taglio in eccesso e il bordo della parte/piastra. Nel campo “DA”, un numero negativo indica
che il taglio di sfrido è iniziato prima del bordo (ad esempio, al di fuori della piastra o all’interno della parte). Nel campo “A”, un numero negativo indica che il taglio di sfrido si
è interrotto prima del bordo (ad esempio, all’interno della piastra oppure all’esterno della parte). I valori consigliati sono: Da Parte >= larghezza solco di taglio, A parte <=
larghezza solco di taglio negativa, Da bordo piastra = 0 (se il bordo della piastra è impostato correttamente su un altro valore < 0) e A bordo piastra > 0.
Lead-in predeniti
In questa sezione, è possibile trovare informazioni sui tipi di lead-in e lead-out che vengono aggiunti Automaticamente a tutti i proli, quando si carica DXF oppure si creano
Macro. Se si caricano le EIA o ESSI, non vengono aggiunti lead-in o lead-out, dal momento che dispongono già di lead-in e lead-out Programmati.
Opzioni di marcatura
Queste impostazioni deniscono la modalità di salvataggio e la scelta delle marcature per i le CNC e la loro marcatura nale.
• Se l’opzione “Marca tutti” è selezionata, vengono salvate sia la marcatura della linea che del punto.
• Se viene selezionata l’opzione “Ignora tutte le marcature”, non viene salvata alcuna marcatura. Questa è un’opzione utile se si desidera solo stampare i nomi delle parti
(su carta) e non marcarli realmente.
• Se viene selezionata l’opzione “Ignora marcatura linea”, vengono salvate solo le marcature dei punti.
• Se viene selezionata l’opzione “Ignora la marcatura dei punti”, vengono salvate soltanto le marcature delle linee.
• Se viene selezionata l’opzione “Marcatura parte estesa”, il blocco iniziale relativo alla marcatura della linea (fare riferimento alle sequenze di codice) viene salvato poco
prima che venga denita ogni marcatura della linea. Il blocco nale viene salvato subito dopo la denizione della marcatura di ogni linea. Si applica anch’esso alla
marcatura del punto. Questa opzione è disabilitata se l’opzione Esegui tutte le marcature è abilitata.
• Se è stata selezionata l’opzione “Esegui prima tutte le marcature”, tutte le marcature vengono salvate prima di tagliare le parti. Andare all’origine dopo che la marcatura
sposta la macchina sul punto zero della piastra, al termine di tutte le marcature. Se viene selezionata l’opzione “Arresta dopo la marcatura”, la macchina si arresta al
termine della marcatura.
Opzioni varie
• Mostra reticolo - Se viene selezionata la casella, in corrispondenza della posizione attuale del cursore viene disegnato un reticolo.
• Vertical-Horizontal Bridging (Aggiunta verticale-orizzontale di ponti) - Se questa casella è selezionata, l’aggiunta di ponti viene eseguita in verticale oppure in orizzontale.
Vedere lo strumento di creazione per ulteriori informazioni.
• Utilizza Ponti ampi - Questa è un’opzione per l’attrezzo di aggiunta di ponti. Se è stata selezionata l’opzione, tra i proli uniti da ponte viene lasciata un’area solida, in
modo che rimangano uniti quando si esegue il taglio dalla piastra. Vedere lo strumento di creazione per ulteriori informazioni.
• Torcia sulla destra - Modica il punto di origine spostandolo dall’angolo inferiore sinistro all’angolo inferiore destro.
• Tastiera software - Se non si dispone di una tastiera, è comunque possibile utilizzare quella del software per immettere il testo. Se l’opzione è stata impostata, la tastiera
del software viene visualizzata Automaticamente quando è necessario immettere testo. Tenere presente che è possibile utilizzare la rotellina del mouse per l’INGRESSO
numerico in ProMotion® Nest.
• DNC attivato - Questa opzione denisce il comportamento dei download predeniti di ProMotion® Nest, se richiesti da ProMotion® Cut. Se questa opzione è impostata,
il download di DNC si attiva Automaticamente quando si fa clic su SCARICA in ProMotion®Cut. Per ulteriori informazioni su DNC, consultare il capitolo Menu File.
