


PUISSANCE MAX PUISSANCE
40
A
TENSION
120-
240V
CUTMASTER® 40
SYSTÈME DE COUPE AU PLASMA
ALIMENTATION
D'ENTRÉE
PHASÉ
Manuel de
Fonctionnement
Révision : AD Date d'émission : 23 March, 2020 No du manuel: 0-5557FR
Art # A-14036FR_AB
esab.com

NOUS APPRÉCIONS VOTRE FIDÉLITÉ !
Félicitations pour l'achat de votre produit Thermal Dynamics. Nous sommes fiers de vous compter parmi
notre clientèle et ferons tout en notre pouvoir pour vous fournir le service le plus fiable et de meilleure
qualité dans le domaine. Ce produit est protégé par notre large garantie et notre réseau mondial de
service. Pour trouver le distributeur le plus près de chez vous ou un centre de réparation visitez le site
Web au www.esab.com.
Ce manuel de l'utilisateur est conçu pour vous indiquer la bonne façon d'utiliser votre produit Thermal
Dynamics. Notre préoccupation principale est votre satisfaction et l'utilisation appropriée du produit.
Veuillez donc prendre le temps de lire ce guide en entier, en particulier les Consignes de sécurité. Ceci
permet d'éviter les risques possibles liés à l'utilisation du produit.
VOUS ÊTES EN BONNE COMPAGNIE !
La marque de choix des entrepreneurs et des manufacturiers dans le monde entier.
Thermal Dynamics est une entreprise mondiale de produits de coupage manuel et automatique à l'arc
plasma.
Nous nous démarquons de nos concurrents grâce à nos produits fiables et d'avant-garde qui ont fait
leurs preuves au fil des ans. Nous sommes fiers de nos innovations techniques, nos prix compétitifs, nos
délais de livraison hors pair, notre service à la clientèle et notre soutien technique de qualité supérieure,
en plus de l'excellence de notre savoir dans le domaine de la vente.
Par dessus tout, nous sommes engagés dans la conception de produits à technologie innovatrice pour
obtenir un environnement de travail plus sécuritaire dans le domaine de la soudure.

!!
AVERTISSEMENT
Lire et comprendre ce Guide au complet et les consignes de sécurité de votre employeur avant l’installation,
l’utilisation ou l’entretien de l’équipement.
L’information contenue dans ce Guide représente le bon jugement du fabricant, mais celui-ci n’assume aucune
responsabilité lors de l’utilisation.
Bloc d'alimentation de coupe au plasma
CutMaster® 40
SL60™ 1Torch™
Numéro de manuel d'utilisation 0-5557FR
Publié par :
OZAS-ESAB Ltd.
ul. A. Struga 10,
45-073 Opole, POLEN
Telefon: +48 77 4019270, FAX + 48 77 4019 201
www.esab.com
© Copyright 2020 par ESAB
MD Tous droits réservés.
Il est interdit de reproduire ce document en tout ou en partie sans la permission
de l’éditeur.
L’éditeur décline toute responsabilité envers les parties en cas de pertes ou de dommages provoqués par une erreur ou une omission gurant dans ce manuel, qu’elle
soit le résultat d’une négligence, d’un accident ou d’une autre cause.
Pour matériaux d'impression spécications, se reporter au document 47x1961
Date de la publication : 15 November, 2019
Date de la révision : 23 March, 2020
Voir le site Internet pour les Informations de Garantie.
Conserver les renseignements suivant pour la garantie :
Endroit de l’achat : _____________________________________
Date de l’achat : _____________________________________
No de série de l’appareil : _____________________________________
Numéro de série de la torche :____________________________________
i
i

ASSUREZ-VOUS QUE CETTE INFORMATION EST DISTRIBUÉE À L’OPÉRATEUR.
VOUS POUVEZ OBTENIR DES COPIES SUPPLÉMENTAIRES CHEZ VOTRE FOUR-
NISSEUR.
MISE EN GARDE
Les INSTRUCTIONS suivantes sont destinées aux opérateurs qualiés seulement.
Si vous n’avez pas une connaissance approfondie des principes de fonctionne-
ment et des règles de sécurité pour le soudage à l’arc et l’équipement de coupage,
nous vous suggérons de lire notre brochure « Precautions and Safe Practices for
Arc Welding, Cutting and Gouging, » Brochure 0-5407. Ne permettez PAS aux personnes non qualiées d’installer, d’opérer ou de faire l’entretien de cet équipement.
Ne tentez PAS d’installer ou d’opérer cet équipement avant de lire et de bien comprendre ces instructions. Si vous ne comprenez pas bien les instructions, communiquez avec votre fournisseur pour plus de renseignements. Assurez-vous de lire
les Règles de Sécurité avant d’installer ou d’opérer cet équipement.
RESPONSABILITÉS DE L’UTILISATEUR
Cet équipement opérera conformément à la description contenue dans ce manuel, les étiquettes d’accompagnement et/ou les feuillets d’information si l’équipement est installé, opéré, entretenu et réparé selon les instructions
fournies. Vous devez faire une vérication périodique de l’équipement. Ne jamais utiliser un équipement qui ne
fonctionne pas bien ou n’est pas bien entretenu. Les pièces qui sont brisées, usées, déformées ou contaminées
doivent être remplacées immédiatement. Dans le cas où une réparation ou un remplacement est nécessaire, il
est recommandé par le fabricant de faire une demande de conseil de service écrite ou par téléphone chez le
Distributeur Autorisé de votre équipement.
Cet équipement ou ses pièces ne doivent pas être modiés sans permission préalable écrite par le fabricant.
L’utilisateur de l’équipement sera le seul responsable de toute défaillance résultant d’une utilisation incorrecte,
un entretien fautif, des dommages, une réparation incorrecte ou une modication par une personne autre que le
fabricant ou un centre de service désigné par le fabricant.
!
ASSUREZ-VOUS DE LIRE ET DE COMPRENDRE LE MANUEL D’UTILISATION
AVANT D’INSTALLER OU D’OPÉRER L’UNITÉ.
PROTÉGEZ-VOUS ET LES AUTRES!

EU DÉCLARATION DE CONFORMITÉ
Selon
La Directive 2014/35/EU sur la basse tension, entrée en vigueur le 20 avril 2016
La Directive EMC 2014/30/UE, entrée en vigueur le 20 avril 2016
Directive « RoHS » 2011/65/EU, entrée en vigueur le 2 janvier 2013
Type d'équipement
SYSTÈME DE COUPE AU PLASMA
Saisissez la désignation etc.
CutMaster 40, du numéro de série 007-XXXXXX
Nom de pain ou marque commerciale
Thermal Dynamics, an ESAB Brand
Fabricant ou son mandataire autorisé
Nom, adresse, numéro de téléphone :
OZAS-ESAB Ltd.
ul. A. Struga 10,
45-073 Opole, Poland
Téléphone : +48 77 4019270, FAX + 48 77 4019 201
Les normes harmonisées ci-dessous, qui sont en vigueur dans l'EEE, ont été utilisées
pour la conception du produit :
IEC/EN 60974-1:2017 / AMD1:2019 Matériel de soudage à l'arc - 1ère partie : Sources de courant de
soudage.
IEC/EN 60974-10:2014 + AMD1:2015 Publié 2015-06-19 Matériel de soudage à l’arc - Partie 10: Exigences de compatibilité électromagnétique (CEM)
Autres Informations : Usage restreint, équipement de classe A, conçu pour être utilisé dans des
endroits non résidentiels.
En signant ce document, le soussigné déclare en tant que fabricant, ou représentant autorisé du fabricant, que l'équipement en question satisfait aux exigences de sécurité énon-
cées ci-dessus.
Date Signature Position
10 février 2020
Flavio Santos Directrice Générale
Accessoires et contiguïtés
2020

TABLE DES MATIÈRES
SECTION 1 : INFORMATIONS GÉNÉRALES ..................................................... 8
1.01 Remarques, avertissements et mises en garde .......................................................... 8
SECTION 2 SYSTÈME : INTRODUCTION ....................................................... 10
2.01 Commentaire utiliser ce manuel .............................................................................. 10
2.02 Identication de l'équipement ................................................................................ 10
2.03 Réception de l’équipement ...................................................................................... 10
2.04 Caractéristiques du bloc d'alimentation CSA ............................................................11
2.04.01 Spécications supplémentaires d’alimentation ...............................................11
2.05 Caractéristiques du câblage d'alimentation CSA ...................................................... 12
2.06 Caractéristiques du bloc d'alimentation CE .............................................................. 13
2.06.01 Spécications supplémentaires d’alimentation ...............................................13
2.07 Caractéristiques du câblage d'alimentation CE ........................................................ 13
2.08 Recommandations visant le générateur .................................................................. 14
2.09 Caractéristiques du bloc d'alimentation ..................................................................14
SECTION 2 TORCHE : INTRODUCTION ......................................................... 17
2T.01 But du manuel ......................................................................................................... 17
2T.02 Description générale ...............................................................................................17
2T.03 Spécications .........................................................................................................17
SECTION 3 SYSTÈME : INSTALLATION ........................................................ 19
3.01 Déballage ................................................................................................................ 19
3.02 Option de levage ..................................................................................................... 19
3.03 Raccords à gaz ......................................................................................................... 20
3.04 Connexions de l'alimentation primaire ....................................................................21
3.05 Raccordement du câble de masse ............................................................................ 22
SECTION 3 TORCHE : INSTALLATION ........................................................... 25
3T.01 Connexions de la torche ........................................................................................... 25
SECTION 4 SYSTÈME : OPÉRATION ............................................................. 26
4.01 Commandes et caractéristiques du panneau de commande .................................... 26
4.02 Préparation en vue de l'exploitation ........................................................................ 27
SECTION 4 TORCHE : FONCTIONNEMENT .................................................... 30
4T.01 Sélection des pièces de la torche .............................................................................30
4T.02 Fonctionnement de la torche manuelle ................................................................... 30
4T.03 Gougeage ................................................................................................................ 34
4T.04 Informations Relatives Aux Brevets ......................................................................... 36

TABLE DES MATIÈRES
SECTION 5 SYSTÈME : ENTRETIEN .............................................................. 38
5.01 Entretien général ..................................................................................................... 38
5.02 Calendrier d'entretien ..............................................................................................38
5.03 Pannes courantes ....................................................................................................39
5.04 Indicateur de défaillance ......................................................................................... 40
5.05 Guide de dépannage de base................................................................................... 41
5.06 Remplacement des pièces de base du bloc d'alimentation ...................................... 43
SECTION 5 TORCHE : ENTRETIEN ................................................................ 44
5T.01 Entretien général ..................................................................................................... 44
5T.02 Inspection et remplacement des pièces consommables de la torche .......................45
SECTION 6 : NOMENCLATURE DES PIÈCES ................................................... 47
6.01 Introduction ............................................................................................................ 47
6.02 Informations relatives à la commande .....................................................................47
6.03 Remplacement du bloc d'alimentation ....................................................................47
6.04 Pièces de rechange du bloc d'alimentation .............................................................. 48
6.05 Options et accessoires ..............................................................................................48
6.06 Pièces de rechange externes .................................................................................... 49
6.07 Pièces de rechange pour la torche manuelle SL60 ..................................................50
6.08 Pièces de rechange pour la torche manuelleSL60QD ............................................... 51
6.09 Consommables de la torche (SL60) .......................................................................... 52
ANNEXE 1 : INFORMATIONS SUR LA PLAQUETTE SIGNALÉTIQUE .................. 53
ANNEXE 2 : SCHÉMAS DE BROCHAGE DE LA TORCHE ................................... 54
ANNEXE 3 : SCHÉMAS DE RACCORDEMENT DE LA TORCHE ........................... 55

CUTMASTER 40
!!
!!
SECTION 1 : INFORMATIONS GÉNÉRALES
1.01 Remarques, avertissements et mises en garde
Le présent manuel est ponctué de remarques, d’avertissements et de mises en garde qui attirent
l’attention sur des informations importantes. Ces repères sont classés comme suit :
REMARQUE:
Fonction, procédé ou renseignement de base qui nécessite une plus grande attention ou contribue au
bon fonctionnement du système.
ATTENTION
Procédé qui, s’il n’est pas suivi correctement, peut endommager l’équipement.
AVERTISSEMENT
Procédé qui, s’il n’est pas suivi correctement, peut causer des lésions à l’utilisateur ou aux personnes
dans la zone d’exploitation.
AVERTISSEMENT
Fournit des renseignements relatifs à d’éventuelles blessures se devant à une décharge électrique.
INFORMATIONS GÉNÉRALES 0-5557FR
8
CUTMASTER 40
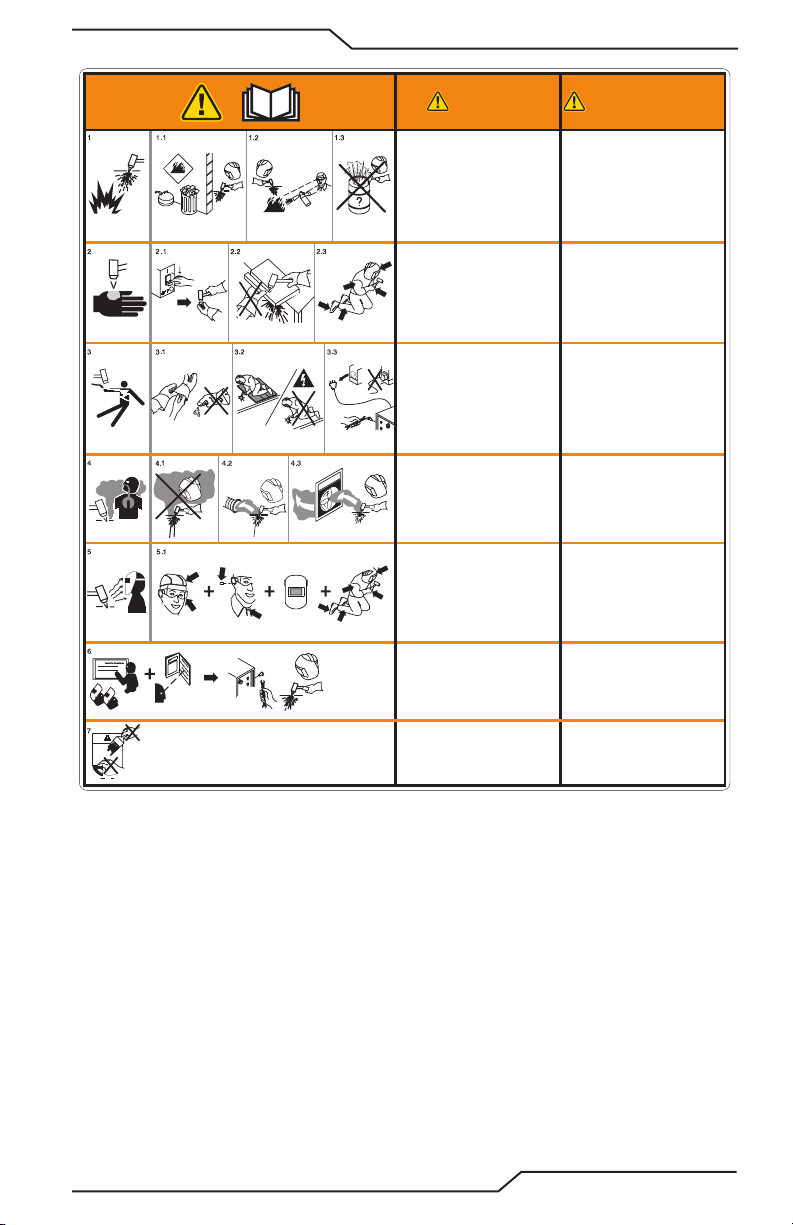
WARNING
1. Cutting sparks can cause explosion
or fire.
1.1 Do not cut near flammables.
1.2 Have a fire extinguisher nearby and
ready to use.
1.3 Do not use a drum or other closed
container as a cutting table.
2. Plasma arc can injure and burn;
point the nozzle away from
yourself. Arc starts instantly when
triggered.
2.1 Turn o power before disassembling
torch.
2.2 Do not grip the workpiece near the
cutting path.
2.3 Wear complete body protection.
3. Hazardous voltage. Risk of electric
shock or burn.
3.1 Wear insulating gloves. Replace
gloves when wet or damaged.
3.2 Protect from shock by insulating
yourself from work and ground.
3.3 Disconnect power before servicing.
Do not touch live parts.
4. Plasma fumes can be hazardous.
4.1 Do not inhale fumes.
4.2 Use forced ventilation or local
exhaust to remove the fumes.
4.3 Do not operate in closed spaces.
Remove fumes with ventilation.
5. Arc rays can burn eyes and injure
skin.
5.1 Wear correct and appropriate
protective equipment to protect
head, eyes, ears, hands, and body.
Button shirt collar. Protect ears from
noise. Use welding helmet with the
correct shade of filter.
6. Become trained.
Only qualified personnel should
operate this equipment. Use torches
specified in the manual. Keep
non-qualified personnel and children
away.
7. Do not remove, destroy, or cover
this label.
Replace if it is missing, damaged,
or worn.
AVERTISSEMENT
1. Les étincelles de coupage peuvent
provoquer une explosion ou un
incendie.
1.1 Ne pas couper près des matières
inflammables.
1.2 Un extincteur doit être à proximité
et prêt à être utilisé.
1.3 Ne pas utiliser un fût ou un autre
contenant fermé comme table de
coupage.
2. L’arc plasma peut blesser et brûler;
éloigner la buse de soi. Il s’allume
instantanément quand on l’amorce.
2.1 Couper l’alimentation avant de
démonter la torche.
2.2 Ne pas saisir la pièce à couper de la
trajectoire de coupage.
2.3 Se protéger entièrement le corps.
3. Tension dangereuse. Risque de
choc électrique ou de brûlure.
3.1 Porter des gants isolants. Remplacer
les gants quand ils sont humides ou
endommagés.
3.2 Se protéger contre les chocs en
s’isolant de la pièce et de la terre.
3.3 Couper l’alimentation avant
l’entretien. Ne pas toucher les pièces
sous tension.
4. Les fumées plasma peuvent être
dangereuses.
4.1 Ne pas inhaler les fumées.
4.2 Utiliser une ventilation forcée ou un
extracteur local pour dissiper les
fumées.
4.3 Ne pas couper dans des espaces clos.
Chasser les fumées par ventilation.
5. Les rayons d’arc peuvent brûler les
yeux et blesser la peau.
5.1 Porter un bon équipement de
protection pour se protéger la tête,
les yeux, les oreilles, les mains et le
corps. Boutonner le col de la chemise.
Protéger les oreilles contre le bruit.
Utiliser un masque de soudeur avec
un filtre de nuance appropriée.
6. Suivre une formation.
Seul le personnel qualifié a
le droit de faire fonctionner cet
équipement. Utiliser exclusivement
les torches indiquées dans le manual.
Le personnel non qualifié et les
enfants doivent se tenir à l’écart.
7. Ne pas enlever, détruire ni couvrir
cette étiquette.
La remplacer si elle est absente,
endommagée ou usée.
Art # A-13294
0-5557FR INFORMATIONS GÉNÉRALES
9

