


SAÍDA
SAÍDA MÁX.
40
AMP
120-
240V
CUTMASTER® 40
SISTEMA DE CORTE PLASMA
Manual de
Operação
TENSÃO
ALIMENTAÇÃO
DE ENTRADA
FASE
Versão: AD Data: 23 March, 2020
Manual: 0-5557PT
esab.com
Art # A-14036PT_AB

NÓS VALORIZAMOS SEU NEGÓCIO!
Parabéns pelo seu novo produto Thermal Dynamics. Estamos orgulhosos de tê-lo como nosso cliente e
nos esforçamos para lhe fornecer o melhor serviço e confiança da indústria. Este produto é apoiado por
nossa ampla garantia e rede de serviços em todo o mundo. Para localizar o seu distribuidor ou agência
de serviço mais próximos, visite o nosso site em www.esab.com.
Este Manual foi concebido para instruir você sobre o uso e a instalação correctos do seu produto Thermal Dynamics. Sua satisfação com este produto e sua operação segura é a nossa maior preocupação.
Portanto, reserve algum tempo para ler o manual inteiro, especialmente as precauções de segurança.
Elas ajudarão você a evitar riscos potenciais que podem existir durante o trabalho com este produto.
VOCÊ ESTÁ EM BOA COMPANHIA!
A marca de escolha para fornecedores e fabricantes no mundo todo.
A Thermal Dynamics é uma marca global de produtos de corte Plasma Manual e mecanizado.
Nós nos distinguimos de nossos concorrentes produtos lideres no mercado e realmente confiáveis que
resistirão às provas do tempo. Temos orgulho de apresentar inovação técnica, preços competitivos,
excelente entrega, um atendimento ao cliente e assistência técnica superiores, junto com excelência em
vendas e experiência em marketing.
Acima de tudo, estamos comprometidos com o desenvolvimento de produtos tecnologicamente avançados
para alcançar um ambiente de trabalho mais seguro dentro da indústria de soldagem.

!!
AVISO
Leia e compreenda completamente todo esse manual e as práticas de segurança dos
seus empregados antes de instalar, operar ou fazer manutenção no equipamento.
Enquanto as informações contidas neste manual representa o melhor julgamento
do fabricante, o fabricante não se responsabiliza por seu uso.
Plasma Cutting Power Supply
CutMaster® 40
SL60™ 1Torch™
Manual de Operação Número 0-5557PT
Publiclado por:
OZAS-ESAB Ltd.
ul. A. Struga 10,
45-073 Opole, POLEN
Telefon: +48 77 4019270, FAX + 48 77 4019 201
www.esab.com
© Copyright 2020 por Thermal Dynamics, uma Marca de ESAB
Todos os direitos reservados.
A reprodução deste trabalho, no todo ou em parte, sem a permissão por escrito do
fabricante é proibida.
O publicante não assume e, através desta, nega qualquer obrigação legal para
com quem quer que seja por qualquer perda ou dano causado por qualquer erro
ou omissão neste manual, onde tais erros resultem na negligência, acidente, ou
qualquer outra causa.
Para impressão Especicação do Material consulte o documento 47x1961
Data da publicação original: 15 November, 2019
Data da revisão: 23 March, 2020
Ver o site web da Informação sobre Garantia.
Guarde as seguintes informações para questão de garantia:
Local de compra: ___________________________________________
Data da compra: ____________________________________________
Número de série da fonte #: ___________________________________
Número de série da tocha #: ____________________________________
i
i

CERTIFIQUE-SE DE QUE ESTAS INFORMAÇÕES CHEGUEM
CUIDADO
VOCÊ PODE OBTER MAIS CÓPIAS ATRAVÉS DE SEU FORNECEDOR.
Estas INSTRUÇÕES são para operadores com experiência. Caso não esteja
familiarizado com as normas de operação e práticas de segurança de solda elétrica
e equipamento de corte, recomendamos que leia nosso folheto, “Formulário
52-529 de Precauções e Práticas de Segurança de Solda Elétrica, Corte e Goivagem”.
NÃO permita que pessoas sem treinamento façam a instalação, operação ou a
manutenção deste equipamento. NÃO tente instalar ou operar este equipamento
até que tenha lido e compreendido completamente as instruções. Caso não as
compreenda, contate seu fornecedor para maiores informações. Certique-se de
ter lido as Precauções de Segurança antes de instalar ou operar este equipamento.
Este equipamento funcionará de acordo com a descrição contida neste manual e nas etiquetas e/ou folhetos
se for instalado, operado, mantido e reparado de acordo com as instruções fornecidas. O equipamento que não
estiver operando de acordo com as características contidas neste manual ou sofrer manutenção inadequada não
deve ser utilizado. As partes que estiverem quebradas, ausentes, gastas, alteradas ou contaminadas devem ser
substituídas imediatamente. Para reparos e substituição, recomenda-se que se faça um pedido por telefone ou
por escrito para o Distribuidor Autorizado do qual foi comprado o produto.
Este equipamento ou qualquer uma de suas partes não deve ser alterado sem a autorização do fabricante. O
usuário deste equipamento se responsabilizará por qualquer mau funcionamento que resulte de uso impróprio,
manutenção incorreta, dano ou alteração que seja feita por qualquer outro que não seja o fabricante ou um
serviço designado pelo fabricante.
AO OPERADOR.
RESPONSABILIDADE DO USUÁRIO
!
LEIA E COMPREENDA O MANUAL DE INSTRUÇÕES ANTES DE INSTALAR OU
OPERAR A MÁQUINA.
PROTEJA OS OUTROS E A SI MESMO!

EU DECLARAÇÃO DE CONFORMIDADE
De acordo com
A Directiva de Baixa Tensão EMC 2014/35/UE, em vigor a partir de 20 de Abril de
2016
A Directiva EMC 2014/30/UE, em vigor a partir de 20 de Abril de 2016
A Directiva 2011/65/EU RoHS, entrando em vigor 2 de Janeiro de 2013
Tipo de equipamento
Sistema de Corte Plasma
Modelo, designação, etc.
CutMaster 40, de número de série 007-XXXXXX
Nome da marca ou marca comercial
Thermal Dynamics, an ESAB Brand
Fabricante ou designada representante
Nome, morada, n.º de telefone:
OZAS-ESAB Ltd.
ul. A. Struga 10,
45-073 Opole, POLÓNIA
Telefone: +48 77 4019270, FAX + 48 77 4019 201
O padrão harmonizado seguinte na força dentro do EEA foi usado no desenho:
IEC/EN 60974-1:2017 / AMD1:2019 Equipamento de Soldadura por Arco - Parte 1: Fontes de alimentação de equipamento de soldadura.
IEC/EN 60974-10:2014 + AMD1:2015 Publicado 2015-06-19 Equipamento de soldagem a arco - Parte
10: Requisitos de compatibilidade electromagnética (EMC)
Informações adicionais: Utilização restrita, equipamento de classe A, destinado para utilização
em locais que não residências.
Assinando este documento, o signatário declara como fabricante, ou o representante
autorizado do fabricante, que o equipamento em questão obedece às exigências de segu-
rança armadas em cima.
Data Assinatura Posição
10 de Fevereiro de 2020
Flavio Santos Gerente Geral
Acessórios e Adjacências
2020

Tabela de conteúdo
SECÇÃO 1: GERAL INFORMAÇÕES ................................................................. 8
1.01 Observações, advertências e avisos ............................................................................8
SECÇÃO 2 SISTEMA: INTRODUÇÃO ............................................................. 10
2.01 Como usar este manual ........................................................................................... 10
2.02 Identicação do equipamento ................................................................................. 10
2.03 Recebimento do equipamento ................................................................................ 10
2.04 Fonte de alimentação Especicação CSA ..................................................................11
2.04.01 Fonte de alimentação Especicação ................................................................ 11
2.05 Tensão Fiação Especicação CSA .............................................................................. 12
2.06 Fonte de alimentação Especicação CE .................................................................... 13
2.06.01 Fonte de alimentação Especicação ................................................................ 13
2.07 Tensão Fiação Especicação CE ................................................................................ 13
2.08 Gerador recomendações .......................................................................................... 14
2.09 Características da fonte de alimentação ..................................................................14
SECÇÃO 2 MAÇARICO: INTRODUÇÃO .......................................................... 17
2T.01 Âmbito do Manual ................................................................................................... 17
2T.02 Descrição geral ........................................................................................................17
2T.03 Especicação ..........................................................................................................17
SECÇÃO 3 SISTEMA: INSTALAÇÃO .............................................................. 19
3.01 Desembalar ............................................................................................................. 19
3.02 Opção de levantamento........................................................................................... 19
3.03 Ligações de gás .......................................................................................................20
3.04 Ligações de alimentação de entrada primária ......................................................... 21
3.05 Conexões de chumbo de trabalho ............................................................................ 22
SECÇÃO 3 TOCHA: INSTALAÇÃO .................................................................. 25
3T.01 Conexões da tocha ................................................................................................... 25
SECÇÃO 4 SISTEMA: OPERAÇÃO ................................................................ 26
4.01 Controlos do painel frontal / Características ............................................................. 26
4.02 Preparação para operação ....................................................................................... 27
SECÇÃO 4 MAÇARICO: FUNCIONAMENTO .................................................... 30
4T.01 Seleção de Peças do Maçarico .................................................................................. 30
4T.02 Funcionamento do maçarico Manual ....................................................................... 30
4T.03 Goivagem ................................................................................................................ 34
4T.04 INFORMAÇÕES SOBRE PATENTES .............................................................................. 36

Tabela de conteúdo
SECÇÃO 5 SISTEMA: ASSISTÊNCIA .............................................................. 38
5.01 Manutenção geral ................................................................................................... 38
5.02 Agenda de manutenção .......................................................................................... 38
5.03 Falhas comuns ......................................................................................................... 39
5.04 Indicador de FALHA .................................................................................................40
5.05 Guia de resolução de Problemas básicos .................................................................. 41
5.06 Substituição de peças básicas da fonte de alimentação ........................................... 43
SECÇÃO 5 MAÇARICO: ASSISTÊNCIA ........................................................... 44
5T.01 Manutenção geral ................................................................................................... 44
5T.02 Inspecção e substituição de peças consumíveis do maçarico ................................... 45
SECÇÃO 6: LISTAS DE PEÇAS ...................................................................... 47
6.01 INTRODUÇÃO ........................................................................................................... 47
6.02 Informações de encomenda .................................................................................... 47
6.03 Substituição da fonte de alimentação...................................................................... 47
6.04 Peças sobresselentes da fonte de alimentação ........................................................ 48
6.05 Opções e acessórios ................................................................................................. 48
6.06 Peças de reposição externas ....................................................................................49
6.07 Peças sobresselentes paro maçarico Manual ........................................................... 50
6.08 Peças de reposição para SL60QD maçarico manual ................................................. 51
6.09 Consumíveis do Maçarico (SL60)..............................................................................52
ANEXO 1: INFORMAÇÕES DA ETIQUETA DE DADOS ...................................... 53
ANEXO 2: PINO DA TOCHA DIAGRAMAS .................................................... 54
ANEXO 3: LIGAÇÃO DO MAÇARICO DIAGRAMAS .......................................... 55

CUTMASTER 40
!!
!!
SECÇÃO 1: GERAL INFORMAÇÕES
1.01 Observações, advertências e avisos
Ao longo deste manual, notas, cuidados e alertas são usados para chamar a atenção sobre informações
importantes. Esses avisos são categorizados conforme abaixo:
NOTA
Uma operação, procedimento ou informação complementar que requer ênfase adicional ou que seja útil para
a operação eciente do sistema.
CUIDADO
Um procedimento que, se não for devidamente seguido, pode causar danos no equipamento.
AVISO
Um procedimento que, se não for devidamente seguido, pode causar ferimentos ao operador ou a terceiros na
área de trabalho.
AVISO
Apresenta informações sobre possíveis ferimentos causados por choques elétricos.
Geral Informações 0-5557PT
8