5.12.2. Opzioni per attrezzi speciali
Queste sono opzioni per gli attrezzi speciali.
Linee rivestimento
Distanza tra le linee è la distanza tra due linee di rivestimento.
Lead-in/lead-out rappresenta la misura relativa al disegno delle linee di rivestimento che verranno delineate sui bordi di una forma.
Gap minimo rappresenta la larghezza più piccola di un foro che non è unito tramite ponte quando si tracciano le linee di rivestimento.
0-5399IT Annidamento 5-39

iCNC Performance
5.13 Opzioni ESSI
Queste opzioni vengono utilizzate alla lettura e scrittura di le ESSI.
Codici ESSI
I le ESSI vengono interpretati in base ai seguenti codici. Questi codici dovrebbero corrispondere a quelli utilizzati nel le ESSI.
Rotazione Programma
Se viene selezionata la rotazione, tutti i nuovi annidamenti presenti nei le ESSI vengono ruotati di 90 gradi in senso antiorario.
Unità/scala
Queste opzioni deniscono le unità e la scala predenita utilizzate nei le ESSI.
Generazione codici
Utilizzare questi comandi per denire le sequenze di inizio e di ne di azioni dierenti. Queste sequenze sono utilizzate alla scrittura dei le ESSI. Vedere Sequenze di codice
per ulteriori informazioni.
5-40 Annidamento 0-5399IT

iCNC Performance
5.13.1 Sequenze di codice
Nelle opzioni ESSI ed EIA è possibile modicare le sequenze di codice, le quali vengono aggiunte all’inizio e alla ne di determinate azioni, quando si salvano i le.
La didascalia della scheda superiore mostra quali sequenze di azioni sono in corso di modica (a titolo esplicativo, nella gura sopra riportata vengono mostrate le sequenze
di ossitagilo). Le sequenze iniziali e nali possono essere visualizzate nei campi di modica. Alcune azioni richiedono la specicazione del lato del solco di taglio (ad esempio
tutte le sequenze di taglio).
Sequenza Spiegazione: l’inizio e la ne di..
Programma ..un Programma di taglio
Ossitaglio ..un prolo da tagliare con torcia gas
Plasma ..un prolo da tagliare con torcia al plasma. Attualmente non supportato
Plasma 2 ..un prolo da tagliare con torcia al Plasma 2. Attualmente non supportato
Marcatura linea ..un prolo di marcatura a linea singola
Marcatura punto ..marcatura a punto singolo
Blocco marcatura linea ..marcature con tutte le linee
Blocco marcatura punto ..marcature con tutti i punti
Example
L’immagine qui sopra mostra la sequenza di ossitaglio dei le ESSI. Il lato del solco di taglio è impostato su “Sinistra”. La sequenza iniziale è 6 (movimento rapido non attivo),
29 (solco di taglio sinistro) e 7 (ossitaglio attivo). La sequenza nale è 8 (ossitaglio non attivo), 38 (solco di taglio non attivo) e 5 (movimento rapido attivo). Tramite queste
impostazioni viene generato il codice seguente:
6 (sequenza iniziale)
29 (sequenza iniziale)
7 (sequenza iniziale)
++1000 (un prolo)
+1000+ (un prolo)
+-1000 (un prolo)
-1000+ (un prolo)
8 (sequenza nale)
38 (sequenza nale)
5 (sequenza nale)
0-5399IT Annidamento 5-41

iCNC Performance
5.14 Opzioni INGRESSO EIA
Queste opzioni vengono utilizzate quando ProMotion® Nest legge i le EIA.
Codici di errore
I le EIA vengono interpretati in base ai seguenti codici. Questi codici dovrebbero corrispondere a quelli utilizzati nel le EIA.