CUTMASTER 40
SECTION 2 SYSTÈME : INTRODUCTION
2.01 Commentaire utiliser ce manuel
Le présent manuel de l'utilisateur s'applique uniquement aux produits répertoriés à la page i.
Pour assurer une exploitation sûre de l'appareil, lire le manuel dans son intégralité, notamment le
chapitre concernant les directives de sécurité et les avertissements.
D'autres exemplaires du présent manuel sont en vente. Communiquez avec ESAB aux coordonnées
répertoriées à la quatrième de couverture du présent manuel. Indiquer le numéro du manuel d'utilisation et les numéros d'identication de l'équipement.
Des exemplaires électroniques de ce manuel peuvent également être téléchargés gratuitement en
format Acrobat PDF en visitant le site Web d'ESAB indiqué ci-dessous et en cliquant sur « Produit Support » / « ESAB Documentation » / « Download Library », puis en naviguant jusqu'à « Plasma Matériel
» et « Manual ».
http://www.esab.com
2.02 Identication de l'équipement
Le numéro d'identication (caractéristiques ou numéro de pièce), le nom du modèle et le numéro de
série se trouvent en général sur une plaquette signalétique xée à la base. Équipement sans plaquette
signalétique comme une torche ou un câblage, identiés uniquement par la caractéristique ou la
référence imprimée sur une étiquette libre ou l'emballage d'expédition. Inscrire ces numéros au bas
de la page 1 pour référence ultérieure.
2.03 Réception de l’équipement
Lors de la réception de l'équipement, faire l'inventaire de la livraison et le comparer à la facture pour
s'assurer qu'il ne manque aucun élément, puis inspecter l'équipement pour s'assurer qu'il n'a pas
été endommagé durant la livraison. En cas de dommages, entrer immédiatement en contact avec le
transporteur an de faire une demande d'indemnisation. S'adresser à l'endroit indiqué au verso de la
couverture de ce manuel et fournissez tous les renseignements nécessaires à la demande d'indemnisation en cas de dommages à l'équipement ou d'erreur de livraison.
Inscrire tous les numéros d'identication de l'équipement comme décrit ci-dessus et fournir une
description complète de la pièce défectueuse ou de l'erreur à la livraison.
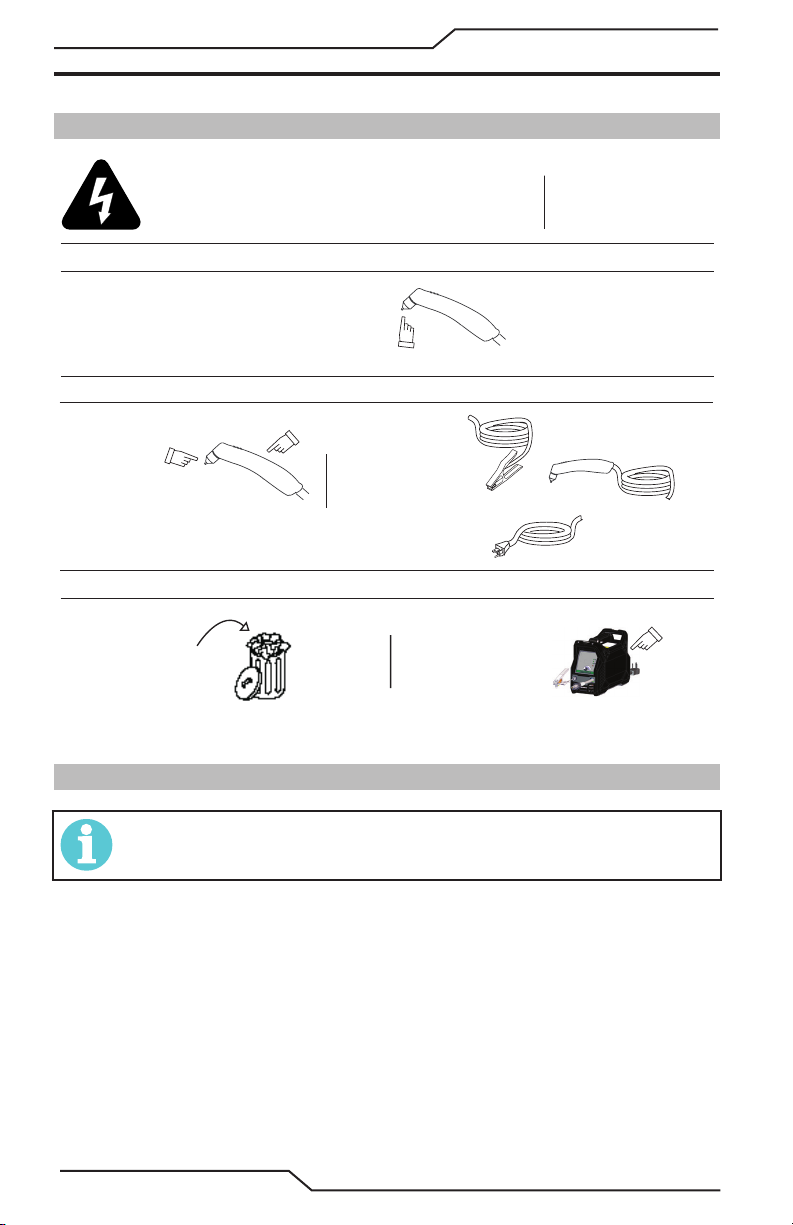
CSA / UL
Articles inclus :
• CutMaster 40 Bloc d'alimentation
• SL60™ Torche et ls de soudage
• Prise du câble de masse avec bride de
serrage de pièce
• Kit de pièces de rechange ( 2 électrodes,
2 conseils d’arrêt, 1 bout gouging, 1 chapeau de bouclier et 1 tasse de bouclier)
• 50 Amp à 20 Amp Adaptateur
• 20 Amp à 15 Amp Adaptateur
• Mode d'emploi
• Guide de démarrage rapide
CE
Articles inclus :
• CutMaster 40 Bloc d'alimentation
• SL60™ Torche et ls de soudage
• Prise du câble de masse avec bride de
serrage de pièce
• Kit de pièces de rechange ( 2 électrodes, 2
conseils d’arrêt, 1 bout gouging, 1 chapeau
de bouclier et 1 tasse de bouclier)
• 1/4» NPT à femelle BSP Adaptateur.
• Mode d'emploi
• Guide de démarrage rapide
Déplacer l'équipement vers le lieu de travail avant de retirer l'appareil de sa boîte. Redoubler de vigilance
an de ne pas endommager les équipements au moment d'ouvrir la boîte.
INTRODUCTION 0-5557FR
10

2.04 Caractéristiques du bloc d'alimentation CSA
CM 40 120-240 VAC monophasé Caractéristiques du bloc d'alimentation
Alimentation d'entrée 120 - 240 VAC, Monophasé, 50/60 Hz
Monophasé Câble d'alimentation
d'entrée CSA
Courant de sortie 15 - 40 A, réglage en continu
Capacité de ltration du gaz du bloc
d'alimentation
Pression d’inlet 90-125 PSI (6,2-8,6 bar / 620-862 Kpa)
L’Alimentation électrique inclut 2.5M la phase simple 2.5 millimètres ² le
câble de contribution avec la prise de courant de Schuko
Particules jusqu'à 5 microns
2.04.01 Spécications supplémentaires d’alimentation
CM 40 Bloc d'alimentation Facteur de marche *
Température d'air ambiante
120 VAC unités
208-240 VAC unités
* REMARQUE : le facteur de marche sera réduit si l'alimentation primaire (c.a..) est faible ou si la puissance de sortie
(c.c.) est plus élevée que celle indiquée au tableau.
** REMARQUE: 27 Amp est pour un circuit de 20 ampli SEULEMENT!
NE PAS dépasser un réglage de sortie de 20 ampères sur un circuit de 15 amplis !
Valeur nominale du facteur de marches @ 40° C (104° F)
Plage de fonctionnement 0 °C - 50 °C
Classication
Facteur de marche* 30% 60% 100%
Courant
Tension en c.c.
Facteur de marche* 40% 60% 100%
Courant
Tension en c.c.
27 A** 20 A 15 A
92 93 89
40 A 30 A 20 A
135 130 135
CUTMASTER 40
0-5557FR INTRODUCTION
11

CUTMASTER 40
2.05 Caractéristiques du câblage d'alimentation CSA
Monophasé - Exigences de câblag
Câble d’entrée d’alimentation CutMaster 40 monophasé - Exigences de câblage
Tension
d’entrée
Volts Hz kVA I max I1e
120 / 15A 50/60 2,3 19,3 13,6 15 12 AWG
120 / 20A 50/60 3,1 25,3 18,3 20 12 AWG
Fréq.
Puissance
d'entrée
Tailles recommandées
Fusible
(A)
Cordon souple
(Min. AWG)
Monophasé
Basé sur le Code national de l'électricité et sur le Code canadien de l'électricité
REMARQUE !
208 50/60 6,1 29,2 18,5 50 12 AWG
220 50/60 6,1 27,9 17,6 50 12 AWG
230 50/60 6,0 26,1 16,5 50 12 AWG
240 50/60 6,0 25,1 15,9 50 12 AWG
Tensions de ligne avec protection de circuit et tailles des ls suggérées
Se reporter à la réglementation locale et nationale ou aux pouvoirs publics locaux compétents pour obtenir les
exigences de câblages nécessaires.
La taille du câble est déclassée en fonction du facteur de marche de l'équipement.
Art# A-14359
REMARQUE !
En raison des circuits, l’âge et l’état de deux générateurs avec les mêmes cotes peuvent produire des résultats
diérents. Réglez l'ampérage en conséquence.
Capacité de coupe CM 40
Recommandé Perçage Maximum
1/2" (12,7mm) 1/2" (12,7mm) 1" (25,4mm)
INTRODUCTION 0-5557FR
12

2.06 Caractéristiques du bloc d'alimentation CE
CM 40 240 VAC monophasé Caractéristiques du bloc d'alimentation
Alimentation d'entrée 230 VAC, Monophasé, 50 Hz
Monophasé Câble d'alimentation
d'entrée CE
Courant de sortie 15 - 40 A, réglage en continu
Capacité de ltrage du gaz
d’alimentation
Pression d’inlet 90-125 PSI (6.2-8.6 bar / 620-862 Kpa)
L’Alimentation électrique inclut 2.5M la phase simple 2.5 millimètres ² le
câble de contribution avec la prise de courant de Schuko
Particules jusqu'à 5 microns
2.06.01 Spécications supplémentaires d’alimentation
CM 40 Bloc d'alimentation Facteur de marche *
Température d'air ambiante
230 VAC unités
* REMARQUE : le facteur de marche sera réduit si l'alimentation primaire (c.a..) est faible ou si la puissance de sortie
(c.c.) est plus élevée que celle indiquée au tableau.
Valeur nominale du facteur de marches @ 40° C (104° F)
Plage de fonctionnement 0 °C - 50 °C
Classication
Facteur de marche* 35% 60% 100%
Courant
Tension en c.c.
40 A 30 A 20 A
135 130 135
CUTMASTER 40
2.07 Caractéristiques du câblage d'alimentation CE
Monophasé - Exigences de câblag
Câble d’entrée d’alimentation CutMaster 40 monophasé - Exigences de câblage
Tension
d'entrée
Volts Hz kVA I max I1e
Monophasé
0-5557FR INTRODUCTION
230 CE 50 6,0 26,1 15,5 50 2,5mm
Tensions de ligne avec protection de circuit et tailles des ls suggérées
Basé sur le Code national de l'électricité et sur le Code canadien de l'électricité
REMARQUE !
Se reporter à la réglementation locale et nationale ou aux pouvoirs publics locaux compétents pour obtenir les
exigences de câblages nécessaires.
La taille du câble est déclassée en fonction du facteur de marche de l'équipement.
Fréq.
Puissance
d'entrée
Tailles recommandées
Fusible
(A)
Cordon souple
(Min. AWG)
13

CUTMASTER 40
2.08 Recommandations visant le générateur
Lorsqu'on utilise des générateurs pour alimenter le système de CM40, les valeurs suivantes constituent un minimum et doivent être utilisées conjointement avec les valeurs répertoriées plus haut.
CM 40 Recommandations visant le générateur
Valeurs nominales de sortie du
générateur
3 kW / 120V 20A sur circuit 15A Intégrale
5 kW / 120V 27A sur circuit 20A Intégrale
6,8 kW 40A Intégrale
REMARQUE : Si Generator est équipé d’un mode ralenti, il devra être en mode « Run » pour fonctionner à 40 ampères.
REMARQUE !
En raison des circuits, l’âge et l’état de deux générateurs avec les mêmes cotes peuvent produire des résultats
diérents. Réglez l'ampérage en conséquence.
Recommandé perçage Maximum
1/2" (12,7mm) 1/2" (12,7mm) 1" (25,4mm)
CM 40 Courant de sortie Caractéristiques d'arc
Capacité de coupe CM 40
2.09 Caractéristiques du bloc d'alimentation
Poignée et enrouleur de câbles
Panneau de commande
Prise du câble de masse
Connecteur femelle des ls de la torche
Art # A-14041FR
INTRODUCTION 0-5557FR
14

Interrupteur d'alimentation
Cordon d'alimentation d'entrée
Poids et dimensions
CUTMASTER 40
Port d'entrée du gaz
d'entrée Marche/Arrêt
Art # A-14042FR
8”
203.29 mm
Art # A-14039
12.25"
311.21 mm
18.82"
478.07 mm
29 lb / 13.154 kg
Dimensions et poids du bloc d'alimentation
0-5557FR INTRODUCTION
15
CUTMASTER 40
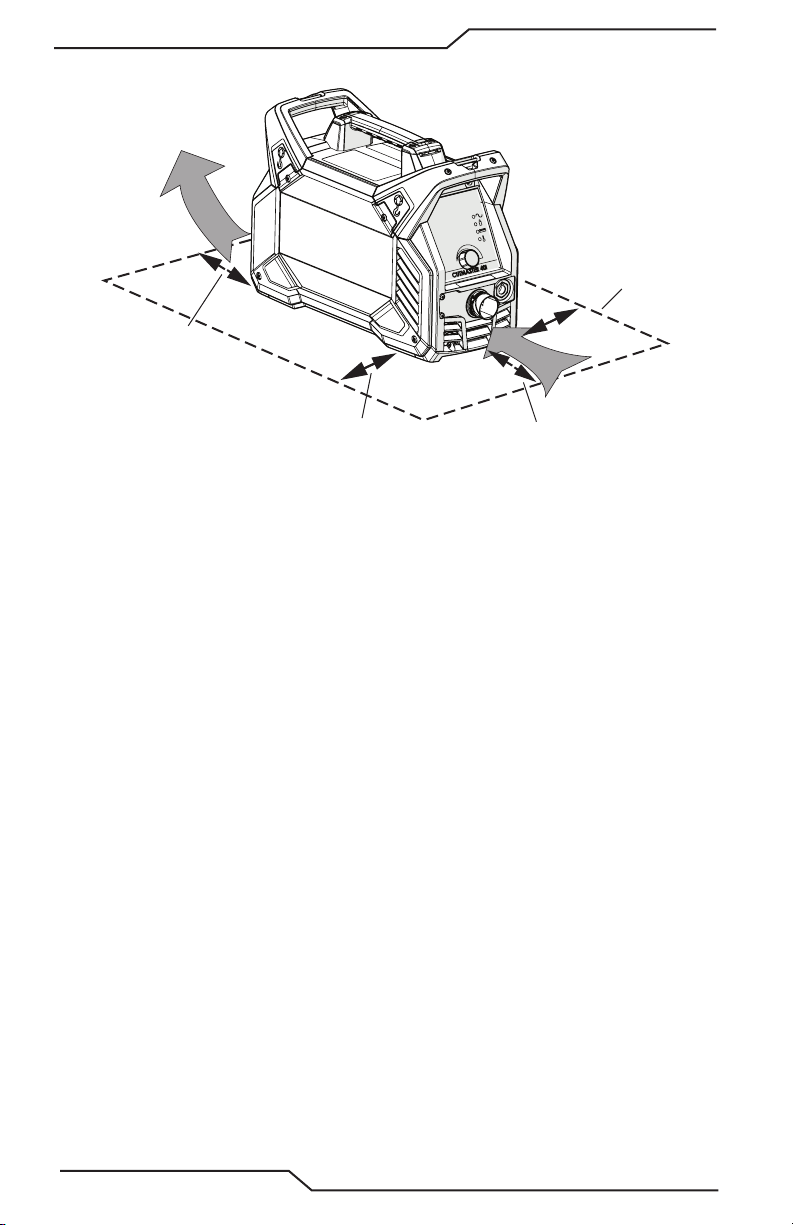
Autorisations pour l’exploitation et la ventilation
6"
150 mm
15"
381 mm
Art # A-14040
15"
381 mm
150 mm
Exigences en matière de dégagement et de ventilation
6"
INTRODUCTION 0-5557FR
16

