

Page 1

Verbindungen mit System
The Power of Partnership
D Bedienungsanleitung
GB Instruction Manual
E Manual de
instrucciones
NL Handleiding
F Mode d’emploi
I Manuale d’uso
Prüfstelle
Prüfnummer
geprüfte
MAP 1
Sicherheit
Serialnummer
HE.9843_J © 03/2008 PT
Gustav Klauke GmbH • Auf dem Knapp 46 • D-42855 Remscheid
Telefon ++49 +2191-907-0 • Telefax ++49 +2191-907-141 • www.klauke.textron.com
H Kezelési utasítás
FIN Käyttöohjekirja
RUS Инструкция по
эксплуатации
PL Instrukcja obsługi
CZ Návod k obsluze
N Driftsinstruks
S Bruksanvisning
DK Betjeningsvejledning
Anzahl der Seiten: 172
Page 2

Bedienungsanleitung
MAP 1
913
2
8
7
6
54
Bild/pic./fi g. 1
HE.9843_J © 03/2008
2
Page 3
Bedienungsanleitung
MAP 1
MAP 1 mit Mini-Wechselbacken
Bild/pic./fi g. 2
D
Bild/pic./fi g. 3
Pressbacke mit festem Profi l
HE.9843_J © 03/2008
DC datecode
Year Code Month Code Month Code
2007 A Jan. N July V
2008 B Feb. P Aug. W
2009 C Mar. Q Sept. X
2010 D Apr. R Oct. Y
2011 E May S Nov. Z
2012 F June T Dec. 1
BTA DC B#
_____ __ ___
z.B. 00000 BW 042
Ö batch# z.B. „042“ for the 42. tool
Ö datecode z.B. „BW“ for year 2008, month Aug.
Ö internal order z.B. 00000
Bild/pic./fi g. 4
Wechselbacke mit Einsätzen
A
Gustav Klauke GmbH • Auf dem Knapp 46 • D-42855 Remscheid
B
C
HE.9444_E
MAP1
Schubkraft (Thrust) 15 kN
Nennspannung (Voltage) 9,6V DC
ET
made by
geprüfte
Sicherheit
HE.9839_D
Bild/pic./fi g. 5
mögliche Ausstattung
HE.9443_D
3
Page 4

Bedienungsanleitung
MAP 1
Bild/pic./fi g. 6 Bild/pic./fi g. 7 Bild/pic./fi g. 8
1.
330°
2.
Bild/pic./fi g. 9 Bild/pic./fi g. 10
HE.9843_J © 03/2008
4
Page 5
Bedienungsanleitung
MAP 1
≈
1.
Bild/pic./fi g. 11 Bild/pic./fi g. 12
45°
2.
Bild/pic./fi g. 13 Bild/pic./fi g. 14
HE.9843_J © 03/2008
5
Page 6
Bedienungsanleitung
MAP 1
CLICK
Bild/pic./fi g. 15 Bild/pic./fi g. 16
Bild/pic./fi g. 17 Bild/pic./fi g. 18
HE.9843_J © 03/2008
6
Page 7
Bedienungsanleitung
MAP 1
Bild/pic./fi g. 19 Bild/pic./fi g. 20
CLICK
Bild/pic./fi g. 21 Bild/pic./fi g. 22
HE.9843_J © 03/2008
7
Page 8
Bedienungsanleitung
MAP 1
CLICK
Bild/pic./fi g. 23 Bild/pic./fi g. 24
CLICK
Bild/pic./fi g. 25 Bild/pic./fi g. 26
HE.9843_J © 03/2008
8
Page 9
Bedienungsanleitung
MAP 1
Bild/pic./fi g. 27 Bild/pic./fi g. 28
CLICK
Bild/pic./fi g. 29 Bild/pic./fi g. 30
HE.9843_J © 03/2008
9
Page 10