CUTMASTER 40
WARNING
1. Cutting sparks can cause explosion
or fire.
1.1 Do not cut near flammables.
1.2 Have a fire extinguisher nearby and
ready to use.
1.3 Do not use a drum or other closed
container as a cutting table.
2. Plasma arc can injure and burn;
point the nozzle away from
yourself. Arc starts instantly when
triggered.
2.1 Turn o power before disassembling
torch.
2.2 Do not grip the workpiece near the
cutting path.
2.3 Wear complete body protection.
3. Hazardous voltage. Risk of electric
shock or burn.
3.1 Wear insulating gloves. Replace
gloves when wet or damaged.
3.2 Protect from shock by insulating
yourself from work and ground.
3.3 Disconnect power before servicing.
Do not touch live parts.
4. Plasma fumes can be hazardous.
4.1 Do not inhale fumes.
4.2 Use forced ventilation or local
exhaust to remove the fumes.
4.3 Do not operate in closed spaces.
Remove fumes with ventilation.
5. Arc rays can burn eyes and injure
skin.
5.1 Wear correct and appropriate
protective equipment to protect
head, eyes, ears, hands, and body.
Button shirt collar. Protect ears from
noise. Use welding helmet with the
correct shade of filter.
6. Become trained.
Only qualified personnel should
operate this equipment. Use torches
specified in the manual. Keep
non-qualified personnel and children
away.
7. Do not remove, destroy, or cover
this label.
Replace if it is missing, damaged,
or worn.
AVERTISSEMENT
1. Les étincelles de coupage peuvent
provoquer une explosion ou un
incendie.
1.1 Ne pas couper près des matières
inflammables.
1.2 Un extincteur doit être à proximité
et prêt à être utilisé.
1.3 Ne pas utiliser un fût ou un autre
contenant fermé comme table de
coupage.
2. L’arc plasma peut blesser et brûler;
éloigner la buse de soi. Il s’allume
instantanément quand on l’amorce.
2.1 Couper l’alimentation avant de
démonter la torche.
2.2 Ne pas saisir la pièce à couper de la
trajectoire de coupage.
2.3 Se protéger entièrement le corps.
3. Tension dangereuse. Risque de
choc électrique ou de brûlure.
3.1 Porter des gants isolants. Remplacer
les gants quand ils sont humides ou
endommagés.
3.2 Se protéger contre les chocs en
s’isolant de la pièce et de la terre.
3.3 Couper l’alimentation avant
l’entretien. Ne pas toucher les pièces
sous tension.
4. Les fumées plasma peuvent être
dangereuses.
4.1 Ne pas inhaler les fumées.
4.2 Utiliser une ventilation forcée ou un
extracteur local pour dissiper les
fumées.
4.3 Ne pas couper dans des espaces clos.
Chasser les fumées par ventilation.
5. Les rayons d’arc peuvent brûler les
yeux et blesser la peau.
5.1 Porter un bon équipement de
protection pour se protéger la tête,
les yeux, les oreilles, les mains et le
corps. Boutonner le col de la chemise.
Protéger les oreilles contre le bruit.
Utiliser un masque de soudeur avec
un filtre de nuance appropriée.
6. Suivre une formation.
Seul le personnel qualifié a
le droit de faire fonctionner cet
équipement. Utiliser exclusivement
les torches indiquées dans le manual.
Le personnel non qualifié et les
enfants doivent se tenir à l’écart.
7. Ne pas enlever, détruire ni couvrir
cette étiquette.
La remplacer si elle est absente,
endommagée ou usée.
Art # A-13294PT
0-5557PT Geral Informações
9

CUTMASTER 40
SECÇÃO 2 SISTEMA: INTRODUÇÃO
2.01 Como usar este manual
Neste Manual do proprietário aplica-se a apenas produtos listados na página i.
Para garantir uma operação segura, leia todo o manual incluindo o capítulo de instruções de segurança
e alertas.
Cópias adicionais deste manual podem ser compradas entrando em contato com a ESAB no endereço
e número de telefone de sua área listados na contracapa deste manual. Inclua o número do Manual
de operação e os números de identicação do equipamento.
Pode obter cópias eletrónicas deste manual gratuitamente em formato Acrobat PDF, no site da ESAB
abaixo and clicking on “Product Support” / “ESAB Documentation”: / “Download Librar y”, then navigate
to “Plasma Equipamento” and then “Manual”.
http://www.esab.com
2.02 Identicação do equipamento
Número de identicação (número de especicação ou parte), modelo e número de série da unidade
geralmente aparecem em uma marca de dados ligada ao fundo. Os equipamentos que não tenham
a etiqueta como o maçarico e cabos, são identicados pelo número de especicação ou código
impresso no cartão anexado ou na embalagem de envio. Registe estes números no fundo da página
para referência futura.
2.03 Recebimento do equipamento
Ao receber o equipamento, verique a fatura para certicar-se de que ele está completo e inspecione os
equipamentos para checar se há possíveis danos devido ao transporte. Se houver algum dano, informe
imediatamente a transportadora para registrar uma reclamação. Fornecer informações completas sobre
reclamações de danos ou erros de envio para o local em sua área listado na contracapa deste manual.
Inclua todos os números de identicação do equipamento, conforme descrito acima, juntamente com
uma descrição completa das partes no erro.
CSA / UL
Itens incluídos:
• CutMaster 40 Fonte de alimentação
• Pistas e tocha SL60™
• Trabalho de chumbo com grampo
• A Peça sobressalente Divide o Conjunto
(2 Eletrodos, 2 Dicas de Reserva, 1 Ponta
que Goiva, 1 Gorro de Escudo e 1 xícara de
Escudo)
• 50 Amperagem a 20 Adaptador de Amperagem
• 20 Amperagem a 15 Adaptador de Amperagem
• Manual de operção
• Guia de Partida Rápida
Mover o equipamento para o local de instalação antes de nu-encaixando a unidade. Muito cuidado
para não danicar o equipamento, ao abrir a caixa.
INTRODUÇÃO 0-5557PT
10
CE
Itens incluídos:
• CutMaster 40 Fonte de alimentação
• Pistas e tocha SL60™
• Trabalho de chumbo com grampo
• A Peça sobressalente Divide o Conjunto (2
Eletrodos, 2 Dicas de Reserva, 1 Ponta que
Goiva, 1 Gorro de Escudo e 1 xícara de Escudo)
• 1/4" NPT a Adaptador BSP feminino.
• Manual de operção
• Guia de Partida Rápida

2.04 Fonte de alimentação Especicação CSA
CM 40 120-240 VAC Fase 1 Fonte de alimentação especicaçãos
Alimentação de entrada 120 - 240 VAC, Monofásica, 50/60 Hz
Fase 1 Cabo de entrada de alimentação
CSA
Corrente de saída 15 - 40 Amps, Ajustável de forma contínua
Capacidade de ltragem de gás da fonte
de alimentação
Pressão de entrada 90-125 PSI (6.2-8.6 bar / 620-862 Kpa)
A Provisão de Poder inclui 2.5M fase única 2.5 mm ² o de entrada com a
2.04.01 Fonte de alimentação Especicação
CM 40 Fonte de alimentação ciclo de trabalho *
Temperatura ambiente
Ciclo de trabalho* 30% 60% 100%
120 VAC Unidades
208-240 VAC Unidades
Corrente
DC Tensão
Ciclo de trabalho* 40% 60% 100%
Corrente
DC Tensão
CUTMASTER 40
tomada de Schuko
Partículas até 5 mícrones
Ciclo de trabalhos @ 40° C (104° F)
Intervalo de funcionamento 0° - 50° C
Classicação
27 Amps** 20 Amps 15 Amps
92 93 89
40 Amps 30 Amps 20 Amps
135 130 135
* NOTA: O ciclo de trabalho será reduzido se a principal potência de entrada (AC) for baixa ou a tensão de saída (DC) for
maior do que o mostrado neste gráco.
** NOTA: 27 Amperagens são para um 20 circuito de Amperagem SÓ!
Não exceda uma 20 colocação de produção de Amperagem em um 15 circuito de Amperagem!
0-5557PT INTRODUÇÃO
11

CUTMASTER 40
2.05 Tensão Fiação Especicação CSA
Fase 1 Fio de Entrada que Conecta Exigências
Fase 1 CutMaster 40 Fonte de alimentação Fio de Entrada que Conecta Exigências
Tensãom de
entrada
Volts Hz kVA I máx. I1e
120 / 15A 50/60 2.3 19.3 13.6 15 12 AWG
120 / 20A 50/60 3.1 25.3 18.3 20 12 AWG
Freq Alimentação Tamanhos sugeridos
Fusível
(Amps)
Cabo exível
(Min. AWG)
Fase 1
As tensões de linha com a proteção de circuito e tamanhos de o sugeridos baseados no Código
208 50/60 6.1 29.2 18.5 50 12 AWG
220 50/60 6.1 27.9 17.6 50 12 AWG
230 50/60 6.0 26.1 16,5 50 12 AWG
240 50/60 6.0 25.1 15.9 50 12 AWG
elétrico internacional e no Código elétrico canadense
NOTA
Consulte os códigos locais e nacionais ou a autoridade local competente em relação aos requisitos de cablagem
adequada.
A dimensão do cabo é classicado com base no ciclo de funcionamento do equipamento.
Art# A-14359
NOTA
Devido a gráco, idade e condição dois geradores com as mesmas avaliações podem produzir resultados diferentes.
Ajuste a amperagem conseqüentemente.
CM 40 capacidade de corte
Recomendado Perfuraç ão Máxima
1/2” (12.7mm) 1/2” (12.7mm) 1” (25.4mm)
INTRODUÇÃO 0-5557PT
12

2.06 Fonte de alimentação Especicação CE
CM 40 240 VAC Fase 1 Fonte de alimentação Especicação
Alimentação de entrada 230 VAC, Monofásica, 50 Hz
Fase 1 Cabo de entrada de alimentação CEA Provisão de Poder inclui 2.5M fase única 2.5 mm ² o de entrada com a
Corrente de saída 15 - 40 Amps, Ajustável de forma contínua
Capacidade de ltragem de gás da fonte
de alimentação
Pressão de entrada 90-125 PSI (6.2-8.6 bar / 620-862 Kpa)
tomada de Schuko
Partículas até 5 mícrones
2.06.01 Fonte de alimentação Especicação
CM 40 Fonte de alimentação Ciclo de trabalho *
Temperatura ambiente
Ciclo de trabalho* 35% 60% 100%
230 VAC Unidades
* NOTA: O ciclo de trabalho será reduzido se a principal potência de entrada (AC) for baixa ou a tensão de saída (DC)
for maior do que o mostrado neste gráco.
Corrente
DC Tensão
Ciclo de trabalhos @ 40° C (104° F)
Intervalo de funcionamento 0° - 50° C
Classicação
40 Amps 30 Amps 20 Amps
135 130 135
CUTMASTER 40
2.07 Tensão Fiação Especicação CE
Fase 1 Fio de Entrada que Conecta Exigências
Fase 1 CutMaster 40 Fonte de alimentação Fio de Entrada que Conecta Exigências
Tensãom de
entrada
Volts Hz kVA I máx. I1e
Fase 1
As tensões de linha com a proteção de circuito e tamanhos de o sugeridos baseados no Código
0-5557PT INTRODUÇÃO
230 CE 50 6.0 26.1 15.5 50 2.5mm
NOTA
Consulte os códigos locais e nacionais ou a autoridade local competente em relação aos requisitos de cablagem
adequada.
A dimensão do cabo é classicado com base no ciclo de funcionamento do equipamento.
Freq Alimentação Tamanhos sugeridos
Fusível
(Amps)
elétrico internacional e no Código elétrico canadense
Cabo exível
(Min. AWG)
13
CUTMASTER 40
2.08 Gerador recomendações
Usando geradores para acionar o Sistema de Redução de Plasma CM40, as avaliações seguintes
são um mínimo e devem ser usadas junto com as avaliações anteriormente enumeradas.
CM 40 Gerador Especicações
Gerador Saída Classicação CM 40 Corrente de saída Características do Arco
3 kW / 120V 20A em 15A circuito Cheio
5 kW / 120V 27A em 20A circuito Cheio
6.8 kW 40A Cheio
NOTA: Se o Gerador for equipado com um modo ocioso ele terá de estar no modo de 'Run' para funcionar em 40 amperagens.
NOTA
Devido a gráco, idade e condição dois geradores com as mesmas avaliações podem produzir resultados diferentes.
Ajuste a amperagem conseqüentemente.
CM 40 capacidade de corte
Recomendado Perfuraç ão Máxima
1/2” (12.7mm) 1/2” (12.7mm) 1” (25.4mm)
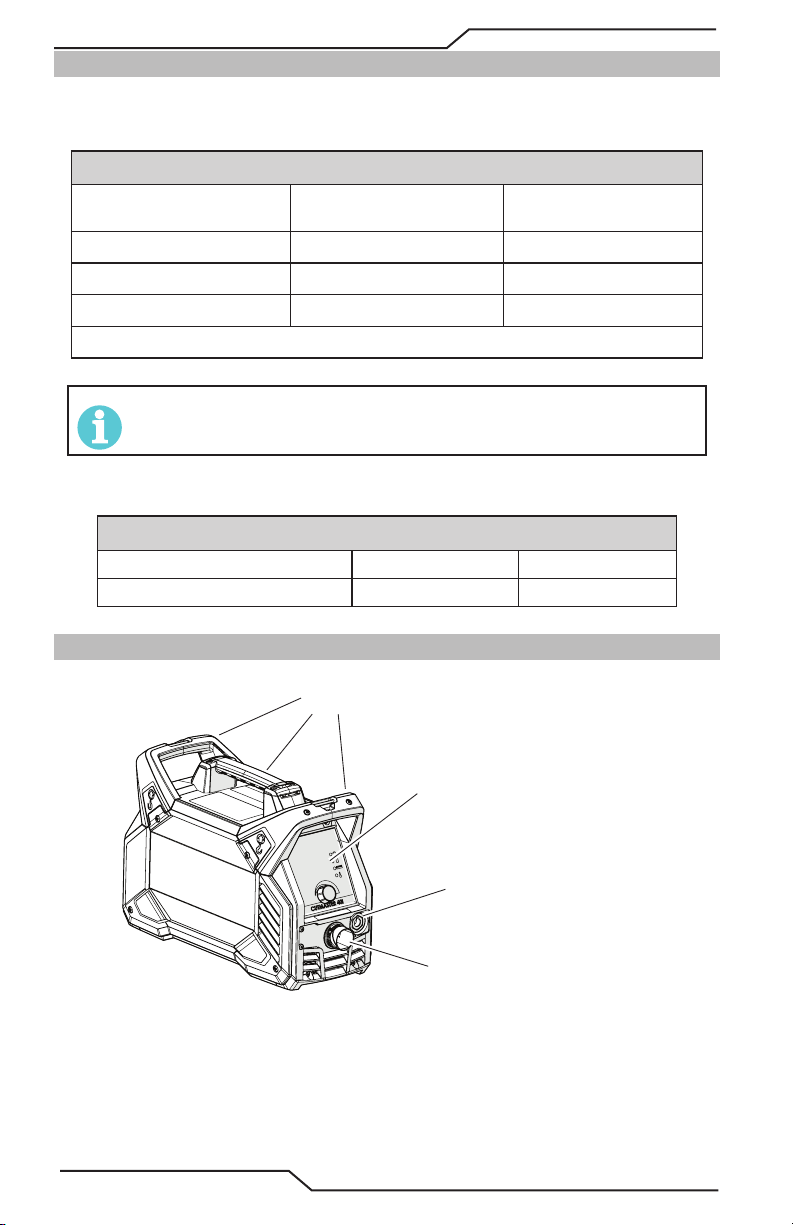
2.09 Características da fonte de alimentação
Tira de punho e os
Painel de controlo
Receptáculo cabo obra
Receptáculo dos Fios do Maçarico
Art # A-14041PT
INTRODUÇÃO 0-5557PT
14

