


252i
®
FABRICATOR
MULTI PROCESS WELDING
INVERTER
Operating Manual
Revision: AE Issue Date: Dec 20, 2012 Manual No.: 0-5155
Operating Features:
INVERTER
300
TC
208
230
1
PHASE
WE APPRECIATE YOUR BUSINESS!
Congratulations on your new Thermal Arc product. We are proud to have you as
our customer and will strive to provide you with the best service and reliability
in the industry. This product is backed by our extensive warranty and worldwide service network. To locate your nearest distributor or service agency call
1-800-462-2782, or visit us on the web at www.Thermalarc.com.
This Operating Manual has been designed to instruct you on the correct use
and operation of your Thermal Arc product. Your satisfaction with this product
and its safe operation is our ultimate concern. Therefore please take the time
to read the entire manual, especially the Safety Precautions. They will help
you to avoid potential hazards that may exist when working with this product.
We have made every effort to provide you with accurate instructions, drawings,
and photographs of the product(s) while writing this manual. However errors
do occur and we apologize if there are any contained in this manual.
Due to our constant effort to bring you the best products, we may make an
improvement that does not get reflected in the manual. If you are ever in doubt
about what you see or read in this manual with the product you received, then
check for a newer version of the manual on our website or contact our customer
support for assistance.
YOU ARE IN GOOD COMPANY!
The Brand of Choice for Contractors and Fabricators Worldwide.
Thermal Arc is a Global Brand of Arc Welding Products for Victor Technologies
International, Inc. We manufacture and supply to major welding industry
sectors worldwide including; Manufacturing, Construction, Mining, Automotive,
Aerospace, Engineering, Rural and DIY/Hobbyist.
We distinguish ourselves from our competition through market-leading,
dependable products that have stood the test of time. We pride ourselves on
technical innovation, competitive prices, excellent delivery, superior customer
service and technical support, together with excellence in sales and marketing
expertise.
Above all, we are committed to develop technologically advanced products to
achieve a safer working environment within the welding industry.

!
WARNINGS
Read and understand this entire Manual and your employer’s safety practices before installing,
operating, or servicing the equipment.
While the information contained in this Manual represents the Manufacturer’s best judgment,
the Manufacturer assumes no liability for its use.
Operating Manual Number 0-5155 for:
Thermal Arc Fabricator 252i Inverter Power Supply Part No. W1004400
Thermal Arc Fabricator 252i Inverter System Part No. W1004401
Thermal Arc Fabricator 252i Inverter System
w/Single Cylinder Cart Part No. W1004402
Thermal Arc Fabricator 252i Inverter System
w/Dual Cylinder Cart/Deluxe Part No. W1004403
Published by:
Victor Technologies International, Inc.
82 Benning Street
West Lebanon, New Hampshire, USA 03784
(603) 298-5711
www.victortechnologies.com
Copyright 2011, 2012 by
Victor Technologies International, Inc.
All rights reserved.
Reproduction of this work, in whole or in part, without written permission of the
publisher is prohibited.
The publisher does not assume and hereby disclaims any liability to any party for any
loss or damage caused by any error or omission in this Manual, whether such error
results from negligence, accident, or any other cause.
Publication Date: November 15, 2011
Revision Date: Dec 20, 2012
Record the following information for Warranty purposes:
Where Purchased: ____________________________________
Purchase Date: ____________________________________
Equipment Serial #: ____________________________________

TABLE OF CONTENTS
SECTION 1: SAFETY INSTRUCTIONS AND WARNINGS ............................................... 1-1
1.01 Arc Welding Hazards ....................................................................................... 1-1
1.02 General Safety Information for Victor CS Regulator .......................................... 1-5
1.03 Principal Safety Standards .............................................................................. 1-7
1.04 Symbol Chart .................................................................................................. 1-8
1.05 Precautions De Securite En Soudage A L’arc .................................................. 1-9
1.06 Dangers relatifs au soudage à l’arc ................................................................. 1-9
1.07 Informations Générales de Sécurité .............................................................. 1-14
1.08 Principales Normes De Securite ................................................................... 1-16
1.09 Graphique de Symbole .................................................................................. 1-17
1.10 Declaration Of Conformity ............................................................................ 1-18
SECTION 2: INTRODUCTION ............................................................................. 2-1
2.01 How to Use This Manual ................................................................................. 2-1
2.02 Equipment Identification ................................................................................. 2-1
2.03 Receipt of Equipment ...................................................................................... 2-1
2.04 Symbol Chart .................................................................................................. 2-2
2.05 Description ..................................................................................................... 2-3
2.06 User Responsibility ......................................................................................... 2-3
2.07 Transportation Methods .................................................................................. 2-3
2.08 Packaged Items .............................................................................................. 2-4
2.09 Duty Cycle ....................................................................................................... 2-5
2.10 Specifications ................................................................................................. 2-6
SECTION 3: INSTALLATION OPERATION AND SETUP ................................................. 3-1
3.01 Environment ................................................................................................... 3-1
3.02 Location .......................................................................................................... 3-1
3.03 Ventilation ....................................................................................................... 3-1
3.04 Mains Supply Voltage Requirements .............................................................. 3-1
3.05 Electromagnetic Compatibility ........................................................................ 3-2
3.06 Power Source Controls, Indicators and Features ............................................ 3-4
3.07 Advanced Features Details ............................................................................ 3-10
3.08 Attaching the Tweco Fusion 250A MIG Gun .................................................. 3-15
3.09 Installing a 12.5 lb spool (8" diameter) ......................................................... 3-16
3.10 Installing a Standard Spool (12" diameter) ................................................... 3-17
3.11 Inserting Wire into the Feed Mechanism ...................................................... 3-18
3.12 Feed Roller Pressure Adjustment .................................................................. 3-19
3.13 Feed Roller Alignment ................................................................................... 3-19
3.14 Changing the Feed Roll ................................................................................. 3-20
3.15 Input And Output Wire Guide Installation ..................................................... 3-21
3.16 Wire Reel Brake ............................................................................................ 3-22
3.17 Shielding Gas Regulator Operating Instructions ........................................... 3-22
3.18 Set-up MIG (GMAW) Welding with Gas Shielded MIG Wire .......................... 3-26
3.19 Set-up for MIG (FCAW) Welding with Gasless MIG Wire .............................. 3-27
3.20 Set-up for LIFT TIG (GTAW) Welding ............................................................ 3-28
3.21 Set-up for STICK Metal Arc Welding (SMAW) ............................................... 3-30

TABLE OF CONTENTS
SECTION 4: BASIC WELDING GUIDE .................................................................... 4-1
4.01 MIG (GMAW/FCAW) Basic Welding Technique ............................................... 4-1
4.02 MIG (GMAW/FCAW) Welding Troubleshooting ............................................... 4-4
4.03 STICK (SMAW) Basic Welding Technique ....................................................... 4-7
4.04 STICK (SMAW) Welding Troubleshooting ..................................................... 4-15
4.05 TIG (GTAW) Basic Welding Technique .......................................................... 4-17
4.06 TIG (GTAW) Welding Problems ..................................................................... 4-19
SECTION 5: POWER SOURCE PROBLEMS AND ROUTINE SERVICE REQUIREMENTS ............ 5-1
5.01 Power Source Problems ................................................................................. 5-1
5.02 Routine Service and Calibration Requirements ............................................... 5-3
5.03 Cleaning the Welding Power Source ............................................................... 5-6
5.04 Cleaning the Feed Rolls ................................................................................... 5-7
SECTION 6: KEY SPARE PARTS .......................................................................... 6-1
6.01 Fabricator 252i Power Supply Replacement Panels ........................................ 6-1
6.02 Tweco Fusion 250A MIG Gun .......................................................................... 6-4
APPENDIX 1: OPTIONS AND ACCESSORIES ............................................................ A-1
APPENDIX 2: FABRICATOR 252i CIRCUIT DIAGRAM .................................................. A-2
THERMAL ARC - LIMITED WARRANTY TERMS ..................................... Inside Rear Cover
GLOBAL CUSTOMER SERVICE CONTACT INFORMATION .................................... Rear Cover

This Page Intentionally Blank

SAFETY INSTRUCTIONS FABRICATOR 252i
!
SECTION 1:
SAFETY INSTRUCTIONS AND WARNINGS
WARNING
PROTECT YOURSELF AND OTHERS FROM POSSIBLE SERIOUS INJURY OR DEATH. KEEP CHILDREN AWAY.
PACEMAKER WEARERS KEEP AWAY UNTIL CONSULTING YOUR DOCTOR. DO NOT LOSE THESE INSTRUCTIONS.
READ OPERATING/INSTRUCTION MANUAL BEFORE INSTALLING, OPERATING OR SERVICING THIS EQUIPMENT.
Welding products and welding processes can cause serious injury or death, or damage to other equipment or
property, if the operator does not strictly observe all safety rules and take precautionary actions.
Safe practices have developed from past experience in the use of welding and cutting. These practices must be
learned through study and training before using this equipment. Some of these practices apply to equipment
connected to power lines; other practices apply to engine driven equipment. Anyone not having extensive training
in welding and cutting practices should not attempt to weld.
Safe practices are outlined in the American National Standard Z49.1 entitled: SAFETY IN WELDING AND CUTTING.
This publication and other guides to what you should learn before operating this equipment are listed at the
end of these safety precautions. HAVE ALL INSTALLATION, OPERATION, MAINTENANCE, AND REPAIR WORK
PERFORMED ONLY BY QUALIFIED PEOPLE.
1.01 Arc Welding Hazards
WARNING
ELECTRIC SHOCK can kill.
Touching live electrical parts can cause fatal
shocks or severe burns. The electrode and
work circuit is electrically live whenever the
output is ON. The input power circuit and
machine internal circuits are also live when
power is ON. In semi-automatic or automatic
wire welding, the wire, wire reel, drive roll
housing, and all metal parts touching the
welding wire are electrically live. Incorrectly
installed or improperly grounded equipment
is a hazard.
1. Do not touch live electrical parts.
2. Wear dry, hole-free insulating gloves and body
protection.
3. Insulate yourself from work and ground using dry
insulating mats or covers.
4. Disconnect input power or stop engine before
installing or servicing this equipment. Lock input
power disconnect switch open, or remove line fuses
so power cannot be turned ON accidentally.
5. Properly install and ground this equipment according
to its Owner’s Manual and national, state, and local
codes.
6. Turn OFF all equipment when not in use. Disconnect
power to equipment if it will be left unattended or
out of service.
7. Use fully insulated electrode holders. Never dip
holder in water to cool it or lay it down on the ground
or the work surface. Do not touch holders connected
to two welding machines at the same time or touch
other people with the holder or electrode.
8. Do not use worn, damaged, undersized, or poorly
spliced cables.
9. Do not wrap cables around your body.
10. Ground the workpiece to a good electrical (earth)
ground.
11. Do not touch electrode while in contact with the work
(ground) circuit.
12. Use only well-maintained equipment. Repair or
replace damaged parts at once.
13. In confined spaces or damp locations, do not use a
welder with AC output unless it is equipped with a
voltage reducer. Use equipment with DC output.
14. Wear a safety harness to prevent falling if working
above floor level.
15. Keep all panels and covers securely in place.
Manual 0-5155 1-1 SAFETY INSTRUCTIONS AND WARNINGS

FABRICATOR 252i SAFETY INSTRUCTIONS
3. Use protective screens or barriers to protect others
from flash and glare; warn others not to watch the
WARNING
ARC RAYS can burn eyes and skin; NOISE
can damage hearing. Arc rays from the
welding process produce intense heat and
strong ultraviolet rays that can burn eyes
and skin. Noise from some processes can
damage hearing.
1. Wear a welding helmet fitted with a proper shade
of filter (see ANSI Z49.1 listed in Safety Standards)
to protect your face and eyes when welding or
watching.
2. Wear approved safety glasses. Side shields
recommended.
AWS F2.2:2001 (R2010), Adapted with permission of the American Welding Society (AWS), Miami, Florida
Guide for Shade Numbers
Process
Shielded Metal Arc Welding
(SMAW)
Electrode Size in.
(mm)
Less than 3/32 (2.4)
3/32-5/32 (2.4-4.0)
5/32-1/4 (4.0-6.4)
More than 1/4 (6.4)
arc.
4. Wear protective clothing made from durable,
flame-resistant material (wool and leather) and foot
protection.
5. Use approved ear plugs or ear muffs if noise level
is high.
WARNING
FUMES AND GASES can be hazardous to
your health.
Welding produces fumes and gases.
Breathing these fumes and gases can be
hazardous to your health.
Arc Current
(Amperes)
Less than 60
60-160
160-250
250-550
Minimum
Protective
Shade
7
8
10
11
Suggested*
Shade No.
(Comfort)
10
12
14
Gas Metal Arc Welding (GMAW)
and Flux Cored Arc Welding
(FCAW)
Gas Tungsten arc Welding
(GTAW)
Air Carbon Arc Cutting (CAC-A)
Plasma Arc Welding (PAW)
Plasma Arc Cutting (PAC)
* As a rule of thumb, start with a shade that is too dark to see the weld zone. Then go to a lighter
shade which gives sufficient view of the weld zone without going below the minimum. In oxyfuel gas
welding, cutting, or brazing where the torch and/or the flux produces a high yellow light, it is desirable
to use a filter lens that absorbs the yellow or sodium line of the visible light spectrum.
(Light)
(Heavy)
Less than 60
60-160
160-250
250-550
Less than 50
50-150
150-500
Less than
500
500-1000
Less than 20
20-100
100-400
400-800
Less than 20
20-40
40-60
60-80
80-300
300-400
400-800
7
10
10
10
8
8
10
10
11
6
8
10
11
4
5
6
8
8
9
10
11
12
14
10
12
14
12
14
6 to 8
10
12
14
4
5
6
8
9
12
14
SAFETY INSTRUCTIONS AND WARNINGS 1-2 Manual 0-5155
SAFETY INSTRUCTIONS FABRICATOR 252i
1. Keep your head out of the fumes. Do not breathe
the fumes.
2. If inside, ventilate the area and/or use exhaust at the
arc to remove welding fumes and gases.
3. If ventilation is poor, use an approved air-supplied
respirator.
4. Read the Material Safety Data Sheets (MSDSs)
and the manufacturer’s instruction for metals,
consumables, coatings, and cleaners.
5. Work in a confined space only if it is well ventilated,
or while wearing an air-supplied respirator. Shielding
gases used for welding can displace air causing
injury or death. Be sure the breathing air is safe.
6. Do not weld in locations near degreasing, cleaning,
or spraying operations. The heat and rays of the
arc can react with vapors to form highly toxic and
irritating gases.
7. Do not weld on coated metals, such as galvanized,
lead, or cadmium plated steel, unless the coating
is removed from the weld area, the area is well
ventilated, and if necessary, while wearing an airsupplied respirator. The coatings and any metals
containing these elements can give off toxic fumes
if welded.
6. Be aware that welding on a ceiling, floor, bulkhead,
or partition can cause fire on the hidden side.
7. Do not weld on closed containers such as tanks or
drums.
8. Connect work cable to the work as close to the
welding area as practical to prevent welding current
from traveling long, possibly unknown paths and
causing electric shock and fire hazards.
9. Do not use welder to thaw frozen pipes.
10. Remove stick electrode from holder or cut off
welding wire at contact tip when not in use.
WARNING
FLYING SPARKS AND HOT METAL can cause
injury.
Chipping and grinding cause flying metal. As
welds cool, they can throw off slag.
1. Wear approved face shield or safety goggles. Side
shields recommended.
2. Wear proper body protection to protect skin.
WARNING
WARNING
Shielding gas cylinders contain gas under
CYLINDERS can explode if damaged.
WELDING can cause fire or explosion.
Sparks and spatter fly off from the welding
arc. The flying sparks and hot metal, weld
spatter, hot workpiece, and hot equipment
can cause fires and burns. Accidental contact
of electrode or welding wire to metal objects
can cause sparks, overheating, or fire.
1. Protect yourself and others from flying sparks and
hot metal.
2. Do not weld where flying sparks can strike flammable
material.
3. Remove all flammables within 35 ft (10.7 m) of the
welding arc. If this is not possible, tightly cover them
with approved covers.
4. Be alert that welding sparks and hot materials from
welding can easily go through small cracks and
openings to adjacent areas.
5. Watch for fire, and keep a fire extinguisher nearby.
Manual 0-5155 1-3 SAFETY INSTRUCTIONS AND WARNINGS
high pressure. If damaged, a cylinder can
explode. Since gas cylinders are normally
part of the welding process, be sure to treat
them carefully.
1. Protect compressed gas cylinders from excessive
heat, mechanical shocks, and arcs.
2. Install and secure cylinders in an upright position by
chaining them to a stationary support or equipment
cylinder rack to prevent falling or tipping.
3. Keep cylinders away from any welding or other
electrical circuits.
4. Never allow a welding electrode to touch any
cylinder.
5. Use only correct shielding gas cylinders, regulators,
hoses, and fittings designed for the specific
application; maintain them and associated parts in
good condition.
6. Turn face away from valve outlet when opening
cylinder valve.
FABRICATOR 252i SAFETY INSTRUCTIONS
!
7. Keep protective cap in place over valve except when
cylinder is in use or connected for use.
8. Read and follow instructions on compressed
gas cylinders, associated equipment, and CGA
publication P-1 listed in Safety Standards.
WARNING
Engines can be dangerous.
WARNING
ENGINE EXHAUST GASES can kill.
Engines produce harmful exhaust gases.
1. Use equipment outside in open, well-ventilated
areas.
2. If used in a closed area, vent engine exhaust outside
and away from any building air intakes.
3. Have only qualified people remove guards or
covers for maintenance and troubleshooting as
necessary.
4. To prevent accidental starting during servicing,
disconnect negative (-) battery cable from
battery.
5. Keep hands, hair, loose clothing, and tools away
from moving parts.
6. Reinstall panels or guards and close doors when
servicing is finished and before starting engine.
WARNING
SPARKS can cause BATTERY GASES TO
EXPLODE; BATTERY ACID can burn eyes
and skin.
Batteries contain acid and generate explosive gases.
1. Always wear a face shield when working on a battery.
2. Stop engine before disconnecting or connecting
battery cables.
WARNING
ENGINE FUEL can cause fire or explosion.
Engine fuel is highly flammable.
1. Stop engine before checking or adding fuel.
2. Do not add fuel while smoking or if unit is near any
sparks or open flames.
3. Allow engine to cool before fueling. If possible, check
and add fuel to cold engine before beginning job.
4. Do not overfill tank — allow room for fuel to expand.
5. Do not spill fuel. If fuel is spilled, clean up before
starting engine.
WARNING
MOVING PARTS can cause injury.
Moving parts, such as fans, rotors, and belts can cut
fingers and hands and catch loose clothing.
1. Keep all doors, panels, covers, and guards
closed and securely in place.
3. Do not allow tools to cause sparks when working
on a battery.
4. Do not use welder to charge batteries or jump start
vehicles.
5. Observe correct polarity (+ and –) on batteries.
WARNING
STEAM AND PRESSURIZED HOT COOLANT
can burn face, eyes, and skin.
The coolant in the radiator can be very hot
and under pressure.
1. Do not remove radiator cap when engine is hot.
Allow engine to cool.
2. Wear gloves and put a rag over cap area when
removing cap.
3. Allow pressure to escape before completely
removing cap.
2. Stop engine before installing or connecting unit.
SAFETY INSTRUCTIONS AND WARNINGS 1-4 Manual 0-5155

SAFETY INSTRUCTIONS FABRICATOR 252i
!
!
1.02 General Safety Information for
LEAD WARNING
This product contains chemicals, including lead, or otherwise produces chemicals
known to the State of California to cause
birth defects and other reproductive harm.
Wash hands after handling.
NOTE
Considerations About Welding And The
Effects of Low Frequency Electric and Magnetic Fields
The following is a quotation from the General Conclusions Section of the U.S. Congress, Office of Technology
Assessment, Biological Effects of Power Frequency
Electric & Magnetic Fields - Background Paper, OTABP-E-63 (Washington, DC: U.S. Government Printing
Office, May 1989): “...there is now a very large volume
of scientific findings based on experiments at the cellular level and from studies with animals and people
which clearly establish that low frequency magnetic
fields interact with, and produce changes in, biological systems. While most of this work is of very high
quality, the results are complex. Current scientific
understanding does not yet allow us to interpret the
evidence in a single coherent framework. Even more
frustrating, it does not yet allow us to draw definite
conclusions about questions of possible risk or to offer
clear science-based advice on strategies to minimize or
avoid potential risks.”
To reduce magnetic fields in the workplace, use the
following procedures.
A Fire Prevention
Welding and cutting operations use fire or combustion
as a basic tool. The process is very useful when properly
controlled. However, it can be extremely destructive
if not performed cor rectly in the proper environment.
B Housekeeping
Victor CS Regulator
1. The work area must have a fireproof floor.
2. Work benches or tables used during welding or
cutting operations must have fireproof tops.
3. Use heat resistant shields or other approved material to protect nearby walls or unprotected flooring
from sparks and hot metal.
4. Keep an approved fire extinguisher of the proper
size and type in the work area. Inspect it regularly to ensure that it is in proper working order.
Know how to use the fire extin guisher.
5. Move combustible materials away from the work
site. If you can not move them, protect them
with fireproof covers.
WARNING
NEVER perform welding, heating, or cutting
operations on a container that has held toxic,
combustible or flammable liq uids, or vapors.
NEVER perform welding, heating, or cutting
operations in an area containing combustible
vapors, flam mable liquids, or explosive dust.
1. Keep cables close together by twisting or taping
them.
2. Arrange cables to one side and away from the
operator.
3. Do not coil or drape cable around the body.
4. Keep welding Power Source and cables as far
away from body as practical.
ABOUT PACEMAKERS:
The above procedures are among those
also normally recommended for pacemaker
wearers. Consult your doctor for complete
information.
Manual 0-5155 1-5 SAFETY INSTRUCTIONS AND WARNINGS
NEVER allow oxygen to contact grease, oil, or
other flam mable substances. Although oxygen by itself will not burn, these substances
become highly explosive. They can ignite
and burn violently in the presence of oxygen.
Keep ALL apparatus clean and free of grease, oil and
other flammable substances.
WARNING
FABRICATOR 252i SAFETY INSTRUCTIONS
!
!
!
C Ventilation
WARNING
Ade quately ventilate welding, heating, and
cutting work areas to prevent accumulation of explosive or toxic concen trations
of gases. Certain combinations of metals,
coatings, and gases generate toxic fumes.
Use respiratory protection equipment in
these circumstances. When welding/brazing,
read and understand the Material Safety Data
Sheet for the welding/brazing alloy.
D Personal Protection
Gas flames produce infrared radiation which may have
a harm ful effect on the skin and especially on the eyes.
Select goggles or a mask with tempered lenses, shaded
4 or darker, to protect your eyes from injury and provide
good visibility of the work.
Always wear protective gloves and flame-resistant clothing
to protect skin and clothing from sparks and slag. Keep
collars, sleeves, and pockets buttoned. DO NOT roll up
sleeves or cuff pants.
When working in a non-welding or cutting environment,
always wear suitable eye protection or face shield.
WARNING
Practice the following safety and operation
precautions EVERY TIME you use pressure
regulation equipment. Deviation from the
following safety and operation instructions
can result in fire, explosion, damage to
equipment, or injury to the operator.
E Compressed Gas Cylinders
The Department of Transportation (DOT) approves the
design and manufacture of cylinders that contain gases
used for welding or cutting operations.
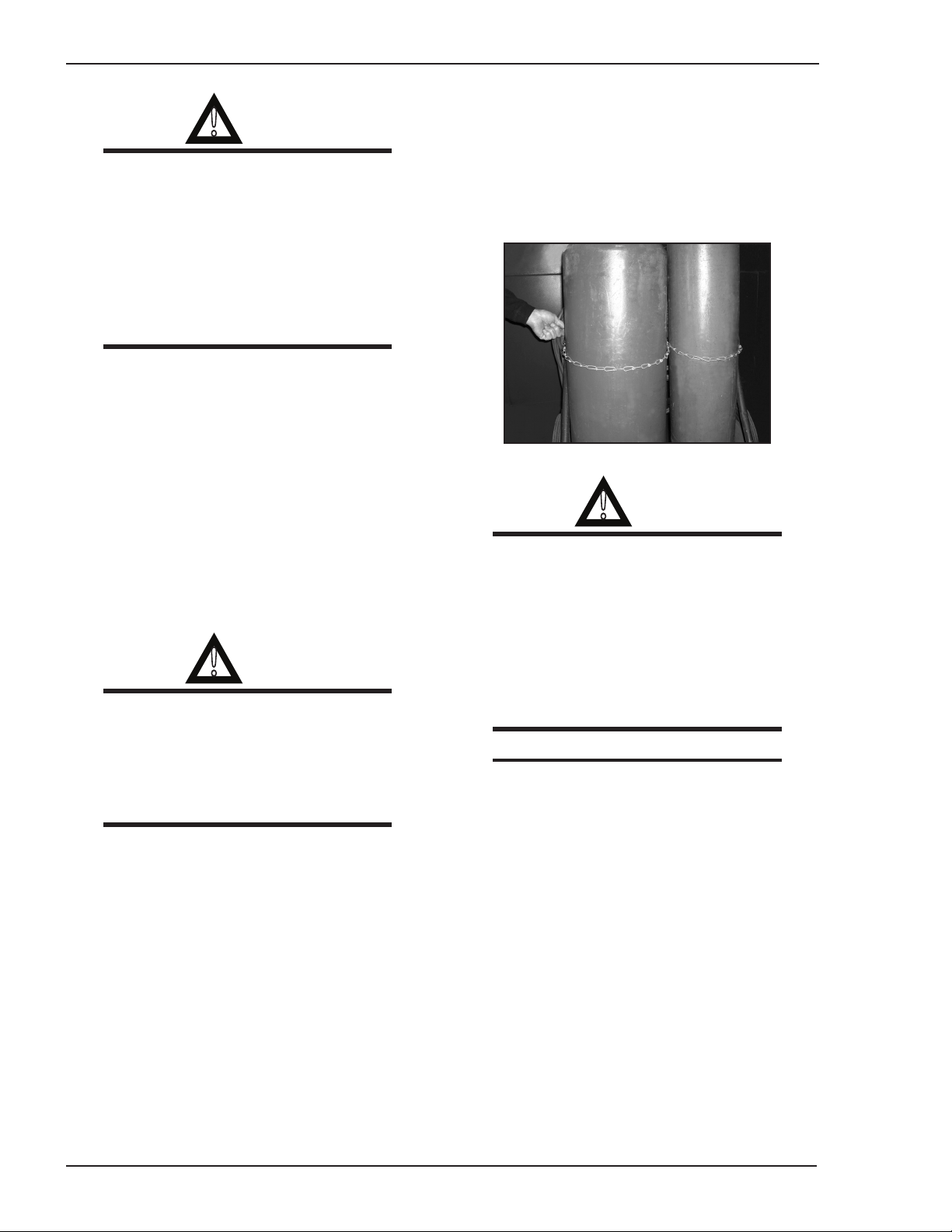
1. Place the cylinder (Figure 1-1) where you will
use it. Keep the cylinder in a vertical position.
Secure it to a cart, wall, work bench, post, etc.
Figure 1-1: Gas Cylinders
WARNING
Cylinders are highly pressurized. Handle
with care. Serious accidents can result from
improper handling or mis use of compressed
gas cylinders DO NOT drop the cylinder,
knock it over, or expose it to excessive heat,
flames or sparks. DO NOT strike it against
other cylinders. Contact your gas supplier
or refer to CGA P-1 “Safe Handling of Compressed Gases in Containers” publication.
NOTE
CGA P-1 publication is available by writing
the Compressed Gas Association, 4221
Walney Road, 5th Floor, Chantilly,VA 201512923
2. Place the valve protection cap on the cylinder
whenever mov ing it, placing it in storage, or not
using it. Never drag or roll cylinders in any way.
Use a suitable hand truck to move cylin ders.
3. Store empty cylinders away from full cylinders.
Mark them “EMPTY” and close the cylinder
valve.
SAFETY INSTRUCTIONS AND WARNINGS 1-6 Manual 0-5155