Bedienungsanleitung
MAP 1
230V
50Hz
Bild/pic./fi g. 31 Bild/pic./fi g. 34Bild/pic./fi g. 32
Bild/pic./fi g. 35 Bild/pic./fi g. 36 Bild/pic./fi g. 37 Bild/pic./fi g. 38 Bild/pic./fi g. 39
≈ 40min.
0 - 40°C
9
Bild/pic./fi g. 33
> 50%
HE.9843_J © 03/2008
10
Page 11
Bedienungsanleitung
MAP 1
Inhaltsangabe
1. Einleitung
2. Aufschriften
3. Gewährleistung
4. Beschreibung der elektro-hydraulischen Preßwerkzeuge
4.1 Beschreibung der Komponenten
4.2 Kurzbeschreibung der wesentlichen Leistungsmerkmale des Gerätes
4.3 Beschreibung der Leuchtdiodenanzeige
5. Hinweise zum bestimmungsgemäßen Gebrauch
5.1 Bedienung des Werkzeuges
5.2 Erläuterung des Anwendungsbereiches
5.3 Verarbeitungshinweise
5.4 Wartungshinweise
5.5 Hinweis zur Verwendung des Akkus und des Ladegerätes
5.6 Aufbewahrung und Transport
6. Verhalten bei Störungen am Preßwerkzeug
7. Technische Daten
8. Außerbetriebnahme/Entsorgung
Symbole
Sicherheitstechnische Hinweise
Bitte unbedingt beachten, um Personen- und Umweltschäden zu vermeiden.
Anwendungstechnische Hinweise
Bitte unbedingt beachten, um Schäden am Werkzeug zu vermeiden.
HE.9843_J © 03/2008
D
1
Page 12
Bedienungsanleitung
MAP 1
1. Einleitung
Vor Inbetriebnahme Ihres Preßwerkzeuges lesen Sie sich die Bedienungsanleitung sorgfältig durch.
Benutzen Sie dieses Werkzeug ausschließlich für den bestimmungsgemäßen Gebrauch unter Berücksichtigung der
allgemeinen Sicherheits und Unfallverhütungsvorschriften.
Diese Bedienungsanleitung ist während der gesamten Lebensdauer des Werkzeuges mitzuführen.
Der Betreiber muß
• dem Bediener die Betriebsanleitung zugänglich machen und
• sich vergewissern, daß der Bediener sie gelesen und verstanden hat.
2. Aufschriften
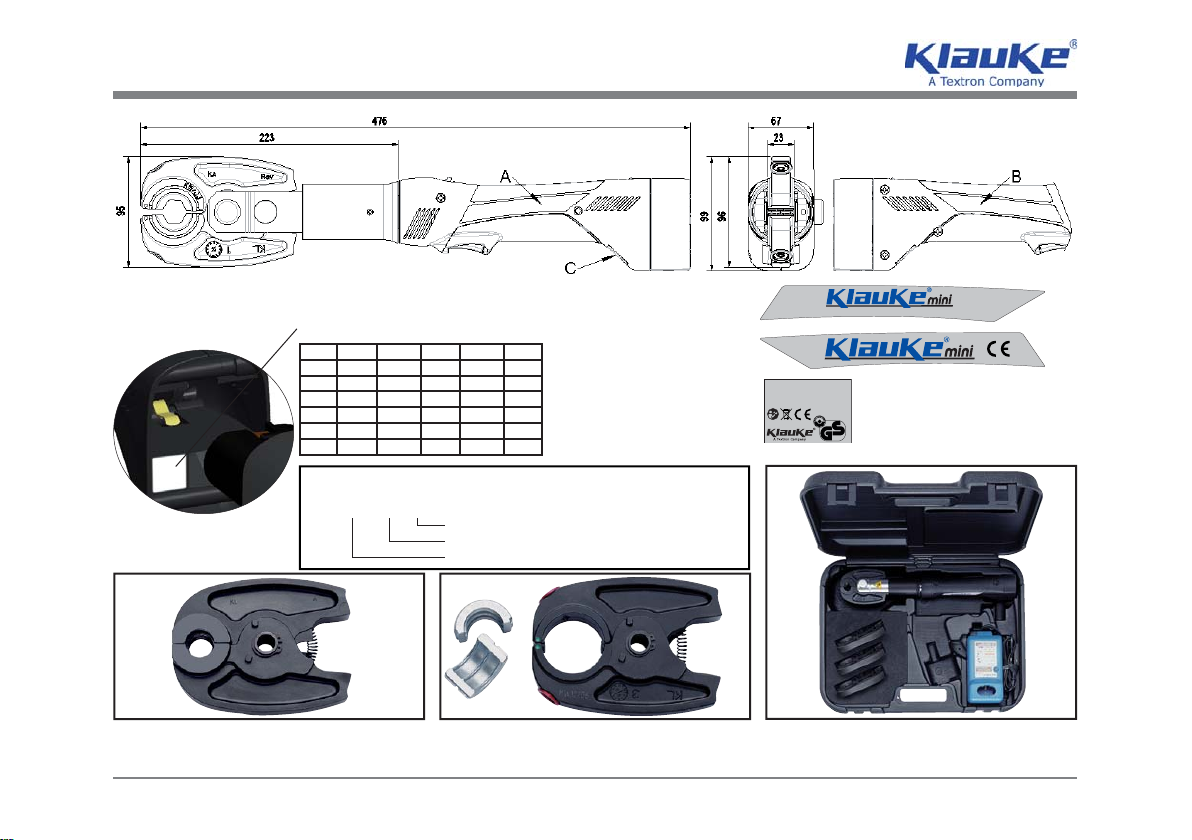
Auf dem Gehäuse fi nden Sie Aufkleber mit der Typbezeichnung, der Herstellerangabe (Bild 2, A+B) und technischen
Daten (Bild 2, C). Die Seriennummer befi ndet sich im Gehäuse nahe dem Akku (Bild 2, D).
3. Garantie
Zusätzlich zu der gesetzlichen Gewährleistung von 2 Jahren für Mängel, die bereits bei Auslieferung unseres Produktes bestehen, gewähren wir Ihnen eine Herstellergarantie von 1 Jahr auf das gesamte Werkzeug sowie auf ausgetauschte Einzelkomponenten bei Reparatur und Wartung.
In diesem Zeitraum beseitigen wir kostenlos alle Mängel, die nachweislich auf Material- oder Fertigungsfehlern beruhen.
Ausgenommen sind Schäden, die auf Nichtbeachtung der Bedienungsanleitung, unsachgemäße Behandlung oder
normalen Verschleiß zurückzuführen sind.
Voraussetzung für die ordnungsgemäße Funktion ist eine regelmäßige Einhaltung der vorgeschriebenen Wartungsintervalle von 1 Jahr.
HE.9843_J © 03/2008
D
2
Page 13
Bedienungsanleitung
MAP 1
4. Beschreibung des elektrohydraulischen Preßwerkzeuges
4.1 Beschreibung der Komponenten
Das hydraulische Preßwerkzeug mit unserer Typbezeichnung MAP 1 ist ein handgehaltenes Gerät und bestehen aus
folgenden Komponenten:
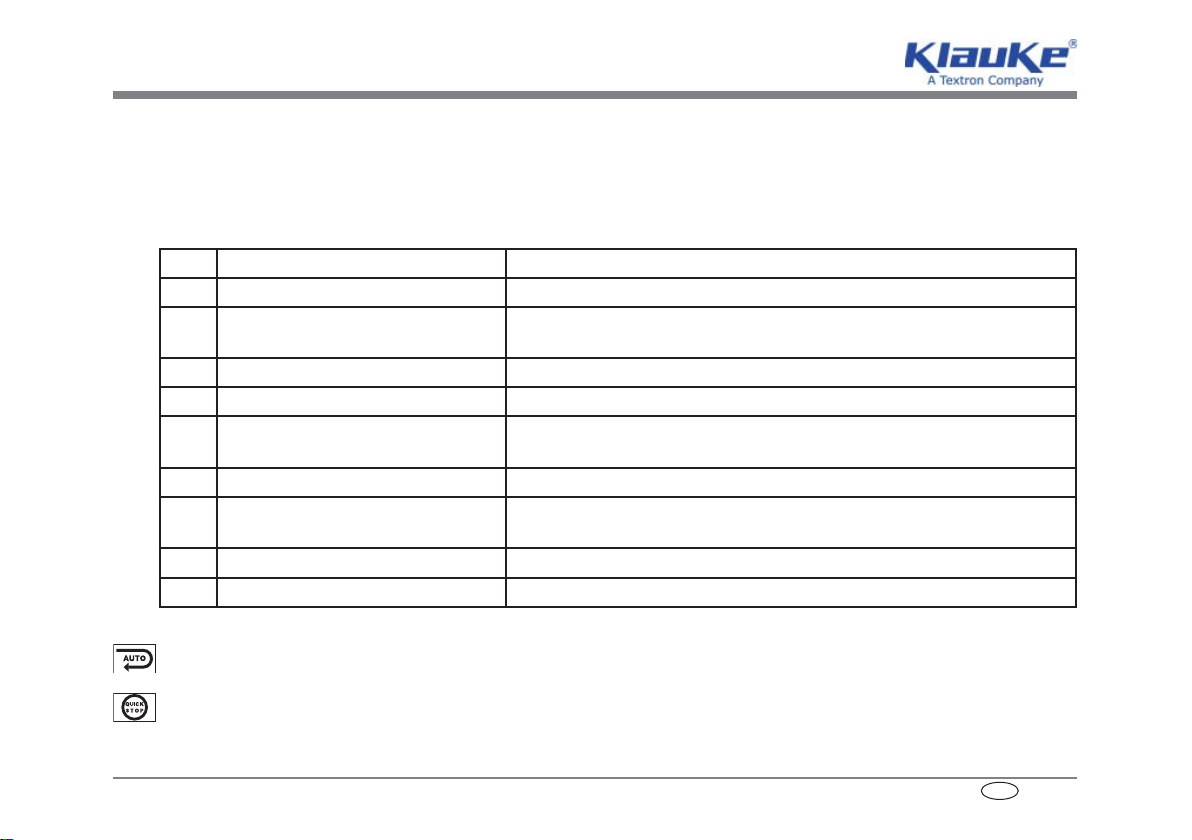
Tabelle 1 (siehe Bild 1)
Pos.-Nr. Bezeichnung Funktion
1 Preßkopf Arbeitseinheit zur Aufnahme der Preßbacken
2 Rückstellschieber Schieber zum Öffnen der Preßbacken im Fehler-, bzw. Notfall
3 Akkuentriegelung Entriegelungsschieber für den Akku
4 Akku (RAM2) wiederaufl adbarer NiMH Akku
5 LED Akku-Kapazität und Wartungsanzeige
6 Bedienungsschalter Auslösung des Preßvorgangs
7 Preßbacke hier: Wechselbacke mit auswechselbaren Werkzeugeinsätzen mit
unterschiedlichen Preßprofi len
8 Verriegelungsbolzen Verschlußvorrichtung zum Verriegeln der Preßbacken
optional:
9 Verriegelung Verriegelung für die Werkzeugeinsätze
HE.9843_J © 03/2008
D
3
Page 14
Bedienungsanleitung
MAP 1
4.2 Kurzbeschreibung der wesentlichen Leistungsmerkmale des Gerätes
Die Maschine besitzt einen automatischen Rücklauf, der den Kolben nach Erreichen der max. Kraft automatisch in
die Ausgangslage zurückfährt.
Die Maschine ist mit einem Nachlaufstop ausgerüstet, der den Vorschub nach Loslassen des Bedienungsschalters
(Bild 1, 6) sofort stoppt.
Die Köpfe sind 330° drehbar, sodaß auch unzugängliche Stellen leichter erreicht werden können (Bild 9).
Die MAP 1 hat ein sehr geringes Gewicht und eine gute Handhabung durch ergonomisches Design.
Die Maschine besitzt eine LED zur Anzeige des Akku-Ladezustands und zur Anzeige der Wartungsintervalle.
Die MAP 1 verfügt über eine besonders sichere Verschlussvorrichtung zum Fixieren der Preßbacken.
Die MAP 1 hat ein leichtgängiges und platzsparendes Verschlusssystem für Presseinsätze bei Wechselbacken.
Bei der MAP 1 fi ndet ein großes Sortiment an Pressbacken und Wechseleinsätzen, die schon seit Jahren im Markt
verbreitet sind, ihre Verwendung.
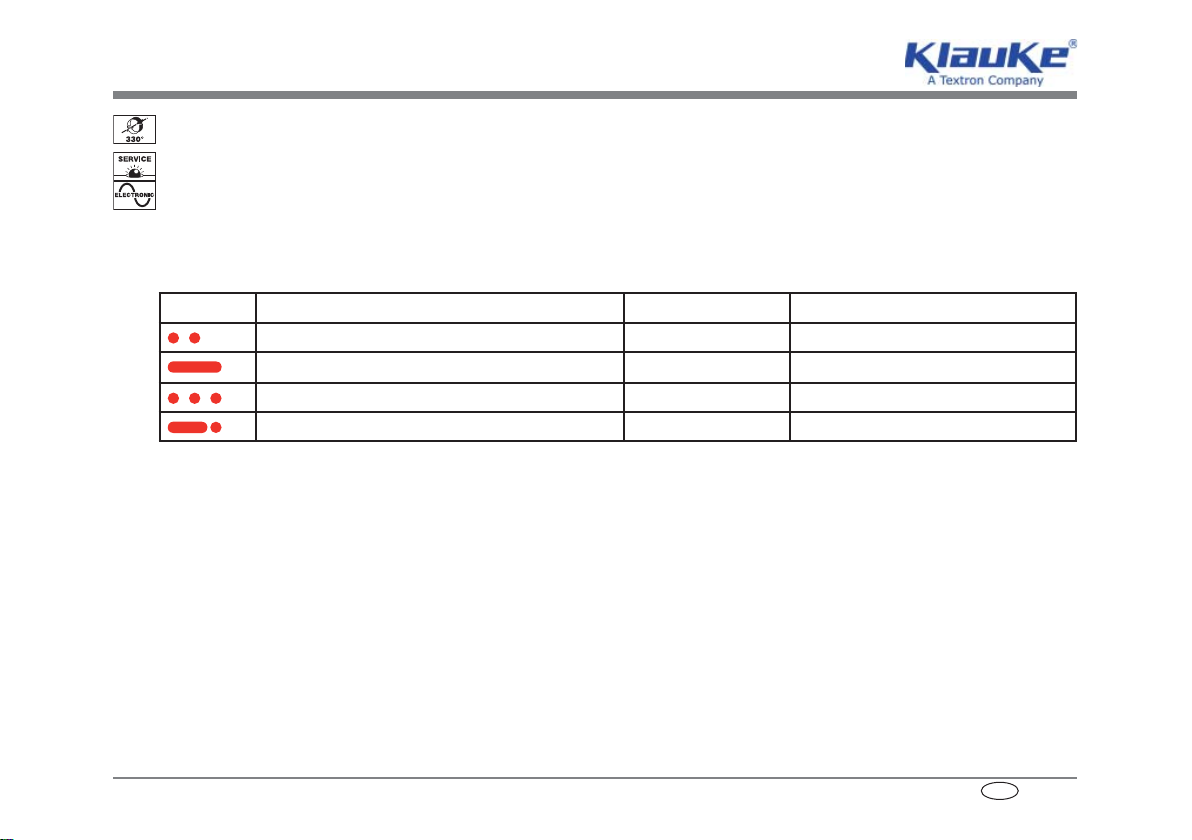
4.3 Beschreibung der Leuchtdiodenanzeige
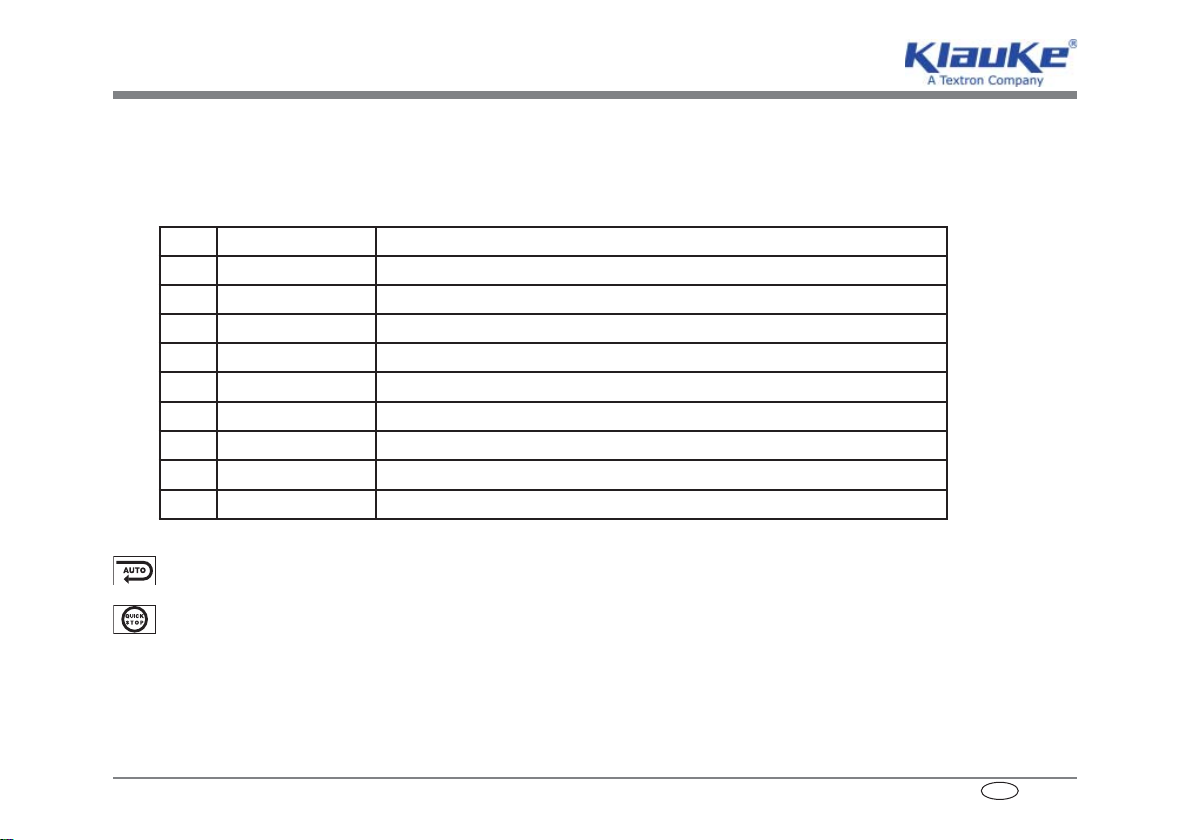
Die Leuchtdiode (Bild 1, 5) dient in Verbindung mit der Steuerungselektronik zur Information über den Zustand des
Akkus (Bild 1, 4) und des Werkzeuges. Im einzelnen leuchtet die Diode in folgenden Fällen:
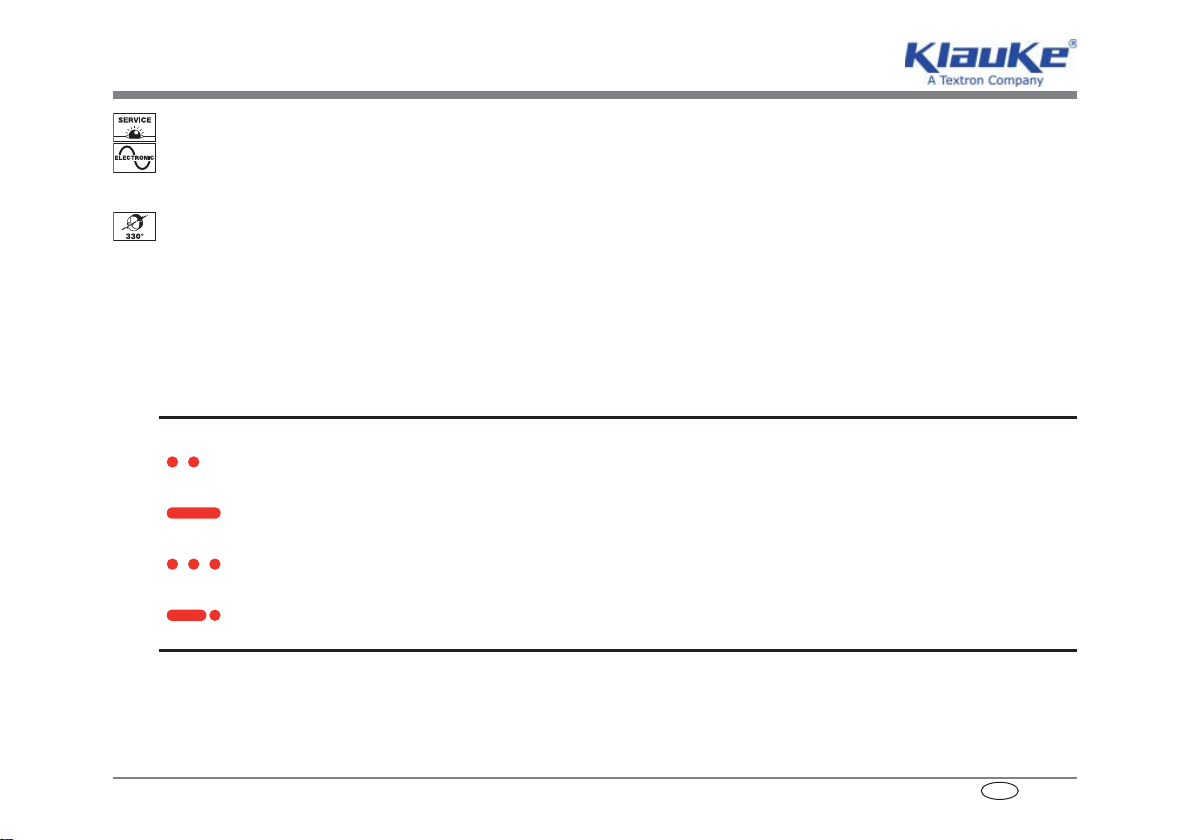
Signal Dauer Zeitpunkt Bedeutung
2-maliges Blinken beim Einsetzen des Akkus Durchführung des Selbsttests
20 Sekunden Dauerleuchten Nach dem Arbeitsvorgang Akku leer
* 20 Sekunden Blinken (2Hz) Nach dem Arbeitsvorgang Wartung fällig
20 Sekunden Dauerleuchten
und dann 20 Sekunden Blinken
* Anmerkungen:
- Blinkt die Leuchtdiode ab einem bestimmten Zeitpunkt immer am Ende eines Arbeitsvorgangs für etwa 20 Sekunden, dann ist eine Wartung fällig.
Das Gerät ist baldmöglichst ins Werk einzuschicken.
Nach dem Arbeitsvorgang Akku leer und Wartung fällig
HE.9843_J © 03/2008
D
4
Page 15
Bedienungsanleitung
MAP 1
5. Hinweise zum bestimmungsgemäßen Gebrauch
5.1 Bedienung des Werkzeuges
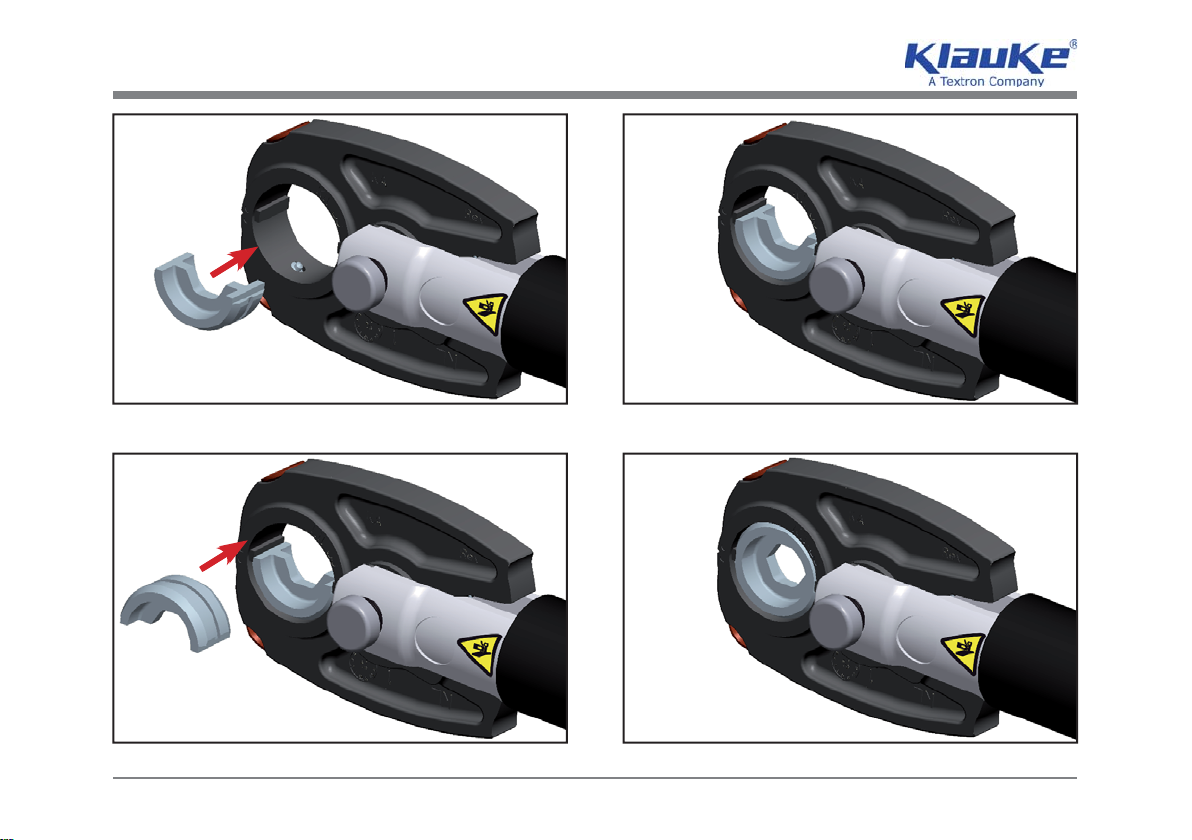
Als erstes wird für die gewünschte Anwendung die geeignete Preßbacke (Bilder 3+4), respektive der geeignete
Werkzeugeinsatz, bereitgelegt.
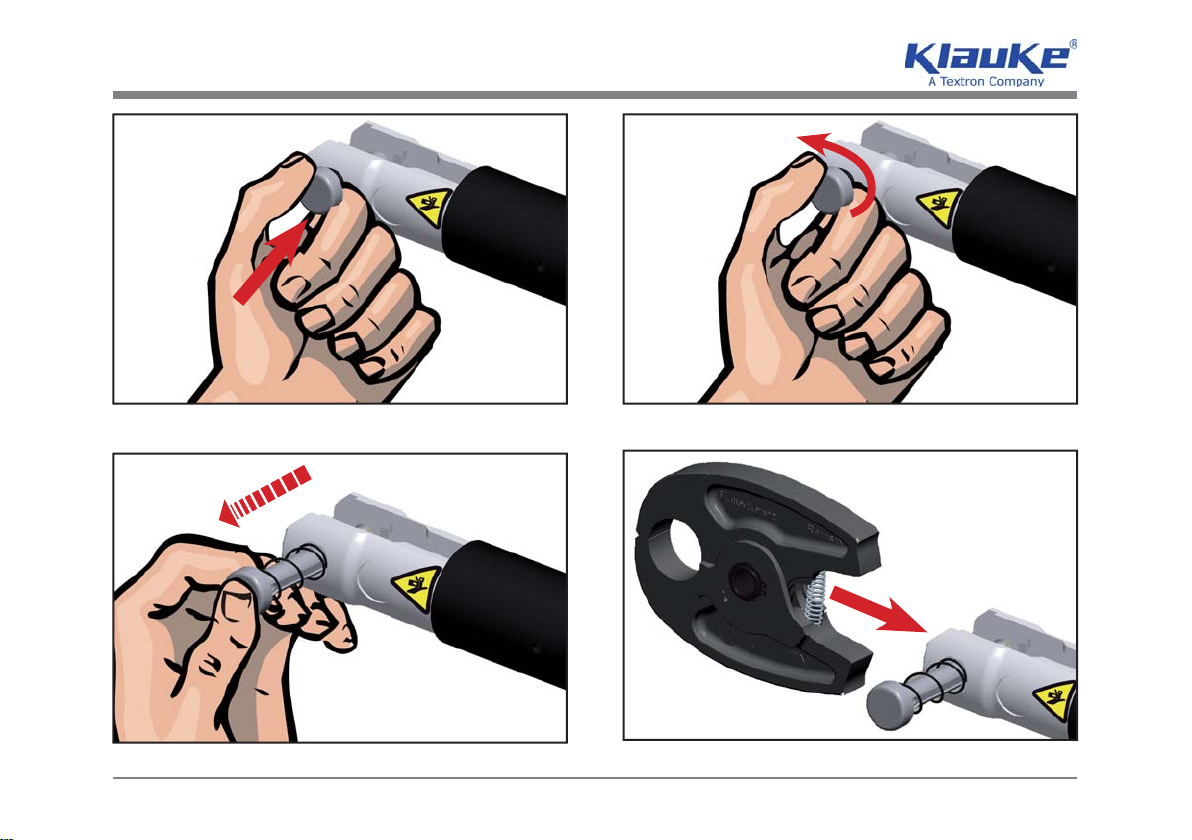
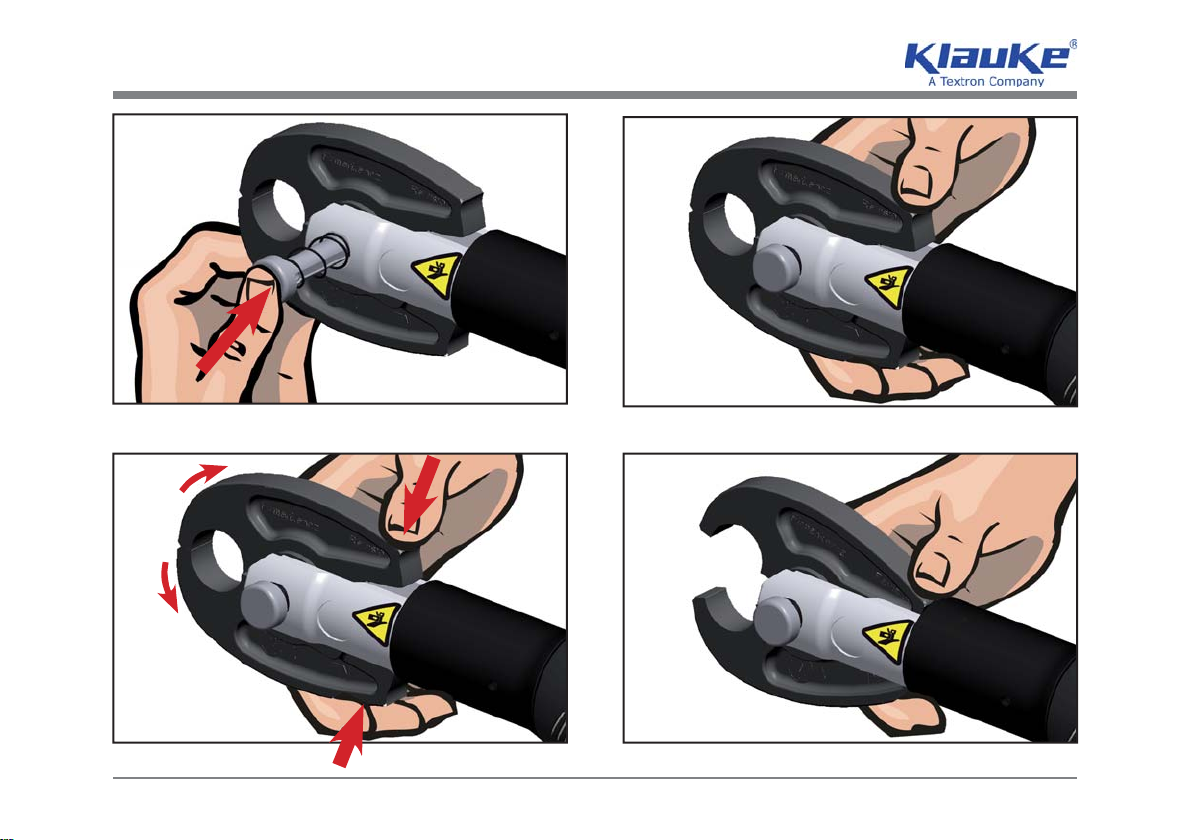
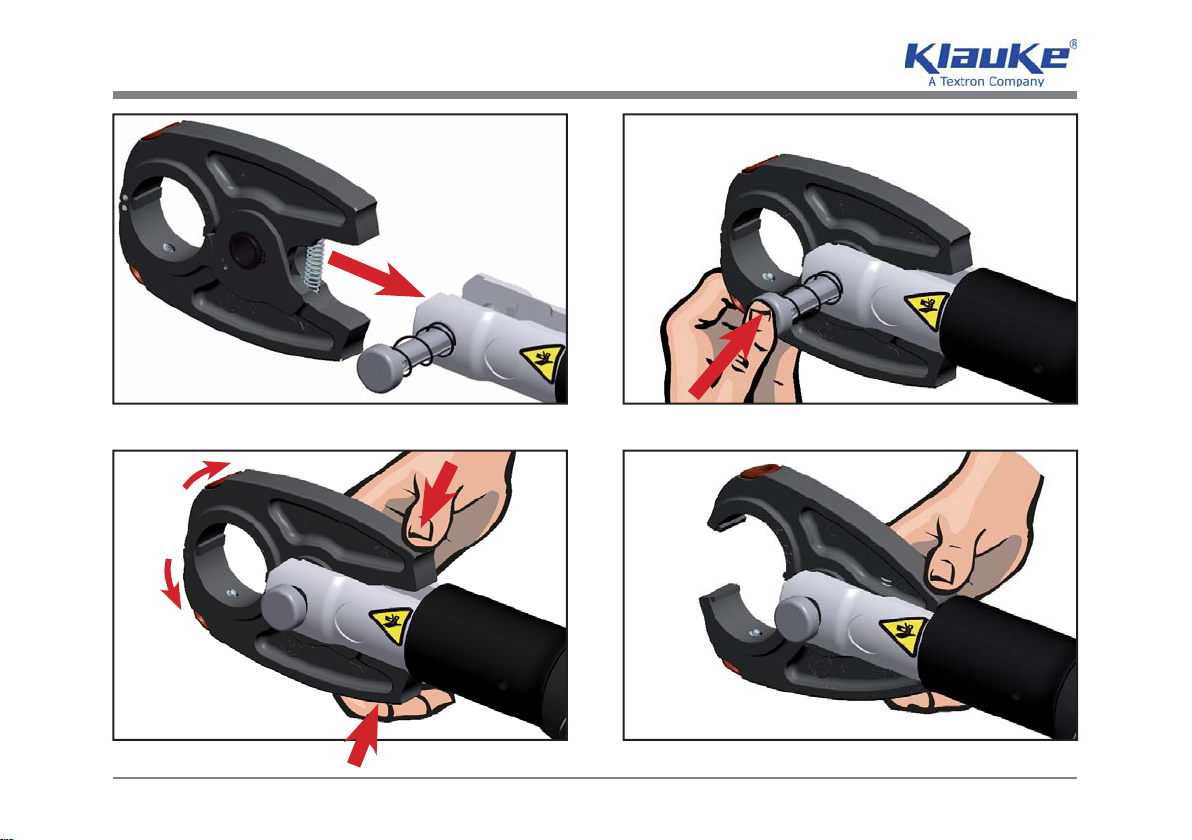
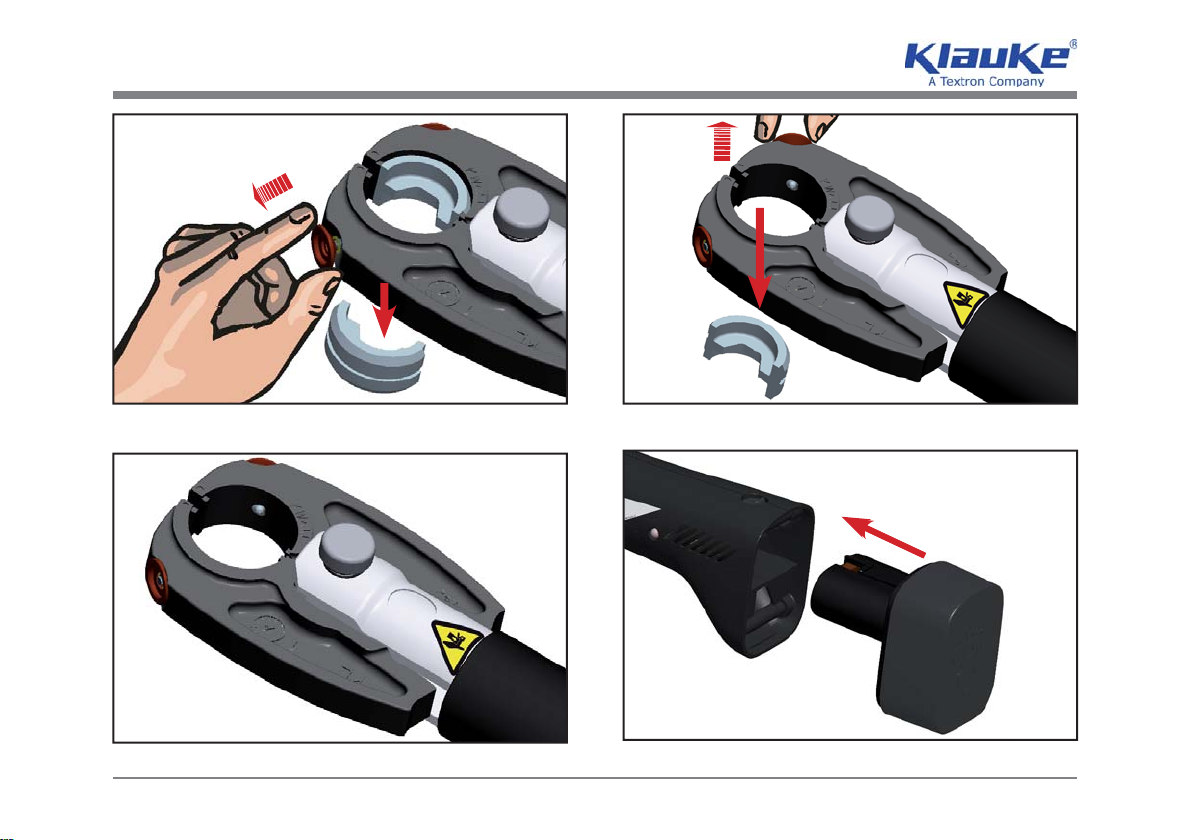
Zum Einsetzen oder Wechseln der Preß- oder Wechselbacken folgen Sie bitte den Abbildungen 10-30.
Ein Preßvorgang wird durch die Betätigung des Bedienungsschalters (Bild 1, 6) ausgelöst.
Der Preßvorgang wird gekennzeichnet durch das Schließen der Preßbacken. Durch die auf der Kolbenstange sitzen-
den Antriebsrollen schließen sich die Preßbacken scherenförmig.
Achtung
Vergewissern Sie sich, daß der Riegel (Bild 1, 8) vollständig eingeschoben und sicher eingerastet ist.
Achtung
Eine notwendige Bedingung für eine dauerhaft dichte Verpressung ist, daß der Preßvorgang immer beendet
wird, d.h. die Preßbacken sich vollständig schließen.
Achtung
Das Verpressen von Rohrverbindungen in Gasleitungsnetzen ist verboten, es sei denn es ist vom System an-
bieter ausdrücklich in Verbindung mit dieser Maschine und speziell geprüften Fittings freigegeben worden.
Achtung
Der Preßvorgang kann jederzeit durch Loslassen des Bedienungsschalters unterbrochen werden.
Achtung
Nach Beendigung des Preßvorganges muß zusätzlich noch eine optische Kontrolle vorgenommen werden,
ob sich die Preßbacken vollständig geschlossen haben.
Achtung
Fittings bei denen der Preßvorgang abgebrochen worden ist, müssen ausgebaut oder nachgepreßt werden.
Achtung
Die Maschine darf nicht ohne Pressbacken betätigt werden.
HE.9843_J © 03/2008
D
5
Page 16
Bedienungsanleitung
MAP 1
Achtung
Beim Verpressen bitte Schutzbrille tragen.
Es ist darauf zu achten, daß die Preßbacken komplett geschlossen sind und sich keine Fremdkörper (z.B. Putz oder
Steinreste) zwischen den Preßbacken befi nden.
Durch Betätigen der Rückstelltaste (Bild 1, 2) kann im Fehlerfalle der Rollenhalter wieder in seine Ausgangsposition
zurückgefahren werden.
Nach Erreichen des maximalen Betriebsüberdruckes fahren die Antriebsrollen automatisch in ihre Ausgangsposition
zurück und die Preßbacken lassen sich wieder öffnen.
Achtung
Vor Auswechselung der Preßbacken unbedingt Akku gegen unbeabsichtigtes Betätigen aus dem Gerät
entfernen (Bild 10).
5.2 Erläuterung des Anwendungsbereiches
Bei der MAP 1 handelt es sich um eine handgeführtes Maschine zum Aufpressen von Fittings auf Sanitärrohre, bzw.
zum Verbinden von Verbund-, Kupfer- und Stahlrohren von 12 bis 32 mm. Das Gerät darf nicht eingespannt werden.
Es ist nicht für den stationären Einsatz ausgelegt.
Die Maschine ist nicht für den Dauerbetrieb geeignet. Es muß nach ca. 50 Verpressungen hintereinander eine kurze
Pause von mindestens 15 min. eingelegt werden, damit dem Gerät Zeit zur Abkühlung gegeben wird.
Achtung
Bei zu intensivem Gebrauch kann es durch Erhitzung zu Schäden am Gerät kommen.
Achtung
Beim Betrieb des Gerätes kann es durch den eingebauten Elektromotor zur Funkenbildung kommen, durch
die feuergefährliche oder explosive Stoffe in Brand gesetzt werden können.
Achtung
Das elektro-hydraulische Preßgerät darf nicht bei starkem Regen oder unter Wasser eingesetzt werden.
HE.9843_J © 03/2008
D
6
Page 17
Bedienungsanleitung
MAP 1
5.3 Verarbeitungshinweise
Verarbeitungshinweise zum richtigen Verpressen von Fitting und Rohr entnehmen Sie bitte der Anleitung des Systemherstellers. Zwecks Sicherstellung einer ordnungsgemäßen Verpressung und Gewährleistung des arbeits- und
funktionssicheren Gebrauchs darf die Maschine nur mit vom Systemanbieter und/oder Maschinenhersteller für das
Preßgerät freigegebenen Preßbacken/Preßeinsätzen eingesetzt werden. Verwendet werden dürfen nur Pressbacken/Preßeinsätze mit dauerhaften Kennzeichnungen, aus denen Rückschlüsse auf Hersteller und Typ gezogen
werden können. In Zweifelsfällen ist vor einem Verpressen beim Systemanbieter oder Maschinenhersteller rückzufragen.
Achtung
Verbogene oder defekte Preßbacken dürfen nicht mehr eingesetzt werden.
Hinweis
Als Maschinenhersteller bieten wir optimal abgestimmte Preßbacken für alle gängigen Systeme und Rohrabmessungen an. Sonderanfertigungen und Problemlösungen auf Anfrage.
5.4 Wartungshinweise
Die zuverlässige Funktion der Preßmaschine ist abhängig von einer pfl eglichen Behandlung. Diese stellt eine wichti-
ge Voraussetzung dar, um dauerhaft sichere Verbindungen zu schaffen. Um diese sicherzustellen, bedarf das Gerät
einer regelmäßigen Wartung und Pfl ege. Wir bitten folgendes zu beachten:
1. Das elektro-hydraulische Preßgerät ist nach jedem Gebrauch zu reinigen und ein trockener Zustand ist vor Einlagerung sicherzustellen.
2. Um eine einwandfreie Funktion der Maschine sicherzustellen und möglichen Funktionsstörungen vorzubeugen,
sollte das Preßgerät nach Ablauf eines jeden Jahres oder nach 10.000 Verpressungen zur Wartung ins Lieferwerk
eingeschickt werden. (siehe auch Kap. 4.3)
3. Sowohl Akku als auch Ladegerät müssen vor Feuchtigkeit und vor Fremdkörpern geschützt werden.
4. Die Bolzenverbindungen, die Antriebsrollen und deren Führung sind leicht einzuölen.
5. Preßwerkzeug und Preßbacken regelmäßig z.B. durch eine Probepressung auf einwandfreie Funktion prüfen,
bzw. prüfen lassen.
6. Preßbacken immer sauber halten. Bei Verschmutzung mit einer Bürste reinigen.
HE.9843_J © 03/2008
D
7
Page 18
Bedienungsanleitung
MAP 1
Die werkseitige Wartung der Maschine besteht aus Demontage, Reinigung, Austausch evtl. verschlissener Teile,
Montage und Endkontrolle. Nur ein sauberes und funktionsfähiges Preßsystem kann eine dauerhaft dichte Verbindung gewährleisten.
Im Rahmen des bestimmungsgemäßen Gebrauchs dürfen vom Kunden nur die Preßbacken (Bild 1, 7; Bilder 3+4)
gewechselt werden.
Achtung
Gerät nicht öffnen!
Bei beschädigter Versiegelung entfällt der Garantieanspruch.
5.5 Hinweis zur Verwendung des Akkus und des Ladegerätes
Das Ladegerät vom Typ LG4F ist für 230 V/50-60 Hz ausgelegt. Neue Akkus müssen vor dem erstmaligen Gebrauch geladen werden. Zum Herausnehmen des Akkus muß die Akkuentriegelung (Bild 1, 3) betätigt werden. Zur
Aufl adung des Akkus wird der Stecker des Ladegerätes in die Steckdose und der Akku in das Ladegerät eingesteckt
(Bild 31). Die Farbe der Ladekontrolllampe wechselt von Grün nach Rot und der Ladevorgang beginnt. Die Ladezeit
beträgt ca. 40 min. (Bild 32). Der Ladezustand des Akkus wird an der Leuchtdiode am Ladegerät abgelesen.
grün: Akku ist aufgeladen
rot: Akku wird gerade geladen.
blinken: Akku nicht vollständig eingeschoben oder Akku zu heiß.
Die Ladekontrolllampe leuchtet während des Ladevorgangs ständig. Wenn die Farbe der Ladekontrolllampe von
Rot nach Grün wechselt ist der Ladevorgang beendet. Trennen Sie das Ladegerät nach dem Ladevorgang von der
Stromquelle (Bild 33).
Die volle Kapazität kann durch 3 Lade-/Entladezyklen erreicht werden. Laden Sie Ihren Akku auf, sobald die Geschwindigkeit Ihrer Maschine merklich nachläßt. Laden Sie nicht vorsichtshalber einen teilentladenen Akku nach
(Bild 37).
Wird der Akku im Ladegerät gelassen, schaltet das Ladegerät automatisch auf den Erhaltungslademodus um, der die
Akkuladung auch über einen längeren Zeitraum erhält und es zu keiner Selbstentladung kommt.
HE.9843_J © 03/2008
D
8
Page 19
Bedienungsanleitung
MAP 1
Laden Sie den Akku bei einer Raumtemperatur von 10°C bis 40°C (Bild 34). Wenn Sie einen heißen Akku (>65°C)
aus einem kürzlich betriebenen Gerät oder einen, der längere Zeit in der Sonne lag, laden, kann die rechte LED rot
blinken. Entfernen Sie den Akku aus dem Ladegerät und warten Sie eine Weile. Das Aufl aden beginnt nach Abküh-
lung des Akkus.
Akkus werden bei tiefen Temperaturen unter 5°C ebenfalls nicht geladen. Erwärmen Sie den Akku bevor Sie den
Ladevorgang starten. Lassen Sie das Ladegerät nie im Regen oder Schnee liegen (Bild 36). Laden Sie den Akku
nicht in Anwesenheit leicht entzündbarer Stoffe oder Gase (Bild 35).
Es dürfen keine artfremden Akkus anderer Hersteller weder im Preßwerkzeug noch im Ladegerät verwendet werden.
Es können alle Klauke Akkus geladen werden.
Tragen Sie das Ladegerät nie am Netzkabel und ziehen Sie es nicht gewaltsam aus der Steckdose heraus (Bild 38).
Stecken Sie keine fremden Gegenstände in die Lüftungsgitter des Ladegerätes (Bild 39). Ziehen Sie den Stecker des
Ladegerätes nach dem Laden aus der Steckdose heraus. Nehmen Sie das Ladegerät nicht auseinander.
Das Laden der Akkus darf nur in den vom Hersteller vorgeschriebenen Ladegeräten vorgenommen werden.
Der Mini- Akku kann auch in anderen Klauke Ladegeräten geladen werden.
Achtung
Stecken Sie den Akku nicht in Ihre Hosentasche oder in Ihre Werkzeugkiste, wenn sich in ihnen leitfähige
Teile befi nden, wie z.B. Münzen, Schlüssel, Werkzeuge oder andere metallische Teile.
Um die Sicherheit und Zuverlässigkeit des Ladegerätes zu gewährleisten sollten Reparatur, Wartung oder Einstellung durch unser Service-Center durchgeführt werden.
5.6 Aufbewahrung und Transport
Um das Preßwerkzeug und das Ladegerät vor Beschädigungen zu schützen, müssen sie nach Gebrauch und nachdem sie gesäubert worden sind, in den Transportkoffer gelegt werden, der dann anschließend sicher zu verschließen
ist.
HE.9843_J © 03/2008
D
9
Page 20
Bedienungsanleitung
MAP 1
6. Verhalten bei Störungen am Preßwerkzeug
a.) Das Gerät verliert Öl.
=> Das Gerät einschicken. Das Gerät nicht öffnen und die Geräteversiegelung nicht entfernen, bzw. beschädigen.
b.) Das Gerät erreicht den Enddruck nicht.
=> Preßvorgang unterbrechen. Rückstellschieber (Bild 1, 2) gespannt halten und gleichzeitig Bedienungsschalter
ca. 10 sec. dauerbetätigen. Wird der Fehler dadurch nicht behoben, muß das Gerät ins Werk eingeschickt
werden.
c.) Regelmäßiges Blinken der Leuchtdiodenanzeige (Bild 1, 5)
=> Wartung fällig! Das Gerät an das nächst gelegene ASC zur Wartung eingeschicken. (siehe auch Kap. 4.3)
7. Technische Daten
Typ MAP 1
Gewicht: ca. 2,5 kg (inkl. Akku und Pressbacke)
Presszeit: 3 - 4 s
Schubkraft: 15 kN (linear)
Akkuspannung: 9,6 V
Akkukapazität: 2,0 Ah NiMH (RAM2)
Akku-Ladezeit ca. 40 min. (LG4F), bzw. ca. 15 min. mit Schnelladegerät (LG5)
Pressungen pro Akku: ca. 90 Zyklen bei NW 20
Umgebungstemperatur: -20°C bis +40°C
Hydrauliköl: Shell Tellus T 15
Schalldruckpegel: 70,6 dB (A) in 1m Abstand
Vibrationen: < 2,5 m/s² (gewichteter Effektivwert der Beschleunigung)
HE.9843_J © 03/2008
D
10
Page 21
Bedienungsanleitung
MAP 1
8. Außerbetriebnahme/Entsorgung
Dieses Gerät fällt in den Geltungsbereich der Europäischen WEEE (2002/96/EG) und RoHS Richtlinien (2002/95/
EG), die in Deutschland durch das Elektro- und Elektronikgerätegesetz (ElektroG) umgesetzt wurden.
Die WEEE-Richtlinie schreibt die Sammlung und umweltgerechte Verwertung der Elektro- und Elektronik-Altgeräte
vor. Informationen dazu fi nden Sie auf unserer Homepage www.klauke.com unter WEEE & RoHS.
Die RoHS Richtlinie untersagt nach dem 01/07/2006 neue Elektro- und Elektronikgeräte in Verkehr zu bringen, die
mehr als 0,1 Gewichtsprozent Blei, Quecksilber, sechswertiges Chrom, polybromiertes Biphenyl (PBB) oder polybromierten Diphenylether (PBDE) oder mehr als 0,01 Gewichtsprozent Cadmium je homogenem Werkstoff enthalten.
Akku’s (Bild 1, 4) müssen unter Berücksichtigung der Batterieverordung speziell entsorgt werden.
Achtung
Das Gerät darf nicht im Restmüll entsorgt werden. Die Entsorgung muß durch den Entsorgungspartner der
Fa. Klauke vornehmen werden. Kontaktadresse: WEEE-Abholung@Klauke.Textron.com
Anmerkung
Diese Bedienungsanleitung können Sie jederzeit kostenlos unter der Bestellnummer HE.9843_J bei uns
bestellen.
HE.9843_J © 03/2008
D
11
Page 22
Instruction Manual
MAP 1
Index
1. Introduction
2. Labels
3. Warranty
4. Description of the electro-hydraulic crimping tool
4.1 Description of the components
4.2 Brief description of the important features of the unit
4.3 The light diode display
5. Remarks in respect of the determined use
5.1 Operation of the tools
5.2 Explanation of the application range
5.3 Mounting instructions
5.4 Service and Maintenance instructions
5.5 Remarks on the use of the Battery Cartridge and Charger
5.6 Storage and transport of the crimping tool.
6. Troubleshooting
7. Technical data
8. Putting out of action/waste disposal
Symbols
Safety Warnings
Please do not disregard to avid injuries and environmental damage
Application Warnings
Please do not disregard to avoid damaging the tool.
HE.9843_J © 03/2008 1
GB
Page 23
Instruction Manual
MAP 1
1. Introduction
Before starting to use the tool please read the instruction manual carefully.
Use this tool exclusively for its determined use and follow all applicable safety instructions.
This instruction manual has to be carried along during the entire life span of that tool.
The operator has
• to guaranty the availability of the instruction manual for the user and
• to make sure, that the user has read and understood the instruction manual.
2. Labels
On the labels fi xed on the housing of the tool you’ll fi nd the type specifi cation, name of the manufacturer and/or the
company logo (pic. 2, A+B) and technical data (pic. 2, C). On the housing near the battery you fi nd the serial number
(pic. 2, D).
3. Guaranty
In addition to the warranty of 2 years on faults which already exists at the time when the product is shipped to the
customer we grant an additional 1 year guaranty on the complete tool as well as on all spare parts exchanged during
repair and service.
During this time we correct all faults which can clearly be identifi ed as material and manufacturing faults.
Excluded are damages which result from disregarding the instruction manual, not intended use and ware.
A necessary condition for a proper function of the tool is regular service with service intervals of 1 year.
HE.9843_J © 03/2008 2
GB
Page 24
Instruction Manual
MAP 1
4. Description of the battery operated electro-hydraulic pressing tool
4.1 Description of the components
The hydraulic tool type MAP 1 is a hand held tool and consists of the following components:
Table 1 (see pic.1)
Pos. Description Function
1 Pressing head Working unit to accommodate the pressing dies
2 Retract slide Bar to open the crimping dies in case of an error or emergency
3 battery lock Slide to unlock the battery
4 Battery rechargeable NiMH battery 9.6V
5 LED Battery charge control and indication of Service Intervals
6 Trigger Actuator to start the crimping cycle
7 Jaws interchangeable pressing jaws with multiple pressing geometries
8 Locking pin Pin with special lock to open/close the pressing head
9 Lock to hold the interchangeable dies in place
4.2 Brief description of the important features of the unit
The hydraulic unit incorporates an automatic retraction which returns the piston into its starting position when the
maximum force is reached.
The unit is equipped with a special brake which stops the forward motion of the drive rolls when the trigger (pic. 1, 6)
is released.
The MAP 1 has a very safe locking system to lock the interchangeable mini jaws.
The locking system for the interchangeable dies which fi t the jaws is very smooth and compact.
Availability of a wide spectrum of MAP jaws and interchangeable pressing dies which are common in the market
since ages.
HE.9843_J © 03/2008 3
GB
Page 25
Instruction Manual
MAP 1
The crimping head can be smoothly turned by 330° around the longitudinal axis in order to gain better access to tight
corners and other diffi cult working areas. (pic. 11)
The tool incorporates an LED display to indicate the battery capacity and service intervals.
The tool is very light weight and provides a good handling through an ergonomic design.
4.3 The light diode display
This tool is equipped with a special circuit board incorporating several important features to inform the user about the
current status of the unit. The diode (pic. 1, 5) signals in the following cases:
Signal Duration When it occurs What it means
a few seconds of fl ashing battery insertion self check – O.K.
glowing for 20 seconds after crimp battery discharged
* fl ashing for 20 seconds (2Hz) after crimp return for service
20 sec. Glowing and fl ashing intermittently after crimp Battery fl at and service required
* Remarks:
- Does the diode signal periodically at the end of a working cycle for approx. 20 sec the unit must be returned to an authorised Service Center for
Service as soon as possible.
5. Remarks in respect of the determined use
5.1 Operation of the tool
First you have to select the right pressing jaw (pic. 3+4), respectively dies, for the intended application.
Then disengage the locking pin (pic. 1, 8) by pushing the head of the pin towards the jaw holder and turn the head
anti-clockwise. When reaching the stop the locking pin will automatically pop out spring loaded. The selected jaw is
inserted into the head and the locking pin must be pushed against the spring force into the head until it engages. With
jaws for interchangeable dies the dies will be inserted laterally into the jaw while pulling the die lock.
After the fi tting has been mounted on the tube the jaws are opened by compressing the rear end of the jaw and then
positioned on the fi tting (see pic. 10-30).
HE.9843_J © 03/2008 4
GB
Page 26
Instruction Manual
MAP 1
The pressing cycle is started by actuating the trigger. The pressing cycle is characterized by the closing motion of the
jaws. Due to the linear movement of the drive rolls on the piston the jaws close scissors like.
Attention
A necessary condition for a permanently leaking free connection is that the pressing cycle has to be completed and the jaws are closed.
Attention
The crimping process can be interrupted at any moment by releasing the trigger.
Attention
Make sure that the locking pin (pic. 1, 8) is completely pushed in and safely engaged.
Attention
The assembly of gas pipes in gas distribution lines is prohibited unless the system provider gives an explicit
permission to use this tool on special gas fi ttings.
Attention
The user has to check by optical means whether the pressing jaws are completely closed.
Attention
If a pressing cycle has been interrupted the fi tting has to be either dismantled or pressed a second time.
The user needs to make sure that the pressing jaws are completely closed and that there are no foreign objects (e.g.
plaster or stone fractions) between the pressing jaws.
By sliding the retract slide in the direction of the battery the dies can be retracted in case of an error or emergency.
The crimping cycle is terminated when the dies are completely closed and the max. crimping force is reached which
is indicated by the auto retraction of the piston.
Attention
After having terminated the pressing process and prior to changing the dies remove battery to avoid
unintended starts (pic. 10).
HE.9843_J © 03/2008 5
GB
Page 27
Instruction Manual
MAP 1
5.2 Explanation of the application range
The MAP 1 is a hand guided pressing tool to mount fi ttings on multi Layer, copper and stainless steel type plumbing
tubes with Ø 12 to 32 mm. The unit is not supposed to be restrained in a vise. It is not allowed to use the tool in a
stationary application.
The tool is not designed for continued crimping operations. After a sequence of approximately 50 completed crimps
you have to make a break of 15 min. to give the tool time to cool down.
Attention
Too intensive use can cause heat damages for the tool
Attention
During the operation of electric engines sparks can occur which might ignite highly infl ammable or explo-
sive liquids and materials
Attention
Electric tools should not be operated in pouring rain or under water.
5.3 Mounting instructions
Please reference the assembly manual of the systems supplier before mounting the fi ttings on the tubes. In order to
safeguard a proper pressing and to guaranty a safe and reliable handling the machine must only be operated with
pressing jaws/dies recommended by the provider of the tube system and/or the tool manufacturer. If the markings on
the tool and pressing jaw do not match respectively if there are no assembly instructions the user has to contact the
provider of the system to request a compatibility statement.
Attention
Do not use bent or damaged pressing jaws.
Remark
As the tool manufacturer we offer perfectly designed pressing jaws for all known systems and tube dimensions. Special designs and customer solutions upon request.
HE.9843_J © 03/2008 6
GB
Page 28
Instruction Manual
MAP 1
5.4 Service and maintenance instruction
The reliable performance of the tool is dependent on careful treatment and service. This represents an important condition to safeguard a lasting connection. To safeguard this the tool have to be maintained and serviced regularly.
We would like to draw your attention to the following points:
1. The electric-hydraulic pressing unit have to be cleaned and dried after each use before being put into the trans-
portation case.
2. In order to guaranty a proper function of the machine the pressing tool should be returned to the manufacturer or
one of our Authorized Service Centers (ASC’s) after the light diode display indicates Service.
3. The battery as well as the charging unit must be protected against humidity and foreign objects.
4. The bolt joins, the drive rolls and their guides must be oiled regularly in small amounts.
5. Check through test crimps or have the tool manufacturer check the tool and pressing jaws regularly for proper
function.
6. Keep pressing jaws clean. Remove dirt with a brush.
In order to avoid possible malfunctions we offer you a manufacturer service consisting of disassembly, cleaning,
exchange of possibly worn out parts assembly and fi nal control. Only a clean and properly functioning press system
can over the time safeguard a leaking free connection.
Within the determined use of the tool only the pressing jaws are permitted to be changed by the customers.
Attention
Do not damage the seals of the tool.
If the seals are damaged the warranty is invalidated.
HE.9843_J © 03/2008 7
GB
Page 29
Instruction Manual
MAP 1
5.5 Remarks on the use of the battery cartridge and charging unit.
The charging unit type LG4F is run with a nominal voltage of 230 V and a frequency of 50-60 Hz. New batteries must
be charged prior to use. To remove the battery RAM2 actuate the battery lock (pic. 1, 3) and pull it out of the tool. To
charge the battery connect the power plug of the charging unit with the power supply and slide the battery into the
charging unit (pic. 31). The colour of the LED changes from green to red and the charging cycle begins. The charging
time is 40 minutes(pic. 32). The charging level of the battery cartridge can be checked by a LED.
green battery cartridge is charged
red Battery cartridge is empty and is just being charged
fl ashing battery cartridge is not pushed in properly or too hot.
The LED is constantly indicating during the charging cycle. When the colour of the LED changes from red to green
the charging cycle is terminated. Afterwards disconnect the charging unit from the power source (pic. 33).
Is the nominal capacity of the battery not achieved, e.g. at fi rst charge, so the battery is not necessarily faulty. The full
capacity can be achieved after 3 charging/decharging cycles.
Do not charge the battery cartridge in presence of fl ammable liquids or gases.
If you leave the battery cartridge in the charger to prevent spontaneous discharging after full charge, the charger will
switch into its „trickle charge (maintenance charge)“ mode and keep the battery cartridge fresh and fully charged.
As soon as the speed of the machine decreases noticeably the battery must be recharged. Do not recharge a partially
discharged battery as a precaution (pic. 37).
Charge the battery at room temperature between 10°C and 40°C (pic. 34). If charging a battery which has currently
been used or which was laying in the sun for a longer period of time (T>65°C) the right LED might fl ash red. In this
case remove battery out of charger and wait for a while. The charging procedure can be re-started after the battery
cooled down. Charging batteries at low temperatures under 5°C is not possible. Increase battery temperature before
starting the charging cycle. Do not expose the charging unit to rain and snow (pic. 36). Do not charge a battery in the
vicinity of explosive materials and gases (pic. 35).
No other batteries are permitted to be used neither in the tool nor in the charging unit. The charging unit also allows
to charge the Klauke batteries RA2 to RA5.
HE.9843_J © 03/2008 8
GB
Page 30
Instruction Manual
MAP 1
Do not use the cord to transport the charging unit or to pull the plug out of a wall socket with force (pic. 38). Do not
insert strange parts into the ducts of the charging unit (pic. 39). Pull the plug of the charging unit after charging. Do
not disassemble the charging unit or battery.
The charging of the batteries must only be made with generic chargers. The mini battery can be charged with all
Klauke chargers.
Attention
Do not place the battery in your pocket or in your toolbox if there are any conductive materials in it such as
coins, keys, tools or other metallic parts.
In order to safeguard a safe and proper performance of the charging unit the repair and service of the unit should be
made through our Service Center.
5.6 Storage and transport
In order to protect the tool against damages it has to be cleaned carefully after every use and be put into the transportation case which has to be closed safely.
6. Troubleshooting
a.) The tool loses oil.
=> Return the tool to the manufacturer. Do not open it and damage the seals of the tool.
b.) The pressing tool does not reach the fi nal operating pressure.
=> Stop the crimping process. Actuate the retract slide (pic. 1, 2) and the operating switch continuously and
simultaneously for about 10 sec. Is the malfunction not be eliminated by this attempt the tool has to be returned
to the manufacturer.
c.) Constant fl ashing of the light diode display (pic. 1, 5) at the end of a pressing cycle.
=> Service due. Please send the tool to your nearst Authorized Service Center (ASC). (Pls. see also chapter 4.3 for
more information)
HE.9843_J © 03/2008 9
GB
Page 31
Instruction Manual
MAP 1
7. Technical Data
Type MAP 1
Weight incl. battery&jaws: approx. 2,5 kg
Pressing time: 3-4 s
Thrust force: 15 kN
Battery voltage: 9,6 V
Battery capacity: 2,0 Ah NiMH (RAM2)
Battery charging time: approx. 40 min., resp. 15 min. with fast-charger
Cycles/battery: 90 cycles at NW 20
Ambient temperature: -20°C to +40°C
Hydraulic oil: Shell Tellus T 15
Sound level: 70,6 dB (A) in a distance of 1m
Vibrations: < 2,5 m/s²
HE.9843_J © 03/2008 10
GB
Page 32
Instruction Manual
MAP 1
8. Putting out of action/waste disposal
This unit is subjected to the scope of the European WEEE (2002/96/EG) and RoHS (2002/95/EEC) directives.
The WEEE directive regulates the collection and the environmental friendly recycling of electro and electronic units.
Information about this can be found in our home page www.Klauke.com under ‘WEEE & RoHS’.
The RoHS directive bans new electrical and electronic equipment put on the market which contains more than 0,1
weight percentage lead, mercury, hexavalent chromium, polybrominated biphenyls (PBB) or polybrominated diphenyl
ethers (PBDE) and 0,01 weight percentage cadmium per homogeneous material.
Battery cartridges (Pos.-No. 5) must be specially disposed of according to the EEC Battery Guideline.
Attention
Do not dispose of the unit in your residential waste. Klauke has no legal obligation to take care of their WEEE
outside Germany unless the product has been shipped and invoiced from inside your country by Klauke.
Please contact your distributer to fi nd out more how to get your tool recycled environmental friendly.
Remark
This Instruction Manual can be ordered free of charge. The Part No. is HE.9843_H
HE.9843_J © 03/2008
GB
11
Page 33