Alimentação de entrada interruptor
Pesos e Dimensões
CUTMASTER 40
Porta de entrada de gás
LIGAR/DESLIGADO
Fio de alimentação de entrada
Art # A-14042PT
8”
203.29 mm
Art # A-14039
12.25"
311.21 mm
18.82"
478.07 mm
29 lb / 13.154 kg
Dimensões da fonte & Peso
0-5557PT INTRODUÇÃO
15

CUTMASTER 40
Despejos de Operação e Ventilação
6"
150 mm
15"
381 mm
Art # A-14040
15"
381 mm
Requisitos de Distância de Ventilação
6"
150 mm
INTRODUÇÃO 0-5557PT
16

SECÇÃO 2 MAÇARICO: INTRODUÇÃO
!!
!!
2T.01 Âmbito do Manual
Este manual contém as descrições, as instruções
de operação e os procedimentos de manutenção
para os modelo de 1Torch SL60™. A manutenção
deste equipamento está restringida ao pessoal
devidamente formado; o pessoal não qualicado
é estritamente avisado que não pode tentar reparações ou ajustes não abrangidos neste manual,
sob pena de anular a garantia.
Leia atentamente este Manual. A compreensão
completa das características e capacidades deste
equipamento assegurará o funcionamento ável
para o qual foi projectado.
2T.02 Descrição geral
CUIDADO
As Lideranças de Tocha são exíveis mas os
arames internos podem ser quebrados. Não
exceda uma 2' curva de raio e evite curvas
apertadas repetidas quando possível.
Consulte as páginas do anexo para
obter especificações adicionais
sobre a fonte de alimentação
utilizada.
CUTMASTER 40
C. Peças do Maçarico
Cartucho de arranque, elétrodo, ponta, copo
protetor
D. Peças no Local (PIP)
O maçarico tem um interruptor incorporado.
Taxa de circuito 15 VDC
E. Tipo de Arrefecimento
Combinação de uxo de ar ambiente e gás
através do maçarico.
F. Classicações do Maçarico
Índices do maçarico manual
Temperatura
Ambiente
Ciclo de serviço
Corrente máxima 60 Amps
Tensão (V
Arc Striking
Tensão
G. Necessidades de gás
) 500V
peak
104° F
40° C
100% @ 60 Amps @ 400
scfh
500V
2T.03 Especicação
A. Congurações do maçarico
1. Maçaricos manuais, Modelos
A cabeça da tocha Manual está a 75°
em relação ao cabo da tocha. As tochas
manuais incluem um cabo da tocha e um
conjunto do gatilho da tocha.
257 mm (10,125")
95 mm
(3,75")
29 mm (1,17")
As maçaricos manuais estão disponíveis
nas versões:
• 20 ft / 6.1 m
• 50 ft / 15.2 m
0-5557PT INTRODUÇÃO
Art # A-03322PT_AB
Manual Tocha Gas Especificação
Gás (Plasma e secundário) Ar comprimido
Pressão de funcionamento
Consulte a NOTA
Pressão máxima de entrada 8,6 bar / 125 psi
Fluxo de gás (de corte e
goivagem)
AVISO
Este maçarico não é para ser utilizado com oxigénio
(O2).
A Tocha SL60QD não deve ser usada em um sistema HF.
90 - 120 psi
6.2 - 8.3 bar
5 - 8.3 SCFM
300 - 500 scfh
142 - 235 lpm
17

CUTMASTER 40
NOTA
A pressão de funcionamento varia com o modelo
do maçarico, a amperagem de funcionamento e o
comprimento dos cabos do maçarico. Consulte as
tabelas com as denições da pressão de gás para
cada modelo.
H. Perigo de contacto directo
Para ponta de bloqueio, o bloqueio recomendado é de 3/16 in / 4,7 mm.
INTRODUÇÃO 0-5557PT
18

CUTMASTER 40
SECÇÃO 3 SISTEMA: INSTALAÇÃO
3.01 Desembalar
1. Use as listas de peças para identicar e conta para cada item.
2. Inspeccione cada item para possíveis danos de transporte. Se o dano for evidente, contacte
o seu distribuidor e/ou transportadora antes de prosseguir com a instalação.
3. Registe a fonte de alimentação e o modelo do maçarico e os números de série, a data de
aquisição e o nome do fornecedor, no bloco de informações na frente deste Manual.
3.02 Opção de levantamento
A fonte de alimentação inclui alças para mão apenas de levantamento. Certique-se que a unidade é
levantada e transportada em segurança.
AVISO
NÃO TOQUE em peças elétricas sob tensão.
Desligar o cabo de alimentação antes de mover a unidade.
A AVARIA DE EQUIPAMENTOS pode provocar ferimentos graves e danicar o equipamento.
ALÇAS não são para mecânico de elevação.
• Apenas pessoas com força física adequada devem levantar a unidade.
• Levante a unidade pelos cabos, usando as duas mãos. Não use correias para elevação.
• Use o carro opcional ou dispositivo similar adequado para mover a unidade.
0-5557PT INSTALAÇÃO
19

CUTMASTER 40
3.03 Ligações de gás
Ligar o fornecimento do gás à unidade
A conexão é a mesma cilindro de ar comprimido ou de alta pressão.
1. Conecte a linha de ar à porta de entrada de conexão rápida. A ilustração a seguir mostra a
linha de gás típica com encaixes de conexão rápida como exemplo.
Art # A-14048_AB
Ligação de ar à porta de entrada
NOTA
1/4" Adaptador De Sp feminino de 1/4" fornecido para unidades europeias, se preferir.
INSTALAÇÃO 0-5557PT
20

CUTMASTER 40
!!
3.04 Ligações de alimentação de entrada primária
CUIDADO
Verique a fonte de alimentação para obter a tensão correta antes de ligar a unidade à alimentação de entrada. A fonte
de energia primária e cabo de alimentação devem estar de acordo com o código elétrico local e os requisitos recomendados de proteção de circuito e de ligações elétricas (consulte a tabela na Secção 2).
Cabos de alimentação incluídos com a fonte de alimentação
Os cabos de energia são ligados em todos os sistemas. Para a América do Norte ele virá com um plugue
de 50 amp para uso em um circuito de 240V/50A. Para a Europa ele virá com um 2.5mm2 o e uma
tomada de Schuko do uso em um 230V circuito.
Também estão incluídos para sistemas SOMENTE CSA, são dois adaptadores. Um deles é um cabo
com um plugue 120V/20A NEMA 5-20P que se conecta ao cabo de entrada da fonte de alimentação
através de um plugue NEMA 6-50R. O outro é um plugue adaptador 5-20R a 5-15P que se conecta ao
outro adaptador.
CUIDADO
Ao usar o cabo adaptador 120V/20A (SOMENTE sistemas CSA), não exceda uma conguração de saída de corrente de 27 Amps na fonte de alimentação ou o disjuntor de
alimentação de entrada pode tropeçar.
AVISO
Ao usar o adaptador 15A-se ter extrema cautela para não exceder uma conguração de
saída atual de 20 Amps na fonte de alimentação. Caso contrário, o disjuntor de alimentação pode resultar em um disjuntor de alimentação de entrada ou superaquecimento
do circuito de ramicação.
Tensão de entrada Saída nominal Entrada de amperes
Circuito 120V, 15A (CSA) 20A, 93V 19.3 2.3
Circuito 120V, 20A (CSA) 27A, 92V 25.3 3.1
Circuito 208-240V, 50A (CSA) 40A, 135V 25-29 6.0
230V, (CE) 40A, 135V 26 6.0
SOMENTE CSA
0-5557PT INSTALAÇÃO
(RMS) a uma saída taxada,
kVA
60 Hz, fase única
Art# A-14359
21

CUTMASTER 40
3.05 Conexões de chumbo de trabalho
Conectar-se a levar trabalho para a alimentação e a peça de trabalho.
1. Anexe a conexão do tipo Dinse de chumbo o trabalho ao painel frontal de fornecimento de
energia, como mostrado abaixo. Empurre e gire no sentido horário para a direita até apertar.
2. Conecte o grampo de trabalho para a peça de trabalho ou mesa de corte. A área tem de estar
livre de óleo, tinta e ferrugem. Conectar-se somente a parte principal da peça de trabalho;
Não ligue para a parte a ser cortada.
3
2
1
Art# A-14043
Consulte a seção 3T para instalação da tocha.
INSTALAÇÃO 0-5557PT
22
CUTMASTER 40
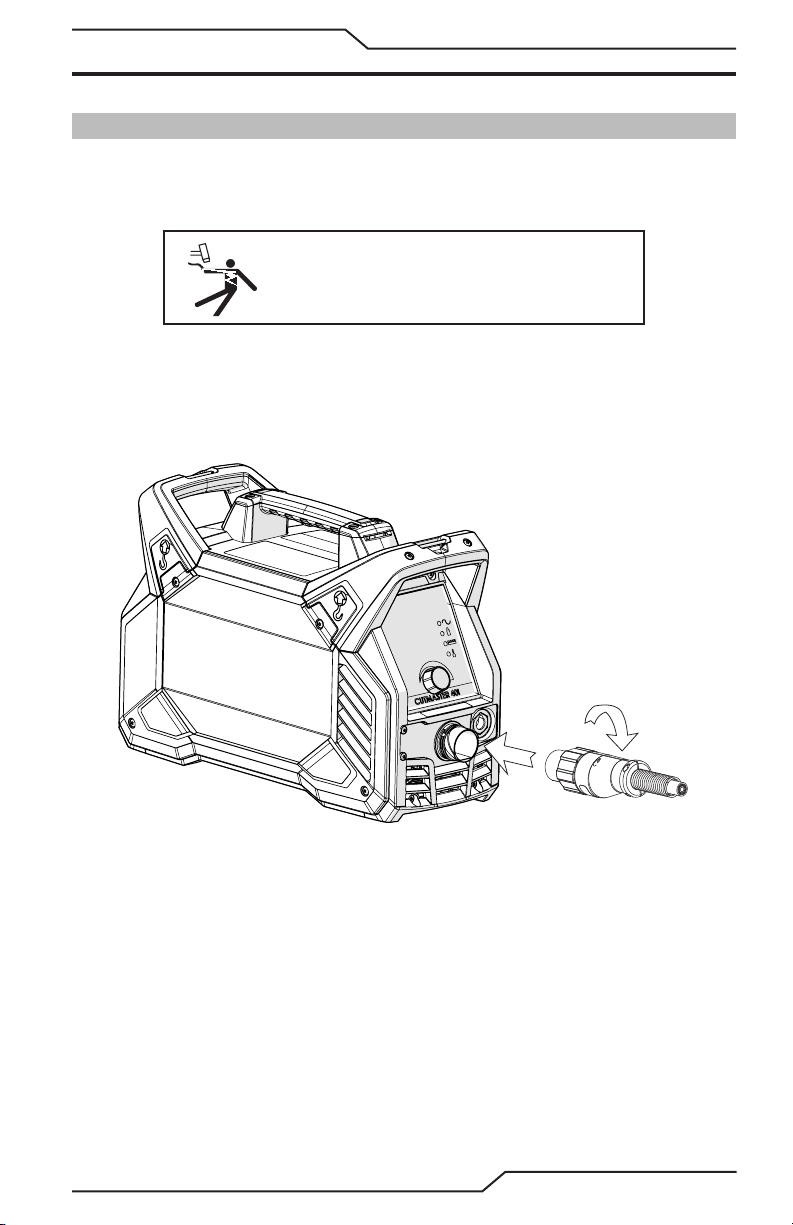
SECÇÃO 3 TOCHA: INSTALAÇÃO
3T.01 Conexões da tocha
Conecte a tocha à fonte de alimentação, se necessário. Una-se só os Thermal Dynamics modelam
SL60 ou SL60QD ™ Tocha a esta provisão de poder. Comprimento de pista máxima do maçarico é 100
pés/30,5 m, incluindo as extensões.
AVISO
Desligar a alimentação principal na fonte antes de
ligar o maçarico.
1. Alinhar o conector macho ATC (no cabo do maçarico) com receptáculo fêmea. Empurre o
conector macho para dentro do receptáculo fêmea. Os conectores devem car encaixados
com uma pequena pressão.
2. Fixe a conexão girando a porca de aperto no sentido horário até ouvir um clique. NÃO utilizar
a porca de bloqueio para unir a ligação. Não utilizar ferramentas para proteger a ligação.
Art # A-14044
Ligar o maçarico ao fornecimento de energia
0-5557PT INSTALAÇÃO
1
2
25

