


COLD WEATHER
CWT INDIRECT HEATING BOILER
OPERATOR MANUAL | EVAPORATOR VERSION | 2016

Boiling Point of Water at various Pressures Gauge Pressure
(Vacuum and Positive Pressure)
20
17.5
15
12.5
10
7.5
5
2.5
0
-2.5
-5
-7.5
-10
-12.5
-15
-17.5
-20
-22.5
Steam Pressure (positive in PSI -negative in INHG)
-25
120 130 140 150 160 170 180 190 200 210 220 230 240 250 260 270 280
Boiling Point of Water Temperature Deg F
Low Vacuum Range
(Possible Leak)
Strong Vacuum
(Healthy Unit)
To use this chart correlate the
steam temperature gauge vs. the vacuum gauge reading.
For service
scan the QR code,
or call
(780) 875-2530
WARNING:
If the information in this manual is not followed exactly, a fire or explosion may result
causing property damage, personal injury, or loss of life.
Do not store or use gasoline or other flammable vapours and liquids in the vicinity of this or any
other appliance.
WHAT TO DO IF YOU SMELL GAS
= Do not try to light any appliance.
= Do not touch any electrical switch; do not use any phone in your building.
= Immediately call your gas supplier from a neighbour’s phone. Follow the gas supplier’s
instructions.
= If you cannot reach your gas supplier, call the fire department.
Installation and service must be performed by a qualified installer, service agency, or the gas
supplier.
Page 2
PN :: HEA -EVA P-MA NUAL-016 | 20170316

CWT (Cold Weather Technologies)
is an indirect-heater product line of
Tecvalco Ltd.
Niagara Falls, Ontario CANADA
Toll Free: 1 (866) 317-0131 | www.tecvalco.com
MODEL NUMBER: ____________________________________________
SERIAL NUMBER: _____________________________________________
COLD W E ATHER
IMPORTANT NOTES:
1) The installation must conform to the requirements of the authority having jurisdiction or, in the
absence of such requirements, to the National Fuel Gas Code, ANSI Z223.1/NFPA 54 and/or
CAN/CSA B149.1, Natural Gas and
Propane Installation Code.
2) Where required by the authority having jurisdiction, the installation must conform to the
Standard for Controls and Safety Devices for Automatically Fire Boilers, ANSI/ASME CSD-1.
3) Placement of the C WT DLH unit should be such that there are no combustibles or any
combustible construction within three feet (3’) of boiler, vent stack, and steam piping. Boiler unit
must not be installed on combustible floors.
4) The equipment shall be installed in accordance with the current Installation Code for Gas
Burning Appliances and Equipment, and applicable State Regulations for the class; which should
be carefully followed in all cases. Authorities having jurisdiction should be consulted before
installations are made.
5) The heater and its individual shutoff valve must be disconnected from the gas supply piping
system during any pressure testing of that system at test pressures in excess of ½ psi (3.5 kPa).
The heater must be isolated from the gas supply piping system by closing its individual manual
shutoff valve during any pressure testing of the gas supply piping system at test pressures equal
to or less than ½ psi (3.5 kPa).
6) The heater shall be installed such that the gas ignition system components are protected from
water (dripping, spraying, rain, etc.) during appliance operation and service.
7) Provisions for combustion and ventilation air in accordance with the section “Air for Combustion
and Ventilation,” of the National Fuel Gas Code, ANSI Z223.1/NFPA 54, or Clause 8.2, 8.3 or 8.4
of Natural Gas and Propane Installation Code, CAN/CSA B149.1, or applicable provisions of the
local building codes.
PN :: HEA -EVA P-MA NUAL-016 | 20170316
8) This heater is not connected / serviced as a common venting system.
9) Vent clearances will be for the Authority having Jurisdiction to determine the correct dimensions
for their site clearances.
10) ANSI Z21.13/CSA 4.9 requires a sediment trap to be installed upstream of the fuel train. End
users will need to make accommodation for a sediment trap in your piping upstream of fuel train.
11) Manual main shutoff valve location: The manual main shutoff valve is located before the Fisher
HSR regulator on the fuel train.
CAUTION: Label all wires prior to disconnection when servicing controls.
Wiring errors can cause improper and dangerous operation.
All wiring indicated within this manual shall be done in accordance with the NEC “National
Electrical Code” for US applications.
Verify proper operation after servicing.
This manual and the instructions outlined within apply to all CWT Evaporator Models
ranging from DLH-70 to DLH-4620
Page 3

FOREWORD
Foreword
Thank you for purchasing a Cold Weather Technologies (CWT) Natural Gas
Indirect Heating Boiler. The following manual has been simplified to give both
technical and non-technical owners and operators a detailed and thorough
understanding of CWT Natural Gas Indirect Heating Boiler operation. Detailed
installation diagrams and pictures can also be found inside this manual. These
diagrams will serve you well as a reference for the unit and its materials.
Please note: it is essential that all wiring and piping be installed in accordance
with this manual
The boiler is designed to operate on natural gas. However, please ensure that the
fuel gas used in your application is the same gas that is specified on the heater
model and rating plate.
Some components in the Instrumentation might have been changed or
replaced due to market availability at the time when this manual was
prepared. However, a changed component does not affect the overall
capability of the CWT Natural Gas Indirect Heater. With proper care and
regular maintenance, the heater should provide years of trouble–free service.
Please take a few moments and read through the manual carefully. Keep the
manual in a safe place where it can be easily located if needed.
We welcome any suggestions from customers to help improve this product line,
please feel free to call Tecvalco.
The CWT boiler and its components are designed, fabricated, tested and
inspected in accordance to the laws, codes, statutes and regulations for use in
the Province of Alberta, Canada. The end user is responsible for ensuring that
CWT complies with all Federal, Municipal, Provincial, State and Local laws,
Codes, Statutes and Regulations prior to installation of the unit, and
application of permits, licenses, certificates and authorizations thereof.
Page 4
Warning: This manual must be read in its entirety before installation of this
product. Installation and commissioning must be performed by a qualified
technician and adhere to the safety standards. Failure to do so will result in
personnel injury or property damage
PN :: HEA -EVA P-MA NUAL-016 | 20170316

TABLE OF CONTENTS
Table of Contents
Installation, operating and service manual SECTION A
Quality control documentation SECTION B
CAD drawings SECTION C
Material Safety Data Sheets SECTION D
PN :: HEA -EVA P-MA NUAL-016 | 20170316
Page 5

SECTION A CONTENTS
(A) Installation, operating and service manual
1. Introduction . . . . . . . . . . . . . . . . . . . . . . . . . Page 8
2. Site preparation, delivery and installation . . . . . . . . . Page 10
2.1 Prior to receiving the boiler . . . . . . . . . . . . . . . . Page 10
2.2 Upon receiving the boiler . . . . . . . . . . . . . . . . Page 11
3. Installation procedures . . . . . . . . . . . . . . . . . . . Page 12
4. Components and controls overview . . . . . . . . . . . . . Page 15
4.1 Evaporator section . . . . . . . . . . . . . . . . . . . Page 15
4.1.1 Swordfish burners (burner manifold or burner tray) . . . . Page 15
4.1.2 Pilot and thermopile assembly . . . . . . . . . . . . . . Page 16
4.1.3 The fintube assembly (primary heat exchanger) . . . . . . Page 17
4.1.4 The control box . . . . . . . . . . . . . . . . . . . . . Page 18
4.1.5 Wiring diagrams . . . . . . . . . . . . . . . . . . . . Page 21
4.1.6 Flame or flash back arrestors . . . . . . . . . . . . . . Page 27
4.1.7 Robertshaw gas valve . . . . . . . . . . . . . . . . . . Page 28
4.1.8 High temperature ESD switch . . . . . . . . . . . . . . . Page 29
4.1.9 Discharge temperature . . . . . . . . . . . . . . . . . Page 30
4.1.10 Ignitor box and hand-held sparker . . . . . . . . . . . . Page 31
4.1.11 The high-pressure switch and shutdown . . . . . . . . . . Page 32
4.1.12 Temperature control (line temperature control) . . . . . . . Page 33
4.1.13 Burst disk and burst disk holder . . . . . . . . . . . . . Page 36
4.1.14 Fisher HSR regulator . . . . . . . . . . . . . . . . . . . Page 37
4.1.15 Pressure gauge WIC (inches of water column) . . . . . . . Page 38
4.1.16 Fisher 289H relief valve . . . . . . . . . . . . . . . . . Page 38
4.1.17 Fuel train drawing . . . . . . . . . . . . . . . . . . . . Page 39
4.1.18 Pressure vacuum gauge . . . . . . . . . . . . . . . . . Page 41
4.1.19 High-pressure coil gauge . . . . . . . . . . . . . . . . Page 42
4.1.20 Liquid level gauge . . . . . . . . . . . . . . . . . . . . Page 43
4.1.21 Exhaust vent . . . . . . . . . . . . . . . . . . . . . . Page 44
4.2 Condenser section (heat exchanger) . . . . . . . . . . . Page 45
4.2.1 The heat exchanger can . . . . . . . . . . . . . . . . . Page 46
4.2.2 The high-pressure process coil . . . . . . . . . . . . . . Page 47
5. Start-up procedure . . . . . . . . . . . . . . . . . . . . . . Page 49
Page 6
6. Typical operation . . . . . . . . . . . . . . . . . . . . . . . Page 50
6.1 Recommended control settings . . . . . . . . . . . . . . Page 51
6.2 Tuning the CWT boiler . . . . . . . . . . . . . . . . . . Page 52
6.3 Cycles . . . . . . . . . . . . . . . . . . . . . . . . . Page 52
PN :: HEA -EVA P-MA NUAL-016 | 20170316

7. Maintenance . . . . . . . . . . . . . . . . . . . . . . . . . Page 54
7.1 Maintenance schedule . . . . . . . . . . . . . . . . . . Page 54
7.2 Cleaning the flame arrestor . . . . . . . . . . . . . . . Page 55
7.3 Swordfish burner clean up . . . . . . . . . . . . . . . . Page 55
7.4 Inspecting and cleaning the fin tubes . . . . . . . . . . . Page 54
7.5 Glycol sample procedure . . . . . . . . . . . . . . . . Page 57
7.6 Testing the thermopiles . . . . . . . . . . . . . . . . . Page 58
7.7 Procedure for testing high-pressure shut down . . . . . . . Page 59
7.8 Procedure to find possible leaks . . . . . . . . . . . . . . Page 60
7.9 Pulling vacuum . . . . . . . . . . . . . . . . . . . . . Page 60
7.10 Replacing damaged burst disk . . . . . . . . . . . . . . Page 61
7.11 Drawing glycol into the system . . . . . . . . . . . . . . Page 62
7.12 Recommended glycol volumes . . . . . . . . . . . . . . Page 62
7.13 Glycol characteristics . . . . . . . . . . . . . . . . . . Page 62
7.14 Gas bundle removal . . . . . . . . . . . . . . . . . . . Page 63
7.15 Boiler checklist . . . . . . . . . . . . . . . . . . . . . Page 64
8. Troubleshooting . . . . . . . . . . . . . . . . . . . . . . . Page 66
8.1 Heater inspection checklist usage . . . . . . . . . . . . . Page 66
8.2 Common problems and possible solutions . . . . . . . . Page 67
8.3 Potential zero-flow application . . . . . . . . . . . . . . Page 69
SECTION A CONTENTS
9. Optional equipment and accessories . . . . . . . . . . . . Page 70
9.1 High temperature shut down . . . . . . . . . . . . . . . Page 70
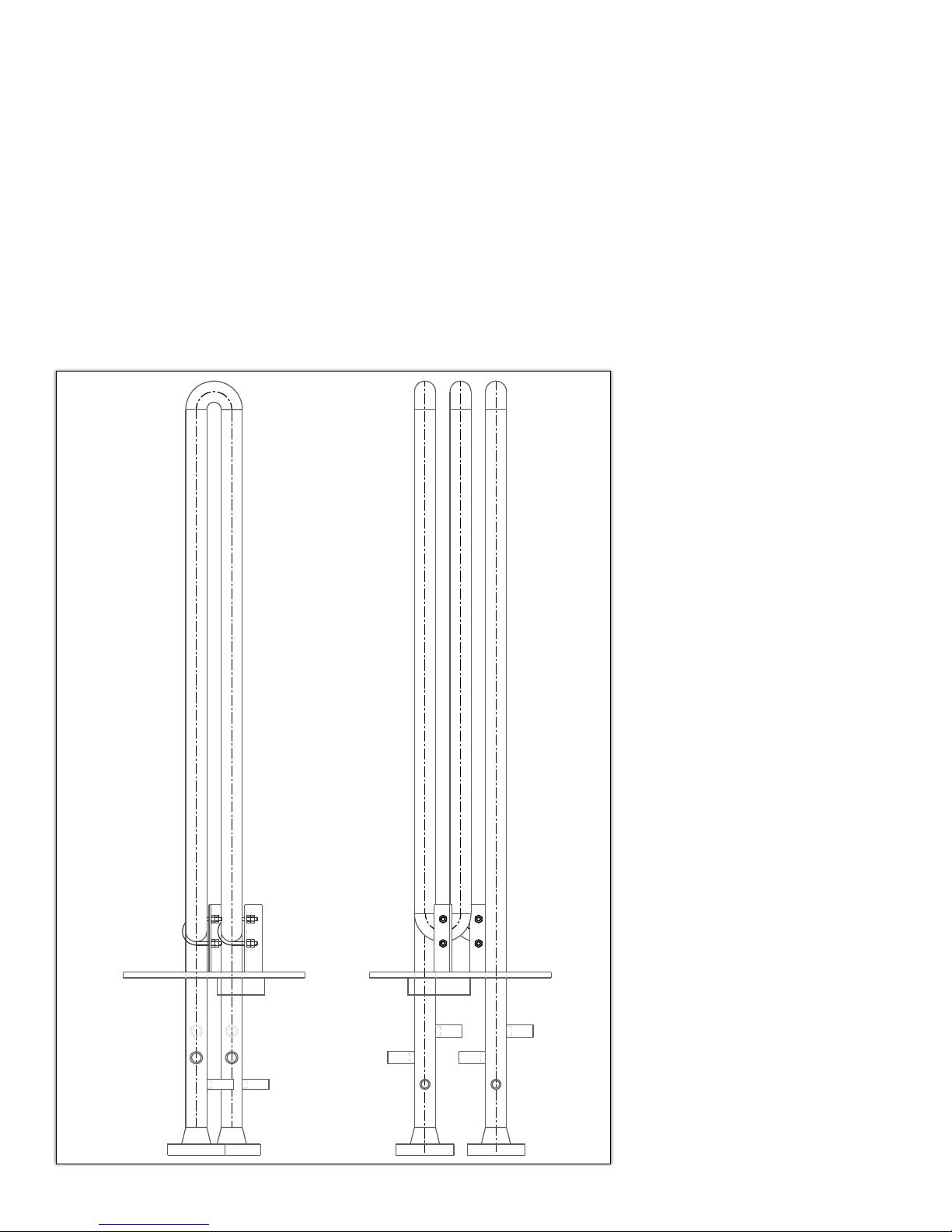
9.2 High temperature shut down installation drawing . . . . . Page 71
10. Glossary . . . . . . . . . . . . . . . . . . . . . . . . . . . Page 73
11. Spare parts list . . . . . . . . . . . . . . . . . . . . . . . . Page 77
12. Equipment warranty - repair and return procedure . . . . . Page 80
Appendix A - CWT 140 Evaporator Packing List . . . . . . . . . . . . Page 82
Appendix B - CWT 315 Evaporator Packing List . . . . . . . . . . . . Page 83
Appendix C - CWT 385 Evaporator Packing List . . . . . . . . . . . . Page 84
Appendix D - CWT 770 Evaporator Packing List. . . . . . . . . . . . Page 85
Appendix E - CWT 140 Exhaust Stack Drawing . . . . . . . . . . . . Page 86
Appendix F - CWT 315 Exhaust Stack Drawing . . . . . . . . . . . . Page 87
Appendix G - CWT 385 Exhaust Stack Drawing. . . . . . . . . . . . Page 88
Appendix H - CWT 770 Exhaust Stack Drawing . . . . . . . . . . . . Page 89
Appendix I - DLH 140 Burner Assembly and Cross-section drawings Page 90
Appendix J - DLH 315 Burner Assembly and Cross-section drawings Page 92
Appendix K - DLH 385 Burner Assembly and Cross-section drawings Page 94
Appendix L - DLH 770 Burner Assembly and Cross-section drawings Page 96
Appendix M - CWT 140 Fuel Gas Train . . . . . . . . . . . . . . . Page 98
PN :: HEA -EVA P-MA NUAL-016 | 20170316
Page 7

INTRODUCTION
1. Introduction
Cold Weather Technologies (CWT), a product line of Tecvalco Ltd., has developed the Heat Driven Loop
(HDL) technology for a variety of applications for the purpose of heating process fluids and gases in the oil and
gas industries. Conventional line heaters utilize heat transfer from a natural draft flame arrested burner system
immersed in a glycol bath. The CWT utilizes the energy released when steam changes from a vapor to a
condensed state (Known as the “Latent Heat of Vaporization” shown in figure 1.1). The HDL operates with high
thermal efficiency without any moving mechanical components or external power.
The HDL is comprised of three main components, the low-pressure evaporator, the condenser (heat exchanger) and the high pressure coil. The unit is collectively known as the CWT Natural Gas Indirect Heating Boiler.
In the evaporator, the mixture of water and glycol is heated to a point at which the water is separated from the
glycol, creating steam. In the heat exchanger, the steam produced from the evaporator condenses on the process
coils and the energy from the condensing steam is then transferred to the gas in the coils. This separation of
components has two advantages. Firstly, the evaporator can be utilized for multiple coil/heat exchanger
combinations, and multiple evaporators may be attached to a heat exchanger for large boilers. Secondly, because
the medium being heated is physically isolated from the combustion process, long term maintenance and safety
issues are effectively controlled.
Typically a vacuum is drawn on the boiler prior to shipment, removing all the excess air from the evaporator and heat exchanger. The vacuum is important for two main reasons. First, under vacuum the water will begin
to boil at a temperature as low as 45°C/113ºF, allowing for fast heat transfer to the heat exchanger. Second, the
system will have no air in it reducing corrosion and eliminating the need to “Top Up” the glycol volume during
operation.
As the gas passes through the process coil the flow will accept the energy from the steam in the condenser.
With increased flow more energy will be accepted and the internal pressure of the heating system will be
decreased or maintained in a vacuum state. At low flow conditions the heating system will increase in pressure up
to a point of which either flow is increased through the station or a safety shut down/set point is reached on the
CWT boiler.
If your system is running in or near a positive state please correlate the pressure against the unit
discharge temperature graph at the front of this manual. Your heating system should always return to a vacuum
state when cooled down.
Page 8
PN :: HEA -EVA P-MA NUAL-016 | 20170316

125 / 257
Temperature (C/F)
100 / 212
75 / 167
50 / 122
LATENT HEAT
Heat required to change
1lb (500g) of ice at -50 degrees C (-58 degrees F) to 1lb (500g) of steam at 104 degrees C (219 degrees F) at 1 atmopsheric condition
GAS
Phase changes from liquid to vapour with no change in temperature
[Latent Heat of Vapourization]
Temperature rises from 0 to 100 (Celsius)
25 / 77
0 / 32
Phase changes from solid to liquid with no change in temperature [Latent Heat of Fusion}
Temperature rises from -50 to 0 (Celsius)
-25 / -13
0 / 0
-50 / -58
Energy (Joules/BTU)
21,101 / 200
42,202 / 400
63,303 / 600
84,404 / 800
105,505 / 1,000
The latent heat exchanged from the steam as it condenses into liquid water to
the natural gas inside the high-pressure coil is the key to heat exchange in our
HDL system. A 50/50 propylene glycol/water or ethylene glycol/water mixture is
used in all HDL systems for freeze protection and corrosion inhibition along with
minimum oxidation.
126,606 / 1,200
LIQUID
SOLID
147,707 / 1,400
168,808 / 1,600
(Figure 1.1)
PN :: HEA -EVA P-MA NUAL-016 | 20170316
Page 9

