

Page 1

150
Art # A-04816
™
ULTRA-CUT
PLASMASCHNEIDANLAGE
Bedienungshandbuch
Ausgabe AF.01 Datum: 28. März 2007 Handbuch Nr. 0-4800
Betriebsmerkmale:
Page 2
WIR VERSTEHEN IHR GESCHÄFT
Herzlichen Glückwunsch zum Erwerb Ihres neuen Erzeugnisses
Thermal Dynamics. Wir sind stolz darauf, dass Sie uns als Kunde
Ihr Vertrauen schenken, und werden alles daran setzen, Ihnen besten
Service und höchste Zuverlässigkeit in der Industrie entgegen zu
bringen. Mit diesem Erzeugnis genießen Sie durch unsere weit
reichenden Gewährleistungsbedingungen sowie unser weltweites
Servicenetz höchste Sicherheit. Um zu erfahren, wo sich Ihr nächst
gelegener Distributor bzw. Ihre nächste Serviceagentur befindet,
wählen Sie 1-800-426-1888, oder besuchen Sie uns im Internet unter
www.thermal-dynamics.com.
Dieses Bedienungshandbuch enthält Anweisungen zur korrekten Verwendung und Bedienung Ihres Erzeugnisses von Thermal Dynamics. Ihre Zufriedenheit mit diesem Erzeugnis und der sichere Betrieb
des Gerätes sind unser Hauptanliegen. Nehmen Sie sich daher die
Zeit, das gesamte Handbuch zu lesen, insbesondere jedoch die
Sicherheitsvorschriften. Sie geben Ihnen Hilfestellung zur Vermeidung
möglicher Gefahren bei der Arbeit mit diesem Erzeugnis.
SIE SIND IN GUTER
GESELLSCHAFT!
Die Marke, die für Lieferanten und Hersteller weltweit erste Wahl
bedeutet.
Thermal Dynamics ist die Marke, unter der Thermadyne Industries
Inc. weltweit Lichtbogen-Schweißausrüstung vertreibt.
Wir unterscheiden uns von der Konkurrenz durch unsere bewährten,
zuverlässigen Erzeugnisse, die eine marktführende Stellung
einnehmen. Wir zeichnen uns aus durch technische Innovation,
marktfähige Preise, ausgezeichnete Produkte, hervorragenden
Kundendienst und technischen Support in Verbindung mit
herausragender Kompetenz in den Bereichen Vertrieb und Marketing.
Unser vorrangiges Anliegen besteht darin, technisch hoch entwickelte
Erzeugnisse herzustellen, um die Arbeitssicherheit in der
Schweißtechnik zu erhöhen.
Page 3
SICHERHEITSHINWEISE
Lesen Sie das gesamte Handbuch aufmerksam durch und machen Sie sich mit den
Sicherheitsvorschriften Ihres Arbeitgebers vertraut, bevor Sie dieses Gerät aufstellen, in
Betrieb nehmen oder Wartungsarbeiten daran ausführen.
Die in diesem Handbuch enthaltenen Informationen basieren auf bestem Wissen des
Herstellers, jedoch übernimmt der Hersteller keine Haftung für deren Anwendung.
Plasmaschneid-Stromquelle Ultra-Cut® 150
Bedienungsanleitung No. 0-4800
Herausgegeben durch:
Thermadyne Corporation
82 Benning Street
West Lebanon, New Hampshire, USA 03784
(603) 298-5711
www.thermal-dynamics.com
© Copyright 2005, 2006, 2007
Thermadyne Corporation
Alle Rechte vorbehalten.
Die Vervielfältigung dieser Unterlage als Ganzes oder in Auszügen ist
ohne vorherige Erlaubnis des Herausgebers nicht gestattet.
Der Herausgeber übernimmt keine Haftung für Verluste oder Schäden
aufgrund von Fehlern oder Auslassungen in diesem Handbuch, die
auf Fahrlässigkeit, Versehen oder andere Ursachen zurück zu führen
sind.
Gedruckt in den Vereinigten Staaten von Amerika
Ausgabedatum: 13. März 2007
Notieren Sie die folgenden Angaben für Garantiezwecke:
Gekauft bei: _________________________________________
Kaufdatum: _________________________________________
Seriennummer der Stromquelle: _________________________
Seriennummer des Brenners: ___________________________
Page 4

Diese Seite ist eine Leerseite.
Page 5

INHALTSVERZEICHNIS
KAPITEL 1: ALLGEMEINES....................................................................................................... 1-1
1.01 Sicherheitshinweise im Text.......................................................................... 1-1
1.02
Wichtige Sicherheitshinweise ....................................................................... 1-1
1.03 Veröffentlichungen......................................................................................... 1-4
1.04
Konformitätserklärung ................................................................................... 1-5
1.05 Garantieerklärung ......................................................................................... 1-6
KAPITEL 2: TECHNISCHE DATEN............................................................................................. 2-1
Allgemeine Beschreibung des Systems ................................................................ 2-1
Plasma-Stromquelle.............................................................................................. 2-1
Lichtbogen-Fernzündung ....................................................................................... 2-1
Gasregelmodul ..................................................................................................... 2-1
Präzisions-Plasmaschneidbrenner ........................................................................ 2-1
Technische Daten und elektrische Spezifikationen ................................................ 2-2
Systemschema .................................................................................................... 2-2
Geräteabmessungen ............................................................................................. 2-3
Rückseite der Stromquelle .................................................................................... 2-4
Gas-Spezifikation.................................................................................................. 2-5
Anwendung von Gasen ......................................................................................... 2-5
Technische Daten des Brenners XTTM-300 ............................................................. 2-6
KAPITEL 3: INSTALLATION ........................................................................................................ 3-1
A. Installationsanforderungen............................................................................. 3-1
B.
Anforderungen an das Kühlsystem ............................................................... 3-1
C. Systemschema ............................................................................................ 3-2
D.
Identifizierung von Kabeln und Leitungen ....................................................... 3-3
D. Stromquelle anheben .................................................................................... 3-4
E-1. Schalter am Befehls- und Steuermodul (Typ 1) einstellen .............................. 3-5
E-2.
Schalter am Befehls- und Steuermodul (Typ 2) einstellen .............................. 3-7
F. Anschlussabdeckung abbauen ..................................................................... 3-9
G.
Werkstückkabel, Hilfslichtbogen- und Minuskabel anschließen ................... 3-10
H. Konfiguration der Netzspannung prüfen / einstellen ...................................... 3-11
Netzkabel und System-Erdungskabel anschließen ...................................... 3-12
I.
J. Erdungsanschlüsse ..................................................................................... 3-13
K. Kühlmittelleitungen anschließen ..................................................................3-15
L.
Steuerkabel für CNC, Lichtbogen-Fernzündung und Gasregelmodul
anschließen ................................................................................................. 3-16
M. Gasregelmodul installieren ...........................................................................3-19
N.
Lichtleiterkabel installieren ...........................................................................3-20
O. Gasregelmodul: Steuerungs-, Eingangs- und Ausgangsanschlüsse ............. 3-22
P. Lichtbogen-Fernzündung installieren ............................................................ 3-23
Q.
Original- und XTL-Brennerventilbaugruppe einbauen ......................................3-31
R. Brenner anschließen ....................................................................................3-32
Page 6

INHALTSVERZEICHNIS (Fortsetzung)
Brennerverschleißteile montieren .................................................................3-33
S.
T.
Installation abschießen ................................................................................3-36
KAPITEL 4: BETRIEB ................................................................................................................ 4-1
Bedienfeld der Stromquelle.................................................................................... 4-1
Inbetriebnahme ..................................................................................................... 4-2
Gasregelmodul bedienen ...................................................................................... 4-3
Bedienungsschritte ............................................................................................... 4-7
Gasauswahl ......................................................................................................... 4-10
Statuscodes der Stromquelle ............................................................................... 4-11
Lichtbogen-Fernzündung: Fehlersuchtabelle ........................................................ 4-14
Lichtbogen-Fernzündung: Funkenstrecke einstellen ............................................ 4-15
KAPITEL 5: WARTUNG ............................................................................................................. 5-1
Externen Kühlmittelfilter reinigen ........................................................................... 5-1
Internen Kühlmittelfilter reinigen ............................................................................ 5-2
Kühlmittel wechseln .............................................................................................. 5-3
KAPITEL 6: ERSATZTEILE UND -BAUGRUPPEN...................................................................... 6-1
Systemschema .................................................................................................... 6-2
Leitungen und Kabel ............................................................................................. 6-3
Optionale Gasversorgungsleitungen ...................................................................... 6-8
Ersatzteile für Stromquelle - äußere Bauteile ........................................................ 6-9
Ersatzteile für Stromquelle - rechte Seite .............................................................6-10
Ersatzteile für Stromquelle - rechte Seite ............................................................. 6-11
Ersatzteile für Stromquelle - rechte Seite .............................................................6-12
Ersatzteile für Stromquelle - Vorderseite .............................................................. 6-13
Ersatzteile für Stromquelle - Vorderseite .............................................................. 6-14
Ersatzteile für Stromquelle - rechte Seite .............................................................6-15
Ersatzteile für Stromquelle - Rückseite ................................................................6-16
Ersatzteile für Stromquelle - rechte Seite .............................................................6-17
Ersatzteile für Stromquelle ...................................................................................6-18
Ersatzteile für Stromquelle - rechte Seite .............................................................6-19
Ersatzteile für Stromquelle ...................................................................................6-20
Ersatzteile für Stromquelle - rechte Seite .............................................................6-21
Ersatzteile für Stromquelle - rechte Seite .............................................................6-22
Ersatzteile für Gasregelmodul (GCM-2010) ..........................................................6-23
Ersatzteile für Gasregelmodul (GCM-2010) ..........................................................6-24
Ersatzteile für Lichtbogen-Fernzündung (RAS-1000) ............................................6-25
Ersatzteile für Lichtbogen-Fernzündung (RAS-1000) ............................................6-26
Ersatzteile für Befehls- und Steuermodul (CCM) Typ 1 .........................................6-27
Ersatzteile für Befehls- und Steuermodul (CCM) Typ 2 .........................................6-28
Ersatzteile für Brennerventilbaugruppe .................................................................6-29
Page 7

INHALTSVERZEICHNIS (Fortsetzung)
Externe Ersatzteile für XTL-Brennerventilbaugruppe .............................................. 6-30
Interne Ersatzteile für XTL-Brennerventilbaugruppe ............................................... 6-31
KAPITEL 7: WARTUNG DES BRENNERS ................................................................................. 7-1
A. Verschleißteile ausbauen.............................................................................. 7-1
B. O-Ring schmieren ......................................................................................... 7-2
Verschleiß der Teile ...................................................................................... 7-2
C.
D. Verschleißteile einbauen ............................................................................... 7-3
E.
Fehlersuche bei Kühlmittelleckage ............................................................... 7-5
ANHANG 1: Prinzipschaltbild der Lichtbogen-Fernzündung ........................................................ A-1
ANHANG 2: Prinzipschaltbild Gasregelung und Brennerventil .................................................... A-2
ANHANG 3: Gasregelmodul ...................................................................................................... A-4
ANHANG 4: Leiterplattenaufbau Gasregelmodul ........................................................................ A-5
ANHANG 5: Aufbau der Display-Interface-Leiterplatte der Gasregelung ..................................... A-6
ANHANG 6: Aufbau der CPU-Leiterplatte des CCM ................................................................... A-7
ANHANG 7: Aufbau der Eingangs- /Ausgangsleiterplatte des CCM ........................................... A-8
ANHANG 8: Leiterplattenanschlüsse CNC-Steuermodul ........................................................... A-9
CNC-Funktionen ................................................................................................. A-10
Beschreibung der CNC-Ein- und Ausgänge ......................................................... A-11
Vereinfachter CNC-Schaltkreis ............................................................................ A-12
ANHANG 9: Schaltplan: 230-460V Gerät mit Hilfslichtbogen-Chopper mit Diode .................... A-14
ANHANG 10: Schaltplan: 230-460V Gerät mit Hilfslichtbogen-Widerstand ............................. A-16
ANHANG 11: Schaltplan: CCC 400V, mit Hilfslichtbogen-Chopper .......................................... A-18
ANHANG 12: Schaltplan: CE 400V, mit Hilfslichtbogen-Chopper ............................................ A-20
ANHANG 13: Schaltplan: CE 400V mit Hilfslichtbogen-Widerstand ........................................ A-22
ANHANG 14: Schaltplan: CSA 600V mit Hilfslichtbogen-Chopper ........................................... A-24
ANHANG 15: Änderungsverfolgung.......................................................................................... A-26
NOTE
KAPITEL 8., das die Bedienung des Brenners beschreibt,
wird separat geliefert.
Page 8

KAPITEL 1: ALLGEMEINES
1.01 Sicherheitshinweise im Text
Wichtige Informationen werden in diesem Handbuch durch Sicherheitshinweise hervorgehoben. Diese werden
wie folgt unterteilt:
ACHTUNG
Arbeitsschritte, Verfahren oder Hintergrundinformationen, die besonders hervorgehoben werden
müssen, oder die für einen effektiven Betrieb des Systems hilfreich sind.
VORSICHT
Vorgehensweisen, deren Nichtbeachtung zu Sachschäden führen können.
WARNUNG
Vorgehensweisen, deren Nichtbeachtung zu Verletzungen des Bedieners oder anderer Personen im
Arbeitsbereich führen können.
1.02 Wichtige Sicherheitshinweise
WARNUNG
DIE VERWENDUNG UND WARTUNG DES PLASMASCHNEIDGERÄTS KANN MIT GEFAHREN
VERBUNDEN UND GESUNDHEITSSCHÄDLICH SEIN.
Das Plasmabrennschneideverfahren erzeugt erhebliche elektromagnetische Emissionen, die die Funktion
von Herzschrittmachern, Hörhilfen oder anderer elektronischer medizintechnischer Geräte
beeinträchtigen kann. Personen, die in der Nähe von Plasmaschneidgeräten arbeiten, wird empfohlen,
ihren Arzt sowie den Hersteller des medizinischen Geräts zu konsultieren, um abzuklären, ob eine
Gefährdung vorliegt.
Um mögliche gesundheitliche Schäden zu vermeiden, lesen Sie vor Nutzung des Geräts alle Warn- und
Sicherheitshinweise aufmerksam durch und befolgen Sie die Sicherheitsvorschriften. Falls Sie Fragen
haben, rufen Sie die Nummer 1-603-298-5711 an oder wenden Sie sich an Ihren Händler.
GASE UND DÄMPFE
Die während des Plasmaschneidvorganges erzeugten Gase und Dämpfe können gesundheitsschädlich sein.
Atmen Sie keine Gase und Dämpfe ein. Achten Sie darauf, dass sich Ihr Kopf außerhalb des Bereichs der
•
Rauchentwicklung befindet.
•
Verwenden Sie bei unzureichenden Lüftungsverhältnissen eine Atemschutzmaske mit Luftzufuhr.
Die Zusammensetzung der durch den Plasmabogen erzeugten Gase und Dämpfe hängt von der Art der
•
verwendeten Metalle, eventuellen Beschichtungen des Metalls, und dem jeweiligen Verfahren ab. Gehen Sie
mit besonderer Vorsicht vor, wenn Sie Metalle schneiden oder schweißen, die ein oder mehrere der nachfolgend
aufgeführten Stoffe enthalten:
Handbuch 0-4800 1-1 ALLGEMEINES
Page 9

Antimon Blei Kupfer Selen
Arsen Cadmium Mangan Silber
Barium Chrom Nickel Vanadium
Beryllium Kobalt Quecksilber
•
Lesen Sie stets die Sicherheitsdatenblätter (MSDS, Material Safety Data Sheet), die mit den zu verarbeitenden
Werkstoffen mitgeliefert werden. In diesen Sicherheitsdatenblättern finden Sie Informationen zu Art und
Menge der anfallenden gesundheitsschädlichen Gase und Dämpfe.
Einzelheiten dazu, wie Sie Ihren Arbeitsplatz auf Gase oder Dämpfe prüfen können, finden Sie unter Punkt 1
•
im Unterkapitel 1.03 (Veröffentlichungen).
Fangen Sie Dämpfe und Gase mit Wasser auf oder verwenden Sie spezielle Vorrichtungen wie Arbeitstische
•
mit Absaugeinrichtung.
•
Verwenden Sie den Plasmabrenner nicht in Bereichen, in denen sich brennbare oder explosive Gase oder
Materialien befinden.
Phosgen, ein toxisches Gas, entsteht aus den Dämpfen chlorierter Lösungs- und Reinigungsmittel. Entfernen
•
Sie alle Quellen, aus denen diese Dämpfe entstehen können.
Die Dämpfe und Gase, die dieses Gerät bei seiner Verwendung zum Schweißen oder Brennschneiden erzeugt,
•
enthalten Chemikalien, die nach Kenntnis des Bundesstaates Kalifornien Geburtsfehler und in einigen Fällen
zu Krebs führen können. (California Health & Safety Code Sec. 25249.5 et seq.)
ELEKTRISCHER SCHLAG
UEin elektrischer Schlag kann Verletzungen verursachen oder zum Tod führen. Das Plasmaverfahren verwendet
und erzeugt Hochspannung. Diese Elektroenergie kann zu ernsthaften oder tödlichen Schockzuständen des Bedieners
oder anderer im Arbeitsbereich befindlicher Personen führen.
Berühren Sie niemals Teile, welche unter Spannung stehen.
•
•
Tragen Sie trockene Handschuhe und Kleidung. Stellen Sie sicher, dass Sie gegen das Werkstück oder andere
Teile des Schweißstromkreises isoliert sind.
•
Reparieren oder erneuern Sie alle beschädigten Teile.
Gehen Sie mit besondere Umsicht vor, wenn der Arbeitsplatz feucht ist oder hohe Luftfeuchtigkeit aufweist.
•
Installieren und warten Sie die Ausrüstungsteile gemäß NEC Standard, siehe Punkt 9 in Unterkapitel 1.03
•
(Veröffentlichungen).
•
Trennen Sie vor dem Beginn von Wartungs- oder Reparaturarbeiten die Stromversorgung.
Lesen und befolgen Sie die Anweisungen in der Bedienungsanleitung.
•
FEUER UND EXPLOSION
Feuer und Explosionen können ausgelöst werden durch Überschlag, Funken, oder den Plasmabogen.
•
Stellen Sie sicher, dass sich keine brennbaren oder leicht entflammbaren Materialien im Arbeitsbereich
befinden. Materialen, die nicht entfernt werden können, sind abzudecken.
Saugen Sie entflammbare oder explosive Dämpfe aus dem Arbeitsbereich ab.
•
•
Führen Sie keine Schneid- oder Schweißarbeiten an Behältern aus, die brennbare Stoffe enthalten haben
können.
Halten Sie eine Feuerwache vor, wenn Sie in Bereichen arbeiten, in denen Brandgefahr besteht.
•
Beim Schneiden von Aluminiumwerkstücken unter Wasser oder bei Verwendung eines Wasser-Arbeitstischs
•
kann sich unter dem Werkstück Wasserstoff bilden, der dort eingeschlossen wird. Schneiden Sie
Aluminiumlegierungen NICHT unter Wasser oder an einem Wasser-Arbeitstisch, es sei denn, der Wasserstoff
kann entfernt oder aufgenommen werden. Wenn sich eingeschlossenes Wasserstoffgas entzündet, kann es zu
einer Explosion kommen.
ALLGEMEINES 1-2 Handbuch 0-4800
Page 10

LÄRM
Lärm kann zu einem dauerhaften Verlust des Hörvermögens führen. Die beim Plasmaverfahren entstehenden
Lärmpegel können die für Arbeitssicherheit gültigen Grenzwerte überschreiten. Schützen Sie Ihre Gehör gegen
laute Geräusche, um einen Gehörverlust zu vermeiden.
Tragen Sie Ohrstöpsel oder Gehörschutz, um Ihre Gehör gegen Lärm zu schützen. Schützen Sie auch andere
•
im Arbeitsbereich befindliche Personen.
•
Um sicherzustellen, dass die vorhandenen Lärmpegel die für Arbeitssicherheit gültigen Grenzwerte nicht
überschreiten, sollten Schallpegelmessungen durchgeführt werden.
Einzelheiten zur Durchführung von Schallpegelmessungen finden Sie unter Punkt 1 des Unterkapitels 1.03
•
(Veröffentlichungen) in diesem Handbuch.
PLASMALICHTBOGENSTRAHLUNG
Der Plasmalichtbogen kann zu Verletzungen der Augen und Hautverbrennungen führen. Der Plasmalichtbogen
erzeugt sehr helles ultraviolettes sowie infrarotes Licht. Diese Strahlung schädigt Ihre Augen oder verursacht
Hautverbrennungen, wenn Sie nicht ordnungsgemäß geschützt sind.
•
Tragen Sie zum Schutz Ihrer Augen stets einen Schweißerhelm oder ein Schweißerschutzschild. Verwenden
Sie außerdem eine Sicherheitsbrille mit seitlicher Abschirmung, eine Schutzbrille oder einen anderen
Augenschutz.
Tragen Sie zum Schutz Ihrer Haut gegen Lichtbogenstrahlung und Funken Schweißerhandschuhe und geeignete
•
Kleidung.
•
Stellen Sie sicher, dass sich Helm und Schutzbrille stets in einem guten Zustand befinden. Erneuern Sie
gebrochene, abgesplitterte oder verschmutzte Gläser.
•
Schützen Sie andere im Arbeitsbereich befindliche Personen gegen die Strahlung des Lichtbogens. Verwenden
Sie Schutzkabinen, Schutzwände oder Abschirmungen.
Verwenden Sie Gläser mit einer Schwärzung entsprechend nachfolgender Tabelle gemäß ANSI/ASC Z49.1:
•
Lichtbogenstrom Mindestschwärzung Schwärzung
Weniger als 300* 8 9
300 - 400* 9 12
400 - 800* 10 14
Empfohlene
* Diese Werte gelten bei deutlich sichtbarem Lichtbogen. Erfahrungsgemäß können hellere Filter zum
Einsatz kommen, wenn der Lichtbogen durch das Werkstück verdeckt wird.
Handbuch 0-4800 1-3 ALLGEMEINES
Page 11

1.03 Veröffentlichungen
Nähere Informationen finden Sie in den nachfolgend aufgeführten Normen oder deren aktuellen Ausgaben:
1. OSHA, SAFETY AND HEALTH STANDARDS, 29CFR 1910, obtainable from the Superintendent of Documents,
U.S. Government Printing Office, Washington, D.C. 20402
2. ANSI Standard Z49.1, SAFETY IN WELDING AND CUTTING, obtainable from the American Welding Society,
550N.W. LeJeune Rd, Miami, FL 33126
3.
NIOSH, SAFETY AND HEALTH IN ARC WELDING AND GAS WELDING AND CUTTING, obtainable from the
Superintendent of Documents, U.S. Government Printing Office, Washington, D.C. 20402
4. ANSI Standard Z87.1, SAFE PRACTICES FOR OCCUPATION AND EDUCATIONAL EYE AND FACE PROTECTION,
obtainable from American National Standards Institute, 1430 Broadway, New York, NY 10018
5.
ANSI Standard Z41.1, STANDARD FOR MEN’S SAFETY-TOE FOOTWEAR, obtainable from the American National
Standards Institute, 1430 Broadway, New York, NY 10018
6.
ANSI Standard Z49.2, FIRE PREVENTION IN THE USE OF CUTTING AND WELDING PROCESSES, obtainable
from American National Standards Institute, 1430 Broadway, New York, NY 10018
7. AWS Standard A6.0, WELDING AND CUTTING CONTAINERS WHICH HAVE HELD COMBUSTIBLES, obtainable
from American Welding Society, 550 N.W. LeJeune Rd, Miami, FL 33128
8.
NFPA Standard 51, OXYGEN-FUEL GAS SYSTEMS FOR WELDING, CUTTING AND ALLIED PROCESSES,
obtainable from the National Fire Protection Association, Batterymarch Park, Quincy, MA 02269
9.
NFPA Standard 70, NATIONAL ELECTRICAL CODE, obtainable from the National Fire Protection Association,
Batterymarch Park, Quincy, MA 02269
10. NFPA Standard 51B, CUTTING AND WELDING PROCESSES, obtainable from the National Fire Protection
Association, Batterymarch Park, Quincy, MA 02269
11. CGA Pamphlet P-1, SAFE HANDLING OF COMPRESSED GASES IN CYLINDERS, obtainable from the Compressed
Gas Association, 1235 Jefferson Davis Highway, Suite 501, Arlington, VA 22202
12. CSA Standard W117.2, CODE FOR SAFETY IN WELDING AND CUTTING, erhältlich über: the Canadian Standards
Association, Standards Sales, 178 Rexdale Boulevard, Rexdale, Ontario, Canada M9W 1R3
13. NWSA booklet, WELDING SAFETY BIBLIOGRAPHY obtainable from the National Welding Supply Association,
1900 Arch Street, Philadelphia, PA 19103
14. American Welding Society Standard AWSF4.1, RECOMMENDED SAFE PRACTICES FOR THE PREPARATION
FOR WELDING AND CUTTING OF CONTAINERS AND PIPING THAT HAVE HELD HAZARDOUS SUBSTANCES,
obtainable from the American Welding Society, 550 N.W. LeJeune Rd, Miami, FL 33126
ANSI Standard Z88.2, PRACTICE FOR RESPIRATORY PROTECTION, obtainable from American National
15.
Standards Institute, 1430 Broadway, New York, NY 10018
ALLGEMEINES 1-4 Handbuch 0-4800
Page 12
1.04 Konformitätserklärung
S
Hersteller: Thermal Dynamics Corporation
Adresse: 82 Benning Street
West Lebanon, New Hampshire 03784
USA
Die in diesem Handbuch beschriebene Ausrüstung entspricht in jeglicher Hinsicht den Vorschriften der
„Niederspannungsdirektive” (Direktive des Europarates 73/23/CEE ergänzt durch die Direktive 93/68/CEE) sowie
der nationalen Gesetzgebung zu deren Umsetzung
EDie in diesem Handbuch beschriebene Ausrüstung entspricht in jeglicher Hinsicht den Vorschriften der „EMV-
Direktive” (Direktive des Europarates 89/336/CEE) sowie der nationalen Gesetzgebung zu deren Umsetzung
Die Seriennummern werden für jedes Teil der Ausrüstung einmalig vergeben und kennzeichnen das selbige eindeutig
über Bezeichnung, Verwendung von Teilen zur Herstellung des Geräts und Herstellungsdatum
ationale Normen und technische Spezifikationen
N
Konstruktion und Herstellung des Produktes erfolgten auf der Grundlage einer Reihe von Normen und technischen
Spezifikationen, darunter
*
Norm CSA (Canadian Standards Association) C22.2 Nr. 60 zu Lichtbogenschweißgeräten.
*
Norm UL (Underwriters Laboratory) 94VO zu Entflammbarkeitsprüfungen aller verwendeten Leiterplatten
:
.
.
.
.
*
Normen ISO/IEC 60974-1 (BS 638-PT10) (EN 60 974-1) (EN50192) (EN50078) zu Plasmaschweißgeräten und deren
Zubehör
*
Produktnorm CENELEC EN50199 EMC für Lichtbogenschweißgeräte
*
Für Arbeitsumgebungen, in denen eine erhöhte Gefahr eines elektrischen Schlages besteht, entsprechen Stromquellen
mit der Markierung der Norm EN50192, wenn sie in Verbindung mit Handbrennern mit freiliegenden
Schneidbrennerdüsen und ordnungsgemäß montierten Abstandsführungen verwendet werden
*
Im Rahmen der routinemäßigen Konstruktions- und Herstellungsabläufe wird das Produkt umfangreichen
Überprüfungen unterzogen. Damit wird die Sicherheit des Produktes sowie die Übereinstimmung seiner
Leistungsmerkmale mit der Spezifikation unter der Voraussetzung gewährleistet, dass es entsprechend den
Anweisungen dieses Handbuches und der jeweils gültigen Industrienormen verwendet wird. In den
Herstellungsprozess sind strengste Tests eingebunden, um sicherzustellen, dass das fertig gestellte Produkt alle
Konstruktionsvorgaben erfüllt oder übertrifft
T
hermal Dynamics produziert seit mehr als 30 Jahren und wird auch weiterhin in seinem Produktionsbereich
Spitzenleistungen anstreben
Verantwortlicher Repräsentant des Herstellers
.
.
.
.
.
: Steve Ward
Operations Director
Thermadyne Europe
Europa Building
Chorley N Industrial Park
Chorley, Lancashire,
England PR6 7BX
Handbuch 0-4800 1-5 ALLGEMEINES
Page 13

1.05 Garantieerklärung
EINSCHRÄNKUNG DER GARANTIEERKLÄRUNG: Die Thermal Dynamics® Corporation (nachfolgend als
„Thermal” bezeichnet) sichert zu, dass ihre Erzeugnisse frei von Material- und Herstellungsfehlern sind. Sollten
innerhalb des nachfolgend genannten Zeitraumes an den nachfolgend genannten Erzeugnissen von Thermal Mängel
auftreten, die unter diese Garantieerklärung fallen, so wird Thermal nach Inkenntnissetzung hierüber diese Mängel
nach eigenem Ermessen durch geeignete Reparatur- oder Austauschmaßnahmen an den nach ausschließlicher
Meinung von Thermal defekten Teilen oder Baugruppen unter der Voraussetzung beseitigen, dass das Erzeugnis
entsprechend den Spezifikationen, Vorschriften und Empfehlungen von Thermal sowie anerkannter Industriepraxis
gelagert, betrieben und gewartet worden ist.
DIESE GARANTIEERKLÄRUNG IST EXKLUSIV UND TRITT AN DIE STELLE EINER GEWÄHRLEISTUNG
DER EIGNUNG FÜR DEN GEWÖHNLICHEN GEBRAUCH ODER EINER HAFTUNG FÜR DIE
VERTRAGSGEMÄßE VERWENDUNG.
HAFTUNGSBESCHRÄNKUNG: Thermal übernimmt keinerlei Haftung für spezielle Verluste oder Folgeschäden,
wie zum Beispiel, jedoch nicht beschränkt auf, Schäden oder Verluste an gekauften oder Austauschteilen oder
Ansprüche von Kunden und Händlern (nachfolgend als „Käufer” bezeichnet) wegen Betriebsunterbrechung. Die
dem Käufer hier eingeräumten Arten der Mängelbeseitigung betreffen die ausschließliche Haftung von Thermal in
Bezug auf Verträge oder im Zusammenhang mit der Vertragserfüllung oder dem Vertragsbruch stehende Schritte,
oder sie ergeben sich aus der Herstellung selbst, dem Verkauf, der Lieferung, dem Wiederverkauf, oder der
Verwendung von durch Thermal hergestellten oder zur Verfügung gestellten Erzeugnissen, sei es auf der Grundlage
des Vertrages selbst, wegen Fahrlässigkeit, unerlaubter Handlung oder einer Garantieerklärung. Die Art und Weise
der Mängelbeseitigung darf den Preis der Ware, auf dem diese Haftung basiert, nicht überschreiten, soweit hier
nicht anders lautend formuliert.
EBEI VERWENDUNG VON AUSTAUSCH- ODER ZUBEHÖRTEILEN, DIE DIE BETRIEBSSICHERHEIT VON
THERMAL-ERZEUGNISSEN BEEINTRÄCHTIGEN, VERLIERT DIESE GARANTIEERKLÄRUNG IHRE
GÜLTIGKEIT.
DIESE GARANTIEERKLÄRUNG WIRD UNGÜLTIG, WENN DAS ERZEUGNIS VON PERSONEN VERKAUFT
WURDE, DIE NICHT DAZU AUTORISIERT SIND.
LDie Garantiezeiträume für dieses Erzeugnis sind begrenzt auf: Maximal drei (3) Jahre ab Verkaufsdatum an einen
autorisierten Händler und maximal zwei (2) Jahre ab Datum des Verkaufs durch den Händler an einen Käufer,
wobei weitere Einschränkungen für diesen Zeitraum von zwei (2) Jahren gelten (siehe nachfolgende Tabelle).
Teile Arbeitsleistung
Stromquelle AutoCut© und UltraCut© und ihre Teile© 2 Jahre 1 Jahr
Brenner und Leitungen
XTTM-300 / XTTM-301 Brenner (ausgenommen Verschleißteile) 1 Jahr 1 Jahr
Reparatur-/Austauschteile 90 Tage 90 Tage
Garantieforderungen die gemäß dieser eingeschränkten Garantie bezüglich Reparatur oder Austausch von Teilen
erhoben werden, sind durch einen autorisierten Thermal Dynamics® Reparaturbetrieb innerhalb von dreißig (30)
Tagen ab Reparatur einzureichen. Eine Erstattung von Transportkosten jedweder Art ist von dieser Garantie
ausgeschlossen. Die Transportkosten für die Versendung von Erzeugnissen an eine autorisierte GarantieReparaturwerkstatt trägt der Kunde. Der Kunde trägt Kosten und Risiko für alle zurückgesandten Waren. Diese
Garantie gilt anstelle aller früher von Thermal abgegebenen Garantieerklärungen
.
Datum des Inkrafttretens: 19. August 2005
ALLGEMEINES 1-6 Handbuch 0-4800
Page 14

