

Page 1

IEŞIRE
IEŞIRE MAX.
40
AMP
CUTMASTER® 40
TĂIERE CU PLASMĂ SISTEM
Ghid de
utilizare
TENSIUNE
120-
240V
PUTERE DE INTRARE
FAZE
Art # A-14036RO_AB
Revizuiri: AD Data publicării: 23 March, 2020 Manual Nr.: 0-5557RO
esab.com
Page 2

AFACEREA DUMNEAVOASTRA ESTE IMPORTANTĂ PENTRU NOI !
Felicitări pentru achiziţionarea produsului dumneavoastră nou Thermal Dynamics. Suntem mândri
că vă număraţi între clienţii noștri și ne străduim să vă furnizăm cele mai bune servicii și sprijin în
această industrie. Acest produs se sprijină pe garanţia noastră extensivă și reţeaua de service extinsă
în întreaga lume. Pentru localizarea celui mai apropiat distribuitor sau agenţie de service sau ne
vizitaţi pe web la www.esab.com.
Acest manual a fost conceput pentru a vă instrui în instalarea și utilizarea corectă a produsului
dumneavoastră Thermal Dynamics. Mulţumirea dumneavoastră privind acest produs și operarea
lui sigură este grija noastră denitivă. De aceea, vă rugăm să vă faceţi timp pentru a citi întregul
manual, în special precauţiile de siguranţă. Ele vă ajută să evitaţi pericolele potenţiale care pot exista
când lucraţi cu acest produs.
AI ALES UN PARTENERIAT DE INCREDERE !
Marca selectată de contractori și producători în întreaga lume.
Thermal Dynamics este un brand Global de manual și automatizare produse de tăiere cu plasmă.
Ne distingem faţă de concurenţă prin inovaţie de vârf în piaţă și produse de încredere care rezistă
încercărilor timpului. Ne mândrim cu inovaţia tehnică, preţurile competitive, livrarea excelentă,
asistenţa superioară a clienţilor și suportul tehnic, împreună cu excelenţa în vânzări și competenţa
în marketing.
Mai presus de toate, ne angajăm la dezvoltarea de produse avansate tehnologic pentru a obine un
mediu de lucru mai sigure în cadrul industriei de sudură.
Page 3

!!
AVERTISMENT
Citiţi şi înţelegeţi acest intreg manual şi a angajatorului practici de siguranţă înainte de instalare, operare sau
efectuarea lucrărilor de echipament.
În timp ce informaţiile conţinute în acest manual reprezintă judecata cea mai bună a producătorului, producătorul
nu îşi asumă răspunderea pentru utilizarea sa.
Sursă de alimentare tăiere cu plasmă
CutMaster® 40
SL60™ 1Torch™
Număr ghid de utilizare 0-5557RO
Publicat de:
OZAS-ESAB Ltd.
ul. A. Struga 10,
45-073 Opole, POLEN
Telefon: +48 77 4019270, FAX + 48 77 4019 201
www.esab.com
© Drepturi de autor prin ESAB 2020
Toate drepturile rezervate.
Reproducerea de acest lucru, în totalitate sau în parte, fără permisiunea scrisă a
publisher este interzisă.
Editorul nu isi asuma si se declina orice responsabilitate pentru orice parte pentru
orice pierderi sau daune cauzate de orice eroare sau omisiune în acest manual, dacă
astfel de eroare rezultatele din neglijenta, accident sau orice altă cauză.
Pentru materialul de imprimare conform specicaiei consultai documentul 47x1961
Data de Publicare iniţială: 15 November, 2019
Istoric revizuiri: 23 March, 2020
Consultai site-ul web pentru informaii despre garanie.
Înregistraţi informaţiile următoare pentru scopuri de garanţie:
Unde achiziţionate:________________________________ ___________
Data cumpărării:___________________________________ __________
Sursa de alimentare cu numărul de serie:___________________________
Torţă cu numărul de serie:______________________________________
i
i
Page 4

ASIGURAŢI-VĂ CĂ ACESTE INFORMAŢII AJUNG LA OPERATOR.
PUTEŢI OBŢINE EXEMPLARE SUPLIMENTARE PRIN INTERMEDIUL
FURNIZORULUI DUMNEAVOASTRĂ
ATENŢIE
Aceste INSTRUCŢIUNI se adresează operatorilor experimentaţi. În cazul în care nu
sunteţi familiarizat cu principiile de funcţionare şi procedurile de lucru în siguranţă
pentru sudarea cu arc şi echipamentul de tăiere, citiţi broşura noastră, „Prevederi
şi proceduri de lucru în siguranţă pentru sudarea cu arc, tăiere şi dăltuire”,
formularul 52-529. NU permiteţi personalului neinstruit să instaleze, să folosească
sau să întreţină acest echipament. NU încercaţi să instalaţi sau să acţionaţi acest
echipament până când nu aţi citit şi înţeles complet aceste instrucţiuni. Dacă nu
aţi înţeles integral aceste instrucţiuni, luaţi legătura cu furnizorul dumneavoastră
pentru informaţii suplimentare. Înainte de a instala şi acţiona acest echipament, citiţi
Măsurile de siguranţă.
RESPONSABILITATEA UTILIZATORULUI
Acest echipament va funcţiona în conformitate cu descrierea din acest manual şi etichetele însoţitoare şi/sau
suplimentare, atunci când este instalat, acţionat, întreţinut şi reparat în conformitate cu instrucţiunile furnizate. Acest
echipament trebuie vericat periodic. Echipamentul defect sau prost întreţinut nu trebuie folosit. Componentele
defecte, lipsă, uzate, deformate sau poluate trebuie înlocuite imediat. Dacă o astfel de reparaţie sau înlocuire devine
necesară, producătorul recomandă să se facă o cerere de service, prin telefon sau în scris, către distribuitorul
autorizat de la care a fost achiziţionat echipamentul.
Acest echipament sau piesele sale nu trebuie modicate fără aprobarea scrisă prealabilă a producătorului. Utilizatorul acestui echipament are întreaga responsabilitate pentru funcţionarea defectuoasă ca urmare a utilizării
incorecte, întreţinerii defectuoase, deteriorării, reparării improprii sau modicării de către oricine altcineva decât
producătorul sau o unitate de service indicată de către producător.
!
ÎNAINTE DE INSTALARE ŞI UTILIZARE, CITIŢI ŞI ÎNŢELEGEŢI MANUAL DE UTILIZARE.
PROTEJAŢI-VĂ PE DUMNEAVOASTRĂ ŞI PE CEILALŢI!
Page 5

EU DECLARAIE DE CONFORMITATE
În conformitate cu
Directiva de Voltaj redus 2014/35/EU, intrȃnd în vigoare pe 20 aprilie 2016
Directiva EMC 2014/30/EU, intrȃnd în vigoare pe 20 aprilie 2016
Directiva RoHS 2011/65/UE, care intră în vigoare la 2 ianuarie 2013
Tip de echipament
SISTEM TĂIERE CU PLASMĂ
Desemnarea tipului etc.
CutMaster 40, de la număr de serie 007-XXXXXX
Nume de marcă sau marca fabricii
Thermal Dynamics, an ESAB Brand
Producător sau reprezentantul său autorizat
Nume, adresă, nr. de telefon:
OZAS-ESAB Ltd.
ul. A. Struga 10,
45-073 Opole, Poland
Telefon: +48 77 4019270, FAX + 48 77 4019 201
Următorul standard armonizat în vigoare în SEE a fost utilizat în proiectare:
IEC/EN 60974-1:2017 / AMD1:2019 Echipament de sudură Arc - Partea 1: Surse de energie de sudură.
IEC/EN 60974-10:2014 + AMD1:2015 Publicat 2015-06-19 Echipament de sudură Arc - Partea 10: Cerințe de compatibilitate electromagnetică (EMC)
Informații suplimentare: Utilizare limitată, echipament Clasa A, nu e destinat utilizării în gospodă-
rii.
Prin semnarea acestui document, subsemnatul declară în calitate de producător sau reprezentantul autorizat al producătorului că echipamentul în cauză respectă cerințele de
siguranță enunțate mai sus.
Dată Semnătură Poziie
10 februarie 2020
Flavio Santos Director Generalități
Accesorii și adaptări
2020
Page 6

Această pagină este intenţionat lăsată necompletată
Page 7

Cuprins
SECȚIUNEA 1: GENERALITĂŢI INFORMAȚII ................................................... 9
1.01 Note, atenţionări şi avertizări .................................................................................... 9
SECȚIUNEA 2 SISTEM: INTRODUCERE ........................................................ 11
2.01 Cum trebuie utilizat acest ghid ................................................................................ 11
2.02 Identicarea echipamentului ..................................................................................11
2.03 Recepţia echipamentului .........................................................................................11
2.04 Specicaţii privind sursa de alimentare cu energie electrică CSA ............................. 12
2.04.01 Specicaii suplimentare privind sursa de alimentare cu energie electrică ...... 12
2.05 Specicaţii privind cablarea de intrare CSA .............................................................. 13
2.06 Specicaţii privind sursa de alimentare cu energie electrică CE ............................... 14
2.06.01 Specicaii suplimentare privind sursa de alimentare cu energie electrică ...... 14
2.07 Specicaţii privind cablarea de intrare CE ................................................................ 14
2.08 Recomandări privitoare la generator ....................................................................... 15
2.09 Caracteristici ale sursei de alimentare cu energie electrică ...................................... 15
SECȚIUNEA 2 TORŢĂ: INTRODUCERE ......................................................... 19
2T.01 Scopul ghidului .......................................................................................................19
2T.02 Descriere Generală ...................................................................................................19
2T.03 Specicaţii ..............................................................................................................19
SECȚIUNEA 3 SISTEM: INSTALARE ............................................................. 21
3.01 Despachetare........................................................................................................... 21
3.02 Opţiuni de ridicare ................................................................................................... 21
3.03 Conexiuni gaz .......................................................................................................... 22
3.04 Conexiuni la puterea de intrare primară .................................................................. 23
3.05 Conexiuni conductor de lucru .................................................................................. 24
SECȚIUNEA 3 TORȚĂ: INSTALARE ............................................................... 25
3T.01 Conexiune torţăs ..................................................................................................... 25
SECȚIUNEA 4 SISTEM: OPERARE ............................................................... 27
4.01 Comenzi/caracteristici panou anterior ..................................................................... 27
4.02 Pregătiri pentru operare ..........................................................................................28
SECȚIUNEA 4 TORŢĂ: OPERARE ................................................................. 31
4T.01 Selectare a pieselor torţei ........................................................................................ 31
4T.02 Operare cu torţă Manuală ........................................................................................31
4T.03 Dăltuire ................................................................................................................... 35
4T.04 Informaţii Privind Brevetarea .................................................................................. 37
Page 8

Cuprins
SECȚIUNEA 5 SISTEM: SERVICE ................................................................. 39
5.01 Întreţinere Generală ................................................................................................ 39
5.02 Calendar de întreţinere ............................................................................................ 39
5.03 Defecţiuni comune .................................................................................................. 40
5.04 Indicator defecţiune ................................................................................................ 41
5.05 Ghid de bază privind depanarea .............................................................................. 42
5.06 Înlocuire piese de bază sursă de alimentare cu energie electrică ............................. 44
SECȚIUNEA 5 TORŢĂ: SERVICE ................................................................... 45
5T.01 Întreţinere Generală ................................................................................................ 45
5T.02 Inspecţie şi înlocuire a componentelor consumabile ale torţei ................................ 46
SECȚIUNEA 6: LISTE CU PIESE.................................................................... 48
6.01 INTRODUCERE .......................................................................................................... 48
6.02 Informaţii pentru comandă .....................................................................................48
6.03 Înlocuire a sursei de alimentare cu energie electrică................................................ 48
6.04 Înlocuire piese pentru sursa de alimentare cu energie electrică ............................... 49
6.05 Opţiuni şi accesorii ...................................................................................................49
6.06 Piese de schimb externe .......................................................................................... 50
6.07 Piese de schimb pentru torţă Manuală ................................................................... 51
6.08 Piese de schimb pentru lanterna Manuală SL60QD ................................................. 52
6.09 Componente consumabile torţă (SL60) ................................................................... 53
ANEXA 1: INFORMAȚII PRIVIND DATELE DE PE ETICHETĂ ............................ 54
ANEXA 2: SCHEMĂ DE ALOCARE A PINILOR TORȚEI ..................................... 55
ANEXA 3: SCHEMĂ DE CONEXIUNE A TORȚEI .............................................. 56
Page 9
CUTMASTER 40
!!
!!
SECȚIUNEA 1: Generalităţi Informații
1.01 Note, atenţionări şi avertizări
În acest manual ar putea apărea cuvintele AVERTISMENT, ATENŢIE, PERICOL şi NOTĂ. Aceste elemente
evideniate sunt clasicate după cum urmează:
NOTE!
O activitate, procedură sau informaii de fundal care necesită explicaii suplimentare sau care ajută la operarea
ecientă a sistemului.
ATENȚIE
Procedură care, dacă nu este respectată în mod corespunzător, poate cauza daune echipamentului.
ATENȚIE
Procedură care, dacă nu este respectată în mod corespunzător, poate cauza rănirea operatorului sau altor
persoane din zona de operare.
ATENȚIE
Oferă informaii referitoare la posibila rănire datorită șocului electric.
0-5557RO Generalităţi Informații
9
Page 10

CUTMASTER 40
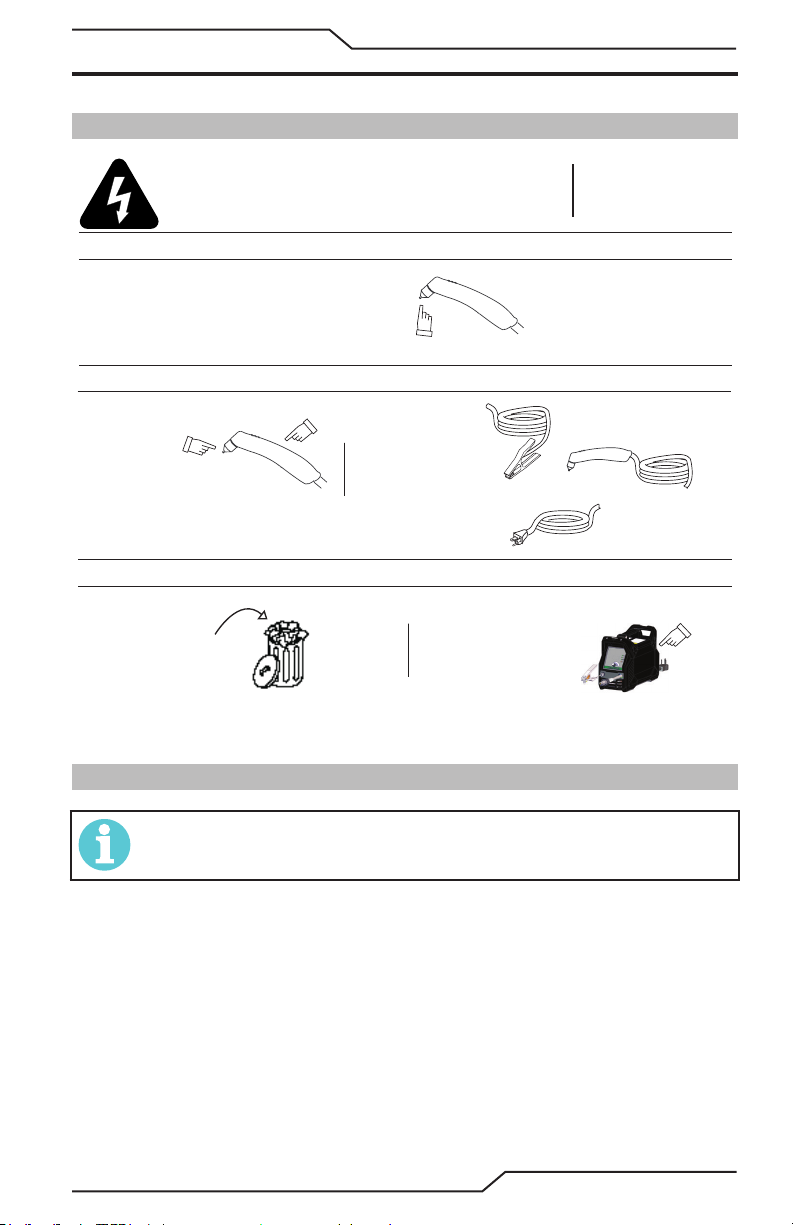
WARNING
1. Cutting sparks can cause explosion
or fire.
1.1 Do not cut near flammables.
1.2 Have a fire extinguisher nearby and
ready to use.
1.3 Do not use a drum or other closed
container as a cutting table.
2. Plasma arc can injure and burn;
point the nozzle away from
yourself. Arc starts instantly when
triggered.
2.1 Turn o power before disassembling
torch.
2.2 Do not grip the workpiece near the
cutting path.
2.3 Wear complete body protection.
3. Hazardous voltage. Risk of electric
shock or burn.
3.1 Wear insulating gloves. Replace
gloves when wet or damaged.
3.2 Protect from shock by insulating
yourself from work and ground.
3.3 Disconnect power before servicing.
Do not touch live parts.
4. Plasma fumes can be hazardous.
4.1 Do not inhale fumes.
4.2 Use forced ventilation or local
exhaust to remove the fumes.
4.3 Do not operate in closed spaces.
Remove fumes with ventilation.
5. Arc rays can burn eyes and injure
skin.
5.1 Wear correct and appropriate
protective equipment to protect
head, eyes, ears, hands, and body.
Button shirt collar. Protect ears from
noise. Use welding helmet with the
correct shade of filter.
6. Become trained.
Only qualified personnel should
operate this equipment. Use torches
specified in the manual. Keep
non-qualified personnel and children
away.
7. Do not remove, destroy, or cover
this label.
Replace if it is missing, damaged,
or worn.
AVERTISSEMENT
1. Les étincelles de coupage peuvent
provoquer une explosion ou un
incendie.
1.1 Ne pas couper près des matières
inflammables.
1.2 Un extincteur doit être à proximité
et prêt à être utilisé.
1.3 Ne pas utiliser un fût ou un autre
contenant fermé comme table de
coupage.
2. L’arc plasma peut blesser et brûler;
éloigner la buse de soi. Il s’allume
instantanément quand on l’amorce.
2.1 Couper l’alimentation avant de
démonter la torche.
2.2 Ne pas saisir la pièce à couper de la
trajectoire de coupage.
2.3 Se protéger entièrement le corps.
3. Tension dangereuse. Risque de
choc électrique ou de brûlure.
3.1 Porter des gants isolants. Remplacer
les gants quand ils sont humides ou
endommagés.
3.2 Se protéger contre les chocs en
s’isolant de la pièce et de la terre.
3.3 Couper l’alimentation avant
l’entretien. Ne pas toucher les pièces
sous tension.
4. Les fumées plasma peuvent être
dangereuses.
4.1 Ne pas inhaler les fumées.
4.2 Utiliser une ventilation forcée ou un
extracteur local pour dissiper les
fumées.
4.3 Ne pas couper dans des espaces clos.
Chasser les fumées par ventilation.
5. Les rayons d’arc peuvent brûler les
yeux et blesser la peau.
5.1 Porter un bon équipement de
protection pour se protéger la tête,
les yeux, les oreilles, les mains et le
corps. Boutonner le col de la chemise.
Protéger les oreilles contre le bruit.
Utiliser un masque de soudeur avec
un filtre de nuance appropriée.
6. Suivre une formation.
Seul le personnel qualifié a
le droit de faire fonctionner cet
équipement. Utiliser exclusivement
les torches indiquées dans le manual.
Le personnel non qualifié et les
enfants doivent se tenir à l’écart.
7. Ne pas enlever, détruire ni couvrir
cette étiquette.
La remplacer si elle est absente,
endommagée ou usée.
Art # A-13294RO
Generalităţi Informații 0-5557RO
10
Page 11