SITE PREPARATION AND DELIVERY
2. Site preparation and delivery
2.1 Prior to receiving the boiler
In preparation for the receipt of the boiler the following should be performed:
2.1.1 Tecvalco recommends that the boiler be levelled (a solid pad or base
should be completed before arrival of the unit).
Note: Please follow all local jurisdictions and codes to design a proper foundation. In addition the equipment shall be installed in accordance with those installation regulations in force in the local area where the installation is to be made.
These shall be carefully followed in all cases. Authorities having jurisdiction should
be consulted before installations are made.
The reason for a solid base is to ensure the integrity of the HDL (Heat Driven
Loop), the boiler depends on gravity for the water to return from the heat
exchanger to the evaporator. If the foundation slopes the wrong way it puts undue
stress on the high pressure flanges and the condensed returning water will be
trapped and will “pocket” at the far end of the heater. In this situation the Heat
exchange process (HDL) is disrupted as no steam can be generated and the glycol
can overheat.
2.1.2 A thermowell should be installed in the gas piping downstream of the reg-
ulators (depends on application) and this thermowell will receive the probe for the
gas temperature control. It is the end user’s responsibility to select, and notify
Cold Weather Technologies of, the appropriate thermowells prior to shipping
the heating boiler (see section 3.1 for thermowell sizings). The thermowell must
be in contact with the flow of gas to operate the system properly.
2.1.3 The CWT evaporator fuel supply operates on an inlet fuel pressure of 5
psi or less, depending on the model of the heater. Regulating and fuel supply metering equipment on the fuel train is the sole responsibility of the end user. It is also
the end user’s responsibility to ensure that an adequate fuel supply is available.
(This fuel supply must be clean and dry pipeline quality natural
gas or propane.)
Page 10
PN :: HEA -EVA P-MA NUAL-016 | 20170316

SITE PREPARATION AND DELIVERY
2.2 Upon arrival of your new CWT heating boiler at site
The CWT boiler is typically shipped completely charged with heat transfer fluid and
on vacuum (depends on size of heater).
2.2.1 Check for any damage to the evaporator body and heater exchanger.
2.2.2 Unload the boiler using lift points (lugs) on the skid as shown on the lifting
diagram provided by Tecvalco and place on pad or on preferred base
(Section 2.1.1). The heater should be level throughout the entire lift process.
2.2.3 Open the shipping crate to ensure all loose shipped items were sent and
received in good order. (There will be a check list of parts in side the crate.) The
packing list for our standard CWT models can be found in the Appendix at the end
of this manual.
2.2.4 Check burner section for loose bolts, miss aligned burners, proper burner
tray placement, loose gas line fittings and foreign debris from the manufacturing
and shipping process.
2.2.5 Check the vacuum on the heater to make sure it is still established.
Note: If any of the above points are not satisfactory please contact
Tecvalco immediately.
PN :: HEA -EVA P-MA NUAL-016 | 20170316
Page 11
INSTALLATION PROCEDURES
IM POR TANT:
All wiring must be done in
accordance with the current
Canadian Electrical Code
3. Installation procedures
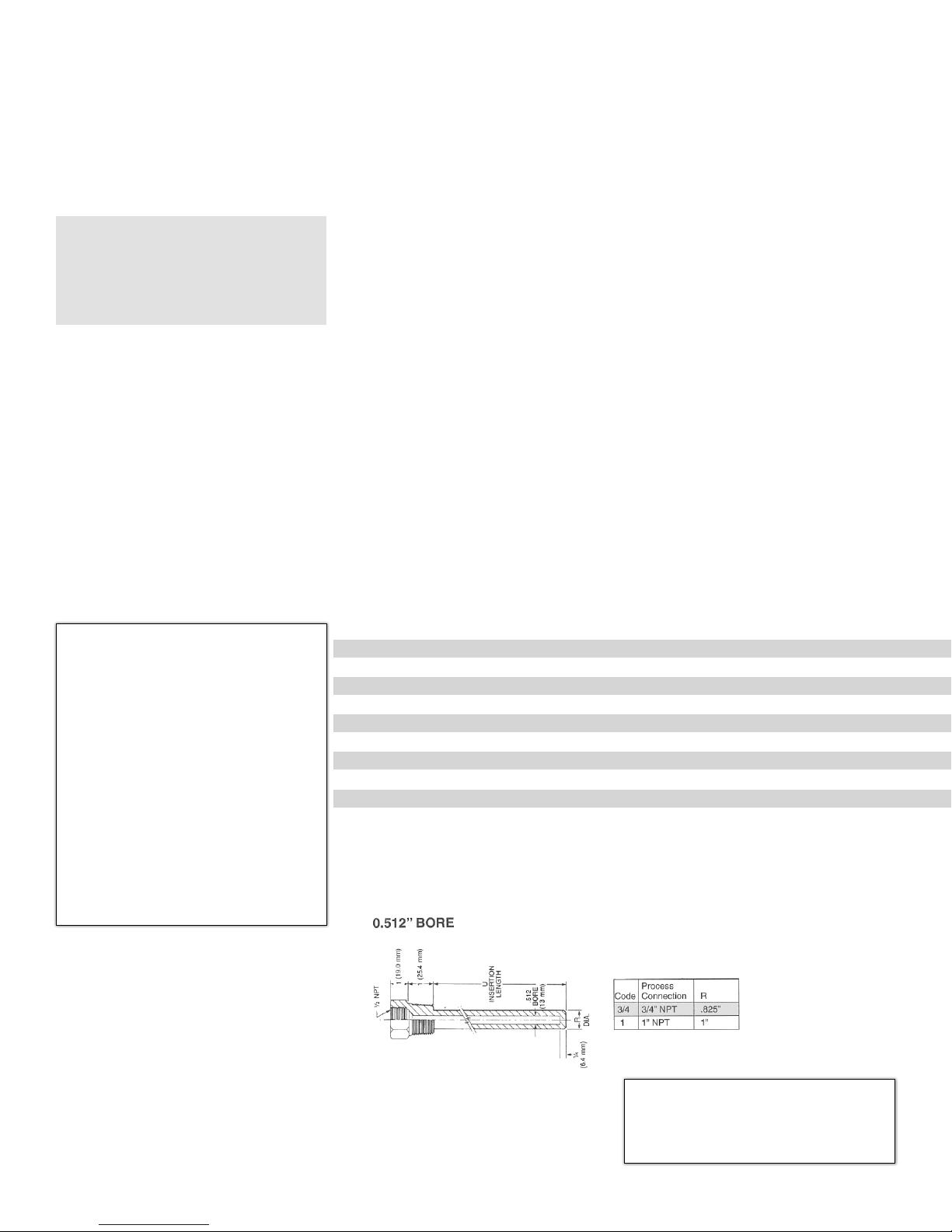
3.1 Place thermowells in downstream gas piping just past the meter station.
The line temperature probe is typically placed immediately after the last pressure
regulation in the facility. Place thermowells as close as possible to meter
station. The probe requires a thermowell with a minimum internal bore of .512
inches (13mm). Tecvalco can supply the appropriate thermowell upon request.
Length will depend on pipe size and collar used on pipe. This information will be
required in order to send proper length.
It is also recommended to install a temp gauge on the piping next to the
Line Temp Controller to ensure the Temp Controller is always calibrated correctly
(Reading the proper temperature)
NOTE: It is suggested that a barrier be created within this conduit prior to the
thermowell in the high pressure line.
Use the following table to select the appropriate thermowell, and notify Tecvalco
Industries of the part number.
Heater size Number of
(BTU in 1000’s) thermowells
140 1
385 1
770 (single) 1
770 (2-385) 2
1155 (3-385) 3
1540 (2-770) 2
2300 (3-770) 3
3100 (4-770) 4
4600 (6-770) 6
Figure 3.1a
Note: One thermowell per evaporator.
CWT Part Numbers Description
THR-SS-.75-.5-4-.512 3/4” NPS x 1/2” x 2.5” U Length x .512 Bore
THR-SS-.75-.5-5-.512 3/4” NPS x 1/2” x 3.5” U Length x .512 Bore
THR-SS-.75-.5-6-.512 3/4” NPS x 1/2” x 4.5” U Length x .512 Bore
THR-SS-.75-.5-8-.512 3/4” NPS x 1/2” x 6.5” U Length x .512 Bore
THR-SS-.75-.5-9-.512 3/4” NPS x 1/2” x 7.5” U Length x .512 Bore
THR-SS-1-.5-2-.512 1” NPS x 1/2” x 1” U Length x .512 Bore
THR-SS-1-.5-4-.512 1” NPS x 1/2” x 2.5” U Length x .512 Bore
THR-SS-1-.5-5-.512 1” NPS x 1/2” x 3.5” U Length x .512 Bore
THR-SS-1-.5-6-.512 1” NPS x 1/2” x 4.5” U Length x .512 Bore
• It is suggested the tip of the thermowell be in the middle of the pipe, or beyond in smaller
pipes.
• Please ensure that proper components and procedures are used for the pressure piping.
• It is suggested that appropriate thermally conductive heat transfer compound be used.
Page 12
Page 12
NOTE: All customers should select
components and materials based upon
applicable engineering standards.
PN :: HEA -EVA P-MA NUAL-016 | 20170316

INSTALLATION PROCEDURES
PN :: HEA -EVA P-MA NUAL-016 | 20170316
Figure 3.1b
Page 13
Page 13

INSTALLATION PROCEDURES
Figure 3.3
3.2 Connect the fuel supply line to the fuel train on the evaporator. Be sure to
check local codes. The CWT evaporator operates on a max inlet fuel pressure of
20 psig to the Fisher HSR.
HE ATER SIZE MAXIMUM PSI MINIMUM PSI
140,000 Btu/hr Heater 5 1
385,000 Btu/hr Heater 5 3
770,000 Btu/hr Heater 5 5
Based on a Fisher HSR Regulator with a 1/2” Orifice
3.3 If supplied with a boiler having multiple evaporators, run cable from the
terminal remote box (see figure 3.3) to the remote box.
3.4 To install the line temperature control switch, refer to figure 3.1.1b.
3.5 Place B-Vent exhaust stack on evaporator (see section 4.1.21 for images of
the B-Vent exhaust stack):
• Remove exhaust stack blind or cover.
• Keep stack gasket that is in place to be re-used with the B-Vent
stack.
• Place rain cap on exhaust stack section (use screws).
• Place exhaust stack sections together if necessary (use screws).
• Place exhaust stack on evaporator (lifting equipment maybe
needed).
• Use bolts from cover to secure the evaporator
(evaporator size 140 will not require bolts).
• Install stack temperatue gauge provided in the field crate.
Page 14
Figure 3.6
3.6 Pressure gauges to be placed in valves located on coil (See figure 3.6)
3.7 When completed all parts from crate should be used
3.8 Note: Tecvalco highly recommends insulating gas piping from heater coil
outlet, up to the pipe where the downstream thermo-probe be installed.
3.9 Ready for pre-start up, start-up and run procedure.
Note: Please confirm all connections are tight and sealed.
3.10 Vent installation
Vent Installations shall be in accordance with “Venting of Equipment” of the
National Fuel Gas Code, ANSI Z223.1/NFPA 54, or “Venting Systems and
Air supply for Appliances” of the Natural Gas and Propane Installation Code,
CAN/B 149.1, or applicable provisions of the local building codes.
Type of Vent: “B” Gas Vent. For stack assembly limitations, please look at
Appendix E to H.
a. Slide the vent stack assembly into the stack support bracket.
Lock stack in place.
b. Safely climb on a step ladder and place the stack support bracket
onto the stack flange located on top of the boiler as show on
pa ge 81.
c. Use 1/2 inch Grade 5 bots and nuts provided to securely bolt the
vent stack.
PN :: HEA -EVA P-MA NUAL-016 | 20170316

COMPONENTS, SAFETIES, AND CONTROLS
4. Components, safeties, and controls
The CWT evaporator is equipped with a number of safety systems that protect
personnel and equipment. These systems function automatically without the need
for constant supervision; however, some of the systems may require manual
start-up after a shut down. A thorough examination of the device should be
performed to determine the cause of any shut down. Activation of a safety shut
down may be a signal that maintenance is needed for the device. Contact Tecvalco
if the cause of the shut down is unknown.
The controls on the CWT operate on the energy provided by the thermopiles
located near the continuous pilot. The power provided passes through a circuit that
contains the various switches, as illustrated in the following pages.
In general, safety and control is quite simple; if any of the switches open, the circuit
will be broken and the main burner will shut down; if the pressure switch or the
ESD open both the main burner and the pilot will be extinguished and a manual
restart will be required.
4.1 Evaporator section:
The firebox contains the burners, burner manifold, burner tray, Ignitor/thermopile
assembly and the pilot and main fuel lines.
4.1.1 Swordfish burners (burner manifold or burner tray)
The burners are referred to as “swordfish burner”. Each burner is capable of a
maximum firing rate of 35,000 Btu/hr, at 14 inch w.c. and #45 orifices. They sit in
slots in the burner tray and can be equipped with a primary air adjuster (upon
customer request).
PN :: HEA -EVA P-MA NUAL-016 | 20170316
Figure 4.1.1a -
Page 15

COMPONENTS, SAFETIES, AND CONTROLS
The burner manifold is connected to the main fuel line and
distributes the incoming fuel gas evenly to the burner.
Figure 4.1.1 -
The burner tray for 770,000 Btu’s, which contains
22 swordfish burners, one split manifold and
four thermocouples on two pilot assemblies.
Each swordfish burner generates 35,000 Btu’s per hour:
• 140,000 (Btu’s)= 4 swordfish burners
• 385,000 (Btu’s)= 11 swordfish burners
• 770,000 (Btu’s)= 22 swordfish burners
4.1.2 Pilot and thermopile assembly
The pilot and thermopile assembly consists of two 700 mV thermopiles, a pilot
burner, and a sparker.
Page 16
(Figure 4.1.2)
NOTE: The pilot orifice should be stamped with the part number BL22N for natural
gas applications and 22LP for propane applications.
PN :: HEA -EVA P-MA NUAL-016 | 20170316

COMPONENTS, SAFETIES, AND CONTROLS
4.1.3 The fintube assembly (primary heat exchanger)
The fintubes are located above the burners and span the width of the firebox. The
flue gas passes through the fins and exit through the flue and stack. As the heated
flue gas pass through the fintubes they heat the water-glycol mixture and cause the
water to boil, generating steam.
(Figure 4.1.3)
(Figure 4.1.3a)
The photo above shows the primary heat exchanger with the side (saddle) tank
open. The heat transfer fluid sits in the saddle tanks and fins as the combustion
products pass upward, through the fins.
NOTE: The internal design is different for different models.
PN :: HEA -EVA P-MA NUAL-016 | 20170316
Page 17

COMPONENTS, SAFETIES, AND CONTROLS
4.1.4 The control box
The control box is attached to the evaporator and houses the various controls and
safeties for the CWT heating unit. Included are the Robertshaw gas valve, the
switches for high steam temperature (labelled “discharge temp”) and high glycol
temperature (labelled “ESD”). Also included are the ignition box and a gauge to
indicate main fuel line pressure downstream of the gas control valve. The gas line
temperature control, while usually remote from the boiler, is also connected to the
control box and system control logic.
Please refer to figures (4.1.4a and 4.1.4b) for control box instrumentation layout
Page 18
PN :: HEA -EVA P-MA NUAL-016 | 20170316

COMPONENTS, SAFETIES, AND CONTROLS
1 2
3
4
Components
1) Discharge temp
2) High temperature ESD
3) 4x4x2 CWT Ignitor box
4) Pilot gas line - 1/4” 304SS tubing
5) Fuel pressure gauge
6) Robertshaw type 7000 MVR gas valve
7) 3/4” tubing
Portable hand held ignitor (not shown)
6
5
7
(Figure 4.1.4a) CWT standard control box 140,385
models
PN :: HEA -EVA P-MA NUAL-016 | 20170316
Page 19

COMPONENTS, SAFETIES, AND CONTROLS
33
1
5 5
2
4 4
2
1
6 6
7 7
(Figure 4.1.4b) CW T standard control box
770 model
No. Components
1) Discharge temp
2) High temperature ESD
3) 4x4x2 CWT Ignitor box
4) Pilot gas line - 1/4” 304SS tubing
5) Fuel pressure gauge
6) Robertshaw type 7000 MVR gas valve
7) 3/4” tubing
Portable hand held ignitor (not shown)
Page 20
PN :: HEA -EVA P-MA NUAL-016 | 20170316

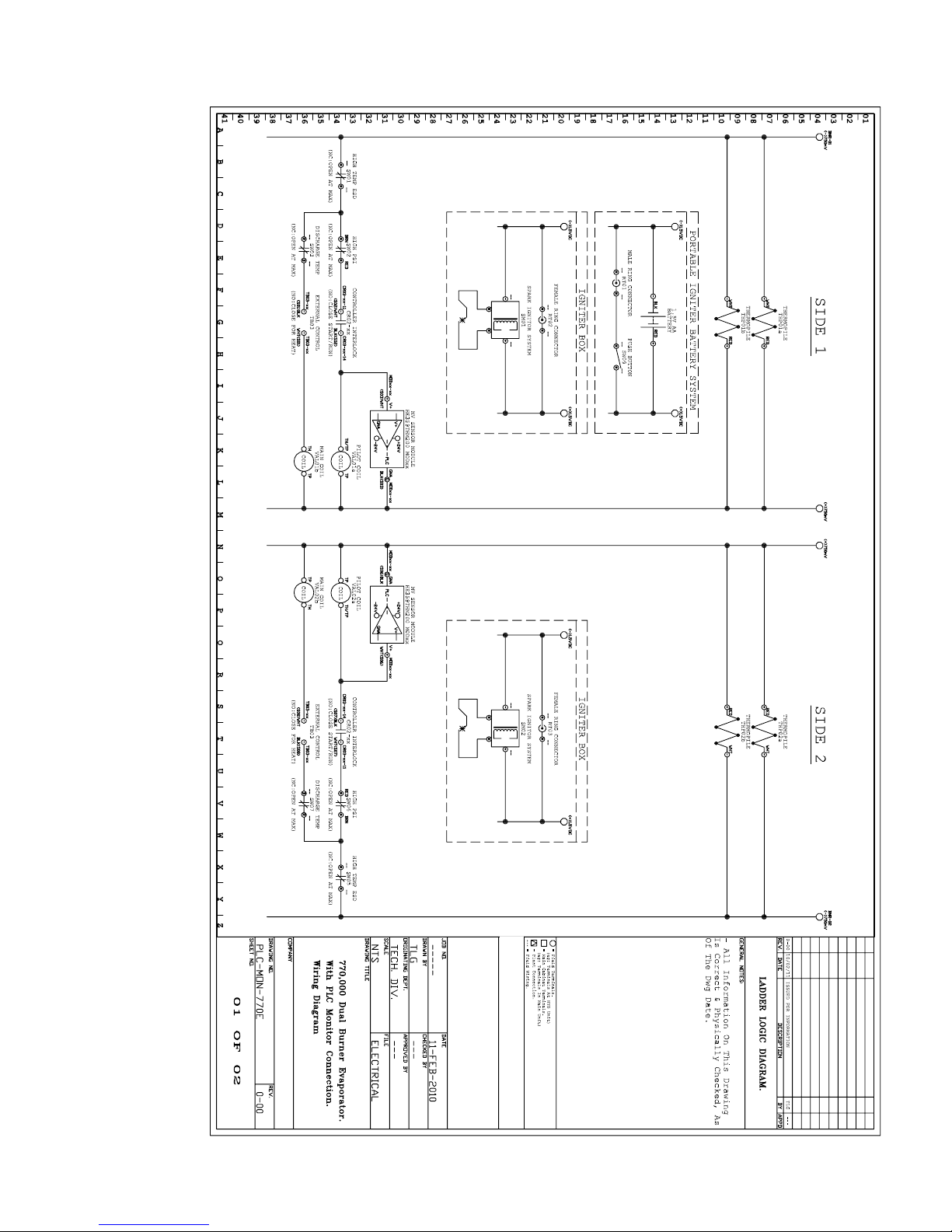
4.1.5 Wiring diagrams
COMPONENTS, SAFETIES, AND CONTROLS
PN :: HEA -EVA P-MA NUAL-016 | 20170316
Bill of material
1 Pressure switch
2 Temperature switch
3 Emergency shut-down device
4 Electronic ignition housing
5 Robertshaw millivolt gas valve
6 Temperature switch (-15 to 35C)
7 High temperature switch (0 to 100F)
8 Temperature switch (15 to 75F)
9 Temperature switch (55 to 175F)
(Figure 4.1.5a) CWT standard
control box layout schematics
140,315 and 385
Page 21

