

Page 1

IZVADE
MAKS. IZVADE
40
AMPĒRI
SPRIEGUMS
120-
240V
BAROŠANAS AVOTSOWER
CUTMASTER® 40
PLAZMAS GRIEŠANAS SISTĒMAS
Ekspluatācijas
rokasgrāmata
IEVADES
FĀZE
Pārskatīšanas: AD Datums: 23 March, 2020
Art # A-14036LV_AB
Rokasgrāmata: 0-5557LV
esab.com
Page 2

ATZINĪGI VĒRTĒJAM JŪSU UZŅĒMĒJDARBĪBU!
Apsveicam ar Thermal Dynamics jaunās iekārtas saņemšanu. Lepojamies, ka kļuvāt par mūsu klientu
un centīsimies jums nodrošināt labāko apkalpi un atbalstu, kāda ir šajā nozarē. Šai iekārtai ir pagarinātā garantija un apkalpes dienestu tīkls visā pasaulē. Lai noteiktu tuvāko izplatītāju vai apkalpes
aģentūru meklējiet tīmekļa vietnē: www.esab.com.
Šī lietošanas instrukcija paredzēta, lai sniegtu norādījumus par pareizu uzņēmuma „Thermal Dynamics" ražojuma uzstādīšanu un izmantošanu. Galamērķis ir jūsu apmierinātība ar šo ražojumu un tā
drošu darbību. Lūdzu, veltiet laiku, lai izlasītu visu lietošanas instrukciju, jo īpaši drošības piesardzības
pasākumus. Tie palīdzēs novērst iespējamos draudus, kas var rasties, strādājot ar šo iekārtu.
IZRAUDZĪJĀTIES LABU UZŅĒMUMU!
Darbuzņēmēju un ražotāju zīmola izvēle visā pasaulē.
Uzņēmums „Thermal Dynamics" ir pasaules līmeņa griešanas iekārtu zīmols.
Izceļamies ar konkurenci vadošajos inovāciju tirgos un ar tiem saistītajās iekārtās, kas izturējušas laika
pārbaudi. Lepojamies par tehniskajiem jauninājumiem, konkurētspējīgām cenām, teicamu piegādi
un tehnisko palīdzību, kā arī ar izcilu pārdošanas un tirgzinību pieredzi.
Pirmām kārtām, mēs esam apņēmušies attīstīt tehnoloģiski progresīvu produktu, lai panāktu drošāku
darba vidi, metināšanas nozarē.
Page 3

!!
BRĪDINĀJUMS
Lasīt un saprast visu šo rokasgrāmatu un sava darba devēja drošības praksi pirms uzstādīšanas, kas darbojas, vai
apkalpojot iekārtas.
Kaut kas ietverti šajā rokasgrāmatā informācija atspoguļo ražotāja labāko spriedumu, ražotājs neuzņemas atbildību
par tās izmantošanu.
Plazmas griešanas barošanas avots
CutMaster® 40
SL60™ 1Torch™
Ekspluatācijas rokasgrāmata numurs 0-5557LV
Publicējis:
OZAS-ESAB Ltd.
ul. A. Struga 10,
45-073 Opole, POLEN
Telefon: +48 77 4019270, FAX + 48 77 4019 201
www.esab.com
© Autortiesības 2020 līdz ESAB
Visas tiesības aizsargātas.
Pavairošana šo darbu, pilnībā vai daļēji, bez rakstiskas izdevēja atļaujas ir aizliegta.
Izdevējs neuzņemas un šo neuzņemas nekādu atbildību jebkurai personai par jebkādu zaudējumu vai kaitējumu, ko izraisījusi kļūda vai bezdarbību šajā rokasgrāmatā,
vai šādas kļūdas rezultātu nolaidības, nelaimes gadījuma, vai kāda cita iemesla.
Par poligrājas materiālu specikācijas attiecas uz dokumentētu 47x1961
Oriģināls Publicēšanas datums: 15 November, 2019
Pārskatīšanas informācija: 23 March, 2020
Skatiet vietni, lai saņemtu garantijas informāciju.
Reģistrē šādu informāciju Garantija vajadzībām:
Kur Pirkta:_______________________________ ___________________________
Pirkuma datums:__________________________ ___________________________
Barošanas avots sērijas numurs:_______________________________ _________
Griezējdeglis sērijas numurs:______________________________ _____________
i
i
Page 4

PĀRLIECINIETIES, KA ŠĪ INFORMĀCIJA TIEK DARĪTA ZINĀMA OPERATORAM.
PIE SAVA PIEGĀDĀTĀJA JŪS VARAT SAŅEMT PAPILDUS KOPIJAS.
UZMANĪBU
Šīs INSTRUKCIJAS ir domātas pieredzējušiem operatoriem. Ja jūs neesat pilnīgi
pazīstams ar darbības principiem un drošu loka metināšanas darbību, mēs iesakām
izlasīt mūsu grāmatiņu „Precautions and Safe Practices for Arc Welding, Cutting, and
Gouging, (Piesardzības pasākumi un drošas metodes loka metināšanā, griešanā un
izgrebšanā) no 52.-529. lpp. NEĻAUJIET neapmācītām personām uzstādīt, darbināt
iekārtu vai veikt šīs iekārtas apkopi. NEMĒĢINIET uzstādīt vai darboties ar šo iekārtu,
līdz jūs neesat izlasījis un pilnībā izpratis šīs instrukcijas. Ja jūs pilnībā neizprotat
šīs instrukcijas, sazinieties ar savu piegādātāju, lai iegūtu papildu informāciju. Pirms
šīs iekārtas uzstādīšanas un darbināšanas pārliecinieties, ka esat izlasījis nodaļu
„Piesardzības pasākumi”.
LIETOTĀJA ATBILDĪBA
Šī iekārta darbojas atbilstoši šajā instrukcijā ietvertajam aprakstam, saskaņā ar norādēm un/vai papildierīcēm, ja
tā uzstādīta, darbināta, apkopta un labota atbilstoši norādītajām instrukcijām. Šī ierīce ir periodiski jāpārbauda.
Aprīkojumu, kas darbojas nepareizi vai nav pienācīgi apkopts, izmantot nedrīkst. Detaļas, kuras ir salauztas,
nodilušas, bojātas, piesārņotas, vai tās trūkst, ir nekavējoties jānomaina. Ja šāda veida labošana vai nomaiņa ir
nepieciešama, ražotājs iesaka veikt telefonisku vai rakstisku pakalpojuma pieprasījumu autorizētajam izplatītājam,
pie kura tika veikta ierīces iegāde.
Šo iekārtu vai jebkādas tās detaļas nedrīkst modicēt, pirms nav saņemta ražotāja rakstiska atļauja. Šīs iekārtas
lietotājs ir pilnībā atbildīgs par nepareizu iekārtas darbību, kas var rasties no nepareizas lietošanas, apkopes,
bojāšanas, nepareizas labošanas vai modikācijām, kuras nav izdarījis ražotājs vai ražotāja pilnvarota iestāde.
!
PIRMS UZSTĀDĪŠANAS VAI EKSPLUATĀCIJAS IZLASIET UN IZPROTIET
INSTRUKCIJU ROKASGRĀMATU.
AIZSARGĀJIET SEVI UN CITUS!
Page 5

EU ATBILSTĪBAS DEKLARĀCIJA
Saskaņā ar
Zemsprieguma direktīva 2014/35/ES, kas stājās spēkā 2016. gada 20. aprīlī.
EMS direktīva 2014/30/ES, kas stājās spēkā 2016. gada 20. aprīlī.
Bīstamu vielu ierobežošanas direktīva 2011/65/ES, kas stājās spēkā 2013. gada 2.
janvārī
Iekārtas tips
Plazmas griešanas sistēmas
Tipa apzīmējums u. c.
CutMaster 40, no sērijas numura 007-XXXXXX
Zīmola nosaukums vai preču zīme
Thermal Dynamics, an ESAB Brand
Ražotājs vai tā pilnvarotais pārstāvis
Nosaukums, adrese, tālruņa Nr.:
OZAS-ESAB Ltd.
ul. A. Struga 10,
45-073 Opole, Poland
Tālrunis: +48 77 4019270, FAX + 48 77 4019 201
Projektā izmantots šāds harmonizētais standarts, kas ir spēkā EEZ teritorijā:
IEC/EN 60974-1:2017 / AMD1:2019, Loka metināšanas iekārtas - 1. daļa: Metināšanas barošanas avoti.
IEC/EN 60974-10:2014 + AMD 1:2015 Publicēts 2015-06-19 Loka metināšanas iekārta – 10. daļa:
Elektromagnētiskās savietojamības (EMC) prasības
Papildinformācija: Ierobežots lietojums, A klases iekārta, paredzēts izmantot vietās, kas nav māj-
saimniecības vietas.
Parakstot šo dokumentu, parakstītājs, kā ražotājs vai ražotāja pilnvarotais pārstāvis, deklarē, ka attiecīgā iekārta atbilst augstāk norādītajām drošības prasībām.
Datums Paraksts Amats
10. februāris, 2020
Flavio Santos Ģenerāldirektors
Piederumi un perifērija
2020
Page 6

Saturs
1. NODAĻA: VISPĀRĪGA INFORMĀCIJA ......................................................... 8
1.01 Piezīmes, uzmanības un brīdinājuma zīmes .............................................................. 8
2. NODAĻA SISTĒMA IEVADĪŠANA ............................................................. 10
2.01 Kā izmantot šo rokasgrāmatu .................................................................................. 10
2.02 Aprīkojuma noteikšana............................................................................................10
2.03 Aprīkojuma saņemšana ........................................................................................... 10
2.04 Barošanas avota specikācijas CSA .......................................................................... 11
2.04.01 Papildus informācija Barošanas avota specikācijas ........................................11
2.05 Ievades vadojuma specikācijas CSA ....................................................................... 12
2.06 Barošanas avota specikācijas CE ............................................................................13
2.06.01 Papildus informācija Barošanas avota specikācijas ........................................13
2.07 Ievades vadojuma specikācijas CE .........................................................................13
2.08 Ģeneratoru ieteikumi...............................................................................................14
2.09 Barošanas avota rādītāji ..........................................................................................14
2. NODAĻA GRIEZĒJDEGLIS IEVADĪŠANA ................................................... 18
2T.01 Rokasgrāmatas piemērošanas joma ........................................................................ 18
2T.02 Vispārīgs apraksts .................................................................................................... 18
2T.03 Specikācijas .......................................................................................................... 18
3. NODAĻA SISTĒMA: UZSTĀDĪŠANA ......................................................... 20
3.01 Izpakošana .............................................................................................................. 20
3.02 Celšanas iespējas ..................................................................................................... 20
3.03 Gāzes savienojumi ................................................................................................... 21
3.04 Galvenās ievades barošanas avota savienotāji .........................................................22
3.05 Darba izvadu savienojumi ....................................................................................... 23
3. SADAĻA. GRIEZĒJDEGLIS: UZSTĀDĪŠANA ................................................ 25
3T.01 Griezējdegļa savienojumss ...................................................................................... 25
SECTION 4 SYSTEM: DARBĪBA ................................................................... 27
4.01 Priekšējās vadības pults/rādītāji .............................................................................. 27
4.02 Sagatavošanās darbam ...........................................................................................28
4. NODAĻA GRIEZĒJDEGLIS DARBĪBA ......................................................... 31
4T.01 Griezējdegļa daļu izvēle ........................................................................................... 31
4T.02 Rokas griezējdegļa darbība...................................................................................... 31
4T.03 Kalšana .................................................................................................................... 35
4T.04 INFORMĀCIJA PAR PATENTU .....................................................................................37
Page 7

Saturs
5. NODAĻA SISTĒMA APKALPE .................................................................. 39
5.01 Vispārīga tehniskā apkope ....................................................................................... 39
5.02 Tehniskās apkopes graks ....................................................................................... 39
5.03 Vispārīgi defekti ......................................................................................................40
5.04 Defekta indikators ................................................................................................... 41
5.05 Pamatdefektu noteikšanas norādījumi ....................................................................42
5.06 Barošanas avota pamatdaļu nomainīšana ............................................................... 44
5. NODAĻA GRIEZĒJDEGLIS APKALPE ......................................................... 45
5T.01 Vispārīga tehniskā apkope ....................................................................................... 45
5T.02 Griezējdegļa palīgmateriālu daļu pārbaude un nomainīšana .................................. 46
6. NODAĻA DAĻU SARAKSTI ...................................................................... 47
6.01 IEVADĪŠANA ............................................................................................................. 47
6.02 Pasūtīšanas informācija ........................................................................................... 47
6.03 Barošanas avota nomainīšana ................................................................................. 47
6.04 Barošanas avota daļu nomainīšana .........................................................................48
6.05 Izvēles un piederumi ............................................................................................... 48
6.06 Ārējās rezerves daļas ...............................................................................................49
6.07 Nomainīšanas daļas, kas paredzētas rokas griezējdeglim SL60 ...............................50
6.08 Nomainīšanas daļas, kas paredzētas rokas griezējdeglim SL60QD ..........................51
6.09 Griezējdegļa palīgmateriālu daļas (SL60) ................................................................ 52
PIELIKUMU; 1: DATU INFORMĀCIJAS ETIĶETE ............................................ 53
PIELIKUMU; 2: TORCH PIN OUT DIAGRAMMAS ......................................... 54
PIELIKUMU; 3: GRIEZĒJDEGĻA SAVIENOJUMU SHĒMA ................................ 55
Page 8