CUTMASTER 40
SECȚIUNEA 2 SISTEM: INTRODUCERE
2.01 Cum trebuie utilizat acest ghid
Acest Manual de instruciuni se aplică numai produselor enumerate la pagina i.
Pentru a executa operaţii în condiţii de siguranţă, citiţi integral ghidul, inclusiv capitolul referitor la
instrucţiunile și avertismentele privind siguranţa.
Copii suplimentare ale acestui ghid pot achiziţionate contactând ESAB la adresa și la numărul de telefon
pentru zona dvs. enumerate pe coperta posterioară a acestui ghid. Includei numărul Manualului de
utilizare și numerele de identicare a echipamentului.
Copii electronice ale acestui Manual pot descărcate gratuit și în format Acrobat PDF prin accesarea
site-ului web ESAB enumerat mai jos și făcând clic pe „Asistenă produs” / „Documentaia ESAB”: /
„Descarcă bibliotecă”, apoi accesai „Echipamente cu plasmă” după care, „Manualul”.
http://www.esab.com
2.02 Identicarea echipamentului
Numărul de identicare a unităii (specicaţie sau număr piesă), Modelul și numărul de serie al unităţii
apar de obicei pe o etichetă cu Data aplicată pe fundul unităii. Echipamentul care nu are marcaj de
Data, precum ansamblurile torţă și cabluri, sunt identicate numai prin specicaţiile sau numărul de
piesă imprimat pe cartonașul atașat liber sau pe recipientul de transport. Înregistraţi aceste numere
în partea de jos a paginii i pentru consultare ulterioară.
2.03 Recepţia echipamentului
Când primiţi echipamentul, vericaţi-l în raport cu factura și asiguraţi-vă că este complet și inspectaţi
echipamentul pentru posibile deteriorări cauzate de transport. În cazul oricărei deteriorări, noticaţi
imediat compania de transport pentru a depune o reclamaţie. Furnizai informaii complete privind
cererile de despăgubiri sau erorile de transport la centrul din zona dvs. menionat pe interiorul coperii
posterioare a acestui Manual.
Includei toate numerele de identicare ale echipamentelor, așa cum este descris mai sus, plus o descriere a componentelor care înregistrează erori.
CSA / UL
Articole incluse:
• CutMaster 40 Sursa de alimentare
• SL60™ Lanternă și conduce
• Conductor de lucru cu clemă de lucru
• Piese de schimb Kit (2 electrozi, 2 Distanţă
Sfaturi, 1 Dăltuire Sfat, 1 Manșon de protecţie și 1 Cupă de protecţie)
• Adaptor de la 50 amp la 20 amp
• Adaptor de 20 amp până la 15 amp
• Manual de utilizare
• Ghid de pornire rapidă
Mutai echipamentul la locul de instalare înainte de a desface unitatea din ambalaj. Procedai cu ateni
când deschidei cutia pentru a nu deteriora echipamentul.
0-5557RO INTRODUCERE
CE
Articole incluse:
• CutMaster 40 Sursa de alimentare
• SL60™ Lanternă și conduce
• Conductor de lucru cu clemă de lucru
• Piese de schimb Kit (2 electrozi, 2 Distanţă
Sfaturi, 1 Dăltuire Sfat, 1 Manșon de protecţie și 1 Cupă de protecţie)
• 1/4” NPT la adaptor BSP feminin.
• Manual de utilizare
• Ghid de pornire rapidă
11
Page 12

CUTMASTER 40
2.04 Specicaţii privind sursa de alimentare cu energie electrică CSA
CM 40 120-240 VAC 1 fază Specicaţii privind sursa de alimentare cu energie electrică
Putere de intrare 120 - 240 VAC, Monofazat, 50/60 Hz
1 fază Cablu electric de intrare CSA Sursa de alimentare include un cablu de intrare de 2,5 M cu mufă Schuko
Curent de ieșire 15 - 40 amperi, reglabilcontinuu
Capacitate de ltrare a gazului a sursei
de alimentare cu energie electrică
Presiune de admisie 90-125 PSI (6.2-8.6 bar / 620-862 Kpa)
2.04.01 Specicații suplimentare privind sursa de alimentare cu energie electrică
CM 40 Sursă de alimentare Ciclu de funcţionare *
Temperatura aerului ambiental
Ciclu de funcţionare* 30% 60% 100%
Unităi de 120 VAC
Unităi de 208-240 VAC
Curent
Tensiune CC
Ciclu de funcţionare* 40% 60% 100%
Curent
Tensiune CC
Particule solide de până la 5 microni
Ciclu de funcţionare Valoare nominalăs @ 40° C (104° F)
Interval de funcţionare 0° - 50° C
Valoare nominală
27 Amp** 20 Amp 15 Amp
92 93 89
40 Amp 30 Amp 20 Amp
135 130 135
* NOTĂ: Ciclul de funcţionare este redus dacă puterea de intrare primară (CA) este mică sau dacă tensiunea de ieșire (CC) este
mai mare decât se indică în această diagramă.
** NOTE: 27 Amolare este pentru un circuit de 20 Amp NUMAI!
NU depășii o setare de ieșire de 20 Amp pe un circuit de 15 Ampe!
INTRODUCERE 0-5557RO
12
Page 13

2.05 Specicaţii privind cablarea de intrare CSA
Art# A-14359
Cerine de cablare a cablului de intrare pentru 1 fază
CUTMASTER 40
1 fază Cutmaster 40 Cerinţe de cablare a cablului de intrare la sursa de alimentare cu
Tensiune de
intrare
Volţi Hz kVA I max I1e
120 / 15A 50/60 2.3 19.3 13.6 15 12 AWG
120 / 20A 50/60 3.1 25.3 18.3 20 12 AWG
1 fază
208 50/60 6.1 29.2 18.5 50 12 AWG
220 50/60 6.1 27.9 17.6 50 12 AWG
230 50/60 6.0 26.1 16,5 50 12 AWG
240 50/60 6.0 25.1 15.9 50 12 AWG
Tensiuni de linie cu protecţie a circuitului și dimensiuni ale relor recomanData
Pe baza Codului electric naţional și a Codului electric canadian
NOTĂ!
Consultaţi codurile locale şi naţionale sau autoritatea locală competentă pentru cerinţe de cablare adecvate.
Dimensiunea cablului este degrevată pe baza ciclului de funcţionare al echipamentului.
Frecv.
energie electrică
Putere de
intrare
Dimensiuni recomanData
Siguranţă
(Amp)
Cordon electric
exibil (Min. AWG)
NOTĂ!
Datorită circuitelor, vârstei și stării, două generatoare cu aceleași evaluări pot produce rezultate diferite. Reglai
amperajul în consecină.
Capacitate de tăiere de CM 40
Recomandat Perforare Maxim
1/2" (12.7mm) 1/2" (12.7mm) 1" (25.4mm)
0-5557RO INTRODUCERE
13
Page 14

CUTMASTER 40
2.06 Specicaţii privind sursa de alimentare cu energie electrică CE
CM 40 240 VAC 1 fază Specicaţii privind sursa de alimentare cu energie electrică
Putere de intrare 230 VAC, Monofazat, 50 Hz
1 fază Cablu electric de intrare CE Sursa de alimentare include un cablu de intrare de 2,5 M cu mufă Schuko
Curent de ieşire 15 - 40 amperi, reglabilcontinuu
Capacitate de ltrare a gazului a sursei
de alimentare cu energie electrică
Presiune de admisie 90-125 PSI (6.2-8.6 bar / 620-862 Kpa)
2.06.01 Specic ații suplimentare privind sursa de alimentare cu energie electrică
CM 40 Sursă de alimentare Ciclu de funcţionare *
Temperatura aerului ambiental
Ciclu de funcţionare* 35% 60% 100%
Unităi de 230 VAC
* NOTĂ: Ciclul de funcţionare este redus dacă puterea de intrare primară (CA) este mică sau dacă tensiunea de ieșire (CC)
este mai mare decât se indică în această diagramă.
Curent
Tensiune CC
Particule solide de până la 5 microni
Ciclu de funcţionare Valoare nominalăs @ 40° C (104° F)
Interval de funcţionare 0° - 50° C
Valoare nominală
40 Amp 30 Amp 20 Amp
135 130 135
2.07 Specicaţii privind cablarea de intrare CE
Cerine de cablare a cablului de intrare pentru 1 fază
1 fază Cutmaster 40 Cerinţe de cablare a cablului de intrare la sursa de alimentare cu
Tensiune de
intrare
Volţi Hz kVA I max I1e
1 fază
INTRODUCERE 0-5557RO
14
230 CE 50 6.0 26.1 15.5 50 2.5mm
Tensiuni de linie cu protecţie a circuitului și dimensiuni ale relor recomanData
Pe baza Codului electric naţional și a Codului electric canadian
NOTĂ!
Consultaţi codurile locale şi naţionale sau autoritatea locală competentă pentru cerinţe de cablare adecvate.
Dimensiunea cablului este degrevată pe baza ciclului de funcţionare al echipamentului.
Frecv.
energie electrică
Putere de
intrare
Dimensiuni recomanData
Siguranţă
(Amp)
Cordon electric
exibil (Min. AWG)
Page 15

CUTMASTER 40
2.08 Recomandări privitoare la generator
Atunci când se utilizează generatoare pentru alimentarea sistemului de tăiere cu plasmă CM40,
următoarele valori nominale sunt minime și trebuie utilizate împreună cu valorile nominale
enumerate mai sus.
Specicaii generator de CM 40
Valoare nominală ieșire
generator
3 kW / 120V 20A pe circuitul 15A Plin
5 kW / 120V 27A pe circuitul 20A Plin
6.8 kW 40A Plin
NOTĂ: Dacă Generatorul este echipat cu un mod inactiv, va trebui să e în modul 'Run' pentru a funciona la 40 amlas.
NOTĂ!
Datorită circuitelor, vârstei și stării, două generatoare cu aceleași evaluări pot produce rezultate diferite. Reglai
amperajul în consecină.
Recomandat Perforare Maxim
1/2" (12.7mm) 1/2" (12.7mm) 1" (25.4mm)
CM 40 Curent de ieşire Caracteristicile arcului
Capacitate de tăiere de CM 40
2.09 Caracteristici ale sursei de alimentare cu energie electrică
Mâner şi manta conductoare
Panou de comandă
Bucşă conexiunea conductorului
Bucşă conductoare torţă
Art # A-14041RO
0-5557RO INTRODUCERE
15
Page 16
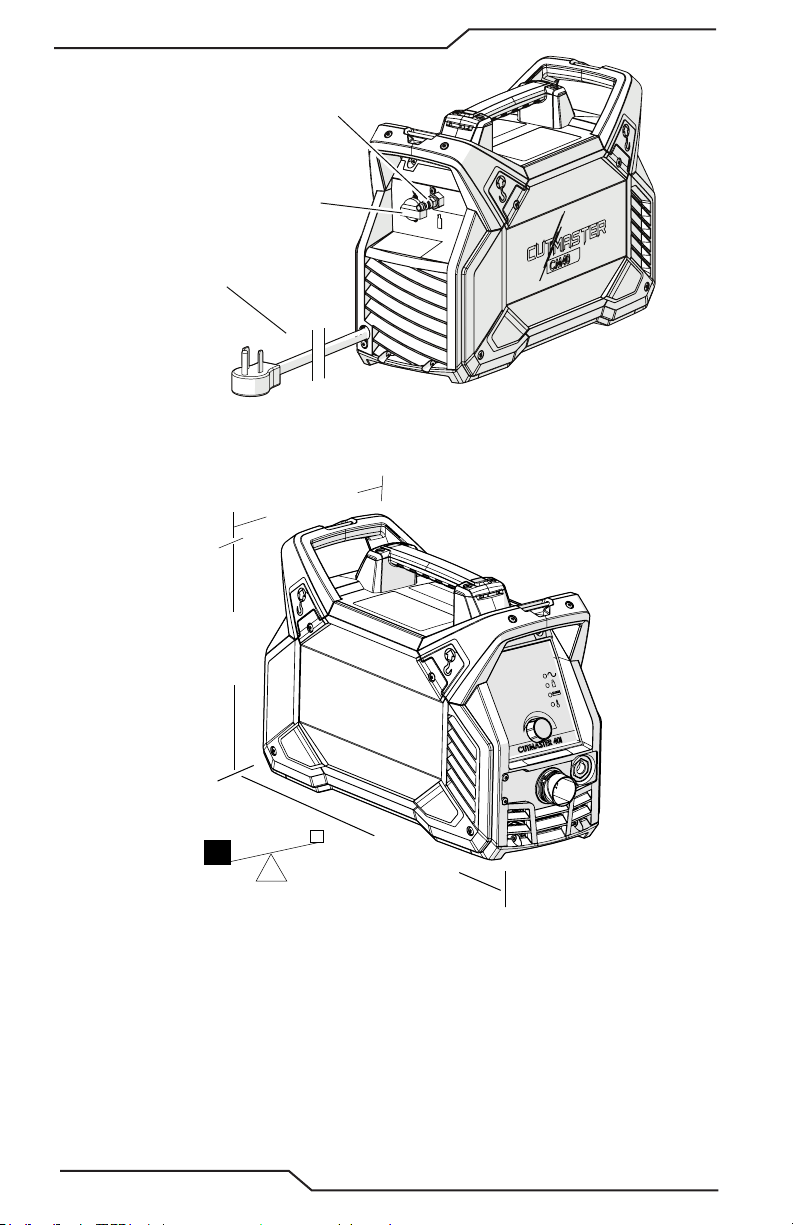
CUTMASTER 40
buton PORNIT/OPRIT
Cablu electric de intrare
Greutăți și dimensiuni
Port de admisie gaz
Putere de intrare
Art # A-14042RO
8”
203.29 mm
Art # A-14039
12.25"
311.21 mm
18.82"
478.07 mm
29 lb / 13.154 kg
Dimensiuni & greutate sursă de alimentare cu energie electrică
INTRODUCERE 0-5557RO
16
Page 17
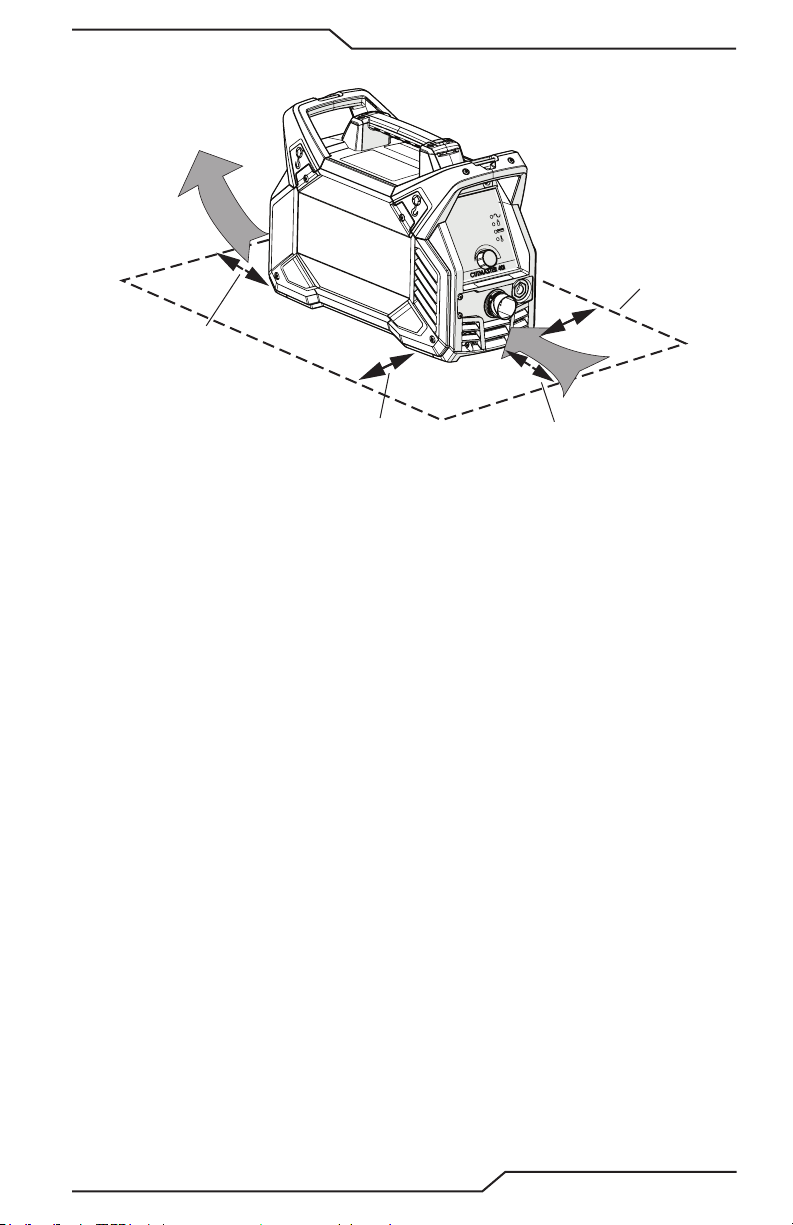
Clearance-uri pentru operare și ventilație
6"
150 mm
CUTMASTER 40
15"
381 mm
Art # A-14040
15"
381 mm
Cerinţe de spaţiu liber pentru ventilare
6"
150 mm
0-5557RO INTRODUCERE
17
Page 18

CUTMASTER 40
Această pagină este intenţionat lăsată necompletată
INTRODUCERE 0-5557RO
18
Page 19
SECȚIUNEA 2 TORŢĂ: INTRODUCERE
!!
!!
2T.01 Scopul ghidului
Acest manual include descrieri, instrucţiuni de
operare și proceduri de întreţinere pentru torţa
de tăiere cu plasmă SL60™ 1Torch. Lucrările de
service pentru acest echipament trebuie realizate
numai de către personal instruit în mod adecvat;
i se interzice personalului necalicat să încerce să
realizeze reparaţii sau ajustări care nu fac obiectul
acestui Manual, cu riscul de a pierde garanţia dacă
nu se respectă această prevedere.
Citiţi cu atenţie acest ghid. O înţelegere integrală
a caracteristicilor și a capacităţilor acestui echipament va asigura operarea sigură pentru care
este proiectat.
2T.02 Descriere Generală
ATENŢIE
Conductoarele torei sunt exibile, însă rele
din interior se pot rupe. Nu depășii o rază de
curbare de 2" și evitai îndoirea repetată atunci
când este posibil.
Consultaţi paginile anexei pentru specicaţii suplimentare referitoare la sursa de alimentare cu
energie electrică folosită.
CUTMASTER 40
C. Piese tor ţă
Cartuș de pornire, electrod, vârf, cupă de
protecţie
D. Piese montate (PIP)
Capul torţei are un buton integrat.
Curent nominal 15 VCC
E. Tip de răcire
Combinarea aerului ambient și a curentului
de gaz prin torţă.
F. Valori nominale torţă
Valori nominale torţă Manuală
Temperatura
ambientală
Ciclu de
funcţionare
Curent maxim 60 Amp
Tensiune (V
Tensiune de
aprindere arc
G. Cerinţe privind gazul
100% la 60 Amp la 400 scfh
) 500V
ârfv
104° F
40° C
500V
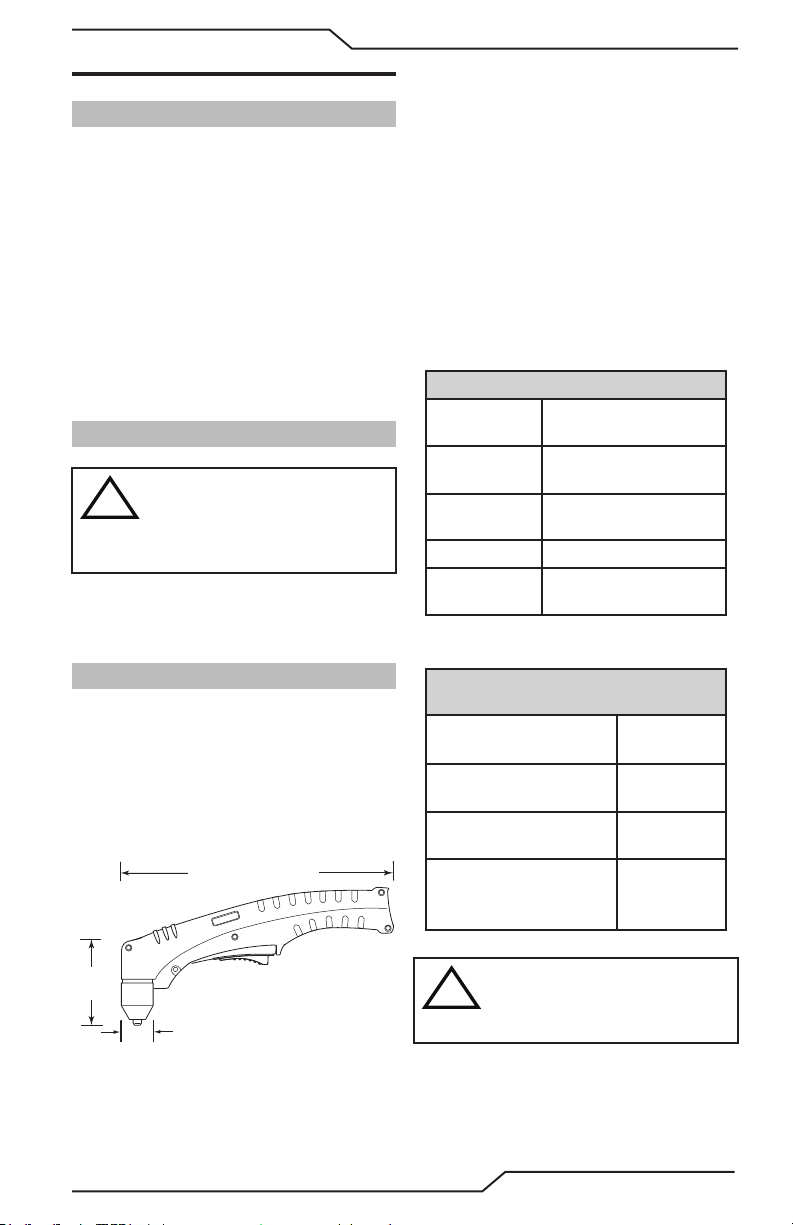
2T.03 Specicaţii
A. Conguraţii ale torţei
1. Torţă portabilă/Manuală, Modele
Capul torţei Manuale este la 75° faţă de
mânerul torţei. Torţele Manuale includ
un mâner de torţă și un ansamblu de
declanșare a torţei.
257 mm (10,125")
95 mm
(3,75")
29 mm (1,17")
Torţele Manuale sunt disponibile după
cum urmează:
• 20 ft / 6.1 m
• 50 ft / 15.2 m
0-5557RO INTRODUCERE
Art # A-03322RO_AB
Manual Torţă Gas Specicaţii
Gaz (plasmogen şi
secundar)
Presiune de lucru
Consultaţi NOTA
Presiune de intrare
maximă
Flux gaz (tăiere şi dăltuire)
AVERTISMENT
Această torţă nu trebuie folosită cu oxigen (O2).
Torța SL60QD nu trebuie utilizată pe un sistem HF.
Aer comprimat
90 - 120 psi
6.2 - 8.3 bar
125 psi/8,6 bari
5 - 8.3 SCFM
300 - 500 scfh
142 - 235 lpm
19
Page 20