COMPONENTS, SAFETIES, AND CONTROLS
Page 22
Page 22
(Figure 4.1.5b)
PN :: HEA -EVA P-MA NUAL-016 | 20170316

COMPONENTS, SAFETIES, AND CONTROLS
PN :: HEA -EVA P-MA NUAL-016 | 20170316
(Figure 4.1.5c)
Page 23
Page 23

COMPONENTS, SAFETIES, AND CONTROLS
Page 24
Page 24
(Figure 4.1.5d)
PN :: HEA -EVA P-MA NUAL-016 | 20170316

COMPONENTS, SAFETIES, AND CONTROLS
PN :: HEA -EVA P-MA NUAL-016 | 20170316
(Figure 4.1.5e)
Page 25
Page 25
COMPONENTS, SAFETIES, AND CONTROLS
Page 26
Page 26
(Figure 4.1.5f)
PN :: HEA -EVA P-MA NUAL-016 | 20170316

COMPONENTS, SAFETIES, AND CONTROLS
4.1.6 Flame or flashback arrestors
It is a simple safety device, which quenches the flame from escaping to the outside
after burner housing. Ensure you are following local codes and regulations in
the use of a flame arrestor.
PN :: HEA -EVA P-MA NUAL-016 | 20170316
(Figure 4.1.6)
Page 27
Page 27

COMPONENTS, SAFETIES, AND CONTROLS
4.1.7 Robertshaw gas valve
The Robertshaw gas valve is the primary fuel control on the boiler. The current
generated by the thermopiles in the continuous pilot powers the valve. The valve has
three settings: off, pilot, and on. When the valve is in the on position it will respond to
the controls in thermostats in the circuit and the unit will operate.
The pressure regulating process of the Robertshaw gas valves are bypassed. The
pressure regulating for the units is performed by the supplied Fisher HSR regulators.
WARNING: The Robertshaw gas valve is not intended for operation at higher
than 14.0” W.C. (.5 psi) supply gas pressure. Exposure to higher supply pressure
may cause damage and could result in fire.
Pilot tube connection
Gas valve top knob
Pilot adjustment (under cap)
Page 28
(Figure 4.1.7)
NOTE: Please refer to Technical Manual section for detailed product information.
PN :: HEA -EVA P-MA NUAL-016 | 20170316

COMPONENTS, SAFETIES, AND CONTROLS
4.1.8 High temperature ESD switch
The high-temp ESD thermostat monitors and responds to the temperature of the
glycol/water mixture in the evaporator. It is set at 230°F (110°C).
When the temperature of the solvent (glycol/water) rises above the dial setting, the
contacts open, thereby opening the electrical contact and shutting the Robertshaw
valve.
This switch acts as one of the emergency shut downs; it will shut off the gas to both
the pilot and the main burner and requires an operator to reset before relighting.
PN :: HEA -EVA P-MA NUAL-016 | 20170316
(Figure 4.1.8)
NOTE: Please refer to Technical
Manual section for detailed product
information.
Page 29

COMPONENTS, SAFETIES, AND CONTROLS
4.1.9 Discharge temperature switch
The discharge temperature thermostat monitors the temperature of the steam in
the evaporator. It is generally set between 175°F/79.44°C and 200 °F/ 93.3 °C in
natural gas applications. If the steam temperature in the evaporator exceeds this
set point the switch will open the main gas valve in the Robertshaw gas valve. The
pilot will remain lit. The steam chamber temperature will have to cool enough to
clear the deadband of the switch before it closes and allows the evaporator to fire
again. This can occur in situations where the load on the evaporator is very low.
The gas temperature probe can call for heat in response to ambient, when the unit
fires there is little or no flow and therefore little or no heat exchange. The
evaporator will rapidly heat up and the steam temperature in the unit will reach the
discharge temperature switch set point.
(Figure 4.1.9)
NOTE: Please refer to Technical Manual section for detailed product information.
Page 30
PN :: HEA -EVA P-MA NUAL-016 | 20170316

COMPONENTS, SAFETIES, AND CONTROLS
4.1.10 Ignitor box and hand-held sparker
The ignition box assembly consists of a receiver in the control panel and a separate
hand-held sparker. Inside the sparker is an AA battery.
NOTE: Before lighting the evaporator, it is mandatory to test the atmosphere first
for combustible gases around the unit.
Receiver
PN :: HEA -EVA P-MA NUAL-016 | 20170316
Hand held sparker
(Figure 4.1.10)
Page 31

COMPONENTS, SAFETIES, AND CONTROLS
4.1.11 The high pressure switch and shutdown
The evaporator is equipped with a high-pressure shutdown switch. This switch
will shut off the main and the pilot fuel if the pressure in the boiler reaches
5 psig. The main burner and the pilot are extinguished. Once the unit has cooled
enough for the pressure to drop below 5 psig, the pilot will require to be lit
manually.
Page 32
(Figure 4.1.11)
NOTE: Please refer to technical manual section for detailed product information.
PN :: HEA -EVA P-MA NUAL-016 | 20170316

COMPONENTS, SAFETIES, AND CONTROLS
4.1.12 Temperature control (line temperature control)
The line temperature control monitors the temperature of the gas in the
downstream gas piping.
It is generally set between 0°C (32°F) and 5°C (41°F) in natural gas applications.
If the gas temperature in the downstream gas piping falls below this set point the
switch will close, allowing gas to flow to the main burner, generating steam for
heat transfer.
Once the heated gas passing the line temp controller has exceeded its set point.
The contacts will open which stops the gas flowing to the main burners.
If low or zero gas flow situations exist we suggest installing the probe near the
outlet of the high-pressure coil (refer to section 8.5).
The temperature set point must then be increased to account for the pressure drop
through the gate station.
(As a general rule, a 100 Psi drop in pressure will result in drop of 7°F (-13.9°C) of
temperature).
NOTE: Please refer to technical manual section for detailed product information.
PN :: HEA -EVA P-MA NUAL-016 | 20170316
Page 33

COMPONENTS, SAFETIES, AND CONTROLS
4.1.12a 140 / 315 / 385 heater line temperature controller (T675A switch)
As the temperature of the controlled medium falls below the set point less
differential, the T675A switch makes terminals R to B and energizes a normally
closed solenoid valve to provide heat. Figure 4.1.12a.1 shows the operation of the
T675A. Figure 4.1.12a.2 shows the location of the adjustment dial on models with
an adjustable differential.
Controller comes in F or C.
(Fi gur e 4.1.12a.1)
(Figure 4.1.12a.2)
R
B
(Figure 4.1.12a.3)
Page 34
PN :: HEA -EVA P-MA NUAL-016 | 20170316

COMPONENTS, SAFETIES, AND CONTROLS
4.1.12b 770 heater line temperature controller (T678A switch)
When the temperature at the sensing element rises above the set point of the
controller, the switch on the right makes R to W. Should the temperature continue
to rise through the preselected inter stage differential of the controller, the switch
on the left will make R to W.
Conversely, on a temperature fall, the switch on the left makes R to B,
providing first step switching. If the temperature continues to fall, the switch on the
right makes R to B to provide sequencing of equipment.
The T678A temperature controller has an adjustable inter stage differential. The set
point adjustment knob determines the temperature at which the right switch operates. The left switch can be adjusted to operate from 3 to 10 degrees F (1.7 to 5.6
degrees C) (or 3.6 to 12 degrees F (2.0 to 6.7 degrees C) on some models) above
the point of operation of the right switch. An illustration depicting the operation of
the T678A is shown in figure 4.1.14b.1. The inter stage differential is adjusted by
turning the star wheel with a narrow screwdriver inserted into the rectangular hole
in the chassis (figure 4.1.14b.2).
Controller comes in F or C.
B
R
PN :: HEA -EVA P-MA NUAL-016 | 20170316
2
1
B
(Fi gur e 4.1.12b.1)
R
(Figure 4.1.12b.3)
(Figure 4.1.12b.2)
Page 35

COMPONENTS, SAFETIES, AND CONTROLS
4.1.13 Burst disk and burst disk holder
The CWT Heater is designed to operate below 15 psig. If the pressure in
the boiler reaches 15 psig the rupture disk will fail and the pressure will be
released. The rupture disk is located above the fluid level in the unit so most of
what will be released will be steam. The small amount of glycol that would be
carried along will be collected in the containment system.
Note: For the new graphite gaskets, a 3M High Strength 90 Spray Adhesive Clear
must be used on all bonding surfaces.
There are a few different styles of rupture discs used in the past on CWT Line
Heaters. The most current one is shown in figure 4.1.13a and 4.1.13b.
(Figure 4.1.13a) Burst disk.
Older style rupture discs can be changed out to the new graphite rupture disc with
minor alterations to the old style discs and piping.
Page 36
(Figure 4.1.13b) Burst disk with holders.
PN :: HEA -EVA P-MA NUAL-016 | 20170316

COMPONENTS, SAFETIES, AND CONTROLS
4.1.14 Fisher HSR regulator
Pressure reducing regulator is to regulate gas and dependant on the end users gas
usage. Vent as per local codes. Maximum inlet supply pressure is 20 psi with
the .5” orifice that are installed.
(Figure 4.1.14)
The following table is using a HSR with .5 inch orifice.
Inlet pressures and standard cubic feet per hour for each heater assembly:
BOILER SIZE INLET PRESSURE REQUIRED SCFH
140 5 psig 200
385 5 psig 480
770 (Single) 5 psig 1050
770 (2-385) 5 psig 960
1155 (3-385) 5 psig 1440
1.54 (2-770) 5 psig 2100
2.3 (3-770) 5 psig 3150
3.1 (4-770) 5 psig 4200
4.6 (6-770) 5 psig 6300
(Table 4.1.14)
PN :: HEA -EVA P-MA NUAL-016 | 20170316
Page 37

COMPONENTS, SAFETIES, AND CONTROLS
4.1.15 Fuel pressure gauge IWC (inches of water column)
(Figure 4.1.15)
Pressure measurements in inches of water column
1 psi = 27.68 inches of water column, so 0.45 psi would be
z27.68 * 0.45 = 8.3 inches of water column
WARNING: The Robertshaw gas valve is not intended for operation at higher
than 14.0” W.C. (.5 psi) supply gas pressure. Exposure to higher supply pressure
may cause damage and could result in fire.
4.1.16 Fisher 289L relief valve
This valve is set to relieve excess gas pressure at .5 psi. Vent as per local codes.
Page 38
(Figure 4.1.16)
PN :: HEA -EVA P-MA NUAL-016 | 20170316
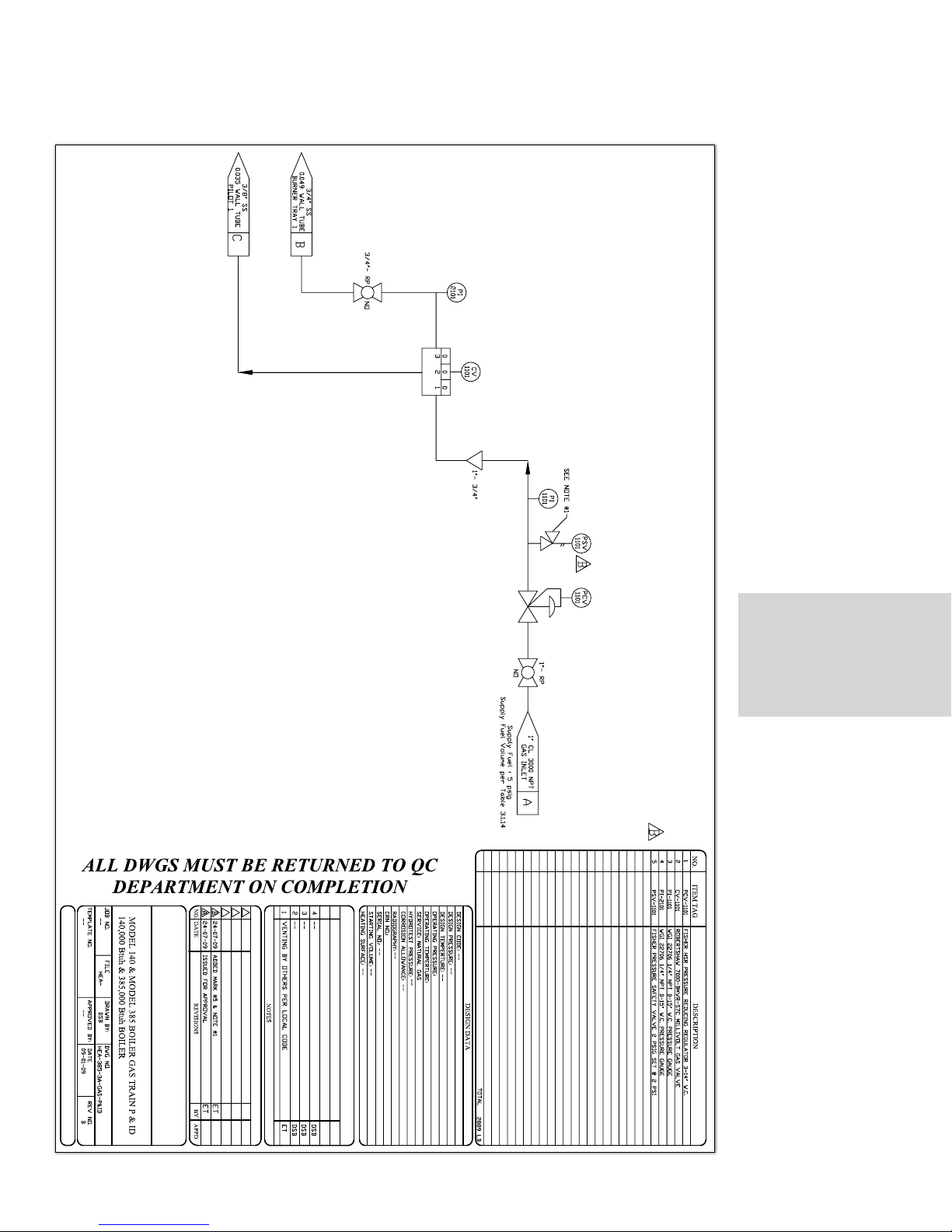
4.1.17 Fuel train drawing
COMPONENTS, SAFETIES, AND CONTROLS
Fuel gas assembly
drawings can be
found in Appendix M.
PN :: HEA -EVA P-MA NUAL-016 | 20170316
P&ID Drawing for 140 and 385 (Figure 4.1.17a)
Page 39

COMPONENTS, SAFETIES, AND CONTROLS
Page 40
P&ID Drawing for 770 (Figure 4.1.17b)
PN :: HEA -EVA P-MA NUAL-016 | 20170316

4.1.18 Pressure vacuum gauge
COMPONENTS, SAFETIES, AND CONTROLS
The vacuum gauge indicates the strength of vacuum. When the unit has a steam
temperature of less that 60 degrees Celsius, the gauge should be in the range of
–20 to –28 inches HG.
Note: Heat transfer efficiency will increase with high vacuum.
Note: Ensure that the needle valve is fully open (during operation) or fully
closed (during maintenance), needle valves that are partially open or
closed can leak and cause the unit to lose vacuum.
PN :: HEA -EVA P-MA NUAL-016 | 20170316
(Figure 4.1.18)
Page 41
COMPONENTS, SAFETIES, AND CONTROLS
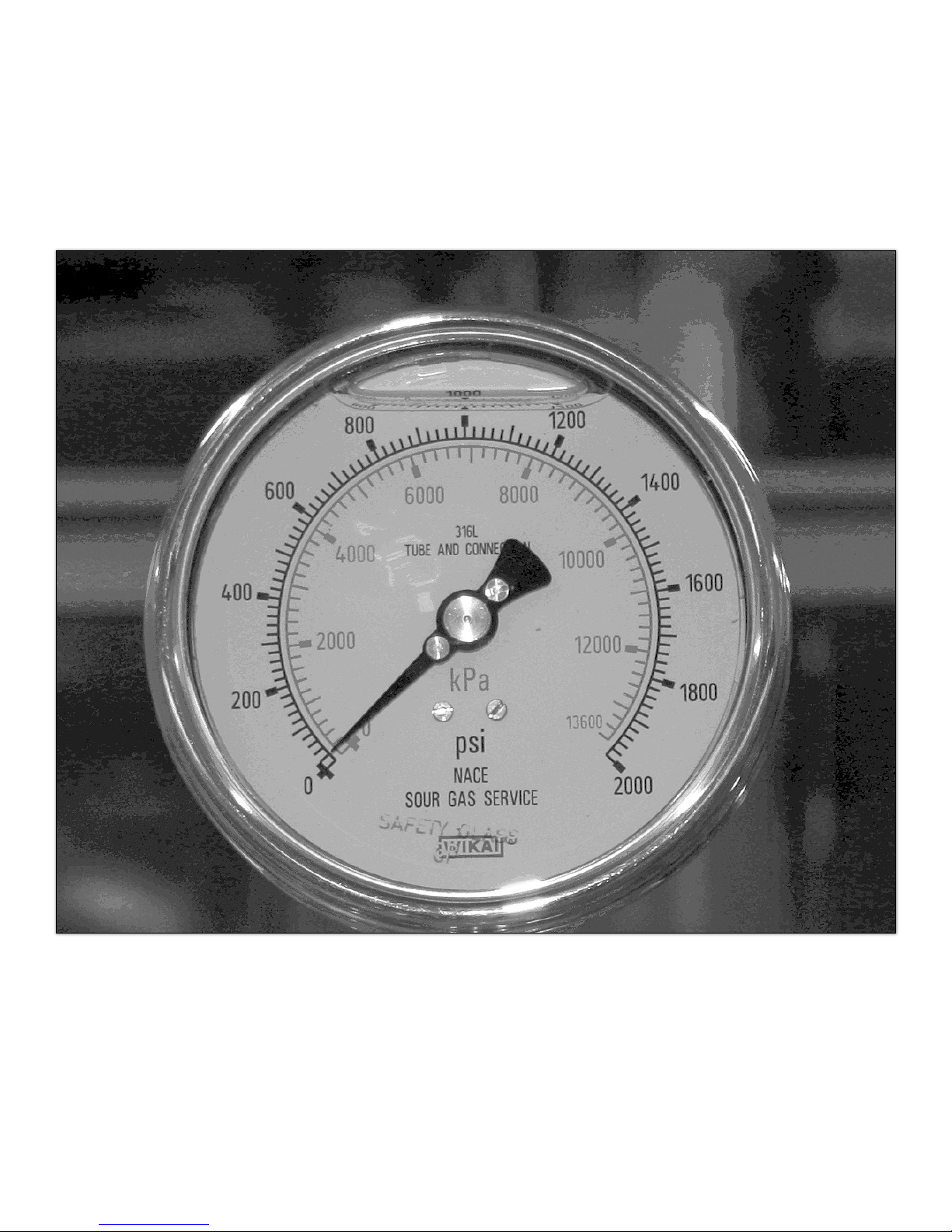
4.1.19 High pressure coil gauge
Page 42
(Figure 4.1.19)
Picture of pressure gauge above is the standard pressure gauge CWT uses on inlet
and outlet of high pressure coils to determine the gas pressure. For Compressed
Natural Gas (CNG) applications, the supplied gauge will have a scale to 5000
psig.
PN :: HEA -EVA P-MA NUAL-016 | 20170316