Manual de instrucciones
MAP 1
Índice
1. Introducción
2. Placas
3. Garantía
4. Descripción de las herramientas electrohidráulicas de prensado
4.1 Descripción de los componentes
4.2 Descripción breve de las características de potencia principales de la máquina
4.3 Descripción de la indicación de diodos luminosos
5. Indicaciones sobre el uso previsto
5.1 Manejo de la herramienta
5.2 Explicación del campo de aplicación
5.3 Indicaciones de proceso
5.4 Indicaciones de mantenimiento
5.5 Indicación sobre el uso del acumulador y del cargador
5.6 Conservación y transporte
6. Comportamiento en caso de fallos en la herramienta de prensado
7. Datos técnicos
8. Puesta fuera de servicio/Eliminación
Símbolos
Indicaciones técnicas de seguridad
Es imprescindible tenerlas en cuenta para evitar daños personales y medioambientales.
Indicaciones técnicas de aplicación
Es imprescindible tenerlas en cuenta para evitar daños en la herramienta.
HE.9843_J © 03/2008 1
E
Page 34
Manual de instrucciones
MAP 1
1. Introducción
Antes de poner en marcha su herramienta de prensado lea con atención todas las indicaciones que aparecen
en este manual de instrucciones.
Utilice esta herramienta exclusivamente para su uso previsto teniendo en cuenta las prescripciones generales de
seguridad y de prevención de accidentes.
Este manual de instrucciones debe acompañar a la máquina durante toda la vida útil de la herramienta.
El usuario tiene la obligación de
• poner este manual de instrucciones a disposición del operario y
• asegurarse de que el operario lo ha leído y comprendido todo.
2. Placas
En la carcasa de la máquina se han colocado adhesivos con la denominación del modelo, los datos del fabricante
(fi g. 2, A+B) y los datos técnicos (fi g. 2, C). El número de serie se encuentra en la carcasa cerca del acumulador
(fi g. 2, D).
3. Garantía
Además de la garantía legal de 2 años por los vicios que existan ya en el momento de la entrega de nuestro producto, le garantizamos una prestación de 1 año por parte del fabricante que cubre toda la herramienta y los componentes individuales cambiados en caso de reparación y mantenimiento.
Durante este período reparamos de forma gratuita todos los vicios que se compruebe que se deban a fallos de
material o de producción.
Quedan excluidos los daños ocasionados como consecuencia de la no observación de este manual de instrucciones, de un manejo inapropiado o del desgaste normal.
Es condición indispensable para un funcionamiento perfecto someter la máquina a los intervalos de mantenimiento
regulares de 1 año que se prescriben.
HE.9843_J © 03/2008 2
E
Page 35
Manual de instrucciones
MAP 1
4. Descripción de la herramienta electrohidráulica de prensado
4.1 Descripción de los componentes
La herramienta hidráulica de prensado con nuestra denominación de modelo MAP 1 es una máquina semiautomática compuesta por los siguientes elementos:
Tabla 1 (véase la fi g. 1)
Pos. Denominación Funcionamiento
1 Cabeza de prensa Unidad de trabajo para el alojamiento de las mordazas de prensa
2 Interruptor de retroceso Interruptor deslizante para abrir las mordazas de prensado en caso
de fallo o de emergencia
3 Desbloqueo del acumulador Interruptor deslizante de desbloqueo del acumulador
4 Acumulador Acumulador recargable de NiMH
5 Indicación de diodos luminosos Instrumento de control para determinar el estado de carga y otras
funciones de la unidad
6 Interruptor de funcionamiento Activación del proceso de prensado
7 Mordaza de prensa Aquí: mordaza intercambiabile con insertos de herramienta desmon-
tables con diferentes perfi les de prensado
8 Seguro Dispositivo de bloqueo para abrir/cerrar la cabeza
9 Bloqueo Bloqueo de los insertos de la herramienta
4.2 Descripción breve de las características de potencia principales de la máquina
La máquina está equipada con un retroceso automático que hace volver automáticamente a la posición inicial el
émbolo, una vez alcanzada la fuerza máxima de servicio.
La máquina está equipada con una parada de marcha de inercia que detiene inmediatamente el avance después de
soltar el interruptor de funcionamiento (fi g. 1, 6).
HE.9843_J © 03/2008 3
E
Page 36
Manual de instrucciones
MAP 1
La unidad MAP 1 está equipada con un control de microprocesador, que indica los intervalos de servicio, muestra el
estado de carga de las pilas.
Utilización de un gran surtido de mordazas de prensa e insertos intercambiables Klauke, ampliamente extendidos
en el mercado desde hace años.
Las cabezas pueden girar 330° de manera que es posible alcanzar con facilidad las posiciones más inaccesibles
(fi g. 11).
La MAP 1 dispone de un dispositivo de cierre de alta seguridad para fi jar las mordazas de prensado.
Sistema de cierre de marcha suave y poco espacio para insertos de prensa con mordazas intercambiables MAP 1.
Peso muy ligero y buena manejabilidad gracias a su diseño ergonómico.
4.3 Descripción de las indicaciones del diodo luminoso
El diodo luminoso (fi g. 1, 5) sirve, en combinación con la electrónica de control, para indicar información sobre el
estado del acumulador (fi g. 1, 4) y de la herramienta. En concreto, el diodo se enciende en los siguientes casos:
Señal Duración Momento Signifi cado
Parpadeo durante algunos
segundos
Luz encendida costantemente
durante 20 segundos
* Parpadeo duranteo
20 segundos (2Hz)
Encendido y parpadeo
durante 20 segundos
* Observaciones:
- Si el diodo luminoso siempre parpadea a partir de un momento determinado al fi nal de un proceso de trabajo durante unos 20 segundos, en este
caso se trata de una falta de mantenimiento. Es muy importante enviar la máquina lo más pronto posible al taller.
Al poner los acumuladores Ejecución de la
autocomprobación
Al concluir el proceso de trabajo Acumulador vacío
Al concluir el proceso de trabajo Fallo o falta de mantenimiento
Al concluir el proceso de trabajo Falta de mantenimento y
acumulador vacío
HE.9843_J © 03/2008 4
E
Page 37
Manual de instrucciones
MAP 1
5. Indicaciones sobre el uso previsto
5.1 Manejo de la herramienta
Lo primero de todo es preparar la mordaza de prensa apropiada (fi g. 3+4) para la aplicación que desee, con el in-
serto apropiado para la herramienta.
Con la MAP1 se empuja el perno de bloqueo (fi g. 9) como indicado en el gráfi co en la testa del perno en la dirección
del soporte de la mordaza y se gira contra el sentido de las agujas del reloj. El perno esta empujado hacia afuera
automático por medio de un resorte. Se inserta la mordaza de prensa que desee y se vuelve a bloquear siguiendo el
ordern inverso; es decir, el perno se tiene que empujar dentro contra la fuerza del resorte hasta que se encaje. Con
las mordazas intercambiables, los insertos de la herramienta se meten en la mordaza lateralmente, tirando a la vez
del disco redondo de accionamientro del bloqueo (fi g. 10 - 30).
Una vez se ha puesto el accesorio en el tubo, las mordazas de prensa se abren al presionar por el extremo posterior
y se colocan en el accesorio.
El proceso de prensado se activa accionando el interruptor de funcionamiento (fi g. 1, 6).
El proceso de prensado se caracteriza por el cierre de las mordazas de prensa. Gracias a los rodillos de acciona-
miento alojados en el vástago del émbolo, las mordazas de prensa se cierran en forma de cizalla.
Atención
Asegúrese de que el seguro (fi g. 1, 8) está totalmente metido y encajado de forma segura.
Atención
Una condición necesaria para un prensado hermético y duradero es que siempre se concluya el proceso de
prensado, es decir, que las mordazas de prensa se cierren completamente.
Atención
Está prohibido prensar conexiones de tubos en redes de tuberías de gas, a no ser que el proveedor del
sistema las haya autorizado expresamente en combinación con esta máquina y con los accesorios inspeccionados especialmente.
Atención
En cualquier momento es posible cancelar el proceso de prensado soltando el interruptor de funcionamiento.
HE.9843_J © 03/2008 5
E
Page 38
Manual de instrucciones
MAP 1
Atención
Al concluir el proceso de prensado es obligatorio realizar una inspección visual más para comprobar si las
mordazas de prensa se han cerrado completamente.
Atención
Los accesorios con los que se haya cancelado el proceso de prensado se deben desmontar y volverlos a
prensar.
Es muy importante asegurarse de que las mordazas de prensa estén completamente cerradas y de que no haya
ningún cuerpo extraño (p. ej. revoque o restos de piedra) entre las mordazas de prensa.
Pulsando la tecla de retroceso (fi g. 1, 2) es posible volver a poner el soporte de los rodillos en su posición inicial en
caso de fallo.
Cuando se alcanza la sobrepresión de servicio máxima retroceden automáticamente los rodillos de accionamiento
a su posición inicial y las mordazas de prensa se pueden volver a abrir.
Atención
Antes de cambiar las mordazas de prensa es imprescindible retirar el acumulador de la máquina para
que no se pueda activar accidentalmente (fi g. 10).
5.2 Explicación del campo de aplicación
La MAP 1 es una máquina semiautomática para prensar accesorios en tubos de sanitarios o para conectar tubos
de unión, de cobre y de acero de 12 a 32 mm. No está permitido inmovilizar la máquina. La máquina tampoco está
dimensionada para ser utilizada de forma estacionaria.
La máquina no es apropiada para el funcionamiento continuo. Es obligatorio hacer una breve pausa de 15 min. como
mín. después de 50 prensados sucesivos aprox., para darle a la máquina tiempo para que se enfríe.
Atención
Si utiliza la máquina de forma demasiado intensiva, es posible que se produzcan daños por calentamiento.
Atención
Cuando la máquina está en funcionamiento, se pueden producir chispas en el motor eléctrico incorporado
que pueden prender fuego a sustancias infl amables y explosivas.
Atención
No está permitido sumergir bajo agua la prensa electrohidráulica ni utilizarla en caso de lluvia intensa.
HE.9843_J © 03/2008 6
E
Page 39
Manual de instrucciones
MAP 1
5.3 Indicaciones de proceso
Para las indicaciones sobre el proceso de prensado correcto del accesorio y el tubo consulte el manual del fabricante
del sistema. Con el objeto de asegurar un prensado adecuado y de garantizar el uso seguro de la máquina durante
el trabajo y el funcionamiento, sólo está permitido utilizar la máquina con las mordazas de prensa/insertos de prensa
habilitados por el proveedor del sistema y/o el fabricante de la máquina para esta prensa. Sólo está permitido utilizar
mordazas de prensa/insertos de prensa con identifi cación duradera mediante la que se pueda hacer referencia al
fabricante y al modelo. En caso de duda, es muy importante consultar al proveedor del sistema o al fabricante de la
máquina antes de realizar un prensado.
Atención
Está prohibido prensar con una mordaza de cierre deformada o defectuosa.
Indicación
Como fabricante de la máquina ofrecemos de forma opcional mordazas de prensa que se adaptan a todos
los sistemas y dimensiones de tubos actuales. Producciones especiales y soluciones de problemas bajo
demanda.
5.4 Indicaciones de mantenimiento
El funcionamiento seguro de la máquina prensadora depende de un manejo adecuado. El manejo de la máquina representa una condición importante para realizar uniones permanentes y seguras. Para garantizar estas conexiones,
la máquina requiere un mantenimiento y un cuidado regulares. Rogamos que se tengan en cuenta las siguientes
indicaciones:
1. Es necesario limpiar la prensa electrohidráulica cuando haya terminado de usarla y asegurarse de que está seca
antes de guardarla.
2. Para garantizar el funcionamiento óptimo de la máquina y prevenir posibles averías de funcionamiento, la herramienta de prensado debe ser devuelta al fabricante para revisar cada año o cada 10.000 ciclos de prensado. (ver
también cap. 4.3)
3. Es preciso proteger de la humedad y de los cuerpos extraños tanto al acumulador como al cargador.
4. Es necesario aceitar ligeramente las conexiones de los pernos, los rodillos de accionamiento y sus guías.
5. Compruebe o haga comprobar regularmente si la herramienta de prensa y las mordazas de prensa funcionan
perfectamente, p. ej. realizando un prensado de prueba.
HE.9843_J © 03/2008 7
E
Page 40