SECTION 2 TORCHE : INTRODUCTION
!!
!!
2T.01 But du manuel
Ce manuel contient des descriptions, en faisant
marcher des instructions et les procédures de
maintenance pour le 1Torch Modèlent SL60 ™
le Plasma en Coupant la Torche. La réparation
de cet équipement est restreinte au personnel
d'entretien formé à cet eet ; le personnel non
compétent ne doit pas essayer de réparer ou de
régler l'équipement au-delà de ce qui est expliqué
dans le manuel au risque d'annuler la garantie.
Lire ce manuel dans son intégralité. Une parfaite
assimilation des caractéristiques et des capacités
de l'équipement contribuent à garantir la abilité
d'exécution pour laquelle il a été conçu.
2T.02 Description générale
AVERTISSEMENT
Même si les câbles de torche sont souples, il
faut savoir que les ls internes peuvent quand
même se casser. Ne pas dépasser un rayon de
courbure de 2 po et éviter les courbures serrées
répétées si possible.
Voir les annexes pour de plus
amples renseignements relatifs au
bloc d'alimentation utilisée.
2T.03 Spécications
A. Congurations de la torche
1. Torches manuelles, modèles
La tête de la torche manuelle forme un
angle de 75° par rapport à la poignée.
Les torches manuelles sont munies d'une
poignée et d'une gâchette.
10,125" (257 mm)
CUTMASTER 40
C. Pièces de la torche
Cartouche de démarreur, électrode, pointe,
bouclier
D. Pièces en place (PIP)
La tête de la torche comporte un interrupteur
intégré.
Tension nominale du circuit : 15 V c.c.
E. Type de refroidissement
Mélange d'air ambiant et de courant gazeux
dans la torche.
F. Caractéristiques nominales de la torche
Caractéristiques de la torche manuelle
Température
ambiante
Facteur de
marche
Courant
maximum
Tension (V
d'amorçage d'arc
G. Exigences en matière de gaz
Manual Spécifications du gaz de la torche
Gaz (plasma et secondaire) Air comprimé
Pression de fonctionnement
Voir la REMARQUE
Pression d'entrée maximale 125 psi/8,6 bar
Flux de gaz (coupe et
crêt
Tension
gougeage)
e) 500V
104° F
40° C
100 % à 60 A à 400 pi3/
heure standard
60 A
500V
90 - 120 psi
6.2 - 8.3 bar
5 - 8.3 SCFM
300 - 500 scfh
142 à 235 l/min
3,75"
(95 mm)
1,17" (29 mm)
Les torches manuelles se présentent
comme suit :
• 20 ft / 6.1 m
• 50 ft / 15.2 m
0-5557FR INTRODUCTION
Art # A-03322FR_AB
AVERTISSEMENT
Cette torche ne doit pas être utilisée avec de
l'oxygène (O2).
La torche SL60QD ne devrait pas être utilisée sur
un système HF.
17

CUTMASTER 40
REMARQUE !
La pression de fonctionnement varie selon le
modèle de la torche, l'intensité du courant et
la longueur du l de la torche. Se reporter aux
tableaux de réglage de pression du gaz pour
chacun des modèles.
H. Danger au contact direct
Depuis la pointe, la distance pointe/pièce
recommandée est de 3/16 po / 4,7 mm.
INTRODUCTION 0-5557FR
18
CUTMASTER 40
SECTION 3 SYSTÈME : INSTALLATION
3.01 Déballage
1. Utiliser la liste d'emballage pour identier et comptabiliser chaque élément.
2. Inspecter chaque composant à la recherche de dommages imputables au transport. En
présence de dommages visibles, contacter le distributeur local ou la société de transport
avant de poursuivre l'installation.
3. Annoter le modèle et les numéros de série du bloc d'alimentation et de la torche, la date
d'achat et le nom du vendeur dans la case Informations au début de ce manuel.
3.02 Option de levage
Le bloc d'alimentation est doté d'une poignée pour le levage manuel uniquement. Veiller à soulever
et à transporter l'appareil de façon sûre.
AVERTISSEMENT
Ne pas toucher les pièces électriques sous tension.
Déconnecter le câble d'alimentation avant de déplacer l'appareil.
TOUTE CHUTE D'ÉQUIPEMENT peut entraîner des blessures graves, voire endommager l'équipement.
La POIGNÉE n'est pas prévue pour le levage mécanique.
• Seul un personnel doté d'une force physique adéquate doit soulever l'appareil.
• Soulever l'appareil par les poignées en s'aidant des deux mains. Ne pas utiliser de sangles pour
le levage.
• Utiliser le chariot fourni en option ou un dispositif similaire de capacité adéquate pour déplacer
l'appareil.
0-5557FR INSTALLATION
19
CUTMASTER 40
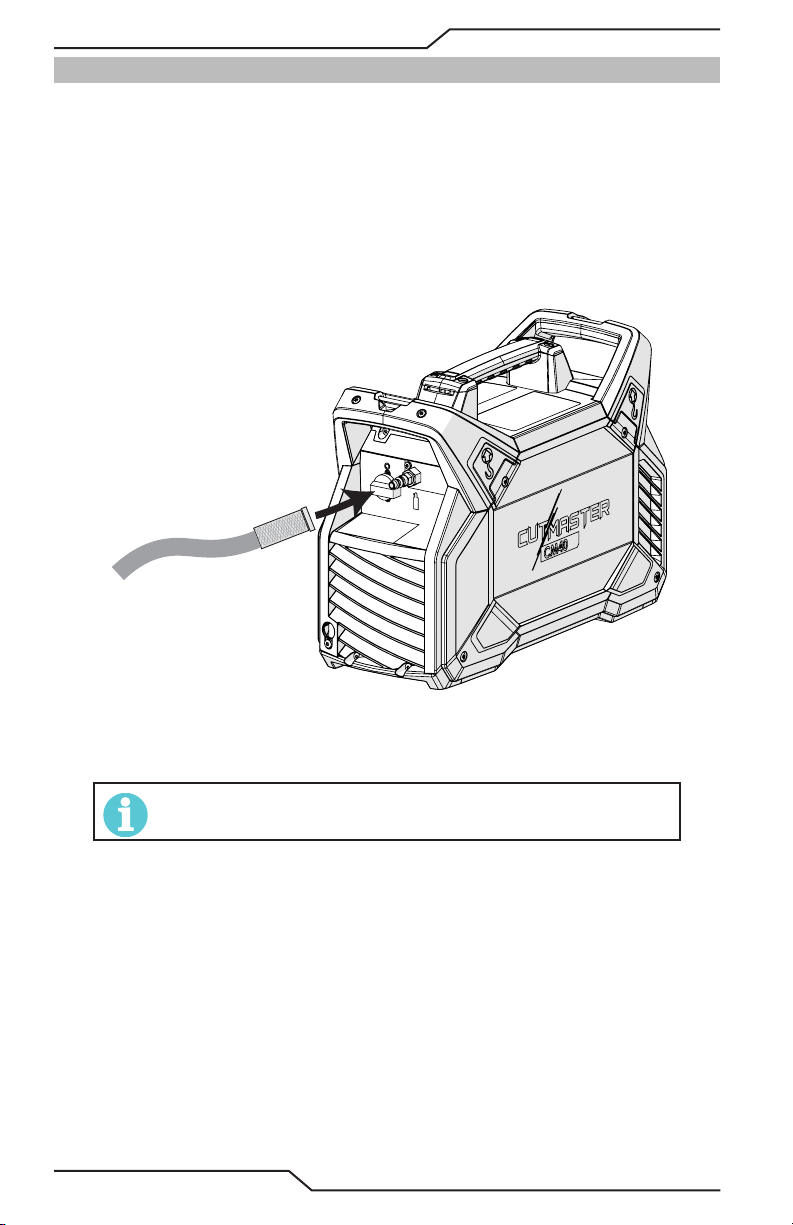
3.03 Raccords à gaz
Connexion de l'alimentation en gaz à l'appareil
La connexion est la même pour l'air comprimé ou les bonbonnes à haute pression.
1. Connectez la ligne aérienne au port d’entrée de connexion rapide. L’illustration suivante
montre la ligne de gaz typique avec des raccordements rapides de connexion comme
exemple.
Art # A-14048_AB
Connexion de la conduite d'air à l'orice d'admission
REMARQUE !
1/4" NPT à 1/4" adaptateur BSP féminin prévu pour les unités européennes si vous préférez.
INSTALLATION 0-5557FR
20
CUTMASTER 40
!!
3.04 Connexions de l'alimentation primaire
AVERTISSEMENT
Vériez votre source d’alimentation pour une tension correcte avant de connecter l’appareil à la puissance d’entrée.
L'alimentation primaire, le fusible et toute rallonge utilisés doivent être conformes à la réglementation électrique locale
et aux caractéristiques recommandées en matière de câblage et de protection des circuits, comme spécié dans la
section 2.
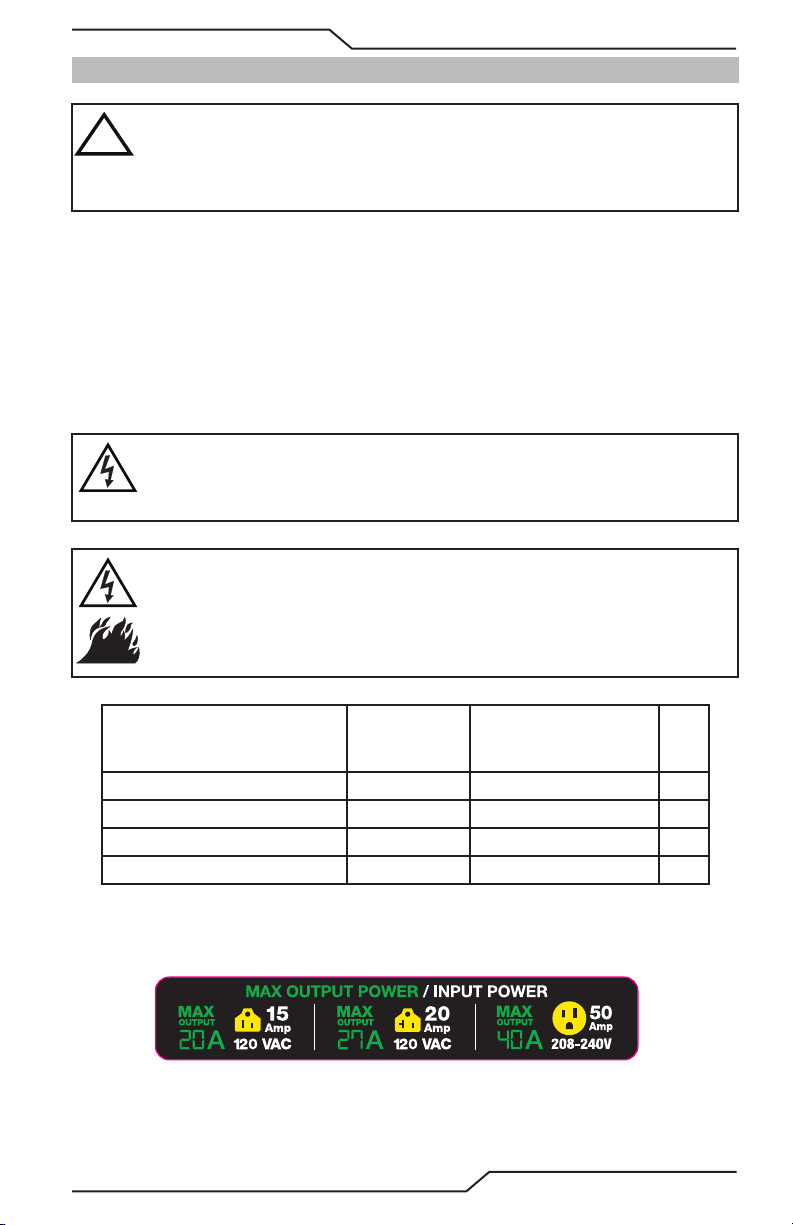
Les Cordes de Pouvoir Incluses Avec l’Alimentation électrique
Les cordes de pouvoir viennent attachées sur tous les systèmes. Pour l’Amérique du Nord il viendra
avec une 50 prise de courant d’ampère pour l’utilisation sur un système 240V/50A. Pour l’Europe il
viendra un 2.5mm le câble et une prise de courant de Schuko pour l’utilisation sur un 230V le circuit.
Deux adaptateurs sont également inclus pour les systèmes CSA SEULEMENT. L’un est un câble avec
un bouchon NEMA 5-20P 120V/20A qui se xe au cordon d’entrée d’alimentation via une prise NEMA
6-50R. L’autre est un plug adaptateur 5-20R à 5-15P qui se xe à l’autre adaptateur.
AVERTISSEMENT
Lorsque vous utilisez le cordon adaptateur 120V/20A (systèmes CSA
SEULEMENT), ne dépassez pas un réglage de sortie actuel de 27 Amp sur
l’alimentation ou le disjoncteur d’entrée peut trébucher.
AVERTISSEMENT
Lors de l’utilisation de l’adaptateur 15A en conjonction avec l’adaptateur
20A (systèmes CSA SEULEMENT), la prudence extrême doit être utilisée pour
ne pas dépasser un réglage de sortie actuel de 20 Amp sur l’alimentation.
Si vous ne le faites pas, le disjoncteur de puissance d’entrée peut trébucher
ou surchauer le circuit des branches.
Tension d'entrée Sortie nominale Entrée A (RMS) à la puis-
Circuit 120 V, 15 A (CSA) 20A, 93V 19.3 2.3
Circuit 120V, 20A (CSA) 27A, 92V 25.3 3.1
Circuit 208-240V, 50A (CSA) 40A, 135V 25-29 6.0
230V, (CE) 40A, 135V 26 6.0
CSA SEULEMENT
0-5557FR INSTALLATION
sance nominale, 60 Hz,
kVA
monophasé
Art# A-14359
21
CUTMASTER 40
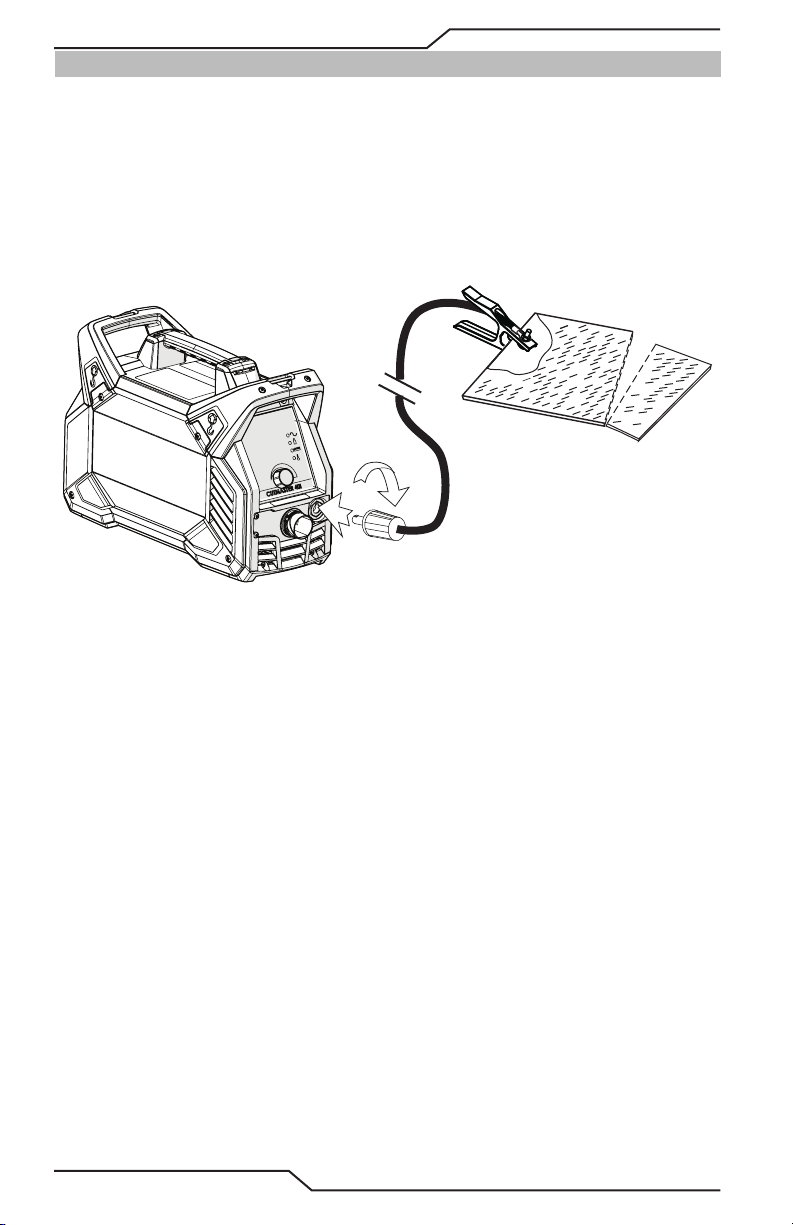
3.05 Raccordement du câble de masse
Relier le câble de masse au bloc d'alimentation et à la pièce.
1. Brancher le connecteur type Dinse du câble de masse dans le panneau avant du bloc d'alimentation, comme illustré ci-dessous. Enfoncer le connecteur et le tourner dans le sens
horaire jusqu'à ce qu'il soit ajusté serré.
2. Fixer la bride de serrage de pièce à la pièce ou à la table de coupe. La zone doit être dépourvue d'huile, de peinture et de rouille. Connectez-vous uniquement à la partie principale de
la pièce de travail; ne pas connecter à la pièce à couper.
3
2
1
Art# A-14043
Voir la section 3T pour l’installation de la torche.
INSTALLATION 0-5557FR
22
CUTMASTER 40
SECTION 3 TORCHE : INSTALLATION
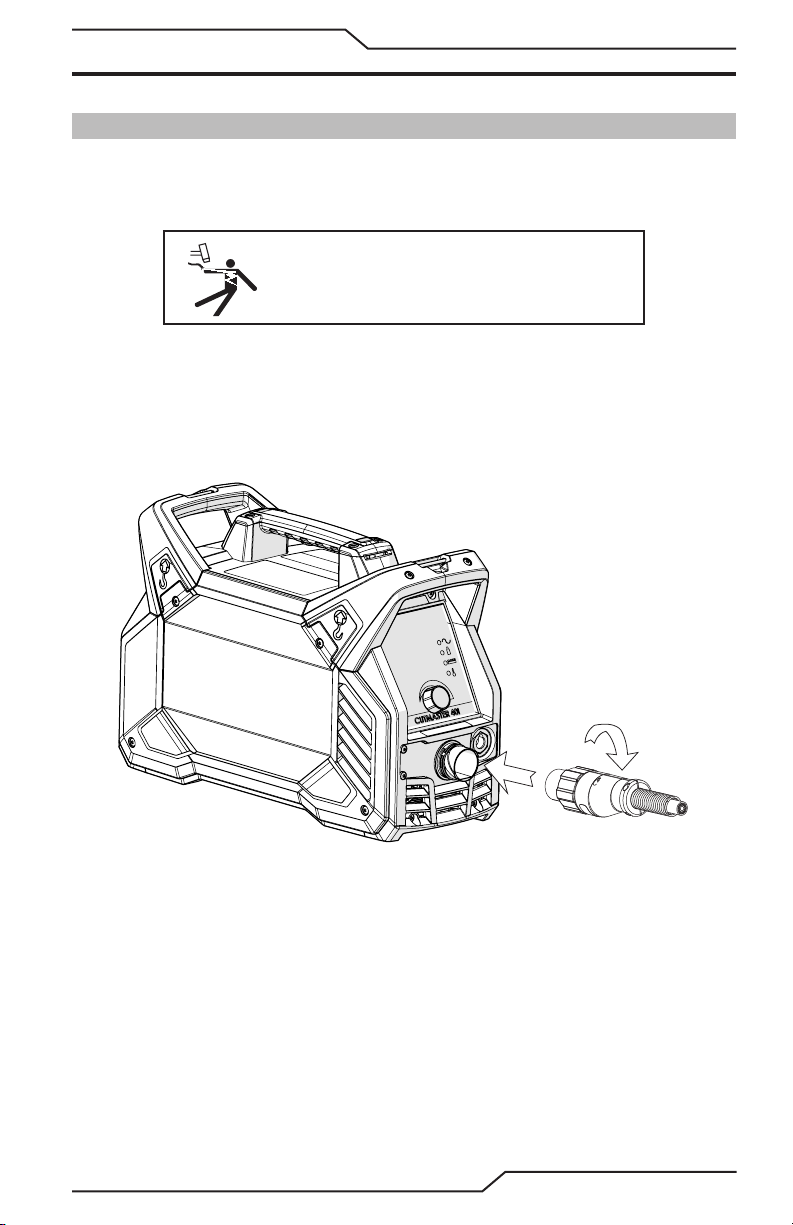
3T.01 Connexions de la torche
Au besoin, raccorder la torche au bloc d'alimentation. Communiquez seulement la Thermal Dynamics
modèle SL60 ou SL60QD ™ la Torche à cette alimentation électrique. La longueur maximale des ls de
torche est de 100 pi / 30,5 m, y compris avec les rallonges.
AVERTISSEMENT
Déconnecter l'alimentation principale à la source
avant de connecter la torche.
1. Aligner le connecteur mâle ATC (sur le l de la torche) avec le connecteur femelle. Insérer le
connecteur mâle dans le connecteur femelle. Exercer une légère pression pour insérer les
connecteurs.
2. Fixer solidement la connexion en tournant l'écrou de blocage dans le sens des aiguilles d'une
montre jusqu'à ce qu'il s'enclenche. NE PAS utiliser l'écrou autofreiné pour rapprocher les
extrémités de la connexion. Ne pas utiliser d'outils pour xer solidement la connexion.
Art # A-14044
Connexion de la torche au bloc d'alimentation
0-5557FR INSTALLATION
1
2
25
CUTMASTER 40
SECTION 4 SYSTÈME : OPÉRATION
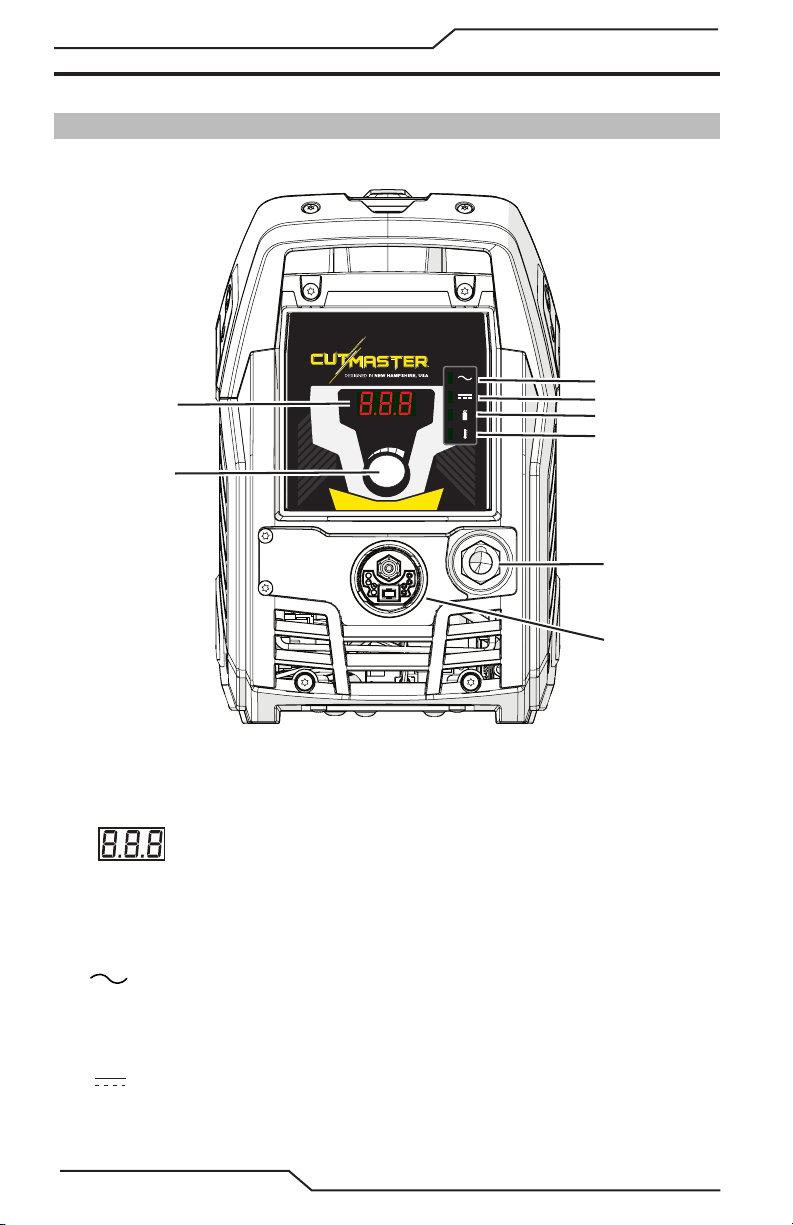
4.01 Commandes et caractéristiques du panneau de commande
Consulter l'illustration pour connaître les numéros d'identication.
2
1
3
4
5
6
7
8
Art # A-14045
1. Molette de commande du courant Knob
Le bouton a eu l'habitude de régler la production actuelle.
2. Acheur numérique
• Ache la version du logiciel au démarrage
• Ache des valeurs exprimées en ampères (usine par défaut)
• Ache les codes d’état
3. Indicateur AC
Allumé en mode xe, le voyant indique que le bloc d'alimentation est prêt à fonctionner. Aucune
lumière n’indique qu’il n’y a pas de tension d’entrée, la tension d’entrée est en dehors de la plage
de fonctionnement, ou il y a une panne interne.
4. Indicateur DC
L'indicateur est ALLUMÉ lorsque le circuit de sortie C.C. est activé.
OPÉRATION 0-5557FR
26
CUTMASTER 40
5. Indicateur de pression du gaz
Indicateur sera ON pour montrer toute pression de gaz, mais pas si elle est adéquate ou non.
Vériez la pression de gaz d’insoude. Il devrait être entre 90 - 125 PSI / 6.2 - 8.6 bar / 620 - 862
Kpa. JAMAIS DÉPASSER 150 PSI / 10.34 bar / 1034 Kpa.
6. Voyant de température excessive
Normalement, l'indicateur est éteint. L'indicateur est ALLUMÉ lorsque la température interne a
franchi les limites normales. Laisser refroidir l'unité avant de poursuivre les opérations.
7. Prise type Dinse du c âble de masse
Aligner le connecteur Dinse du câble de masse avec la prise, emmancher et tourner dans le sens
horaire, vers la droite, jusqu'à obtenir un ajustement serré.
8. Prise de torche Déconnexion Rapide
Les câbles de torche se branchent dans cette prise, en alignant les connecteurs, en emmanchant
le bloc et en tournant la bague de verrouillage dans le sens horaire pour verrouiller l'ensemble.
Les branchements doivent uniquement être ajustés serrés ; ne pas utiliser d'outils.
4.02 Préparation en vue de l'exploitation
Au début de chaque séance de soudage :
AVERTISSEMENT
Déconnecter l'alimentation principale à la source avant de monter ou de démonter le bloc d'alimentation, les pièces de
la torche ou la torche et son câblage.
Sélection des pièces de la torche
Vérier que la torche a été convenablement montée avec les bonnes pièces. Les parties de torche
doivent correspondre au type d’opération, et à la sortie d’ampère de cette Power Supply (40
ampères maximum à 240V ou 27 amplis à 120V). Consultez la section 4T.01 pour la commande
de pièces de torche.
Connexion de la torche
Vérier que la torche est correctement branchée. Seuls les modèles ESAB SL60, SL60QD™ / Manual
Torches peuvent être connectés à cette alimentation. Consulter la section 3T du manuel.
Vérication de l'alimentation primaire du bloc d'alimentation
1. Vérier la bonne tension d'entrée de la source d'alimentation. S'assurer que l'alimentation
primaire répond aux caractéristiques électriques de cet appareil comme décrites à la section
2, Caractéristiques.
2. Connecter le câble d'alimentation (ou fermer l'interrupteur principal) au bloc du système.
0-5557FR OPÉRATION
27