Null G è lineare
Quando questa opzione è impostata, ProMotion® Nest valuta le linee senza codici G come movimenti lineari. Se il taglio è attivo, si tratta di quello lineare. In caso contrario,
è soltanto un movimento rapido. Quando questa opzione non è impostata, le linee senza codici G vengono valutate con l’ultimo codice G letto.
Unità/scala
Queste opzioni deniscono le unità e la scala predenita utilizzate nei le EIA. Se un le EIA dispone di denizione dell’unità, l’importazione viene sostituita. La scala viene
sempre denita qui.
Codica
Se la codica viene impostata sul valore assoluto, tutte le coordinate X e Y sono assolute. Altrimenti saranno incrementali.
Codici I e J
I codici I e J rappresentano coordinate del punto centrale di un arco. Se impostato su Assoluto, tutti i codici I e J, nonché i codici X e Y, sono assoluti (se non sono incrementali).
Se i codici X e Y sono impostati come incrementali, anche I e J lo saranno.
NOTA!
I “codici” e i “codici di errore I e J” hanno eetto solo quando non vengono deniti nel
le EIA.
Rotazione Programma
Se viene selezionata la rotazione, tutti i valori di annidamento dei le EIA vengono ruotati di 90 gradi in senso antiorario.
Velocità di avanzamento e solco di taglio
• Ignorare i codici F - Se questa opzione è stata impostata, tutti i codici F (velocità di avanzamento) vengono ignorati durante la lettura dei le.
• Ignore Codici K - Se questa opzione è impostata, tutti i codici K (kerf) vengono ignorati durante la lettura dei le.
• Codici K
a. Il valore indica l’ampiezza del solco di taglio - Se questa opzione è impostata, il valore del codice K viene interpretato come larghezza solco di taglio.
b. Il valore indica la compensazione del solco di taglio - Se questa opzione è stata impostata, il valore del codice K viene interpretato come compensazione solco di
taglio.
• Codici F
a. Relative - Se questa opzione è stata impostata, i codici F vengono interpretati come percentuale della velocità di avanzamento Totale.
b. Assoluta - Se questa opzione è stata impostata, i codici F vengono interpretati come millimetri o pollici al minuto.
5-42 Annidamento 0-5399IT

iCNC Performance
Carica e Salva con nome..
Per leggere le EIA dierenti da origini dierenti, è utile salvare le impostazioni di ogni tipo EIA separatamente. Salvare le impostazioni utilizzando il pulsante Salva con
nome e ricaricarle con il pulsante Carica.
Vedere anche Programmazione EIA.
5.14.1 EIA avanzati
Da qui, è possibile congurare gli outbit per l’INGRESSO EIA. Il signicato di questi outbit viene spiegato nel manuale di ProMotion® Cut.
I codici D rappresentano solchi di taglio predeniti utilizzati in alcuni sistemi. Scegliere Congura per modicare i valori di solco di taglio dei codici D.
5.15 Opzioni USCITA EIA
Queste opzioni si applicano ai salvataggi dei le EIA.
Generazione codici
Utilizzare questi comandi per denire le sequenze di inizio e di ne di azioni dierenti. Vedere Sequenze di codice per ulteriori informazioni.
Unità/scala
Queste opzioni deniscono l’unità e la scala utilizzata nei le EIA salvati.
Codica
Se la codica viene impostata sul valore assoluto, tutte le coordinate X e Y sono assolute. Altrimenti saranno incrementali.
Codici I e J
I codici I e J rappresentano coordinate del punto centrale di un arco. Se impostato su Assoluto, tutti i codici I e J sono assoluti. Altrimenti saranno incrementali. Se i codici X e
Y sono impostati come incrementali, anche I e J lo saranno.
Rotazione Programma
Se viene selezionata la rotazione, tutti i le EIA generati vengono ruotati di 90 gradi in senso antiorario.
0-5399IT Annidamento 5-43

iCNC Performance
Codici della velocità di avanzamento
• Nessun avanzamento rapido - Se questa opzione è impostata, le velocità di avanzamento non vengono salvate per la velocità rapidoa.