CUTMASTER 40
!!
!!
1. nodaļa: Vispārīga informācija
1.01 Piezīmes, uzmanības un brīdinājuma zīmes
Piezīmes un brīdinājumi šajā rokasgrāmatā ir izmantoti svarīgas informācijas izcelšanai. Šie izcēlumi
ir sadalīti šādās kategorijās:
PIEZĪME!
Informācija par darbību, procedūru vai vispārīga informācija, kam nepieciešama papildu skaidrojums vai kas ir
lietderīga, lai nodrošinātu sistēmas efektīvu darbību.
PIESARDZĪBU
Ja procedūru neveic pareizi, var izraisīt aprīkojuma bojājumu.
BRĪDINĀJUMS!
Ja procedūru neveic pareizi, var izraisīt traumu operatoram vai citām personām, kas ir darba zonā.
BRĪDINĀJUMS!
Sniedz informāciju par iespējamu elektrošoka traumu.
Vispārīga informācija 0-5557LV
8
Page 9

CUTMASTER 40
WARNING
1. Cutting sparks can cause explosion
or fire.
1.1 Do not cut near flammables.
1.2 Have a fire extinguisher nearby and
ready to use.
1.3 Do not use a drum or other closed
container as a cutting table.
2. Plasma arc can injure and burn;
point the nozzle away from
yourself. Arc starts instantly when
triggered.
2.1 Turn o power before disassembling
torch.
2.2 Do not grip the workpiece near the
cutting path.
2.3 Wear complete body protection.
3. Hazardous voltage. Risk of electric
shock or burn.
3.1 Wear insulating gloves. Replace
gloves when wet or damaged.
3.2 Protect from shock by insulating
yourself from work and ground.
3.3 Disconnect power before servicing.
Do not touch live parts.
4. Plasma fumes can be hazardous.
4.1 Do not inhale fumes.
4.2 Use forced ventilation or local
exhaust to remove the fumes.
4.3 Do not operate in closed spaces.
Remove fumes with ventilation.
5. Arc rays can burn eyes and injure
skin.
5.1 Wear correct and appropriate
protective equipment to protect
head, eyes, ears, hands, and body.
Button shirt collar. Protect ears from
noise. Use welding helmet with the
correct shade of filter.
6. Become trained.
Only qualified personnel should
operate this equipment. Use torches
specified in the manual. Keep
non-qualified personnel and children
away.
7. Do not remove, destroy, or cover
this label.
Replace if it is missing, damaged,
or worn.
BRĪDINĀJUMS
1. Dzirksteles griešanas laikā var
izraisīt eksploziju vai ugunsgrēku.
1.1 Neveiciet griešanu uzliesmojošu
materiālu tuvumā.
1.2 Nodrošiniet, lai ugunsdzēsības
aparāts atrastos tuvumā un būtu
gatavs izmantošanai.
1.3 Neizmantojiet mucu vai citu slēgtu
tvertni kā griešanas galdu.
2. Plazmas loks var traumēt un
apdedzināt; pavērsiet sprauslu prom
no sevis. Loka stari var apdedzināt
acis un traumēt ādu.
2.1 Pirms degļa izjaukšanas izslēdziet
barošanu.
2.2 Nesatveriet sagatavi tuvu griešanas
ceļam.
2.3 Lietojiet pilnu ķermeņa aizsardzības
līdzekļu komplektu.
3. Bīstams spriegums. Elektriskās
strāvas trieciena vai apdeguma risks.
3.1 Lietojiet aizsargcimdus. Nomainiet
cimdus, ja tie ir mitri vai bojāti.
3.2 Nodrošiniet aizsardzību pret
elektrisko triecienu, izolējot sevi no
darbavietas un zemes.
3.3 Pirms tehniskās apkopes atvienojiet
barošanas avotu. Nepieskarieties
aktīvajām daļām.
4. Plazmas tvaiki var būt bīstami.
4.1 Neieelpojiet izgarojumus.
4.2 Tvaiku izvadīšanai izmantojiet
mākslīgo ventilāciju vai vietējo
nosūces ventilāciju.
4.3 Neizmantojiet aprīkojumu slēgtās
telpās. Izvadiet izgarojumus,
izmantojot ventilāciju.
5. Loka stari var apdedzināt acis un
traumēt ādu.
5.1 Lietojiet pareizus un pienācīgus
aizsardzības līdzekļus, lai aizsargātu
galvu, acis, ausis, rokas un ķermeni.
Aizpogājiet apkakli. Aizsargājiet a
usis no trokšņa. Lietojiet metināšanas
masku ar pareizu aizsargltru.
6. Saņemiet apmācību.
Šo aprīkojumu drīkst ekspluatēti tikai
kvalicēts personāls. Izmantojiet
rokasgrāmatā norādītos degļus.
Neļaujiet nekvalicētam personālam
un bērnam tuvoties aprīkojumam.
7. Nenoņemiet, neiznīciniet vai
nepārklājiet šo etiķeti.
Nomainiet, ja tā trūkst, tas ir bojāts
vai nolietojies.
Art # A-13294LV
0-5557LV Vispārīga informācija
9
Page 10

CUTMASTER 40
2. NODAĻA SISTĒMA IEVADĪŠANA
2.01 Kā izmantot šo rokasgrāmatu
Šī īpašnieka rokasgrāmata attiecas tikai uz i lapā norādītajiem produktiem.
Lai pārliecinātos par drošu darbību, iepazīstieties ar visu rokasgrāmatu, tostarp nodaļu par drošības
norādījumiem un brīdinājumiem.
Šīs rokasgrāmatas papildu eksemplārus var nopirkt, sazinoties ar ESAB pēc attiecīgās teritorijas adreses
un tālruņa numura, kas uzskaitīts rokasgrāmatas aizmugures vākā. Iekļaujiet ekspluatācijas rokasgrāmatas numuru un aprīkojuma identikācijas numurus.
Šīs rokasgrāmatas elektroniskos eksemplārus var arī lejupielādēt bez maksas Acrobat PDF formātā,
dodoties uz zemāk norādīto ESAB tīmekļa vietni un uzklikšķinot uz 'produktu atbalsts'/'ESAB dokumentācija':/'lejupielādēt bibliotēku', pēc tam pārejiet uz 'plazmas aprīkojumu' un pēc tam 'rokasgrāmatu'.
http://www.esab.com
2.02 Aprīkojuma noteikšana
Iekārtas identikācijas numurs (specikācija vai daļas numurs), modelis un sērijas numurs parasti ir
redzams datu uzlīmē, kas piestiprināta pie apakšas. Aprīkojums, kuram nav datu uzlīmes, piemēram,
griezējdeglis un kabeļu bloki, tiek noteikts, izmantojot specikāciju vai daļas numuru, kas uzdrukāts vai
vaļīgi piestiprināts kartei vai sūtījuma tvertnei. Šos numurus ierakstiet apakšējā i lappusē, lai turpmāk
tos varētu izmantot.
2.03 Aprīkojuma saņemšana
Saņemot aprīkojumu, pārbaudiet to, salīdzinot ar rēķinu, lai pārliecinātos, ka tas ir pilnīgs, un pārbaudiet
aprīkojumu saistībā ar iespējamiem bojājumiem sūtīšanas laikā. Ja ir jebkāds bojājums, paziņojiet par
to sūtītājam, lai nekavējoties aizpildītu prasību. Pilnu informāciju par prasībām saistībā ar bojājumiem
vai pārvadājumu kļūdām sniedziet savas teritorijas pārstāvim, kas norādīts uz šīs rokasgrāmatas aizmugurējā vāka.
Kļūdas gadījumā iekļaujiet visus aprīkojuma identikācijas numurus (kā norādīts iepriekš) kopā ar
pilnu daļu aprakstu.
CSA / UL
Iekļautie elementi:
• CutMaster 40 Barošanas avots
• SL60™ Griezējdegļa un izvažu
• Darba izvads ar darba skavu
• Rezerves daļu komplektu ( 2 Elektrodi,
2 Spraugas attāluma uzgaliss, 1 Kalšana
Uzgalis, 1 Aizsarga vāks and
1 Aizsargsprausla)
• 50 amp līdz 20 amp adapteris
• 20 amp līdz 15 amp adapteris
• Lietošanas instrukcija
• Īsā pamācība
Pirms bloka izsaiņošanas pārvietojiet aprīkojumu tā uzstādīšanas vietā. Atverot kasti, uzmanieties, lai
nesabojātu aprīkojumu.
IEVADĪŠANA 0-5557LV
10
CE
Iekļautie elementi:
• CutMaster 40 Barošanas avots
• SL60™ Griezējdegļa un izvažu
• Darba izvads ar darba skavu
• Rezerves daļu komplektu ( 2 Elektrodi,
2 Spraugas attāluma uzgaliss, 1 Kalšana
Uzgalis, 1 Aizsarga vāks and
1 Aizsargsprausla)
• 1/4" NPT līdz sieviešu BSP adapterim.
• Lietošanas instrukcija
• Īsā pamācība
Page 11

2.04 Barošanas avota specikācijas CSA
CM 40 120-240 VAC 1 fāze Barošanas avota specikācijas
Ievades barošanas avots 120 - 240 VAC, Viena fāze, 50/60 Hz
1 fāze Ievades barošanas avota kabelis CSA
Izvades strāva 15 - 40 Amperi, Nepārtraukti regulējams
Barošanas avota gāzes ltrēšanas spēja Daļiņas līdz 5 mikroniem
Ieejas spiediens 90-125 PSI (6.2-8.6 bar / 620-862 Kpa)
Barošanas ietver 2.5M vienfāzes 2.5mm² ieejas kabelis ar Schuko
2.04.01 Papildus informācija Barošanas avota specikācijas
CM 40 Barošanas avots Samazināts nomināls *
Apkārtējās vides gaisa temperatūra
Samazināts nomināls* 30% 60% 100%
120 VAC Iekārtas
Samazināts nomināls* 40% 60% 100%
208-240 VAC Iekārtas
Samazināts nomināls Rādītājss @ 40° C (104° F)
Darba intervāls 0–50 °C
Strāva
DC spriegums
Strāva
DC spriegums
27 Amperi** 20 Amperi 15 Amperi
92 93 89
40 Amperi 30 amperi 20 Amperi
135 130 135
CUTMASTER 40
kontaktdakšu
Rādītājs
* PIEZĪME. Samazinātais nomināls tiks samazināts, ja galvenā ievades jauda (AC) ir zema vai izvades spriegums (DC) ir lielāks
par shēmā norādīto.
** PIEZĪMI: 27 ampēriem ir tikai 20 amp ķēde!
NEDRĪKST pārsniegt 20 amp izvades iestatījumu 15 amp ķēdē!
0-5557LV IEVADĪŠANA
11
Page 12

CUTMASTER 40
Art# A-14359
2.05 Ievades vadojuma specikācijas CSA
1 fāzes ievades kabeļu instalācijas prasības
1 fāze CutMaster 40 Barošanas avots Ievades kabeļu instalācijas prasības
Ievades
spriegums
Volti Hz kVA I max I1e
120 / 15A 50/60 2.3 19.3 13.6 15 12 AWG
120 / 20A 50/60 3.1 25.3 18.3 20 12 AWG
Frekv.
Jaudas
ievade
Ieteicamie izmēri
Drošinātājs
(amp)
Elastīgs vads
(Min. AWG)
1 fāze
208 50/60 6.1 29.2 18.5 50 12 AWG
220 50/60 6.1 27.9 17.6 50 12 AWG
230 50/60 6.0 26.1 16,5 50 12 AWG
240 50/60 6.0 25.1 15.9 50 12 AWG
Līnijas spriegumi ar ieteikto ķēdes aizsardzību un vadu izmēriem
Pamatojoties uz valsts elektrības noteikumiem un Kanādas elektrības noteikumu
PIEZĪME!
Sk. vietējos un valsts noteikumus vai vietējās jurisdikcijas iestādes prasības par pareizu vadojumu.
Kabeļa lielums tiek izmantots ar samazinātu nominālu, pamatojoties uz aprīkojuma slodzes ciklu.
PIEZĪME!
Sakarā ar ķēdi, vecums un stāvoklis divi ģeneratori ar pašu vērtējumus var radīt atšķirīgus rezultātus. Noregulē
Strāvas stiprums jebkura veida izmantošanai.
CM 40 Griešana kapacitāte
Ieteicams Kalšana Maksimums
1/2" (12.7mm) 1/2" (12.7mm) 1" (25.4mm)
IEVADĪŠANA 0-5557LV
12
Page 13

CUTMASTER 40
2.06 Barošanas avota specikācijas CE
CM 40 240 VAC 1 fāze Barošanas avota specikācijas
Ievades barošanas avots 230 VAC, Viena fāze, 50 Hz
1 fāze Ievades barošanas avota kabelis CE Barošanas ietver 2.5M vienfāzes 2.5mm² ieejas kabelis ar Schuko kontaktdakšu
Izvades strāva 15 - 40 Amperi, Nepārtraukti regulējams
Barošanas avota gāzes ltrēšanas spēja Daļiņas līdz 5 mikroniem
Ieejas spiediens 90-125 PSI (6.2-8.6 bar / 620-862 Kpa)
2.06.01 Papildus informācija Barošanas avota specikācijas
CM 40 Barošanas avots Samazināts nomināls *
Apkārtējās vides gaisa temperatūra
230 VAC Iekārtas
* PIEZĪME. Samazinātais nomināls tiks samazināts, ja galvenā ievades jauda (AC) ir zema vai izvades spriegums (DC)
ir lielāks par shēmā norādīto.
Samazināts nomināls Rādītājss @ 40° C (104° F)
Darba intervāls 0–50 °C
Samazināts
nomināls*
Strāva
DC spriegums
35% 60% 100%
40 Amperi 30 amperi 20 Amperi
135 130 135
Rādītājs
2.07 Ievades vadojuma specikācijas CE
1 fāzes ievades kabeļu instalācijas prasības
1 fāze CutMaster 40 Barošanas avots Ievades kabeļu instalācijas prasības
Ievades
spriegums Frekv.
Volti Hz kVA I max I1e
1 fāze
0-5557LV IEVADĪŠANA
230 CE 50 6.0 26.1 15.5 50 2.5mm
Līnijas spriegumi ar ieteikto ķēdes aizsardzību un vadu izmēriem
Pamatojoties uz valsts elektrības noteikumiem un Kanādas elektrības noteikumu
PIEZĪME!
Sk. vietējos un valsts noteikumus vai vietējās jurisdikcijas iestādes prasības par pareizu vadojumu.
Kabeļa lielums tiek izmantots ar samazinātu nominālu, pamatojoties uz aprīkojuma slodzes ciklu.
Jaudas
ievade Ieteicamie izmēri
Drošinātājs
(amp)
Elastīgs vads
(Min. AWG)
13
Page 14