4.1.20 Liquid level gauge
COMPONENTS, SAFETIES, AND CONTROLS
Heat transfer fluid (50/50 water glycol mix)
(Figure 4.1.20)
Pictured above is the liquid level gauge, which indicates the availability of the heat
transfer fluid in the system. The level gauge is not meant to indicate proper working level; it is only for indication that there is fluid in the system.
PN :: HEA -EVA P-MA NUAL-016 | 20170316
Page 43

COMPONENTS, SAFETIES, AND CONTROLS
4.1.21 Exhaust vent
The exhaust stack cap supplied with the CWT heater is a residential, B-Vent style
stack cap. They come in six inch, eight inch, or 12 inch, depending on the
evaporator model.
The six inch stack has a high-wind stack cap with bird screen, while the eight and
12 inch stacks are both equipped with the bird screen.
Stacks are to be cleaned out (blown out) periodically as part of the routine
maintenance. B-vent stacks are double-walled galvalume and can dent very easily.
Proper care when installing the vent stack should be taken to prevent damage.
For assembly information please refer to Appendix E, F, G, and H.
B-vent for 140,000 BTU evaporator
6 inch
Page 44
B-vent for
315,000 / 385,000 BTU
B-vent for 770,000 BTU evaporator
12 inch
evaporator
8 inch
PN :: HEA -EVA P-MA NUAL-016 | 20170316

COMPONENTS, SAFETIES, AND CONTROLS
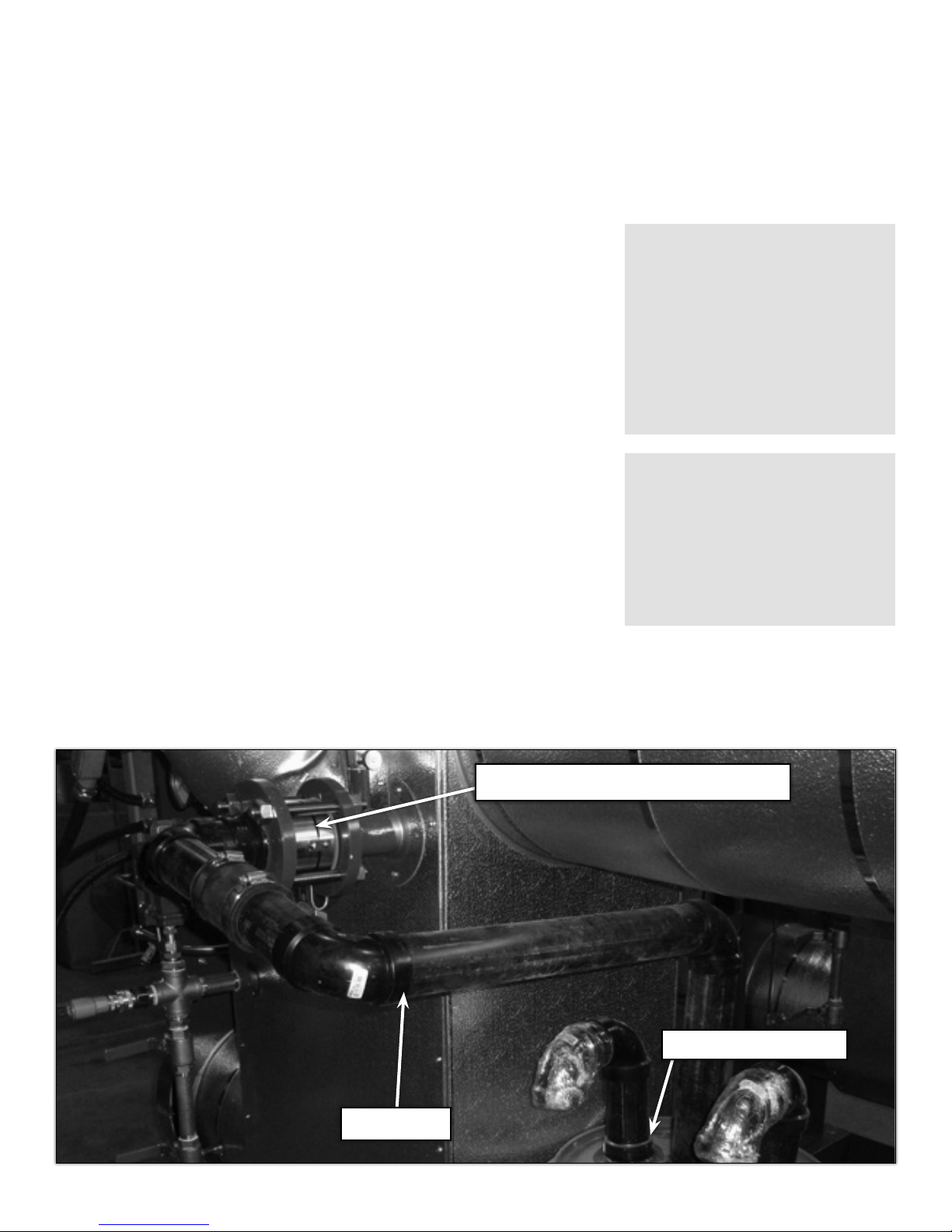
4.2 Condenser section (heat exchanger)
The condenser or heat exchanger is the part of the CWT Heater where the steam
condenses on the pressure coil that contains the cold gas. When the steam
contacts the cold pipe it releases latent heat by condensing to water. The water
falls back to the evaporator section by gravity. The energy released as the steam
condenses to water is significant. Just as it takes a significant amount of energy
to convert water to steam, a large amount of energy is released when the steam
condenses back to water. The inlet and outlet of the high-pressure piping is not
defined, either flow direction will result in an acceptable heat exchange.
Gas outlet/inlet
Gas inlet/outlet
(Figure 4.2)
PN :: HEA -EVA P-MA NUAL-016 | 20170316
Page 45

COMPONENTS, SAFETIES, AND CONTROLS
4.2 .1 The heat exchanger can
The condenser/heat exchanger can contains the pressure coil and provides the
vessel in which the steam is allowed to condense on the coil.
Inside the condenser can (photo below) the receivers at the far end support the coil.
Receivers to support the coil
Steam inlet
Condensate (water) outlet
Page 46
(Figure 4.2.1)
PN :: HEA -EVA P-MA NUAL-016 | 20170316
COMPONENTS, SAFETIES, AND CONTROLS
4.2.2 High-pressure process coil
The high-pressure coil is the device that contains the gas to be heated. It is a
registered pressure device built and certified in accordance with ASME B31.3
(pressure piping). The coil is typically a serpentine device as pictured below,
the cylindrical coils are helical spiral coils and adjacent to it are standard
high-pressure coils.
PN :: HEA -EVA P-MA NUAL-016 | 20170316
Page 47

COMPONENTS, SAFETIES, AND CONTROLS
Support
Page 48
(Figure 4.2.2) Note the nubs on the end of the coil.
These provide support and grounding for the coil inside the can
NOTE: High pressure coils are rated for: -20°F to 400°F (-29°C to 240°C).
For low temp applications: -50°F to 400°F (-45°C to 204°C).
PN :: HEA -EVA P-MA NUAL-016 | 20170316

START-UP PROCEDURE
5. Start-up procedure
Prior to start-up the unit combustion chamber and all gas fittings should be checked for gastightness and proper placement
as shifting can occur during shipping. All connections should be checked and verified by a gas fitter prior to supplying gas
to the unit. Deficiencies or issues should be recorded and noted, items requiring warranty or further investigation should be
relayed back to the Tecvalco factory immediately. On start up in very cold weather the boiler coil might be quite cold. Ensure
the unit is warmed up to higher than 0°C (32ºF) prior to pressuring up the coil. If the boiler is down in very cold weather and
there is no gas flow passing through the unit, the boiler should be isolated and the pressure reduced.
WARNING: Test atmosphere around the heater prior to lighting (procedure also on control box door). If an explosive mixture
exists locate and shut off the source of the fuel and ensure the flame arrestor is in place and secure.
1. Open main gas ball valve on the fuel gas supply.
2. Turn Robertshaw control valve to the “PILOT” position.
3. Depress pilot button.
4. Insert hand held ignitor into the ignition box in the control cabinet and depress the button, while still depressing the pilot
button. This causes a spark to jump across the pilot assembly. You should hear the sparking. Once the pilot lights you
will no longer hear the spark. It may take several minutes for the natural gas to reach pilot area, due to the length of fuel
gas supply line and the amount of trapped air.
5. Hold pilot button down for 30 seconds and then release.
6. Look through the site glass to confirm the pilot remained lit. If not, check that the valves on the fuel supply are open and
return to step four. If this problem persists press the reset on the ESD control and try again or check fuel gas
7. With established pilot turn Robertshaw control to the “ON” position.
8. Change the setting of the line temperature switch to force heater to light. The main gas control valve should open and
the heater should light.
On first light you may
get a slight burst of gas
because of air in line.
Turn to pilot for a
second and then back
to on. If the main burner
does not light, confirm
that all the dial type
switches are calling for
heat.
9. Once the evaporator is
operating, examine the
flame and note any
instability.
10. Use the CWT Line
Heater checklist
inspection form
(section 7.15) to record
the initial data.
11. For 385,000 and
770,000 Btu/hr:
Allow 5 minute
complete shutoff
before attempting to
re-fire.
PN :: HEA -EVA P-MA NUAL-016 | 20170316
Page 49

TYPICAL OPERATION
6. Typical operation
During the first operating cycle of the heater, allow the system to run. Monitor the
pressure, the discharge temperature and the level of heat transfer fluid in the sight
glass. During initial start up and during normal operation the level of heat fluid will
vary widely in the sight glass.
While the system is warming up, you will hear clattering and clanking inside the
evaporator, which is normal and due to thermal expansion of steel inside the
system and steam being percolated out of the glycol quickly. This should stop once
the heater reaches a temperature range of approximately 125 deg. F to 150 deg. F.
Once the evaporator is warm (the main flame bed turns on and off to keep the gas
warm) note the duration of the on and off cycles and the maximum and
minimum temperatures reached. The season and gas flow will determine the cycle
times; slow flow means long cycles and high flow mean short cycles. Use the
attached Inspection sheet (section 7.15)
If the evaporator appears not to be warming gas sufficiently consider increasing
the fuel pressure. Insufficient fuel gas will cause the unit to run constantly, and will not
heat properly. If the heater cycles off and on it has sufficient energy to heat the gas.
To achieve low flow rate setting, while burner is in operation, turn the knob
on the Robertshaw gas valve to reduce the input. The minimum and maximum
allowable inlet pressures are indicated on the rating plate inside the control
panel.
Page 50
PN :: HEA -EVA P-MA NUAL-016 | 20170316

6.1 Recommended control settings
CONTROL MINIMUM MAXIMUM RECOMMENDED
Steam (discharge) 76°C/170°F 95°C/200°F Start out at 170°F and
temperature (°C/°F) increase as the process
requires so that heater
control is by the line
temperature controller
and not the discharge
temperature controller.
The maximum setting is
20 0 °F.
ESD shutdown (°C/°F) 110°C/230°F 110°C /230°F Operate at 110º C/
230°F. If this trips
contact CWT.
TYPICAL OPERATION
Pressure switch 5 Psi/ 5 Psi/ This switch is factory set
(psig/kpa) 34.4KPa 34.4 KPa to 5 psig.
Line temperature 0°C/32°F 5°C / 41°F Depending on the
(°C/°F) conditions and the nature
of the gas set this as
required
(About 2°C/ 35°F)
OPTIONAL
Gas bundle outlet 24°C / 75°F 43°C / 110°F Depending on the
temperature (°C/°F) season. Summer 24°C /
(High Temp Shut Down) 75°F Winter 43°C/110°F
(Table 6.1)
Note: When multi-heating boilers are used on a heat exchanger, the line
temperature switches should be rotated, so that the single boiler is not always
the lead unit.
PN :: HEA -EVA P-MA NUAL-016 | 20170316
Page 51

TYPICAL OPERATION
6.2 Tuning the CWT Heater
The CWT Heater has a significant advantage over conventional systems in that it
has a high turndown capability. A CWT evaporator can run with fuel inlet
pressures varying between 3.5” WC (0.13 psi) and 14” WC (0.52 psi). This allows
the operator to set the cycle time of the boiler to best fit the load. Ideally, a
perfectly tuned heater would run 100 per cent of the time on the coldest day of the
year. In practice, a well-tuned Evaporator will typically cycle three to four times per
hour. Cycle time is determined by firing rate and load. The “on”, or firing, portion
of the cycle can be controlled by the firing rate. If the firing rate is increased this
will shorten the “on” part of the cycle. Flow and pressure drop through the station
controls the “off” part of the cycle.
Some general rules for tuning include:
• If possible, set the firing rate during high station load conditions and
let the boiler stabilize (warm up) before continuing.
• Fire at a high enough rate that the boiler will cycle at least three
times per hour.
• Fire at a high enough rate to ensure the stack temperature exceeds
130°C (266º F). Below this point incomplete combustion may occur
and “raining” may occur in the stack.
• Fire at a low enough rate that the stack temperature does not exceed
250°C (482º F). Above this would impair the boiler or stack.
• Obtain a combustion analysis and optimize the combustion.
Observe the flame and address any lifting and/or hunting. Consult Tecvalco for
advice.
6.3 Cycles
The CWT boiler normally operates with cycles on and off (figure 6.3a). The
nature of the cycle depends on the firing rate and load as well as the set points on
the controls primarily the gas temperature control. (See section 6.1)
When the boiler fires in response to a call for heat by the gas temperature control
the evaporators begin the process of boiling the water. As the steam
temperature and pressure increase more heat is delivered to the process gas.
Eventually the temperature of the gas reaches the set point of the gas
temperature control and the main burner shuts down. Upon shutdown, a large
amount of energy remains in the evaporator and the temperature of the gas will
continue to climb for some time (depending on the load). As a result the heater
tends to overshoot the set point by a few degrees. Similarly when the heater is off,
and the temperature is falling, when the gas line temperature control reaches the
set point (plus the dead-band) it will call for heat and the evaporator will fire. It
might undershoot the set point before the evaporator catches up.
Page 52
PN :: HEA -EVA P-MA NUAL-016 | 20170316

1 0 .0
G as Tem p (H eat er Off) G as Te m p (Hea ter F irin g)
Heater Off
Heater Firing
1
2
3
5
6
8
TYPICAL OPERATION
Gas Temperature Profile with CWT Line Heater (Illustrative Purposes Only)
8 . 0
7
6 . 0
4 . 0
2 . 0
Gas Temperature (°C)
0 . 0
-2 .0
4
-4 .0
-6 .0
0 1 2 3 4 5 6 7 8 9 10 1 1 1 2 1 3 14 1 5 1 6 1 7 1 8 1 9 2 0 21 22 2 3 2 4 2 5 26 27 2 8
PN :: HEA -EVA P-MA NUAL-016 | 20170316
(Approx. 8min)
(Approx. 5min)
Time
(Figure 6.3a)
Page 53

MAINTENANCE
WARNING:
Inspections and tests
included in this section may be
regulated by local, Federal, or
other jurisdictions. Please
review all applicable codes
and regulations prior to
conducting any activities on
CWT equipment.
7. Maintenance
WARNING: Never perform maintenance on the boiler when under operation or
hot. Please ensure that the unit is shut and cooled down for 25 minutes, and that all
fuel gas to the device has been shut off prior to performing any maintenance
operation.
ALWAYS assume that there is pressure in the system.
7.1 Maintenance schedule
It is suggested that the boiler should undergo a complete inspection, maintenance
and cleaning at least semi-annually (spring and fall). Use the following maintenance
checklist in conjunction with the CWT inspection sheet (section 7.15). The inspection can be done in connection with maintenance and can begin with a boiler that is
operating; however sufficient time should be available to allow the evaporator to cool
prior to the maintenance activities.
WARNING:
Performing pressure tests on
the system can be hazardous,
and should only be performed
by trained professionals.
Contact Tecvalco if you have
any questions.
WARNING:
Keep boiler area clear and free
from combustible materials,
gasoline and other flammable
vapors and liquids
Page 54
Service inspections
a. A poor adjusted or malfunctioning appliance can deposit soot and other
debris which can enter the vent system. The vent should be visually inspected at
least annually for the presence of deposits of soot or debris. Blow air through the
stack till no debris.
b. The heater must be periodically inspected by a qualified serviceman or
Tecvalco service technicians.
Inspection Checklist
qTake pictures of the complete heater.
qRecord heater serial number and coil serial number.
qShut heater off and let it cool down.
qEnsure vacuum is between -20 inches and -26 inches.
qCheck the glycol level in the sight glass.
qOpen the burner box door and take pictures of burner tray and burner box.
qRemove stack and take pictures of stack walls and top of fin tubes.
qRemove burner tray gas line and disconnect the pilot assembly by removing
the nut and drop the pilot assembly to the bottom of the combustion chamber.
qWhen burner tray is removed take pictures of bottom of fin tubes. If possible,
do a visual inspection.
qUse an air compressor to blow off top and bottom of fin tubes.
qOnce complete, do a visual inspection. If not clean, then repeat.
qUse a vacuum cleaner to clean up the bottom of burner box and, if possible,
the top of the fin tubes.
qTake pictures of cleaned-out burner box and top of fin tubes.
qClean burners from tray with air and check orifices to see if they are clean.
This may require disassembly.
qClean flame arrestor cell with air, or a water/soap solution until all openings
are free and clear.
qReassemble burner tray and install back in burner box. Hook up gas line and
pilot assembly. Ensure burner tray placement is proper. If required, contact
Tecvalco Ltd. personnel.
qCheck wires in burner box for defects. If necessary, replace.
qClose up burner box area, ensuring gaskets are properly in place.
qIf heater has cooled down enough, take glycol samples.
qWhen complete, relight heater using start-up procedure.
PN :: HEA -EVA P-MA NUAL-016 | 20170316

qOnce heater is up to temperature function test each switch, for temperature
controllers calibration please use a dry block.
qDischarge temperature switch. 170-200°F / 76-95°C. Set at required
temperature for process.
qHigh temperature ESD switch. 230°F / 110°C. Will require relight.
qLine temperature control switch. Set to desired temperature.
qPressure switch. Set at 5 psi.
qCheck millivolt readings.
qCheck temperature of gas at station outlet, as well as in and out of the coil
qCheck fuel pressure, in inches WC.
qCheck steam and stack temperature.
qPerform combustion analysis, if possible.
WARNING: Do not obstruct the flow of combustion and ventilation air.
7.2 Cleaning the flame arrestor
The flame arrestor on the evaporator should be inspected and cleaned at least semiannually in order to ensure that it is in good working order and that enough air is
provided to support proper combustion. In some cases more frequent cleaning may
be required. (Locations where large amounts of dust are present or
environmental factors). It is important to note that a clogged flame arrestor can
fail as a safety device and result in hazardous situations. Therefore, it is very important to clean the arrestor on a regular basis.
a. Ensure the evaporator is off prior to removing the flame arrestor.
b. Remove the flame arrestor and examine the cell – make sure that it is
not damaged.
c. Examine the gasket around the flange and ensure it is intact and in
good condition.
d. Use compressed air or nitrogen to blow out any dust or contaminants
that might be in the weave of the cell.
e. While the flame arrestor is removed inspect the burners – look
specifically for signs of scale and or soot.
f. Replace the flame arrestor; ensure that the cell fits tightly against
the back flange.
MAINTENANCE
SEMI-ANNUAL
WARNING:
Inspections and tests
included in this section may be
regulated by local, Federal, or
other jurisdictions. Please
review all applicable codes
and regulations prior to
conducting any activities on
CWT equipment.
SEMI-ANNUAL
7.3 Swordfish burner clean-up
For detailed assembly drawings, refer to Appendix I, J, K, and L.
1. Turn gas valve to pilot, then turn off main gas. Let cool.
2. Open heater door and disconnect main gas flex from burner
manifold. Unhook pilot gas line at Hylok fitting and remove burners
if possible. Disconnect pilot bracket from burner tray. This will allow
operator to remove the burner tray without having to disconnect the
wires.
3. Remove burners from unit.
4. Check the burner venturi ports are free of foreign particles (dust, lint
and debris).
5. Clean burners with bristle brush and/or vacuum cleaner. DO NOT
alter burner ports or pilot location.
6. If the fin tubes need to be inspected and cleaned go to section 7.4.
7. Reinstall burners in unit. Make sure front and rear of burners are
positioned correctly in burner support brackets.
PN :: HEA -EVA P-MA NUAL-016 | 20170316
The burner tray can be difficult
to remove as the combustion
chamber walls can slightly warp
due to heat. In this case, the walls
inside may be required to be
pushed get with a spreader bar to
accomodate burner tray removal,
WARNING:
Performing pressure tests on
the system can be hazardous,
and should only be performed
by trained professionals.
Contact Tecvalco if you have
any questions.
Page 55