KAPITEL 2: TECHNISCHE DATEN
Allgemeine Beschreibung des Systems
Eine für Ultra-Cut® 150 typische Systemkonfiguration umfasst folgende Komponenten:
• Eine Stromquelle
• Lichtbogen-Fernzündung
• Gasregelmodul
• Brennerventilbaugruppe
• Präzisions-Plasmaschneidbrenner
• Verbindungsleitungen
• Brennerersatzteile
Bei der Installation werden diese Komponenten miteinander verbunden.
Plasma-Stromquelle
Die Stromquelle liefert den für die Schneidvorgänge erforderlichen Strom. Sie überwacht außerdem das
Leistungsverhalten des Systems und gewährleistet die Kühlung des Brenners sowie die Zirkulation des flüssigen
Kühlmittels in den Leitungen.
Lichtbogen-Fernzündung
Dieses Gerät erzeugt vorübergehend einen Hochfrequenz-Impuls, mit dem der Hilfslichtbogen gezündet wird.
Der Hilfslichtbogen dient dem Hauptlichtbogen als Führung, über die er auf das Werkstück übertragen wird.
Der Hilfslichtbogen schaltet ab, sobald der Hauptlichtbogen hergestellt ist.
Gasregelmodul
Dieses Modul ermöglicht die Auswahl von Gasen sowie die Einstellung von Drücken, Durchflussmengen und
Schneidstromstärken über Fernsteuerung.
Präzisions-Plasmaschneidbrenner
Der Brenner dient dazu, geregelten Strom über den Hauptlichtbogen auf das Werkstück zu übertragen, was
dazu führt, dass das Werkstück geschnitten wird.
Handbuch Nr. 0-4800 2-1 TECHNISCHE DATEN
Page 15

Technische Daten und elektrische Spezifikationen
Netzspannung und Strom
208/230 V – 460 V, 1- oder3-phasig, 50/60 Hz
Eingangsstrom 66 / 33A
Max. Leerlaufspannung (U0) 380 V Gleichspannung
Min. Ausgangsstrom
10 A
Max. Ausgangsstrom
150 A
Ausgangsspannung 60 - 230 V Gleichspannung
Arbeitszyklus 100% bei 150 A, 180 V
Umgebungstemperatur für Arbeitszyklus 104°F (40°C)
Betriebsbereich 14°F bis 122°F (-10°C bis + 50°C)
Leistungsfaktor 0,70 bei 100 A Gleichstromausgang
Kühlung Zwangsluftkühlung (Klasse F)
Ultra-Cut 150 – Technische Daten & konstruktive Merkmale
CNC
Art # A-07233
Wasser als Schutzgas
Max. Länge 100’ / 30,5 m
Max. Länge 125’ / 38,1 m
Max. Länge 175’ / 53,3 m
H
Q
R
T
S
A
B
C
D
E
P
F
K
L
O
F1
F
I
J
G
Max. Länge 175’ / 53,3 m
Spannungsversorgung
Primäre
Stromquelle
Lichtleiter-
kabel
Steuerkabel
Gasregelmodul
Rückl.Hilfslichtbogen
Minuskabel
Kühlmittel-Vorlauf
Kühlmittel-Rücklauf
Steuerkabel
Plasmagas
Schutzgas
Vorströmgas
Werkstückkabel
Lichtbogen-
Fernzündung
Brenner-
ventil-
baugruppe
Abschirmung
Schutzgas
Brenner
Werkstück
Plasmagas
Positionierrohr
Rückl.Hilfslichtb.
Kühlmittel-Vorlauf
Kühlmittel-Rücklauf
Abschirmung
Steuerkabel
Netzvers orgung Leistungsaufnahme
Strom
Empfohlene Größen (s. Hinweis)
Spannung Frequenz 3-P h 3-Ph Sicherung (A) Leitung (AWG)
(V) (Hz) (kVA) (A) 3-Ph 3-Ph
208 60 23 105 125
#4
2
230 60 24 98 110
#4
2
400 50 28 58 75
#4
1
400 (CE) 50 28 58 75
#4
1
460 60 26 57 75
#4
1
2
E xtrem harte Einsatz bedingungen: Typ G, G-GC, W
auf Basis der Normen: National Elec tric Code und Canadian Electrical Code
1
Extrem harte Einsatz bedingungen: Typ S O, SOW, SOO, SOOW, ST, STW , STO, STOW, STOO, STOOW
Strom quelle Ultra-Cut 150
Netzs pannungen mit empfohlenen Sicherungsgröß en und Kabelquerschnitte
Systemschema
Handbuch Nr. 0-4800 2-2 TECHNISCHE DATEN
Page 16
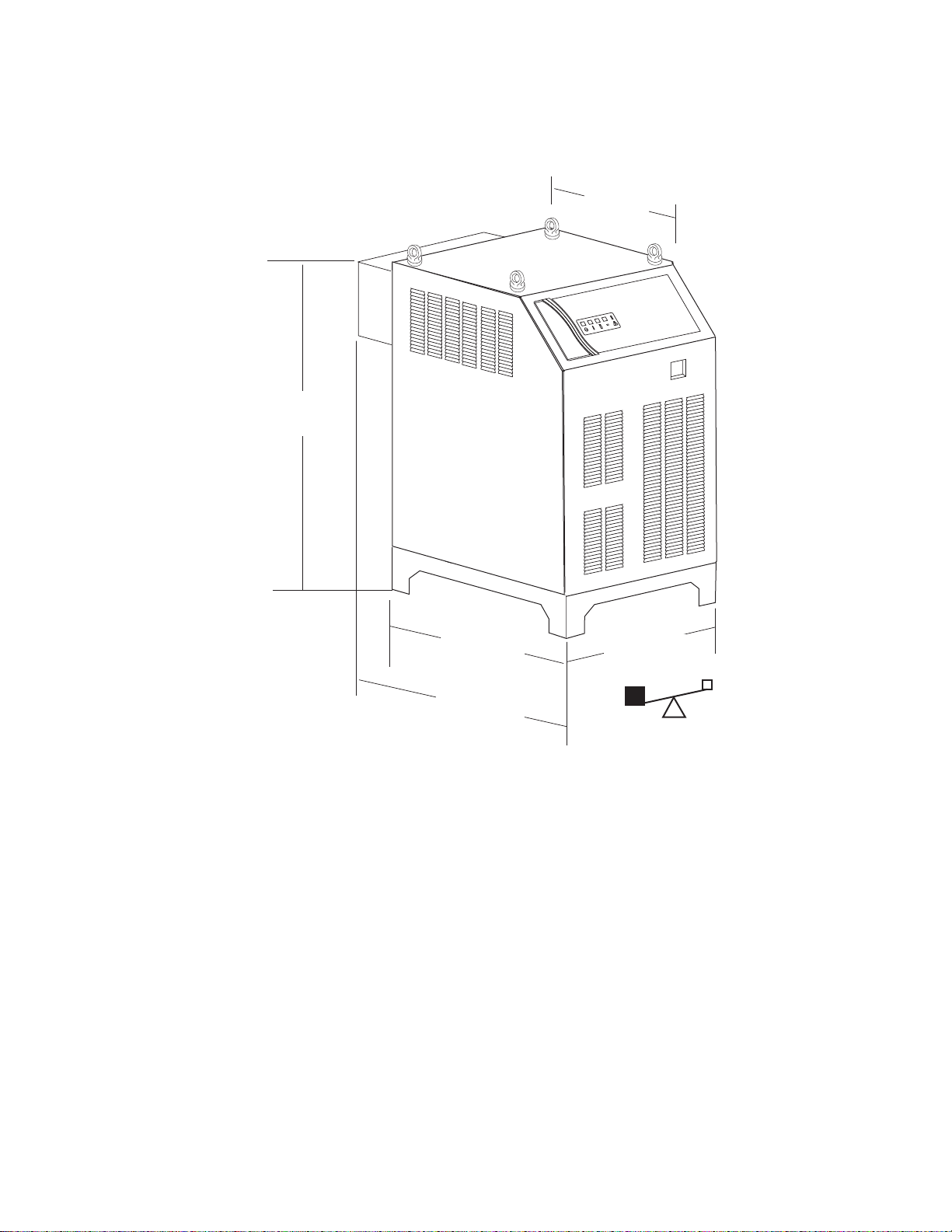
Geräteabmessungen
Art # A-07182
37.75 inch
960 nm
27.5 inch
700 mm
33 inch
840 mm
27 inch
680 mm
41.25 inch
1050 mm
433 lb / 196 kg
Handbuch Nr. 0-4800 2-3 TECHNISCHE DATEN
Page 17
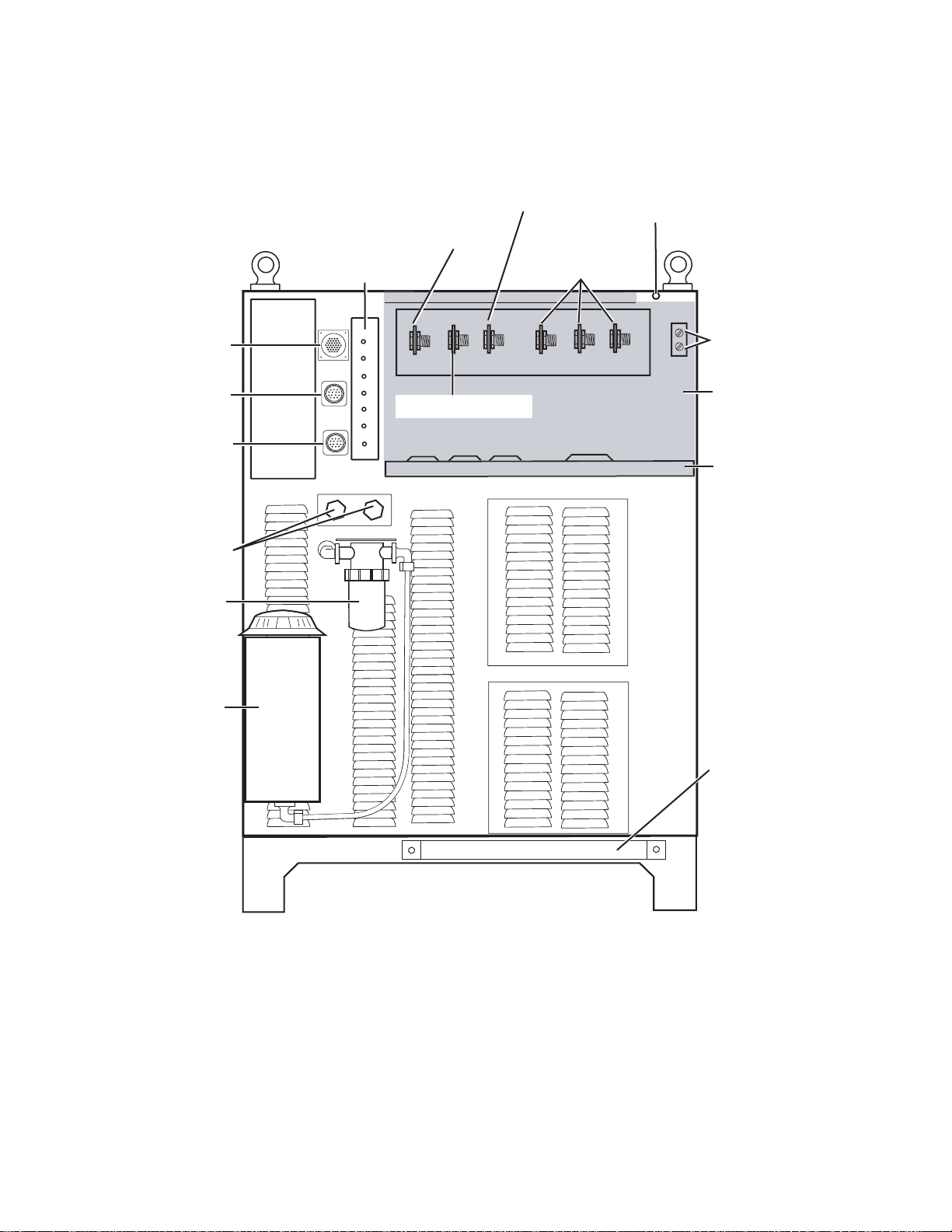
Rückseite der Stromquelle
Halterung für
Anschlussklemmen-
Kühlmittelbehälter
Kühlmittelfilter
Kühlmittelanschlüsse
Anschlussklemmen
für Netzspannung
Anschlussklemme (plus) für Lichtbogen
Leistungsschalter-Leiste
Anschlussklemmen-
Anzeigeleuchte Netzspannung
Erdungsklemmen
Anschluss für
Gasregelung
RETURN
SUPPLY
Art # A-04794
Anschluss für CNC
Anschluss für
Lichtbogen-
Klemme für Werkstück
Anschlussklemme (Minus) für Brenner
Kabelhalterung
Fernzündung
abdeckung
abdeckung
Handbuch Nr. 0-4800 2-4 TECHNISCHE DATEN
Page 18
Gas-Spezifikation
Gas
Qualität
Min. Druc k Durchflussmenge
O2 (Sauerstoff)
Reinheitsgrad 99,5%
(empfohlen: verflüssigt)
120 psi
8,3 bar / 827 kPa
70 scfh (1.982 l/h)
N2 (S tick stoff)
Reinheitsgrad 99,5%
(empfohlen: verflüssigt)
< 1000 ppm O2,
< 32 ppm H2O)
120 psi
8,3 bar / 827 kPa
204 scfh (5.777 l/h)
Druc kluft oder Luft aus
Flaschen
sauber, trocken, ölfrei
(s. Hinweis 1)
120 psi
8,3 bar / 827 kPa
244 scfh (6.910 l/h)
H35 (Argon-Wassers toff)
H35 =
35% Wasserstoff,
65% Argon
Reinheitsgrad 99,995%
(empfohlen: Flüssiggas)
120 psi
8,3 bar / 827 kPa
90 scfh (2.550 l/h)
H2O (Wasser) s. Hinweis 2 50 psi (3,5 bar) 10 gph (38 l/h)
Strom quelle Ultra-Cut 150: Spe zifikation: Ga sdrücke , Durchflussmenge n und Qualitätsa nforderunge n
Hinw e is 2:
Leitungswasser muss nicht entionisiert werden, bei Wassernetzen mit extrem hohen M ineralgehalt wird
jedoch ein W asserenthärter empfohlen. Leitungswasser mit hohem Partikelgehalt muss gefiltert werden.
Hinw e is 1:
Die z ugeführte Luft muss in geeigneter Weise gefiltert werden, um vorhandene Öl- oder Fettpartikel
vollständig z u entfernen. Druck luft, die mit Öl oder Fett verschmutzt is t, kann in Verbindung mit Sauerstoff Brände
verursac hen.
Hinw e is 3:
Zur Gewährleistung eines ordnungsgemäß en W asserdrucks wird der W asserdruckregler Teile-Nr. 8-6118
empfohlen.
WERK-
STOFF
PREFLOW
(Vorströmen)
PLASMA
SCHUTZ-
GAS
PREFLOW
(Vorströmen)
PLASMA
SCHUTZ-
GAS
PREFLOW
(Vorströmen)
PLASMA
SCHUTZ-
GAS
Luft Luft Luft Luft
N
2N2N2H2
0
Luft Luft Luft Luft Luft Luft
N
2N2H2
0 N
2N2H2
0
Luft
Luft
Luft
Luft
Luft
Luft
N
2
N
2
H20 N
2
N
2
H20
85 A
SCHNEIDEN
Luft Luft Luft
N
2
H
35
N
2N2
H
35
N
2
N
2N2H2
0 N
2N2H2
0
N
2
H
35
N
2N2
H
35
N
2
N
2N2H2
0 N
2N2H2
0
150 A
SCHNEIDEN
Luft
O
2
Luft
Luft
O
2
O
2
O
2
Luft
Luft
Luft
Luft
50 A
SCHNEIDEN
30 A
SCHNEIDEN
70 A
SCHNEIDEN
100 A
SCHNEIDEN
Luft
BETRIEBS-
ART
BAUSTAHL
GAS
Luft
O
2
ALUMINUM
GAS
EDELSTAHL
O
2
GAS
Luft Luft
Sämtliche Gase und Druckregler sind Beistellung des Kunden. Eine hohe Gasqualität ist zu gewährleisten. Die
Druckregler müssen zweistufig ausgeführt sein. Die Tabelle enthält auch Gase, die nicht in allen Anwendungen
Verwendung finden.
Anwendung von Gasen
Handbuch Nr. 0-4800 2-5 TECHNISCHE DATEN
Page 19

Technische Daten des Brenners XTTM-300
2.25"
57,15 mm
2.0"
50,8 mm
2.39"
60,81 mm
1.49"
37,8 mm
19.00"
482,68 mm
15.50"
393,78 mm
2.74"
69,55 mm
1.57"
39,96 mm
3.54"
89,87 mm
6.30"
160,10 mm
Art # A-04897
Halterungsrohr
Endanbdeckung
A. Brennerabmessungen
Handbuch Nr. 0-4800 2-6 TECHNISCHE DATEN
Page 20

B. Leitungslänge
Fuß Meter
10 3,05
15 4,6
25 7,6
35 10.6
50 15,2
75 22,8
100 30,4
125 38,2
150 45,7
175 53,3
Länge
Gasle itungen
Cartridge
Schutzgasdüse
Art # A-04741
Elektrode
Düse
Plasmagasverteiler
Schutzgasverteiler
Schutzgaskappe
C. Brennerteile (Abbildung der Originalteile)
D. Überwachung der ordnungsgemäßen Montage der Teile (PIP – Parts-in-Place)
Der Brenner ist für die Verwendung mit einer Stromquelle konstruiert worden, die den Durchsatz im
Kühlmittelrücklauf misst und auf diese Weise überprüft, ob alle Brennerteile ordnungsgemäß montiert sind.
Wird kein oder zu geringer Kühlmittelrücklauf festgestellt, unterbindet die Stromquelle die Stromabgabe an
den Brenner. Eine Kühlmittelleckage aus dem Brenner ist ebenfalls ein Hinweis darauf, dass Brennerteile fehlen
oder nicht ordnungsgemäß montiert wurden.
E. Kühlmethode
Kombination von Gasstrom durch Brenner und Flüssigkeitskühlung.
Handbuch Nr. 0-4800 2-7 TECHNISCHE DATEN
Page 21

104°F
40°C
Einschaltdauer 100% bei 150 A
Max. S trom 150 A
Spannung (V
peak
) 500 V
Lic htbogen-Zündspannung 10 kV
Strom
Bis 150 A, Gleichstrom , Minuspolung (siehe
Hinweis )
Plasmagase: Druckluft, Sauerstoff, Stickstoff, H35
Schutzgase: Druckluft, Sauerstoff, Stickstoff, Wasser
Betriebsdruck 125 ps i ± 10 ps i 8,6 bar ± 0,7 bar
Max. E ingangsdruck 135 ps i / 9,3 bar
Gasdurchsatz 10 - 300 sc fh
Gass pezifik ation des Brenners XTTM-300
Ke nnw e rte de s Brenners XTTM-300
bei Verwendung mit Stromquelle Auto-Cut 100
Umgebungs temperatur
F. Technische Daten des Brenners XTTM-300 (mit Stromquelle Ultra-Cut 150)
G. Plasmastromquelle in Verwendung mit:
· Thermal Dynamics UltraCut
®
150.
Handbuch Nr. 0-4800 2-8 TECHNISCHE DATEN
Page 22

KAPITEL 3: INSTALLATION
Bestell-Nr. und
Mischungsverhältnis
Mischungsverhältnis Schutz bis
7-3580 'Extra-CoolTM'
25 / 75 10°F / -12°C
7-3581 'Ultra-CoolTM'
50 / 50 27°F / -33°C
7-3582 'Extreme CoolTM' Konzentrat* -65°F / -51°C
Kühlmittel-Eigenschaften
* Zum Mischen mit D-I CoolTM 7-3583
Netzversorgung Leistungsaufnahme Strom
Empfohlene Größen
(s. Hinweis)
Spannung Frequenz 3-Ph 3-Ph Sicherung (A) Leitung (AWG)
(V) (Hz) (kVA) (A) 3-Ph 3-Ph
208 60 23 105 125
#4
2
230 60 24 98 110
#4
2
400 50 28 58 75
#4
1
400 (CE) 50 28 58 75
#4
1
460 60 26 57 75
#4
1
2
Extrem harte Einsatzbedingungen: Typ G, G-GC, W
auf Basis der Normen: National Electric Code und Canadian Electrical Code
1
Extrem harte Einsatzbedingungen: Typ SO, SOW, SOO, SOOW, ST, STW, STO, STOW, STOO, STOOW
Stromquelle Ultra-Cut 150
Netzspannungen mit empfohlenen Sicherungsgrößen und Kabelquerschnitte
A. Installationsanforderungen
1. Netzanschluss
Die Spannungsversorgung vom Netz, sowie die Systeme zur Gas- und Wasserversorgung müssen den
örtlichen Sicherheitsstandards entsprechen. Die Übereinstimmung mit diesen Standards ist durch
qualifiziertes Personal zu überprüfen.
VORSICHT
Die Angaben zu Sicherungsgrößen und Kabelquerschnitten dienen nur zur Orientierung. Die
Installation muss den nationalen und örtlichen Normen zu Typ und Montagemethoden der
verwendeten Leitungen entsprechen.
2. Gasversorgung
Sämtliche Gase und Druckregler sind Beistellung des Kunden. Eine hohe Gasqualität ist zu gewährleisten.
Die Druckregler müssen zweistufig ausgeführt sein und so nahe wie möglich an der Gaseinheit installiert
werden. Verschmutztes Gas kann eines oder mehrere der nachfolgend aufgeführten Probleme
verursachen:
Verminderte Schnittgeschwindigkeit
•
• Schlechte Schnittqualität
• Geringe Schnittgenauigkeit
• Verringerte Lebensdauer der Verschleißteile
• Druckluft, die mit Öl oder Fett verschmutzt ist, kann in Verbindung mit Sauerstoff Brände
verursachen.
Anforderungen an das Kühlsystem
B.
Das System ist im Rahmen der Installationsarbeiten mit Kühlmittel zu befüllen. Die erforderliche Füllmenge
hängt von der Länge der Brennerleitung ab.
Thermal Dynamics empfiehlt die Verwendung der Originalkühlmittel, Bestell-Nr. 7-3580 und 7-3581 (für
niedrige Temperaturen).
Handbuch Nr. 0-4800 3-1 INSTALLATION
Page 23

C. Systemschema
CNC
Art # A-06876
Wasser als Schutzgas
Max. Länge 100’ / 30,5 m
Max. Länge 125’ / 38,1 m
Max. Länge 175’ / 53,3 m
Primäre
Spannungsversorgung
Stromquelle
Lichtleiter-
kabel
Rückl.Hilfslichtbogen
Minuskabel
Kühlmittel-Vorlauf
Steuerkabel
Gasregel-
modul
Plasmagas
Schutzgas
Vorströmgas
Lichtbogen-
Fernzündung
Brennerventil-
baugruppe
Werkstückkabel
Schutz
Kühlmittel-Rücklauf
Positionierrohr
Brenner
Werkstück
Plasmagas
Schutzgas
Schutz
Rückl.Hilfslichtb.
Kühlmittel-Vorlauf
Kühlmittel-Rücklauf
Steuerkabel
Steuerkabel
Handbuch Nr. 0-4800 3-2 INSTALLATION
Page 24

D-1. Identifizierung von Kabeln und Leitungen
Grün / gelb, AWG Nr. 4
Grün / gelb 1/0 (50 mm )
A
Grün
Rot
Art # A-07473
Kabel AWG Nr. 8
Kabel AWG Nr. 1
B
C
D
E
F
F1
K
L
H, Q,
R, S,T
Werkstückkabel
CNC-Kabel (14 Adern)
37
14
Kühlmittel-Vorlauf, Stromquelle
an Lichtbogenzündung
Kabel 1/0 (50 mm )
Rückleitung Hilfslichtbogen,
Stromquelle an Lichtbogenzündung
Minuskabel, Stromquelle
an Erdung
Steuerkabel, Stromquelle an
Lichtbogenzündung
Erdungskabel
Erdungskabel,
Lichtbogen-Fernzündung
O
P
Lichtleiterkabel,
Stromquelle an
Gasregelmodul
Steuerkabel, Stromquelle
an Gasregelmodul
Grün
Rot
Kühlmittel-Rücklauf, Stromquelle
an Lichtbogenzündung
2
2
14
G
Abgeschirmte Brennerleitungsbaugruppe,
LichtbogenFernzündung an Brenner
Plasmagasleitung,
Schutzgasleitung
I
J
an Erdung
Brennerventil an Brenner
Brennerventil an Brenner
Handbuch Nr. 0-4800 3-3 INSTALLATION
Page 25

D-2. Stromquelle anheben
Art # A-04796
WARNUNG
Keine spannungsführenden elektrischen Teile berühren.
Bevor Sie das Gerät bewegen, schalten Sie die Spannungsversorgung ab und trennen Sie die
Netzanschlussleitungen vom Gerät.
HERUNTERFALLENDE TEILE
können ernsthafte Verletzungen und Sachschäden verursachen.
Verwenden Sie alle vier Heißaugen, wenn die Stromquelle zum Anheben an Stropps angeschlagen
wird.
Verwenden Sie zum Anheben des Geräts von der Transportgpalette einen Gabelstapler, einen Kran oder ein
Hebezeug, wie in der Abbildung dargestellt. Halten Sie die Stromquelle dabei in einer stabilen und vertikalen
Lage. Heben Sie sie nicht weiter an, als dies zum Entfernen der Transportpalette unbedingt notwendig ist.
Setzen Sie die Stromquelle auf einer festen und ebenen Oberfläche ab. Der Monteur hat die Möglichkeit, die
Stromquelle durch die horizontalen Teile der Füße des Geräts hindurch mit Befestigungsteilen am Fußboden
zu befestigen.
Handbuch Nr. 0-4800 3-4 INSTALLATION
Page 26

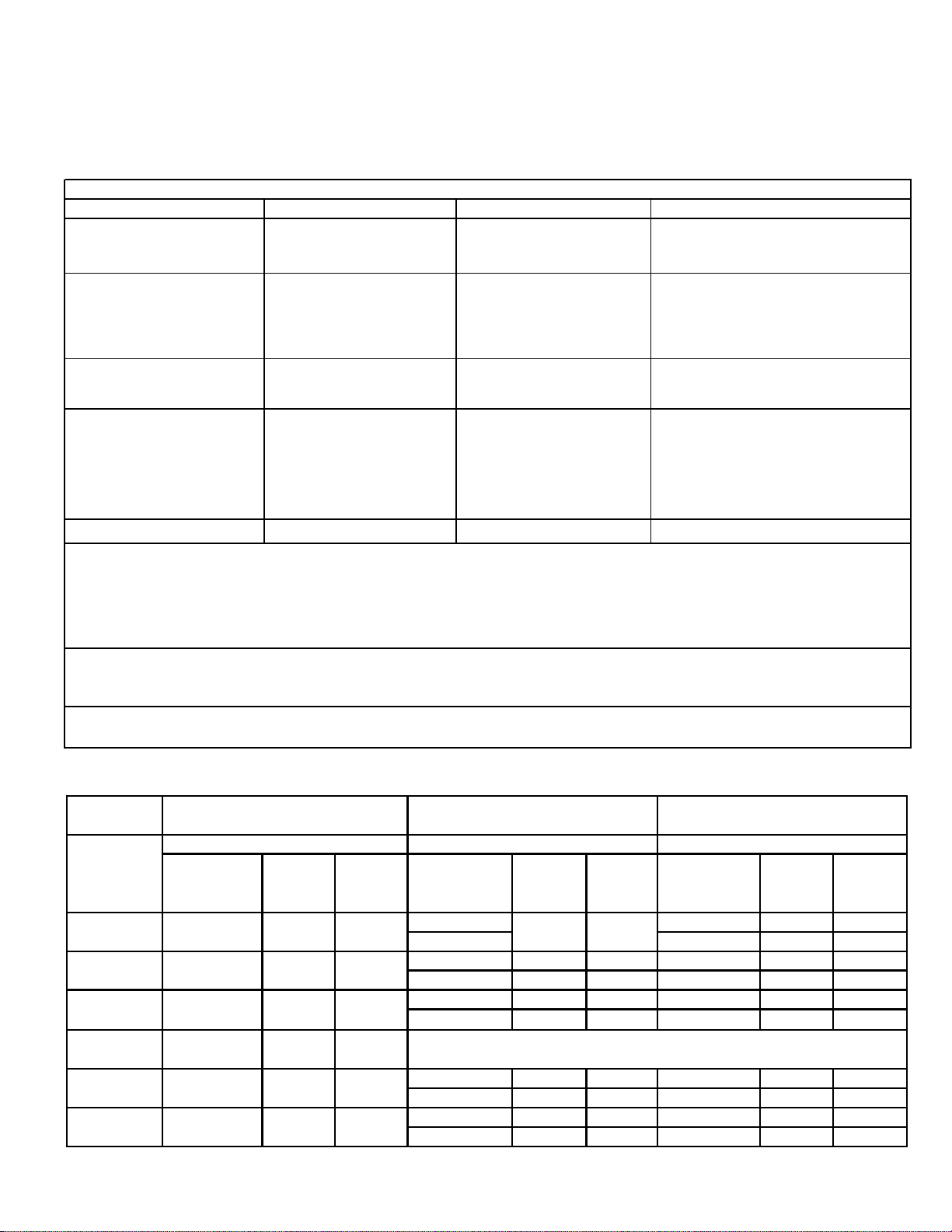
E - 1. Schalter am Befehls- und Steuermodul (Typ 1) einstellen
SW1
SW3
SW4
SW5
SW8
3
4
1
2
3
4
1
2
1
2
1
2
1
2
1
2
SW-1-1: Automat. Neustart Hilfslichtbogen 1 = ON = Automatikfunktion Hilfslichtbogen aktiviert
1 = OFF = Automatikfunktion Hilfslichtbogen deaktiviert (Werkseinstellung),
SW-1-2: Verzögerung Hilfslichtbogen 2 = OFF, 3 = OFF, 4 = OFF: 0 Sekunden (Werkseinstellung),
SW-1-3: Verzögerung Hilfslichtbogen 2 = ON, 3 = OFF, 4 = OFF: 0,1 Sekunden
SW-1-4: Verzögerung Hilfslichtbogen 2 = OFF, 3 = ON, 4 = OFF: 0,2 Sekunden
2 = ON, 3 = ON, 4 = OFF: 0,4 Sekunden
2 = OFF, 3 = OFF, 4 = ON: 0,8 Sekunden
2 = ON, 3 = OFF, 4 = ON: 1,0 Sekunden
2 = OFF, 3 = ON, 4 = ON: 1,5 Sekunden
2 = ON, 3 = ON, 4 = ON: 2,0 Sekunden
SW-3: Vorströmzeit 1 = OFF, 2 = OFF: 2 Sekunden (Werkseinstellung),
1 = ON, 2 = OFF: 4 Sekunden
1 = OFF, 2 = ON: 6 Sekunden
1 = ON, 2 = ON: 8 Sekunden
SW-4: Nachströmzeit 1 = OFF, 2 = OFF: 10 Sekunden (Werkseinstellung),
1 = ON, 2 = OFF: 20 Sekunden
1 = OFF, 2 = ON: 5 Sekunden
1 = ON, 2 = ON: 0 Sekunden
SW-5-1: Düsenschutz 1 = OFF = Deaktiviert (Werkseinstellung),
1 = ON = Aktiviert
SW-5-2: Brenner außerhalb Werkstück 2 = OFF = Deaktiviert (Werkseinstellung),
2 = ON = Aktiviert
SW 8-1: Dauer Hilfslichtbogen 1 = OFF = Kurz (85 ms,) (Werkseinstellung),
1 = ON = Lang (3 s,)
SW8-2: Fernstrom 1 = ON (Analoge Fernsteuerung der Stromstärke)
O
N
O
N
Nur aktiviert,
wenn SW-1-1
Art # A-04819
Für zukünftige Verwendung
auf ON steht.
SW 8-3, SW 8-4: Reserviert für Nutzung durch Werk.
Vergleichen Sie das Befehls- und Steuermodul mit der Abbildung. Handelt es sich um ein Modul mit externer
Anschlussabdeckung, gehen Sie gemäß den Anweisungen in diesem Abschnitt vor.
Nehmen Sie die rechte Seitenwand der Stromquelle ab. Stellen Sie die Schalter am CCM (Command-Control
Module – Befehls- und Steuermodul) entsprechend den Abbildungen ein. Informationen zu
Schaltereinstellungen und Anschlüssen finden Sie im Anhang.
VORSICHT
Die Leiterplatten im Befehls- und Steuermodul sind empfindlich gegen statische Aufladung. Leiten
Sie etwaige statische Aufladung an Ihrem Körper oder in Ihrer Umgebung ab, bevor Sie die
Leiterplatten berühren.
Handbuch Nr. 0-4800 3-5 INSTALLATION
Page 27