CUTMASTER 40
2.08 Ģeneratoru ieteikumi
Lietojot ģeneratori ar jaudu CM40 plazmas griešanas sistēma, šādi vērtējumi ir vismaz un ir jāizmanto kopā ar reitingiem iepriekš uzskaitītajiem.
CM 40 ģeneratora specikācijas
Ģeneratora izvades nomināls CM 40 Izvades strāva Loka raksturlielumi
3 kW / 120V 20A uz 15A ķēde Pilna
5 kW / 120V 27A uz 20A ķēde Pilna
6.8 kW 40A Pilna
Piezīme: Ja ģenerators ir aprīkots ar tukšgaitas režīmā, tas būs jābūt 'Run' režīmā darboties pie 40 ampēriem.
PIEZĪME!
Sakarā ar ķēdi, vecums un stāvoklis divi ģeneratori ar pašu vērtējumus var radīt atšķirīgus rezultātus. Noregulē
Strāvas stiprums jebkura veida izmantošanai.
CM 40 Griešana kapacitāte
Ieteicams Kalšana Maksimums
1/2" (12.7mm) 1/2" (12.7mm) 1" (25.4mm)
2.09 Barošanas avota rādītāji
Roktura un izvadu iesaiņojums
Vadības pults
Darba izvada kontaktrozete
Griezējdegļa izvades kontaktrozete
Art # A-14041LV
IEVADĪŠANA 0-5557LV
14
Page 15

IESLĒGŠANAS/IZSLĒGŠANAS slēdzis
Svarss un Izmēri
CUTMASTER 40
Gāzes ieplūdes atvere
Ievades barošanas avots
Ievades barošanas avota vads
Art # A-14042LV
8”
203.29 mm
Art # A-14039
12.25"
311.21 mm
18.82"
478.07 mm
29 lb / 13.154 kg
Barošanas avota izmēri un svars
0-5557LV IEVADĪŠANA
15
Page 16

CUTMASTER 40
Darbības un ventilācijas apstiprinājumi
6"
150 mm
15"
381 mm
Art # A-14040
15"
381 mm
Vēdināšanas spraugu prasības
6"
150 mm
IEVADĪŠANA 0-5557LV
16
Page 17

Lappuse atstāta neaizpildīta ar nodomu.
CUTMASTER 40
0-5557LV IEVADĪŠANA
17
Page 18

CUTMASTER 40
!!
!!
2. NODAĻA GRIEZĒJDEGLIS IEVADĪŠANA
2T.01 Rokasgrāmatas piemērošanas joma
Šajā rokasgrāmatā ir apraksti, ekspluatācijas instrukcijas un apkopes procedūras 1Torch modelis
SL60™ plazmas griešanas lodlampa. Šī aprīkojuma
apkalpe ir atļauta attiecīgi apmācītam personālam,
nekvalicētam personālam tiek stingri norādīts
nemēģināt remontēt vai regulēt daļas, kas nav
paredzēts šajā rokasgrāmatā, lai neriskētu ar
garantijas derīgumu.
Rūpīgi izlasiet šo rokasgrāmatu. Kopējā izpratne
par šī aprīkojuma parametriem un jaudu nodrošinās tā drošu darbību, kurai tas paredzēts.
2T.02 Vispārīgs apraksts
PIESARDZĪBU
Griezējdegļa izvadi ir elastīgi, bet iekšējie vadi
var salūzt. Nepārsniedziet 2collu rādiusa liekumu un, ja iespējams, izvairieties no atkārtotiem
ciešiem liekumiem.
Sk. pielikuma lappuses par papildu specikācijām, kas attiecas uz
izmantoto barošanas avotu.
2T.03 Specikācijas
C. Griezējdegļa daļas
Startera patrona, elektrods, uzgalis, aizsargsprausla
D. Šablons (Parts - In - Place) (PIP)
Griezējdegļa galvā ir iemontēts slēdzis.
15 VDC ķēdes klase
E. Dzesēšanas tips
Apkārtnes gaisa un gāzes plūsmas apvienojums caur griezējdegli.
F. Griezējdegļa rādītāji
Manuālā griezējdegļa rādītāji
Apkārtējās vides
temperatūra
Samazināts
nomināls
Maksimālā strāva 60 amp
Spriegums (V
Loka aizdedzes
spriegums
G. Gāzes prasības
) 500V
lielākais
104° F
40° C
100 % @ 60 amp @ 400 scfh
500V
A. Griezējdegļa kongurācijas
1. Rokas/manuālais griezējdeglis, modeļi
Rokas griezējdegļa galva ir 75° leņķī pret
griezējdegļa rokturi. Rokas griezējdegļos
ir griezējdegļa roktura un gaiļa bloki.
257 mm (10,125")
95 mm
(3,75")
29 mm (1,17")
Ir pieejami šādi rokas griezējdegļi:
• 20 ft / 6.1 m
• 50 ft / 15.2 m
IEVADĪŠANA 0-5557LV
18
Art # A-03322LV_AB
Manuāla lāpa gāzes specikācijas
Gāze (plazma un palīgmateriāli) Saspiestais gaiss
Darba spiediens
Sk. PIEZĪMI.
Maksimālais ievades spiediens 125 psi/8,6 bar
Gāzes plūsma (griešana un
kalšana)
BRĪDINĀJUMS!
Šo griezējdegli nevar izmantot ar skābekli (O2).
SL60QD lāpa nedrīkst izmantot Brīvroku sistēmu.
90 - 120 psi
6.2 - 8.3 bar
5 - 8.3 SCFM
300 - 500 scfh
142 - 235 lpm
Page 19

PIEZĪME!
Darba spiediens atšķiras atkarībā no griezējdegļa
modeļa, darba strāvas stipruma un griezējdegļa
izvades garuma. Sk. gāzes spiediena iestatījumu
shēmu katram modelim.
H. Tiešās saskares apdraudējums
Spraugas attāluma griešanai ieteicams
izmantot uzgali, kas ir 3/16 collas/4,7 mm.
CUTMASTER 40
0-5557LV IEVADĪŠANA
19
Page 20

CUTMASTER 40
3. NODAĻA SISTĒMA: UZSTĀDĪŠANA
3.01 Izpakošana
1. Lai noteiktu un pārskatītu katru ierīci, izmantojiet iepakošanas sarakstus.
2. Pārbaudiet katru ierīci, lai pārliecinātos, ka sūtījuma laikā nav radušies bojājumi. Ja ir acīmredzams bojājums, pirms turpiniet izmantot iekārtu sazinieties ar izplatītāju un/vai sūtīšanas
uzņēmumu.
3. Ierakstiet barošanas avota u griezējdegļa modeli un sērijas numuru, pirkšanas datumu un
pārdevēja nosaukumu informācijas blokā, kas ir šīs rokasgrāmatas priekšpusē.
3.02 Celšanas iespējas
Barošanas avots iekļauj rokturus, kas paredzēti tikai manuālai celšanai. Pārliecinieties, ka iekārta tiek
pacelta un pārvadāta droši un neapdraudējoši.
BRĪDINĀJUMS!
NEPIESKARIETIES elektriskajām daļām, kas ir zem sprieguma.
Atvienojiet ievades vadu pirms iekārtas pārvietošanas.
APRĪKOJUMS, KAS NEDARBOJAS, var izraisīt nopietnas ziskas traumas un var bojāt aprīkojumu.
ROKTURI nav paredzēti mehāniskai celšanai.
• Iekārtu drīkst celt tikai personas, kurām ir pietiekams spēks.
• Paceliet bloku aiz rokturiem, izmantojot abas rokas. Celšanai neizmantojiet siksnas.
• Lai iekārtu pārvietotu, izmantojiet iespējamos ratus vai līdzīgu ierīci.
UZSTĀDĪŠANA 0-5557LV
20
Page 21

CUTMASTER 40
3.03 Gāzes savienojumi
Gāzes barošanas avota pievienošana iekārtai
Savienojums ir tāds pats, kāds ir saspiesta gaisa vai augsta spiediena cilindriem.
1. Savienojiet gaisa līniju ar ātrās savienošanas ieplūdes portu. Nākamajā attēlā ir parādīta
tipiska gāzes līnija ar ātro savienojumu piederumiem kā piemēru.
Art # A-14048_AB
Gaisa pievade ieplūdes atverei
PIEZĪME!
1/4" NPT līdz 1/4" ir sieviešu BSP adapteris, kas paredzēts Eiropas vienībām, ja tas ir vēlams.
0-5557LV UZSTĀDĪŠANA
21
Page 22

CUTMASTER 40
!!
3.04 Galvenās ievades barošanas avota savienotāji
PIESARDZĪBU
Pirms ierīces pievienošanas strāvas avotam pārbaudiet, vai strāvas avots ir pareizs spriegums. Izmantotajam galvenajam barošanas avotam, drošinātājam un jebkuriem pagarinājuma vadiem jāatbilst vietējiem elektrības noteikumiem un
ieteicamajām ķēdes aizsardzības un vadojuma prasībām, kā norādīts 2. nodaļā.
Strāvas vadiem, kas iekļauti strāvas padeves
Uz visām sistēmām ir piestiprināti strāvas vadi. Attiecībā uz Ziemeļameriku tā nāks ar 50 amp spraudni
lietošanai 240V/50A ķēdē. Eiropai tas nāks ar 2,5 mm kabeli un Schuko spraudni izmantošanai 230V ķēdē.
Iekļauti arī CSA sistēmām, ir divi adapteri. Viens no tiem ir kabelis ar 120V/20A NEMA 5-20P kontaktdakšu,
kas piešķir strāvas padeves ieejas vads caur NEMA 6-50R spraudni. Otrs ir 5-20R līdz 5-15P adaptera
spraudnis, kas piešķir otram adapterim.
PIESARDZĪBU
Lietojot 120V/20A adaptera vadu (tikai CSA sistēmas), nepārsniedz strāvas
padeves iestatījumu 27 ampēriem uz barošanas avota vai ieejas jaudas
slēdžiem, var izbraucienā.
BRĪDINĀJUMS!
Lietojot 15A adapteri kopā ar 20. a adapteri (tikai CSA sistēmas), ļoti piesardzīgi jālieto, lai nepārsniegtu pašreizējo izvades iestatījumu 20 ampēriem
uz barošanas avota. Nespēja to darīt, var izraisīt ieejas jaudas Jaudas slēdzis
klupšanas vai liāle ķēdes pārkaršanu.
Ievades spriegums Nominālā
120 V, 15 A ķēde (CSA) 20A, 93V 19.3 2.3
120V, 20 A ķēde (CSA) 27A, 92V 25.3 3.1
208-240V, 50 A ķēde (CSA) 40A, 135V 25-29 6.0
230V, (CE) 40A, 135V 26 6.0
TIKAI CSA
UZSTĀDĪŠANA 0-5557LV
22
izvade
Amp (RMS) ievade ir
nominālā izvade, 60 Hz,
viena fāze
Art# A-14359
kVA
Page 23

CUTMASTER 40
3.05 Darba izvadu savienojumi
Pievienojiet darba izvadu barošanas avotam un detaļai.
1. Pievienojiet darba izvada Dinse tipa savienojumu pie barošanas avota priekšējā paneļa kā
parādīts tālāk. Iespiediet un pagrieziet pulksteņrādītāja kustības virzienā pa labi, līdz tas ir
pievilkts.
2. Pievienojiet darba skavu pie detaļas vai griešanas galda. Zonai jābūt nepiesārņotai ar eļļu,
krāsu un rūsu. Savienot tikai ar galveno daļu darba gabals; Nepievienojiet daļu, kas tiks
nogriezta.
3
2
1
Art# A-14043
Skatīt 3 t sadaļā par Torch uzstādīšana.
0-5557LV UZSTĀDĪŠANA
23
Page 24

CUTMASTER 40
3. SADAĻA. GRIEZĒJDEGLIS: UZSTĀDĪŠANA
3T.01 Griezējdegļa savienojumss
Ja nepieciešams, savienojiet griezējdegli ar barošanas avotu. Pievienojiet tikai Thermal Dynamics
modelis SL60 vai SL60QD™ lodlampa ar šo elektroenerģijas piegādi. Maksimālais griezējdegļa izvades
garums ir 100 pēdas/30,5 m, ietverot pagarinātājus.
BRĪDINĀJUMS!
Atvienojiet galveno jaudu no avota pirms griezējdegļa pievienošanas.
1. Salīdziniet ATC savienotāju (kas ir uz griezējdegļa izvada) ar kontaktrozeti. Ievietojiet spraudni
rozetē. Savienotāji jābīda kopā, izmantojot mazu spiedienu.
2. Nostipriniet savienojumu, pretuzgriezni griežot pulksteņa rādītāja virzienā, kamēr tas noklišķ.
NEIZMANTOJIET pretuzgriežņus, lai sabīdītu savienojumu. Neizmantojiet darbarīkus, lai
nostiprinātu savienojumu.
Art # A-14044
Barošanas avota pievienošana griezējdeglim
0-5557LV UZSTĀDĪŠANA
1
2
25
Page 25

CUTMASTER 40
Lappuse atstāta neaizpildīta ar nodomu.
UZSTĀDĪŠANA 0-5557LV
26
Page 26

