

Page 1

Verbindungen mit System
The Power of Partnership
Serialnummer
EK 120UNV-L
D Bedienungsanleitung
GB Instruction Manual
F Mode d´emploi
NL Handleiding
P Manual de instruções
TR Kullanım kılavuzu
RUS Инструкция по эксплуатации
HE.13471_D © 09/2010 R&D-2
Gustav Klauke GmbH • Auf dem Knapp 46 • D-42855 Remscheid
Telefon ++49 +2191-907-0 • Telefax ++49 +2191-907-141 • www.klauke.com
ET
11079
geprüfte
Sicherheit
Anzahl der Seiten: YY
Page 2

Bedienungsanleitung/Instruction Manual
EK 120UNV-L
7
98 10
6
optional: 2
NG2
5
1
4
3
HE.15333
Bild/pic./fi g. 1 (siehe/see Tab. 3)
HE.13471_D © 09/2010
2K
I
Page 3
Bedienungsanleitung/Instruction Manual
OIL
H
E
.13420
H
E
.
13422
EK 120UNV-L
Crimping/Cutting/Punching tool
Nennspannung (Voltage): 18V DC
Antriebskraft (Driving Force): 108 kN
HE.13470_D
ET
11079
geprüfte
Sicherheit
EK 120UNV-L
Auf dem Knapp 46
D-42855
D-42855
Remscheid
Remscheid
5
1 2 3 4
datecode
304711CV142 batch# e.g. 304711
5
datecode e.g. „-cv“ for year 2009, month July
consecutive# e.g. „142“ for the 142
nd
tool
Bild/pic./fi g. 2
CLICK
10 - 40°C
Bild/pic./fi g. 3 Bild/pic./fi g. 4
Bild/pic./fi g. 5 Bild/pic./fi g. 7 Bild/pic./fi g. 9Bild/pic./fi g. 6 Bild/pic./fi g. 8
Year Code Month Code Month Code
2007 A Jan. N July V
2008 B Feb. P Aug. W
2009 C Mar. Q Sept. X
2010 D Apr. R Oct. Y
2011 E May S Nov. Z
2012 F June T Dec. 1
(BL1830)
RAL2
22 min.
Bild/pic./fi g. 10
Bild/pic./fi g. 11
Li-ion
®
#884676B996
#884598C990
1.
Bild/pic./fi g. 12
HE.13471_D © 09/2010
2.
1. 2. 3.
1. 2. 3.
3.
Bild/pic./fi g. 13
II
Page 4
Bedienungsanleitung/Instruction Manual
EK 120UNV-L
330°
Bild/pic./fi g. 14
Bild/pic./fi g. 16
Bild/pic./fi g. 15
Bild/pic./fi g. 17
2.
CLICK
1.
Bild/pic./fi g. 18 Bild/pic./fi g. 19
siehe Bild/pic./fi g. 27
Bild/pic./fi g. 20 Bild/pic./fi g. 21
HE.13471_D © 09/2010
III
Page 5
Bedienungsanleitung/Instruction Manual
EK 120UNV-L
siehe Bild/pic./fi g. 29, 34
1.
Bild/pic./fi g. 22
siehe Bild/pic./fi g. 26, 28, 30
2.
siehe Bild/pic./fi g. 32
2.
1.
Bild/pic./fi g. 23
siehe Bild/pic./fi g. 31
Bild/pic./fi g. 24
on / off
2.
1.
Bild/pic./fi g. 25
PRESS
PRESS
HE.13471_D © 09/2010
IV
Page 6
Bedienungsanleitung/Instruction Manual
EK 120UNV-L
Manual Retraction Stopp+
PRESS
t
r
t
r
set reset
>t
r
<t
t
r
r
t
HE.13471_D © 09/2010
V
Page 7
Bedienungsanleitung/Instruction Manual
EK 120UNV-L
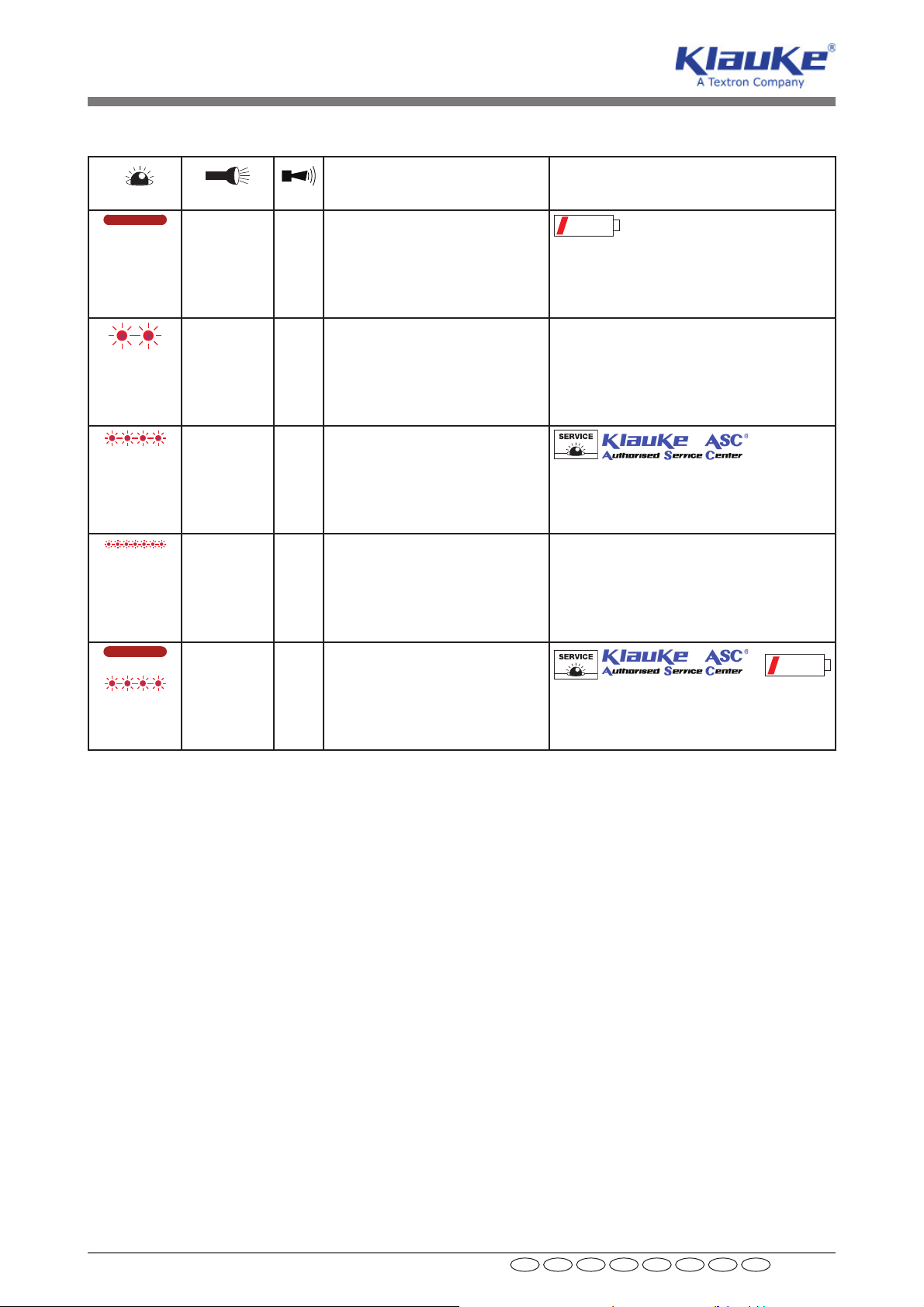
Tab. 1
Wann/When/ Quand/Wanneer/
Quando/Ne Zaman/
cuándo/Когда это происходит
nach Arbeitsvorgang
20 sec
2 x
20 sec/2Hz
20 sec/5Hz
20 sec
20 sec/2Hz
after working cycle
après opération de travail
na bedrijfscyclus
Después del proceso de trabajo
após o processo de trabalho
Çalışma işleminden sonra
после цикла опрессовки
nach Einsetzen des Akkus
after inserting the battery
après mise en place de l’accumulateur
na het plaatsen van de accu
Después de insertar la batería
após inserir a bateria
Pilleri yerleştirdikten sonra
при установке аккумулятора
nach Arbeitsvorgang
after working cycle
après opération de travail
na bedrijfscyclus
Después del proceso de trabajo
após o processo de trabalho
Çalışma işleminden sonra
после цикла опрессовки
während der Übertemperatur
while exceeding the temp. limit
pendant surchauffe
tijdens te hoge temperatuur
en caso de temperatura excesiva
durante a temperatura excessiva
Yüksek sıcaklık sırasında
при высокой температуре внутри корпуса
nach Arbeitsvorgang
after working cycle
après opération de travail
na bedrijfscyclus
Después del proceso de trabajo
após o processo de trabalho
Çalışma işleminden sonra
после цикла опрессовки
Warum/Why/ Pourquoi/Waarom/
Porquê/Neden
¿por qué?/Причина
Selbsttest
Self check
autocontrôle
zelftest
Auto-test
Autoteste
Kendi Kendine Test
Самодиагностика инструмента
Werkzeug zu heiß
Unit too hot
outil surchauffé
gereedschap te heet
Herramienta demasiado caliente
ferramenta demasiado quente
Ta kım çok sıcak
Перегрев инструмента
+
HE.13471_D © 09/2010
D GB F NL E P TR RUS
VI
Page 8
Bedienungsanleitung/Instruction Manual
t
EK 120UNV-L
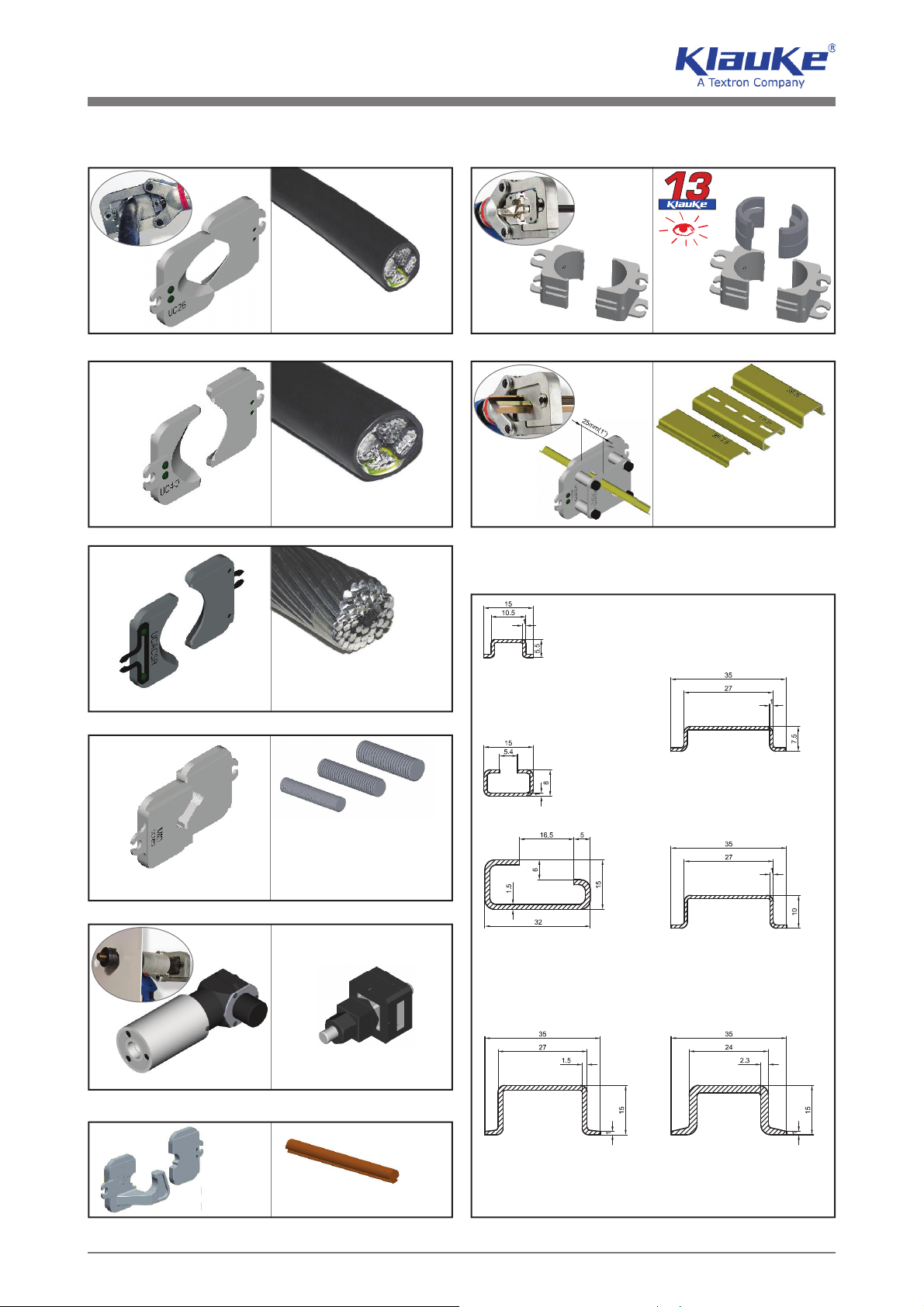
Einsätze Anwendung Einsätze Anwendung
Dies Application Dies Application
Tab. 2
NYY/NAYY
UC26 Cu/Al < Ø 26 mm
Bild/pic./fi g. 26
UA12T
Bild/pic./fi g. 27
NYY/NAYY
UC40 Cu/Al < Ø 40 mm
Bild/pic./fi g. 28
ACSR
UCACSR DIN 48204 < Ø 40 mm
Bild/pic./fi g. 30
M6 UCM6
M8 UCM8
M10 UCM10
1/4“ UCUNC14
UCM10 3/8“ UCUNC38
Bild/pic./fi g. 31
35 x 15
EN 50035 - G 32
UCD3515 EN 50022 - 35 x 7,5
Bild/pic./fi g. 29
Klauke Profi lschienen-Schneider
Klauke DIN rail cutting blades
Tragschiene
Top hat rail
EN 50045 - 15x5,5
- auf Anfrage -
Tragschiene
Top hat rail
EN 50022 - 35x7,5
- auf Anfrage -
- UCD3575 -
UA12P (108 kN)
Bild/pic./fi g. 32
Bild/pic./fi g. 33
HE.13471_D © 09/2010
B
UCBC120 Fahrdraht
B
UCBC150
Fahrdrah
G-Schiene
Mounting rail
EN 50035 - G 32
- UCD3215 -
Tragschiene
Top hat rail
EN 50022 - 35x15
- UCD3515 -
Bild/pic./fi g. 34
Tragschiene
Top hat rail
EN 50022 - 35x10
- auf Anfrage -
Tragschiene
Top hat rail
EN 50022 - 35x15
- auf Anfrage -
VII
Page 9
Bedienungsanleitung/Instruction Manual
EK 120UNV-L
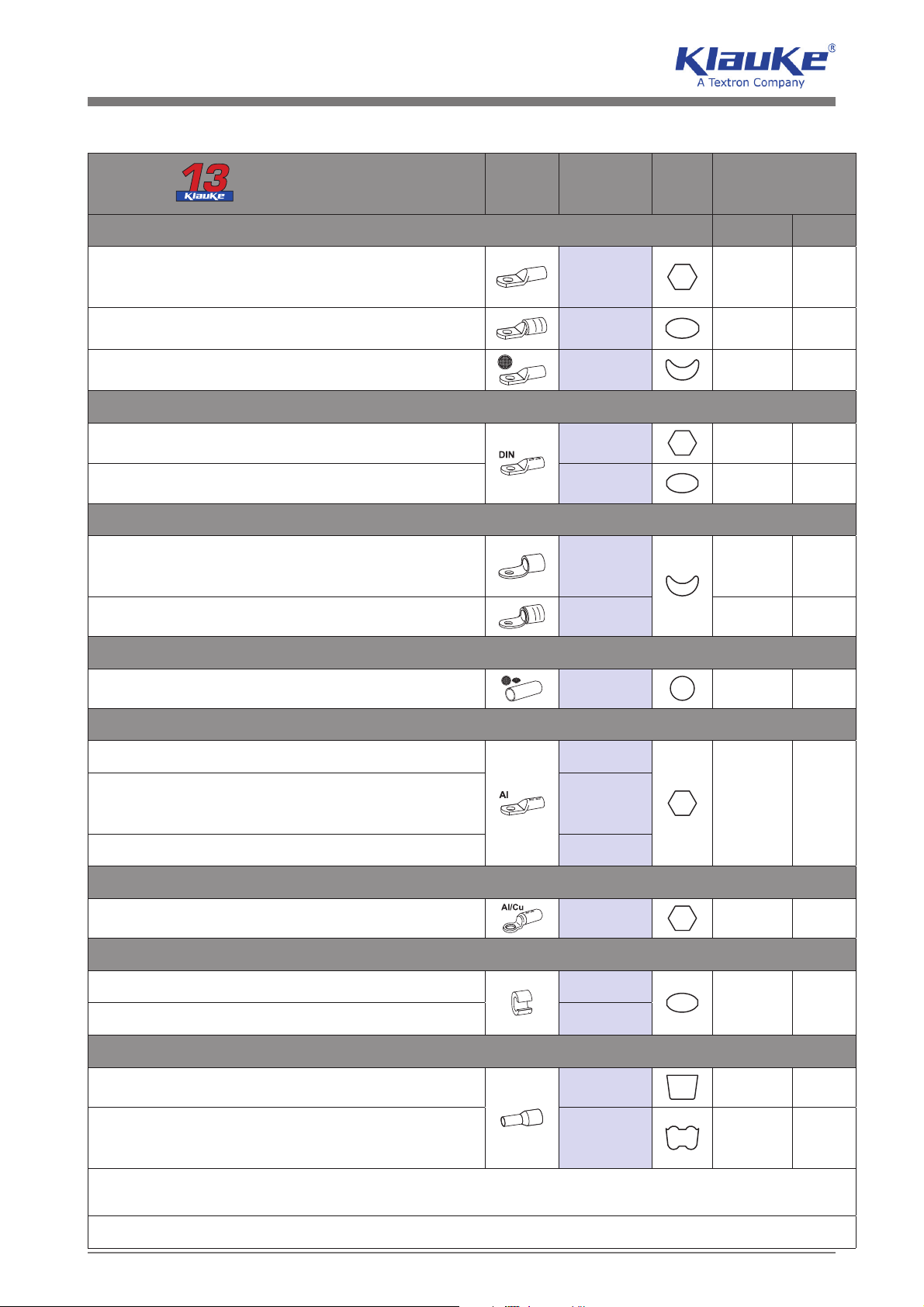
Tab. 2 (siehe Bild/see pic. 1, 6)
geeignet für
suitable for
Rohrkabelschuhe und Verbinder - Cu (gelb chromatiert, Pressbreite 5 mm)
Copper tubular cable lugs and connectors - Cu (chrome plated, crimping width 5 mm)
Rohrkabelschuhe und Verbinder „Normalausführung“, Rohrkabelschuhe für Schaltgeräteanschlüsse
Tubular cable lugs and connectors, „standard type“, tubular cable
lugs for switchgear connections
Isolierte Rohrkabelschuhe und Verbinder, Normalausführung
Insulated cable lugs and compression joints, „standard type“
Verb.
material
Connection
material
Pressbereich
mm²
Crimping
range mm²
16 - 400
10 - 150
Press-
form
Crimping
mold
Kennzeichnung
Marking
außen
outside
Cu,Cu, QS QS
IS, QS QS
Preßprofil
Profile
Rohrkabelschuhe und Verbinder für feindrähtige Leiter
Tubular cable lugs and connectors for fine stranded conductors
Presskabelschuhe und Verbinder nach DIN - Cu
Compression cable lugs and connectors to DIN, copper
Presskabelschuhe und Verbinder nach DIN - Cu
Copper compression cable lugs and connectors to DIN
Doppelpresskabelschuhe
Double compression cable lugs
Quetschkabelschuhe, Verbinder und Stiftkabelschuhe nach DIN - Cu
Solderless terminals, connectors and pin terminals to DIN, copper
Quetschkabelschuhe (DIN 46234), Verbinder und
Stiftkabelschuhe (DIN 46230) nach DIN - Cu
Solderless terminals (DIN 46234), connectors and
pin terminals (DIN 46230) acc. to DIN
Isolierte Quetschkabelschuhe
Insulated solderless terminals
Hülsen für verdichtete Leiter und Sektorleiter - Cu
Sleeves for compacted conductors and sector shaped conductors, copper
Runddrückeinsätze für Al- und Cu-Sektorleiter
Pre-rounding dies for sector-shaped Al and Cu conductors
Presskabelschuhe und Verbinder nach DIN - Al
Compression cable lugs and connectors to DIN, aluminium
Presskabelschuhe und Verbinder nach DIN - Al
Aluminium compression cable lugs and connectors to DIN - Al
Pressverbinder für zugfeste Verbindungen von Aldrey-Seilen nach
DIN EN 50182, Al-Leiter DIN EN 50182, 120-185 mm²
Compression joints for full-tension connections of Aldrey conductors
acc. to DIN EN 50182, Al-conductors DIN EN 50182, 120-185 mm²
Pressverbinder nach DIN 48085, Teil 3 für Al-Seile DIN EN 50182
Compression joints to DIN 48085, part 3 for Al-cables DIN EN 50182
Presskabelschuhe und Verbinder - Al/Cu
Compression cable lugs and connectors, Al/Cu
Presskabelschuhe und Verbinder - Al/Cu
Compression cable lugs and connectors - Al/Cu
Klemmen und Schraubverbinder
Clamps and screw connectors
Abzweigklemmen C-Form
C-clamps
Abzweigklemmen H-Form
H-clamps
Aderendhülsen
Cable end-sleeves
Aderendhülsen
Cable end-sleeves
Aderendhülsen Trapez-Sonderform für ausgedünnte
(„verdichtete“) feindrähtige Leiter
Cable end-sleeves special trapezoid crimp for
„compacted“ fine stranded conductors
QS = Querschnitt/Cross-section; IS = isolierte Rohrkabelschuhe/ pre-insulated tubular cable lugs;
F = feindrähtige Leiter/ compacted fi ne str. conductors; ISQ = isolierte Quetschkabelschuhe/ pre-insulated tubular cable lugs;
RU = Runddrückeinsätze/ pre-rounding dies; sm = Sektorleiter mehrdrähtig/ multistranded conductors; AE = Aderendhülsen/ wire ferrules
Bitte beachten Sie bei der Verpressung von Verbindern die Einschränkungen im technischen Anhang unseres Kataloges!
Please observe the restrictions in the technical index of our catalogue when crimping connectors!
HE.13471_D © 09/2010
16 - 150
16 - 300
2 x 50 - 2 x 95
16 - 150
10 - 95
10sm - 300sm
10 - 240
25 - 185
25 / 4 - 120 / 20
10 - 240
10 - 70
70 - 120
25 - 240
25 - 240
F, QS QS
Cu, QS Kennzahl
DP, QS QS
Cu, QS,
DIN 46234
ISQ, QS QS
RU, QS, sm,
QS, sm
Al, QS Kennzahl
C, QS --
AE, QS --
QS
--
VIII
Page 10
Bedienungsanleitung Universalwerkzeug
EK 120UNV-L
original
bed.anl.
Inhaltsangabe
1 Einleitung
2 Gewährleistung
3 Beschreibung des elektro-hydraulischen
Universalwerkzeuges
3.1 Beschreibung der Komponenten
3.2 Kurzbeschreibung der wesentlichen Leistungsmerkmale des Gerätes
3.3 Beschreibung der Leuchtdiodenanzeige
4 Hinweise zum bestimmungsgemäßen Gebrauch
4.1 Bedienung des Gerätes
4.1.1 Verwendung von Presseinsätzen
4.1.2 Verwendung der Schneideinsätze
4.1.3 Verwendung des Lochstanzadapters
4.2 Erläuterung des Anwendungsbereiches
4.3 Verarbeitungshinweise
4.4 Wartungshinweise
5 Verhalten bei Störungen am Werkzeug
6 Technische Daten
7 Außerbetriebnahme/Entsorgung
Symbole
Sicherheitstechnische Hinweise
Bitte unbedingt beachten, um Personen- und
Umweltschäden zu vermeiden.
Anwendungstechnische Hinweise
Bitte unbedingt beachten, um Schäden am
Werkzeug zu vermeiden.
1. Einleitung
Vor Inbetriebnahme Ihres Presswerkzeuges lesen Sie sich die Bedienungsanleitung sorgfältig durch.
Benutzen Sie dieses Werkzeug ausschließlich für den bestimmungsgemäßen Gebrauch.
Das Presswerkzeug darf nur durch eine elektrotechnisch
unterwiesene Person bedient werden. Das Mindestalter
beträgt 16 Jahre.
Diese Bedienungsanleitung ist während der gesamten
Lebensdauer des Werkzeuges mitzuführen.
Der Betreiber muss
• dem Bediener die Betriebsanleitung zugänglich ma-
chen und
• sich vergewissern, daß der Bediener sie gelesen und