MAINTENANCE
WARNING:
Inspections and tests
included in this section may be
regulated by local, Federal, or
other jurisdictions. Please
review all applicable codes
and regulations prior to
conducting any activities on
CWT equipment.
7.4 Inspecting and cleaning the fin tubes
The fin tubes should be inspected and cleaned semi-annually. It is suggested that
this be done before and after peak times (spring and fall, possibly).
1. Complete steps 1 to 3 of swordfish burner clean-up (7.3).
3. The stack will need to be turned to the side or removed for inspection
and cleaning of the top of the fin tubes.
SEMI-ANNUAL
4. Once the burner tray and stack have been removed, take pictures of
the fine tubes above and below, if possible. Note any problem areas
and contact Tecvalco.
5. Use an air compressor or compressed air to blow out the fin tubes
from the top down and then from the bottom up. Clean up any
particles from bottom of the heater and any scale still on the top of
the fin tubes. If needed, use a mirror to help in the inspection.
6. When cleaning is complete take pictures to note improvements.
7. Replace the stack and burner tray.
WARNING:
Performing pressure tests on
the system can be hazardous,
and should only be performed
by trained professionals.
Contact Tecvalco if you have
any questions.
Page 56
PN :: HEA -EVA P-MA NUAL-016 | 20170316

MAINTENANCE
7.5 Glycol sample procedure
Most CWT heaters are equipped with a double valve system, which will allow you
to take a glycol sample without losing an appreciable amount of vacuum.
The procedure is as follows:
1. Take the sample when the heater is cold, in summer if possible.
During operation the water and glycol separate and a sample will
have an unrepresentatively high amount of glycol.
2. Open the top valve and wait for 30 seconds.
3. Close the top valve and open the bottom to obtain the sample, close
the bottom valve
4. Repeat steps (2) and (3) at least two times. Such process would purge
and remove the fluid standing in the low spot and to get a sample.
5. Open the top valve.
6. Open the bottom valve for 3 seconds only. This allows the system
to pour back and bring fluid into the sample leg. Close both valves
7. Repeat steps 2 and 3 and obtain the required sample.
8. Note the vacuum pressure when complete.
9. For older Series II 140s with a temperature probe in the
sample port, sample times will be much greater.
10. NOTE: Glycol samples are acceptable if they meet the customers’
minimum freezing points.
SEMI-ANNUAL
Top valve
PN :: HEA -EVA P-MA NUAL-016 | 20170316
Bottom valve
(Figure 7.5)
Page 57
MAINTENANCE
NOTE: If through age or failure the
thermopiles can no longer generate
the power to operate the gas valve
they can be replaced quite simply. In
this case all the thermostats, controls
and safeties would shutdown.
SEMI-ANNUAL
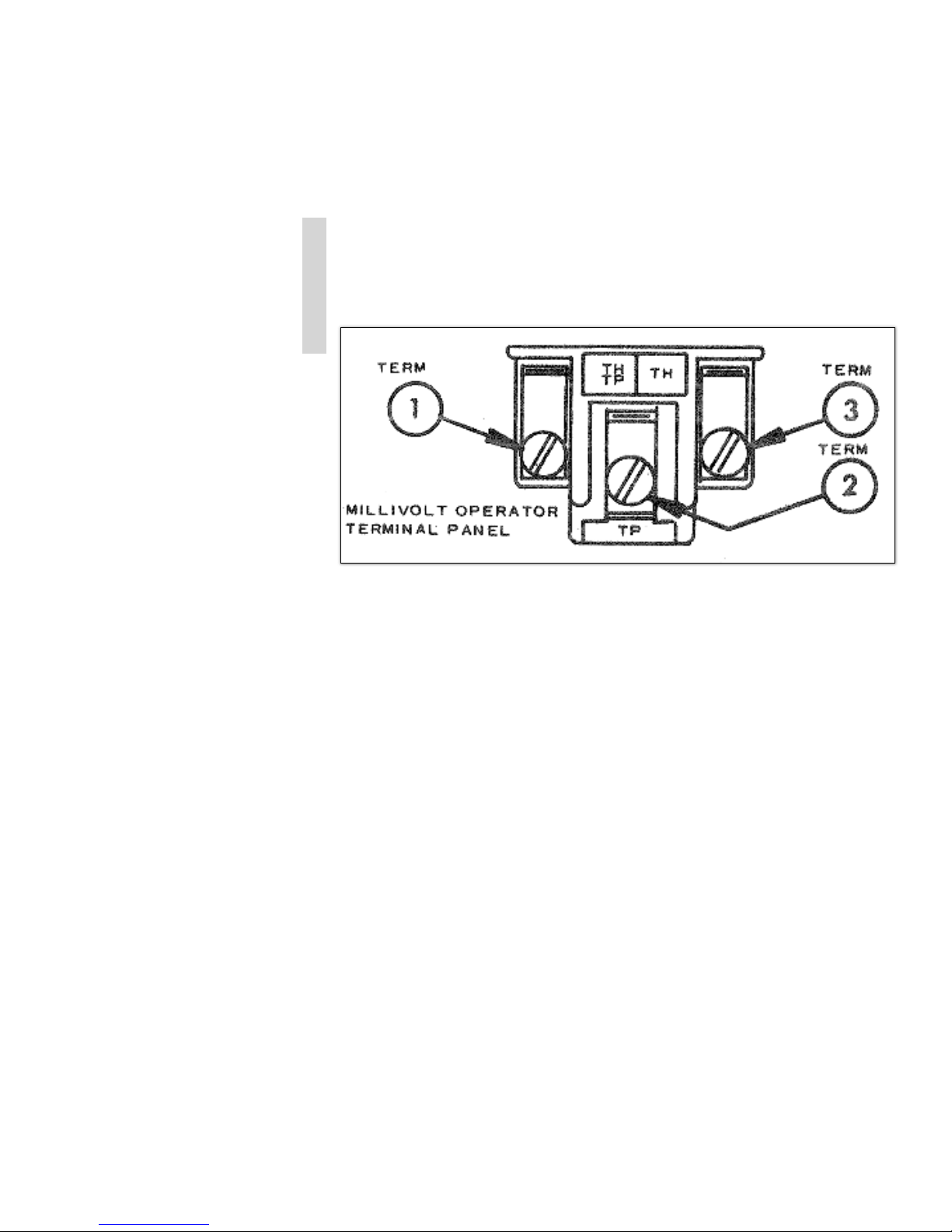
7.6 Testing the powerpiles
Test the powerpile assembly using the following procedure:
NOTE: Use a voltmeter set at 1000 mV
(Figure 7.6)
Test 1 – Complete system
Connect to terminals 2 and 3. Ensure the thermostats are calling for heat (turn
them up). Power should be >100 mV. The main burner should fire. If the voltage
>100 mV but the valve does not open replace the valve. If the power is <100 mV
proceed to test 2.
Test 2 – Thermopile output
Connect to terminals 1 and 2. The thermostats should not be calling for heat (turn
them down). The main burner is off the voltage should be > 325 mV. If it is less
replace the thermopiles.
Test 3 – System resistance
Connect to terminals 1 and 3. The thermostats should be calling for heat. The
main burner should be on. The reading should be < 80mV. If the reading is more,
clean the contacts and cycle the thermostats (to clean contacts).
Test 4 – Pilot dropout
Connect to terminals 1 and 2. Hold the pilot until the power level stabilizes. Shut
the pilot off and note at which point the magnet drops (should be between 120
and 30 mV (falling). If the dropout does not occur or occurs outside these points
replace the gas valve.
Page 58
PN :: HEA -EVA P-MA NUAL-016 | 20170316

MAINTENANCE
7.7 Procedure for testing high-pressure shutdown
1. Testing pressure switch (shutdown setting check).
2. Turn Robertshaw gas valve to off position. Give heater .5 hour to cool.
3. Close bottom valve (3) completely.
4. Remove plug from top valve (2), (releasing vacuum from the just
switch section, not all of unit).
5. Will require a pump or other to pressure test switch.
6. Unplug wire from terminal 1 on Robertshaw gas valve and wire from
high temperature ESD leading to pressure switch and connect
multimeter to wires (set meter at continuity). Add pressure and note
where contact closes.
7. Switch should cut out at set point of 2.5 psig- 5 psig (if settings
correct, reconnect the wires, replace plug, open valves turn
boiler back on. Valves must be ither opened all the way, or closed all
the way - otherwise the packing can leak.
SEMI-ANNUAL
WARNING:
Inspections and tests
included in this section may be
regulated by local, Federal, or
other jurisdictions. Please
review all applicable codes
and regulations prior to
conducting any activities on
CWT equipment.
Top Valve (2)
PN :: HEA -EVA P-MA NUAL-016 | 20170316
WARNING:
Performing pressure tests on
the system can be hazardous,
and should only be performed
by trained professionals.
Contact Tecvalco if you have
any questions.
Bottom Valve (3)
(Figure 7.7)
Page 59

MAINTENANCE
WARNING:
Inspections and tests
included in this section may be
regulated by local, Federal, or
other jurisdictions. Please
review all applicable codes
and regulations prior to
conducting any activities on
CWT equipment.
WARNING:
Performing pressure tests on
the system can be hazardous,
and should only be performed
by trained professionals.
Contact Tecvalco if you have
any questions.
7.8 Procedure to find possible leak
When required, the following checklist can be used to track down possible leaks.
qTurn heater off and let cool for one hour. This needs to be done or steam will
leave the system).
qRemove vacuum from system.
qDrain the gylcol from the system. Barrels will be required for this, so be sure
to check the size of system for the amount needed.
qUsing an air compressor, pressure system up to 10 psi MAX.
qSoap all fittings and areas that might be affected, including pressure relief
system.
qInspect areas for bubbles. Testing may require up to an hour.
qFix problem areas.
qRe-pull vacuum to -24 to -30 inches.
qPull in proper amount of glycol. Note, new glycol may be required, as old
fluid may have lost its water.
qRestart heater using start-up procedure.
7.9 Pulling vacuum (when required)
1. When pulling vacuum the unit must be empty. Sucking gylcol through
the vacuum pump can wreck the pump seals, etc.
2. Drain heater completely or make sure heater is drained.
3. Ensure that the system is cool and that neither the main burner nor
the pilot is running.
4. Connect the vacuum compressor (suction side) to the evaporator
vacuum valve.
5. Turn on the compressor, and then open the valve.
6. Continue evacuation of air until the vacuum gauge reaches –26”Hg.
(The higher the vacuum that is achieved in the system, the more
efficiently the system will operate).
7. Once sufficient vacuum is achieved, close the vacuum valve and shut
down the compressor. Remove the compressor connections and
re-install vacuum valve cap.
8. Record the pressure and temperature reading on the evaporator.
9. Allow unit to stand for 30 minutes.
10. Check to see if the pressure or temperature has dropped or varied
in any way.
11. If the pressure has increased with no change in temperature, there
is a leak in the system. If neither of the settings has changed,
proceed to the trouble shooting section.
NOTE: If there has been a vacuum leak on the heater you should assume
that much of the water in the fluid has been lost – in these cases it is
prudent to drain and replace the fluid.
Page 60
PN :: HEA -EVA P-MA NUAL-016 | 20170316
MAINTENANCE
7.10 Replacing damaged burst disk
When required, the following can be performed to replace a damaged burst disk.
1. Remove ABS pipe off burst disk holder and containment, then
remove ruptured disk by taking out all studs and nuts on holder.
2. Make sure sealing surfaces on both parts of holder are clean and
free of scaring, grooves, or debris. (If needed use steel wool to
clean).
3. When reinstalling disk make sure holders are evenly spaced all the
way around, and hand tighten studs equally.
4. All graphite rupture discs should be torqued as per the following
sequence:
a. First Pass: 5ft lbs
b. Second Pass: 10ft lbs
c. Third Pass: 15ft lbs
d. Fourt Pass (repeat three times): 22ft lbs
(NOTE: For HPX 90 style rupture disc and holder (SS): When
tightening use torque wrench, first pass should be 20ft lbs using
cross pattern, second pass use 65ft lbs making sure spacing is equal
all the way around for units installed with rupture disc holder.
5. Reinstall ABS pipe to disk holder and containment.
WARNING:
Inspections and tests
included in this section may be
regulated by local, Federal, or
other jurisdictions. Please
review all applicable codes
and regulations prior to
conducting any activities on
CWT equipment.
WARNING:
Performing pressure tests on
the system can be hazardous,
and should only be performed
by trained professionals.
Contact Tecvalco if you have
any questions.
(Note: For HPX 90 syle rupture discd holder (SS) (Note: For older style painted
rupture disc holders use a torque setting of 30ft lbs on first pass and 40ft lbs on second pass)
Burst disk holder containing burst disk
Containment system
ABS pipe
PN :: HEA -EVA P-MA NUAL-016 | 20170316
Page 61

MAINTENANCE
7.11 Drawing glycol into system
New water-glycol mixture should be used when adding fluid to a system, or for
new installs.
1. Remove the cap from the vacuum fitting.
2. Attach a vacuum hose to the fitting on the valve.
3. Insert the free end of the hose into the container of fluid mixture.
4. Open the valve to draw in fluid.
5. Close valve when the proper volume of fluid is drawn.
NOTE: Do not allow air to enter the system.
7.12 Recommended glycol volumes
The recommended glycol-water volumes for the CWT boiler are as follows. In
every case, when the evaporator is operating there should be fluid in the site glass.
If not please contact Tecvalco.
Heater Style Recommended fill volume 50/50
in Litres in Gallons
140 Integral 40 10.5
315 MK5 68 17. 9
385 MK6 95 25.09
770 160 42.2
( Ta b l e 7.11)
NOTE: Glycol volumes may change according to evaporator size
7.13 Glycol characteristics
The glycol in the CWT heating system is designed for freeze protection only. An
easy on-site check periodically can identify if the glycol needs to be changed. The
two main properties to look at are:
1) Freeze protection: ensure the glycol has adequate freeze protection
for the lowest anticipated ambient temperature for your installation
region.
Page 62
Page 62
2) PH: a pH higher than 11.5 can start to corrode internals in the CWT
system. Any pH higher than 11.5 constitutes a glycol change-out.
PN :: HEA -EVA P-MA NUAL-016 | 20170316

7.14 The gas bundle removal
When required by local jurisdictions and codes, the high-pressure coil should
be removed and inspected (this period might also vary depending on company
policy). Prior to removing the coil, contact Tecvalco for a replacement gasket and
recommended bolt torque values.
1. Ensure the heater is off and cooled. Pilot extinguished, Robertshaw
gas valve to off and main gas valve shut and locked out.
2. Carefully remove the insulation around the coil flange.
3. Ensure that no pressure exists in the unit.
3. Remove the coil from the heater.
4. Visually inspect the coil and the can interior for signs of corrosion
or damage.
5. Inspect coil as per appropriate codes (ASME, local corporate
and other).
6. Install new gasket.
7. Install studs and nuts, torque to appropriate specifications (call
Tecvalco) and establish vacuum.
MAINTENANCE
PN :: HEA -EVA P-MA NUAL-016 | 20170316
(Figure 7.12)
Page 63
Page 63

MAINTENANCE
7.15 Boiler checklist
CWT Heater Inspection Sheet
Company ______________________________________ Technician _________________________________________
Location _______________________________________ Date ______________________________________________
Model _________________________________________ Coil Serial Number _________________________________
Serial Number __________________________________ Coil CRN __________________________________________
Heater Status on arrival (running, on pilot, off, cold, etc.) _________________________________________________
Steam temp. (C when firing and warm)
Steam pressure (°Hg when firing and warm)
Gas in temp. (C when firing and warm)
Gas out temp. (C when firing and warm)
Stack temp. (C when firing and warm)
Station outlet temp. (C when firing and warm)
Glycol fluid level (trace, ¼, ½, ¾, Full)
Glycol appearance (take small sample)
Fuel pressure (inches WC)
Orifice size
Photos taken (burners, fin tubes)
Blow out cell and fin tubes
Millivolt Reading Control Settings
Side 1 Side 2
1 ________ ________ Discharge Temp. _____ °F
2 ________ ________ ESD Temp _____ °F
3 ________ ________ Line Temp. _____ °C
4 ________ ________ Pressure Switch _____ Psi
High Temp ____ _ °F
Combustion Analysis
O2 (%) _________________________ CO2 (%) ______________________________
CO (ppm) _______________________ Efficiency ______________________________
Excess Air (%) ____________________ Stack temperature (degrees F) ____________
Boiler firing rate (BTR/hr) ______________________________________________________________________________
Note condition of insulation, any scale or sign of moisture _________________________________________________
Note condition of B-vent to steel transition piece__________________________________________________________
Comments, please note any work done or adjustments made: _____________________________________________
____________________________________________________________________________________________________
____________________________________________________________________________________________________
____________________________________________________________________________________________________
____________________________________________________________________________________________________
____________________________________________________________________________________________________
____________________________________________________________________________________________________
Page 64
Page 64
PN :: HEA -EVA P-MA NUAL-016 | 20170316

PN :: HEA -EVA P-MA NUAL-016 | 20170316
Page 65
Page 65

TROUBLESHOOTING
WARNING:
Do not use this heater if any
part has been under water.
Immediately call a qualified
service technician to inspect the
heater and to replace any part of
the control system and any gas
control which has been under
wa ter.
8. Troubleshooting
The following is a list of common problems associated with the operation of the
CWT heater. This list is by no means all-inclusive. Please, feel free to contact
Tecvalco to assist with any problems that occur.
8.1 Heater inspection checklist
Please ensure that you completely fill out a copy of the CWT Heater Inspection
Checklist, found in section 7.15, as part of your troubleshooting efforts.
Page 66
PN :: HEA -EVA P-MA NUAL-016 | 20170316

