


CNC-110A Series
C03/C13/C23
(DOC NO:040415)
ۍώ ֹϡΊ
1
݈֏
1.
ࢋপّ
2.
ࢬڕᄲځ
3.
ྤҾᏴፄ
4.
በᏭᖒቢྤ
5.
྅፟నؠ
6.
ેҖᖒቢΑ
7.
ొአፋᄲځ
8.
ᔣΑిߤܑ
9.
......................................................................... 2
................................................................. 2
................................................................. 3
.......................................................... 4
.......................................................... 4
................................................................. 5
.......................................................... 6
.......................................................... 7
...................................................... 8
щ྅ତቢ
10.
ဦ
11.
.............................................................. 9
....................................................................11
έᚊཝҋજѣࢨΦ
TAILY AUTOMATION CO.,LTD.

CNC-110A Series C03/C13/C23
前言
1.
版本 使用手冊
2
CNC-110AS
為本公司針對簡易型人工排線及自然排線繞線機所開發之繞線機控制器,將直流馬達
調速器,煞車器及電源控制電路,同時納入單一控制器內,不但功能完整、操作簡便、且價格便宜,
廣為繞線界所愛用。
CNC-110AS
機型
控制器依繞線機所使用之主軸馬達型式,可分為下列機型。
CNC-110AS
CNC-110AE
CNC-110AC
直接驅動
繞線軸馬達
DC 90/180V 0.5hp
永磁式直流馬達
繞線軸運轉控制信號(運轉、方向、速度)輸出
直接驅動
AC 110/220V 1hp
交流馬達
說明
主要特性
2.
採用微電腦設計,資料設定容易,關機後可保存資料。
記憶保持採無電池設計,以
EEPROM
保持記憶,最短保持十年
.
可記憶三組繞線資料,每組10個步序。
可針對不同使用場合,更改裝機設定,使用範圍更廣泛。
繞線軸直流馬達驅動器經本公司特殊迴路設計,適合各種直流馬達,同時具有
繞線時扭力大。
控制器內含高速及低速調整旋鈕,直接調整轉速。
直接驅動
電源可分
DC24V/12W
AC 110V、220V、240V
煞車器
等機種供選擇。
補償,低速
IR
έᚊཝҋજѣࢨΦ
TAILY AUTOMATION CO.,LTD.

CNC-110A Series C03/C13/C23
面板說明
3.
3.1.
按鍵
版本 使用手冊
3
:數字鍵,用來輸入數字資料。
~
: 資料設定鍵,按此鍵,可進入資料設定功能。
: 待機時做為裝機設定選擇鍵,設定停止慢車時,作為正反轉選擇鍵.。
: 在設定繞線圈數時,做為總圈數,慢車圈數變換用。
: 於設定資料時,將資料輸入記憶體,並結束設定.。
: 將各步序所設定的繞線資料依序顯示出來 。
: 切換資料顯示器所顯示的內容。
: 停止中啟動繞線或於繞線中暫停 繞線。
: 放棄繞線,主軸復歸回待機狀態。
: 待機或暫停時煞車器煞住或放鬆切換鍵。
數字顯示器
3.2.
STEP
: 顯示運轉或設定中的步序號碼,當數字閃爍時,表示在待機狀態,可接受資料設定功能。
TURNS
狀態指示燈
3.3.
□
L.S.
□
H.S.
□
BRAKE
: 顯示圈數,產量或繞線軸轉速。
: 低速繞線指示燈。
: 高速繞線指示燈。
: 煞車器狀態指示燈。
έᚊཝҋજѣࢨΦ
TAILY AUTOMATION CO.,LTD.