SECTION 4 SYSTEM: DARBĪBA
4.01 Priekšējās vadības pults/rādītāji
Sk. attēlu par numuru noteikšanu
2
1
CUTMASTER 40
3
4
5
6
7
8
Art # A-14045
1. Strāvas kontrole Knob
Pogu izmanto, lai koriģētu pašreizējo izvadi.
2. Ciparu displejs
• Ieslēgšanas brīdī parāda programmatūras versiju
• Parāda strāvas stipruma vērtības (rūpnīcas noklusējums)
• Parāda statusa kodus
3. AC indikators
Intensīva indikatora gaisma norāda, ka barošanas avots ir gatavs darbināšanai. Nav gaismas norāda, ka nav ieejas spriegums, ieejas spriegums ir ārpus darbības diapazona, vai ir iekšēja vaina.
4. DC indikators
Indikators IESLĒDZAS, ja tiek aktivizēta DC izvades ķēde.
0-5557LV DARBĪBA
27
Page 27

CUTMASTER 40
5. Gas Spiediena indikators
Indikators tiks parādīts, lai parādītu gāzes spiedienu, bet ne to, vai tas ir atbilstošs vai ne. Pārbaudiet
ieplūdes gāzes spiedienu. Tam jābūt starp 90-125 PSI/6,2-8,6 bar/620-862 kPa. Nedrīkst pārsniegt
150 PSI/10,34 bar/1034 kPa.
6. Indikators pārkaršana
Parasti indikators ir IZSLĒGTS. Indikators IESLĒDZAS, ja iekšējā temperatūra pārsniedz parastās
robežas. Pirms turpināt darbību ļaujiet iekārtai atdzist.
7. Darba izvada Dinse tipa kontaktrozete
Salāgojiet Dinse veida savienotāju uz darba izvada ar kontaktrozeti, iespiediet un pagrieziet
pulksteņrādītāja virzienā pa labi, līdz tas ir stingrs.
8. Griezējdegļa ātrās atvienošanas kontaktrozete
Griezējdegļa izvadi ir savienoti šeit, salāgojot savienotājus, iespiežot un pagriežot bloķēšanas
gredzenu pulksteņrādītāja kustības virzienā, lai nostiprinātu. Savienojumam vajadzētu būt stingram, neizmantojot rīkus.
4.02 Sagatavošanās darbam
Katras darbināšanas laika sākumā:
BRĪDINĀJUMS!
Atvienojiet galveno jaudu no avota pirms barošanas avota, griezējdegļa vai griezējdegļa daļu un izvades bloku
montāžas vai demontāžas.
Griezējdegļa daļu izvēle
Pārbaudiet, vai griezējdeglis ir pareizi samontēts un tam ir atbilstošas griezējdegļa daļas. Lodlampa
daļas jāatbilst darbības veidam, un ar strāvas stiprums ampēros izejas šo elektroenerģijas padeves
(40 Amps maksimālā pie 240V vai 27 ampēri 120v). Sk. sadaļu 4T. 01 lāpu daļu pasūtījumam.
Griezējdegļa savienojums
Pārbaudiet, vai griezējdeglis ir savienots pareizi. Šim barošanas tīklam var pieslēgt tikai ESAB
modeļus SL60, SL60QD™/manuālās lāpas. Sk. šīs rokasgrāmatas 3T. nodaļu.
Pārbaudiet galveno ievades barošanas avotu
1. Pārbaudiet barošanas avotu, vai tā ievades spriegums ir pareizs. Pārliecinieties, vai ievades
barošanas avots atbilst jaudas iekārtas 2. nodaļā noteiktajām prasībām, specikācijām.
2. Pievienojiet sistēmai ievades kabeli (vai izslēdziet galveno atvienošanas slēdzi) ar barošanas
avotu.
Gaisa avots
Pārliecinieties, vai barošanas avots atbilst prasībām (sk. 2. nodaļu). Pārbaudiet savienojumus un
IESLĒDZIET gaisa barošanas avotu.
DARBĪBA 0-5557LV
28
Page 28

CUTMASTER 40
Art # A-04509
Savienojiet darba kabeli
Saskavojiet darba kabeli ar darba virsmu vai griešanas galdu. Zonai jābūt nepiesārņotai ar eļļu,
krāsu un rūsu. Savienojiet tikai darba virsmas galveno daļu, nesavienojiet ar daļu, kas ir nogriežama.
Jauda IESLĒGTA.
Barošanas avota ieslēgšanas/izslēgšanas slēdzi pārslēdziet ieslēgšanas pozīcijā (pa labi).
AC indikators IESLĒGTS.
Galvenā padome veic vairākas pārbaudes, lai noteiktu, sistēma ir gatava darboties. Paštestu
laikā digitālais displejs vispirms rāda programmaparatūras pārskatījuma numuru, kas ietver decimālciparus. 1.1.0 ir piemērs produkcijas izlaiduma koda pārskatījumam, kas var tikt parādīts.
Ja nav konstatētas problēmas izvades pašreizējais iestatījums tiks parādīts 15 līdz 40 ampēriem.
Ja tiek konstatēta problēma, tiek parādīts vēstules formāta vai Exx statusa kods. Kļūdas/statusa
koda paskaidrojumus skatiet 5. sadaļā.
Dzesēšanas ventilators ieslēgsies, tiklīdz ierīce ir ieslēgta un turpinās darboties, līdz strāva ir
izslēgta.
Iestatiet darba spiedienu
Gāzes spiedienu nevar noteikt pie strāvas padeves, un tas ir jāiestata uz avota, no 90-125
PSI/6,2-8,6 bar/620-862 kPa.
Nedrīkst pārsniegt 150 PSI/10,34 bar/1034 kPa.
Griešanas darbība
Kad griešanas loks ir izveidots, tas jāturpina samazināt līdz sprūda ir atbrīvota, tad lodlampa ir
pārvietots pārāk tālu no darba gabala vai nodokļa cikls ir pārsniegts, izraisot sistēmas iedziļināties virs temperatūras režīmā. Pirmajos divos gadījumos atbrīvot lodlampa sprūda, nodrošina,
ka lodlampa gals ir tuvu darba gabals, aktivizēt sprūda un atjaunot griešanas loka. Gadījumā, ja
virs temperatūras defekts, atlaidiet sprūda, ļauj vienības darboties, lai tā būs atdzist. Kad vaina
noskaidrojas jūs varat sākt griešana vēlreiz.
0-5557LV DARBĪBA
29
Page 29

CUTMASTER 40
Raksturīgi griešanas ātrumi
Griešanas ātrums mainās atkarībā no lodlampa izejas Strāvas stiprums, gāzes spiediens, materiāla veidu, kas tiek sagriezti, un operatora iemaņas.
Izvades strāvas iestatījumu vai griešanas ātrumus var samazināt, lai nodrošinātu lēnāku griešanu, ievērojot līniju vai izmantojot šablonu vai griešanas vadierīci, tomēr veidojot teicamas
kvalitātes griezumus.
Pēcplūsma
Nospiediet gaili, lai apstādinātu griešanas loku. Gāze turpina plūst aptuveni 10 sekundes. Laikā
pēc plūsmas, ja lietotājs ātri nospiež un atbrīvo sprūda, gāze izslēgsies. Ja lietotājs turpina turēt
trigeri un neatbrīvo to, sākas pilots Arc. Galvenais loks pārvietosies uz sagatavi, ja lodlampa gals
atrodas nodošanas attālumā.
Izslēgšana
Ieslēgšanas/izslēgšanas slēdzi pagrieziet izslēgšanas pozīcijā (pa kreisi, skatoties uz iekārtu no aiz mugures). Pēc īsas aizkaves visi barošanas avota indikatori un ventilators izslēdzas. Izņemiet ievades
barošanas avota vada spraudni vai atvienojiet ievades jaudu. No sistēmas tiek atvienota jauda.
PIEZĪME!
Lai maksimizētu ilgmūžību iekšējās elektronikas, ļauj elektroenerģijas padeves turpināt darboties (bez griešanas) uz
pāris minūtēm pirms izslēgšanas. Tas ļaus viņiem atdzist ātrāk.
DARBĪBA 0-5557LV
30
Page 30

A-03510L
4. NODAĻA GRIEZĒJDEGLIS DARBĪBA
CUTMASTER 40
4T.01 Griezējdegļa daļu izvēle
Atkarībā no darbības veida, kas jāveic, nosaka
izmantojamās griezējdegļa daļas.
Darbības veids:
Vilkmes griešana, spraugas attāluma
griešana vai kalšanai
Griezējdegļa daļas:
Aizsargsprausla, griešanas uzgalis, elektrods un startera patrona
PIEZĪME!
Sk. 4T.07. nodaļu un turpmākās nodaļas par papildu informāciju saistībā ar griezējdegļa daļām.
Dažādu darbu veikšanai nomainiet griezējdegļa
daļas šādā veidā:
BRĪDINĀJUMS!
Atvienojiet galveno jaudu no avota pirms
griezējdegļa vai griezējdegļa daļu un izvades
bloku montāžas vai demontāžas.
PIEZĪME!
Aizsargsprausla notur attiecīgajā vietā uzgali
un startera patronu. Novietojiet griezējdegli,
aizsargsprauslu virzot augšup, lai novērstu šo daļu
izkrišanu, noņemot aizsargsprauslu.
1. Atskrūvējiet un no griezējdegļa galvas
noņemiet aizsargsprauslas bloku.
2. Noņemiet elektrodu, izbīdot to taisni no
griezējdegļa galvas.
3. Uzstādiet nomaināmo elektrodu, bīdot
to taisni griezējdegļa galvā, kamēr atskan klikšķi.
4. Uzstādiet startera patronu un darbībai
nepieciešamo galu griezējdegļa galvā.
5. Ar roku jāpievelk aizsargsprauslas bloks,
kamēr tas uzgulstas uz griezējdegļa
galvas. Ja ir jūtama pretestība, uzstādot vāku, pirms to veicat pārbaudiet
vijumus.
4T.02 Rokas griezējdegļa darbība
Sprauga griešanai ar rokas griezējdegli
PIEZĪME!
Lai nodrošinātu daļu racionālāku veiktspēju un
darbmūžu, attiecīgā veida darbībai vienmēr
izmantojiet pareizās daļas.
1. Griezējdegli var ērti turēt vienā rokā
vai stabilizēt ar divām rokām. Novietojiet roku, lai nospiestu gaili, kas ir uz
griezējdegļa roktura. Izmantojot rokas
griezējdegli, roku var novietot tuvu pie
griezējdegļa galvas, lai panāktu maksimālu kontroli, vai tuvu pie aizmugures
gala, lai panāktu maksimāla aizsardzību
pret karstumu. Izraugieties turēšanas
paņēmienu, kas ir ērtākais un nodrošina
labu kontroli un kustības.
PIEZĪME!
Uzgalis nekad nedrīkst saskarties ar darba
virsmu, izņemot kalšanas griešanas laikā.
Griezējdegļa
galva
Elektrods
Iedarbināšanas
patrona
Uzgalis
Aizsargsprausla
V_AB
Griezējdegļa daļas
0-5557LV TORCH DARBĪBA
2. Atkarībā no griešanas darbības, veiciet
vienu no šādām darbībām:
a. Malu sākumā turiet griezējdegli
perpendikulāri detaļai ar uzgaļa
priekšpusi uz darbvirsmas malas
vietā, kur jāsāk griešana.
b. Lai veiktu spraugas attāluma grie-
šanu, griezējdegli turiet 1/8–3/8
collu (3–9 mm) no darba virsmas,
kā norādīts attēlā.
31
Page 31

CUTMASTER 40
Aizsargsprausla
3 - 9mm (1/8" - 3/8")
Art # A-03383LV
Art # A-04034LV
Griezējdeglis
Gailis
1
2
Gaiļa palaišana
Spraugas attālums
3
A-00024LV_AB
Spraugas attālums
3. Griezējdegli neturiet ķermeņa tuvumā.
4. Gaili bīdiet uz griezējdegļa aizmugures
rokturi, vienlaicīgi to saspiežot. Iedarbojas palīgloks.
Gailis
Gaiļa palaišana
A-02986LV
5. Griezējdegli novietojiet pārejas uz darba
vietu attālumā. Galvenais loks tiek pārnests uz darba virsmu un palīgloks tiek
IZSLĒGTS.
PIEZĪME!
Gāzes sākotnēja plūsma vai pēcplūsma ir
raksturīga barošanas avota, nevis griezējdegļa
nefunkcionēšanai.
4
6. Griešana kā parasti. Vienkārši nospiediet
gaiļa bloku, lai apstādinātu griešanu.
7. Ievērojiet parasti ieteikto griešanas
pieredzi, kā norādīts barošanas avota
operatora rokasgrāmatā.
PIEZĪME!
Ja aizsargsprausla ir uzstādīta pareizi, starp
aizsargsprauslu un griezējdegļa rokturi ir
neliela sprauga. Gāze plūst caur šo spraugu, tā
ir parastas darbības sastāvdaļa. Nemēģiniet ar
spēku piespiest aizsargsprauslu, lai aizvērtu šādu
spraugu. Aizsargsprauslu spiežot pret griezējdegļa galvu vai rokturi, var sabojāt ierīces.
8. Lai no darba virsmas nodrošinātu
piemērotu spraugas attāluma augstumu, uzstādiet spraugas attāluma
vadierīci, uzslidinot to uz griezējdegļa
aizsargsprauslas. Uzstādiet vadierīci ar
balstiem pie aizsargsprauslas korpusa
malas, lai nodrošinātu labu griežamā
loka redzamību. Darbības laikā novietojiet spraugas attāluma vadierīces balstus
pret darba virsmu.
Aizsargsprausla
Spraugas attāluma vadierīce
Griezējdegļa uzgalis
Darba virsma
TORCH DARBĪBA 0-5557LV
32
Page 32