CUTMASTER 40
Art # A-04509
Alimentation en air
S'assurer que la source correspond bien aux caractéristiques (se reporter à la section 2). Vériez
les connexions et tournez l’approvisionnement en air ON.
Connecter le câble de mise à la terre
Fixer le câble de mise à la terre à la pièce ou à la table de découpe. La zone doit être dépourvue
d'huile, de peinture et de rouille. Connecter uniquement à la partie principale de la pièce à souder
; ne pas connecter à la pièce à couper.
Mise sous tension
Placer l'interrupteur d'alimentation MARCHE/ARRÊT en position MARCHE (à droite). L'indicateur c.a. s'allume. Le Conseil Principal exécute plusieurs épreuves pour déterminer que le
système est prêt à opérer. Pendant les épreuves de soi de premiers spectacles de l'étalage numérique le nombre de révision de micrologiciel qui inclut des décimales. 1.1.0 est un exemple
de révision de code d'autorisation de production qui pourrait s'acher.
S'il n'y a aucune édition a découvert le cadre de courant de production sera aché de 15 à 40
ampères. Si un problème est détecté, le code d’état en format de lettre ou Exx s’achera. Faites
allusion à la Section 5 pour la faute / les explications de code de statut.
Le ventilateur allumera aussitôt que l'unité est allumée et continuera de courir jusqu'à ce que le
pouvoir ne soit éteint.
Réglage de la pression de fonctionnement
La pression du gaz ne peut pas être mise à l'alimentation électrique et doit être mise à la source, de
90 - 125 PSI / 6.2 - 8.6 bar / 620 - 862 Kpa.
N'EXCÉDEZ JAMAIS 150 PSI / 10.34 bar / 1034 Kpa.
Opération de coupage
Dès que l'arc coupant est établi, il devrait continuer de couper jusqu'à ce que la gâchette ne soit
libérée, la torche est déplacée trop loin du morceau de travail ou le cycle de devoir a été excédé
en faisant le système entrer un sur le mode de température. Dans les deux premiers cas libèrent
la gâchette de torche, garantissent que le bout de torche est près du morceau de travail, activez
la gâchette et rétablissez l'arc coupant. En cas un sur la faute de température, libérez la gâchette,
permettez à l'unité de courir ainsi il refroidira. En cas un sur la faute de température, libérez la
gâchette, permettez à l'unité de courir ainsi il refroidira.
OPÉRATION 0-5557FR
28

Vitesses de découpe typiques
CUTMASTER 40
Les vitesses aiguës varient selon l'ampérage de production de torche, la pression du gaz, le type
de matière étant coupée et d'adresse d'opérateur.
Il est possible de diminuer le courant de soudage ou les vitesses de coupe pour ralentir la coupe
le long d'une ligne, ou en utilisant un gabarit ou un guide de coupe, tout en produisant des
coupes d'excellente qualité.
Post débit de gaz
Relâcher la gâchette pour couper l'arc de coupe. Le gaz continue de couler depuis environ 10
secondes. Pendant le poste - l'écoulement, si l'utilisateur appuie vite et libère la gâchette, le gaz
arrêtera. Si l'utilisateur continue de tenir la gâchette et ne pas le libérer, les débuts d'arc pilotes.
L'arc principal changera au morceau de travail si le bout de torche est dans la distance de transfert.
Arrêt
Mettre l'interrupteur MARCHE/ARRÊT en position ARRÊT, en le basculant vers la gauche lorsqu'on
se trouve face à l'unité, depuis l'arrière. Après un court délai, tous les voyants d'alimentation s'éteignent et le ventilateur s'arrête. Débrancher le câble d'alimentation ou bien couper l'alimentation
primaire. Le système est alors hors tension.
REMARQUE !
Pour maximiser la longévité de l'électronique intérieure, permettez à l'alimentation électrique de continuer de courir
(sans couper) depuis quelques minutes avant le fait d'éteindre. Cela leur permettra de se refroidir plus vite.
0-5557FR OPÉRATION
29

CUTMASTER 40
Corps de torche
SECTION 4 TORCHE : FONCTIONNEMENT
4T.01 Sélection des pièces de la torche
Le type de travail à eectuer détermine les pièces
de torche à utiliser.
Type de fonctionnement :
Coupe à la traîne, coupe à distance ou
gougeage
Pièces de la torche :
Bouclier, pointe de coupage, électrode
et cartouche d'amorçage
REMARQUE !
Se reporter à la section 4T.07 et suivantes pour de
plus amples renseignements concernant les pièces
de la torche.
Changer les pièces de la torche pour un type de
fonctionnement diérent en procédant comme
suit :
AVERTISSEMENT
Déconnecter l'alimentation principale à la source
avant de monter ou de démonter les pièces de la
torche ou la torche et son câblage.
REMARQUE !
Le bouclier maintient la pointe et la cartouche du
démarreur en position. Placer la torche de façon
à ce que le bouclier soit tourné vers le haut an
d'empêcher les composants de tomber lors du
retrait du bouclier.
1. Dévisser et déposer le bouclier de la tête
de torche.
2. Tirer droit sur l'électrode pour la retirer
de la tête de la torche.
3. Enfoncer directement l'électrode de rechange dans la tête de la torche jusqu'à
ce qu'elle s'enclenche.
4. Installer la cartouche d'amorçage et la
pointe désirée pour le travail dans la
tête de la torche.
5. Serrer le bouclier à la main jusqu'à ce
qu'il soit bien inséré sur la tête de la
torche. S'il y a de la résistance en installant le bouclier, vérier les lets avant de
continuer.
4T.02 Fonctionnement de la torche manuelle
Coupe à distance avec une torche manuelle
REMARQUE !
Pour accroître les performances et la durée des
pièces, veiller à toujours utiliser des pièces qui
correspondent au type de fonctionnement choisi.
1. La torche peut facilement être tenue
d'une seule main ou fermement tenue
des deux mains. Placer les mains de manière à pouvoir appuyer sur la gâchette
placée sur la poignée de la torche.
Avec la torche manuelle, la main peut
être rapprochée de la tête de la torche
pour un meilleur contrôle ou près de
l'extrémité opposée an de proter de
la protection contre la chaleur. Choisir
la technique de prise en main la plus
confortable pour bien contrôler le
mouvement.
REMARQUE !
Veiller à ce que la pointe n'entre jamais en
contact avec la pièce, sauf durant les opérations
de coupe à la traîne.
2. Selon la coupe à effectuer, procéder
comme suit :
a. Pour les amorçages depuis le bord,
tenir la torche perpendiculaire à la
Electrode
Cartouche
d’amorçage
pièce à souder, avec la face avant
Tuyère
de la pointe près du bord (sans le
toucher) de la pièce, à l'endroit où
Jupe
A-03510FR_AB
la coupe doit commencer.
b. Pour les coupes à distance, tenir la
torche de 1/8 à 3/8 po (3 à 9 mm)
de la pièce à souder comme illustré
Pièces de la torche
Fonctionnement de la torche 0-5557FR
30
ci-dessous.