CUTMASTER 40
NOTĂ!
Presiunea de lucru variază în funcţie de Modelul
de torţă, amperajul de funcţionare şi lungimea
conductoarelor torţei. Consultaţi tabelele cu setări
ale presiunii gazului pentru ecare Model.
H. Pericol de contact direct
Pentru vârful de distanţare, distanţa recomandată este de 4,7 mm / 3/16 inchi.
INTRODUCERE 0-5557RO
20
Page 21
CUTMASTER 40
SECȚIUNEA 3 SISTEM: INSTALARE
3.01 Despachetare
1. Folosiţi lista cu obiecte ambalate pentru a identica și a bifa prezenţa ecărui obiect de pe
listă.
2. Inspectaţi ecare articol pentru potenţiale deteriorări de transport. Dacă există deteriorări
evidente, contactaţi distribuitorul și/sau compania de transport înainte de a realiza instalarea.
3. Înregistraţi sursa de alimentare cu energie electrică, Modelul și numerele de serie ale torţei,
data achiziţionării și numele vânzătorului în caseta informaţii de la începutul acestui ghid.
3.02 Opţiuni de ridicare
Sursa de alimentare include un mâner destinat numai ridicării Manuale. Asiguraţi-vă că unitatea este
ridicată și transportată în condiţii de siguranţă.
AVERTISMENT
Nu atingeţi componentele electrice sub tensiune.
Deconectaţi cablul electric de intrare înainte de a muta unitatea.
ECHIPAMENTUL DEFECT poate cauza leziuni corporale grave şi daune aparatului.
MÂNEREle nu sunt pentru ridicare mecanică.
• Numai persoane cu forţă zică adecvată trebuie să ridice unitatea.
• Ridicaţi unitatea de mâner cu ambele mâini. Nu folosiţi curele pentru ridicare.
• Folosiţi un cărucior opţional sau un dispozitiv similar de capacitate adecvată pentru a muta
unitatea.
0-5557RO INSTALARE
21
Page 22
CUTMASTER 40
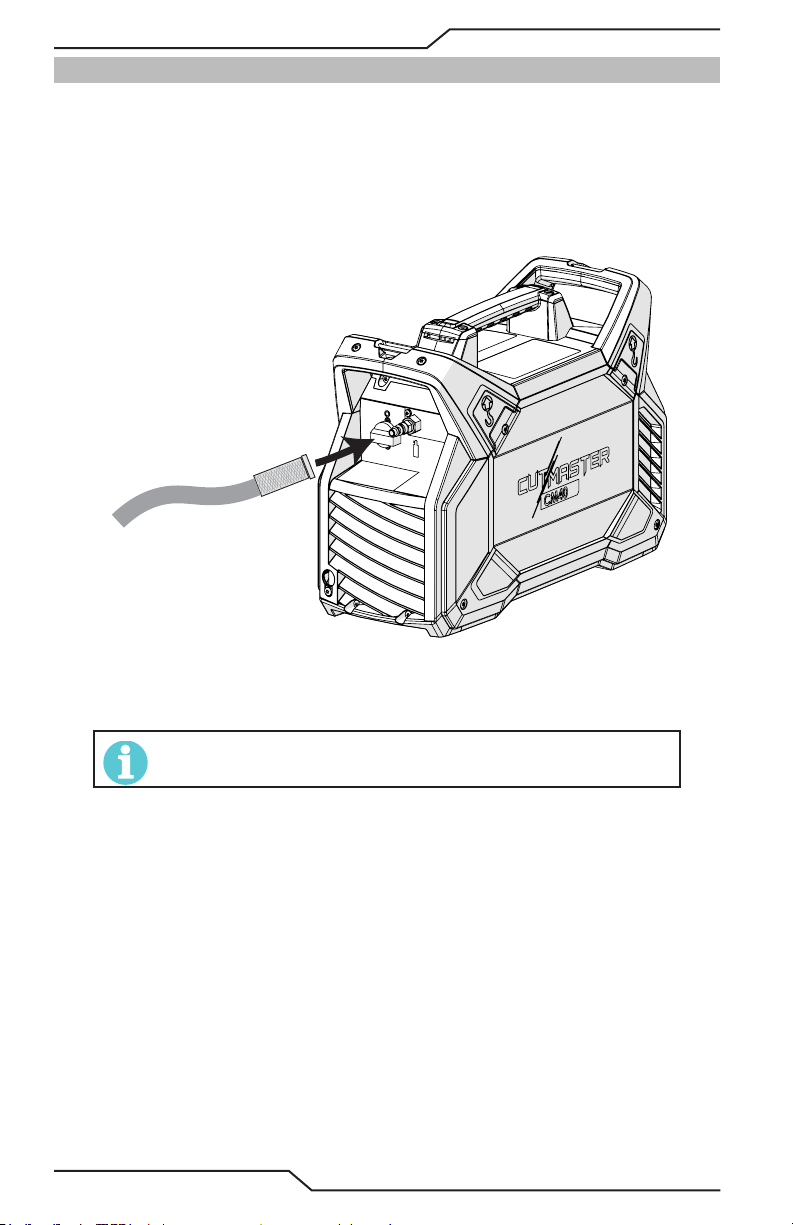
3.03 Conexiuni gaz
Conectaţi alimentarea cu gaz la unitate
Conexiunea este similară pentru aerul comprimat sau cilindrii de înaltă presiune.
1. Conectai linia de aer la portul de admisie pentru conectare rapidă. Următoarea ilustraie
prezintă ca exemplu conducta de gaz tipică cu tinguri de conectare rapidă.
Art # A-14048_AB
Conexiune aer la portul de admisie
NOTĂ!
Adaptor NPT de 1/4" la 1/4" pentru unităile mamă BSP, dacă este de preferat.
INSTALARE 0-5557RO
22
Page 23
CUTMASTER 40
!!
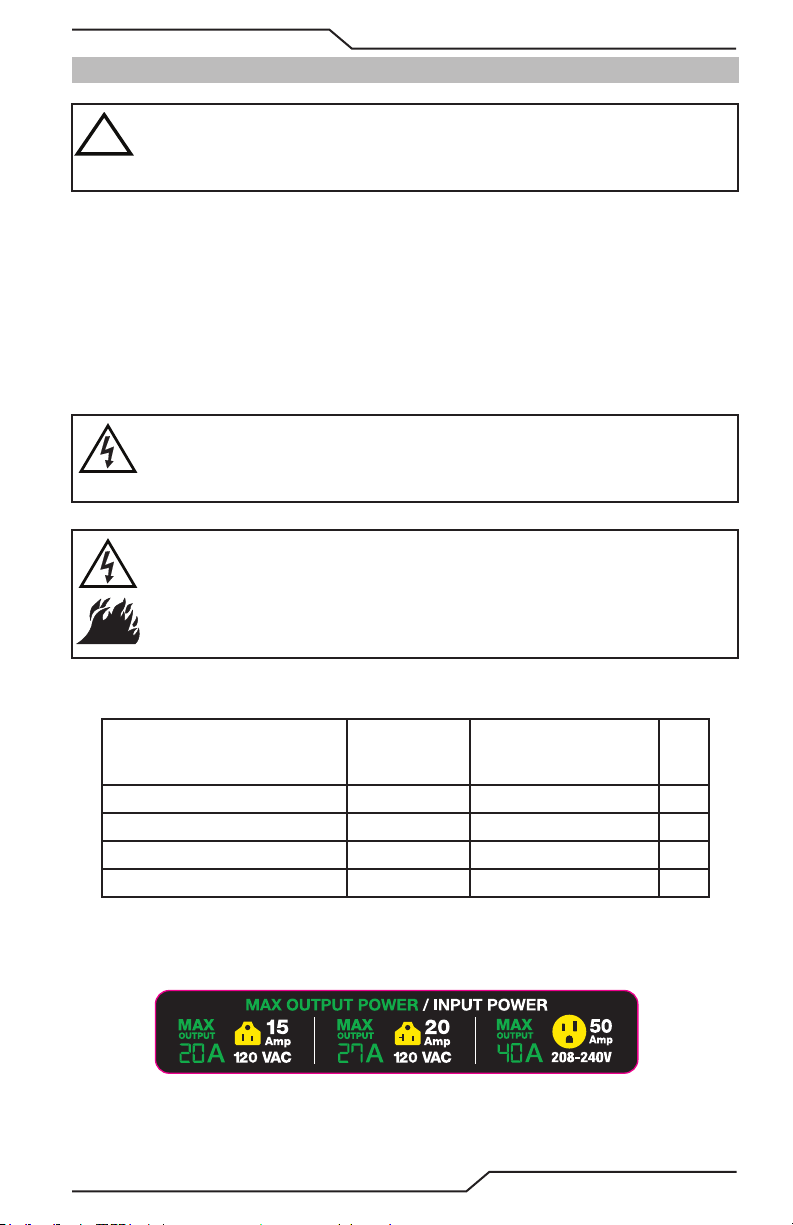
3.04 Conexiuni la puterea de intrare primară
ATENŢIE
Vericai dacă sursa de alimentare este tensiune corectă înainte de a conecta unitatea la puterea de intrare. Sursa de
putere primară, siguranţa şi orice cordoane de racord folosite trebuie să e conforme cu codul electric local şi cerinţele
recomanData de protecţie a circuitului de cablare, astfel cum se specică în SECIUNEA 2.
Cabluri de alimentare incluse cu sursa de alimentare
Cablurile de alimentare sunt atașate pe toate sistemele. Pentru America de Nord va veni cu un plug
amperi 50 pentru utilizarepe un circuit de 240V/50A. Pentru Europa va veni cu un cablu de 2.5mm și
un plug Schuko pentru utilizare pe un circuit de 230V.
De asemenea, incluse pentru sistemele CSA NUMAI, sunt două adaptoare. Unul este un cablu cu un
120V/20A NEMA 5-20P plug care se atașează la cablul de alimentare de intrare printr-un plug NEMA
6-50R. Celălalt este un adaptor 5-20R la 5-15P care se atașează la celălalt adaptor.
ATENŢIE
Când utilizai cablul adaptorului 120V/20A (Numai sisteme CSA), nu depășii
o setare de ieșire curentă de 27 amperi pe sursa de alimentare sau întrerupătorul de alimentare de intrare se poate împiedica.
AVERTISMENT
Atunci când se utilizează adaptorul 15A împreună cu adaptorul 20A (numai
sisteme CSA), trebuie utilizată o precauie extremă pentru a nu depăși o
setare de ieșire curentă de 20 amperi pe sursa de alimentare. În caz contrar, întrerupătorul de alimentare de intrare se poate supraîncălzi sau se
supraîncălzi circuitul de ramicaie.
Tensiune de intrare Putere nomi-
Circuit 120V, 15A (CSA) 20A, 93V 19.3 2.3
Circuit 120V, 20A (CSA) 27A, 92V 25.3 3.1
Circuit 208-240V, 50A (CSA) 40A, 135V 25-29 6.0
230V, (CE) 40A, 135V 26 6.0
Numai CSA
0-5557RO INSTALARE
nală
Intrare Amp (RMS) la
putere produsă nominală,
60 Hz, 1 fază
Art# A-14359
kVA
23
Page 24
CUTMASTER 40
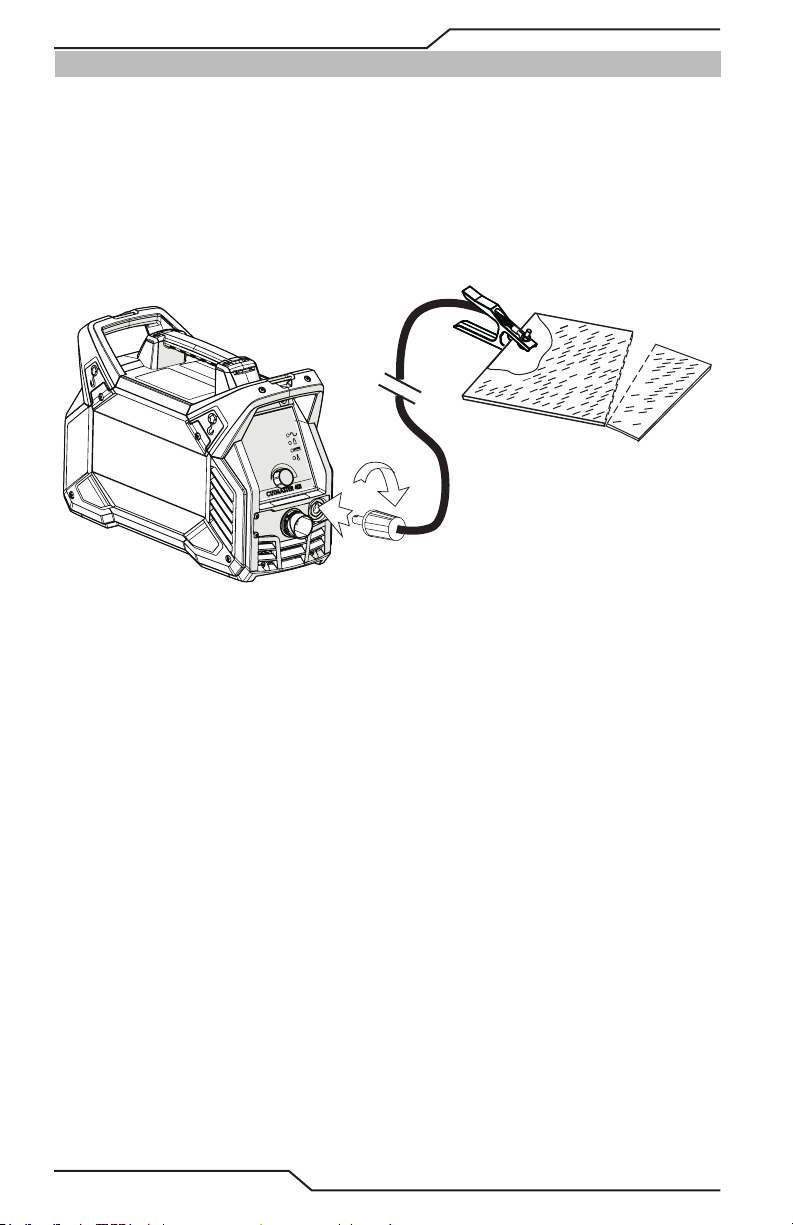
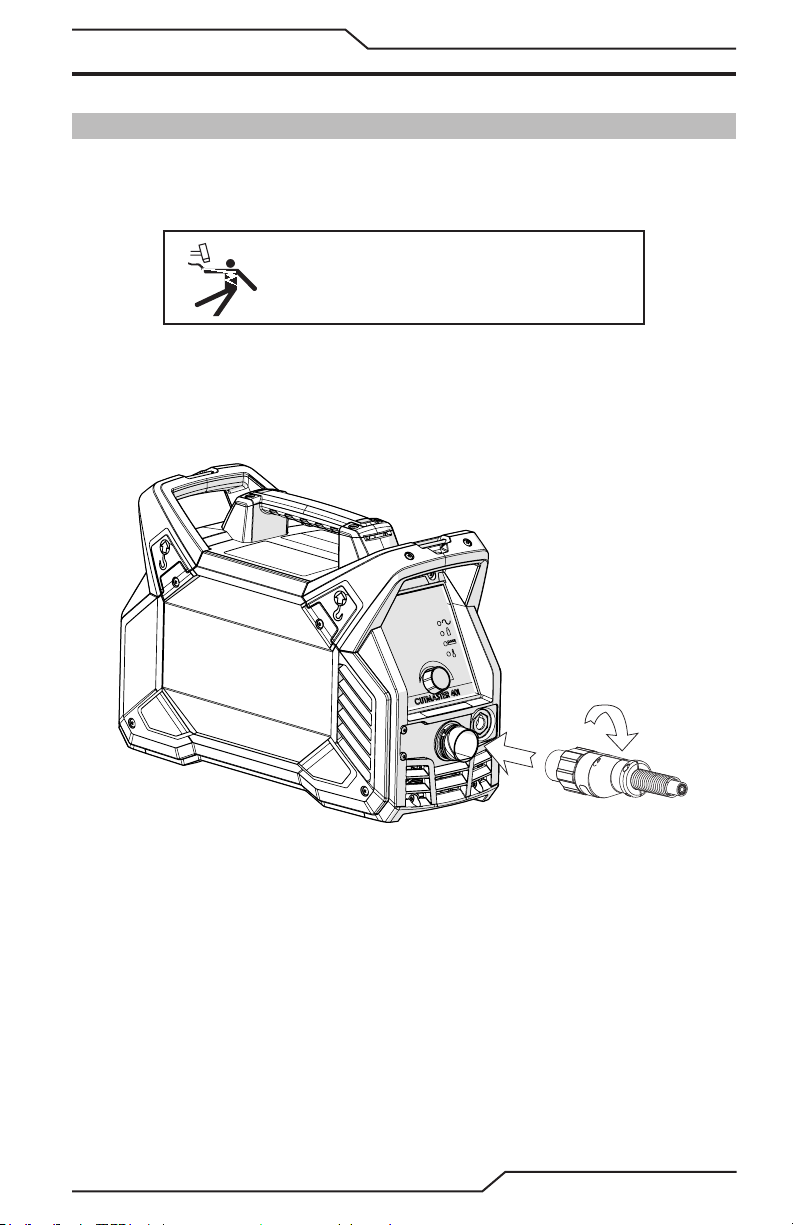
3.05 Conexiuni conductor de lucru
Conectai cablul de alimentare la sursa de alimentare cu energie electrică și la piesa de prelucrare.
1. Atașai conectorul de tip Dinse al cablului de alimentare la panoul frontal al sursei de alimentare, după cum se arată mai jos. Împingei spre interior și rotii în sensul acelor de ceasornic
spre dreapta până când este strâns.
2. Conectai clema de lucru la piesa de prelucrat sau la masa de tăiat. Zona respectivă nu trebuie
să prezinte urme de ulei, vopsea și rugină. Conectai-vă numai la partea principală a piesei
de lucru; nu vă conectai la partea care trebuie tăiată.
3
2
1
Art# A-14043
Vezi pct. 3T pentru instalarea torei.
INSTALARE 0-5557RO
24
Page 25
CUTMASTER 40
SECȚIUNEA 3 TORȚĂ: INSTALARE
3T.01 Conexiune torţăs
Dacă este necesar, conectaţi torţa la sursa de alimentare cu energie electrică. Conectai numai Modelul
Thermal Dynamics SL60 sau SL60QD™ Lanterna la această sursă de alimentare. Lungimea conductoarelor torţei este de 100 de picioare/30,5 m, inclusiv prelungirile.
AVERTISMENT
Deconectaţi sursa de energie primară de la sursă
înainte de a conecta torţa.
1. Aliniaţi conectorul tată ATC (pe conductorul torţei) cu bucșa mamă. Împingeţi conectorul
tată în bucșa mamă. Conectorii trebuie să împingă împreună cu un nivel redus de presiune.
2. Securizaţi conexiunea prin întoarcerea piuliţei de blocare în sensul acelor de ceasornic până
face clic. NU folosiţi piuliţa de blocare pentru a îmbina întreaga conexiune. Nu folosiţi
instrumente pentru a securiza conexiunea.
Art # A-14044
Conectaţi torţa la sursa de alimentare cu energie electrică
0-5557RO INSTALARE
1
2
25
Page 26