Manual de instrucciones
MAP 1
6. Mantenga siempre limpias las mordazas de prensa. Si se ensucian, límpielas con un cepillo.
El mantenimiento de la máquina por parte del taller consiste en el desmontaje, la limpieza, el cambio de posibles
piezas desgastadas, el montaje y el control fi nal. Sólo es posible garantizar una unión hermética y duradera con un
sistema de prensado limpio y en perfecto estado de funcionamiento.
En el marco del uso previsto, sólo está permitido que el cliente cambie las mordazas de prensa (fi g. 1, 7; fi g. 3+4).
Atención
¡No abra la máquina!
En el caso de que el seguro esté dañado, se extingue el derecho a la garantía.
5.5 Indicación sobre el uso del acumulador y del cargador
El aparato cargador está equipado para una tensión alterna de 230 V con una frecuencia de 50 - 60 Hz. Las pilas nuevas tienen que cargarse antes del uso. Para cargar la pila se inserta el enchufe del cargador en la caja de enchufe
y la pila en el cargador (fi g. 31). El tiempo de carga es 40 min. aprox. (fi g. 32). El estado de carga de las pilas puede
verse en un diodo luminoso que lleva el cargador.
verde: La pila está cargada
rojo: La pila está vacía y se está cargando.
centelleo: La pila está mal colocada o muy caliente
Insertar la pila en la unidad de modo que los polos de más y menos en la pila coincidan con los del cargador. Si la
pila está correctamente conectada, la luz de carga cambia de verde al rojo y comienza el proceso de carga. Una vez
fi nalizado éste, la luz de carga pasa de nuevo al verde (fi g. 33).
No deben usarse pilas extrañas p. ej. pilas secas o batería de coche etc. en la prensa ni en el aparato cargador.
Cargue las pilas, tan pronto como descienda claramente la velocidad de la herramienta. No recargue una pila semi-
cargada, por si acaso (fi g. 37).
Si carga la pila de una unidad con la que se ha trabajado hace poco tiempo o de otra que ha estado expuesta al sol
largo tiempo, puede ser que la luz roja de carga centellee. En este caso espere un momento. La carga comienza
después de enfriarse la pila.
Los polos del aparato cargador o los de la pila están sucios de polvo o la pila está gastada o deteriorada.
Si desea cargar dos pilas consecutivamente, espere 15 min. antes de cargar la segunda pila.
HE.9843_J © 03/2008 8
E
Page 41
Manual de instrucciones
MAP 1
Evite fuertes oscilaciones de temperatura por debajo de 0°C y por encima de 40°C (fi g. 34). No deje nunca el car-
gador bajo la lluvia o en la nieve (fi g. 36). No cargue las pilas nunca donde haya substancias o gases fácilmente
infl amables (fi g. 35).
No sujete nunca el cargador por el cable de red ni aplique la fuerza para sacarlo de la caja de enchufe (fi g. 38). No
meta objetos extraños en las rejillas de ventilación del cargador (fi g. 39).
Para cargar las pilas sólo deben usarse los cargadores prescritos por el fabricante.
Atención
No se meta las pilas en el bolsillo del pantalón o en la caja de herramientas si se encuentran dentro piezas
conductivas, como p. ej. monedas, llaves, herramientas u otras piezas metálicas.
Saque el enchufe del aparato cargador de la toma de red después de realizada la carga. No desmonte el aparato
cargador.
Para garantizar la seguridad y efi cacia del cargador, los trabajos de reparación, mantenimiento o ajuste deberían
realizarlos nuestro servicio posventa.
5.6 Conservación y transporte
Después de usar la herramienta de prensado y el cargador y después de que se hayan limpiado, para protegerlos de
los daños es necesario ponerlos en la maleta de transporte que se deberá cerrar a continuación de forma segura.
6. Comportamiento en caso de fallos en la herramienta de prensado
a.) La máquina no alcanza la presión fi nal.
=> Cancele el proceso de prensado. Mantenga sujeto el interruptor de retroceso (fi g. 1, 2) y al mismo tiempo accione
continuamente el interruptor de funcionamiento durante unos 10 seg. Si, a pesar de ello, no se repara el fallo, es
necesario enviar la máquina al taller.
b.) La máquina pierde aceite.
=> Envíe la máquina al taller. No abra la máquina ni retire el seguro de la máquina ni lo dañe.
HE.9843_J © 03/2008 9
E
Page 42

Manual de instrucciones
MAP 1
7. Datos técnicos
Modelo MAP 1
Peso: 2,5 kg aprox. (incl. acumulador y mordaza de prensa)
Tiempo de prensado: 3 - 4 s
Fuerza de cizallamiento: 15 kN (lineal)
Tensión del acumulador: 9,6 V
Capacidad del acumulador: 2,0 Ah NiMH (RAM2)
Tiempo de carga del acumulador: 40 min. aprox. o 15 min. con cargador rápido
Prensados por acumulador : 90 ciclos aprox. con anchura nominal 20
Temperatura ambiente: Entre -20°C y +40°C
Aceite hidráulico: Shell Tellus T 15
Nivel de intensidad acústica: 70,6 dB (A) in a distance of 1m
Vibraciones: < 2,5 m/s² (valor efi caz ponderado de aceleración)
HE.9843_J © 03/2008 10
E
Page 43
Manual de instrucciones
MAP 1
8. Puesta fuera de servicio/Eliminación
Es obligatorio eliminar cada uno de los componentes de la máquina por separado. Así pues, en primer lugar, debe
purgarse el aceite y eliminarlo en un punto de recogida especial.
Atención
Los aceites hidráulicos constituyen un peligro para las aguas subterráneas.
Está penalizado verter el aceite sin control alguno o eliminarlo de forma inadecuada (ley de protección del medio
ambiente).
A continuación, es obligatorio eliminar el acumulador (Pos. nº 5) de forma especial, teniendo en cuenta la disposición
sobre baterías.
Para la eliminación del resto de las piezas de la máquina, tenga en cuenta las normas sobre medio ambiente de la
Comunidad Europea, incluyendo las prescripciones vigentes en su país.
Recomendamos que una empresa técnica autorizada efectúe la eliminación debido al posible deterioro del medio
ambiente. No es posible garantizar una aceptación de la máquina vieja sin gastos por parte del fabricante.
Observación
Nos puede solicitar en cualquier momento este manual de instrucciones gratuitamente con el número de
pedido HE.9843_J.
HE.9843_J © 03/2008
E
11
Page 44

Handleiding
MAP 1
Inhoudsopgave
1. Inleiding
2. Opschriften
3. Waarborg
4. Beschrijving van het elektrohydraulische perswerktuig
4.1 Beschrijving van de componenten
4.2 Beknopte beschrijving van de fundamentele prestatiekenmerken van het apparaat
4.3 Beschrijving van de lichtdiode - indicatie
5. Aanwijzingen voor een reglementair gebruik volgens de bepalingen
5.1 Bediening van het werktuig
5.2 Toelichting bij het toepassingsgebied
5.3 Aanwijzingen voor de verwerking
5.4 Onderhoudsinstructies
5.5 Aanwijzing voor het gebruik van de accu en van de batterijlader
5.6 Bewaring en transport
6. Gedrag bij storingen aan het perswerktuig
7. Technische gegevens
8. Buitenbedrijfstelling/afvalverwerking
Symbolen
Veiligheidstechnische aanwijzingen
Gelieve deze onvoorwaardelijk in acht te nemen om lichamelijke letsels en schade aan het milieu te vermijden.
Gebruikstechnische aanwijzingen
Gelieve deze onvoorwaardelijk in acht te nemen om schade aan het werktuig te vermijden.
HE.9843_J © 03/2008 1
NL
Page 45

Handleiding
MAP 1
1. Inleiding
Vóór de inbedrijfstelling van uw perswerktuig neemt u de gebruiksaanwijzing zorgvuldig door.
Gebruik dit werktuig uitsluitend voor het reglementair voorgeschreven gebruik en dit met inachtneming van de
algemene veiligheidsinstructies en de voorschriften ter preventie van ongevallen.
Op deze gebruiksaanwijzing dient tijdens de hele levensduur van het werktuig beroep gedaan te worden.
De exploitant moet
• de gebruiksaanwijzing voor de operator toegankelijk maken en
• zich vergewissen dat de operator ze gelezen en begrepen heeft.
2. Opschriften
Op de behuizing vindt u stickers met de typebenaming, informatie over de fabrikant (afb. 2, A+B) en technische gegevens (afb. 2, C). Het serienummer bevindt zich op de behuizing nabij de accu (afb. 2, D).
3. Garantie
Aanvullend op de wettelijke waarborg van 2 jaar voor tekortkomingen, die er reeds bij de levering van ons product
blijken te zijn, verstrekken wij een fabrieksgarantie van 1 jaar op het complete werktuig en op uitgewisselde, individuele componenten bij herstelling en onderhoud.
Gedurende deze periode verhelpen wij gratis alle tekortkomingen, die aantoonbaar aan materiaal- of fabricagefouten
te wijten zijn.
Uitgezonderd zijn beschadigingen, die aan veronachtzaming van de gebruiksaanwijzing, een ondeskundige behandeling of een normale slijtage te wijten zijn.
De vereiste voorwaarde voor een onberispelijke werking is een regelmatige naleving van de voorgeschreven onderhoudsintervallen van 1 jaar.
HE.9843_J © 03/2008 2
NL
Page 46

Handleiding
MAP 1
4. Beschrijving van het elektrohydraulische perswerktuig
4.1 Beschrijving van de componenten
Het hydraulische perswerktuig met onze typebenaming MAP 1 is een met de hand bediend apparaat en bestaat uit
de hierna volgende componenten:
Tabel 1 (zie afb. 1)
Pos. Omschrijving Functie
1 Perskop Arbeidseenheid voor de opname van de perswangen
2 Terugstelschuif Schuif voor het openen van de perswangen ingeval van fouten of ingeval
van nood
3 Grendelinrichting accu Ontgrendelschuif voor de accu
4 Accu Herlaadbare NiMH accu
5 Lichtdiode - indicatie Controle instrument voor het vaststellen van de laadstand en Verdere
apparaat functies.
6 Bedieningsschakelaar Activering van het persprocédé
7 Perswang Hier: wisselwang met uitwisselbare werktuigelementen met verschillende
persprofi elen
8 Vergrendelbout Afsluitinrichting voor het openen/sluiten van de kop
9 Grendelinrichting Grendelinrichting voor de werktuigelementen
HE.9843_J © 03/2008 3
NL
Page 47

Handleiding
MAP 1
4.2 Beknopte beschrijving van de fundamentele prestatiekenmerken van het apparaat
Het apparaat bezit een automatische terugloop, die de zuiger na het behalen van de maximale kracht automatisch
terug in de oorspronkelijke stand brengt.
Het apparaat is uitgerust met een naloopstop, die de aanvoerbeweging na het loslaten van de bedieningsschakelaar
(afb. 1, 6) onmiddellijk stopzet.
De koppen zijn 330° draaibaar zodat niet toegankelijke plaatsen gemakkelijker bereikt kunnen worden (afb. 11)
Zeer laag gewicht en goede hantering door een ergonomisch design.
De MAP 1 heeft een microprocessor besturing die service-intervallen aangeeft, de laadstand van de accu aangeeft.
De MAP 1 beschikt over een uiterst veilige afsluitinrichting om de perswangen vast te maken.
Gemakkelijk bedienbaar en plaatsbesparend afsluitsysteem voor perselementen bij MAP 1 wisselwangen.
Bruikbaarheid van een ruim assortiment perswangen en wisselelementen, die al jarenlang op de markt verspreid
zijn.
4.3 Beschrijving van de lichtdioden
De lichtdiode (afb. 1, 5) dient in combinatie met de besturings-elektronica voor het verstrekken van informatie over de
toestand van de accu (afb. 1, 4) en van het werktuig. Concreet brandt de diode in de volgende gevallen:
Signaal Duur Tijdstip Betekenis
2-maal knipperen bij het plaatsen van de batterij uitvoeren van de zelftest
20 seconden oplichten na het persen batterij leeg
* 20 seconden oplichten (2Hz) na het persen fout en ondehoud nodig
20 seconden oplichten en
dan 20 seconden knipperen
* Opmerking
- Als het toestel na elke persing gedrurende 20 seconden knippert moet men het zo snel mogenlijk bij een erkend servic-center binnen brengen
voor een onderhoud.
na het persen batterij leeg en onderhoud nodig
HE.9843_J © 03/2008 4
NL
Page 48
Handleiding
MAP 1
5. Aanwijzingen voor een reglementair gebruik volgens de bepalingen
5.1 Bediening van het werktuig
Eerst en vooral wordt voor de gewenste toepassing respectievelijk de geschikte perswang (afb. 3+4) of het geschikte
werktuigelement ter beschikking gesteld.
Bij de MAP 1 wordt de vergrendelbout in overeenstemming met de afbeelding op de kop van de vergrendelbout in de
richting van de perswanghouder geduwd en tegen de richting van de wijzers van een klok in gedraaid. Bij het bereiken van de aanslag wordt de vergrendelbout door een veer automatisch uitgeduwd. De gewenste perswang wordt
aangebracht en de vergrendelbout wordt tegen de veerkracht ingeschoven tot deze vast klikt. Bij wisselwangen
worden de werktuigelementen zijdelings, bij het gelijktijdig trekken van de ronde bedieningsschijf van de grendelinrichting, in de wang geschoven (afb. 10 - 30).
Nadat de fi tting op de buis geschoven werd, worden de perswangen door te drukken op het achterste uiteinde
(afb. 1, 6) geopend en op de fi tting geplaatst.
Een persprocédé wordt door het indrukken van de bedieningsschakelaar (positie 1, afbeelding 5 positie A) in werking
gesteld.
Het persprocédé wordt gekenmerkt door het sluiten van de perswangen. Door de op de zuigerstang gesitueerde
aandrijfrollen sluiten de perswangen schaarvormig.
Opgelet
Vergewis u dat de grendel (afb. 1, 8) volledig ingeschoven is en veilig vast klikt.
Opgelet
Een noodzakelijke voorwaarde voor een duurzame dichte persing is dat het persprocédé steeds beëindigd
wordt, d.w.z. dat de perswangen volledig gesloten worden.
Opgelet
Het verpersen van pijpverbindingen in gasleidingnetten is verboden tenzij hiervoor door de provider uitdrukkelijk in verbinding met deze machine en speciaal geteste fi ttings het licht op groen gezet werd.
Opgelet
Het persprocédé kan te allen tijde door het loslaten van de bedieningsschakelaar onderbroken worden.
HE.9843_J © 03/2008 5
NL
Page 49
Handleiding
MAP 1
Opgelet
Na beëindiging van het persprocédé moet er bijkomend nog een optische controle doorgevoerd worden. Er
moet immers nagegaan worden of de perswangen volledig gesloten werden.
Opgelet
Fittings, bij dewelke het persprocédé abnormaal beëindigd werd, moeten gedemonteerd of nageperst worden.
Er moet op gelet worden dat de perswangen compleet gesloten zijn en dat er zich geen vreemde voorwerpen (bijvoorbeeld pleisterwerk of steenresten) tussen de perswangen bevinden.
Door het indrukken van de terugsteltoets (afb. 1, 2) kan in geval van fouten de rolhouder terug in haar oorspronkelijke
stand gebracht worden.
Na het bereiken van de maximale bedrijfsoverdruk bewegen de aandrijfrollen automatisch terug tot in hun oorspronkelijke stand en kunnen de perswangen opnieuw geopend worden.
Opgelet
Vóór de uitwisseling van de perswangen onvoorwaardelijk de accu tegen een onopzettelijke bediening
uit het apparaat verwijderen (afb. 10).
5.2 Toelichting bij het toepassingsgebied
Bij de MAP 1 betreft het een met de hand bediend apparaat voor het aandrukken van fi ttings op sanitaire buizen en
voor het verbinden van compoundbuizen, koperen buizen en stalen buizen van 12 tot 32 mm. Het apparaat mag niet
ingeklemd worden. Het is niet voor stationair gebruik geschikt.
Het apparaat is niet voor een continu gebruik geschikt. Er moet na circa 50 opeenvolgende persingen een korte pauze van minstens 15 minuten ingelast worden opdat er aan het apparaat tijd gegeven wordt om af te koelen.
Opgelet
Ingeval van een intensief gebruik kan het door oververhitting tot beschadigingen aan het apparaat komen.
Opgelet
Bij de werking van het apparaat kan het door de ingebouwde elektrische motor tot vonkvorming komen,
door dewelke er licht ontvlambare of explosieve stoffen in brand gezet kunnen worden.
Opgelet
Het elektrohydraulische persapparaat mag niet bij sterke regenval of onder water gebruikt worden.
HE.9843_J © 03/2008 6
NL
Page 50
Handleiding
MAP 1
5.3 Aanwijzingen voor de verwerking
Gelieve verwerkingsinstructies om fi tting en buis correct te verspersen in de door de systeemfabrikant ter beschik-
king gestelde handleiding terug te vinden. Teneinde een onberispelijke persing te vrijwaren en om het qua arbeid
en werking betrouwbare gebruik te waarborgen, mag de machine uitsluitend met door de provider en/of machinefabrikant voor het persapparaat goedgekeurde perswangen/perselementen gebruikt worden. gebruikt worden mogen
er uitsluitend perswangen/perselementen met duurzame kenmerken, uit dewelke er conclusies met betrekking tot
fabrikant en type getrokken kunnen worden. In geval van twijfel dienen er bij de provider of bij de machinefabrikant
inlichtingen ingewonnen te worden vooraleer met het verpersen van start te gaan.
Opgelet
Kromgebogen of defecte perswangen mogen niet meer gebruikt worden.
Opmerking
Als machinefabrikant bieden wij optimaal afgestemde perswangen voor alle courante systemen en buisafmetingen aan. Speciale modellen en probleemoplossingen op aanvraag.
5.4 Onderhoudsinstructies
De betrouwbare werking van de persmachine is afhankelijk van een verzorgde behandeling. Deze stelt een belangrijke voorwaarde voorop om duurzaam veilige verbindingen tot stand te brengen. Om deze te vrijwaren, heeft het
apparaat een regelmatig onderhoud en een regelmatige verzorging nodig. Wij verzoeken u, het volgende in acht te
nemen:
1. Het elektrohydraulische persapparaat dient telkens na gebruik gereinigd te worden. Bovendien moet een droge
toestand vóór bewaring gewaarborgd worden.
2. Om te zorgen dat de machine onberispelijk loopt en om mogelijke storingen te voorkomen moet het persapparaat
na afl oop van elk jaar of na 10.000 persingen voor onderhoud naar het dichts bijzijnde Service Center gestuurd
worden. (zie ook hoofdstuk 4.3)
3. Zowel de accu als de batterijlader moeten tegen vochtigheid en tegen vreemde voorwerpen beschermd worden.
4. De boutverbindingen, de aandrijfrollen en hun geleiding dienen lichtjes met olie gesmeerd te worden.
5. Perswerktuig en perswangen regelmatig bijvoorbeeld door een testpersing op een foutloze werking respectievelijk
nakijken of laten nakijken.
6. Perswangen steeds netjes houden. Ingeval van vervuiling met een borstel reinigen.
HE.9843_J © 03/2008 7
NL
Page 51
Handleiding
MAP 1
Het in de fabriek doorgevoerde onderhoud van de machine bestaat uit demontage, reiniging, uitwisseling van eventueel versleten onderdelen, montage en eindcontrole. Enkel en alleen een zuiver en goed functioneerbaar perssysteem kan een duurzaam dichte verbinding waarborgen.
In het kader van een reglementair gebruik volgens de bepalingen mag de klant uitsluitend de perswangen (afb. 1, 7;
afb. 3+4) wisselen.
Opgelet
Apparaat niet openen!
Ingeval van een beschadigde grendelinrichting komt de garantieclaim te vervallen.
5.5 Aanwijzing voor het gebruik van de accu en van de batterijlader
De batterijlader LG4F werkt op 230 V/50-60 Hz . Nieuwe batterijen moeten eerst opgeladen worden
alvorens ze gebruikt kunnen worden. Om de batterij te verwijderen moet men deze ontgrendelen via de grendel
(afb. 1, 3). Om de batterij te laden moet men de netstekker in het stopcontact pluggen en dan de batterij in de lader
plaatsen (afb. 31). De laadtijd bedraagt ca. 40 min. ( afb. 32). De Laadtoestand van de batterij is aangeduid door de
LED (multicolor) op de batterij lader.
groen: accu is opgeladen
rood: accu is leeg en wordt opgeladen.
knipperen: accu zit er verkeerd ingeschoven of is te heet.
Schuif de accu zo in het apparaat dat de plus- en minpolen op de accu overeenkomen met die op het laadapparaat.
Als de accu correct is aangesloten, gaat het oplaadlampje van groen op rood over en begint het opladen. Als het
opladen gereed is wisselt het oplaadlampje weer naar groen (afb. 33).
Indien de batterij de 1 ste maal niet volledig geladen is ,wijst niet onmiddellijk op een fout. De volledige capaciteit kan
bereikt worden na 3 laad en ontlaad cycli.Geen half ontladen batterijen bijladen (afb. 37).
Laadt de batterij bij kamertemperatuur tussen 10°C en 40°C (afb. 34). Als men een warme batterij >65°C na gebruik
of bij langdurig in de zon liggen wil laden , kan de rode LED knipperen.Neem de batterij uit de lader en laat deze
afkoelen alvoren opnieuw te laden.
Batterijen worden bij lage temperaturen <5°C niet geladen.Verhoog de temperatuur alvorens te laden.
Stel de lader niet bloot aan regen of sneeuw (afb. 36).
HE.9843_J © 03/2008 8
NL
Page 52