Aizsargsprausla ar taisnu malu
Gailis
Vilkmes aizsargsprauslu var izmantot ar nevadāmu
taisnu malu, lai ar roku veiktu taisnus griezumus.
BRĪDINĀJUMS!
The straight edge must be non - conductive.
CUTMASTER 40
6. Gaili bīdiet uz griezējdegļa aizmugures
rokturi, vienlaicīgi to saspiežot. Iedarbojas palīgloks.
Gailis
Strāvu nevadoša
taisnās malas
griešanas vadierīce
Izmantojot vilkmes aizsargsprauslu ar taisnām malām
Augšējā aizsargsprausla darbojas labāk, ja ir
4,7 mm (3/16 collu) cietā metāla griezums,
kas ir salīdzinoši vienmērīga virsma.
Vilkmes griešana ar rokas griezējdegli
Vilkmes griešanu labāk izmantot metālam,
kura biezums ir 6 mm (1/4 collu) vai mazāks.
PIEZĪME!
Lai nodrošinātu daļu racionālāku veiktspēju un
darbmūžu, attiecīgā veida darbībai vienmēr
izmantojiet pareizās daļas.
1. Uzstādiet vilkmes griešanas uzgali un
iestatiet izvades strāvu.
2. Griezējdegli var ērti turēt vienā rokā
vai stabilizēt ar divām rokām. Novietojiet roku, lai nospiestu gaili, kas ir uz
griezējdegļa roktura. Izmantojot rokas
griezējdegli, roku var novietot tuvu pie
griezējdegļa galvas, lai panāktu maksimālu kontroli, vai tuvu pie aizmugures
gala, lai panāktu maksimāla aizsardzību
pret karstumu. Izraugieties turēšanas
paņēmienu, kas ir ērtākais un nodrošina
labu kontroli un kustības.
4. Griešanas laikā griezējdegli turiet saskarē ar darba virsmu.
5. Griezējdegli neturiet ķermeņa tuvumā.
Gaiļa palaišana
A-02986LV
7. Griezējdegli novietojiet pārejas uz darba
vietu attālumā. Galvenais loks tiek pārnests uz darba virsmu un palīgloks tiek
IZSLĒGTS.
PIEZĪME!
Gāzes sākotnēja plūsma vai pēcplūsma ir
raksturīga barošanas avota, nevis griezējdegļa
nefunkcionēšanai.
1
2
Gaiļa palaišana
3
4
8. Griešana kā parasti. Vienkārši nospiediet
gaiļa bloku, lai apstādinātu griešanu.
9. Ievērojiet parasti ieteikto griešanas
pieredzi, kā norādīts barošanas avota
operatora rokasgrāmatā.
0-5557LV TORCH DARBĪBA
33
Page 33

CUTMASTER 40
PIEZĪME!
Ja aizsargsprausla ir uzstādīta pareizi, starp
aizsargsprauslu un griezējdegļa rokturi ir
neliela sprauga. Gāze plūst caur šo spraugu, tā
ir parastas darbības sastāvdaļa. Nemēģiniet ar
spēku piespiest aizsargsprauslu, lai aizvērtu šādu
spraugu. Aizsargsprauslu spiežot pret griezējdegļa galvu vai rokturi, var sabojāt ierīces.
Kalšana ar rokas griezējdegli
1. Griezējdegli neturiet ķermeņa tuvumā.
2. Griezējdegli var ērti turēt vienā rokā
vai stabilizēt ar divām rokām. Novietojiet roku, lai nospiestu gaili, kas ir uz
griezējdegļa roktura. Izmantojot rokas
griezējdegli, roku var novietot tuvu pie
griezējdegļa galvas, lai panāktu maksimālu kontroli, vai tuvu pie aizmugures
gala, lai panāktu maksimāla aizsardzību
pret karstumu. Izraugieties paņēmienu,
kas ir ērtākais un nodrošina labu kontroli
un kustības.
PIEZĪME!
Uzgalis nekad nedrīkst saskarties ar darba virsmu,
izņemot kalšanas griešanas laikā.
3. Novietojiet mazliet slīpi griezējdegli, lai
novirzītu izpūstās daļiņas no griezējdegļa uzgaļa (un operatora), nevis tieši
piespiediet to, kamēr tas pilnībā atduras.
4. Neparedzētā metāla daļā sākas griešanas līnijas izurbšana un pēc tam griešana
turpinās uz attiecīgās līnijas. Pēc izurbšanas griezējdegli turiet perpendikulāri
darba virsmai.
5. Gaili bīdiet uz griezējdegļa aizmugures
rokturi, vienlaicīgi to saspiežot. Iedarbojas palīgloks.
Gailis
Gaiļa palaišana
A-02986LV
6. Griezējdegli novietojiet pārejas uz darba
vietu attālumā. Galvenais loks tiek pārnests uz darba virsmu un palīgloks tiek
IZSLĒGTS.
PIEZĪME!
Gāzes sākotnēja plūsma vai pēcplūsma ir
raksturīga barošanas avota, nevis griezējdegļa
nefunkcionēšanai.
Ja aizsargsprausla ir uzstādīta pareizi, starp
aizsargsprauslu un griezējdegļa rokturi ir
neliela sprauga. Gāze plūst caur šo spraugu, tā
ir parastas darbības sastāvdaļa. Nemēģiniet ar
spēku piespiest aizsargsprauslu, lai aizvērtu šādu
spraugu. Aizsargsprauslu spiežot pret griezējdegļa galvu vai rokturi, var sabojāt ierīces.
7. Notīriet izšļakstījumus un noskrāpējiet
aizsargsprauslu un uzgali pēc iespējas
ātri. Aizsargsprauslas iegremdēšana
maisījumā pret izšļakstīšanos samazinās
tai pielīpošo daļiņu apjomu.
Griešanas ātrums atkarīgs no materiāla, biezuma un operatora spējas precīzi ievērot noteikto
griešanas līniju. Sistēmas veiktspēju var ietekmēt
šādi faktori:
• Griezējdegļa daļu nodilums
• Gaisa kvalitāte
• Līnijas sprieguma svārstības
• Griezējdegļa spraugas attāluma augstums
• Darba kabeļa pareizs savienojums
TORCH DARBĪBA 0-5557LV
34
Page 34

4T.03 Kalšana
!!
!!
!!
35°
Darba virsma
Griezējdegļa galva
Spraugas attāluma augstums
BRĪDINĀJUMS!
Pārliecinieties, vai operators ir nodrošināts
ar pareiziem cimdiem, apģērbu, acu un ausu
aizsardzības līdzekļiem un vai visi drošības
pasākumi, kas norādīti rokasgrāmatas sākumā,
tiek ievēroti. Nodrošiniet, lai neviena operatora
ķermeņa daļa nepieskartos detaļai, kad griezējdeglis ir aktivizētā stāvoklī.
Atvienojiet galveno jaudu no sistēmas pirms
griezējdegļa, izvades vai barošanas avota
demontāžas.
PIESARDZĪBU
Dzirksteles no kalšanas ar plazmu var izraisīt bojājumu pārsegtām, krāsotām vai citām virsmām,
piemēram, stikls, plastmasa un metāls.
Pārbaudiet griezējdegļa daļas. Griezējdegļa
daļām jāatbilst veicamajai darbībai. Noradijumus
par Section 4T.07, Griezējdegļa daļu izvēle.
Kalšanas parametri
Kalšanas veiktspēja ir atkarīga no parametriem, piemēram, griezējdegļa ātrums,
strāvas līmenis, izvades leņķis (leņķis starp
griezējdegli un darba virsmu), un attālumu
starp griezējdegļa uzgali un darba virsmu
(spraugas attālums).
Izvades leņķis
CUTMASTER 40
Leņķis starp griezējdegli un darba virsmu
ir atkarīgs no izvades strāvas iestatījuma
un griezējdegļa darba ātruma. Ieteicamais
izvades leņķis ir 35°. Ja izvades leņķis ir lielāks
par 45°, izkusušais metāls netiks izpūsts no
cirtņa un griezējdeglis to nevar ieraut. Ja
izvades leņķis ir pārmērīgi mazs (mazāks
par 35°), var noņemt mazāk materiāla, ko
var veikt vairākās reizēs. Dažos gadījumos,
piemēram, noņemot metinātas šuves vai
strādājot ar vieglajiem metāliem, tas iespējams ir paredzēts.
Kalšanas leņķis un spraugas attālums
Spraugas attālums
Griezējdegļa darba ātrums
Strāvas iestatījums
0-5557LV TORCH DARBĪBA
PIESARDZĪBU
Griezējdegļa uzgaļa vai aizsargsprauslas saskare ar
darba virsmu izraisa pārmērīgu nodilumu.
PIEZĪME!
Sk. pielikuma lappuses papildu informācijai par
izmantoto barošanas avotu.
Optimālais griezējdegļa ātrums ir atkarīgs
no strāvas iestatījuma, izvades leņķa un
darbības režīma (rokas vai mehāniskais
griezējdeglis).
Strāvas iestatījumi ir atkarīgi no griezējdegļa
griešanās ātruma, darbības režīma (rokas
vai mehānisks griezējdeglis) un noņemamā
materiāla daudzuma.
Uzgaļa darba attālums ietekmē kalšanas kvalitāti un dziļumu. 1/8 – 1/4 collu (3 – 6 mm)
spraugas attālums nodrošina vienmērīgu
un piemērotu metāla noņemšanu. Mazāku spraugas attālumu dēļ var izveidoties
atdalīšanas griezums, nevis kalts griezums.
Spraugas attālumi, kas ir lielāki par 1/4
collu (6 mm), var izraisīt tikai nepietiekamu
metāla noņemšanu vai pārejas galvenā loka
zudumu.
Izdedžu uzkrāšanās
Izdedžus, kas rodas no materiālu kalšanas,
piemēram, ogleklis un nerūsējošas tērauda
skaidas, niķelis un leģēts tērauds, daudzos
gadījumos var viegli novākt. Izdedži netraucē kalšanas noriti, ja tie sakrājas uz kalšanas
līnijas malas. Tomēr izdedžu uzkrāšanās var
izraisīt neatbilstības un neregulāru metāla
noņemšanu, ja lieli materiāla daudzumi uzkrājas loka priekšpusē. Uzkrāšanās bieži vien
ir nepareiza darba ātruma, izvades leņķa vai
spraugas attāluma augstuma dēļ.
35
Page 35

CUTMASTER 40
Kalšana velmējot
Rites sākas griešana ar lāpu galva novietota slīpi uz darba virsmas. Murmināt/izdedži kā lāpa izcirtņi
ir izpūstas prom no darba laukuma. Kad griezums kļūst dziļāks un ieurbjas detaļā, griezējdegļa galva
griežas vertikāli.
Art # A-13353
TORCH DARBĪBA 0-5557LV
36
Page 36

CUTMASTER 40
4T.04 INFORMĀCIJA PAR PATENTU
Plazmas griešanas griezējdegļa patenti
Turpmāk norādītās daļas ir licencētas saskaņā ar ASV un ārzemju patentiem šādā veidā:
Katalogs # Apraksts Patents(-i)
9-8215 Elektrods ASV Pat. Nr. (-i) 6163008; 6987238
Citas iespējamās iekārtas
9-8214 Elektrods ASV Pat. Nr. (-i) 6163008; 6987238
Citas iespējamās iekārtas
9-8213 Patrona ASV Pat. Nr. (-i) 6903301; 6717096; 6936786; 6703581;
D496842; D511280; D492709; D499620; D504142
Citas iespējamās iekārtas
9-8205 Uzgalis ASV Pat. Nr. (-i) 6774336; 7145099; 6933461
Citas iespējamās iekārtas
9-8206 Uzgalis ASV Pat. Nr. (-i) 6774336; 7145099; 6933461
Citas iespējamās iekārtas
9-8207 Uzgalis ASV Pat. Nr. (-i) 6774336; 7145099; 6933461
Citas iespējamās iekārtas
9-8252 Uzgalis ASV Pat. Nr. (-i) 6774336; 7145099; 6933461
Citas iespējamās iekārtas
9-8208 Uzgalis ASV Pat. Nr. (-i) 6774336; 7145099; 6933461
Citas iespējamās iekārtas
9-8209 Uzgalis ASV Pat. Nr. (-i) 6774336; 7145099; 6933461
Citas iespējamās iekārtas
9-8210 Uzgalis ASV Pat. Nr. (-i) 6774336; 7145099; 6933461
Citas iespējamās iekārtas
9-8231 Uzgalis ASV Pat. Nr. (-i) 6774336; 7145099; 6933461
Citas iespējamās iekārtas
9-8211 Uzgalis ASV Pat. Nr. (-i) 6774336; 7145099; 6933461
Citas iespējamās iekārtas
9-8212 Uzgalis ASV Pat. Nr. (-i) 6774336; 7145099; 6933461
Citas iespējamās iekārtas
9-8253 Uzgalis ASV Pat. Nr. (-i) 6774336; 7145099; 6933461
Citas iespējamās iekārtas
9-8225 Uzgalis ASV Pat. Nr. (-i) 6774336; 7145099; 6933461
Citas iespējamās iekārtas
9-8226 Uzgalis ASV Pat. Nr. (-i) 6774336; 7145099; 6933461
Citas iespējamās iekārtas
9-8227 Uzgalis ASV Pat. Nr. (-i) 6774336; 7145099; 6933461
Citas iespējamās iekārtas
9-8228 Uzgalis ASV Pat. Nr. (-i) 6774336; 7145099; 6933461
Citas iespējamās iekārtas
9-8241 Aizsarga vāks ASV Pat. Nr. (-i) 6914211; D505309
Citas iespējamās iekārtas
9-8243 Aizsarga vāks ASV Pat. Nr. (-i) 6914211; D493183
Citas iespējamās iekārtas
9-8235 Aizsarga vāks ASV Pat. Nr. (-i) 6914211; D505309
Citas iespējamās iekārtas
9-8236 Aizsarga vāks ASV Pat. Nr. (-i) 6914211; D505309
Citas iespējamās iekārtas
9-8237 Aizsargsprausla ASV Pat. Nr. (-i) 6914211; D501632; D511633
Citas iespējamās iekārtas
9-8238 Aizsarga vāks ASV Pat. Nr. (-i) 6914211; D496951
Citas iespējamās iekārtas
9-8239 Aizsarga vāks ASV Pat. Nr. (-i) 6914211; D496951
Citas iespējamās iekārtas
9-8244 Aizsarga vāks ASV Pat. Nr. (-i) 6914211; D505309
Citas iespējamās iekārtas
0-5557LV TORCH DARBĪBA
37
Page 37