CUTMASTER 40
Această pagină este intenţionat lăsată necompletată
INSTALARE 0-5557RO
26
Page 27

SECȚIUNEA 4 SISTEM: OPERARE
4.01 Comenzi/caracteristici panou anterior
A se vedea gura pentru identicarea numerotaţiei
2
1
CUTMASTER 40
3
4
5
6
7
8
Art # A-14045
1. Buton de comandă curent
Buton utilizat pentru reglarea ieșirii curentului.
2. Așaj numeric
• Așează revizuirea software-ului la pornire
• Așează valorile intensităii (setare din fabrică)
• Așează coduri de stare
3. Indicator CA
Lumina constantă indică faptul că alimentarea cu energie electrică poate folosită pentru operare.
Nici o lumină nu indică faptul că nu există tensiune de intrare, tensiunea de intrare este în afara
Intervalului de operare, sau există o defeciune internă.
4. Indicator CC
Indicatorul este PORNIT când circuitul de ieșire CC este activ.
0-5557RO OPERARE
27
Page 28

CUTMASTER 40
5. Indic ator gaz presiune
Indicatorul va ON pentru a așa orice presiune a gazului, dar nu dacă este adecvat sau nu. Verică
presiunea gazului de admisie. Ar trebui să e între 90 - 125 PSI / 6.2 - 8.6 bar / 620 - 862 Kpa. NU
DEPĂȘII NICIODATĂ 150 PSI / 10.34 bar / 1034 Kpa.
6. Indicator de supratemperatură
Indicatorul este în mod normal OPRIT. Indicatorul este PORNIT când temperatura internă depășește
limitele normale. Lăsaţi unitatea să se răcească înainte de a continua operaţia de lucru.
7. Conductor de lucru cu conector tip Dinse
Aliniai conectorul Dinse de pe cablul de alimentare cu priză, apăsai și rotii în sensul acelor de
ceasornic spre dreapta până când este strâns.
8. Bucșă de deconectare rapidă a torței
Conductoarele torei sunt conectate aici prin alinierea conectorilor, prin apăsarea și rotirea inelului
de blocare în sensul acelor de ceasornic - spre dreapta pentru a-l xa. Nu folosii instrumente
pentru a securiza conexiunea.
4.02 Pregătiri pentru operare
La începutul ecărei sesiuni de operare:
AVERTISMENT
Deconectaţi sursa de energie primară de la sursă înainte de a asambla sau a dezasambla sursa de alimentare cu energie,
piesele torţei sau ansamblurile torţă sau conductoare.
Selectare a pieselor torţei
Vericai dacă torţa este asamblată în mod adecvat și dacă are piesele de torţă adecvate. Piesele
torei trebuie să corespundă tipului de funcionare și ieșirii de amorsare a acestei surse de alimentare (40 amprimaI maxim la 240V sau 27 amprimate la 120V). Consultai Seciunea 4T.01
pentru comanda pieselor de toră.
Conexiune torţă
Vericai dacă torţa este conectată în mod adecvat. Numai modelele ESAB SL60, SL60QD™ /
Lanterne manuale pot conectate la această sursă de alimentare. A se vedea SECIUNEA 3T din
acest Manual.
Vericați sursa de putere de intrare primară
1. Vericai dacă sursa de alimentare cu energie electrică are tensiunea de intrare adecvată.
Asiguraţi-vă că sursa de putere la intrare îndeplinește cerinţele de putere pentru unitate
conform Secţiunii 2 Specicaţii.
2. Conectaţi cablul electric de intrare (sau închideţi butonul de deconectare principal) la sursa
de alimentare cu energie electrică a sistemului.
OPERARE 0-5557RO
28
Page 29

CUTMASTER 40
Art # A-04509
Sursa aerului
Asiguraţi-vă că sursa îndeplinește cerinţele (consultaţi SECIUNEA 2). Vericai conexiunile și
porniţi alimentarea cu aer.
Conectaţi cablul de lucru
Prindeţi cablul de lucru la piesa de lucru sau masa de tăiere. Zona respectivă nu trebuie să prezinte urme de ulei, vopsea și rugină. Conectaţi numai componenta principală a piesei de lucru;
nu conectaţi partea care trebuie tăiată.
PORNIT
Setai butonul PORNIT/OPRIT al sursei de alimentare cu energie electrică în poziia PORNIT (sus).
Indicatorul CA pornește. Tabloul principal efectuează mai multe teste pentru a determina
că sistemul este gata să funcioneze. În timpul auto-testelor, așajul digital așează mai întâi
numărul de revizuire a rmware-ului care include zecimale. 1.1.0 este un exemplu de revizie a
codului de fabricaie emis care poate vizualizat.
Dacă nu sunt detectate Probleme, setarea curentă de ieșire va așată de la 15 la 40 amors. În
cazul în care se detectează o Problemă, codul de stare în format de literă sau Se va așa Exx.
Consultai Seciunea 5 pentru explicaii privind codul de eroare/stare.
Ventilatorul de răcire se va porni imediat ce unitatea este pornită și va continua să funcioneze
până când alimentarea este oprită.
Setaţi presiunea de lucru.
Presiunea gazului nu poate setată la sursa de alimentare și trebuie să e setată la sursă, de la
90 - 125 PSI / 6.2 - 8.6 bar / 620 - 862 Kpa.
NU DEPĂȘII NICIODATĂ 150 PSI / 10.34 bar / 1034 Kpa.
Operaţie de tăiere
Odată ce arcul de tăiere este stabilit, acesta ar trebui să continue să taie până când declanșatorul
este eliberat, tora este mutat prea departe de piesa de lucru sau ciclul de funcionare a fost
depășit, determinând sistemul să meargă într-un mod de temperatură peste. În primele două
cazuri eliberai declanșatorul torei, asigurai-vă că vârful torei este aproape de piesa de lucru,
activai declanșatorul și restabilii arcul de tăiere. În cazul unei defeciuni la temperatura de peste,
eliberai declanșatorul, lăsai aparatul să ruleze astfel încât să se răcească. Când defeciunea se
șterge, putei începe din nou să tăiai.
0-5557RO OPERARE
29
Page 30

CUTMASTER 40
Viteze de tăiere tipice
Vitezele de tăiere variază în funcie de amperajul de ieșire a torei, presiunea gazului, tipul de
material tăiat și abilităile operatorului.
Setarea de curent de ieșire sau vitezele de tăiere pot reduse pentru a permite o tăiere cu viteză
mai redusă când se urmează o linie sau se folosește un Model sau un ghidaj de tăiere, rezultând
în continuare tăieri de calitate excelentă.
Post ux
Eliberaţi declanșatorul pentru a opri arcul de tăiere. Gazul continuă să curgă timp de aproximativ
10 secunde. În timpul post - ux, în cazul în care utilizatorul presează rapid și eliberează de declanșare, gazul se va închide. Dacă utilizatorul continuă să deină declanșatorul și nu-l eliberează,
arcul Pilot pornește. Arcul principal se va transfera pe piesa de prelucrat dacă vârful torei se aă
la distană de transfer.
Oprire
Comutai întrerupătorul de PORNIRE/OPRIRE în poziia OPRIT, spre stânga cum privii unitatea
din spate. După o scurtă întârziere, toate indicatoarele de alimentare cu energie electrică și ventilatorul se închid. Scoateţi din priză cablul electric de intrare sau deconectaţi puterea de intrare.
Puterea este eliminată din sistem.
NOTĂ!
Pentru a maximiza longevitatea electroniceinterne, permite alimentarea cu energie pentru a continua să e difuzate
(fără tăiere) pentru câteva minute înainte de a opri. Acest lucru le va permite să se răcească mai repede.
OPERARE 0-5557RO
30
Page 31