SAFETY INSTRUCTIONS FABRICATOR 252i
!
4. NEVER use compressed gas cylinders without
a pressure reducing regulator attached to the
cylinder valve.
5. Inspect the cylinder valve for oil, grease, and
damaged parts.
WARNING
DO NOT use the cylinder if you find oil,
grease or damaged parts. Inform your gas
supplier of this condition immediately.
6. Momentarily open and close (called “cracking”)
the cylinder valve to dislodge any dust or dirt that
may be present in the valve.
CAUTION
Open the cylinder valve slightly. If you open
the valve too much, the cylinder could tip
over. When cracking the cylinder valve, DO
NOT stand directly in front of the cylinder
valve. Always perform cracking in a well
ventilated area. If an acetylene cylinder
sprays a mist when cracked, let it stand for
15 minutes. Then, try to crack the cylinder
valve again. If this problem persists, contact
your gas supplier.
1.03 Principal Safety Standards
Safety in Welding and Cutting, ANSI Standard Z49.1,
from American Welding Society, 550 N.W. LeJeune Rd.,
Miami, FL 33126.
Safety and Health Standards, OSHA 29 CFR 1910,
from Superintendent of Documents, U.S. Government
Printing Office, Washington, D.C. 20402.
Recommended Safe Practices for the Preparation for
Welding and Cutting of Containers That Have Held
Hazardous Substances, American Welding Society
Standard AWS F4.1, from American Welding Society,
550 N.W. LeJeune Rd., Miami, FL 33126.
National Electrical Code, NFPA Standard 70, from
National Fire Protection Association, Batterymarch Park,
Quincy, MA 02269.
Safe Handling of Compressed Gases in Cylinders, CGA
Pamphlet P-1, from Compressed Gas Association,
1235 Jefferson Davis Highway, Suite 501, Arlington,
VA 22202.
Code for Safety in Welding and Cutting, CSA Standard
W117.2, from Canadian Standards Association,
Standards Sales, 178 Rexdale Boulevard, Rexdale,
Ontario, Canada M9W 1R3.
Safe Practices for Occupation and Educational Eye and
Face Protection, ANSI Standard Z87.1, from American
National Standards Institute, 1430 Broadway, New York,
NY 10018.
Cutting and Welding Processes, NFPA Standard 51B,
from National Fire Protection Association, Batterymarch
Park, Quincy, MA 02269.
Manual 0-5155 1-7 SAFETY INSTRUCTIONS AND WARNINGS

FABRICATOR 252i SAFETY INSTRUCTIONS
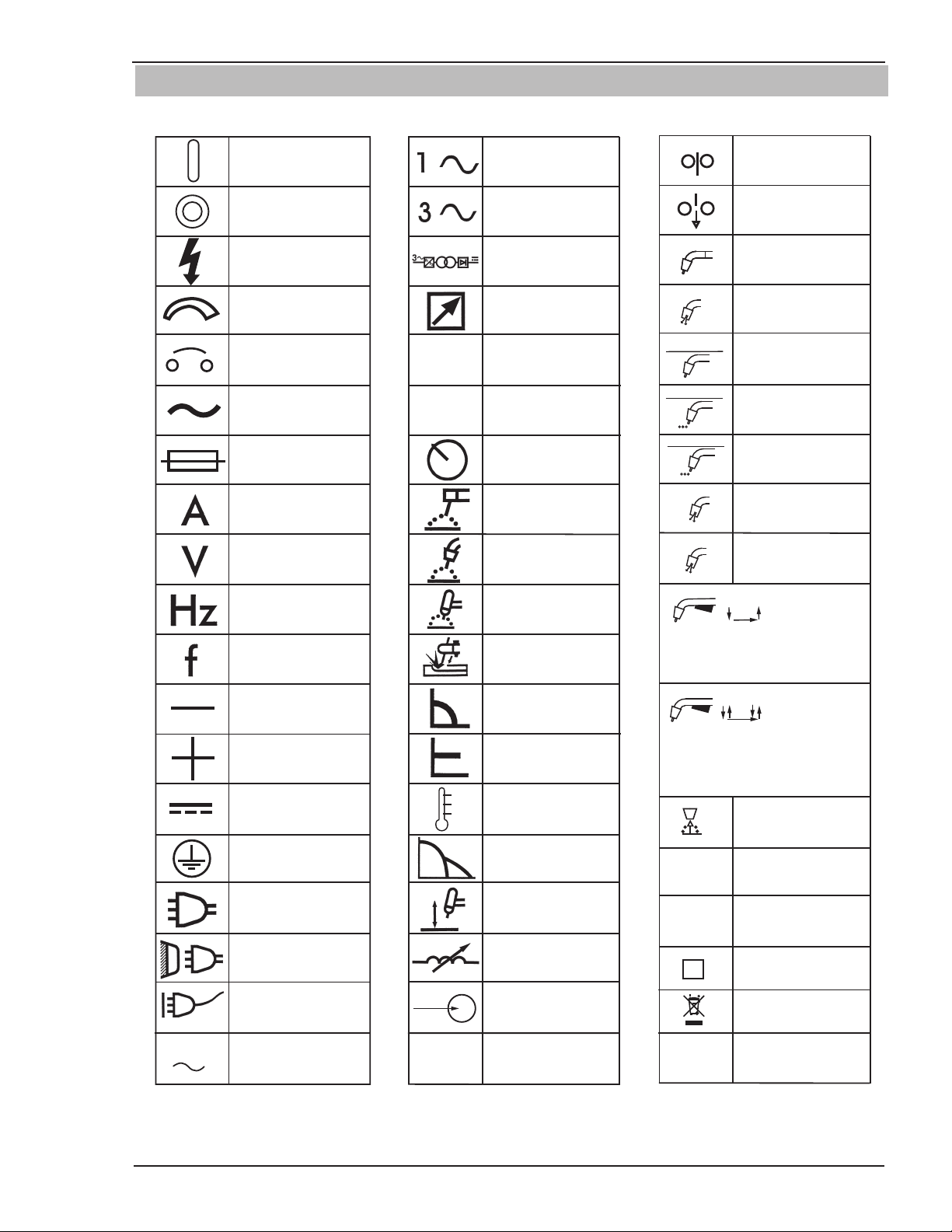
1.04 Symbol Chart
Note that only some of these symbols will appear on your model.
ON
OFF
Dangerous Voltage
Increase/Decrease
Circuit Breaker
AC Auxiliary Power
Fuse
Amperage
Voltage
Hertz (cycles/sec)
Frequency
X
%
Single Phase
Three Phase
Three Phase Static
Frequency ConverterTransformer-Rectifier
Remote
Duty Cycle
Percentage
Panel/Local
Shielded Metal
Arc Welding (SMAW)
Gas Metal Arc
Welding (GMAW)
Gas Tungsten Arc
Welding (GTAW)
Air Carbon Arc
Cutting (CAC-A)
Wire Feed Function
Wire Feed Towards
Workpiece With
Output Voltage OFF.
Welding Gun
Purging Of Gas
Continuous Weld
Mode
Spot Weld Mode
Spot Time
t
t2
Preflow Time
Postflow Time
2 Step Trigger
Operation
t1
Press to initiate wirefeed and
welding, release to stop.
Negative
Positive
Direct Current (DC)
Protective Earth
(Ground)
Line
Line Connection
Auxiliary Power
115V 15A
SAFETY INSTRUCTIONS AND WARNINGS 1-8 Manual 0-5155
Receptacle RatingAuxiliary Power
Constant Current
Constant Voltage
Or Constant Potential
High Temperature
Fault Indication
Arc Force
Touch Start (GTAW)
Variable Inductance
Voltage Input
V
Press and hold for preflow, release
to start arc. Press to stop arc, and
hold for preflow.
t
IPM
MPM
S
4 Step Trigger
Operation
Burnback Time
Inches Per Minute
Meters Per Minute
See Note
See Note
Pulse Welding
Art # A-10663_AB

SAFETY INSTRUCTIONS FABRICATOR 252i
!
1.05 Precautions De Securite En Soudage A L’arc
MISE EN GARDE
LE SOUDAGE A L’ARC EST DANGEREUX
PROTEGEZ-VOUS, AINSI QUE LES AUTRES, CONTRE LES BLESSURES GRAVES POSSIBLES OU LA MORT. NE
LAISSEZ PAS LES ENFANTS S’APPROCHER, NI LES PORTEURS DE STIMULATEUR CARDIAQUE (A MOINS QU’ILS
N’AIENT CONSULTE UN MEDECIN). CONSERVEZ CES INSTRUCTIONS. LISEZ LE MANUEL D’OPERATION OU LES
INSTRUCTIONS AVANT D’INSTALLER, UTILISER OU ENTRETENIR CET EQUIPEMENT.
Les produits et procédés de soudage peuvent sauser des blessures graves ou la mort, de même que des dommages
au reste du matériel et à la propriété, si l’utilisateur n’adhère pas strictement à toutes les règles de sécurité et ne
prend pas les précautions nécessaires.
En soudage et coupage, des pratiques sécuritaires se sont développées suite à l’expérience passée. Ces pratiques
doivent être apprises par étude ou entraînement avant d’utiliser l’equipement. Toute personne n’ayant pas suivi
un entraînement intensif en soudage et coupage ne devrait pas tenter de souder. Certaines pratiques concernent
les équipements raccordés aux lignes d’alimentation alors que d’autres s’adressent aux groupes électrogènes.
La norme Z49.1 de l’American National Standard, intitulée “SAFETY IN WELDING AND CUTTING” présente les
pratiques sécuritaires à suivre. Ce document ainsi que d’autres guides que vous devriez connaître avant d’utiliser
cet équipement sont présentés à la fin de ces instructions de sécurité.
SEULES DES PERSONNES QUALIFIEES DOIVENT FAIRE DES TRAVAUX D’INSTALLATION, DE REPARATION,
D’ENTRETIEN ET D’ESSAI.
1.06 Dangers relatifs au soudage à l’arc
AVERTISSEMENT
L’ELECTROCUTION PEUT ETRE MORTELLE.
Une décharge électrique peut tuer ou
brûler gravement. L’électrode et le circuit
de soudage sont sous tension dès la mise
en circuit. Le circuit d’alimentation et les
circuits internes de l’équipement sont aussi
sous tension dès la mise en marche. En
soudage automatique ou semi-automatique
avec fil, ce dernier, le rouleau ou la bobine
de fil, le logement des galets d’entrainement
et toutes les pièces métalliques en contact
avec le fil de soudage sont sous tension.
Un équipement inadéquatement installé ou
inadéquatement mis à la terre est dangereux.
4. Déconnectez la prise d’alimentation de l’équipement
ou arrêtez le moteur avant de l’installer ou d’en faire
l’entretien. Bloquez le commutateur en circuit ouvert
ou enlevez les fusibles de l’alimentation afin d’éviter
une mise en marche accidentelle.
5. Veuillez à installer cet équipement et à le mettre à
la terre selon le manuel d’utilisation et les codes
nationaux, provinciaux et locaux applicables.
6. Arrêtez tout équipement après usage. Coupez l’alimentation de l’équipement s’il est hors d’usage ou
inutilisé.
7. N’utilisez que des porte-électrodes bien isolés. Ne
jamais plonger les porte-électrodes dans l’eau pour
les refroidir. Ne jamais les laisser traîner par terre ou
sur les pièces à souder. Ne touchez pas aux porteélectrodes raccordés à deux sources de courant en
même temps. Ne jamais toucher quelqu’un d’autre
avec l’électrode ou le porte-électrode.
8. N’utilisez pas de câbles électriques usés, endommagés, mal épissés ou de section trop petite.
1. Ne touchez pas à des pièces sous tension.
2. Portez des gants et des vêtements isolants, secs et
non troués.
3 Isolez-vous de la pièce à souder et de la mise à la
terre au moyen de tapis isolants ou autres.
Manual 0-5155 1-9 SAFETY INSTRUCTIONS AND WARNINGS
9. N’enroulez pas de câbles électriques autour de votre
corps.
10. N’utilisez qu’une bonne prise de masse pour la mise
à la terre de la pièce à souder.

FABRICATOR 252i SAFETY INSTRUCTIONS
11. Ne touchez pas à l’électrode lorsqu’en contact avec
le circuit de soudage (terre).
12. N’utilisez que des équipements en bon état. Réparez
ou remplacez aussitôt les pièces endommagées.
13. Dans des espaces confinés ou mouillés, n’utilisez
pas de source de courant alternatif, à moins qu’il
soit muni d’un réducteur de tension. Utilisez plutôt
une source de courant continu.
14. Portez un harnais de sécurité si vous travaillez en
hauteur.
15. Fermez solidement tous les panneaux et les capots.
AWS F2.2 : 2001 (R2010), Modifié avec l’accord de l’American Welding Society (AWS), Miami, Florida
Guide de teinte des lentilles
Procédé
Taille de l’électrode
en mm (po)
LE RAYONNEMENT DE L’ARC PEUT BRÛLER
LES YEUX ET LA PEAU; LE BRUIT PEUT
ENDOMMAGER L’OUIE.
L’arc de soudage produit une chaleur et des
rayons ultraviolets intenses, susceptibles de
brûler les yeux et la peau. Le bruit causé par
certains procédés peut endommager l’ouïe.
1. Portez une casque de soudeur avec filtre oculaire
de nuance appropriée (consultez la norme ANSI Z49
indiquée ci-après) pour vous protéger le visage et
les yeux lorsque vous soudez ou que vous observez
l’exécution d’une soudure.
Courant
d’arc
(ampères)
d’intensité
minimum
AVERTISSEMENT
Gamme
Numéro de teinte
recommandée*
(Confort)
Soudage à l’arc avec
électrode enrobée (procédé
SMAW)
Soudage à l’arc sous gaz
avec fil plein (procédé
GMAW) et soudage avec fil
fourré (procédé FCAW)
Soudage à l’électrode
réfractaire (procédé GTAW)
Coupage à l’arc avec
électrode de carbone et jet
d’air (procédé AAC)
Soudage à l’arc au plasma
(procédé PAW)
Coupage plasma (procédé
PAC)
Moins de 2,4 (3/32)
3/32-5/32 (2,4-4,0)
5/32-1/4 (4,0-6,4)
Plus de 1/4 (6,4)
(Clair)
(Sombre)
Moins de 60
60-160
160-250
250-550
Moins de 60
60-160
160-250
250-550
Moins de 50
50-150
150-500
Moins de
500 500-
1000
Moins de 20
20-100
100-400
400-800
Moins de 20
20-40
40-60
60-80
80-300
300-400
400-800
7
8
10
11
7
10
10
10
8
8
10
10
11
6
8
10
11
4
5
6
8
8
9
10
10
12
14
11
12
14
10
12
14
12
14
6 à 8
10
12
14
4
5
6
8
9
12
14
* En règle générale, commencer avec une teinte plus foncée pour voir la zone de soudage. Réduire ensuite
progressivement vers la teinte qui permet de voir la zone de soudage sans dépasser le minimum. Lors
du soudage, du coupage ou du brasage au gaz oxygéné, la torche ou le fondant produit une puissante
lumière jaune; il est préférable d’utiliser un filtre qui absorbe cette lumière jaune ou le sodium du spectre
de la lumière visible.
SAFETY INSTRUCTIONS AND WARNINGS 1-10 Manual 0-5155

SAFETY INSTRUCTIONS FABRICATOR 252i
2. Portez des lunettes de sécurité approuvées. Des
écrans latéraux sont recommandés.
3. Entourez l’aire de soudage de rideaux ou de cloisons
pour protéger les autres des coups d’arc ou de
l’éblouissement; avertissez les observateurs de ne
pas regarder l’arc.
4. Portez des vêtements en matériaux ignifuges et durables (laine et cuir) et des chaussures de sécurité.
5. Portez un casque antibruit ou des bouchons d’oreille
approuvés lorsque le niveau de bruit est élevé.
AVERTISSEMENT
LES VAPEURS ET LES FUMEES SONT
DANGEREUSES POUR LA SANTE.
Le soudage dégage des vapeurs et des
fumées dangereuses à respirer.
1. Eloignez la tête des fumées pour éviter de les respirer.
2. A l’intérieur, assurez-vous que l’aire de soudage est
bien ventilée ou que les fumées et les vapeurs sont
aspirées à l’arc.
3. Si la ventilation est inadequate, portez un respirateur
à adduction d’air approuvé.
4. Lisez les fiches signalétiques et les consignes
du fabricant relatives aux métaux, aux produits
consummables, aux revêtements et aux produits
nettoyants.
5. Ne travaillez dans un espace confiné que s’il est bien
ventilé; sinon, portez un respirateur à adduction d’air.
Les gaz protecteurs de soudage peuvent déplacer
l’oxygène de l’air et ainsi causer des malaises ou la
mort. Assurez-vous que l’air est propre à la respiration.
6. Ne soudez pas à proximité d’opérations de dégraissage, de nettoyage ou de pulvérisation. La chaleur et
les rayons de l’arc peuvent réagir avec des vapeurs
et former des gaz hautement toxiques et irritants.
7. Ne soudez des tôles galvanisées ou plaquées au
plomb ou au cadmium que si les zones à souder ont
été grattées à fond, que si l’espace est bien ventilé;
si nécessaire portez un respirateur à adduction d’air.
Car ces revêtements et tout métal qui contient ces
éléments peuvent dégager des fumées toxiques au
moment du soudage.
LE SOUDAGE PEUT CAUSER UN INCENDIE
OU UNE EXPLOSION
L’arc produit des étincellies et des projections. Les particules volantes, le métal
chaud, les projections de soudure et l’équipement surchauffé peuvent causer un incendie et des brûlures. Le contact accidentel de
l’électrode ou du fil-électrode avec un objet
métallique peut provoquer des étincelles, un
échauffement ou un incendie.
1. Protégez-vous, ainsi que les autres, contre les étincelles et du métal chaud.
2. Ne soudez pas dans un endroit où des particules
volantes ou des projections peuvent atteindre des
matériaux inflammables.
3. Enlevez toutes matières inflammables dans un rayon
de 10, 7 mètres autour de l’arc, ou couvrez-les soigneusement avec des bâches approuvées.
4. Méfiez-vous des projections brulantes de soudage
susceptibles de pénétrer dans des aires adjacentes
par de petites ouvertures ou fissures.
5. Méfiez-vous des incendies et gardez un extincteur
à portée de la main.
6. N’oubliez pas qu’une soudure réalisée sur un plafond, un plancher, une cloison ou une paroi peut
enflammer l’autre côté.
7. Ne soudez pas un récipient fermé, tel un réservoir
ou un baril.
8. Connectez le câble de soudage le plus près possible
de la zone de soudage pour empêcher le courant de
suivre un long parcours inconnu, et prévenir ainsi
les risques d’électrocution et d’incendie.
9. Ne dégelez pas les tuyaux avec un source de courant.
10. Otez l’électrode du porte-électrode ou coupez le fil
au tube-contact lorsqu’inutilisé après le soudage.
11. Portez des vêtements protecteurs non huileux, tels
des gants en cuir, une chemise épaisse, un pantalon
revers, des bottines de sécurité et un casque.
AVERTISSEMENT
Manual 0-5155 1-11 SAFETY INSTRUCTIONS AND WARNINGS

FABRICATOR 252i SAFETY INSTRUCTIONS
8. Lisez et respectez les consignes relatives aux
AVERTISSEMENT
LES ETINCELLES ET LES PROJECTIONS
BRULANTES PEUVENT CAUSER DES
BLESSURES.
bouteilles de gaz comprimé et aux équipements
connexes, ainsi que la publication P-1 de la CGA,
identifiée dans la liste de documents ci-dessous.
Le piquage et le meulage produisent des
particules métalliques volantes. En refroidissant, la soudure peut projeter du éclats
de laitier.
1. Portez un écran facial ou des lunettes protectrices approuvées. Des écrans latéraux sont
recommandés.
2. Portez des vêtements appropriés pour protéger
la peau.
AVERTISSEMENT
LES BOUTEILLES ENDOMMAGEES PEUVENT EXPLOSER
Les bouteilles contiennent des gaz protecteurs sous haute pression. Des bouteilles
endommagées peuvent exploser. Comme
les bouteilles font normalement partie du
procédé de soudage, traitez-les avec soin.
AVERTISSEMENT
LES MOTEURS PEUVENT ETRE DANGEREUX
LES GAZ D’ECHAPPEMENT DES MOTEURS
PEUVENT ETRE MORTELS.
Les moteurs produisent des gaz d’échappement nocifs.
1. Utilisez l’équipement à l’extérieur dans des aires
ouvertes et bien ventilées.
2. Si vous utilisez ces équipements dans un endroit
confiné, les fumées d’échappement doivent être
envoyées à l’extérieur, loin des prises d’air du bâtiment.
AVERTISSEMENT
LE CARBURANT PEUR CAUSER UN INCENDIE OU UNE EXPLOSION.
Le carburant est hautement inflammable.
1. Protégez les bouteilles de gaz comprimé contre les
sources de chaleur intense, les chocs et les arcs de
soudage.
2. Enchainez verticalement les bouteilles à un support
ou à un cadre fixe pour les empêcher de tomber ou
d’être renversées.
3. Eloignez les bouteilles de tout circuit électrique ou
de tout soudage.
4. Empêchez tout contact entre une bouteille et une
électrode de soudage.
5. N’utilisez que des bouteilles de gaz protecteur, des
détendeurs, des boyauxs et des raccords conçus
pour chaque application spécifique; ces équipements et les pièces connexes doivent être maintenus
en bon état.
6. Ne placez pas le visage face à l’ouverture du robinet
de la bouteille lors de son ouverture.
7. Laissez en place le chapeau de bouteille sauf si en
utilisation ou lorsque raccordé pour utilisation.
1. Arrêtez le moteur avant de vérifier le niveau e carburant ou de faire le plein.
2. Ne faites pas le plein en fumant ou proche d’une
source d’étincelles ou d’une flamme nue.
3. Si c’est possible, laissez le moteur refroidir avant de
faire le plein de carburant ou d’en vérifier le niveau
au début du soudage.
4. Ne faites pas le plein de carburant à ras bord: prévoyez de l’espace pour son expansion.
5. Faites attention de ne pas renverser de carburant.
Nettoyez tout carburant renversé avant de faire
démarrer le moteur.
AVERTISSEMENT
DES PIECES EN MOUVEMENT PEUVENT
CAUSER DES BLESSURES.
Des pièces en mouvement, tels des ventilateurs, des rotors et des courroies peuvent
couper doigts et mains, ou accrocher des
vêtements amples.
SAFETY INSTRUCTIONS AND WARNINGS 1-12 Manual 0-5155

SAFETY INSTRUCTIONS FABRICATOR 252i
1. Assurez-vous que les portes, les panneaux, les
capots et les protecteurs soient bien fermés.
2. Avant d’installer ou de connecter un système, arrêtez
le moteur.
3. Seules des personnes qualifiées doivent démonter
des protecteurs ou des capots pour faire l’entretien
ou le dépannage nécessaire.
4. Pour empêcher un démarrage accidentel pendant
l’entretien, débranchez le câble d’accumulateur à la
borne négative.
5. N’approchez pas les mains ou les cheveux de pièces
en mouvement; elles peuvent aussi accrocher des
vêtements amples et des outils.
6. Réinstallez les capots ou les protecteurs et fermez
les portes après des travaux d’entretien et avant de
faire démarrer le moteur.
AVERTISSEMENT
DES ETINCELLES PEUVENT FAIRE EXPLOSER UN ACCUMULATEUR; L’ELECTROLYTE
D’UN ACCUMU-LATEUR PEUT BRULER LA
PEAU ET LES YEUX.
Les accumulateurs contiennent de l’électrolyte acide et dégagent des vapeurs
explosives.
1. Portez toujours un écran facial en travaillant sur un
accumu-lateur.
2. Arrêtez le moteur avant de connecter ou de déconnecter des câbles d’accumulateur.
3. N’utilisez que des outils anti-étincelles pour travailler
sur un accumulateur.
4. N’utilisez pas une source de courant de soudage
pour charger un accumulateur ou survolter momentanément un véhicule.
5. Utilisez la polarité correcte (+ et –) de l’accumulateur.
AVERTISSEMENT
LA VAPEUR ET LE LIQUIDE DE REFROIDISSEMENT BRULANT SOUS PRESSION
PEUVENT BRULER LA PEAU ET LES YEUX.
1. N’ôtez pas le bouchon de radiateur tant que le moteur
n’est pas refroidi.
2. Mettez des gants et posez un torchon sur le bouchon
pour l’ôter.
3. Laissez la pression s’échapper avant d’ôter complètement le bouchon.
PLOMB AVERTISSEMENT
Ce produit contient des produits chimiques,
comme le plomb, ou engendre des produits
chimiques, reconnus par l’état de Californie
comme pouvant être à l’origine de malformations fœtales ou d’autres problèmes de
reproduction. Il faut se laver les mains
après toute manipulation.
REMARQUE
Facteurs relatifs au soudage et aux effets
des champs magnétiques et électriques de
basse fréquence
Voici une citation tirée du chapitre des conclusions
générales du document de base de l’Office of Technology
Assessment (bureau des évaluations technologiques) de
l’U.S. Congress, « Biological Effects of Power Frequency
Electric & Magnetic Fields », OTA-BP-E-63 (Washington,
DC : U.S. Government Printing Office, mai 1989) : « ...
il existe de nos jours, un nombre très élevé de travaux
scientifiques qui rapportent les résultats d’expériences
menées au niveau cellulaire et d’études auprès d’homme
et d’animaux qui établissent nettement le rapport entre
les champs magnétiques de basse fréquence et les
systèmes biologiques, soit par des interactions ou des
modifications. Quoique la plupart de ces travaux soient
de très bonne qualité, les résultats sont complexes.
À la lumière des connaissances scientifiques actuelles,
il nous est encore impossible d’interpréter les évidences
en un seul cadre de référence cohérent. La situation est
toutefois très contrariante. En effet, il nous est aussi
impossible de tirer des conclusions définitives quant
aux risques éventuels ou de proposer des stratégies
fondées sur des faits scientifiques visant à atténuer ou
éviter des risques potentiels ».
Pour atténuer les champs magnétiques sur les lieux de
travail, respectez les procédures qui suivent :
1. Maintenez les câbles l’un près de l’autre en les
entrelaçant ou les reliant ensemble au ruban.
Le liquide de refroidissement d’un radiateur
peut être brûlant et sous pression.
Manual 0-5155 1-13 SAFETY INSTRUCTIONS AND WARNINGS
2. Acheminez les câbles à un côté du soudeur, le
plus loin possible.