CUTMASTER 40
SECÇÃO 4 SISTEMA: OPERAÇÃO
4.01 Controlos do painel frontal / Características
Ver a ilustração para a identicação numérica
2
1
3
4
5
6
7
8
Art # A-14045
1. Controlo de corrente Knob
Botão usado para ajustar a saída da corrente.
2. Exibe numérico
• Revisão do software exibe no arranque
• Exibe valores de amperagem (padrão de fábrica)
• Exibe códigos de status
3. Indicador AC
A luz permanente indica que a fonte de alimentação está pronta a funcionar. Nenhuma luz indica
que não há tensão de entrada, a tensão de entrada está fora do alcance de operação ou há uma
falha interna.
4. Indicador DC
Indicador LIGAR quando o circuito de saída DC estiver activo.
OPERAÇÃO 0-5557PT
26

CUTMASTER 40
5. Indic ador de pressão de gás
O indicador será ligado para mostrar qualquer pressão de gás, mas não se é adequado ou não.
Verique a pressão do gás de entrada. Deve ser entre 90 - 125 PSI / 6.2 - 8.6 bar / 620 - 862 Kpa.
NUNCA EXCEDA 150 PSI / 10.34 bar / 1034 Kpa.
6. Sobre o indicador temperatura
Indicador normalmente DESLIGADO. Indicador ON quando a temperatura interna exceder os
limites normais. Deixar a unidade arrefecer antes de continuar a operação.
7. Receptáculo de tipo Dinse conduzir trabalho
Alinhe o conector de tipo Dinse na pista de trabalho com recipiente, pressione e gire no sentido
horário para a direita até apertar.
8. Receptáculo de desconexão rápida de tocha
Condutores de tocha são ligados aqui alinhando os conectores, pressionando em e transformando
o bloqueio anel no sentido horário-para-o-direito para xar. Conexão só deve ser confortável
sem ferramentas utilizadas.
4.02 Preparação para operação
No início de cada sessão de utilização:
AVISO
Desligar a alimentação principal na fonte antes de montar ou desmontar o fornecimento de alimentação, peças do
maçarico, ou maçarico e montagens do conjunto.
Seleção de Peças do Maçarico
Vericar se o maçarico foi devidamente montada e se tem as peças correctas. As peças da tocha
devem corresponder ao tipo de operação, e com a saída de amperagem desta Fonte de Alimentação (40 amperes máximo a 240V ou 27 amperes a 120V). Consulte a Seção 4T.01 para obter a
ordem das peças da tocha.
Ligação do maçarico
Vericar se o maçarico está devidamente ligada. Somente os modelos Thermal Dynamics SL60,
SL60QD™ / Tochas Manuais podem ser conectados a esta fonte de alimentação. Consulte a Secção
3T deste Manual.
Vericar a fonte de alimentação primária
1. Vericar se a Tensãom d entrada da fonte de alimentação é adequada. Certique-se que a
fonte de alimentação de entrada satisfaz os requisitos de energia para a unidade como na
Secção 2, Especicações.
2. Ligar o cabo de alimentação (ou fechar o interruptor principal) para fornecer energia ao
sistema.
0-5557PT OPERAÇÃO
27

CUTMASTER 40
Art # A-04509
Fonte do ar
Certique-se que a fonte cumpre os requisitos (consultar a Secção 2). Vericar as ligações e ligar
o fornecimento de ar.
Ligar o cabo de trabalho
Prender o cabo de trabalho à peça de trabalho ou mesa de corte. A área tem de estar livre de
óleo, tinta e ferrugem. Ligar apenas à parte principal da peça de trabalho; não ligar à parte que
vai ser cortada.
Alimentação ON
Coloque o alimentação LIGAR/DESLIGAR interruptor na posição on (à direita). Indicador
AC liga (ON).
A Placa Principal realiza vários testes para determinar se o sistema está pronto para funcionar.
Durante os autotestes, o display digital mostra primeiro o número de revisão do rmware que
inclui decimais. 1.1.0 é um exemplo de uma revisão de código de produção lançada que pode
ser exibido.
Se não houver problemas detectados, a conguração da corrente de saída será exibida de 15 a
40 amperes. Se um problema for detectado, o código de status em formato de letra ou Exx será
exibido. Consulte a seção 5 para obter explicações de falha/código de status.
O ventilador de refrigeração ligará assim que o aparelho estiver ligado e continuará ligado até
que a energia seja desligada.
Ajuste a pressão de funcionamento
A pressão do gás não pode ser configurada na fonte de alimentação e deve ser fixada na fonte, de
90 - 125 PSI / 6.2 - 8.6 bar / 620 - 862 Kpa.
NUNCA EXCEDA 150 PSI / 10.34 bar / 1034 Kpa.
Funcionamento de corte
Uma vez estabelecido o arco de corte, ele deve continuar a cortar até que o gatilho seja liberado,
a tocha é movida muito longe da peça de trabalho ou o ciclo de serviço foi excedido fazendo
com que o sistema entre em um modo de temperatura excessiva. Nas duas primeiras instâncias
solte o gatilho da tocha, certique-se de que a ponta da tocha está próxima da peça de trabalho,
ative o gatilho e restabeleça o arco de corte. Em caso de falha de temperatura excessiva, solte o
gatilho, deixe a unidade funcionar para esfriar. Quando a falha se dissipar, você pode começar
a cortar novamente.
OPERAÇÃO 0-5557PT
28

Velocidades de Corte Típicas
CUTMASTER 40
As velocidades de corte variam de acordo com a amperagem da saída da tocha, a pressão do gás,
o tipo de material a ser cortado e a habilidade do operador.
A denição da corrente de saída ou as velocidades de corte podem ser reduzidas para permitir
um corte mais lento ao seguir uma linha, ou utilizar um modelo ou guia de corte produzindo
simultaneamente cortes de excelente qualidade.
Pós-uxo
Solte o gatilho para interromper o arco de corte. O gás continua a uir por aproximadamente
10 segundos. Durante o pós - uxo, se o usuário pressionar rapidamente e soltar o gatilho, o gás
desligará. Se o usuário continuar a segurar o gatilho e não liberá-lo, o arco piloto será iniciado.
O arco principal será transferido para a peça de trabalho se a ponta da tocha estiver dentro da
distância de transferência.
Encerramento
Vire O em / do comutador a DE, à esquerda como você enfrenta a unidade do reverso. Depois
de um atraso curto todos os indicadores de Provisão de Poder e leque interroto. Desconecte
o cabo de alimentação de entrada ou desconecte a alimentação de entrada. A alimentação é
cortada do sistema.
NOTA
Para maximizar a longevidade da eletrônica interna, permita que a fonte de alimentação continue funcionando (sem
cortar) por alguns minutos antes de desligar. Isso permitirá que eles esfriem mais rápido.
0-5557PT OPERAÇÃO
29

CUTMASTER 40
A-03510PT
SECÇÃO 4 MAÇARICO: FUNCIONAMENTO
4T.01 Seleção de Peças do Maçarico
3. Instalar o eléctrodo de substituição empurrando-o contra a cabeça do maçarico
O tipo de funcionamento a realizar determina
as peças do maçarico que serão utilizadas para
o efeito.
Tipo de funcionamento:
Corte por arrasto, corte de bloqueio ou
goivagem
Peças da tocha:
Escudo, bico cortador, eletrodo e cartucho de arranque
NOTA
4T.02 Funcionamento do maçarico Manual
Corte à distância com maçarico Manual
até ouvir um clique.
4. Instale o cartucho de partida e a ponta
desejada para a operação na cabeça da
tocha.
5. Apertar o conjunto da caixa da protecção à mão até estar assente na cabeça
do maçarico. Se houver uma resistência
ao instalar o escudo, verique as roscas
antes de continuar.
Consulte a Secção 4T.07 e seguintes para informações adicionais sobre as peças do maçarico.
Mudar as peças do maçarico para uma operação
diferente como se segue:
AVISO
Desligar a alimentação principal na fonte antes
de montar ou desmontar peças do maçarico, ou
maçarico e montagens do conjunto.
NOTA
Para melhor desempenho e a certa altura da
vida, sempre use as peças corretas para o tipo de
operação.
1. A tocha pode ser segurada confortavelmente em uma mão ou você pode
segurar rme com as duas mãos. Coloque a mão para premir o gatilho na
pega do maçarico. Com a tocha Manual,
NOTA
O copo do escudo segura a ponta e inicia o
cartucho no lugar. Posicione a tocha com o copo
do escudo voltado para cima para evitar que essas
peças caiam quando o copo for removido.
1. Desaparafusar e remover o conjunto do
a mão pode car próxima à cabeça da
tocha para um Total controle ou perto
da extremidade traseira para máxima
proteção contra o calor. Escolher a
técnica de exploração com que se sinta
mais confortável e que permita uma
óptima movimentação e controlo.
copo blindado da cabeça do maçarico.
2. Remova o elétrodo ao puxá-lo da cabeça
do maçarico.
NOTA
O bico nunca deverá entrar em contacto com a
peça, exceto durante as operações de corte de
arrasto.
Cabeça do
Maçarico
2. De acordo com o funcionamento de
corte, realizar uma das seguintes ações:
Eléctrodo
a. Para iniciar uma aresta, segure a
tocha perpendicular à peça de
Cartucho de arranque
trabalho com a parte dianteira do
bico próxima (sem tocar) a aresta da
peça de trabalho no ponto onde o
Ponta
corte irá começar.
b. No caso do corte de bloqueio,
Copoprotetor
segurar o maçarico 1/8 - 3/8 in (3-9
mm) da peça de trabalho como
mostrado abaixo.
Peças do Maçarico
TOCHA OPERAÇÃO 0-5557PT
30