VORSICHT
Art # A-07673
SW11
SW13
SW6
SW12
SW13: TVA und XTL Schalterstellungen
SW13
1
2
1
2
TVA XTL TVA
SW-6: OK zum Vorschub:
Schließen des Kontakts, 120V Wechselspannung bei 1A (Werkseinstellung)
oder Gleichspannungswert (16-18 V Gleichspannung bei bis zu 100 mA)
SW-11: Analoge Spannungsregelung B = von Gasregelung (Werkseinstellung) oder A = von CNC.
Stellung A erfordert, dass Schalter SW-13-2 in Stellung ON ist.
SW-12-1/2/3/4: Geteiltes Lichtbogensignal Alle = OFF = 50:1 (Werkseinstellung)
1 = ON = 16.6:1
2 = ON = 30:1
3 = ON = 40:1
4 = Nicht verwendet.
Gleichzeitig nur jeweils 1.
Die Leiterplatten im Befehls- und Steuermodul sind empfindlich gegen statische Aufladung. Leiten
Sie etwaige statische Aufladung an Ihrem Körper oder in Ihrer Umgebung ab, bevor Sie die
Leiterplatten berühren.
Handbuch Nr. 0-4800 3-6 INSTALLATION
Page 28
E - 2. Schalter am Befehls- und Steuermodul (Typ 2) einstellen
SW1
SW3 SW4
SW5
SW8
3
4
1
2
3
4
1
2
1
2
1
2
1
2
1
2
SW-1-1: Automat. Neustart 1 = ON = Automatikfunktion Hilfslichtbogen aktiviert
Hilfslichtbogen 1 = OFF = Automatikfunktion Hilfslichtbogen deaktiviert (Werkseinstellung),
SW-1-2: Verzögerung Hilfslichtbogen 2 = OFF, 3 = OFF, 4 = OFF: 0 Sekunden (Werkseinstellung),
SW-1-3: Verzögerung Hilfslichtbogen 2 = ON, 3 = OFF, 4 = OFF: 0,1 Sekunden
SW-1-4: Verzögerung Hilfslichtbogen 2 = OFF, 3 = ON, 4 = OFF: 0,2 Sekunden
2 = ON, 3 = ON, 4 = OFF: 0,4 Sekunden
2 = OFF, 3 = OFF, 4 = ON: 0,8 Sekunden
2 = ON, 3 = OFF, 4 = ON: 1,0 Sekunden
2 = OFF, 3 = ON, 4 = ON: 1,5 Sekunden
2 = ON, 3 = ON, 4 = ON: 2,0 Sekunden
SW-4: Nachströmzeit 1 = OFF, 2 = OFF: 10 Sekunden (Werkseinstellung),
1 = ON, 2 = OFF: 20 Sekunden
1 = OFF, 2 = ON: 5 Sekunden
1 = ON, 2 = ON: 0 Sekunden
SW-5-1: Düsenschutz 1 = OFF = Deaktiviert (Werkseinstellung),
1 = ON = Aktiviert
SW-5-2: Brenner außerhalb 2 = OFF = Deaktiviert (Werkseinstellung),
Werkstück 2 = ON = Aktiviert
SW 8-1: Dauer Hilfslichtbogen 1 = OFF = Kurz (85 ms,) (Werkseinstellung),
1 = ON = Lang (3 s,)
SW8-2: Fernstrom 1 = ON (Analoge Fernsteuerung der Stromstärke)
O
N
O
N
wenn SW-1-1
auf ON steht.
Art # A-06791
Für zukünftige Verwendung
SW-3: Vorströmzeit 1 = Off, 2 = OFF: 2 Sekunden
1 = ON, 2 = OFF: 4 Sekunden
1 = OFF, 2 = ON: 6 Sekunden
1 = ON, 2 = ON: 8 Sekunden
Nur aktiviert,
SW 8-3, SW 8-4: Reserviert für Nutzung durch Werk.
Vergleichen Sie das Befehls- und Steuermodul mit der Abbildung. Handelt es sich um ein Modul ohne externe
Anschlussabdeckung, gehen Sie gemäß den Anweisungen in diesem Abschnitt vor.
Nehmen Sie die rechte Seitenwand der Stromquelle ab. Stellen Sie die Schalter am CCM (Command-Control
Module – Befehls- und Steuermodul) entsprechend den Abbildungen ein. Informationen zu Schaltereinstellungen
und Anschlüssen finden Sie im Anhang.
VORSICHT
Die Leiterplatten im Befehls- und Steuermodul sind empfindlich gegen statische Aufladung. Leiten
Sie etwaige statische Aufladung an Ihrem Körper oder in Ihrer Umgebung ab, bevor Sie die
Leiterplatten berühren.
Handbuch Nr. 0-4800 3-7 INSTALLATION
Page 29

VORSICHT
Art # A-06792
SW11
SW13
SW6
SW12
SW13: TVA und XTL Schalterstellungen
SW13
1
2
1
2
TVA XTL TVA
SW6: OK zum Vorschub: Schließen des Kontakts, 120 V Wechselspannung bei 1 A (Werkseinstellung) oder
Gleichspannungswert (12-18 V Gleichspannung bei bis zu 100 mA)
SW11: Analoge Spannungsregelung B = Von Gasregelung (Werkseinstellung) oder A = von CNC.
Stellung A erfordert, dass Schalter SW-8-2 in Stellung ON ist.
SW12-1/2/3/4: Geteiltes Alle = OFF = 50:1 (Werkseinstellung)
1 = ON = 16,6:1
2 = ON = 30:1
3 = ON = 40:1
4 = Nicht verwendet.
Gleichzeitig nur jeweils 1.
Keine externe
Anschlussabdeckung
Lichtbogensignal
Die Leiterplatten im Befehls- und Steuermodul sind empfindlich gegen statische Aufladung. Leiten
Sie etwaige statische Aufladung an Ihrem Körper oder in Ihrer Umgebung ab, bevor Sie die
Leiterplatten berühren.
Handbuch Nr. 0-4800 3-8 INSTALLATION
Page 30

F. Anschlussabdeckung abbauen
Anschlussabdeckung
(abgebaut)
Anschlussleiste
Art # A-04797
Das Kabel für die Einspeisung vom Netz ist durch den Endkunden beizustellen und muss durch ihn an die
Stromquelle angeschlossen werden.
Bauen Sie die Anschlussabdeckung an der Rückseite der Stromquelle ab. Nehmen Sie das Bauteil vorsichtig
ab und achten Sie auf die Erdungsleitung, die an der Innenseite angeschlossen ist. Klemmen Sie diese Leitung
nicht ab.
Handbuch Nr. 0-4800 3-9 INSTALLATION
Page 31

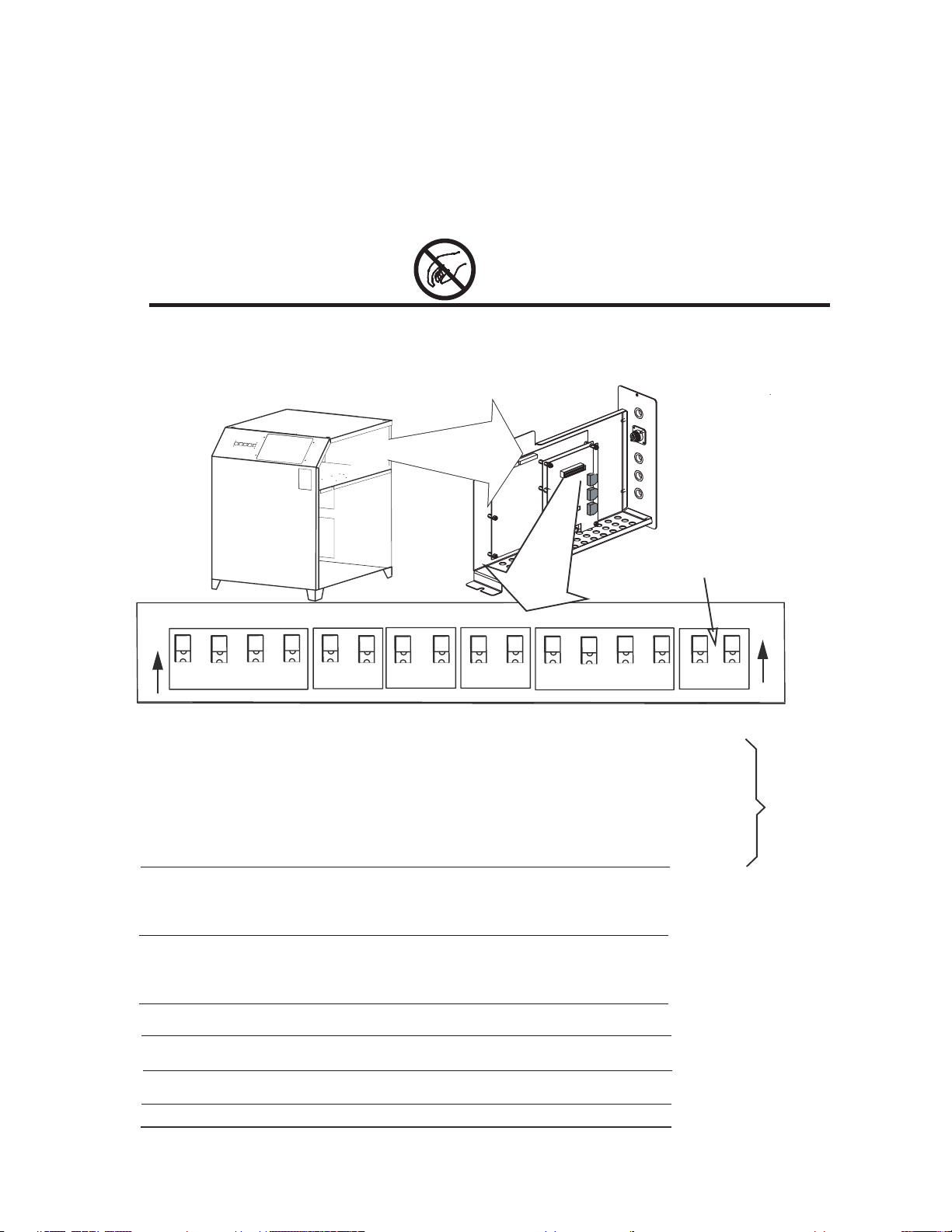
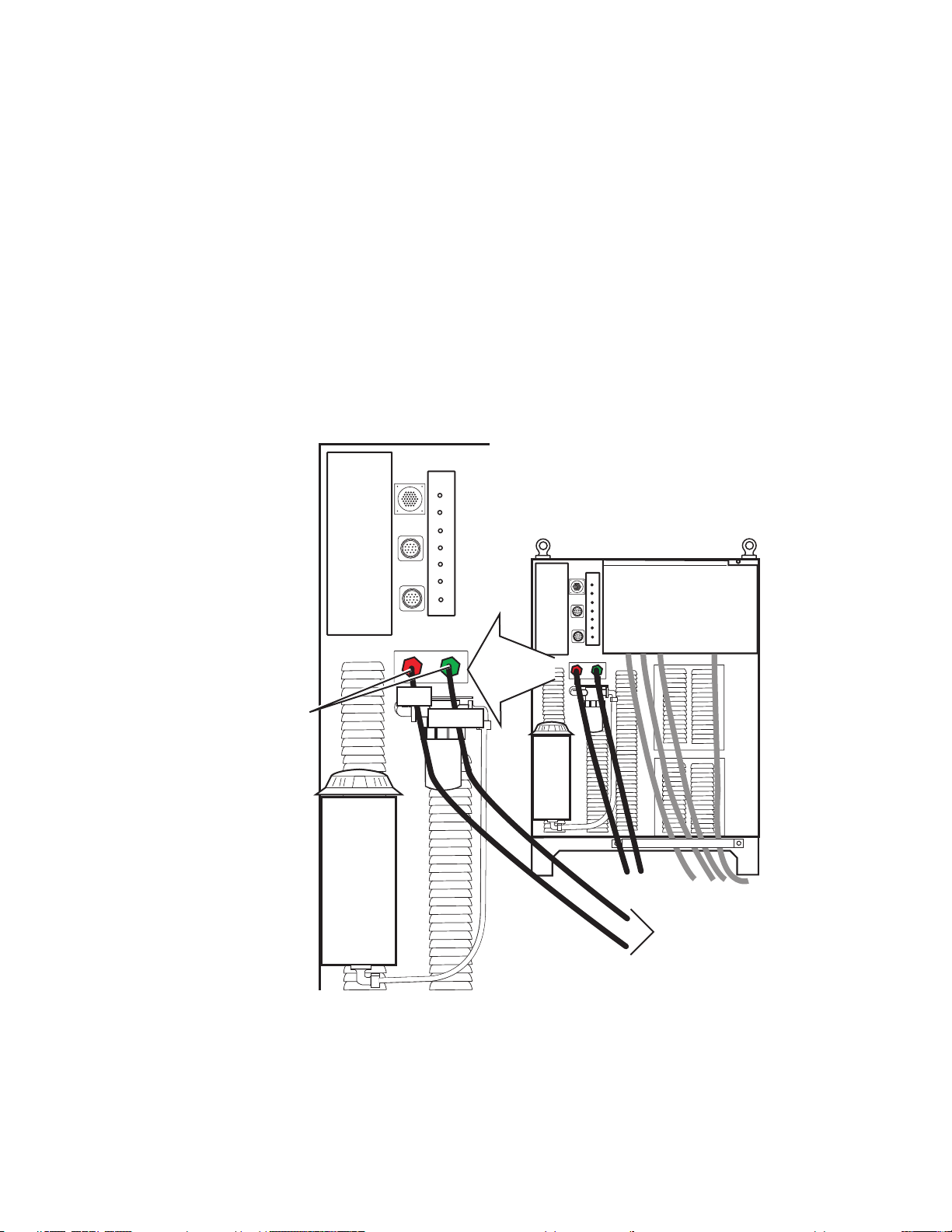
G. Werkstückkabel, Hilfslichtbogen- und Minuskabel anschließen
PILOT WORK TORCH
Anschlussleiste
AC INPUT
R S T
Werkstückleitung
Brennerleitung – an Lichtbogen-Fernzündung
Werkstück
Brenner
Detail Leitungsanschluss
Halterung für
Anschlussklemmenabdeckung
Art # A-07660
Anschlussabdeckung
Hilfslichtbogen
An Arbeitstisch
Kabelhalterung
Hilfslichtbogenleitung –
an Lichtbogen-Fernzündung
1. Führen Sie die Enden der Werkstückkabel sowie die Enden der Hilfslichtbogen- und Minuskabel von
unten nach oben durch die Kabelhalterung an der Unterseite der Rückwand ein und weiter durch die
Öffnungen der Halterung der Anschlussabdeckung.
2.
Schließen Sie die Leitungen wie in der Abbildung dargestellt an und stellen Sie sicher, dass die Anschlüsse
fest sitzen, aber nicht übermäßig festgezogen sind.
VORSICHT
Die durchsichtige Anschlussabdeckung darf nicht abgebaut werden.
Handbuch Nr. 0-4800 3-10 INSTALLATION
Page 32

H. Konfiguration der Netzspannung prüfen / einstellen
Art # A-04856
1. Überbrückung abklemmen
2. Schrauben herausdrehen.
3. Platte über Kopf drehen.
4. Platte wieder einbauen.
5. Überbrückung anschließen
Leiterplatte für 208/230V / 460V
Eingangsspannung
(Darstellung zeigt Einbaulage für 460V)
Wechselrichter-Modul
1. Die Stromquelle enthält eine Leiterplatte zur Konfiguration der Eingangsspannung vom Netz. Diese muss so
eingebaut sein, dass sie der tatsächlichen Netzspannung entspricht. Bauen Sie die linke Seitenwand der
Stromquelle ab und lokalisieren Sie die Leiterplatte zur Konfiguration der Eingangsspannung vom Netz. Die
jeweilige Konfiguration der Netzspannung ist im oberen Bereich der Leiterplatte angegeben.
2.
Klemmen Sie ggf. die Überbrückung in der rechten oberen Ecke der Leiterplatte ab, bauen Sie die Leiterplatte
aus und setzen Sie sie so ein, dass im oberen Bereich der Leiterplatte die korrekte Netzspannung angezeigt
wird.
Schließen Sie die Überbrückung und bauen Sie die Seitenwand der Stromquelle wieder an.
3.
Handbuch Nr. 0-4800 3-11 INSTALLATION
Page 33
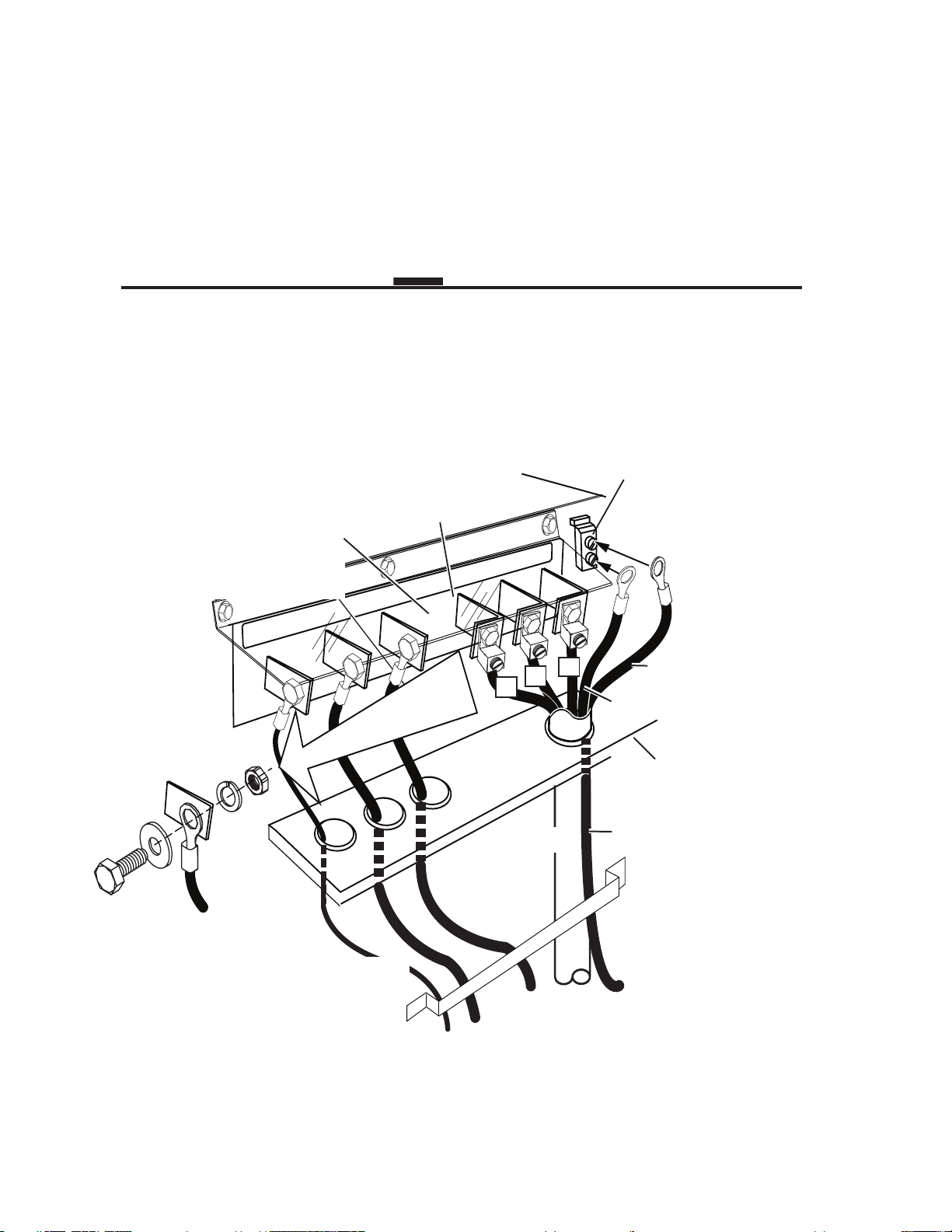
I. Netzkabel und System-Erdungskabel anschließen
PIL
O
T
W
ORK
TORCH
AC INPUT
Netzkabel
System-Erdungskabel
Erdungsklemmenleiste
Halterung für
Anschlussklemmenabdeckung
Erdung des Netzkabels
System-Erdungskabel
Typischer Kabelanschluss im Detail
Art # A-07659
L1
L2
L3
An Lichtbogen-Fernzündung
Anschlussabdeckung
Anschlussleiste
Kabelhalterung
An Lichtbogen-Fernzündung
1. Schneiden Sie die äußere Abschirmung des Netzkabels vorsichtig ab, um die einzelnen Adern freizulegen.
Entfernen Sie die Isolierung von den einzelnen Adern. Führen Sie das Kabel von unten nach oben durch die
Kabelhalterung an der Unterseite der Rückwand ein und weiter durch die Öffnungen der Halterung der
Anschlussabdeckung.
2. Versehen Sie die Enden der einzelnen Adern mit Ringkabelschuhen und befestigen Sie diese.
3.
Schließen Sie die einzelnen Adern wie in der Abbildung dargestellt an. Schließen Sie die Erdungsader des
Netzkabels an die Erdungsklemmenleiste an.
VORSICHT
Die durchsichtige Anschlussabdeckung darf nicht abgebaut werden.
4. Führen Sie ein System-Erdunsgkabel durch dieselbe Öffnung in der Halterung der Anschlussabdeckung,
durch die auch das Netzkabel eingeführt wurde. Schließen Sie das Kabel an die Erdungklemmenleiste auf
der Rückseite der Stromquelle an. Die Verfahrensweise zur ordnungsgemäßen Erdung des Systems ist im
Kapitel “Erdungsanschlüsse” beschrieben.
5. Anschlussabdeckung wieder an Stromquelle anbauen. Befestigungsteile handfest anziehen, nicht übermäßig
festziehen.
Handbuch Nr. 0-4800 3-12 INSTALLATION
Page 34

J. Erdungsanschlüsse
A. Elektromagnetische Interferenz (EMI)
Bei der Zündung des Hilfslichtbogens wird in einem gewissen Maß elektromagnetische Interferenz (EMI)
erzeugt, welche üblicherweise als hochfrequentes Rauschen bezeichnet wird. Dieses hochfrequente Rauschen
kann andere elektronische Ausrüstungsteile wie z. B. CNC-Regler, Fernsteuerungen, Höhenregler usw.
beeinflussen. Um die elektromagnetische Interferenz so gering wie möglich zu halten, befolgen Sie die hier
beschriebenen Anweisungen zur Herstellung der Erdungsanschlüsse im Rahmen der mechanischen
Systeminstallation:
B. Erdung
1. Der Erdungsanschluss erfolgt vorzugsweise an einem Einzelpunkt oder Stern-Erdungspunkt. Der
Einzelpunkt, der üblicherweise am Arbeitstisch angeordnet ist, wird mit einem Kabel 1/0 AWG (Europa:
50 mm²) oder größer an eine geeignete Erdung angeschlossen (mit weniger als 3 Ohm, eine ideale Erdung
hat einen Widerstand von max. 1 Ohm). Siehe Abschnitt C „Erdung herstellen“. Der Tiefenerder muss so
nah wie möglich am Arbeitstisch angeordnet werden, idealerweise weniger als 10 Fuß (3,0 m), jedoch
höchstens 20 Fuß (6,1 m) vom Arbeitstisch entfernt.
HINWEIS
Alle Erdungsanschlüsse sind so kurz wie möglich auszuführen. Lange Erdungskabel sowie Kabel
mit kleineren Querschnitten weisen einen erhöhten Widerstand gegen HF-Frequenzen auf. Daher
sind kurze Kabel mit größeren Querschnitten besser geeignet.
2. Die Erdung von Bauteilen, die am Arbeitstisch montiert sind (CNC-Regler, Höhenregler, Plasma-
Fernsteuerung usw.) sollte entsprechend den Empfehlungen der jeweiligen Hersteller zu Kabelquerschnitt
und -typ sowie Anordnung des Anschlusspunktes erfolgen.
Thermal Dynamics empfiehlt, ein Kabel 10 AWG (Europa: 6 mm²) oder ein flaches Kupfergeflecht mit einem
Querschnitt gleich oder größer 10 AWG zu verwenden und diese an den Rahmen des Arbeitstisches
anzuschließen. Für die Lichtbogen-Fernzündung ist ein Erdungskabel 1/0 AWG, für das Gasregelmodul ist
ein Erdungkabel von mindestens 4 AWG zu verwenden. Der Anschlusspunkt muss aus sauberem, blanken
Metall bestehen, Rost oder Farbe beeinträchtigen den Kontakt. Für alle Bauteile können Kabel mit größeren
Querschnitten als das empfohlene Minimum verwendet werden, dadurch kann der Schutz gegen HFRauschen verbessert werden.
3. Danach wird der Rahmen der Schneidmaschine mit einem Kabel 1/0 AWG (Europa: 50 mm²) oder größer an
den Stern-Erdungspunkt angeschlossen.
4. Das Plasma-Spannunsgversorgungskabel für das Werkstück (siehe HINWEIS) wird am Stern-
Erdungsanschluss des Arbeitstisches angeschlossen.
HINWEIS
Schließen Sie das Werkstückkabel nicht direkt an den Tiefenerder an.
5. Überprüfen Sie, ob das Werkstückkabel sowie das Erdungskabel ordnungsgemäß angeschlossen sind. Das
Werkstückkabel muss fest am Arbeitstisch angeschlossen sein. Die Anschlüsse von Werkstück- und
Erdunsgkabeln müssen frei von Rost, Schmutz, Fett, Öl und Farbe sein. Ggf. Anschlusspunkte schleifen
oder sandstrahlen, bis blankes Metall sichtbar wird. Verwenden Sie Sicherungsscheiben, um einen festen
Sitz der Anschlüsse zu gewährleisten. Es wird außerdem empfohlen, zum Schutz gegen Korrosion
Kontaktpflegemittel zu verwenden.
Das Gehäuse der Plasma-Stromquelle ist gemäß den elektrischen Standards an die Erdung der
6.
Energieverteilung angeschlossen. Wenn die Stromquelle in der Nähe des Arbeitstisches angeordnet ist
(siehe HINWEIS) ist ein zweiter Tiefenerder normalerweise nicht erforderlich, er kann sich in der Praxis
sogar negativ auswirken, da er Ströme in der Erdungsschleife hervorrufen kann, die Interferenz verursachen.
Ist die Plasma-Stromquelle weit entfernt vom Arbeitstisch angeordnet und tritt Interferenz auf, kann es
hilfreich sein, einen zweiten Tiefenerder neben der Plasma-Stromquelle anzuordnen. Das Gehäuse der
Plasma-Stromquelle wird in diesem Fall an den zweiten Tiefenerder angeschlossen.
HINWEIS
Es wird empfohlen, die Plasma-Stromquelle möglichst in einer Entfernung von 20 - 30 Fuß (6,1 – 9,1
m) vom Arbeitstisch aufzustellen.
Handbuch Nr. 0-4800 3-13 INSTALLATION
Page 35

7. Das Plasma-Steuerkabel ist geschirmt auszuführen, wobei die Abschirmung nur schneidmaschinenseitig
Art # A-07252
WARNUNG
Gehen Sie mit äußerster Vorsicht vor.
Diese Prüfung erfolgt unter Spannung.
NULLLEITER
geerdet
HEIß
An Leitung mit 115V Wechselspannung:
3 VAC = 3 Ohm
1 VAC = 1 Ohm
An Leitung mit 230V Wechselspannung:
1,5 VAC = 3 Ohm
0,5 VAC = 1 Ohm
Tiefenerder,
weitere Anschlüsse
abgeklemmt
Leuchtstofflampe
100 W*
* Kann als Ersatz für Glühlampe mit
100 W Widerstand verwendet werden.
100 Ohm für 115 VAC verwenden.
500 Ohm für 230 VAC verwenden.
NEUTRALE
SPITZE
VAC
SPITZE
HEIßE
angeschlossen wird. Der beidseitige Anschluss der Abschirmung würde Ströme in der Erdungsschleife
hervorrufen, die zu einer stärkeren Interferenz führen, als wenn keine Abschirmung vorhanden wäre.
C.
Erdung herstellen
1. Um eine funktionsfähige Erdung mit geringem Widerstand herzustellen, treiben Sie einen
kupferummantelten Tiefenerder mit einem Durchmesser von ½ Zoll (12 mm) oder größer mindestens 6 - 8
Fuß (1,8 – 2,4 m) in die Erde, so dass der Tiefenerder über den größten Teil seiner Länge Kontakt mit dem
feuchten Erdboden hat. Je nach den örtlichen Gegebenheiten kann auch eine größere Tiefe erforderlich werden,
um eine Erdung mit geringem Widerstand zu gewährleisten (siehe HINWEIS). Die Erdungsstäbe, die
üblicherweise 10 Fuß (3,0 m) lang sind, können aneinander geschweißt werden, um größere Längen zu
erhalten. Ordnen Sie den Tiefenerder so nahe wie möglich am Arbeitstisch an. Installieren Sie ein
Erdungskabel mit einem Querschnitt von 1/0 AWG (Europa: 50 mm²) oder mehr zwischen Tiefenerder und
Erdungs-Sternpunkt am Arbeitstisch.
HINWEIS
Ein ordnungsgemäß installierter Tiefenerder hat idealerweise einen Widerstand von 3 Ohm oder weniger.
Prüfen Sie die Erdung gemäß nachfolgendem Schema. Im Idealfall entspricht der auf dem Multimeter
angezeigte Wert dem in der Abbildung.
Prüfen Sie die Erdung gemäß nachfolgendem Schema. Im Idealfall entspricht der auf dem Multimeter angezeigte
Wert dem in der Abbildung..
VORSICHT
Am zu prüfenden Tiefenerder dürfen keine weiteren Anschlüsse hergestellt werden.
Diese Prüfung setzt voraus, dass ein Nullleiter mit 115 oder 230 V Wechselspannung an die Netzerdung
angeschlossen ist.
2. Die Verlängerung des Tiefenerders über 20 - 30 Fuß (6,1 – 9,1 m) hinaus führt nicht zwingend zu einer
Prüfen der Erdung
Verbesserung seiner Wirksamkeit. Dagegen kann ein Tiefenerder mit größerem Querschnitt und damit
größerer Oberfläche hilfreich sein. Manchmal hilft es auch, den Boden um den Tiefenerder herum feucht zu
halten, indem ständig ein wenig Wasser in den Boden eingeleitet wird.
Der Erdungswiderstand kann außerdem reduziert werden, indem der Salzgehalt des Bodens durch Einleitung
von Salzwasser erhöht wird. Werden diese Maßnahmen angewendet, muss der Erdungswiderstand
regelmäßig geprüft werden, um sicherzustellen, dass eine ordnungsgemäße Erdung gegeben ist.
Handbuch Nr. 0-4800 3-14 INSTALLATION
Page 36
D. Brennerleitungen verlegen
RETURN
SUPPLY
RETURN
SUPPLY
Art # A-04800
An Lichtbogen-
COOLANT
ROT
GRÜN
Kühlmittelanschlüsse
Fernzündung
1. Um das HF-Rauschen zu minimieren, ordnen Sie die Brennerleitungen so weit wie möglich von CNC-
Bauteilen, Antriebsmotoren, Steuer- oder Netzkabeln entfernt an. Wenn Kabel über Brennerleitungen hinweg
geführt werden müssen, dann im Winkel. Führen Sie Plasma-Steuerkabel oder andere Steuerkabel nicht
parallel zu den Brennerleitungen in einer Kabeltrasse.
Halten Sie die Brennerleitungen sauber. Schmutz und metallische Partikel entziehen ihnen Energie, so dass
2.
die Zündung erschwert wird und die Wahrscheinlichkeit des Auftretens von HF-Rauschen erhöht wird.
Kühlmittelleitungen anschließen
K.
1. Schließen Sie die mit Farbcode gekennzeichneten Kühlmittelschläuche an die Kühlmittelanschlüsse an
der Rückseite der Stromquelle an. Der Zulauf (ausgehend) ist grün markiert, der Rücklauf (eingehend)
rot.
Handbuch Nr. 0-4800 3-15 INSTALLATION
Page 37