• Velocità di avanzamento all’estremità della linea/su una linea separata. Le velocità di avanzamento può essere salvata nelle linee o alla ne di una linea di codice. Questa
opzione indica quale dei due metodi utilizzare. Vedere gli esempi riportati di seguito.
Esempio: 1 (alla ne della linea):
G01 X10 Y10 F200
Esempio 2 (sulla linea separata):
F200
G01 X10 Y10
Codici di errore
Movimento rapido, Taglio lineare, Arco CW e Arco CCW impostano i codici, che vengono utilizzati durante il salvataggio di le EIA. Se viene selezionata l’opzione “Null G è
lineare”, non saranno disponibili codici prima di un movimento rapido o del taglio lineare.
Carica e Salva con nome..
Se è necessario salvare le EIA dierenti da origini diverse che utilizzano vari tipi di EIA, è utile salvare le impostazioni di ogni tipo di EIA separatamente. Salvare le impostazioni
selezionando Salva con nome e ricaricarle scegliendo Carica.
Vedere anche Programmazione EIA.
5-44 Annidamento 0-5399IT

iCNC Performance
5.16 Opzioni annidamento
Opzioni comuni
• Ampiezza del taglio - L’ampiezza del taglio del processo di taglio selezionato.
• Liquidazione - Consente di specicare la distanza minima da lasciare sempre tra le forme annidate sulla piastra. Se questa variabile viene impostata su zero (0), il
Programma le avvicina tra loro no al massimo concesso dalla larghezza del solco di taglio.
• Inserire la parte nella parte - Se selezionato, il Programma cerca di posizionare forme più piccole sui fori di quelle più grandi.
• Metodo sequenza parti - Le forme possono essere annidate in un ordine denito dalla loro area di supercie o dal loro perimetro. Se viene selezionata l’opzione “Ordina
in base all’area”, le forme con supercie maggiore verranno annidate per prime. Quando viene selezionata l’opzione Ordina in base al perimetro, le forme con il perimetro
più ampio verranno annidate per prime. (forma che lunga, ma sottile, con un grande perimetro, ma una supercie ridotta).
Opzioni parti
• Angolo di passo - Durante l’annidamento delle forme sulla piastra, ProMotion® Nest tenta di inserirle in posizioni diverse. Tra un tentativo e l’altro, ProMotion® Nest
ruota le forme del numero di gradi indicato qui. Un cerchio intero è di 360 gradi. Pertanto, se la variabile è impostata a 90 gradi, le forme saranno annidate in quattro
posizioni dierenti; se invece è impostata a 1 grado, ProMotion® Nest prova 360 posizioni dierenti. Naturalmente, minore è l’ampiezza dell’angolo di passo, migliore
sarà il risultato ottenuto; tuttavia, un angolo di passo ridotto estende il tempo necessario per l’annidamento.
• Tipo di raccordo Le forme possono essere annidate in base a due principi: Adatta per primo e Adatta a centro di gravità. L’impostazione Adatta per primo indica a ProMotion®
Nestdi posizionare la forma nella prima posizione utile possibile. L’impostazione Adatta a centro di gravità comunica a ProMotion® Nest di calcolare la posizione in cui
il centro di gravità della forma si trova il più vicino possibile alla linea inferiore della piastra. La linea inferiore della piastra viene selezionata nelle opzioni della piastra
(vedere di seguito).
Opzioni piastra
• Larghezza Collare - Impostare la distanza da lasciare tra i bordi della piastra e le forme più esterne. In altre parole, le forme non vengono mai posizionate in modo più
ravvicinato rispetto al bordo della piastra rispetto a quanto indicato nella variabile.
• Direzione di annidamento - Questa opzione denisce gli assi su cui procede il processo di annidamento. Lo spostamento del processo di annidamento verso destra o verso
sinistra dipende dalle impostazioni dell’angolo di partenza.
• Angolo di partenza - Determina in quale angolo inizia l’annidamento.
NOTA!
Se la tolleranza è superiore alla larghezza della angia, per quest’ultima viene
impostato lo stesso valore della tolleranza.