Copoprotetor
Maçarico
)
Art # A-04034PT
Distância de
posicionamento
3 - 9mm (1/8" - 3/8"
Distância de posicionamento
3. Manter o maçarico afastada do corpo.
4. Deslize o desengate do gatilho para trás
da pega do maçarico, apertando em
simultâneo o gatilho. O arco Pilotoo
será iniciado.
Gatilho
Libertação do gatilho
A-02986PT
5. Colocar o maçarico a uma distância de
Transferidoência do trabalho. O arco
principal será Transferidoido para o
local de trabalho e o arco Pilotoo será
desligado.
NOTA
O pré uxo de gás e pós uxo são características
da fonte de alimentação e não uma função do
maçarico.
CUTMASTER 40
Gatilho
1
2
Libertação do gatilho
3
4
Art # A-03383PT
6. Cortar como habitualmente. Simplesmente solte o conjunto do gatilho para
parar de cotar.
7. Seguir as práticas normais recomendadas de corte como constam do Manual
do operador - fontes de alimentação.
NOTA
Se o copo blindado for corretamente instalado,
há uma ligeira folga entre o copo blindado e o
punho do maçarico. O gás passa por esta folga
como parte do normal funcionamento. Não
tentar forçar a caixa de protecção para suprimir
esta folga. Ao forçar a caixa da protecção contra
a cabeça do maçarico ou manípulo do maçarico
pode danicar os componentes.
8. Para obter um controlo constante da
distância peça de trabalho, instalar o
guia de distância, deslizando-o para a
caixa de protecção do maçarico. Instale a guia com os lados nas laterais do
corpo do escudo para manter uma boa
visibilidade do arco de corte. Durante a
operação, a posição das pernas do guia
contra a peça de trabalho.
0-5557PT TOCHA OPERAÇÃO
Copoprotetor
Guia de posicionamento
Ponta do Maçarico
Peça de trabalho
31

CUTMASTER 40
Art # A-03383PT
Gatilho
Copo protetor com canto retilíneo
O copo de blindagem de arrasto pode ser usado
com uma orla direita não condutiva para fazer
cortes direitos à mão.
AVISO
A borda reta deve ser não -condutiva.
4. Manter o maçarico em contacto com
a peça de trabalho durante o ciclo de
corte.
5. Manter o maçarico afastada do corpo.
6. Deslize o desengate do gatilho para trás
da pega do maçarico, apertando em
simultâneo o gatilho. O arco Pilotoo
será iniciado.
Guia de Corte a
Usar o Copo Blindado de Arrasto com Orla a Direito
O copo de blindagem de coroa funciona
melhor ao cortar 3/16 polegadas (4.7 mm)
de metal sólido com superfície relativamente lisa.
Corte por arrasto com umo maçarico Manual
O corte por arrasto produz melhores resultados em metal de 1/4” (6 mm) de espessura
ou menos.
NOTA
Para obter um melhor desempenho e vida útil
das partes, usar sempre as peças corretas para o
tipo de operação.
1. Instalar a ponta de corte por arrasto e
dena a corrente de saída.
2. A tocha pode ser segurada confortavelmente em uma mão ou você pode
segurar rme com as duas mãos. Coloque a mão para premir o gatilho na
pega do maçarico. Com a tocha Manual,
a mão pode car próxima à cabeça da
tocha para um Total controle ou perto
da extremidade traseira para máxima
proteção contra o calor. Escolher a
técnica de exploração com que se sinta
mais confortável e que permita uma
óptima movimentação e controlo.
Gatilho
Libertação do gatilho
A-02986PT
7. Colocar o maçarico a uma distância de
Transferidoência do trabalho. O arco
principal será Transferidoido para o
local de trabalho e o arco Pilotoo será
desligado.
NOTA
O pré uxo de gás e pós uxo são características
da fonte de alimentação e não uma função do
maçarico.
1
2
Libertação do gatilho
3
4
8. Cortar como habitualmente. Simplesmente solte o conjunto do gatilho para
parar de cotar.
TOCHA OPERAÇÃO 0-5557PT
32

9. Seguir as práticas normais recomendadas de corte como constam do Manual
do operador - fontes de alimentação.
NOTA
Se o copo blindado for corretamente instalado,
há uma ligeira folga entre o copo blindado e o
punho do maçarico. O gás passa por esta folga
como parte do normal funcionamento. Não
tentar forçar a caixa de protecção para suprimir
esta folga. Ao forçar a caixa da protecção contra
a cabeça do maçarico ou manípulo do maçarico
pode danicar os componentes.
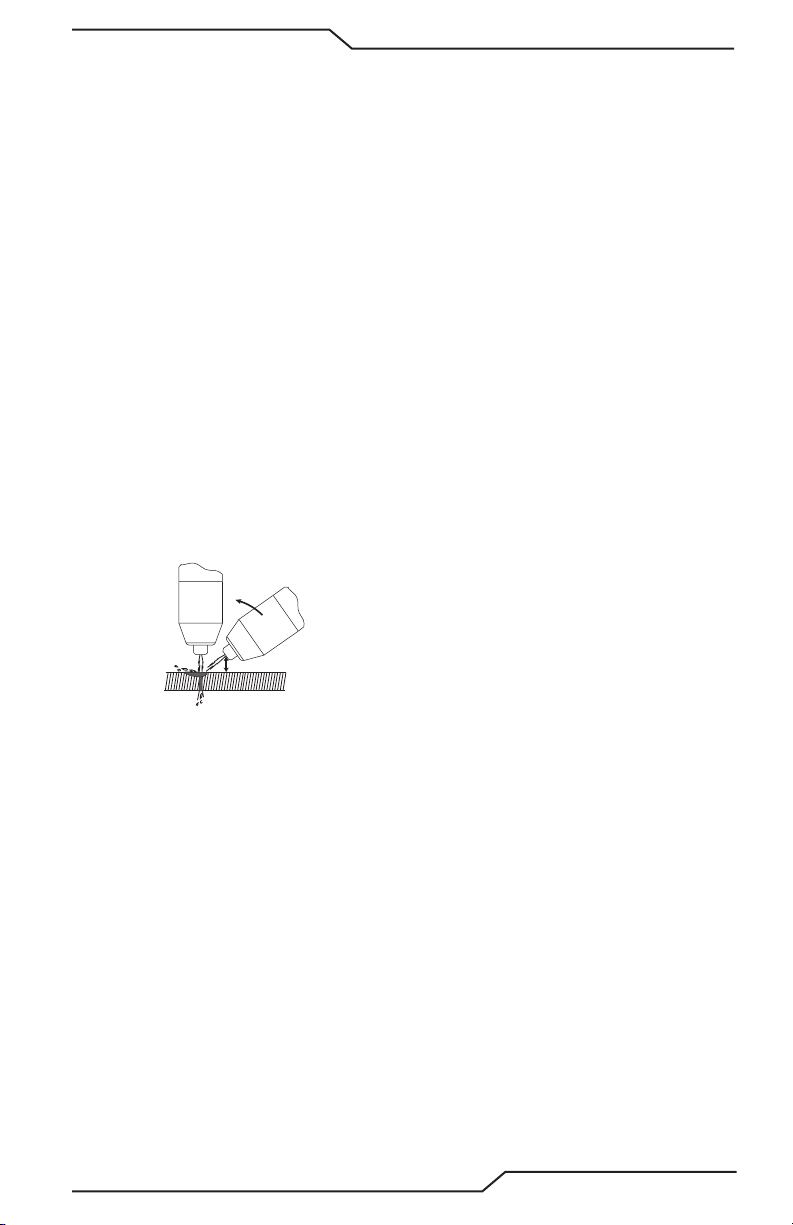
Perfurar com maçarico Manual
1. Manter o maçarico afastada do corpo.
2. A tocha pode ser segurada confortavelmente em uma mão ou você pode
segurar rme com as duas mãos. Coloque a mão para premir o gatilho na
pega do maçarico. Com a tocha Manual,
a mão pode car próxima à cabeça da
tocha para um Total controle ou perto
da extremidade traseira para máxima
proteção contra o calor. Escolher a técnica com que se sinta mais confortável
e permita uma óptima movimentação e
controlo.
NOTA
O bico nunca deverá entrar em contacto com a
peça, exceto durante as operações de corte de
arrasto.
3. Inclinar o maçarico ligeiramente para
direccionar as partículas residuais para
longe da ponta do maçarico (e operador) ao contrário de directamente de
volta para a mesma até que a perfuração
esteja completa.
4. Em uma parte do metal não desejado
inicie o furo fora da linha do corte e
depois continue o corte sobre a linha.
Manter o maçarico perpendicular à
peça de trabalho depois de terminar a
perfuração.
5. Deslize o desengate do gatilho para
trás da pega do maçarico, apertando
em simultâneo o gatilho. O arco Piloto
será iniciado.
CUTMASTER 40
Gatilho
Libertação do gatilho
A-02986PT
6. Colocar o maçarico a uma distância de
Transferidoência do trabalho. O arco
principal será Transferidoido para o
local de trabalho e o arco Pilotoo será
desligado.
NOTA
O pré uxo de gás e pós uxo são características
da fonte de alimentação e não uma função do
maçarico.
Se o copo blindado for corretamente instalado,
há uma ligeira folga entre o copo blindado e o
punho do maçarico. O gás passa por esta folga
como parte do normal funcionamento. Não
tentar forçar a caixa de protecção para suprimir
esta folga. Ao forçar a caixa da protecção contra
a cabeça do maçarico ou manípulo do maçarico
pode danicar os componentes.
7. Limpar os salpicos e a escala da caixa
de protecção e da ponta o mais rapidamente possível. Pulverizar o escudo com
um composto anti-escória minimiza a
quantidade de incrustações que adere
ao mesmo.
A velocidade de corte depende do MATERIAIS,
espessura e a capacidade do operador seguir a
linha exacta de corte. Os fatores a seguir podem
impactar o desempenho do sistema:
• Desgaste das peças do maçarico
• Qualidade do ar
• Variações de Tensãom
• Altura Relativa do Maçarico
• Ligação adequada do cabo de trabalho
0-5557PT TOCHA OPERAÇÃO
33

CUTMASTER 40
!!
!!
!!
35°
Peça de trabalho
Cabeça do
Maçarico
Altura de posicionamento
4T.03 Goivagem
AVISO
Certique-se que o operador está equipado com
luvas, vestuário, óculos e auscultadores de protecção e que são cumpridas todas as precauções
de segurança indicadas no início deste Manual.
Certique-se de que nenhuma parte do corpo
do operador entre em contato com a peça de
trabalho quando a tocha estiver ativada.
Desligar a alimentação principal do sistema
antes de desmontar o maçarico, conjuntos ou
alimentação.
CUIDADO
As faíscas da goivagem a Plasma podem danicar
superfícies revestidas, pintadas ou outras, tais
como vidro, plástico e metal.
Vericar as peças do maçarico. Os consumíveis
devem corresponder ao tipo de operação. Refer
to Section 4T.07, Seleção de Peças do Maçarico.
Parâmetros de goivagem
O desempenho de goivagem depende de
parâmetros como a velocidade de deslocamento do maçarico, nível actual, ângulo de
chumbo (o ângulo entre o maçarico e a peça
de trabalho) e a distância entre a ponta do
maçarico e a peça de trabalho (bloqueio).
Denição de corrente
As definições de corrente dependem da
velocidade de percurso do maçarico, modo
de funcionamento (maçarico Manual ou de
máquina), e a quantidade de de MATERIAIS
a ser removido.
Ângulo principal
O ângulo entre a tocha e a peça de trabalho
depende da conguração de corrente de
saída e da velocidade de deslocamento da
tocha. O ângulo de inclinação recomendado é de 35°. A um ângulo superior a 45°, o
metal fundido não é expelido para fora da
estria e pode ser soprado novamente para
o maçarico. Se o ângulo principal for muito
pequeno (menos de 35°), pode ser removido
menos MATERIAIS, exigindo mais passagens.
Em algumas aplicações, tais como remoção
de soldaduras ou trabalho com metal no,
isto pode ser desejável.
CUIDADO
Tocar com a ponta do maçarico ou copo blindado
na superfície de trabalho irá causar desgaste
excessive nas peças.
Velocidade de Deslocamento do Maçarico
NOTA
Consulte as páginas do anexo para obter informações adicionais sobre a fonte de alimentação
utilizada.
A velocidade de deslocamento ideal do maçarico depende da denição da corrente, do
ângulo do cabo e do modo de funcionamento (maçarico Manual ou mecânica).
TOCHA OPERAÇÃO 0-5557PT
34
Distância de posicionamento
Ângulo de goivagem e distância de bloqueio
A distância entre o bico e o trabalho afeta
a qualidade e a profundidade do entalhe.
Uma distância de posicionamento de 1/8
- 1/4 polegadas (3 - 6 mm) permite uma
remoção suave e consistente do metal. Menores distâncias de posicionamentos podem
resultar num corte de separação em vez de
uma goiva. As distâncias de posicionamento
superiores a 1/4 polegadas (6 mm) podem
resultar na remoção mínima de metal ou
perda do arco principal Transferidoido.
Acumulação de escória
A escória formada pela goivagem em materiais, tais como carbono e aços inoxidáveis,
níqueis e ligas de aço, pode ser removida
facilmente na maioria dos casos. A escória
não obstrói o processo de goivagem, se se
acumular para o lado do caminho de goiva.
No entanto, a acumulação de impureza
pode causar inconsistências e remoção de
metal irregular se grandes quantidades de
MATERIAIS se acumularem na frente do arco.
O acúmulo é, normalmente, o resultado de
uma velocidade de deslocamento, ângulo
de inclinação ou altura do distanciador
inadequados.
Perfurador Rotativo
Um Perfurador Rotativo inicia o corte com a cabeça
do maçarico colocada num determinado ângulo
em relação à superfície de trabalho. À medida que
o maçarico corta, são lançados resíduos/escória da
área de trabalho. A cabeça do maçarico roda em
direção à posição Vertical à medida que o corte
ca mais profundo e trespassa a peça.
CUTMASTER 40
Art # A-13353
0-5557PT TOCHA OPERAÇÃO
35