verstanden hat.
2. Garantie
Die Garantie beträgt 24 Monate ab Lieferdatum
bei sachgemäßer Bedienung und unter Einhaltung der vorgeschriebenen Serviceintervalle.
Ausgeschlossen von der Garantieerklärung sind
Verschleißteile, die sich aus dem bestimmungsgemäßen Gebrauch ergeben. Wir behalten uns
ferner das Recht vor, das Produkt nachzuarbeiten.
3. Beschreibung des elektro-hydraulischen Universalgerätes
3.1 Beschreibung der Komponenten
Das elektro-hydraulische Werkzeug ist handgeführt und
besteht aus folg. Komponenten:
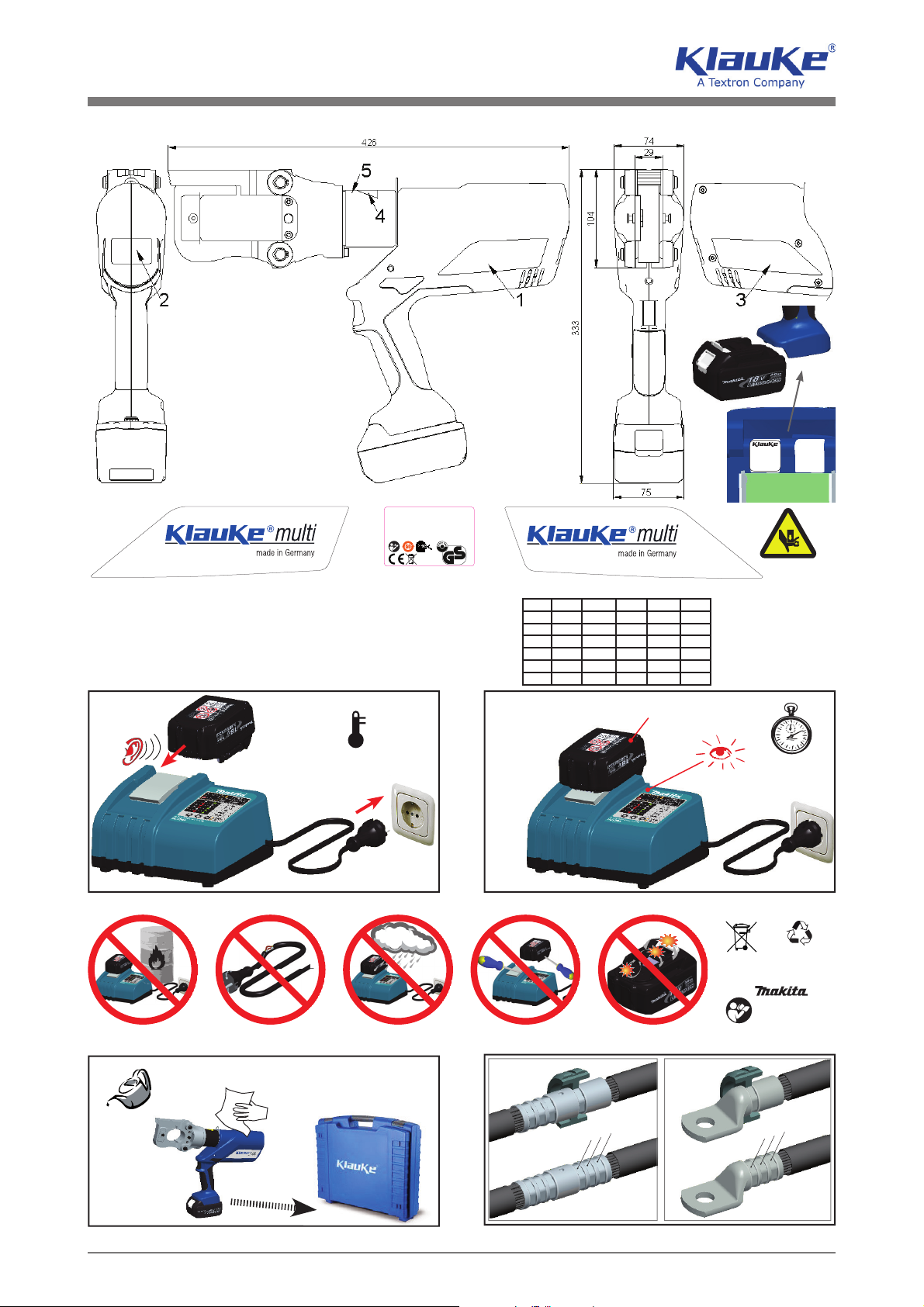
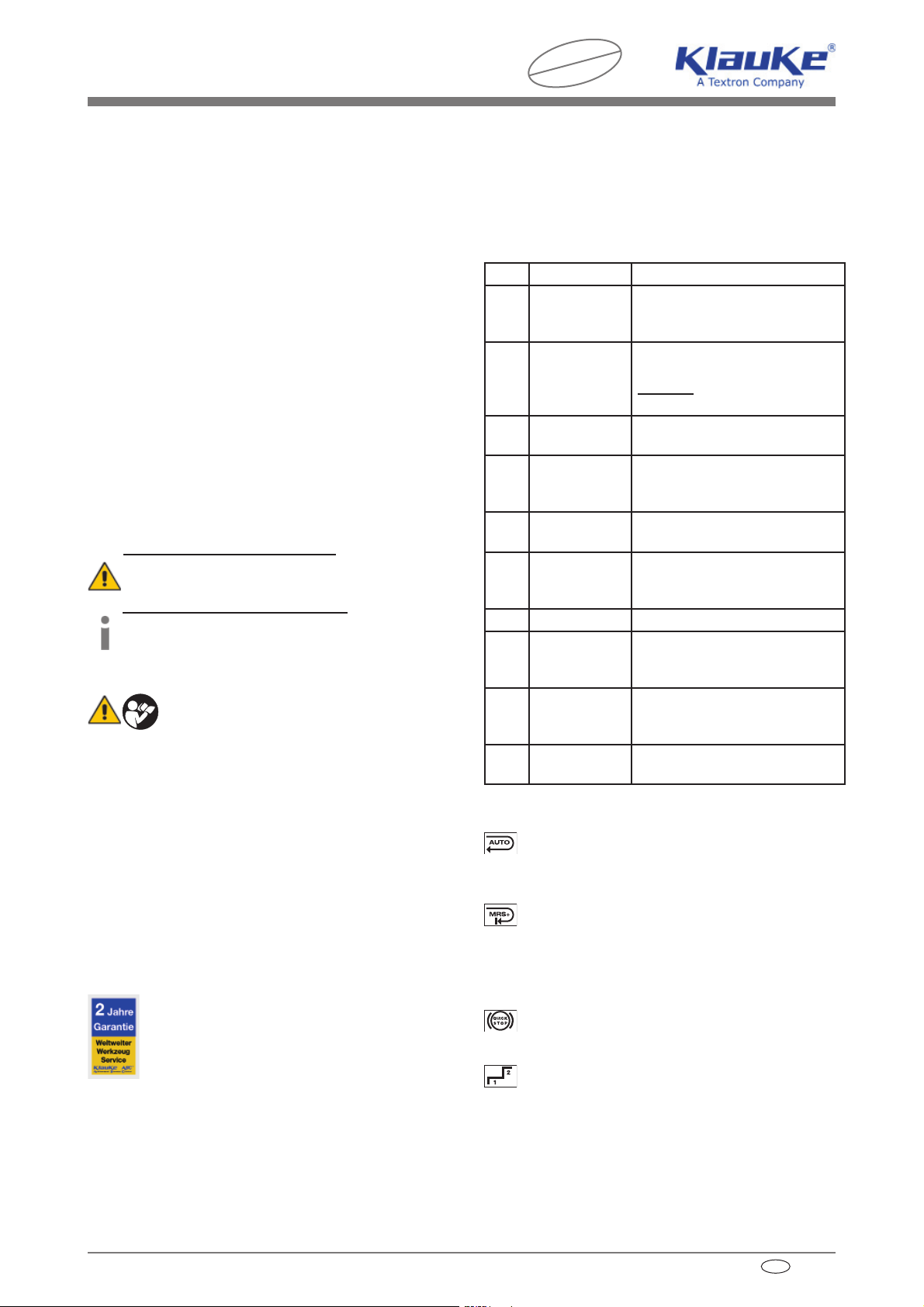
Tabelle 3 (siehe Bild 1)
Pos. Bezeichnung Funktion
1 LED (rot) ~ zum Feststellen des Ladezu-
standes, eines Gerätefehlers
und zur Wartungsanzeige.
2 Akku
3 Bedienungs-
schalter
4 Rückstelltaste Taste zum Öffnen der Press-/
5 LED (weiß) zur Ausleuchtung des
6 Adapter Ermöglichen den Einsatz
7 Klappriegel zum Öffnen des Kopfes
8 Verriegelungs-
stift
9 Ring Öse zum Sichern des Werk-
10 Gehäuse Ergonomisch geformtes
3.2 Kurzbeschreibung der wesentlichen
Leistungsmerkmale
Das Presswerkzeug besitzt einen automatischen
Rücklauf, der den Kolben nach Erreichen des max.
Betriebsüberdruckes automatisch in die Ausgangslage zurückfährt.
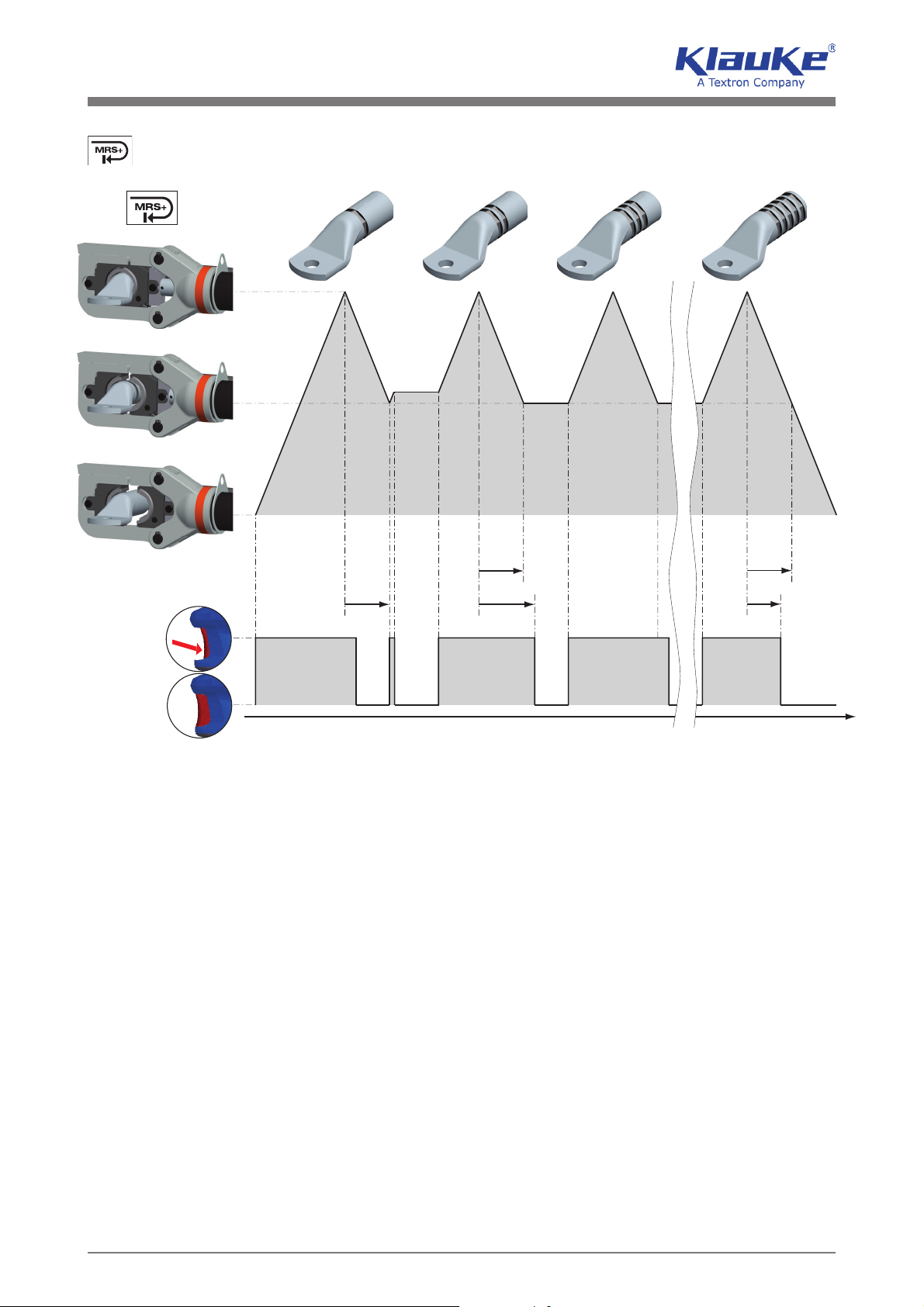
Die manuelle Rücklaufunterbrechung mit Teach-in
ermöglicht die Einprogrammierung der Stoppposition im Rücklauf, sodaß der Kolben bei der nächsten
Verpressung/Schnitt an der gleichen Stelle stoppt,
an der auch die vorhergehende Verpressung/
Schnitt gestoppt wurde.
Das Presswerkzeug ist mit einem Nachlaufstopp
ausgerüstet, der den Vorschub nach Loslassen des
Bedienungsschalters sofort stoppt.
Das Presswerkzeug ist mit einer Doppelkolbenpumpe ausgestattet, die durch einen schnellen
Vorschub bis zur Berührung des Werkstücks gekennzeichnet ist und anschließend automatisch auf
einen Krafthub umschaltet.
wiederaufl adbarer
3Ah Li-Ion Akku (RAL2)
Optional:
Netzgerät NG2230
Auslösung des Press-/Schneid-
vorgangs
Schneideinsätze im Fehler-,
bzw. Notfall
Arbeitsumfeldes
unterschiedlichster
marktüblicher Einsätze
Adapter und Schneideinsätze
müssen mit dem Stift verriegelt
werden
zeuges und/oder zu Montagezwecken
Kunststoffgehäuse
HE.13471_D © 09/2010
D
1
Page 11
Bedienungsanleitung Universalwerkzeug
EK 120UNV-L
original
bed.anl.
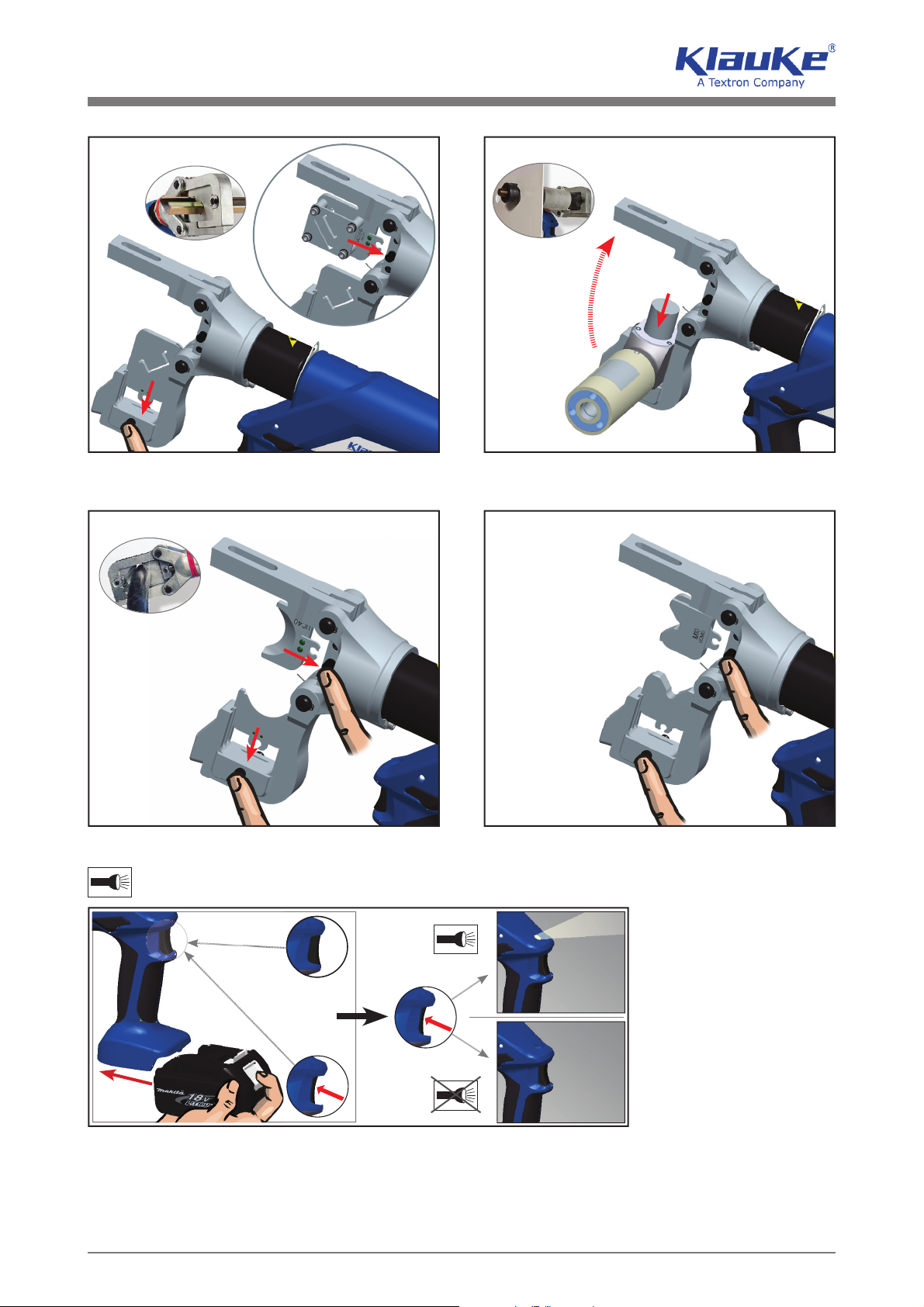
Eine eingebaute weiße LED beleuchtet den Arbeitsbereich nach Aktivierung des Bedienungsschalters
und schaltet sich nach 10 s wieder aus. Dieses
Merkmal läßt sich auch ausschalten (siehe Beschreibung Seite IV)
Das Presswerkzeug ist mit einer MikroprozessorSteuerung ausgestattet, die z.B. den Motor nach
vollendetem Pressvorgang abschaltet, Service-Intervalle anzeigt, den Ladezustand des Akkus angibt
und eine Fehlerdiagnose durchführt.
Der Presskopf ist stufenlos 330° um die Längsachse drehbar. Dieses ermöglicht Montagen auch an
sehr schlecht zugänglichen Stellen.
Das kompakte ergonomische geformte Gehäuse
2K
besteht aus 2 Komponenten. Der Griffbereich ist
durch seine Gummierung besonders rutschfest und
zusammen mit dem schwerpunktoptimierten Gehäuse liegt das Werkzeug besonders gut in der
Hand und ermöglicht so ermüdungsfreies Arbeiten.
Alle Funktionen unserer Geräte können über einen
Bedienknopf gesteuert werden. Dadurch bekommen wir eine einfache Handhabung und besseren
Halt als bei einer Zweiknopfbedienung.
Durch die Li-Ionen Batterien, die weder Memory
Effekt noch Selbstentladung kennen, hat der Bediener auch nach langen Arbeitspausen immer ein einsatzbereites Gerät. Dazu kommt noch ein geringeres Leistungsgewicht mit 50% mehr Kapazität und
kurzen Ladezeiten im Vergleich zu NiMH Akkus.
Das eingesetzte Öl ist besonders umweltfreundlich
und ist mit dem
ner ist das Öl auch für sehr niedrige Temperaturen
geeignet und hat exzellente Schmiereigenschaften, sodaß unsere Geräte quasi Wartungsfrei sind..
Kompatibilität zu bestehenden Presseinsätzen
(120 kN) durch Verwendung spezieller Adapter.
Einsatz von Spezialeinsätzen und Adaptern einschließlich kundenspezifi scher Adaptionen.
Blauen Engel ausgezeichnet. Fer-
3.3 Beschreibung der Werkzeugindikation
Die Leuchtdiode sowie die Arbeitsraumbeleuchtung dienen in Verbindung mit der Steuerungs-Elektronik zur Information über den Zustand des Akkus und des Werkzeuges. Im einzelnen ersehen Sie dies wie in Tabelle 1
dargestellt.
Es sollte vor Arbeitsbeginn der Ladezustand des Akkus
(Bild 1.2) überprüft worden sein. Ein niedriger Ladezustand kann beispielsweise an der Leuchtdiode (Bild 1.1)
durch ein 20 s’iges Aufl euchten am Ende einer Pressung
erkannt werden.
4. Hinweise zum bestimmungsgemäßen Gebrauch
Vor Arbeitsbeginn sind alle aktiven, d.h. stromführenden
Teile im Arbeitsumfeld des Monteurs freizuschalten. Ist
dieses nicht möglich sind entsprechende Schutzvorkehrungen für das Arbeiten in der Nähe von unter Spannung
stehenden Teilen zu treffen (siehe z.B. DIN EN 50110).
4.1 Bedienung des Werkzeuges
Als erstes erfolgt die Auswahl des geeigneten Adapters
für die zu verwendenden Presseinsätze, bzw. die Auswahl der Schneideinsätze.
Achtung
Vor Auswechselung der Einsätze unbedingt
Akku gegen unbeabsichtigtes Betätigen aus
dem Gerät entfernen. Vermeiden Sie eine unbeabsichtigte Inbetriebnahme!
Achtung
Tragen Sie geeignete Kleidung. Tragen Sie klei-
ne weite Kleidung oder Schmuck.
Achtung
Sorgen Sie für einen sicheren Stand und halten
Sie jederzeit das Gleichgewicht.
Achtung
Tragen Sie persönliche Schutzausrüstung und
immer eine Schutzbrille.
Achtung
Der Arbeitsvorgang kann jederzeit durch Los-
lassen des Betätigungsschalters unterbrochen
werden.
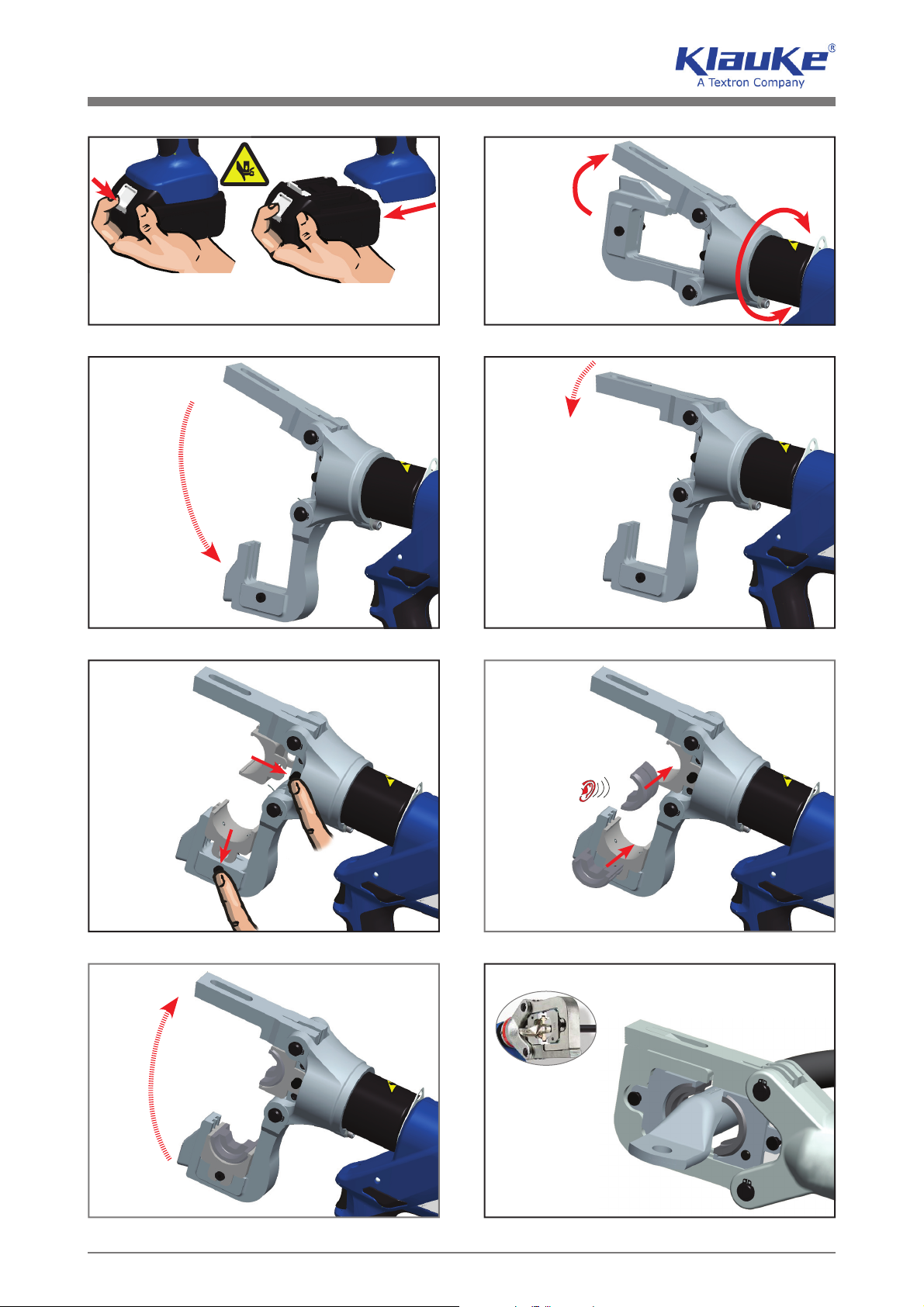
Durch Drücken der Rückstelltaste (Bild 1, 4) können im
Fehler-, bzw. Notfall die Press-/Schneideinsätze in die
Ausgangsposition zurückgefahren werden.
Ein Press-/Schneidvorgang ist abgeschlossen, wenn die
Presskraft erreicht, bzw. die Schneidmesser (Bilder 26,
28, 30) sich vollständig überdecken, respektive das Kabel/DIN-Schiene/Gewindestange getrennt wurde.
Anschließend kann ein weiterer Press-/Schneidvorgang
vorgenommen werden oder durch Öffnen des Klappriegels (Bild 1.7) das Verbindungsmaterial/Werkstück aus
dem Kopf herausgenommen werden.
Achtung
Vor Auswechselung der Press-/Messereinsätze unbedingt Akku gegen unbeabsichtigtes Betätigen aus dem Gerät entfernen.
4.1.1 Verwendung von Presseinsätzen
Die 13’er Presseinsätze (siehe Tab. 2) werden nacheinander seitlich unter Betätigung der Druckknöpfe bis zum
Einrasten in den Adapter eingeschoben (siehe Bild 19).
Während des Pressvorgangs befi ndet sich das auf den
Leiter aufgeschobene Verbindungsmaterial bei geschlossenem Presskopf in dem Pressprofi l der stationären Hälf-
te des Presseinsatzes .
Der Rücklauf des Kolbens erfolgt bei Pressvorgängen automatisch nach Erreichen der max. Kraft.
HE.13471_D © 09/2010
D
2
Page 12
Bedienungsanleitung Universalwerkzeug
EK 120UNV-L
original
bed.anl.
4.1.2 Verwendung der Schneideinsätze
Es stehen 3 unterschiedliche Schneideinsätze zur Verfügung (Bilder 26, 28, 30). Der UC 26 ist optimiert für CU
und AL Kabel/Leiter ≤ 26 mm Ø. Der UC 40 kann alle
CU und AL Kabel/Leiter < 40 mm Ø schneiden, wobei die
größeren Querschnitte die besten Schnittergebnisse, respektive die geringsten Verformungen, aufweisen.
Achtung
Mit dem UC26 + UC40 dürfen ausschließlich Cu
und Al Kabel geschnitten werden.
Für das Schneiden von AL/Stahl Seilen (ACSR) ist ausschließlich der UCACSR-Schneideinsatz geeignet.
Achtung
Beim Schneiden von Al/Stahl Seilen
(ACSR) oder stahlarmierten Kabeln ist
eine Schutzbrille zu tragen.
Teile von hochfesten Stahlseilen können beim Schneiden
mit hoher Geschwindigkeit weggeschleudert werden.
Beim Schneiden von Gewindestangen muss darauf geachtet werden, daß die Zuführung gerade ist, d.h. daß
rechtwinklig zum Schneideinsatz geschnitten wird. Die
Gewindestangenschneideinsätze von müssen vor Arbeitsbeginn von Spänen gesäubert werden. Beim Schneiden von Gewindestangen sollte der Vorgang bis zur Endlage der Schneideinsätze fortgesetzt werden, um saubere
Schnittfl ächen zu erhalten.
Die DIN-Schienenschneideinsätze sind mit einem Führungsblech ausgestattet, die das rechtwinklige Trennen
der DIN-Schienen erleichtert.
Bei Schneidvorgängen wird durch einmaliges Antippen
der Rückstelltaste (Bild 1.4) der Rücklauf vorgenommen.
4.1.3 Verwendung des Stanzadapters
Bei Stanzvorgängen muss der Stanzverlauf optisch kontrolliert werden. Sobald das Blech durchstanzt ist, muss
der Stanzvorgang duch Loslassen des Bedienungsschalters (Bild 1.3) beendet werden.
Bei Stanzvorgängen wird durch einmaliges Antippen der
Rückstelltaste (Bild 1.4) der Rücklauf vorgenommen.
Achtung
Wird der Stanzvorgang nach Durchstanzen
des Bleches nicht unterbrochen, so kann der
Stanzeinsatz zerstört werden.
4.2 Erläuterung des Anwendungsbereiches
Das Universalgerät verfügt über eine große Anzahl verschiedener Press- und Schneideinsätze.
Achtung
Es dürfen nur die bestimmungsmäßigen Ver-
bindungsmaterialien (siehe Tab. 2) verarbeitet
werden.
Sollten andere Verbindungsmaterialien verpresst werden
müssen, ist eine Rücksprache mit dem Werk zwingend
erforderlich.
Achtung
Es dürfen keine unter Spannung stehenden
Teile verpresst oder geschnitten werden.
Bei diesem Gerät handelt es sich um ein handgeführtes
Gerät, das nicht eingespannt werden darf. Es darf nicht
für den stationären Einsatz verwendet werden.
Das Gerät ist nicht für den Dauerbetrieb geeignet. Es
muss nach ca. 50 Press-/Schneidzyklen hintereinander
eine Pause von ca. 15 min eingelegt werden um das Gerät abzukühlen.
Achtung
Bei zu intensivem Gebrauch kann es durch Er-
hitzung zu Schäden am Gerät kommen.
Achtung
Beim Betrieb von Elektromotoren kann es zur
Funkenbildung kommen, durch die feuergefährliche oder explosive Stoffe in Brand gesetzt werden können.
Achtung
Das elektrohydraulische Pressgerät darf nicht
bei starkem Regen oder unter Wasser eingesetzt werden.
4.3 Verarbeitungshinweise
Bitte beachten Sie unbedingt die in unserem Katalog angeführten Montagehinweise.
Achtung
Es dürfen auch bei gleicher Kennzahl nur die für
das Material vorgesehenen Presseinsätze verwendet werden.
HE.13471_D © 09/2010
D
3
Page 13