Opzioni lead-in
• Ignorare i lead-in durante l’annidamento - Quando si seleziona l’opzione, tutti i lead-in e i lead-out vengono ignorati durante la procedura di annidamento. Questa è
un’opzione utile se le forme vengono annidate e in seguito vi si aggiungono i ponti. Aggiungere ponti consente di rimuovere lead-in in più che possono essere ignorati.
0-5399IT Annidamento 5-45

iCNC Performance
5.17 Opzioni lingua
Modica la lingua utilizzata dall’interfaccia utente di ProMotion® Nest.
5.18 Menu di registrazione
Attrezzi per eseguire la registrazione del software ProMotion® Nest.
5.18.1 Modulo di registrazione
Compilare il presente modulo per ordinare software o nuove opzioni di software.
È opportuno utilizzare il modulo in caso di Problemai tecnici, soprattutto relativi alla licenza.
5.18.2 Registra
Utilizzare questa nestra di dialogo per inserire il numero della nuova licenza. Se l’utente ha ricevuto la nuova licenza sotto forma di le, deve semplicemente copiare tale
le nella directory di ProMotion® Nest. Se l’utente ha ricevuto la licenza tramite fax, deve compilare il modulo in modo completo e accurato.
5.19 Menu Guida
Il menu Guida comprende gli elementi seguenti:
• Sommario - Consente di aprire il le della guida.
• Informazioni.. - Fornisce informazioni sulla versione del software ProMotion® Nest in uso.
5.20 Finestre di elenco
Nel lato destro dell’interfaccia utente di ProMotion® Nest vi sono due nestre di elenchi. Si tratta di nestre contenenti l’elenco delle piastre e l’elenco delle parti. Orono
entrambe diversi attrezzi per l’utilizzo.
5.20.1 Elenco piastre
Questa nestra contiene un elenco di tutte le piastre aperte. L’elenco è in ordine alfabetico. La piastra attiva possiede una barra blu su essa (è selezionata). Questi attrezzi
sono disponibili nella nestra della piastra:
Attiva - Fare clic sul nome della piastra per attivarla.
Nido: fare doppio clic sul nome della piastra e verrà annidato Automaticamente.
Menu popup - Fare clic con il pulsante destro del mouse sulla nestra per aprire un menu popup. Il menu contiene i comandi seguenti:
• Nuova piastra: consente di creare una nuova piastra.
• Modica piastra consente di modicare le dimensioni della piastra.
• Scarto elimina la piastra corrente e l’annidamento ivi posizionato.
• Rinomina consente di rinominare la piastra corrente.
• Nest - Annidamento AUTOMATICO sulla piastra corrente
• Sposta annidamento in (vedere sotto)
• Marcatura testo attiva lo strumento di marcatura del testo.
• Note aggiuntive di stampa (vedere sotto)
5-46 Annidamento 0-5399IT

iCNC Performance
Sposta annidamento in
Questo attrezzo modica la posizione dell’intero annidamento. Quando si seleziona questo attrezzo, viene visualizzata la nestra seguente.
Sinistra rappresenta la distanza degli annidamento rispetto al lato sinistro della piastra. Se il numero è negativo, signica che l’annidamento supera il bordo della piastra.
Destra, In basso e In alto funzionano nello stesso modo.
È possibile modicare il valore sinistro e quello inferiore. Quando si sceglie “APPLICA”, l’annidamento si sposta e i valori (destra e in alto) presenti in questa nestra vengono
aggiornati. “OK” è come “APPLICA” ma consente di chiudere anche la nestra.
Stampa Extras
Utilizzare questo attrezzo per aggiungere note personali in fondo al foglio stampato. Durante la stampa di un annidamento, queste quattro linee si troveranno nella parte
inferiore del foglio.
5.20.2. Elenco parti
Questa nestra contiene un elenco di tutte le geometrie aperte. L’elenco è in ordine alfabetico. La geometria attiva possiede una barra blu su essa (è selezionata).
Questi attrezzi sono disponibili nella nestra di geometria:
Attiva - Selezionare il nome della geometria per attivarla.