Handleiding
MAP 1
Nooit laden in omgeving van ontvlambare stoffen of gassen (afb. 35).
Gebruik geen ander merk van batterij in het werktuig of lader.
De Klauke batterijen RA2 – RA5 kunnen met deze lader geladen worden.
Draag het werktuig niet aan het netsnoer, en ruk deze met hevige kracht uit het stopcontact (afb. 38).
Steek geen vreemde voorwerpen in verluchtingsopeningen van het toestel (afb. 39).Demonteer het toestel niet.
De batterijen mogen enkel geladen worden met de door de fabricant voorgeschreven toestellen.
De Mini batterijen kunnen in elke Kauke batterijlader geladen worden.
Let op
Steek de batterij niet in een opbergtas of gereedschapskoffer waar metalen geleidende delen in bevinden
zoals , munten,sleutels, gereedschap of andere metalen delen.
Uit veiligheid en perfecte werking moet de onderhoud of herstelling van de lader in een Klauke
Service Center uitgevoerd worden.
5.6 Bewaring en transport
Om het perswerktuig en de batterijlader tegen beschadigingen te beschermen, moeten ze na gebruik en nadat ze
schoongemaakt werden in de transportkoffer gelegd worden. Die moet vervolgens op een veilige manier afgesloten
worden.
6. Gedrag bij storingen aan het perswerktuig
a.) Het apparaat verliest olie.
=> Het apparaat inzenden. Het apparaat niet openen en de verzegeling van het apparaat niet verwijderen of
beschadigen.
b.) Het apparaat bereikt de einddruk niet.
=> Persprocédé onderbreken. Terugstelschuif (afb. 1, 2) gespannen houden en tegelijkertijd bedienings-
schakelaar circa 10 seconden lang ingedrukt houden. Indien de fout daardoor niet verholpen wordt, moet het
apparaat naar de fabriek gezonden worden.
c.) Regelmatig knipperen van de lichtdiode - indicatie (afb. 1, 5)
=> accu (pos. 7) vervangen. Als de indicatie blijft branden moet het apparaat opgestuurd worden (zie ook hoofdstuk 4.3)
HE.9843_J © 03/2008 9
NL
Page 53

Handleiding
MAP 1
7. Technische gegevens
Type MAP 1
Gewicht: ca. 2,5 kg (incl. accu en perswang
Perstijd: 3 - 4 s
Schuifkracht: 15 kN (lineair)
Accuspanning: 9,6 V
Accucapaciteit: 2,0 Ah NiMH (RAM2)
Laadtijd accu: ca. 40 min. c.q. 15 min. met snelle batterijlader
Persingen per accu: ca. 90 cycli bij NW 20
Omgevingstemperatuur: -20° C tot +40° C
Hydraulische olie: Shell Tellus T 15
Niveau geluidsdruk: 70,6 dB (A) op 1m afstand
Trillingen: < 2,5 m/s² (gewogen effectieve waarde van de versnelling)
HE.9843_J © 03/2008 10
NL
Page 54
Handleiding
MAP 1
8. Buitenbedrijfstelling/afvalverwerking
De afvalverwerking van de individuele componenten van het aggregaat moet gescheiden gebeuren. Daarbij moet
eerst de olie afgetapt en op speciale recyclageplaatsen geëvacueerd worden.
Opgelet
Hydraulische olie vormt een gevaar voor het grondwater. Ongecontroleerd aftappen of ondeskundig evacueren wordt bestraft (aansprakelijkheidswet milieu).
Vervolgens moet de accu (positienummer 5) met inachtneming van de voor batterijen van toepassing zijnde verordening op een speciale manier geëvacueerd worden.
Gelieve bij de afvalverwerking van de overige onderdelen van het aggregaat de milieunormen vanwege de Europese
Gemeenschap evenals de in uw land van toepassing zijnde voorschriften in acht te nemen.
Omwille van een mogelijke vervuiling van het milieu raden wij aan, de afvalverwerking door gemachtigde, gespecialiseerde bedrijven te laten doorvoeren. Een gratis terugname van het oude apparaat door de fabrikant kan men niet
beloven.
Opmerking:
Deze gebruiksaanwijzing kunt u te allen tijde gratis aan de hand van het bestelnummer HE.9843_J bij ons
bestellen.
HE.9843_J © 03/2008
NL
11
Page 55
Mode d´emploi
MAP 1
Index
1. Introduction
2. Plaques signalétiques
3. Garantie
4. Description des outils de pressage électrohydrauliques
4.1 Description des composants
4.2 Description résumée des principales performances de l‘appareil
4.3 Description de l‘affi chage LED
5. Consignes pour un usage conforme de l‘appareil
5.1 Utilisation de l‘outil
5.2 Explications relatives au domaine d‘application
5.3 Consignes relatives au processus
5.4 Consignes d‘entretien
5.5 Consignes relatives à l‘utilisation de l‘accumulateur et du chargeur
5.6 Conservation et transport
6. Actions à entreprendre en cas de dysfonctionnements de l‘outil de pressage
7. Caractéristiques techniques
8. Mise hors service/ traitement des déchets
Symboles
Consignes de sécurité
À observer impérativement pour préserver les personnes et l‘environnement..
Consignes d‘application
À observer impérativement pour éviter d‘endommager l‘outil..
HE.9843_J © 03/2008 1
F
Page 56
Mode d´emploi
MAP 1
1. Introduction
Lire attentivement le mode d‘emploi avant la mise en service de l‘outil de pressage.
Utiliser l‘outil exclusivement pour son usage déterminé et observer les consignes
de sécurité et de prévention d‘accidents.
Ce mode d‘emploi est à observer pendant toute la durée de vie de l‘outil.
L‘acquéreur doit
• faciliter à l‘utilisateur l‘accès au mode d‘emploi et
• s‘assurer de la lecture et de la compréhension du mode d‘emploi de la part de l‘utilisateur.
2. Plaques signalétiques
Une étiquette adhésive située sur le boîtier indique le modèle, les coordonnées du fabricant (fi g. 2, A+B) et les carac-
téristiques techniques (fi g. 2, C). Le numéro de série est inscrit sur le boîtier près de l‘accumulateur (fi g. 2, D).
3. Garantie
Outre la garantie légale de 2 ans couvrant les anomalies éventuelles constatées lors de la livraison du produit,
l‘ensemble de l‘outil ainsi que la substitution de pièces détachées au cours d‘une réparation ou d‘une opération de
maintenance seront couverts par une garantie additionnelle du fabricant pour une durée d‘un an.
Au cours de ce délai, nous réparerons gratuitement toute anomalie liée de façon avérée à des défauts de matériel
ou de fabrication.
Sont exclus des dommages causés par le non respect du mode d‘emploi, une manipulation indadéquate ou l‘usure
normale.
Le respect de la prescription concernant une maintenance régulière (tous les ans) est une condition indispensable
au bon fonctionnement de la machine.
HE.9843_J © 03/2008 2
F
Page 57

Mode d´emploi
MAP 1
4. Description de l‘outil de pressage électrohydraulique
4.1 Description des composants
L‘outil de pressage hydraulique avec notre identifi cation de modèle MAP 1 est un appareil à main et composé des
éléments suivants:
Tableau 1 (fi g. 1)
Fig. nº Identifi cation Fonction
1 Tête de pressage Unité de travail pour le logement des mâchoires de pressage
2 Commutateur de retour Commutateur glissant d‘ouverture des mâchoires de pressage en cas
d‘anomalie ou d‘arrêt d‘urgence.
3 Déblocage de l‘accumulateur Commutateur glissant de déblocage de l‘accumulateur
4 Accumulateur Accumulateur rechargeable NiMH
5Affi cheur LED Affi cheur de contrôle de l‘état de charge et d‘autres fonctions de
l‘appareil
6 Commutateur de service Interruption du processus de pressage
7 Mâchoire de pressage Dans le cas présent: mâchoire interchangeable munie de matrices
interchangeables avec des profi ls de pressage variés.
8 Boulons de verrouillage Dispositif de verrouillage pour l‘ouverture/fermeture de la tête.
9 Verrouillage Verrouillage des matrices.
4.2 Description résumée des principales performances de l‘appareil
L‘appareil est muni d‘un retour automatique qui renvoie automatiquement le piston dans sa position initiale après
avoir atteint la puissance maximale.
L‘appareil est équipé d‘un arrêt spécial qui freine immédiatement le mouvement avant après avoir relâché le commutateur de service (fi g. 1, 6).
HE.9843_J © 03/2008 3
F
Page 58
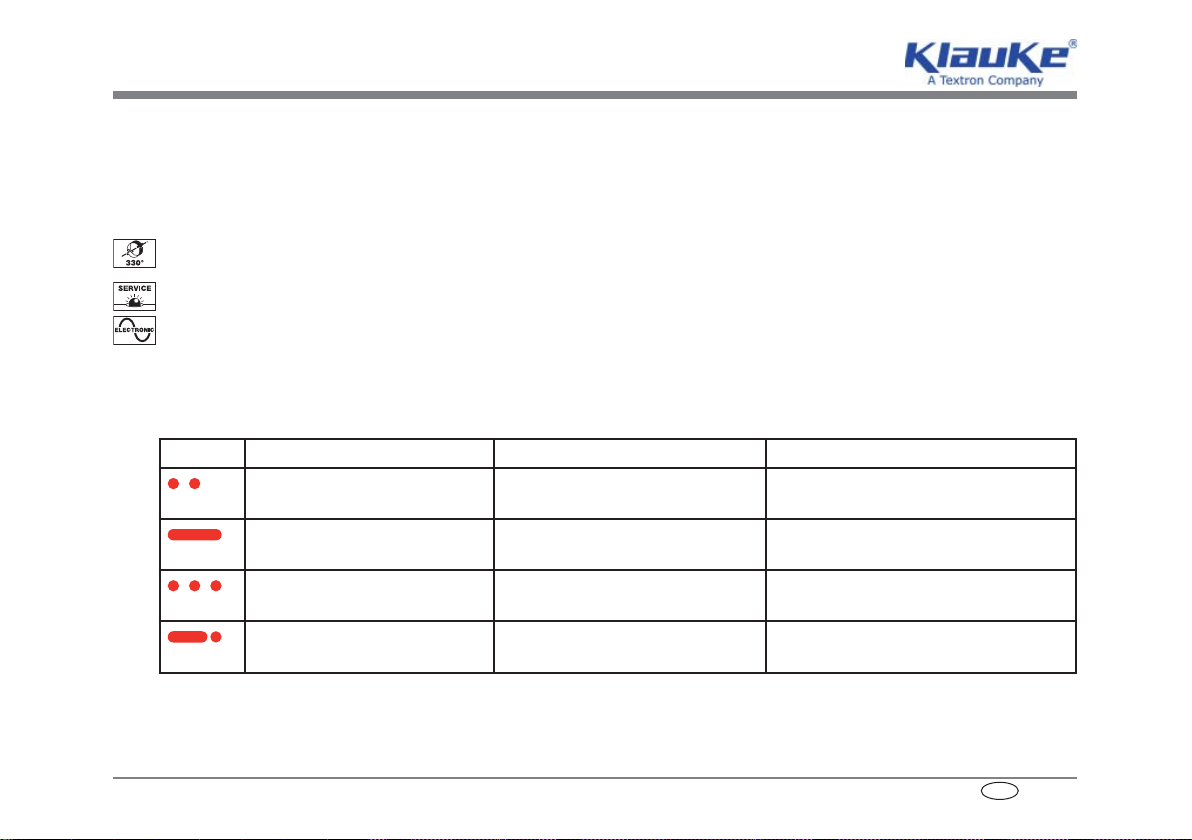
Mode d´emploi
MAP 1
Le MAP 1 dispose d‘un dispositif de fermeture de haute sécurité destiné à la fi xation des mâchoires de pressage.
Les mâchoires interchangeables MAP 1 sont munies d‘un système peu encombrant et souple de fermeture des
matrices.
Utilisation d‘un grand assortiment de mâchoires de pressage et de matrices interchangeables présent déjà depuis
bon nombre d‘années sur le marché.
Les têtes peuvent exercer une rotation de 330º ce qui leur permet d‘atteindre des endroits particulièrement diffi ciles
d‘accès.(fi g. 11)
La sertisseuse MAP 1 est équipée d‘une commande à micro-processeur, qui indique la périodicité de la maintenance,
ainsi que l‘état de charge de l‘accumulateur.
Poids très réduit et manipulation aisée grâce à un design ergonomique.
4.3 Description de l’affi chage par diode électroluminescente
En liaison avec la commande électronique, la diode électroluminescente (fi g. 1, 5) a pour fonction d’informer sur l’état
de l’accu (fi g. 1, 4) et sur celui de l’outil. La diode s’allume dans les cas spécifi ques suivants :
Signal Durée Moment Signifi cation
Clignote pendant
quelques secondes
Signal lumineux continu
pendant 20 secondes
* Clignote pendant
20 secondes (2Hz)
Signal lumineux et clignotant
pendant 20 secondes
* Remarques:
- Si, à partir d’un moment donné, la diode électroluminescente clignote toujours pendant environ 20 secondes à la fi n d’une opération de sertissage,
il faut effectuer l’entretien de l’appareil. L’appareil doit être renvoyé le plus vite possible à l’usine.
Mise en place de l’accu Exécution de l’autotest
Après l’opération de sertissage Accu est vide
Après l’opération de sertissage Erreur ou date d’entretien atteinte
Après l’opération de sertissage Date d’entretien atteinte et accu vide
HE.9843_J © 03/2008 4
F
Page 59
Mode d´emploi
MAP 1
5. Consignes pour un usage conforme
5.1 Utilisation de l‘outil
La mâchoire de pressage adéquate est d‘abord préparée pour l‘application souhaitée (fi g. 3+4), c‘est-à-dire avec la
matrice appropriée.
Sur le modèle MAP 1, le boulon de verrouillage est poussé comme indiqué sur la tête du boulon dans la direction
du support de mâchoire et tourné dans le sens contraire des aiguilles d‘une montre. Lorsqu‘il atteint la butée, le
boulon de verrouillage est automatiquement repoussé vers l‘extérieur au moyen d‘un ressort. Placer la mâchoire de
pressage souhaitée et pousser le boulon de verrouillage en forçant le ressort jusqu‘à encliquetage. Dans le cas des
mâchoires interchangeables, les matrices sont introduites latéralement tout en tirant du disque rond d‘actionnement
du verrouillage (fi g. 10 - 30).
Après avoir poussé l‘accessoire sur le tube, les mâchoires de pressage s‘ouvrent en appuyant sur l‘extrémité arrière
et sont placées sur l‘accessoire.
Un processus de pressage se déclenche en actionnant le commutateur de service (fi g. 1, 6).
La fermeture des mâchoires signale le commencement du processus de pressage. Les mâchoires de pressage se
ferment en forme de ciseaux au moyen des rouleaux d‘entraînement situés sur la barre de piston.
Attention
S‘assurer que le verrou (fi g. 1, 8) est entièrement enfoncé et bien encliqueté.
Attention
Une condition indispensable pour un pressage durablement étanche est que le processus de pressage soit
toujours bien achevé, c‘est-à-dire que les mâchoires de pressage soient complètement fermées.
Attention
Le pressage de raccordements de tubes dans des réseaux de conduites de gaz est interdit à moins que le
concepteur du système ne l‘ait autorisé en faisant explicitement référence à cette machine et à des accessoires spécialement testés.
Attention
Le processus de pressage peut être interrompu à tout moment en relâchant le commutateur de service.
HE.9843_J © 03/2008 5
F
Page 60

Mode d´emploi
MAP 1
Attention
Effectuer un contrôle visuel à la fi n du processus de pressage pour vérifi er si les mâchoires de pressage
sont entièrement fermées.
Attention
Des accessoires dont le processus de pressage a été interrompu doivent être démontés ou pressés à nouveau.
Vérifi er que les mâchoires de pressage sont entièrement fermées et qu‘aucun corps étranger (par ex. poussière ou
résidus de pierre) ne se trouvent entre les mâchoires de pressage.
En appuyant sur la touche retour (fi g. 1, 2), le support de rouleaux peut être remis dans sa position de départ en cas
d‘opération défectueuse.
Lorsqu‘ils atteignent une surpression maximale les rouleaux d‘entraînement reviennent automatiquement à leur position de départ et les mâchoires de pressage s‘ouvrent à nouveau.
Attention
Avant le changement de mâchoires de pressage, retirer impérativement l‘accumulateur de l‘appareil
pour prévenir une mise en marche involontaire (fi g. 10).
5.2 Explications relatives au domaine d‘application
Le modèle MAP 1 est un appareil d‘usage manuel pour le pressage d‘accessoires sur des tubes sanitaires ou le
raccordement de tubes d‘assemblage, de cuivre et d‘acier de 12 à 32 mm. L‘appareil ne doit pas être calé. Il n‘est
pas conçu pour un usage stationnaire
L‘appareil n‘est pas approprié pour une utilisation en continu. Après 50 pressages consécutifs approximativement,
établir une courte pause de 15 min afi n de permettre à l‘appareil de se refroidir.
Attention
Un surchauffement dû à une utilisation trop intensive peut endommager l‘appareil.
Attention
Quand la machine est en marche, le moteur électrique incorporé peut produire des étincelles susceptibles
de mettre le feu à des substances infl ammables ou explosives.
HE.9843_J © 03/2008 6
F
Page 61

Mode d´emploi
MAP 1
Attention
L‘appareil de pressage électrohydraulique ne doit pas être utilisé par forte pluie de même qu‘il ne peut être
immergé.
5.3 Consignes relatives au processus
Les instructions du fabricant du système contiennent les consignes relatives au processus visant un pressage
adéquat de l‘accessoire et du tube. Dans le but d‘assurer un pressage conforme ainsi que de garantir une utilisation sécurisée en matière de travail et de fonctionnement, la machine ne doit fonctionner qu‘avec des mâchoires de
pressage et des matrices homologuées par le concepteur du système et/ou le fabricant de la machine. Seules des
mâchoires de pressage et des matrices peuvent être utilisées dont les plaques signalétiques, résistantes à l‘usure,
permettent de retracer le fabricant et le modèle. En cas de doute avant un pressage, consulter le concepteur du
système ou le fabricant de la machine.
Attention
Ne pas utiliser des mâchoires de pressage déformées ou défectueuses.
Remarque
Comme fabricant de la machine, nous vous proposons des mâchoires de pressage adaptées de façon optimale à tous les systèmes et dimensions de tubes courants. Des fabrications spéciales et l‘étude de solutions diffi ciles sont possibles sur demande.
5.4 Consignes d‘entretien
Un fonctionnement fi able dépend du soin apporté au traitement de la machine de pressage. C‘est une condition
préalable de base pour obtenir des raccordements durables et sûrs. Pour garantir de tels raccordements, l‘appareil
nécessite une maintenance et une assistance régulières. Prière de bien vouloir observer les recommandations suivantes:
1. L‘appareil de pressage électrohydraulique doit être nettoyé après chaque utilisation et complètement séché avant
l‘entreposage.
2. Pour assurer un fonctionnement irréprochable de l‘appareil et prévenir les éventuels défauts, la sertisseuse devrait être envoyée pour entretien chaque année ou après 10.000 sertissages au fabricant. (voir également le
chapitre 4.3)
HE.9843_J © 03/2008 7
F
Page 62
Mode d´emploi
MAP 1
3. Il convient de protéger l‘accumulateur et le chargeur de l‘humidité et de corps étrangers.
4. Les raccordements de boulon, les rouleaux d‘entraînement et leurs guides doivent être légèrement huilés.
5. Vérifi er ou faire vérifi er régulièrement le parfait fonctionnement de l‘outil de pressage et des mâchoires par ex. au
cours d‘un pressage d‘essai.
6. Les mâchoires de pressage doivent être toujours propres. En cas de salissures, nettoyer avec une brosse.
L‘entretien de la machine en atelier consiste dans le démontage, le nettoyage, le remplacement d‘éventuelles pièces
usées, le montage et le contrôle fi nal. Seul un système de pressage propre et en parfait état de marche peut garantir
un raccordement durablement étanche.
Dans le cadre d‘un usage conforme, seules les mâchoires de pressage (fi g. 1, 7; fi g. 3+4) peuvent être changées
par le client.
Attention
Ne pas ouvrir l‘appareil!
Le droit de garantie sera annulé en cas de tentative de descellement.
5.5 Consignes relatives à l‘utilisation de l‘accumulateur et du chargeur
Le chargeur LG4F est prévu pour une alimentation en 230 Vavec une fréquence de 50/60 Hz. Les accumulateurs
neufs doivent être chargés avant leur première mise en service. Pour enlever l‘accumulateur RAM2 de son logement,
il est nécessaire d‘actionner le bouton de déverrouillage (fi g. 1, 3). Mise en charge de l‘accumulateur introduire la
fi che du chargeur dans la prise de courant et placer l‘accumulateur dans le chargeur (fi g. 31). Le temps de charge est
d‘environ 40 minutes (fi g. 32). L‘état de charge de l‘accumulateur est indiqué par le témoin lumineux (LED) disposé
sur le chargeur.
vert: l‘accumulateur est chargé
rouge: l‘accumulateur est vide et en cours de charge
clignotement : l‘accumulateur est mal placé dans le chargeur, ou trop chaud.
Placez l‘accumulateur dans l‘appareil de manière que les pôles plus et moins de l‘accumulateur et du chargeur cor-
respondent. Si le branchement de l‘accumulateur est correct, la lumière de chargement passe du vert au rouge et la
charge commence. Lorsque la charge est terminée la lumière repasse au vert (fi g. 33).
Ne pas charge l‘accumulateur en presence de fl uide combustible ou de gaz (fi g. 35).
HE.9843_J © 03/2008 8
F
Page 63
Mode d´emploi
MAP 1
Si vous laissez la cartouche de batterie dans le chargeur après chargez, le chargeur commutera de charge de la
cartouche de batterie avec le mode maintiennent qui conserve la cartouche de batterie fraîche (fi g. 37).
Si l‘on ne parvient pas à avoir la capacité nominale au début, il s‘agit obligatoirement d‘un défaut. La pleine capacité peut
être obtenue par 3 cycles de mise en charge / décharge. Recharger votre batterie dès que vous constatez que l‘appareil
travaille nettement moins rapidement. Ne pas recharger préventivement une batterie partiellement déchargée (fi g.
30).
La mise en charge de l‘accumulateur doit se faire entre 10° C et 40° C (fi g. 34). Si l‘accumulateur est chaud > 65° C)
(appareil venant de fonctionner) ou s‘il a été assez longuement exposé au soleil, il est possible que le témoin lumineux à LED du côté droit se mette à clignoter au rouge. Enlever dans ce cas l‘accumulateur du chargeur et attendre
quelques instants. La mise en charge pourra commencer dès que l‘accumulateur se sera refroidi.
De même, ne pas charger l‘accumulateur à une température inférieure à 5° C. Il est conseillé au préalable de réchauffer l‘accumulateur avant de le mettre en charge. Ne jamais laisser l‘accumulateur sous la pluie ou la neige
(fi g. 36) et ne pas le mettre en charge en présence de matière ou de gaz facilement infl ammables (fi g. 35).
N‘utiliser aucun autre type d‘accumulateur dans l‘appareil ni dans le chargeur. Vous pouvez également recharger les
accumulateurs Klauke RA2 jusqu‘à RA5.
Ne pas porter le chargeur par son câble d‘alimentation et ne pas le débrancher brusquement de la prise d‘alimentation
en tirant sur son cordon (fi g. 38). Ne pas introduire de corps étrangers dans la grille de ventilation du chargeur. Ne
pas démonter le chargeur (fi g. 39).
La mise en charge des accumulateurs ne doit être effectuée qu‘au moyen des chargeurs recommandés par le fabricant. Les mini-accumulateurs peuvent être également rechargés dans les chargeurs Klauke.
Attention
Ne pas glisser l‘accumulateur dans sa poche ou dans la caisse à outils dans lesquelles se trouveraient des
pièces conductrices, comme par exemple des pièces de monnaie, des clés, des outils ou d‘autres pièces
métalliques.
Pour assurer la sécurité et la fi abilité du chargeur, les opérations de réparation, d‘entretien et de réglage ne doivent
être effectuées que par notre Centre de Service Après-vente.
HE.9843_J © 03/2008 9
F
Page 64
Mode d´emploi
MAP 1
5.6 Conservation et transport
Afi n de protéger l‘outil de pressage et le chargeur d‘éventuels dommages, après utilisation et nettoyage postérieur,
les placer dans le coffret de transport qu‘il convient de fermer ensuite de manière sécurisée.
6. Actions à entreprendre en cas de dysfonctionnements de l‘outil de pressage
a.) L‘appareil perd de l‘huile.
=> Expédier l‘appareil. Ne pas endommager l‘appareil ni tenter de l‘ouvrir en le descellant.
b.) L‘appareil n‘atteint pas la pression fi nale.
=> Interrompre le processus de pressage. Maintenir appuyé le commutateur de retour (fi g. 1, 2) et simultanément
actionner le commutateur de service à plusieurs reprises pendant une dizaine de secondes. Si le dysfonctionne ment ne se résorbe pas ainsi, expédier l‘appareil chez le fabricant.
c.) Clignotement régulier de la LED d‘affi chage (fi g. 1, 5)
=> Remplacer l‘accumulateur. Si la LED continue de clignoter, l‘appareil doit être renvoyé à l‘atelier. (voir aussi
chapitre. 4.3)
7. Caractéristiques techniques
Modèle MAP 1
Poids: env. 2,5 kg (y compris accumulateur et mâchoire de pressage)
Temps de pressage: 3 - 4 s
Force de cisaillement: 15 kN (linéaire)
Tension accumulateur: 9,6 V
Capacité accumulateur: 2,0 Ah NiMH (RAM2)
Temps de charge accu.: env. 40 min., ou 15 min. avec chargeur rapide
Pressages par accu.: env. 90 cycles avec DN 20
Température ambiante: entre -20°C et +40°C
HE.9843_J © 03/2008 10
F
Page 65