CUTMASTER 40
4T.04 INFORMAÇÕES SOBRE PATENTES
Patentes de maçaricos de corte a Plasma
As seguintes peças estão cobertas por patentes americanas e estrangeiras como de
segue:
Catálogo # Descrição Patente(s)
9-8215 Eletrodo Pat. EUA N.º(s) 6163008; 6987238
Outra(s) patente(s) pendente(s)
9-8214 Eletrodo Pat. EUA N.º(s) 6163008; 6987238
Outra(s) patente(s) pendente(s)
9-8213 Cartucho Pat. EUA N.º(s) 6903301; 6717096; 6936786; 6703581;
D496842; D511280; D492709; D499620; D504142
Outra(s) patente(s) pendente(s)
9-8205 Ponta Pat. EUA N.º(s) 6774336; 7145099; 6933461
Outra(s) patente(s) pendente(s)
9-8206 Ponta Pat. EUA N.º(s) 6774336; 7145099; 6933461
Outra(s) patente(s) pendente(s)
9-8207 Ponta Pat. EUA N.º(s) 6774336; 7145099; 6933461
Outra(s) patente(s) pendente(s)
9-8252 Ponta Pat. EUA N.º(s) 6774336; 7145099; 6933461
Outra(s) patente(s) pendente(s)
9-8208 Ponta Pat. EUA N.º(s) 6774336; 7145099; 6933461
Outra(s) patente(s) pendente(s)
9-8209 Ponta Pat. EUA N.º(s) 6774336; 7145099; 6933461
Outra(s) patente(s) pendente(s)
9-8210 Ponta Pat. EUA N.º(s) 6774336; 7145099; 6933461
Outra(s) patente(s) pendente(s)
9-8231 Ponta Pat. EUA N.º(s) 6774336; 7145099; 6933461
Outra(s) patente(s) pendente(s)
9-8211 Ponta Pat. EUA N.º(s) 6774336; 7145099; 6933461
Outra(s) patente(s) pendente(s)
9-8212 Ponta Pat. EUA N.º(s) 6774336; 7145099; 6933461
Outra(s) patente(s) pendente(s)
9-8253 Ponta Pat. EUA N.º(s) 6774336; 7145099; 6933461
Outra(s) patente(s) pendente(s)
9-8225 Ponta Pat. EUA N.º(s) 6774336; 7145099; 6933461
Outra(s) patente(s) pendente(s)
9-8226 Ponta Pat. EUA N.º(s) 6774336; 7145099; 6933461
Outra(s) patente(s) pendente(s)
9-8227 Ponta Pat. EUA N.º(s) 6774336; 7145099; 6933461
Outra(s) patente(s) pendente(s)
9-8228 Ponta Pat. EUA N.º(s) 6774336; 7145099; 6933461
Outra(s) patente(s) pendente(s)
9-8241 Tampa protetora Pat. EUA N.º(s) 6914211; D505309
Outra(s) patente(s) pendente(s)
9-8243 Tampa protetora Pat. EUA N.º(s) 6914211; D493183
Outra(s) patente(s) pendente(s)
9-8235 Tampa protetora Pat. EUA N.º(s) 6914211; D505309
Outra(s) patente(s) pendente(s)
9-8236 Tampa protetora Pat. EUA N.º(s) 6914211; D505309
Outra(s) patente(s) pendente(s)
9-8237 Copo protetor Pat. EUA N.º(s) 6914211; D501632; D511633
Outra(s) patente(s) pendente(s)
9-8238 Tampa protetora Pat. EUA N.º(s) 6914211; D496951
Outra(s) patente(s) pendente(s)
9-8239 Tampa protetora Pat. EUA N.º(s) 6914211; D496951
Outra(s) patente(s) pendente(s)
9-8244 Tampa protetora Pat. EUA N.º(s) 6914211; D505309
Outra(s) patente(s) pendente(s)
TOCHA OPERAÇÃO 0-5557PT
36

CUTMASTER 40
9-8245 Tampa protetora Pat. EUA N.º(s) 6914211; D496951
Outra(s) patente(s) pendente(s)
As seguintes peças também são licenciadas nos EUA Patente N.º 5,120,930 e
5,132,512:
Catálogo # Descrição
9-8235 Tampa protetora
9-8236 Tampa protetora
9-8237 Copo protetor
9-8238 Tampa protetora
9-8239 Tampa protetora
9-8244 Tampa protetora
9-8245 Tampa protetora
Patentes Pendentes para o seguinte:
Quick Disconnect TOCHA and Quick Disconnect Fio do Maçaricos
0-5557PT TOCHA OPERAÇÃO
37

CUTMASTER 40
A manutenção deve ser
Art# A-14037PT
5.01 Manutenção geral
Aviso!
Desconecte a alimentação antes de efetuar manutenção.
Faça inspeção visual no corpo da
tocha, bico, eletrodo, cartucho e bocal
SECÇÃO 5 SISTEMA: ASSISTÊNCIA
feita com mais frequencia
se utilizada em condições
severas
Cada utilização
Faça inspeção
visual no bico e no
eletrodo
Semanalmente
Faça inspeção visual
nos cabos e mang.
Troque se necessário
3 Meses
Troque todas as
peças quebradas
Limpe o
exterior
da fonte
5.02 Agenda de manutenção
NOTA
Pode ser necessário ajustar a frequência efetiva da manutenção de acordo com o ambiente de funcionamento.
Vericações diárias de operacionalidade ou a cada seis horas de corte:
1. Vericar as peças consumíveis do maçarico, substituir se estiverem danicadas ou gastas.
2. Vericar a pressão/uxo do Plasma e fornecimento secundário.
Semanalmente ou a cada 30 horas de corte:
1. Vericar o funcionamento adequado da ventoinha e uxo de ar.
2. Inspeccione o maçarico para vericar a existência de fendas ou os expostos, substituir se
necessário.
3. Inspeccione o cabo de entrada de alimentação por danos ou os expostos, substituir se
necessário.
Serviço 0-5557PT
38

CUTMASTER 40
!!
Seis meses ou a cada 720 horas de corte:
1. Vericar os ltros de ar, limpar ou substituir se necessário.
2. Vericar a existência de fugas ou fendas nos cabos e mangueiras, substituir se necessário.
CUIDADO
Não dirigir jactos de ar para a fonte de alimentação durante os procedimentos de limpeza. Soprar ar para dentro da
unidade pode fazer com que partículas metálicas possam interferir com os componentes eléctricos sensíveis e causar
danos ao aparelho.
5.03 Falhas comuns
Problema -
Sintoma
Penetração
insuficiente
Extintores de
arco principais
Formação
excessiva de
impurezas
Vida útil das
peças do
maçarico curto
Arranque difícil 1. Peças do maçarico gastas.
1. Velocidade de corte demasiado rápida.
2. Maçarico inclinado em demasia.
3. Metal demasiado espesso.
4. Peças do maçarico gastas.
5. Corrente de corte demasiado baixa.
6. Peças termodinâmicas não genuínas utilizadas
7. Pressão de gás errada. Pressão de linha 90-125 psi (6.2-8.6 barra / 620-862 Kpa.
1. Velocidade de corte demasiado lenta.
2. Altura relativa do maçarico muito elevada em relação à peça.
3. Corrente de corte demasiado elevada.
4. Cabo de trabalho desligado.
5. Peças do maçarico gastas.
6. Peças termodinâmicas não genuínas utilizadas
7. A voltagem de linha cai devido a corda de extensão ou linha de provisão que é
demasiado longa.
1. Velocidade de corte demasiado lenta.
2. Altura relativa do maçarico muito elevada em relação à peça.
3. Peças do maçarico gastas.
4. Corrente de corte inadequada.
5. Peças termodinâmicas não genuínas utilizadas
6. Pressão de gás errada
1. Óleo ou humidade na fonte do ar.
2. Exceder a capacidade do sistema (MATERIAIS demasiado espesso).
3. Tempo de arco Piloto excessivo
4. Pressão do gás muito baixa.
5. Maçarico indevidamente montado.
6. Peças termodinâmicas não genuínas utilizadas
2. Peças termodinâmicas não genuínas utilizadas.
3. Pressão de gás errada.
4. Line Tensão muito baixa
5. Mal partes de seleção atual.
6. Restrição de mangueira.
Causa comum
0-5557PT Serviço
39

CUTMASTER 40
5.04 Indicador de FALHA
Na energização inicial, o sistema passa por uma série de vericações de auto antes de que está pronto
para uso. Se durante os cheques que detecta que algo não está dentro dos parâmetros de funcionamento
adequados, ocorrerá uma falha. Se isso acontecer, um Código de Erro acenderá no visor digital. Dependendo do tipo de erro, ele pode ser acompanhado por uma das luzes indicadoras à direita do display
digital para ligar ou no caso de uma detecção de tensão de linha baixa ou alta, o indicador CA desligará.
O Cutmaster 40 tem dois tipos de códigos de falha. Uma delas é a falha de comunicação. Este tipo de
código é para ajudá-lo a determinar o que você pode fazer para colocar o sistema em funcionamento,
corrigindo um problema como esquecer de colocar os materiais de consumo na tocha. Estes mostrarão
letras no visor digital.
O outro tipo de Código de Falha é a Falha de Erro para problemas com a Fonte de Alimentação ou
energia de entrada e mostrará "E0" e um número no display digital e possivelmente uma luz de falha,
como a luz CA sendo desligada.
Falha de comunicação Descrição
Sobre temperatura O erro overtemp será ativado se um status sobre temperatura tiver
sido detectado no dissipador de calor ou no transformador. "HI" será exibido no visor de 7 segmentos e o LED Over Temp será iluminado.
Falha de partes no lugar Partes No lugar O erro é ativado se o copo do escudo for removido.
"PIP" será exibido no visor de 7 segmentos.
Peças em contato Partes Em Erro de Contato é ativada quando a ponta não está em
contato com o eletrodo durante a inicialização. O mais provável é que ocorra se a ponta estiver
faltando na tocha. "PIC" será exibido no visor de 7 segmentos.
Falha do gatilho O erro de falha do gatilho scc é ativado se o gatilho for puxado
durante a partida da máquina ou enquanto outra falha estiver limpando. "SCC" será exibido no visor
de 7 segmentos.
Falha de gás O erro de falha do gás LoP é ativado se os materiais de consumo
não se separarem quando o gás estiver ligado. Provavelmente devido à linha de gás não ligada ou a
pressão é muito alta fechando a válvula. O LED de gás no visor frontal piscará ou não será iluminado.
Erro falha Descrição
Falha de ônibus O erro de falha do barramento é ativado se a tensão do barramento cair abaixo de ~360V. A tensão do ônibus será vericada apenas no modo de espera. "E02" será
exibido na tela de 7 segmentos.
Falha de viés O erro de falha de viés é ativado se a tensão do viés cair abaixo de
~13,5V. "E03" será exibido na tela de 7 segmentos.
Falha de tensão de linha baixa O erro de tensão de baixa linha é ativado se a tensão de entrada estiver muito baixa. "E06" será exibido no visor de 7 segmentos e o indicador LED CA no display
frontal não será iluminado.
Falha de tensão de linha alta O erro de tensão de alta linha é ativado se a tensão de entrada
estiver muito alta. "E07" será exibido no visor de 7 segmentos e o indicador LED CA no display frontal
não será iluminado.
Serviço 0-5557PT
40