Copiare la piastra attiva: fare doppio clic sul nome della geometria.
Menu popup - Fare clic con il pulsante destro del mouse sulla nestra per aprire un menu popup. Il menu contiene i comandi seguenti:
• Open
• Scarto
• Rinomina consente di rinominare la geometria attiva.
• Copiare nell’annidamento. In questo modo la geometria attiva viene copiata nella piastra attiva.
• Sposta forme sull’origine consente di spostare l’annidamento in modo che i valori minimi X e Y siano uguali a zero.
• Aggiungi piastra crea una piastra, vi aggiunge l’annidamento e poi sposta il processo verso l’elenco di piastre (nestra dell piastra).
• Aziona gruppo on/o converte lo stato della geometria attiva (geometrie) da gruppo a normale e viceversa. Se il nome della geometria è preceduto da un asterisco (*),
tale geometria viene considerata come un gruppo.
• Le proprietà DSTV mostrano una piccola nestra in cui vengono visualizzati i dati relativi a un le DSTV.
• Per impostazione predenita, la dimensione nominale corrisponde alla larghezza della parte x la lunghezza della parte. Apre una casella di dialogo che mostra la
dimensione nominale della parte. Se lo si desidera, è possibile modicarla. La dimensione nominale viene utilizzata in NestInfo.
• Testo marcatura
0-5399IT Annidamento 5-47

iCNC Performance
5.21 Varie
5.21.1. Terminologia
Annidamento
L’annidamento si divide nel modo seguente:
L’elemento è l’atomo di un annidamento. L’elemento è la parte più piccola che può essere modicata. Vi sono quattro tipi diversi di elementi: linee, archi, cerchi e punti.
Il prolo è una combinazione di uno o più elementi interconnessi. Sul punto iniziale di un prolo, il foglio viene sfondato e il taglio inizia. Nel punto nale di un prolo, la
torcia viene sollevata e il taglio viene arrestato.
Forma contiene uno o più proli. La forma è una parte logica che dispone di un limite e, possibilmente, di alcuni fori.
Annidamento contiene tutte le forme, ma può anche essere vuoto.
Linea di trasferimento
La linea di trasferimento è il percorso che segue la torcia quando non è in fase di taglio.
5.21.2. Problemai?
Di seguito sono elencati alcuni Problemai che si vericano saltuariamente, e le rispettive soluzioni.
1. All’avvio di ProMotion® Nest viene visualizzato il seguente messaggio: “errore di registrazione! Contattare il fornitore. Esecuzione in modalità demo.” e si avvia
nella modalità demo.
PC OFFICE:
ProMotion® Nest richiede un le di attivazione (license.txt) e una chiave di protezione. Vericare quanto segue:
• La chiave di protezione è inserita nella porta USB o LPT del computer.
• Sono stati installate le unità per la chiave di protezione.
• Nella cartella ProMotion® Nest è presente un le di licenza (license.txt).
Se tutte le impostazioni sono corrette, è possibile che l’errore riguardi il le di licenza. Contattare il fornitore.
CONTROLLER DI ICNC:
Tentare di chiudere ProMotion® Nest e di riavviarlo. Se non consente di risolvere il Problema, contattare il fornitore.
5.21.3. DXF
Panoramica
Il formato DXF è supportato dal software CAD più aggiornato. I le DXF possono essere in formato ASCII o binario. Poiché i le DXF ASCII sono più comuni del formato binario,
il termine le DXF viene utilizzato per riferirsi ai le DXF ASCII.
Requisiti e suggerimenti
I le DXF sono un’interfaccia tra CAD e il software di annidamento, come ProMotion® Nest. Al momento della creazione e della conversione di DXF a ProMotion® Nest, vi sono
alcuni consigli e requisiti da ricordare:
• È utile inserire le geometrie nel proprio strato e denominarlo in modo che sia facilmente riconoscibile (ad esempio, PROFILI). ProMotion® Nest consente di rilevare diversi
strati e selezionare quelli da caricare.