FABRICATOR 252i SAFETY INSTRUCTIONS
!
!
!
3. N’enroulez pas de câble autour du corps.
4. Maintenez le bloc d’alimentation du poste de
soudage et les câbles aussi loin que possible
du corps.
STIMULATEURS CARDIAQUES :
Les procédures décrites ci-dessus sont
habituellement celles recommandées pour
les porteurs de stimulateurs cardiaques.
Pour de plus amples renseignements,
consulter un médecin.
1.07 Informations Générales de Sécurité
A Prévention D’incendie
Les opérations de soudage utilisent le feu ou la combustion
comme outil de base. Ce processus est très utile quand il
est cor rectement contrôlé.
1. La zone doit comporter un sol ignifugé.
2. Les établis ou tables utilisés pendant les opérations de soudage doivent avoir un revêtement
ignifuge.
3. Utilisez des écrans résistants à la chaleur ou en
matériau approuvé pour protéger les cloisons
proches ou le sol vul nérable des étincelles et du
métal chaud.
4. Gardez un extincteur approuvé du bon type et de
la bonne taille dans la zone de travail. Inspectez-le
régulièrement pour vous assurer qu’il est en état de
fonctionner. Apprenez à vous en servir.
5. Enlevez tous les matériaux combustibles de la
zone de travail. Si vous ne pouvez pas les enlever,
protégez-les avec une cou vre ignifuge.
AVERTISSEMENT
N’effectuez JAMAIS d’opérations de soudage
sur un récipient qui a contenu des liquides ou
vapeurs toxiques, combustibles ou inflammables. N’effectuez JAMAIS d’opérations de soudage dans une zone contenant des vapeurs
combustibles, des liquides inflammables ou
des poussières explosives.
B Entretien des Locaux
AVERTISSEMENT
Ne laissez jamais l’oxygène en contact avec
la graisse, l’huile ou d’autres substances
inflammables. Bien que l’oxygène elle même
ne brûle pas, ces substances peuvent devenir extrême ment explosives. Elles peuvent
prendre feu et brûler violem ment en présence d’oxygène.
Gardez TOUS les appareils propres et exempts de graisse,
huile ou autres substances inflammables.
C Aération
AVERTISSEMENT
Ventilez les zones de soudage, chauffage et
découpage de façon adéquate pour éviter
l’accumulation de gaz explosifs ou toxiques.
Certaines combinaisons de métaux, revêtements et gaz génèrent des fumées toxiques:
Utilisez un équipement de protection respiratoire dans ces circonstances. Si vous
soudez ou brasez, lisez et assimilez la fiche
technique de sécurité de matériau relative à
l’alliage de soudage/brasage.
D Protection Personnelle
Les flammes de gaz produisent une radiation infrarouge
qui peut avoir un effet néfaste sur la peau, et particulièrement sur les yeux. Choisissez des lunettes ou un
masque avec des verres trempés assombris au niveau 4
ou plus sombre, pour protéger vos yeux des dommages
et garder une bonne visibilité sur le travail.
Portez en permanence des gants de protection et des
vête ments ignifuges pour la protection de la peau et des
vêtements contre les étincelles et le laitier. Gardez col,
manches et poches boutonnés. Il ne faut pas remonter
vos manches ou les pantalons à revers.
Quand vous travaillez dans un environnement non
dédié au soudage ou découpage, portez toujours une
protection des yeux appropriées ou un masque facial.
SAFETY INSTRUCTIONS AND WARNINGS 1-14 Manual 0-5155

SAFETY INSTRUCTIONS FABRICATOR 252i
!
!
!
2. Placez le bouchon de protection de vanne sur
la bouteille à chaque fois que vous la déplacez
AVERTISSEMENT
Mettez en pratique les procédures de
sécurité et de mode opératoire suivantes à
chaque fois que vous utilisez cet appareil
de régulation de pression. Si vous déviez de
ces procédures, cela peut entraîner incendie,
explosion, dégâts matériels et/ou blessures
corporelles pour l’opérateur.
E Bouteilles de Gaz Comprimé
Le Département des Transports américain (DOT)
approuve la conception et la fabrication des bouteilles
qui contiennent les gaz utilisés pour les opérations de
soudage ou de découpage.
1. Placez la bouteille (Le schéma 1) là où elle sera utilisée. Gardez-la en position verticale. Fixez-la sur un
chariot une cloison, un établi, etc.
ou ne l’utilisez pas. Ne faites jamais glisser ou
rouler d’aucune manière les bouteilles. Utilisez
un diable approprié pour les déplacer.
3. Entreposez les bouteilles vides à l’écart des bouteilles pleines. Marquez-les “VIDE” et refermez
leur vanne.
4. N’utilisez JAMAIS des bouteilles de gaz comprimé
sans un régulateur de pression en série sur la
vanne de bouteille.
5. Inspectez la vanne de bouteille pour y détecter de l’huile ou de la graisse, ou dès pièces
endommagées.
AVERTISSEMENT
N’UTILISEZ PAS la bouteille si vous trouvez de l’huile, de la graisse ou des pièces
endommagées. Informez immédiate ment
votre fournisseur de’ gaz de cet état.
Le schéma 1-1: Cylindres de gaz
AVERTISSEMENT
Les bouteilles sont sous haute pression. Manipulez-les avec précautions. Des accidents sérieux
peuvent résulter d’une mauvaise manutention
ou d’un mauvais emploi des bouteilles de gaz
comprimé. NE faites PAS tomber la bouteille,
ne la cognez pas, ne l’exposez pas à une chaleur
excessive, aux flammes ou étincelles. NE la cognez
PAS contre d’autres bouteilles. Contactez votre
fournisseur de gaz ou reportez vous à la publication
CGA P-1 “Manipulation sécurisée des gaz comprimés en conteneur” pour plus d’informations sur
l’utilisation et la manutention des bouteilles.
6. Ouvrez et fermez momentanément la vanne de
la bouteille, délogeant ainsi d’éventu lIes poussières ou saletés. qui pour raient être présentes
dans la vanne.
MISE EN GARDE
Ouvrez la vanne de bouteille légèrement.
Si vous l’ouvrez trop en grand, la bouteille
pourrait se renverser. Quand vous ouvrez/
fermez rapidement la vanne de bouteille, ne
vous tenez pas directement devant. Opérez
toujours cette opération dans une zone bien
ventilée. Si une bouteille d’acétylène crache
un brouillard, laissez reposer pendant 15
minutes. Essayez de nouveau la vanne. Si
le problème persiste, con tactez votre fournisseur de gaz.
AVIS
Ce document CGA p. t peut être obtenu en
écrivant à “Compressed Gas Association”,
4221 Walney Roed, 5th Floor. Chantilly, VA
20151.2923, USA.
Manual 0-5155 1-15 SAFETY INSTRUCTIONS AND WARNINGS

FABRICATOR 252i SAFETY INSTRUCTIONS
1.08 Principales Normes De Securite
Safety in Welding and Cutting, norme ANSI Z49.1,
American Welding Society, 550 N.W. LeJeune Rd.,
Miami, FL 33128.
Safety and Health Standards, OSHA 29 CFR 1910, Superintendent of Documents, U.S. Government Printing
Office, Washington, D.C. 20402.
Recommended Safe Practices for the Preparation for
Welding and Cutting of Containers That Have Held
Hazardous Substances, norme AWS F4.1, American
Welding Society, 550 N.W. LeJeune Rd., Miami, FL
33128.
National Electrical Code, norme 70 NFPA, National Fire
Protection Association, Batterymarch Park, Quincy,
MA 02269.
Safe Handling of Compressed Gases in Cylinders, document P-1, Compressed Gas Association, 1235 Jefferson
Davis Highway, Suite 501, Arlington, VA 22202.
Code for Safety in Welding and Cutting, norme CSA
W117.2 Association canadienne de normalisation, Standards Sales, 276 Rexdale Boulevard, Rexdale, Ontario,
Canada M9W 1R3.
Safe Practices for Occupation and Educational Eye and
Face Protection, norme ANSI Z87.1, American National
Standards Institute, 1430 Broadway, New York, NY
10018.
Cutting and Welding Processes, norme 51B NFPA,
National Fire Protection Association, Batterymarch Park,
Quincy, MA 02269.
SAFETY INSTRUCTIONS AND WARNINGS 1-16 Manual 0-5155
SAFETY INSTRUCTIONS FABRICATOR 252i
Soudage á L’arc Avec
Electrode Non Fusible
(GTAW)
Decoupe Arc Carbone
(CAC-A)
Courant Constant
Tension Constante
Ou Potentiel Constant
Haute Température
Force d'Arc
Amorçage de L’arc au
Contact (GTAW)
Inductance Variable
Tension
Mono Phasé
Trois Phasé
Tri-Phase Statique
Fréquence Convertisseur
Transformateur-Redresseur
Tension dangereuse
Hors Tension
Sous Tension
Panneau/Local
Soudage Arc Electrique
Avec Electrode Enrobé
(SMAW)
Soudage á L’arc Avec
Fil Electrodes Fusible
(GMAW)
Augmentez/Diminuer
Disjoncteur
Source AC Auxiliaire
Distant
Facteur de Marche
Pourcentage
Intensité de Courant
Tension
Hertz (cycles/sec)
Fréquence
Négatif
Positif
Courant Continue (DC)
Terre de Protection
Ligne
Connexion de la Ligne
Source Auxiliaire
Classement de PriseSource Auxiliaire
Art # A-10665
115V 15A
t
t1
t2
%
X
IPM
MPM
t
Fusible
Déroulement du Fil
Alimentation du Fil Vers
la Pièce de Fabrication
Hors Tension
Durée de Pré-Dèbit
Durée de Post-Dèbit
Duréc du Pulse
Soudure Par Point
Appuyez pour dèruarer
l’alimentation du fils et la soudure,
le relâcher pour arrêter.
Purge Du Gaz
Mode Continu de
Soudure
Pouces Par Minute
Mètres Par Minute
Torch de
Soudage
Probléme de Terre
Maintenez appuyez pour pré-dèbit,
relailez pour initier l'arc. Appuyez
pour arrêter l'arc, et mainteuir pour
pré-dèbit.
Détente à 4-Temps
Détente à 2-Temps
V
S
Voir Note
Voir Note
1.09 Graphique de Symbole
Seulement certains de ces symboles apparaîtront sur votre modèle.
Manual 0-5155 1-17 SAFETY INSTRUCTIONS AND WARNINGS

FABRICATOR 252i SAFETY INSTRUCTIONS
1.10 Declaration Of Conformity
Manufacturer: Victor Technologies International, Inc.
Address: 82 Benning Street
West Lebanon, New Hampshire 03784
USA
The equipment described in this manual conforms to all applicable aspects and regulations of the ‘Low Voltage
Directive’ (European Council Directive 73/23/EEC as amended by Council Directive 93/68/EEC) and to the National
legislation for the enforcement of this Directive.
Serial numbers are unique with each individual piece of equipment and details description, parts used to manufacture a unit and date of manufacture.
National Standard and Technical Specifications
The product is designed and manufactured to a number of standards and technical requirements. Among them are:
• ISO/IEC60974-1(BS638-PT10)(EN60974-1)(EN50192)(EN50078)(CSAE60974-1)(UL60974-1)(IEC
60974-5) applicable to welding equipment and associated accessories.
• Forenvironmentswithincreasedhazardofelectricalshock,PowerSuppliesbearingtheSmarkconformto
EN50192 when used in conjunction with hand torches with exposed cutting tips, if equipped with properly
installed standoff guides.
• Extensiveproductdesignvericationisconductedatthemanufacturingfacilityaspartoftheroutinedesign
and manufacturing process. This is to ensure the product is safe, when used according to instructions in
this manual and related industry standards, and performs as specified. Rigorous testing is incorporated into
the manufacturing process to ensure the manufactured product meets or exceeds all design specifications.
Victor Technologies has been manufacturing products for more than 30 years, and will continue to achieve excellence in our area of manufacture.
4005679
SAFETY INSTRUCTIONS AND WARNINGS 1-18 Manual 0-5155

INTRODUCTION FABRICATOR 252i
!
SECTION 2: INTRODUCTION
2.01 How to Use This Manual
This Operating Manual usually applies to the part numbers
listed on page i. To ensure safe operation, read the entire
manual, including the chapter on safety instructions and
warnings. Throughout this manual, the word WARNING,
CAUTION and NOTE may appear. Pay particular attention
to the information provided under these headings. These
special annotations are easily recognized as follows:
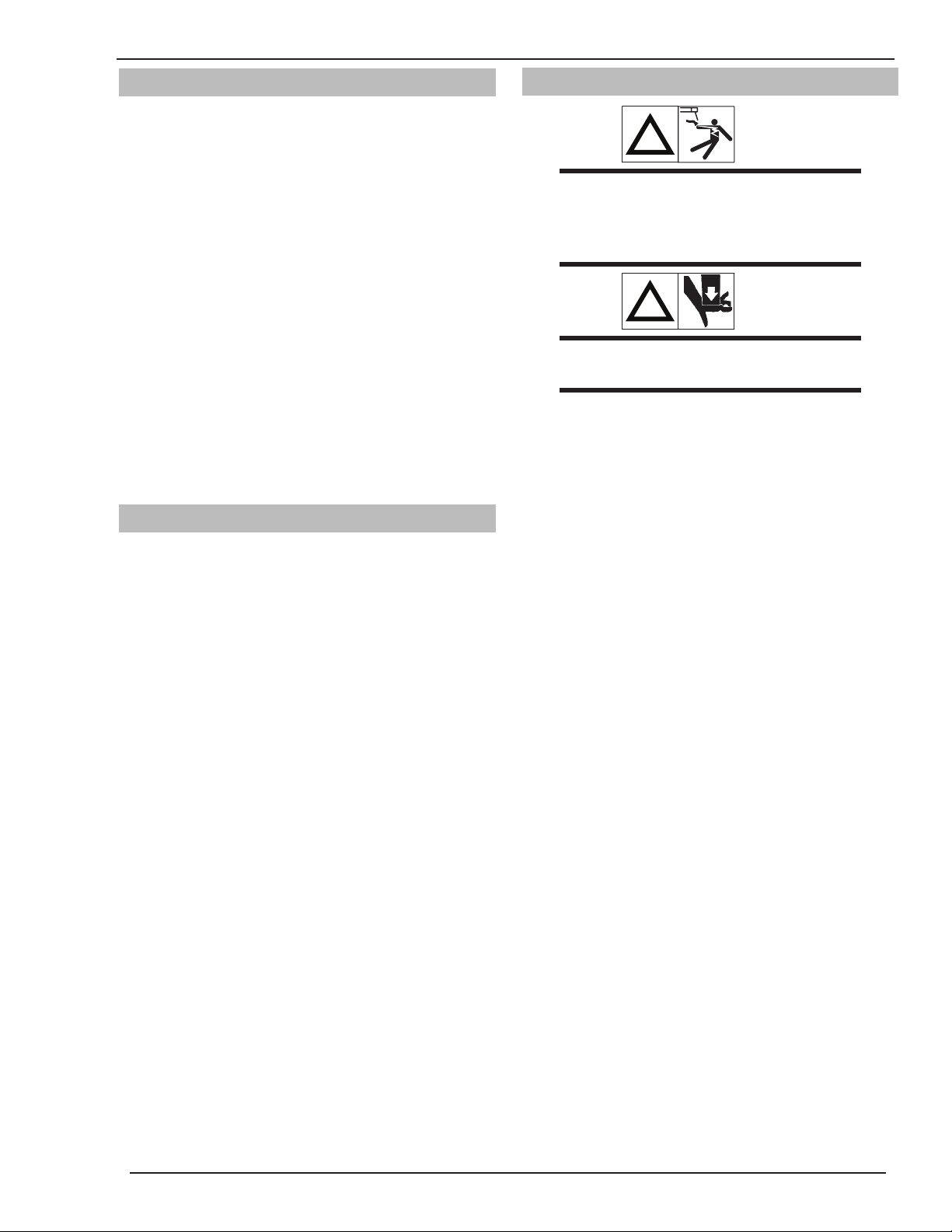
WARNING
Gives information regarding possible electrical
shock injury. Warnings will be enclosed in a
box such as this.
WARNING
Gives information regarding possible personal
injury. Warnings will be enclosed in a box
such as this.
CAUTION
2.02 Equipment Identification
The unit’s identification number (specification or part
number), model, and serial number usually appear on
a nameplate attached to the machine. Equipment which
does not have a nameplate attached to the machine is
identified only by the specification or part number printed
on the shipping container. Record these numbers for
future reference.
2.03 Receipt of Equipment
When you receive the equipment, check it against the
invoice to make sure it is complete and inspect the equipment for possible damage due to shipping. If there is any
damage, notify the carrier immediately to file a claim.
Furnish complete information concerning damage claims
or shipping errors to the location in your area listed in the
inside back cover of this manual.
Include all equipment identification numbers as described
above along with a full description of the parts in error.
Move the equipment to the installation site before uncrating the unit. Use care to avoid damaging the equipment when using bars, hammers, etc., to un-crate the unit.
Refers to possible equipment damage. Cautions will be shown in bold type.
NOTE
Offers helpful information concerning certain
operating procedures. Notes will be shown
in italics.
Additional copies of this manual may be purchased by
contacting Thermal Arc at the address and phone number
for your location listed in the inside back cover of this
manual. Include the Owner’s Manual number and equipment identification numbers.
Manual 0-5155 2-1 INTRODUCTION

FABRICATOR 252i INTRODUCTION
2.04 Symbol Chart
Note that only some of these symbols will appear on your model.
ON
OFF
Dangerous Voltage
Increase/Decrease
Circuit Breaker
AC Auxiliary Power
Fuse
Amperage
Voltage
Hertz (cycles/sec)
Frequency
X
%
Single Phase
Three Phase
Three Phase Static
Frequency ConverterTransformer-Rectifier
Remote
Duty Cycle
Percentage
Panel/Local
Shielded Metal
Arc Welding (SMAW)
Gas Metal Arc
Welding (GMAW)
Gas Tungsten Arc
Welding (GTAW)
Air Carbon Arc
Cutting (CAC-A)
Wire Feed Function
Wire Feed Towards
Workpiece With
Output Voltage OFF.
Welding Gun
Purging Of Gas
Continuous Weld
Mode
Spot Weld Mode
Spot Time
t
t2
Preflow Time
Postflow Time
2 Step Trigger
Operation
t1
Press to initiate wirefeed and
welding, release to stop.
115V 15A
Negative
Positive
Direct Current (DC)
Protective Earth
(Ground)
Line
Line Connection
Auxiliary Power
Receptacle RatingAuxiliary Power
Constant Current
Constant Voltage
Or Constant Potential
High Temperature
Fault Indication
Arc Force
Touch Start (GTAW)
Variable Inductance
Voltage Input
V
Figure 2-1: Symbol chart
4 Step Trigger
Operation
Press and hold for preflow, release
to start arc. Press to stop arc, and
hold for preflow.
Burnback Time
t
IPM
MPM
S
Inches Per Minute
Meters Per Minute
See Note
See Note
Pulse Welding
Art # A-10663_AB
INTRODUCTION 2-2 Manual 0-5155
INTRODUCTION FABRICATOR 252i
!
!
2.05 Description
The Thermal Arc Fabricator 252i is a self contained single
phase multi process welding power source that is capable
of performing MIG (GMAW/FCAW), STICK (SMAW) and
Lift TIG (GTAW) welding processes. The Fabricator 252i is
equipped with an integrated wire feed unit, digital volt age
/ amperage meters, power factor correction (PFC) with
energy saving technology and a host of other features to
satisfy the broad operating needs of the modern welding
professional.
The Fabricator 252i is fully compliant to standard IEC
60974.1. The Fabricator 252i MIG provides excellent
welding performance across a broad range of applications when used with the correct welding consumables
and procedures. The following instructions detail how to
correctly and safely set up the machine and give guidelines
on gaining the best efficiency and quality from the Power
Source. Please read these instructions thoroughly before
using the unit.
2.06 User Responsibility
2.07 Transportation Methods
WARNING
ELECTRIC SHOCK can kill. DO NOT TOUCH
live electrical parts. Disconnect input power
conductors from de-energized supply line
before moving the welding power source.
WARNING
FALLING EQUIPMENT can cause serious personal injury and equipment damage.
Lift unit with integrated hand holds at the front and rear
of the unit.
Use handcart or similar device of adequate capacity.
If using a fork lift vehicle, place and secure unit on a proper
skid before transporting.
This equipment will perform as per the information contained herein when installed, operated, maintained and
repaired in accordance with the instructions provided.
This equipment must be checked periodically. Defective
equipment (including welding leads) should not be used.
Parts that are broken, missing, plainly worn, distorted or
contaminated, should be replaced immediately. Should
such repairs or replacements become necessary, it is
recommended that such repairs be carried out by appropriately qualified persons approved by Thermal Arc.
Advice in this regard can be obtained by contacting an
Accredited Thermal Arc Distributor.
This equipment or any of its parts should not be altered
from standard specification without prior written approval
of Thermal Arc. The user of this equipment shall have the
sole responsibility for any malfunction which results from
improper use or unauthorized modification from standard
specification, faulty maintenance, damage or improper repair by anyone other than appropriately qualified persons
approved by Thermal Arc.
Manual 0-5155 2-3 INTRODUCTION

FABRICATOR 252i INTRODUCTION
2.08 Packaged Items
Fabricator 252i Part No. (W1004401)
- Fabricator 252i Power Supply
- 15 ft Tweco® Fusion 250 Amp MIG Gun
- Velocity Contact tips (1 each)
•.030"(0.8mm)
•.035"(0.9mm)
•.045"(1.2mm)
- Victor® Argon Regulator / Gauge & 10 ft. (3M) Hose
-Tweco WeldSkill 200 Amp electrode holder with 13 ft. (4 M) lead
-Tweco WeldSkill 200 Amp ground clamp with 10 ft. (3 M) lead
-Drive Rolls:
•.035"/.045"(0.9to1.2mm)VGroovedLower&FlatUpper(Fitted)
•.045"(1.2mm)FluxCoredRoll
- Operating Manual
- 9 ft. (2.75 M) Power cord & NEMA 6-50P 230V AC Plug
Figure 2-2: Packaged Items
INTRODUCTION 2-4 Manual 0-5155

INTRODUCTION FABRICATOR 252i
2.09 Duty Cycle
The rated duty cycle of a Welding Power Source is a statement of the time it may be operated at its rated welding current output without exceeding the temperature limits of the insulation of the component parts. To explain the 10 minute
duty cycle period the following example is used. Suppose a Welding Power Source is designed to operate at a 40%
duty cycle, 250 amperes at 26.5 volts. This means that it has been designed and built to provide the rated amperage
(250A) for 4 minutes, i.e. arc welding time, out of every 10 minute period (40% of 10 minutes is 4 minutes). During
the other 6 minutes of the 10 minute period the Welding Power Source must idle and be allowed to cool.
With Factory Fitted Supply Cord and Plug
100
90
80
70
60
50
40
30
Duty Cycle (percentage)
20
Safe
Operating
Region
STICK (SMAW)
TIG (GTAW)
MIG (GMAW)
10
0
0
25 50 75
100
Welding Current Max (amps)
125 150 225 250
175
200
Art # A-10666
Figure 2-3: Fabricator 252i Duty Cycle with Upgraded Supply Lead and Plug
Manual 0-5155 2-5 INTRODUCTION