A-00024FR_AB
Torche
tuyère/pièce 1/8" - 3/8"
Jupe
Distance de sécurité
Distance
(3 – 9 mm)
3. Maintenir la torche à bonne distance du
corps.
4. Glisser la détente de la gâchette vers
l'arrière de la poignée de la torche tout
en appuyant sur la gâchette. L'arc pilote
s'amorcera.
Gâchette
Détente
A-02986FR
5. Positionner la torche à la distance de
transfert de la pièce. L'arc principal
se transférera à la pièce et l'arc pilote
s'éteindra.
REMARQUE !
Le pré et post-débit du gaz est une caractéristique du bloc d'alimentation et non une fonction
de la torche.
CUTMASTER 40
Gâchette
1
2
Relâchement de Gâchette
3
4
Art # A-03383FC
6. Couper normalement. Il sut de relâcher la gâchette pour interrompre la
coupe.
7. Suivre les pratiques communes de
coupe recommandées comme décrites
dans le manuel de l'utilisateur du bloc
d'alimentation.
REMARQUE !
Une fois le bouclier monté correctement, on
peut remarquer un petit écartement entre
le bouclier et la poignée de la torche. C'est à
travers cet orice que le gaz s'échappe durant
le fonctionnement normal. Ne pas tenter de
forcer le bouclier pour colmater cet écartement.
Forcer le bouclier contre la tête de la torche ou sa
poignée risque d'endommager les composants.
8. Pour obtenir une distance embout/pièce
homogène, monter le guide de distance
(cale) en le glissant dans le bouclier de
la torche. Installer le guide avec les
pattes aux côtés du corps du bouclier
pour conserver une bonne visibilité de
l'arc de coupe. En cours de fonctionnement, positionner les pattes du guide
de distance contre la pièce à souder.
0-5557FR Fonctionnement de la torche
Bouclier
Guide de distance
Embout de la torche
Pièce mise à l’œuvre
Art # A-04034FR
31

CUTMASTER 40
Guide non conducteur
Ar
Art # A-03383FC
Gâchette
Relâchement de Gâchette
Bouclier à bord droit
Le bouclier pour la coupe à la traîne peut être
utilisé avec un bord droit non conducteur an de
produire des coupes droites manuelles.
AVERTISSEMENT
Le bord droit doit être non conducteur.
4. Maintenir la torche en contact avec la
pièce durant le cycle de coupe.
5. Maintenir la torche à bonne distance du
corps.
6. Glisser la détente de la gâchette vers
l'arrière de la poignée de la torche tout
en appuyant sur la gâchette. L'arc pilote
s'amorcera.
Gâchette
t# A-03539FR
Utilisation d'un bouclier de coupe à la traîne à bord droit
Un bouclier à couronne fonctionne mieux
lors de la coupe de métal massif à surface
presque lisse de 3/16 po (4,7 mm).
Coupe à la traîne à la torche manuelle
La coupe à la traîne fonctionne mieux avec
les métaux de 1/4 po (6 mm) d'épaisseur
ou moins.
REMARQUE !
Pour accroître les performances et la durée des
pièces, veiller à toujours utiliser des pièces qui
correspondent au type de fonctionnement choisi.
1. Installer la pointe de coupe à la traîne et
régler les courant de sortie.
2. La torche peut facilement être tenue
d'une seule main ou fermement tenue
des deux mains. Placer les mains de manière à pouvoir appuyer sur la gâchette
placée sur la poignée de la torche.
Avec la torche manuelle, la main peut
être rapprochée de la tête de la torche
pour un meilleur contrôle ou près de
l'extrémité opposée an de proter de
la protection contre la chaleur. Choisir
la technique de prise en main la plus
confortable pour bien contrôler le
mouvement.
Détente
A-02986FR
7. Positionner la torche à la distance de
transfert de la pièce.L'arc principal se
transférera à la pièce et l'arc pilote
s'éteindra.
REMARQUE !
Le pré et post-débit du gaz est une caractéristique du bloc d'alimentation et non une fonction
de la torche.
1
2
3
4
8. Couper normalement. Il sut de relâcher la gâchette pour interrompre la
coupe.
Fonctionnement de la torche 0-5557FR
32

9. Suivre les pratiques communes de
coupe recommandées comme décrites
dans le manuel de l'utilisateur du bloc
d'alimentation.
CUTMASTER 40
REMARQUE !
Une fois le bouclier monté correctement, on peut
remarquer un petit écartement entre le bouclier
et la poignée de la torche. C'est à travers cet
orice que le gaz s'échappe durant le fonctionnement normal. Ne pas tenter de forcer le bouclier
pour colmater cet écartement. Forcer le bouclier
contre la tête de la torche ou sa poignée risque
d'endommager les composants.
Perçage à la torche manuelle
1. Maintenir la torche à bonne distance du
corps.
2. La torche peut facilement être tenue
d'une seule main ou fermement tenue
des deux mains. Placer les mains de manière à pouvoir appuyer sur la gâchette
placée sur la poignée de la torche.
Avec la torche manuelle, la main peut
être rapprochée de la tête de la torche
pour un meilleur contrôle ou près de
l'extrémité opposée an de proter de
la protection contre la chaleur. Choisir
la technique de prise en main la plus
confortable pour bien contrôler le
mouvement.
REMARQUE !
Veiller à ce que la pointe n'entre jamais en contact
avec la pièce, sauf durant les opérations de coupe
à la traîne.
3. Incliner légèrement la torche de sorte
que les particules éjectées s'éloignent
de son bec (et du soudeur) plutôt que
directement sur celle-ci jusqu'au perçage complet de la pièce.
4. Dans une section de métal sans importance, amorcer la ligne de coupe
puis poursuivre la coupe vers la ligne.
Maintenir la torche perpendiculaire à
la pièce après avoir terminé le perçage.
5. Glisser la détente de la gâchette vers
l'arrière de la poignée de la torche tout
en appuyant sur la gâchette. L'arc pilote
s'amorcera.
Gâchette
Détente
A-02986FR
6. Positionner la torche à la distance de
transfert de la pièce.L'arc principal se
transférera à la pièce et l'arc pilote
s'éteindra.
REMARQUE !
Le pré et post-débit du gaz est une caractéristique du bloc d'alimentation et non une fonction
de la torche.
Une fois le bouclier monté correctement, on peut
remarquer un petit écartement entre le bouclier
et la poignée de la torche. C'est à travers cet
orice que le gaz s'échappe durant le fonctionnement normal. Ne pas tenter de forcer le bouclier
pour colmater cet écartement. Forcer le bouclier
contre la tête de la torche ou sa poignée risque
d'endommager les composants.
7. Nettoyer dès que possible les projections et la calamine du bouclier et de la
buse. La pulvérisation du bouclier avec
une substance anti-projections réduira
la quantité de calamine qui y adhère.
Le matériau, l'épaisseur de la pièce et l'habileté du
soudeur à bien suivre la ligne de coupe souhaitée
inuencent la vitesse de coupe. Les facteurs suivants peuvent avoir un impact sur la performance
du système :
• Usure des pièces de la torche
• Qualité de l'air
• Fluctuations de la tension
• Hauteur de sécurité de la torche
• Branchement correct du câble de mise à la
terre.
0-5557FR Fonctionnement de la torche
33
CUTMASTER 40
!!
!!
!!
35°
Pièce
Corps de torche
Distance tuyère/pièce
4T.03 Gougeage
AVERTISSEMENT
Veiller à ce que l'opérateur soit muni de gants,
d'une tenue et de protections oculaires et
auditives prévus à cet eet et que les consignes de
sécurité qui gurent au début de ce manuel soient
suivies à la lettre. Prendre garde à ce qu'aucune
partie du corps de l'opérateur ne vienne au
contact de la pièce pendant que la torche est en
marche.
Déconnecter l'alimentation principale à la source
avant de démonter la torche, les ls, ou le bloc
d'alimentation.
AVERTISSEMENT
Les étincelles qui jaillissent durant le gougeage
au plasma peuvent endommager les surfaces
revêtues ou peintes et les surfaces comme le
verre, le plastique et le métal.
Vérier les pièces de la torche. Les pièces de
la torche doivent correspondre au type de
fonctionnement. Se reporter à la section 4T.07,
Sélection des pièces de la torche.
Paramètres de gougeage
Les résultats du gougeage dépendent de certains paramètres, notamment de la vitesse
de déplacement de la torche, l'intensité du
courant, l'angle de coupe (l'angle entre la
torche et la pièce à souder) et la distance
pointe/pièce.
fonctionnement (torche manuelle ou automatique) et de la quantité de métal à enlever.
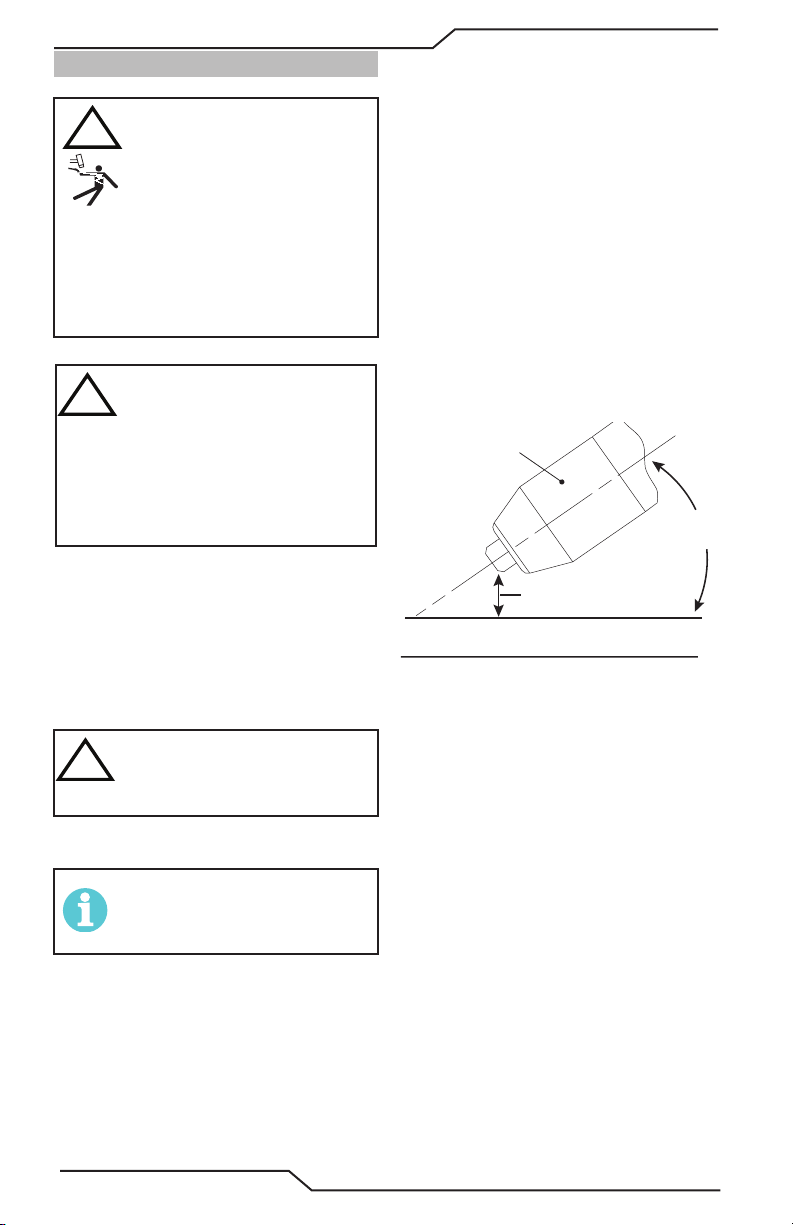
Angle de coupe
L'angle entre la torche et la pièce à souder
dépend du réglage du courant de sortie et
de la vitesse de déplacement de la torche.
L'angle de coupe recommandé est de 35°.
À un angle de coupe de plus de 45 degrés,
le métal fondu ne sera pas soué hors de
la goujure et peut retomber sur la torche.
Si l'angle de coupe est trop petit (inférieur
à 35°), la quantité de métal enlevée sera
moindre et plusieurs passages seront alors
nécessaires. Ce qui peut s'avérer souhaitable
dans certaines applications, comme l'élimination de joints de soudure ou l'usinage de
métal léger par exemple.
Angle de gougeage et distance pointe/pièce
AVERTISSEMENT
Un contact entre la pointe de la torche ou son
bouclier avec la surface provoquera une usure
excessive des pièces.
Vitesse de déplacement de la torche
REMARQUE !
Se reporter aux pages d'annexe pour de plus
amples renseignements relatifs au bloc d'alimentation utilisé.
L'optimisation de la vitesse de déplacement
de la torche dépend du réglage du courant,
de l'angle de coupe et du mode de fonctionnement (torche manuelle ou mécanisée).
Réglage du courant
Le réglage du courant dépend de la vitesse
de déplacement de la torche, du mode de
Fonctionnement de la torche 0-5557FR
34
Distance de sécurité
La distance entre la pointe et la pièce
inuencera la qualité et la profondeur du
gougeage. Une distance de 1/8 à 1/4 po
(3 à 6 mm) de sécurité permet d'enlever le
métal de manière régulière. Des distances
de sécurité plus petites peuvent entraîner
une coupe de part et d'autre au lieu d'une
goujure. Des distances de sécurité de plus de
1/4 po (6 mm) peuvent minimiser la quantité
de métal enlevée ou entraîner la perte de
l'arc principal transféré.
Accumulation de laitier
Le laitier formé par le gougeage de matériaux
comme les aciers ordinaires et inoxydables,
les nickels et les alliages d'acier, s'enlève

habituellement sans grand problème dans
la plupart des cas. Le laitier n'obstrue par
le procédé de gougeage s'il s'accumule
sur les côtés de la goujure. Cependant,
l'accumulation de laitier peut entraîner des
irrégularités et l'enlèvement inconsistant de
grandes quantités de matière accumulée
devant l'arc. L'accumulation est trop souvent
le résultat de paramètres erronés : vitesse de
déplacement, angle d'inclinaison ou distance
embout/pièce.
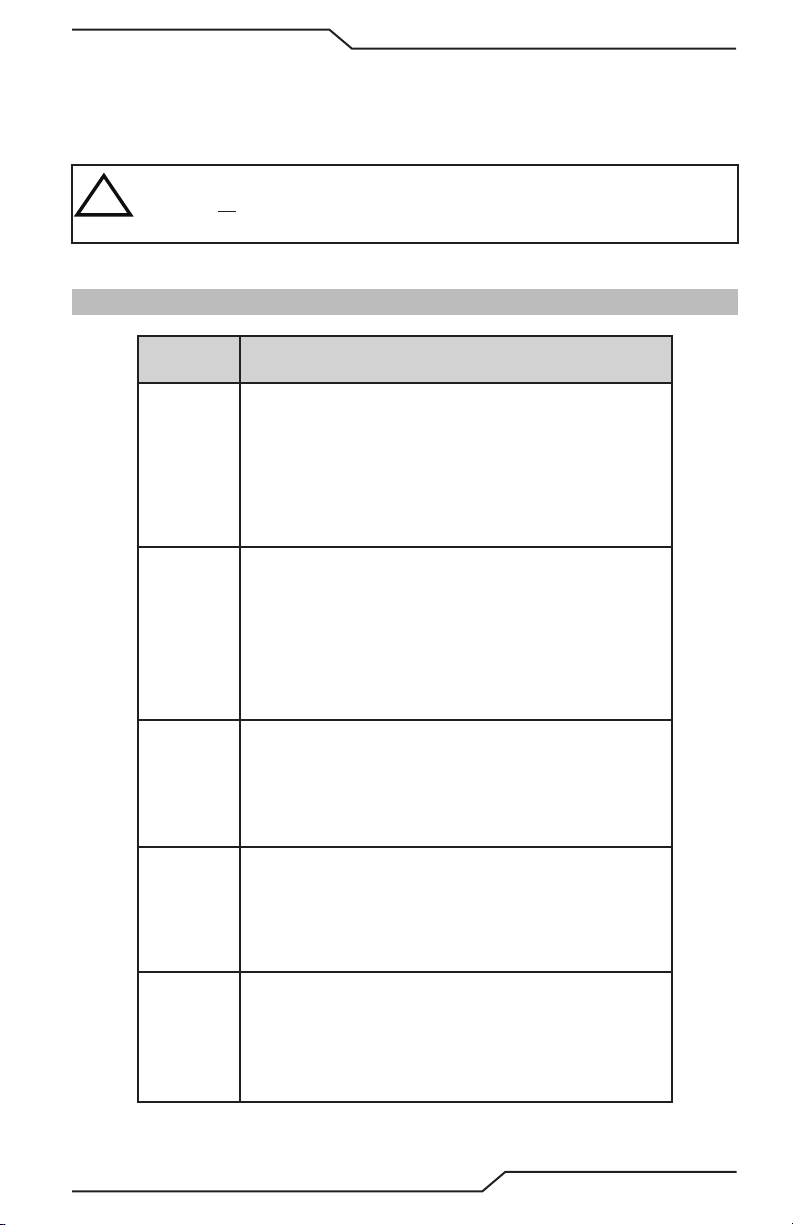
perceuse rotative
Une perceuse rotative commence la découpe avec
la tête du chalumeau positionnée à un angle de
la surface de travail. Les projections/scories sont
éliminées par souerie de la zone de travail à
mesure que le chalumeau procède à la découpe.
La tête du chalumeau eectue des rotations vers
la verticale à mesure que la découpe s'approfondit
et perce la pièce.
CUTMASTER 40
Art # A-13353
0-5557FR Fonctionnement de la torche
35