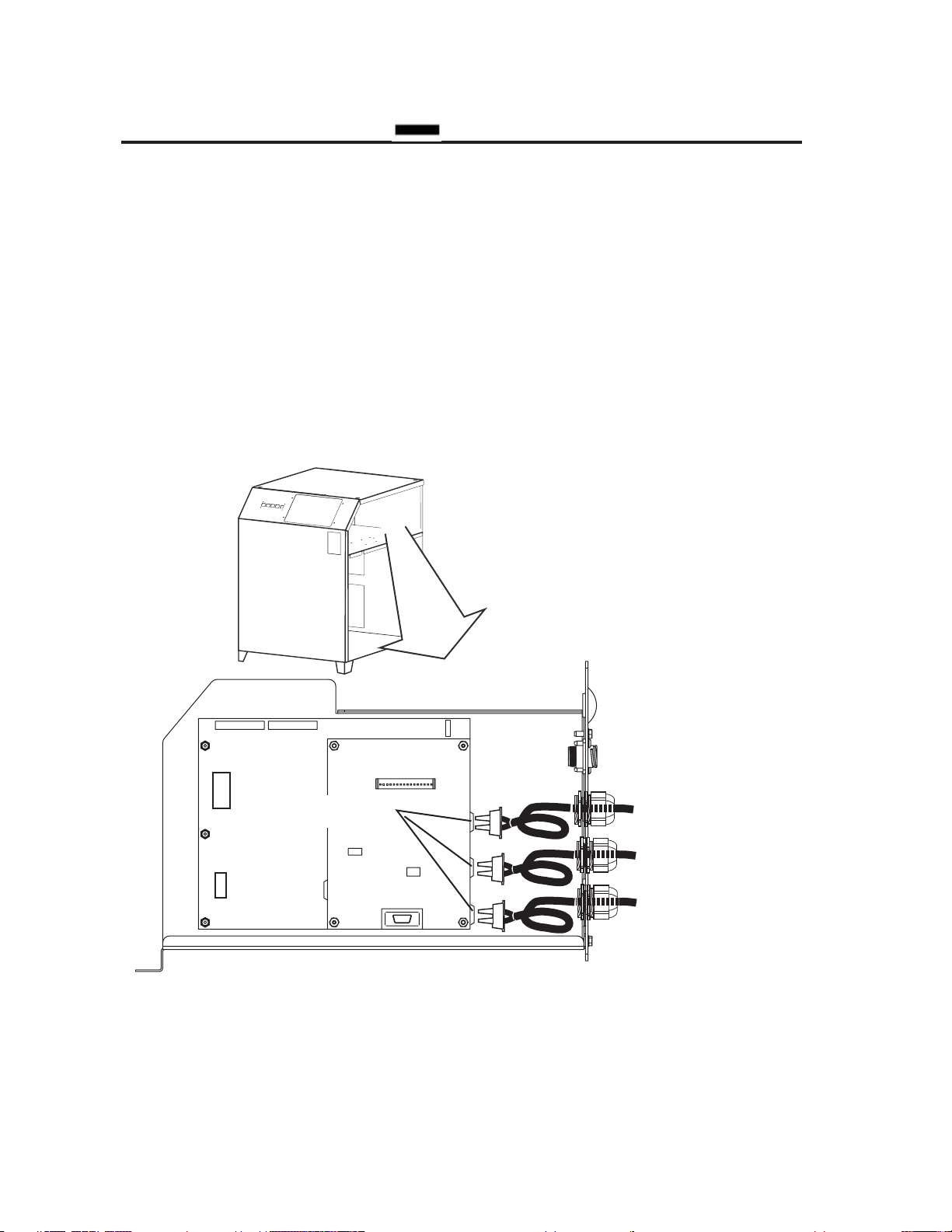
L. Steuerkabel für CNC, Lichtbogen-Fernzündung und
RETURN
SUPPLY
Art # A-04802
An CNC
An Lichtbogen-Fernzündung
An Gasregelmodul
Gasregelmodul anschließen
1. Jedes der Kabel mit einem Ende an die Stromquelle anschließen.
2.
Das andere Ende des CNC-Kabels an das CNC-Gerät anschließen.
3. Die Abschirmung des CNC-Kabels muss geerdet werden.
Handbuch Nr. 0-4800 3-16 INSTALLATION
Page 38

A. Lichtleiterkabel anschließen (internes Steuermodul Typ 1)
Art # A-04805
Rechte Seitenwand
der Stromquelle
An Gasregelmodul
An Fern-HMI (falls vorhanden)
An Neben-Stromquelle
(falls vorhanden)
Seitenwand der
Anschlussabdeckung
1
2 3
Rückwand der
Stromquelle
Hutmutter der Zugentlastung
Befestigungsmutter der Zugentlastung
Zugentlastung
Lichtleiterkabel
Stecker des
Lichtleiterkabels
Profil-Detail, Installation Lichtleiterkabel
Anschlussabdeckung
Seitenwand der
Anschlussabdeckung
VORSICHT
Prüfen Sie, welchem Typ das interne Steuermodul entspricht. Gehen Sie nach den Anweisungen in
diesem Abschnitt vor, wenn es sich um ein internes Steuermodul
Anschlussabdeckung handelt. Zum Anschließen eines internen Steuermoduls
mit
einer externen
ohne
Anschlussabdeckung verfahren Sie wie im folgenden Abschnitt beschrieben.
1. Schließen Sie jedes Kabel mit einem Ende an die Stromquelle an, wie in der Abbildung dargestellt.
a.
Entfernen Sie die Mutter, mit der die Zugentlastung am (an den) Lichtleiterkabel(n) befestigt ist.
Lösen Sie die Hutmutter der Zugentlastung von der Zugentlastung.
Führen Sie den Kabelstecker durch die entsprechende Öffnung an der Anschlussabdeckung. Schieben
b.
Sie die Befestigungsmutter der Zugentlastung auf das Kabel. Stellen Sie eine Kabelschleife her und
drücken Sie den Stecker vorsichtig in die entsprechende Buchse auf der Rückwand der Stromquelle.
Schieben Sie die Zugentlastungsbaugruppe auf die Anschlussabdeckung und fixieren Sie sie mit der
c.
Befestigungsmutter. Befestigen Sie die Hutmutter an der Zugentlastung, ohne sie zu stark anzuziehen.
externe
Handbuch Nr. 0-4800 3-17 INSTALLATION
Page 39
B. Lichtleiterkabel anschließen (internes Steuermodul Typ 2)
An Gasregelmodul
An Fern-HMI
(falls vorhanden)
Profil-Detail, Installation Lichtleiterkabel
Kabelbuchsen
An Neben-Stromquelle
(falls vorhanden)
Art # A-06793
VORSICHT
Prüfen Sie, welchem Typ das interne Steuermodul entspricht. Gehen Sie nach den Anweisungen in
diesem Abschnitt vor, wenn es sich um ein internes Steuermodul
handelt. Zum Anschließen eines internen Steuermoduls
mit
Sie wie im vorhergehenden Abschnitt beschrieben.
1. Schließen Sie jedes Kabel mit einem Ende an die Stromquelle an, wie in der Abbildung dargestellt.
Entfernen Sie die Mutter, mit der die Zugentlastung am (an den) Lichtleiterkabel(n) befestigt ist.
a.
Lösen Sie die Hutmutter der Zugentlastung von der Zugentlastung.
b.
Führen Sie den Kabelstecker durch die entsprechende Öffnung an der Anschlussabdeckung. Schieben
Sie die Befestigungsmutter der Zugentlastung auf das Kabel. Stellen Sie eine Kabelschleife her und
drücken Sie den Stecker vorsichtig in die entsprechende Buchse auf der Rückwand der Stromquelle.
Befestigen Sie die Zugentlastung am (an den) Kabel(n), ohne es (sie) zu stark anzuziehen.
c.
ohne
externe Anschlussabdeckung
externer Anschlussabdeckung verfahren
Handbuch Nr. 0-4800 3-18 INSTALLATION
Page 40

M. Gasregelmodul installieren
Art # A-06882
Abdeckung des Gasregelmoduls
Nicht entfernen
Erdungskabel
entfernt
Das Gasregelmodul muss an einem geeigneten Ort installiert werden, der für das Bedienpersonal gut zugänglich
ist. Das Gerät sollte auf einer flachen, horizontalen Oberfläche installiert werden. Wird das Modul an einem
Portal oder einer anderen Stützkonstruktion angebaut, die Bewegungen oder Vibrationen ausgesetzt ist, muss
der Installateur das Modul so montieren, dass ein fester Sitz gewährleistet ist.
Aufgrund der elektromagnetischen Interferenz sollte das Modul so weit wie möglich von der Lichtbogenzündung
entfernt installiert werden. Das Steuerkabel kann dabei in derselben Kabeltrasse verlegt werden, wie die von
der Lichtbogenzündung herangeführten Kabel.
Das Modul besitzt Füße, um zwischen der Grundplatte des Moduls und der Anbaufläche einen Abstand
herzustellen. Auf der Unterseite des Moduls befinden sich Lüftungsöffnungen. Der Raum zwischen Modul und
Anbaufläche muss frei bleiben, um die Luftzufuhr in das Innere des Moduls sicher zu stellen. Die Lüftungsgitter
an der Rückwand des Moduls dürfen ebenfalls nicht verstellt werden, um den Luftstrom nicht zu beeinträchtigen.
HINWEIS
Das Gerät muss so installiert werden, dass die Durchfluss-Messinstrumente lotrecht ausgerichtet
sind. Ist dies nicht der Fall, kann es zu falschen Anzeigen an den Durchfluss-Messinstrumenten
kommen.
Vorbereitung
1.
Entfernen Sie die Schrauben, mit denen die Abdeckung am Modul befestigt ist.
Nehmen Sie die Abdeckung vorsichtig vom Modul ab und achten Sie dabei auf das Erdungskabel.
2.
Klemmen Sie das Erdungskabel bei Bedarf ab.
Handbuch Nr. 0-4800 3-19 INSTALLATION
Abdeckung abbauen
Page 41
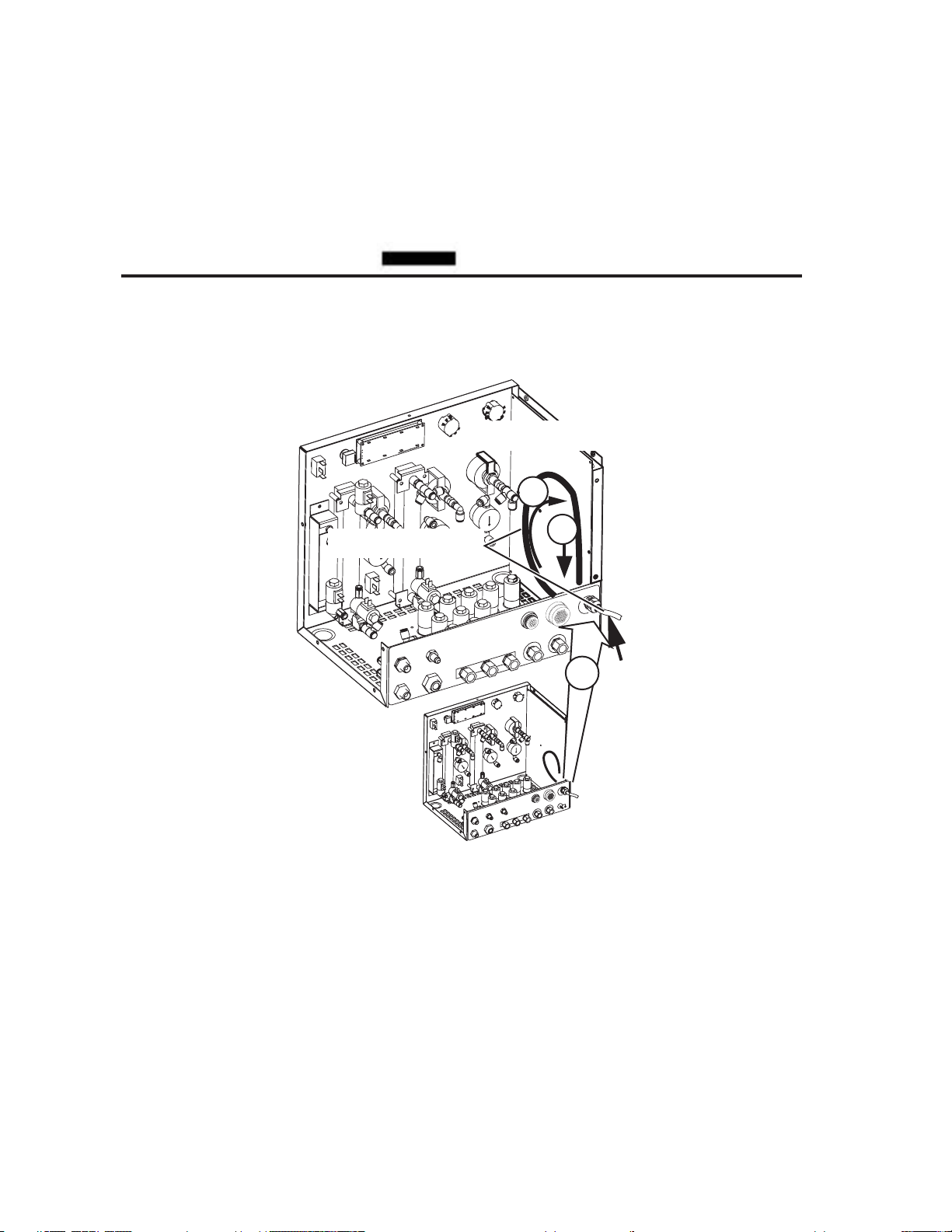
N. Lichtleiterkabel installieren
2
3
Leiterplatte
Art # A-04772
Lichtleiterkabel
COMM
PLASMA
OUT
PREFLOW
OUT
J57
J56
SHIELD
OUT
H
2
O
INPUTS
TVA
POWER
SUPPLY
H35
F5
AIR N
2
O
2
1
COMM
J57
J56
IN
PU
TS
TVA
POW
ER
SUPPL
Y
H35
F5
AIR N
2
O
2
SHIELD
PLA
SMA
PREFLOW
H
2
O
SHIE
LD
H
2
O
1. Installieren Sie die Schutzhülse für das Lichtleiterkabel in der Öffnung der Anschlussleiste auf der
Rückseite des Moduls.
2.
Führen Sie den Stecker des Lichtleiterkabels durch die Öffnung der Anschlussleiste auf der Rückseite
des Moduls. Stellen Sie sicher, dass im Inneren des Moduls genügend Kabellänge vorhanden ist, um eine
Schleife nach oben zu legen, wie in der Abbildung dargestellt.
VORSICHT
Vermeiden Sie unbedingt, dass das Lichtleiterkabel geknickt, verdreht oder verwürgt wird. Das
Kabel kann bei Verlegung mit kleinen Biegeradien beschädigt werden.
3. Führen Sie den Stecker des Lichtleiterkabels in die Buchse auf der senkrecht eingebauten Leiterplatte
Handbuch Nr. 0-4800 3-20 INSTALLATION
ein, wie in der Abbildung dargestellt.
Page 42

Leiterplatte
Lichtleiterkabel
Art # A-04773
4. Ziehen Sie die Schutzhülse für das Lichtleiterkabel fest.
Bauen Sie die Abdeckung wieder an und stellen Sie sicher, dass das Erdungskabel angeschlossen ist.
5.
Handbuch Nr. 0-4800 3-21 INSTALLATION
Page 43

O. Gasregelmodul: Steuerungs-, Eingangs- und
Eingänge Gas und Wasser (Absperrventile)
Anschlussleiste
An Brennerventilbaugruppe
An Brennerventilbaugruppe
An Stromquelle
SHIELD PLASMA
PREFLOW
H O
SHIELD
2
H O
2
AIR
N2
O2
H35
F5
TVA
POWER
SUPPLY
COMM
J57
J56
INPUTS
When Cutting With O2 Plasma
Air MUST BE Connected
Erdungsbolzen
SHIELD PLASMA
PREFLOW
H O
SHIELD
2
H O
2
AIR
N2
O2
H35
F5
TVA
POWER
SUPPLY
COMM
J57
J56
INPUTS
When Cutting With O2 Plasma
Air MUST BE Connected
Rückseite des
Gasregelmoduls
Art # A-06881
Ausgangsanschlüsse
1. Stellen Sie alle weiteren Anschlüsse an der Rückseite des Moduls her. Die Anschlüsse sind gekennzeichnet.
Das Modul muss geerdet werden. Der Erdungsanschluss ist gekennzeichnet. Verwenden Sie ein
Erdungskabel mit einem Querschnitt #10 AWG (Europa: 6 mm²) (oder mehr). Führen Sie das Erdungskabel
so kurz wie möglich aus.
2.
Ordnen Sie das Modul auf einer flachen, horizontalen Anbaufläche an.
Stellen Sie sicher, dass sich die Durchfluss-Messinstrumente in lotrechter Position befinden.
3.
Befestigen Sie das Modul auf der Anbaufläche.
4.
5.
Stellen Sie die Anschlüsse für alle Gas- und Wasserzuleitungen an der Rückseite des Moduls her.
Schließen Sie die jeweiligen Steuerkabel an die mit ‘TVA’ (torch valve assembly - Brennerventilbaugruppe)
6.
und ‘power supply’ (Stromquelle) markierten Anschlüsse an.
Handbuch Nr. 0-4800 3-22 INSTALLATION
Page 44
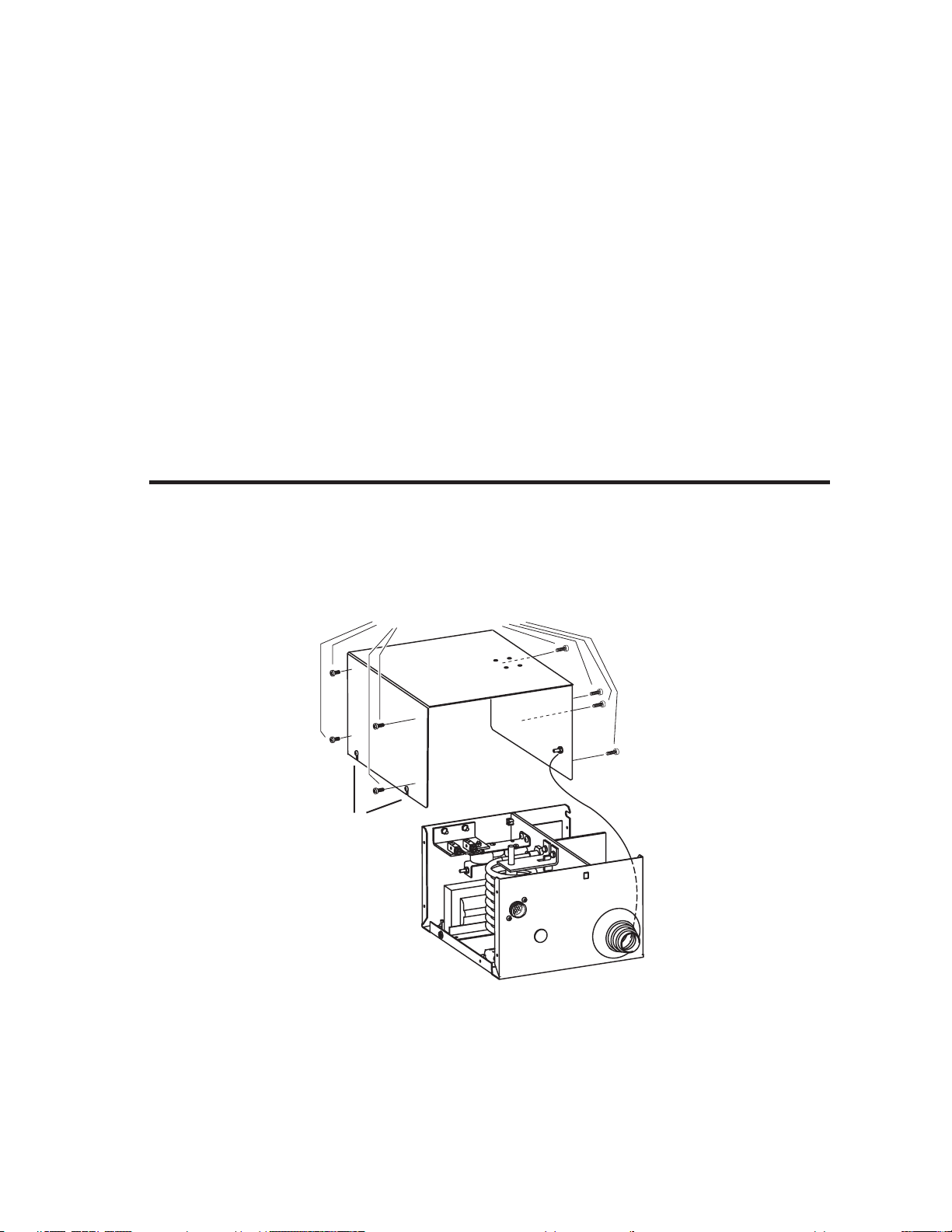
P. Lichtbogen-Fernzündung installieren
Art # A-07029
Untere Schrauben
Obere Schrauben (4 auf jeder Seite)
Abdeckung
Erdungskabel
Einbauort
Wählen Sie zum Einbau einen sauberen, trockenen Ort, der gut belüftet ist und ausreichend Montagefreiheit
um die einzelnen Bauteile bietet.
Studieren Sie die am Anfang dieses Handbuchs aufgeführten Sicherheitshinweise, um sicher zu stellen, dass
der Einbauort den Sicherheitsanforderungen entspricht.
Schließen Sie die Verbindungskabel und Schläuche an die Lichtbogenzündung an. Im Bereich der Lichtbogenzündung sollte ausreichend Platz für diese Anschlüsse vorhanden sein, ohne dass diese gequetscht werden.
Installation
Die Lichtbogen-Fernzündung muss an einem geeigneten Ort in der Nähe des Brennerkopfes eingebaut werden.
Wird die Lichtbogenzündung an einem Portal oder einer anderen Stützkonstruktion angebaut, die Bewegungen
oder Vibrationen ausgesetzt ist, stellen Sie sicher, dass sie fest auf dieser Konstruktion sitzt.
Lösen Sie die unteren Befestigungsschrauben der Abdeckung der Lichtbogenzündung, ohne sie jedoch
1.
ganz zu entfernen. Entfernen Sie die oberen Befestigungsschrauben der Abdeckung der Lichtbogenzündung.
HINWEIS
Abdeckung und Rahmen der Lichtbogenzündung sind über ein Erdungskabel miteinander
verbunden. Dieses Kabel darf nicht entfernt werden.
2. Nehmen Sie die Abdeckung von der Lichtbogenzündung ab.
Ordnen Sie die Lichtbogenzündung auf einer flachen, horizontalen Anbaufläche an.
3.
Abdeckung abbauen
Handbuch Nr. 0-4800 3-23 INSTALLATION
Page 45
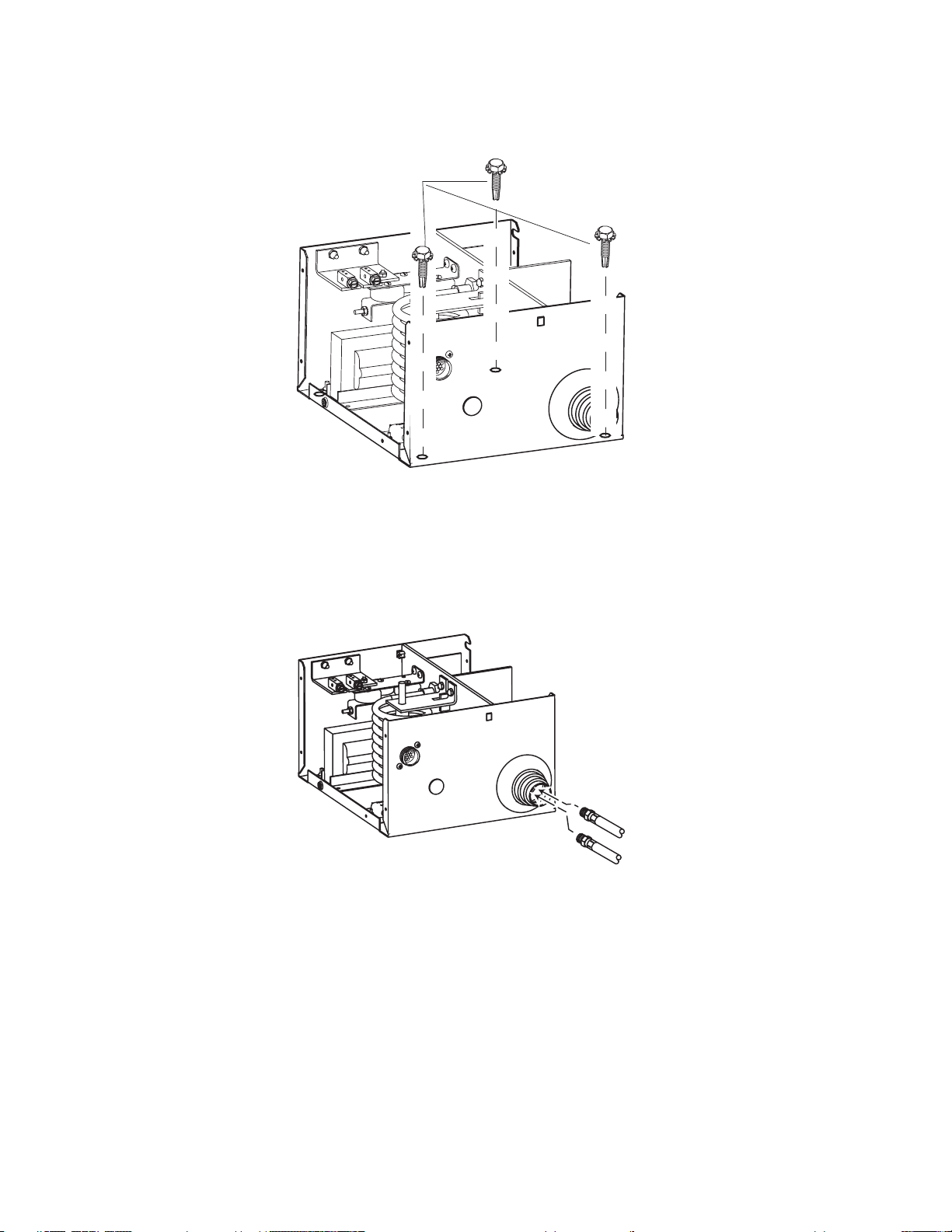
4. Verwenden Sie zur Befestigung der Lichtbogenzündung auf der Anbaufläche mindestens zwei der
Art # A-04749
Mindestens 2
Schläuche für Kühlmittelvorlauf- und -rücklauf
Art # A-04750
vorgebohrten Löcher in der Bodenplatte der Lichtbogenzündung.
Eingangsanschlüsse
1. Siehe Abbildungen. Stellen Sie die folgenden Eingangsanschlüsse an der Lichtbogenzündung her.
Schläuche für Kühlmittelvorlauf- und -rücklauf (von Stromquelle). Schläuche und Anschlüsse sind
•
farblich gekennzeichnet: Rot für Rücklauf, grün für Zulauf.
Handbuch Nr. 0-4800 3-24 INSTALLATION
Page 46

Kühlmittel-Rücklauf (rot)
Kühlmittel-Vorlauf (grün)
Art # A-04751
Kühlmittel-
Rücklauf
(rot)
Rot
Grün
Art # A-04752
Minuskabel von Stromquelle
Handbuch Nr. 0-4800 3-25 INSTALLATION
Minuskabel (von Rückseite Stromquelle)
Page 47
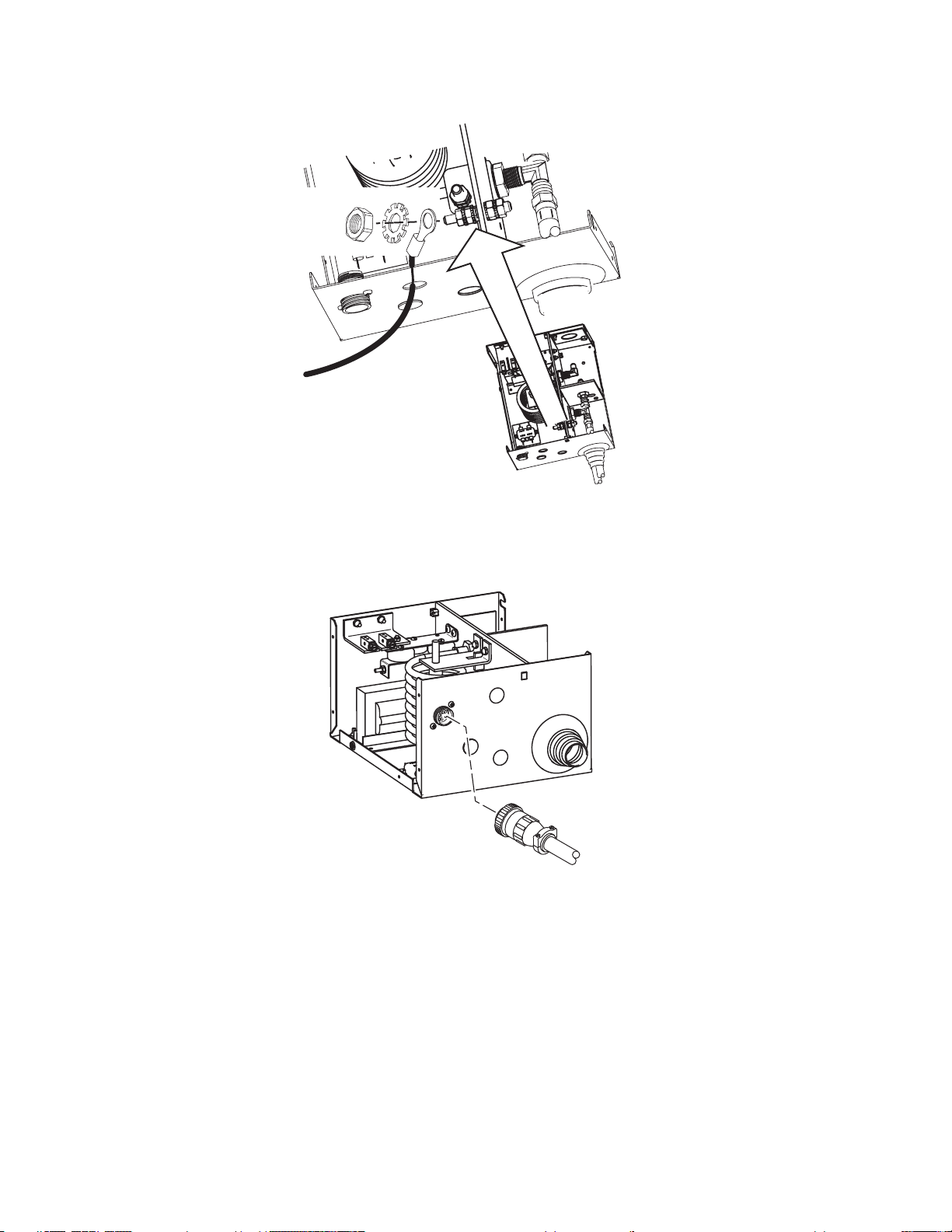
Art # A-04753
Rückleitungskabel
Hilfslichtbogen von Stromquelle
Rückleitungskabel Hilfslichtbogen (von Rückseite Stromquelle)
Art # A-04755
Steuerkabel von Rückseite Stromquelle
Handbuch Nr. 0-4800 3-26 INSTALLATION
Page 48
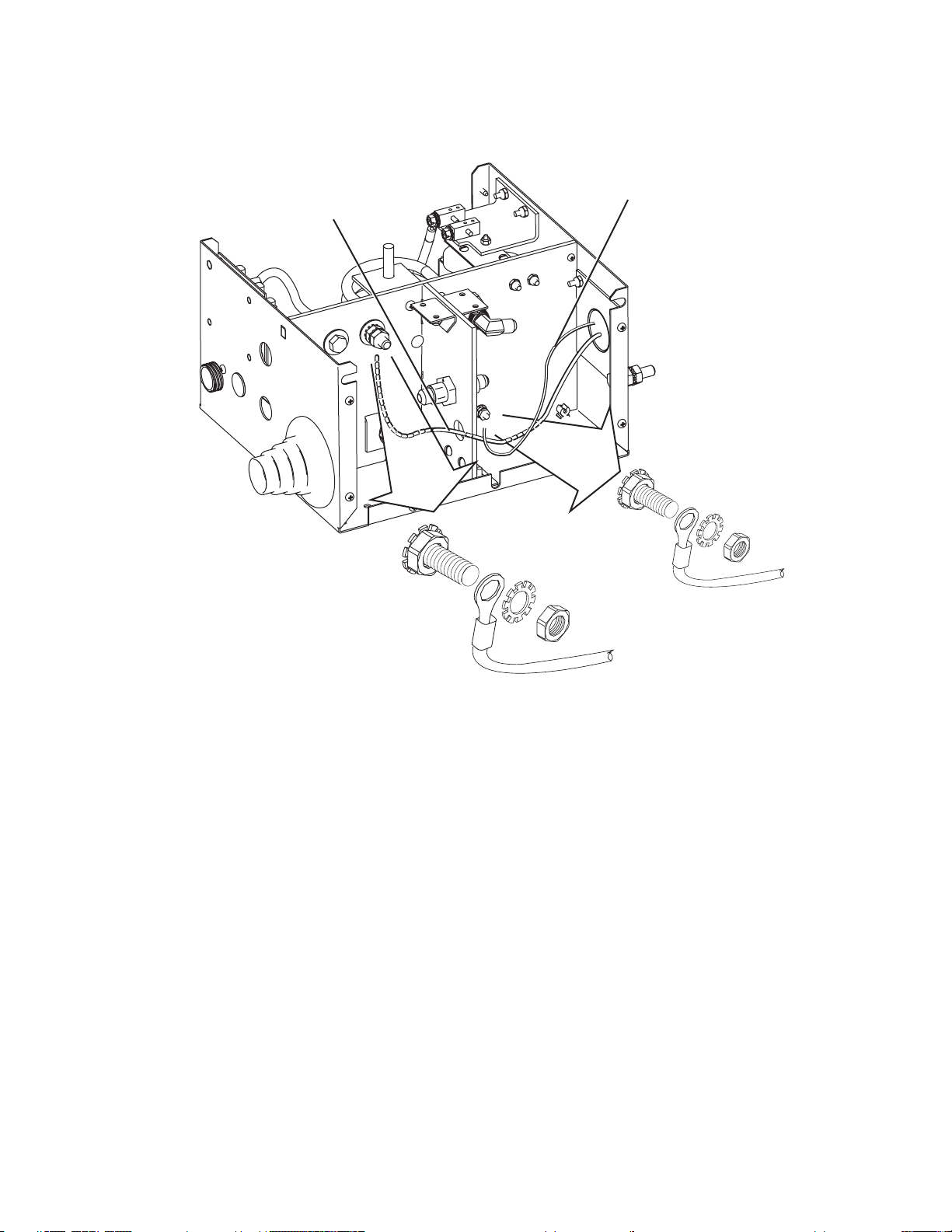
Ausgangsanschlüsse
Detail: Anschluss der
Hilfslichtbogen-Leitung
Detail: Anschluss der
inneren Abschirmung
Leitung der inneren Abschirmung
Hilfslichtbogen-Leitung
Art # A-04933
1. Siehe Abbildungen. Stellen Sie die folgenden Ausgangsanschlüsse an der Lichtbogenzündung her.
Hilfslichtbogen und Leitung der inneren Abschirmung (von Brennerleitungen)
Handbuch Nr. 0-4800 3-27 INSTALLATION
Page 49