• Se sono presenti più parti, è opportuno che ognuna di queste faccia parte di un livello dierente (ad esempio, PART1, PART2 e così via).
• Le marcature di linea e punto devono essere posizionate negli appositi livelli. Per la marcatura del punto, utilizzare elementi come PUNTI O CERCHI.
• Disegnare le parti in scala 1:1. Non ridimensionarle. ProMotion® Nest legge le coordinate così come riportate in un le DXF.
• Tentare di evitare gap tra elementi dierenti. Utilizzare POLILINEA o altri oggetti che tracciano una linea continua.
• Tutti gli oggetti di marcatura (marcatura punto, marcatura linea o oggetti di testo) devono trovarsi all’interno delle parti. Gli oggetti esterni vengono ignorati.
• Gli oggetti supportati sono i seguenti: LINEA, ARCO, SPLINE, CERCHIO, PUNTO, POLILINEA, VERTICE, ELLISSE, TESTO, MTEXT e SEQEND.
5-48 Annidamento 0-5399IT

iCNC Performance
Funzioni CAD non supportate
• I le DWG o DXF binari non sono assolutamente supportati.
• Altri oggetti non supportati sono INSERT, IMAGE e HATCH. Sono presenti anche altri attrezzi, ma questi sono i più comuni.
Note aggiuntive
• Gli oggetti ELLISSE vengono convertiti in linee con un valore di errore massimo consentito di 0,1 mm. Il livello di errore può essere regolato nei le ini.
• Il testo marcatura (oggetti TEXT e MTEXT) necessita del modulo software “Marcatura avanzata” opzionale.
• In genere, i disegni scansionati che vengono convertiti in formato DXF producono un codice CNC inadeguato. Lo scanner crea linee brevi non necessarie, ad esempio una
linea retta della lunghezza di un pollice può essere composta da cento linee della lunghezza di 0,01 pollici. Spesso le linee risultano troppo corte per essere accettate.
Quando si verica, ProMotion® Nest lascia spazi vuoti nei punti che indicano un prolo aperto. Questi ultimi non possono essere annidati no a quando non sono stati
uniti tutti gli elementi. Ciò è ineciente e richiede molto tempo. Porterà alla creazione di le CNC di dimensioni maggiori e, di conseguenza, a operazioni più lunghe del
controllore CNC.
Durante l’utilizzo di disegni scansionati, eseguirli con elementi il più lunghi possibile.
5.21.4. CNC-2
Abbiamo sviluppato un linguaggio CNC avanzato, Robotic CNC-2. CNC-2 è più preciso dei precedenti linguaggi Robotic CNC-, ESSI- o EIA-. Finora ProMotion® Nest è l’unico
software che supporta CNC-2.
CNC-2 è una scelta eccellente per creare copie di backup. Salvia sia l’annidamento che la piastra.
5.21.5. Marcatura linea e punto
Le marcature di linea o punto incluse in un annidamento vengono unite nelle forme dell’annidamento. Non è possibile aggiungere, spostare o alterare la marcatura, a meno
che non si sposti anche la forma. L’unica operazione da compiere sui marcatori è quella di rimuoverli.
Quando si genera un Programma di taglio con ProMotion® Nest, quest’ultimo posiziona delle possibili marcature prima di avviare l’ordine di taglio. Indica che: se la forma
contiene marcature di punti o linee, queste verranno eseguite prima del taglio.
I proli di marcatura della linea vengono deniti in nero.
I punti di marcatura vengono realizzati come cerchi neri con una croce nel centro.
5.21.5. Programmazione EIA
Informazioni sulle funzioni
Vi sono due tipi di funzioni. Le funzioni che deniscono il movimento di taglio e quelle che deniscono altri tipi di azioni speciche (ad esempio, “torcia attiva”). Tutte le
funzioni hanno un identicatore specico che può essere modicato nelle opzione EIA (vedere le opzioni di ProMotion® Nest). Sintassi delle funzioni:
Da chiave a sintassi:
L’ID è una stringa che denisce la funzione.