CUTMASTER 40
4T.04 Informations Relatives Aux Brevets
Brevets de torche de coupe au plasma
Les pièces suivantes font l'objet d'une protection de brevets aux États-Unis et à l'étranger
:
Catalogue n° Description Brevet(s)
9-8215 Électrode Brevet É.-U. nº 6163008; 6987238
Autre(s) brevet(s) en instance
9-8214 Électrode Brevet É.-U. nº 6163008; 6987238
Autre(s) brevet(s) en instance
9-8213 Cartouche Brevet É.-U. nº 6903301; 6717096; 6936786; 6703581;
D496842; D511280; D492709; D499620; D504142
Autre(s) brevet(s) en instance
9-8205 Pointe Brevet É.-U. nº 6774336; 7145099; 6933461
Autre(s) brevet(s) en instance
9-8206 Pointe Brevet É.-U. nº 6774336; 7145099; 6933461
Autre(s) brevet(s) en instance
9-8207 Pointe Brevet É.-U. nº 6774336; 7145099; 6933461
Autre(s) brevet(s) en instance
9-8252 Pointe Brevet É.-U. nº 6774336; 7145099; 6933461
Autre(s) brevet(s) en instance
9-8208 Pointe Brevet É.-U. nº 6774336; 7145099; 6933461
Autre(s) brevet(s) en instance
9-8209 Pointe Brevet É.-U. nº 6774336; 7145099; 6933461
Autre(s) brevet(s) en instance
9-8210 Pointe Brevet É.-U. nº 6774336; 7145099; 6933461
Autre(s) brevet(s) en instance
9-8231 Pointe Brevet É.-U. nº 6774336; 7145099; 6933461
Autre(s) brevet(s) en instance
9-8211 Pointe Brevet É.-U. nº 6774336; 7145099; 6933461
Autre(s) brevet(s) en instance
9-8212 Pointe Brevet É.-U. nº 6774336; 7145099; 6933461
Autre(s) brevet(s) en instance
9-8253 Pointe Brevet É.-U. nº 6774336; 7145099; 6933461
Autre(s) brevet(s) en instance
9-8225 Pointe Brevet É.-U. nº 6774336; 7145099; 6933461
Autre(s) brevet(s) en instance
9-8226 Pointe Brevet É.-U. nº 6774336; 7145099; 6933461
Autre(s) brevet(s) en instance
9-8227 Pointe Brevet É.-U. nº 6774336; 7145099; 6933461
Autre(s) brevet(s) en instance
9-8228 Pointe Brevet É.-U. nº 6774336; 7145099; 6933461
Autre(s) brevet(s) en instance
9-8241 Capuchon du bouclier Brevet É.-U. nº 6914211; D505309
Autre(s) brevet(s) en instance
9-8243 Capuchon du bouclier Brevet É.-U. nº 6914211; D493183
Autre(s) brevet(s) en instance
9-8235 Capuchon du bouclier Brevet É.-U. nº 6914211; D505309
Autre(s) brevet(s) en instance
9-8236 Capuchon du bouclier Brevet É.-U. nº 6914211; D505309
Autre(s) brevet(s) en instance
9-8237 Bouclier Brevet É.-U. nº 6914211; D501632; D511633
Autre(s) brevet(s) en instance
9-8238 Capuchon du bouclier Brevet É.-U. nº 6914211; D496951
Autre(s) brevet(s) en instance
9-8239 Capuchon du bouclier Brevet É.-U. nº 6914211; D496951
Autre(s) brevet(s) en instance
9-8244 Capuchon du bouclier Brevet É.-U. nº 6914211; D505309
Autre(s) brevet(s) en instance
Fonctionnement de la torche 0-5557FR
36

9-8245 Capuchon du bouclier Brevet É.-U. nº 6914211; D496951
Autre(s) brevet(s) en instance
Les pièces suivantes sont également couvertes par les brevets américains
5,120,930 et 5,132,512 :
Catalogue n° Description
9-8235 Capuchon du bouclier
9-8236 Capuchon du bouclier
9-8237 Bouclier
9-8238 Capuchon du bouclier
9-8239 Capuchon du bouclier
9-8244 Capuchon du bouclier
9-8245 Capuchon du bouclier
Brevets en instance pour ce qui suit :
Torche à débranchement rapide et câbles de torche à débranchement rapide
CUTMASTER 40
0-5557FR Fonctionnement de la torche
37
CUTMASTER 40
Avertissement !
Inspection visuelle de : la tuyère du
corps de torche, l’électrode,
la cartouche d’amorçage et la jupe
5.01 Entretien général
Débrancher l'alimentation d'entrée avant
d'effectuer l'entretien.
SECTION 5 SYSTÈME : ENTRETIEN
Nettoyer plus souvent en cas
d'utilisation dans des
conditions contraignantes.
Après chaque utilisation
Inspection visuelle
de la tuyère de torche
et de l’électrode
Hebdomadaire
Inspection visuelle
des câbles et des fils.
Remplacer si besoin est.
3 mois
Remplacer toutes
les pièces cassées
Nettoyer l’extérieur
du générateur
5.02 Calendrier d'entretien
REMARQUE !
La fréquence actuelle d'entretien peut être révisée en fonction du milieu d'exploitation.
Vérications opérationnelles quotidiennes ou toutes les six heures de coupage :
1. Vérier les pièces consommables de torche, les remplacer si endommagées ou usées.
2. Vérier l'alimentation en gaz plasmagène et gaz secondaire et leur pression/débit.
Hebdomadaire ou toutes les 30 heures de coupe :
1. Vérier le fonctionnement approprié du ventilateur et la circulation d'air adéquate.
2. Inspecter la torche à la recherche de ssures ou de ls dénudés ; remplacer au besoin.
3. Inspecter le câble d'alimentation à la recherche de de ls endommagés ou dénudés ; remplacer au besoin.
ENTRETIEN 0-5557FR
38
CUTMASTER 40
!!
Semestrielles ou après 720 heures de coupe :
1. Vérier le(s) ltre(s) d'air en ligne, le(s) nettoyer ou remplacer selon les besoins.
2. Inspecter les câbles et les tuyaux pour détecter une fuite ou une ssure, remplacer au besoin.
AVERTISSEMENT
Ne pas injecter d'air dans le bloc d'alimentation pendant le nettoyage. Souer de l'air dans l'appareil peut provoquer
que des particules en métal nuisent aux composants électriques sensibles et endommagent l'appareil.
5.03 Pannes courantes
Problème/
Symptômes
Pénétration
Insuffisante
L'Arc principal
s'éteint
Formation
excessive
d'écume
Courte durée
de vie des
pièces de
torche
Amorçage
difficile
Cause probable
1. Vitesse de coupe trop rapide.
2. Inclinaison de la torche trop prononcée.
3. Métal trop épais.
4. Pièces de la torche usées
5. Courant de coupe trop bas.
6. Utilisation de pièces non Thermal Dynamics
7. Pression du gaz inadéquate. La pression de ligne 90-125 psi
(6,2-8,6 bar / 620-862 Kpa.
1. Vitesse de coupe trop lente.
2. Torche trop distante de la pièce à souder.
3. Courant de coupe trop élevé.
4. Câble de masse débranché.
5. Pièces de la torche usées.
6. Utilisation de pièces non Thermal Dynamics
7. Baisse de tension de la ligne due au cordon d’extension ou à la
ligne d’approvisionnement étant trop longue.
1. Vitesse de coupe trop lente.
2. Torche trop distante de la pièce à souder.
3. Pièces de la torche usées.
4. Courant de coupe inadapté.
5. Utilisation de pièces non Thermal Dynamics
6. Pression du gaz inadéquate
1. Présence d'huile ou d'humidité dans l'air comprimé.
2. Dépassement des capacités de l'appareil (matériau trop épais).
3. Durée de l'arc pilote excessive
4. Pression du gaz trop faible.
5. Torche mal assemblée.
6. Utilisation de pièces non Thermal Dynamics
1. Pièces de la torche usées.
2. Utilisation de pièces non Thermal Dynamics.
3. Pression du gaz inadéquate.
4. Tension de ligne trop basse
5. Mauvaises pièces pour la sélection actuelle.
6. Restriction de tuyau.
0-5557FR ENTRETIEN
39
CUTMASTER 40
5.04 Indicateur de défaillance
Lors de la mise en route initiale, le système exécute une série de vérications automatiques préalables
à son utilisation. Si pendant ces vérications, le système détecte qu'une valeur se trouve en dehors de
la plage des paramètres de fonctionnement approprié, une anomalie est signalée. Si cela se produit,
un code d’erreur s’insurira sur l’écran numérique. Selon le type d’erreur, il peut être accompagné d’une
des lumières d’indicateur à droite de l’écran numérique pour tourner ON ou dans le cas d’une détection
de tension basse ou haute ligne l’indicateur AC va désactiver.
Le Cutmaster 40 a deux types de codes de défaut. L’un est la faille de communication. Ce type de
code est pour vous aider à déterminer ce que vous pouvez faire pour mettre le système en marche
en corrigeant un problème comme oublier de mettre les consommables dans le ambeau. Celles-ci
acheront des lettres sur l’écran numérique.
L’autre type de code de défaut est la faute d’erreur pour les problèmes avec l’alimentation électrique
ou l’énergie entrante et achera "E0" et un numéro sur l’écran numérique et peut-être une lumière de
défaut comme la lumière AC étant désactivée OFF.
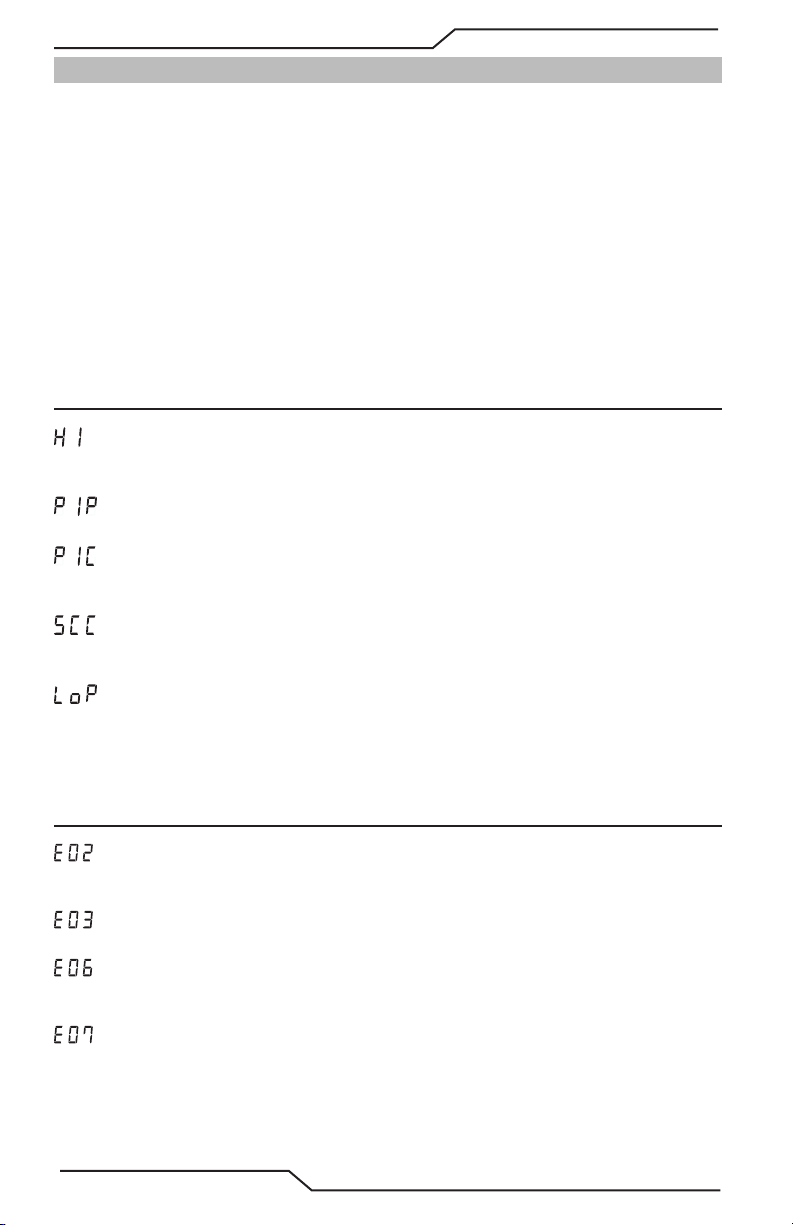
Défaut de communication Description
Au-dessus de Temp L’erreur de surtempation s’activera si un état de surchaue a
été détecté sur le bouton ou le transformateur. "HI" sera aché sur l’écran du segment 7 et la LED
Over Temp sera illuminée.
Défaut de Parts In Place Pièces en place l’erreur est activée si la tasse de bouclier est enlevée.
"PIP" s’achera sur l’écran à 7 segments
Pièces en contact Les parties en erreur de contact sont activées lorsque la pointe n’est
pas en contact avec l’électrode pendant l’initialisation. Plus susceptibles de se produire si la pointe
est absente de la torche. "PIC" s’achera sur l’écran à 7 segments.
Défaillance de gâchette L’erreur de défaut de déclenchement du CSC est activée si la
gâchette est tirée pendant le démarrage de la machine ou pendant qu’un autre défaut est eacé.
"SCC" s’achera sur l’écran à 7 segments.
Défaut de gaz L’erreur de défaut de gaz De LoP est activée si les consommables
ne se séparent pas lorsque le gaz est allumé. Très probablement en raison de la conduite de gaz
non attaché ou la pression est trop élevé fermeture de la vanne. La LED de gaz sur l’achage avant
clignotera ou ne sera pas illuminée.
Défaut d’erreur Description
Défaut de bus L’erreur de panne de bus est activée si la tension du bus descend
en dessous de 360V. La tension du bus sera vériée en mode veille seulement. "E02" s’achera sur
l’écran à 7 segments.
Défaut de biais L’erreur de défaut de biais est activée si la tension de biais tombe en
dessous de 13,5V. "E03" s’achera sur l’écran à 7 segments.
Défaut de tension de ligne basse L’erreur de tension de ligne basse est activée si la tension
d’entrée est trop basse. "E06" s’achera sur l’écran à 7 segments et l’indicateur AC LED sur l’écran
avant ne sera pas éclairé.
Défaut de tension de ligne élevée L’erreur de tension de ligne élevée est activée si la
tension d’entrée est trop élevée."E07" s’achera sur l’écran à 7 segments et l’indicateur AC LED sur
l’écran avant ne sera pas éclairé.
ENTRETIEN 0-5557FR
40

5.05 Guide de dépannage de base
AVERTISSEMENT
Cet appareil renferme une tension et des niveaux de puissance extrêmement dangereux. Ne pas tenter de diagnostiquer
ou de réparer à moins d'avoir une formation en mesurage électronique de puissance et en technique de dépannage.
CUTMASTER 40
Problème/
Symptômes
ON / OFF Switch
est ON mais
l’indicateur A/C ne
s’allume pas
Indicateur de
défaut montrant le
code d’erreur E02
TEMPÉRATURE
LED ON.
Défaut de
communication
montrant HI
GAS LED OFF,
Défaut de
communication
montrant LoP
Défaut de défaut
et défaut de
communication
montrant PIP
Défaut et défaut
de communication
montrant PIC
Causes possibles Action suggérée
1. Le sectionneur d'alimentation primaire
est en position ARRÊT.
2. Les fusibles de l'alimentation primaire
ont grillé ou les disjoncteurs sont
enclenchés.
3. Composants défectueux dans l'unité.
1. Problème au niveau de la tension
d'alimentation primaire.
2. Composants défectueux dans l'unité.
1. Obstruction du débit d'air à travers
l'unité ou autour.
2. Dépassement du facteur de marche
de l'unité.
3. Composants de l'appareil défectueux.
1. L'alimentation en gaz n'est pas
raccordée à l'appareil.
2. L'alimentation en gaz n'est pas
ouverte.
3. La pression de l'alimentation en gaz
est trop faible.
4. Composants de l'appareil défectueux.
1. Bouclier desserré.
2. Torche mal raccordée au bloc
d'alimentation.
3. Problème au niveau du circuit PIP de la
torche et des câbles.
4. Composants de l'appareil défectueux.
1. Bouclier de la torche desserré.
2. Absence de bec, d'électrode ou de
cartouche de démarreur de la torche.
3. La cartouche d'amorçage de la torche
est coincée.
4. La pression de gaz à l'entrée de l'unité
est trop élevée, ce qui se traduit par un
débit gazeux continu.
5. Un conducteur dans le câblage de la
torche n'est pas branché..
6. Problème au niveau du circuit de
l'interrupteur de la torche et des câbles.
7. Composants de l'appareil défectueux.
1. Mettre le sectionneur primaire en position MARCHE.
2. a) Faire vérier les fusibles de l'alimentation primaires et les
disjoncteurs par un personnel qualié;
b) Connecter l'appareil à un bon connecteur femelle primaire
fonctionnel.
3. Retourner le bloc d'alimentation à un centre de réparation autorisé
pour réparation ou remplacement.
1. Faire vérier la tension d'alimentation primaire par du personnel
qualié an de vérier la conformité aux caractéristiques du bloc
d'alimentation reportées dans la section « 2.05 Caractéristiques du
câblage d'alimentation », page 19.
2. Retourner le bloc d'alimentation à un centre de réparation autorisé
pour réparation ou remplacement.
1. Consulter les renseignements relatifs au dégagement – dans la
section « 2.04 Caractéristiques du bloc d'alimentation » page 18
2. Laisser refroidir l'unité.
3. Retourner le bloc d'alimentation à un centre de réparation autorisé
pour réparation ou remplacement.
1. Connecter l'alimentation en gaz à l'appareil.
2. Tourner l’approvisionnement en gaz ON.
3. Régler la pression d'entrée de l'alimentation en air de l'appareil à 120
psi. Ajuster la longueur de câble de manière à ce qu'elle coïncide avec la
longueur réelle utilisée.
4. Retourner le bloc d'alimentation à un centre de réparation autorisé
pour réparation ou remplacement.
1. Serrer le bouclier à la main pour obtenir un ajustement serré.
2. Vérier que le connecteur ATC de la torche est solidement xé à
l'appareil.
3. Remplacer la torche et les ls ou les retourner à un centre de
réparation autorisé pour une réparation ou un remplacement.
4. Retourner le bloc d'alimentation à un centre de réparation autorisé
pour réparation ou remplacement.
1. Serrer le bouclier à la main. Ne pas trop serrer.
2. Tournez l’alimentation OFF. Déposer le bouclier. Installer les pièces
manquantes.
3. Tournez l’alimentation OFF. Purger la pression du système. Déposer
le bouclier, la pointe et la cartouche de démarrage. S'assurer que le
raccord à l'extrémité inférieure de la cartouche d'amorçage est libre de
ses mouvements. Remplacer si le raccord ne se déplace pas librement.
4. Réduire la pression d'alimentation du gaz à 125 PSI ou moins.
5. Remplacer la torche et les ls ou les retourner à un centre de
réparation autorisé pour une réparation ou un remplacement.
6. Remplacer la torche et les ls ou les retourner à un centre de
réparation autorisé pour une réparation ou un remplacement.
7. Retourner le bloc d'alimentation à un centre de réparation autorisé
pour réparation ou remplacement.
0-5557FR ENTRETIEN
41
CUTMASTER 40
Problème/
Symptômes
Rien ne se
passe lorsque le
commutateur
de torche ou le
commutateur à
distance est fermé
(ou le signal CNC
START est actif).
Pas de ux de gaz,
DC LED OFF.
Pas de feux de
faille SUR, pas d’arc
dans la torche.
L’arc de pilote est
ON mais l’arc de
coupe établira
Diminution de la
capacité de coupe
de la torche.
1. Problème au niveau du circuit de
l'interrupteur de la torche et des
câbles (circuit de la télécommande à
pendentif).
2. Composants de l'appareil défectueux.
3. Pression de gaz trop élevée.
1. Composants de l'appareil défectueux. 1. Retourner à un centre de réparation autorisé pour réparation.
1. Le câble de masse n'est pas raccordé à
la pièce à souder.
2. Le câble/connecteur de masse est
cassé.
3. Composants de l'appareil défectueux.
1. Réglage incorrect du courant.
2. Consommables de la torche usés.
3. Mauvais raccordement du câble de
mise à la terre à la pièce à souder.
4. Déplacement trop rapide de la torche.
5. Trop d'huile ou d'eau dans la torche.
6. Composants de l'appareil défectueux.
Causes possibles Action suggérée
1. Porter la torche et les ls (télécommande) à un centre de réparation
autorisé.
2. Retourner le bloc d'alimentation à un centre de réparation autorisé
pour réparation ou remplacement.
3. Réduire la pression du gaz.
1. Connecter le câble de mise à la terre.
2. Remplacer le câble de masse.
3. Retourner à un centre de réparation autorisé pour réparation.
1. Vérier et régler le paramètre correctement.
2. Vérier les consommables de la torche et remplacer au besoin.
3. Vérier la connexion du câble de mise à la terre à la pièce.
4. Réduire la vitesse de coupe.
5. Se référer au paragraphe « Vérication de la qualité de l'air » de la
section 3 Torche.
6. Retourner à un centre de réparation autorisé pour réparation.
ENTRETIEN 0-5557FR
42