CUTMASTER 40
9-8245 Aizsarga vāks ASV Pat. Nr. (-i) 6914211; D496951
Citas iespējamās iekārtas
Turpmāk norādītās daļas arī ir licencētas saskaņā ar ASV patenta Nr. 5,120,930 un
5,132,512:
Katalogs # Apraksts
9-8235 Aizsarga vāks
9-8236 Aizsarga vāks
9-8237 Aizsargsprausla
9-8238 Aizsarga vāks
9-8239 Aizsarga vāks
9-8244 Aizsarga vāks
9-8245 Aizsarga vāks
Patenti, kas gaida turpinājumu:
Ātrās atvienošanas griezējdeglis un ātrās atvienošanas griezējdegļa izvadi
TORCH DARBĪBA 0-5557LV
38
Page 38

5. NODAĻA SISTĒMA APKALPE
biežāk, ja tā tiek izmantota
5.01 Vispārīga tehniskā apkope
CUTMASTER 40
BRĪDINĀJUMS!
Pirms tehniskās apkopes izslēdziet
ievades barošanas avotu.
Veiciet griezējdegļa uzgaļa
un elektroda vizuālu pārbaudi.
Vizuāli pārbaudiet griezējdegļa
uzgali, elektrodu un aizsargsprauslu
Nomainiet visas
bojātās daļas
Art# A-14037LV
Tehnisko apkopi veiciet
noslogotos apstākļos
Vienmēr
Katru nedēļu
Vizuāli pārbaudiet
kabeļus un izvades.
Ja nepieciešams, nomainiet tos.
3 mēnešos
Notīriet barošanas
avota ārpusi
5.02 Tehniskās apkopes graks
PIEZĪME!
Tehniskās apkopes faktiskais biežums iespējams ir jāpielāgo atbilstoši darba videi.
Ikdienas darbības pārbaudes vai pārbaudes, ko veic ik pēc sešām griešanas stundām:
1. Pārbaudiet griezējdegļa palīgmateriālu daļas, ja tās bojātas vai nodilušas, nomainiet.
2. Pārbaudiet plazmas un papildu barošanas avotu, kā arī spiedienu/plūsmu.
Katru nedēļu vai ik pēc 30 griešanas stundām:
1. Pārbaudiet, vai ir pareiza ventilatora darbība un atbilstoša gaisa plūsma.
2. Pārbaudiet, vai griezējdeglī nav jebkādas plaisas vai atklātu vadu, ja nepieciešams, nomainiet
tos.
3. Pārbaudiet, vai ievades barošanas avota kabelim nav bojājumu vai atklātu vadu, ja nepieciešams, nomainiet tos.
0-5557LV Apkopes
39
Page 39

CUTMASTER 40
!!
Pēc sešiem mēnešiem vai ik pēc 720 griešanas stundām:
1. Pārbaudiet divrindu gaisa ltru(-us), vai tie ir tīri, vai nomainiet tos, ja nepieciešams.
2. Pārbaudiet kabeļus un šļūtenes saistībā ar noplūdēm vai plaisājumiem, ja nepieciešams,
nomainiet tos.
PIESARDZĪBU
Tīrīšanas laikā barošanas avotā neievadiet gaisu. Gaisa ieplūšana iekārtā var izraisīt to, ka metāla daļiņas saskaras ar
jutīgajām elektriskajām ierīcēm, kas var izraisīt iekārtas bojājumus.
5.03 Vispārīgi defekti
Problēmas.
Pazīmes
Nepietiekama
iespiešanās
Galvenā loka
pagarinātāji
Pārmērīga
izmešu
veidošanās
Samazināto
griezējdegļa
daļu darbmūžs
Apgrūtināta
iedarbināšana
Vispārīgi cēloņi
1. Griešanas ātrums pārmērīgi liels.
2. Griezējdeglis ir pārmērīgi slīpi novietots.
3. Metāls ir pārmērīgi biezs.
4. Griezējdegļa nodilušās daļas
5. Griešanas jauda ir pārmērīgi maza.
6. Izmantotās Thermal Dynamics daļas nav oriģinālās daļas.
7. Nepareizs gāzes spiediens. Līnijas spiediens 90-125 PSI (6,28,6 bāri/620-862 kPa.
1. Griešanas ātrums pārmērīgi lēns.
2. Griezējdegļa spraugas attālums ir pārmērīgi augstu no
darba virsmas.
3. Griešanas jauda ir pārmērīgi liela.
4. Darba kabelis atvienots.
5. Griezējdegļa nodilušās daļas.
6. Izmantotās Thermal Dynamics daļas nav oriģinālās daļas.
7. Līnijas sprieguma kritums pagarinātāja vai padeves līnijas
dēļ ir pārāk garš.
1. Griešanas ātrums pārmērīgi lēns.
2. Griezējdegļa spraugas attālums ir pārmērīgi augstu no
darba virsmas.
3. Griezējdegļa nodilušās daļas.
4. Nepareiza griešanas strāva.
5. Izmantotās Thermal Dynamics daļas nav oriģinālās daļas.
6. Nepareizs gāzes spiediens
1. Gaisa avotā – eļļa vai mitrums.
2. Sistēmas iespēju pārsniegšana (materiāls ir pārmērīgi biezs).
3. Pārmērīgs palīgloka laiks
4. Gāzes spiediens ir pārmērīgi zems.
5. Nepareizi samontēts griezējdeglis.
6. Izmantotās Thermal Dynamics daļas nav oriģinālās daļas.
1. Griezējdegļa nodilušās daļas.
2. Izmantotās Thermal Dynamics daļas nav oriģinālās daļas.
3. Nepareizs gāzes spiediens.
4. Pārāk zems līnijas spriegums
5. Nepareizās daļas pašreizējai atlasei.
6. Šļūtenes ierobežojums.
Apkopes 0-5557LV
40
Page 40

CUTMASTER 40
5.04 Defekta indikators
Sākotnēji ieslēdzot sistēmu, tā pirms gatavības lietošanai veic vairākas pašpārbaudes. Arī šīs pārbaudes
laikā atklāj kaut ko nav pienācīgas darbības parametrus, radīsies kļūmes. Ja tā notiek, ciparu displejā
tiks iedegts kļūdas kods. Atkarībā no kļūdas veida to var papildināt ar vienu no indikatora gaismām,
kas atrodas pa labi no digitālā displeja, lai ieslēgtu vai, ja ir zema vai augstas kvalitātes sprieguma
noteikšana, maiņstrāvas indikators izslēgsies.
Cutmaster 40 ir divu veidu defektu kodi. Viens no tiem ir komunikācijas kļūme. Šāda veida kods ir
palīdzēt jums noteikt, ko jūs varat darīt, lai iegūtu sistēmu, un darbojas, labojot problēmu, piemēram,
aizmirstot likt palīgmateriālus ar lodlampa. Tie parādīs burtus ciparu displejā.
Cita veida defektu kods ir kļūdas kļūda saistībā ar barošanas avota vai ienākošās enerģijas un rādīs „E0”
un ciparu displejs un, iespējams, bojājumu gaismas, piemēram, AC Light ir izslēgta.
Sakaru kļūme Apraksts
Over Temp. (pārkaršana) Overtemp kļūda aktivizēs, ja uz Heatsink vai transformatora ir
atklāts vairāk temperatūras statuss. „HI” rādīs uz 7 segmentu displejs un vairāk temp LED tiks izgaismotas.
Šablons Fault Daļas vietā kļūda ir aktivizēta, ja vairogs kauss ir noņemts. „PIP” tiks rādīts 7
segmentu displejā
Daļas, kas atrodas saskarē Daļas kontaktu kļūda tiek aktivizēta, kad gals nav saskarē ar
elektrodu inicializācijas laikā. Visticamāk radīsies, ja gals ir pazudis no lodlampa. „PIC” tiks rādīta 7
segmentu displejā.
Gailis Fault SCC trigera kļūmes kļūda tiek aktivizēta, ja trigeris tiek vilkts mašīnas
palaišanas laikā vai kamēr cits defekts tiek notīrīšana. 7 segmentu displejā tiks parādīts „SCC”.
Gāzes defekts LoP Gas kļūmes kļūda tiek aktivizēta, ja izejmateriāli nav atdalīti, kad
gāze ir ieslēgta. Visticamāk sakarā ar gāzes līniju nav pievienots vai spiediens ir pārāk augsts aizverot
vārstu. Gāzes DIODE uz priekšējā displeja tiks izgaismota vai netiks apgaismota.
Kļūdas kļūda Apraksts
Autobusa kļūme Autobusa kļūme kļūda ir aktivizēta, ja autobusa spriegums
nokrītas zem ~ 360V. Autobusa spriegums tiks pārbaudīts tikai gaidstāves režīmā. „E02” tiks rādīta 7
segmentu displejā.
BiAS vaina BiAS vaina kļūda ir aktivizēta, ja slīpo spriegums nokrītas zem ~ 13,5
V. „E03” tiks rādīta 7 segmentu displejā.
Zemas līnijas sprieguma kļūme Ja ievades spriegums ir pārāk zems, tiek aktivizēta zemas līnijas sprieguma kļūda. „E06” tiks parādīta 7 segmentu displejā, un priekšējā displejā maiņstrāvas LED
indikators netiks izgaismots.
Augstas līnijas sprieguma kļūme Ja ievades spriegums ir pārāk augsts, tiek aktivizēta augstas līnijas sprieguma kļūda. „E07” tiks parādīta 7 segmentu displejā, un priekšējā displejā maiņstrāvas LED indikators netiks izgaismots.
0-5557LV Apkopes
41
Page 41

CUTMASTER 40
5.05 Pamatdefektu noteikšanas norādījumi
BRĪDINĀJUMS!
Šīs iekārtas iekšpusē ir īpaši bīstams spriegums un jaudas līmeņi. Nemēģiniet prognozēt vai salabot to ja vien neesat
apmācīts jaudas elektronikas mērījumu veikšanā un traucējumu novēršanas paņēmieniem.
Problēmas.
Pazīmes
IESLĒGTS/IZSLĒGTS
sLĒdzis ir IESLĒGTS,
bet A/C indikators
neiedegas
Kļūmes indikators,
kas rāda kļūdas
kodu E02
TEMPERATŪRAS
LED.
Sakaru kļūme, kas
rāda HI
GĀZE IZLIJUSI,
sakaru kļūda rāda
LoP
KĻŪMJU un sakaru
kļūme, parādot PIP
KĻŪMES un sakaru
kļūme, parādot PIC
Iespējamais iemesls Ieteicamā darbība
1. Galvenās barošanas avota atvienošana
ir IZSLĒGTĀ pozīcijā.
2. Galvenie drošinātāji/jaudas slēdži tiek
izpūsti vai atvienoti.
3. Blokā ir bojāti komponenti.
1. Galvenās ievades sprieguma problēma.
2. Blokā ir bojāti komponenti.
1. Gaisa plūsma caur iekārtu vai apkārt
tai tiek kavēta.
2. Pārsniegts iekārtas samazinātais
nomināls.
3. Iekārtā ierīces, kas nedarbojas.
1. Gāzes barošanas avots nav pievienots
iekārtai.
2. Gāzes barošanas avots nav IESLĒGTS.
3. Gāzes barošanas avota spiediens ir
pārmērīgi zems.
4. Iekārtā ierīces, kas nedarbojas.
1. Aizsargsprausla ir vaļīga.
2. Griezējdeglis nav pareizi savienots ar
barošanas avotu.
3. Problēma griezējdeglī un izvades
PIP ķēdē.
4. Iekārtā ierīces, kas nedarbojas.
1. Griezējdegļa aizsargsprausla ir vaļīga.
2. Ir pazudis griezējdegļa uzgalis,
elektrods vai startera patrona.
3. Griezējdegļa iedarbināšanas patrona
ir iesprūdusi.
4. Pārāk augsts iekārtas ieejas gāzes
spiediens, izraisot nepārtrauktu gāzes
plūsmu.
5. Griezējdegļa izvadēs ieslēdziet vadu.
6. Griezējdegļa un izvadu slēdža kontūra
problēma.
7. Iekārtā ierīces, kas nedarbojas.
1. Galvenā barošanas avota atvienošanas slēdzi iestatiet IESLĒGTS
pozīcijā.
2. a) Nodrošiniet kvalicētas personas pārbaudi galvenajiem
drošinātājiem/jaudas slēdžiem.
b) Pievienojiet iekārtu zināmai galvenā barošanas avota rozetei
3. Nododiet pilnvarotam apkalpes centram, lai salabotu vai nomainītu.
1. Nodrošiniet kvalicētas personas pārbaudi galvenajam spriegumam,
lai pārliecinātos, ka iekārta atbilst 2.05. nodaļas „Ievades vadojuma
specikācijas" <19> lappusē paredzētajām prasībām.
2. Nododiet pilnvarotam apkalpes centram, lai salabotu vai nomainītu.
1. Sk. informāciju par spraugām – 2.04. nodaļā „Barošanas avota
specikācijas" <18> lappusē
2. Nodrošiniet iekārtas atdzesēšanu.
3. Nododiet pilnvarotam apkalpes centram, lai salabotu vai nomainītu.
1. Pievienojiet gāzes barošanas avotu iekārtai.
2. Gāzes barošanas avota IESLĒGŠANA.
3. Iekārtas gaisa barošanas avota ievades spiedienu iestata uz 120 psi.
Iestatiet izvadu garumu atbilstoši faktiskajam izmantotajam garumam.
4. Nododiet pilnvarotam apkalpes centram, lai salabotu vai nomainītu.
1. Ar roku jāpievelk aizsargsprausla, kamēr tā cieši piegulst.
2. Pārliecinieties, vai griezējdegļa ATC ir droši piestiprināts iekārtai.
3. Nomainiet griezējdegli un izvades vai nododiet tos pilnvarotam
apkalpes centram, lai remontētu vai nomainītu.
4. Nododiet pilnvarotam apkalpes centram, lai salabotu vai nomainītu.
1. Ar roku pievelciet aizsargsprauslu. Pārmērīgi nepievelciet.
2. IZSLĒDZIET barošanas avotu. Noņemiet aizsargsprauslu. Uzstādiet
pazudušas daļas.
3. IZSLĒDZIET barošanas avotu. Samaziniet sistēmas spiedienu.
Noņemiet aizsargsprauslu, uzgali un startera patronu. Pārbaudiet
startera patronas apakšējās daļas stiprinājumu, vai tas kustās brīvi.
Nomainiet, ja stiprinājums nekustās brīvi.
4. Samazināt gāzes pieplūdes spiediens, 125 PSI vai mazāk.
5. Nomainiet griezējdegli un izvades vai nododiet tos pilnvarotam
apkalpes centram, lai remontētu vai nomainītu.
6. Nomainiet griezējdegli un izvades vai nododiet tos pilnvarotam
apkalpes centram, lai remontētu vai nomainītu.
7. Nodot to remontam vai nomaiņai pilnvarotā servisa centrā
Apkopes 0-5557LV
42
Page 42