5.05 Guia de resolução de Problemas básicos
AVISO
Há níveis de tensão e de potência muito perigosos presentes no interior da unidade. Não tentar diagnosticar ou reparar,
excepto se tiver recebido formação em medição de correntes electrónicas e técnicas de resolução de Problemas.
CUTMASTER 40
Problema Sintoma
O interruptor ON /
OFF está ON, mas o
Indicador A/C não
acende
Indicador de
falta mostrando
o Código E02
Incorreto
TEMPERATURA
ENGANADA.
Falta de
Comunicação que
mostra HI
LED DE GÁS OFF,
Falha de
comunicação
exposição LoP
FALHA e Falha
de comunicação
exposição PIP
Causa possível Ação recomendada
1. O interruptor da alimentação primária
está na posição OFF.
2. Os fusíveis / disjuntores primários
queimaram ou dispararam.
3. Componentes defeituosos na unidade.
1. Problema na tensão de entrada
primária.
2. Componentes defeituosos na unidade.
1. Fluxo de ar através ou à volta da
unidade obstruído.
2. O ciclo de trabalho da unidade foi
excedido.
3. Falha de componentes na unidade.
1. Fornecimento de gás não ligado à
unidade.
2. Fornecimento de gás não ligado em
ON.
3. Pressão de fornecimento de gás
demasiado baixa.
4. Falha de componentes na unidade.
1. Copo protetor solto.
2. O maçarico não está devidamente
ligado à fonte de alimentação.
3. Problema no maçarico e no circuito
PIP de cabos.
4. Falha de componentes na unidade.
1. Colocar o disjuntor principal na posição LIGAR.
2. a) Pedir a uma pessoa qualicada para vericar os fusíveis principais.
b) Ligar a unidade a um receptáculo de energia principal que esteja a
funcionar corretamente.
3. Devolva a um centro de assistência autorizado para reparação ou
substituição.
1. Qualicaram-se tensão primária de pessoa cheque para garantir que
ele atende aos requisitos de unidade Veja a seção "2.05 Especicações
dos cabos de entrada" na página 19.
2. Devolva a um centro de assistência autorizado para reparação ou
substituição.
1. Consulte as informações de autorização – Veja a seção "2.04
Especicações da fonte de alimentação" na página 18
2. Aguardar até que a unidade arrefeça.
3. Devolva a um centro de assistência autorizado para reparação ou
substituição.
1. Ligar o fornecimento do gás à unidade.
2. Ligar (ON) o fornecimento de gás.
3. Ajuste a pressão de entrada do fornecimento de ar para a unidade
em 120 psi. Denir o comprimento de pista para combinar com o
comprimento real sendo usado.
4. Devolva a um centro de assistência autorizado para reparação ou
substituição.
1. Apertar a caixa de protecção à mão até car justa.
2. Certique-se que o ATC do maçarico está devidamente xo na
unidade.
3. Substitua o maçarico e os cabos ou devolva-os a um centro de
assistência autorizado para reparação ou substituição.
4. Devolva a um centro de assistência autorizado para reparação ou
substituição.
FALHA e Falha
de comunicação
exposição PIC
0-5557PT Serviço
1. O copo blindado do maçarico está
solto.
2. Ponta do maçarico, elétrodo ou
cartucho de arranque em falta Eletrodo.
3. O cartucho de arranque do maçarico
está encravado.
4. Pressão de gás de entrada de unidade
é muito alto, causando o uxo contínuo
de gás.
5. Condutor aberto nos cabos do
maçarico.
6. Problema na no circuito de comutação
da tocha e das guias.
7. Falha de componentes na unidade.
1. Aperte o copo blindado à mão. Não aperte demais.
2. DesliGAR (OFF) fonte de alimentação. Remova o copo protetor.
Instalar peças em falta.
3. DesliGAR (OFF) fonte de alimentação. Sangrar a pressão do
sistema. Remova o escudo, o bico e o cartucho de arranque. Verique
se o encaixe da extremidade inferior do cartucho de arranque está
movendo-se livremente. Substitua, se o encaixe não se mover
livremente.
4. Diminua a pressão para 125 PSI ou menos.
5. Substitua o maçarico e os cabos ou devolva-os a um centro de
assistência autorizado para reparação ou substituição.
6. Substitua o maçarico e os cabos ou devolva-os a um centro de
assistência autorizado para reparação ou substituição.
7. Devolva a um centro de assistência autorizado para reparação ou
substituição.
41

CUTMASTER 40
Problema -
Sintoma
Não acontece
nada quando
o interruptor
do maçarico ou
interruptor remoto
estiver desligado
(ou o sinal de
arranque do CNC
estiver activo), sem
uxo, LED de gás
DC OFF.
1. Problema no maçarico e no circuito
do interruptor de cabos (circuito do
interruptor pendente remoto).
2. Falha de componentes na unidade.
3. Pressão de gás está alto.
Causa possível Ação recomendada
1. Leve o maçarico e os cabos (pendente remoto) ao serviço de
reparação autorizado.
2. Devolva a um centro de assistência autorizado para reparação ou
substituição.
3.Reduza a pressão de gás.
Sem luzes de falha
ON, maçarico sem
arco.
O arco Piloto está
ON, mas o arco
de corte não está
estabelecido
O corte do maçarico
é reduzido
1. Falha de componentes na unidade. 1. Devolva a um centro de assistência autorizado para reparação.
1. Cabo de trabalho não ligado à peça
de trabalho.
2. Cabo de trabalho/conector partidos.
3. Falha de componentes na unidade.
1. Denições de corrente erradas.
2. Consumíveis do maçarico gastos.
3. Má ligação do cabo de trabalho à peça
de trabalho.
4. Maçarico a mover-se muito rápido.
5. Excesso de óleo ou água no maçarico.
6. Falha de componentes na unidade.
1. Ligar o cabo de trabalho.
2. Substitua o cabo de trabalho.
3. Devolva a um centro de assistência autorizado para reparação.
1. Vericar e ajustar o valor denido adequado.
2. Vericar os consumíveis do maçarico e substituir se necessário.
3. Vericar a ligação do cabo de massa à peça de trabalho.
4. Reduza a velocidade de corte.
5. Consulte «Vericar a qualidade do ar» na Secção 3 Maçarico.
6. Devolva a um centro de assistência autorizado para reparação.
Serviço 0-5557PT
42

CUTMASTER 40
5.06 Substituição de peças básicas da fonte de alimentação
Substituição do elemento ltrante Único - Etapa opcional
Estas instruções aplicam-se a fontes de alimentação onde o ltro monofase opcional foi instalado.
A fonte de alimentação desliga automaticamente quando o ltro ca Totalmente saturado. O Elemento
do Filtro pode ser removido da carcaça, seco e reutilizado. Aguardar 24 horas até o Elemento secar. Consulte a Secção 6, Lista de peças, para a substituição do elemento ltrante através do número de catálogo.
1. Corte a alimentação da fonte de alimentação.
2. Desligue (OFF) o fornecimento de ar e purgue o sistema antes de desmontar o ltro para
substituir o elemento ltrante.
3. Desligar a mangueira de fornecimento de gás.
4. Gire a tampa da armação do ltro no sentido anti-horário e remova-a. O Elemento do Filtro
está situado dentro da Carcaça.
Carcaça
Elemento do filtro
(Número de
catálogo 9-7741)
Mola
O-ring
(Número de
catálogo 9-7743)
Tampa
Encaixe-
farpado
Filtromontado
Art # A-02476PT
Substituição do elemento ltrante Único - Etapa opcional
5. Remova o elemento ltrante do alojamento e coloque o elemento ao lado para secar.
6. Limpar o interior da carcaça, em seguida, inserir o Elemento do Filtro de substituição com o
lado aberto em primeiro lugar.
7. Substitua o alojamento na cobertura.
8. Ligue novamente o fornecimento de gás. Verique vazamentos.
NOTA
Se a unidade tiver vazamentos entre a carcaça e a tampa, inspeccione o Anel de vedação para vericar se existem cortes
ou outros danos.
Isso conclui os procedimentos de substituição de peças.
0-5557PT Serviço
43

CUTMASTER 40
!
SECÇÃO 5 MAÇARICO: ASSISTÊNCIA
5T.01 Manutenção geral
NOTA
Consulte a anterior «Secção 5 Sistema» em
relação às descrições do indicador de falhas
comuns.
Limpeza do maçarico
Mesmo se forem tomadas precauções para
que seja usado somente ar limpo com uma
tocha, eventualmente, o interior da tocha cará coberto de resíduos. Esse acúmulo pode
afetar o início do arco Pilotoo e a qualidade
do corte como um todo.
AVISO
Desconecte a alimentação principal na fonte
antes de desmontar a fonte de alimentação, a
tocha ou as guias da tocha.
NÂO tocar nas peças internas do maçarico enquanto que a luz indicadora AC da alimentação
estiver ON.
A parte interna da tocha deve ser limpa com
um limpador de contatos elétricos usando
um cotonete ou um pano úmido macio. Em
casos graves, o maçarico pode ser retirado da
pista e limpo por derramamento de líquido
de limpeza de contacto eléctrico para o maçarico e passar a soprar com ar comprimido.
A ranhura superior
com buracos de
ventilação tem de
ficaraberta
O-ring superior
naranhuracorreta
Roscas
O-ring inferior
Art # A-03725PT
Anel de vedação da Cabeça do Maçarico
Conector macho ATC
Conexão de Gás
CUIDADO
!
Secar o maçarico antes de voltar a instalar.
Art #A-03791P_AB
Anel de vedação ATC
Lubricação do anel toroidal
O Anel de vedação na Cabeça do maçarico e
no Conector Macho ATC requer lubricação
periódica. Isso permite que os anéis de
vedação permaneçam maleáveis e proporciona uma vedação adequada. Os anéis de
vedação irão secar, cando duros e rachados
se o lubricante não for usado regularmente.
Isso pode levar a potenciais Problemas de
desempenho.
Aconselhamos aplicar uma leve película de
lubricante do Anel de vedação (catálogo
# 8-4025) aos Anel de vedaçãos numa base
semanal.
Serviço 0-5557PT
44
NO TA
NÃO utilizar outros lubricantes ou massas,
podem não ser adequados para utilizar em temperaturas elevadas ou podem conter "elementos
desconhecidos" que podem reagir com a armosfera. Esta reação pode deixar contaminantes
no interior do maçarico. Qualquer uma destas
condições pode levar a um desempenho inconsistente ou desgaste da vida útil das peças.
O-Ring
#8-0525

5T.02 Inspecção e substituiç ão de peças
Art # A-08067PT
Ponta boa
Ponta gasta
Encaixe inferior com
Art # A-03284PT
consumíveis do maçarico
AVISO
Desconecte a alimentação principal na fonte
antes de desmontar a fonte de alimentação, a
tocha ou as guias da tocha.
NÂO tocar nas peças internas do maçarico enquanto que a luz indicadora AC da alimentação
estiver ON.
Corpo do
Copoprotetor
N.º O-Ring 8-3488
Art # A-03878PT
CUTMASTER 40
Tampa protetora de arrasto
Remova os consumíveis do maçarico da seguinte
forma:
NOTA
O copo blindado segura o bico e o cartucho de
arranque. Posicione o maçarico com o copo
protetor virado para cima para evitar que estas
peças caiam quando o copo é removido.
1. Desapertar e retirar o copo blindado do
maçarico.
NO TA
A escória acumulada no copo protetor que não
pode ser removida pode afetar o desempenho
do sistema.
2. Inspeccione a caixa por danos. Limpá-lo
ou substituir se estiver danicado.
Copo protetors
3. Em maçaricos com um corpo de copo
protetor e uma tampa protetora ou deetor, certique-se de que a tampa ou o
deetor está enroscado adequadamente contra o corpo de copo protetor. Nas
operações de corte por arrasto blindado
(apenas), pode existir um Anel de vedação entre o corpo da caixa de protecção
e a tampa da caixa de protecção. Não
lubricar o Anel de vedação.
0-5557PT Serviço
4. Remova a ponta. Verificar se existe
desgaste excessivo (indicado por um
orifício alongado ou alargado). Limpar
ou substituir a ponta se necessário.
A-03406PT
Exemplo de desgaste de ponta
5. Remova o cartucho de arranque. Vericar a existência de desgaste excessivo,
orifícios de gás ou descoração. Vericar
se o encaixe nal inferior se movimenta
livremente. Substitua se necessário.
Encaixe inferior com
molaaoCompressão total
molaaoreiniciar /
Extensão total
Art # A-08064PT
6. Puxe o elétrodo através da cabeça do
maçarico. Vericar se a face do eléctrodo está desgastada excessivamente.
Consulte a gura a seguir.
Novo elétrodo
Eléctrodogasto
Desgaste do eléctrodo
7. Reinstale o elétrodo ao empurrá-lo contra a cabeça do maçarico até este clicar.
8. Reinstale o cartucho de arranque
pretendido e a ponta na cabeça do
maçarico.
45

CUTMASTER 40
9. Apertar a caixa da protecção à mão até
estar assente na cabeça do maçarico.
Se houver uma resistência ao instalar
o escudo, verique as roscas antes de
continuar.
Isso conclui os procedimentos de substituição
de peças.
Serviço 0-5557PT
46