FABRICATOR 252i INTRODUCTION
2.10 Specifications
Description
Power Source Dimensions H 17.5" x W 10.25" x D 23.5"
Power Source Mass 65 lbs.
Cooling Fan Cooled
Welder Type Multi Process Power Source
Standard IEC60974.1
Number of Phases Single Phase
Nominal Supply Voltage 208/230 VAC ± 15%
Supply Voltage Range 187 - 265 VAC
Nominal Supply Frequency 50/60Hz
Open Circuit Voltage 72 VDC
MIG Voltage Range 14-30 VDC
Wirefeeder Speed Range 67 - 700 ipm (1.7 - 17.8 M/min.)
Protection Class IP23S
Supply Lead & Plug Rating 50 Amps (10 AWG)
Welding Current Range (MIG Mode) 20-300 Amps
Welding Current Range (LIFT TIG Mode) 5-300 Amps
Welding Current Range (STICK Mode) 20-230 Amps
Effective Input Current (I1eff) 22.4 Amps
Maximum Input Current (I1max) 34.7 Amps
Single Phase Generator Requirement 10 kVA
MIG (GMAW) Welding Output, 40°C, 10 min. 250A @ 40%,26.5V
STICK (SMAW) Welding Output, 40°C, 10 min. 230A @ 40%,29.2V
TIG (GTAW) Welding Output, 40°C, 10 min. 250A @ 40%,20V
Fabricator 252i MULTI PROCESS
WELDING INVERTER
200A @ 60%, 24V
150A @ 100%, 21.5V
200A @ 60%, 28V
150A @ 100%, 26V
200A @ 60%, 18V
150A @ 100%, 16V
Table 2-1: Fabricator 252i Specification
NOTE
Due to variations that can occur in manufactured products, claimed performance, voltages, ratings, all
capacities, measurements, dimensions and weights quoted are approximate only. Achievable capacities and
ratings in use and operation will depend upon correct installation, use, applications, maintenance and service.
INTRODUCTION 2-6 Manual 0-5155

INSTALLATION/SETUP FABRICATOR 252i
!
SECTION 3: INSTALLATION OPERATION AND SETUP
3.01 Environment
This unit is designed for use in environments with
increased hazard of electric shock as outlined in IEC
60974.1. Additional safety precautions may be required
when using unit in an environment with increased hazard
of electric shock. Please refer to relevant local standards
for further information prior to using in such areas.
A. Examples of environments with increased hazard of
electric shock are:
1. In locations in which freedom of movement is
restricted, so that the operator is forced to perform
the work in a cramped (kneeling, sitting or lying)
position with physical contact with conductive
parts.
2. In locations which are fully or partially limited by
conductive elements, and in which there is a high
risk of unavoidable or accidental contact by the
operator.
3. In wet or damp hot locations where humidity
or perspiration considerably reduces the skin
resistance of the human body and the insulation
properties of accessories.
B. Environments with increased hazard of electric shock
do not include places where electrically conductive parts in
the near vicinity of the operator, which can cause increased
hazard, have been insulated.
WARNING
This equipment should be electrically
connected by a qualified electrician.
3.03 Ventilation
WARNING
Since the inhalation of welding fumes can
be harmful, ensure that the welding area is
effectively ventilated.
3.04 Mains Supply Voltage Requirements
The Mains supply voltage
should be within ± 15% of the rated Mains supply voltage. Too low of a supply voltage may cause poor welding
performance or wirefeeder malfunction. Too high of a
supply voltage will cause components to overheat and
possibly fail.
3.02 Location
Be sure to locate the welder according to the following
guidelines:
A. In areas, free from moisture and dust.
B. Ambient temperature between 32° F to 104° F.
C. In areas, free from oil, steam and corrosive gases.
D. In areas, not subjected to abnormal vibration or shock.
E. In areas, not exposed to direct sunlight or rain.
F. Place at a distance of 1 foot or more from walls or
similar that could restrict natural air flow for cooling.
G. The enclosure design of this power source meets the
requirements of IP23S as outlined in IEC60529.
H. Precautions must be taken against the power source
toppling over. The power source must be located on
a suitable horizontal surface in the upright position
when in use.
Manual 0-5155 3-1 INSTALLATION/SETUP
The Fabricator 252i must be electrically connected by a qualified electrical trades-person.
Damage to the PCA (Power Control Assembly)
could occur if 276 VAC or higher is applied to
the Primary Power Cable.
WARNING

FABRICATOR 252i INSTALLATION/SETUP
!
50/60 Hz
Single Phase
Yes 10 AWG 208-230/50A 50A 40% @ 250A 40% @ 250A 40% @ 230A
ELECTRIC SHOCK
TOUCH live electrical parts.
SHUT DOWN welding power source, disconnect input power employing lockout/tagging procedures. Lock-out/tagging
procedures consist of padlocking line disconnect switch in open position, removing fuses from fuse box, or shutting
OFF and red-tagging circuit breaker or other disconnecting device.
Electrical Input Requirements
Operate the welding power source from a single-phase 50/60 Hz, AC power source. The Welding Power Source must be:
•Correctlyinstalled,ifnecessary,byaqualiedelectrician.
Primary Supply
Lead Size
Table 3-1: Input Power Source Leads for Fabricator 252i
can kill;
Minimum
Primary Current
Circuit Size
(Vin/Iin)
SIGNIFICANT DC VOLTAGE
Minimum
Plug Size
Current & Duty Cycle
MIG LIFT TIG STICK
WARNING
is present after removal of input power. DO NOT
•Correctlyearthed(electrically)inaccordancewithlocalregulations.
•Connectedtothecorrectsizepowerpoint,fuseandprimarysupplyleadbasedonTable3-1.
WARNING
Any electrical work must be carried out by a qualified Electrical Tradesperson.
3.05 Electromagnetic Compatibility
WARNING
Extra precautions for Electromagnetic Compatibility may be required when this Welding Power Source is
used in a domestic situation.
A. Installation and Use - Users Responsibility
The user is responsible for installing and using the welding equipment according to the manufacturer’s instructions.
If electromagnetic disturbances are detected then it shall be the responsibility of the user of the welding equipment to
resolve the situation with the technical assistance of the manufacturer. In some cases this remedial action may be as
simple as earthing the welding circuit, see NOTE below. In other cases it could involve constructing an electromagnetic
screen enclosing the Welding Power Source and the work, complete with associated input filters. In all cases,
electromagnetic disturbances shall be reduced to the point where they are no longer Troublesome.
NOTE
The welding circuit may or may not be earthed for safety reasons. Changing the earthing arrangements
should only be authorized by a person who is competent to assess whether the changes will increase the
risk of injury, e.g. by allowing parallel welding current return paths which may damage the earth circuits
of other equipment. Further guidance is given in IEC 60974-13 Arc Welding Equipment - Installation and
use (under preparation).
INSTALLATION/SETUP 3-2 Manual 0-5155

INSTALLATION/SETUP FABRICATOR 252i
B. Assessment of Area
2. Maintenance of Welding Equipment
Before installing welding equipment, the user shall make
an assessment of potential electromagnetic problems in
the surrounding area. The following shall be taken into
account.
1. Other supply cables, control cables, signaling and
telephone cables; above, below and adjacent to the
welding equipment.
2. Radio and television transmitters and receivers.
3. Computer and other control equipment.
4. Safety critical equipment, e.g. guarding of industrial
equipment.
5. The health of people around, e.g. the use of pacemakers and hearing aids.
6. Equipment used for calibration and measurement.
7. The time of day that welding or other activities are to
be carried out.
8. The immunity of other equipment in the environment:
the user shall ensure that other equipment being used
in the environment is compatible: this may require
additional protection measures.
The size of the surrounding area to be considered will
depend on the structure of the building and other activities
that are taking place. The surrounding area may extend
beyond the boundaries of the premises.
C. Methods of Reducing Electromagnetic Emissions
1. Mains Supply
Welding equipment should be connected to the
mains supply according to the manufacturer’s
recommendations. If interference occurs, it may be
necessary to take additional precautions such as
filtering of the mains supply. Consideration should
be given to shielding the supply cable of permanently
installed welding equipment in metallic conduit or
equivalent. Shielding should be electrically continuous
throughout its length. The shielding should be
connected to the Welding Power Source so that good
electrical contact is maintained between the conduit
and the Welding Power Source enclosure.
The welding equipment should be routinely maintained
according to the manufacturer’s recommendations. All
access and service doors and covers should be closed
and properly fastened when the welding equipment
is in operation. The welding equipment should not
be modified in any way except for those changes
and adjustments covered in the manufacturer’s
instructions.
3. Welding Cables
The welding cables should be kept as short as possible
and should be positioned close together but never
coiled and running at or close to the floor level.
4. Equipotential Bonding
Bonding of all metallic components in the welding
installation and adjacent to it should be considered.
However, metallic components bonded to the work
piece will increase the risk that the operator could receive a shock by touching the metallic components and
the electrode at the same time. The operator should be
insulated from all such bonded metallic components.
5. Earthing/grounding of the Work Piece
Where the work piece is not bonded to earth for electri-
cal safety, nor connected to earth because of its size
and position, e.g. ship’s hull or building steelwork,
a connection bonding the work piece to earth may
reduce emissions in some, but not all instances. Care
should be taken to prevent the earthing of the work
piece increasing the risk of injury to users, or damage
to other electrical equipment. Where necessary, the
connection of the work piece to earth should be made
by direct connection to the work piece, but in some
countries where direct connection is not permitted, the
bonding should be achieved by suitable capacitance,
selected according to national regulations.
6. Screening and Shielding
Selective screening and shielding of other cables
and equipment in the surrounding area may alleviate
problems of interference. Screening the entire welding
installation may be considered for special applications.
Manual 0-5155 3-3 INSTALLATION/SETUP

FABRICATOR 252i INSTALLATION/SETUP
6
7
8
3.06 Power Source Controls, Indicators and Features
1
®
FAULTPOWER
VA
Left Knob Right Knob
WIRESPEED ARC CONTROL
9
2
3
MIG
LIFT TIG
STICK
2T
4T
ADVANCED
FEATURES
Art # A-10503
4
5
Figure 3-1: Fabricator Control Panel
11
10
+
13 14
15
-
Art # A-10504
12
Figure 3-2: Fabricator Front Connections
WARNING
DO NOT TOUCH the electrode wire while it is being fed through the system. The electrode wire will be at
welding voltage potential.
1. Power Indicator
The green power indicator will be illuminated when the welder is turned ON and indicates the presence of power.
INSTALLATION/SETUP 3-4 Manual 0-5155

INSTALLATION/SETUP FABRICATOR 252i
2. Fault Indicator
The yellow fault indicator will be illuminated when any
of the faults are detected. ALL Faults will illuminate the
indicator
3. Weld Process Selection Button
Process
MIG
TIG
STICK
Press and release this button to change the selected weld
process mode from MIG to LIFT TIG to STICK. The weld
process will change to the next process in the sequence
each time the button is pressed and released. The red
indicators next to the button will illuminate to identify MIG
or LIFT TIG or STICK process mode.
WARNING
When the Power light is lit, the machine is
connected to the Mains supply voltage and
the internal electrical components are at Mains
voltage potential.
4. 2T - 4T Trigger Latch Button
5. Advanced Features Button
Advanced
Features
Press and release the Advanced Features button to enter
or exit from the advanced programming mode. To exit,
simply press and release the button again. Any changes
made are saved. The advanced programming menu items
are described in detail for each welding mode in Section
3.07.
Advanced
Features
Gas Purge.
In addition, the Advanced Features Button is used to initiate a 30 second gas line purge function to fill the gas line
with the shielding gas from the connected gas cylinder.
To start the gas purge function, simply press and hold the
button for approximately two (2) seconds. Once the Gas
purge function has started, a countdown timer will show
in the left alpha-numeric display indicating the number
of seconds remaining before the purge will be automatically terminated. You can stop the Gas purge any time
during the 30 seconds by quickly pressing and releasing
the button again.
Trigger
2T Normal
4T Latch
Press and release the button to change the selected operating mode of the trigger. The selected mode can be
either “2T” (unlatched) or “4T” (latched) operation. The
red indicator next to the button will illuminate to identify
which mode is selected (2T or 4T). In the 4T mode once
the weld has been started you can release the trigger and
continue welding until the trigger is activated again or the
welding arc is broken to stop the welding arc.
Manual 0-5155 3-5 INSTALLATION/SETUP

FABRICATOR 252i INSTALLATION/SETUP
6. Left Knob: Amperage Control (Wirespeed)
A
Left Knob
required output settings for a basic range of MIG welding
applications. The value may also be adjusted while a weld
is in progress – if this occurs, the left display will briefly
switch to show the adjusted value as the knob is turned,
and will automatically revert back to showing the weld
current measurements when the knob is not being turned.
WIRESPEED
The amperage control knob adjusts the amount of welding
current delivered by the power source. In STICK and LIFT
TIG modes, the amperage control knob directly adjusts the
power inverter to deliver the desired level of output current. In MIG mode, the amperage knob adjusts the speed
of the wire feed motor (which in turn adjusts the output
current by varying the amount of MIG wire delivered to
the welding arc). The optimum wire speed required is
dependent on the type of welding application. The setup
chart on the inside of the wire feed compartment door
provides a brief summary of the required output settings
for a basic range of MIG welding applications. The value
may also be adjusted while a weld is in progress – if this
occurs, the left display will briefly switch to show the adjusted value as the knob is turned, and will automatically
revert back to showing the weld current measurements
when the knob is not being turned.
7. Right Knob: Multifunction Control - MIG Voltage /
Arc Control (Inductance) & STICK Arc Force
V
Right Knob
V
Right Knob
Right Knob
ARC CONTROL
MIG Arc Control (Inductance)
The arc control operates in MIG mode only and is used
to adjust the intensity of the welding arc. To access the
Arc Control function, push inward on the right knob and
hold it for approximately 2 seconds. This feature can be
accessed and adjusted during welding.
When STICK Mode is Selected
In this mode the multifunction control knob is used to
adjust arc force. Arc force control provides an adjustable
amount of welding force (or “dig”) control. This feature
can be particularly beneficial in providing the operator the
ability to compensate for variability in joint fit-up in certain
situations with particular electrodes. In general increasing
the arc force control toward ‘100%’ (maximum arc force)
allows greater penetration control to be achieved. Arc
force is increased by turning the control knob clockwise
or decreased by turning the knob anti-clockwise. This
feature can be accessed and adjusted during welding.
ARC CONTROL
To access the Arc Control function, push inward on the
right knob and hold it for approximately 2 seconds. This
MIG Voltage Control
In this mode the control knob is used to adjust the output voltage of the power source. The welding voltage is
increased by turning the knob clockwise or decreased
by turning the knob anti-clockwise. The optimum voltage level required is dependent on the type of welding
application. The setup chart on the inside of the wire
feed compartment door provides a brief summary of the
feature can be accessed and adjusted during welding.
The left display will change to show the Arc Control
parameter name that is in effect for the current MIG or
STICK Modes and the right display will show its present
value. Use the right knob to change the value. When the
desired value is selected, press inward again on the knob
without turning it and release it to exit the Arc Control
function and save the value.
Weld Modes Arc Control Function Left Display Right Display Limits
MIG Inductance INDU 25% (default) 0 – 100 %
STICK Arc Force ARC- / FRCE 50% (default) 0 – 100%
Table 3-2
INSTALLATION/SETUP 3-6 Manual 0-5155

INSTALLATION/SETUP FABRICATOR 252i
8. Left Digital Display
9. Right Digital Display
MIG Mode
This digital meter is used to display the pre-set (preview)
Wirefeed Speed in Inches Per Minute (IPM) in MIG mode
and actual welding amperage of the power source when
welding. At times of non-welding, the digital meter will
display a pre-set (preview) value of Wirefeed Speed. This
value can be adjusted by varying the Left Knob (Control
No 6).
STICK and LIFT TIG Modes
The digital meter is used to display the pre-set (preview)
amperage in STICK / LIFT TIG modes and actual welding
amperage of the power source when welding. At times of
non-welding, the amperage meter will display a pre-set
(preview) value in both STICK and LIFT TIG modes. This
value can be adjusted by varying the Left Knob (Control
No 6).
When welding, this digital meter will display actual welding
amperage in all modes.
At the completion of welding, the digital meter will hold
the last recorded amperage value for a period of approximately 10 seconds in all modes. The amperage meter will
hold the value until; (1) any of the front panel controls
are adjusted in which case the unit will revert to preview
mode, (2) welding is recommenced, in which case actual
welding amperage will be displayed, or (3) a period of 10
seconds elapses following the completion of welding in
which case the unit will return to preview mode.
The display is also used for providing error messages to
the user and showing other information, which will be
explained in Section 5.
MIG Mode
This digital meter is used to display the pre-set (preview)
Voltage in MIG mode and actual welding voltage of the
power source when welding. At times of non-welding,
the digital meter will display a pre-set (preview) value of
Voltage. This value can be adjusted by varying the Right
Knob (Control No 7).
STICK and LIFT TIG Modes
This digital meter is used to display the Welding Output
Terminal Voltage in STICK / LIFT TIG modes during nonwelding or welding. This value can not be adjusted by
varying the Right Knob (Control No 7).
When welding, this digital meter will display actual welding
voltage in all modes.
At the completion of welding, the digital meter will hold
the last recorded voltage value for a period of approximately 10 seconds in all modes. The voltage meter will
hold the value until; (1) any of the front panel controls
are adjusted in which case the unit will revert to preview
mode, (2) welding is recommenced, in which case actual
welding amperage will be displayed, or (3) a period of 10
seconds elapses following the completion of welding in
which case the unit will return to preview mode.
The display is also used for providing error messages to
the user and showing other information, which will be
explained in Section 5.
10. MIG Gun Adaptor
The MIG Gun Adapter is the connection point for the Tweco
Fusion 250A MIG Gun. Refer to section 3.08 for the correct
procedure for attaching the Tweco Fusion 250A MIG Gun.
Manual 0-5155 3-7 INSTALLATION/SETUP

FABRICATOR 252i INSTALLATION/SETUP
11. Remote Control Socket
The 8 pin Remote Control Socket is used to connect remote control devices to the welding power source. To make
connections, align keyway, insert plug, and rotate threaded collar fully clockwise.
1
5
8
A-09594_AC
2
1
2
3
4
6
7
3
4
5
6
7
8
Remote Wirespeed in GMAW mode
Remote Amps in GTAW mode
Figure 3-3: Remote Control Socket
Trigger Switch
W
V
Remote Volts in
GMAW Mode
Socket Pin
Function
1 Not connected
2
3
4
5
6
7
8
Trigger Switch Input
Trigger Switch Input
Not connected
5k ohm (maximum) connection to 5k ohm remote control potentiometer.
Zero ohm (minimum) connection to 5k ohm remote control potentiometer.
Wiper arm connection to 5k ohm remote control Wirespeed MIG mode potentiometer. Wiper
arm connection to 5k ohm remote control Amps LIFT TIG mode potentiometer.
Wiper arm connection to 5k ohm remote control Volts MIG mode potentiometer.
Table 3-3
NOTE
The remote local setting on the control panel should be set to remote for the remote wire feeder amperage/
voltage controls to be operative.
INSTALLATION/SETUP 3-8 Manual 0-5155

INSTALLATION/SETUP FABRICATOR 252i
12. 10 Pin Accessories Socket
The 10 pin Accessories Socket is used to connect remote devices such as a spool gun to the welding power source.
To make connections, align keyway, insert plug, and rotate threaded collar fully clockwise.
J
1
I
D
Trigger
1
Peripheral
Resistor
F
E
G
H
Art # A-10813
I
D
J
C
B
A
Socket Pin
A Voltage Pot. Wiper
B
C
D
E
Wire Feed Motor (-)
Wire Feed Motor (+)
Trigger Switch Input
Wire Speed Pot. & Voltage Pot. (+) CW 10K ohm
G
E
F
H
Wirespeed
Potentiometer
1
2
3 3
A
C
B
Figure 3-4: Remote Control Socket
Function
1
2
Voltage
Potentiometer
3
+
Motor
M
24V
-
F
G
H
I
J
Wiper Arm Speed Pot.
Trigger Switch Input & Solenoid (-)
Wire Speed Pot. & Voltage Pot. (-) ACW
Solenoid (+)
Peripheral Program Resistor
Table 3-4
13. Positive Welding Output Terminal
The positive welding terminal is used to connect the welding output of the power source to the appropriate welding
accessory such as the Fusion MIG Gun (via the MIG Gun polarity lead), electrode holder lead or work lead. Positive
welding current flows from the power source via this heavy duty bayonet type terminal. It is essential, however,
that the male plug is inserted and turned securely to achieve a sound electrical connection.
CAUTION
Loose welding terminal connections can cause overheating and result in the male plug being fused in the
bayonet terminal.
Manual 0-5155 3-9 INSTALLATION/SETUP

FABRICATOR 252i INSTALLATION/SETUP
14. Negative Welding Output Terminal
The negative welding terminal is used to connect the
welding output of the power source to the appropriate welding accessory such as the MIG Gun (via the
MIG Gun polarity lead), LIFT TIG torch or work lead.
Negative welding current flows to the power source
via this heavy duty bayonet type terminal. It is essential, however, that the male plug is inserted and turned
securely to achieve a sound electrical connection.
Select the weld process (Control No 3) you wish to view
Advanced Features for.
Advanced
Features
Then press and release the Advanced
Features button (Control No 5) to enter or
exit from the Advanced Features programming function
of the welder.
A
CAUTION
Loose welding terminal connections can cause
overheating and result in the male plug being
fused in the bayonet terminal.
15. MIG Gun Polarity Lead
The polarity lead is used to connect the MIG Gun to
the appropriate positive or negative output terminal
(allowing polarity reversal for different welding applications). In general, the polarity lead should be
connected in to the positive welding terminal (+) when
using steel, stainless steel or aluminum electrode
wire. When using gasless wire, the polarity lead is
generally connected to the negative welding terminal (-). If in doubt, consult the manufacturer of the
electrode wire for the correct polarity. It is essential,
however, that the male plug is inserted and turned
securely to achieve a sound electrical connection.
CAUTION
Loose welding terminal connections can cause
overheating and result in the male plug being
fused in the bayonet terminal.
3.07 Advanced Features Details
NOTE
The Local / Remote setting will only be saved
while in that welding process. Once the welding process is changed the setting will revert
to the factory default.
Left Knob
WIRESPEED
The Advanced Features menu items are viewed by turning
the left knob (Control No 6) to move forward or backward
through the list. The function names in the menu will be
displayed in abbreviated form in the left alpha-numeric
display. In the case of two part names or abbreviations,
the left display will alternately flash the first part of the
function name and then the second part, followed by a
brief “blank” interval. For each function, the right alphanumeric display will show its present value.
V
Right Knob
ARC CONTROL
To change the value of that parameter, simply turn the
right knob (Control No 7) to change it. If the setting has
been changed from its previous value the welder will save
the new value when the left knob is turned to view the
next parameter, or if the user activates a control to cause
the welder to exit Advanced Features mode as described
earlier. Once the beginning or end of the menu list is
reached, additional turning of the left knob in that direction
will not result in any change of the displayed parameter.
General Operation
Process
MIG
TIG
STICK
The Advanced Features control functions are in order with
the user’s process steps when setting up to operate the
welder in the selected welding process modes (MIG, LIFT
TIG, STICK). The menu functions shown in Advanced
Features Mode are mostly dependent on the currently
selected weld process mode of the machine.
INSTALLATION/SETUP 3-10 Manual 0-5155

INSTALLATION/SETUP FABRICATOR 252i
Process
If the welder is in Advanced Features mode and the Weld Process Selection button (Control No 3) is pressed, the
welder will exit Advanced Features mode, saving any change made, and change to the next weld process function
in the sequence: MIG, LIFT TIG, STICK. (See previous note) If you wish to view the Advanced Features for the next
process you will need to enter the Advanced Features function again.
ARC CONTROL
If the welder is in Advanced Features mode and the right knob (Control No 7) is pressed for one (1) second (to enter
Arc Control Function) the welder will exit Advanced Features mode, saving any change made, and enter the Arc Control
Function for the currently selected weld process.
V
Right Knob
Right Knob
MIG
TIG
STICK
MIG (GMAW/FCAW)Mode Advanced Features Menu Map
Left Display Right Display
Advanced Menu – MIG
Advanced Menu - MIG
Mode
MIG / CNTL
PRE- / FLOW
RUN- / IN
POST / FLOW
BURN / BACK
WIRE / SHRP
SPOT
*SPOT / TIME
STCH
*STCH / TIME
DWEL / TIME
ARC- / TYPE
Wire Feed Speed
HR
FACT / DFLT
Press Advanced Button
to Exit to Welding Mode
Options or Range
LOCL REMT
0.1 - 5.0 S
30 - 150%
0.0 - 30.0 S
0.00 - 1.00 S
ON OFF
ON OFF
0.1-20.0 S
ON OFF
0.2 - 4.0 S
0.1 - 1.0 S
AUTO CV
MPM IPMWFS- / UNIT
0.0 - 9999.9
NO YES
Press Advanced Button
to Exit to Welding Mode
Process
MIG
TIG
STICK
Advanced
Features
Left Knob Selection
Right Knob Selection
Art # A-10505
* SPOT TIME and STCH TIME are only active when SPOT or STCH are “ON”.
Note “SPOT” and “STCH” are MUTUALLY EXCLUSIVE functions. If the user enables either function and the system
detects that the OTHER function is already ON, the system will automatically turn the OTHER conflicting function OFF.
Left Display: Where (2) items shown, e.g. RUN- / IN, the display will alternate (flash) between the (2) items
Figure 3-5: MIG Advanced Menu
Manual 0-5155 3-11 INSTALLATION/SETUP