Bedienungsanleitung Universalwerkzeug
EK 120UNV-L
original
bed.anl.
4.4 Wartungshinweise
Das Gerät ist nach jedem Gebrauch zu reinigen und trocken zu lagern. Sowohl Akku als auch Ladegerät müssen
vor Feuchtigkeit und vor Fremdkörpern geschützt werden.
Das Gerät ist mit einem Mikroprozessor ausgestattet, der
den Anwender durch 20 sekündiges Blinken nach dem
Arbeitsvorgang auf fällige Wartungen hinweist.
Das Gerät muss bei Erreichen von 10.000 Zyklen spätestens aber nach einem Jahr durch ein authorisiertes Service Center (ASC) gewartet werden.
Im Rahmen dieser Wartungen werden verschliessene
Teile ersetzt und sicherheitsrelevante Komponenten geprüft und ggf. vorbeugend ausgetauscht. Diese Maßnahme dient Ihrer Sicherheit und verhindert Ausfälle durch
Materialermüdung.
Achtung
Pfl egen Sie Elektrowerkzeuge mit Sorgfalt.
Kontrollieren Sie, ob bewegliche Geräteteile
einwandfrei funktionieren und nicht klemmen,
ob Teile gebrochen oder so beschädigt sind,
daß die Funktion des Elektrowerkzeugs beeinträchtigt ist!
Achtung
Geräteversiegelung nicht beschädigen. Bei Beschädigung der Geräteversiegelung erlischt der
Garantieanspruch!
Achtung
Lassen Sie beschädigte Teile vor dem Einsatz
des elektrischen Gerätes von qualifi ziertem
Fachpersonal oder durch unser Klauke Service
Center (ASC) reparieren!
5. Verhalten bei Störungen am Gerät
a.) Regelmäßiges Blinken/Leuchten der roten Leucht-
diode (Bild 1.3).
siehe Tabelle 1. Sollte sich die Störung nicht abstel-
len lassen, ist das Werkzeug an das nächst gelegene Service Center (ASC) zu schicken.
b.) Das Presswerkzeug verliert Öl.
Das Werkzeug ist einzuschicken. Nicht öff nen und
die Geräteversiegelung nicht entfernen.
6. Technische Daten
Gewicht
(inklusive Akku):
Antriebskraft: ca. 108 kN
Hub: 42 mm
Akkuspannung: 18 V
Akkukapazität: 3 Ah (RAL2/BL1830)
Akku-Ladezeit: 22 min. (RAL2/BL1830)
Presszeit: 5 s bis 8 s (abhängig vom
Pressungen
pro Akku:
Größter schneidbarer KabelØ:
Schneidzeit: 8 s bis 20 s
Schnitte pro Akku: ca. 75 Schnitte (4 x 70 mm² NYY)
Stanzzeit: 5 s bei Ø 22,5 mm, 3 mm St37
Kapazität: • 60 Stanzungen/Akku
Hydrauliköl: Rivolta S.B.H. 11
Umgebungstemp.: -12°C bis +40°C
Schalldruckpegel: < 70 dB (A) in 1m Abstand
Vibrationen: < 2,5 m/s²
ca. 6,3 kg
Verbinderquerschnitt)
ca. 300 Pressungen
(Cu 150 mm² DIN 46235)
40 mm
(abhängig vom Kabelquerschnitt)
12 s bei Ø 60 mm, 3 mm St37
bei Ø 60 mm in 3 mm Blech St37
• 170 Stanzungen/Akku
bei Ø 22,5 mm in 3 mm Blech St37
(gewichteter Effektivwert der
Beschleunigung)
7. Außerbetriebnahme/Entsorgung
Dieses Werkzeug fällt in den Geltungsbereich der Europäischen WEEE (2002/96/EG) und RoHS Richtlinien
(2002/95/EG), die in Deutschland durch das Elektro- und
Elektronikgerätegesetz (ElektroG) umgesetzt wurden.
Informationen dazu fi nden Sie auf unserer Homepage
www.klauke.com unter WEEE & RoHS.
Akkus müssen unter Berücksichtigung der Batterieverordung speziell (getrennt) entsorgt werden.
Achtung
Das Werkzeug darf nicht im Restmüll entsorgt
werden. Die Entsorgung muss durch den Entsorgungspartner der Fa. Klauke vornehmen
werden.
Kontaktadresse: WEEE-Abholung@Klauke.Textron.com
Anmerkung
Diese Bedienungsanleitung kann jederzeit kos-
tenlos unter der Bestell-Nr. HE.13471 nachbestellt werden.
HE.13471_D © 09/2010
D
4
Page 14