8.2 Common problems and possible solutions
SYMPTOM
COMMON CAUSES
TROUBLESHOOTING
POSSIBLE CORRECTIONS
If pilot is out
If main burner
will not fire
Loss of fuel gas supply
Excessive pressure in system caused pressure
switch to activate
High temperature ESD switch issue
System has exceeded allowable pressure, and the
relief has failed, allowing water to escape.
Pressure switch issue
Unsteady or fluctuating flame
Weak powerpile voltage
Robertshaw gas valve magnet not holding
Line temperature control switch not wired correctly
System not requiring heat
Check fuel gas supply.
Review pressure shown on gauge. If excessive,
diagnose cause and fix.
Check high temperature ESD, and test functionality.
Inspect pressure relief and barrel for exited water.
Diagnose cause of over-pressure and fix. Replace or
repair pressure relief system.
Check pressure switch, and test functionality as per
s e cti o n 7.7.
Examine the flame. Is it steady or fluctuating? Is it
lifting off the burners? If so, the combustion may
need tuning. Contact CWT for advice.
Test the voltage to each powerpile. See section 7.6.
Use test 4 (pilot dropout) in section 7.6
Check wiring diagrams (found in section 4.1.5).
Check line temperature control switch to see if it is
turning on and off at desired temperature. Set to
appropriate temperature.
Problem with line temperature switch
Steam temperature exceeds setting of discharge
temperature switch
Loss of fuel gas supply
Weak powerpile voltage
Robertshaw gas valve magnet not holding
Heater has lost
Malfunctioning vacuum gauge
vacuum
* Always assume
unit is under
pressure until
Evaporator is hot with high steam pressure due to
operation
proven otherwise
PN :: HEA -EVA P-MA NUAL-016 | 20170316
Test functionality of switch. Repair or replace if
necessary.
Review steam temperature settings. May need review with CWT. Possible low- or zero-flow situation.
Check fuel gas supply.
Test the voltage to each powerpile. See section 7.6.
Use test 4 (pilot dropout) in section 7.6
Ensure that vacuum is lost and that vacuum gauge is
accurate.
Record steam pressure and steam temperature from
heater. Using these values, review table 10.19.
Page 67

TROUBLESHOOTING
SYMPTOM
Heater has lost
vacuum (con’t.)
Failure or release
of pressure relief
system
Gas is not being
heated to proper
temperature
COMMON CAUSES
System has exceeded internal pressure and relief
has failed.
Possible leakage of fittings, burst disc, switches,
etc.
Possible leakage in pressure relief system
System has exceeded allowable internal pressure
setting of relief system
Line temperature switch settings
Fuel gas pressure
Line temperature switch location
Gas piping insulation
POSSIBLE CORRECTIONS
Inspect pressure relief barrel for exited fluid. If
present, diagnose overpressure cause. Fix and
replace pressure relief system and all fluid.
Test system for leakages using procedure 7.8 and
7.10 .
Test system for leakages using procedure 7.8 and
7.10 .
Diagnose overpressure cause. Repair or replace
relief system and replace all fluids.
Check switch settings. Function test switches. Settings can be found on page 51. Check local codes.
Check fuel gas pressure. It may need to be turned
up or down, depending on requirements.
Check line temperature switch for proper location. Is
the switch placed just past the final pressure cut?
It is recommended that the piping be insulated. If it
is not, then the switch in the gas piping may pick up
ambient temperature.
Page 68
Page 68
Gas flow
Safety switch operation
Lost water/fluid
Check gas flow through coil. Potential zero- or lowflow through coil. See section 8.3.
Inspect switches in system to ensure no settings have
been exceeded.
Inspect glycol site glass for fluid level. Find cause
and fix.
PN :: HEA -EVA P-MA NUAL-016 | 20170316

8.3 Potential zero-flow application
The CWT Heater’s application is typically designed to sense the temperature of the
gas as it exits the gate station after the last pressure cut. If a zero-flow
situation exists (where no, or very little gas is flowing through the system) the probe
that is downstream from the facility can be subjected to ambient temperatures
below the set point of the control.
As there is minimal or zero flow, the now-heated gas will not flow past the probe,
and will not signal the heater to stop its firing sequence. With the external
insulation on the evaporators being very efficient, the heat being generated cannot
escape and the overall temperature and pressure within the evaporator and heat
exchanger will increase.
As this occurs certain safety devices will begin to operate:
1. The steam temperature will increase beyond the acceptable
temperature of the discharge temperature switch, causing the safety
device to open the circuit and stop the main flame from firing.
a) If the unit can release enough heat to the surroundings, the
temperature will drop and the discharge temperature switch will
automatically reset, allowing the heater to resume firing as
directed by the still cold downstream temperature probe.
2. If the heat can not be released then the pressure within the
evaporator and condenser will continue to increase, ultimately
surpassing the 3 to 5 psi range of the pressure switch. This will open
the electrical circuit, stopping the gas to the pilot and the main
burners, keeping the unit from firing. This removes all
electrical power from the evaporator and will not allow the system to
resume firing until it is visited by a field technician to investigate the
problem and physically relight the system.
NOTE: In earlier models the pilot light would have remained lit,
allowing it to re-fire once the pressure had dropped below the
3-5 psi set point.
3. Finally, as the unit continues to release the heat and generates steam
(even without a flame but potentially from the heat stored in the steel
of the housing etc.) the pressure may build to 15 psi at which time
the burst disk will rupture.
4. If there is still enough residual heat in the system after the burst disk
has failed, the glycol will continuing to increase its temperature and
its temperature may rise to a point in excess of the ESD setting,
causing the ESD to shut down. This will kill the pilot the main gas and
then “pop” the ESD button.
TROUBLESHOOTING
NOTE:
If the line temperature probe is
installed at the outlet of the
high-pressure coil “the set
temperature” must be set
accordingly.
A general rule is that for every
100 psi of pressure drop 7°F/-
13.9°C temperature drop.
For example, if a 500 psi pressure
drop is to occur the outlet
temperature of the coil should be
initially set 35°F above the
temperature required after the last
pressure drop i.e if a temperature
at 35°F/1.67°C is required after the
last pressure drop, the line
temperature control should initially
be set to 70°F/3.34°C.
The boiler should then be
monitored for proper operation.
PN :: HEA -EVA P-MA NUAL-016 | 20170316
Page 69
Page 69

OPTIONAL EQUIPMENT AND ACCESSORIES
9. Optional equipment and accessories
9.1 High-temperature shut down
There are three options.
Page 70
Page 70
(Figure 10.1)
PN :: HEA -EVA P-MA NUAL-016 | 20170316

9.2 High-temperature shut down installation drawing
OPTIONAL EQUIPMENT AND ACCESSORIES
PN :: HEA -EVA P-MA NUAL-016 | 20170316
Page 71
Page 71

OPTIONAL EQUIPMENT AND ACCESSORIES
THIS PAGE LEFT
INTENTIONALLY BLANK
Page 72
Page 72
PN :: HEA -EVA P-MA NUAL-016 | 20170316

10. Glossary
10.1 Low-pressure evaporator
An evaporator is a closed vessel in which water or other fluid is heated to
a gaseous state for heating applications. In the CWT evaporator the
pressure produced is less than 15 psi, hence it’s a low-pressure evaporator.
10.2 Inches of mercury:
In Hg or “Hg is a measuring unit for pressure”. It is defined as the pressure
exerted by a column of mercury of 1 inch in height at 32°F (0°C) at the
standard acceleration of gravity.
1 in Hg = 3,386.389 pascals at 0°C.
In English units: 1 in Hg = .491098 psi, or 2.036254 in Hg = 1 psi.
GLOSSARY
10.3 Pascal (pa):
It is a measure of force per unit area i.e. equivalent to one newton per
square meter or one joule per cubic meter.
10.4. Pressure (P):
Is the force per unit area applied to an object in a direction perpendicular
to the surface.
10.5 Gauge pressure:
Is the pressure relative to the local atmospheric or ambient pressure.
10.6 Inches water column:
Instead of using pressure as units of measurement, inches of water are
commonly used in airflow applications in HVAC (Heat, Ventilating and Air
Conditioning) because the pressure measurements are very minute.
10.7 British Thermal Unit (BTU):
The British Thermal Unit (BTU or Btu) is a unit of energy used in the power,
steam generation, heating and air conditioning industries. The term “BTU”
is used to describe the heat value (energy content) of fuels, and also to
describe the power of heating and cooling systems. One BTU is
approximately 1,054 - 1,060 joules (J).
10.8 MBTU:
One thousand BTU
10.9 MMBTU:
One million BTU
PN :: HEA -EVA P-MA NUAL-016 | 20170316
Page 73
Page 73

GLOSSARY
10.10 Latent heat:
is the amount of energy released or absorbed by a chemical
substance during a change of state (i.e. solid, liquid, or gas), or a
phase transition
10 .11 Vacuum:
A vacuum reference can be thought of as the opposite of a gage reference.
Vacuum references are notated with “V”, for example PSIV or “HgV”
10.12 Differential:
Differential pressure measurement is the difference between two unknown
pressures. Output is zero when the two pressures are the same, regardless
of magnitude. Differential pressures are notated as “D” (PSID).
10.13 Absolute:
As previously described, the zero point of an absolute reference is the
absence of all matter. There is no pressure at absolute zero. All absolute
pressure measurements made are therefore positive. Absolute pressure
measurements are abbreviated with an “A”. For example, 0 PSIA o6 6”HgA.
10.14 Gage:
To ignore the effects of changing weather, altitude or depth, a “Gage”
pressure reference is sometimes useful. This reference measures
pressure relative to the local atmosphere. Changes in local atmospheric
pressure occur due to weather, or if the instrument is moving because of
changes in altitude and/or depth. Gage pressure is denoted as “G” or
PSIG.
10.15 Heat required to raise the temperature of a material:
Page 74
Page 74
Q1 = Heat required to raise temperature
W = Pounds of material
CP = Specific heat of material (Btu/lb-ºF)
T = Temperature rise of material
(TFinal - TInitial) ºF
PN :: HEA -EVA P-MA NUAL-016 | 20170316

10.16 SCFH:
Standard Cubic Feet per Hour
10.17 Common PSI Conversions
1 PSI = 27.68”WC (inches of water column)
1 PSI = 2.036”Hg (inches of mercury)
1 PSI = 51.715 mmHg or Torr
1 PSI = 0.068947 Bar
1 PSI = 0.06804 Atmospheres
(Note that 1 Bar is not exactly 1 atmosphere)
1 PSI = 6.8947 Kilo Pascals or KPa
1 PSI = 0.0703 Kg/cm2
1 PSI = 2.307 feet of water
GLOSSARY
10.18 Peak load:
Measurement of the maximum amount of energy delivered at a
point of time
10.19 Flue gas:
Combustion gases that are vented to the atmosphere. The equation below
providesanapproximationofthepressuredifference,ΔP,(betweenthe
bottom and the top of the flue gas stack) that is created by the draft.
ΔP = Available pressure difference, in Pa
C = 0.0342
a = Atmospheric pressure, in Pa
h = Height of the flue gas stack, in m
To = Absolute outside air temperature, in K
Ti = Absolute average temperature of the flue gas inside the stack, in K
PN :: HEA -EVA P-MA NUAL-016 | 20170316
Page 75
Page 75
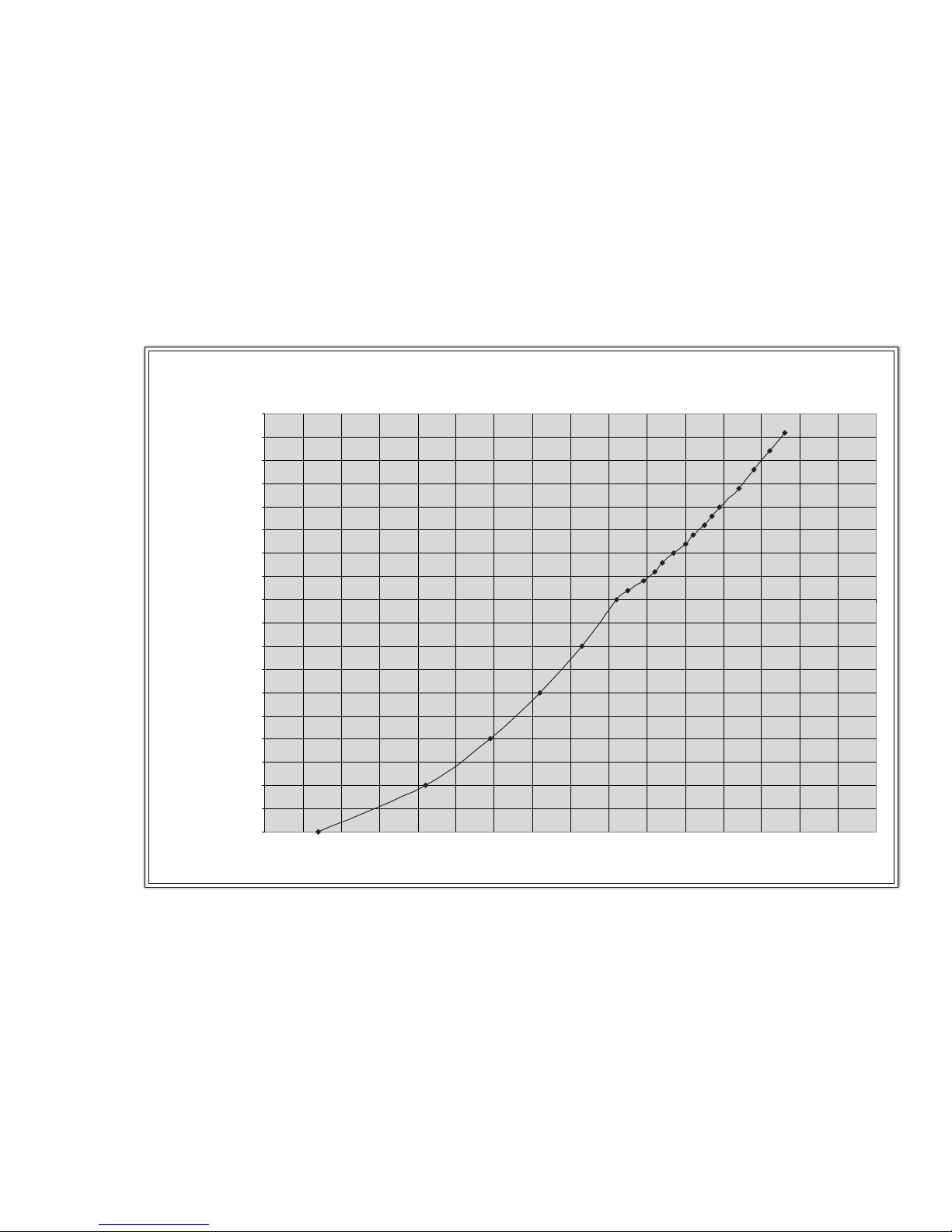
GLOSSARY
10.19 CWT pressure and temperature chart
This chart can also be used as a diagnostic tool as the pressure and temperature
of the CWT boiler steam chamber should fall on this line. If the steam
temperature and pressure do not meet the line, there might be a problem, which
requires further investigation.
Boiling Point of Water at various Pressures - Gauge Pressure
(Vacuum and Positive Pressure)
20
17.5
15
12.5
10
7.5
5
2.5
0
120/49
-2.5
-5
S te am Pre ss ur e
-7.5
-10
-12.5
(po si tive i n PS I - nega tive i n I NH G)
-15
-17.5
-20
-22.5
-25
130/54
140/60
150/66
160/71
170/77
180/82
190/88
200/93
210/100
220/104
B oi ling P oi nt of Wa te r Temper at ure D eg F / Deg C
230/110
240/116
250/121
260/127
270/132
280/138
Page 76
Page 76
The CWT boiler typically operates with negative pressure (vacuum), and is
usually in the range of –20 to –26 In Vacuum Hg or below 0 psig. If a CWT
heating Evaporator is operating at close to 0 psig and close to 100°C (212°F) it
may be the result of very low process load or an indication of a loss of vacuum.
In every case, the most important indicator of the condition of a CWT boiler is the
pressure and temperature in the evaporator.
Another very important measure is the temperature of the process gas in and out
of the evaporator. There should be a significant increase in the temperature of the
high-pressure gas as it passes through the evaporator.
PN :: HEA -EVA P-MA NUAL-016 | 20170316