Art # A-04757
Kühlmittel-Rücklauf (rot)
von Brenner
Kühlmittel-Zulauf (grün)
an Brenner
Zur besseren Übersichtlichkeit
sind einige Teile nicht dargestellt.
Befestigung KühlmittelVorlauf (grün dargestellt)
Befestigung KühlmittelRücklauf (rot dargestellt)
Abdeckung der Lichtbogenzündung wieder anbauen. Dabei darauf achten, dass das Erdungskabel nicht
Art # A-07029
Untere Schrauben
Obere Schrauben (4 auf jeder Seite)
Abdeckung
Erdungskabel
zwischen Abdeckung und Rahmen gequetscht wird.
Kühlmittel-Vorlauf- und- Rücklaufschläuche (von Brenner)
Handbuch Nr. 0-4800 3-28 INSTALLATION
Page 50
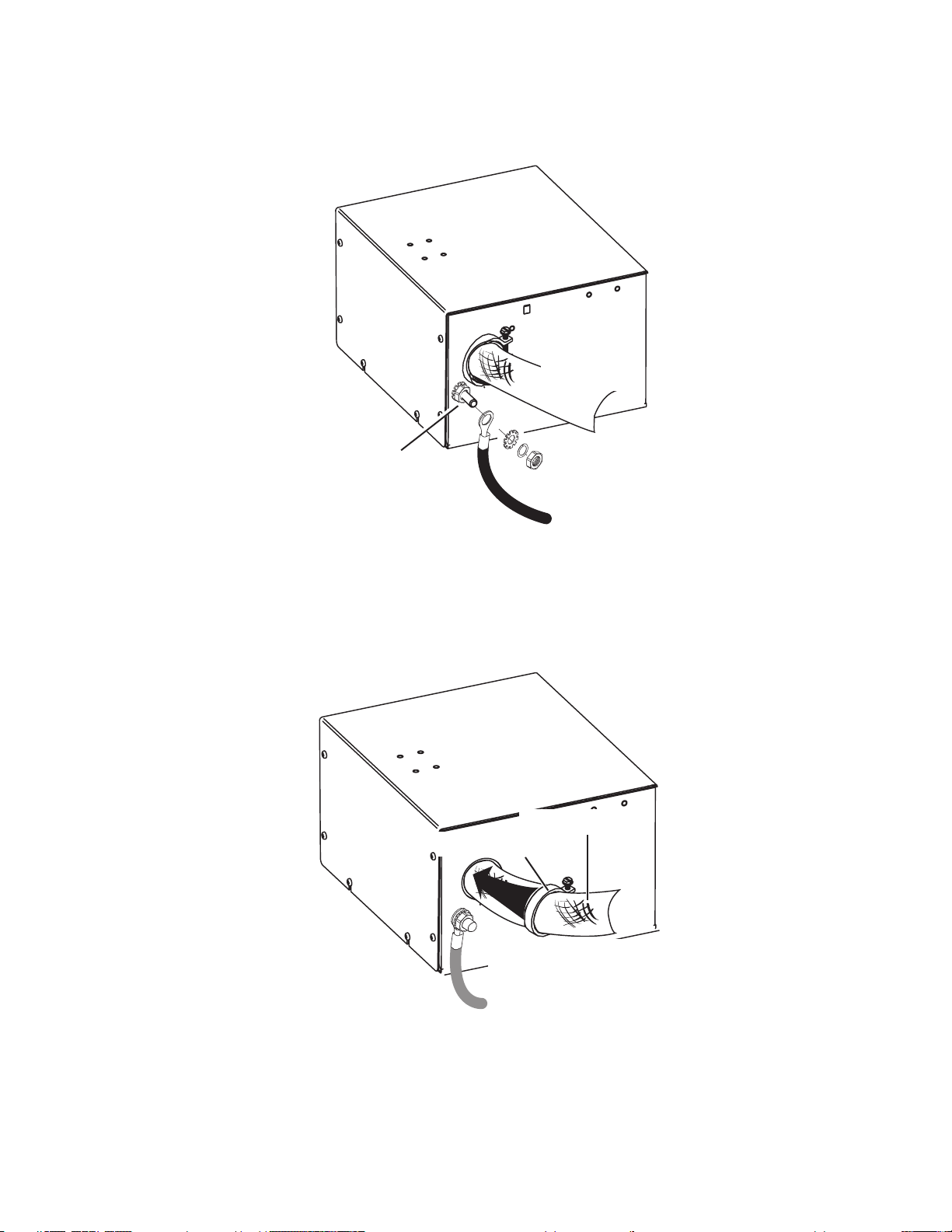
Die Lichtbogenzündung muss geerdet werden. Der Erdungsanschluss ist gekennzeichnet. Informationen
Erdungskabel
Art # A-04758
1 Mutter und 1 Scheibe
bleiben eingebaut
Brennerleitungen
Art # A-04759
Kühlmittel- und Hilfslichtbogenleitungen
an Brennerventilbaugruppe
Abschirmung der Brennerleitungen
Schelle für Abschirmung
zur Ausführung der Erdung finden Sie im vorherigen Abschnitt.
• Verwenden Sie zur Befestigung des Geflechts der Brennerleitungs-Abschirmung am Anschluss der
Lichtbogen-Fernzündung eine Schelle, wie in der Abbildung dargestellt.
.
Handbuch Nr. 0-4800 3-29 INSTALLATION
Page 51

Steuerkabel anschließen
Art # A-04801
RETURN
SUPPLY
RETURN
SUPPLY
Rückseite der Stromquelle
COOLANT
Eingangs-Anschlussleiste der
Lichtbogen-Fernzündung
Lichtbogen-Fernzündung
1. Schließen Sie das Kabel der Lichtbogen-Fernzündung an der Buchse die Lichtbogen-Fernzündung an.
Handbuch Nr. 0-4800 3-30 INSTALLATION
Page 52

Q. Original- und XTL-Brennerventilbaugruppe einbauen
Art # A-07645
Die Messingstopfen nicht entfernen.
Vorn und an der Seite
Rechtsgewinde:
An Schutzgas-Anschluss des Brenners
Linksgewinde:
An Plasmagas-Anschluss des Brenners
Austrittsseite
Steuerkabel
Eintritt Plasmagas
Eintritt Schutzgas
Eintritt Vorströmgas
Eintritt Wasser
Art # A-07646
Abgasschalldämpfer
Allgemeines
Installieren Sie diese Baugruppe so nahe wie möglich am Brennerkopf. Sie nimmt Vorström-, Plasma- und
Schutzgase vom Gasregelmodul auf und leitet diese Gase an den Brenner weiter.
Montieren Sie die Ventilbaugruppe so nahe wie möglich am Brenner. Die Ventilbaugruppe kann dabei in
1.
einer beliebigen Position installiert werden, die für den Betrieb günstig ist, vorausgesetzt, die Austrittsseite
(mit zwei Anschlüssen) befindet sich näher am Brenner als die Eintrittsseite (mit drei Anschlüssen und dem
Stecker des Steuerkabels).
2.
Schließen Sie die Brennerleitungen an die Austritte der Ventilbaugruppe an, wie in der Abbildung dargestellt.
(XTL dargestellt)
3. Schließen Sie die Brennerleitungen an die Austritte der Ventilbaugruppe an, wie in der Abbildung dargestellt.
(XTL shown)Schließen Sie die Gaszufuhr-Leitungen und den Stecker des Steuerkabels vom Gasregelmodul
an die Ventilbaugruppe an, wie in der Abbildung dargestellt. Achten Sie beim Anschließen der Gasleitungen
darauf, dass die Absperrventile nicht aus ihrer Position bewegt werden. (XTL-Ausführung dargestellt)
VORSICHT
Halten Sie beim Anschließen der Schläuche die Armaturen fest, da es ansonsten zu Leckagen kommen
kann. Durch seitlichen Druck können die Absperrventile beschädigt werden, oder ihr Anschluss an
die Brennerventilbaugruppe kann sich lösen. Nach der Montage müssen alle Anschlussarmaturen
auf Leckagen geprüft werden.
Handbuch Nr. 0-4800 3-31 INSTALLATION
Page 53
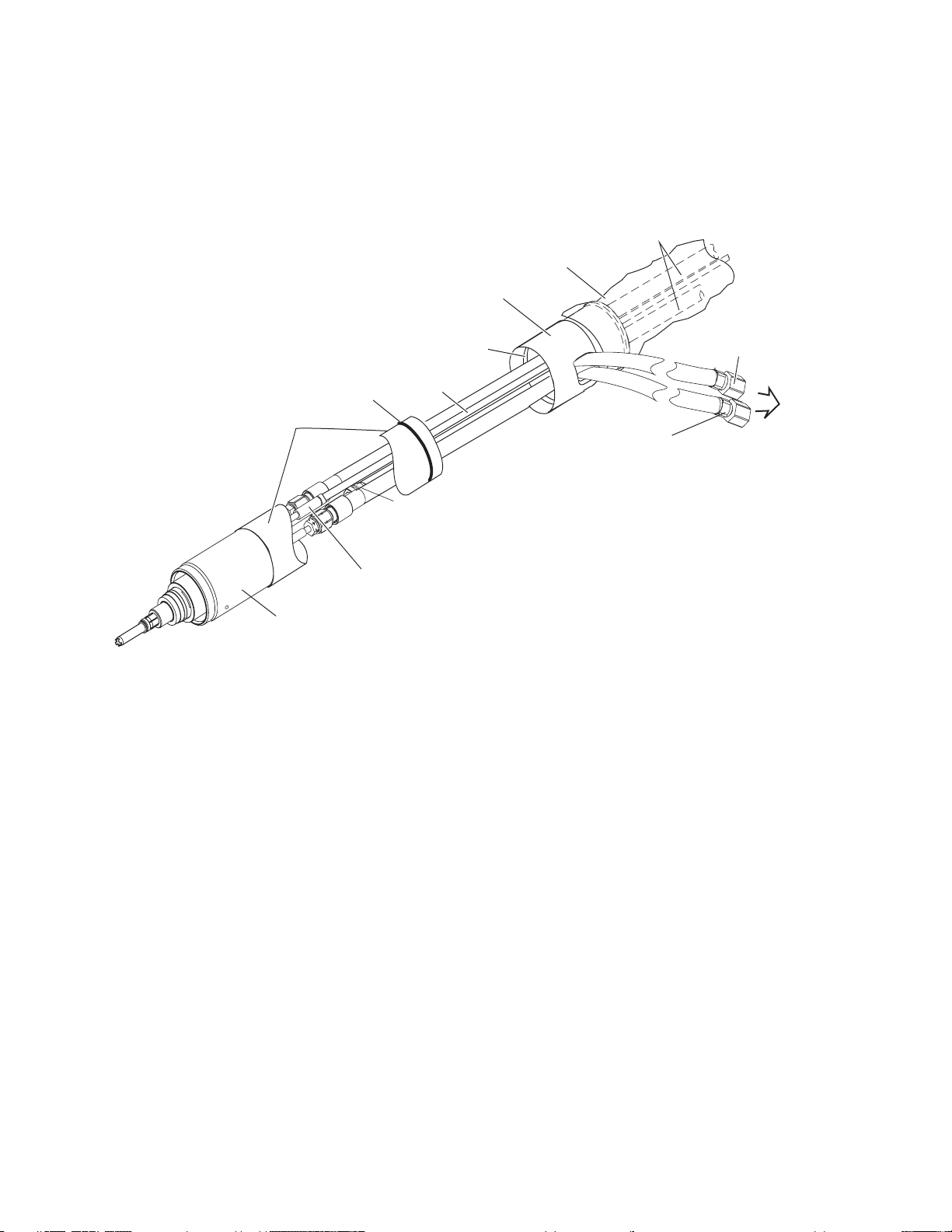
R. Brenner anschließen
Art # A-04746
Stecker für Hilfslichtbogen-Leitung
Brennerkopf-Baugruppe
Halterungsrohr
O-Ring
Endabdeckung für Brennerleitungen
Plasmagas
(Linksgewinde)
Schutzgas
(Rechtsgewinde)
Kühlmittel-Vorlaufleitung
und Minuskabel
Hilfslichtbogen-Leitung
Kühlmittel-Vorlauf-,
Kühlmittel-Rücklauf- und
Hilfslichtbogen-Leitungen
Leitungsabdeckung
Nut für O-Ring
An Brennerventil
Schließen Sie den Brenner folgendermaßen an:
1. Legen Sie die Brennerleitungen auf einer sauberen, trockenen Arbeitsfläche aus.
Halten Sie die Endabdeckung für die Brennerleitungen fest. Ziehen Sie ca. 18 Zoll (0,5 m) Leitungen durch
2.
die Endabdeckung.
Entfernen Sie die Schutzabdeckungen an den Enden des Halterungsrohrs und entsorgen Sie sie.
3.
4.
Setzen Sie den O-Ring in die Nut am oberen Ende des Halterungsrohrs ein.
Installieren Sie das Halterungsrohr wie folgt:
5.
Setzen Sie das Halterungsrohr wie in der Abbildung dargestellt am Ende der Brennerleitungen an.
a.
b. Schieben Sie das Halterungsrohr über die Brennerleitungen nach oben.
Drücken Sie das obere Ende des Halterungsrohrs in das untere Ende der Endabdeckung für die
c.
Brennerleitungen. Stellen Sie sicher, dass der O-Ring am Rohr in die Aufnahmenut an der
Endabdeckung für die Brennerleitungen eingreift.
d. Stellen Sie sicher, dass sich das Halterungsrohr frei in der Endabdeckung für die Brennerleitungen
dreht.
6. Schließen Sie die Gas- und Kühlmittel-Leitungen am Brennerkopf an.
a.
Die Anschlüsse für Kühlmittel-Vorlauf und Kühlmittel-Rücklauf am Brennerkopf sind unterschiedlich
lang.
b. Die Anschlüsse für Plasmagas und Sekundärgase haben unterschiedliche Gewinde: Der Plasmagas-
Anschluss hat ein Linksgewinde, der Schutzgas-Anschluss ein Rechtsgewinde.
Handbuch Nr. 0-4800 3-32 INSTALLATION
Page 54

c. Halten Sie die Anschlüsse der Brennerleitungen fest und ziehen Sie die Fittinge der Leitungen mit
Art # A-03887
SICHERHEITSHINWEIS
Verschleißteile nicht in die Cartridge einbauen,
wenn die Cartridge am Brennerkopf montiert ist.
Darauf achten, dass keine Fremdkörper in Verschleißteile oder die Cartridge gelangen.
Im Umgang mit den Teilen vorsichtig vorgehen, um Schäden
zu vermeiden, die die Brennerleistung beeinträchtigen könnten.
einem Schlüssel fest , um die Leitungen am Brennerkopf zu befestigen. Ziehen Sie nicht übermäßig
fest.
VORSICHT
Die Gas- und Kühlmittel-Leitungen besitzen Kompressions-Fittinge. Verwenden Sie an diesen
Anschlüssen kein Dichtmittel.
Beaufschlagen Sie die Gasleitungen langsam mit Druck. Prüfen Sie zunächst alle Anschlüsse auf
Dichtheit, bevor Sie fortfahren. Sind keine Leckagen vorhanden, sperren Sie die Gaszufuhr ab und
setzen Sie die Installationsarbeiten fort.
7. Schließen Sie die Hilfslichtbogen-Leitung an den Brennerkopf an. Drücken Sie die beiden Enden des
Steckers kräftig zusammen. Schrauben Sie die Baugruppe Leitungsabdeckung/Leitungsanschluss aus
Kunststoff auf den Anschluss am Brennerkopf.
8.
Drücken Sie die Brennerkopf-Baugruppe nach oben, um eine Verbindung mit dem Halterungsrohr
herzustellen. Ziehen Sie die Brennerleitungen je nach Bedarf zurück, um einen ordnungsgemäßen Sitz
im Halterungsrohr und in der Endabdeckung für die Brennerleitungen zu gewährleisten. Halten Sie die
Brennerkopfbaugruppe fest und schrauben Sie das Halterungsrohr mit einer Drehbewegung auf den
Brennerkopf.
VORSICHT
Stellen Sie sicher, dass sich die Leitungen im Halterungsrohr nicht verdrehen. Die Einbaulage der
Leitungen muss der Darstellung in der Einbauskizze entsprechen.
9. Am unteren Ende des Halterunsgrohrs befinden sich vier Gewindebohrungen. Schrauben Sie in jede der
Gewindebohrungen eine Innen-Sechskantschraube ein, um den Brennerkopf am Halterungsrohr zu
befestigen.
10.
Montieren Sie die jeweiligen Verschleißteile, wie auf den nachfolgenden Seiten dargestellt. Im
Brennerhandbuch finden Sie hierzu Abbildungen, auf denen dargestellt wird, welche Verschleißteile je
nach verwendetem Gas und zu bearbeitendem Werkstoff eingesetzt werden müssen.
Brennerverschleißteile montieren
S.
1. Um einen störungsfreien Betrieb zu gewährleisten, montieren Sie die Verschleißteile des Brenners wie
nachfolgend beschrieben. Diese Arbeitsschritte unterstützen Sie dabei, die Teile in ihrer Lage richtig
einzubauen.
1. Prüfen Sie die Zusammensetzung der Verschleißteile für die jeweilige Anwendung anhand der Abbildung.
Teile aufeinander stecken.
2.
3. Die aufeinander gesteckten Verschleißteile in die Cartridge einsetzen. Überprüfen Sie, ob sich der große
O-Ring an der Brennerdüse vollständig in der Cartridge befindet. Steht ein Teil des O-Ring aus der
Cartridge hervor, sind die Teile nicht ordnungsgemäß angeordnet.
Handbuch Nr. 0-4800 3-33 INSTALLATION
Page 55
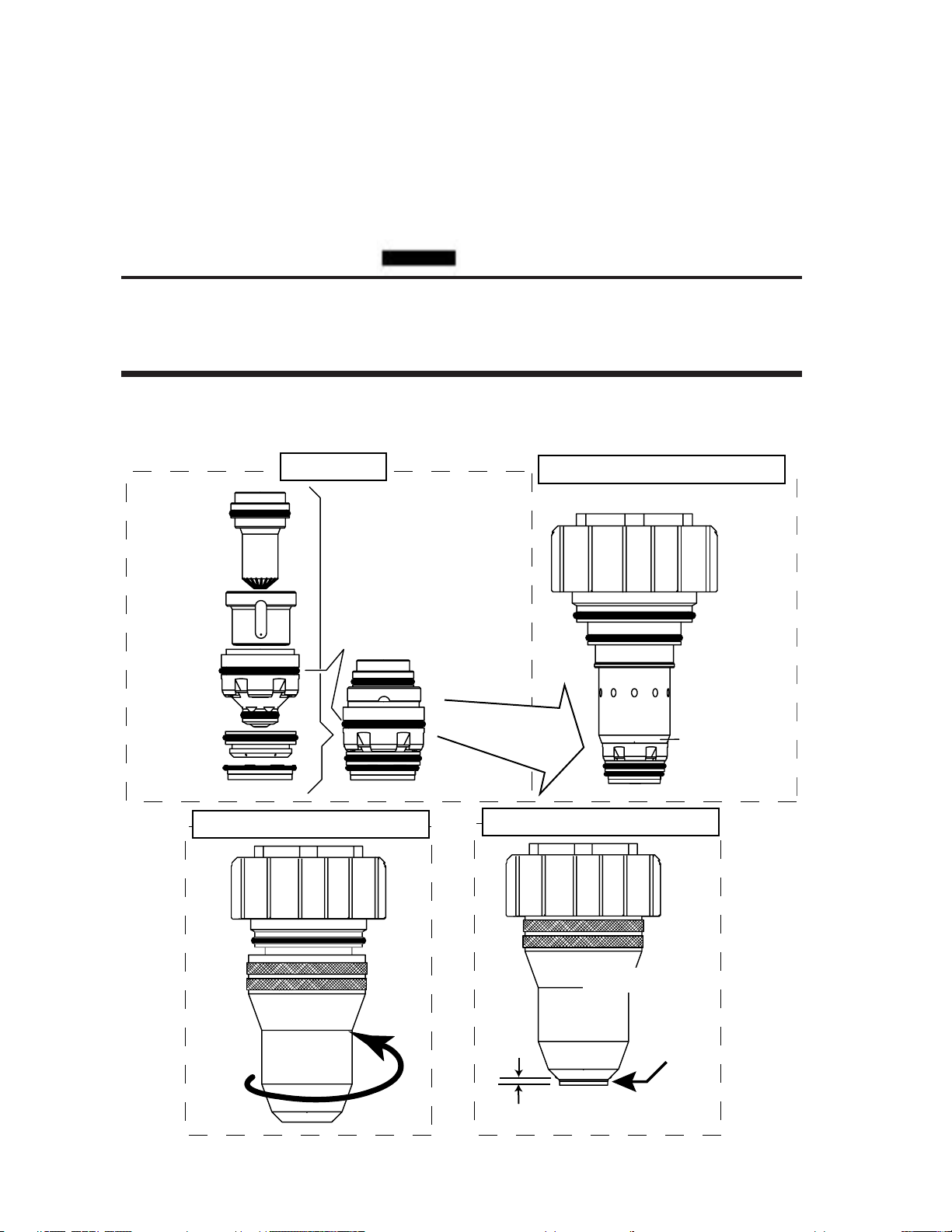
4. Cartridge-Baugruppe mit Ausbauwerkzeug festhalten und Schutzgasdüse auf die Cartridge
Cartridge bedeckt
oberen O-Ring
an Brennerdüse
Schutzgaskappenüberstand
0.063-0.083" (1,6 - 2,1 mm)
Elektrode
Plasmagasverteiler
Brennerdüse
Schutzgasverteiler
Oberer O-Ring an
Brennerdüse
1: Teile aufeinander stecken
2: Cartridge auf die zusammengesteckten Teile aufpressen
4: Überstand der Schutzgaskappe prüfen
Art # A-04716
Zwischenabstände
zusammengesetzt
3: Schutzgasdüse auf Cartridge aufschrauben
Schutzgaskappe
Schutzgasdüse
Schutzgaskappe
Teile ohne
aufschrauben. Wenn diese Baugruppe vollständig montiert ist, muss die Schutzgaskappe die
Schutzgasdüse am vorderen Ende um ca. 0,063" bis 0,083" (1,6 – 2,1 mm) überragen. Ist dies nicht der
Fall, ist die Schutzgasdüse nicht ordnungsgemäß an der Cartridge-Baugruppe befestigt.
5.
Ausbauwerkzeug von Cartridge abnehmen. Cartridge-Baugruppe an Brennerkopf anbauen. Die
Cartridge sollte am großen O-Ring an der Brennerbaugruppe anliegen, wie in der Abbildung dargestellt.
Liegt die Cartridge nicht vollständig am O-Ring an, ist sie nicht vollständig festgezogen.
VORSICHT
Falls die Cartridge sich nicht vollständig festziehen lässt, keine Gewalt anwenden. CartridgeBaugruppe abbauen, die Gewinde am Brennerkopf vorsichtig mit einer Drahtbürste reinigen und.
ein sauerstoff-verträgliches Schmiermittel (im Lieferumfang des Brenners enthalten) auf die Gewinde
auftragen.
Handbuch Nr. 0-4800 3-34 INSTALLATION
Page 56
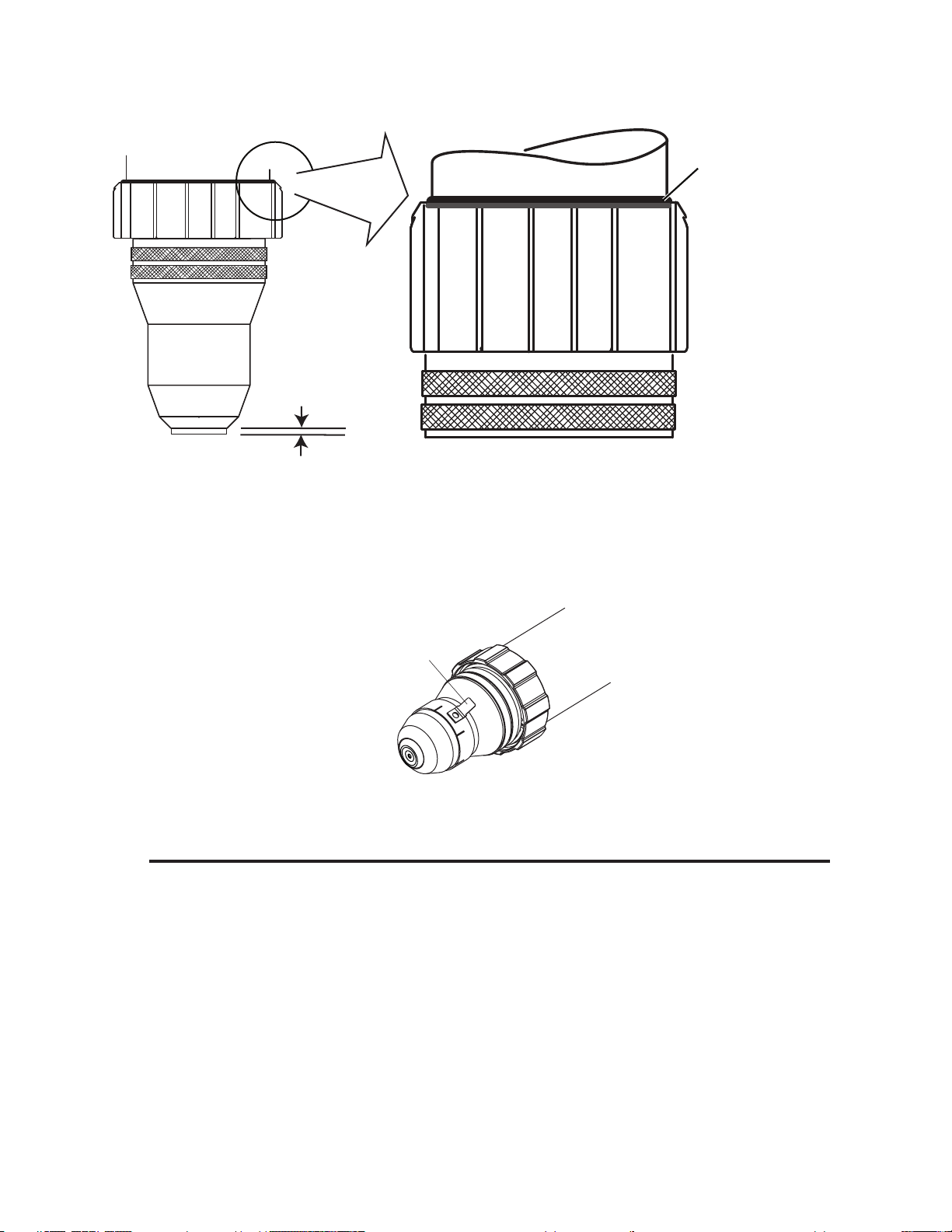
A-03393
Widerstandsklemme
O-Ring des Brennerkopfes
Brennerkopf
Art # A-07202
Überstand
0.063 - 0.083"
(1,6 – 2,1 mm)
Vormontierte Cartridge an Brennerkopf anbauen
6. Die Widerstandsklemme über die Schutzgasdüse schieben, wenn die Brennerhöhe über die
Widerstandsmessung gesteuert wird.
7. Leitung vom Höhensensor an Widerstandsklemme anschließen, wenn die Brennerhöhe über die
Widerstandsmessung gesteuert wird.
HINWEIS
Bei Schneiden mit Wasser als Schutzgas wird eine Widerstandsmessung nicht empfohlen, da das
auf dem Werkstück befindliche Wasser auf den Widerstands-Messstromkreis einwirkt.
Handbuch Nr. 0-4800 3-35 INSTALLATION
Page 57

T. Installation abschließen
Bestell-Nr. und
Mischungsverhältnis
Mischungsverhältnis Schutz bis
7-3580 'Extra-CoolTM'
25 / 75 10°F / -12°C
7-3581 'Ultra-CoolTM'
50 / 50 27°F / -33°C
7-3582 'Extreme CoolTM' Konzentrat* -65°F / -51°C
Kühlmittel-Eigenschaften
* Zum Mischen mit D-I CoolTM 7-3583
RETURN
SUPPLY
RETURN
SUPPLY
Art # A-04803
COOLANT
Füllbereich
Kühlmittelbehälter
1. Verschluss am Einfüllstutzen des Kühlmittelbehälters abnehmen. Kühlmittelbehälter bis zum
dargestellten Flüssigkeitsstand mit Kühlmittel von Thermal Dynamics befüllen. Der Füllstand im
Kühlmittelbehälter ist durch das durchscheinende Material des Behälters sichtbar. Die erforderliche
Füllmenge hängt von der Länge der Brennerleitungen ab.
2. Nachdem die Installation des gesamten Systems abgeschlossen ist, überprüfen Sie, ob das Kühlmittel
Handbuch Nr. 0-4800 3-36 INSTALLATION
wie nachfolgend beschrieben durch das System gepumpt wurde (siehe HINWEIS):
Page 58