Instruction Manual Universal tool
EK 120UNV-L
authorised
copy
Index
1 Introduction
2 Warranty
3 Description of the electric-hydraulic
universal unit
3.1 Description of the components
3.2 Brief description of the important features of
the unit
3.3 Description of the light diode display
4 Remarks in respect of the determined use
4.1 Operation of the unit
4.1.1 Use of the crimping dies
4.1.2 Use of the cutting dies
4.1.3 Use of the punch adapter
4.2 Explanation of the application range
4.3 Mounting instructions
4.4 Service and Maintenance instructions
5 Troubleshooting
6 Technical data
7 Putting out of operation/waste disposal
Symbols
Safety warnings
Please do not disregard these instructions in or-
der to avoid human injuries and environmental
damages.
Operational warnings
Please do not disregard them to avoid dama-
ging the pump unit.
1. Introduction
Before starting to use the tool please read
the instruction manual carefully.
Use this tool exclusively for its determined use.
Mounting and assembly of connecting material with the
help of this tool must only be performed by specially trained personnel. The minimum age is 16 years.
This instruction manual has to be carried along during the
entire life span of that tool.
The operator has
• to guarantee the availability of the instruction manual
for the user and
• to make sure, that the user has read and understood
the instruction manual.
2. Warranty
If the tool is operated according to its intended
use and the regular maintenance services are
observed our warranty is 24 months from the
time of delivery. Worn-out parts resulting from its
intended use are excluded. We reserve the right
to rework the tool in case of a justifi ed warranty
claim.
3. Description of the electrichydraulic universal unit
3.1 Description of the components
The electric-hydraulic crimping unit is a hand held tool
and consists of the following components:
Table 3 (see Picture 1)
Pos. Description Function
1 LED (red) Indicator for battery charge
control, tool functions and
faults
2 Battery
cartridge
3 Trigger switch to start working cycle
4 Retract button button to retract the piston in
5 LED (white) to illuminate the working area
6 Adapter Provides the use of different
7 Latch device to open/close the head
8 Locking pin Adapter and cutting blades
9 Ring Loop to secure the tool and/or
10 Housing ergonomically formed plastic
3.2 Brief description of the important features of the unit
The hydraulic unit incorporates an automatic retraction which returns the piston into its starting position
when the maximum operating pressure is reached.
A manual retraction stop with Teach-in allows the
user to programm the stop position during the retraction of the piston so that the piston stops at the
very position where the previous crimping/cutting
cycle had been stopped.
The unit is equipped with a special brake which
stops the forward motion of the piston/dies when
the trigger is released.
The unit is equipped with a double piston pump
which is characterised by a rapid approach of the
dies towards the connector and a power speed.
The crimping head can be smoothly turned by 330°
around the longitudinal axis in order to gain better
access to tight corners and other diffi cult working
areas.
The tool is equipped with a microprocessor which
shuts off the motor automatically after the crimp is
completed, indicates service intervals and low battery charges and performs internal checks.
rechargeable
3Ah Li-Ion battery (RAL2)
Optional:
mains adapter NG2
case of error or emergency
common crimping dies
must be locked with this pin
prior to operation
for assembly purposes
housing for perfect handling
with a detachable lid
HE.13471_D © 09/2010
GB
1
Page 15

Instruction Manual Universal tool
EK 120UNV-L
authorised
copy
A white LED illuminates the working space after activating the trigger. It automatically switches off 10
sec. after releasing the trigger. This feature can be
deactivated (see page III)
The compact ergonomically formed design consists
2K
of 2 components. The grip area is rubber coated
and therefore slip resistent. The housing design is
optimized in respect of the center of gravity which
improves the handling and supports fatique-proof
working.
All tool functions can be controlled by one trigger.
This results in an easy handling and a better grip
compared to a two button operation.
Li-Ion batteries do neither have a memory effect nor
self discharge. Even after long periods of non operation the tool is always ready to operate. In addition
we see a lower power weight ratio with 50% more
capacity and shorter charging cycles compared to
NiMH batteries.
The oil used in our tool is particularly environmentally friendly and and has been rewarded „
Angel
“. The oil is also suitable for low temperatures
and has excellent lubrication characteristics.
Compatability to all common crimping dies (120kN)
by using special adapters
Use of special dies and adapters including custo-
mer specifi c die designs.
The Blue
3.3 Description of the tool indication
This tool is equipped with a special circuit board incorporating several important features to inform the user about
the current status of the unit. Please see Table 1 for more
details.
Prior to operating the unit the charging level of the battery
(pic. 1.2) should have been tested. A low charging level
can be detected by the fl ashing of the LED (pic. 1.1) for
20 s at the end of a crimping cycle.
4. Remarks in respect of the determined use
Before starting any work on electrical appliances it must
be safeguarded that there are no live parts in the immediate assembly area of the user. If this not possible special
precaution measures1 for working near live parts must
be provided.
4.1 Operation of the unit
First you have to select the right adapter for the type of
dies you intend to use respectively the cutting blades.
Attention
After having terminated the working cycle and
prior to changing the dies remove battery to
avoid unintended use. Avoid unintended starts.
Make sure the switch is in the off position before
plugging in.
Attention
Dress properly. Do not wear loose clothing or
jewellery. Keep your hair, clothing and gloves
away from moving parts.
Attention
Keep proper footing and balance at all times.
Attention
Use safety gear and always wear eye protection.
Attention
The crimping process can be interrupted at any
moment by releasing the trigger.
In case of error or emergency the dies/blades can be returned into the starting position by actuating the retract
button (pic. 1.4).
The working cycle is terminated when either the crimping
force is reached or the cable/conductor (pic. 29, 33), DIN
rail, threaded rod is cut.
Afterwards a second working cycle can be initiated or the
it can be fi nished by opening the latch (pic. 1, 7).
Attention
After having terminated the working cycle
and prior to changing the dies/blades remove battery to avoid unintended use.
4.1.1 Use of crimping dies
When using the 13 style dies (see tab 2) the retaining
clips have to be actuated while the dies will be inserted
consequtively from the side into the head respectively the
adapter (see pic. 19).
During the crimping process the connecting material is
positioned in the stationary half of the die whereas the
moving part of the die is approaching the compression
point3.
After having reached the maximum crimping force the
dies return into the starting position automatically.
HE.13471_D © 09/2010
GB
2
Page 16

Instruction Manual Universal tool
EK 120UNV-L
authorised
copy
4.1.2 Use of cutting dies
Three diffent types of cutting dies are available (pic. 26,
28, 30). The UC 26 is optimised on copper and aluminium cables/conductors ≤ 26 mm Ø. The UC 40 can cut
all copper and aluminium cables/conductors < 40 mm Ø.
The larger cables/conductors show the best results respectively the least deformations.
Attention
Do only cut copper and aluminium cables/con-
ductors with UC 26 and UC 40!
For cutting ACSR conductors you must only use the
UCACSR cutting blades.
Attention
Cutting ACSR conductors or steel fortifi ed
cables do always wear safety glasses.
Fractions of reenforced steel conductors can be propelled
towards the operator with high speed and could cause
severe injuries.
When cutting threaded rods they must be in a right angle
to the cutting blades to provide a clean cut. The threaded rods must be cleaned of chips prior to cutting. The
cutting cycle should be proceeded until the blades have
reached their fi nal position in order to provide clean cut-
ting edges.
The DIN rail cutting dies are equipped with a sheet metal
guide which facilitate a cut in a right angle.
When the cut is completed the retraction is provided by
actuating the retract button (pic. 1.4) once.
4.1.3 Use of the punch adapter
The advance (penetration) of the punch into the die must
be observed carefully. As soon as the sheet metal is punched the punching cycle must be terminated by releasing
the trigger (pic. 1, 3).
The retraction is provided by actuating the retract button
(pic. 1, 4) once.
Attention
If the punching cycle is not terminated after the
sheet metal is punched the punch will contact
the die which might result in fracture of one or
the other.
4.2 Explanation of the application range
The electric hydraulic unit can be operated with a large
number of various crimping and cutting dies.
Attention
Do only crimp those connecting materials men-
tioned in Tab. 2.
If different conducting materials have to be crimped, please contact the manufacturer.
Attention
Do not crimp on live cables or conductors
The unit is a hand held tool and it is not supposed to be
restrained in a vise. It is not allowed to use the tool in a
stationary application.
The tool is not designed for continued operations. After a
sequence of approximately 40-50 completed cycles you
have to make a break of 15 min. to give the tool time to
cool down.
Attention
Too intensive use can cause heat damages for
the tool
Attention
During the operation of electric engines sparks
can occur which might ignite highly infl ammab-
le or explosive liquids and materials
Attention
Electric-hydraulic tools should not be operated
in pouring rain or under water.
4.3 Mounting instructions
Please read the assembly instructions in our general catalogue.
Attention
Even if the code number is identical only those
dies should be used which are suitable for the
material.
HE.13471_D © 09/2010
GB
3
Page 17

Instruction Manual Universal tool
EK 120UNV-L
authorised
copy
4.4 Service and maintenance instruction
For every day service the tool has to be cleaned and dried
after each use. The battery cartridge and the charging unit
have to be protected against humidity and dust.
The electric-hydraulic unit is equipped with a controller
enabling the user to see when the next service is due by
fl ashing for 20 sec. at the end of a working cycle.
The unit must be sent to an authorized service center
(ASC) after reaching 10.000 cycles or at the latest after
one year. During this service worn out parts will be exchanged, safety relevant components checked and possibly replaced pre cautiously. This provision serves your
safety and avoids failures through fatigue.
Attention
Maintain power tools thoroughly. Check for
functionality or jamming of moving parts,
breakage of parts and any other condition that
may affect the power tools operation.
Attention
Do not damage the seals of the tool. If the seal
is damaged the warranty claim is void.
Attention
Have damaged parts repaired by a qualifi ed ex-
pert or by a Klauke ASC before use.
5. Troubleshooting
a.) Constant fl ashing/indicating of the light diode display
(pic 1.3).
see table 1. If the failure can not be solved return the
tool to the nearest service center (ASC).
b.) The tool loses oil.
Return the unit to the manufacturer. Do not open it and
damage the seal of the tool.
6. Technical Data
Weight
(incl. battery):
Stroke: 42 mm
Crimping force: approx. 108 kN
Battery voltage: 18 V
Battery capacity 3 Ah (RAL2/BL1830)
Charging time: 22 min. (RAL2/BL1830)
Crimping time: approx. 5 s to 8 s
Crimps
per battery:
Max. cutting
diameter:
Cutting time: 8 s to 20 s
Cuts per battery: approx. 75 cuts (4x70 mm² NYY)
Punching time: 5 s with 22,5 mm Ø, 3 mm St37
Capacity: • 60 cycles per battery
Hydraulic oil: Rivolta S.B.H. 11
Environmental
temperature:
Sound level: < 70 dB (A) in 1m distance
Vibrations: < 2,5 m/s²
Dimensions: See Picture 2
Attention
Additional instruction manuals are available
free of charge. The part # is HE.13471.
approx. 6,3 kg
(depending on the connector size)
approx. 125 crimps
(Cu 150 mm² DIN 46235)
40 mm Ø
(depending on the cable size)
12 s with 60 mm Ø, 3 mm St37
with 60 mm Ø in 3 mm mild steel
• 170 cycles per battery
with 22,5 mm Ø in 3 mm mild steel
-12°C to +40°C
HE.13471_D © 09/2010
7. Putting out of operation/waste disposal
This unit is subjected to the scope of the European WEEE
(2002/96/EG) and RoHS (2002/95/EEC) directives.
Information about this can be found on our home page
www.Klauke.com under ‘WEEE & RoHS’.
Battery cartridges must be specially disposed of according to the EEC Battery Guideline.
Attention
Do not dispose of the unit in your residential
waste. Klauke has no legal obligation to take
care of their WEEE outside Germany unless the
product has been shipped and invoiced from
inside your country by Klauke. Please contact
your distributer to fi nd out more how to get your
tool recycled environmentally friendly.
GB
4
Page 18

Mode d’emploi outillage universel
EK 120UNV-L
copy
Sommaire
1. Introduction
2. Garantie
3. Description de l‘appareil universel électrohydraulique
3.1. Description des composants
3.2. Description succincte des principales
caractéristiques de l‘appareil
3.3. Description du témoin lumineux à LED
4. Instructions d‘utilisation conforme à la
destination de l‘appareil
4.1 Utilisation de l‘appareil
4.1.1 Utilisation des matrices de sertissage
4.1.2 Utilisation des embouts de sectionnement
4.1.3 Utilisation de l‘adaptateur à poinçon .
4.2. Champ d‘application
4.3. Conseils d‘utilisation
4.4. Conseils d‘entretien
5. Marche à suivre en cas de panne de l‘appareil
universel
6. Caractéristiques techniques
7. Mise hors service / Mise au rebut
Symboles
Consignes de sécurité.
A respecter impérativement pour la sécurité des
personnes et la protection de l‘environnement.
Instructions techniques d’utilisation.
A respecter impérativement pour éviter tout
dommage à l’appareil.
1. Introduction
Lire attentivement le mode d’emploi avant de
mettre votre appareil universel en service .
N’utiliser cet appareil que pour l’usage auquel il est destiné.
L’appareil universel ne doit être utilisé que par des personnes ayant des connaissances en matière d’électrotechnique. L’âge minimum requis est de 16 ans.
Ce mode d’emploi doit accompagner l’appareil pendant
toute la durée de son utilisation.
L’exploitant doit - mettre le mode d’emploi à la disposi
tion de l’utilisateur et
- s’assurer que ce dernier a bien lu et
compris le mode d’emploi.
2. Garantie
La garantie est de 24 mois date de la livraison
à condition d’une utilisation de l’outil exclusivement pour son usage déterminé et l’observation
des intervalles de maintenance.
Sauf pièces de rechanges qui résultent d’un
usage déterminé. Nous nous réservons le droit
de récupérer le produit.
3. Description de l’appareil universel
électro-hydraulique
3.1. Description des composants
La sertisseuse électro-hydraulique est un appareil manuel qui se compose des éléments suivants :
Tableau 4 (voir fi gure 1)
Pos. Désignation Fonction
1Affi cheur LED
(rouge)
2 Accumulateur
3 Interrupteur
de mise en
marche /
d‘arrêt
4 Touche de
rappel
5Affi cheur LED
(blanche)
6 Adaptateur Permet de monter des embouts
7 Barre de
verrouillage
8 Goupille de
sécurité
9 Bague de
sécurité
10 Corps de
l‘appareil
3.2 Description succincte des principales
caractéristiques de l‘appareil
L’appareil possède une fonction de retour automatique, qui ramène automatiquement la matrice en
position initiale après que les sertissage ait atteint
la pression maxi requise.
Un arrêt écartement manuel avec ‚Teach-in‘ permet
à l‘utilisateur de programmer la position d‘arrêt lors
du retour du piston de sorte que le piston s‘arrête
à la position même où le précédent de sertissage /
découpage du cycle avait été arrêté.
L’appareil est équipé d’un dispositif d’arrêt immédiat
qui stoppe instantanément l’avance dès que le bouton de sertissage est relâché.
L’appareil est équipé d’une pompe à piston double,
caractérisée par une vitesse d’approche rapide et
d’une course lente de sertissage.
Instrument de contrôle permettant
de déterminer l‘état de charge de
l‘accu, un défaut dans l‘appareil
et d‘affi cher la nécessité d‘une
intervention de maintenance.
Accumulateur rechargeable
3Ah Li-Ion (RAL2/BL1830)
Équipement spécial:
Bloc d’alimentation NG2
Déclenchement de l‘opération de
sertissage / de sectionnement
Touche permettant d‘ouvrir les
matrices de sertissage ou les
embouts de sectionnement
en cas d‘urgence ou d‘erreur.
Pour l’éclairage du local de travail
différents vendus sur le marché
Permet d‘ouvrir la tête de l‘appareil
L‘adaptateur et l‘embout de sectionnement doivent être verrouillés
à l‘aide de la goupille de sécurité
Bague de sécurité de l‘appareil
et/ou bague destinée au montage
des accessoires
Carter de forme ergonomique, en
matière plastique
HE.13471_D © 09/2010
F
1
Page 19

Mode d’emploi outillage universel
EK 120UNV-L
copy
La tête de sertissage peut être tournée de 330° en
continu autour de son axe. Ceci permet le sertissage dans des endroits diffi cilement accessibles.
La sertisseuse est équipé d’une commande à microprocesseur qui coupe le moteur lorsque le sertissage est complètement terminé, qui indique la périodicité de la maintenance, ainsi que l’état de charge
de l’accumulateur et qui effectue un diagnostic des
défauts.
LED blanche illumine le local de travail en actionnant le commutateur de service et s’éteint après 10
s. Cette fonction peut être éliminée. (Voir description – page V).
Le corps en plastique bi-matière avec insert souple
2K
contribue à une sensation de prise agréable et sûre.
La position optimisée du centre de gravité permet
en complément un travail durable et sans fatigue.
Toutes fonctions de l’outil s’effectuent par moyen
d’une commande à bouton unique pour une maniement aisée et un meilleur appui.
Accus lithium-ions 18V puissants avec une capacité complémentaire de 50% et des délais de charge
extrêmement courts. Ces accumulateurs n’ont pas
d’effet mémoire et auto-décharge électrique.
Cet outil travaille avec huiles hydrauliques synthétiques. Ces huiles sont facilement biodégradables
et ne présentent aucun danger pour l’eau.
3.3 Description du témoin lumineux à LED
Le témoin lumineux à LED, qui travaille en liaison avec
une commande électronique, sert à donner des informations sur l’état de charge de l’accumulateur et de l’outil.
La LED s’allume indiqué comme dans le tableau 1.
Vérifi er l’état de charge de l’accumulateur avant de
commencer tout travail. Le témoin lumineux à LED, qui
s’allumera pendant 20 secondes à la fi n d’un serrage
fait à titre d’essai, vous avisera par exemple lorsque
l’accumulateur est trop faiblement chargé.
4. Instructions d’utilisation conforme
à la destination de l’appareil
Avant de commencer tout travail, il convient de déconnecter toutes les pièces actives, c’est à dire toutes les pièces
conductrices de courant se trouvant dans l’environnement
du monteur. Si cette solution n’est pas applicable, il y a
lieu de prendre les précautions de sécurité qui s’imposent
lorsque le travail est effectué à proximité d’éléments sous
tension.
4.1 Utilisation de l’appareil
Choisir en premier lieu l’adaptateur correspondant aux
matrices utilisées et respectivement les embouts de sectionnement. Basculer ensuite la barre de verrouillage et
ouvrir la tête de l’appareil.
Attention
Pour éviter toute mise en marche intempes-
tive de l‘appareil, enlever impérativement
l‘accumulateur avant de changer les matrices
de sertissage. Eviter toute utilisation involontaire ou incontrôlée.
Attention
Porter des vêtements appropriés. Ne pas porter
de vêtements amples, ni de bijoux. Ecarter les
cheveux, les vêtements et les gants des pièces
en mouvement.
Attention
Veiller à une position sûre et garder l‘équilibre à
tout moment.
Attention
Porter des équipements de protection person-
nels et toujours des lunettes de protection.
Attention
On peut interrompre à tout moment l’opération
en cours en relâchant l’interrupteur de marche/
arrêt.
En cas d’erreur ou en cas d’urgence, il est possible de
remettre les matrices de sertissage ou les lames de sectionnement dans leur position initiale en appuyant sur la
touche de retour.
L’opération de sertissage ou de sectionnement est terminée lorsque la pression exercée permet aux mâchoires
ou aux lames de se recouvrir complètement, respectivement lorsque le câble / la barre collectrice DIN, la tige
fi letée sont sectionnés.
On peut répéter ensuite l’opération et procéder à un nouveau sertissage ou sectionnement de câble ou bien retirer le raccord / la pièce de la tête de l’appareil en ouvrant
la barre de verrouillage.
Attention :
Pour éviter toute mise en marche intempestive de l’appareil, enlever impérativement l’accumulateur avant de changer les
matrices de sertissage / les embouts de
sectionnement.
4.1.1 Utilisation des matrices de sertissage
Mettre en place les matrices de sertissage de 22 (voir
tableau 2 et 3) en les insérant successivement dans
l’adaptateur par le côté et en les poussant jusqu’au clic
qui assure le maintien et le positionnement correct des
deux mâchoires.
Pendant l’opération de sertissage, le raccord qui a été
engagé sur le câble conducteur se trouve dans le profi l de
sertissage de la moitié fi xe de la matrice lorsque la tête de
sertissage est fermée.
Lorsque l’on serre les mâchoires, le retour du piston se
fait automatiquement après que la pression maximale ait
été atteinte.
HE.13471_D © 09/2010
F
2
Page 20