CUTMASTER 40
5.06 Remplacement des pièces de base du bloc d'alimentation
Remplacement d'élément ltrant mono-étagé en option
Ces instructions s’appliquent aux alimentations lorsque le ltre à étape unique en option a été installé.
L’alimentation s’arrête automatiquement lorsque l’élément filtre devient complètement saturé.
L'élément ltrant peut être enlevé de son logement, être séché, et réutilisé. Laisser l'élément sécher
pendant 24 heures. Se reporter à la section 6, Nomenclature, pour connaître le numéro de catalogue
de l'élément ltrant de rechange.
1. Couper l'alimentation du bloc d'alimentation.
2. Arrêter l’alimentation en air OFF et saigner le système avant de démonter le ltre pour modier
l’élément ltre.
3. Déconnecter le tuyau d'alimentation du gaz.
4. Tournez le ltre de logement Cover dans le sens inverse des aiguilles d’une montre et retirez-le.
L’élément ltre est situé à l’intérieur du boîtier.
Boîtier
Élément
filtrant
(no cat. 9-7741)
Ressort
Joint torique
(no cat. 9-7743)
Couvercle
Raccord
indenté
Filtre assemblé
Art # A-02476FR
Remplacement d'élément ltrant mono-étagé en option
5. Déposer l'élément ltrant du boîtier et le mettre de côté pour le faire sécher.
6. Nettoyer l'intérieur du boîtier, puis insérer l'élément ltrant de rechange, du côté ouvert
d'abord.
7. Remettre le boîtier sur le couvercle.
8. Rexer l'alimentation en gaz. Vérier s'il y a des fuites.
REMARQUE !
En cas de fuites entre le carter et le couvercle, inspecter le joint torique en quête de coupures ou d'autres dommages.
Les procédures de remplacement des composants s'achèvent sur cette remarque.
0-5557FR ENTRETIEN
43

CUTMASTER 40
!
SECTION 5 TORCHE : ENTRETIEN
5T.01 Entretien général
REMARQUE !
Consulter la « Section 5 Système » pour une
description des indicateurs d'erreurs et des
erreurs habituelles.
Nettoyage de la torche
Même si des précautions sont prises pour
n'injecter que de l'air propre dans la torche,
les parois de celle-ci nissent par être recouvertes de dépôts. L'accumulation résiduelle
peut entraver l'amorçage de l'arc pilote et la
qualité globale de la coupe.
Il est donc recommandé de leur appliquer
une très ne pellicule de graisse pour joint
torique (n° catalogue 8-4025) une fois par
semaine.
La rainure supérieure
avec orifices de
ventilation doit rester
ouverte
Joint torique supérieur
dans la bonne rainure
Filets
Joint torique inférieur
Art # A-03725FR
Joint torique de la tête de la torche
AVERTISSEMENT
Déconnecter l'alimentation principale avant de
démonter la torche ou son câblage.
NE toucher à aucune pièce interne de la torche
lorsque le voyant lumineux d'alimentation c.a.
du bloc d'alimentation est allumé.
Les parois de la torche doivent être nettoyées à l'aide d'un produit de nettoyage
pour contacts électriques en utilisant un
coton-tige ou un chion doux mouillé. Si besoin est, il est possible de dégager la torche
du câblage et de la nettoyer en profondeur
en versant le produit de nettoyage pour
contacts électriques dans la torche et en l'y
faisant pénétrer par injection d'air comprimé.
AVERTISSEMENT
Bien faire sécher la torche avant de la remettre
!
en place.
Lubrication du joint torique
Le joint torique inséré dans la tête de la
torche et dans le connecteur mâle ATC doit
être lubrié selon un calendrier établi. Le
but est de permettre au joint torique de
conserver sa souplesse et de fournir une
étanchéité adéquate. S'ils ne sont pas
régulièrement enduits de graisse, les joints
toriques nissent par se dessécher, durcir et
se ssurer. Le résultat peut se traduire par
une perte de prestations.
Connecteur mâle ATC
Raccord gaz
Art #A-03791FR_AB
Joint torique du connecteur ATC
REMARQUE !
NE PAS utiliser d'autres lubriants qui ne sont
pas conçus pour fonctionner à des températures
élevées ou peuvent contenir des « éléments
inconnus » capables de réagir avec l'atmosphère.
Cette réaction peut laisser des contAminants dans
la torche. L'une de ces Conditions peut aboutir à
des prestations irrégulières ou réduire la durée de
vie des pièces.
Joint torique
#8-0525
ENTRETIEN 0-5557FR
44

5T.02 Inspection et remplacement des pièces
Art # A-08067
A-03406FR
Ressort du raccord
Ressort du raccord
consommables de la torche
AVERTISSEMENT
Déconnecter l'alimentation principale avant de
démonter la torche ou son câblage.
NE toucher à aucune pièce interne de la torche
lorsque le voyant lumineux d'alimentation c.a.
du bloc d'alimentation est allumé.
Déposer les pièces non consommables de la
torche en procédant comme suit :
REMARQUE !
Le bouclier maintient la pointe et la cartouche
du démarreur en Position. Placer la torche de
façon à ce que le bouclier soit tourné vers le haut
an d'empêcher les composants de tomber lors
du retrait du bouclier.
1. Dévisser et déposer le bouclier de la
torche.
REMARQUE !
L'accumulation de laitier sur le bouclier qui ne
peut être enlevé risque d'aecter la performance
du système.
2. Inspecter le bouclier à la recherche de
dommages. Nettoyer ou remplacer en
cas de dommages.
CUTMASTER 40
Coiffe de
protection,contact
Jupe annulaire
Joint torique
n° 8-3488
4. Déposer la pointe. Vérier si présence
d'usure excessive (indiquée par un
orice allongé ou de taille excessive.)
Nettoyer ou remplacer l'embout le cas
échéant.
Tuyère en bon état
Exemple d'usure sur une pointe
5. Déposer la cartouche du démarreur.
Vérier si présence d'usure excessive,
d'orifices de gaz obstrués ou de décoloration. S'assurer que le raccord à
l'extrémité inférieure est libre de ses
mouvements. Remplacer au besoin.
de l’extrémité inférieure
complètement comprimé
Tuyère usagée
de l’extrémité inférieur
complètement étendu/réamorcé
0-5557FR ENTRETIEN
Boucliers
3. Sur les Torches munies d'un corps du
bouclier et d'une coie de protection
ou déecteur, veiller à ce que la coie ou
le déecteur soient susamment letés
contre le corps du bouclier. Dans les
opérations de coupe à la traîne, un joint
torique se trouve parfois entre le corps
du bouclier et la coie de protection de
coupe à la traîne. Ne pas lubrier le joint
torique.
Art # A-08064FR_AC
6. Tirer droit sur l'électrode pour la dégager
de la tête de la torche. Inspecter l'extrémité avant de l'électrode à la recherche
de traces d'usure excessive. Consulter
l'illustration ci-dessous.
Electrode neuve
Art # A-03284FR
Electrode usagée
Usure de l'électrode
7. Réinstaller l'électrode en l'enfonçant
directement dans la tête de la torche
jusqu'à ce qu'elle s'enclenche.
45

CUTMASTER 40
8. Réinstaller la cartouche d'amorçage et
la pointe désirée sur la tête de la torche.
9. Serrer le bouclier à la main jusqu'à ce
qu'il soit bien inséré sur la tête de la
torche. S'il y a de la résistance en installant le bouclier, vérier les lets avant de
continuer.
Les procédures de remplacement des composants
s'achèvent sur cette REMARQUE.
ENTRETIEN 0-5557FR
46

CUTMASTER 40
SECTION 6 : NOMENCLATURE DES PIÈCES
6.01 Introduction
A. Division de la nomenclature des pièces
La nomenclature des pièces fournit une division de tous les composants remplaçables. Voici la subdivision de la nomenclature des pièces :
6.03 Remplacement du bloc d'alimentation
6.04 Pièces de rechange du bloc d'alimentation
6.05 Options et accessoires
6.06 Pièces de rechange externes
6.07 Pièces de rechange pour la torche manuelle SL60
6.08 Pièces de rechange pour la torche manuelle SL60QD
6.09 Consommables de la torche (SL60™)
REMARQUE !
Les composants répertoriés sans numéro de référence ne sont pas illustrés, mais peuvent faire l'objet d'une commande en utilisant le numéro de catalogueue reporté.
B. Retours
Contacter votre distributeur si un produit doit être retourné à des ns de réparation. Les matériaux
retournés sans autorisation préalable ne seront pas acceptés.
6.02 Informations relatives à la commande
Commander les pièces de rechange en mentionnant le numéro de catalogueue et la description complète de la pièce ou de l'ensemble, tels que recensés dans la nomenclature des pièces pour chaque
élément. Comprend également le modèle et le numéro de série du bloc d'alimentation. Toutes les
demandes doivent être envoyées à votre distributeur agréé.
6.03 Remplacement du bloc d'alimentation
Les articles suivants sont inclus avec l'alimentation électrique de remplacement : travaillez le câble et
l'attache, le câble d'alimentation de contribution, les adaptateurs de câble d'alimentation de contribution (2), le régulateur de pression du gaz / le ltre, la Torche de SL60, le kit de pièces de rechange
et le manuel opérant.
Qté Description Catalogue n°
1 CutMaster 40 Bloc d'alimentation UL/CSA
120 - 240 VAC, monophasé, 60Hz,
avec câble d'alimentation et che 1-4000-1
1 CutMaster 40 Bloc d'alimentation CE
240 VAC, monophasé, 60Hz,
avec câble d'alimentation 1-4000-4
0-5557FR Nomenclature des pièces
47

CUTMASTER 40
(no cat. 9-7741)
(no cat. 9-7743)
6.04 Pièces de rechange du bloc d'alimentation
Qté Description Catalogue n°
1 Élément de remplacement du module ltre (ltre usine) 9-0116
1 Câble D'alimentation 2.5mm, 2.5M EU Type F 9-4435
6.05 Options et accessoires
Qté Description Catalogue n°
1 Kit pour ltre mono-étagé (comprend ltre et tuyau) 7-7507
1 Remplacement du corps de ltre 9-7740
1 Remplacement du tuyau de ltre (non illustré) 9-7742
2 Remplacement de l'élément ltrant 9-7741
1 Câble de soudage n° 8 avec che Dinse 50 mm 9-9692
1 Chariot polyvalent 7-8888
Boîtier
Élément
filtrant
Ressort
Joint torique
Couvercle
Raccord
indenté
Filtre assemblé
Art # A-02476FR
Kit pour ltre mono-étagé en option
Nomenclature des pièces 0-5557FR
48

CUTMASTER 40
6.06 Pièces de rechange externes
Article n° Qté Description Catalogue n°
1 1 Kit de Poignée Supérieur 0464 565 880
2 1 Couverture de Poignée 0465 952 001
3 1 Panneau, RH CM40 9-4440
4 1 Panneau avant assemblage CM40 9-4437
5 1 Panel, LH CM40 9-4439
6 1 Panneau arrière assemblage CM40 9-4438
7 1 Panneau supérieur 0465 951 001
8 1 Achage du circuit assemblage 9-4433
9 1 Kit de matériel CM40 (non illustrées) 9-4000
-Inclut toutes les vis/noix pour ce système
2
1
2
7
6
5
0-5557FR Nomenclature des pièces
Art # A-14465
3
8
4
49