Problēmas.
Pazīmes
Nekas nenotiek, kad
lodlampa slēdzis
vai tālvadības
slēdzis ir slēgta (vai
DATORA SKAITLISKĀ
PROGRAMMVADĪBAS
palaidea signāls ir
aktīvs). Nav gāzes
plūsmas, DC LED OFF.
Iespējamais iemesls Ieteicamā darbība
1. Problēma griezējdeglī un izvades
slēdža ķēdē (noņemiet vadības slēdža
ķēdi).
2. Iekārtā ierīces, kas nedarbojas.
3. Pārāk augsts gāzes spiediens.
1. Nododiet griezējdegli un izvades (tālvadības piekari) pilnvarotai
remonta darbnīcai.
2. Nododiet pilnvarotam apkalpes centram, lai salabotu vai
nomainītu.
3. Samazināt gāzes spiedienu.
CUTMASTER 40
NEIESLĒDZAS
indikators „defekta
nav”, griezējdeglī
nerodas loks.
Palīgloks ir IESLĒGTS,
bet griešanas loks
neveidojas
Griezējdegļa griešana
ir samazināta
1. Iekārtā ierīces, kas nedarbojas. 1. Nododiet pilnvarotam apkalpes centram, lai salabotu.
1. Darba kabelis nav pievienots darba
virsmai.
2. Darba kabelis/savienotājs pārlūzis.
3. Iekārtā ierīces, kas nedarbojas.
1. Nepareizu strāvas iestatījumu.
2. Griezējdegļa nodilušie palīgmateriāli
3. Nepietiekams darba kabeļa
savienojums ar darba virsmu.
4. Griezējdeglis tiek pārvietots pārmērīgi
ātri.
5. Griezējdeglī pārmērīgs eļļas un ūdens
daudzums.
6. Iekārtā ierīces, kas nedarbojas.
1. Savienojiet darba kabeli.
2. Nomainiet darba kabeli.
3. Nododiet pilnvarotam apkalpes centram, lai salabotu.
1. Pārbaudiet un noregulējiet pareizu iestatījumu.
2. Pārbaudiet griezējdegļa palīgmateriālus un, ja nepieciešams,
nomainiet tos.
3. Pārbaudiet darba izvades saskari ar darba virsmu.
4. Samaziniet griešanas ātrumu.
5. Sk. griezējdegļa 3. nodaļu „Gaisa kvalitātes pārbaude”.
6. Nododiet pilnvarotam apkalpes centram, lai salabotu.
0-5557LV Apkopes
43
Page 43

CUTMASTER 40
5.06 Barošanas avota pamatdaļu nomainīšana
Izvēles vienas pakāpes ltra elementa nomainīšana
Šie norādījumi jāizmanto barošanas avotiem, kuriem uzstādīts izvēles vienfāzes ltrs.
Barošanas avots automātiski izslēdzas, kad ltra elements tiek pilnībā piesūcināts. Filtra elementu var
noņemt no tā korpusa, nosusināt un izmantot atkārtoti. Elementam ļaujiet žūt 24 stundas. Sk. kataloga
numuru 6. nodaļā „Daļu saraksta”par ltra elementa nomainīšanu.
1. No barošanas avota atslēdziet jaudu.
2. IZSLĒDZIET gaisa barošanas avotu un nopludiniet to no sistēmas pirms ltra demontāžas,
kas vajadzīga, lai nomainītu ltra elementu.
3. Atvienojiet gāzes barošanas avota šļūteni.
4. Filtra korpusa pārsegu pagrieziet pretēji pulksteņa radītāja virzienam un noņemiet to. Filtra
elements atrodas korpusa iekšienē.
Korpuss
Filtra elements
(Kat. Nu. 9-7741)
Atspere
O veida gredzens
(Kat. Nu. 9-7743)
Pārsegs
Uzmava
Filtra bloks
Art # A-02476LV
Izvēles vienas pakāpes ltra elementa nomainīšana
5. Noņemiet ltra elementu no korpusa un novietojiet to tālāk, lai tas nožūst.
6. Iztīriet iekšējo korpusu, pēc tam ievietojiet nomainīšanas ltra elementu vispirms atvērtajā
pusē.
7. Nomainiet korpusu, kas ir pārsega.
8. Atkārtoti pievienojiet gāzes barošanas avotu. Pārbaudiet, vai nav noplūžu.
PIEZĪME!
Ja iekārtā ir noplūde starp korpusu un pārsegu, pārbaudiet O veida gredzenu, vai tajā nav iegriezumu vai citu bojājumu.
Tas ir daļu nomainīšanas procedūru nobeigums.
Apkopes 0-5557LV
44
Page 44
5. NODAĻA GRIEZĒJDEGLIS APKALPE
!
CUTMASTER 40
5T.01 Vispārīga tehniskā apkope
PIEZĪME!
Sk. iepriekšējo 5. nodaļu „Sistēma" par vispārīgiem un defekta indikatora aprakstiem.
Griezējdegļa tīrīšana
Pat ja veikti drošības pasākumi, lai griezējdeglī izmantotu vienīgi tīru gaisu, galu galā
griezējdegļa iekšpuse noklājas ar atliekvielām. Uzkrājums var ietekmēt palīgloka
iedarbināšanu un vispārīgo griezējdegļa
griezuma kvalitāti.
BRĪDINĀJUMS!
Atvienojiet galveno jaudu no sistēmas
pirms griezējdegļa vai griezējdegļa izvadu
demontāžas.
NEPIESKARIETIES nevienai griezējdegļa iekšējai
daļai, kamēr IESLĒGTS barošanas avota AC
indikators.
Griezējdegļa iekšpuse jāiztīra ar elektriskā
kontakta tīrītāju, izmantojot kokvilnas tamponu vai mīkstu samitrinātu drānu. Nopietnākos gadījumos griezējdegli var noņemt
no izvadēm un to rūpīgāk iztīrīt, griezējdeglī
izpūšot elektrisko kontaktu tīrāku un to var
izpūst, izmantojot saspiestu gaisu.
Augšējai gropei ar
ventiļu atverēm
jābūt atvērtai
Augšējais O veida
gredzens ir pareizajā gropē
Stieples
Apakšējais O
Art # A-03725LV
Griezējdegļa galvas O veida gredzens
ATC savienotājs
Gāzes
aprīkojums
PIESARDZĪBU
Pirms atkārtotas uzstādīšanas rūpīgi nosusiniet
!
griezējdegli.
O veida gredzena eļļošana
O veida gredzenam, kas ir uz griezējdegļa
galvas, un ATC savienotājam, nepieciešama
eļļošana, ievērojot noteikto grafiku. Tas
nodrošina O veida gredzenu lokanību un
pareizu hermētismu. O veida gredzeni nožūst, kļūstot cieti un saplaisā, ja parasti nav
izmantotas smērvielas. Tādēļ iespējamas
veiktspējas problēmas.
Ieteicams izmantot gan ļoti plānu O veida
eļļotāja plēvi (katalogs # 8-4025), gan arī
iknedēļas O veida gredzenus.
0-5557LV Apkopes
Art #A-03791LV_AB
ATC O veida gredzens
PIEZĪME!
NEIZMANTOJIET citas smērvielas vai ziedes, kas
iespējams nav paredzētas darbībām ar augstām
temperatūrām vai tajās var būt „nezināmi
elementi", kas var reaģēt ar gaisu. Šāda reakcija
var radīt piesārņojumu griezējdegļa iekšpusē.
Jebkurš no minētajiem apstākļiem var izraisīt
neatbilstošu veiktspēju vai samazināt daļu
darbmūžu.
O veida
gredzens
45
Page 45

CUTMASTER 40
Art # A-08067LV
Kalšanas aizsargsprausla
Piemērots uzgalis
A-03406LV
Art # A-08064LV_AC
Atsperes apakšējā gala
Atsperes apakšējā gala
jums
Art # A-03284LV
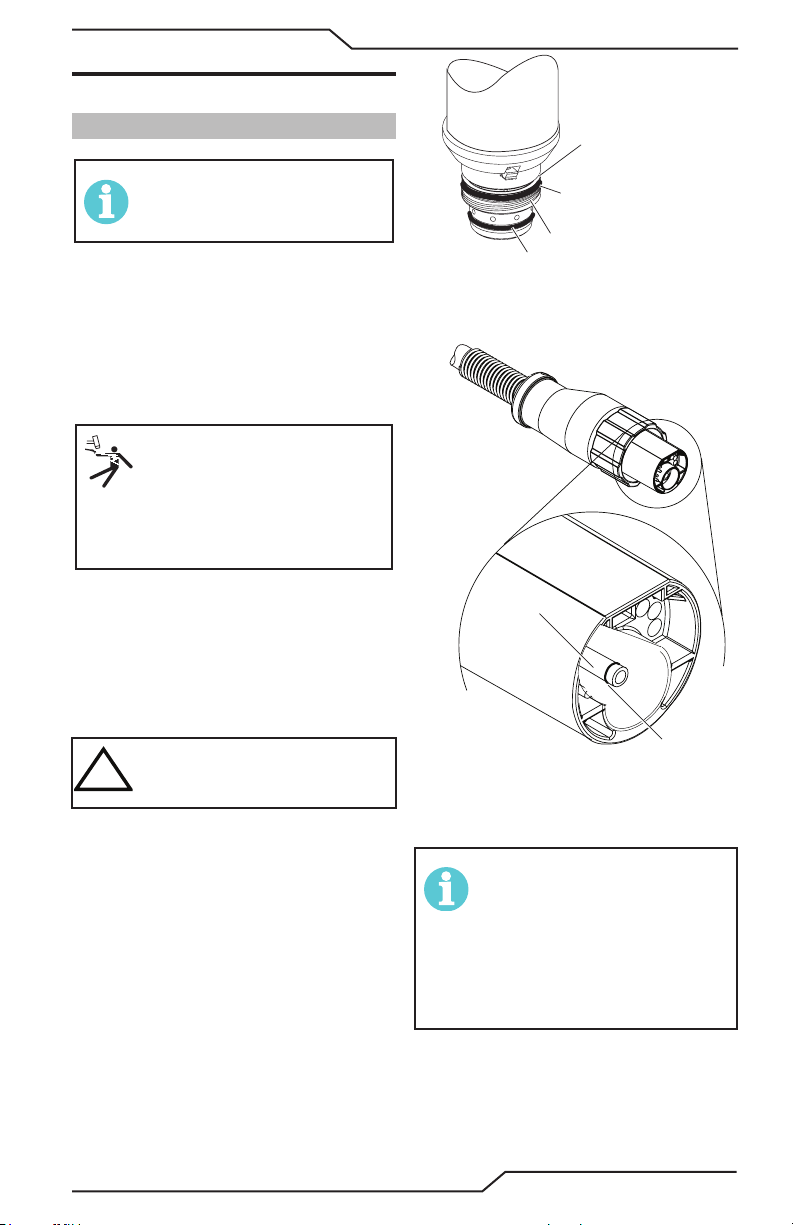
5T.02 Griezējdegļa palīgmateriālu daļu
pārbaude un nomainīšana
BRĪDINĀJUMS!
Atvienojiet galveno jaudu no sistēmas pirms
griezējdegļa vai griezējdegļa izvadu demontāžas.
NEPIESKARIETIES nevienai griezējdegļa iekšējai
daļai, kamēr IESLĒGTS barošanas avota AC
indikators.
4. Noņemiet uzgali. Pārbaudiet, vai nav
pārmērīgs nodilums (uz to norāda
pagarināts vai pārmērīgi liela atvere).
Ja nepieciešams, notīriet vai nomainiet
uzgali.
Nodilis uzgalis
Noņemiet palīgmateriāla griezējdegļa daļas šādā
veidā:
PIEZĪME!
Aizsargsprausla notur attiecīgajā vietā uzgali
un startera patronu. Novietojiet griezējdegli,
aizsargsprauslu virzot augšup, lai novērstu šo
daļu izkrišanu, noņemot aizsargsprauslu.
1. Atskrūvējiet un no griezējdegļa noņemiet aizsargsprauslu.
PIEZĪME!
aprīkojuma pilna kompresija
Uzgaļa nodiluma paraugs
5. Noņemiet startera patronu. Pārbaudiet,
vai nav pārmērīgs nodilums, aizbāztas
gāzes atveres vai krāsas izmaiņas. Pārbaudiet, vai brīvi kustās stiprinājuma
apakšējā daļa. Ja nepieciešams, nomainiet to.
aprīkojuma atkārtots
iestatījums /pilns pagarinā
Tādu izdedžu uzkrāšanās uz aizsargsprauslas, ko
nevar noņemt, var ietekmēt sistēmas veiktspēju.
2. Pārbaudiet, vai vākam nav bojājumu.
Notīriet to vai, ja tas bojāts, nomainiet
to.
6. Taisni no griezējdegļa galvas izbīdiet
elektrodu. Pārbaudiet, vai elektroda
priekšpuse nav pārmērīgi nodilusi. Sk.
turpmāk norādīto attēlu.
Jauns elektrods
Aizsargsprauslas
3. Griezējdegļiem ar aizsargsprauslas korpusu un aizsargsprauslu vai novirzītāju
jāpārliecinās, vai vāks vai novirzītājs ir
kārtīgi piestiprināts aizsargsprauslas
korpusam. Ar aizsargu pārklātās vilk-
7. Atkārtoti uzstādiet elektrodu, iebīdot
mes griešanas darbībās (tikai), starp
aizsargsprauslas korpusu un vilkmes aizsargsprauslu var būt O veida gredzens.
8. Atkārtoti uzstādiet nepieciešamo star te-
Neeļļojiet O veida gredzenu.
9. Ar roku jāpievelk aizsargsprausla, kamēr
Aizsargsprausla
O veida gredzens
Nr. 8-3488
Art # A-03878LV
Apkopes 0-5557LV
46
Tas ir daļu nomainīšanas procedūru nobeigums.
Nodilis elektrods
Elektroda nodilums
to tieši griezējdegļa galvā, kamēr tas
noklikšķ.
ra patronu un griezējdegļa galvā uzgali.
tā uzgulstas uz griezējdegļa galvas. Ja ir
jūtama pretestība, uzstādot vāku, pirms
to veicat pārbaudiet vijumus.
Page 46