FABRICATOR 252i INSTALLATION/SETUP
Right Display
Function Left Display
MIG Operator
Controls
Pre Flow (MIG
Setting)
Run In RUN/IN 70% 30 – 150 %
Post Flow (MIG
Setting)
Burn Back BURN/BACK 0.15 S 0.00 – 1.00 S
Wire Sharp WIRE/SHRP ON OFF – ON
Spot SPOT OFF OFF – ON
Spot Time
(Only shown/
enabled if
Spot=ON)
Stitch STCH OFF OFF – ON
Stitch Time
(Only shown/
enabled if
Stitch=ON)
Dwell Time
(Only shown/
enabled if
Stitch=ON)
Arc Type ARC-/TYPE AUTO AUTO – CV-M
Wire Feed Speed
Units
MIG/CNTL LOCL LOCL - REMT
PRE-/FLOW 0.1 S 0.0 – 5 S
POST/FLOW 0.5 S 0.0 – 30 S
SPOT/TIME 2.0 S 0.1 – 20.0 S
STCH/TIME 2.0 S 0.2 – 4.0 S
DWEL/TIME 0.5 S 0.1 – 1.0 S
WFS/UNIT IPM MPM – IPM
(Factory Default Values)
Limits Comments
LOCL = Local control of the Wirespeed
and Voltage with the machines controls.
REMT = Remote control of the Wirespeed and
Voltage with an accessory device.
Shielding gas flows for the time specified before
an arc is initiated.
Wirespeed runs as a percentage of preview wirespeed until an arc is struck.
Shielding gas flows for the time specified after
an arc has extinguished.
The time difference between turning the wire feed
OFF before the voltage is turned OFF.
Wire Sharp adds a burst of current at the end of
a weld to remove the ball at the end of the wire.
This improves the restart of the next weld.
Spot is used to weld two thin plates together at
a desired location by melting the top & bottom
plates together to form a nugget between them.
The weld time is set by the Spot Time.
Spot Time is the time used for the Spot weld
mode.
Stitch is used to weld two or more components
by stitch or interval weld together.
The weld time is set by the Stitch Time and the
non weld time is set by the Dwell Time.
Stitch Time is the time used for the weld time in
Stitch weld mode.
Dwell Time is the time used for the non weld time
in Stitch weld mode.
Auto is an optimized arc control for dip transfer
welding with minimal spatter on mild steel with
mixed shielding gases. CV-M is the traditional
constant-voltage arc control for all other welding.
MPM provides preview wirespeed in Meters
Per Minute.
IPM provides preview wirespeed in Inches Per
Minute.
INSTALLATION/SETUP 3-12 Manual 0-5155

INSTALLATION/SETUP FABRICATOR 252i
Right Display
Function Left Display
Arc Hour Accumulated Run-
HR 0.0 0.0 – 9999.9
time
Restore Factory
Defaults
FACT/DFLT NO NO – YES
LIFT TIG Mode Advanced Features Menu Map
Left Display Right Display
(Factory De-
fault Values)
Limits Comments
Provides Arc On Hours that the power source has
welded. The number displayed is in hours and
read only. It will rollover to 0 once 10,000 hours
have been reached.
When YES is selected all the user adjustable values in this table (except Arc Hour Accumulated
Runtime) are reset to the Factory Default Values.
Process
Left Display: Where (2) items shown, e.g. RUN- / IN, the display will alternate (flash) between the (2) items
Function Left Display
LIFT TIG Opera-
LIFT TIG/
tor Controls
Pre Flow (LIFT
TIG Setting)
Post Flow (LIFT
TIG Setting)
PRE-/FLOW 0.1 S 0.0 – 5 S
POST/FLOW 10.0 S 0.0 – 30 S
Advanced Menu -
LIFT TIG Mode
TIG / CNTL
PRE- / FLOW
POST / FLOW
DOWN / SLPE
HR
FACT / DFLT
Press Advanced Button
to Exit to Welding Mode
Left Knob Selection Right Knob Selection
Advanced Menu - LIFT
TIG Options or Range
LOCL REMT
0.0 - 5.0 S
0.0 - 30.0 S
0.0 - 30.0 S
0.0 - 9999.9
NO YES
Press Advanced Button
to Exit to Welding Mode
Figure 3-6: LIFT TIG Advanced Menu
"Right Display
(Factory De-
Limits Comments
fault Values)"
CNTL
REMT LOCL - REMT
Advanced
Features
Art # A-10506
LOCL = Local control of the Amps with the
machines controls
REMT = Remote control of the Amps with an
accessory device
Shielding gas flows for the time specified before
an arc is initiated
Shielding gas flows for the time specified after
an arc has extinguished
Manual 0-5155 3-13 INSTALLATION/SETUP

FABRICATOR 252i INSTALLATION/SETUP
"Right Display
Function Left Display
(Factory De-
fault Values)"
Limits Comments
In “2T” (unlatched), the unit will enter down slope
mode as soon as the trigger switch is released (ie
if Down Slope is set to 5.0 S, the unit will ramp
down from the present welding current to zero
over 5 seconds).
Down Slope DOWN/SLPE 0.0 S 0.0 – 30 S
Arc Hour Accumulated Run-
HR 0.0 0.0 – 9999.9
time
Restore Factory
Defaults
FACT/DFLT NO NO – YES
STICK Mode Advanced Features
Left Display Right Display
Advanced Menu - STICK
Mode
STCK / CNTL
HOT- / START
HS / TIME
HS / AMPS
HR
FACT / DFLT
Press Advanced Button
to Exit to Welding Mode
Advanced Menu - STICK
Options or Range
Press Advanced Button
to Exit to Welding Mode
In "4T" (latched), to enter down slope mode the
trigger switch must be held in for the selected
time period (ie press and release trigger switch to
commence welding, then press and hold trigger
switch again to enter down slope mode). Should
the trigger switch be released during the down
slope time, the output will cease immediately in
"4T" only.
Provides Arc On Hours that the power source has
welded. The number displayed is in hours and
read only. It will rollover to 0 once 10,000 hours
have been reached.
When YES is selected all the user adjustable values in this table (except Arc Hour Accumulated
Runtime) are reset to the Factory Default Values.
LOCL REMT
ON OFF
0.0 - 2.0 S
75 - 200 %
0.0 - 9999.9
NO YES
Process
MIG
TIG
STICK
Advanced
Features
Left Knob Selection
Left Display: Where (2) items shown, e.g. HOT- / STRT, the display will alternate (flash) between the (2) items
Right Knob Selection
Art # A-10507
Figure 3-7: STICK Advanced Menu
Right Display
Function Left Display
(Factory De-
Limits Comments
fault Values)
LOCL = Local control of the Amps with the
STICK Operator
Controls
STCK/CNTL LOCL LOCL - REMT
machines controls
REMT = Remote control of the Amps with an
accessory device
INSTALLATION/SETUP 3-14 Manual 0-5155

INSTALLATION/SETUP FABRICATOR 252i
Right Display
Function Left Display
Hot Start HOT/STRT ON OFF – ON
Hot Start Time TIME/HS 0.5 S 0.0 - 2.0 S
Hot Start Amps AMPS/HS 140% 75 – 200%
Arc Hour Accumulated Runtime
Restore Factory
Defaults
HR 0.0 0.0 – 9999.9
FACT/DFLT NO NO – YES
3.08 Attaching the Tweco Fusion 250A MIG Gun
(Factory De-
fault Values)
Limits Comments
Hot Start is used to improve the start characteristics for STICK electrodes, e.g. low hydrogen
electrodes.
Hot Start Time is the time that the Hot Start
Amps is applied.
Hot Start Amps sets the peak start current, e.g.
100A at 140% = 140A
Provides Arc On Hours that the power source
has welded. The number displayed is in hours
and read only. It will rollover to 0 once 10,000
hours have been reached.
When YES is selected all the user adjustable values in this table (except Arc Hour Accumulated
Runtime) are reset to the Factory Default Values.
1. Unscrew the Locking Screw in the MIG Gun Adapter located inside the Wire Feed Compartment.
2. Push the Tweco Fusion 250A MIG Gun into MIG Gun Adaptor firmly using a twisting action.
3. Lock the Tweco Fusion 250A MIG Gun into the MIG Gun Adaptor by turning the Locking Screw clockwise in
the MIG Gun Adapter within the Wire Feed Compartment to secure the Tweco Fusion 250A MIG Gun in position.
NOTE
Failure to properly lock the Tweco Fusion 250A MIG Gun into the MIG Gun Adapter will result in the Tweco
Fusion 250A MIG Gun being pushed out of the MIG Gun Adapter by the MIG welding wire or lack of shielding gas (porosity in the weld) at the weld zone.
Attach MIG Gun
and secure.
Art # A-10548
+
-
Remote Cable 8 pin connector
Figure 3-8: Mount Fusion MIG Gun Cable to Adapter Socket
Manual 0-5155 3-15 INSTALLATION/SETUP

FABRICATOR 252i INSTALLATION/SETUP
4. If equipped, align the keyways of the MIG Gun Switch connector pigtail with the 8 pin receptacle to the right of
the MIG Gun cable and plug them together. Secure by turning the locking ring to the right (clockwise ). Refer
to Figure 3-8.
NOTE
When disconnecting the MIG Gun trigger switch leads from the machine, DO NOT pull on the wires. Loosen
the locking ring and gently pull the plug out of the socket.
3.09 Installing a 12.5 lb spool (8" diameter)
In order to fit a 12.5 lb spool (8" diameter) assemble parts in the sequence shown in Figure 3-9.
Installation of wire spool.
1. Remove Wire Spool Hub Retaining Clip. Grasp the loop and pull.
2. Place Wire Spool onto the hub, loading it so that the wire will feed off the bottom of the spool as the spool
rotates counter clockwise. Make sure to align the spool alignment pin on the hub with the mating hole in the
wire spool.
3. Replace the Wire Spool Hub Retaining Clip in the set of holes closest to the spool.
NOTE
The Hub tension has been pre-adjusted at the factory. However if adjustment is required, refer to section 3.16
CAUTION
Use care in handling the spooled wire as it will tend to “unravel” when loosened from the spool. Grasp the
end of the wire firmly and don’t let go of it.
Fibre Washer
Retaining Clip
Wire Spool
Hub Nut
Flat Washer
Large Hole
Flat Washer
Small Hole
12.5lb / 8”
Wire Spool
Spring
Use inner holes on
Spool Hub
Keyed Washer
Pin
Spool Hub
A-10670
Figure 3-9: 12.5 lb 8" Spool Installation
INSTALLATION/SETUP 3-16 Manual 0-5155

INSTALLATION/SETUP FABRICATOR 252i
3.10 Installing a Standard Spool (12" diameter)
As delivered from the factory, the unit is set for a 33 lb. or 12" spool.
Installation of wire spool. Refer to Figure 3-10.
1. Remove Wire Spool Hub Retaining Clip. Grasp the loop and pull.
2. Place Wire Spool onto the hub, loading it so that the wire will feed off the bottom of the spool as the spool
rotates counter clockwise. Make sure to align the spool alignment pin on the hub with the mating hole in the
wire spool.
3. Replace the Wire Spool Hub Retaining Clip in the set of holes closest to the spool.
NOTE
The Hub tension has been pre-adjusted at the factory. However if adjustment is required, refer to Section 3.16
CAUTION
Use care in handling the spooled wire as it will tend to “unravel” when loosened from the spool. Grasp the
end of the wire firmly and don’t let go of it.
Wire Spool
Hub Nut
Flat Washer
Small Hole
33lb / 12”
Wire Spool
Flat Washer
Large Hole
Spring
Retaining Clip
Use outer holes
Keyed Washer
Spool Hub
Fibre Washer
Pin
Figure 3-10: Standard 33 lb 12" Spool Installation
A-10671
Manual 0-5155 3-17 INSTALLATION/SETUP

FABRICATOR 252i INSTALLATION/SETUP
3.11 Inserting Wire into the Feed Mechanism
WARNING
ELECTRIC SHOCK CAN KILL! Make certain the input power is disconnected from the power source before
proceeding. DO NOT reattach the input power until told to do so in these instructions.
1. Loosen the Spring Pressure Adjusting Knob if needed and swing it down (First part of Figure 3-11)
2. Move the Pressure (top) Roller Arm by swinging it to the right. (Second part of Figure 3-11)
3. Make sure the end of the wire is free of any burrs and is straight. Pass the end of wire through the Inlet Wire
Guide and over the Feedroll. Make certain the proper groove is being used. (Second part of Figure 3-11)
4. Pass the MIG wire over the drive roll groove, through the outlet guide and out past the MIG Gun Adaptor. Then
fit the Fusion 250A MIG Gun as per Section 3.08 ensuring the MIG wire passes into the MIG Gun liner of the
MIG Gun.)
5. Close the Pressure Roller Arm. (Figure 3-12)
6. Swing the Spring Pressure Adjusting Knob back into place. (Figure 3-12)
7. Use the Spring Pressure Adjusting Knob to create a “snug” condition. (Clockwise to Tighten and Counter
Clockwise to loosen). (Figure 3-12)
8. Figure 3-13 shows the result with wire installed. Continue to the next section for proper setting of tension.
1
Art # A-10030
2
3
4
Figure 3-11: Opening Pressure Arm and Inserting Wire
5
7
6
Art # A-10031
Figure 3-12: Closing Pressure Arm and Adjusting Tension
INSTALLATION/SETUP 3-18 Manual 0-5155

INSTALLATION/SETUP FABRICATOR 252i
3.12 Feed Roller Pressure Adjustment
NOTE
Before attempting to set the drive roller pressure you must select GMAW mode on the front panel. See
earlier in section 3 for information on how to select this feature. Once selected it will allow the activation
of the drive roll when the trigger on the MIG Gun is activated.
The roller on the swing arm applies pressure to the grooved roller via an adjustable tension devise. The Tension Adjuster should be set to a minimum pressure that will provide satisfactory wire feed without slippage. If slipping occurs,
and inspection of the wire out of the MIG Gun reveals no deformation or wear, the conduit liner should be checked
for kinks or clogging from metal flakes. If this is not the cause of slipping, the feedroll pressure can be increased by
rotating the Tension Adjusting knob clockwise. The use of excessive pressure may cause rapid wear of the feed roller,
motor shaft and motor bearings.
NOTE
Genuine TWECO Velocity contact tips and liners should be used. Many non-genuine liners use inferior
materials which can cause wire feed problems.
3.13 Feed Roller Alignment
The bottom Feed Roll is adjustable in and out to provide for best alignment of wire as it feeds into the outlet guide. To
adjust the roll do the following and refer to Figure 3-13. Note, the welding wire is not shown in order to more clearly
see the groove in the feed roll.
1. Place a wrench on the adjusting bolt (number 2) and hold in place while you loosen the locking screw (number
1) with a hex wrench
2. With the locking screw loosened, turn the adjusting bolt right or left to align the feed roll (number 3) so the
groove is aligned with the outlet guide (number 4).
3. With the feed roll aligned, place a wrench on the adjusting bolt and hold it in place while tightening the locking
screw with the hex wrench. If the adjusting bolt moves before the locking screw is secured then the alignment
will change.
3
1
4
2
Art # A-10415
Figure 3-13: Top View of Feed Plate with Pressure Arm Open
NOTE
It may not be possible to align with both the inlet and outlet guide at the same time. The outlet guide is the
one that needs to be aligned to for best wire feeding.
Manual 0-5155 3-19 INSTALLATION/SETUP

FABRICATOR 252i INSTALLATION/SETUP
3.14 Changing the Feed Roll
NOTE
Feedrolls often come with a rust prohibitive coating that needs to be cleaned off before installation.
A Feedroll consists of two different sized grooves. As delivered from the factory the drive roll is installed for .035" /
.045" (0.9 / 1.2 mm).
The stamped marking on the feedroll refers to the groove furthest from the stamped marking. When mounted, that
will be the groove closest to the motor and the one to thread.
To ensure proper wire feed, the groove closest to the motor must match the electrode wire size being used.
.045” (1.2mm) Stamping
.045
1.2
.045” (1.2mm) Groove
Art: A-07150_AB
All grooved feed rolls have their wire size or range stamped on the side of the roll. On rolls with different
size grooves, the outer (visible when installed) stamped wire size indicates the groove in use.
Refer to feed roll kit in the Appendix for the proper selection and ordering of feed roll kits. Kit includes drive rolls, an
input wire guide and an output wire guide for a specific wire type and size.
Feed rolls are removed by twisting the feed roll retainer cap and aligning the retaining knob splines/tabs with the drive
gear splines. Feedrolls are installed by putting the feedroll onto the drive gear splines and twisting the feedroll retainer
cap so that the splines/tabs rest against the face of the feedroll where they will click into place.
The size that is visible when
fitting the feedroll is the groove
size in use.
Figure 3-14: Feedroll Example
NOTE
.045
1.2
NOTE
Installation of all styles of feed rolls for the Fabricator 252i are identical.
WARNING
The welding wire is electrically Hot if it is fed by depressing Fusion 250A MIG Gun switch. Electrode contact
to work piece will cause an arc with MIG Gun switch depressed.
INSTALLATION/SETUP 3-20 Manual 0-5155

INSTALLATION/SETUP FABRICATOR 252i
3.15 Input And Output Wire Guide Installation
NOTE
.035" / .045" (0.9 / 1.2 mm) feed rolls and guides are installed from the factory. Other sizes need to be
purchased separately.
Input Wire Guide - Install (the shorter one) by loosening the Input Guide Lock Screw and inserting the guide into the hole
in the feedhead assembly. Adjust the guide so that it is clear of the feed rolls and Tighten the Input Guide Lock Screw.
NOTE
Before tightening the Input and Output Guide Lock Screws, install the drive roll to help in the alignment
of the wire guides.
Output Wire Guide - With the Fusion 250A MIG Gun removed, loosen the MIG Adapter Lock Nut. This will aid with
alignment. Then loosen Output Guide Lock Screw. Install the Output Wire Guide (the longer one) by inserting the
conical end part way into the Tweco Adapter from the front of the machine. Now install the MIG Gun pressing the
output guide further in until the tip of the guide is as close to the feed rolls as practical. Secure the MIG Gun. Tighten
the MIG Adapter Lock Nut, then tighten the Output Guide Lock Screw.
Input Guide Lockscrew
Output Guide Lockscrew
Input Wire Guide
Figure 3-15: Wire Guide Installation
Art # A-10555
MIG Gun
Lock
Screw
MIG Gun
Adapter Lock
Nut
Output Wire Guide
Manual 0-5155 3-21 INSTALLATION/SETUP

FABRICATOR 252i INSTALLATION/SETUP
3.16 Wire Reel Brake
The wire reel hub incorporates a friction brake which is adjusted during manufacture for optimum braking. If it is
considered necessary, adjustment can be made by turning the tri-lobe nut inside the open end of the wire reel hub.
Clockwise rotation will Tighten the brake. (Refer to Figure 3-16).
Wheel Brake adjusting tri-lobe nut
Pressure Adjustment
Knob
Art # A-10508
Figure 3-16: Wire Installed
CAUTION
Excessive tension on the brake will cause rapid wear of mechanical wire feed parts, over heating of electrical
componentry and possibly an increased incidence of wire Burnback into the contact tip.
NOTE
Correct adjustment will result in the wire reel circumference continuing no further than 3/4" (19 mm) after
release of the MIG Gun trigger switch. The wire should be slack without becoming dislodged from the reel.
3.17 Shielding Gas Regulator Operating Instructions
!
WARNING
This equipment is designed for use with welding grade (Inert) shielding gases only.
NOTE
Shielding Gas is not required if the unit is used with self shielded FCAW (flux cored arc welding) wires
Shielding Gas Regulator Safety
This regulator is designed to reduce and control high pressure gas from a cylinder or pipeline to the working pressure
required for the equipment using it.
If the equipment is improperly used, hazardous conditions are created that may cause accidents. It is the users
responsibility to prevent such conditions. Before handing or using the equipment, understand and comply at all
times with the safe practices prescribed in this instruction.
INSTALLATION/SETUP 3-22 Manual 0-5155

INSTALLATION/SETUP FABRICATOR 252i
SPECIFIC PROCEDURES for the use of regulators are listed below.
1. NEVER subject the regulator to inlet pressure greater than its rated inlet pressure.
2. NEVER pressurize a regulator that has loose or damaged parts or is in a questionable condition. NEVER loosen
a connection or attempt to remove any part of a regulator until the gas pressure has been relieved. Under
pressure, gas can dangerously propel a loose part.
3. Do NOT remove the regulator from a cylinder without first closing the cylinder valve and releasing gas in the
regulator high and low pressure chambers.
4. Do NOT use the regulator as a control valve. When downstream equipment is not in use for extended periods
of time, shut OFF the gas at the cylinder valve and release the gas from the equipment.
5. OPEN the cylinder valve SLOWLY. Close after use.
User Responsibilities
This equipment will perform safely and reliable only when installed, operated and maintained, and repaired in accordance
with the instructions provided. Equipment must be checked periodically and repaired, replaced, or reset as necessary
for continued safe and reliable performance. Defective equipment should not be used. Parts that are broken, missing,
obviously worn, distorted, or contaminated should be replaced immediately.
The user of this equipment will generally have the sole responsibility for any malfunction, which results from improper
use, faulty maintenance, or by repair by anyone other than an accredited repairer.
CAUTION
Match regulator to cylinder. NEVER CONNECT a regulator designed for a particular gas or gases to a
cylinder containing any other gas.
INLET
CONNECTION
OUTLET
CONNECTION
FLOW GAUGE (DELIVERY)
PRESSURE
ADJUSTING
SCREW
HIGH PRESSURE
GAUGE (SUPPLY)
Art # A-101??
Figure 3-17: Adjusting Flow Rate
NOTE
The regulator/flow meters used with argon based and carbon dioxide shielding gases are different. The
regulator/flow meter supplied is for argon based shielding gases. If carbon dioxide is to be used a suitable
carbon dioxide regulator/flow meter will need to be fitted.
NOTE
All valves downstream of the regulator must be opened to obtain a true flow rate reading on the outlet
gauge. (Welding power source must be triggered) Close the valves after the pressure has been set.
Manual 0-5155 3-23 INSTALLATION/SETUP

FABRICATOR 252i INSTALLATION/SETUP
Installation
1. Remove cylinder valve plastic dust seal. Clean the cylinder valve outlet of impurities that may clog orifices and
damage seats before connecting the regulator.
Crack the valve (open then close) momentarily, pointing the outlet away from people and sources of ignition.
Wipe with a clean lint free cloth.
2. Match regulator to cylinder. Before connecting, check that the regulator label and cylinder marking agree and
that the regulator inlet and cylinder outlet match. NEVER CONNECT a regulator designed for a particular gas
or gases to a cylinder containing any other gas.
3. Connect the regulator inlet connection to cylinder or pipeline and Tighten it firmly but not excessively, with a
suitable spanner.
4. Attach supplied gas line between the regulator output and the desired input at the rear of the power source.
MIG Spool Gun and LIFT TIG in the bottom fitting and regular Fusion MIG Gun in the top fitting.
Ensure that the gas
cylinder is secured to
a building pillar, wall
bracket or otherwise
securely fixed in an
upright position.
Art # A-10549
Figure 3-18: Attach gas line to proper inlet
5. To protect sensitive down-stream equipment a separate safety device may be necessary if the regulator is not
fitted with a pressure relief device.
Operation
With the regulator connected to cylinder or pipeline, and the adjustment screw/knob fully disengaged, pressurize as
follows:
1. Stand to one side of regulator and slowly open the cylinder valve. If opened quickly, a sudden pressure surge
may damage internal regulator parts.
2. With valves on downstream equipment closed, adjust regulator to approximate working pressure. It is recommended that testing for leaks at the regulator connection points be carried out using a suitable leak detection
solution or soapy water.
3. Purge air or other unwanted welding grade shielding gas from equipment connected to the regulator by individually opening then closing the equipment control valves. Complete purging may take up to ten seconds or
more, depending upon the length and size of the hose being purged.
INSTALLATION/SETUP 3-24 Manual 0-5155

INSTALLATION/SETUP FABRICATOR 252i
Adjusting Flow Rate
Figure 3-19: Adjust Flow Rate
With the regulator ready for operation, adjust working flow rate as follows:
1. Slowly turn adjusting screw/knob in (clockwise) direction until the outlet gauge indicates the required flow
rate.
NOTE
It may be necessary to re-check the shielding gas regulator flow rate following the first weld sequence due
to back pressure present within shielding gas hose assembly.
2. To reduce flow rate, allow the welding grade shielding gas to discharge from regulator by opening the downstream valve. Bleed welding grade shielding gas into a well ventilated area and away from any ignition source.
Turn adjusting screw counterclockwise, until the required flow rate is indicated on the gauge. Close downstream
valve.
3. Adjust regulator pressure adjusting screw to the required flow rate, indicated on gauge dial. (Refer to Figure
3-19)
The gas flow rate should be adequate to cover the weld zone to stop weld porosity. Excessive gas flow rates may
cause turbulence and weld porosity.
Argon or argon based gas flow rates:
- Workshop welding: 28 - 35 CFH
- Outdoor welding: 35 - 46 CFH
Shutdown
Close cylinder valve whenever the regulator is not in use. To shut down for extended periods (more than 30 minutes).
1. Close cylinder or upstream valve LIFT Tightly.
2. Open downstream equipment valves to drain the lines. Bleed gas into a well ventilated area and away from
any ignition source.
3. After gas is drained completely, disengage adjusting screw and close downstream equipment valves.
4. Before transporting cylinders that are not secured on a cart designed for such purposes, remove regulators.
Manual 0-5155 3-25 INSTALLATION/SETUP