SPARE PARTS LIST
11. Spare parts list
Associated Evaporator Model Part Number Description
140, 315, 385, 770 BAR-PLA-30 30 Gal Plastic Barrel c/w Lid
140, 315, 385, 770 BOL-LYNCHPIN-.188 3/16” Lynch Pin
140, 315, 385, 770 BUR-B-.438-27 7/16” Spud Orifice Brass
140, 315, 385, 770 CTR-CCS-646GZE1-7011 Pressure Switch w/SST Diaphragm
140, 315, 385, 770 COS-DOW-340 Heat Transfer Compound
140, 315, 385, 770 CTR-PADTHERM Pilot Assembly Double Thermopile
140, 385, 770 CTR-SP-289L-41 Fisher 289L Relief Valve
140, 385, 770 CTR-SP-HSR-CHCBMYY Fisher HSR Regulator w/1/2” Orifice
140, 315, 385, 770 CTR-SS-700-C506 Robertshaw Gas Valve
140, 315, 385 CTR-L4008E-1263 High Temp Discharge Controller w/ESD
140, 315, 385, 770 GAU-2.5-.25B-M30-30P-L Vacuum Gauge
140, 315, 385, 770 GAU-4-.5B-2000P 4” x 1/2” 0-2000 Psi BM Gauge (Inlet/Discharge)
140, 315, 385, 770 GAU-INCH-2.5-.25-0-15 2-1/2” x 1/4” 0-15 Inch Gauge
140, 315, 385, 770 HEA-EVAP-MANUAL Evaporator Instruction Manual
140, 315, 385, 770 HEA-IGNBOX-ASSY 4” x 4” x 2” CWT Ignition Box
140, 315, 385, 770 HEA-IGNHH-ASSY CWT Portable Hand Held Ignitor
140, 315, 385, 770 HOS-GFAH-.75-18 3/4” x 18” F x F Flex hose
140, 315, 385, 770 VAV-NDL-MXF-.25 1/4” CS MxF Needle Valve
140, 315, 385, 770 VAV-NDL-MXF-.5 1/2” CS MxF Needle Valve
140, 315, 385, 770 WIR-SHCAB-1P-18G 18 Ga x 1 Pair Shielded Cable
140, 315, 385, 770 WIR-SPW-7MM-HD 7mm HD Spark Plug Wire
140, 315, 385, 770 CTR-BPLT-2 2” Burst Plate (Old Style)
140, 315, 385, 770 HEA-BDISK-PAI-ASSY Burst Plate Paint Assembly (Old Style)
140, 385, 770 CTR-BPLT-2-HPX-90 2” Burst Plate (Old Style)
140, 385, 770 CTR-BPLT-2-HPX-90HOLDER SS Burst Plate Holder (SS Old Style)
140, 385, 770 CTR-GRAPHITE-RUP-DISC-2 2” Graphite Rupture Disc
140, 315, 770 BUR-SFB-098044-000 Swordfish Burner Orifice Cover
140, 770 BUR-SFB-098047-000 Swordfish Burner B&G
315, 385 BUR-SFB-81F94 Swordfish Burner Lennox
140, 315, 385 CTR-SS-T675A-1102 Discharge Temp Controller
140, 315, 385 CTR-SS-T675A-2084 Line Temp Controller
140, 315, 385 GAU-3-6-50-500-S 3” x 6” 50-500 Deg Gauge (Stack Temp)
140, 315, 385 THR-SS-.75-.5-4-.250 3/4” x 1/2” x 4” x .250 SS THR
140, 315, 385 HEA-4-SGLASS-PAI-ASSY 4” Sight Glass Paint Assembly
140, 385 THR-S304-1-.5-U16.5-.755 -.550 1” x .5” x 16.5”U x .755R x .550B
140, 770 THR-SS-.75-.5-12-.250 3/4” x 1/2” x 12” x.250 SS THR
315, 385 FIR-BVENT-8-3 8” x 3’ B-Vent Section
315, 385 FIR-BVENT-8-5 8” x 5’ B-Vent Section
315, 385 FIR-BVENT-RAINCAP-8 8” B-Vent Rain Cap
315, 385 GSK-NA1001-RD-12.5-8.625-8 12.5 “Od x 8.625”id 8 hole gasket
315, 385 HEA-BVENT-SUPPORT-8 8” Bvent Stack Support
PN :: HEA -EVA P-MA NUAL-016 | 20170316
Page 77
Page 77
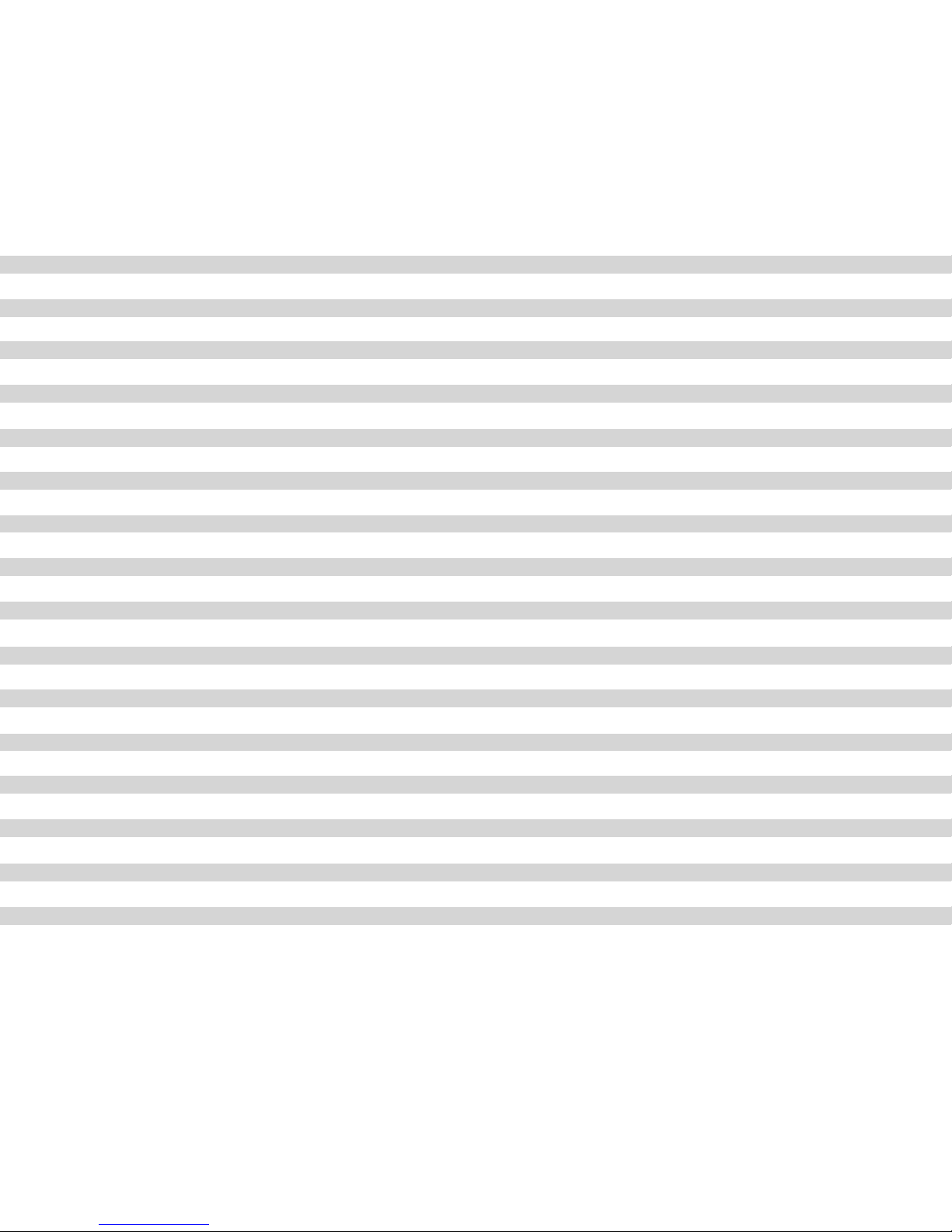
SPARE PARTS LIST
315, 385 GSK-304SS-FLEX-150-3 3” 150# 304SS Flex Gasket
315, 385 THR-SS-.75-.5-4-.512 3/4” x 1/2” x 4” x .512 SS THR
315, 770 THR-S304-.75-.5-U7.5-.755 -.550 3/4” x 1/2” x 7.5”U x .755R x .550B
770 HEA-6-SGLASS-PAI-ASSY 6” Sight Glass Paint Assembly
140 FIR-BVENT-6-5 6” x 5’ B-Vent Section
140 FIR-BVENT-HWCAP-6 6” Hi-Wind Cap
140 FLA-FAFBC-15-4C 15” Flame Arr. Flash Back Cell
140 FLA-FAFP-15 15” Flame Arrestor Face Plate
140 GAU-3-12-50-500-S 3” x 12” 50-500 Deg Gauge (Heater Temp)
140 GAU-3-4-M40-160-S 3” x 4” 40-160 Deg Gauge (Gas Coil Temp)
140 GSK-NA1001-RD-14.75-13.25 CWT Ring gasket
140 HEA-140-2-1100 Stack Support Arm, 140 Heater
140 GSK-GR-RD-20.5-14.125-26 20.5 ODx14.125ID 26H Graphite
140,770 THR-SS-1-.5-12-.512 1” x 1/2” x 12” x .512 THR
315 FLA-FAFBC-16-4C 16” Flame Arr. Flash Back Cell
315 GSK-NA1001-RD-15.875-14.5 MK5 Flame Cell seal gasket
315 GSK-NA1001-MK5-DOOR MARK 5 DOOR GASKET
385 FLA-FAFBC-18-IC 18” FA Flash Back Cell w/InCou
385 GSK-NA1001-RD-17.875-16.625 Flame Cell Seal Gasket, MK6
385 GSK-NA1001-MK6-DOOR MK6 DOOR GASKET
770 GSK-NA1001-RT-47/43-24/20 770 RECTANGULAR DOOR GASKET
770 CTR-SS-T678A-1361 Discharge Temp Controller
770 CTR-SS-T678A-1163 Line Temp Controller
770 FIR-BVENT-12-3 12” x 3’ B-Vent Section
770 FIR-BVENT-RAINCAP-12 12” B-Vent Rain Cap
770 GSK-NA1001-RD-16-12.625-12 16”OD X 12.625”ID 12 HOLE GASKET
770 FLA-FAFBC-20-4C 20” Flame Arr Flash Back Cell
770 GSK-304SS-FLEX-150-4 4” 150# 304SS Flex Gasket
770 GSK-NA1001-RD-20-18.625 20”ODx18.625”ID Gasket
770 HEA-770-2C-800A Stack Adapter Assembly
770 GAU-3-9-50-500-S 3” x 9” 50-500 Deg Gauge
770 THR-SS-.75-.5-9-.250 3/4” x 1/2” x 9” x .250 SS THR
Page 78
Page 78
PN :: HEA -EVA P-MA NUAL-016 | 20170316

SPARE PARTS LIST
Options
140,315,385 CTR-COIL-HTSD-1F High Temp Shut-down, Ferenheit
770 CTR-COIL-HTSD-2F High Temp Shut-down, Ferenheit
140,315,385 CTR-COIL--HTSD-1C High Temp Shut-down, Celsius
140,315,385,770 CTR-SS-93560 6 cfm vacuum pump
140,315,385,770 CTR-SS-19310 3/8 inch vacuum pump hose
140,315,385,770 COS-OIL-4383-01 Oil for vacuum pump, 4 litre container
140,315,385,770 CTR-SP-T14399T0012 HSR spring, 6” wc to 8” wc (Yellow)
140,315,385,770 CTR-SP-T14405T0012 HSR spring, 8” wc to 10” wc (Black)
140,315,385,770 CTR-SP-T14400T0012 HSR spring, 10” wc to 12.5” wc (Silver)
140,315,385,770 CTR-SPT14401T0012 HSR spring, 12.5” wc to 20” wc (Gray)
PN :: HEA -EVA P-MA NUAL-016 | 20170316
Page 79
Page 79

WARRANTY
12. Equipment warranty -
repair and return procedure
This warranty shall apply to items manufactured by Tecvalco, and supplied to Buyer
for use within a Tecvalco authorized distribution territory. Items manufactured
by Tecvalco and supplied to the Buyer for use in locations within Canada or the
United States are subject to the equipment warranty as applicable.
Warranty
During the warranty period subject to the limitations herein, Tecvalco warrants that
the product manufactured by any Tecvalco company and supplied to Buyer by
Tecvalco or through an authorized Tecvalco distributor shall be free from defects
in materials and workmanship and will conform to applicable specifications and
drawings. This warranty extends only to the original end use customer and is not
transferable. Tecvalco’s liability herein, whether based upon breach of warranty
or contract or negligence in manufacture, shall be limited to replacement, repair
or refund of a prorated purchase price paid by Buyer at Tecvalco’s election of all
such defective or nonconforming items, provided that this warranty shall apply only
where Buyer has given Tecvalco written notice of such defects or nonconformity
within the applicable warranty period after delivery by Tecvalco of such items to the
Buyer. In no event shall Tecvalco’s total liability hereunder exceed the price paid
by Buyer to Tecvalco for such item. Tecvalco shall have the right prior to return to
inspect at Buyer’s facility any items claimed to be defective or nonconforming.
Warranty Period
The warranty period for Tecvalco manufactured products commences from the
date of invoice to the Buyer and except as noted below, continues for a period of
18 months (the Warranty Period). Exceptions to this warranty period are as follows:
items not manufactured by Tecvalco will carry the remaining warranty and related
terms and conditions of the original manufacturer, where enforceable.
The foregoing constitutes the sole and exclusive remedy of the Buyer and exclusive liability of Tecvalco and is in lieu of any and all other warranties expressed or
implied or statutory as to merchant liability, fitness for purpose sold, description,
quality, productiveness or any other matter. Without limiting the foregoing, in no
event shall Tecvalco or its suppliers be liable to Buyer for any incidental, special,
punitive, exemplary or consequential damages experienced by either Buyer or a
third party (including, but not limited to loss of profits or loss of use). Tecvalco is not
liable for damages for any cause whatsoever (whether based in contract, tort, or
otherwise) in excess of the amount paid for the item.
Page 80
Page 80
PN :: HEA -EVA P-MA NUAL-016 | 20170316

Returns
Repair of all defective or malfunctioning products by Tecvalco will be made at a
location determined solely by Tecvalco. Return authorization must be obtained in
writing from Tecvalco including those for repair, Buyer’s rights to repair or
replacement are governed by this warranty.
Shipping
The Buyer shall pay the cost of shipping the products from the Buyer’s facility to
a Tecvalco designated repair location. Tecvalco will return repaired or replaced
equipment at Buyer’s cost to the Buyer’s facility. Buyer shall be responsible for
payment of customs duties, importation fees, VAT or other like charges.
Repair Charges
In-warranty period repairs will be made at no charge to Buyer provided that failure
is not due to misuse, mishandling, or act of God. An in-warranty product that is
returned for repair and found not to be defective or malfunctioning or for which
failure is caused by misuse, mishandling, or act of God, shall be subject to
Tecvalco’s actual costs for testing and handling.
WARRANTY
The costs of out-of-warranty repairs including return shipment are subject to
charges as quoted by Tecvalco. Buyer’s acceptance of these charges is necessary
before repairs will be made. Return shipping shall use the most economical
shipment means available. Upon request of the Buyer, Tecvalco will use other
means of shipment, in which case Buyer shall pay the cost of shipping directly.
Repair Warranty
Repair work performed on in-warranty products is warranted for the remainder of
the original warranty period or six (6) months, whichever is greater. Repair work
performed on out-of-warranty equipment is warranted for six (6) months from
the date of shipment of the repaired unit from Tecvalco. This six (6) month period
covers only the actual repair(s) made to the product and is exclusive of potential
non-related faults that may occur during the six (6) month period.
Alteration to Equipment Purchased
Modification or alteration to purchased products by anyone, other than that
specifically authorized by Tecvalco, shall void and nullify, in its entirety, all warranty
provisions set forth in the preceding.
Engineering Changes
Tecvalco reserves the right to upgrade and modify product items ordered without
prior approval or modification to Buyer and without incurring any obligation or
liability to make the same or similar changes in items previously manufactured.
Post-Sale Support
Please contact your authorized Tecvalco distributor or call Tecvalco Technical
Support at 1-877-879-4748.
PN :: HEA -EVA P-MA NUAL-016 | 20170316
Page 81

APPENDIX A:
CWT 140,000 BTU/HR EVAPORATOR PACKING LIST
ITEM PART NUMBER PART TITLE PART DESCRIPTION QTY
1 CTR-SP-289H-41 289 BP FISHER REGULATOR 1” NPT, 1-4.5p 1
2 CTR-SP-HSR-CHCBMYY HSR REGULATOR HSR-1/2” ORIFICE, 10”-12.5” w.c. 1
3 FIC-CLMA1216-S316 90 DEG ELBOW 3/4”T x 1”NPT SST ELBOW 90 1
4 FIT-SST-BUSH-1-.25 BUSHING 1” x 1/4” SCH40 SST BUSHING 1
5 FIT-SST-NIP-1-2 NIPPLE 1” x 2” SCH40 SST NIPPLE 2
6 FIT-SST-NIP-1-4 NIPPLE 1” x 4” SCH40 SST NIPPLE 1
7 FIT-SST-NIP-1-6 NIPPLE 1” x 6” SCH40 SST NIPPLE 1
8 FIT-SST-TEE-150-1 TEE 1” 150#NPT 316 TEE 2
9 GAU-INCH-2.5-.25-0-15 GAUGE 2-1/2” x 1/4” 0-15 INCH GAUGE 1
10 VAV-SS-B-1-2000-T-FP BALL VALVE 1” 2000# SS FP BALL VALVE 1
11 CLA-GEAR-10 GEAR CLAMP 10” CLAMP 1
12 FIR-BVENT-6-3 EXHAUST STACK 6” x 3’ B-VENT SECTION 1
13 FIR-BVENT-6-5 EXHAUST STACK 6” x 5’ B-VENT SECTION 1
14 FIR-BVENT-HWCAP-6 EXHAUST STACK 6” HI-WIND CAP 1
15 HE A-140-2-1100 EXHAUST STACK STACK SUPPORT ARM, 140 HEATER 1
16 BOL-GR5-.5-1.5 BOLT NC, GR ADE 5, 1/2” x 1-1/2” 14
17 WAS -GR5-F-.5 WASHER 1/2” GRADE 5 FLAT WASHER 4
18 WAS -GR5-L-.5 LOCK WASHER 1/2” GRADE 5 LOCK WASHER 2
19 CTR-HIGH-TEMP-SHUT-DOWN ASSEMBLY HI-TEMPERATURE SHUT DOWN ASSEMBLY AS REQUIRED
20 CTR-SS-T675A-2084 REMOTE TEMP CONTROL T675A-2084 Honeywell Ins.Thm. 1
21 ELE-A10P8 ELECTRICAL PANEL PANEL, 8” x 6” 1
22 ELE-BOX-A1086CHQRFG ELECTRICAL BOX HOFFMAN 10x8x6 FIB JB 1
23 FIE-5232 CONDUIT C16104 STR LIQ TIGHT CON 1/2” 2
24 FIE-AL-NIP-.5-C NIPPLE 1/2” x CLOSE ALUMINUM NIPPLE 1
25 FIE-CSA050-30 FLEX CONDUIT 1/2” LIQUID TITE FLEX CONDUIT 5.25 m
26 FIE-GK50N ENCLOSURE 1/2” GK50N ENCLOSURE 35/85 GSK 1
27 FIE-K50A BACK PLATE 1/2” ALUM K50A BLANK BACKPLATE 1
28 FIE-LB50A ALUMINUM CONDUIT 1/2” LB50A ALUMINUM COND BODY 1
29 FIE-ST-050-464 CONNECTOR 1/2” STO50-464 STAR TECK CONN 2
30 FIE-UNY50NRA UNION 1/2” XP ALUM. UNION UNY50NRA 1
31 GAU-4-.5B-2000P GAUGE 4” x 1/2” 0-2000 PSI BM GAUGE 2
32 HEA-EVAP-MANUAL-006 MANUAL EVAP MANUAL REVISED, REV 6 1
33 HEA-QA-MANUAL MANUAL QUALITY ASSURANCE MANUAL 3
34 NUT-GR5-.5 NC NUT 1/2” GR ADE 5 NC NUT 2
35 NUT-LOCK-.75 LOCK NUT 3/4” LOCK NUT 3
36 THR-THERMOWELL TBD BY SALES
37 WIR-SHCAP-1P-18G CABLE 18 GAUGE x 1 PAIR SHIELDED CABLE 31 m
Page 82
PN :: HEA -EVA P-MA NUAL-016 | 20170316

APPENDIX B:
CWT 315,000 BTU/HR EVAPORATOR PACKING LIST
ITEM PART NUMBER PART TITLE PART DESCRIPTION QTY
1 CTR-SP-289H-41 289 BP FISHER REGULATOR 1” NPT, 1-4.5p 1
2 CTR-SP-HSR-CHCBMYY HSR REGULATOR HSR-1/2” ORIFICE, 10”-12.5” w.c. 1
3 FIC-CMC1216N-S316 CONNECTOR 3/4” T x 1” MNPT SS CONNECTOR 1
4 FIT-SST-BUSH-1-.25 BUSHING 1” x 1/4” SCH40 SST BUSHING 1
5 FIT-SST-NIP-1-2 NIPPLE 1” x 2” SCH40 SST NIPPLE 2
6 FIT-SST-TEE-150-1 TEE 1” 150#NPT 316 TEE 2
7 GAU-INCH-2.5-.25-0-15 GAUGE 2-1/2” x 1/4” 0-15 INCH GAUGE 1
8 VAV-SS-B-1-2000-T-FP BALL VALVE 1” 2000# SS FP BALL VALVE 1
9 FIR-BVENT-8-3 EXHAUST STACK 8” x 3’ B-VENT SECTION 1
10 FIR-BVENT-8-5 EXHAUST STACK 8” x 5’ B-VENT SECTION 1
11 FIR-BVENT-RAINCAP-8 EXHAUST STACK 8” B-VENT R AIN CAP 1
12 HE A-BVENT-SUPPORT-8 EXHAUST STACK 8” BVENT STACK SUPPORT 1
13 BOL-GR5-.5-1.5 BOLT NC, GR ADE 5, 1/2” x 1-1/2” 12
14 NUT-GR2-.5 NC NUT 1/2” GR ADE 2 NC NUT 12
15 WAS -GR5-F-.5 WASHER 1/2” GRADE 5 FLAT WASHER 24
16 CTR-HIGH-TEMP-SHUT-DOWN ASSEMBLY HI-TEMPERATURE SHUT DOWN ASSEMBLY AS REQUIRED
17 GAU-3-6-50-500-S GAUGE 3” x 6” 50-500 DEG GUAGE 1
18 CTR-SS-T675A-2084 REMOTE TEMP CONTROL T675A-2084 Honeywell Ins.Thm. 1
19 ELE-A10P8 ELECTRICAL PANEL PANEL, 8” x 6” 1
20 ELE-BOX-A1086CHQRFG ELECTRICAL BOX HOFFMAN 10x8x6 FIB JB 1
21 FIE-5232 CONDUIT C16104 STR LIQ TIGHT CON 1/2” 2
22 FIE-AL-NIP-.5-C NIPPLE 1/2” x CLOSE ALUMINUM NIPPLE 1
23 FIE-CSA050-30 FLEX CONDUIT 1/2” LIQUID TITE FLEX CONDUIT 5.25 m
24 FIE-GK50N ENCLOSURE 1/2” GK50N ENCLOSURE 35/85 GSK 1
25 FIE-K50A BACK PLATE 1/2” ALUM K50A BLANK BACKPLATE 1
26 FIE-LB50A ALUMINUM CONDUIT 1/2” LB50A ALUMINUM COND BODY 1
27 FIE-ST-050-464 CONNECTOR 1/2” STO50-464 STAR TECK CONN 2
28 FIE-UNY50NRA UNION 1/2” XP ALUM. UNION UNY50NRA 1
29 GAU-4-.5B-2000P GAUGE 4” x 1/2” 0-2000 PSI BM GAUGE 2
30 HEA-EVAP-MANUAL-006 MANUAL EVAP MANUAL REVISED, REV 6 3
31 HEA-QA-MANUAL MANUAL QUALITY ASSURANCE MANUAL 1
32 THR-THERMOWELL TBD BY SALES
33 WIR-SHCAP-1P-18G CABLE 18 GAUGE x 1 PAIR SHIELDED CABLE 31 m
FUEL GAS HEADER ASSEMBLY - P103-315
EXHUAST STACK ASSEMBLY
HI TEMP SHUT DOWN ASSEMBLY
PN :: HEA -EVA P-MA NUAL-016 | 20170316
Page 83