HINWEIS
Je nach Länge der Brennerleitungen kann beim ersten Einschalten des Systems ein Mehrbedarf an
Kühlmittel anfallen.
a. Stellen Sie den ON/OFF-Schalter auf ON.
b. Nach ca. 30 Sekunden schaltet das System ggf. ab, wenn die Leitungen nicht vollständig mit Kühlmittel
befüllt sind.
c.
Stellen Sie den ON/OFF-Schalter auf OFF.
d. Stellen Sie nach ca. 10 Sekunden den ON/OFF-Schalter wieder auf ON.
e. Wiederholen Sie die Schritte b bis d, bis das System nicht mehr abschaltet. Je nach Länge der
Brennerleitungen muss dieses Verfahren drei bis fünf Mal wiederholt werden.
f.
Nachdem die Betriebsbereitschaft des Systems hergestellt ist, lassen Sie die Pumpe zehn Minuten
laufen, um vor Inbetriebnahme des Systems die Kühlmittel-Leitungen vollständig zu entlüften.
3. Füllen Sie den Behälter auf und befestigen Sie den Verschluss des Einfüllstutzens.
4.
Vor dem Zünden des Brenners das Kühlmittel aus dem Brenner austreiben. Vor der Inbetriebnahme
sicher stellen, dass keine Leckagen vorhanden sind. Wenn Leckagen festgestellt werden, verfahren Sie
nach der Fehlersuch-Anleitung für Kühlmittel-Leckagen im Kapitel “Wartung” in diesem Handbuch.
.
Handbuch Nr. 0-4800 3-37 INSTALLATION
Page 59

Diese Seite ist eine Leerseite.
Page 60
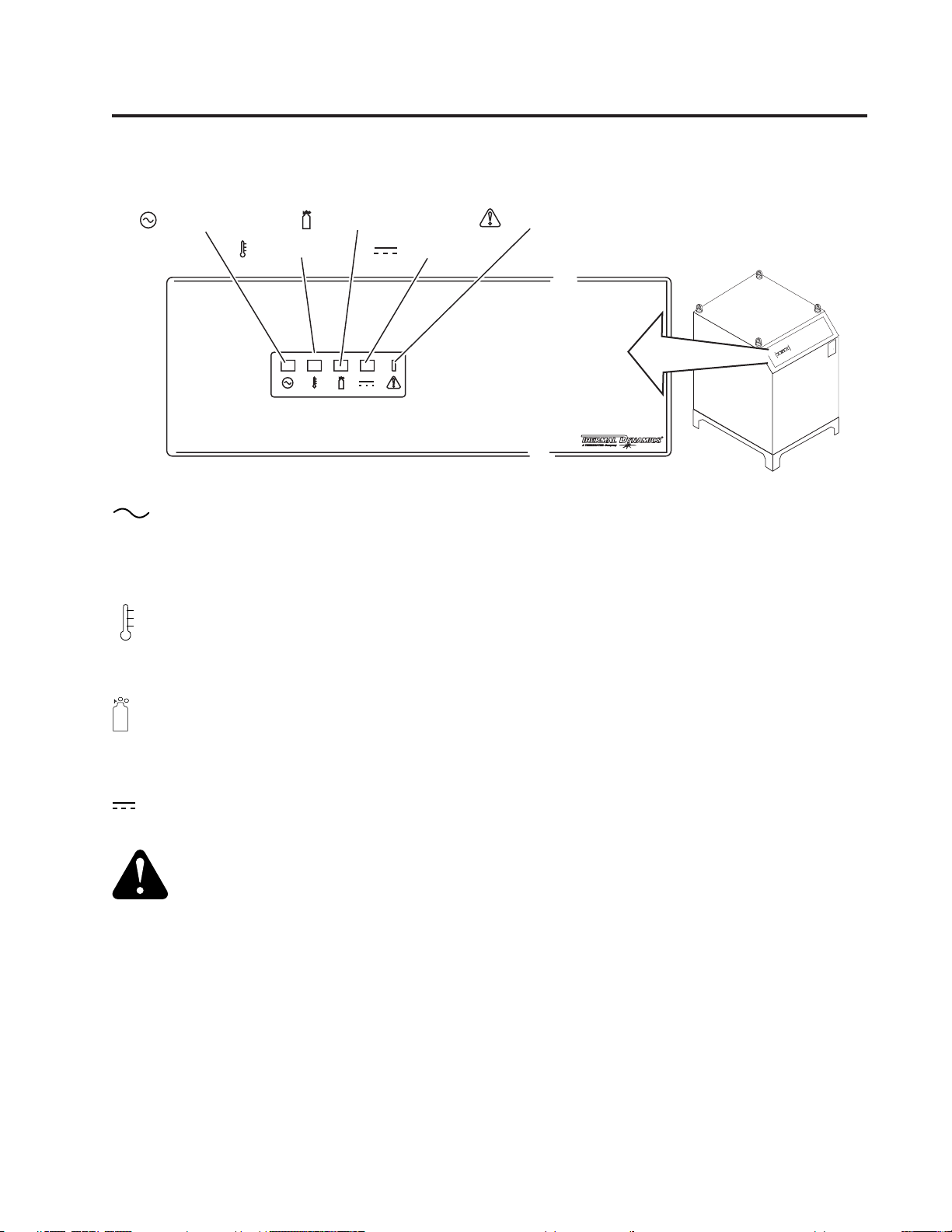
KAPITEL 4: BETRIEB
Art # A-04862
Wechselspannungsanzeige
Temperaturanzeige
Gasanzeige
Gleichspannungsanzeige
Statusanzeige
Bedienfeld der Stromquelle
Wechselspannungsanzeige:
Zeigt die Wechselspannungsversorgung an, wenn sich der ON/OFF-Schalter in Stellung ON befindet. Wird
der Schalter erstmals in Stellung ON gebracht, blinkt die Anzeige und zeigt damit an, dass mit dem
Einschalten der Gasspülvorgang ausgelöst wird.
Temperaturanzeige: Normalerweise AUS. Anzeige leuchtet auf, wenn der interne Temperatursensor eine
.
.
Überschreitung der Grenzwerte der Betriebstemperatur feststellt. Lassen Sie das Gerät abkühlen, bevor Sie
den Betrieb fortsetzen.
Gasanzeige: Normalerweise AN. Zeigt damit an, dass der anliegende Gasdruck für den Betrieb des Systems
ausreichend ist.
Gleichspannungsanzeige: Zeigt an, dass die Stromquelle Gleichspannung erzeugt und an die Ausgänge
abgibt.
Statusanzeige: Zeigt den Systemstatus an. Der Status wird über Blink-Code angezeigt. Einzelheiten
hierzu finden Sie im Abschnitt “Statuscodes der Stromquelle”. Beim Einschalten der Stromquelle blinkt die
Anzeige und zeigt damit die Version der im System installierten Betriebssoftware an.
Handbuch Nr. 0-4800 4-1 BETRIEB
Page 61

Inbetriebnahme
POWER
ON
OFF
O
I
OFF
O
Art # A-04812
1. Schließen Sie das System an die Primäreinspeisung an.
2.
Schalten Sie den ON/OFF-Schalter in Stellung ON (oben). Die Wechselspannungsanzeige leuchtet auf.
3. Prüfen Sie die Wechselspannungsanzeige. Leuchtet die Anzeige nicht, vertauschen Sie die beiden Phasen des
Kabels der Primäreinspeisung. Leuchtet die Anzeige auf, ist das System betriebsbereit (weitere
Störungsprüfungen durch interne Schaltungen stehen jedoch noch aus).
Handbuch Nr. 0-4800 4-2 BETRIEB
Page 62

Gasregelmodul bedienen
AMPERAGE
SET-UP
ENABLE
DISABLE
PLASMA
POWER
SUPPLY
SHIELD
FLOW
GAS
PRESSURE
MODE
GAS
GCM
2010
PLASMA
PREFLOW
O2 - AIR
O2 - O2
H35 - N2
F5 - N2
AIR - AIR
N2 - H20
N2 - N2
Art # A-04771
MODE
GAS
O2 - AIR
O2 - O2
H35 - N2
F5 - N2
AIR - AIR
N2 - H20
N2 - N2
ENABLE
DISABLE
PLASMA
POWER SUPPLY
FLOW
GAS
PRESSURE
AMPERAGE
SET-UP
9
9
H20
MIST
RUN
SET PREFLOW
SET PLASMA
& SHIELD
TEST
RUN
SET PREFLOW
SET PLASMA
& SHIELD
TEST
Übersicht über die Funktionsweise
Am Gasregelmodul sind alle Bedienelemente für Auswahl und Steuerung der Plasma- und Sekundärgase
angeordnet. Es sind verschiedene Bedienelemente vorhanden, mit denen Gasdrücke und Gasdurchsätze
eingestellt werden können.
Handbuch Nr. 0-4800 4-3 BETRIEB
Page 63

Gasregelmodul: Bedien- und Anzeigeelemente
MODE
RUN
SET PREFLOW
SET PLASMA
& SHIELD
TEST
PREFLOW
H
2
O
MIST
PLASMA
SHIELD
PRESSURE
PLASMA
POWER SUPPLY
GAS
FLOW
AMPERAGE
SET-UP
High Precision
Plasma Cutting System
ENABLE
DISABLE
GAS
MODE
RUN
SET PREFLOW
SET PLASMA
& SHIELD
TEST
O2 - AIR
O2 - O2
H35 -N2
F5 - N2
AIR - AIR
N2 - H2O
N2 - N2
Art # A-04765
9
9
GCM
2010
1. Wahlschalter MODE
• Steht im Brennerbetrieb normalerweise in Stellung RUN.
In Stellung SET PREFLOW wird Luft oder N2 an den Brenner geführt. Das Vorströmventil bleibt für 2
•
Minuten geöffnet, so dass der Bediener den Gasdruck einstellen kann.
In Stellung SET PLASMA & SHIELD werden Gase an den Brenner geführt. Das Vorströmventil am Brenner
•
bleibt für 2 Minuten geöffnet, so dass der Bediener Gasdrücke und Gasdurchsätze einstellen kann.
In Stellung TEST werden die Brennerleitungen mit Gas befüllt. Am Display wird der Strömungsdruck des
•
Plasmagases angezeigt. Nach 1 Minute schließt das Modul die Ventile am Brenner.
Handbuch Nr. 0-4800 4-4 BETRIEB
Page 64

2. Wahlschalter GAS
GAS
O2 - AIR
O2 - O2
H35 -N2
F5 - N2
AIR - AIR
N2 - H2O
N2 - N2
PREFLOW
H
2
O
MIST
PLASMA
SHIELD
PRESSURE
PLASMA
POWER SUPPLY
GAS
FLOW
AMPERAGE
SET-UP
High Precision
Plasma Cutting System
ENABLE
DISABLE
GAS
MODE
RUN
SET PREFLOW
SET PLASMA
& SHIELD
TEST
O2 - AIR
O2 - O2
H35 -N2
F5 - N2
AIR - AIR
N2 - H2O
N2 - N2
9
9
Art # A-04766
GCM
2010
Zur Auswahl der Kombination von Plasma- und Schutzgas.
Handbuch Nr. 0-4800 4-5 BETRIEB
Page 65

3. Regler AMPERAGE SET-UP
AMPERAGE
SET-UP
High Precision
Plasma Cutting System
PREFLOW
H
2O
MIST
PLASMA
SHIELD
PRESSURE
PLASMA
POWER SUPPLY
GAS
FLOW
AMPERAGE
SET-UP
High Precision
Plasma Cutting System
ENABLE
DISABLE
GAS
MODE
RUN
SET PREFLOW
SET PLASMA
& SHIELD
TEST
O2 - AIR
O2 - O2
H35 -N2
F5 - N2
AIR - AIR
N2 - H2O
N2 - N2
9
9
Art # A-04767
GCM
2010
Zur Einstellung der Ausgangsstromstärke am Brenner.
4. Schalter PLASMA POWER SUPPLY ENABLE / DISABLE
In Stellung DISABLE ist die Zündung des Hilfslichtbogens am Brenner unterbunden. Sie wird verwendet,
wenn der Bediener Gase auswählt oder Einstellungen vornimmt oder Brennerteile austauscht. In Stellung
DISABLE wird außerdem die Kühlmittel- und Gaszufuhr unterbrochen. In Stellung ENABLE ist ein normaler
Betrieb möglich (bei Steuerung durch ein CNC-Gerät).
Regler und Manometer PREFLOW
5.
Zur Einstellung des Vorströmdrucks. Der Schalter MODE muss sich in Stellung PREFLOW befinden.
Regler, Manometer und Durchflussanzeigen PLASMA und SHIELD
6.
Zur Einstellung von Druck und Durchsatz von Plasmagas und Schutzgas. Der Schalter MODE muss sich in
Stellung SET PLASMA & SHIELD befinden.
7. Regler und Durchflussanzeige H2O MIST
Zur Einstellung des Wasserdurchsatzes. Der Schalter MODE muss sich in Stellung SET PLASMA & SHIELD
befinden. Der Wahlschalter GAS muss sich in Stellung N2-H2O befinden.
Wassernebel kommt nicht bei allen Anwendungen zum Einsatz.
HINWEIS
Handbuch Nr. 0-4800 4-6 BETRIEB
Page 66
Bedienungsschritte
1. Bringen Sie den Schalter ENABLE / DISABLE der Stromquelle in Stellung DISABLE.
GEFAHR
Vor Befundung oder Austausch von Brennerteilen stets die Primäreinspeisung des Systems
abschalten.
a. Brennerteile bei Bedarf austauschen.
Bringen Sie den Schalter ENABLE / DISABLE der Stromquelle (am Gasregelmodul) in Stellung
b.
ENABLE. Das Modul führt Spülvorgänge mit einer Dauer von 15 Sekunden, 11 Sekunden, und
nochmals 11 Sekunden aus. Auf diese Weise wird Wasser aus den Brennerteilen ausgeblasen.
Wählen Sie das gewünschte Plasmagas und Schutzgas aus, indem Sie den Gaswahlschalter in die
2.
entsprechende Stellung bringen. 2 Sekunden nach erfolgter Gasauswahl spült das Modul das neue Gas
(die neuen Gase) durch die Leitungen.
3.
Stellen Sie den Gasdruck für den Vorströmprozess ein.
Schalten Sie den Schalter MODE in die Stellung SET PREFLOW.
a.
Stellen Sie mit dem Regler PREFLOW den Gasdruck für den Vorströmprozess ein. Einstellwerte des
b.
Vorströmdrucks entnehmen Sie dem Brennerhandbuch.
c.
Stellen Sie mit dem Regler AMPERAGE SET-UP den gewünschten Sollwert für den Vorströmdruck
ein. Drücken Sie für 2 Sekunden auf den Regler, ohne daran zu drehen. Stellen Sie dann durch Drehen
des Reglers den Druck ein.
4.
Stellen Sie Druck und Durchsatz für Plasma- und Schutzgas ein.
Schalten Sie den Schalter MODE in die Stellung SET PLASMA & SHIELD.
a.
b.
Verwenden Sie die Regler PLASMA und SHIELD sowie die Manometer und Durchflussanzeigen, um
Druck und Durchsatz für Plasma- und Schutzgas einzustellen. Druckeinstellungen entnehmen Sie
dem Brennerhandbuch.
Bei Anwendungen, in denen Wassernebel als Schutzgas verwendet wird, stellen Sie mit dem Regler
c.
H2O MIST sowie der Durchflussanzeige den Wasserdurchsatz ein. Durchsätze entnehmen Sie dem
Brennerhandbuch.
Stellen Sie mit dem Regler AMPERAGE SET-UP die gewünschte Ausgangs-Stromstärke ein. Das Modul
5.
regelt die Stromstärke alle 2 Sekunden nach der letzten Betätigung des Reglers nach. Das Modul legt den
Sollwert in seinem Speicher ab.
6.
Schalten Sie den Schalter MODE in Stellung RUN.
Schalten Sie den Schalter ENABLE / DISABLE der Stromquelle (am Gasregelmodul) in Stellung ENABLE.
7.
Das Modul führt Spülvorgänge mit einer Dauer von 15 Sekunden, 11 Sekunden, und nochmals 11 Sekunden
aus. Auf diese Weise wird Wasser aus den Brennerteilen ausgeblasen.
HINWEIS
Beim Umschalten auf eine andere Gasauswahl zwischen den Arbeitszyklen ist auf eine ausreichende
Spüldauer zu achten, damit die zuvor verwendeten Gase vollständig aus den Brennerleitungen
entfernt werden.
Handbuch Nr. 0-4800 4-7 BETRIEB
Page 67

VORSICHT
Schnittwinkel
rechte Seite
Schnittwinkel
linke Seite
A-00512
Schnittfugenbreite
Abschrägungswinkel
der Schnittfläche
Rundung der
oberen Kante
Schneidriefen
der Schnittfläche
Schlackeauftrag
Oberflächenspritzer
A-00007
Obwohl der Bediener nicht daran gehindert werden kann, während der Zündung des Hilfslichtbogens
oder während des Schneidvorganges die Gasauswahl zu ändern, wird eine solche Verfahrensweise
nicht empfohlen. Ändert der Bediener die Gasauswahl während des Hilfslichtbogen-Betriebs oder
des Schneidvorganges, beendet die Stromquelle den Schneidvorgang mit dem zuerst ausgewählten
Gas. Dann erst schaltet die Gasregelung auf das neue Gas um. Das Ändern der Gasauswahl während
der Zündung des Hilfslichtbogens oder während des Schneidvorganges kann zu Schäden an
Brennerteilen, Brennerleitungen, dem Steuermodul oder dem Werkstück führen.
Schnittqualität
Die Anforderungen an die Schnittqualität sind je nach Anwendung unterschiedlich. So können z. B. Nitiritauftrag
und Abschrägungswinkel die entscheidenden Faktoren sein, wenn die Oberfläche nach dem Schneiden
geschweißt werden soll. Schlackenfreies Schneiden ist dann wichtig, wenn der Schnitt eine Fertigqualität
aufweisen soll, um eine nachträgliche Reinigung zu vermeiden. Die Schnittqualität variiert je nach Werkstoff
und Materialstärke.
Schnittfläche
Zustand (glatt oder rau) der Oberfläche des Schnitts.
Abschrägungswinkel
Der Winkel zwischen der Oberfläche der Schnittkante und der senkrecht zur Blechoberfläche verlaufenden
Ebene. Ein perfekt rechtwinkliger Schnitt besitzt einen Abschrägungswinkel von 0°.
Rundung der oberen Kante
Abrundung der oberen Kante eines Schnitts aufgrund von Abtrag durch den Erstkontakt des
Plasmalichtbogens mit dem Werkstück.
Schlackeauftrag und Oberflächenspritzer
Bei Schlacke handelt es sich um geschmolzenen Werkstoff, der aus dem Schnittbereich heraus geblasen
wird und am Blech wieder erstarrt. Oberflächenspritzer sind Schlacke, die sich auf der Oberfläche des
Werkstücks ansammelt. Übermäßige Schlackeansammlung erfordert nachträgliche Reinigungsschritte nach
dem Schneiden.
Schnittfugenbreite
Die Breite, über die beim Schnittvorgang Material abgetragen wird.
Handbuch Nr. 0-4800 4-8 BETRIEB
Page 68
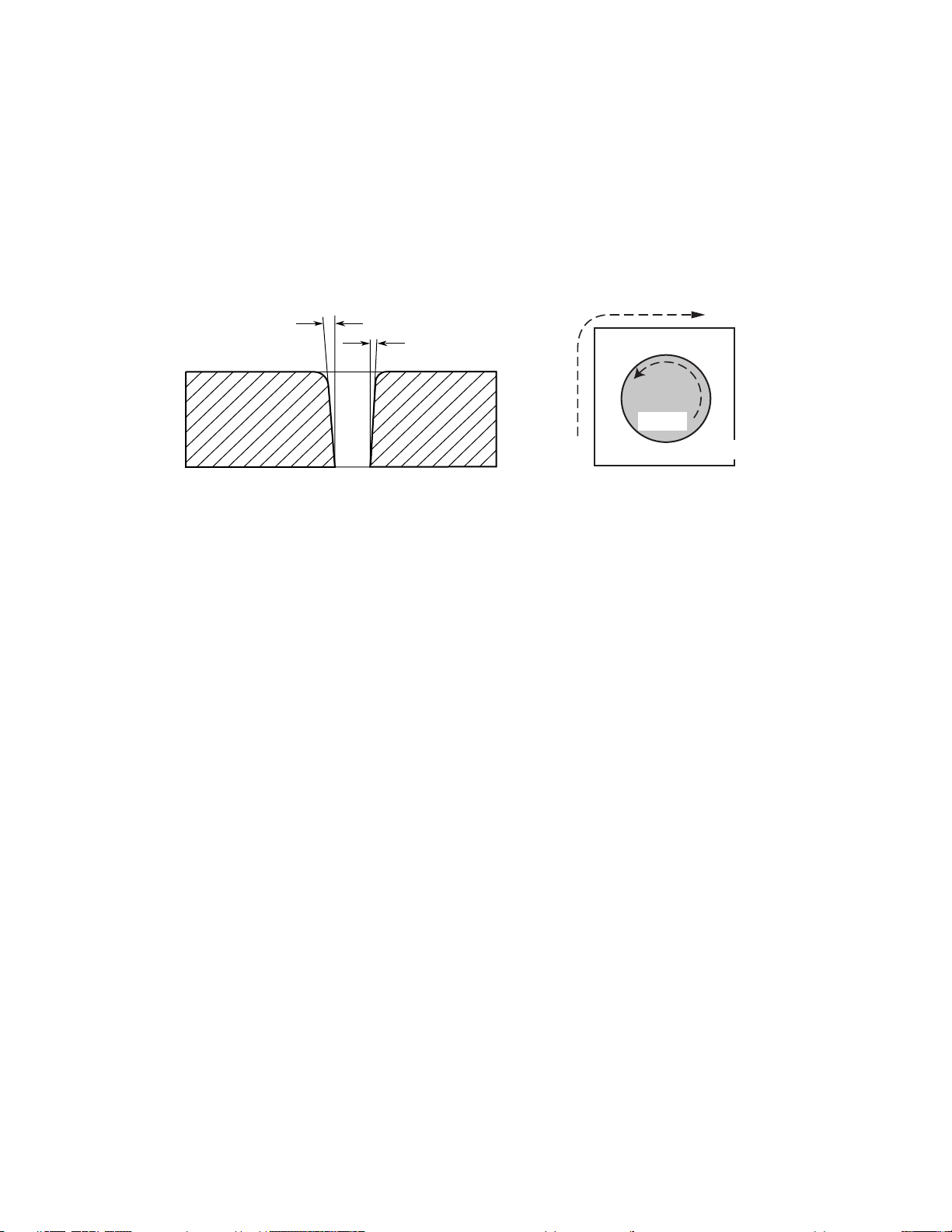
Nitritauftrag
Schnittwinkel
rechte Seite
Schnittwinkel
linke Seite
A-00512
Abfall
Im Uhrzeigersinn
Entgegen dem
Uhrzeigersinn
Art # A-04182
Werkstück
Abfall
Nitrit-Ablagerungen, die beim Schneiden von Baustahl an der Schnittkante verbleiben können, wenn das
Plasmagas Stickstoff enthält. Nitritauftrag kann beim nachträglichen Schweißen des geschnittenen Teils
zu Problemen führen.
Schnittrichtung
Um eine gleichmäßige Gassäule zu erzeugen, verwirbelt der Gasstrom nach dem Austreten aus dem Brenner.
Dieser Verwirbelungseffekt führt dazu, dass eine Schnittkante gerader abgewinkelt ist als die andere. In
Vorschubrichtung gesehen ist die rechte Schnittkante gerader (rechtwinkliger) ausgebildet als die linke.
Auswirkung der Verwirbelung auf die Kantenausbildung an den Seiten des Schnitts
Um eine rechtwinklig ausgebildete Schnittkante entlang dem Innendurchmesser eines Kreises zu erhalten,
führen Sie den Brenner entgegen dem Uhrzeigersinn am Kreis entlang. Um eine rechtwinklige Schnittkante
entlang dem Außendurchmesser eines Kreises zu erhalten, führen Sie den Brenner im Uhrzeigersinn am
Kreis entlang.
Schneiden unter Wasser
Das Schneiden auf einen Wassertisch wird nicht empfohlen - weder unter Wasser, mit Wasserberührung
des Werkstücks oder mit einem Wasserschalldämpfersystem. Bei Verwendung eines Wassertisches muss
zwischen Wasseroberfläche und Unterseite des Werkstückes ein Abstand von mindestens 4 Zoll
gewährleistet sein. Andernfalls wird die Schnittqualität beeinträchtigt und die Standzeiten der
Verschleißteile verkürzen sich.
Widerstandsmessung
Bei Schneiden mit Wasser als Schutzgas wird eine Widerstandsmessung nicht empfohlen, da das auf dem
Werkstück befindliche Wasser auf den Widerstands-Messstromkreis einwirkt.
Handbuch Nr. 0-4800 4-9 BETRIEB
Page 69

Gasauswahl
A. Plasmagase
1. Luft-Plasma
• Wird meistens verwendet für Werkstoffe mit Eisen oder Kohlenstoff als Grundmaterial, um bei höheren
Schnittgeschwindigkeiten eine gute Qualität zu erzielen.
•
Bei Luft-Plasma wird normalerweise Luft als Schutzgas verwendet.
Es wird empfohlen, nur saubere und trockene Luft als Plasmagas zu verwenden. Das Vorhandensein von
•
Öl oder Feuchtigkeit in der zugeführten Luft führt zu einer erheblichen Verringerung der Lebensdauer der
Brennerteile.
• Zufriedenstellende Ergebnisse bei Nichteisen-Metallen.
2. Argon/Wasserstoff-Plasma (H35)
•
Empfohlen bei Edelstahl ab einer Materialstärke von 3/4 Zoll (19 mm). Empfohlen für Nichteisen-Metalle
ab einer Materialstärke von 1/2 Zoll (12 mm). Ar/H2 wird normalerweise nicht für Nichteisen-Metalle
kleinerer Materialstärken verwendet, da weniger kostenintensive Gase eine ähnliche Schnittqualität
gewährleisten.
•
Schlechte Schnittqualität bei Eisenmetallen.
Ermöglicht höhere Schnittgeschwindigkeiten sowie bessere Qualität bei großen Materialstärken und
•
kompensiert damit die höheren Kosten.
•
Die Gase sollten im Mischungsverhältnis 65% Argon zu 35% Wasserstoff verwendet werden.
3. Sauerstoff-Plasma (O2)
•
Sauerstoff wird zum Schneiden von Eisenmetallen empfohlen.
Ermöglicht höhere Schnittgeschwindigkeiten.
•
•
Gewährleistet sehr glatte Abschlüsse und minimiert den Nitritaufbau auf der Schnittfläche
(Nitiritablagerungen können, wenn sie nicht entfernt werden, zu Problemen führen, wenn anschließend
eine hohe Schweißqualität gefordert wird).
4. Stickstoff-Plasma (N2)
•
Bietet bessere Schnittqualität bei Nichteisen-Metallen wie Edelstahl und Aluminium.
•
Kann anstelle von Luftplasma verwendet werden, mit Luft oder Kohlendioxid (CO2) als Schutzgas.
Bietet eine weitaus höhere Lebensdauer der Teile als Luft.
•
•
Der verwendete Stickstoff sollte sauber und von hoher (Schweiß-)Qualität sein.
Schutzgase
B.
1. Druckluft als Schutzgas
• Luft wird als Schutzgas normalerweise beim Betrieb mit Luftplasma eingesetzt.
Verbesserte Schnittqualität bei einigen Eisenmetallen.
•
•
Kostengünstig – reduziert die Betriebskosten.
2. Stickstoff (N2) als Schutzgas
• Stickstoff wird als Schutzgas zusammen mit Ar/H2 (H35)-Plasma verwendet.
Gewährleistet glatte Abschlüsse auf Nichteisen-Metallen.
•
•
Kann bei Anwendung mit Ar/H2-Plasma die Rauchentwicklung reduzieren.
3. Wasser als Schutzgas
• Wird normalerweise verwendet mit Stickstoff-, Ar/H2- oder Luftplasma.
Ermöglicht eine sehr glatte Schnittfläche.
•
•
Reduziert Rauchentwicklung sowie Wärmeeintrag in das Werkstück.
Handbuch Nr. 0-4800 4-10 BETRIEB
Page 70
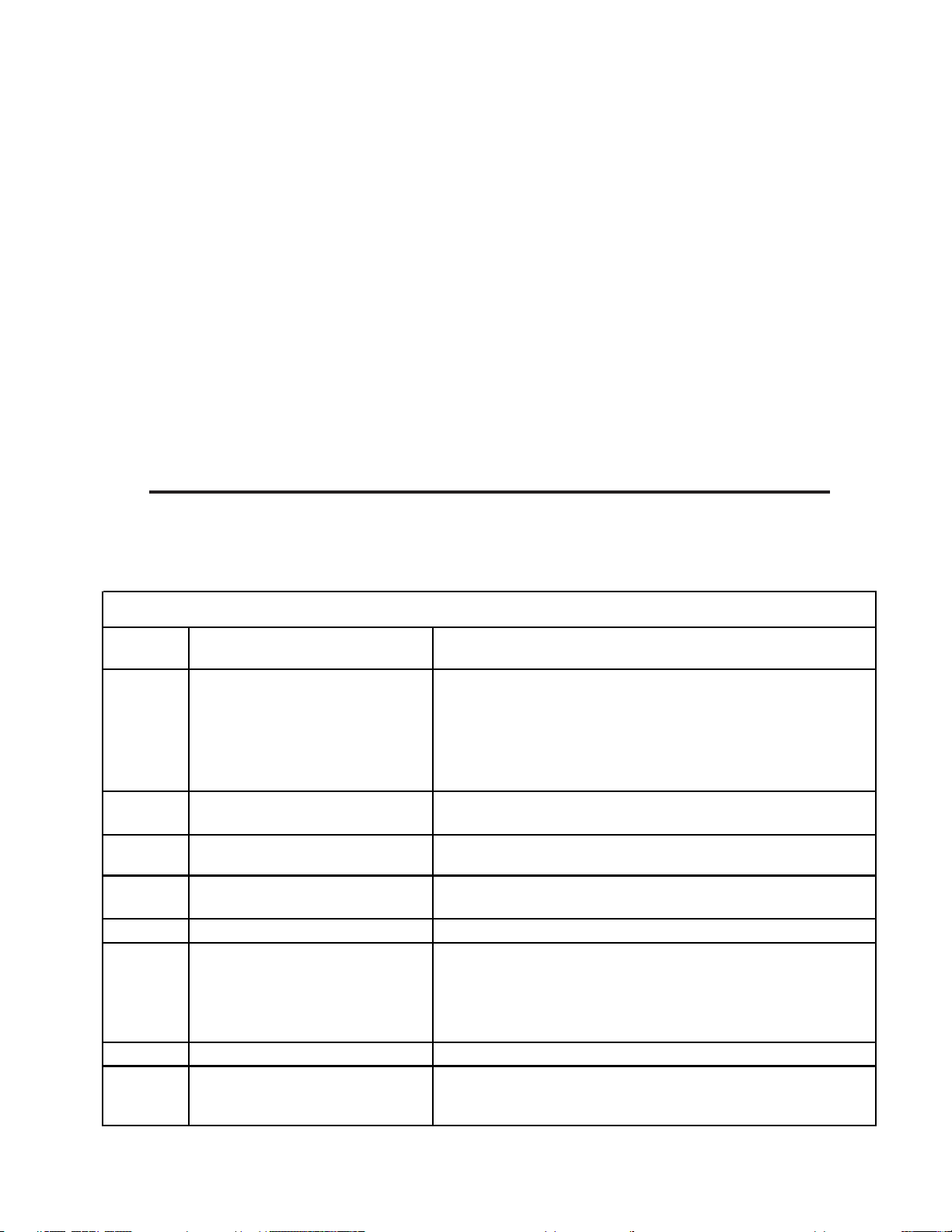
• Sinnvoll bei Materialstärken bis maximal 1/2 Zoll (12,7 mm).
Fehlercode Störung Abhilfemaßnahme / Bemerkung
1-1
System nicht aktiviert oder
Wechselspannungs-Eingangsphase
fehlt
Schalter PLASMA ENABLE in Stellung OFF. Externer E-Stop aktiviert
oder Brücke im CCM TB1-1&2 fehlt. Wechselspannungsphase fehlt.
Keine Spannung an Gasregelung GCM 2000 oder 2010, prüfen, ob
Steuerkabel an GCM angeschlossen ist, Leistungsschalter CP4 oder
CP5 in Stromquelle zurücksetzen, Sicherung F19 in GCM
durchgebrannt.
1-2
Zündung des Hilfslichtbogens
fehlgeschlagen
Keine Zündung des Hilfslichtbogens nach mehr als 15 Sekunden.
Vorströmdruck zu hoch. Lichtbogenzündung defekt.
1-3 Hilfslichtbogen erloschen
Hilfslichtbogen erlosch ohne Ausschaltsignal. Vorströmdruck zu hoch;
Schneidstrom ist für die Verschleißteile zu niedrig eingestellt.
1-4 Umschalten abgebrochen
Lichtbogen springt über (>50 ms), dann erlischt er, START ist aber
noch an. Abstand zu groß. Strom zu niedrig eingestellt.
1-5 Außerhalb des Werkstücks Funktion ist derzeit nicht möglich.
1-6
Umschaltzeit für Hilfslichtbogen
abgelaufen, keine Umschaltung
Umschaltung von Hilfslichtbogen auf Hauptlichtbogen muss innerhalb
von 85 ms (SW 8-1 OFF) oder 3 s (SW 8-1 ON) erfolgen. Abstand zu
groß oder Leerraum im Arbeitsstück unter dem Brenner. Schneidstrom
für die Verschleißteile zu niedrig. Vorströmdruck zu hoch.
1-7 Düsenschutz Funktion ist derzeit nicht möglich.
1-8
Möglicherweise Kurzschluss des
Brenners.
Erkannte Düsenspannung ist zu nah an Elektrodenspannung.
Plasmastrom/-druck zu niedrig. Plasmaleckage. Schneidstrom zu hoch.
Kurzschluss im Brenner. Verschleißteile verschlissen.
Bedeutung der Fehlercodes
•
Leitungswasser hat den Vorteil geringer Betriebskosten.
Statuscodes der Stromquelle
Beim Einschalten sowie während des Betriebs führt der Steuerstromkreis der Stromquelle verschiedene
Test aus. Wird dabei ein Zustand festgestellt, auf den der Bediener aufmerksam gemacht werden muss,
zweigt die Statusanzeige im Bedienfeld einen zweiteiligen Code an, mit dem eine Code-Gruppe und danach
ein bestimmter Zustand innerhalb dieser Gruppe signalisiert wird. Diese Abfolge wird nach vier Sekunden
wiederholt.
Beispiel: Die Anzeige blinkt vier Mal - der signalisierte Zustand ist der Gruppe 4 zugeordnet. Nach einer
Pause von 1,2 Sekunden blinkt die Anzeige drei Mal. Es wird also Code 4-3 signalisiert und damit angezeigt,
dass das Kühlmittel überhitzt ist. Nach einer Pause von vier Sekunden wiederholt die Anzeige diese Blinkfolge,
bis der Zustand korrigiert ist.
Einige Zustände können auf unbestimmte Zeit aktiv sein, andere dagegen sind nur momentan aktiv. Die
Stromquelle registriert Momentanzustände dauerhaft. Dabei können einige Momentanzustände zur
Abschaltung des Systems führen. Die Anzeige kann nacheinander verschiedene Zustände signalisieren. Es
ist wichtig, dass alle angezeigten Zustände erkannt werden.
HINWEIS
Die hier aufgeführten Codes gelten für Systeme mit Firmware Version 2.4 oder höher. Wenn Ihr
System eine frühere Version verwendet, wenden Sie sich bitte an Ihren Händler, um ein Update zu
erhalten.
Handbuch Nr. 0-4800 4-11 BETRIEB
Page 71