FABRICATOR 252i INSTALLATION/SETUP
3.18 Set-up MIG (GMAW) Welding with Gas Shielded MIG Wire
The Fabricator 252i is supplied with a Tweco Fusion 250 AMP air-cooled MIG Gun. The Tweco Fusion 250A MIG Gun
is designed with an ergonomic handle and fewer parts to cause performance problems. The Fusion MIG Gun uses
standard readily available Tweco Velocity consumable parts.
When using a non shielded wire, you need to have an external gas source attached to the unit.
For most Non Shielded Wire, connect the Work Lead to the negative - terminal and connect the MIG Gun polarity lead
to the positive + terminal. If in doubt, consult the MIG electrode wire manufacturer.
Ensure that the gas
cylinder is secured to
a building pillar, wall
bracket or otherwise
securely fixed in an
upright position.
Connect MIG Gun Polarity
Terminal to +/Positive
(Dinse® type 50)
+
-
Negative Output
Terminal
(Dinse® type 50)
Art # A-10550
Figure 3-20: MIG Gun Polarity Positive
1. Turn the Main ON/OFF switch OFF (located on the rear panel).
2. Check that the MIG wire size, contact tip, MIG Gun liner and drive roll groove are all the same size before fitting
the MIG wire into the Power Source.
3. Connect the MIG Gun Polarity Lead to the positive welding terminal (+). If in doubt, consult the MIG electrode
wire manufacturer. Welding current flows from the Power Source via heavy duty bayonet type terminals. It is
essential, however, that the male plug is inserted and turned securely to achieve a sound electrical connection.
4. Fit the MIG wire spool and Fusion MIG Gun to the Power Source. (Refer to section 3.08 to 3.12 ).
5. Connect the work lead to the negative welding terminal (-). If in doubt, consult the MIG electrode wire manufacturer. Welding current flows from the Power Source via heavy duty bayonet type terminals. It is essential,
however, that the male plug is inserted and turned securely to achieve a sound electrical connection.
6. Fit the welding grade shielding gas regulator/flow gauge to the shielding gas cylinder (refer to Section 3.17)
then connect the shielding gas hose from the rear of the power source to the regulator/flow gauge outlet.
7. Turn the Main ON/OFF switch ON (located on the rear panel).
8. Select MIG mode with the process selection control. (Refer to Section 3.06.3 for further information)
9. Remove the Fusion MIG Gun nozzle and contact tip.
10. Depress MIG Gun trigger to feed the MIG wire out. Then fit the contact tip on the MIG wire and hand tighten
the nozzle in place.
11. Refer to the Weld Guide located on the inside of the wire feed compartment door for further information on
Voltage/Wirespeed settings.
INSTALLATION/SETUP 3-26 Manual 0-5155

INSTALLATION/SETUP FABRICATOR 252i
WARNING
Before connecting the work clamp to the work make sure the mains power supply is switched OFF.
Secure the welding grade shielding gas cylinder in an upright position by chaining it to a suitable stationary
support to prevent falling or tipping.
CAUTION
Loose welding terminal connections can cause overheating and result in the male plug being fused in the
terminal.
Remove any packaging material prior to use. DO NOT block the air vents at the front or rear of the Welding
Power Source.
NOTE
Depending on the type of wire you will be using the MIG Gun polarity may need to be switched. Follow the
wire manufacturers recommendation.
3.19 Set-up for MIG (FCAW) Welding with Gasless MIG Wire
The Fabricator 252i is supplied with a Tweco Fusion 250 AMP air-cooled MIG Gun. The Tweco Fusion 250A MIG Gun
is designed with an ergonomic handle and fewer parts to cause performance problems. The Fusion MIG Gun uses
standard readily available Tweco Velocity consumable parts.
When using a gasless flux cored wire, you do not need to have an external gas source attached to the unit. For most
Self Shielded Flux Cored Wire, connect the Work Lead to the positive + terminal and connect the MIG Torch polarity
lead to the negative - terminal. If in doubt, consult the Flux Cored electrode wire manufacturer.
Connect MIG Torch Polarity
Terminal to -/Negative
®
(Dinse
+
-
Positive Output
Terminal
®
(Dinse
type 50)
type 50)
Art # A-10551
Figure 3-21: MIG Gun Polarity Negative
1. Turn the Main ON/OFF switch OFF (located on the rear panel).
Manual 0-5155 3-27 INSTALLATION/SETUP

FABRICATOR 252i INSTALLATION/SETUP
2. Check that the MIG wire size, contact tip, MIG Gun liner and drive roll groove are all the same size before fitting
the MIG wire into the Power Source.
3. Connect the MIG Gun Polarity Lead to the negative welding terminal (-). If in doubt, consult the MIG electrode
wire manufacturer. Welding current flows from the Power Source via heavy duty bayonet type terminals. It is
essential, however, that the male plug is inserted and turned securely to achieve a sound electrical connection.
4. Fit the MIG (FCAW) wire spool and MIG Gun to the Power Source. (Refer to section 3.08 to 3.12).
5. Connect the work lead to the positive welding terminal (+). If in doubt, consult the MIG electrode wire manufacturer. Welding current flows from the Power Source via heavy duty bayonet type terminals. It is essential,
however, that the male plug is inserted and turned securely to achieve a sound electrical connection.
6. If gasless MIG (FCAW) wire is fitted then shielding gas is not required for welding. Otherwise fit the welding
grade shielding gas regulator/flow gauge to the shielding gas cylinder (refer to Section 3.17) then connect the
shielding gas hose from the rear of the power source to the regulator/flow gauge outlet.
7. Turn the Main ON/OFF switch ON (located on the rear panel).
8. Select MIG mode with the process selection control. (Refer to Section 3.06.4 for further information)
9. Remove the MIG Gun nozzle and contact tip.
10. Depress MIG Gun trigger to feed the MIG wire out. Then fit the contact tip on the MIG wire and hand tighten
the nozzle in place.
11. Refer to the Weld Guide located on the inside of the wire feed compartment door for further information on
Voltage/Wirespeed settings.
WARNING
Before connecting the work clamp to the work make sure the mains power supply is switched OFF.
CAUTION
Loose welding terminal connections can cause overheating and result in the male plug being fused in the
terminal.
Remove any packaging material prior to use. DO NOT block the air vents at the front or rear of the Welding
Power Source.
NOTE
Depending on the type of wire you will be using the MIG Gun polarity may need to be switched. Follow the
wire manufacturers recommendation.
3.20 Set-up for LIFT TIG (GTAW) Welding
!
WARNING
Before any welding is to begin, be sure to wear all appropriate and recommended safety equipment.
NOTE
The following steps will assume that you have already set up the proper shielding gas as outlined in Sub
Section 3.17.
INSTALLATION/SETUP 3-28 Manual 0-5155

INSTALLATION/SETUP FABRICATOR 252i
NOTE
The following set up is known as Straight Polarity or DC Electrode Negative. This is commonly used for
DC LIFT TIG welding on most materials such as steel and stainless steel.
1. Switch the ON/OFF Switch (located on the rear panel) to OFF.
2. Connect the work lead cable to the positive output terminal, and the LIFT TIG Torch cable to the negative output
terminal. Refer to Figure 3-23.
3. Connect the gas line/hose to the proper shielding gas source. Refer to Figure 3-23.
4. Slowly open the Argon Cylinder Valve to the fully open position.
5. Connect the work lead clamp to your work piece.
6. The tungsten must be ground to a blunt point (similar to a pencil) in order to achieve optimum welding results.
See illustration. It is critical to grind the tungsten electrode in the direction the grinding wheel is turning. Grind
at a 30 degree angle and never to a sharp point.
2 to 2-1/2 Times
Electrode Diameter
Electrode
Art # A-00503_AB
Figure 3-22: Electrode sharpening
7. Install the tungsten with approximately 1/8" to 1/4"(3.2mm to 6.4mm) sticking out from the gas cup, ensuring
you have correct sized collet.
8. Tighten the back cap.
9. Turn the switch to the “ON” position. The power L.E.D. light should illuminate.
10. Set the welding process to LIFT TIG.
11. Set the Weld Current Control Knob to the desired amperage.
Art # A-10580
Ensure that the gas
cylinder is secured to
a building pillar, wall
bracket or otherwise
securely fixed in an
+
-
Negative Output
Terminal
(Dinse® type 50)
upright position.
Figure 3-23: Setup for LIFT TIG (GTAW) Welding
12. You are now ready to begin LIFT TIG Welding.
Manual 0-5155 3-29 INSTALLATION/SETUP

FABRICATOR 252i INSTALLATION/SETUP
3.21 Set-up for STICK Metal Arc Welding (SMAW)
!
WARNING
Before any welding is to begin, be sure to wear all appropriate and recommended safety equipment.
NOTE
The following set up is known as DC Electrode Positive or reverse polarity. Please consult with the
STICK electrode manufacturer for specific polarity recommendations.
1. Switch the ON/OFF Switch (located on the rear panel) to OFF.
2. Attach the STICK and Work Leads as shown in Figure 3-24.
Art # A-10553
+
Figure 3-24: Setup for STICK Welding reverse polarity shown.
3. Set the welding process to STICK.
4. Set the Weld Current Control Knob to the desired amperage.
5. Install a STICK electrode in the electrode holder.
6. You are now ready to begin STICK Welding.
To weld, gently strike the electrode on the work piece to generate a welding arc, and slowly move along
the work piece while holding a consistent arc length above base metal.
-
NOTE
Negative Output
Terminal
(Dinse® type 50)
INSTALLATION/SETUP 3-30 Manual 0-5155

BASIC WELDING FABRICATOR 252i
Shielding Gas
SECTION 4:
BASIC WELDING GUIDE
4.01 MIG (GMAW/FCAW) Basic Welding
Technique
Two different welding processes are covered in this section (GMAW and FCAW), with the intention of providing
the very basic concepts in using the MIG mode of welding,
where a MIG Gun is hand held, and the electrode (welding
wire) is fed into a weld puddle, and the arc is shielded
by an inert welding grade shielding gas or inert welding
grade shielding gas mixture.
GAS METAL ARC WELDING (GMAW): This process, also
known as MIG welding, CO2 welding, Micro Wire Welding,
short arc welding, dip transfer welding, wire welding etc.,
is an electric arc welding process which fuses together the
parts to be welded by heating them with an arc between
a solid continuous, consumable electrode and the work.
Shielding is obtained from an externally supplied welding
grade shielding gas or welding grade shielding gas mixture. The process is normally applied semi automatically;
however the process may be operated automatically and
can be machine operated. The process can be used to
weld thin and fairly thick steels, and some non-ferrous
metals in all positions.
Shielding Gas
Molten Weld Metal
Solidified
Weld Metal
Nozzle
Electrode
Arc
Base Metal
Nozzle
(Optional)
Flux Cored
Electrode
Arc
Base Metal
Art # A-08992_AB
Slag
(Optional)
Molten Metal
Molten
Slag
Solidified
Weld Metal
FCAW Process
Figure 4-2
Position of MIG Gun
The angle of MIG Gun to the weld has an effect on the
width of the weld.
Push
Vertical
Drag/Pull
Art # A-07185_AB
Figure 4-3
The MIG Gun should be held at an angle to the weld joint.
(See Secondary Adjustment Variables below)
Hold the MIG Gun so that the welding seam is viewed at all
times. Always wear the welding helmet with proper filter
lenses and use the proper safety equipment.
CAUTION
GMAW Process
Art # A-8991_AB
Do NOT pull the MIG Gun back when the arc is
Figure 4-1
established. This will create excessive wire extension (stick-out) and make a very poor weld.
FLUX CORED ARC WELDING (FCAW): This is an electric
arc welding process which fuses together the parts to be
welded by heating them with an arc between a continuous flux filled electrode wire and the work. Shielding is
The electrode wire is not energized until the MIG Gun
trigger switch is depressed. The wire may therefore be
placed on the seam or joint prior to lowering the helmet.
obtained through decomposition of the flux within the
tubular wire. Additional shielding may or may not be obtained from an externally supplied gas or gas mixture. The
process is normally applied semi automatically; however
the process may be applied automatically or by machine. It
is commonly used to weld large diameter electrodes in the
flat and horizontal position and small electrode diameters
in all positions. The process is used to a lesser degree for
welding stainless steel and for overlay work.
Manual 0-5155 4-1 BASIC WELDING

FABRICATOR 252i BASIC WELDING
10° to 20° Longitudinal
Direction of Travel
5° to 15°
Longitudinal
Angle
90°
Transverse
Angle
5° to 15°
Longitudinal Angle
Direction of
Figure 4-4
Travel
Figure 4-5
Direction of
Travel
30° to 60°
Transverse Angle
Art # A-08994
10°
Longitudinal Angle
30° to 60°
Transverse
Angle
30° to 60°
Transverse Angle
Overhead Weld
Direction of Travel
Vertical Fillet Welds
Figure 4-6
Angle
30° to 60°
Transverse
Angle
Art # A-08995
5° to 15°
Longitudinal
Angle
Art # A-08996
Figure 4-7
Distance from the MIG Gun Nozzle to the Work Piece
The electrode wire stick out from the MIG Gun nozzle should be between 3/8" - 3/4" (10 - 20 mm). This distance may
vary depending on the type of joint that is being welded.
Travel Speed
The speed at which the molten pool travels influences the width of the weld and penetration of the welding run.
MIG Welding (GMAW) Variables
Most of the welding done by all processes is on carbon steel. The items below describe the welding variables in shortarc welding of .023 - 1/4" (0.6 mm - 6.4 mm) mild sheet or plate. The applied techniques and end results in the GMAW
process are controlled by these variables.
Preselected Variables
Preselected variables depend upon the type of material being welded, the thickness of the material, the welding position, the deposition rate and the mechanical properties. These variables are:
• Type of electrode wire
• Size of electrode wire
• Type of gas (not applicable for FCAW self shielding wires)
• Gas flow rate (not applicable for FCAW self shielding wires)
Primary Adjustable Variables
These control the process after preselected variables have been found. They control the penetration, bead width, bead
height, arc stability, deposition rate and weld soundness. They are:
• Arc Voltage
• Welding current (wire feed speed)
• Travel speed
BASIC WELDING 4-2 Manual 0-5155

BASIC WELDING FABRICATOR 252i
Transverse
Direction of Gun Travel
Secondary Adjustable Variables
These variables cause changes in primary adjustable
variables which in turn cause the desired change in the
bead formation. They are:
1. Sick-out (distance between the end of the contact tube (tip) and the end of the electrode wire).
Maintain at about 3/8" (10 mm) stick-out
2. Wire Feed Speed. Increase in wire feed speed
increases weld current, Decrease in wire feed
speed decreases weld current.
Gas Nozzle
Tip to
Work Distance
Average Arc Length
Electrode Stick-Out
Contact Tip (Tube)
Electrode Wire
Actual Stick-out
Art # A-08997_AD
Figure 4-8
3. Nozzle Angle. This refers to the position of the MIG
Gun in relation to the joint. The transverse angle
is usually one half the included angle between
plates forming the joint. The longitudinal angle is
the angle between the centre line of the MIG Gun
and a line perpendicular to the axis of the weld.
The longitudinal angle is generally called the
Nozzle Angle and can be either trailing (pulling)
or leading (pushing). Whether the operator is left
handed or right handed has to be considered to
realize the effects of each angle in relation to the
direction of travel.
Angle
Leading or “Pushing”
Angle
(Forward Pointing)
Nozzle Angle, Right Handed Operator
Establishing the Arc and Making Weld Beads
Before attempting to weld on a finished piece of work, it
is recommended that practice welds be made on a sample
metal of the same material as that of the finished piece.
The easiest welding procedure for the beginner to experiment with MIG welding is the flat position. The equipment
is capable of flat, vertical and overhead positions.
For practicing MIG welding, secure some pieces of 1/16"
or 3/16" (1.6 mm or 5.0 mm) mild steel plate 6" x 6" (150
mm x 150 mm). Use .035" (0.9 mm) flux cored gasless
wire or a solid wire with shielding gas.
Setting of the Power Source
Power source and Wirefeeder setting requires some practice by the operator, as the welding plant has two control
settings that have to balance. These are the Wirespeed
control (refer to section 3.06.4) and the welding Voltage
Control (refer to section 3.06.10). The welding current
is determined by the Wirespeed control, the current will
increase with increased Wirespeed, resulting in a shorter
arc. Less wire speed will reduce the current and lengthen
the arc. Increasing the welding voltage hardly alters the
current level, but lengthens the arc. By decreasing the
voltage, a shorter arc is obtained with a little change in
current level.
90°
Figure 4-10
Trailing or “Pulling”
Angle
(Backward Pointing)
Art # A-08999_AC
When changing to a different electrode wire diameter, different control settings are required. A thinner electrode
Longitudinal
Angle
wire needs more Wirespeed to achieve the same current
level.
A satisfactory weld cannot be obtained if the Wirespeed
and Voltage settings are not adjusted to suit the electrode
Axis of Weld
Transverse and Longitudinal
Nozzle Axes
Figure 4-9
Art # A-08998_AB
wire diameter and the dimensions of the work piece.
If the Wirespeed is too high for the welding voltage,
“stubbing” will occur as the wire dips into the molten
pool and does not melt. Welding in these conditions
normally produces a poor weld due to lack of fusion. If,
however, the welding voltage is too high, large drops will
form on the end of the wire, causing spatter. The correct setting of voltage and Wirespeed can be seen in the
shape of the weld deposit and heard by a smooth regular
arc sound. Refer to the Weld Guide located on the inside
of the wirefeed compartment door for setup information.
Manual 0-5155 4-3 BASIC WELDING

FABRICATOR 252i BASIC WELDING
Electrode Wire Size Selection
The choice of Electrode wire size and shielding gas used depends on the following:
• Thicknessofthemetaltobewelded
• Typeofjoint
• CapacityofthewirefeedunitandPowerSource
• Theamountofpenetrationrequired
• Thedepositionraterequired
• Thebeadproledesired
• Thepositionofwelding
• Costofthewire
4.02 MIG (GMAW/FCAW) Welding Troubleshooting
Solving Problems Beyond the Welding Terminals
The general approach to fix MIG (GMAW/FCAW) welding problems is to start at the wire spool then work through
to the MIG Gun. There are two main areas where problems occur with GMAW; Porosity and Inconsistent wire feed.
Problem 1 - Porosity
When there is a gas problem the result is usually porosity within the weld metal. Porosity always stems from some
contaminant within the molten weld pool which is in the process of escaping during solidification of the molten metal.
Contaminants range from no gas around the welding arc to dirt on the work piece surface. Porosity can be reduced
by checking the following points.
FAULT/CONDITION CAUSE
1 Shielding gas cylinder contents
and flow meter.
2 Gas leaks. Check for gas leaks between the regulator/cylinder connec-
3 Internal gas hose in the Power
Source.
4 Welding in a windy environment. Shield the weld area from the wind or increase the gas flow.
5 Welding dirty, oily, painted,
oxidized or greasy plate.
6 Distance between the MIG Gun
nozzle and the work piece.
7 Maintain the MIG Gun in good
working order.
Ensure that the shielding gas cylinder is not empty and the
flow meter is correctly adjusted to 31.75 CFH.
tion and in the gas hose to the Power Source.
Ensure the hose from the solenoid valve to the MIG Gun
adaptor has not fractured and that it is connected to the MIG
Gun adaptor.
Clean contaminates off the work piece.
Keep the distance between the MIG Gun nozzle and the work
piece to a minimum.
A Ensure that the gas holes are not blocked and gas is exiting
out of the torch nozzle.
B Do NOT restrict gas flow by allowing spatter to build up inside
the MIG Gun nozzle.
C Check that the MIG Gun O-rings are not damaged.
Table 4-1: MIG (GMAW / FCAW) Welding Troubleshooting
BASIC WELDING 4-4 Manual 0-5155

BASIC WELDING FABRICATOR 252i
!
Problem 2 - Inconsistent Wire Feed
WARNING
Disengage the feed roll when testing for gas flow by ear.
Wire feeding problems can be reduced by checking the following points.
FAULT CAUSE
1 Feed roller driven by motor in the
cabinet slipped.
2 Wire spool unwound and tangled. Wire spool brake is too loose.
3 Worn or incorrect feed roller size. A Use a feed roller matched to the size you are welding.
4 Wire rubbed against the misaligned
guides and reduced wire feed ability.
5 Liner blocked with swarf. A Increased amounts of swarf are produced by the wire passing
6 Incorrect or worn contact tip. A The Velocity contact tip transfers the weld current to the electrode
Wire spool brake is too tight.
B Replace feed roller if worn.
Misalignment of inlet/outlet guides
through the feed roller when excessive pressure is applied to the
pressure roller adjuster.
B Swarf can also be produced by the wire passing through an incor-
rect feed roller groove shape or size.
C Swarf is fed into the conduit liner where it accumulates thus
reducing wire feed ability.
wire. If the hole in the contact tip is too large then arcing may
occur inside the contact tip resulting in the wire jamming in the
contact tip.
B When using soft wire such as aluminum it may become jammed
in the contact tip due to expansion of the wire when heated. A
Velocity contact tip designed for soft wires should be used.
7
Poor work lead contact to work piece. If the work lead has a poor electrical contact to the work piece
then the connection point will heat up and result in a reduction of
power at the arc.
8 Bent liner. This will cause friction between the wire and the liner thus reduc-
ing wire feed ability
Table 4-2: Wire Feeding Problems
Manual 0-5155 4-5 BASIC WELDING

FABRICATOR 252i BASIC WELDING
Basic MIG (GMAW/FCAW) Welding Troubleshooting
FAULT CAUSE REMEDY
1 Undercut A Welding arc voltage too high. A Decrease voltage or increase the wire feed speed.
B Incorrect MIG Gun angle B Adjust angle.
C Excessive heat input C Increase the MIG Gun travel speed and/or decrease
welding current by decreasing the voltage or
decreasing the wire feed speed.
2 Lack of penetration A Welding current too low A Increase welding current by increasing wire feed
speed and increasing voltage.
B Joint preparation too narrow
or gap too tight
C Shielding gas incorrect C Change to a gas which gives higher penetration.
3 Lack of fusion Voltage too low Increase voltage.
4 Excessive spatter A Voltage too high A Decrease voltage or increase the wirespeed control.
B Voltage too low B Increase the voltage or decrease wirespeed.
5 Irregular weld shape A Incorrect voltage and current
settings. Convex, voltage too
low. Concave, voltage too high.
B Wire is wandering. B Replace Velocity contact tip.
C Incorrect shielding gas C Check shielding gas.
D Insufficient or excessive heat
input
6 Weld cracking A Weld beads too small A Decrease travel speed
B Weld penetration narrow and
deep
C Excessive weld stresses C Increase weld metal strength or revise design.
D Excessive voltage D Decrease voltage.
B Increase joint angle or gap.
A Adjust voltage and current by adjusting the voltage
control and the wirespeed control.
D Adjust the wirespeed control or the voltage control.
B Reduce current and voltage and increase MIG Gun
travel speed or select a lower penetration shielding gas.
E Cooling rate too fast E Slow the cooling rate by preheating part to be welded
or cool slowly.
7 Cold weld puddle A Loose welding cable connection. A Check all welding cable connections.
B Low primary voltage B Contact supply authority.
C Fault in power source C Have an Accredited Thermal Arc Service Provider test
then replace the faulty component.
8 Arc does not have
a crisp sound that
short arc exhibits
when the wirefeed
speed and voltage are
adjusted correctly.
9 Poor weld result from
setup chart parameters
BASIC WELDING 4-6 Manual 0-5155
The MIG Gun has been con-
nected to the wrong voltage
polarity on the front panel.
Contact tip has arc marks in
the bore causing excessive
drag on the wire.
Table 4-3: MIG (GMAW /FCAW) Welding Problems
Connect the MIG Gun to the positive (+) welding
terminal for solid wires and gas shielded flux cored
wires. Refer to the electrode wire manufacturer for
the correct polarity.
Replace the contact tip with only a Genuine Tweco
Velocity contact tip.