Mode d´emploi
MAP 1
Modèle MAP 1
Huile hydraulique: Shell Tellus T 15
Niveau pression sonore: 70,6 dB (A) à 1 m de distance
Vibrations: < 2,5 m/s² (valeur effective évaluée de l‘accélération)
8. Mise hors service/élimination des déchets
L‘élimination des différents composants de la machine doit s‘effectuer séparément. L‘huile doit être d‘abord vidangée
et évacuée vers des sites de récupération.
Attention
Les huiles hydrauliques sont dangereuses pour les nappes phréatiques. Une évacuation incontrôlée ou une
élimination non conforme sont passibles d‘amendes. (Loi de protection de l‘environnement).
Par ailleurs, l‘accumulateur (pos. nº5) doit être éliminé au regard de la disposition sur les batteries.
L‘élimination des autres éléments de la machine doit s‘effectuer conformément à la réglementation de l‘Union euro-
péenne en matière d‘environnement outre les dispositions en vigueur dans votre pays.
Nous recommandons d‘utiliser les services d‘entreprises spécialisées et agréées en matière d‘élimination afi n d‘éviter
une possible pollution environnementale. Le fabricant ne peut s‘engager à la reprise gratuite d‘un ancien appareil.
Remarque
Vous pouvez vous procurer ce mode d‘emploi gratuitement et à tout moment en indiquant le nº de commande HE.9843_J.
HE.9843_J © 03/2008
F
11
Page 66
Manuale d’uso
MAP 1
Indice
1. Introduzione
2. Iscrizioni
3. Garanzia
4. Descrizione degli utensili da pressatura elettroidraulici
4.1. Descrizione dei componenti
4.2 Breve descrizione delle caratteristiche rilevanti dell‘apparecchio
4.3 Descrizione dell‘indicatore a diodi luminosi
5. Note sull‘uso appropriato
5.1 Uso dell‘utensile
5.2 Spiegazioni circa l‘ambito di utilizzo
5.3 Note sulla lavorazione
5.4 Note sulla manutenzione
5.5 Nota sull‘uso dell‘accumulatore e dell‘unità di ricarica
5.6 Custodia e trasporto
6. Comportamento in caso di avarie dell‘utensile da pressatura
7. Dati tecnici
8. Messa fuori servizio / eliminazione
Simboli
Note sulla sicurezza
Si prega di attenervisi in ogni caso per evitare danni alle persone o all‘ambiente.
Note sull‘uso
Si prega di attenervisi in ogni caso per evitare danni all‘utensile.
HE.9843_J © 03/2008 1
I
Page 67
Manuale d’uso
MAP 1
1. Introduzione
Prima della messa in funzione dell‘utensile da pressatura leggere attentamente le istruzioni per l‘uso.
Utilizzate questo utensile esclusivamente per gli usi appropriati, osservando le disposizioni generali di sicu-
rezza e di prevenzione degli incidenti.
Queste istruzioni per l‘uso vanno portate con sé durante l‘intera vita utile dell‘utensile.
L‘utente deve
• mettere a disposizione dell‘operatore le istruzioni per l‘uso e
• assicurarsi che l‘operatore le abbia lette e capite.
2. Iscrizioni
Sulla custodia trovate degli adesivi con la denominazione del modello (fi g. 2, A+B), i dati sul fabbricante ed i dati
tecnici (fi g. 2, C). Il numero di serie si trova sulla custodia vicino all‘accumulatore (fi g. 2, D).
3. Garanzia
Oltre alla garanzia legale di 2 anni per difetti che sussistano già al momento della consegna del nostro prodotto, Vi
accordiamo una garanzia del fabbricante di 1 anno sull‘intero utensile, nonché sui componenti sostituiti in caso di
riparazione e manutenzione.
In questo lasso di tempo eliminiamo gratuitamente tutti i difetti dei quali si possa provare che risalgano ad errori di
materiale o di lavorazione.
Rimangono esclusi i danni riconducibili alla mancata osservanza delle istruzioni per l‘uso, il maneggio inappropriato
o il normale logorio.
La premessa per un funzionamento regolare è il rispetto regolare dei prescritti intervalli di manutenzione di 1 anno.
HE.9843_J © 03/2008 2
I
Page 68
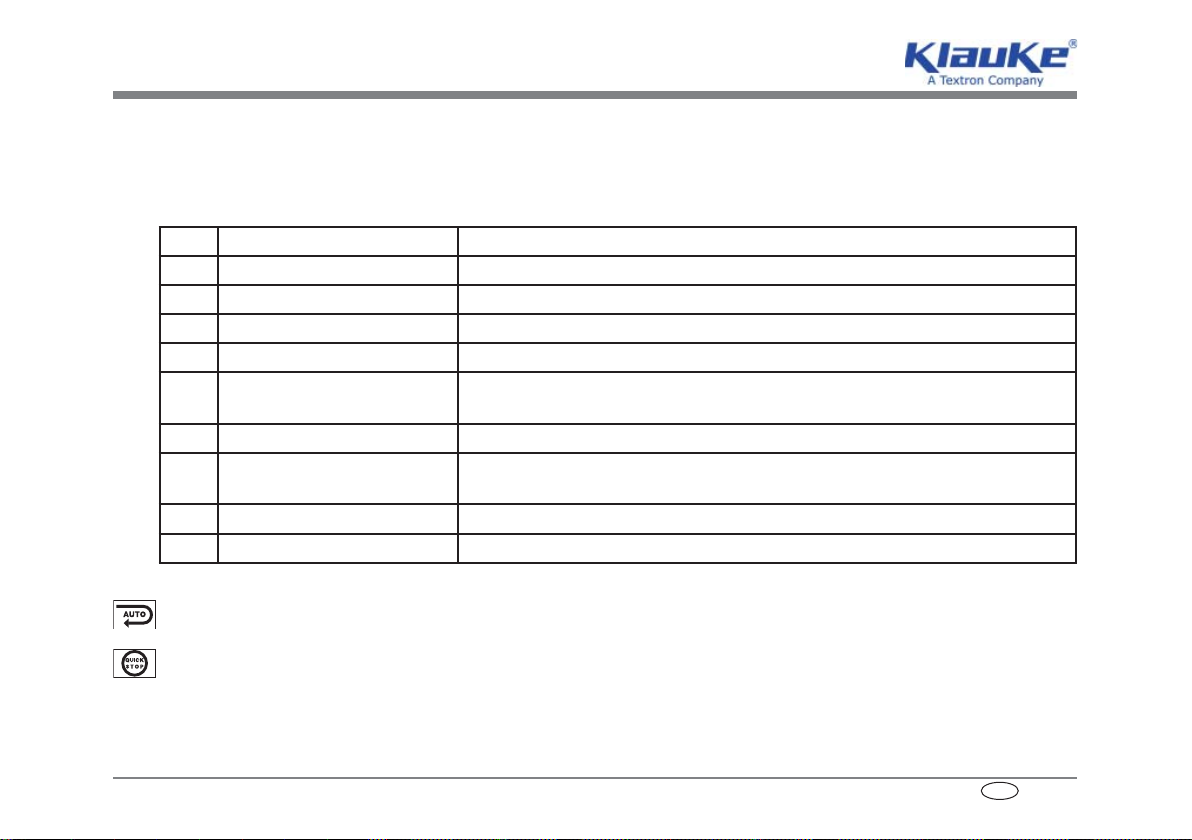
Manuale d’uso
MAP 1
4. Descrizione dell‘utensile da pressatura elettroidraulico
4.1 Descrizione dei componenti
L‘utensile da pressatura idraulico modello MAP 1 è un apparecchio portatile costuito dai seguenti componenti:
Tabella 1 (fi g. 1)
Voce Denominazione Funzione
1 Testa di pressatura per il montaggio delle ganasce
2 Cursore di ritorno per aprire le ganasce in caso di errore o di emergenza.
3 Sblocco dell‘accumulatore Cursore di sbloccaggio per l‘Akku
4 Accumulatore ricaricabile NiMH Akku
5 Indicazione a diodi luminosi Strumento di controllo per la rilevazione dello stato di carica e per altre
funzioni dell‘apparecchio
6 Interruttore di comando Inizio del procedimento di pressatura
7 Ganascia da pressatura qui: Ganascia intercambiabile con utensili accessori intercambiabili con
diversi profi li di pressatura.
8 Blocco Dispositivo di chiusura per aprire / chiudere la testa.
9 Dispositivo di blocco Dispositivo di blocco per gli utensili accessori.
4.2 Breve descrizione delle caratteristiche rilevanti dell‘apparecchio
L‘apparecchio dispone di un ritorno automatico che che fa ritornare automaticamente il pistone alla posizione di partenza quando si raggiunge la massima potenza.
L‘apparecchio è equipaggiato con un blocco d‘inerzia che blocca immediatamente l‘avanzamento dopo il rilascio
dell‘interruttore di comando (fi g. 1, 6).
Il MAP 1 dispone di un dispositivo di chiusura particolarmente sicuro per fi ssare le ganasce.
HE.9843_J © 03/2008 3
I
Page 69

Manuale d’uso
MAP 1
Sistema di chiusura facilmente accessibile e che occupa poco spazio per le azioni di pressatura delle ganasce del
MAP 1.
Le teste si possono girare di 330º, per cui è possibile raggiungere più facilmente anche i punti poco accessibili (fi g. 11).
Possibilità di utilizzare un ampio assortimento di ganasce ed accessori intercambiabili della Klauke, che sono diffusi
sul mercato ormai da anni.
L‘MAP 1 è dotato di un controllo a microprocessore che indica gli intervalli di manutenzione, che mostra lo stato di
carica della batteria.
Peso molto contenuto e buon maneggio grazie al disegno ergonomico.
4.3 Descrizione delle indicazioni del LED
Il LED (fi g. 1, 5) serve, insieme all‘elettronica di comando, a fornire informazioni circa lo stato dell‘accumulatore (fi g. 1, 4)
e dell‘apparecchio. In particolare, il diodo s‘illumina nei seguenti casi:
Segnale Durata Momento Signifi cato
lampeggio di pochi secondi al momento di inserire
l‘accumulatore
20 secondi Luce fi ssa dopo l‘operazione Accumulatore scarico
* lampeggio di 20 secondi (2Hz) dopo l‘operazione errore o necessità di manutenzione
illuminazione e lampeggio di 20 secondi dopo l‘operazione necessità di manutenzione ed
* Note:
- Se il LED lampeggia a partire da un determinato momento per circa 20 secondi, sempre alla fi ne di un‘operazione, è necessaria manutenzione.
L‘apparecchio va inviato in riparazione il più presto possibile.
esecuzione dell‘autotest
accumulatore scarico
HE.9843_J © 03/2008 4
I
Page 70
Manuale d’uso
MAP 1
5. Note sull‘uso appropriato
5.1 Uso dell‘utensile
Per prima cosa va preparata la ganascia adatta all‘uso desiderato (fi g. 3+4), ovvero l‘utensile accessorio adatto.
Nel MAP 1 bisogna disinnestare il blocco, che va girato in avanti in senso antiorario come mostrato nelle fi gure sulla
testa del bullone Toccando l’arresto, il bullone di blocco viene rilasciato automaticamente mediante una molla. Inserire la ganascia desiderata e bloccarla nuovamente. Per far ciò, bisogna spingere il bullone di blocco contro la molla
fi nchè scatta al suo posto. Nel caso di ganasce intercambiabili, gli utensili accessori vanno introdotti lateralmente
nella ganascia tirando contemporaneamente la rondella di azionamento del dispositivo di blocco (fi g. 10 - 30).
Dopo aver montato il raccordo sul tubo, le ganasce vanno aperte premendo sull‘estremità posteriore e vanno collocate sul raccordo.
La pressatura viene avviata azionando l‘interruttore di comando (fi g. 1, 6) la pressatura è caratterizzata dalla chius-
ura delle ganasce. Le ganasce si chiudono a forbice grazie ai rulli di trazione montati sulla biella.
Attenzione
Assicuratevi che il blocco (fi g. 1, 8) sia inserito completamente e sia scattato al suo posto.
Attenzione
Condizione essenziale per una pressatura permanentemente ermetica è che il procedimento di pressatura
venga sempre concluso, cioè che le ganasce si chiudano completamente.
Attenzione
È vietato pressare tubature in reti di distribuzione di gas, a meno che ciò non venga espressamente permesso da
parte del fabbricante del sistema in relazione a questa macchina ed a raccordi appositamente collaudati.
Attenzione
Il procedimento di pressatura può essere interrotto in qualsiasi momento rilasciando l‘interruttore di comando.
Attenzione
Dopo aver concluso il procedimento di pressatura bisogna anche effettuare un controllo ottico per vedere
se le ganasce si sono chiuse completamente.
HE.9843_J © 03/2008 5
I
Page 71
Manuale d’uso
MAP 1
Attenzione
I raccordi sui quali è stato interrotto il procedimento di pressatura devono essere smontati o ulteriormente
pressati.
Bisogna fare attenzione a che le ganasce siano completamente chiuse e che non vi siano corpi estranei (p. es. intonaco o resti di pietre) tra le ganasce.
Premendo il pulsante di ritorno (fi g. 1, 2) si può rinviare il supporto del rullo alla posizione di partenza in caso di
errore.
Dopo aver raggiunto la massima pressione di funzionamento, i rulli di trazione ritornano automaticamente alla posizione di partenza e si possono nuovamente aprire le ganasce.
Attenzione
Prima di sostituire le ganasce, smontare in ogni caso l‘accumulatore dall‘apparecchio per evitarne
l‘azionamento involontario (fi g. 10).
5.2 Spiegazioni circa l‘ambito di utilizzo
Il MAP 1 è un apparecchio portatile per la pressatura di tubi di impianti sanitari, ovvero per il collegamento di tubi di
giuntura, tubi di rame e tubi d‘acciaio da 12 a 32 mm.
L‘apparecchio non va bloccato in una morsa. Non è pensato per l‘uso fi sso.
L‘apparecchio non è adatto ad un uso continuo. Dopo circa 50 pressature consecutive va fatta una pausa di almeno
15 min., in modo da dare all‘apparecchio il tempo di raffreddarsi.
Attenzione
In caso di uso troppo intenso, il surriscaldamento può causare danni all‘apparecchio.
Attenzione
Durante il funzionamento dell‘apparecchio, a causa del motore elettrico incorporato, possono prodursi scintille che possono incendiare materiali infi ammabili o esplosivi.
Attenzione
L‘apparecchio da pressatura elettroidraulico non può essere usato con pioggia forte o sott‘acqua.
HE.9843_J © 03/2008 6
I
Page 72
Manuale d’uso
MAP 1
5.3 Note sulla lavorazione
Circa le note sulla lavorazione per una corretta pressatura di raccordo e tubo, si prega di fare riferimento alle indicazioni del fabbricante del sistema. Al fi ne di assicurare una pressatura regolare e di garantire un uso sicuro dal punto
di vista lavorativo e funzionale, la macchina va usata solo con ganasce / accessori da pressatura raccomandati per
l‘apparecchio di pressatura dal fornitore del sistema e/o dal fabbricante della macchina. Si possono usare solo ganasce / accessori da pressatura con contrassegni stabili dai quali si possa risalire al fabbricante ed al modello.
In caso di dubbi, prima di effettuare la pressatura bisogna rivolgersi al fornitore del sistema o al fabbricante della
macchina.
Attenzione
Non bisogna usare mai più ganasce deformate o avariate.
Nota
In qualità di fabbricanti di macchine, offriamo ganasce appositamente pensate per tutti i sistemi e le misure
di tubi più comuni. Modelli speciali e soluzioni su richiesta.
5.4 Note sulla manutenzione
Il funzionamento affi dabile della macchina da pressatura dipende da un maneggio accurato.
Ciò costituisce un‘importante premessa per ottenere sempre delle giunture sicure.
Per garantire queste ultime, l‘apparecchio ha bisogno di manutenzione e cure regolari. Vi preghiamo di far attenzione
a quanto segue:
1. L‘apparecchio da pressatura elettroidraulico va pulito dopo ogni uso e bisogna assicurarsi che sia secco prima di
conservarlo.
2. Per garantire un funzionamento corretto della macchina e per evitare eventuali disturbi di funzionamento la pinza
al termine di ogni anno o dopo 10.000 pressaggi consecutivi deve essere spedita in stabilimento per le necessarie
operazioni di manutenzione (vedi anche cap. 4.3).
3. Sia l‘accumulatore che il caricatore vanno protetti dall‘umidità e dai corpi estranei.
HE.9843_J © 03/2008 7
I
Page 73

Manuale d’uso
MAP 1
4. Le giunture dei bulloni, i rulli di trazione e la loro guida vanno lubrifi cati leggermente.
5. Controllare ovvero far controllare regolarmente il funzionamento regolare dell‘utensile da pressatura e delle ganasce, p. es. mediante una pressatura di prova.
6. Mantenere sempre pulite le ganasce. In caso di sporcizia pulire con una spazzola.
La manutenzione della macchina, così come viene effettuata in fabbrica, consiste nello smontaggio, nella pulizia, nella sostituzione delle parti eventualmente logorate, nel montaggio e nel controllo fi nale. Solo un sistema da pressatura
pulito e funzionale può garantire una pressatura permanentemente ermetica.
Nell‘ambito di un uso conforme alle disposizioni, i clienti possono sostituire solo le ganasce (fi g. 1,7; fi g. 3+4).
Attenzione
Non aprire l‘apparecchio!
La garanzia decade se il sigillo è danneggiato.
5.5 Nota sull‘uso dell‘accumulatore e dell‘unità di ricarica
Il caricabatteria è equipaggiato per una tensione alternata di 230 V e per una frequenza di 50 – 60 Hz. Le nuove batterie devono essere completamente caricate prima di essere utilizzate. Per il caricamento della batteria la spina del
caricabatteria deve essere inserita nella presa elettrica inserendo poi la batteria nel caricabatteria (fi g. 31). Il tempo
di caricamento è di ca. 40 min. (fi g. 32). Lo stato della carica può essere letto al diodo luminoso del caricabatteria.
verde: batteria carica
rosso: batteria scarica e in ricarica
lampeggiante: batteria inserita male o troppo calda
Spingete la batteria nell‘apparecchio in maniera tale che i poli positivi e negativi della batteria corrispondano a quelli
riportati sul caricabatteria. Se la batteria è collegata correttamente allora la spia luminosa passa dal verde al rosso e il
processo di caricamento ha inizio. Al termine del processo di caricamento la spia luminosa ritorna al verde (fi g. 33).
Nè nella pressa nè nel caricabatteria devono essere utilizzate batterie di tipo differente come p. es. batterie a secco
o batterie di automobili (fi g. 37).
HE.9843_J © 03/2008 8
I
Page 74
Manuale d’uso
MAP 1
Provvedete a caricare la batteria non appena la velocità della vostra macchina si riduce sensibilmente. Per sicurezza
non ricaricate una batteria parzialmente carica.
Se caricate una batteria di un apparecchio appena usato o esposta per un lungo periodo al sole è possibile che la
spia di caricamento lampeggi in rosso. In un simile caso attendete per un po‘. La ricarica ha inizio dopo che la batteria
si è raffreddata.
I poli dell‘apparecchio o quelli della batteria sono coperti da polvere oppure la batteria è scarica o danneggiata.
Se volete caricare due batterie una dopo l‘altra attendete 15 minuti prima di caricare la seconda batteria.
Evitate forti oscillazioni di temperatura sotto 0 °C e sopra 40 °C (fi g. 34). Non lasciate mai l‘apparecchio esposto alla
pioggia o alla neve (fi g. 36). Non caricate la batteria in presenza di sostanze o di gas facilmente infi ammabili (fi g. 35).
Non tenete mai il caricabatterie per il cavo di alimentazione e non estraetelo mai tirandolo con energia dalla presa
elettrica (fi g. 38). Non inserite oggetti estranei nella griglia di ventilazione del caricabatteria (fi g. 39).
Il caricamento della batteria deve essere eseguito esclusivamente nei caricabatteria raccomandati dal produttore.
Attenzione
Non infi late la batteria nelle tasche dei pantaloni o nella vostra cassetta degli attrezzi se all‘interno vi sono
pezzi conduttori come monete, chiavi, utensili o altri componenti metallici.
Estraete la spina del caricabatterie dalla presa elettrica al termine della ricarica. Non tentate di smontare il caricabatteria.
Per garantire la sicurezza e l‘affi dabilità del caricabatteria le riparazioni, la manutenzione o la regolazione dovrebbero
essere eseguite presso i nostri centri di assistenza.
5.6 Custodia e trasporto
Per proteggere l‘utensile da pressatura e il caricatore da danni, dopo l‘uso e dopo averli puliti, essi vanno riposti nella
loro valigetta, che va poi ben chiusa.
HE.9843_J © 03/2008 9
I
Page 75
Manuale d’uso
MAP 1
6. Comportamento in caso di avarie dell‘utensile da pressatura
a.) L‘apparecchio perde olio.
=> Spedire l‘apparecchio alla fabbrica per riparazioni. Non aprire l‘apparecchio né togliere o danneggiare il sigillo.
b.) L‘apparecchio non raggiunge la pressione fi nale.
=> Interrompere il processo di pressatura. Mantenere premuto il cursore di ritorno (fi g. 1, 2) ed azionare contempora-
neamente l‘interruttore di funzionamento per circa 10 sec.. Se in questo modo non si corregge l‘errore, l‘apparecchio
va spedito alla fabbrica.
c.) Un lampeggio regolare dell‘indicatore a diodi (fi g. 1, 5)
=> sostituire la batteria. Se l‘indicatore rimane acceso l‘apparecchio deve essere spedito in stabilimento (vedi anche
cap. 4.3).
7. Technische Daten
Modello MAP 1
Peso: circa 2,5 kg (compresi l‘accumulatore e la ganascia)
Tempo di pressatura: 3 - 4 sec.
Spinta: 15 kN (lineare)
Voltaggio dell‘accumulatore: 9,6 V
Capacità dell‘accumulatore: 2,0 Ah NiMH (RAM2)
Tempo di ricarica dell‘accumulatore: circa 40 min., ovvero 15 min. con il caricatore rapido
Pressature per accumulatore: circa 90 cicli con un valore nominale di 20
Temperatura ambiente: da -20°C a +40°C
Olio per trasmissione idraulica: Shell Tellus T 15
Livello di pressione sonora: 70,6 dB (A) alla distanza di 1 m
Vibrazioni: < 2,5 m/s² (valore effettivo ponderato dell‘accellerazione)
HE.9843_J © 03/2008 10
I
Page 76