Mode d’emploi outillage universel
EK 120UNV-L
copy
4.1.2 Utilisation des embouts de sectionnement
Il existe 3 embouts différents de sectionnement. L’UC 26
convient aux câbles / conducteurs en cuivre et alu inférieurs ou égaux à 26 mm de diamètre ( 26 mm ). L‘UC
40 peut couper tous les câbles / conducteurs en cuivre et
alu inférieurs à 40 mm de diamètre (< 40 mm ); à noter
que les sections plus importantes donnent les meilleurs
résultats au sectionnement, en d‘autres termes font apparaître les déformations les plus petites.
Attention :
Les lames UC26 + UC40 ne peuvent sectionner
que des câbles en Cu et Al.
Pour sectionner des câbles aluminium /acier (ACSR), utiliser exclusivement l’embout de sectionnement UCACSR.
Attention :
Le sectionnement de câbles à une vitesse élevée peut
projeter des morceaux de câbles en acier rigides.
Lorsqu’on sectionne des tiges fi letées, veiller à pénétrer
franchement droit, c’est à dire à sectionner perpendiculairement au plan de l’embout de sectionnement. Les
embouts de sectionnement des tiges fi letées doivent être
débarrassés de tous copeaux avant de commercer le travail. Le sectionnement des tiges fi letées doit être effectué
jusqu’à la position extrême des embouts de sectionnement afi n d’obtenir des surfaces de coupe propres.
Les embouts de sectionnement des barres collectrices
DIN sont équipés d’une tôle de guidage facilitant le sectionnement à angle droit des barres DIN.
Dans les opérations de sectionnement, le retour se fait
par simple pression sur le bouton de rappel.
Pour sectionner les câbles aluminium /
acier (ACSR) ou les câbles avec armature en acier, il est indispensable de
porter des lunettes de protection.
4.1.3 Utilisation de l’adaptateur à poinçon
Dans toute opération de poinçonnage, il est nécessaire
de contrôler visuellement le processus. Dès que la tôle est
poinçonnée, arrêter l’opération en relâchant l’interrupteur
de marche / arrêt.
Dans les opérations de poinçonnage, le retour se fait par
simple pression sur le bouton de rappel.
Attention :
Si l’opération de poinçonnage n’est pas interrompue après que la tôle a été perforée,
l’embout de poinçonnage pourra être détérioré.
4.2 Champ d’application
Cet outil universel est équipé d’un grand nombre
d’embouts différents de sertissage (Pos. 10) et de sectionnement.
Attention :
Ne travailler que sur des raccords/ des matériaux répondant à l’utilisation voulue (cf. Catalogue).
Si vous devez sertir d’autres raccords, il est indispensable de vous entretenir au préalable de ce problème avec
l’usine.
Attention :
Ne jamais sertir ou sectionner des composants sous tension.
Cet appareil est un appareil qui est tenu à la
main et ne doit être en aucun cas monté en fi xe ni utilisé
en fi xe.
L’appareil n’est pas destiné à une utilisation en continu.
Après environ 50 sertissages / sectionnements successifs, il est nécessaire de marquer une courte pause d’au
moins 15 minutes afi n que l’appareil puisse refroidir.
Attention :
Toute utilisation intensive peut entraîner des
dommages à l’appareil par suite de surchauffe.
Attention :
Le moteurs électriques peuvent produire des
étincelles pouvant mettre le feu à des matières
explosives ou infl ammables.
Attention :
L’appareil électro-hydraulique ne doit pas être
utilisé sous l’eau ou bien en cas de forte pluie.
4.3 Conseils d’utilisation
Respecter impérativement les instructions de montage
précisées au catalogue.
Attention :
Utiliser uniquement les matrices adaptées au
matériel à sertir.
4.4 Conseils d’entretien
L’appareil doit être nettoyé après chaque utilisation et doit
être stocké au sec. Protéger la batterie et le chargeur de
l’humidité et de tous corps étrangers. L’appareil est équipé d’un microprocesseur, qui avertit l’utilisateur de la nécessité des différentes operations de maintenance.
S’il est nécessaire de faire effectuer un entretien après
10.000 compressions, l’appareil doit être envoyé au service après vente agrée (ASC).
Lors des entretiens de ces appareils les piéces usées
sont remplacées et autres composants de sécurité sont
egalement testés et si nécessaire remplacés. Cette opération est pour votre sécurité et pour éviter une panne
ultérieure.
Attention
Prendre scurpuleusement soin de l‘appareil
électrique. Contrôler si les pièces de l‘appareil
en mouvement fonctionnement impeccablement et si elles ne coincent pas, si des pièces
sont cassées ou endommagées, si le fonctionnement de l‘appareil électrique est préjudiciable.
Attention
Ne pas ouvrir l‘appareil! Une détérioration des
scellés entraine la perte de la garantie.
Attention
Avant l‘utilisation de l‘appareil électrique, faire
réparer les pièces endommagées par des professionnels qualifi és ou par une station S.A.V.
agrée sous contrat avec Klauke.
HE.13471_D © 09/2010
F
3
Page 21

Mode d’emploi outillage universel
EK 120UNV-L
copy
5. Marche à suivre en cas de panne
de l’appareil universel
a.) Signal lumineux régulier de LED rouge ou signal
d’avertissement acoustique (page I, fi gure 1.1).
Voir tableau 1. Si le dérangement ne peut pas
être arrêté retourner l’outil au prochain Centre
d’assistance (ASC).
b.) La sertisseuse pert de l‘huile.
Renvoyez l‘appareil à l‘atelier. Ne pas ouvrir
l‘appareil, ni retirer les scellés.
6. Caractéristiques techniques
complet avec
l‘accumulateur:
Puissance: ca. 108 kN
Course: 42 mm
Tension de l’accu-
multateur:
Capacité de l’accu-
mulateur:
Temps de charge
de l’accumulateur:
Temps de
sertissage:
Autonomie: environ 300 sertissages
Plus grand diamètre de câble pouvant être
sectionné:
Temps de
sectionnement:
Autonomie: env. 75 sectionnements
Temps de
poinçonnage:
Autonomie: 60 poinçonnages par charge
Huile hydraulique: Rivolta S.B.H. 11
Température
ambiante:
Niveau acoustique: < 70 dB (A) à 1m de distance
Vibrations: < 2,5 m/s² (valeur effective
environ 6,3 kg
18 V
3 Ah (RAL2/BL1830)
22 min. (RAL2/BL1830)
5 à 8 sec (en fonction
de la section du raccord )
(Cu 150 mm² DIN 46235)
40 mm
8 à 20 sec (en fonction
de la section du câble)
(4 x 70 mm² NYY)
5 sec pour 22,5 mm, 3 mm St37
12 sec pour 60 mm, 3 mm St 37
d‘accumulateur pour 60 mm
sur tôle St 37 de 3 mm
170 poinçonnages par charge
d‘accumulateur pour 22,5 mm
sur tôle St 37 de 3 mm
-12°C à +40°C
pondérée de l‘accélération)
7. Mise hors service/Mise au rebut
La mise au rebut des différents composants de l‘appareil
doit être effectuée séparément. Il faut d‘abord effectuer la
vidange de l‘huile, qui doit être entreposée dans un lieu
spécifi que.
Attention
Les huiles hydrauliques présentent un danger
de pollution pour les nappes phréatiques. Une
vidange non contrôlée et un rejet non réglementaire sont passibles d‘ amendes (Réglementation de la protection de l‘environnement).
D‘autre part l‘accumulateur doit être éliminé dans le respect de la réglementation relative aux batteries.
L‘élimination des autres composants de l‘appareil, se fera
en dans le respect des dispositions de la réglementation
de la CE pour la protection de l‘environnement.
Nous recommandons de faire effectuer l‘enlèvement des
composants rebutés dans le respect de la réglementation de la protection de l‘environnement par une entreprise
spécialisée et agréée. Une reprise gratuite par le fabricant, de l‘appareil usagé rebuté ne peut pas être assurée.
Remarque
Ce mode d‘emploi peut être obtenu gratuitement
sous numéro de référence HE.13471.
HE.13471_D © 09/2010
F
4
Page 22

Handleiding
EK 120UNV-L
copy
Inhoud
1. Inleiding
2. Garantie
3. Beschrijving van het elektrisch - hydraulisch
persapparaat
3.1 Beschrijving van de componenten
3.2 Korte beschrijving van de belangrijkste mogelijkheden van het apparaat
3.3 Beschrijving van de indicatie
4. Aanwijzingen voor het beoogd gebruik
4.1 Bediening van het apparaat
4.1.1 Gebruik van matrijzen
4.1.2 Gebruik van messen
4.1.3 Gebruik van de ponsadapter
4.2 Verklaring van het toepassingsgebied
4.3 Verwerkingsaanwijzingen
4.4 Onderhoudsaanwijzingen
5. Wat te doen bij storingen van het persapparaat
6. Technische gegevens
7. Buiten werking stellen / Weggooien
Symbolen
Veiligheidstechnische aanwijzingen
Absoluut opvolgen om schade aan personen en
milieu te voorkomen.
Toepassingstechnische aanwijzingen
Absoluut opvolgen om schade aan personen en
milieu te voorkomen.
1. Inleiding
Lees voordat u uw persapparaat in gebruik neemt de
handleiding zorgvuldig door.
Gebruik dit apparaat uitsluitend voor het doel waarvoor
het gemaakt is en volg daarbij de algemene veiligheidsvoorschriften en de voorschriften ter voorkoming van ongevallen op.
Gebruik het apparaat uitsluitend voor het beoogde doel.
Deze handleiding moet tijdens de totale levensduur van
het apparaat zorgvuldig bewaard worden.
De gebruiker moet
• zorgen dat de handleiding beschikbaar is voor de ope-
rator en
• er zich van overtuigen dat de operator deze gelezen en
begrepen heeft
2. Garantie
De garantie bedraagt 24 maanden vanaf het
leveringsdatum als het vakkundig bedient wordt
en als de verplichte serivceintervallen nageleefd worden. Uitgesloten van de grarantieverklaring zijn slijtagedelen, die uit het ervoor bedoelde gebruik uitkomen. Wij behouden ons
het recht voor het product natewerken.
3. Beschrijving van het elektrisch hydraulisch persapparaat
3.1 Beschrijving van de componenten
Het elektrisch - hydraulisch persapparaat is een handbediend apparaat en bestaat uit de volgende componenten:
Tabel 3 (zie afb. 1)
Pos. Omschrijving Functie
1 LED (rood) Controle instrument voor het
vaststellen van: de batterij
status, toestelfout, onderhoudservice.
2 Accu
3 Bedienings-
schakelaar
4 Teruglooptoets Toets voor het teruglopen van
5 LED (wit) Verlichting van de
6 Adapter Maakt het mogelijk om
7 Vergrendeling Om de kop te openen
8 Vergrendelpin Adapter en messen dienen
9 Ring Ophangbeugel
10 Behuizing Ergonomisch uitgevoerde
Oplaadbare 3Ah Li-Ion
accu (RAL2/BL1830)
Optie
Netadaptor NG2230
Starten van het persen
de zuigerstang bij storingen
en / of noodgevallen.
werkomgeving
verschillende standaard
matrijzen te gebruiken
met deze veiligheidspin te
vergrendelt worden
2K-kunststof behuizing met
afneembare deksel
HE.13471_D © 09/2010
NL
1
Page 23

Handleiding
EK 120UNV-L
copy
3.2 Korte beschrijving van de belangrijkste mogelijkheden van het apparaat
Automatische terugloop na verpersing. Electronische controle en inspectie van de perscyclus.
Universele draaibare kop.
Een manuele terugloopknop met Teach-in laat de
gebruiker de stoppositie tijdens de terugloop van de
zuiger programmeren, zodat de zuiger precies stopt
op de plaats waar de vorige pers-/snijcyclus werd
gestopt.
LED verlichting van de werkplek
Energiebesparing door automatische motor stop
wanneer verpersing gemaakt is.
Enkele drukknop bediening t.b.v. gebruiksgemak.
De snelle perscyclus verzekert effi ciënte werkwij-
ze.
Multifunctionele LED geeft aan wanneer het ap-
paraat onderhoud nodig heeft en controleert tevens
de accu.
Twee componenten plastic behuizing met zachte
2K
drukpunten voor comfortabel en veilig gebruik.
Hoogwaardige 18V Lithium-Ion accu met 50% ho-
gere capaciteit genereert en extreem korte oplaadtijd heeft.
Milieuvriendelijke hydrauliekolie, biologisch snel afbreekbaar.
Compatibel met alle gangbare matrijzen (120 kN) door
gebruik van speciale adapters.
Gebruik van speciale matrijzen en adapters, inclusief
specifi eke matrijsmodellen van de klant.
3.3 Beschrijving van de indicatie
Zowel de LED als de verlichtingseenheid zorgen in verbinding met de stuurelektronica voor informatie over toestand van de batterij en het werktuig. Detail terug te vinden zoals beschreven in tabel 1.
De laadstand van de akku (afb.1.2) zal moeten worden
gekontroleerd voordat de persing gestart wordt. Een
laage Akkustand kan bijvoorbeeld aan het knipperen van
20 seconden van de LED (afb 1.1) aan het einde van een
persing worden herkent.
4. Aanwijzingen voor het beoogde
gebruik
Voor met het werk te beginnen moeten alle actieve, d.w.z.
stroomgeleidende onderdelen in het werkgebied van de
monteur vrijgeschakeld worden. Als dat niet mogelijk is,
moeten de betreffende beschermmaatregelen1 voor het
werken in de buurt van onder spanning staande onderdelen genomen worden.
Houd uw werkgebied schoon en netjes.Maak geen gebruik van dit apparaat in geval van vermoeidheid, of onder
invloed van drugs ,alcohol of medicijnen.
4.1 Bediening van het werktuig
Eerst moet u de juiste adapter kiezen voor het type van
matrijzen of messen dat u wilt gebruiken.
Let op
Na het beeindigen van het krimpen moet men
steeds de batterij verwijderen alvorens de matrijzen te vervangen. Dit om ongewenst activeren
van het toestel te voorkomen. Vermijdt onbedoeld inschakelen.
Let op
Draag geschikte kleding. Draag geen wijde kle-
ding of sieraden. Houdt haren, kleding en handschoenen vewijderd van bewegende delen.
Let op
Zorg voor een veilige stand en behoudt altijd uw
evenwicht.
Let op
Draag persoonlijke beschermingsmiddelen en
altijd een veiligheidsbril.
Let op
Het persprocédé kan te allen tijde door het los-
laten van de bedieningsschakelaar onderbroken
worden.
Door de terugsteltoets (afbeelding 1.2) in te drukken kunnen bij storingen of in noodgevallen de matrijzen/messen
in de uitgangspositie worden teruggezet.
De werkcyclus is beëindigd wanneer ofwel de perskracht
is bereikt, ofwel de kabel/geleider (afb. 26, 28, 30), DIN
rail, draadstaaf is gesneden.
Vervolgens kan de werkcyclus worden gestart of kan ze
worden gestopt door het slot te openen (afb. 1.7).
4.1.1 Gebruik van matrijzen
Bij gebruik van matrijzen model 13 (zie tab 2) moeten
de drukknoppen worden geactiveerd terwijl de matrijzen
achtereenvolgens zijdelings in de kop respectievelijk de
adapter wordt gezet (zie afb. 19).
Tijdens het persproces wordt het verbindingsmateriaal in
de vaste helft van de matrijs geplaatst, terwijl het bewegende deel van de matrijs drukpunt 3 nadert.
Zodra de maximale perskracht is bereikt, keert de matrijs
automatisch naar de startpositie terug.
HE.13471_D © 09/2010
NL
2
Page 24

Handleiding
EK 120UNV-L
copy
4.1.2 Gebruik van messen
Er zijn drie verschillende types van messen beschikbaar
(afb. 26, 28, 30). De UC 26 is geoptimaliseerd voor kabels/geleiders van koper en aluminium ≤ 26 mm Ø. De
UC 40 kan alle kabels/geleiders van koper en aluminium
≤ 40 mm Ø snijden. De grotere kabels/geleiders vertonen
de beste resultaten respectievelijk de minste vervormingen.
Let op
Snij geen kabels/geleiders van koper en alumi-
nium met UC 26 en UC 40!
Om ACSR geleiders te snijden, mag u enkel de UCACSR
messen gebruiken.
Let op
Draag altijd een veiligheidsbril bij het snijden van ACSR geleiders of met staal versterkte kabels.
Stukjes van de geleiders van versterkt staal kunnen met
hoge snelheid naar de bediener worden geslingerd en
ernstige verwondingen veroorzaken.
Bij het snijden van draadstaven moeten de staven voor
een zuiver snijvlak in een juiste hoek met de messen
staan. De draadstaven moeten voor het snijden vrij van
schilfers worden gemaakt. Voor zuivere snijvlakken moet
de snijcyclus worden voortgezet totdat de messen hun
eindpositie hebben bereikt.
De DIN rail messen zijn uitgerust met een geleider van
plaatstaal die snijden in de juiste hoek vergemakkelijkt.
Na het snijden wordt het mes teruggezet door de terugloopknop eenmaal in te drukken (afb. 1.4).
4.1.3 Gebruik van de ponsadapter
Het vorderen (indringen) van de pons in de matrijs moet
aandachtig worden gevolgd. Zodra de metalen plaat is
geponst, moet de ponscyclus worden beëindigd door de
bedieningsschakelaar los te laten (afb. 1.3).
Het toestel wordt teruggezet door de terugloopknop eenmaal in te drukken (afb. 1.4).
Let op
Indien de ponscyclus niet wordt beëindigd na-
dat de metalen plaat is geponst, zal de pons de
matrijs raken, met breuk van een van beide tot
gevolg.
4.2 Toelichting bij het toepassingsgebied
Het elektrisch-hydraulisch werktuig kan worden gebruikt
met een groot aantal verschillende matrijzen en messen.
Let op
Alleen de in tab.2 genoemde verbindingsmateri-
alen mogen geperst worden.
Als andere verbindingsmaterialen geperst moeten worden, moet overlegd worden met de fabriek.
Let op
Er mogen geen onder spanning staande
onderdelen geperst worden.
Het apparaat het om een handbediend apparaat dat niet
ingespannen mag worden. Het mag niet stationair gebruikt worden.
Het apparaat is niet voor permanent gebruik bestemd. Na
ca. 50 persingen achter elkaar moet een pauze van ca. 15
min ingelast worden om het apparaat te laten afkoelen.
Let op
Bij een te intensief gebruik kunnen er door ver-
hitting schaden aan het apparaat ontstaan.
Let op
Bij gebruik van elektromotoren kunnen vonken
ontstaan waardoor vuurgevaarlijke of explosieve stoffen in brand kunnen vliegen.
Let op
Het elektrohydraulische persapparaat mag niet
bij sterke regen of onder water gebruikt worden.
4.3 Verwerkingsaanwijzingen
Volg absoluut de in de catalogus genoemde montageaanwijzingen.
Let op
Er mogen bij gelijk kengetal alleen de voor het
materiaal voorziene matrijzen gebruikt worden.
HE.13471_D © 09/2010
NL
3
Page 25

Handleiding
EK 120UNV-L
copy
4.4 Onderhoudsinstructies
Het persapparaat moet na elk gebruik schoongemaakt
worden en droog opgeborgen worden. Zowel de accu als
het laadapparaat moeten tegen vocht en vreemde voorwerpen beschermd worden.
De machine is met een microprozessor uitgerust, die de
gebruiker door een 20 sekonden knipperen na de operatie op de noodzakelijke onderhoudsbeurt attent maakt.
Is een onderhoudsbeurt na 10.000 verperssingen noodzakelijk, moet de machine naar een autoriseerd Service
Center (ASC) gestuurd worden. De preventive onderhoudsbeurt is bedoelt om versleten onderdelen te wisselen en om veiligheidskritische componenten te keuren
en waar nodig preventiv te vervangen. Deze maatregel
dient uw zekerheid en voorkomt Storingen door materialmoeheid.
Let op
Onderhoudt het elektrische apparaat met zorg.
Controleer of bewegende apparaatdelen probleemloos functioneren en niet knellen, of
delen gebroken of zo beschadigd zijn, dat het
functioneren van het elektrisch apparaat beïnvloed wordt.
Let op
Apparaatverzegeling niet beschadigen! Bij be-
schadiging van de apparaatverzegeling vervalt de
garantie.
Let op
Laat beschadigde delen voor gebruik van het
elektrische apparaat door gekwalifi ceerd vak-
personeel of door een geautoriseerde Klauke
servicewerkplaats repareren.
5. Wat te doen bij storingen van het
persapparaat
a.) Regelmatig knipperen van de lichtdiode-indicatie
(afb. 1.1) of een akoestisch waarschuwingssignaal.
zie tabel of ASC.
b.) Het persapparaat verliest olie.
Het apparaat opsturen. Open het apparaat niet en
verwijder de garantieverzegeling niet.
6. Technische gegevens
Gewicht van het
complete
apparaat incl.
accu:
Perskracht:
Slag: 42 mm
Accuspanning: 18 V
Accucapaciteit: 3 Ah (RAL2/BL1830)
Accu laadtijd: 22 min. (RAL2/BL1830)
Perstijd: 5 s tot 8 s (afhankelijk van
Persingen per
accu:
Max. snijdiameter:
kniptijd: 8 s tot 20 s
Autonomie: approx. 75 snijdingen (4 x 70 mm²
Ponstijd: 5 s met Ø 22,5 mm, 3 mm St37
Capaciteit: • 60 cycli per batterij met
Hydraulische olie: Rivolta S.B.H. 11
Omgevingstem-
peratuur:
Geluidsniveau: < 70 dB (A) op 1 m afstand
Vibraties: < 2,5 m/s² (gewogen
approx. 6,3 kg
approx. 108 kN
de connectorgrootte)
approx. 300 persingen (bij
Cu 150 mm² DIN 46235)
40 mm
(afhankelijk van de kabel sectie)
NYY)
12 s met Ø 60 mm, 3 mm St37
60 mm Ø in 3 mm zacht staal
• 170 cycli per batterij met
22,5 mm Ø in 3 mm zacht staal
-12°C tot +40°C
effectieve waarde van
de versnelling)
7. Buiten bedrijf stellen/Weggooien
Het weggooien van de diverse componenten van het apparaat moet gescheiden gebeuren. Daarbij moet eerst de
olie afgetapt worden en op een speciaal inzamelpunt ingeleverd worden.
Let op!
Hydraulische oliën zijn gevaarlijk voor het
grondwater. Ongecontroleerd aftappen of ondeskundig weggooien is strafbaar.
Vervolgens moet de accu afgegeven worden op één van
de daarvoor bestemde inzamelpunten.
Houd u zich bij het weggooien van de resterende onderdelen van het apparaat aan de EG - milieurichtlijnen.
Wij raden aan wegens mogelijke milieuvervuiling het
weggooien uit te laten voeren door daarin gespecialiseerde bedrijven. Het oude apparaat kan niet kosteloos door
de fabrikant teruggenomen worden.
Opmerking
Deze handleiding kan kosteloos onder bestel-
nummer HE.13471 nabesteld worden.
HE.13471_D © 09/2010
NL
4
Page 26