A-03510RO_AB
SECȚIUNEA 4 TORŢĂ: OPERARE
CUTMASTER 40
4T.01 Selectare a pieselor torţei
Tipul de operare care trebuie realizat determină
piesele de torţă care trebuie utilizate.
Tip de operaţie:
Tăiere în puncte, tăiere de la distanţă
sau dăltuire
Piese torţă:
Cupă de protecie, vârf de tăiere, electrod
și cartuș de pornire
NOTĂ!
Consultaţi SECIUNEA 4T.07 şi următoarele pentru
informaţii suplimentare privind piesele torţei.
Schimbaţi piesele torţei pentru o operaţie diferită,
după cum urmează:
AVERTISMENT
Deconectaţi sursa de energie primară de la sursă
înainte de a asambla sau a dezasambla piesele
torţei sau ansamblurile torţă sau conductoare.
NOTĂ !
Cupa de protecţie menţine vârful şi cartuşul de
pornire pe poziţie. Poziţionaţi torţa cu cupa de
protecţie cu faţa în sus pentru a preveni ca aceste
componente să cadă când cupa este îndepărtată.
1. Deșurubaţi și îndepărtaţi ansamblul
cupă de protecţie de la capul torţei.
2. Îndepărtaţi electrodul trăgându-l direct
din capul torţei.
3. Instalaţi electrodul de înlocuire prin
împingerea acestuia în capul torţei până
auziţi un clic.
4. Instalai cartușul de pornire și vârful
dorit pentru funcionarea capului torei.
5. Înșurubaţi Manual ansamblul cupă de
protecţie până când este poziţionat pe
capul torţei. Dacă se resimte o rezistenţă
când se instalează cupa de protecţie,
vericaţi letele înainte de instalare.
4T.02 Operare cu torţă Manuală
Tăierea de la distanţă cu torţă Manuală
NOTĂ!
For best performance and parts life, always use
the correct parts for the type of OPERARE.
1. Torţa poate ţinută în mod confortabil
într-o mână sau fixată cu două mâini. Poziţionaţi palma pentru a apăsa
Declanșatorul pe mânerul torţei. În
cazul torţei Manuale, mâna poate fi
poziţionată aproape de capul torţei
pentru control maxim sau în apropierea
extremităţii din spate pentru protecţie
maximă la căldură. Vericai care este
cea mai adecvată tehnică de ţinere care
permite un bun control și o mișcare
optimă.
NOTĂ!
Vârful nu trebuie să vină niciodată în contact cu
piesa de lucru, exceptând în timpul operaţiunilor
de tăiere în puncte.
Cap torţă
Electrod
Cartuş de pornire
Vârf
Cupă de protecţie
Piese torţă
0-5557RO Torţă OPERARE
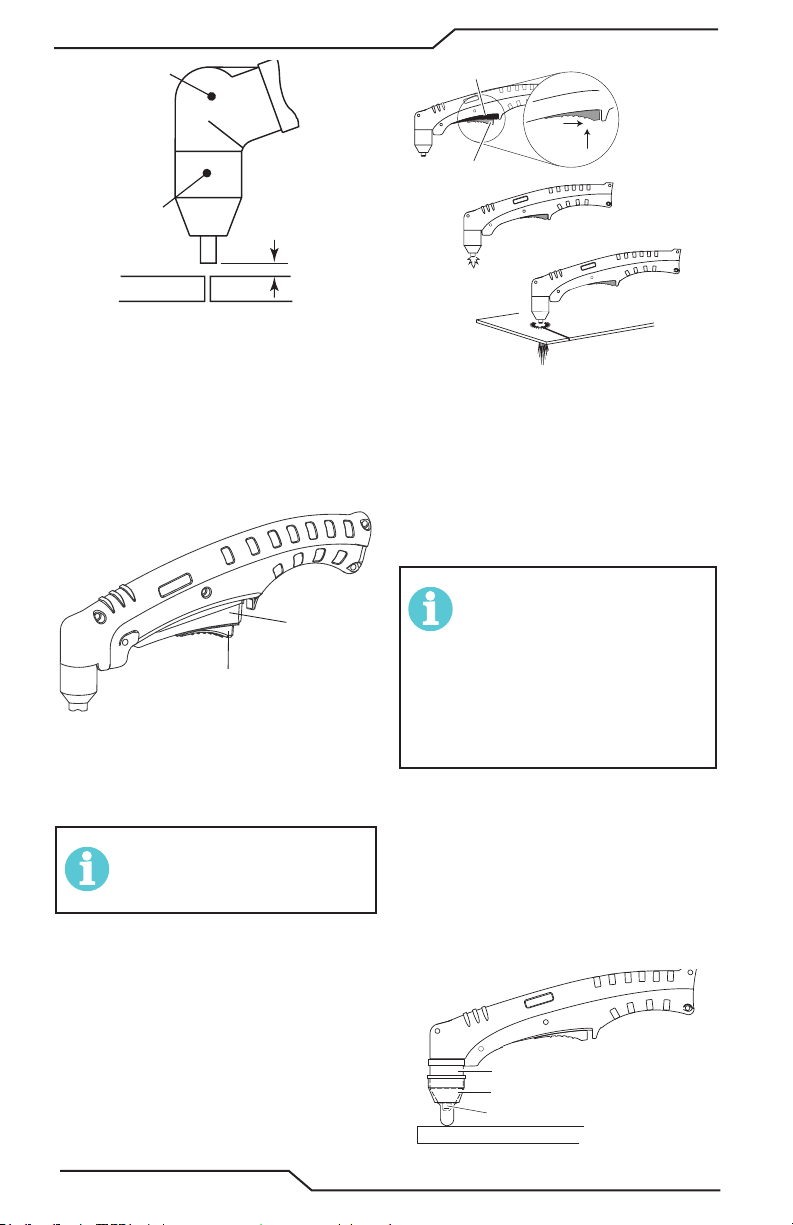
2. În funcţie de operaţia de tăiere, realizaţi
una dintre următoarele acţiuni:
a. Pentru începerea de pe margine,
inei tora perpendicular faă de
piesa de prelucrare, cu partea din
faă a vârfului pe marginea piesei
de prelucrat, în punctul în care ar
trebui să înceapă tăierea.
b. Pentru tăierea de la distanţă, ţineţi
torţa la o distanţă de 1/8 - 3/8 in (3-9
mm) de piesa de lucru, astfel cum
este indicat mai jos.
31
Page 32
CUTMASTER 40
Cup
1/8" - 3/8" (3 - 9mm)
Art # A-04034RO
Torţă
Declanşator
1
2
Eliberare declanşator
ă de protecţie
A-00024RO_AB
Interval de distanţă
Interval de distanţă
3. Ţineţi torţa la distanţă de corpul dvs.
4. Culisaţi elementul de eliberare a declanșatorului spre partea posterioară
a manetei torţei în timp ce simultan
strângeţi declanșatorul. Arcul Pilot va
începe.
Declanşator
Eliberare declanşator
A-02986RO
5. Aduceţi torţa la o distanţă de transfer
faţă de piesa de lucru. Arcul principal va
transferat spre piesa de lucru, iar arcul
Pilot se va închide.
NOTĂ!
Pre-uxul şi post-uxul de gaz sunt o caracteristică a sursei de alimentare cu energie electrică şi
nu o funcţie a torţei.
3
4
Art # A-03383RO
6. Tăiaţi ca de obicei. Eliberaţi pur și simplu
ansamblul de declanșare pentru a opri
tăierea.
7. Urmaţi practicile de tăiere recomanData
normale, astfel cum sunt prezentate în
ghidul utilizatorului pentru sursa de
alimentare cu energie electrică.
NOTĂ!
Când cupa de protecţie este instalată în mod
adecvat, există un spaţiu liber de mici dimensiuni între cupa de protecţie şi mânerul torţei. Gazul trece prin acest oriciu conform cerinţelor de
operare normală. Nu încercaţi să forţaţi cupa de
protecţie pentru a închide această deschizătură.
Forţarea cupei de protecţie împotriva capului
torţei sau mânerului torţei poate deteriora
componentele.
8. Pentru o distanţă potrivită faţă de piesa
de lucru, instalaţi ghidajul de distanţare
prin culisarea acestuia pe manșonul de
protecţie al torţei. Instalaţi ghidajul cu
piciorușele în lateralele corpului cupei
de protecţie pentru a menţine o bună
vizibilitate a arcului de tăiere. În timpul
operării, poziţionaţi piciorușele ghidajului de distanţare pe piesa de lucru.
Cupă de protecţie
Ghidaj de distanţare
Torţă OPERARE 0-5557RO
32
Vârf torţă
Piesă de lucru
Page 33
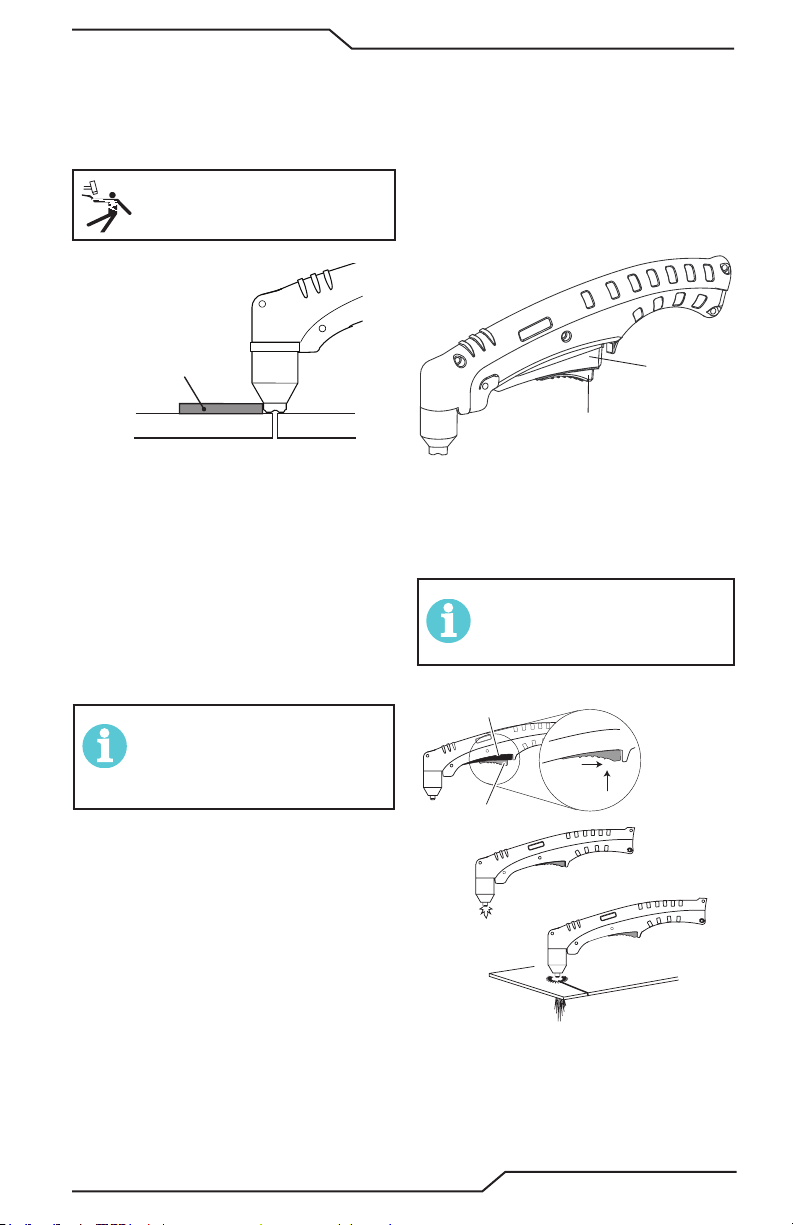
Cupă de protecţie cu margine dreaptă
Art # A-03383RO
Declanşator
Cupa de protecţie pentru tăiere în puncte poate
folosită cu o margine dreaptă non conductibilă
pentru a realiza tăieturi drepte Manual.
AVERTISMENT
Marginea dreaptă nu trebuie să e conductivă.
tăiere cu margine
dreaptă neconductivă
Folosire a cupei de protecţie pentru operaţie în puncte cu margine dreaptă
Cupa de protecţie tip coroană funcţionează
cel mai buni când se taie material solid de
4,7 mm (3/16 inchi) cu suprafaţă relativ
uniformă.
Tăiere în puncte cu torţă Manuală
Lucrările de tăiere în puncte se realizează cel
mai bine pe metal cu o grosime de 6 mm (1/4
inchi) sau mai puţin.
CUTMASTER 40
4. Menţineţi torţa în contact cu piesa de
lucru în timpul ciclului de tăiere.
5. Ţineţi torţa la distanţă de corpul dvs.
6. Culisaţi elementul de eliberare a declanșatorului spre partea posterioară
a manetei torţei în timp ce simultan
strângeţi declanșatorul. Arcul Pilot va
începe.
Declanşator
Eliberare declanşator
A-02986RO
7. Aduceţi torţa la o distanţă de transfer
faţă de piesa de lucru. Arcul principal va
transferat spre piesa de lucru, iar arcul
Pilot se va închide.
NOTĂ!
Pre-uxul şi post-uxul de gaz sunt o caracteristică a sursei de alimentare cu energie electrică şi
nu o funcţie a torţei.
NOTĂ!
Pentru performanţă optimă şi durată de
funcţionare extinsă a componentelor, folosiţi
întotdeauna componentele adecvate tipului de
operaţie derulat.
1. Instalaţi vârful pentru tăiere în puncte și
setaţi curentul de ieșire.
2. Torţa poate ţinută în mod confortabil
într-o mână sau fixată cu două mâini. Poziţionaţi palma pentru a apăsa
Declanșatorul pe mânerul torţei. În
cazul torţei Manuale, mâna poate fi
poziţionată aproape de capul torţei
pentru control maxim sau în apropierea
extremităţii din spate pentru protecţie
maximă la căldură. Vericai care este
cea mai adecvată tehnică de ţinere care
permite un bun control și o mișcare
optimă.
0-5557RO Torţă OPERARE
1
2
Eliberare declanşator
3
4
8. Tăiaţi ca de obicei. Eliberaţi pur și simplu
ansamblul de declanșare pentru a opri
tăierea.
33
Page 34
CUTMASTER 40
9. Urmaţi practicile de tăiere recomanData
normale, astfel cum sunt prezentate în
ghidul utilizatorului pentru sursa de
alimentare cu energie electrică.
NOTĂ!
Când cupa de protecţie este instalată în mod
adecvat, există un spaţiu liber de mici dimensiuni
între cupa de protecţie şi mânerul torţei. Gazul
trece prin acest oriciu conform cerinţelor de
operare normală. Nu încercaţi să forţaţi cupa de
protecţie pentru a închide această deschizătură.
Forţarea cupei de protecţie împotriva capului
torţei sau mânerului torţei poate deteriora
componentele.
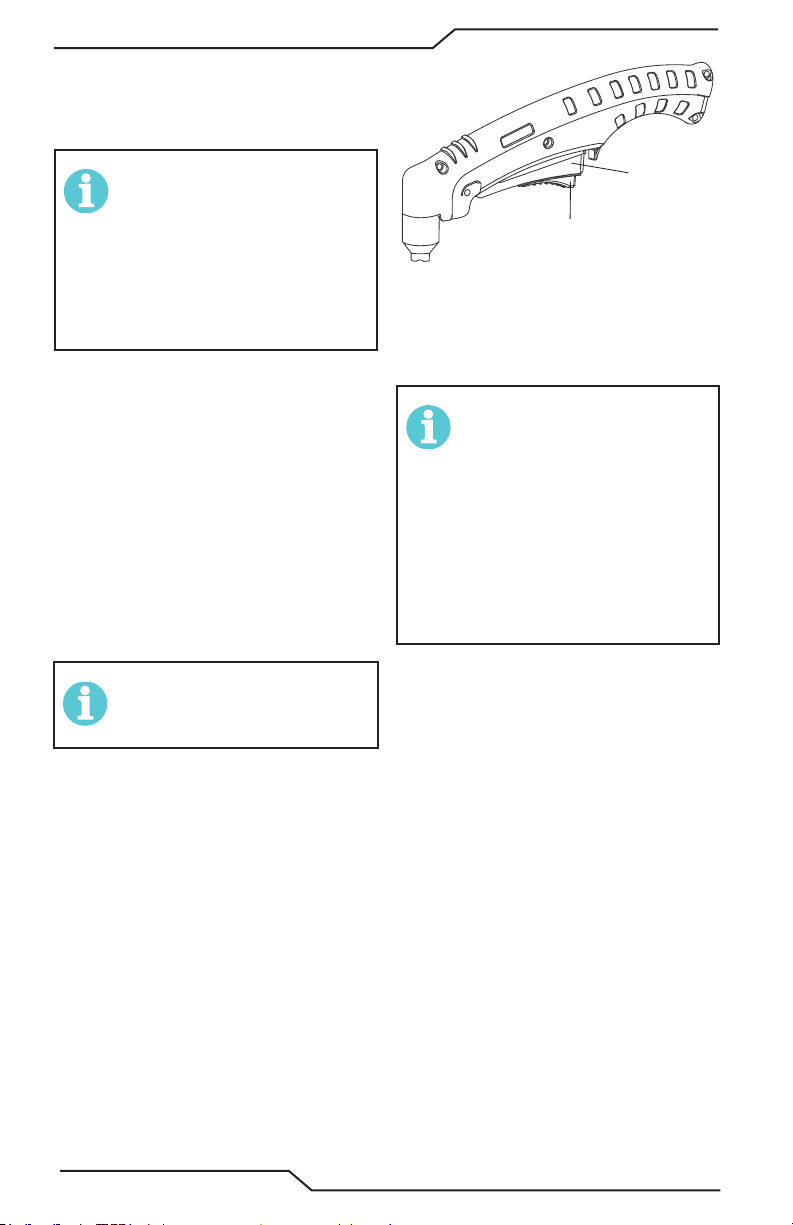
Perforare cu torţă Manuală
1. Ţineţi torţa la distanţă de corpul dvs.
2. Torţa poate ţinută în mod confortabil
într-o mână sau fixată cu două mâini. Poziţionaţi palma pentru a apăsa
Declanșatorul pe mânerul torţei. În
cazul torţei Manuale, mâna poate fi
poziţionată aproape de capul torţei
pentru control maxim sau în apropierea
extremităţii din spate pentru protecţie
maximă la căldură. Vericai care este
cea mai adecvată tehnică ce permite un
bun control și o mișcare optimă.
NOTĂ!
Vârful nu trebuie să vină niciodată în contact cu
piesa de lucru, exceptând în timpul operaţiunilor
de tăiere în puncte.
3. Înclinaţi ușor torţa pentru a direcţiona
particulele posterioare departe de vârful
torţei (și de operator) decât direct spre
aceasta până la nalizarea perforării.
4. Pe o porţiune din metalul nedorit, începeţi perforarea liniei de tăiere și apoi
continuaţi tăierea pe linie. Ţineţi torţa
perpendicular faţă de piesa de lucru
după ce perforarea este nalizată.
5. Culisaţi elementul de eliberare a declanșatorului spre partea posterioară
a manetei torţei în timp ce simultan
strângeţi declanșatorul. Arcul Pilot va
începe.
Declanşator
Eliberare declanşator
A-02986RO
6. Aduceţi torţa la o distanţă de transfer
faţă de piesa de lucru. Arcul principal va
transferat spre piesa de lucru, iar arcul
Pilot se va închide.
NOTĂ!
Pre-uxul şi post-uxul de gaz sunt o caracteristică a sursei de alimentare cu energie electrică şi
nu o funcţie a torţei.
Când cupa de protecţie este instalată în mod
adecvat, există un spaţiu liber de mici dimensiuni
între cupa de protecţie şi mânerul torţei. Gazul
trece prin acest oriciu conform cerinţelor de
operare normală. Nu încercaţi să forţaţi cupa de
protecţie pentru a închide această deschizătură.
Forţarea cupei de protecţie împotriva capului
torţei sau mânerului torţei poate deteriora
componentele.
7. Curăţaţi stropiturile și crustele de pe
cupa de protecţie și vârf imediat ce este
posibil. Stropirea cupei de protecţie cu
un compus anti-împroșcare va minimiza
cantitatea de crustă care aderă la aceasta.
Vitezele de tăiere depind de material, grosime și
abilitatea operatorului de a urma cu acurateţe linia
de tăiere dorită. Următorii factori ar putea avea un
impact asupra performanţei sistemului:
• Uzură a pieselor torţei
• Calitatea aerului
• Fluctuaţii ale tensiunii de linie
• Înălţime mufă de distanţare torţă
• Conexiune adecvată a cablului de lucru
Torţă OPERARE 0-5557RO
34
Page 35
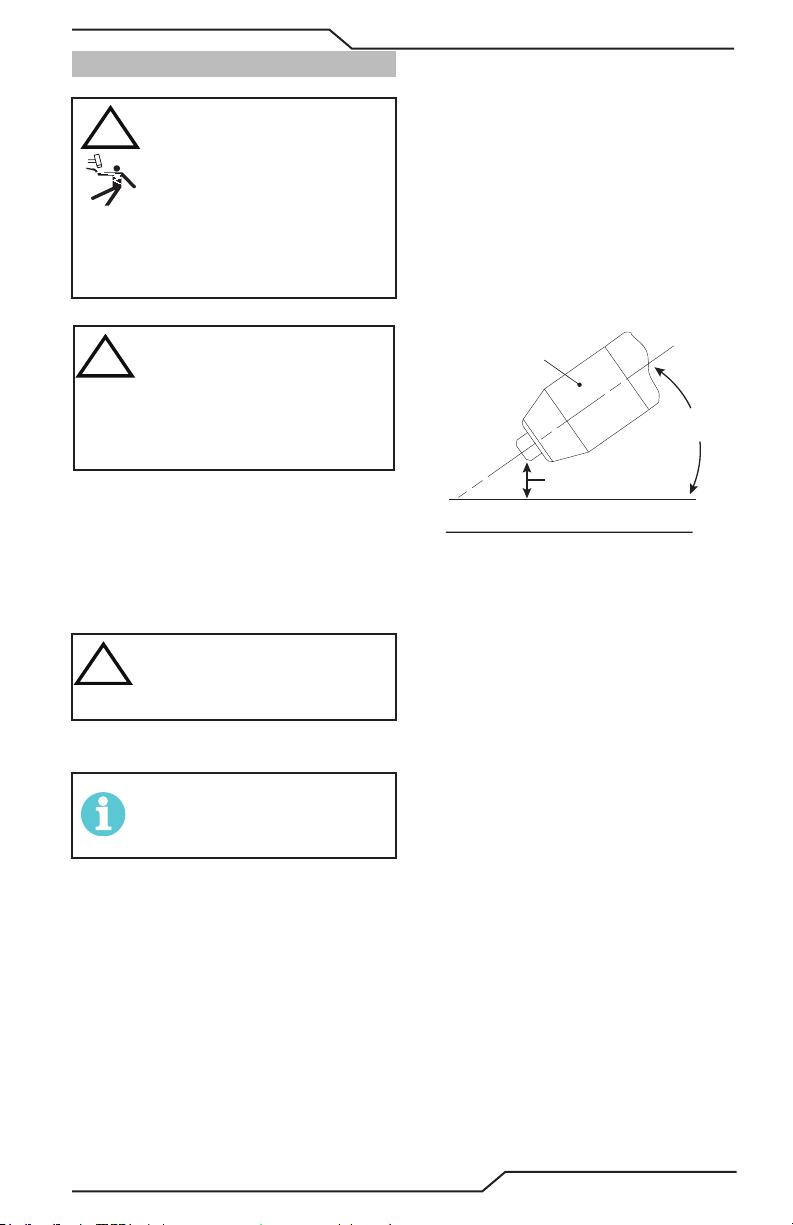
4T.03 Dăltuire
!!
!!
!!
35°
A-00941RO_AB
AVERTISMENT
Asiguraţi-vă că operatorul este echipat cu mănuşi,
îmbrăcăminte şi protecţie pentru ochi şi urechi
adecvată şi că toate măsurile de siguranţă prezentate în prima parte a ghidului au fost respectate.
Asigurai-vă că operatorul nu intră în contact cu
piesa de prelucrare în timp ce tora este activată.
Deconectaţi sursa de energie primară de la sistem
înainte de a dezasambla torţa, conductoarele sau
sursa de alimentare cu energie.
Unghi de avans
CUTMASTER 40
Unghiul dintre torţă și piesa de lucru depinde
de setarea de curent de ieșire și viteza de mișcare a torţei. Unghiul de avans recomandat
este 35°. La un unghi de avans mai mare
de 45°, metalul topit nu va eliberat din
daltă și poate suat înapoi pe torţă. Dacă
unghiul de avans este prea mic (mai mic de
35°), o cantitate mai mică de material poate
eliminată, ceea ce necesită mai multe faze de
lucru. În unele aplicaţii, precum eliminarea
de suduri sau lucrul cu metal ușor, aceasta
este opţională.
ATENŢIE
Scânteile de la dăltuirea cu plasmă pot cauza
daune suprafeţelor îmbrăcate, vopsite sau altor
tipuri de suprafeţe precum geam, plastic şi metal.
Vericai piesele torţei. Piesele torţei trebuie să
corespundă tipului de operaţie. Refer to Section
4T.07, Selectare a pieselor torţei.
Parametrii de dăltuire
Performanţa dăltuirii depinde de parametrii
precum viteza de deplasare a torţei, nivelul
de curent, unghiul de avans (unghiul dintre
torţă și piesa de lucru) și distanţa dintre vârful
torţei și piesa de lucru (depărtare).
ATENŢIE
Atingerea suprafeţei piesei de lucru cu vârful
torţei sau cupa de protecţie va cauza o uzură
excesivă a pieselor.
Viteză de mișcare a torţei
NOTĂ!
Consultaţi paginile anexei pentru informaţii
suplimentare referitoare la sursa de alimentare cu
energie electrică folosită.
Viteza de mișcare optimă a torţei depinde de
setarea curentului, unghiul de avans și modul
de operare (torţă Manuală sau torţă aparat).
Setare curent
Setările de curent depind de viteza de mișcare a torţei, de modul de exploatare (torţă
Manuală sau torţă aparat) și de cantitatea de
material care trebuie eliminată.
Cap torţă
Înălţime distanţare
Piesă de lucru
Unghi de dăltuire și Interval de distanţă
Interval de distanţă
Vârful în raport cu distanţa de lucru afectează
calitatea și adâncimea dăltuirii. Intervalul de
distanţă de 3 - 6 mm 1 (/8 - 1/4 inchi) permite
o eliminare uniformă și consistentă a metalului. Distanţe mai reduse faţă de piesa de
lucru ar putea avea ca rezultat mai degrabă
o tăietură de retezare decât de dăltuire. Un
Interval de distanţă mai mare de 6 mm (1/4
inch) poate avea ca rezultat o eliminare
minimă a metalului sau pierderea arcului
principal de transfer.
Acumulare de crustă
Crusta generată de dăltuirea pe materiale
precum carbon și oţel inoxidabil, nichel și
oţeluri aliate poate eliminată cu ușurinţă
în mare parte din cazuri. Crusta nu obstrucţionează procesul de dăltuire dacă se acumulează pe partea laterală a făgașului dălţii.
Cu toate acestea, formarea unei cruste poate
cauza inconsistenţe și eliminări neregulate
de metal în cazul în care cantităţi mari de
material se acumulează în faţa arcului electric. Acumularea este deseori rezultatul unei
viteze de mișcare, a unui unghi de avans sau
a unui Interval de distanţă inadecvat.
0-5557RO Torţă OPERARE
35
Page 36

CUTMASTER 40
Perforare de material laminat
La procedura de perforare a materialului laminat, tăierea se începe cu capul pistoletului amplasat în
unghi faă de suprafaa de lucru. Stropii/zgura sunt proiectate departe de zona de lucru pe măsură
ce pistoletul taie. Capul pistoletului se rotește pe verticală pe măsură ce tăietura se adâncește și perforează piesa de lucru.
Art # A-13353
Torţă OPERARE 0-5557RO
36
Page 37

CUTMASTER 40
4T.04 Informaţii Privind Brevetarea
Brevete pentru torţă de tăiere cu plasmă
Următoarele componente fac obiectul brevetelor SUA și străine, după cum urmează:
Număr catalog Descriere
Brevet(e)
9-8215 Electrod Brevet SUA nr. 6163008; 6987238
Alt(e) brevet(e) în așteptare
9-8214 Electrod Brevet SUA nr. 6163008; 6987238
Alt(e) brevet(e) în așteptare
9-8213 Cartuș Brevet SUA nr. 6903301; 6717096; 6936786; 6703581;
D496842; D511280; D492709; D499620; D504142
Alt(e) brevet(e) în așteptare
9-8205 Vârf Brevet SUA nr. 6774336; 7145099; 6933461
Alt(e) brevet(e) în așteptare
9-8206 Vârf Brevet SUA nr. 6774336; 7145099; 6933461
Alt(e) brevet(e) în așteptare
9-8207 Vârf Brevet SUA nr. 6774336; 7145099; 6933461
Alt(e) brevet(e) în așteptare
9-8252 Vârf Brevet SUA nr. 6774336; 7145099; 6933461
Alt(e) brevet(e) în așteptare
9-8208 Vârf Brevet SUA nr. 6774336; 7145099; 6933461
Alt(e) brevet(e) în așteptare
9-8209 Vârf Brevet SUA nr. 6774336; 7145099; 6933461
Alt(e) brevet(e) în așteptare
9-8210 Vârf Brevet SUA nr. 6774336; 7145099; 6933461
Alt(e) brevet(e) în așteptare
9-8231 Vârf Brevet SUA nr. 6774336; 7145099; 6933461
Alt(e) brevet(e) în așteptare
9-8211 Vârf Brevet SUA nr. 6774336; 7145099; 6933461
Alt(e) brevet(e) în așteptare
9-8212 Vârf Brevet SUA nr. 6774336; 7145099; 6933461
Alt(e) brevet(e) în așteptare
9-8253 Vârf Brevet SUA nr. 6774336; 7145099; 6933461
Alt(e) brevet(e) în așteptare
9-8225 Vârf Brevet SUA nr. 6774336; 7145099; 6933461
Alt(e) brevet(e) în așteptare
9-8226 Vârf Brevet SUA nr. 6774336; 7145099; 6933461
Alt(e) brevet(e) în așteptare
9-8227 Vârf Brevet SUA nr. 6774336; 7145099; 6933461
Alt(e) brevet(e) în așteptare
9-8228 Vârf Brevet SUA nr. 6774336; 7145099; 6933461
Alt(e) brevet(e) în așteptare
9-8241 Manșon de protecţie Brevet SUA nr. 6914211; D505309
Alt(e) brevet(e) în așteptare
9-8243 Manșon de protecţie Brevet SUA nr. 6914211; D493183
Alt(e) brevet(e) în așteptare
9-8235 Manșon de protecţie Brevet SUA nr. 6914211; D505309
Alt(e) brevet(e) în așteptare
9-8236 Manșon de protecţie Brevet SUA nr. 6914211; D505309
Alt(e) brevet(e) în așteptare
9-8237 Cupă de protecţie Brevet SUA nr. 6914211; D501632; D511633
Alt(e) brevet(e) în așteptare
9-8238 Manșon de protecţie Brevet SUA nr. 6914211; D496951
Alt(e) brevet(e) în așteptare
9-8239 Manșon de protecţie Brevet SUA nr. 6914211; D496951
Alt(e) brevet(e) în așteptare
9-8244 Manșon de protecţie Brevet SUA nr. 6914211; D505309
Alt(e) brevet(e) în așteptare
0-5557RO Torţă OPERARE
37
Page 38