Manuale d’uso
MAP 1
8. Messa fuori servizio / eliminazione
L‘eliminazione dei singoli componenti dell‘aggregato deve avvenire in modo separato. Per prima cosa va fatto scorrere via l‘olio, che va poi eliminato in punti di raccolta appositi.
Attenzione
Gli oli per trasmissione idraulica rappresentano un pericolo per le falde freatiche.
Lo scarico incontrollato o l‘eliminazione inedeguata sono punibili (legge di responsabilità ambientale).
Infi ne va eliminato a parte l‘accumulatore (voce nº 5) osservando le disposizioni relative alle batterie.
Per quanto riguarda l‘eliminazione delle altre parti dell‘aggregato, si prega di fare riferimento agli standard ambientali
della Comunità Europea ovvero alle disposizioni in vigore nel vostro Paese.
Dato il possibile inquinamento ambientale, consigliamo di far eseguire l‘eliminazione da una ditta specializzata auto-
rizzata. Non si può garantire il ritiro gratuito dei vecchi apparecchi da parte del fabbricante.
Nota
Ulteriori copie di queste istruzioni per l‘uso possono essere richieste gratuitamente con il numero d‘ordine
HE.9843_J.
HE.9843_J © 03/2008
I
11
Page 77
Kezelési utasítás
MAP 1
Tartalom
1. Bevezetés
2. Feliratok
3. Jótállás
4. Az elektro-hidraulikus préselőszerszámok leírása
4.1 A komponensek leírása
4.2 A készülék lényeges teljesítménymutatóinak rövid leírása
4.3 A diódás kijelző leírása
5. A rendeltetésszerű használattal kapcsolatos tudnivalók
5.1 A készülék kezelése
5.2 Az alkalmazási tartomány magyarázata
5.3 Kezelési tudnivalók
5.4 Karbantartási tudnivalók
5.5 Az akkumulátor és a töltőberendezés használatával kapcsolatos tudnivalók
5.6 Tárolás és szállítás
6. Teendők a présszerszám üzemzavarai esetén
7. Műszaki adatok
8. Üzemen kívül helyezés/Ártalmatlanítás
Piktogrammok
Biztonságtechnikai tudnivalók
Kérjük feltétlenül fi gyelembe venni, hogy a személyi sérüléseket és a környezeti károkat el lehessen kerül-
ni.
Felhasználással kapcsolatos tudnivalók
Kérjük feltétlenül fi gyelembe venni, hogy a készülék károsodását el lehessen kerülni.
HE.9843_J © 03/2008 1
H
Page 78
Kezelési utasítás
MAP 1
1. Bevezetés
A présszerszám üzembe helyezése előtt gondosan olvassa át a kezelési utasítást.
Ezt a szerszámot kizárólag rendeltetésszerűen, az általános biztonsági és balesetmegelőzési előírások fi -
gyelembevételével használja.
A jelen üzemeltetési utasítást a szerszám teljes élettartama alatt az előbbi mellett kell tartani.
Az üzemeltetőnek
• a kezelő számára hozzáférhetővé kell tennie az üzemeltetési utasítást és
• meg kell bizonyosodnia arról, hogy a kezelő megértette és elolvasta.
2. Feliratok
A házon a típusjelzést, a gyártó megnevezését és műszaki adatokat tartalmazó (szám 2, A+B) tapadó címke található (szám 2, C). A gyártási szám a házon, az akkumulátor közelében található (szám 2, D).
3. Garancia
A termékünk kiszállításakor már fennálló hiányosságokra törvényesen előírt jótállás mellett egy éves gyártói garanciát
nyújtunk Önnek a teljes szerszámra, valamint a javítás és karbantartás alkalmával kicserélt egyes komponensekre.
Ez idő alatt díjmentesen megszüntetjük a bizonyíthatóan anyag- vagy gyártási hibákon alapuló összes hiányosságot.
Az előbbiek alól kivételt jelentenek azok a hibák, amelyek a kezelési utasítás fi gyelmen kívül hagyására, a
szakszerűtlen bánásmódra vagy a normális kopásra vezethetők vissza.
A helyes működés előfeltétele az előírt egyéves karbantartási időközök betartása.
HE.9843_J © 03/2008 2
H
Page 79
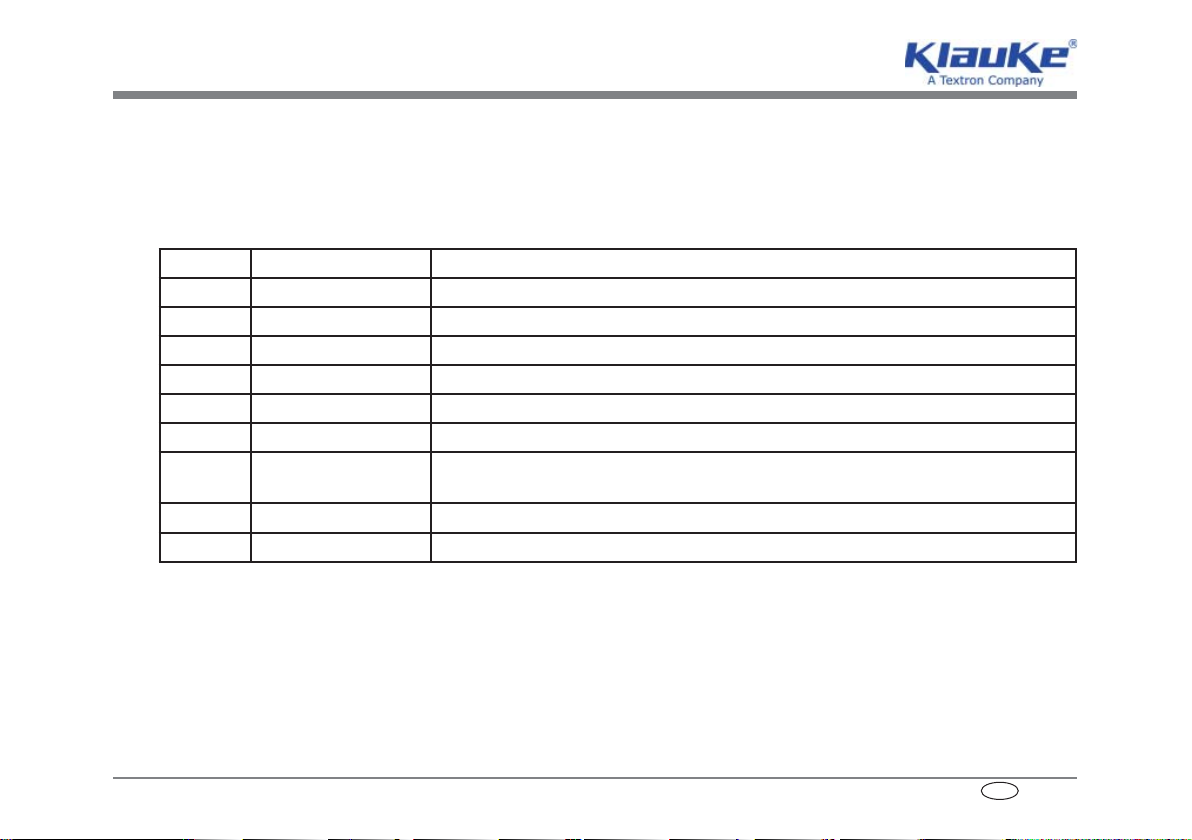
Kezelési utasítás
MAP 1
4. Az elektrohidraulikus présszerszám leírása
4.1 A komponensek leírása
Az általunk MAP 1 típusjelzéssel ellátott hidraulikus présszerszám kézi munkaeszköz, amely az alábbi komponensekből
áll:
1. táblázat (szám 1)
Sorszám Megnevezés Funkció
1 Présfej Préselőfejek befogására szolgáló egység
2 Visszaállító tolattyú Préselőpofák hiba, ill. vész esetén történő kinyitására szolgáló tolattyú
3 Akkumulátornyitó Az akkumulátor nyitótolattyúja
4 Akkumulátor Újratölthető NiMH-akkumulátor
5 Diódás kijelző A töltési állapot és a műszer egyéb funkcióinak ellenőrzését szolgáló eszköz
6 Kezelő kapcsoló Préselési művelet indítása
7 Préselőpofa Itt: cserélhető pofa, amely különféle présprofi lokkal rendelkező kicserélhető
szerszámbetétek befogására szolgál
8 Reteszelő csapszeg Fejrész nyitására/zárására való záróberendezés
9 Reteszelés Reteszelés a szerszámbetétek számára
HE.9843_J © 03/2008 3
H
Page 80
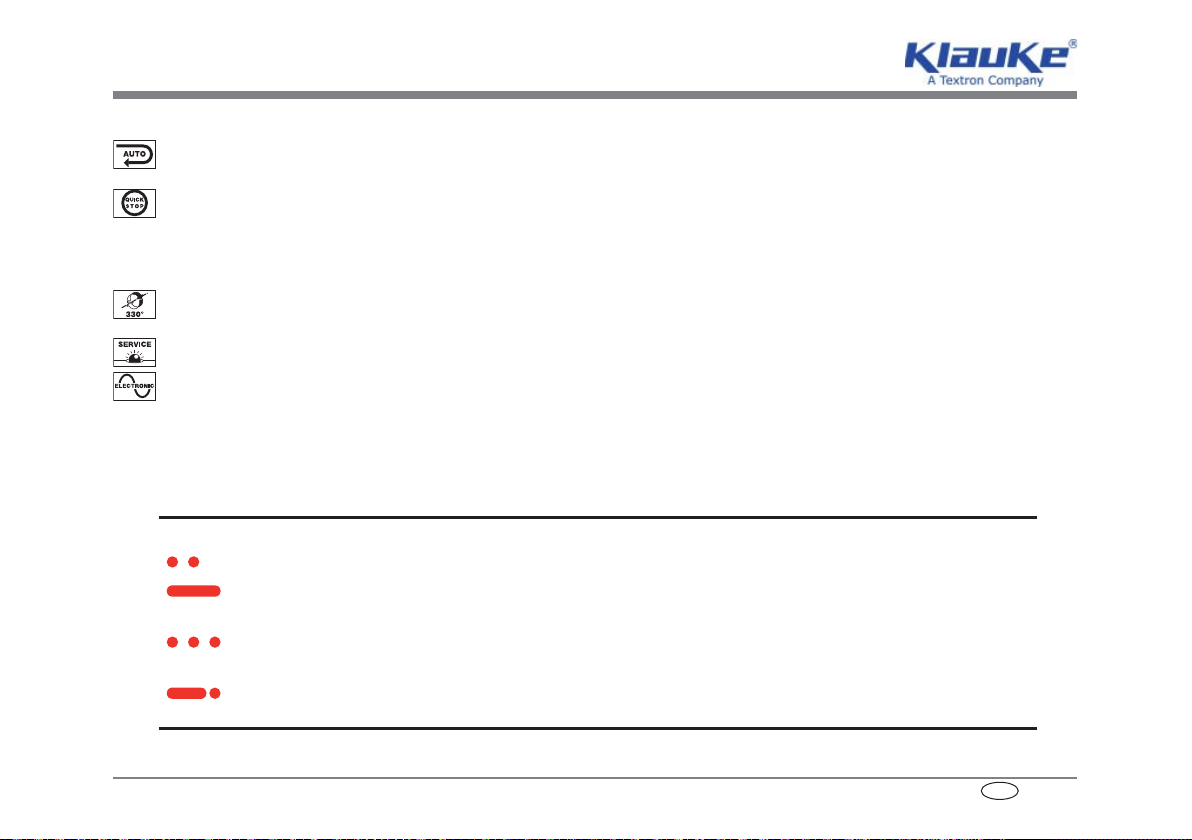
Kezelési utasítás
MAP 1
4.2 A készülék lényeges teljesítménymutatóinak rövid leírása
A készülék automatikus hátramenettel rendelkezik, amely a dugattyút a maximális erő elérése után automatikusan
a kiindulási helyzetbe viszi vissza.
A készüléket utánfutásgátlóval szereltük fel, amely a kezelő kapcsoló (szám 1, 6) elengedése után azonnal megállítja
az előtolást.
A MAP 1 a préspofák rögzítésére való különösen biztonságos záróberendezéssel rendelkezik.
Könnyű járású és helytakarékos zárórendszer a MAP 1 cserélhető pofákkal történő préselési alkalmazások számára.
A fejek 330°-kal forgathatóak el, így a szinte hozzáférheteten helyeket is könnyebben lehet elérni. (szám 11 )
A piacon már évek óta elterjedt préspofák és cserélhető betétek széles választéka.
Az MAP 1 típusjelzésű készülék mikroprocesszor-vezérlésű. A mikroprocesszor a befejezett préselési műveletet
követően leállítja a motort, jelzi a szükséges karbantartási időszakokat, megadja az akkumulátor töltöttségi fokát és
ellenőrzi a lehetséges hibákat.
Rendkívül csekély súly és az ergonomikus formatervezésnek köszönhető jó kezelhetőség.
4.3 A diódás kijelző leírása
A világító dióda (szám 1, 5) a vezérlő elektronikával együtt az akkumulátor (szám 1, 4) és a műszer állapotáról tájékoztat. A dióda az alábbi esetekben világít:
Jel Időtartam Időpont Jelentés
pár másodpercig villog az akkumulátor behelyezésekor önellenőrzés végrehajtása
20 másodpercig folyamatosan
világít
* 20 másodpercig villog (2 Hz) munkafolyamatot követően hiba áll fenn vagy karbantartás
20 másodpercenként
váltakozva világít vagy villog
* Megjegyzések: - Ha a világító dióda egy bizonyos idő elteltével minden munkafolyamatot követően kb. 20 mp-ig villog, akkor szükséges a
készülék karbantartása. A készüléket a lehető leghamarabb be kell küldeni a gyártóüzembe.
HE.9843_J © 03/2008 4
munkafolyamatot követően az akkumulátor lemerült
szükséges
munkafolyamatot követően karbantartás szükséges,
akku lemerült
H
Page 81
Kezelési utasítás
MAP 1
5. A rendeltetésszerű használattal kapcsolatos tudnivalók
5.1 A szerszám kezelése
Először az alkalmas préspofát (szám 3+4), illetve szerszámbetétet készítjük elő a kívánt alkalmazás számára.
A MAP 1 esetében a reteszelő csapszeget az annak fején lévő ábrának megfelelően nyomjuk a préspofatartó
irányába és az óramutató járásával ellentétesen forgatjuk. Az ütközés elérésekor a reteszelő csapszeget egy rugó
önműködően nyomja ki. A kívánt préspofát behelyezzük és a reteszelő csapszeget a rugóerő ellenében bekattanásig
betoljuk. Cserélhető pofák esetén a szerszámbetéteket oldalról, a reteszelés kerek működtető tárcsájának egyidejű
húzása mellett toljuk be a pofába (szám 10 - 30).
Miután a szerelvényt feltoltuk a csőre, a préspofákat a hátsó végükön történő nyomással kinyitjuk és a szerelvényre
helyezzük.
A préselés folyamatát a kezelő kapcsoló (szám 1, 6) működtetésével indítjuk.
A préselési folyamatot a préspofák zárása jellemzi. A dugattyúrúdon elhelyezkedő meghajtó görgők által a préspofák
ollószerűen záródnak.
Figyelem!
Bizonyosodjon meg róla, hogy a retesz (szám 1, 8) teljesen be legyen tolva és biztonságosan bekattanjon.
Figyelem!
A tartósan tömített préselés egyik szükséges feltétele, hogy a préselési műveletet mindig befejezzük, vagyis
a préspofák teljesen összezáródjanak.
Figyelem!
Gázvezetékhálózatok csőösszeköttetéseinek préselése tilos, kivéve ha a rendszer gyártója a jelen géppel és
különlegesen ellenőrzött szerelvényekkel kapcsolatban kifejezetten jóvá nem hagyta.
Figyelem!
A préselés művelete a kezelő kapcsoló elengedésével bármikor félbeszakítható.
Figyelem!
A préselés műveletének befejezése után még egyszer szemrevételezéssel ellenőrizendő, teljesen összezártak-e a sajtolópofák.
HE.9843_J © 03/2008 5
H
Page 82

Kezelési utasítás
MAP 1
Figyelem!
Azokat a szerelvényeket, amelyeknél a préselési műveletet félbeszakították, ki kell szerelni vagy utólag kell
préselni.
Ügyelni kell arra, hogy a préspofák teljesen zárva legyenek és idegen test (pl. vakolat vagy kőmaradvány) ne kerüljön
a préspofák közé.
A visszaállító gomb (szám 1, 2) megnyomásával hiba esetén a görgőtartót ismét kiindulási helyzetébe vihetjük vissza.
A meghajtó görgők a maximális üzemi túlnyomás elérése után automatikusan kiindulási helyzetükbe térnek vissza,
a préspofákat pedig ismét ki lehet nyitni.
Figyelem!
A préspofák cseréje előtt feltétlenül távolítsuk el az akkumulátort a készülékből, hogy a véletlen bekapcsolást megelőzhessük (szám 10).
5.2 Az alkalmazási tartomány magyarázata
A MAP 1 esetében fi ttingeknek szanitercsövekre történő préselésére, ill. kompaundanyagokból, vörösrézből és acé-
lból készült 12 – 32 mm-es csődarabok összekötésére használt kézi készülékről van szó. A készüléket tilos befogni.
A készüléket nem folyamatos használatra méretezték.
A készülék tartós üzemeltetésre nem alkalmas. Kb. 50 egymást követő préselés után legalább 15 perces rövid szünetet kell közbeiktatni, hogy legyen idő a készülék lehűlésére.
Figyelem!
Túlságosan intenzív használat esetén a felmelegedés következtében károsodhat a készülék.
Figyelem!
A készülék üzemeltetése során a beépített elektromotor révén szikra képződhet, ami felgyújthatja a
tűzveszélyes vagy robbanékony anyagokat.
Figyelem!
Az elektro-hidraulikus préselőkészüléket tilos erős esőben vagy víz alatt használni.
HE.9843_J © 03/2008 6
H
Page 83
Kezelési utasítás
MAP 1
5.3 Kezelési tudnivalók
A szerelvény és cső helyes préselésére vonatkozó tudnivalók a rendszer gyártójának üzemeltetési utasításában
találhatók. Az előírásos préselés és a biztonságos, rendeltetésszerű használat szavatolása érdekében a gépet csak
a rendszer és/vagy a gép gyártója által a készülékhez jóváhagyott préspofákkal szabad alkalmazni. Csakis olyan
tartós jelzéssel ellátott préspofákat/présbetéteket szabad használni, amelyekből következtetni lehet a gyártóra és a
típusra. Kétség esetén préselés előtt a rendszer vagy a gép gyártójánál kell tudakozódni.
Figyelem!
Az elgörbült vagy meghibásodott préspofák használata tilos.
Tudnivaló
A gép gyártójaként minden használatban lévő rendszerhez és csőátmérőhöz optimálisan egyeztetett
préspofákat kínálunk. Különleges típusok gyártása és problémák megoldása ajánlatkérésre.
5.4 Karbantartási tudnivalók
A sajtológép megbízható működése a gondos kezelés függvénye. Az utóbbi a tartósan biztonságos összeköttetések
létesítésének egyik fontos előfeltétele. Az utóbbi teljesítése érdekében a készülék rendszeres karbantartást és gondozást igényel. Kérjük az alábbi tudnivalók fi gyelembevételét:
1. Az elektro-hidraulikus préskészüléket minden használat után tisztítsuk meg, mielőtt pedig a tokjába tennénk,
győződjünk meg arról, száraz-e.
2. A gép kifogástalan működésének biztosítása és az esetleges üzemzavarok megelőzése érdekében a présgépet
minden egyes év végén vagy 10.000 préselési művelet elvégzése után ajánlatos karbantartásra a gyártó részére
elküldeni (lásd még a 4.3 pontot).
3. Az akkumulátort és a töltőberendezést nedvességtől és idegen anyagoktól egyaránt óvni kell.
4. A csapszegkötéseket, a meghajtó görgőket és azok vezetését enyhén be kell olajozni.
5. A préskészülék és a préspofák kifogástalan működését rendszeresen ellenőrizzük, ill. ellenőriztessük pl. próbapréseléssel.
6. A sajtolópofákat tartsuk mindig tisztán. Ha elszennyeződtek, kefével tisztítsuk meg őket.
HE.9843_J © 03/2008 7
H
Page 84
Kezelési utasítás
MAP 1
A gépnek a gyártó által elvégzendő karbantartása szétszerelésből, tisztításból, az esetleg elkopott darabok cseréjéből,
összeszerelésből és végső ellenőrzésből áll. A tartósan tömített összeköttetést csakis a tiszta és működőképes
préselőrendszer szavatolhatja.
A rendeltetésszerű használat keretében a vevő csak a préspofákat (szám 1, 7; szám 3+4) cserélheti ki.
Figyelem!
A készülék felnyitása tilos!
Sérült zárópecsét esetén megszűnik a jótállási igény.
5.5 Az akkumulátor és a töltőberendezés használatával kapcsolatos tudnivalók
A töltő50 – 60 Hz-es frekvencián, 230 V-os váltakozó feszültség mellett üzemel. Az új akkumulátorokat az első használat előtt fel kell tölteni. Az akkumulátor töltéséhez (szám 1, 3) csatlakoztassa a töltő villásdugóját a dugaljba és
helyezze be az akkumulátort a töltőbe (szám 31). A töltési idő kb. 40 percig tart (szám 32). Az akkumulátor töltési
állapotát a töltőn található világító dióda jelzi.
zöld: az akkumulátor fel van töltve
piros: az akkumulátor lemerült és töltés alatt van
villog: az akkumulátort nem megfelelően helyezte be
Az akkumulátort úgy helyezze be a készülékbe, hogy az elem pozitív és negatív pólusai megegyezzenek a töltő pólu-
saival. Ha az akkumulátort megfelelően helyezte be, a lámpa zöldről pirosra vált és megkezdődik a töltés. A töltés
befejeztével a lámpa ismét zölden.
Se a présgépbe, se a töltőbe ne tegyen nem megfelelő akkumulátorokat, pl. szárazelemeket vagy autóakkukat.
Ahogy észreveszi, hogy a gép sebessége alábbhagyott, töltse fel az akkumulátort! Részben lemerült akkumulátort
ne töltsön fel csak úgy, a biztonság kedvéért.
Ha a röviddel azelőtt használt műszer akkumulátorát vagy egy olyan akkumulátort tölt fel, amely hosszabb ideig
napsugárzásnak volt kitéve, a töltő lámpája pirosan villoghat. Ebben az esetben várjon pár percet. A töltési folyamat
az akkumulátor megfelelő hőmérsékletre való lehűlését követően indul el.
Amennyiben egymás után két akkumulátort kíván feltölteni, a második akku töltése előtt várjon 15 percet.
HE.9843_J © 03/2008 8
H
Page 85
Kezelési utasítás
MAP 1
Kerülje a magas hőmérsékletingadozást és a 0°C alatti, valamint a 40°C (szám 34) feletti hőmérsékleti tartományt.
Ne hagyja a töltőt esőben vagy hóban. Az akkumulátort ne töltse gyúlékony anyagok vagy gázok közelében.
Soha ne vigye a töltőt a hálózati kábelnél fogva és ne húzza ki erőszakkal a dugaljból. Ne dugjon idegen tárgyat a
töltő szellőző rácsába.
Az akkumulátor csak a gyártó által előírt töltővel tölthető fel.
Figyelem!
Ne tegye az akkumulátort a zsebébe vagy a szerszámos táskába, ha abban az áramot vezető alkatrészek, pl.
érmék, kulcsok, szerszámok vagy más, fémből készült tárgyak vannak.
A töltés befejeztével húzza ki a töltő villásdugóját a dugaljból.
A töltő szétszerelése tilos.
A töltő biztonságos és megbízható működésének biztosítsa érdekében a készülék javítását, karbantartását és beállí-
tását bízza ügyfélszolgálati központunkra!
5.6 A présberendezés tárolása és szállítása
Annak érdekében, hogy a préskészüléket és a töltőberendezést megóvjuk a sérülésektől, használat és tisztítás után
a szállítótáskába kell helyezni őket, amelyet biztonságosan le kell zárni.
Az előbb említett táskában a MAP1 mellett 4 préspofa, 3+1 cserélhető betét, a töltőberendezés és az üzemeltetési
utasítás is elfér (szám 5).
6. Teendők a présszerszám üzemzavara esetén
a.) A készülékből olaj szivárog.
=> Küldje be a készüléket. A készüléket kinyitni és a pecsétet eltávolítani, ill. megsérteni tilos.
b.) A készülék nem éri el a végső nyomást.
=> Szakítsa meg a préselés műveletét. Tartsa megfeszítve a visszaállító tolattyút (szám 1, 2) és ezzel egyidejűleg
kb. 10 másodpercig működtesse a kezelő kapcsolót. Ha ezáltal nem szűnik meg a hiba, akkor a készüléket a
gyártónak kell megküldeni.
c.) A diódás kijelző (szám 1, 5) rendszeresem villog.
=> Cserélje ki az akkumulátort (7). Ha a kijelző továbbra is világít, küldje be a készüléket (lásd még a 4.3 pontot).
HE.9843_J © 03/2008 9
H
Page 86