Manual de instruções Ferramenta universal
EK 120UNV-L
copy
Índice
1 Introdução
2 Garantia
3 Descrição da ferramenta eletrohidráulica uni-
versal
3.1 Descrição dos componentes
3.2 Breve descrição das características essenciais
de potência do aparelho
3.3 Descrição da indicação do díodo luminoso
4 Indicações acerca da utilização correta
4.1 Funcionamento do aparelho
4.1.1 Utilização de acessórios de crimpagem
4.1.2 Utilização de acessórios de corte
4.1.3 Utilização do adaptador para puncionamento
4.2 Esclarecimento do âmbito de aplicação
4.3 Indicações de processamento
4.4 Indicações de manutenção
5 Comportamento em caso de avarias na ferra-
menta
6 Dados técnicos
7 Colocação fora de serviço/eliminação
Símbolos
Indicações técnicas de segurança
Por favor, certifi que-se de que se evitam danos
pessoais e ambientais.
Indicações técnicas de aplicação
Por favor, certifi que-se de que se evitam danos
na ferramenta.
1. Introdução
Antes da colocação em funcionamento da
sua ferramenta de prensagem, leia atentamente o manual de instruções.
Utilize esta ferramenta unicamente para a fi nalidade a
que se destina.
A ferramenta de prensagem apenas deve ser operada
por uma pessoa versada em eletrotecnia. A idade mínima
para tal é 16 anos.
Este manual de instruções deve ser conservado durante
toda a vida útil da ferramenta.
O proprietário deve
• conservar o manual de instruções num local acessível
para o operador e
• assegurar-se de que o operador o leu e entendeu.
2. Garantia
A garantia é de 24 meses a partir da data de
compra contando que a ferramenta seja usada
corretamente e respeitando os intervalos de assistência indicados. A garantia não cobre peças
gastas decorrentes do uso normal e conforme as
normas. Além disso, reservamo-nos o direito de
alterar o produto.
3. Descrição do aparelho eletrohidráulico universal
3.1 Descrição dos componentes
A ferramenta eletrohidráulica requer uma operação manual e consiste nos seguintes componentes:
Tabela 3 (veja a fi gura 1)
Item Designação Função
1 LED
(vermelho)
2 Bateria
3 Interruptor de
funcionamento
4 Botão de
reposição
5 LED (branco) para a iluminação do ambiente
6 Adaptador permite a utilização dos mais
7 Trinco da
tampa
8 Cavilha de
segurança
9 Aro Olhal para prender a ferramenta
10 Caixa Caixa ergonómica em plástico
3.2 Breve descrição das características
essenciais de potência
A ferramenta de prensagem possui um retorno automático, que devolve automaticamente o êmbolo à
posição inicial, depois de atingida a pressão máx.
de funcionamento.
A interrupção manual do retrocesso com Teach-in
permite a programação da posição de paragem no
retrocesso, de forma que na próxima prensagem/
passo o êmbolo pare na mesma paragem, na qual
a anterior prensagem/passo já tinha parado.
A ferramenta de prensagem está equipada com um
sistema de paragem de funcionamento por inércia,
que para imediatamente o avanço depois de soltar
o interruptor de funcionamento.
A ferramenta de prensagem está equipada com
uma bomba de âmbolo duplo, identifi cada por um
avanço rápido até tocar na peça de trabalho, sendo
em seguida comutada automaticamente para um
curso de expansão.
~ para determinar o estado de
carregamento, um erro do
aparelho e para indicar a
necessidade de revisão.
Bateria recarregável
de iões de lítio 3Ah (RAL2)
Opcional:
Fonte de alimentação NG2230
Ativação do processo de
prensagem/corte
Botão para a abertura dos acessórios de prensagem/corte em
caso de erro ou emergência
de trabalho
diversos acessórios disponíveis
no mercado
para a abertura da cabeça
Adaptador e acessórios de
corte devem ser bloqueados
com a cavilha
e /ou para fi ns de montagem
HE.13471_D © 09/2010
P
1
Page 27

Manual de instruções Ferramenta universal
EK 120UNV-L
copy
O LED branco incorporado ilumina a área de trabalho após a ativação do interruptor de funcionamento e volta a desligar-se após 10 segundos. Esta
característica também pode ser desativada (veja a
descrição na página IV)
A ferramenta de prensagem está equipada com um
controlo por microprocessador, que desliga o motor
após a conclusão do processo de prensagem, exibe os intervalos de assistência, indica o estado de
carga da bateria e realiza um diagnóstico de erros.
A cabeça de prensagem pode ser girada continuamente 330° em redor do eixo longitudinal. Isto permite montagens mesmo em locais de difícil acesso.
A caixa em formato compacto e ergonómico con-
2K
siste em 2 componentes. A área da pega é especialmente antiderrapante devido à sua gomagem
e, graças à caixa com centro de gravidade optimizado, a ferramenta adapta-se muito bem à mão e
permite um trabalho sem esforço.
Todas as funções dos nossos aparelhos podem ser
controladas por um botão de operação. Graças a
ele, o manuseamento e o apoio tornam-se mais
simples e seguros do que na operação com dois
botões.
As baterias de íões de lítio, que não estão sujeitas
ao efeito memória ou a autodescarregamento, permitem que o operador tenha sempre um aparelho
pronto a usar, mesmo após longas pausas de trabalho. A isto acresce ainda um peso-potência reduzido com mais 50% de capacidade e tempos de
carregamento reduzidos quando comparados com
as baterias NiMH.
O óleo usado é especialmente amigo do ambiente
e distinguido com o Anjo azul. Além disso, o óleo
também pode ser usado com baixas temperaturas,
possuindo excelentes propriedades lubrifi cantes, o
que faz com que os nossos aparelhos quase não
necessitem de manutenção. Compatibilidade com
os acessórios de prensagem existentes (120 kN)
mediante utilização de um adaptador especial.
Utilização de acessórios especiais e adaptadores
incluindo adaptações específi cas dos clientes.
3.3 Descrição da indicação da ferramenta
Os díodos luminosos e a iluminação do ambiente de trabalho combinados com a eletrónica de comando destinam-se a informar sobre o estado da bateria e da ferramenta. Os casos individuais encontram-se indicados na
tabela 1.
Antes do início do trabalho, deverá verifi car o estado de
carga da bateria (fi gura 1.2). Um estado de pouca carga
pode, por exemplo, ser detetado pelo díodo luminoso (fi -
gura 1.1) que se acende durante 20 segundos no fi nal de
uma prensagem.
4. Indicações acerca da utilização
correta
Antes do início do trabalho é necessário desligar a tensão de todas as peças ativas, condutoras de tensão, no
ambiente de trabalho do responsável pela montagem. Se
isto não for possível deverão ser tomadas medidas de
proteção relativas ao trabalho na proximidade de peças
em tensão (veja por ex. DIN EN 50110).
4.1 Funcionamento da ferramenta
Em primeiro lugar, seleciona-se o adaptador adequado
para os acessórios de prensagem a serem usados ou os
acessórios de corte.
Atenção
Antes da troca de acessórios é obrigatório remover a bateria do aparelho para prevenir um
acionamento inadvertido. Evite uma colocação
em funcionamento inadvertida!
Atenção
Use vestuário apropriado. Não use vestuário
largo nem adornos.
Atenção
Providencie uma sustentação segura e mante-
nha sempre o equilíbrio.
Atenção
Use equipamento de proteção pessoal e não
dispense os óculos de proteção.
Atenção
O processo de trabalho pode ser interrompido a
qualquer altura, soltando o interruptor de acionamento.
Ao premir o botão de reposição (fi gura 1, 4) é possível,
em caso de erro ou de emergência, recolocar os acessórios de prensagem/corte na posição inicial.
Um processo de prensagem/corte está concluído quando
a força de prensagem é atingida ou o diâmetro de corte
(fi gura 26, 28, 30) é totalmente coberto, e o cabo/calha
DIN/tirante roscado foi removido.
Em seguida, pode ser executado um outro processo de
prensagem/corte ou o material de ligação/peça de trabalho pode ser removido da cabeça mediante a abertura do
trinco da cabeça (fi gura 1.7).
Atenção
Antes da troca de acessórios de prensagem/corte é obrigatório remover a bateria
do aparelho para prevenir um acionamento inadvertido.
4.1.1 Utilização de acessórios de crimpagem
Os 13 acessórios de crimpagem (veja a tab. 2) são introduzidos lateralmente e de forma consecutiva através do
acionamento dos botões de pressão até ao encaixe (veja
a fi gura 19).
Durante o processo de prensagem, e caso a cabeça de
pressão esteja fechada, o material de ligação remanescente no condutor encontra-se no perfi l de prensagem da
metade estacionária do acessório de prensagem.
O retrocesso do êmbolo faz-se automaticamente em processos de prensagem após o alcance da força máx.
HE.13471_D © 09/2010
P
2
Page 28

Manual de instruções Ferramenta universal
EK 120UNV-L
copy
4.1.2 Utilização de acessórios de corte
Existem à disposição 3 acessórios de corte diferentes (fi -
guras 26, 28, 30). O UC 26 está otimizado para cabos/
condutores de cobre e alumínio ≤ 26 mm Ø. O UC 40
pode cortar todos os cabos/condutores de cobre e alumínio < 40 mm Ø, considerando que as secções transversais maiores apresentam os melhores resultados de
corte e, por conseguinte, as menores deformações.
Atenção
Com o UC26 + UC40 apenas podem ser cortados cabos em cobre e alumínio.
O corte de cabos em alumínio/aço (ACSR) deve ser executado exclusivamente pelo acessório de corte UCACSR.
Atenção
Para cortar cabos de alumínio/aço (ACSR)
ou cabos armados de aço é necessário
usar óculos de proteção.
Os cabos de aço altamente resistentes podem ser arremessados a alta velocidade durante o corte.
No corte de tirantes roscados é necessário que a alimentação seja feita na horizontal, ou seja, em perpendicular
relativamente ao acessório de corte. Antes do início do
trabalho, é necessário limpar as aparas dos acessórios
de corte dos tirantes roscados. Ao cortar tirantes roscados deve seguir o progresso até à posição fi nal dos aces-
sórios de corte, de forma a conseguir superfícies de corte
perfeitas.
Os acessórios de corte DIN estão equipados com uma
chapa guia, que facilita a separação perpendicular das
calhas DIN.
Nos processos de corte o retrocesso é realizado mediante um toque no botão de reposição (fi gura 1.4).
4.1.3 Utilização do adaptador de puncionamento
Nos processos de puncionamento é necessário controlar
oticamente o percurso de puncionamento. Assim que a
chapa estiver puncionada, o processo de puncionamento
deve ser concluído soltando o interruptor de funcionamento (fi gura 1.3).
Nos processos de puncionamento o retrocesso é realizado mediante um toque no botão de reposição (fi gura 1.4).
Atenção
Se o processo de puncionamento não for interrompido após o puncionamento da chapa, o
acessório de puncionamento pode ser destruído.
4.2 Esclarecimento do âmbito de aplicação
O aparelho universal dispõe de uma grande quantidade
de diferentes acessórios de prensagem e de corte.
Atenção
Apenas devem ser processados os materiais de
união de acordo com as normas (veja a tab. 2).
Se for necessário prensar outros materiais de união, é
obrigatório consultar o fabricante.
Atenção
Não se deve prensar nem cortar peças
que se encontrem sob tensão.
Este aparelho trata-se de um aparelho controlado manualmente, que não pode ser preso. Não deve ser usado
para uma aplicação estacionária.
O aparelho não é indicado para funcionamento contínuo.
Após aprox. 50 ciclos de prensagem/corte consecutivos
deve fazer uma pausa de aprox. 15 min, para arrefecer
o aparelho.
Atenção
Em caso de utilização demasiado intensiva,
poderão ocorrer danos no aparelho devido ao
aquecimento.
Atenção
Durante o funcionamento de motores elétricos,
poderão formar-se faíscas, as quais poderão
provocar um incêndio devido a materiais infl a-
máveis ou explosivos.
Atenção
A prensa eletrohidráulica não deve ser usada
debaixo de água nem com chuva forte.
4.3 Indicações de processamento
É obrigatório seguir as instruções de montagem indicadas
no nosso catálogo.
Atenção
Se o número de identifi cação for igual, apenas
devem ser usados os acessórios de prensagem
previstos para o material.
4.4 Indicações de manutenção
Após qualquer utilização, o aparelho deve ser limpo e
armazenado no estado seco. Tanto a bateria como o carregador devem ser protegidos da humidade e de objetos
estranhos.
O aparelho está equipado com um microprocessador que
chama a atenção do utilizador para manutenções em falta mediante uma intermitência de 20 segundos após o
processo de trabalho.
O aparelho deve ser alvo de manutenção por um centro
de assistência autorizado (ASC) ao atingir 10 000 ciclos
mas, o mais tardar, após um ano.
No âmbito destas manutenções as peças gastas devem
ser substituídas e os componentes relevantes para a segurança devem ser verifi cados e event. trocados preven-
tivamente. Esta medida destina-se à sua segurança e a
impedir acidentes por fadiga do material.
Atenção
Trate as ferramentas elétricas com cuidado.
Verifi que se as peças móveis do aparelho fun-
cionam corretamente e não emperram, se não
estão partidas nem danifi cadas, de forma a não
prejudicarem o funcionamento da ferramenta
elétrica!
Atenção
Não danifi que o selo do aparelho. Se o selo
do aparelho estiver danifi cado extinguem-se
quaisquer direitos de garantia!
Atenção
Antes da utilização do aparelho elétrico, as peças danifi cadas devem ser reparadas por técni-
cos qualifi cados ou pelo nosso Centro de As-
sistência Klauke (ASC)!
HE.13471_D © 09/2010
P
3
Page 29

Manual de instruções Ferramenta universal
EK 120UNV-L
copy
5. Comportamento em caso de avarias no aparelho
a.) Intermitência/brilho regular do díodo luminoso
vermelho (fi gura 1.3).
Veja a tabela 1. Se a avaria persistir, a ferramenta
deve ser enviada ao Centro de Assistência (ASC)
mais próximo.
b.) A ferramenta de prensagem perde óleo.
A ferramenta deve ser enviada para a assistência.
Não abrir nem remover o selo do aparelho.
6. Dados técnicos
Peso
(com bateria):
Potência
motora:
Tração: 42 mm
Tensão da
bateria:
Capacidade da
bateria:
Tempo de
carregamento
da bateria:
Tempo de
prensagem:
Prensagens por
bateria:
Maior Ø cabo
seccionável:
Tempo de corte: 8 seg. a 20 seg.
Cortes por
bateria:
Tempo de
puncionamento:
Capacidade: • 60 puncionamentos/bateria com
Óleo hidráulico: Rivolta S.B.H. 11
Temp. ambiente:
Nível de
pressão sonora:
Vibrações: < 2,5 m/s² (valor efetivo
aprox. 6,3 kg
aprox. 108 kN
18 V
3 Ah (RAL2/BL1830)
22 min. (RAL2/BL1830)
5 seg. a 8 seg. (em função da
secção transversal do conector)
aprox. 300 prensagens
(cobre 150 mm² DIN 46235)
40 mm
(em função da secção transversal do
cabo)
aprox. 75 cortes (4 x 70 mm² NYY)
5 seg. com Ø 22,5 mm, 3 mm St37
12 seg. com Ø 60 mm, 3 mm St37
Ø 60 mm numa chapa de 3 mm St37
• 170 puncionamentos/bateria com Ø
22,5 mm numa chapa de 3 mm St37
-12 ℃ a +40 °C
< 70 dB (A) a 1 m de distância
ponderado da aceleração)
7. Colocação fora de serviço/eliminação
Esta ferramenta insere-se no âmbito de aplicação das Diretivas Europeias WEEE (2002/96/CE) e RoHS (2002/95/
CE) que foram convertidas na Alemanha na Lei relativa a
Aparelhos Elétricos e Eletrónicos (Elektro- und Elektronikgerätegesetz - ElektroG).
Encontra mais informações sobre este assunto na nossa
página www.klauke.com em WEEE & RoHS.
As baterias devem ser tratadas (separadas) de forma especial, em conformidade com os regulamentos.
Atenção
A ferramenta não pode ser colocada no lixo doméstico. A eliminação deve ser executada pelo
parceiro de tratamento de resíduos da empresa
Klauke.
Endereço de contacto: WEEE-Abholung@Klauke.
Textron.com
Observação
Este manual de instruções pode ser solicitado
gratuitamente em qualquer momento com o n.º
de encomenda HE.13471.
HE.13471_D © 09/2010
P
4
Page 30

Kullanım kılavuzu
EK 120UNV-L
copy
İçindekiler
1 Giriş
2 Garanti
3 Elektro-hidrolik üniversal aletin tanıtımı
3.1 Temel bileşenlerin tanıtımı
3.2 Aletle ilgili önemli özelliklerin kısa tanıtımı
3.3 Işık diodu ekranının tanıtımı
4 Belirtilen kullanıma ilişkin notlar
4.1 Ünitenin kullanımı
4.1.1 Sıkma kalıplarının kullanımı
4.1.2 Kesme kalıplarının kullanımı
4.1.3 Punch adaptörünün kullanımı
4.2 Uygulama aralığı
4.3 Montaj talimatları
4.4 Servis ve Bakım talimatları
5 Arıza giderme
6 Teknik veriler
7 Faaliyet dışı bırakma / atıkların bertaraf
edilmesi
Semboller
Güvenlik uyarıları
Yaralanmalardan ve çevre hasarlarından
kaçınmak için lütfen bu uyarıları dikkate alın.
Uygulama uyarıları
Pompa ünitesinin hasar görmemesi için lütfen
bu uyarıları dikkate alın.
1. Giriş
Aleti kullanmaya başlamadan önce lütfen
kullanım kılavuzunu dikkatle okuyun.
Bu aleti sadece amacı doğrultusunda kullanın.
Bu alet yardımıyla bağlanacak olan malzemenin monte
edilmesi ve birleştirilmesi sadece özel olarak eğitilmiş
personel tarafından yapılmalıdır. Personel en az 16
yaşında olmalıdır.
Bu kullanım kılavuzu aletin kullanım ömrü süresince
daima ürünün yanında bulundurulmalıdır.
Operatör
• kullanıcı için kullanım kılavuzunun erişilebilir olduğunu
garanti altına almalıdır ve
• kullanıcının kullanım kılavuzunu okuyarak anladığından
emin olmalıdır.
2. Garanti
Alet amacına uygun olarak kullanıldığı ve bakım
onarım hizmeti düzenli olarak yapıldığı taktirde
garanti süresi mal teslim tarihinden sonra 24
aydır. Kullanım amacı dahilindeki çalıştırmadan
kaynaklanan yıpranmış parçalar bu garanti
kapsamının dışındadır. Garanti kapsamında
geçerli bir talepte bulunulması halinde aleti
yeniden işleme hakkına sahip olacağız.
3. Elektro-hidrolik üniversal aletin
tanıtımı
3.1 Temel bileşenlerin tanıtımı
Elektro-hidrolik sıkma ünitesi elle çalıştırılan bir alet olup
aşağıdaki bileşenlerden oluşmaktadır:
Tablo 3 (bakınız Resim 1)
Sıra Tanım Fonksiyon
1 LED
(kırmızı)
2 Batarya
3 Tetik sıkma prosedürüne başlamak için
4 Geri çekme
butonu
5 LED
(beyaz)
6 Adaptör Farklı sıkma kalıplarının kullanımı
7 Mandal Kafayı açmaya/kapamaya yarayan
8 Sabitleme
pimi
9 Halka Aleti emniyete almak ve/veya
10 Gövde Mükemmel bir kullanım kolaylığı
3.2 Aletle ilgili önemli özelliklerin kısa
tanıtımı
Hidrolik ünite, maksimum çalışma basıncına
ulaşıldığı zaman pistonu başlangıç konumuna
getiren otomatik bir geri alma düzenine sahiptir.
Akıllı bir manuel geri alma tıkacı pistonun geri alımı
sırasındaki stop konumunun kullanıcı tarafından
programlanmasını sağlar; böylece piston, bir önceki
sıkma/kesme çevriminde durmuş olduğu noktada
durur.
Ünite, tetiğe basıldığı zaman pistonun/kalıpların
ileri hareketini durduran özel bir fren tertibatı ile
donatılmıştır.
Ünite, kalıpların konektöre hızlı yaklaşımını ardı
hız gücünü sağlayacak özellikte çift pistonlu pompa
ile donatılmıştır.
Sıkma kafası, dar köşelere ve diğer zor çalışma
bölgelerine daha kolay erişimin sağlanabilmesi
için yatay eksen etrafında 330° açı ile yumuşak bir
şekilde çevrilebilir.
Alet; sıkma tamamlandıktan sonra motoru otomatik
olarak kapatan, servis aralıkları ile düşük batarya
şarjlarını gösteren ve dahili denetimleri yerine
getiren bir mikro-prosesörle donatılmıştır.
Batarya şarj denetimi, alet
fonksiyonları ve arızalar için
gösterge
yeniden şarj edilebilir 3Ah Li-Ion
batarya (RAL2)
Opsiyonel:
şebeke adaptörü NG2
tetik
hata veya acil durum halinde
pistonun geri çekilmesi için buton.
çalışma alanını aydınlatmak için
için
mekanizma
Çalıştırmadan önce, adaptör ve
kesme bıçakları bu pim kullanılarak
kilitlenmelidir.
toplamak için halka
için ergonomik tasarlanmış
çıkarılabilir uçlu plastik gövde
ndan
HE.13471_D © 09/2010
TR
1
Page 31