Feh le rcode Störung Ab hi lfem aßnahm e / Be me rku ng
2-1 Phas e fehlt Sicherung durchgebrannt. An schlus s des Netz kabels gelöst oder defekt.
2-2 Falsche Eingangss pannung
W echselrichter sind für E ing angsspannung nicht korrekt k onfiguriert.
Schlec hte Netzversorgung (Schwan kungen, A us fälle). Unzureichende
Auslegung für E ingangssp annung / K abel z u klein, dadurc h
Span nungs abfall. D efekte oder lose K ab ela ns chlüss e.
2-3
Übertemperatu r in Wechs elrichter
oder Hilfslichtbogenregler
Lüfter ausgefallen. Um gebungstemperatur über 40°C (104°F ). Lufts tro m
blockiert.
2-4 Stromquelle nic ht betriebsbereit W echselrichter defek t.
2-5
Ausgangs -Gleichspannung z u
niedrig
Ausgangs spannung kleiner 60 V. W ec hs elrichter defekt. Kurzsc hluss im
Ausgang. K urz sc hluss im Hilfslic ht bogenregler (Chopper). CCM Span nungs mes sader (J6) hat Leitungsbruc h oder ist nicht
anges chlossen.
2-6 Übers trom in P rim ärstromk reis
Übers tro m im Prim ärs trom kreis des W ec hs elrichters erka nnt. Zum
Rück setzen spannungslos machen. Wec hs elrichter defek t.
Span nungs spitze.
2-7 Unerwarteter S trom
Strom >20 A in in W erk stück - oder Hilfslic htbogenkabeln vo r Zündung
des Hilfslichtbogens . Evtl. Brennerk urzsc hluss. Defek ter Strom sens or.
2-8
Unerwarteter S trom in
Hilfslichtbogens tromkreis
Strom > 5 A in Hilfs lic htbogenstrom kreis; fals che oder nicht aufeinander
abges timmte Versch leiß teile. Hilfs lichtbogenleitung gegen M inusleitung
in Brenner kurz gesc hlosse n. E vtl. B rennerkurzsc hluss.
2-9
Unerwarteter S trom in
W erks tückk abel
Strom > 5A in W ertstück kabel. K urzsc hluss gegen G ehäus e im R AS;
Masseschlus s der Minus leitu ng.
3-1
Gasregelkom m unikation gestört, es
kann k ein e Verbindung mit der
Gasregelung herg es tellt werden.
Bei GCM 1000: Steuerkabel nic ht angesc hlossen oder B as is ID-S ignal
unterbrochen. GCM 2010 & 2000: Glas fas erenden ode r A nschlüs se
verschmutz t. Mit sauberer, t roc kener Luft ausblase n. Glas fas er nicht in
Anschluss arretiert. Glas fas erk abel geknickt . Glasfase
3-2
Gasregelkom m unikation gestört,
Verbindung wu rde he rgest ellt, ab er
CCM erhielt keine A ntwort auf einen
Verarbeitungs befehl.
Gasrege lun g liefert nic ht rec htzeitig Feedback auf Signal von CCM
(B efehls - und Steuerm odul). Glasfaserenden oder A ns chlüss e
verschmutz t. Mit sauberer, t roc kener Luft ausblase n. Glas fas er nicht in
Anschluss arretiert. Glas fas erk abel geknickt . Glasfaserk ab
3-3 Gasdruc k z u niedrig
Bei GCM 1000: Plasma druck < 15 psi. Druc k sens or-Verkabelung
gestört oder nicht angeschlos sen. Bei GCM2010_A G, GCM2 000_A C
oder neuer oder wenn die Gasregelung m it 19X2219_AG oder einer
neueren Leiterplatte nachgerüs tet wurde: P lasma- o der S chutzgas Eingang sdruc k auß erhalb des B ereic hs 1 05-135.B ei GCM 2010_AG,
GCM 2000_AC oder neuer oder wenn die Gasregelung mit 19X2219_AG
oder einer neueren Leiterplatte nachgerüstet w urde: Plas m a- oder
Schutzgas-Eingangsdruc k auß erhalb des B ereic hs 105-135 psi.
Drucks enso r nicht angesc hlossen oder defek t.
3-4 Gasregelungs protokoll ges tört
Spülvorgang w ird au sgeführt. Nicht au f RUN gestellt. Gasregelung
gestört – Leiterplatt e erneuern.
3-5 Gasregelungs protokoll ges tört F ehler in Anwendung oder Kompat ibilität der F irm ware.
3-6 Ungültiger Strom sollwe rt von GCM
GCM s te llt W ert des A us gangs stroms außerha lb des Betriebs bereichs
der S tromquelle ein. Kompatibilität der Firm ware prüfen.
3-7
Gasregelung antwortet m it
verkehrter Befehlsabfolge.
Kom patibilität der Firmware prüfen.
3-8
CCM und Typ der Gas regelung
(Autocut-Ultrac ut) s ind nic ht
aufeinander abgestim mt
Korrektes C CM oder k orre kte Gasregelung für das S ystem installieren.
3-9
Rück m eldungsstörung der
Gasregelungs -Kom munikation
Rück meldung mit Anforderung nic ht k om patibel. Kompat ibilit ät der
Firmware p rüfen.
3-10
W arnung. - Firm ware der
Gasregelung benötigt Update
System funktioniert zwar, aber die Regelung ist evtl. nicht auf Leistung /
Lebensd auer der Verschleiß teile optim iert.
Be de utun g der Fehlerco de s
Handbuch Nr. 0-4800 4-12 BETRIEB
Page 72

Fehlercode
Störung Abhilfemaßnahme / Bemerkung
4-1 Kühlmittelstand zu niedrig Kühlmittelstand prüfen, bei Bedarf Kühlmittel nachfüllen.
4-2
Kühlmitteldurchsatz zu niedrig
nach Einschalt-Spülvorgang Kein
Schneiden: < 0,7 gal/min für 15 ;
Schneiden: Durchsatz von 0,35 bis
0,7 gal/min für 3 s oder sofort wenn
< 0,35 gal/min;
Saugseitige Undichtigkeit, Luft gelangt in Kühlmittel. Mögliche Ursachen: Filterabdichtung
an Rückseite, Filter verstopft, Pumpe defekt.
4-3
Kühlmitteltemperatur zu hoch
(>70° C, 158°F)
Lüfter zur Rückkühlung des Kühlmittels ausgefallen. Kühlerrippen verschmutzt.
Umgebungstemperatur > 40°C.
4-4
Kühlsystem nicht betriebsbereit.
Durchsatz während EinschaltSpülvorgang / Vorpumpen liegt
mind. 5 Sekunden unter 0,35
gal/min
Bei Neuinstallation Pumpe mehrmals einschalten, um Schläuche zu füllen. BrennerKühlmittelschlauch beschädigt. Saugseitige Undichtigkeit, Luft gelangt in Kühlmittel.
Mögliche Ursachen: Filterabdichtung an Rückseite, Filter verstopft, Pumpe defekt.
4-5
Kühlmittelstand zu niedrig Warnung
Wird während des Schneidens erkannt, dass der Kühlmittelstand zu niedrig ist, wird der
Schnitt nicht abgebrochen. Kühlmittel nach Bedarf nachfüllen.
5-1
CAN-Bus kann Störung nicht
erkennen.
Bei GCM 1000: Es fehlt das Basis ID-Signal. Andere Gasregelungen: Glasfaserkabel nicht
angeschlossen oder defekt, Messwertwandler (in den Glasfaserkabel eingesteckt ist) ist
gestört, Gasregelungs-Leiterplatte oder CCM ersetzen.
5-2
CAN-Bus Abschaltung wegen
unzulässig vieler Datenfehler
Glasfaserenden oder Anschlüsse verschmutzt. Mit sauberer, trockener Luft ausblasen.
Glasfaserkabel nicht in Anschluss arretiert. Glasfaserkabel geknickt. Glasfaserkabel
defekt.
5-3
CAN-Bus Datenfehler - Warnung
Steigende Fehlerzahl, geht gleich
in Störung
Glasfaserenden oder Anschlüsse verschmutzt. Mit sauberer, trockener Luft ausblasen.
Glasfaserkabel nicht in Anschluss arretiert. Glasfaserkabel geknickt. Glasfaserkabel
defekt.
5-4 CCM-Meldung nicht gesendet
Glasfaserenden oder Anschlüsse verschmutzt. Mit sauberer, trockener Luft ausblasen.
Glasfaserkabel nicht in Anschluss arretiert. Glasfaserkabel geknickt. Glasfaserkabel
defekt. CAN-Bus Hardwarefehler (CCM oder Gasregelungs-Leiterplatte).
6-1 CCM Analogspannungsfehler CCM erneuern.
6-2
CCM Analog- oder DigitalGleichspannungsfehler
CCM erneuern.
6-3
Kühlmitteldurchsatz zu hoch,
Durchsatz > 2,7 gal/min
Brenner-Kühlmittelschlauch defekt oder nicht angeschlossen – CCM erneuern.
6-4 CCM Datenspeicher-Fehler CCM erneuern.
Bedeutung der Fehlercodes
Handbuch Nr. 0-4800 4-13 BETRIEB
Page 73

Lichtbogen-Fernzündung: Fehlersuchtabelle
S ym p to m U rs a c h e P r ü fung A b h ilfe m a ß n a hm e
K ü h lm itte l w u r d e le itfä h ig
L e itfä h ig k e its m e s s e r
ve r w e n d e n
S ys t e m s p ü le n , K ü h lm i tte l
w e c h s e ln .
H i lf s lic h tb o g e n R ü c kle i tu n g s k a b e l n ic h t
a n g e s ch lo s s e n .
S ic h tp r ü fu n g K a b e l a n s c h li e ß e n .
F u n ke n s tre ck e zu g e rin g
e in g e s te ll t
M it F ü h ll e h re m e s s e n A u f 0 ,0 6 3 " ± 0 ,0 0 2 " e i n s te ll e n .
H o c h fre q u e n z- K o n d e n s a to r
(C 4 ) m ö g lic h e rw e i s e o ffe n
K a p a zi tä ts - M e s s g e rä t
ve r w e n d e n
W i e d e r a n s c h li e ß e n o d e r
e rs e tze n .
F e rri t- S tä b e fe h l e n o d e r d e fe kt S i c h tp rü fu n g
E rs e tze n .
K u rz s c h lu s s ü b e r
In d u k tio n s s p u l e (L 1 )
S ic h tp r ü fu n g
K u rz s c h lu s s b e s e it ig e n ;
S p u le n a b s tä n d e ve r g rö ß e r n .
K o n d e n s a to re n d e r
F u n ke n s tre ck e ( C 1 , C 2 , C 3 )
b e s c h ä d ig t o d e r d e fe k t
K a p a zi tä ts - M e s s g e rä t
ve r w e n d e n
E rs e tze n .
M in u s k a b e l fa ls c h
a n g e s ch lo s s e n
S ic h tp r ü fu n g E rs e tze n .
F u n ke n s tre ck e zu g r o ß
e in g e s te ll t
M it F ü h ll e h re m e s s e n A u f 0 ,0 6 3 " ± 0 ,0 0 2 " e i n s te ll e n
T ra n s fo r m a to r d e fe k t W i d e rs t a n d s m e s s u n g
E rs e tze n .
K e in e E i n s p e is u n g 1 2 0 V
E in g a n g s s p a n n u n g a n E M IF il te r p rü fe n
An s ch lü s s e h e rs te ll e n ;
K a b e lb a u m e rs e tze n
K e in An s c h lu s s o d e r
W a c ke lk o n ta k t a n
F u n ke n s tre ck e
S ic h tp r ü fu n g An s ch lü s s e w ie d e rh e rs te ll e n
E M I-F ilte r d e fe k t
S p a n n u n g / W id e rs t a n d
m e s s e n
E rs e tze n .
E in o d e r m e h r e re An s c h lü s s e
lo s e
S ic h tp r ü fu n g An s ch lü s s e fe s tzie h e n .
L ö tve r b in d u n g e n ( L 1 ) d e fe k t S ich tp r ü fu n g H F -S p u le e rs e tz e n
K ü h lm itte l le i tu n g (e n )
b e s c h ä d ig t o d e r d u rc h lö c h e rt.
S ic h tp r ü fu n g K ü h lm itte l le i tu n g (e n ) e rs e tze n .
Z u la u f- u n d R ü c kla u f- S c h la u c h
ve r w e ch s e l t.
S ic h tp r ü fu n g d e r fa rb l ic h
g e ke n n ze ich n e te n A n s ch lü s s e
F a rb e d e r K ü h lm i tte l-
An s ch lü s s e in
Ü b e re i n s ti m m u n g m it F a rb e d e r
An s ch lü s s e a n
L ic h tb o g e n zü n d u n g b r in g e n .
B lo c k a d e in R o h rs p i ra l e o d e r
in Z u la u f- /R ü c kla u f- S c h la u c h
An s ch lu s s e tw a s l ö s e n u n d
p rü fe n , o b K ü h lm i tte l d u rc h flu s s
vo r h a n d e n is t
S ys t e m s p ü le n .
Ab s ch ir m u n g s a b le i tu n g /
S te c ke r d e r i n n e re n
S c h ir m u n g d e r B re n n e rle itu n g
fe h lt o d e r lo s e
S ic h tp r ü fu n g d e r
L e itu n g s a n s ch lü s s e a n
L ic h tb o g e n zü n d u n g
L e itu n g s a n s ch lü s s e w i e d e r
a n s c h li e ß e n / fe s tz ie h e n .
E rd u n g s a n s c h lu s s fe h lt o d e r
is t lo s e
S ic h tp r ü fu n g d e s
E rd u n g s k a b e ls a n
L ic h tb o g e n zü n d u n g
An s ch lu s s a n g u te E rd u n g
h e rs t e ll e n o d e r fe s tzie h e n .
K o n d e n s a to r C 5 n ich t
a n g e s ch lo s s e n , o ffe n o d e r
lo s e
In s p e c ció n vis u a l / m e d ició n d e l
c a p a ci to r
L e ite rp l a tte e r s e tze n .
F e h le r s u c h ta b e ll e fü r L ic h tb o g e n -F e rn zü n d u n g
F e h le r h a fte s
S ys t e m v e rh a lte n
(e le kt ro m a g n e tis c h e
In te rf e re n z)
H i lf s lic h tb o g e n
zü n d e t n i ch t: F u n ke
in
L ic h tb o g e n zü n d u n g ,
a b e r Zü n d u n g e rfo lg t
n ic h t
H i lf s lic h tb o g e n
zü n d e t n i ch t: K e i n
F u n ke in
L ic h tb o g e n zü n d u n g
K e in e o d e r
u n zu re ic h e n d e
K ü h lu n g : K ü h lm i tte l -
L e cka g e n
K e in e o d e r
u n zu re ic h e n d e
K ü h lu n g : K e in
K ü h lm itte l -D u rc h s a tz
Handbuch Nr. 0-4800 4-14 BETRIEB
Page 74

Lichtbogen-Fernzündung: Funkenstrecke einstellen
Art # A-04857
0.063" ± 0.002"
1,6 ± 0,05 mm
Handbuch Nr. 0-4800 4-15 BETRIEB
Page 75

Diese Seite ist eine Leerseite
Page 76
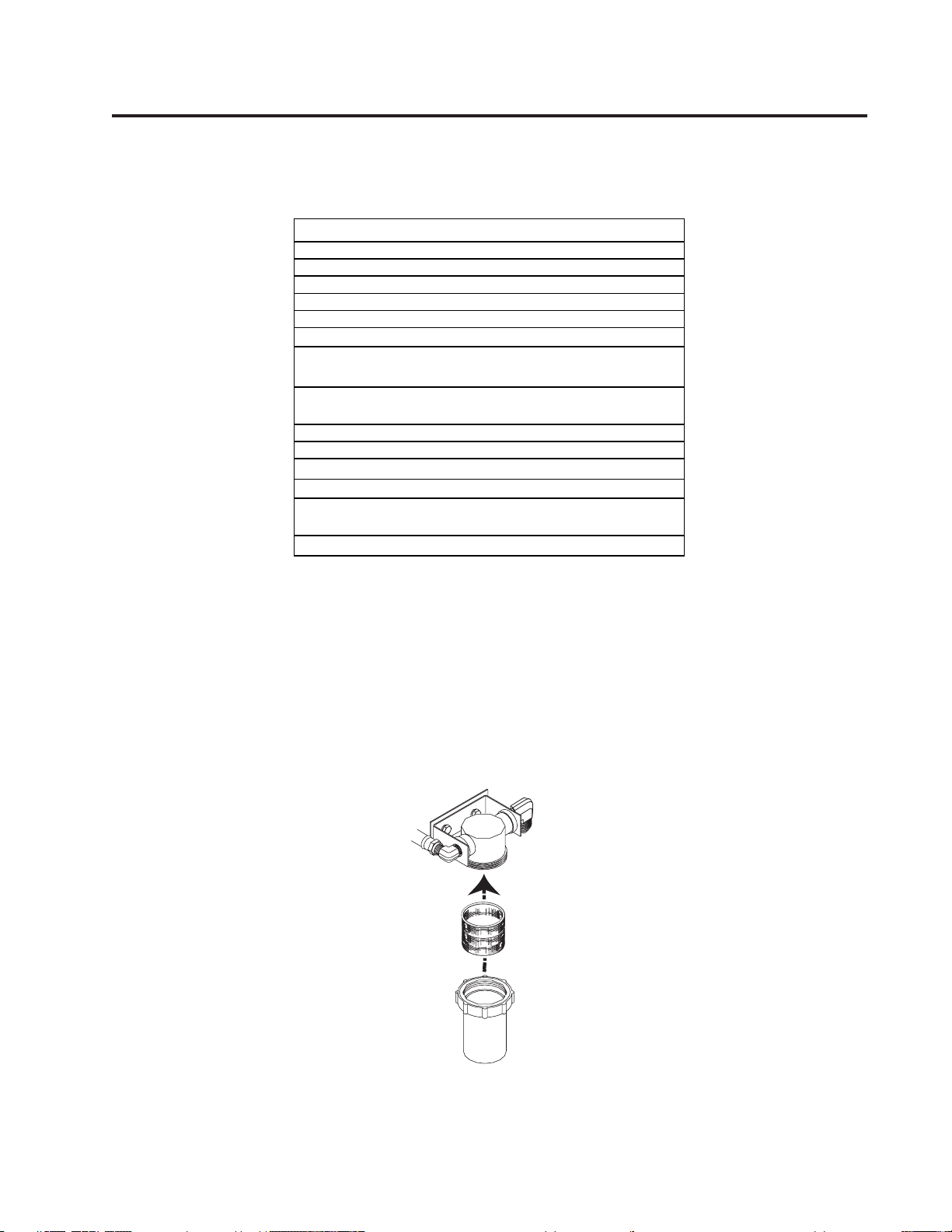
KAPITEL 5: WARTUNG
Wartungsplan Stromquelle
Täglich
Kühlmittelstand prüfen, bei Bedarf Kühlmittel nachfüllen.
Anschlüsse des Gasschlauchs und Drücke prüfen.
Monatlich
Kühllüfter und Kühler prüfen, bei Bedarf reinigen.
Gasschläuche auf Risse, Leckagen und Abrieb prüfen und bei
Bedarf ersetzen.
Alle elekrtischen Anschlüsse auf Risse und Abrieb prüfen und bei
Bedarf ersetzen.
Halbjährlich
Externen Kühlmittelfilter reinigen oder ersetzen.
Kühlmittelbehälter reinigen.
Staubablagerungen im Innern der Stromquelle mit Staubsauger
entfernen.
Internen Kühlmittelfilter prüfen.
Filtereinsatz
Filterhalter
Art # A-04811
Um einen ordnungsgemäßen Betrieb des Systems zu gewährleisten, führen Sie regelmäßig die nachfolgend
aufgeführten Prüfungen durch.
Externen Kühlmittelfilter reinigen
Durch die regelmäßige Reinigung des Kühlmittelfilters wird eine maximale Kühlmittel-Durchflussleistung
gewährleistet. Ein verminderter Kühlmitteldurchsatz führt zu einer unzureichenden Kühlung der Brennerteile
und damit zu schnellerem Verschleiß der Verschleißteile.
Reinigen Sie den Kühlmittelfilter wie nachfolgend beschrieben:
System von der Hauptspannungsversorgung trennen.
1.
2. Filtertopf mit der Hand abschrauben und abnehmen. Darauf achten, dass der O-Ring nicht verloren
geht.
Handbuch Nr. 0-4800 5-1 WARTUNG
Page 77

3.
Filtereinsatz herausnehmen und reinigen. Filtertopf anschrauben und handfest anziehen. Sicherstellen,
dass der O-Ring lagerichtig sitzt.
4. System einschalten und auf Leckagen prüfen.
Internen Kühlmittelfilter reinigen
Der in die Leitung eingebaute Filtereinsatz ist regelmäßig zu prüfen. Die rechte Seitenwand der Stromquelle (auf
Vorderseite des Geräts gesehen) abbauen, um Zugang zum internen Kühlmittelfilter zu erhalten. Filterhalter
vom internen Kühlmittelfilter abschrauben und Filtereinsatz ausbauen. Filtereinsatz durch Spülen in heißem
Seifenwasser reinigen. Seifenreste durch Spülen in heißem klarem Wasser entfernen. Vor dem Wiedereinbau
des Filtereinsatzes des internen Kühlmittelfilters sicherstellen, dass eventuell vorhandene Seifenreste vollständig
entfernt sind und der Filtereinsatz trocken ist.
Kühlmittel wechseln
Kühlmittel wie nachfolgend beschrieben wechseln:
1.
System von Hauptspannungsversorgung trennen. Anschluss der Kühlmittelleitung am Boden des
Kühlmittelbehälters lösen und Kühlmittel in einen Behälter ablassen, der entsorgt werden kann.
System an Hauptspannungsversorgung anschließen und einschalten, um den Tank mittels Pumpe zu
2.
entleeren. Die Pumpe läuft ca. 20 Sekunden, dann wird sie über den Schwimmerschalter abgeschaltet.
Diesen Schritt ggf. mehrmals wiederholen, bis der Tank vollständig entleert ist.
Kühlmittelleitung wieder anschließen und Behälter mit frischem Kühlmittel befüllen, bis der
3.
vorgeschriebene Füllstand erreicht ist.
Handbuch Nr. 0-4800 5-2 WARTUNG
Page 78

RETURN
SUPPLY
RETURN
SUPPLY
Art # A-04803
COOLANT
Füllbereich
Kühlmittelbehälter
4. System einschalten, einige Minuten laufen lassen, Kühlmittelstand prüfen und bei Bedarf auffüllen.
Handbuch Nr. 0-4800 5-3 WARTUNG
Page 79

Diese Seite ist eine Leerseite.
Handbuch Nr. 0-4800 5-4 WARTUNG
Page 80
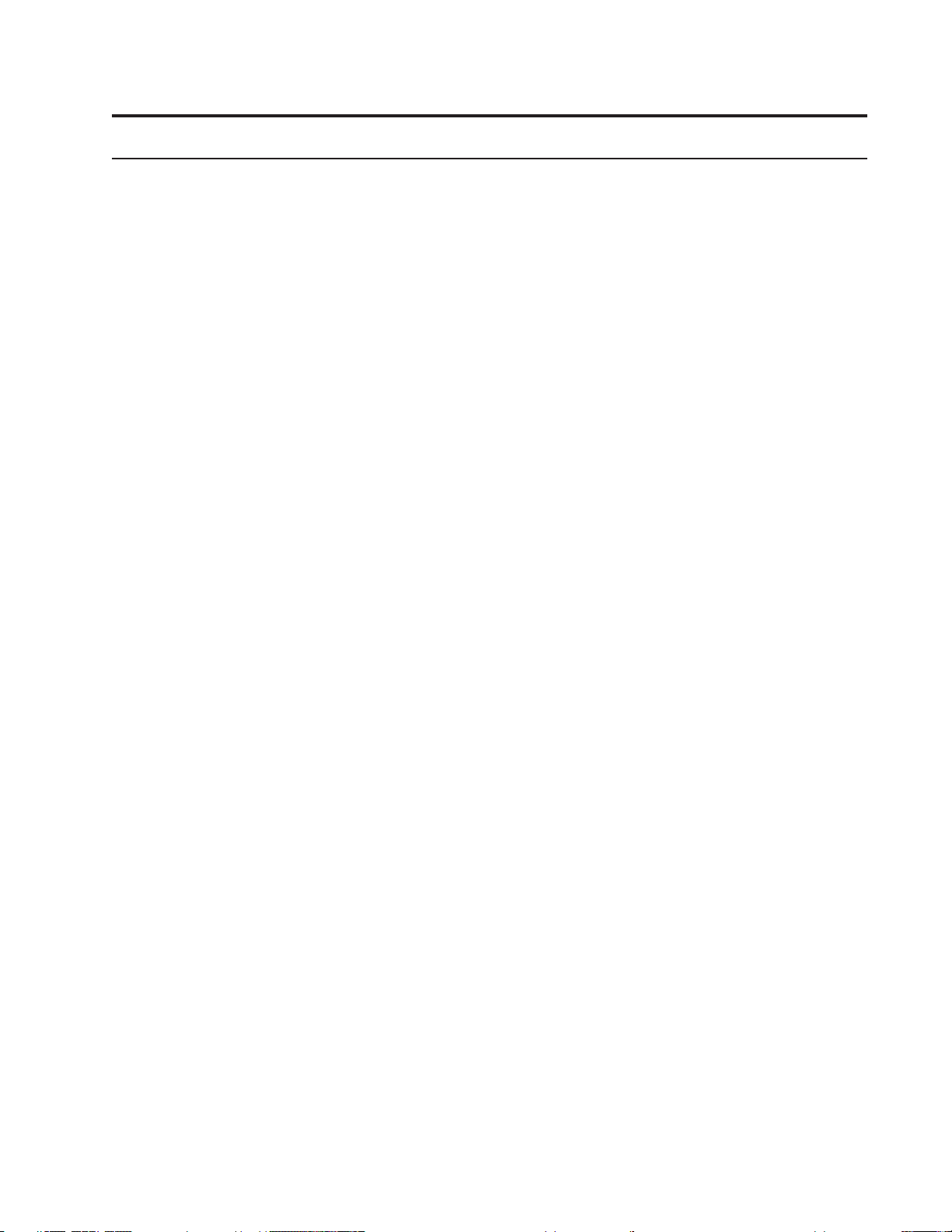
KAPITEL 6: ERSATZTEILE UND -BAUGRUPPEN
Komplettgerät / Bauteil Bestell-Nr.
Ultra-Cut® 150 Stromquelle, 208/230V 3-9117-1
Ultra-Cut® 150 Stromquelle, 460V 3-9117-2
Ultra-Cut® 150 Stromquelle, 400V 3-9117-3
Ultra-Cut® 150 Stromquelle, 400V (CE) 3-9117-4
Gasregelmodul (GCM-2010) mit XTL-Brennerventilbaugruppe 3-9131
Gasregelmodul 7-4000
Original-Brennerventilbaugruppe einzeln als Austauschteil 7-3049
XTL-Brennerventilbaugruppe einzeln 4-3054
Lichtbogen-Fernzündung (RAS-1000) 3-9130
OPTIONALE AUSRÜSTUNG:
Radsatz 9-9379
Handbuch Nr. 0-4800 6-1 ERSATZTEILE UND -BAUGRUPPEN
Page 81
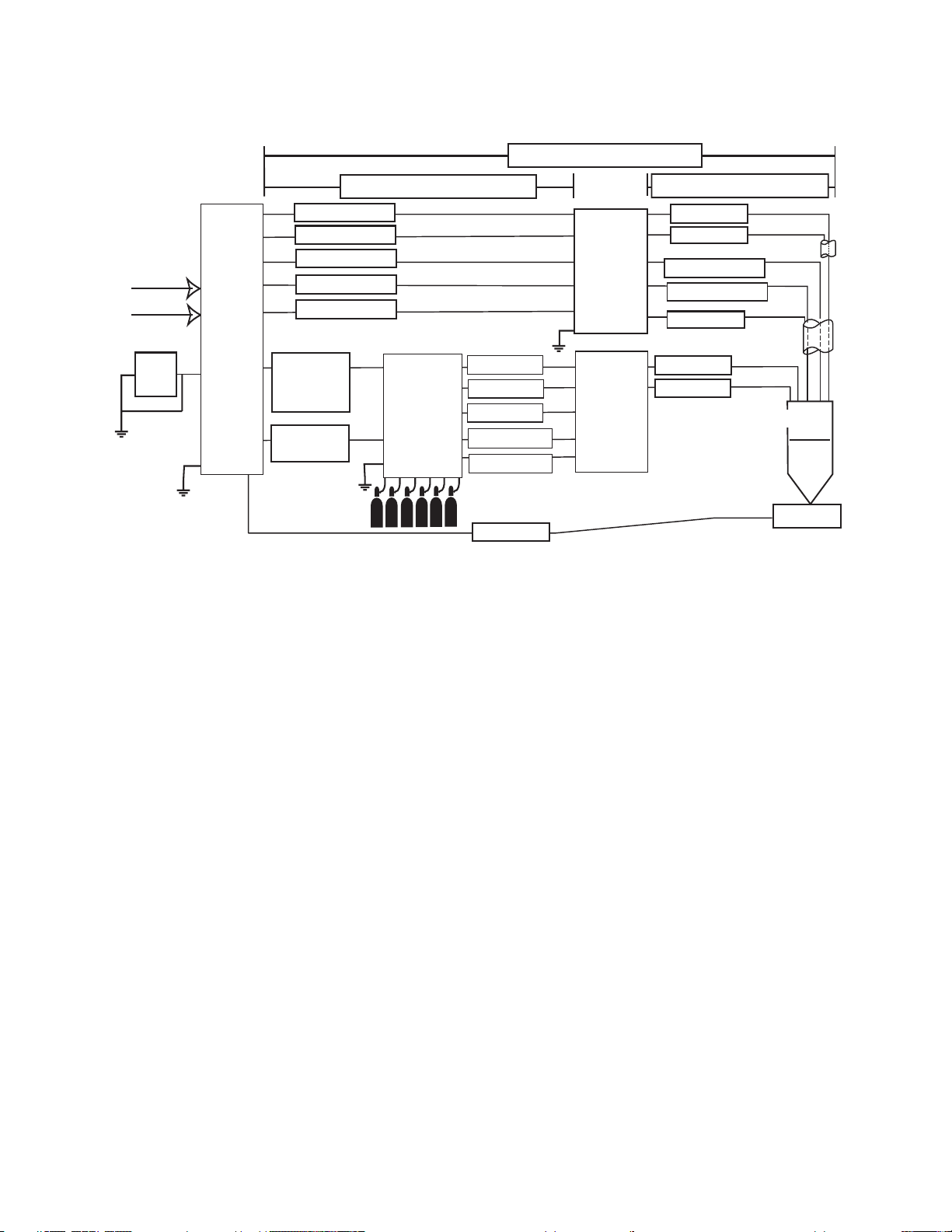
Systemschema
CNC
Art # A-06876
Wasser als Schutzgas
Max. Länge 100’ / 30,5 m
Max. Länge 125’ / 38,1 m
Max. Länge 175’ / 53,3 m
Primäre
Spannungsversorgung
Stromquelle
Lichtleiter-
kabel
Rückl.Hilfslichtbogen
Minuskabel
Kühlmittel-Vorlauf
Steuerkabel
Gasregel-
modul
Plasmagas
Schutzgas
Vorströmgas
Lichtbogen-
Fernzündung
Brennerventil-
baugruppe
Werkstückkabel
Schutz
Kühlmittel-Rücklauf
Positionierrohr
Brenner
Werkstück
Plasmagas
Schutzgas
Schutz
Rückl.Hilfslichtb.
Kühlmittel-Vorlauf
Kühlmittel-Rücklauf
Steuerkabel
Steuerkabel
Handbuch Nr. 0-4800 6-2 ERSATZTEILE UND -BAUGRUPPEN
Page 82