X, Y, I e J sono coordinate. Il carattere X, Y, I o J deve essere il primo e deve essere immediatamente seguito dalle coordinate (ad esempio, X123.456 Y-12.3 I1234 J0).
Movimento rapido: ID X Y
Taglio lineare (linea): ID X Y
Arco: ID X Y I J
Cerchio: ID I J
Tutte le altre funzioni: ID
Esempio 1
(i commenti sono tra parentesi)
G90
(modalità Assoluta)
G21
(usare unità Unità metrichehe (millimetri))
G00X100Y300
(spostamento al punto 100, 300)
G41
0-5399IT Annidamento 5-49

iCNC Performance
(compensazione solco di taglio rimanente)
M03
(torcia GAS ON)
G01X100Y400
(taglio lineare al punto 100, 400)
G02X200Y400I150J400
(arco senso orario per puntare il centro dell’arco 200, 400 nella posizione 150, 400)
G32I150J350
(giro in senso orario del raggio 50 e centro nella posizione 150, 350)
M05
(torcia gas o)
M02
(ne del Programma)
Example 2
G00X100Y100
M03
G32I50J0
M05
M02
Come è possibile vedere, non esiste una denizione della compensazione del solco di taglio, della modalità di Programmazione e del tipo di unità. In questo caso, vengono
utilizzati i valori predeniti. I valori predeniti possono essere impostati dalle opzioni EIA di ProMotion® Nest’s EIA. Si presuma che la modalità di Programmazione sia assoluta,
ma i codici I e J siano incrementali e le unità espresse in millimetri. In quel caso, il Programma potrebbe creare un cerchio il cui centro si trova nella posizione 150 (100+50),
100 (100+0). Se anche i codici I e J sono assoluti, il centro del cerchio corrisponderà a 50, 0.
5.21.7. Invia a
Se si aggiunge un accesso rapido a ProMotion® Nest nella cartella “Invia a” di Windows, è possibile inviare le a ProMotion® Nest direttamente da Esplora risorse.
5.21.8. le ini
Nella cartella di installazione di ProMotion® Nido, è disponibile una cartella denominata ini. La cartella contiene dei le di congurazione molto utili in alcuni casi.
5-50 Annidamento 0-5399IT

iCNC Performance
Il formato di ciascun le è lo stesso. Il formato è:
ID, TYPE, DATA, INFO
L’ID è il numero di identicazione di quella impostazione. Non modicare.
TIPO è il tipo di DATO. Non modicare.
DATI è l’impostazione eettiva. È possibile modicarla.
INFO contiene una breve descrizione dell’impostazione. Se lo si desidera, è possibile modicarla.
Questo esempio proviene da tools.ini
Porta COM DNC 10, 1, 1 [predenita: 1]
ID = 10
TIPO = 1
DATA = 1
INFO = DNC COM Port [Valore predenito: 1]
Una breve descrizione di alcuni le ini:
tools.ini è probabilmente il le ini più importante. Qui è possibile modicare il comportamento di alcuni attrezzi e impostare alcuni margini di errore. Nella maggior parte
dei casi, le impostazioni qui denite non hanno bisogno di essere modicate. Queste impostazioni si applicano a casi speciali dove la congurazione Standard non funziona
correttamente.
ui.ini contiene alcune impostazioni relative all’interfaccia utente.
5.21.9. Parametri della linea di comando
Sono presenti un paio di parametri di comando della linea che possono essere utilizzati all’avvio di ProMotion® Nest.
-min - SAvvia il software con la nestra ridotta a icona.
-is - questo parametro deve essere utilizzato con un le CNC. Quando si utlizza questo parametro, ProMotion® Nest legge internamente il le tramite un’importazione grezza.
Dopo aver inviato il le al taglio, elimina l’annidamento e si riduce. Questo parametro è utile solo quando si utilizza un controllore iCNC.
Esempio di utilizzo:
pmnest.exe -is C:\TAGLIOProgrammas\testFile.eia
0-5399IT Annidamento 5-51
 Loading...
Loading...