BASIC WELDING FABRICATOR 252i
Art # A-07688
Art # A-07689
4.03 STICK (SMAW) Basic Welding Technique
Size of Electrode
The electrode size is determined by the thickness of metals being joined and can also be governed by the type of
welding machine available. Small welding machines will
only provide sufficient current (amperage) to run the
smaller size electrodes.
For thin sections, it is necessary to use smaller electrodes
otherwise the arc may burn holes through the job. A little
practice will soon establish the most suitable electrode
for a given application.
Storage of Electrodes
Always store electrodes in a dry place and in their original
containers.
Electrode Polarity
C. Cast Iron
Most types of cast iron, except white iron, are weldable. White iron, because of its extreme brittleness,
generally cracks when attempts are made to weld
it. Trouble may also be experienced when welding
white-heart malleable, due to the porosity caused by
gas held in this type of iron.
D. Copper and alloys
The most important factor is the high rate of heat
conductivity of copper, making preheating of heavy
sections necessary to give proper fusion of weld and
base metal.
Arc Welding Practice
The techniques used for arc welding are almost identical
regardless of what types of metals are being joined. Naturally enough, different types of electrodes would be used
for different metals as described in the preceding section.
Electrodes are generally connected to the ELECTRODE
HOLDER with the Electrode Holder connected positive
polarity. The WORK LEAD is connected negative polarity
and is connected to the work piece. If in doubt consult the
electrode data sheet or your nearest Accredited Thermal
Arc Distributor.
Effects of Arc Welding Various Materials
A. High tensile and alloy steels
The two most prominent effects of welding these
steels are the formation of a hardened zone in the
weld area, and, if suitable precautions are not taken,
the occurrence in this zone of under-bead cracks
may result. Hardened zone and under-bead cracks in
the weld area may be reduced by using the correct
electrodes, preheating, using higher current settings,
using larger electrodes sizes, short runs for larger
electrode deposits or tempering in a furnace.
Hydrogen controlled Electrodes must be used for
this application.
B. Austenitic manganese steels
Welding Position
The electrodes dealt with in this publication can be used
in most positions, i.e. they are suitable for welding in
flat, horizontal, vertical and overhead positions. Numerous applications call for welds to be made in positions
intermediate between these. Some of the common types
of welds are shown in Figures 4-11 through 4-18.
Art # A-07687
Figure 4-11: Flat Position, Down Hand Butt Weld
Figure 4-12: Flat Position, Gravity Fillet Weld
The effect on manganese steel of slow cooling from
high temperatures is to embrittle it. For this reason it
is absolutely essential to keep manganese steel cool
during welding by quenching after each weld or skip
welding to distribute the heat.
Figure 4-13: Horizontal Position, Butt Weld
Manual 0-5155 4-7 BASIC WELDING

FABRICATOR 252i BASIC WELDING
Art # A-07690
Art# A-07693
Figure 4-14: Horizontal-Vertical (HV) Position
Art A-07691
Figure 4-15: Vertical Position, Butt Weld
Art # A-07692
Figure 4-16: Vertical Position, Fillet Weld
Figure 4-17: Overhead Position, Butt Weld
Art # A-07694
Figure 4-18: Overhead Position, Fillet Weld
Joint Preparations
In many cases, it will be possible to weld steel sections without any special preparation. For heavier sections and for
repair work on castings, etc., it will be necessary to cut or grind an angle between the pieces being joined to ensure
proper penetration of the weld metal and to produce sound joints.
In general, surfaces being welded should be clean and free of rust, scale, dirt, grease, etc. Slag should be removed
from oxy-cut surfaces. Typical joint designs are shown in Figure 4-19.
BASIC WELDING 4-8 Manual 0-5155

BASIC WELDING FABRICATOR 252i
(
Open Square Butt
Joint
Gap varies from
1/16” (1.6mm) to 3/16” (4.8mm)
depending on plate thickness
Single Vee Butt Joint
Lap Joint
Fillet Joint
Corner Weld
Not less than
45°
Single Vee Butt Joint
1/16” (1.6mm)
Double Vee Butt Joint
Tee Joints
Fillet both sides of the
joint)
Edge Joint
1/16” (1.6mm)
Not less than
70°
Not less than
70°
1/16” (1.6mm) max
1/16” (1.6mm) max
Plug Weld Plug Weld
Art # A-10672
Figure 4-19: Typical Joint Designs for Arc Welding
Arc Welding Technique - A Word to Beginners
For those who have not yet done any welding, the simplest way to commence is to run beads on a piece of scrap plate.
Use mild steel plate about 1/4" (6.4 mm) thick and a 1/8" (3.2 mm) electrode. Clean any paint, loose scale or grease
off the plate and set it firmly on the work bench so that welding can be carried out in the downhand position. Make
sure that the work clamp is making good electrical contact with the work, either directly or through the work table.
For light gauge material, always clamp the work lead directly to the job, otherwise a poor circuit will probably result.
The Welder
Place yourself in a comfortable position before beginning to weld. Get a seat of suitable height and do as much work as
possible sitting down. Don't hold your body tense. A taut attitude of mind and a tensed body will soon make you feel
tired. Relax and you will find that the job becomes much easier. You can add much to your peace of mind by wearing
a leather apron and gauntlets. You won't be worrying then about being burnt or sparks setting alight to your clothes.
Place the work so that the direction of welding is across, rather than to or from, your body. The electrode holder lead
should be clear of any obstruction so that you can move your arm freely along as the electrode burns down. If the lead
is slung over your shoulder, it allows greater freedom of movement and takes a lot of weight off your hand. Be sure
the insulation on your cable and electrode holder is not faulty, otherwise you are risking an electric shock.
Manual 0-5155 4-9 BASIC WELDING

FABRICATOR 252i BASIC WELDING
20°-30°
Striking the Arc
Making Welded Joints
Practice this on a piece of scrap plate before going on to
more exacting work. You may at first experience difficulty
due to the tip of the electrode "sticking" to the work piece.
This is caused by making too heavy a contact with the
work and failing to withdraw the electrode quickly enough.
A low amperage will accentuate it. This freezing-on of the
tip may be overcome by scratching the electrode along
the plate surface in the same way as a match is struck.
As soon as the arc is established, maintain a 1/16" -1/8"
(1.6 mm - 3.2 mm) gap between the burning electrode
end and the parent metal. Draw the electrode slowly along
as it melts down.
Another difficulty you may meet is the tendency, after the
arc is struck, to withdraw the electrode so far that the arc
is broken again. A little practice will soon remedy both
of these faults.
20°
Art # A-10673
1/16” (1.6 mm)
Figure 4-20: Striking an Arc
Arc Length
The securing of an arc length necessary to produce a neat
weld soon becomes almost automatic. You will find that a
long arc produces more heat. A very long arc produces a
crackling or spluttering noise and the weld metal comes
across in large, irregular blobs. The weld bead is flattened
and spatter increases. A short arc is essential if a high
quality weld is to be obtained although if it is too short
there is the danger of it being blanketed by slag and the
electrode tip being solidified in. If this should happen, give
the electrode a quick twist back over the weld to detach it.
Contact or "touch-weld" electrodes such as E7014 do not
stick in this way, and make welding much easier.
Having attained some skill in the handling of an electrode,
you will be ready to go on to make up welded joints.
A. Butt Welds
Set up two plates with their edges parallel, as shown
in Figure 4-21, allowing 1/16" - 3/32" (1.6 mm - 2.4
mm) gap between them and tack weld at both ends.
This is to prevent contraction stresses from the cooling weld metal pulling the plates out of alignment.
Plates thicker than 1/4" (6.4 mm) should have their
mating edges beveled to form a 70º to 90º included
angle. This allows full penetration of the weld metal
to the root. Using a 1/8" (3.2 mm) E7014 electrode at
100 amps, deposit a run of weld metal on the bottom
of the joint.
Do not weave the electrode, but maintain a steady
rate of travel along the joint sufficient to produce a
well-formed bead. At first you may notice a tendency
for undercut to form, but keeping the arc length short,
the angle of the electrode at about 20º from vertical,
and the rate of travel not too fast, will help eliminate
this. The electrode needs to be moved along fast
enough to prevent the slag pool from getting ahead
of the arc. To complete the joint in thin plate, turn the
job over, clean the slag out of the back and deposit
a similar weld.
Electrode
Tack Weld
Tack Weld
Art # A-07697_AB
Figure 4-21: Butt Weld
Rate of Travel
After the arc is struck, your next concern is to maintain
it, and this requires moving the electrode tip towards the
Art # A-07698
molten pool at the same rate as it is melting away. At the
same time, the electrode has to move along the plate to
Figure 4-22: Weld Build up Sequence
form a bead. The electrode is directed at the weld pool at
about 20º from the vertical. The rate of travel has to be
adjusted so that a well-formed bead is produced.
If the travel is too fast, the bead will be narrow and strung
out and may even be broken up into individual globules.
If the travel is too slow, the weld metal piles up and the
bead will be too large.
BASIC WELDING 4-10 Manual 0-5155

BASIC WELDING FABRICATOR 252i
Heavy plate will require several runs to complete the
joint. After completing the first run, chip the slag out
and clean the weld with a wire brush. It is important
to do this to prevent slag being trapped by the second
run. Subsequent runs are then deposited using either
a weave technique or single beads laid down in the
sequence shown in Figure 4-22. The width of weave
should not be more than three times the core wire
diameter of the electrode. When the joint is completely
filled, the back is either machined, ground or gouged
out to remove slag which may be trapped in the root,
and to prepare a suitable joint for depositing the
backing run. If a backing bar is used, it is not usually
necessary to remove this, since it serves a similar
purpose to the backing run in securing proper fusion
at the root of the weld.
B. Fillet Welds
These are welds of approximately triangular crosssection made by depositing metal in the corner of two
faces meeting at right angles. Refer to Figure 4-14.
A piece of angle iron is a suitable specimen with which
to begin, or two lengths of strip steel may be tacked
together at right angles. Using a 1/8" (3.2 mm) E7014
electrode at 100 amps, position angle iron with one
leg horizontal and the other vertical. This is known
as a horizontal-vertical (HV) fillet. Strike the arc and
immediately bring the electrode to a position perpendicular to the line of the fillet and about 45º from the
vertical. Some electrodes require to be sloped about
20º away from the perpendicular position to prevent
slag from running ahead of the weld. Refer to Figure
4-23. Do not attempt to build up much larger than
1/4" (6.4 mm) width with a 1/8" (3.2 mm) electrode,
otherwise the weld metal tends to sag towards the
base, and undercut forms on the vertical leg. Multiruns can be made as shown in Figure 4-24. Weaving
in HV fillet welds is undesirable.
6
3
1
5
2
4
Figure 4-24: Multi-runs in HV Fillet Weld
C. Vertical Welds
1. Vertical Up
Tack weld a three feet length of angle iron to your
work bench in an upright position. Use a 1/8"
(3.2 mm) E7014 electrode and set the current at
100 amps. Make yourself comfortable on a seat
in front of the job and strike the arc in the corner
of the fillet. The electrode needs to be about 10º
from the horizontal to enable a good bead to be
deposited. Refer Figure 4-25. Use a short arc, and
do not attempt to weave on the first run. When
the first run has been completed de-slag the weld
deposit and begin the second run at the bottom.
This time a slight weaving motion is necessary
to cover the first run and obtain good fusion at
the edges. At the completion of each side motion,
pause for a moment to allow weld metal to build
up at the edges, otherwise undercut will form and
too much metal will accumulate in the centre of the
weld. Figure 4-26 illustrates multi-run technique
and Figure 4-27 shows the effects of pausing at
the edge of weave and of weaving too rapidly.
Art # A-07701
Art # A-07700_AB
45° from
vertical
60° - 70° from line
of weld
Figure 4-25: Single Run Vertical Fillet Weld
Art # A-07699_AB
Figure 4-23: Electrode Position for HV Fillet Weld
Manual 0-5155 4-11 BASIC WELDING

FABRICATOR 252i BASIC WELDING
Art # A-07702
Figure 4-28: Overhead Fillet Weld
Art # A-07704
Figure 4-26: Multi Run Vertical Fillet Weld
Art # A-07703
Figure 4-27: Examples of Vertical Fillet Welds
2. Vertical Down
The E7014 electrode makes welding in this position
particularly easy. Use a 1/8" (3.2 mm) electrode at
100 amps. The tip of the electrode is held in light
contact with the work and the speed of downward
travel is regulated so that the tip of the electrode
just keeps ahead of the slag. The electrode should
point upwards at an angle of about 45º.
3. Overhead Welds
Apart from the rather awkward position necessary,
overhead welding is not much more difficult that
downhand welding. Set up a specimen for overhead
welding by first tacking a length of angle iron at right
angles to another piece of angle iron or a length of
waste pipe. Then tack this to the work bench or
hold in a vice so that the specimen is positioned in
the overhead position as shown in the sketch. The
electrode is held at 45º to the horizontal and tilted
10º in the line of travel (Figure 4-28). The tip of
the electrode may be touched lightly on the metal,
which helps to give a steady run. A weave technique
is not advisable for overhead fillet welds. Use a 1/8"
(3.2 mm) E6013 electrode at 100 amps, and deposit
the first run by simply drawing the electrode along
at a steady rate. You will notice that the weld deposit
is rather convex, due to the effect of gravity before
the metal freezes.
Distortion
Distortion in some degree is present in all forms of
welding. In many cases it is so small that it is barely
perceptible, but in other cases allowance has to be made
before welding commences for the distortion that will
subsequently occur. The study of distortion is so complex
that only a brief outline can be attempted hear.
The Cause of Distortion
Distortion is caused by:
A. Contraction of Weld Metal:
Molten steel shrinks approximately 11 per cent in
volume on cooling to room temperature. This means
that a cube of molten metal would contract approximately 2.2 per cent in each of its three dimensions.
In a welded joint, the metal becomes attached to the
side of the joint and cannot contract freely. Therefore,
cooling causes the weld metal to flow plastically, that
is, the weld itself has to stretch if it is to overcome the
effect of shrinking volume and still be attached to the
edge of the joint. If the restraint is very great, as, for
example, in a heavy section of plate, the weld metal
may crack. Even in cases where the weld metal does
not crack, there will still remain stresses "Locked-up"
in the structure. If the joint material is relatively weak,
for example, a butt joint in 5/64" (2.0 mm) sheet,
the contracting weld metal may cause the sheet to
become distorted.
BASIC WELDING 4-12 Manual 0-5155

BASIC WELDING FABRICATOR 252i
Upsetting
Weld
B. Expansion and Contraction of Parent Metal in
the Fusion Zone:
While welding is proceeding, a relatively small
volume of the adjacent plate material is heated to a
very high temperature and attempts to expand in all
directions. It is able to do this freely at right angles
to the surface of the plate (i.e., "through the weld",
but when it attempts to expand "across the weld" or
"along the weld", it meets considerable resistance, and
to fulfill the desire for continued expansion, it has to
deform plastically, that is, the metal adjacent to the
weld is at a high temperature and hence rather soft,
and, by expanding, pushes against the cooler, harder
metal further away, and tends to bulge (or is "upset".
When the weld area begins to cool, the "upset" metal
attempts to contract as much as it expanded, but,
because it has been "upset" it does not resume its
former shape, and the contraction of the new shape
exerts a strong pull on adjacent metal. Several things
can then happen.
The metal in the weld area is stretched (plastic deformation), the job may be pulled out of shape by the
powerful contraction stresses (distortion), or the weld
may crack, in any case, there will remain "locked-up"
stresses in the job. Figures 4-29 and 4- 30 illustrate
how distortion is created.
Hot
Weld
Hot
Expansion with
compression
Cool
Art # A-07705_AB
Figure 4-29: Parent Metal Expansion
B. Distribution of Stresses
Distortion may be reduced by selecting a welding
sequence which will distribute the stresses suitably
so that they tend to cancel each other out. See Figures 4-30 through 4-33 for various weld sequences.
Choice of a suitable weld sequence is probably the
most effective method of overcoming distortion,
although an unsuitable sequence may exaggerate it.
Simultaneous welding of both sides of a joint by two
welders is often successful in eliminating distortion.
C. Restraint of Parts
Forcible restraint of the components being welded is
often used to prevent distortion. Jigs, positions, and
tack welds are methods employed with this in view.
D. Presetting
It is possible in some cases to tell from past experience or to find by trial and error (or less frequently,
to calculate) how much distortion will take place in a
given welded structure. By correct pre-setting of the
components to be welded, constructional stresses
can be made to pull the parts into correct alignment.
A simple example is shown in Figure 4-31.
E. Preheating
Suitable preheating of parts of the structure other
than the area to be welded can be sometimes used
to reduce distortion. Figure 4-32 shows a simple
application. By removing the heating source from b
and c as soon as welding is completed, the sections
b and c will contract at a similar rate, thus reducing
distortion.
Art # A-07706_AB
Figure 4-30: Parent Metal Contraction
Overcoming Distortion Effects
There are several methods of minimizing distortion effects.
A. Peening
Permanent Upset
Contraction
with tension
Art # A-07707
Figure 4-31: Principle of Presetting
Art # A-07708
B
Weld
C
PreheatPreheat
This is done by hammering the weld while it is still
hot. The weld metal is flattened slightly and because of
this the tensile stresses are reduced a little. The effect
Dotted lines show effect if no preheat is used
Figure 4-32: Reduction of Distortion by Preheating
of peening is relatively shallow, and is not advisable
on the last layer.
Manual 0-5155 4-13 BASIC WELDING

FABRICATOR 252i BASIC WELDING
Art # A-07709
Figure 4-33: Examples of Distortion
3
Art # A-07710_AB
1
2
Block Sequence.
The spaces between the welds are
filled in when the welds are cool.
Figure 4-34: Welding Sequence
2
1
3
4
Art # A-07711_AB
Figure 4-35: Step back Sequence
Art # A-07428_AB
Figure 4-36: Chain Intermittent Welding
Art # A-07713_AB
Figure 4-37: Staggered Intermittent Welding
Electrode Selection Chart
Metal Being Joined Electrode Comments
Mild Steel E6010 This electrode is used for all-position welding or for welding on
rusty, dirty, less-than-new metal. It has a deep, penetrating arc and is
used for pipe and repair welding.
Mild Steel E6011 This electrode is used for all-position welding on sheet metal or
for welding on plated, dirty, painted or greasy steel. It has a deep,
penetrating arc and is often the first choice for repair or maintenance
work.
Mild Steel E6013 This all-position, electrode is used for welding clean, new sheet
metal. Its soft arc has minimal spatter, moderate penetration and an
easy-to-clean slag.
Mild Steel E7014 All positional, easy to use electrode for use on thicker steel than
E6013. Especially suitable for sheet metal lap joints and fillet welds,
general purpose plate welding.
Mild Steel E7018 A low-hydrogen, all-position electrode used when quality is an
issue or for hard-to-weld metals. It has the capability of producing
more uniform weld metal, which has better impact properties at low
temperatures.
Cast Iron ENi-Cl Suitable for joining all cast irons except white cast iron.
Stainless Steel E318L-16 High corrosion resistances. Ideal for dairy work etc.
Table 4-4: Thermal Arc Electrode Selection Chart
BASIC WELDING 4-14 Manual 0-5155

BASIC WELDING FABRICATOR 252i
4.04 STICK (SMAW) Welding Troubleshooting
FAULT CAUSE REMEDY
1 Welding current
varying
2 A gap is left by
failure of the weld
metal to fill the
root of the weld.
3 Non-metallic par-
ticles are trapped
in the weld metal.
ARC FORCE is set at a value that causes the welding
current to vary excessively
with the arc length.
Reduce the ARC FORCE until welding current is
reasonably constant while prohibiting the electrode from sticking to the work piece when you
“dig” the electrode into the workpiece.
A Welding current too low A Increase welding current.
B Electrode too large for
B Use smaller diameter electrode.
joint.
C Insufficient gap. C Allow wider gap.
A Non-metallic particles may
be trapped in undercut
A If a bad undercut is present clean slag out and
cover with a run from a smaller gauge electrode.
from previous run.
B Joint preparation too
restricted.
C Irregular deposits allow
B Allow for adequate penetration and room for
cleaning out the slag.
C If very bad, chip or grind out irregularities.
slag to be trapped.
D Lack of penetration with
slag trapped beneath weld
bead.
D Use smaller electrode with sufficient current to
give adequate penetration. Use suitable tools to
remove all slag from comers.
E Rust or mill scale is pre-
E Clean joint before welding.
venting full fusion.
F Wrong electrode for posi-
tion in which welding is
done.
Art # A-04273
F Use electrodes designed for position in which
welding is done, otherwise proper control of slag
is difficult.
Incorrect sequence
Insufficient
gap
Figure 4-38: Example of insufficient gap or incorrect sequence
Table 4-5a:
Manual 0-5155 4-15 BASIC WELDING

FABRICATOR 252i BASIC WELDING
FAULT CAUSE REMEDY
4 A groove has been
formed in the base
metal adjacent to
the toe of a weld
and has not been
filled by the weld
metal (undercut).
5 Portions of the
weld run do not
fuse to the surface
of the metal or
edge of the joint.
A Welding current is too
A Reduce welding current.
high.
B Welding arc is too long. B Reduce the length of the welding arc.
C Angle of the electrode is
incorrect.
D Joint preparation does not
allow correct electrode
C Electrode should not be inclined less than 45° to
the vertical face.
D Allow more room in joint for manipulation of the
electrode.
angle.
E Electrode too large for
E Use smaller gauge electrode.
joint.
F Insufficient deposit time at
edge of weave.
G Power source is set for
F Pause for a moment at edge of weave to allow
weld metal buildup.
G Set power source to STICK (SMAW) mode.
MIG (GMAW) welding.
A Small electrodes used on
A Use larger electrodes and preheat the plate.
heavy cold plate.
B Welding current is too low. B Increase welding current.
C Wrong electrode angle. C Adjust angle so the welding arc is directed more
into the base metal.
D Travel speed of electrode
D Reduce travel speed of electrode.
is too high.
E Scale or dirt on joint
E Clean surface before welding.
surface.
Lack of fusion caused by dirt,
electrode angle incorrect,
rate of travel too high
Lack of side fusion, scale
dirt, small electrode,
amperage too low
Lack of inter-run fusion
Art # A-04274_AB
Lack of Root Fusion
Figure 4-39: Example of Lack of Fusion
Table 4-5b: STICK (SMAW) metal welding trouble shooting
BASIC WELDING 4-16 Manual 0-5155

BASIC WELDING FABRICATOR 252i
4.05 TIG (GTAW) Basic Welding Technique
Gas Tungsten Arc Welding (GTAW) or TIG (Tungsten Inert Gas) as it is commonly referred to, is a welding process in
which fusion is produced by an electric arc that is established between a single tungsten (non-consumable) electrode
and the work piece. Shielding is obtained from a welding grade shielding gas or welding grade shielding gas mixture
which is generally Argon based. A filler metal may also be added manually in some circumstances depending on the
welding application.
A-09658_AB
Gas Cup
Either Ceramic,
Work Piece
Can Be Any Commercial
Metal
Welds Made With or Without
Addition of Filler Metal
High-lmpact or
Water Cooled
Metal
Tungsten Electrode
Non-Consumable
Inert Gas
Shields Electrode
and Weld Puddle
Figure 4-6: TIG (GTAW) Welding Application Shot
Tungsten Electrode Current Ranges
Electrode Diameter DC Current (Amps)
0.040” (1.0mm) 30-60
1/16” (1.6mm) 60-115
3/32” (2.4mm) 100-165
1/8” (3.2mm) 135-200
5/32” (4.0mm) 190-280
3/16” (5mm) 250-340
Table 4-7: Current Ranges for Various Tungsten Electrode Sizes
Guide for Selecting Filler Wire Diameter
Filler Wire Diameter DC Current Range (Amps)
1/16” (1.6mm) 20-90
3/32” (2.4mm) 65-115
1/8” (3.2mm) 100-165
3/16” (5mm) 200-350
Table 4-8: Filler Wire Selection Guide
Manual 0-5155 4-17 BASIC WELDING

FABRICATOR 252i BASIC WELDING
Tungsten Electrode Types
Electrode Type
(Ground Finish)
Thoriated 2%
Zirconated 1%
Ceriated 2%
Welding Application Features Color Code
DC welding of mild
steel, stainless steel
and copper
High quality AC welding of aluminum,
magnesium and their
alloys.
AC & DC welding of
mild steel, stainless
steel, copper, aluminum, magnesium and
their alloys
Excellent arc starting,
Long life, High current
carrying capacity
Self cleaning, Long
life, Maintains balled
end, High current carrying capacity.
Longer life, More
stable arc, Easier
starting, Wider current
range, Narrower more
concentrated arc.
Table 4-9
NOTE
The Fabricator 252i Inverter is not suited for AC TIG welding.
Red
White
Grey
TIG Welding Filler Rods
Base Metal
Thickness
0.040”
1.0mm
0.045”
1.2mm
1/16”
1.6mm
1/8”
3.2mm
3/16”
4.8mm
1/4”
6.4mm
TIG Welding is generally regarded as a specialized process that requires operator competency. While many of the
principles outlined in the previous Arc Welding section are applicable a comprehensive outline of the TIG Welding
process is outside the scope of this Operating Manual.
DC Current
for Mild
Steel
35-45
40-50
45-55
50-60
60-70
70-90
80-100
90-115
115-135
140-165
160-175
170-200
DC Current
for Stainless
Steel
20-30
25-35
30-45
35-50
40-60
50-70
65-85
90-110
100-125
125-150
135-160
160-180
Tungsten
Electrode
Diameter
0.040”
1.0mm
0.040”
1.0mm
1/16”
1.6mm
1/16”
1.6mm
3/32”
2.4mm
1/8”
3.2mm
Table 4-10
Filler Rod
Diameter (if
required)
1/16”
1.6mm
1/16”
1.6mm
1/16”
1.6mm
3/32”
2.4mm
1/8”
3.2mm
5/32”
4.0mm
Argon Gas
Flow Rate
CFH
10-15 Butt/Corner
10-15 Butt/Corner
15 Butt/Corner
15 Butt/Corner
20 Butt/Corner
20 Butt/Corner
Joint Type
Lap/Fillet
Lap/Fillet
Lap/Fillet
Lap/Fillet
Lap/Fillet
Lap/Fillet
BASIC WELDING 4-18 Manual 0-5155

BASIC WELDING FABRICATOR 252i
4.06 TIG (GTAW) Welding Problems
FAULT CAUSE REMEDY
1 Excessive beard build up
or poor penetration or poor
fusion at edges of weld.
2 Weld bead too wide and
flat or undercut at edges
of weld or excessive burn
through.
3 Weld bead too small or
insufficient penetration or
ripples in bead are widely
spaced apart.
4 Weld bead too wide or
excessive bead build up or
excessive penetration in
butt joint.
5 Uneven leg length in fillet
joint
6 Electrode melts or oxidizes
when an arc is struck.
Welding current is too
low
Welding current is too
high
Travel speed too fast Reduce travel speed.
Travel speed too slow Increase travel speed.
Wrong placement of
filler rod
A TIG Torch lead connect-
ed to positive welding
terminal.
Increase weld current and/or faulty joint
preparation.
Decrease weld current.
Re-position filler rod.
A Connect TIG Torch lead to negative weld-
ing terminal.
B No gas flowing to weld-
ing region.
C TIG Torch is clogged
with dust or dirt.
D
Gas hose is cut. D Replace gas hose.
E Gas passage contains
impurities.
F Gas regulator turned
OFF.
G TIG Torch valve is
turned OFF.
H The electrode is too
small for the welding
current.
I Power source is set for
MIG welding.
B Check the gas lines for kinks or breaks
and gas cylinder contents.
C Clean TIG Torch.
E Disconnect gas hose from the rear of
Power Source then raise gas pressure
and blow out impurities.
F Turn ON.
G Turn ON.
H Increase electrode diameter or reduce the
welding current.
I Set Power Source to LIFT TIG mode.
Manual 0-5155 4-19 BASIC WELDING

FABRICATOR 252i BASIC WELDING
FAULT CAUSE REMEDY
7 Dirty weld pool A Electrode contaminated
by contact with work
piece or filler rod material.
B Work piece surface has
foreign material on it.
C Gas contaminated with
air.
8 Poor weld finish Inadequate shielding
gas.
9 Arc start is not smooth. A Tungsten electrode is
too large for the welding current.
B The wrong electrode
is being used for the
welding job.
C Gas flow rate is too
high.
A Clean the electrode by grinding off the
contaminates.
B Clean surface.
C Check gas lines for cuts and loose fitting
or change gas cylinder.
Increase gas flow or check gas line for
gas flow problems.
A Select the right size electrode. Refer to
Table 4-7 Thermal Arc Electrode Selection
Chart.
B Select the right electrode type. Refer to
Table 4-9 Thermal Arc Electrode Selection
Chart.
C Select the right rate for the welding job.
Refer to Table 4-11.
10 Arc flutters during TIG
welding.
D Incorrect shielding gas
is being used.
E Poor work clamp con-
nection to work piece.
Tungsten electrode is
too large for the welding current.
Table 4-11: TIG (GTAW) Welding Problems
D Select the right shielding gas.
E Improve connection to work piece.
Select the right size electrode. Refer to
Table 4-7 Thermal Arc Electrode Selection
Chart.
BASIC WELDING 4-20 Manual 0-5155