CUTMASTER 40
9-8245 Manșon de protecţie Brevet SUA nr. 6914211; D496951
Alt(e) brevet(e) în așteptare
Următoarele componente sunt, de asemenea, brevetate în baza brevetului SUA nr.
5,120,930 și 5,132,512:
Număr catalog Descriere
9-8235 Manșon de protecţie
9-8236 Manșon de protecţie
9-8237 Cupă de protecţie
9-8238 Manșon de protecţie
9-8239 Manșon de protecţie
9-8244 Manșon de protecţie
9-8245 Manșon de protecţie
Patente în așteptare pentru următoarele:
Deconectare rapidă toră și deconectare rapidă conductoare toră
Torţă OPERARE 0-5557RO
38
Page 39
5.01 Întreţinere Generală
Realizaţi mai des
CUTMASTER 40
SECȚIUNEA 5 SISTEM: SERVICE
AVERTISMENT!
Deconectare a puterii de intrare înainte de
lucrările de întreţinere.
Verificare vizuală a
vârfului torţei şi a electrodului
Inspectaţi vizual vârful şi corpul
torţei, electrodul, cartuşul de
pornire şi cupa de protecţie
Înlocuiţi toate
piesele defecte
Art# A-14037RO
Fiecare utilizare
Săptămânal
Inspectaţi vizual
cablurile şi
conductoarele.
Înlocuiţi conform necesităţilor.
La fiecare trei luni
Exterior curat al
sursei de
alimentare cu
energie electrică
lucrări de întreţinere
în caz de folosire în
condiţii severe.
5.02 Calendar de întreţinere
NOTĂ!
Frecvenţa actuală a lucrărilor de întreţinere ar putea necesita ajustări, în conformitate cu mediul de operare.
Vericări operaţionale zilnice sau la ecare șase ore de tăiere:
1. Vericai componentele consumabile ale torţei; înlocuiţi-le dacă sunt deteriorate sau uzate.
2. Vericai Plasmă și alimentarea secundară și presiunea/uxul.
Săptămânal sau la ecare 30 de ore de tăiere:
1. Vericai ventilatorul pentru a vă asigura că funcţionează corespunzător și că beneciază de
un ux de aer adecvat.
2. Inspectaţi torţa pentru orice suri sau re expuse; înlocuiţi dacă este necesar.
3. Inspectaţi cablul pentru putere de intrare pentru re deteriorate sau expuse; înlocuiţi dacă
este necesar.
0-5557RO SERVICE
39
Page 40
CUTMASTER 40
!!
Şase luni sau la ecare 720 de ore de tăiere:
1. Vericai ltrul (ltrele) de aer în linie; derulaţi procedura de curăţare sau de înlocuire, conform
situaţiei respective.
2. Vericai cablurile și furtunurile pentru scurgeri sau suri; înlocuiţi dacă este necesar.
ATENŢIE
Nu suaţi aer în sursa de alimentare cu energie electrică în timpul curăţării. Suarea de aer în unitate poate determina
interacţiunea particulelor metalice cu componente electrice sensibile şi poate cauza daune unităţii.
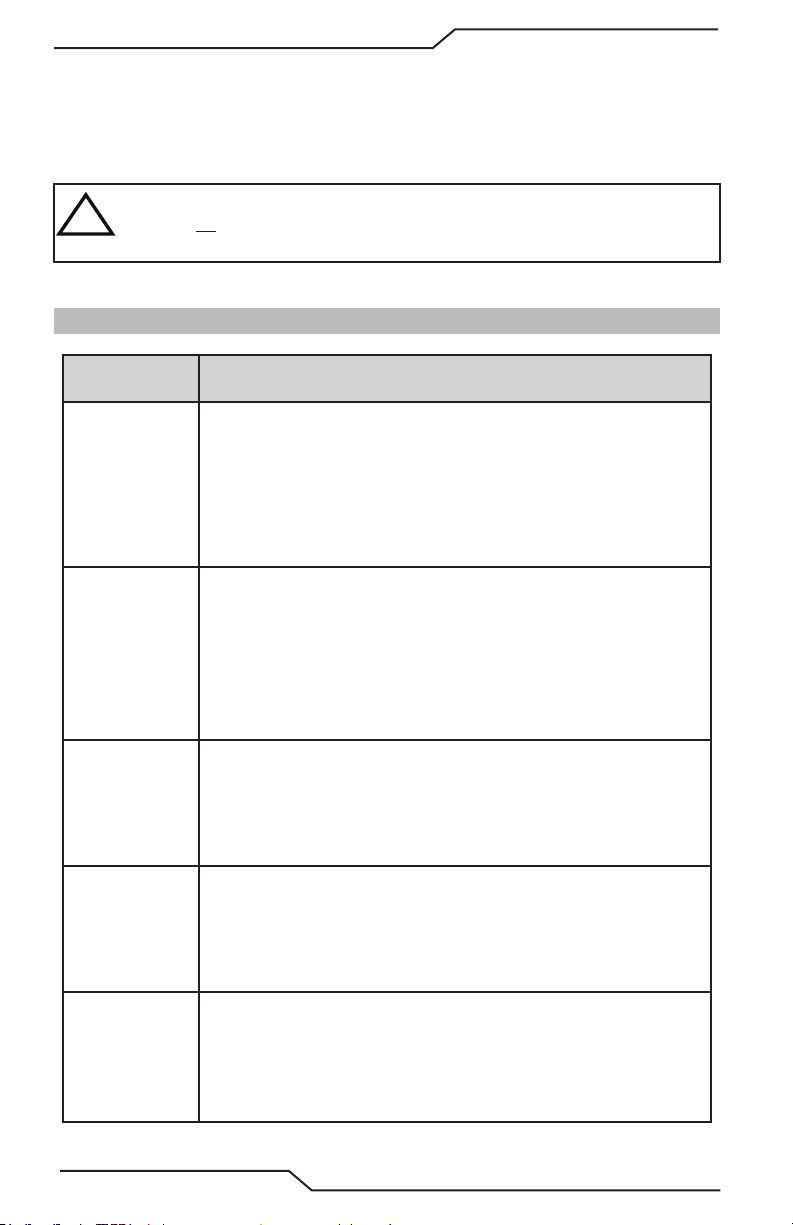
5.03 Defecţiuni comune
Problemă -
Simptom
Pătrundere
insucientă
Arcul principal se
stinge
Formare de zgură
excesivă
Durată de
viaţă scurtă a
componentelor
torţei
Pornire dicilă 1. Piese ale torţei uzate.
1. Viteza de tăiere este prea mare.
2. Torţa este înclinată prea mult.
3. Metal prea gros.
4. Piese ale torţei uzate
5. Valoarea curentului de tăiere este prea mică.
6. Sunt folosite componente Thermal Dynamics care nu sunt originale
7. Presiune gaz incorectă. Presiunea liniei 90-125 psi (6,2-8,6 bar / 620-862
Kpa.
1. Viteza de tăiere este prea mică.
2. Mufa de distanţare a torţei este prea sus faţă de piesa de lucru.
3. Valoarea curentului de tăiere este prea mare.
4. Cablu de lucru deconectat.
5. Piese ale torţei uzate.
6. Sunt folosite componente Thermal Dynamics care nu sunt originale
7. Tensiunea liniei scade din cauza prelungitorului sau a liniei de
alimentare ind prea lungă.
1. Viteza de tăiere este prea mică.
2. Mufa de distanţare a torţei este prea sus faţă de piesa de lucru.
3. Piese ale torţei uzate.
4. Curent de tăiere inadecvat.
5. Sunt folosite componente Thermal Dynamics care nu sunt originale
6. Presiune gaz incorectă
1. Ulei sau umezeală în sursa de aer.
2. Depășirea capacităţii sistemului (material prea gros).
3. Timp excesiv de arc Pilot
4. Presiunea gazului este prea mică.
5. Torţă asamblată în mod inadecvat.
6. Sunt folosite componente Thermal Dynamics care nu sunt originale
2. Sunt folosite componente Thermal Dynamics care nu sunt originale.
3. Presiune gaz incorectă.
4. Tensiune de linie prea scăzută
5. Piese greșite pentru selecia curentă.
6. Restricia furtunului.
Cauză comună
SERVICE 0-5557RO
40
Page 41

CUTMASTER 40
5.04 Indicator defecţiune
La pornirea iniială, sistemul trece printr-o serie de auto-vericări înainte de a gata de utilizare. Dacă în
timpul acestor vericări detectează că ceva nu se aă în parametrii coreci de funcionare, va apărea o
eroare. Dacă se întâmplă acest lucru, un cod de eroare se va ilumina pe așajul digital. În funcie de tipul
de eroare, aceasta poate însoită de una dintre luminile indicatoare din dreapta așajului digital pentru
a porni sau, în cazul unei detectări a tensiunii de joasă sau de înaltă linie, indicatorul de c.a. se va stinge.
Cutmaster 40 are două tipuri de coduri de eroare. Una este defeciunea comunicării. Acest tip de cod
este de a vă ajuta să determinace putei face pentru a obine sistemul în sus și să e difuzate prin corectarea o Problemă ar uitarea de a pune consumabile în toră. Acestea vor așa litere pe așajul digital.
Alt tip de cod de eroare este eroare a erorii pentru problemă cu sursa de alimentare sau puterea de
intrare și va așa E0 și un număr de pe așajul digital și, eventual, o lumină de defect, ar lumina de
c.a. ind oprit.
Defeciune comunicare Descriere
Over Temp Eroarea supratemp se va activa dacă a fost detectată o stare supratemperatură pe radiator sau transformator. „HI” va apărea pe ecranul segmentului 7 și LED-ul Over
Temp va iluminat.
Piese montate Defeciune Eroarea pieselor în loc este activată dacă cupa scutului este
eliminată. „PIP” va apărea pe așajul cu 7 segmente
Piese în contact Part in Contact EROARE este activat atunci când vârful nu este în
contact cu electrodul în timpul iniializării. Cel mai probabil să apară în cazul în care vârful lipsește de
la torta. „PIC” va apărea pe așajul cu 7 segmente.
Declanșator defeciune SCC Declanșator defeciune EROARE este activat dacă declanșatorul este apăsat în timpul pornirii mașinii sau în timp ce o altă defeciune este de compensare.
„SCC” va apărea pe așajul cu 7 segmente.
Defeciune gazieră Eroarea de eroare a gazelor LoP este activată dacă consumabilele nu se separă atunci când gazul este pornit. Cel mai probabil din cauza conductei de gaz care nu
este atașată sau presiunea este prea mare de închidere a supapei. LED-ul cu gaz de pe așajul frontal
va clipi sau nu va aprins.
Eroare defeciune Descriere
Defeciune a magi Eroarea de eroare a magistralei este activată dacă tensiunea
magistralei scade sub ~360V. Tensiunea magistralei va vericată numai în modul standby. „E02” va
apărea pe așajul cu 7 segmente.
Eroare părtinire Eroarea de eroare a bias este activată dacă tensiunea de părtinire scade sub ~13,5V. „E03” va apărea pe așajul cu 7 segmente.
Defeciune tensiune de linie joasă Eroarea de tensiune de linie joasă este activată dacă
tensiunea de intrare este prea mică. „E06” va apărea pe așajul cu 7 segmente, iar indicatorul LED de
c.a. de pe așajul frontal nu va iluminat.
Defeciune tensiune de înaltă linie Eroarea de tensiune de înaltă linie este activată dacă
tensiunea de intrare este prea mare. „E07” va apărea pe așajul cu 7 segmente, iar indicatorul LED de
c.a. de pe așajul frontal nu va iluminat.
0-5557RO SERVICE
41
Page 42

CUTMASTER 40
5.05 Ghid de bază privind depanarea
AVERTISMENT
Nivele de tensiune şi de putere foarte periculoase sunt prezente în această unitate. Nu încercaţi să îl diagnosticaţi sau să
îl reparaţi decât dacă aţi urmat cursuri de formare în măsurători ale aparatelor electronice şi a tehnicilor de depanare.
Problemă Simptom
Butonul PORNIT/
OPRIT este PORNIT,
dar indicatorul A/C
nu se aprinde
Indicator de eroare
care așează codul
de eroare E02
TEMPERATURA A
FOST PORNITĂ.
Eroare de
comunicare care
arată HI
LED-ul de gaz oprit,
Defeciune
comunicare care
arată LoP
Defeciune și
comunicare care
arată PIP
Cauză posibilă Acţiune recomandată
1. Butonul de deconectare putere primară
este în poziţia OPRIT.
2. Siguranţele/întrerupătoarele de circuit
sunt arse sau decuplate.
3. Componente defecte în unitate.
1. Problemă cu tensiunea de intrare
primară.
2. Componente defecte în unitate.
1. Fluxul de aer prin sau în jurul unităţii
este obstrucţionat.
2. Ciclul de funcţionare al unităţii a fost
depășit.
3. Componente defecte în unitate.
1. Alimentarea cu gaz nu este conectată
la unitate.
2. Alimentarea cu gaz nu este PORNITĂ.
3. Presiunea alimentării cu gaz este
prea mică.
4. Componente defecte în unitate.
1. Cupa de protecţie nu este bine xată.
2. Torţa nu este conectată corespunzător
la sursa de alimentare cu energie
electrică.
3. Problemă în circuitul torţei și al
conductoarelor PIP.
4. Componente defecte în unitate.
1. Rotiţi butonul de deconectare de energie primară în poziţia PORNIT.
2. a) Apelaţi la o persoană calicată pentru a verica siguranţele
primare/întrerupătoarele de circuit.
b) Conectaţi unitatea la priza de curent primară acceptabilă
cunoscută
3. Mergeţi la un centru service autorizat pentru reparaţii sau înlocuire.
1. Au persoană calicată verica tensiunea primară pentru a asigura că
îndeplinește cerinele unităii a se vedea seciunea „2.05 specicaii le
electrice de intrare" de pe pagina 19.
2. Mergeţi la un centru service autorizat pentru reparaţii sau înlocuire.
1. Consultai informaiile privind clearance-ul – se vedea seciunea
„2.04 Specicaţii privind sursa de alimentare cu energie electrică" de
pe pagina 18
2. Lăsaţi unitatea să se răcească.
3. Mergeţi la un centru service autorizat pentru reparaţii sau înlocuire.
1. Conectaţi alimentarea cu gaz la unitate.
2. Porniţi alimentarea cu gaz.
3. Setaţi presiunea de intrare pentru alimentarea cu aer a unităţii la 120
psi. Setai lungimea conductoarelor pentru a se potrivi cu lungimea
efectivă utilizată.
4. Mergeţi la un centru service autorizat pentru reparaţii sau înlocuire.
1. Înșurubaţi Manual cupa de protecţie până când se xează bine în
locul său.
2. Asiguraţi-vă că torţa ATC este xată bine de unitate.
3. Înlocuiţi torţa și conductoarele sau mergeţi la un centru service
autorizat pentru reparaţii sau înlocuire.
4. Mergeţi la un centru service autorizat pentru reparaţii sau înlocuire.
Defect de
fecundare și
comunicare care
arată PIC
SERVICE 0-5557RO
42
1. Cupa de protecţie a torţei nu este
bine xată.
2. Vârful torţei, electrodul sau cartușul de
pornire lipsește.
3. Cartușul de pornire al torţei este
blocat.
4. Presiunea gazului la intrarea în unitate
este prea mare, determinând curgerea
continuă a gazului.
5. Conductor deschis în conductoarele
torţei.
6. Problemă în circuitul comutatorului și
al conductoarelor.
7. Componente defecte în unitate.
1. Strângeţi Manual cupa de protecţie. Nu strângei excesiv.
2. OpriţI Sursa de alimentare cu energie electrică. Îndepărtaţi cupa de
protecţie. Instalaţi componentele lipsă.
3. OpriţI Sursa de alimentare cu energie electrică. Eliminaţi presiunea
din sistem. Îndepărtai cupa de protecie, vârful și cartușul de pornire.
Vericai dacă racordul din partea inferioară a cartușului de pornire se
mișcă liber. Înlocuiţi dacă tingul nu se mișcă liber.
4. Reducei presiunea de alimentare cu gaz la 125 PSI sau mai puin.
5. Înlocuiţi torţa și conductoarele sau mergeţi la un centru service
autorizat pentru reparaţii sau înlocuire.
6. Înlocuiţi torţa și conductoarele sau mergeţi la un centru service
autorizat pentru reparaţii sau înlocuire.
7. Adresai-vă unui centru service autorizat pentru reparaii sau
înlocuire.
Page 43

Problemă -
Simptom
Nu se întâmplă
nimic atunci când
comutatorul torei
sau comutatorul
de la distană
este închis (sau
semnalul Pornire
CNC este activ).
No Flux gaz, DC
LED OFF.
Niciun led
defeciune PORNIT,
niciun arc în torţă.
Arcul Pilot este
pornit, dar arcul
de tăiere nu este
stabilit
Tăierea cu torţă
este redusă
CUTMASTER 40
Cauză posibilă Acţiune recomandată
1. Problemă în circuitul de comunicare
al torţei și conductoarelor (Circuit al
elementul de comandă de la distanţă
suspendat)
2. Componente defecte în unitate.
3. Presiunea gazului e prea mare.
1. Componente defecte în unitate. 1. Mergeţi la un centru service autorizat pentru reparaţii.
1. Cablul de lucru nu este conectat la
piesa de lucru.
2. Cablu de lucru/conector defect.
3. Componente defecte în unitate.
1. Setare de curent incorectă.
2. Consumabile ale torţei uzate.
3. Conexiune slabă a cablului de lucru la
piesa de lucru.
4. Torţa este mișcată prea repede.
5. Urme de ulei sau apă excesive în torţă.
6. Componente defecte în unitate.
1. Duceţi torţa și conductoarele (element de comandă de la distanţă
suspendat) la un centru de reparaţii autorizat.
2. Mergeţi la un centru service autorizat pentru reparaţii sau înlocuire.
3. Reducei presiunea gazului.
1. Conectaţi cablul de lucru.
2. Înlocuiţi cablul de lucru.
3. Mergeţi la un centru service autorizat pentru reparaţii.
1. Vericai și ajustaţi la setarea adecvată.
2. Vericai consumabilele torţei și înlocuiţi-le dacă este necesar.
3. Vericai conexiunea conductorului de lucru la piesa de lucru.
4. Reduceţi viteza de tăiere.
5. Consultaţi „Vericare a calităţii aerului” din SECIUNEA 3 Torţă.
6. Mergeţi la un centru service autorizat pentru reparaţii.
0-5557RO SERVICE
43
Page 44

CUTMASTER 40
5.06 Înlocuire piese de bază sursă de alimentare cu energie electrică
Înlocuire element de ltrare cu o singură etapă opţional
Aceste instrucţiuni se aplică surselor de alimentare cu energie electrică unde ltrul cu o singură etapă
a fost instalat.
Sursa de alimentare se închide automat când elementul de ltrare este complet saturat. Elementul de
ltrare poate îndepărtat din carterul său, uscat și reutilizat. Permiteţi uscarea elementului timp de
24 de ore. Consultaţi SECIUNEA 6 Listă cu piese pentru numărul de catalog al elementului de ltrare
de înlocuire.
1. Deconectaţi puterea de la sursa de alimentare cu energie electrică.
2. Opriţi alimentarea cu aer și goliţi sistemul înainte de a demonta ltrul pentru a schimba
elementul de ltrare.
3. Deconectaţi furtunul alimentării cu gaz.
4. Întoarceţi capacul carterului ltrului în sens antiorar și îndepărtaţi-l. Elementul de ltrare
este situat în interiorul carterului.
Carter
Element
de filtrare
(Cat.nr. 9-7741)
Arc
Garnitură inelară
(Cat.nr. 9-7743)
Capac
Fiting
striat
Filtru montat
Art # A-02476RO
Înlocuire element de ltrare cu o singură etapă opţional
5. Îndepărtaţi elementul de ltrare din carter și puneţi deoparte elementul pentru a se usca.
6. Curăţaţi interiorul carterului, apoi introduceţi elementul de ltrare de înlocuire cu partea
deschisă mai întâi.
7. Înlocuiţi carterul pe capac.
8. Reatașaţi sursa de alimentare cu gaz. Vericai dacă există scurgeri.
NOTĂ!
Dacă unitatea are scurgeri între carcasă şi capac, inspectaţi garnitura inelară pentru tăieturi sau alte deteriorări.
Aceasta completează procedurile de înlocuire a pieselor.
SERVICE 0-5557RO
44
Page 45

SECȚIUNEA 5 TORŢĂ: SERVICE
!
ie trebuie
Art # A-03725RO
CUTMASTER 40
5T.01 Întreţinere Generală
NOTĂ!
Consultaţi „SECIUNEA 5 Sistem" anterioară
pentru descrieri ale indicatorului de probleme
comune şi defecţiuni.
Curăţare torţă
Chiar dacă sunt luate măsuri de siguranţă
pentru a folosi numai aer curat cu o torţă, în
cele din urmă interiorul torţei este încărcat
cu reziduuri. Această acumulare poate afecta
iniţierea arcului Pilot și calitatea de tăiere
globală a torţei.
AVERTISMENT
Deconectai sursa de energie primară de la
sistem înainte de a dezasambla tora sau
conductoarele torei.
NU atingeţi nicio componentă internă a torţei
în timp ce lumina indicatorului CA a sursei de
alimentare cu energie electrică este pornită.
Interiorul torţei trebuie curăţat cu un agent
de curăţare de contact electric folosind un
tampon de vată sau o cârpă moale uscată. În
cazuri severe, torţa poate separată de conductoare și curăţată mai bine prin vărsarea
de agent de curăţare de contact electric în
torţă și suarea acestuia cu aer comprimat.
ATENŢIE
!
Uscaţi bine torţa înainte de reinstalare.
Garnitură inelară inferioară
Garnitură inelară cap torţă
Fiting gaz
Art #A-03791RO_AB
Canelura superioară cu
orificii de ventilaţ
să rămână deschisă
Garnitura inelară
superioară în canelura
adecvată
Fire
Conector ATC tată
Garnitură inelară
#8-0525
Lubriere garnitură inelară
O garnitură inelară de pe capul torţei și conectorul ATC tată necesită lubriere pe bază
programată. Acest lucru va permite garniturilor inelare să rămână exibile și să asigură
o etanșare adecvată. Garniturile inelare se
vor usca, se vor întări și se vor sura dacă nu
se folosește în mod regulat lubriant. Acest
lucru poate conduce la posibile problemă
de performanţă.
Se recomandă aplicarea săptămânală a
unui strat foarte subţire de lubriant pentru
garnitura inelară (Catalog nr. 8-4025) pe
garniturile inelare.
0-5557RO SERVICE
Garnitură inelară ATC
NOTĂ!
NU folosiţi alţi lubrianţi sau vaselină - există
posibilitatea să nu e compatibile cu operarea
la temperaturi înalte sau pot conţine „elemente
necunoscute" care pot intra în reacţie cu atmosfera. Această reacţie poate lăsa contaminanţi în
interiorul torţei. Oricare dintre aceste condiţii
poate conduce la o performanţă inconstantă sau
o durată de viaţă scurtă a componentelor.
45
Page 46