Kullanım kılavuzu
EK 120UNV-L
copy
Tetiği aktifl eştirdikten sonra beyaz bir LED çalışma
yerini aydınlatır. Tetiğe bastıktan 10 saniye sonra
LED otomatik olarak söner. Bu özellik devre dışı
bırakılabilir (bakınız sayfa III).
Ergonomik olarak şekillendirilmiş kompakt tasarım iki
2K
parçadan oluşmaktadır. Kavrama bölgesi kaymayı
önlemek için kauçuk malzeme ile kaplanmıştır.
Gövde tasarımı, kullanımı kolaylaştıran ve çalışma
sırasında yorulmayı engelleyen ağırlık merkezi
dikkate alınarak optimize edilmiştir.
Aletin bütün fonksiyonları bir tetik ile denetlenebilir.
Bu uygulama iki düğmeli çalıştırma esasına dayalı
çalışmaya kıyasla kullanım kolaylığı ve daha iyi bir
kavrama sağlar.
Li-Ion pillerin bellek üzerinde etkileri yoktur
ve kendiliğinden boşalmaları da söz konusu
değildir. Uzun süre çalıştırılmasa bile alet her
zaman çalışmaya hazırdır. Ayrıca NiMH pilleri ile
kıyaslandığında daha düşük bir güç ağırlık oranı
ile %50 daha yüksek kapasite ve daha kısa şarj
çevrimi ortaya çıkar.
Aletimizde kullanılan yağ özellikle çevre dostu
olup “The Blue Angel” (=Mavi Melek) ödülü ile
ödüllendirilmiştir. Yağ ayrıca düşük sıcaklıklarda
çal
ışmaya uygun olup mükemmel yağlama
özelliklerine sahiptir.
Özel adaptörler kullanarak bütün standart sıkma
kalıplarına (120kN) uyumlu hale getirilebilir.
Müşterinin özel kalıp tasarımları da dahil, özel kalıp
ve adaptörler kullanılabilir.
3.3 Alet göstergesinin tanıtımı
Alet, kullanıcıya birimin son durumu ile ilgili bilgi vermek
amacıyla bir çok önemli özellikleri içinde barındıran özel
bir devre kartı ile donatılmıştır. Daha fazla bilgi için lütfen
Tablo 1’e bakınız.
Üniteyi çalıştırmadan önce bataryanın şarj seviyesi
(resim 1.2) test edilmelidir. Düşük şarj seviyesi, sıkma
çevriminin sonunda LED’in (resim 1,1) 20 saniye yanık
kalmasıyla anlaşılabilir.
4.1 Ünitenin kullanımı
Öncelikle kullanmayı düşündüğünüz kalıp türüne uygun
doğru adaptörü kesme bıçaklarına uygun olarak seçmeniz
gerekir
Dikkat
İş çevriminin bitiminden sonra ve kalıpların
değişiminden önce istenmeyen kullanımların
önüne geçmek için bataryayı yuvasından alın.
İstenmeyen yol almalardan sakının. Prizi fi şe
takmadan önce anahtarın kapalı konumda
olduğundan emin olun.
Dikkat
Uygun giysi giyiniz. Bol giysiler giymeyin,
takı takmayın. Saçlarınızı, giysilerinizi ve
eldivenlerinizi hareket halindeki parçalardan
uzak tutun.
Dikkat
Ayak basacağınız yerin dengede kalmanızı
sağlayacak şekilde uygun olmasına dikkat edin.
Dikkat
Güvenli alet-edavat kullanın ve her zaman
koruyucu gözlük takın.
Dikkat
Tetiği b
hangi bir anda son verilebilir.
Hata veya acil durum ortaya çıktığında geri alma butonuna
basmak suretiyle kalıplar/bıçaklar başlama konumuna
alınabilir (resim 14). Sıkma kuvvetine erişildiği veya kablo/
iletken (resim 29, 33) DIN rayı, dişli rod kesildiği zaman
çalışma çevrimi sona erer.
Bundan sonra ikinci bir çalışma çevrimine başlanabilir
veya mandalı açmak suretiyle çalışma çevrimine son
verilebilir (resim 1,7).
Dikkat
ırakmak suretiyle sıkma işlemine her
Çalışma bitiminden sonra ve kalıpların/
bıçakların değişiminden önce istenmeyen
kullanımların önüne geçmek için bataryayı
yuvasından alın.
4. Belirtilen kullanıma ilişkin notlar
Kullanıcı, elektrikli aletlerle çalışmaya başlamadan
önce montaj sahası etrafında gerilim altında parçaların
bulunmadığından emin olmalıdır. Bu mümkün değilse
gerilim altında bulunan parçalar ile çalışırken alınması
gereken özel önlemler1 uygulanmalıdır.
HE.13471_D © 09/2010
4.1.1 Sıkma kalıplarının kullanımı
13 kalem kalıp kullanıldığı zaman (bakınız sekme 2)
adaptöre tekabül eden kafanın içine yan taraftan kalıplar
art arda yerlerine yerleştirilirken tutucu klipsler etkin hale
getirilmelidir (resim 19).
Sıkma prosesinde bağlantı malzemesi yarısı sabit olan
kalıbın içine yerleştirilir, hareketli olan diğer yarısı da
baskı noktası 3’ e yaklaşır.
Maksimum sıkma kuvvetine ulaşıldıktan sonra kalıplar
otomatik olarak başlama konumuna geri döner.
TR
2
Page 32

Kullanım kılavuzu
EK 120UNV-L
copy
4.1.2 Kesme kalıplarının kullanımı
Üç farklı tip kesme kalıbı mevcuttur (resim 26, 28, 30). UC
26 çapı 26 mm’ye eşit veya küçük olan bakır ve alüminyum
kablolar/iletkenler için optimize edilmiştir. UC 40 çapı 40
mm’den küçük olan bütün bakır ve alüminyum kabloları/
iletkenleri kesebilir. Büyük çaplı kablolar/iletkenler en iyi
sonucu en az deformasyonu gösterirler.
Dikkat
UC 26 ve UC 40 ile sadece bakır ve alüminyum
kabloları/iletkenleri kesiniz !
ACSR iletkenleri kesmek için sadece UCACSR
kesme bıçakları kullanılmalıdır.
Dikkat
ACSR iletkenleri veya çelik takviyeli
kabloları keserken güvenliğiniz için her
zaman koruma gözlükleri kullanın.
Takviyeli çelik iletken çapakları yüksek hızla operatöre
yönelebilir ve ciddi yaralanmalara sebebiyet verebilir.
Çapaksız bir kesim elde edebilmek için rayın kesim
bıçağına dik açıda yerleştirilmesine özen gösterilmelidir.
Kesimden önce raylar toz ve çapaklardan arındırılmalıdır.
Çapaksız kenarların elde edilebilmesi için bıçaklar son
konumlar
edilmelidir.
DIN rayı kesme kalıpları, dik açıda kesimi kolaylaştıran
metal saç bir kılavuz ile donatılmıştır.
Kesim işlemi tamamlandığında geri dönme işlemi geri
dönüş butonuna bir kez basmakla gerçekleşir (resim 1.4).
ına ulaşana kadar kesme işlemine devam
4.1.3 Punch adaptörünün kullanımı
Punch’ın kalıbın içindeki ilerleme mesafesi dikkatli bir
şekilde takip edilmelidir. Saç metal delinir delinmez tetiği
serbest bırakmak suretiyle (resim 1, 3) punch işlemi sona
erdirilmelidir.
Geri çekme butonuna (resim 1, 4) bir kez basmak suretiyle
geri çekme işlemi yerine getirilir.
Dikkat
Saç metal delindikten sonra punch işlemi sona
ermezse punch kalıba değerek kalıplardan
birinin zarar görmesine neden olabilir.
4.2 Uygulama aralığı
Elektro-hidrolik ünitesi çok sayıda muhtelif sıkma ve
kesme kalıplarıyla çalıştırılabilir.
Dikkat
Sadece Tablo 2’de belirtilen bağlantı
malzemelerini sıkın. 2.
Farklı iletken malzeme sıkılacaksa üretici ile temasa
geçin.
Dikkat
Gerilim altındaki kabloları ve iletkenleri
sıkmayın.
Ünite bir el aleti olup mengeneye bağlanmak için
tasarlanmamıştır. Aleti sabit bir uygulamada kullanmanıza
izin verilmemektedir.
Alet, sürekli sıkma operasyonları için tasarlanmamıştır.
Yaklaşık 40-50 çevrimden sonra aletin soğumasını
sağlamak için 15 dakika ara verilmelidir.
Dikkat
Çok yoğun kullanımlar alette ısıdan kaynaklanan
hasarlar oluşmasına yol açabilir.
Dikkat
Elektrik motorları
parlayıcı veya patlayıcı sıvı ve maddeleri
tutuşturabilecek kıvılcımlar ortaya çıkabilir.
Dikkat
Elektro-hidrolik sıkma aletleri yağmurda veya
suyun olduğu yerlerde kullanılmamalıdır
nın çalışması sırasında
.
4.3 Montaj talimatları
Lütfen genel kataloğumuzdaki montaj talimatlarını
okuyun.
Dikkat
Kod numarası aynı olsa bile malzeme için uygun
kalıplar kullanılmalıdır
HE.13471_D © 09/2010
TR
3
Page 33

Kullanım kılavuzu
EK 120UNV-L
copy
4.4 Servis ve Bakım talimatları
Her kullanımdan sonra alet temizlenmeli ve kurutulmalıdır.
Batarya kartuşu ve şarj ünitesi nem ve toza karşı
korunmalıdır.
Elektro-hidrolik ünite, bir çalışma çevriminin bitiminde
sonraki servis tarihini 20 saniye yanarak bildiren bir
kontrol ünitesi ile donatılmıştır.
10.000 çalışma çevriminden veya en geç bir yıl sonra
ünite bir yetkili servis birimine gönderilmelidir. Serviste
yıpranmış parçalar yenileriyle değiştirilecek, güvenliğe
ilişkin parçalar kontrol edilecek ve dikkatli bir şekilde
yenileri ile değiştirilecektir. Bu önlemler sizin güvenliğinizle
ilgili olup metal yorulmasından kaynaklanan arızaların
ortaya çıkmasını engeller.
Dikkat
El aletlerinizin kapsamlı bir şekilde bakımını
yapın. El aletinin çalışmasını etkileyecek
tutukluluk yapan hareketli parçaları
parçaları ve işlevselliklerini kontrol edin.
Dikkat
Aletin garanti etiketlerine zarar vermeyin.
Garanti etiketinin zarar görmesi halinde garanti
geçersiz hale gelir.
Dikkat
Hasar görmüş parçalar kullanımdan önce
kalifi ye bir uzman veya Klauke Yetkili Servis
Merkezi tarafından onarılmalıdır.
, kırılan
5. Arıza giderme
a.) Diyot ışığının görüntü ekranı sürekli yanıp-söner
(resim 1,3)
bakınız tablo 1. Arıza giderilemediyse aleti en yakın
servis merkezine ulaştırın.
b.) Alet yağ kaçırıyor.
Üniteyi üretici fi rmaya geri gönderin. Aleti açmayın
ve etikete zarar vermeyin.
6. Teknik veriler
Ağırlık
(batarya dahil)
Strok 42 mm
Sıkma kuvveti yaklaşık 108 kN
Batarya gerilimi 18 V
Batarya
kapasitesi
Şarj süresi 22 dakika (RAL2/BL1830)
Sıkma süresi: Yaklaşık 5 san- 8 san. (konektör
Batarya başına
sıkma sayısı
Maks. kesme
çapı:
Kesme süresi: 8 san- 20 san. (kablo ölçüsüne
Batarya başına
kesme sayısı
Punch süresi: 22,5 mm Ø’de 5 san., 3 mm St37
Kapasite • 60 çevrim/batarya
Hidrolik yağ Rivolta S.B.H. 11
Çevre sıcaklığı -12°C - +40°C arası
Gürültü seviyesi 1 metre mesafede <70 dB (A)
Titreşim < 2,5 m/s²
Boyutlar Bkz. Resim 2
yaklaşık 6,3 kg
3 Ah (RAL2/BL1830)
büyüklüğüne bağlı)
Yaklaşık 125 sıkma (Cu 150 mm2
DIN 46235)
40 mm Ø
bağlı)
Yaklaşık 75 kesme (4 x 70 mm²
NYY)
60 mm Ø’e 12 san., 3 mm St37
3 mm kalınlığındaki düşük karbonlu
çelikte 60 mm çap ile
• 170 çevrim/batarya
3 mm kalınlığındaki düşük karbonlu
çelikte 22,5 mm çap ile
HE.13471_D © 09/2010
7. Faaliyet dışı bırakma / atıkların
bertaraf edilmesi
Bu ünite Avrupa WEEE (2002/96/EG) ve RoHS (2002/95/
EEC) direktifl erinin kapsamına tabidir.
Konu hakkındaki bilgi sitemiz
bulunan ‘WEEE & RoHS’ bölümden alınabilir.
Batarya kartuşları EEC Akü Kılavuzu yönergelerine göre
bertaraf edilmelidir.
Dikkat
Üniteyi ev atıklarınızla birlikte atmayınız.
Klauke’nin, ürün Klauke tarafından ülkenizin
sınırları dahilinde Klauke’ye gönderilip fatura
edilmediği taktirde Almanya dışındaki WEEE’
lere özen göstermek gibi kanuni bir yükümlülüğü
bulunmamaktadır. Aletinizin çevreye zarar
vermeden yeniden nasıl değerlendirilmesi
gerektiği konusunda lütfen distribütörünüzle
görüşünüz.
Not
Ek talimatların bulunduğu kitapçıklar bedelsiz
olarak gönderilir. Parça No: HE.13471
www.Klauke.com da
TR
4
Page 34

Инструкция по эксплуатации
EK 120UNV-L
copy
Оглавление
1. Введение
2. Гарантия
3. Описание электрогидравлического
универсального инструмента
3.1 Описание узлов
3.2 Краткое описание основных функций
инструмента
3.3 Описание светодиодного индикатора
4. Рекомендации по применению
4.1 Работа с инструментом
4.1.1 Использование обжимных матриц
4.1.2 Использование режущих матриц
4.1.3 Использование адаптера для работы с
перфоформми
4.2 Пояснения по области применения
4.3 Указания по монтажу
4.4 Указания по ремонту и обслуживанию
инструмента
5. Поиск и
6. Технические параметры
7. Снятие с эксплуатации/утилизация
устранение неисправностей
Символы
Техника безопасности при работе с инструментом
Строго соблюдать правила техники безопасности во избежание получения травм и
загрязнения окружающей среды.
Предупреждение по использованию
Пожалуйста не пренебрегайте данными
правилами во избежание повреждения инструмента.
1. Введение
Перед началом эксплуатации инструмента
следует внимательно ознакомиться с инструкцией по эксплуатации.
Необходимо использовать данный инструмент исключительно по прямому назначению.
Производство работ с применением данного инструмента должно проводиться специально обученным
персоналом. Минимально допустимый возраст оператора – 16 лет.
Данное руководство по эксплуатации необходимо
хранить рядом с инструментом в течение всего
его эксплуатации.
Руководитель работ должен:
• Гарантировать наличие у пользователя руководства
по эксплуатации, а также
• удостовериться, что пользователь ознакомился и
усвоил руководство по эксплуатации.
срока
2. Гарантия
При правильной эксплуатации инструмента
в соответсвии с его назначением и регулярном техническом обслуживании гарантийный срок составляет 24 месяца с момента
продажи. Гарантия не распространяется на
быстроизнашивающиеся части при использовании инструмента по прямому назначению. Мы оставляем за собой право модифицировать данный инструмент в случае
обоснованной претензии по гарантии
.
3. Описание электрогидравлического универсального инструмента
3.1 Описание узлов
Электрогидравлический универсальный инструмент
представляет собой ручной инструмент, состоящий из
следующих узлов:
Таблица 4 (см. Рис. 1)
Поз. Наименова-
ние
1 Светодиод
(красный)
2 Аккумулятор Литий-ионный аккум-р, 3 Ач
3 Кнопка пуска Переключатель для запуска
4 Кнопка
возврата
5 Светодиод
(белый)
6 Адаптер Обеспечивает использование
7 Фиксатор Устройство для фиксации/
8 Фиксирующий
штифт
9 Кольцо Кольцо для фиксации инстру-
10 Корпус Эргономичный пластиковый
3.2 Краткое описание основных функций инструмента
В гидравлическом узле предусмотрено приспособление для автоматического возврата поршня
в исходное положение при достижении максимального рабочего давления.
Функция ручной остановки возврата поршня в
исходное положение с режимом «обучения»
позволяет пользователю программировать место остановки поршня при его возврате, чтобы
последний останавливался именно в том положении, в котором он
щем цикле обжима/отрезания.
Инструмент оснащается специальным тормозным приспособлением, останавливающим движение поршня/матриц вперед после того как
оператор отпускает кнопку пуска.
Обжимную голову можно поворачивать на любой угол до 330° вокруг продольной оси для обеспечения оптимального доступа в углах и других
труднодоступных местах.
Назначение
Индикация уровня заряда батареи, функций инструмента, неисправностей и необходимости
сервисного обслуживания
(RAL2/BL1830)
Приобретается отдельно:
Сетевой адаптер NG2230
рабочего цикла
Кнопка возврата поршня в ис-
ходное положение при сбое или
в экстренной ситуации
Для подсветки рабочей зоны
различных обжимных матриц
освобождения головы
Перед началом работы адап-
тер и режущие лезвия должны
быть зафиксированы данным
штифтом
мента и/или для целей монтажа
корпус с двухкомпонентной
рукояткой для удобного удержания
останавливался в предыду-
HE.13471_D © 09/2010
RUS
1
Page 35