PROBLEMS/SERVICE FABRICATOR 252i
SECTION 5: POWER SOURCE PROBLEMS AND ROUTINE SERVICE
REQUIREMENTS
5.01 Power Source Problems
Error Code CAUSE REMEDY
ERR 01Over Temperature
Fault
ERR 02Input Power Fault Signal from Power board
ERR 03VBIAS Voltage Low
Fault
ERR
04
ERR 08Input Sensor Fault Unexpected reading of voltage
ERR
09
ERR 10Inverter Output Fault Substandard output voltage
ERR
14
ERR
15
ERR
23
Ground Fault Excessive current detected
Fan Fault Cooling Fan Failure detected
Trigger Fault Fault occurred detecting
Wirefeed Fault Welder detects prolonged
Weld Fault Welder detected a fault during
OverTemp signal from
Power board indicates Over
temperature fault condition of
power components
indicates input power voltage
is out of range (too high or
too low)
Controller board circuit
monitor indicates 15 volt
supply is too low
(< 13.7 VDC)
on Ground wire of power
connection
or current sensor during
power-up self test
on Inverter board
condition detected by
controller before weld started
trigger state/condition
open circuit during MIG weld
the weld process
A. Decrease duty cycle of welding activity
B. Ensure that air vents are not blocked/
obstructed
C. Consult an Accredited Thermal Arc Service
Provider.
A. Check input power connections and cables
for damage or improper insertion
B. Verify input voltage levels meet product
requirements
Consult an Accredited Thermal Arc Service
Provider.
A. Isolate welder chassis from work piece.
Check workpiece ground connection.
B. Check for MIG wire feed problem in spool/
feedplate. Verify wire is not contacting
chassis.
A. Inspect ribbon cable between power supply
and display board.
B. Consult an accredited Thermal Arc service
provider.
A. Examine fan vents for potential obstruction.
B. Consult an Accredited Thermal Arc Service
Provider.
Consult an Accredited Thermal Arc Service
Provider.
A. Trigger may be already activated when MIG
process mode is selected - verify that trigger
is not accidentally activated
B. Trigger may be faulty and/or dirty, test and
replace MIG Gun/trigger device
A. Inspect MIG wire spool and feedplate for
improper tension or 'bird's nest'.
B. Inspect MIG Gun and cable for damage or
obstruction
C. Consult an Accredited Thermal Arc Service
Provider.
Consult an Accredited Thermal Arc Service
Provider if symptom recurs frequently.
Manual 0-5155 5-1 PROBLEMS AND ROUTINE SERVICE

FABRICATOR 252i PROBLEMS/SERVICE
ERR 24Code Memory Fault Welder detected a fault in
program flash memory
ERR 25Nonvolatile Memory
Fault
ERR 26Unknown PCB Fault Welder control board cannot
ERR 30Service Mode Switch
Fault
ERR
31
ERR
33
ERR
34
ERR
35
Note 1: If the left display is alternate flashing "Err" and "Code" this is indicating that the fault was detected
but has either stopped occurring or is in the process of clearing itself. If this is the case, the flashing error
message will return to normal display functionality within 10 seconds unless another fault occurs. If the left
display shows a steady "Err" this is indicating that the fault is persistent and is still being detected.
Note 2: Flashing Amperage and Voltage displays (when welding) indicates that the machines maximum
output power rating (300A x 26.7V = 8kVA) is being exceeded and the system is automatically reducing the
output. If welding is ceased while the displays are flashing, the last values will be displayed for 10 seconds or
until controls are adjusted.
Controller Fault Welder control board has
Calibration Fault An output (current, voltage,
User Calibration
Abort
Parameter Fault Welder control board has
Welder detected a fault in
parameter NVROM.
identify an attached inverter
board and/or determine its
own identity
SERVICE DIP switch is
enabled
detected a hardware fault on
itself
or motor) fault was detected
while attempting a calibration
process
User-initiated abort/
interruption of an active
calibration process occurred
(usually, release of trigger too
early)
detected a parameter out of
range
Table 5-1: Power Source Problems
Firmware image is corrupted. Consult an
Accredited Thermal Arc Service Provider.
A. Welding may still be possible, but no weld
setting changes can be saved.
B. Consult an Accredited Thermal Arc Service
Provider.
Consult an Accredited Thermal Arc Service
Provider.
Welding is disabled while SERVICE Mode DIP
switch is enabled. Disable SERVICE Mode
switch to resume welding.
Consult an Accredited Thermal Arc Service
Provider if symptom recurs frequently.
A. Check integrity of welder cables, MIG Gun
or electrode holder and retry calibration.
B. Check MIG wire spool, feedplate area for
wire feed issues, correct and retry calibration
Restart/reselect calibration process and retry
calibration when ready.
System Parameter re-initialization has been
automatically performed or is required
(Factory Default Reset)
PROBLEMS AND ROUTINE SERVICE 5-2 Manual 0-5155

PROBLEMS/SERVICE FABRICATOR 252i
!
5.02 Routine Service and Calibration Requirements
WARNING
There are extremely dangerous voltage and power levels present inside this Inverter Power Source. Do
NOT attempt to open or repair unless you are an accredited Thermal Arc Service Provider. Disconnect
the Welding Power Source from the Mains Supply Voltage before disassembling.
Routine Inspection, Testing & Maintenance
A. Testing Schedule
1. For transportable equipment, at least once every 3 months; and
2. For fixed equipment, at least once every 12 months.
The owners of the equipment shall keep a suitable record of the periodic tests and a system of tagging, including the date of the most recent inspection.
A transportable power source is deemed to be any equipment that is not permanently connected and fixed in
the position in which it is operated.
B. Insulation Resistance
Minimum insulation resistance for in-service Thermal Arc Inverter Power Sources shall be measured at a voltage of 500V between the parts referred to in Table 5-2 below. Power sources that do not meet the insulation
resistance requirements set out below shall be withdrawn from service and not returned until repairs have
been performed such that the requirements outlined below are met.
Components to be Tested
Input circuit (including any connected control circuits) to welding circuit
(including any connected control circuits)
All circuits to exposed conductive parts
Welding circuit (including any connected control circuits) to any auxiliary
circuit which operates at a voltage exceeding extra low voltage
Welding circuit (including any connected control circuits) to any auxiliary
circuit which operates at a voltage not exceeding extra low voltage
Separate welding circuit to separate welding circuit
Table 5-2: Minimum Insulation Resistance Requirements: Thermal Arc Inverter Power Sources
Minimum Insulation
Resistance (MΩ)
5
2.5
10
1
1
Manual 0-5155 5-3 PROBLEMS AND ROUTINE SERVICE

FABRICATOR 252i PROBLEMS/SERVICE
C. Earthing/Grounding
The resistance shall not exceed 1Ω between any metal of a power source where such metal is required to be
earthed, and -
1. The earth terminal of a fixed power source; or
2. The earth terminal of the associated plug of a transportable power source
Note that due to the dangers of stray output currents damaging fixed wiring, the integrity of fixed wiring supplying Thermal Arc welding power sources should be inspected by a licensed electrical worker in accordance
with the requirements below -
1. For outlets/wiring and associated accessories supplying transportable equipment - at least once every
3 months; and
2. For outlets/wiring and associated accessories supplying fixed equipment - at least once every 12 months.
D. General Maintenance Checks
Welding equipment should be regularly checked by an accredited Thermal Arc Service Provider to ensure that:
1. Flexible cord is of the multi-core tough rubber or plastic sheathed type of adequate rating, correctly
connected and in good condition.
2. Welding terminals are in suitable condition and are shrouded to prevent inadvertent contact or short
circuit.
3. The Welding System is clean internally, especially from metal filing, slag, and loose material.
E. Accessories
Accessory equipment, including output leads, electrode holders, torches, wire feeders and the like shall be
inspected at least monthly by a competent person to ensure that the equipment is in a safe and serviceable
condition. All unsafe accessories shall not be used.
F. Repairs
If any parts are damaged for any reason, it is recommended that replacement be performed by an accredited
Thermal Arc Service Provider.
Power Source Calibration
A. Schedule
Output testing of all Thermal Arc Power Sources and applicable accessories shall be conducted at regular
intervals to ensure they fall within specified levels. Calibration intervals shall be as outlined below -
1. For transportable equipment, at least once every 3 months; and
2. For fixed equipment, at least once every 12 months.
PROBLEMS AND ROUTINE SERVICE 5-4 Manual 0-5155

PROBLEMS/SERVICE FABRICATOR 252i
B. Calibration Requirements
Where applicable, the tests outlined in Table 5-4 below shall be conducted by an accredited Thermal Arc
service agent.
Testing Requirements
Output current (A) to be checked to ensure it falls within applicable Thermal Arc power source specifications
Output Voltage (V) to be checked to ensure it falls within applicable Thermal Arc power source specifications
Motor Speed (Inches Per Minute) of wire drive motors to be checked to ensure it falls within required Thermal Arc power source / wire feeder specifications
Accuracy of digital meters to be checked to ensure it falls within applicable Thermal Arc power source
specifications
Table 5-4: Calibration Parameters
Periodic calibration of other parameters such as timing functions are not required unless a specific fault has
been identified.
C. Calibration Equipment
All equipment used for Power Source calibration shall be in proper working condition and be suitable for conducting the measurement in question. Only test equipment with valid calibration certificates (NATA certified
laboratories) shall be utilized.
Manual 0-5155 5-5 PROBLEMS AND ROUTINE SERVICE

FABRICATOR 252i PROBLEMS/SERVICE
5.03 Cleaning the Welding Power Source
Warning!
Disconnect input power before maintaining.
Maintain more often if used under severe conditions
Each Use
Visual check of
regulator and pressure
Visually inspect the torch
body and consumables
Replace all
broken parts
Visual check of torch
Consumable parts
Weekly
Visually inspect the
cables and leads.
Replace as needed
3 Months
Clean
exterior
of power supply
6 Months
Bring the unit to an authorized
Thermal Arc Service Provider
to remove any accumulated dirt
and dust from the interior.
This may need to be done more
frequently under exceptionally
dirty conditions.
Art # A-10502
Figure 5-1: Routine Cleaning
PROBLEMS AND ROUTINE SERVICE 5-6 Manual 0-5155

PROBLEMS/SERVICE FABRICATOR 252i
5.04 Cleaning the Feed Rolls
Clean the grooves in the drive rolls frequently. This can
be done by using a small wire brush. Also wipe off, or
clean the grooves on the upper feed roll. After cleaning,
tighten the feed roll retaining knobs.
CAUTION
Do NOT use compressed air to clean the
Welding Power Source. Compressed air
can force metal particles to lodge between
live electrical parts and earthed metal parts
within the Welding Power Source. This may
result in arcing between these parts and their
eventual failure.
Manual 0-5155 5-7 PROBLEMS AND ROUTINE SERVICE

FABRICATOR 252i PROBLEMS/SERVICE
Notes
PROBLEMS AND ROUTINE SERVICE 5-8 Manual 0-5155

REPLACEMENT PARTS FABRICATOR 252i
1
SECTION 6: KEY SPARE PARTS
6.01 Fabricator 252i Power Supply Replacement Panels
4
3
2
5
6
7
Art # A-10784
Figure 6-1
FABRICATOR 252i POWER SOURCE SPARE PARTS (Panels/Sheet Metal)
ITEM PART NUMBER DESCRIPTION
1 W7005323 Latch, Slide
2 W7005366 Door, 252i
3 W7005314 Panel, Rear, 252i
4 W7005367 Panel, Side, 252i
5 W7005303 Bkt, Spool Support, 252i
6 W7005300 Panel, Center, 252i
7 W7005360 Panel, Front 252i
Table 6-1
Manual 0-5155 6-1 REPLACEMENT PARTS

FABRICATOR 252i REPLACEMENT PARTS
1
7
3
4
5
2
6
Figure 6-2
FABRICATOR 252i POWER SOURCE SPARE PARTS (LEFT SIDE)
ITEM PART NUMBER DESCRIPTION
1 W7005311 Spool Hub Assembly
2 W7005353 Wire Drive Assembly, 250i. (Does not include motor)
3 375838-002 Guide, Inlet 0.6-1.6mm
4 See Appendix 1 Roll, Pressure No Groove
5 See Appendix 1 Roll, Feed Dual V
Art # 10332
6 W6000801 Guide, Outlet 0.9-1.2mm
7 W7005354 Motor, Wire Drive, RH, 20VDC.
Table 6-3
REPLACEMENT PARTS 6-2 Manual 0-5155

REPLACEMENT PARTS FABRICATOR 252i
1
2
Art # A-10668
3
4
18
17
14
16
12
15
13
11
Figure 6-3: Right side and Front Replacement Parts
FABRICATOR 252i POWER SOURCE SPARE PARTS (RIGHT SIDE AND FRONT)
ITEM PART NUMBER DESCRIPTION
1 W7005330 PCB, 252i Main Power
2 W7005318 Circuit Breaker, 50A (On Off Switch)
3 W7005316 Fan, 92x38 HS 24V
4 W7005317 Fan, 92x25 LS 24V
5 W7005322 Shroud, Heatsink Tunnel
6 W7005331 PCB, Mov/Bridge, 250A
7 W7005302 Transformer, Main, 250i
8 W7005315 Solenoid,24V,0-0.8MPa
9 W7005351 Inductor, 252i
10 W7005355 Circuit Breaker, PB, 8A
11 W7005354 Motor, Wire Drive, RH, 20VDC
12 W7005357 Socket 10 pin (Note: 10 pin Control Plug Part# is W7005358)
13 W7005304 Dinse, Socket Panel, 50mm
14 W7003036 Socket 8 pin (Note: 8 pin Control Plug Part# is UOA706900)
15 W7005308 Assy, Polarity Cable, 252i
16 W7005335 Knob, 15/64", D Shaft, Snap Fit
17 W7005333 Panel, Control, 252i (w/label)
18 W7005381 PCB, Control Assy, 252i
Table 6-3
10
5
8
9
6
7
Manual 0-5155 6-3 REPLACEMENT PARTS

FABRICATOR 252i REPLACEMENT PARTS
6.02 Tweco Fusion 250A MIG Gun
Torch Part No: FV215TA-3545
Art# A-11673
Figure 6-4: Tweco Fusion 250 A MIG Gun
REPLACEMENT PARTS 6-4 Manual 0-5155

REPLACEMENT PARTS FABRICATOR 252i
Item No. Description Part No.
VNS-50
VNS-50F
VNS-62
Velocity Nozzle*
1
2 Velocity Contact Tip*
Velocity 45˚ Conductor Tube
3
Velocity 60˚ Conductor Tube
4 Handle Halves w/screws F84
5 Trigger – Standard ELC84
6 Trigger Blade Assembly ELC94-BL
7 Gun Hanger 152
VNS-62F
VNS-37
VNS-37F
VNS-75FAS
VTS-23
VTS-30
VTS-35
VTS-40
VTS-45
VTSA-364
VTS-52
VTS-116
VTSA-116
VTS-564
FVCT-S45
FVCT-S60
Item No. Description Part No.
Cablehoz Assembly – 10 ft (3 m) MS210
Cablehoz Assembly – 12 ft (4 m) MS212
Cablehoz Assembly – 15 ft (5 m) MS210
Cablehoz Assembly – 25 ft (8 m) MS225
NS
Cablehoz Assembly, Euro-Kwik
– 12 ft (4 m)
Cablehoz Assembly, Euro-Kwik
8
9
10
11
12
– 15 ft (5 m)
Cablehoz Assembly, Euro-Kwik
– 25 ft (8 m)
Cablehoz Front Mechanical
8A
Connector Replacement Kit
Cablehoz Rear Mechanical
8B
Connector Replacement Kit
Cablehoz Front Mechanical
8C
Connector Replacement Kit for
Euro-Style
9A Miller® Rear Connector 350-174MH
9B Miller® Control Wire & Plug WM354-M
10A Tweco® Rear Connector 350-174H
10B Tweco Control Wire & Plug 35K-350-1
Thermal Arc Control Wire &
10C
Plug
11A Lincoln® Rear Connector 350-174HXL
11B Lincoln® Control Wire & Plug WM354-M
12A Euro-Kwik Connection Assembly 174EX-1
12B Euro-Kwik Nut 174X-2
12C Euro-Kwik Connector Case X6RC
13 Conduit Assembly** **
MS212X
MS215X
MS225X
MS102-RK
MS172-RK
172X-M
WS-354-TA-LC
Table 6-4: Tweco Fusion 250 A MIG Gun Parts
* Patent Pending
** Refer to Tweco Catalog No. for specific parts.
MILLER is a registered trademark of Miller Electric Mfg. Co.; ESAB is a registered trademark of ESAB AB; LINCOLN is a registered trademark of LINCOLN Electric
Co.; The aforementioned registered trademarks are no way affiliated with Tweco Products, Inc. or Victor Technologies. Tweco is a registered trademark of Victor
Technologies.
Manual 0-5155 6-5 REPLACEMENT PARTS

FABRICATOR 252i REPLACEMENT PARTS
This Page Intentionally Blank
REPLACEMENT PARTS 6-6 Manual 0-5155

APPENDIX FABRICATOR 252i
APPENDIX 1: OPTIONS AND ACCESSORIES
Description Part Number
Tweco Fusion 250A MIG Gun, 15ft 1023-1097
26 TIG torch 12.5ft (3.8m); accessory kit with 1/16”, 3/32”, 1/8”
thoriated tungstens with collets, collet bodies No.5,6,7 Alumina
Nozzle - Gas Hose 9” (230mm) long with 5/8” 18 UNF male
fitting, Torch switch & remote current control with 8 pin plug
Gas Hose,12.5ft,Male 5/8-18UNF W4013900
Roll Cage, 252i W4015101
Large HD Cart,Single Cylinder,211i-252i W4015001
Large HD Cart, Dual Cylinder, 211i-252i W4015002
Basic Utility Cart, Single Cylinder, 211i-252i W4014700
Adapter Cable for Miller® Spool Gun SG200M30AJC
Table A-1: Options and Accessories
W4013600
FLUX
CORED
.045”, 1/16”
SOFT
.035”, 3/64”
Art # A-10669
Top
Drive
Roll
Bottom
Drive
Roll
HARD
.023”, .035”
FLUX
CORED
.030”, .035”
Figure A-1: Drive Roll Chart
Wire Size Wire Type Top Drive Roll Bottom Drive Roll Inlet Guide Outlet Guide
.023" (0.6mm) Hard 407002-001 407002-002 375407-001 W6000803
.030" (0.8mm) Hard 407002-001 407002-009 375407-001 W6000804
.035" (0.9mm) Hard 407002-001 407002-009 375407-001 W6000804
.045" (1.2mm) Hard 407002-001 407002-009 375407-001 W6000804
.030" (0.8mm) Flux Cored 375832 407002-009 375407-001 W6000804
.035" (0.9mm) Flux Cored 375832 407002-009 375407-001 W6000804
.045" (1.2mm) Flux Cored 170924-010 170924-010 375407-001 W6000804
1/16" (1.6mm) Flux Cored 170924-001 170924-001 375407-001 W6000805
.035" (0.9mm) Soft 408023-001 408023-001 375647 W6000804
3/64" (1.2mm) Soft 408023-002 408023-002 375647 W6000804
Table A-2: Wire, Drive Roll and Guide Recommended Combinations
Manual 0-5155 A-1 APPENDIX

FABRICATOR 252i APPENDIX
APPENDIX 2: FABRICATOR 252i CIRCUIT DIAGRAM
1
L1
L2
GND
GND
A
FRONT PANEL
J
VIDENT
SOL+
WFSPOT2
VBIAS
TRIG2
MOTOR+
MOTOR-
VPOT2
VPOT1
WFSPOT1
VBIAS
TRIG1
I
E
G
F
H
D
C
B
A
8
7
6
5
N/C
4
3
2
N/C
1
1
2
3
4
5
POT_RETURN
TRIG_SOL_RTN
POT_RETURN
B
TRIG_RETURN
LINE
BREAKER
LOAD
CONTROL BOARD
NOTE 1
FERRITE
AUX TRIG
FRONT PANEL
2
EMI BOARD
1
P2
50
3
C
D
WELD OUTPUT +
WELD OUTPUT -
1
1
FRONT PANEL
NOTES:
1. EMI ASSEMBLY, COMMON MODE CHOKE AND FERRITE (IF USED)
Art # A-10334
1
CURRENT SENSOR
1
2
3
4
INDUCTOR
Rev
2
Revision
3
Date
By
APPENDIX A-2 Manual 0-5155

APPENDIX FABRICATOR 252i
4
123456789
1
CHASSIS GND
BRIDGE + BRIDGE -
BRIDGE / MOV BOARD
P1 P2 P3
NI CANI CA
123
4
10
5
123456789
NOTE 1
COMMON MODE CHOKE
MOTOR
12341324121
101112
P8
6
A
GAS SOL
TIG SOL
BREAKER
FAN
FAN
2
P4
P6P5
DC+
1
2
P7
B
Rev
00 PROTOTYPE
Revision
4
P12
50
2
1
1
2
3
4
5
6
By
GAC 07/12/2011
P9
P10
HI-POT
TEMP SW
P11
P13
HI-POT
1
2
SECSEC CT
TRANSFORMER
PRI PRI
Date
The information contained here in is proprietary to Thermadyne.
Not for release, reproduction or distribution without written consent.
Title
SCHEMATIC
SCH, SYS, NEXT GEN WELDER
5
GND PRI
P14
C
Art # A-10334
Thermadyne World Headquarte rs
16052 Swingley Ridge Road, Suite 300
St Louis, Missouri 63017 USA
Date Printed
Drawn
Size
Drawing Number
7/12/2011
GAC
B
Date Revised
Date
Sheet
7/12/2011
02/14/2011
1 1
D
of
42X500100
6
Manual 0-5155 A-3 APPENDIX

FABRICATOR 252i APPENDIX
Notes
APPENDIX A-4 Manual 0-5155

STATEMENT OF WARRANTY
Effective 08/01/2011
This warranty supersedes all previous
Victor Technologies International, Inc.
LIMITED WARRANTY: Victor Technologies International, Inc. warrants that its products will
be free of defects in workmanship or material. Should any failure to conform to this warranty
appear within the time period applicable to the Victor Technologies products as stated below,
Victor Technologies shall, upon notification thereof and substantiation that the product has
been stored, installed, operated, and maintained in accordance with Victor Technologies’s
specifications, instructions, recommendations and recognized standard industry practice, and
not subject to misuse, repair, neglect, alteration, or accident, correct such defects by suitable
repair or replacement, at Victor Technologies’s sole option, of any components or parts of the
product determined by Victor Technologies to be defective.
THIS WARRANTY IS EXCLUSIVE AND IS IN LIEU OF ANY WARRANTY OF MERCHANTABILITY
OR FITNESS FOR A PARTICULAR PURPOSE.
LIMITATION OF LIABILITY: Victor Technologies shall not under any circumstances be liable
for special or consequential damages, such as, but not limited to, damage or loss of purchased
or replacement goods, or claims of customers of distributor (hereinafter “Purchaser”) for service
interruption.
The remedies of the Purchaser set forth herein are exclusive and the liability of Victor Technologies
with respect to any contract, or anything done in connection therewith such as the performance
or breach thereof, or from the manufacture, sale, delivery, resale, or use of any goods covered
by or furnished by Victor Technologies whether arising out of contract, negligence, strict tort, or
under any warranty, or otherwise, shall not, except as expressly provided herein, exceed the
price of the goods upon which such liability is based.
warranties.
THIS WARRANTY BECOMES INVALID IF REPLACEMENT PARTS OR ACCESSORIES
ARE USED WHICH MAY IMPAIR THE SAFETY OR PERFORMANCE OF ANY VICTOR
TECHNOLOGIES PRODUCT.
THIS WARRANTY IS INVALID IF THE PRODUCT IS SOLD BY NON-AUTHORIZED PERSONS.
The warranty is effective for the time stated below beginning on the date that the authorized
distributor delivers the products to the Purchaser. Notwithstanding the foregoing, in no event
shall the warranty period extend more than the time stated plus 1 year from the date Victor
Technologies delivered the product to the authorized distributor.

WARRANTY SCHEDULE
5 Years Parts* / 3 Years Labor
ArcMaster, Excelarc, Fabricator, Fabstar, PowerMaster
Portafeed, Ultrafeed, Ultima 150, WC 100B
* 5 years on the Original Main Power Transformer and Inductors not mounted on PCBoards.
* 3 years on Power Supply Components
2 Years Parts and Labor Unless specified
Auto-Darkening Welding Helmet (electronic Lens), ** 1 Month Harness Assy
Victor Regulator for Fabricator 181i (No labor)
1 Years Parts and Labor Unless specified
95S, Water recirculators
All Plasma Welding consols (i.e WC-1 Controller, WT Timer,
WF-100 Capstain Feeder, etc)
180 days parts and Labor Unless specified
Plasma Welding Torch and leads packages
Gas Regulators "Supplied with power sources" (No Labor)
90 days parts / No Labor
Remote Controls
MIG and TIG Torches (Supplied with power sources)
Replacement repair parts
30 days parts / No Labor
MIG Torch for Fabricator 181i
5-2-1 years Parts / No Labor
FirePower® Welders
5 Years Parts / No Labor
Victor® Professional
Victor Technologies limited warranty shall not apply to:
Consumable Parts for MIG, TIG, Plasma welding, Plasma cutting and Oxy fuel torches, O-rings, fuses, filters or other parts that fail due normal wear
* Warranty repairs or replacement claims under this limited warranty must be submitted by an authorized Victor Technologies repair facility within thirty (30)
days of the repair.
* No employee, agent, or representative of Victor Technologies is authorized to change this warranty in any way or grant any other warranty, and Victor
Technologies shall not be bound by any such attempt. Correction of non-conformities, in the manner and time provided herein, constitutes fulfillment of Victor
Technologies’s obligations to purchaser with respect to the product.
* This warranty is void, and seller bears no liability hereunder, if purchaser used replacement parts or accessories which, in Victor Technologies's sole
judgment, impaired the safety or performance of any Victor Technologies product. Purchaser’s rights under this warranty are void if the product is sold to
purchaser by unauthorized persons.
 Loading...
Loading...