APPENDIX C:
CWT 385,000 BTU/HR EVAPORATOR PACKING LIST
ITEM PART NUMBER PART TITLE PART DESCRIPTION QTY
1 HEA-GAS-HEADER-ASSM GAS TR AIN JOB SPECIFIC GAS HEADER ASSEMBLY 1
2 FIC-CLMA1216-S316 90 DEG ELBOW 3/4” T x 1” NPT SST ELBOW 90 1
3 FIR-BVENT-8-3 EXHAUST STACK 8” x 3’ B-VENT SECTION 1
4 FIR-BVENT-8-5 EXHAUST STACK 8” x 5’ B-VENT SECTION 1
5 FIR-BVENT-RAINCAP-8 EXHAUST STACK 8” B-VENT RAIN CAP 1
6 HEA-BVENT-SUPPORT-8 EXHAUST STACK 8” BVENT STACK SUPPORT 1
7 BOL-GR5-.5-1.5 BOLT NC, GR ADE 5, 1/2” x 1-1/2” 12
8 NUT-GR2-.5 NC NUT 1/2” GR ADE 2 NC NUT 12
9 WAS -GR5-L-.5 LOCK WASHER 1/2” GRADE 5 LOCK WASHER 24
10 CTR-HIGH-TEMP-SHUT-DOWN ASSEMBLY HI-TEMPERATURE SHUT DOWN ASSEMBLY AS
REQUIRED
11 GAU-3-6-50-500-S GAUGE 3” x 6” 50-500 DEG GUAGE 1
12 CTR-SS-T675A-2084 REMOTE TEMP CONTROL T675A-2084 Honey well Ins.Thm. 1
13 ELE-A10P8 ELECTRICAL PANEL PANEL, 8” x 6” 1
14 ELE-BOX-A1086CHQRFG ELECTRICAL BOX HOFFM AN 10x8x6 FIB JB 1
15 FIE-5232 CONDUIT C16104 STR LIQ TIGHT CON 1/2” 2
16 FIE-AL-NIP-.5-C NIPPLE 1/2” x CLOSE ALUMINUM NIPPLE 1
17 FIE-CSA050-30 FLEX CONDUIT 1/2” LIQUID TITE FLEX CONDUIT 5.25 m
18 FIE-GK50N ENCLOSURE 1/2” GK50N ENCLOSURE 35/85 GSK 1
19 FIE-K50A BACK PLATE 1/2” ALUM K50A BLANK BACKPLATE 1
20 FIE-LB50A ALUMINUM CONDUIT 1/2” LB50A ALUMINUM COND BODY 1
21 FIE-ST-050-464 CONNECTOR 1/2” STO50-464 STAR TECK CONN 2
22 FIE-UNY50NRA UNION 1/2” XP ALUM. UNION UNY50NRA 1
23 GAU-4-.5B-2000P GAUGE 4” x 1/2” 0-2000 PSI BM GAUGE 2
24 HEA-EVAP-MANUAL-006 MANUAL EVAP MANUAL REVISED, REV 6 3
25 HEA-QA-MANUAL MANUAL QUALITY ASSURANCE MANUAL 3
26 THR-THER MOWELL TBD BY SALES
27 WIR-SHCAP-1P-18G CABLE 18 GAUGE x 1 PAIR SHIELDED CABLE 31 m
FUEL GAS HEADER ASSEMBLY - P103-385
EXHUAST STACK ASSEMBLY
HI TEMP SHUT DOWN ASSEMBLY
Page 84
PN :: HEA -EVA P-MA NUAL-016 | 20170316

APPENDIX D:
CWT 770,000 BTU/HR EVAPORATOR PACKING LIST
ITEM PART NUMBER PART TITLE PART DESCRIPTION QTY
1 HEA-GAS-HEADER-ASSM GAS TRAIN JOB SPECIFIC GAS HEADER ASSEMBLY 1
2 FIR-BVENT-12-3 EXHAUST STACK 12” x 3’ B-VENT SECTION 3
3 FIR-BVENT-R AINCAP-12 EXHAUST STACK 12” B-VENT RAIN CAP 1
4 HEA-770-2-800 EXHAUST STACK 770 BOILER/EVAP STACK SUPPORT 1
5 BOL-GR5-.5-1.5 BOLT NC, GRADE 5, 1/2” x 1-1/2” 12
6 NUT-GR2-.5 NC NUT 1/2” GRADE 2 NC NUT 12
7 WAS-GR5-L-.5 LOCK WASHER 1/2” GRADE 5 LOCK WASHER 24
8 CTR-HIGH-TEMP-SHUT-DOWN ASSEMBLY HI-TEMPERATURE SHUT DOWN ASSEMBLY AS REQUIRED
9 GAU-3-12-50-500-S GAUGE 3” x 12” 50-500 DEG GUAGE 1
10 CTR-SS-T678A-1163 REMOTE TEMP CONTROL T678A-1163 Honeywell Temp. Con. 1
11 ELE-A10P8 ELECTRICAL PANEL PANEL, 8” x 6” 1
12 ELE-BOX-A1086CHQRFG ELECTRICAL BOX HOFFMAN 10x8x6 FIB JB 1
13 FIE-5232 CONDUIT C16104 STR LIQ TIGHT CON 1/2” 2
14 FIE-AL-NIP-.5-C NIPPLE 1/2” x CLOSE ALUMINUM NIPPLE 1
15 FIE-CSA050-30 FLEX CONDUIT 1/2” LIQUID TITE FLEX CONDUIT 5.5 m
16 FIE-GK50N ENCLOSURE 1/2” GK50N ENCLOSURE 35/85 GSK 1
17 FIE-K50A BACK PLATE 1/2” ALUM K50A BLANK BACKPLATE 1
18 FIE-LB50A ALUMINUM CONDUIT 1/2” LB50A ALUMINUM COND BODY 1
19 FIE-ST-050-465 CONNECTOR 1/2” STO50-465 STAR TECK CONN 2
20 FIE-UNY50NRA UNION 1/2” XP ALUM. UNION UNY50NRA 1
21 GAU-4-.5B-2000P GAUGE 4” x 1/2” 0-2000 PSI BM GAUGE 2
22 HEA-EVAP-MANUAL-006 MANUAL EVAP MANUAL REVISED, REV 6 3
23 HEA-QA-MANUAL MANUAL QUALITY ASSURANCE MANUAL 1
24 THR-THERMOWELL TBD BY SALES
25 WIR-SHCAP-2P-18G CABLE 18 GAUGE x 2 PAIR SHIELDED CABLE 35 m
FUEL GAS HEADER ASSEMBLY - P103-770
EXHUAST STACK ASSEMBLY
HI TEMP SHUT DOWN ASSEMBLY
PN :: HEA -EVA P-MA NUAL-016 | 20170316
Page 85

APPENDIX E:
CWT 140 Exhaust Stack Assembly
Page 86
PN :: HEA -EVA P-MA NUAL-016 | 20170316

APPENDIX F:
CWT 315 Exhaust Stack Assembly
PN :: HEA -EVA P-MA NUAL-016 | 20170316
Page 87

APPENDIX G:
CWT 385 Exhaust Stack Assembly
Page 88
PN :: HEA -EVA P-MA NUAL-016 | 20170316

APPENDIX H:
CWT 770 Exhaust Stack Assembly
PN :: HEA -EVA P-MA NUAL-016 | 20170316
Page 89

APPENDIX I:
DLH 140 Burner Assembly and Cross-Section Drawings
Page 90
PN :: HEA -EVA P-MA NUAL-016 | 20170316

PN :: HEA -EVA P-MA NUAL-016 | 20170316
Page 91
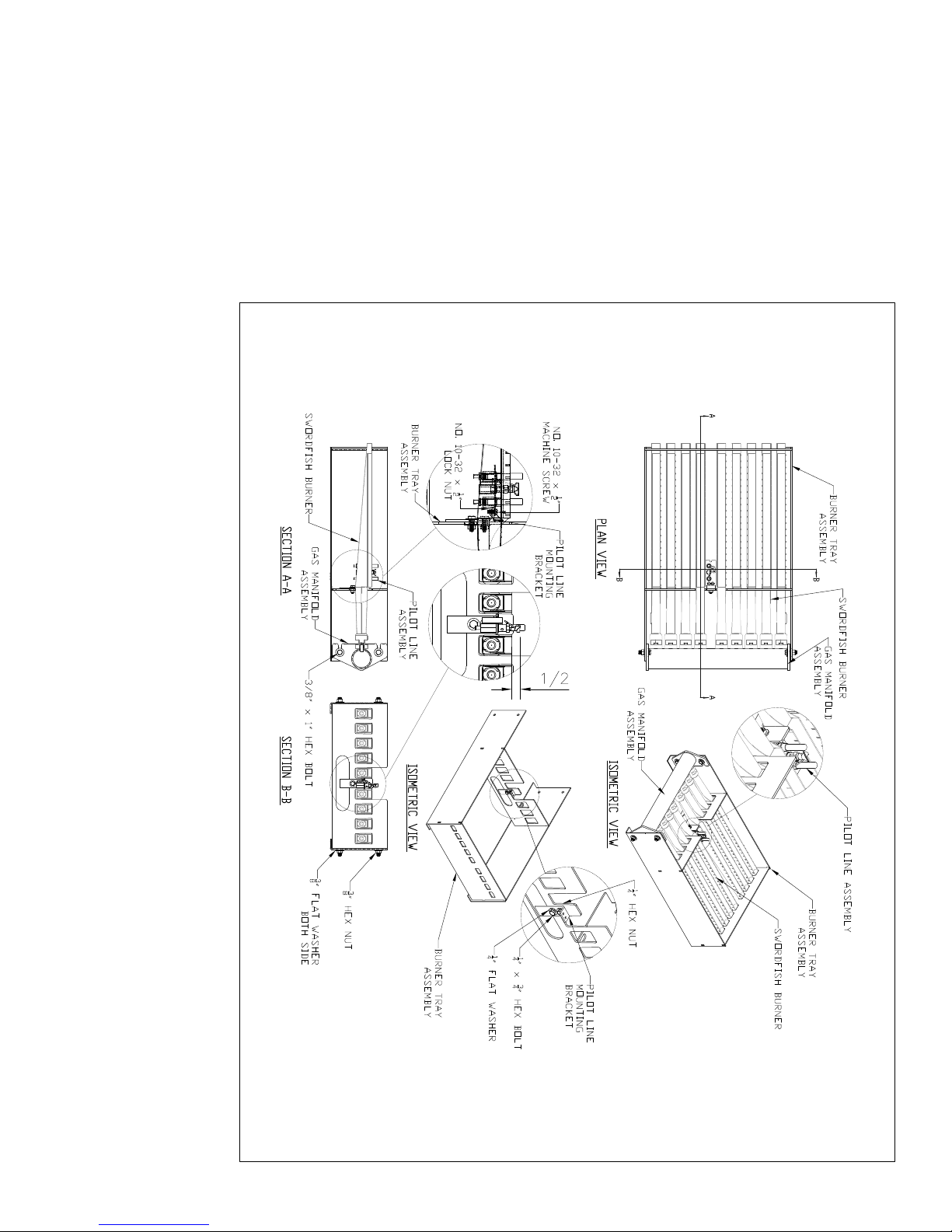
APPENDIX J:
DLH 315 Burner Assembly and Cross-Section Drawings
Page 92
PN :: HEA -EVA P-MA NUAL-016 | 20170316
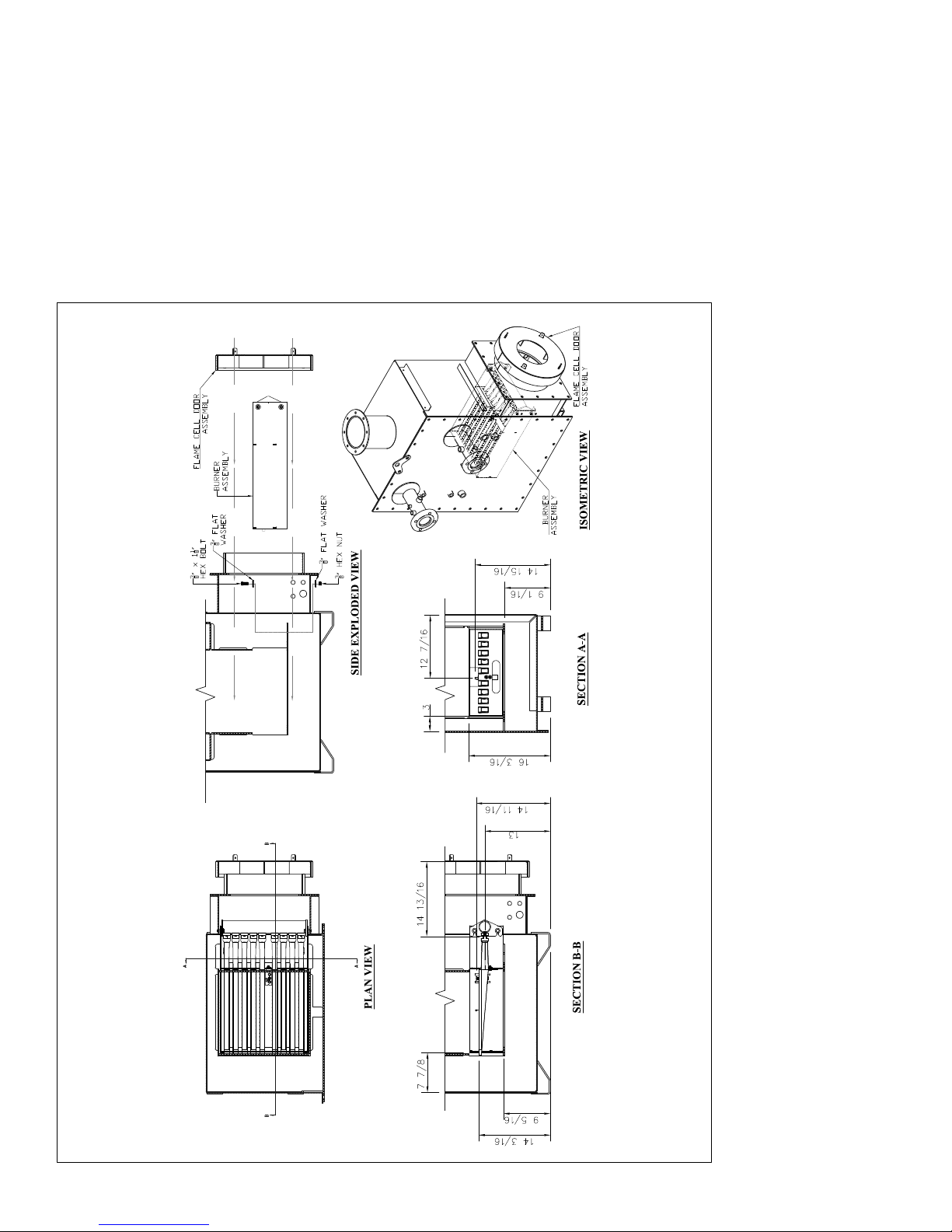
PN :: HEA -EVA P-MA NUAL-016 | 20170316
Page 93

APPENDIX K:
DLH 385 Burner Assembly and Cross-Section Drawings
Page 94
PN :: HEA -EVA P-MA NUAL-016 | 20170316

PN :: HEA -EVA P-MA NUAL-016 | 20170316
Page 95
APPENDIX L:
DLH 770 Burner Assembly and Cross-Section Drawings
Page 96
PN :: HEA -EVA P-MA NUAL-016 | 20170316
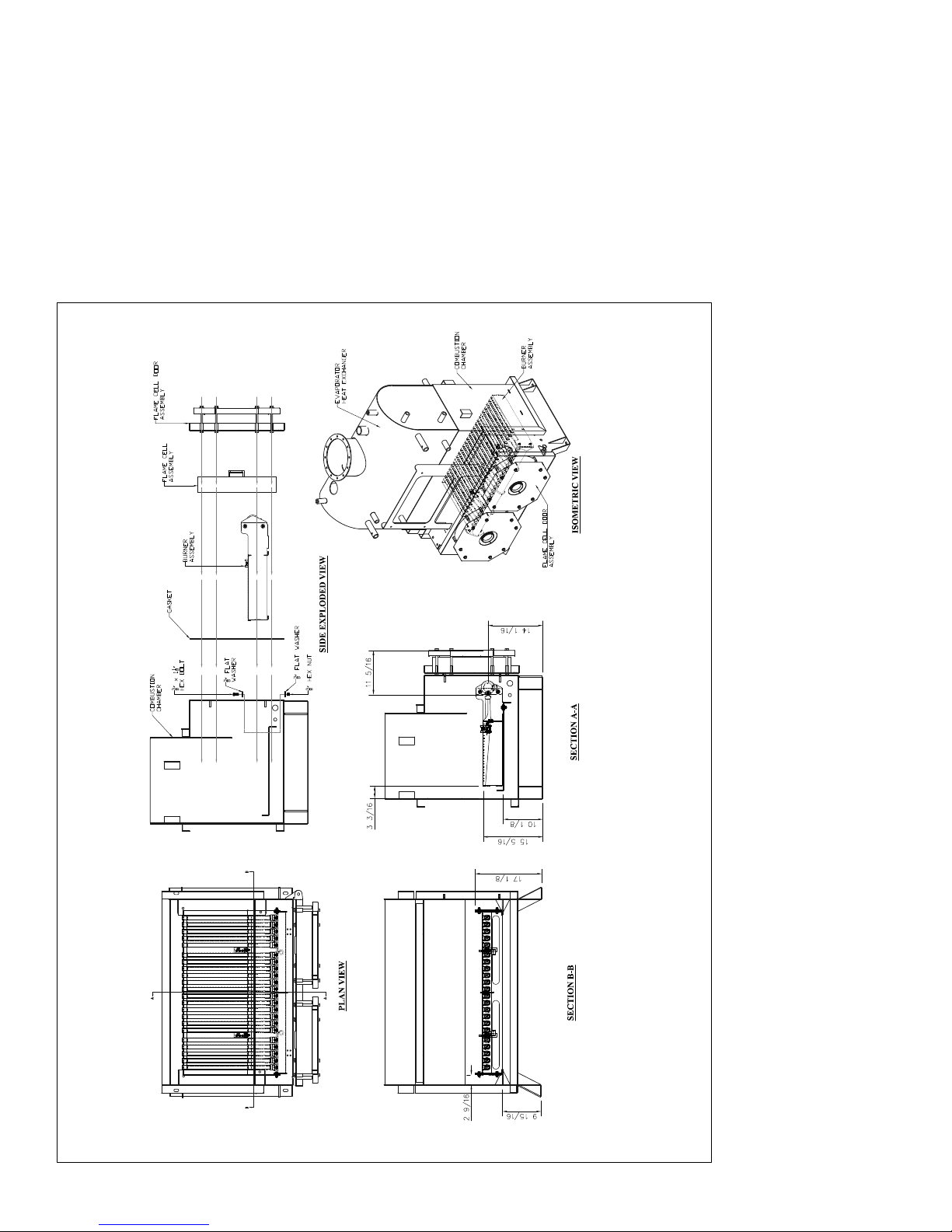
PN :: HEA -EVA P-MA NUAL-016 | 20170316
Page 97

APPENDIX M:
CWT 140 Fuel Gas Train
Page 98
PN :: HEA -EVA P-MA NUAL-016 | 20170316
 Loading...
Loading...