Инструкция по эксплуатации
EK 120UNV-L
copy
Устройство оснащается двойным поршневым
насосом, характерной особенностью которого является высокая скорость подхода прессматриц к наконечнику и медленное их движение
при обжиме.
Инструмент оснащен микропроцессором, который автоматически отключает электродвигатель
после завершения операции, оповещает о наступившем сроке очередного техобслуживания,
осуществляет индикацию разряда аккумулятора
и выполняет тест самодиагностики, оповещая
оператора
факте обнаружения неисправности.
Белый светодиод предназначен для подсветки
рабочей зоны, активируется нажатием на кнопку
пуска. Светодиод автоматически гаснет через 10
секунд после отжатия кнопки пуска. Светодиод
можно отключить (см. табл. 1).
Компактный корпус эргономичной формы, со-
2K
стоящий из 2-х частей. Поверхность рукоятки
инструмента имеет резиновое покрытие, что
предотвращает ее выскальзывание из рук. Расположение центра тяжести корпуса инструмента
оптимизировано, что упрощает работу с инструментом и снижает утомляемость оператора при
работе с ним.
Всеми функциями инструмента можно управлять с помощью одной кнопки пуска. Благодаря
чему упрощается работа с инструментом и обеспечивается более надежное его удержание по
сравнению с двухкнопочным управлением.
Литий-ионные аккумуляторы не имеют эффекта
«памяти», также у них отсутствует саморазряд.
Даже после перерывов в работе на длительный
срок инструмент немедленно готов к работе.
Кроме того, емкость аккумулятора увеличена на
50%, а время зарядки уменьшено по сравнению
с NiMH аккумуляторами.
Масло, применяемое в данном инструменте,
практически
щей среды, оно получило отличительный знак
«The Blue Angel». Данный сорт масла можно
использовать также и при низких температурах,
оно обладает высокими антифрикционными
свойствами.
Совместимость со всеми основными обжимными матрицами (60 кН) обеспечивается при помощи специальных адаптеров.
Предусмотрена возможность использования специальных обжимных матриц и адаптеров, в том
специальных заказных.
световым и звуковым сигналом о
полностью безвредно для окружаю-
числе и
3.3 Описание светодиодной индикации
Данный инструмент оборудован специальной электронной схемой, в которой реализовано несколько
важных функций информирования пользователя о
режиме работы изделия в настоящий момент. Более
подробно данные функции описываются в таблице 1.
Перед началом работы с инструментом необходимо
проверить уровень заряда аккумуляторной батареи
(Рис.1, поз. 2). Низкий уровень заряда индицируется
миганием светодиода (Рис. 1, поз. 1)
после окончания цикла обжима.
в течение 20 сек
4. Рекомендации по применению
Перед началом проведения работ на электрических
установках, необходимо удостовериться в том, что в
непосредственной близости от оператора нет элементов, находящихся под напряжением. В случае отсутствия такой возможности необходимо обеспечить соблюдение особых мер предосторожности1 при работе
в непосредственной близости от элементов, находящихся под напряжением.
4.1 Работа с инструментом
Прежде всего необходимо подобрать подходящий
адаптер для предполагаемого типа матриц, либо режущих лезвий.
Внимание!
После завершения рабочего цикла, а также
перед заменой обжимных матриц/лезвий,
снимите аккумулятор во избежание непреднамеренного включения инструмента. Избегать не запланированной эксплуатации.
Внимание!
Надевать соответствующую одежду, не
надевать свободную одежду или украшения. Волосы
стороне от движущихся частей.
Внимание!
Обеспечьте безопасное положение и всегда
сохраняйте равновесие.
Внимание!
Всегда носить защитные средства и
защитные очки.
Внимание!
Процесс обжима можно прервать в любой
момент, отпустив кнопку пуска (рис. 1,
поз. 3)
При сбое или в экстренной ситуации обжимные матрицы/ножи можно вернуть
нажав кнопку возврата поршня в исходное положение
(Рис. 1, поз. 4).
Рабочий цикл завершается либо по достижении заданного усилия обжима, либо по завершении отрезания кабеля/проводника (рис. 26, 28, 30), DIN-рейки,
шпильки или болта.
После этого можно начать следующий рабочий цикл
либо завершить работу и открыть фиксатор (рис. 1,
поз. 7).
Внимание!
После завершения рабочего цикла, а
также перед заменой обжимных матриц/лезвий, снимите аккумулятор
во избежание непреднамеренного
включения инструмента.
4.1.1 Использование обжимных матриц
При использовании в инструменте пресс-матриц серии
«22» (см. табл. 2 и 3) матрица вставляется в раскры-
тую голову на заранее установленный адаптер UA22.
Адаптер должен быть надежно закреплен в голове
инструмента кнопками-фиксаторами, а половинки
пресс-матрицы – также надежно закреплены в адаптере UA22 аналогичными кнопками-фиксаторами,
имеющимися на адаптере (см. рис. 19).
, одежду и перчатки держать в
в исходное положение,
HE.13471_D © 09/2010
RUS
2
Page 36

Инструкция по эксплуатации
EK 120UNV-L
copy
Во время процесса обжима наконечник располагается
в неподвижной части обжимной матрицы, в то время
как движущаяся часть обжимной матрицы приближается к месту обжима3.
По достижении максимального усилия обжима, обжимные матрицы автоматически возвращаются в исходное положение.
4.1.2 Использование отрезных матриц
Выпускаются режущие матрицы 3-х разновидностей
(рис. 26, 28, 30). Матрицы UC 26 применяются для
резки медных и алюминиевых кабелей диаметром не
более 26 мм. Матрицами UC 40 можно резать медные
и алюминиевые кабели диаметром менее 40 мм. Кабели большего диаметра режутся лучше и деформируются в меньшей степени.
Внимание!
С помощью режущих матриц UC26 и UC40
можно выполнять резку только
ванных и неармированных медных и алюминиеых кабелей обозначенного диаметра!
Для резки алюмо-стальных кабелей ACSR необходимо использовать только режущие лезвия UCACSR.
Внимание!
При резке алюмо-стальных ACSR кабелей или кабелей, бронированных
стальной лентой, обязательно надевайте защитные очки.
Обрезки проводов, армированных сталью, могут с
большой скоростью отскочить в оператора и
нить серьезную травму.
При резке шпилек и болтов их необходимо располагать под прямым углом к режущим лезвиям, так чтобы
обеспечивался ровный срез. Перед резкой шпилек и
болтов нужно очистить их от стружки. Цикл резки должен продолжаться до тех пор, пока лезвия не дойдут
до своего конечного положения,
получения ровных краев среза.
Режущие матрицы для резки DIN-рейки оснащаются
направляющей из листового металла, которая обеспечивает резку под прямым углом.
По завершении резки, возврат поршня в исходное
положение осуществляется однократным нажатием
кнопки возврата (Рис. 1, поз. 4).
что необходимо для
неброниро-
причи-
4.1.3 Использование адаптера для работы с
перфоформми
Перфоформы (пуансоны, матрицы и шпильки)
Greenlee могут быть использованы с помощью адап-
тера UA6P, устанавливаемого в голове инструмента.
Выполнение отверстий нужно производить очень акку-
ратно: пуансон с режущими кромками должен плотно
навинчиваться по шпильке до упора в лист металла.
Когда выдавливание отверстия произошло, дальнейший ход пуансона внутрь матрицы должен быть сразу
остановлен отпусканием кнопки пуска (Рис. 1, поз. 3).
Возврат в исходное положение осуществляется путем однократного нажатия кнопки возврата (Рис. 1,
поз. 4).
Внимание!
Если цикл перфорирования не прервать по-
сле того, как листовой металл был перфорирован, пуансон коснется матрицы, что
может привести к поломке либо пуансона,
либо матрицы.
4.2 Пояснения по области применения
Данный электрогидравлический инструмент можно
использовать с целым рядом различных обжимных и
режущих матриц.
Внимание!
Обжимать только те наконечники и соеди-
нители, которые приводятся в табл. 2 и 3.
Если требуется обжимать другие наконечники и соединители, обратитесь к изготовителю.
Внимание!
Не обжимать кабели и проводники, находящиеся под напряжением.
Устройство является ручным инструментом
его крепление в тисках не предполагается. Не разрешается использовать инструмент стационарно.
Инструмент не предназначен для непрерывной работы. После приблизительно 50 циклов обжима необходимо сделать перерыв на 15 минут для охлаждения
инструмента.
Внимание!
Слишком интенсивное использование мо-
жет привести к перегреву инструмента.
Внимание!
В процессе эксплуатации электрических
двигателей могут
рые способны поджечь легковоспламеняющиеся или взрывчатые жидкости и материалы.
Внимание!
Электрогидравлический инструмент не
следует эксплуатировать при ливневом
дожде или под водой.
возникать искры, кото-
, поэтому
4.3 Указания по монтажу
Следует прочитать указания по монтажу в общем каталоге компании.
Внимание!
Даже если код матрицы идентичен, нужно
использовать только те обжимные матрицы, которые подходят для обжимаемого
материала.
HE.13471_D © 09/2010
RUS
3
Page 37

Инструкция по эксплуатации
EK 120UNV-L
copy
4.4 Указания по ремонту и обслужива-
нию
Инструмент необходимо чистить и протирать после
каждого использования. Аккумулятор и зарядное
устройство нужно защищать от воздействия влаги и
пыли.
Внимание!
Тщательно ухаживать за электроприбором. Проверить насколько безупречно работают движущие части прибора, не заедают ли они, не сломались ли детали, и
не повреждены ли таким образом, чтобы
повлиять на
Электрогидравлическое устройство оснащается контроллером, дающим возможность пользователю
знать время следующего текущего ремонта, знак подается свечением красного светодиода в течении 20
сек. Срок очередного текущего ремонта наступает
примерно через 10.000 циклов и устройство необходимо отправить в официальный центр технического обслуживания (ASC). При несоблюдении этого условия
гарантийные обязательства прекращаются.
ние своевременного техобслуживания инструмента
- гарантия вашей безопасности. В течении срока эксплуатации инструмента самостоятельно заменяться
пользователем могут только матрицы.
Внимание!
Не повреждать пломбу инструмента. Если
пломба повреждена, гарантия аннулирует-
ся.
Внимание!
Перед началом использования электро-
прибора, неисправные части обязаны отремонтировать квалифицированные специалисты либо уполномоченные Klauke
мастерские по обслуживанию
работу электроприбора.
Проведе-
клиентов.
5. Поиск и устранение неисправно-
стей
a.) Непрерывное мигание/свечение красного све-
тодиода (рис. 1, поз. 1) или появление звукового
предупредительного сигнала.
См. табл. 1. Если, воспользовавшись рекомен-
дациями табл. 1, неисправность устранить не
удается, необходимо выслать инструмент в
ближайший центр технического обслуживания
(ASC).
b.) Из инструмента течет масло.
Верните инструмент изготовителю или отправь-
те в ближайший центр технического обслуживания (ASC). Не открывайте его и не повреждайте
пломбу инструмента.
6. Технические параметры
Вес
(с аккумулятором):
Усилие обжима: ок. 108 кН
Развод матриц: 42 мм
Напряжение
аккумулятора:
Емкость
аккумулятора:
Время зарядки: 22 мин (RAL2/BL1830)
Время обжима: ок. 5 - 8 сек (Зависит от
Количество обжимов
на один заряд аккумра:
Максимальный
диаметр резания:
Время резания: от 8 до 20 сек (в
Количество резаний
на один заряд аккумулятора:
Время
перфорирования:
Кол-во циклов выдавливания отверстий на один заряд
акк-ра:
Гидравлическое
масло:
Температура
окружающей среды:
Уровень шума: < 70 дБ (акуст.) на
Вибрация: менее 2,5 м/с²
ок. 6,3 кг
18 В DC
3 Ач (RAL2/BL1830)
размеров наконечника)
ок. 300 обжимов
(медь 150 мм² DIN 46235)
Ø 40 мм
зависимости от сечения кабеля)
ок. 75 резаний
(4x70 мм² NYY)
5 сек при Ø 22,5 мм,
3 мм St37
12 сек при Ø 60 мм,
3 мм St37
• 60 циклов при Ø 60 мм,
конструкционная сталь
толщиной 3 мм
• 170 циклов при Ø 22,5мм
конструкционная сталь
толщиной 3 мм
Rivolta S.B.H. 11
От –12°C до +40°C
расстоянии 1 м
,
7. Снятие с эксплуатации/утилизация
Данное устройство подпадает под действие Европейских Директив WEEE (2002/96/EG) и RoHS (2002/95/
EEC).
Сведения о них можно найти на главной странице компании в сети Интернет по адресу: http://www.klauke.
com раздел “WEEE & RoHS‘.
Аккумуляторы подлежат утилизации по особым правилам в соответствии с рекомендациями EEC.
Внимание!
Не утилизировать устройство, выбрасывая его в бытовые отходы. Компания Klauke не
несет никаких
блюдения требований WEEE за пределами Германии, если только изделие не было отправлено
из страны пользователя фирме Klauke с выпиской счета-фактуры. Чтобы получить дополнительную информацию о том, как утилизировать инструмент безопасно для окружающей
среды, обратитесь к своему дистрибьютору.
Контактный адрес:
WEEE-Abholung@Klauke.Textron.com
Внимание!
Дополнительные руководства по эксплу
атации предоставляются бесплатно. Номер для заказа изделия – HE.13471.
юридических обязательств со-
-
HE.13471_D © 09/2010
RUS
4
Page 38

Verbindungen mit System
The Power of Partnership
Handgeführtes Elektrowerkzeug Typ EK 120UNV-L
(D) CE-´10 - Konformitätserklärung. Wir erklären in alleiniger Verantwortlichkeit, daß dieses Produkt mit den folgenden Normen oder normativen
Dokumenten übereinstimmt:
EN 60745-1, EN 12100 Teil 1 + 2, EN ISO 13857, EN 349, EN 60204-1,
EN 28662-1, EN 61000-6-3, EN 61000-6-2, EN 60529, EN 1037 gemäß
den Bestimmungen der Richtlinien 2006/42/EG, 2004/108/EG, 2011/65/EU
(N) CE-´10 - Konformitetserklæring. Vi erklærer på eget ansvarlighet
at dette produkt er i overensstemmelse med følgende standarder eller
standard-dokumenter:
EN 60745-1, EN 12100 Teil 1 + 2, EN ISO 13857, EN 349, EN 60204-1,
EN 28662-1, EN 61000-6-3, EN 61000-6-2, EN 60529, EN 1037 i henhold
til bestemmelsene i direktive ne 2006/42/EØF, 2004/108/EØF, 2011/65/EU
(GB) CE-´10 - Declaration of conformity. We declare under our sole responsibility that this product is in conformity with the following standards or
normative documents:
EN 60745-1, EN 12100 Teil 1 + 2, EN ISO 13857, EN 349, EN 602041, EN 28662-1, EN 61000-6-3, EN 61000-6-2, EN 60529, EN 1037 in
accordance with the regulations of directives 2006/42/EG, 2004/108/EG,
2011/65/EU
(F) CE-´10 - Déclaration de conformité. Nous déclarons sous notre seule
reponsabilité que ce produit est en conformité avec les normes ou documents normatifs suivants:
EN 60745-1, EN 12100 Teil 1 + 2, EN ISO 13857, EN 349, EN 60204-1,
EN 28662-1, EN 61000-6-3, EN 61000-6-2, EN 60529, EN 1037 conformément aux réglementations des directives 2006/42/EG, 2004/108/EG,
2011/65/EU
(NL) CE-´10 - Konformiteitsverklaring. Wij verklaren en wij stellen ons
er alleen voor verantwoordelijk dat dit produkt voldoet aan de volgende
normen of normatieve documenten:
EN 60745-1, EN 12100 Teil 1 + 2, EN ISO 13857, EN 349, EN 60204-1,
EN 28662-1, EN 61000-6-3, EN 61000-6-2, EN 60529, EN 1037 overeenkomstig de bepalingen van de richtlijnen 2006/42/EG, 2004/108/EG,
2011/65/EU
(I) CE-´10 - Dichiarazione di conformità. Dichiariamo sotto la nostra esclusiva responsabilità che questo prodotto è conforme alle seguenti norme e
documenti normativi:
EN 60745-1, EN 12100 Teil 1 + 2, EN ISO 13857, EN 349, EN 60204-1,
EN 28662-1, EN 61000-6-3, EN 61000-6-2, EN 60529, EN 1037 conformemente alle disposizioni delle direttive 2006/42/EG, 2004/108/EG,
2011/65/EU
(E) CE-´10 - Declaración de conformidad. Declaramos bajo nuestra sola
responsabilidad que este producto està en conformidad con las normas o
documentos normativos siguientes:
EN 60745-1, EN 12100 Teil 1 + 2, EN ISO 13857, EN 349, EN 602041, EN 28662-1, EN 61000-6-3, EN 61000-6-2, EN 60529, EN 1037 de
acuerdo con las regulaciones de las directivas 2006/42/EG, 2004/108/EG,
2011/65/EU
(DK) CE-´10 - Konformitetserklæring. Vi erklærer under almindeligt ansvardt at dette produkt er i overensstemmelse med folgende normer eller
normative dokumenter:
EN 60745-1, EN 12100 Teil 1 + 2, EN ISO 13857, EN 349, EN 60204-1,
EN 28662-1, EN 61000-6-3, EN 61000-6-2, EN 60529, EN 1037 i henhold
til bestemmelseme i direktiverne 2006/42/EØF, 2004/108/EØF, 2011/65/
EU
(PL) CE-´10 - Zgodnosc z dyrektywami CE. Swiadomi odpowiedzialnosci
oswiadczamy, ze niniejszy produkt jest zgodny z nastepujacymi normami
lub dokumentacja normatywna:
EN 60745-1, EN 12100 Teil 1 + 2, EN ISO 13857, EN 349, EN 60204-1,
EN 28662-1, EN 61000-6-3, EN 61000-6-2, EN 60529, EN 1037 zgodnie z
postanowieniami wytycznych 2006/42/EG, 2004/108/EG, 2011/65/EU
(GR) CE-´10 -
EN 60745-1, EN 12100 Teil 1 + 2, EN ISO 13857, EN 349, EN 60204-1,
EN 28662-1, EN 61000-6-3, EN 61000-6-2, EN 60529, EN 1037
2006/42/EG, 2004/108/EG, 2011/65/EU
(H) CE-´10 – Megfelelőségi nyilatkozat. Kéziműködtetésű elektromos
kéziszerszámok:
Teljes felelősségel kijelentjük, hogy ezek a termékek a következő szabványokkal és irányelvekkel összhangban vannak: EN 60745-1, EN 12100 Teil
1 + 2, EN ISO 13857, EN 349, EN 60204-1, EN 28662-1, EN 61000-6-3,
EN 61000-6-2, EN 60529, EN 1037; és megfelelnek a rendeltetés szerinti
2006/42/EG, 2004/108/EG, 2011/65/EU irányelveknek.
(CZ) CE-´10 – Prohlášeni o shode. Prohlašujeme na vlastni zodpovednost,
ze tyto produkty splnuji následujici normy nebo normativni listiny:
EN 60745-1, EN 12100 Teil 1 + 2, EN ISO 13857, EN 349, EN 60204-1,
EN 28662-1, EN 61000-6-3, EN 61000-6-2, EN 60529, EN 1037;
Ve shode se smernicemi 2006/42/EG, 2004/108/EG, 2011/65/EU
(P) CE-´10 - Declaração de conformidade. Declaramos sob nossa exclusiva responsabilidade que este producto cumpre as seguintes normas ou
documentos normativos:
EN 60745-1, EN 12100 Teil 1 + 2, EN ISO 13857, EN 349, EN 60204-1,
EN 28662-1, EN 61000-6-3, EN 61000-6-2, EN 60529, EN 1037 conforme
as disposiçoes das directivas 2006/42/EG, 2004/108/EG, 2011/65/EU
(S) CE-´10 - Konformitetsdeklaration. Vi förklarar pá eget ansvar att denna
produkt õverenstämmer med följande normer eller normativa dokument:
EN 60745-1, EN 12100 Teil 1 + 2, EN ISO 13857, EN 349, EN 60204-1,
EN 28662-1, EN 61000-6-3, EN 61000-6-2, EN 60529, EN 1037 enligt
bestãmmelserna i direktiverna 2006/42/EG, 2004/108/EG, 2011/65/EU
(FIN) CE-´10 - Todistus slandardinmukaisuudesta. Asiasta vastaavana
todistamme täten, että tämä tuote on seuraavien standardien ja standardoimisasiakirjojen vaatimusten mukainen:
EN 60745-1, EN 12100 Teil 1 + 2, EN ISO 13857, EN 349, EN 60204-1,
EN 28662-1, EN 61000-6-3, EN 61000-6-2, EN 60529, EN 1037 ja vastaa
säädoksiä 2006/42/EG, 2004/108/EG, 2011/65/EU
Gustav Klauke GmbH • Auf dem Knapp 46 • D-42855 Remscheid
Telefon ++49 +2191-907-0 • Telefax ++49 +2191-907-141 • www.klauke.com
(RO) CE-´10 - Declaraţie de conformitate. Noi declarăm pe propria
răspundere că acest produs este în conformitate cu următoarele norme şi
documente normative:
EN 60745-1, EN 12100 Teil 1 + 2, EN ISO 13857, EN 349, EN 60204-1,
EN 28662-1, EN 61000-6-3, EN 61000-6-2, EN 60529, EN 1037; potrivit
dispoziţiilor directivelor 2006/42/EG, 2004/108/EG, 2011/65/EU
Remscheid, den 01.09.2010
___________________________________________
Dipl.-Ing. Joh.-Christoph Schütz, CE-Beauftragter
 Loading...
Loading...