CUTMASTER 40
Art # A-08067RO
Manşon de protecţie
Vârf adecvat
Vârf uzat
A-03406 RO
Fiting extremitate inferioară
Fiting extremitate inferioară
5T.02 Inspecţie și înlocuire a componentelor
consumabile ale torţei
AVERTISMENT
Deconectai sursa de energie primară de la
sistem înainte de a dezasambla tora sau
conductoarele torei.
NU atingeţi nicio componentă internă a torţei
în timp ce lumina indicatorului CA a sursei de
alimentare cu energie electrică este pornită.
Îndepărtaţi piesele consumabile ale torţei după
cum urmează:
NOTĂ!
Cupa de protecţie menţine vârful şi cartuşul de
pornire pe poziţie. Poziţionaţi torţa cu cupa de
protecţie cu faţa în sus pentru a preveni ca aceste
componente să cadă când cupa este îndepărtată.
1. Deșurubaţi și îndepărtaţi cupa de protecţie de pe torţă.
NOTĂ!
Acumularea de crustă pe cupa de protecţie care
nu poate eliminată poate afecta performanţa
sistemului.
2. Inspectaţi cupa pentru deteriorări. Curăţaţi-l sau înlocuiţi-l dacă este deteriorat.
tăiere în puncte
Corp cupă
de protecţie
Nr. garnitură
inelară 8-3488
Art # A-03878RO
4. Îndepărtaţi vârful. Vericai dacă există
un grad de uzură excesivă (marcată
printr-un oriciu alungit sau supradimensionat). Curăţaţi sau înlocuiţi vârful
dacă este necesar.
Exemplu de uzură a vârfului
5. Îndepărtaţi cartușul de pornire. Verificai dacă există un grad de uzură
excesivă, oricii de gaz acoperite sau
urme de deculoareare. Vericai dacă
extremitatea inferioară a cartușului de
pornire se mișcă. Înlocuiţi dacă este
necesar.
cu închidere prin resort
Compresie integrală
cu închidere prin resort
la Resetare/Alungire integrală
Cupă de protecţies
3. Pentru torţele cu corp de cupă de protecţie și un manșon de protecţie sau
deector, asiguraţi-vă că manșonul sau
deectorul este înletat bine pe corpul
6. Trageţi electrodul din capul torţei.
Vericai faţa electrodului pentru uzură
excesivă. Consultaţi următoarea gură.
cupei de protecţie. (Numai) în operaţiuni de tăiere în puncte cu protecţie,
poate exista o garnitură inelară între
corpul cupei de protecţie și manșonul
Electrod nou
de protecţie pentru tăiere în puncte. Nu
lubriaţi garnitura inelară.
Art # A-03284RO
Electrod uzat
Uzură electrod
7. Reinstalaţi electrodul prin împingerea
acestuia în capul torţei până auziţi un
clic.
SERVICE 0-5557RO
46
Art # A-08064RO_AC
Page 47