CUTMASTER 40
6. NODAĻA DAĻU SARAKSTI
6.01 IEVADĪŠANA
A. Daļu sadalījuma saraksts
Daļu sarakstā ir norādīts visu nomaināmo komponentu sadalījums. Daļu saraksti izkārtoti šādā secībā:
6.03 Barošanas avota nomainīšana
6.04 Barošanas avota daļu nomainīšana
6.05 Izvēles un piederumi
6.06 Ārējās rezerves daļas
6.07 Nomainīšanas daļas, kas paredzētas rokas griezējdeglim SL60
6.08 Nomainīšanas daļas, kas paredzētas rokas griezējdeglim SL60QD
6.09 Griezējdegļa palīgmateriālu daļas (SL60™)
PIEZĪME!
Daļas, kas uzskaitītas bez iekārtas numura, nav norādītas, bet tās var pasūtīt pēc katalogā norādītā numura.
B. Nodošana
Ja izstrādājums jānodod apkalpei, sazinieties ar savu izplatītāju. Netiks pieņemti materiāli, kas nodoti
bez attiecīgā pilnvarojuma.
6.02 Pasūtīšanas informācija
Pasūtiet nomainīšanas daļas, izmantojot kataloga numuru un sniedzot pilnu daļas vai bloka aprakstu,
kā norādīts visu tipu iekārtu daļu sarakstā. Norādiet arī barošanas avota modeļa un sērijas numuru.
Visus jautājumus uzdodiet savam pilnvarotajam izplatītājam.
6.03 Barošanas avota nomainīšana
Ar rezerves barošanas padevi ir iekļauti šādi priekšmeti: darba kabeļa skava, ieejas strāvas kabelis, ieejas
strāvas kabeļu adapteri (2), gāzes spiediena regulators/ltrs, SL60 lodlampa, rezerves daļu komplekts
un lietošanas pamācība.
Daudzums Apraksts Katalogs #
1 CutMaster 40 Barošanas avots UL/CSA
120 - 240 VAC, Viena fāze, 60Hz,
ar ievades strāvas kabeli un spraudni 1-4000-1
1 CutMaster 40 Barošanas avots CE
240 VAC, Viena fāze, 60Hz,
ar ievades strāvas kabeli 1-4000-4
0-5557LV Daļu saraksts
47
Page 47

CUTMASTER 40
O veida gredzens
6.04 Barošanas avota daļu nomainīšana
Daudzums Apraksts Katalogs #
1 Filtra bloka elementa nomainīšana (Rūpnīcas ltrs) 9-0116
1 Strāvas kabelis 2.5mm, 2.5M EU Type F 9-4435
6.05 Izvēles un piederumi
Daudzums Apraksts Katalogs #
1 Vienas pakāpes ltra bloks (ietverts ltrs un šļūtene) 7-7507
1 Filtra korpusa nomainīšana 9-7740
1 Filtra šļūtenes nomainīšana (nav norādīta) 9-7742
2 Filtra elementa nomainīšana 9-7741
1 Darba kabelis #8 ar 50 mm Dinse spraudni 9-9692
1 Polifunkcionāli rati 7-8888
Korpuss
Filtra elements
(Kat. Nu. 9-7741)
Atspere
(Kat. Nu. 9-7743)
Pārsegs
Uzmava
Filtra bloks
Art # A-02476LV
Izvēles vienas pakāpes ltra bloks
Daļu saraksts 0-5557LV
48
Page 48

CUTMASTER 40
6.06 Ārējās rezerves daļas
Noteikums # Daudzums Apraksts Katalogs #
1 1 Augšējais roktura komplekts 0464 565 880
2 1 Roktura vāks 0465 952 001
3 1 Panelis, RH CM40 9-4440
4 1 Montāžas panelis PRIEKŠPUSĒ CM40 9-4437
5 1 Panelis, LH CM40 9-4439
6 1 Montāža, paneļa aizmugure CM40 9-4438
7 1 Augšējais panelis 0465 951 001
8 1 Montāža PCB Displejs 9-4433
9 1 Aparatūras komplekts CM40 (nav parādīts) 9-4000
-Ietver visas šīs sistēmas skrūves/uzgriežņus
2
1
2
7
6
5
0-5557LV Daļu saraksts
Art # A-14465
3
8
4
49
Page 49

CUTMASTER 40
Art # A-07993_AB
6.07 Nomainīšanas daļas, kas paredzētas rokas griezējdeglim SL60
Noteikums # Daudzums Apraksts Katalogs #
1 1 Rokas griezējdegļa nomainīšanas komplekts
(tostarp ierīces Nr. 2 un 3) 9-7030
2 1 Gaiļa bloka nomainīšanas komplekts 9-7034
3 1 Rokturis Screw Kit (5 each, 6-32 x 1/2" cap screw, and wrench) 9-8062
4 1 Griezējdegļa galvas bloka nomainīšanas komplekts
(tostarp ierīces Nr. 5 un 6) 9-8219
5 1 Lielais O veida gredzens 8-3487
6 1 Mazais O veida gredzens 8-3486
7 Izvades bloki ar ATC savienotājiem (ietverti slēdžu bloki)
1 SL60, 20 pēdas / 6,1m samontēta izvade ar ATC savienotāju 4-7834
1 SL60, 50 pēdas/15,2m samontēta izvade ar ATC savienotāju 4-7835
8 1 Slēdža komplekts 9-7031
1
8
2
4
5
6
3
7
Daļu saraksts 0-5557LV
50
6.
Page 50

CUTMASTER 40
6.08 Nomainīšanas daļas, kas paredzētas rokas griezējdeglim SL60QD
Noteikums # Daudzums Apraksts Katalogs #
1 1 Lodlampa rokturi montāža Nomaiņa 7-5681
2 Izvadu bloki ar ATC savienotāju un ātrajiem savienotājiem
1 SL60QD™, 20 pēdu izvadu bloks ar ATC un QD savienotāju 4-5620
1 SL60QD™, 50 pēdu pievadu bloks ar ATC un QD savienotājiem 4-5650
1&2 1 Griezējdegļa un izvadu montāža, 20 pēdas 7-5620
1&2 1 Griezējdegļa un izvadu montāža, 50 pēdas 7-5650
1
0-5557LV Daļu saraksts
2
Art # A-13248_AB
51
Page 51

CUTMASTER 40
6.09 Griezējdegļa palīgmateriālu daļas (SL60)
Standarta elektrods 9-8215 pieejams arī šim lodlampa.
Cabezal de la antorcha
Melno sēriju,
pagarināt dzīvi
9-8215 Standarta
kalpošanas laiks
Palīgmateriālu
9-8251
Daļu saraksts 0-5557LV
52
9-8244
Art # A-14049LV_AC
Page 52

PIELIKUMU; 1: DATU INFORMĀCIJAS ETIĶETE
CUTMASTER 40
Ražotaja nosaukums un/vai logotips, atrašanas vieta,
modelis un parskatišanas limenis, serijas numurs un
ražošanas noteikumi
Victor Technologies Group, Inc.
2800 Airport Road
Denton, TX 76207
Model: CM40 - CSA/UL
Barošanas avota
tips (1. piezime)
Plazmas griešanas
simbols
Levades barošanas
avota simbols
Input Power
Specications
(Phase, AC or DC
Hertz Rating)
Piezime:
1. Noraditais simbols attelo vienfazes vai tris fažu AC ievadi,
statisko frekvences parveidotaju-transformatoru-stravas
parveidotaju, DC izvadi.
2. Norada ši barošanas avota ievades spriegumus. Vairakums
barošanas avotiem ir marejums, kas atrodas pie ievades barošanas
avota vada un norada ievades sprieguma prasibas iemontetajam
barošanas avotam.
3. Augšeja rinda: Samazinata nominala vertibas.
IEC noslogota darba režima vertiba tiek apreinata,
noradijusi Starptautiska elektrotehniska komisija.
TDC samazinata nominala vertiba tiek noteikta saskaa
ar barošanas avota ražotaja parbaudes proceduram.
Otra rinda: Nominalas griešanas stravas vertibas.
Treša rinda: Nosacita slogrežima sprieguma vertibas.
4. Datu marejuma nodaas var izmantot, lai nodalitu barošanas avota zonas.
Made in Poland
Izvades stravas tips
Nominalais bez
slodzes spriegums
Aizsardzibas pakape
USA
CSA E60974-1
ANSI/IEC 60974-1
Class A
X
I
=
U
0
U
2
Nosacits slogrežima spriegums
U1
Nominalais barošanas
avota spriegums (2. piezime)
Samazinata nominala koecients
Maksimala nominala
barošanas avota strava
1max 1e
I
1
3Ø
1Ø
Reglamentejošs standarts
par šadu barošanas avota tipu
Ser. No.
Art. No.
Izvades intervals
(stravas stiprums/spriegums)
Samazinata nominala dati
(3. piezime)
I
1
Maksimala efektiva
3Ø1Ø
barošanas avota strava
Ražotaja elektriskas
principshemas datnes
numurs un parskatišanas limenis
Standarta simboli
AC
DC
Faze
Ø
Serial Number
Art # A-14369LV
0-5557LV PIELIKUMU;
53
Page 53

CUTMASTER 40
Negatīva/plazma
2-
PIELIKUMU; 2: TORCH PIN - OUT DIAGRAMMAS
A. Rokas griezējdegļa uzgalis – ārējā shēma
Negatīva/plazma
4 - Zaļš/slēdzis
3 - Balts/
slēdzis
Oranžs/PIP
1 - Melns/PIP
4
3
2
1
Regulēšana
ATC savienotāja
priekšējais skats
8
7
6
5
8 - Atvērts
7 - Atvērts
6 - Atvērts
5 - Atvērts
8- Atvērts
7 - Atvērts
6 - Atvērts
5 - Atvērts
ATC kontaktrozetes
priekšējais skats
8
7
Regulēšana
4 - Slēdzis
3 - Slēdzis
4
6
5
3
2
1
2 - PIP
1 - PIP
A-03701LV_AB
PIELIKUMU; 0-5557LV
54
Page 54

PIELIKUMU; 3: GRIEZĒJDEGĻA SAVIENOJUMU SHĒMA
Art # A-14446LV
A. Rokas griezējdegļa savienojuma shēma
Griezējdeglis: SL60QD / SL60 / SL100 Rokas griezējdeglis
Izvades: Griezējdegļa izvades ar ATC savienotāju
Stravas padeve : CM40
Griezējdegļa
galva
PIP
slēdzis
Griezējdegļa
slēdzis
Griezējdegļa
izvažu
Melns
Oranžs
Balts
Palīgs
Zaļš
Negatīva/plazma
ATC
izvades
savienotājs
ATC
kontaktrozete
1
2
5
6
4
3
8
7
1
2
5
6
4
3
8
7
CUTMASTER 40
Stravas
padeve
Lai kontūram pieslēgtu
barošanas avotu
Lai kontūram pieslēgtu
barošanas avotu
Negatīva/plazma
Palīgs
0-5557LV PIELIKUMU;
55
Page 55

CUTMASTER 40
Lappuse atstāta neaizpildīta ar nodomu.
PIELIKUMU; 0-5557LV
56
Page 56

Lappuse atstāta neaizpildīta ar nodomu.
Page 57

ESAB / esab.com
 Loading...
Loading...