CUTMASTER 40
6.07 Pièces de rechange pour la torche manuelle SL60
Article n° Qté Description Catalogue n°
1 1 Kit de remplacement de poignée de torche (art. 2 et 3 inclus) 9-7030
2 1 Module de rechange de la gâchette 9-7034
3 1 Jeu de vis de la poignée (5 vis/jeu, vis d'assemblage
6-32 x 1/2 po et clé) 9-8062
4 1 Kit de remplacement de la tête de torche (art. 5 et 6 inclus) 9-8219
5 1 Grand joint torique 8-3487
6 1 Petit joint torique 8-3486
7 Faisceaux de câbles et connecteurs ATC (interrupteurs inclus)
1 SL60, Faisceau de câbles 20 pieds/6,1 m avec connecteur ATC 4-7834
1 SL60, Faisceau de câbles 50 pieds/15,2 m avec connecteur ATC 4-7835
8 1 Kit d'interrupteurs 9-7031
1
8
2
4
5
6
3
7
Art # A-07993_AB
Nomenclature des pièces 0-5557FR
50
6.
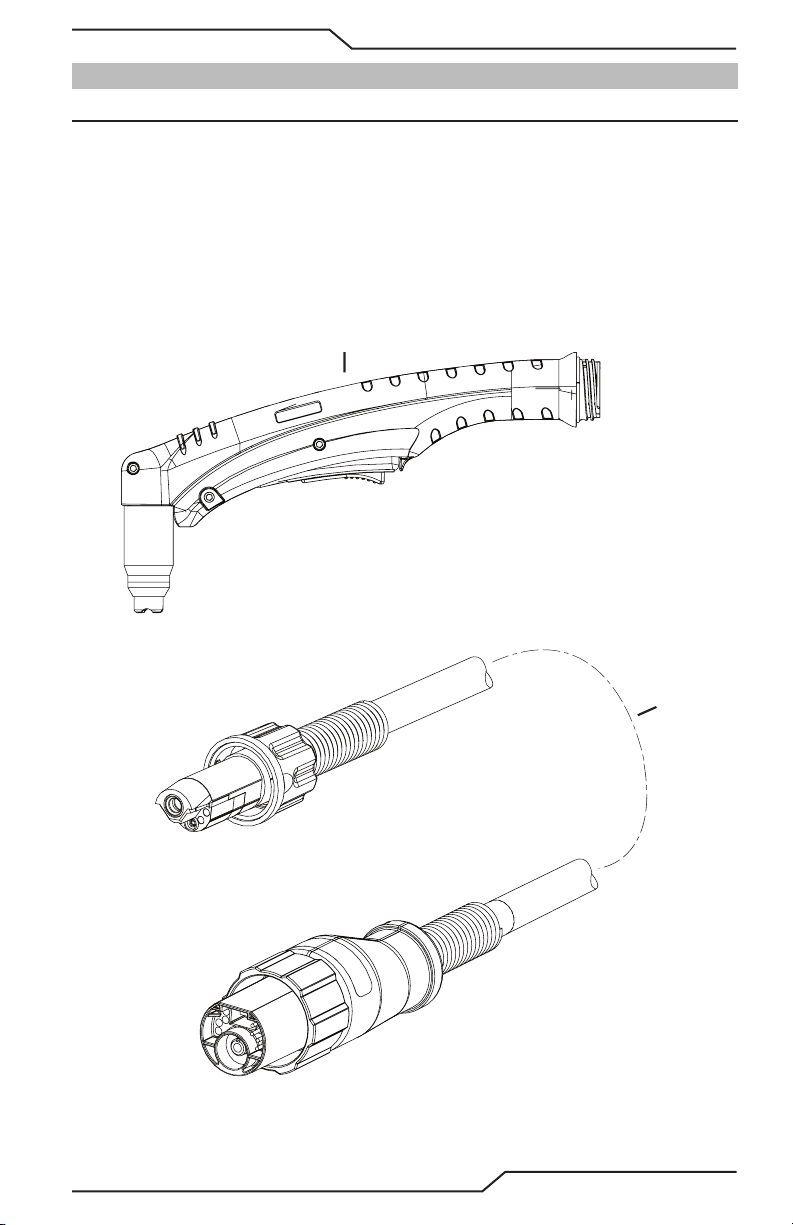
CUTMASTER 40
6.08 Pièces de rechange pour la torche manuelleSL60QD
Article n° Qté Description Catalogue n°
1 1 Remplacement de l'ensemble poignée de torche 7-5681
2 Ensembles câbles avec connecteur ATC et connecteurs à branchement rapide
1 SL60QD™, Faisceaux de câbles 20 pieds avec connecteurs ATC et QD 4-5620
1 SL60QD™, Faisceaux de câbles 50 pieds avec connecteurs ATC et QD 4-5650
1&2 1 Ensemble de torche et ls, 20 - pieds 7-5620
1&2 1 Ensemble de torche et ls, 50 - pieds 7-5650
1
0-5557FR Nomenclature des pièces
2
Art # A-13248_AB
51
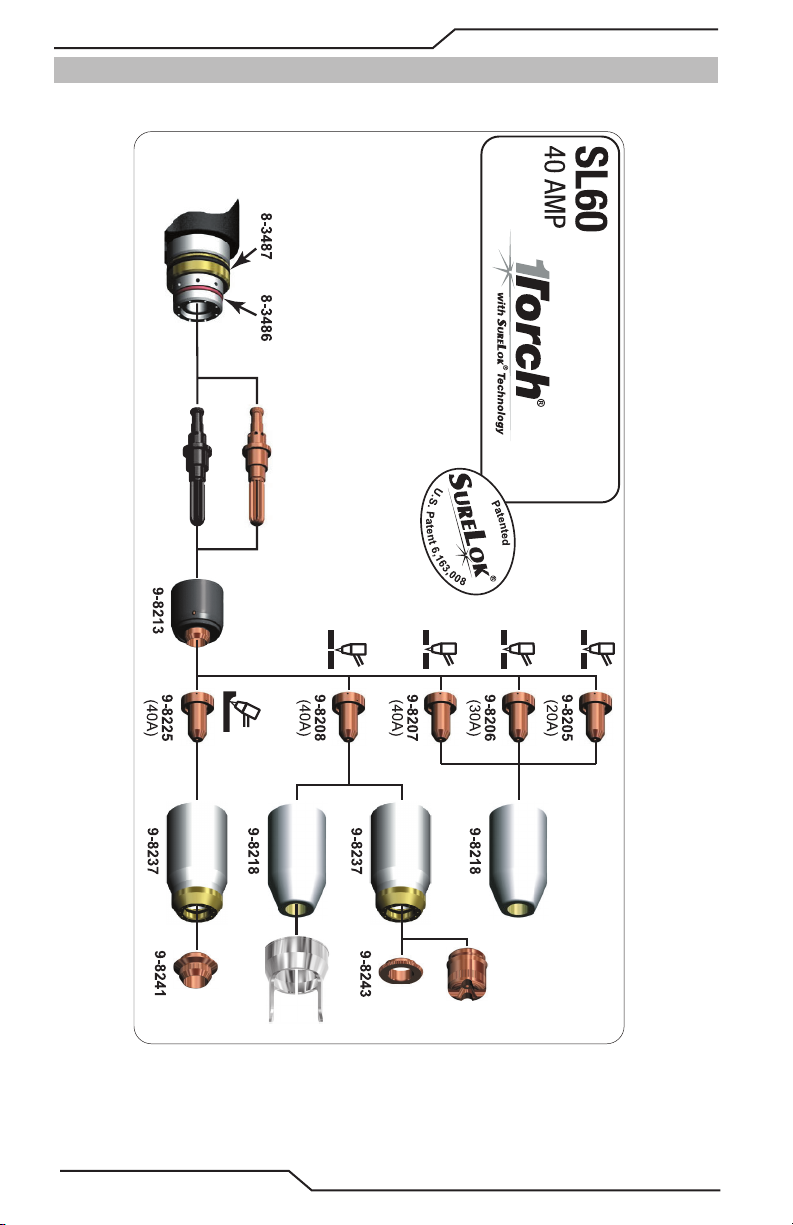
CUTMASTER 40
6.09 Consommables de la torche (SL60)
Standard Électrode 9-8215 also available for this torch.
Tête de la torche
9-8214 Série Noire Vie
Supplémentaire
9-8215 Vie standard
Consommables
9-8251
Nomenclature des pièces 0-5557FR
52
9-8244
Art # A-14049FR_AC
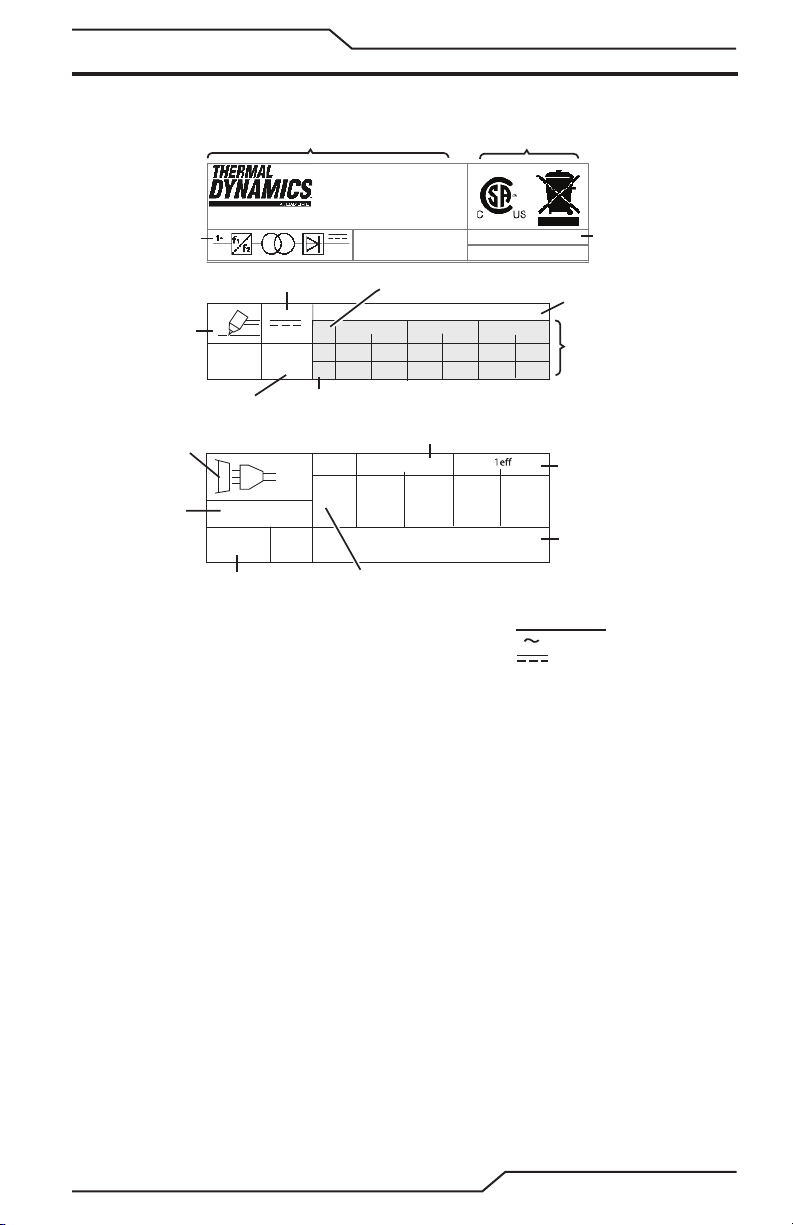
CUTMASTER 40
ANNEXE 1 : INFORMATIONS SUR LA PLAQUETTE SIGNALÉTIQUE
Nom ou logo du fabricant, emplacement,
modèle et version, numéro de série
et code de production
Victor Technologies Group, Inc.
2800 Airport Road
Denton, TX 76207
Model: CM40 - CSA/UL
Type de bloc
d'alimentation
(remarque 1)
Symbole de coupe
au plasma
Symbole de
l'alimentation
d'entrée
Spécications de
l'alimentation d'entrée
(phase, c.a., c.c., fréquence)
REMARQUES :
1. Le symbole reporté indique une entrée c.a. monophasée ou triphasée,
convertisseur de fréquence - transformateur - redresseur, sortie c.c.
2. Indique les tensions d'alimentation pour ce bloc
d'alimentation. La plupart des blocs d'alimentation portent une
étiquette sur le bas de l'unité avec les caractéristiques recommandées
de tension d'alimentation pour ce bloc d'alimentation en l'état.
3. Rangée supérieure : valeurs du facteur de marche.
Les valeurs de cycle de devoir rencontrent ou excèdent
l'estimation spéciée de l'IEC.
Deuxième rangée : Valeurs nominales du courant de découpage.
Troisième rangée : valeurs de tension en charge conventionnelles.
4. Les données de diverses sections de la plaque signalétique peuvent
être utilisées dans des zones distinctes du bloc d'alimentation.
Made in Poland
Type de courant de sortie
Tension nominale
à vide
Protection de l'enveloppe
USA
X
I
=
U
0
U
2
Tension en charge conventionnelle
U1
Tension nominale d'alimentation
(remarque 2)
CSA E60974-1
ANSI/IEC 60974-1
Class A
Facteur de marche
Courant nominal maximum
1max
I
1
3Ø
1Ø
Norme réglementaire applicable à
ce type de bloc d'alimentation
Ser. No.
Art. No.
Plage de sortie
(intensité/tension)
Valeurs du facteur de marche
(remarque 3)
I
1
Courant d'alimentation
3Ø1Ø
eectif maximum
Numéro d'archivage et version du
schéma électrique du fabricant
Symboles standard
AC
DC
Phasé
Ø
Numéro de série
Art # A-14369FR
0-5557FR ANNEXE
53
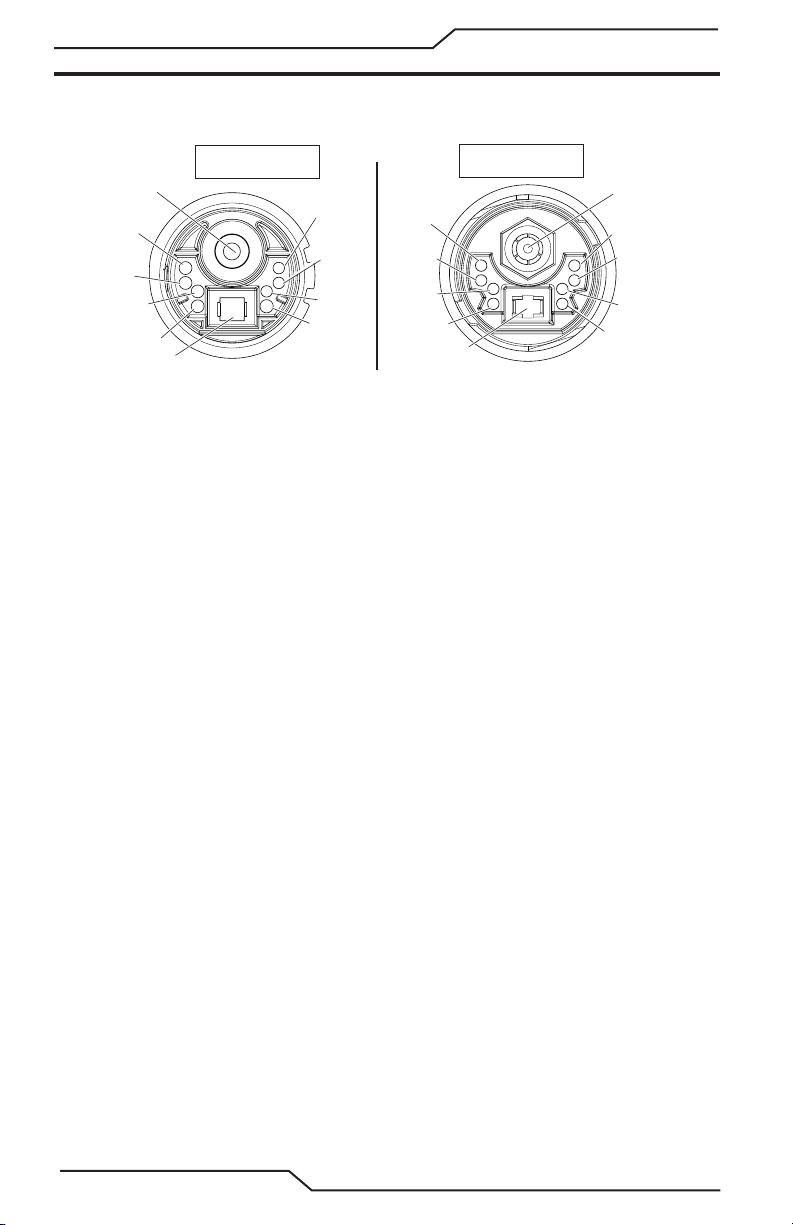
CUTMASTER 40
3-Interrupteur
3- Blanche
Interrupteur
ANNEXE 2 : SCHÉMAS DE BROCHAGE DE LA TORCHE
A. Schéma de brochage de la torche manuelle
Négative/
plasma
4- Verte /
Interrupteur
2- Orange /
PIP
1-Noire /
PIP
Pilote
Connecteur femelle
ATC vu de face
8
7
6
5
Négative/
plasma
4-Interrupteur
4
3
2
1
2 - PIP
1 - PIP
A-03701FR_AB
Connecteur mâle
ATC vu de face
8 - Ouverte
7 - Ouverte
4
/
3
2
1
Pilote
8
7
6
6 - Ouverte
5
5 - Ouverte
8 - Ouverte
7 - Ouverte
6 - Ouverte
5 - Ouverte
ANNEXE 0-5557FR
54
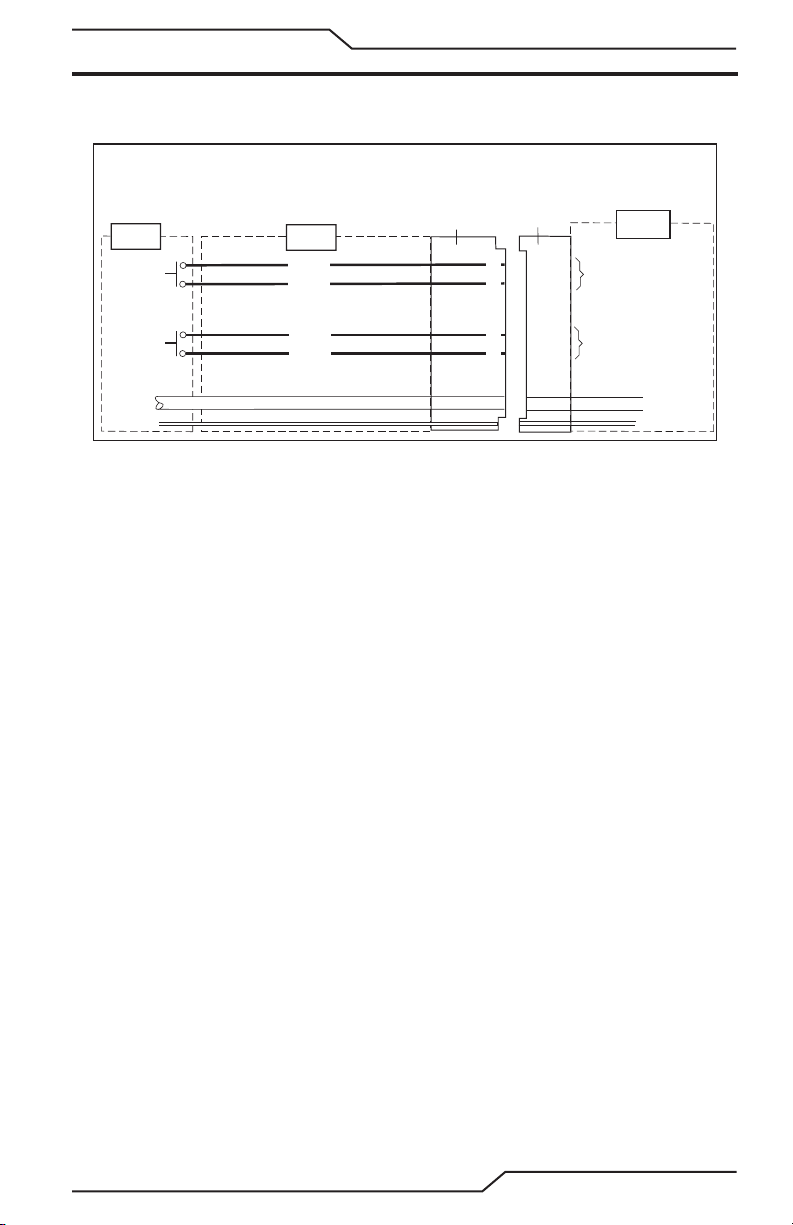
ANNEXE 3 : SCHÉMAS DE RACCORDEMENT DE LA TORCHE
Art # A-14446FR
A. Schéma de raccordement de la torche manuelle
Torche : SL60QD / SL60 / SL100 Torche manuelle
Fils : fils de torche avec connecteur ATC
Alimentation électrique : CM40
Tête de
la torche
Interrupteur
PIP
Interrupteur
de la torche
Pilote
Fils de la
torche
Noir
Orange
Vert
Blanc
Négatif / plasma
Connecteur
ATC mâle du
faisceau
Connecteur
femelle ATC
1
2
5
6
4
3
8
7
1
2
5
6
4
3
8
7
CUTMASTER 40
Alimentation
électrique
Vers le circuit du
bloc d'alimentation
Vers le circuit du
bloc d'alimentation
Négatif / plasma
Pilote
0-5557FR ANNEXE
55

ESAB / esab.com
 Loading...
Loading...