CUTMASTER 40
SECÇÃO 6: LISTAS DE PEÇAS
6.01 INTRODUÇÃO
A. Repartição da lista de peças
A lista de peças fornece uma divisão de todos os componentes do receptáculo. As listas de peças
estão dispostas da seguinte forma:
6.03 Substituição da fonte de alimentação
6.04 Peças sobresselentes da fonte de alimentação
6.05 Opções e acessórios
6.06 Peças de reposição externas
6.07 Peças sobresselentes paro maçarico manual
6.08 Peças de reposição para SL60QD maçarico manual
6.09 Tocha peças consumíveis (SL60™)
NOTA
As peças mencionadas sem números de artigo não são apresentadas, mas podem ser encomendadas através do
número de catálogo apresentado.
B. Devoluções
Se um produto precisar ser devolvido para manutenção, entre em contato com o seu distribuidor. Não
serão aceites materiais devolvidos sem a devida autorização.
6.02 Informações de encomenda
Encomende as peças sobresselentes através do número de catálogo e preencha a descrição da peça ou
conjunto, conforme mencionado na lista de peças para cada tipo de artigo. Incluir também o modelo
e número de série da alimentação. ReMetro todas as questões para o seu distribuidor autorizado.
6.03 Substituição da fonte de alimentação
Os itens seguintes estão incluídos com a provisão de poder de substituição: trabalhe o o e a braçadeira,
o o de poder de entrada, adaptadores de o de poder de entrada (2), regulador de pressão de gás /
ltro, Tocha de SL60, conjunto de partes de sobra, e manual operacional.
Qtd Descrição Catálogo #
1 CUTMASTER 40 Fonte de alimentação UL/CSA
120 - 240 VAC, Monofásica, 60Hz,
com Cabo de entrada de alimentação e plug 1-4000-1
1 CUTMASTER 40 Fonte de alimentação CE
240 VAC, Monofásica, 60Hz,
com Cabo de entrada de alimentação 1-4000-4
0-5557PT LISTA DE PEÇAS
47

CUTMASTER 40
catálogo 9-7743)
6.04 Peças sobresselentes da fonte de alimentação
Qtd Descrição Catálogo #
1 Elemento de substituição do conjunto do ltro (ltro de fábrica) 9-0116
1 Cabo, Energia 2.5mm, 2.5M A UE Datilografa F 9-4435
6.05 Opções e acessórios
Qtd Descrição Catálogo #
1 Kit de ltro Único - Etapa (inclui ltro e mangueira) 7-7507
1 Corpo ltrante sobresselente 9-7740
1 Mangueira ltrante sobresselente (não apresentada) 9-7742
2 Elemento ltrante sobresselente 9-7741
1 Trabalho cabo #8 com 50mm Dinse plug 9-9692
1 Carro multi-funções 7-8888
Carcaça
Elemento do filtro
(Número de
catálogo 9-7741)
Mola
O-ring
(Número de
Tampa
Encaixe-
farpado
Filtromontado
Art # A-02476PT
Kit de de ltro Único - Etapa opcional
LISTA DE PEÇAS 0-5557PT
48
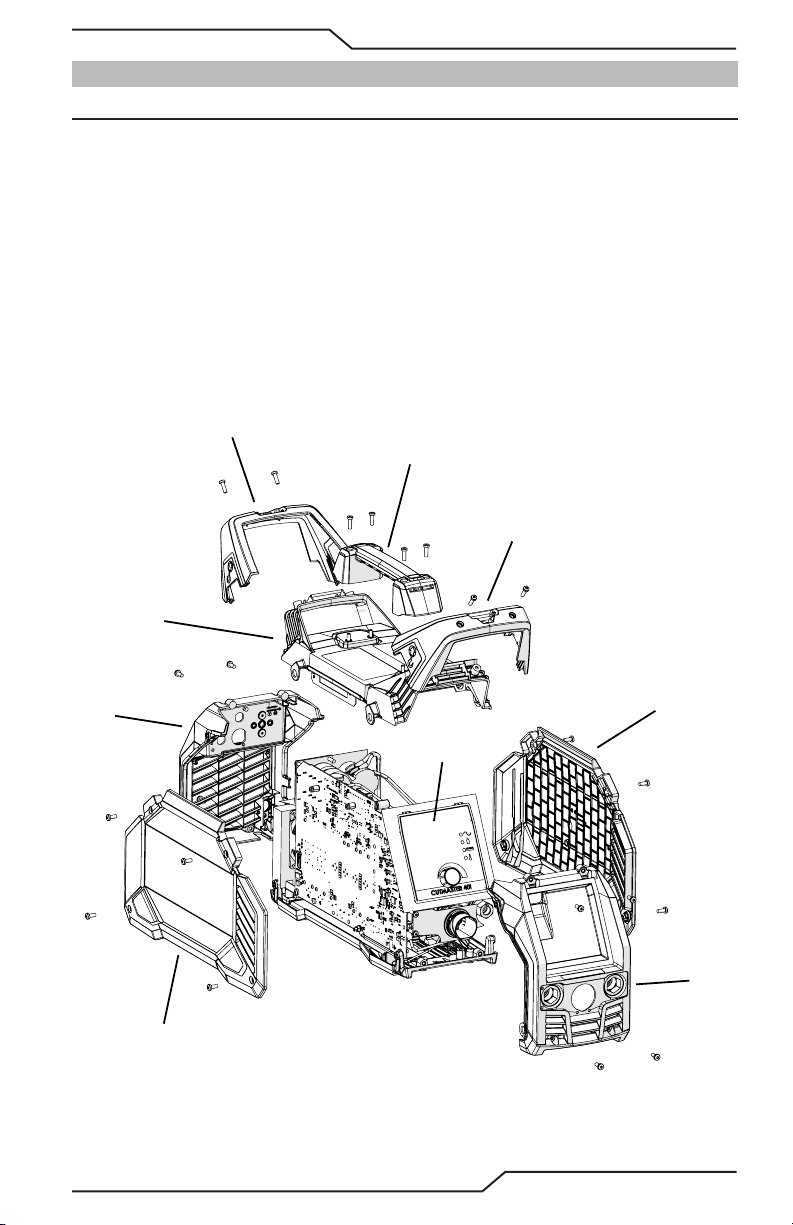
CUTMASTER 40
6.06 Peças de reposição externas
Item N Qtd Descrição Catálogo #
1 1 Kit de alça superior 0464 565 880
2 1 Alça Tampa 0465 952 001
3 1 Painel, RH CM40 TD_AEB 9-4440
4 1 Montagem Panel Front CM40 9-4437
5 1 Painel, LH CM40 TD_AEB 9-4439
6 1 Montagem, Painel Traseiro CM40 9-4438
7 1 Painel superior 0465 951 001
8 1 Montagem PCB Visor 9-4433
9 1 Kit ferragen CM40 (não mostrado) 9-4000
-Inclui todos os parafusos/testículos deste sistema
2
1
2
7
6
5
0-5557PT LISTA DE PEÇAS
Art # A-14465
3
8
4
49

CUTMASTER 40
Art # A-07993_AB
6.07 Peças sobresselentes paro maçarico Manual
Item N Qtd Descrição Catálogo #
1 1 Kit de Substituição do Punho do Maçarico (inclui itens N.º 2 e 3) 9-7030
2 1 Kit de Substituição do Conjunto do Gatilho 9-7034
3 1 Kit de parafusos do Modelo Manual (5 cada, 6-32 x 1/2RsR
parafuso de ponta, e chave) 9-8062
4 1 Kit de Substituição do Conjunto da Cabeça do Maçarico
(inclui itens N.º 5 e 6) 9-8219
5 1 Anel de vedação grande 8-3487
6 1 Anel toroidal pequeno 8-3486
7 Montagens principais com conectores ATC (inclui montagens de interruptores)
1 SL60, 20 - pés / 6.1m ligado ao conjunto com conector ATC 4-7834
1 SL60, 50 - pés / 15.2m ligado ao conjunto com conector ATC 4-7835
8 1 Kit de interruptor 9-7031
1
8
2
4
5
6
3
7
LISTA DE PEÇAS 0-5557PT
50
6.

CUTMASTER 40
6.08 Peças de reposição para SL60QD maçarico manual
Item N Qtd Descrição Catálogo #
1 1 Tocha Conjunto da alça Troquement 7-5681
2 ligado ao conjunto com conector ATC e conector rápido
1 SL60QD™, 20 - pés ligado ao conjunto com conector ATC e
conector rápido 4-5620
1 SL60QD™, 50 - pés ligado ao conjunto com conector ATC e
conector rápido 4-5650
1&2 1 Tocha com ligado ao conjunto, 20 - pés 7-5620
1&2 1 Tocha com ligado ao conjunto, 50 - pés 7-5650
1
0-5557PT LISTA DE PEÇAS
2
Art # A-13248_AB
51

CUTMASTER 40
6.09 Consumíveis do Maçarico (SL60)
Eletrodo Padrão 9-8215 também disponível para esta tocha.
Cabeça da tocha
Série Preta
Vida Extensa
Vida Padrão
Consumíveis
9-8251
LISTA DE PEÇAS 0-5557PT
52
9-8244
Art # A-14049PT_AC

ANEXO 1: INFORMAÇÕES DA ETIQUETA DE DADOS
CUTMASTER 40
Nome e/oulogótipo do fabricante, localização,
nível de revisão e modelo, número de série
e código de produção
Victor Technologies Group, Inc.
2800 Airport Road
Denton, TX 76207
=
U
0
Tensão de saída
USA
X
I
U
2
U1
Faixa de tensão
(Nota 2)
Model: CM40 - CSA/UL
Tipo de fonte
(Nota 1)
Símbolo corte
Plasma
Símbolo de
Entrada
Especicação
de entrada
(fase, CA ou
CC, frequência)
NOTAS:
1. O símbolo mostrado indica entrada mono ou trifásica,
frequência estática conversor - trafo - reticador
saída CC.
2. Indica a entrada de alimentação para esta fonte. A maioria das
fontes carregam a etiqueta no cabo de alimentação indicando
a necessidade de alimentação de entrada para que esta fonte
foi construída.
3. Linha de cima: Valores do Ciclo de Trabalho.
IEC é calculado conforme descrito na International
ElectroTechnical Commission.
TDC é determinado de acordo com os procedimentos
de teste di fabricante da fonte.
Segunda linha: Valores de corrente.
Terceira linha: Valores de tensão convencional.
4. Parte da etiqueta pode ser aplicada a áreas separadas
da fonte.
Made in Poland
Tipo de corrente de saída
Tensão de saída
em vazio
Grau de proteção
CSA E60974-1
ANSI/IEC 60974-1
Class A
Fator ciclo de trabalho
Faixa máxima
de corrente primária
1max 1e
I
1
3Ø
1Ø
Coberta Padrão Regulatória Para
Este Tipo de Fonte de Alimentação
Ser. No.
Art. No.
Faixa de saída (tensão /
corrente)
Dados de ciclo de
trabalho (Nota 3)
I
1
Corrente máxima efetiva
3Ø1Ø
de alimentação
Esquema elétrico do
fabricante e revisão
Símbolos Padrão
AC
DC
Fase
Ø
número de série
Art # A-14369PT
0-5557PT ANEXO
53

CUTMASTER 40
3 - Interruptor
3 - Interruptor
branco
ANEXO 2: PINO DA TOCHA - DIAGRAMAS
A. Diagrama pin-out do maçarico manual
4 - Verde /
Interruptor
2- Laranja/
PIP
1 - Preto/
PIP
Negativo /
Plasma
/
Piloto
Conetor ATC Macho
Vista frontal
4
3
2
1
Receptáculo ATC Fêmea
Vista frontal
8 - Aberto
7 - Aberto
8
7
6
5
6 - Aberto
5 - Aberto
8 - Aberto
7 - Aberto
6 - Aberto
5 - Aberto
Piloto
8
7
6
5
Negativo /
Plasma
4 - Interruptor
4
3
2
1
2 - PIP
1 - PIP
A-03701PT_AB
ANEXO 0-5557PT
54

ANEXO 3: LIGAÇÃO DO MAÇARICO DIAGRAMAS
A. Diagrama da ligação do maçarico manual
Maçarico: SL60QD / SL60 / SL100 Maçarico manual
Fios: Fios do Maçarico com Conector ATC
Fonte de alimentação: CM40
Cabeça
da tocha
Interruptor
PIP
Interruptor
do Maçarico
Art # A-14446PT
Fio do
Maçarico
Preto
Laranja
Verde
Branco
Negativo / Plasma
Piloto
Conetor Macho
Fios ATC
Receptáculo
ATC Fêmea
1
2
5
6
4
3
8
7
1
2
5
6
4
3
8
7
CUTMASTER 40
Fonte de
alimentação
Para o Circuito da
Fonte de alimentação
Para o Circuito da
Fonte de alimentação
Negativo / Plasma
Piloto
0-5557PT ANEXO
55

ESAB / esab.com
 Loading...
Loading...