Kezelési utasítás
MAP 1
7. Műszaki adatok
Typ MAP 1
Súly: kb. 2,5 kg (akkuval és préspofával együtt)
Préselési idő: 3 - 4 másodperc
Tolóerő: 15 kN (lineáris)
Akku feszültsége: 9,6 V
Akku kapacitása: 2,0 Ah NiMH (RAM2)
Akku töltési ideje kb. 40 perc, ill. gyorstöltővel 15 perc
Sajtolások száma akkumulátoronként: kb. 90 ciklus 20-as névleges átmérőnél
A környezet hőmérséklete: -20°C - +40°C
Hidraulikus olaj: Shell Tellus T 15
Hangnyomásszint: 70,6 dB (A) 1 méteres távolságban
Rezgések: < 2,5 m/s² (a gyorsulás súlyzott effektív értéke)
HE.9843_J © 03/2008 10
H
Page 87

Kezelési utasítás
MAP 1
8. Üzemen kívül helyezés / Ártalmatlanítás
Az aggregátor egyes komponenseinek ártalmatlanítására külön-külön kerüljön sor. Ennek során először az olajat kell
leereszteni és erre feljogosított különleges átvételi helyeken ártalmatlanítani.
Figyelem!
A hidraulikus olajok veszélyeztetik a talajvizet. Az ellenőrizetlen leengedés vagy a szakszerűtlen ártalmatlanítás büntetendő (a környezet iránti felelősségről szóló törvény)
Ezután az akkumulátort (5. szám) az elemekre vonatkozó rendelet fi gyelembe vételével különleges módon kell ár-
talmatlanítani.
Az aggregátor többi darabjának ártalmatlanításához vegyék fi gyelembe az EK környezetvédelmi irányelvét, illetve az
Önök országának érvényes előírásait.
Ajánljuk, hogy a lehetséges környezetszennyezés miatt az ártalmatlanítást megfelelő engedéllyel rendelkező szakvállalattal végeztessék.
Figyelem!
A készüléket tilos egyben a kommunális hulladékba dobni, mert a lerakóhelyen környezeti károkat okozhat.
A gyártó nem szavatolhatja a régi készülék díjmentes visszavételét.
Megjegyzés:
Ön a jelen kezelési utasítást a HE.9843_J rendelési számon bármikor díjmentesen megrendelheti
cégünktől.
HE.9843_J © 03/2008
H
11
Page 88

Käyttöohjekirja
MAP 1
Sisältö
1. Johdanto
2. Laitteessa olevat merkinnät
3. Takuu
5. Sähköhydraulisten puristustyökalujen kuvaus
4.1. Komponenttien kuvaus
4.2 Laitteen tärkeimpien ominaisuuksien lyhyt kuvaus
4.3 Valodiodinäytön kuvaus
5. Käyttötarkoituksen mukaiseen käyttöön liittyviä ohjeita
5.1 Työkalun käyttö
5.2 Käyttöalueeseen liittyviä tietoja
5.3 Työskentelyohjeita
5.4 Huolto-ohjeita
5.5 Akun ja latauslaitteen käyttöön liittyviä ohjeita
5.6 Varastointi ja kuljetus
6. Toiminta puristustyökalun häiriöiden yhteydessä
7. Tekniset tiedot
8. Käytöstä poistaminen / hävitys
Symbolit
Turvallisuuteen liittyviä ohjeita
Noudatettava ehdottomasti, jotta vältytään henkilö- ja ympäristövahingoilta.
Käyttöön liittyviä ohjeita
Noudatettava ehdottomasti, jottei työkalu vaurioidu.
HE.9843_J © 03/2008 1
FIN
Page 89
Käyttöohjekirja
MAP 1
1. Johdanto
Käyttöohje on luettava huolellisesti läpi ennen puristustyökalun
käyttöönottoa.
Työkalua saa käyttää ainoastaan sen käyttötarkoituksen mukaisesti ja yleisiä turvamääräyksiä noudattaen.
Käyttöohje on säilytettävä työkalun yhteydessä sen koko käyttöiän ajan.
Laitteen omistajan on
• annettava käyttöohje kaikkien laitetta käyttävien henkilöiden käyttöön ja
• varmistettava, että käyttäjä on lukenut ja ymmärtänyt ohjeet.
2. Laitteessa olevat merkinnät
Laitteen rungossa on tarroja, joihin on merkitty puristustyökalun tyyppinimike(kuva 2, A+B), valmistaja ja tekniset
tiedot (kuva 2, C). Sarjanumero on merkitty runkoon akun lähelle (kuva 2, D).
3. Takuu
Tuotteen jo toimitusajankohtana olemassa olevia vikoja koskevan kahden vuoden lakisääteisen takuun lisäksi myönnämme yhden vuoden pituisen valmistajan takuun koko työkalulle sekä korjausten ja huollon yhteydessä vaihdettaville yksittäisille komponenteille.
Tänä aikana korjaamme maksutta kaikki viat, jotka todistettavasti johtuvat materiaali- tai valmistusvirheistä.
Takuu ei kata vaurioita, joiden syynä on käyttöohjeen noudattamatta jättäminen, epäasianmukainen käyttö tai nor-
maali kuluminen.
Laitteen asianmukainen toiminta edellyttää määrättyjen yhden vuoden mittaisten huoltovälien noudattamista.
HE.9843_J © 03/2008 2
FIN
Page 90
Käyttöohjekirja
MAP 1
4. Sähköhydraulisen puristustyökalun kuvaus
4.1 Komponenttien kuvaus
Sähköinen puristustyökalu, jonka tyyppinimike on MAP 1, on käsin ohjattava laite, joka koostuu seuraavista komponenteista:
Taulukko 1 (kuva 1)
Pos. Nimitys Toiminto
1 Puristuspää Yksikkö, johon puristusleuat kiinnitetään
2 Palautin Puristusleuat voidaan avata häiriö- ja hätätilanteissa
3 Akun irrotin Painokytkin akun irrottamista varten
4 Akku Ladattava NiMH-akku
5 LED Akun kapasiteetti- ja huoltonäyttö
6 Käyttökytkin Puristuksen laukaiseminen
7 Puristusleuka Liittimien 16-32 mm puristamiseen.
8 Lukituspultti Puristusleukojen lukitusta varten
4.2 Laitteen tärkeimpien ominaisuuksien lyhyt kuvaus
Laitteessa on automaattinen palautus, joka siirtää männän automaattisesti takaisin alkuasentoon, kun maksimaalinen voima on saavutettu.
Laitteessa on jälkikäynnin esto, joka pysäyttää syötön heti, kun käyttökytkin (kuva 1, 6) on päästetty irti.
Puristuspäitä voidaan kääntää 330°, joten laite ulottuu hyvin myös vaikeapääsyisiin kohtiin. (kuva 11).
MAP 1 -laitteessa on erittäin turvallinen suljin puristusleukojen kiinnitystä varten.
Laitteessa on LED, joka ilmaisee akun lataustilan ja huoltotarpeen.
Kevytliikkeinen ja tilaa säästävä suljinjärjestelmä MAP 1 -vaihtoleukojen muotokappaleita varten.
Käytettävissä on suuri valikoima puristusleukoja ja muotokappaleita, jotka ovat olleet jo vuosia markkinoilla.
Laite on erittäin kevyt ja sitä on helppo käsitellä ergonomisen muotoilun ansiosta.
HE.9843_J © 03/2008 3
FIN
Page 91
Käyttöohjekirja
MAP 1
4.3 Valodiodinäytön kuvaus
Valodiodi (kuva 1, 5) antaa yhdessä ohjauselektroniikan kanssa tietoja akun (kuva 1, 4) ja työkalun tilasta. Diodissa
on valo seuraavissa tapauksissa:
Signaali Kesto Ajankohta Merkitys
Vilkkuu 2 kertaa Asetettaessa akkua paikalleen Itsetestaus käynnissä
Jatkuva valo 20 sekunnin ajan Työskentelyn jälkeen Akku tyhjä
* Vilkkuu 20 sekuntia (2 Hz) Työskentelyn jälkeen Huoltotarve
Jatkuva valo 20 sekuntia ja
sitten vilkkuu 20 sekuntia
* Huomautuksia:
- Jos valodiodi vilkkuu tietyn ajan kuluttua aina työvaiheen lopussa n. 20 sekunnin ajan, laite on huollettava. Laite on lähetettävä huoltoon
mahdollisimman pian.
Työskentelyn jälkeen Akku tyhjä ja huoltotarve
5. Käyttötarkoituksen mukaiseen käyttöön liittyviä ohjeita
5.1 Työkalun käyttö
Valitse ensin käyttötilanteeseen sopiva puristusleuka (kuva 3+4) tai sopiva muotokappale.
MAP 1 -laitteen lukitustappia painetaan lukitustapin päässä olevan kuvan mukaisesti puristusleuan pitimen suuntaan
ja kierretään vastapäivään. Kun se on perillä, jousi painaa lukitustapin ulos (kuva 7+10). Aseta haluamasi puristusleuka paikoilleen ja työnnä lukitustappia kiinni jousivoimaa vastaan, kunnes se lukittuu.
Vaihtoleukoja käytettäessä muotokappaleet työnnetään leuan sisälle sivulta vetäen samalla pyöreästä lukitsimesta
(kuva 10 - 30).
Kun asennusosa on työnnetty putkeen, puristusleuat avataan painamalla takaosasta ja asetetaan asennusosalle.
Puristus laukaistaan käyttökytkimellä.
HE.9843_J © 03/2008 4
FIN
Page 92

Käyttöohjekirja
MAP 1
Puristusvaihe tunnistetaan siitä, että puristusleuat sulkeutuvat. Männänvarrella on käyttörullat, joiden ansiosta puristusleuat sulkeutuvat saksimaisesti.
Huomio
Tarkista, että salpa (pos. 4) on kokonaan sisällä ja lukittunut kunnolla.
Huomio
Tiiviin ja kestävän puristusliitoksen edellytyksenä on, että puristusvaihe viedään aina päätökseen. Tällöin
puristusleuat sulkeutuvat kokonaan.
Huomio
Puristustyökalua ei saa käyttää kaasuverkostojen putkien liittämiseen, mikäli järjestelmän valmistaja ei ole
nimenomaisesti hyväksynyt tämän koneen ja erityisesti tarkastettujen asennusosien käyttöä.
Huomio
Puristus voidaan keskeyttää milloin tahansa päästämällä käyttökytkin irti.
Huomio
Kun puristus on päättynyt, on lisäksi tarkastettava silmämääräisesti, että puristusleuat ovat sulkeutuneet
kokonaan.
Huomio
Asennusosat, joiden puristus on keskeytetty, on irrotettava tai puristus on suoritettava loppuun.
Huomio
Laitetta ei saa käyttää ilman puristusleukoja.
Huomio
Puristuksen aikana on käytettävä suojalaseja.
Varmista, että puristusleuat ovat täysin kiinni eikä puristusleukojen välissä ole vieraita kappaleita (esim. kivien tai
rappauksen jäänteitä).
Häiriötilanteissa rullapidin voidaan palauttaa takaisin alkuasentoonsa painamalla palautuspainiketta (kuva 1, 2).
Kun maksimaalinen käyttöpaine on saavutettu, käyttörullat siirtyvät automaattisesti takaisin alkuasentoonsa ja puris-
tusleuat voidaan jälleen avata.
HE.9843_J © 03/2008 5
FIN
Page 93

Käyttöohjekirja
MAP 1
Huomio
Ennen puristusleukojen vaihtoa on ehdottomasti poistettava akku, jotta laitetta ei voida laukaista vahingossa (kuva 10).
5.2 Käyttöalueeseen liittyviä tietoja
MAP 1 on käsin ohjattava laite, jolla voidaan puristaa asennusosia saniteettiputkiin ja yhdistää komposiitti-, kupari- ja
teräsputkia, joiden läpimitta on 12–32 mm. Laitetta ei saa asentaa kiinteästi. Sitä ei ole tarkoitettu kiinteään käyttöön.
Laite ei sovellu jatkuvaan käyttöön. Noin 50 peräkkäisen puristuksen jälkeen on pidettävä vähintään 15 minuutin
pituinen tauko, jotta laite ehtii jäähtyä.
Huomio
Liian intensiivinen käyttö saattaa aiheuttaa sen, että laite kuumenee ja vahingoittuu.
Huomio
Laitteen sisältämä sähkömoottori voi aiheuttaa käytön aikana kipinöitä, jotka saattavat sytyttää tulenarkoja
tai räjähtäviä aineita.
Huomio
Sähköhydraulista puristustyökalua ei saa altistaa voimakkaalle sateelle eikä käyttää vedessä.
5.3 Työskentelyohjeita
Asennusosien ja putkien oikeaan puristustapaan liityviä tietoja löydät järjestelmän valmistajan laatimista ohjeista.
Kunnollisen puristustuloksen sekä käyttöturvallisuuden ja toimintavarmuuden takaamiseksi konetta saa käyttää ainoastaan järjestelmän valmistajan ja/tai työkalun valmistajan puristustyökalua varten hyväksymien puristusleukojen/
muotokappaleiden kanssa. Vain sellaisten puristusleukojen/muotokappaleiden käyttö on sallittua, joiden pysyvistä
merkinnöistä ilmenee niiden valmistaja ja tyyppi. Epäselvissä tapauksissa on ennen puristustyökalun käyttöä otettava yhteys järjestelmän tai työkalun valmistajaan.
Huomio
Vääntyneitä tai viallisia puristusleukoja ei saa käyttää.
Ohje
Koneen valmistajan valikoimiin kuuluu kaikkiin yleisiin järjestelmiin ja putkimittoihin sopivia puristusleukoja. Tiedustele erikoistyökaluja ja -ratkaisuja.
HE.9843_J © 03/2008 6
FIN
Page 94
Käyttöohjekirja
MAP 1
5.4 Huolto-ohjeita
Puristustyökalun luotettava toiminta riippuu sen huolellisesta käsittelystä. Se on oleellinen edellytys kestävien ja
pysyvien liitoksien aikaansaamiselle. Tämän varmistamiseksi laitetta on huollettava ja hoidettava säännöllisesti.
Seuraavat seikat on huomioitava:
1. Sähköhydraulinen puristustyökalu on puhdistettava aina käytön jälkeen. Ennen kuin se viedään varastoon, on
varmistettava, että se on kuivunut.
2. Puristustyökalun moitteettoman toiminnan varmistamiseksi ja toimintahäiriöiden estämiseksi se tulisi lähettää
tehtaalle huoltoon kerran vuodessa tai 10.000 puristuskerran välein. (Ks. myös luku 4.3).
3. Sekä akku että latauslaite on suojattava kosteudelta ja vierailta esineiltä.
4. Pulttiliitokset, käyttörullat ja niiden ohjaimet on voideltava kevyesti öljyllä.
5. Puristustyökalun ja puristusleukojen moitteeton toiminta on tarkastettava säännöllisin välein esim. suorittamalla
koepuristus.
6. Puristusleuat on aina pidettävä puhtaina. Ne puhdistetaan tarvittaessa harjalla.
Työkalun huoltoon tehtaalla kuuluu sen purkaminen, puhdistus, mahdollisesti kuluneiden osien vaihto, asennus ja
lopputarkastus. Pysyvät ja tiiviit liitokset saadaan aikaan vain puhtaalla ja toimintakykyisellä puristustyökalulla.
Työkalun ostaja saa käyttötarkoituksen mukaisen käytön puitteissa vaihtaa itse vain puristusleuat (pos. 10).
Huomio
Laitetta ei saa avata!
Jos sinetti on vaurioitunut, takuu raukeaa.
5.5 Akun ja latauslaitteen käyttöön liittyviä ohjeita
Latauslaite soveltuu 230 V:n vaihtojännitteelle ja 50 - 60 Hz:n taajuudelle. Uudet akut on ladattava ennen käyttöä. Akkujen latausta varten latauslaitteen pistoke työnnetään pistorasiaan ja akku asetetaan latauslaitteeseen. Latausaika
on n. 40 minuuttia (kuva 32). Akun lataustila ilmenee latauslaitteen valodiodista.
Vihreä: Akku on ladattu.
Punainen: Akku on tyhjä ja sen lataus on käynnissä.
Vilkkuu: Akku on väärässä asennossa tai liian kuuma
HE.9843_J © 03/2008 7
FIN
Page 95
Käyttöohjekirja
MAP 1
Aseta akku laitteeseen siten, että sen plus- ja miinusnavat ovat latauslaitteen napojen mukaisissa kohdissa. Kun
akku on kytketty oikein, latauslaitteen vihreä valo muuttuu punaiseksi ja lataus alkaa. Kun lataus on päättynyt, latauslaitteen valo muuttuu jälleen vihreäksi. Samalla kuuluu 5 sekunnin pituinen äänimerkki.
Puristustyökalussa tai latauslaitteessa ei saa käyttää väärän tyyppisiä akkuja, esim. kuivaparistoja tai autojen
akkuja.
Lataa akku heti, kun työkalun nopeus on selvästi hidastunut. Älä kuitenkaan lataa osittain käytettyä akkua varmuuden vuoksi uudelleen.
Jos juuri käytetyn tai pitkään auringonpaisteessa olleen laitteen akkua yritetään ladata, latauslaitteessa saattaa vilkkua punainen valo. Odota tällöin hetki. Lataus alkaa, kun akku on jäähtynyt.
Latauslaitteen tai akun navat ovat likaiset, akun kestoikä on kulunut loppuun tai se on vaurioitunut.
Jos haluat ladata peräkkäin kaksi akkua, pidä 15 minuutin tauko ennen toisen akun latausta.
Vältä alle 0°C:een ja yli 40°C:een (kuva 34) lämpötiloja. Älä koskaan jätä latauslaitetta sateeseen tai lumeen. Älä
lataa akkua helposti syttyvien aineiden tai kaasujen lähistöllä.
Latauslaitetta ei saa kantaa roikottamalla sitä verkkojohdosta eikä sitä saa vetää liian voimallisesti irti pistorasiasta.
Latauslaitteen tuuletusritilöihin ei saa työntää vieraita esineitä.
Akkuja saa ladata vain valmistajan määräämillä latauslaitteilla.
Huomio
Akkua ei saa laittaa taskuun tai työkalupakkiin, jossa on johtavia esineitä kuten kolikoita, avaimia, työkaluja
tai muita metalliosia.
Kun lataus on päättynyt, vedä latauslaitteen pistoke pistorasiasta. Latauslaitetta ei saa purkaa osiin.
Jotta latauslaitteen turvallisuus ja luotettavuus voidaan taata, korjaustyöt, huolto ja säätö tulisi jättää valmistajan
huoltokeskuksen tehtäviksi.
HE.9843_J © 03/2008 8
FIN
Page 96
Käyttöohjekirja
MAP 1
5.6 Varastointi ja kuljetus
Jotta puristustyökalu ja latauslaite ovat suojassa vaurioilta, ne on käytön jälkeen puhdistettava ja asetettava kuljetuslaukkuun, joka suljetaan kunnolla.
Laukkuun sopii MAP1 -laitteen lisäksi 4 puristusleukaa, 3+1 vaihdettavaa muotokappaletta, latauslaite ja käyttöohje.
(kuva 5)
6. Toiminta puristustyökalun häiriöiden yhteydessä
a.) Laitteesta vuotaa öljyä.
=> Lähetä laite valmistajalle. Laitetta ei saa avata eikä sen sinettiä poistaa tai vahingoittaa.
b.) Laite ei saavuta loppupainetta.
=> Keskeytä puristus. Pidä palautinta (kuva 1, 2) painettuna ja paina samalla käyttökytkintä n. 10 sekunnin ajan.
Jos häiriö ei poistu, laite on lähetettävä valmistajalle.
c.) Valodiodinäyttö vilkkuu säännöllisesti (kuva 1, 5)
=> Huolto on tarpeen! Lähetä laite lähimpään valtuutettuun huoltopisteeseen. (Ks. myös luku 4.3).
HE.9843_J © 03/2008 9
FIN
Page 97
Käyttöohjekirja
MAP 1
7. Tekniset tiedot
Tyyppi MAP 1
Paino: n. 2,5 kg (mukaan lukien akku ja puristusleuka)
Puristusaika: 3 - 4 s
Työntövoima: 15 kN (lineaar.)
Akun jännite: 9,6 V
Akun kapasiteetti: 2,0 Ah NiMH (RAM2)
Akun latausaika n. 40 min tai pikalaturilla 15 min
Puristuskertoja / akku: n. 90 jaksoa (puristettaessa 20 mm osia)
Ympäristön lämpötila: -20 °C … +40 °C
Hydrauliikkaöljy: Shell Tellus T 15
Äänenpainetaso: 70,6 dB (A), etäisyys 1 m
Tärinä: < 2,5 m/s² (kiihdytyksen painotettu tehollisarvo)
HE.9843_J © 03/2008 10
FIN
Page 98
Käyttöohjekirja
MAP 1
8. Käytöstä poistaminen / hävitys
Laitteen komponentit on hävitettävä erikseen. Ensin poistetaan öljy, joka toimitetaan erityiseen kierrätyspisteeseen.
Huomio
Hydrauliikkaöljyt saastuttavat pohjavettä. Niiden kontrolloimaton päästäminen ympäristöön ja epäasianmukainen hävitys on rangaistavaa (ympäristölainsäädäntö).
Akku (pos.-nro 5) hävitetään erikseen niitä koskevien erityisten määräysten mukaisesti.
Laitteen muut osat hävitetään Euroopan yhteisön ympäristömääräyksien ja käyttömaassa voimassa olevien säänn-
öksien mukaan.
Ympäristön saastumisen välttämiseksi suosittelemme, että hävitys annetaan hyväksytyn alan yrityksen tehtäväksi.
Huomio
Laitetta ei saa hävittää yhtenä kokonaisuutena tavallisen jätteen joukossa, koska se voi aiheuttaa kaatopaikalla ympäristövahinkoja.
Valmistaja ei voi taata käytöstä poistetun laitteen maksutonta takaisinottoa.
Huomautus
Voit milloin tahansa tilata maksuttomia lisäkappaleita tästä käyttöohjeesta tilausnumerolla HE.9843_J.
HE.9843_J © 03/2008
FIN
11
Page 99
Инструкция по эксплуатации
MAP 1
Содержание
1. Введение
2. Надписи
3. Гарантийный срок
Описание электрогидравлических прессовых инструментов
4.1 Описание компонентов
4.2 Краткое описание основных характеристик мощности устройства
5. Указания по применению устройства по назначению
5.1 Управление инструментом
5.2 Пояснения к области применения инструмента
5.3 Указания по обработке
5.4 Указания по технобслуживанию
5.5 Указание по применению аккумуляторной батареи и блока зарядки
5.6 Хранение и транспортировка
6. Мероприятия в случае возникновения
7. Технические характеристики
8. Вывод из режима эксплуатации/устранение отходов
Обозначения
Указания по технике безопасности
Просьба обязательно придерживаться этих указаний в целях предотвращения несчастных
случаев и загрязнения окружающей среды.
Технические указания по применению пресса
Просьба обязательно придерживаться этих указаний в целях предотвращения повреждений
инструмента.
сбоев в прессовом инструменте
HE.9843_J © 03/2008 1
RUS
Page 100
Инструкция по эксплуатации
MAP 1
1. Введение
До начала эксплуатации Вашего прессового инструмента следует тщательно прочитать
настоящую Инструкцию по эксплуатации.
Следует применять этот инструмент только в соответствии с предписанным назначением и соблюдением
общих правил по технике безопасности и предотвращению производственного травматизма.
Настоящая Инструкция по эксплуатации рассчитана на весь срок службы прессового инструмента.
Эксплуатационник обязан:
- обеспечить доступ оператора
- убедиться в том, что оператор прочел и понял ее.
к Инструкции и
2. Надписи
На прикрепленной к корпусу инструмента наклейке Вы найдете обозначение типа (рис. 2, A+B), данные об
изготовителе и технические данные (рис. 2, C). Номер серии находится на корпусе, рядом с аккумуляторной
батареей (рис. 2, D)
3. Гарантийный срок
Дополнительно к установленному законом сроку гарантии на 2 года на дефекты, которые обнаружены уже
при поставке нашей продукции, мы берем на себя гарантийные обязательства изготовителя сроком на 1 год
на весь инструмент, а также на замененные отдельные узлы во время ремонта и техобслуживания.
В этот период мы бесплатно устраняем все дефекты, которые могут
материала или изготовления.
Исключением из этого являются недостатки, которые возникли по причине несоблюдения указаний в
Инструкции по эксплуатации, ненадлежащего обращения или нормального износа.
Условием для непрерывной работоспособности инструмента является систематическое соблюдение
предписанного изготовителем интервала в 1 год для проведения техобслуживания .
быть подтверждены как недостатки
HE.9843_J © 03/2008 2
RUS
 Loading...
Loading...