Leitungen und Kabel
Grün / gelb, AWG Nr. 4
Grün / gelb 1/0 (50 mm )
A
Grün
Rot
Art # A-07473
Kabel AWG Nr. 8
Kabel AWG Nr. 1
B
C
D
E
F
F1
K
L
H, Q,
R, S,T
Werkstückkabel
CNC-Kabel (14 Adern)
37
14
Kühlmittel-Vorlauf, Stromquelle
an Lichtbogenzündung
Kabel 1/0 (50 mm )
Rückleitung Hilfslichtbogen,
Stromquelle an Lichtbogenzündung
Minuskabel, Stromquelle
an Erdung
Steuerkabel, Stromquelle an
Lichtbogenzündung
Erdungskabel
Erdungskabel,
Lichtbogen-Fernzündung
O
P
Lichtleiterkabel,
Stromquelle an
Gasregelmodul
Steuerkabel, Stromquelle
an Gasregelmodul
Grün
Rot
Kühlmittel-Rücklauf, Stromquelle
an Lichtbogenzündung
2
2
14
G
Abgeschirmte Brennerleitungsbaugruppe,
LichtbogenFernzündung an Brenner
Plasmagasleitung,
Schutzgasleitung
I
J
an Erdung
Brennerventil an Brenner
Brennerventil an Brenner
Handbuch Nr. 0-4800 6-3 ERSATZTEILE UND -BAUGRUPPEN
Page 83

Code Beschreibung Bestell-Nr.
A,B,C,D,E
A,B,C,D,E
A,B,C,D,E Versorgungsleitung kompl., 15’ / 4,5 m (siehe Hinweis 1) 4-3029
A,B,C,D,E
A,B,C,D,E
A,B,C,D,E
A,B,C,D,E
A,B,C,D,E
A,B,C,D,E Versorgungsleitung kompl., 125' / 38,1 m (siehe Hinweis 1) 4-3034
A
A
A
A
A
A Rückleitungskabel Hilfslichtbogen (einzeln), 50’ / 15,2 m 9-4792
A
A
A
B
B
B Minuskabel (einzeln), 15’ / 4,5 m 9-4892
B
B
B
B
B
B
C Schlauch, Kühlmittel-Vorlauf, (einzeln), 3’ / 1 m 9-4886
C
C
C
C
C
C Schlauch, Kühlmittel-Vorlauf, (einzeln), 35’ / 10,6 m 9-4784
C
C
C
Versorgungsleitung kompl., 4’ / 1,3 m (siehe Hinweis 1) 4-3027
Versorgungsleitung kompl., 10’ / 3,05 m (siehe Hinweis 1) 4-3028
Versorgungsleitung kompl., 25’ / 7,6 m (siehe Hinweis 1) 4-3030
Versorgungsleitung kompl., 35’ / 10,6 m (siehe Hinweis 1) 4-3050
Versorgungsleitung kompl., 50’ / 15,2 m (siehe Hinweis 1) 4-3031
Versorgungsleitung kompl., 75’ / 22,9 m (siehe Hinweis 1) 4-3032
Versorgungsleitung kompl., 100’ / 30,5 m (siehe Hinweis 1) 4-3033
Rückleitungskabel Hilfslichtbogen (einzeln), 4' / 1,2 m 9-4890
Rückleitungskabel Hilfslichtbogen (einzeln), 10’ / 3,05 m 9-4891
Rückleitungskabel Hilfslichtbogen (einzeln), 15' / 4,5 m 9-4790
Rückleitungskabel Hilfslichtbogen (einzeln), 25’ / 7,6 m 9-4791
Rückleitungskabel Hilfslichtbogen (einzeln), 35' / 10,6 m 9-9426
Rückleitungskabel Hilfslichtbogen (einzeln), 75' / 22,8 m 9-4793
Rückleitungskabel Hilfslichtbogen (einzeln), 100’ / 30,5 m 9-4794
Rückleitungskabel Hilfslichtbogen (einzeln), 125' / 38,1 m 9-4796
Minuskabel (einzeln), 3’ / 1 m 9-4892
Minuskabel (einzeln), 10’ / 3,05 m 9-4897
Minuskabel (einzeln), 25’ / 7,6 m 9-4799
Minuskabel (einzeln), 35’ / 10,6 m 9-9427
Minuskabel (einzeln), 50’ / 15,2 m 9-4800
Minuskabel (einzeln), 75’ / 22,8 m 9-4801
Minuskabel (einzeln), 100’ / 30,5 m 9-4802
Minuskabel (einzeln), 125’ / 38,1 m 9-4804
Schlauch, Kühlmittel-Vorlauf, (einzeln), 10’ / 3,05 m 9-4887
Schlauch, Kühlmittel-Vorlauf, (einzeln), 15’ / 4,6 m 9-4780
Schlauch, Kühlmittel-Vorlauf, (einzeln), 20’ / 6 m 9-4781
Schlauch, Kühlmittel-Vorlauf, (einzeln), 25’ / 7,6 m 9-4782
Schlauch, Kühlmittel-Vorlauf, (einzeln), 30’ / 9,1 m 9-4783
Schlauch, Kühlmittel-Vorlauf, (einzeln), 40’ / 12 m 9-4785
Schlauch, Kühlmittel-Vorlauf, (einzeln), 50’ / 15,2 m 9-4786
Schlauch, Kühlmittel-Vorlauf, (einzeln), 75’ / 23 m 9-4787
HINWEIS 1:
Zum Lieferumfang der kompletten Versorgungsleitungen gehören Rückleitungskabel Hilfslichtbogen, Minuskabel, Kühlmittelvorlauf- und
-rücklaufschläuche sowie Steuerkabel.
Handbuch Nr. 0-4800 6-4 ERSATZTEILE UND -BAUGRUPPEN
Page 84

Code Beschreibung Bestell-Nr.
C
D
D Schlauch, Kühlmittel-Vorlauf, (einzeln), 10’ / 3,05 m 9-4889
D
D
D
D
D
D Schlauch, Kühlmittel-Vorlauf, (einzeln), 40’ / 12 m 9-4767
D
D
D
E
E
E Steuerkabel (einzeln), Stromquelle an Lichtbogen-Zündung
E
E
E
E
E
F
F Erdungskabel, Stromquelle an Gasregelmodul, 15’ / 4,5 m 9-4924
F
F
F
F
F
F Erdungskabel, Stromquelle an Gasregelmodul, 150’ / 45,7 m 9-4930
F1
F1
F1
F1
F1
F1 Erdungskabel, Hilfslichtbogen-Fernzündung an Erdung, 100’ / 30,5 m 9-4936
F1
F1
Schlauch, Kühlmittel-Vorlauf, (einzeln), 100’ / 30,5 m 9-4788
Schlauch, Kühlmittel-Vorlauf, (einzeln), 3’ / 1 m 9-4888
Schlauch, Kühlmittel-Vorlauf, (einzeln), 15’ / 4,6 m 9-4762
Schlauch, Kühlmittel-Vorlauf, (einzeln), 20’ / 6 m 9-4763
Schlauch, Kühlmittel-Vorlauf, (einzeln), 25’ / 7,6 m 9-4764
Schlauch, Kühlmittel-Vorlauf, (einzeln), 30’ / 9,1 m 9-4765
Schlauch, Kühlmittel-Vorlauf, (einzeln), 35’ / 10,6 m 9-4766
Schlauch, Kühlmittel-Vorlauf, (einzeln), 50’ / 15,2 m 9-4768
Schlauch, Kühlmittel-Vorlauf, (einzeln), 75’ / 23 m 9-4769
Schlauch, Kühlmittel-Vorlauf, (einzeln), 100’ / 30,5 m 9-4770
Steuerkabel (einzeln), Stromquelle an Lichtbogen-Zündung
3’ / 1 m 9-4941
Steuerkabel (einzeln), Stromquelle an Lichtbogen-Zündung
10’ / 3,05 m 9-4916
15’ / 4,5 m 9-4917
Steuerkabel (einzeln), Stromquelle an Lichtbogen-Zündung
25’ / 7,6 m 9-4918
Steuerkabel (einzeln), Stromquelle an Lichtbogen-Zündung
50’ / 15,2 m 9-4942
Steuerkabel (einzeln), Stromquelle an Lichtbogen-Zündung
75’ / 22,9 m 9-4943
Steuerkabel (einzeln), Stromquelle an Lichtbogen-Zündung
100’ / 30,5 m 9-4944
Steuerkabel (einzeln), Stromquelle an Lichtbogen-Zündung
125' / 38,1 m 9-4922
Erdungskabel, Stromquelle an Gasregelmodul, 3' / 1 m 9-4923
Erdungskabel, Stromquelle an Gasregelmodul, 25’ / 7,6 m 9-4925
Erdungskabel, Stromquelle an Gasregelmodul, 50’ / 15,2 m 9-4926
Erdungskabel, Stromquelle an Gasregelmodul, 75’ / 22,9 m 9-4927
Erdungskabel, Stromquelle an Gasregelmodul, 100’ / 30,5 m 9-4928
Erdungskabel, Stromquelle an Gasregelmodul, 125' / 38,1 m 9-4929
Erdungskabel, Hilfslichtbogen-Fernzündung an Erdung, 3' / 1 m 9-4931
Erdungskabel, Hilfslichtbogen-Fernzündung an Erdung, 15’ / 4,5 m 9-4932
Erdungskabel, Hilfslichtbogen-Fernzündung an Erdung, 25’ / 7,6 m 9-4933
Erdungskabel, Hilfslichtbogen-Fernzündung an Erdung, 50’ / 15,2 m 9-4934
Erdungskabel, Hilfslichtbogen-Fernzündung an Erdung, 75’ / 22,9 m 9-4935
Erdungskabel, Hilfslichtbogen-Fernzündung an Erdung, 125' / 38,1 m 9-4937
Erdungskabel, Hilfslichtbogen-Fernzündung an Erdung, 150’ / 45,7 m 9-4938
Handbuch Nr. 0-4800 6-5 ERSATZTEILE UND -BAUGRUPPEN
Page 85
Code Beschreibung Bestell-Nr.
G
G
G Baugruppe, Rückleitung Hilfslichtbogen, 10’ / 3,05 m 9-4883
G Baugruppe, Minuskabel/Kühlmittel-Vorlauf, 10’ / 3,05 m 9-4939
G Baugruppe, Brennerleitung, 3’ / 1 m 9-4884
G Baugruppe, Brennerleitung, 10’ / 3,05 m 9-4885
H,Q,R,S,T Gasleitungen kompl., 10’ / 3,05 m (siehe Hinweis 2) 4-3035
H,Q,R,S,T Gasleitungen kompl., 15’ / 4,5 m (siehe Hinweis 2) 4-3036
H,Q,R,S,T
H,Q,R,S,T
H,Q,R,S,T
H,Q,R,S,T
H,Q,R,S,T
H,Q,R,S,T Gasleitungen kompl., 125' / 38,1 m (siehe Hinweis 2) 4-3041
H,Q,R,S,T
H,Q,R,S,T
I Plasmaleitung 4’ / 1,22 m (Brennerventilbaugruppe an Brenner) 9-3333
J
Baugruppe, Schlauch Kühlmittel-Rücklauf, 10’ / 3,05 m 9-4882
Baugruppe, Rückleitung Hilfslichtbogen, 3’ / 1 m 9-4945
Gasleitungen kompl., 25’ / 7,6 m (siehe Hinweis 2) 4-3037
Gasleitungen kompl., 35’ / 10,6 m (siehe Hinweis 2) 4-3051
Gasleitungen kompl., 50’ / 15,2 m (siehe Hinweis 2) 4-3038
Gasleitungen kompl., 75’ / 22,9 m (siehe Hinweis 2) 4-3039
Gasleitungen kompl., 25’ / 7,6 m (siehe Hinweis 2) 4-3040
Gasleitungen kompl., 150’ / 45,7 m (siehe Hinweis 2) 4-3042
Gasleitungen kompl., 175’ / 53,3 m (siehe Hinweis 2) 4-3043
Schutzgasleitung 4’ / 1,22 m (Brennerventilbaugruppe an Brenner) 4-3026
L
L
L
L
L
L
L Lichtleiter-Steuerkabel, 100’ / 30,5 m 9-4903
L
L
L
Lichtleiter-Steuerkabel, 3’ / 1 m 9-4898
Lichtleiter-Steuerkabel, 15’ / 4,5 m 9-4899
Lichtleiter-Steuerkabel, 25’ / 7,6 m 9-4900
Lichtleiter-Steuerkabel, 35’ / 10,6 m 9-9335
Lichtleiter-Steuerkabel, 50’ / 15,2 m 9-4901
Lichtleiter-Steuerkabel, 75’ / 22,9 m 9-4902
Lichtleiter-Steuerkabel, 125' / 38,1 m 9-4904
Lichtleiter-Steuerkabel, 150’ / 45,7 m 9-4905
Lichtleiter-Steuerkabel, 175’ / 53,3 m 9-4906
HINWEIS 2:
Der Lieferumfang der kompletten Gasleitungen
umfasst Plasmagas-Schlauch, SchutzgasSchlauch, Vorströmgas-Schlauch und Steuerkabel.
Handbuch Nr. 0-4800 6-6 ERSATZTEILE UND -BAUGRUPPEN
Page 86

K Steuerkabel, Stromquelle an Gasregelmodul, 3’ / 1 m 9-4907
K
K
K
K
K
K
K
K
Steuerkabel, Stromquelle an Gasregelmodul, 15’ / 4,5 m 9-4908
Steuerkabel, Stromquelle an Gasregelmodul, 25’ / 7,6 m 9-4909
Steuerkabel, Stromquelle an Gasregelmodul, 35’ / 10,6 m 9-9332
Steuerkabel, Stromquelle an Gasregelmodul, 50’ / 15,2 m 9-4910
Steuerkabel, Stromquelle an Gasregelmodul, 75’ / 22,9 m 9-4911
Steuerkabel, Stromquelle an Gasregelmodul, 100’ / 30,5 m 9-4912
Steuerkabel, Stromquelle an Gasregelmodul, 125' / 38,1 m 9-4913
Steuerkabel, Stromquelle an Gasregelmodul, 150’ / 45,7 m 9-4914
O
O
O
O
O
O
O
O
P
P
P
P
P
Werkstückkabel, 10’ / 3,05 m 9-9300
Werkstückkabel, 15’ / 4,5 m 9-9301
Werkstückkabel, 25’ / 7,6 m 9-9302
Werkstückkabel, 35' / 10,6 m 9-9303
Werkstückkabel, 50’ / 15,2 m 9-9304
Werkstückkabel, 75’ / 22,9 m 9-9305
Werkstückkabel, 100’ / 30,5 m 9-9306
Werkstückkabel, 125' / 38,1 m 9-9307
Steuerkabel, CNC an Stromquelle, 25’ / 7,6 m 9-8312
Steuerkabel, CNC an Stromquelle, 50’ / 15,2 m 9-8313
Steuerkabel, CNC an Stromquelle, 75’ / 22,9 m 9-8315
Steuerkabel, CNC an Stromquelle, 100’ / 30,5 m 9-8316
Steuerkabel, CNC an Stromquelle, 125' / 38,1 m 9-8317
Handbuch Nr. 0-4800 6-7 ERSATZTEILE UND -BAUGRUPPEN
Page 87
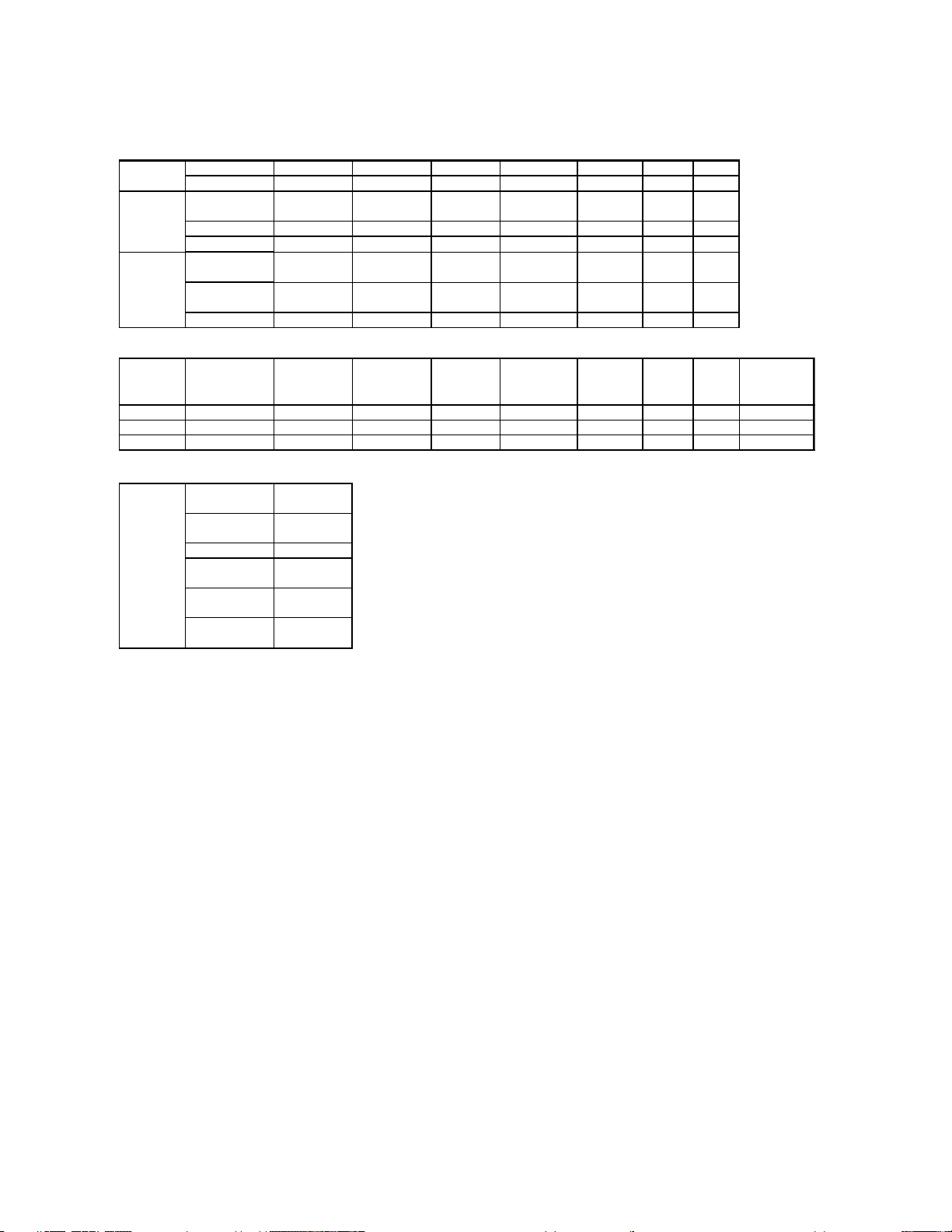
Optionale Gasversorgungsleitungen
KO MPLETTSCHLÄUCHE
(Bestell-Nr.)
Fuß 10' 15' 25' 35' 50' 75' 100'
Meter 3,05 4,6 7,6 10,6 15,2 22,9 30,4
Sc hutzgas B
(RH)
9-2146 9-5061 9-5073 9-5085 9-5097 9-5109 9-5121
O2 B (R H) 9-9008 9-9009 9-9010 9-9011
JIC 9-6956 9-6957 9-6959 9-6961 9-6963 9-6964 9-6965
Sc hutzgas B
(RH)
Sc hutzgas B
(LH)
9-9012 9-9013 9-9014 9-9015
JIC 9-6985 9-6986 9-6988 9-6996 9-6992 9-6993 9-6994
SC HLAUCH-KLE INT EILE
(Bestell-Nr.)
BE ST EL L-
NR .
MUTTER
Sc hutzgas B
MUTTER
Sc hutzgas B
NIPPEL
MUTTER
Brenngas B
MUTTER
O2B
nac h Fuß (LH) (RH) Sc hutz gas (RH) (RH)
1/4" 9-3743 9-3556 9-2776 9-2775 8-5518 8-5015 8-0327 8-0266 8-0384
3/8" 9-3616 8-6473 20x962 N/A N/A 8-6617 N/A 8-0271 8-0384
1/2" 9-2551 8-6470 20x884 N/A 8-0267 9-3831
(Bestell-Nr.)
Sc hutzgas B
(RH)
8-0330
Schutzgas B
(LH)
8-0329
O2 B (R H) 8-0260
Brenngas B
(LH)
Brenngas B
(RH)
Steckverbinder
1/4"
8-4264
NIPPEL JIC
1/4" NPT
Länge
1/4"
3/8"
SC HELLE
ADAPTER-KLEINTEILE
ID
Handbuch Nr. 0-4800 6-8 ERSATZTEILE UND -BAUGRUPPEN
Page 88
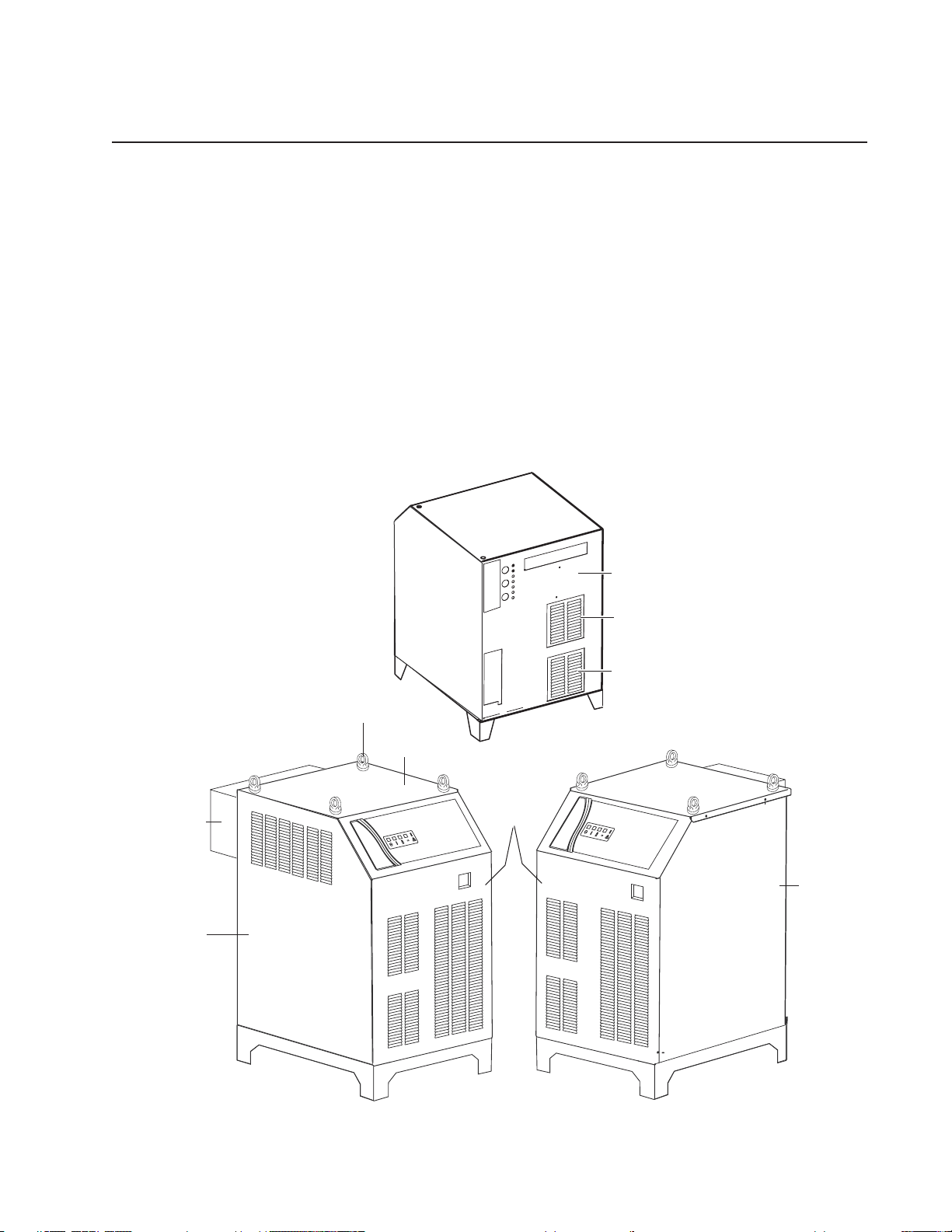
Ersatzteile für Stromquelle - äußere Bauteile
9-9380
9-9382
9-9384
9-9373
9-9386
9-9383
Art # A-04931
9-9381
9-9385
9-9385
9-9385
Nr. Anzahl Beschreibung Bestell-Nr.
1 Stromquelle, vordere Platte 9-9380
1
1
1
1
1
1
1
1
Stromquelle, hintere Platte 9-9381
Stromquelle, obere Platte 9-9382
Stromquelle, rechte Seitenplatte 9-9383
Stromquelle, linke Seitenplatte 9-9384
Lüfterjalousie-Platte 9-9385
Stromquelle, Abdeckung für Anschlüsse 9-9386
Heißauge 9-9373
Farbe zum Ausbessern (nicht dargestellt) 9-9388
Handbuch Nr. 0-4800 6-9 ERSATZTEILE UND -BAUGRUPPEN
Page 89

Ersatzteile für Stromquelle - rechte Seite
Nr. Anzahl Beschreibung Bezeichnung Bestell-Nr.
1 1 Kühllüfter FAN1 9-9338
2 1
Kühler 9-9339
Handbuch Nr. 0-4800 6-10 ERSATZTEILE UND -BAUGRUPPEN
Page 90
Ersatzteile für Stromquelle - rechte Seite
Nr. Anzahl Beschreibung Bezeichnung Bestell-Nr.
3 1 Widerstand R6 9-9340
4 1
5 1 Sensor HCT1 9-9342
Ausgangsfilter-Leiterplatte PCB8 9-9341
Handbuch Nr. 0-4800 6-11 ERSATZTEILE UND -BAUGRUPPEN
Page 91
Ersatzteile für Stromquelle - rechte Seite
Nr. Anzahl Beschreibung Bezeichnung Bestell-Nr.
5 1 Sensor HCT1 9-9342
6 1
Schaltschütz MC2 9-9343
Handbuch Nr. 0-4800 6-12 ERSATZTEILE UND -BAUGRUPPEN
Page 92

Ersatzteile für Stromquelle - Vorderseite
Nr. Anzahl Beschreibung Bezeichnung Bestell-Nr.
7 1 Hauptschalter (‘Circuit Protector’) CP1 9-9344
Handbuch Nr. 0-4800 6-13 ERSATZTEILE UND -BAUGRUPPEN
Page 93

Ersatzteile für Stromquelle - Vorderseite
Nr. Anzahl Beschreibung Bezeichnung Bestell-Nr.
11 1 Display-Leiterplatte PCB6 9-9347
Handbuch Nr. 0-4800 6-14 ERSATZTEILE UND -BAUGRUPPEN
Page 94

Ersatzteile für Stromquelle - rechte Seite
Nr. Anzahl Beschreibung Bezeichnung Bestell-Nr.
19 1 Widerstand R1-5 9-9353
20 1 Widerstand R1-5 9-9353
21 1 Widerstand R1-5 9-9353
1 Chopper-Modul 9-9389
Handbuch Nr. 0-4800 6-15 ERSATZTEILE UND -BAUGRUPPEN
Page 95

Ersatzteile für Stromquelle - Rückseite
RETURN
SUPPL Y
Art # A-04932
COOLANT
Kühlmittelbehälter
Behälterdeckel
RAS
120V 5A
CCM
24V3 15A
GCM
24V 10A
GCM
120V2 5A
GCM
15V2 5A
PUMP
200V 5A
FAN
24V 15A
CIRCUIT
BREAKERS
J55
J59
J15
G
C
M
C
N
C
R
A
S
CP2
CP3
CP4
CP5
CP6
CP7
CP8
12
13
14
15
16
17
18
Art # A-06017
Nr. Anzahl Beschreibung Bezeichnung Bestell-Nr.
12 1 Leistungsschalter (RAS, 120V, 2,5 A) CP2 9-9348
13 1
14 1
15 1
16 1
17 1
18 1
1
1
Leistungsschalter (’TDC’, 24V, 3,25 A) CP3 9-9349
Leistungsschalter (AGC, 24V, 10 A) CP4 9-9350
Leistungsschalter (AGC, 120V, 2,5 A) CP5 9-9348
Leistungsschalter (AGC, 15V, 2,5 A) CP6 9-9348
Leistungsschalter (Pumpe, 200V, 5 A) CP7 9-9351
Leistungsschalter (Lüfter, 24V, 15 A) CP8 9-9352
Kühlmittelbehälter 9-5948
Behälterdeckel 8-5142
Handbuch Nr. 0-4800 6-16 ERSATZTEILE UND -BAUGRUPPEN
Page 96

Ersatzteile für Stromquelle - rechte Seite
Nr. Anzahl Beschreibung Bezeichnung Bestell-Nr.
23 1 Transformator T1 9-9355
Handbuch Nr. 0-4800 6-17 ERSATZTEILE UND -BAUGRUPPEN
Page 97

Ersatzteile für Stromquelle
Nr. Anzahl Beschreibung Bestell-Nr.
29 2 Wechselrichtermodul 208/230 V und 460 V 9-9360D
2 Wechselrichtermodul 400 V CE und 400V Nicht-CE 9-9482D
2 Wechselrichtermodul 600 V 9-9485D
Handbuch Nr. 0-4800 6-18 ERSATZTEILE UND -BAUGRUPPEN
Page 98

Ersatzteile für Stromquelle - rechte Seite
Nr. Anzahl Beschreibung Bezeichnung Bestell-Nr.
30 1 Sensor (Thermistor) TH1 9-9361
Handbuch Nr. 0-4800 6-19 ERSATZTEILE UND -BAUGRUPPEN
Page 99

Ersatzteile für Stromquelle
Nr. Anzahl Beschreibung Bezeichnung Bestell-Nr.
31 1 Filter-Leiterplatte PCB1 9-9362
32 1
33 1
34 1
Widerstand R7 9-9363
Magnetisches Schaltschütz MC1 9-9364
Leiterplatte PCB3 9-9365
Handbuch Nr. 0-4800 6-20 ERSATZTEILE UND -BAUGRUPPEN
Page 100
Ersatzteile für Stromquelle - rechte Seite
Nr. Anzahl Beschreibung Bezeichnung Bestell-Nr.
8 1 Gleichrichter (Diode) D1 9-9345
10 1
23 1
35 1
Leiterplatte interne Steuerung PCB5 9-9346
Transformator T1 9-9355
Relais-Leiterplatte PCB7 9-9366
Handbuch Nr. 0-4800 6-21 ERSATZTEILE UND -BAUGRUPPEN
 Loading...
Loading...