8. Reinstalaţi cartușul de pornire dorit și
vârful în capul torţei.
9. Înșurubaţi Manual cupa de protecţie
până când este poziţionată pe capul
torţei. Dacă se resimte o rezistenţă când
se instalează cupa de protecţie, vericaţi
letele înainte de instalare.
Aceasta completează procedurile de înlocuire a
pieselor.
CUTMASTER 40
0-5557RO SERVICE
47
Page 48
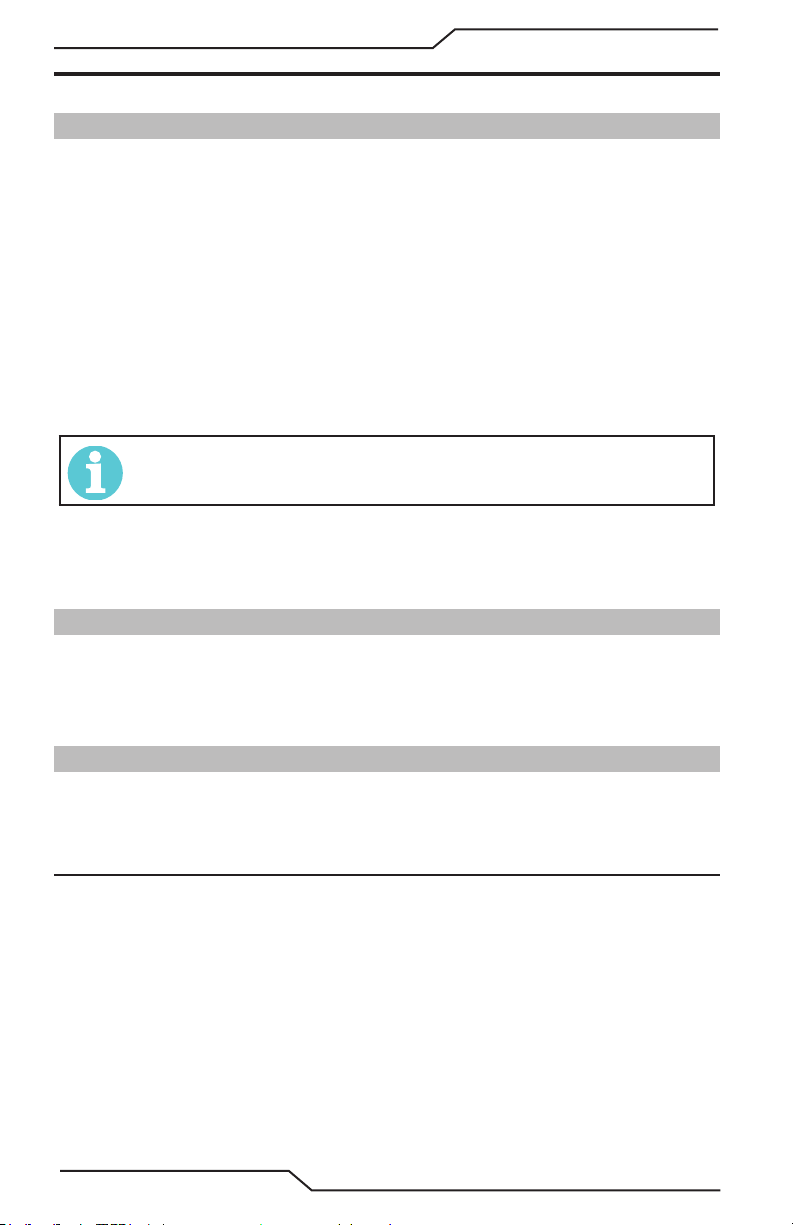
CUTMASTER 40
SECȚIUNEA 6: LISTE CU PIESE
6.01 INTRODUCERE
A. Distribuţie listă cu piese
Lista cu piese include o împărţire a tuturor componentelor care pot înlocuite. Lista cu piese este
următoarea:
6.03 Înlocuire a sursei de alimentare cu energie electrică
6.04 Înlocuire piese pentru sursa de alimentare cu energie electrică
6.05 Opţiuni și accesorii
6.06 Piese de schimb externe
6.07 Piese de schimb pentru lanterna de mână SL60
6.08 Piese de schimb pentru lanterna Manuală SL60QD
6.09 Lanterna piese consumabile (SL60™)
NOTĂ!
Piesele enumerate fără numere de articole nu sunt aşate, dar pot comanData în funcţie de numărul de catalog
indicat.
B. Returnări
Dacă un produs trebuie restituit pentru service, contactaţi-vă distribuitorul. Materialele returnate fără
autorizaţie adecvată nu vor acceptate.
6.02 Informaţii pentru comandă
Comandaţi piese de schimb în funcţie de numărul de catalog și completaţi descrierea piesei sau a ansamblului, astfel cum este enumerat în lista cu piese pentru ecare tip de articol. Include, de asemenea,
Modelul și numărul de serie al sursei de alimentare cu energie electrică. Adresaţi toate întrebările dvs.
distribuitorului dvs. autorizat.
6.03 Înlocuire a sursei de alimentare cu energie electrică
Următoarele elemente sunt incluse în sursa de alimentare de schimb: clemă de cablu de lucru, cablu
de alimentare de intrare, adaptoare de cablu de alimentare de intrare (2), regulator de presiune de gaz
/ ltru, Lanterna SL60, kit de piese de schimb, și manualul de operare.
Can Descriere Număr catalog
1 CutMaster 40 Sursa de alimentare UL/CSA
120 - 240 VAC, Monofazat, 60Hz,
cu cablu electric de intrare și mufă 1-4000-1
1 CutMaster 40Sursă de alimentare CE
240 VAC, Monofazat, 60Hz,
cablu electric de intrare 1-4000-4
LISTE CU PIESE 0-5557RO
48
Page 49
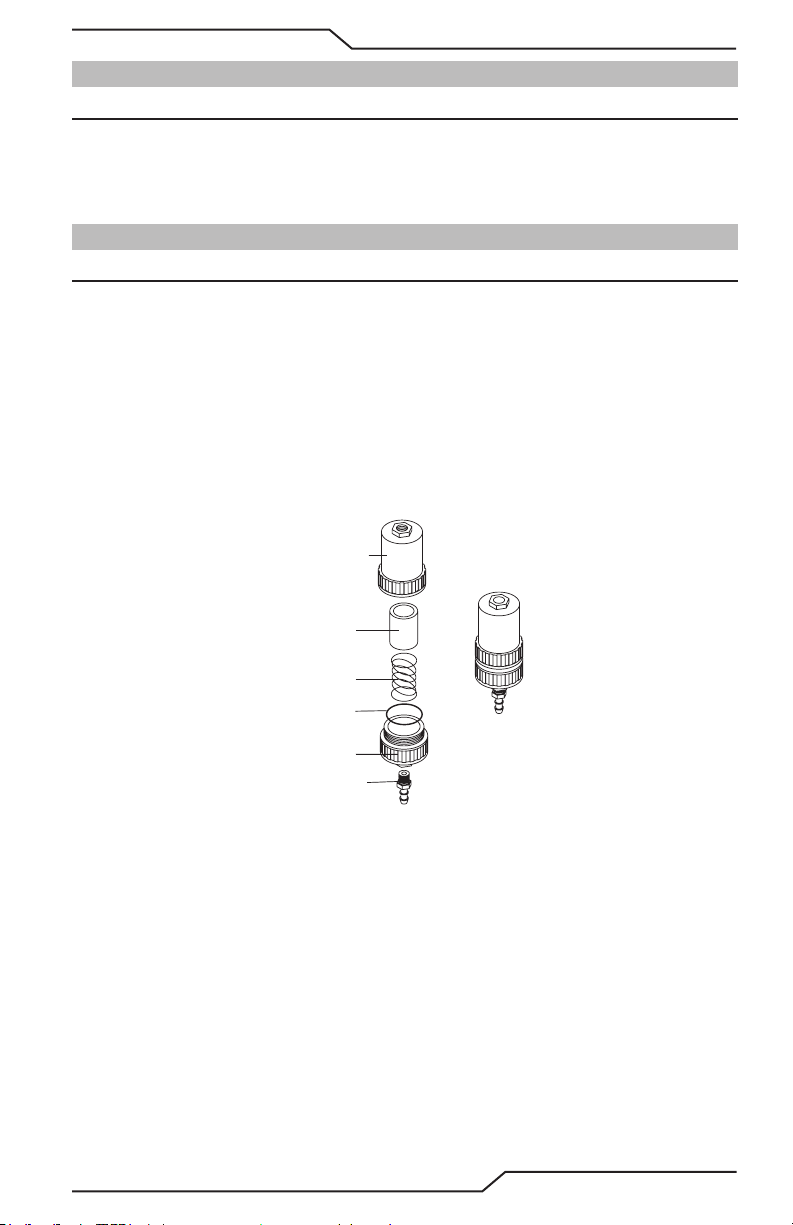
CUTMASTER 40
Garnitur
6.04 Înlocuire piese pentru sursa de alimentare cu energie electrică
Can Descriere Număr catalog
1 Înlocuire ansamblul element de ltrare (ltru din fabrică) 9-0116
1 Cablu, putere 2.5mm, 2.5M EU Type F 9-4435
6.05 Opţiuni și accesorii
Can Descriere Număr catalog
1 Kit de ltrare într-o singură etapă (include ltru și furtun) 7-7507
1 Înlocuire corp ltru 9-7740
1 Înlocuire furtun ltrare (neașat) 9-7742
2 Înlocuire ansamblu ltrare 9-7741
1 Cablu de lucru 8RsR cu conector Dinse de 50 mm 9-9692
1 Cărucior scopuri multiple 7-8888
Carter
Element
de filtrare
(Cat.nr. 9-7741)
Arc
ă inelară
(Cat.nr. 9-7743)
Capac
Fiting
striat
Kit ltru cu o singură etapă opţional
0-5557RO LISTE CU PIESE
Filtru montat
Art # A-02476RO
49
Page 50
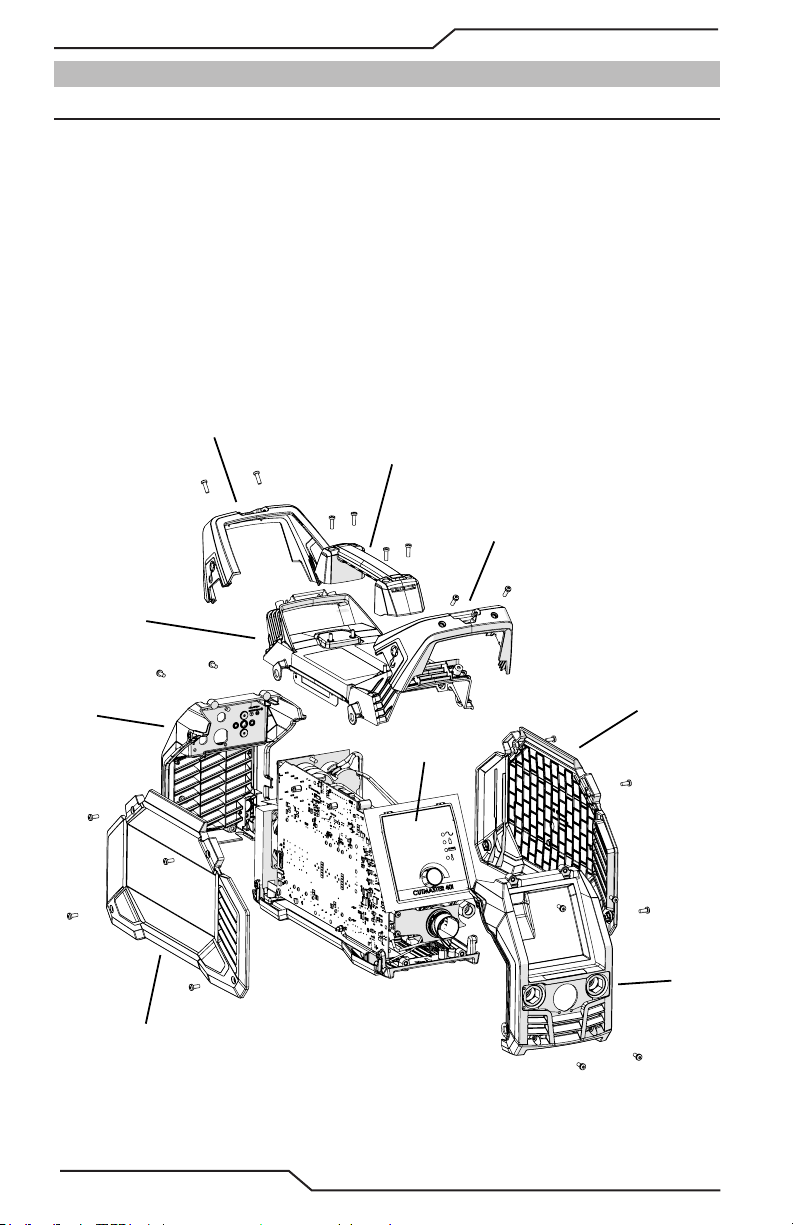
CUTMASTER 40
6.06 Piese de schimb externe
Articol nr. Can Descriere Număr catalog
1 1 Trusă mâner superior 0464 565 880
2 1 Capac mâner 0465 952 001
3 1 Panou, RH CM40 9-4440
4 1 Panoul de asamblare FRONT CM40 9-4437
5 1 Panou, LH CM40 9-4439
6 1 Asamblare, Panou spate CM40 9-4438
7 1 Panou superior 0465 951 001
8 1 Asamblare a așajului PCB 9-4433
9 1 Kit hardware CM40 (nu se așează) 9-4000
-Include toate șuruburile/piuliele pentru acest sistem
2
1
2
7
6
3
8
4
5
LISTE CU PIESE 0-5557RO
50
Art # A-14465
Page 51
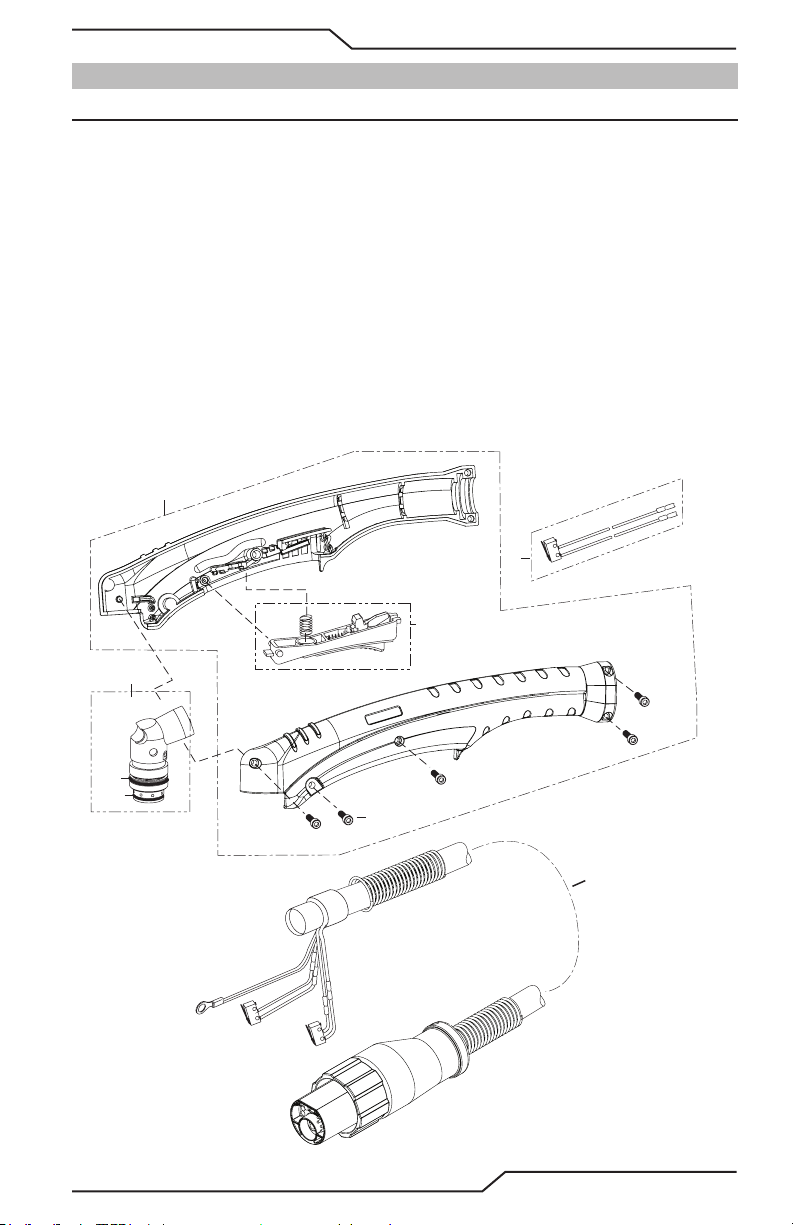
CUTMASTER 40
6.07 Piese de schimb pentru torţă Manuală
Articol nr. Can Descriere Număr catalog
1 1 Kit de înlocuire mâner torţă (include articolele nr. 2 & 3) 9-7030
2 1 Kit de înlocuire ansamblu declanșator 9-7034
3 1 Mâner Șurub Kit (5 piese, șurub cu cap 6-32 x 1/2 inchi și
cheie pentru șurub) 9-8062
4 1 Kit de înlocuire ansamblu cap torţă (include articolele nr. 5 & 6) 9-8219
5 1 Garnitură inelară largă 8-3487
6 1 Garnitură inelară mică 8-3486
7 Ansambluri conductoare cu conectori ATC (include ansambluri comutator)
1 SL60, 20 - picioare/6,1m Ansamblu conductoare
cu conector ATC 4-7834
1 SL60, 50 - picioare/15,2m Ansamblu conductoare
cu conector ATC 4-7835
8 1 Kit buton 9-7031
1
8
2
4
5
6
3
0-5557RO LISTE CU PIESE
7
Art # A-07993_AB
51
Page 52
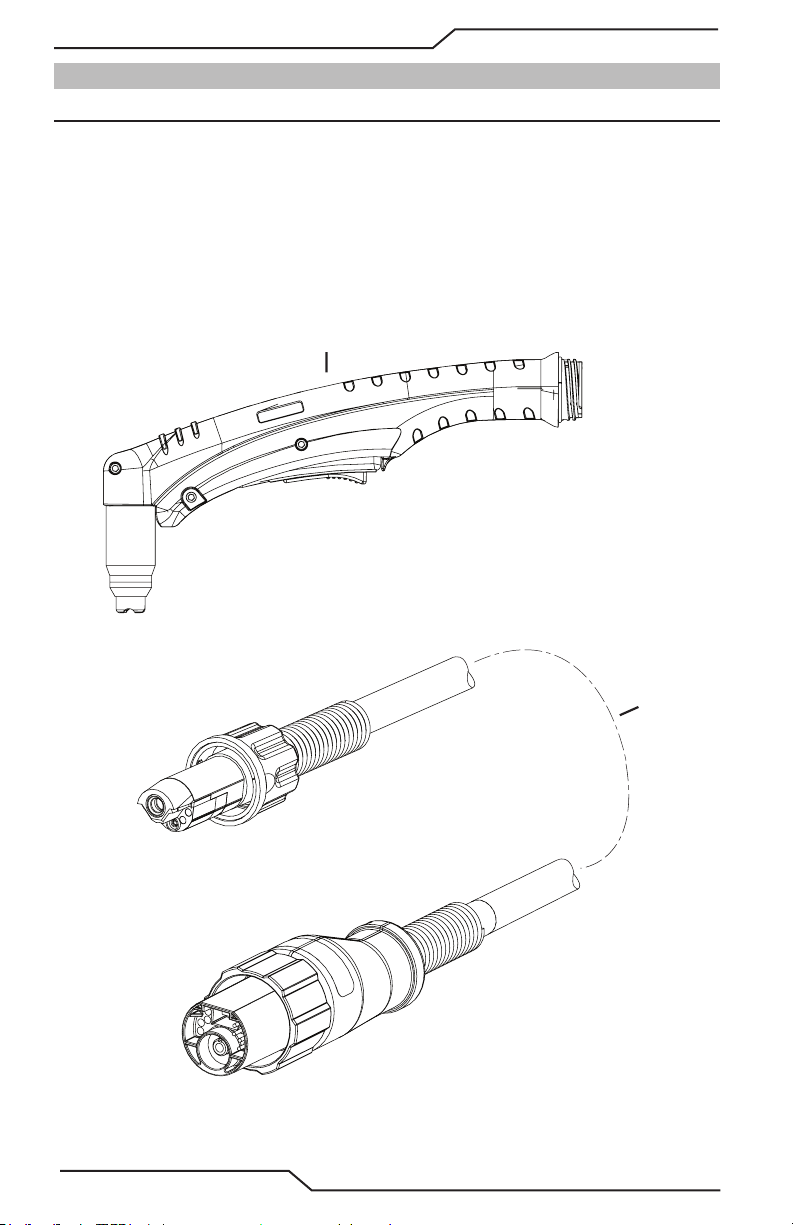
CUTMASTER 40
6.08 Piese de schimb pentru lanterna Manuală SL60QD
Articol nr. Can Descriere Număr catalog
1 1 Înlocuirea ansamblului mânerului torei 7-5681
2 Ansamblu de conductoare cu conector ATC și cuple rapide
1 SL60QD™, 20 - picioare Ansamblu conductoare cu conectori ATC și QD 4-5620
1 SL60QD™, 50 - picioare Ansamblu conductoare cu conectori ATC și QD 4-5650
1&2 1 Ansamblu conductoare și toră, 20 picioare 7-5620
1&2 1 Ansamblu conductoare și toră, 50 picioare 7-5650
1
2
Art # A-13248_AB
LISTE CU PIESE 0-5557RO
52
Page 53
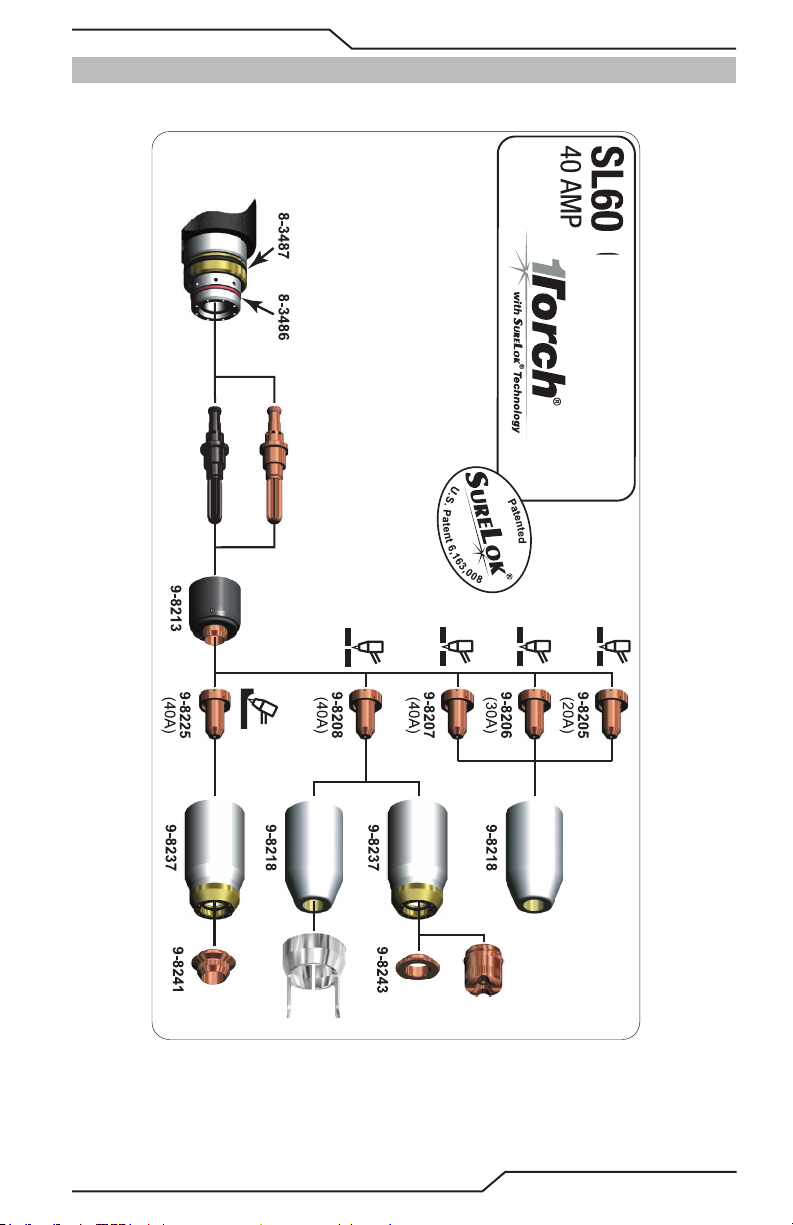
6.09 Componente consumabile torţă (SL60)
Electrodul Standard 9-8215 este disponibil și pentru această toră.
CUTMASTER 40
Cap torţă
9-8214 Seria neagra,
prelungit viata
viață standard
9-8215 Durata de
Consumabile
9-8251
0-5557RO LISTE CU PIESE
9-8244
Art # A-14049RO_AC
53
Page 54
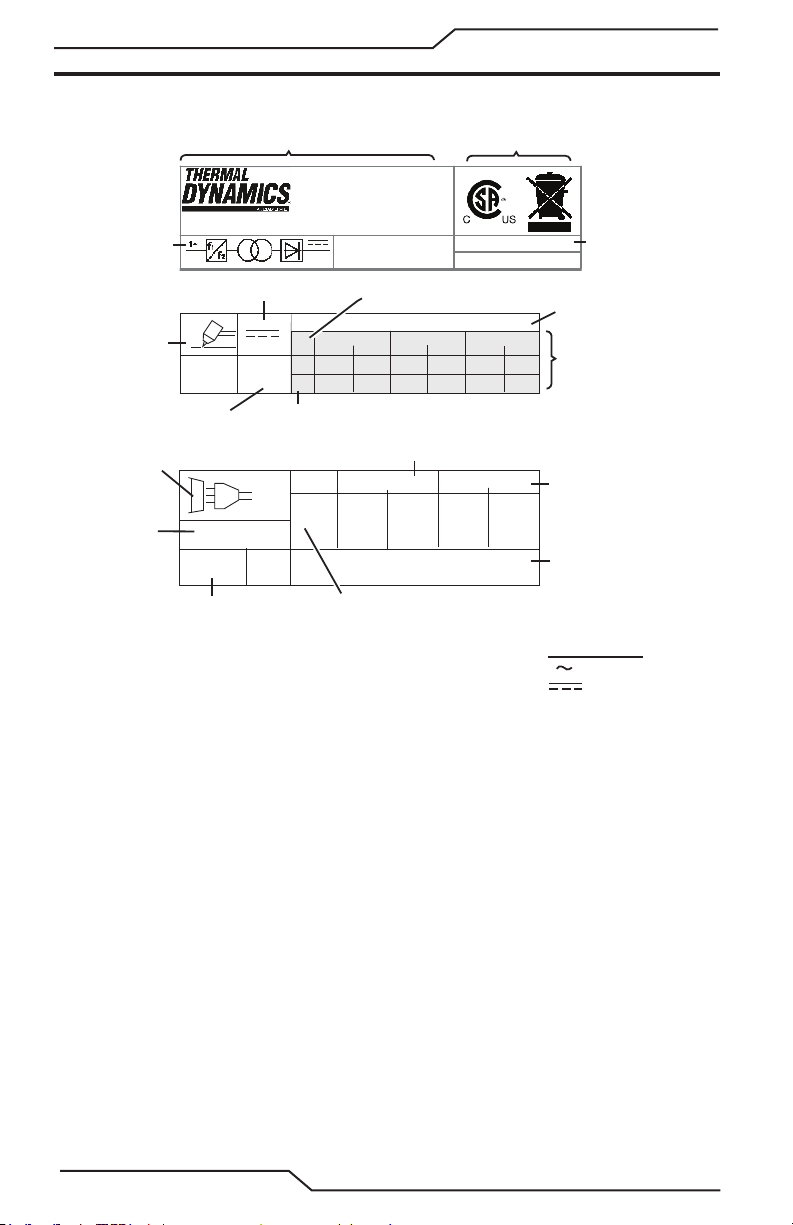
CUTMASTER 40
ANEXA 1: INFORMAȚII PRIVIND DATELE DE PE ETICHETĂ
Numele
Victor Technologies Group, Inc.
2800 Airport Road
Denton, TX 76207
Model: CM40 - CSA/UL
Tip de sursa de
alimentare (Nota 1)
Simbol taiere
cu plasma
Simbol putere
de intrare
Specicaii privind
puterea de intrare
(Faza, Valoare
nominala Hertz
CA sau CC)
NOTA:
1. Simbolul prezentat indică o intrare CA cu o fază sau trei faze, convertizor-trans formator-redresor cu frecvenţă statică, ieşire CC.
2. Indică tensiunile de intrare pentru această sursă de alimentare. Mare parte din
sursele de alimentare au o etichetă aplicată pe fundul unității indicând cerințele t
ensiunii de intrare pentru sursa de alimentare astfel fabricată.
3. Rând superior: Valori ale ciclului de funcţionare.
Valorile ciclului de funcționare corespund sau depășesc valoarea nominală
CEI specicată.
Rând doi: Valori de curent de tăiere nominale.
Rând trei: Valori tensiune în sarcină convenţionale.
4. Secţiuni din marcajul de date pot aplicate pe zone separate ale sursei de alimentare.
Made in Poland
Tip de curent de i
Tensiune fara
sarcina nominala
Nivel de protecie
USA
CSA E60974-1
ANSI/IEC 60974-1
Class A
Factor ciclu de funcionare
X
I
=
U
0
U
2
Tensiune în sarcina convenionala
U1
I
1
1Ø
Tensiune de alimentare
nominala (Nota 2)
Curent de alimentare
maxim nominal
1max 1eff
Standard de reglementare care
acopera acest tip de sursa
de alimentare
Ser. No.
Art. No.
I
1
3Ø
3Ø1Ø
număr de serie
Interval i
Date privind ciclul de
funcionare (Nota 3)
Curent de alimentare
efectiv maxim
Numar de dosar schematic
electric al producatorului
Simboluri standard
AC
DC
Faza
Ø
Art # A-14369RO
ANEXA 0-5557RO
54
Page 55
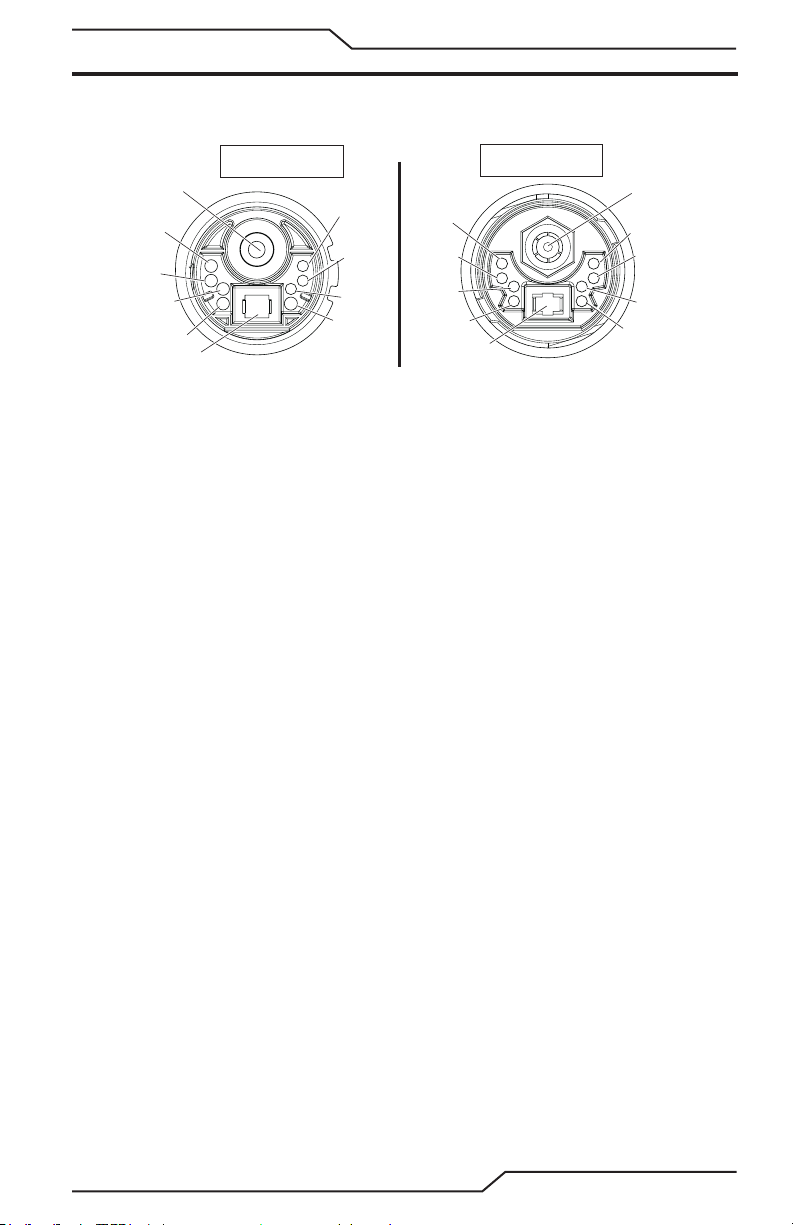
ANEXA 2: SCHEMĂ DE ALOCARE A PINILOR TORȚEI
3 - Comutator
2- Portocaliu
PIP
A. Schemă de asignare a pinilor torţei Manuale
CUTMASTER 40
Negativ/Plasmă
4 - Verde /
Comutator
3 - Alb /
Comutator
1 - Negru /
PIP
Pilot
Bucşă mamă ATC
Vedere frontală
8
7
6
5
4
3
2
1
Negativ/Plasmă
4 - Comutator
2 - PIP
1 - PIP
A-03701RO_AB
Conector ATC tată
Vedere frontală
8 - Deschis
7 - Deschis
4
3
2
/
1
Pilot
8
7
6
6 - Deschis
5
5 - Deschis
8 - Deschis
7 - Deschis
6 - Deschis
5 - Deschis
0-5557RO ANEXA
55
Page 56
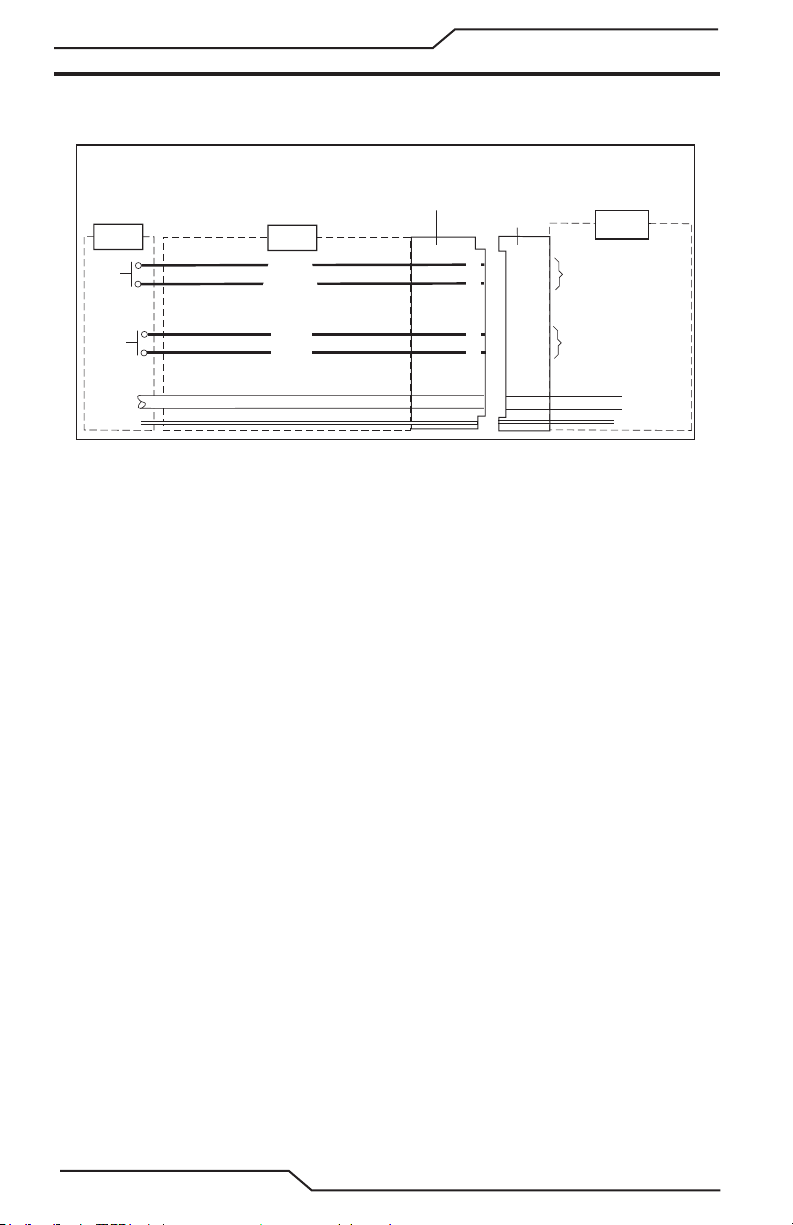
CUTMASTER 40
ANEXA 3: SCHEMĂ DE CONEXIUNE A TORȚEI
A. Schemă de conexiune a torţei Manuale
Torță: SL60QD / SL60 / SL100 Torţă manuală
Conductoare: Conductoare torţă cu conector ATC
Sursă de alimentare: CM40
Cap
torţă
Buton
PIP
Buton
torţă
Art # A-14446RO
Negru
Portocaliu
Pilot
Bucşă
torţă
Verde
Alb
Negativ/Plasmă
Conector conductoare
ATC tată
1
2
5
6
4
3
8
7
Bucşă mamă
ATC
1
2
5
6
4
3
8
7
Sursă de
alimentare
Spre ansamblul de circuite
al sursei de alimentare
Spre ansamblul de circuite
al sursei de alimentare
Negativ/Plasmă
Pilot
ANEXA 0-5557RO
56
Page 57

Această pagină este intenţionat lăsată necompletată
CUTMASTER 40
0-5557RO ANEXA
57
Page 58

Această pagină este intenţionat
lăsată necompletată
Page 59

ESAB / esab.com
 Loading...
Loading...