CNC-110A Series C03/C13/C23
資料組別選擇
4.
版本 使用手冊
4
本控制器可記憶三組繞線資料,組別選擇方式如下:
選 第一組: 。
選 第二組: 。
選 第三組: 。
組別一經選定,往後設定、檢視、執行繞線 皆以該組為操作對象,其它兩組未選定之繞線資料,
則依其原有之設定,保存於記憶體中,不會被更改。
編輯繞線資料
5.
於待機狀態時依序按下列按鍵即可完成編輯繞線資料:
;
各按鍵功能說明如下:
: 進入資料設定狀態。
: 輸入要設定的步序號碼,[設定範圍為
: 輸入繞線總圈數,[設定範圍為
: 停止慢車設定
: 輸入停止慢車圈數
(C-23
0~99999或0.0~9999.9圈]。
版本為預停圈數設定)。
(C-23
版本為預停圈數),[設定範圍為
0~9共10
個步序]。
0~79.9圈]。
: 選擇正轉繞線或反轉繞線。
: 完成設定。
範例:本範例之計數單位為
0.1圈
欲執行兩個步序繞線,第一步序正轉
圈,無停止慢車(預停圈數),則設定順序如下:
。
依照以上按鍵順序,即可完成設定,每一組繞線資料可設定
為最後一個步序,當該步序之總圈數為0時,即為結束步序。
0
檢視繞線資料
5.1.
、
、
100.5
圈,停止慢車(預停圈數
[0~9] 共10
圈;第二步序反轉
5.0
)
個步序,1為第一個步序,
150.0
於待機狀態時,按 鍵,控制器會自動將第一步序至結束步序的總圈數及停止慢車圈數以每一秒
顯示一項資料的間隔,依序顯示出來,以便於檢查校正。
έᚊཝҋજѣࢨΦ
TAILY AUTOMATION CO.,LTD.

CNC-110A Series C03/C13/C23
裝機設定
6.
本控制器為了適合不同場合的須求,所以將各種功能納入本控制器,使用時再由客戶從面板按鍵來
版本 使用手冊
5
選擇最適合的運轉方式,在待機狀態下,分別按下列各組按鍵
原點選擇
6.1.
此功能用來選擇繞線軸在開機或復歸時是否須要作零點校準:
選擇有原點: ;選擇無原點: 。
此功能於
(
煞車模式
6.2.
煞車模式選擇,單煞車是在每步序捲繞結束時才煞車,而雙煞車是在捲繞圈數到達該步序之停止慢
車圈數時,先短暫煞車一次,然後再以慢速捲繞到結束,再煞車一次(此功能於
選擇單煞車: ;選擇雙煞車: 。
計數模式
6.3.
相對計數為開始繞線時無條件地將圈數計數器歸零重新計數,而絕對計數為開始繞線時,將圈數計
數器之整數圈歸,但保留小數點部份繼續計數。
選擇相對計數: ;選擇絕對計數: 。
啟動模式
6.4.
用來選擇外部啟動信號的控制方式,當選擇單啟動時,踏下腳踏開關為啟動繞線,放開腳踏開關馬
C-23
版本及
CNC-110AC
控制器須設定為無原點)。
(6.1.~6.9.)
,便可選擇各項功能:
C-23
版本無效)。
上暫停繞線,而雙啟動則是第一次踏下腳踏開關為啟動繞線,放開腳踏開關並不會暫停繞線,須再
踏一次腳踏開關才會暫停繞線,雙啟動與面版上 按鍵動作相同。選擇單啟動: ;
選擇雙啟動: 。
計數單位
6.5.
圈數計數單位可選擇為
繞慢車設定等資料將以被選定的單位來設定、顯示及計數。
選擇 1圈為計數單位: ;選擇
煞車動作時間
6.6.
煞車器動作的時間,可由按鍵來調整,
設定方式為: ,[設定範圍為
若設定為
6.7.
於某些繞線要求上,必須先以慢速捲繞若干圈後,才能變為高速繞線,此時須設起繞慢車圈數(此
功能於
設定方式為: ,[設定範圍為
0.0
起繞慢車設定
C-23
0.1
秒時,則控制器會使用內定值
版本及
CNC-110AC
圈或
1
機型無效) 。
圈,經選定後,圈數計數器、總圈數設定、停止慢車設定、起
為計數圈單位 : 。
0.1
0.1 到 9.9 秒],
秒。
0.3
0.0 到 9.9 圈],
不須起繞慢車時,只要將起繞慢車設定為
啟動後將直接以高速開始繞線。
0.0
έᚊཝҋજѣࢨΦ
TAILY AUTOMATION CO.,LTD.

CNC-110A Series C03/C13/C23
煞車狀態
6.8.
版本 使用手冊
6
用來選擇待機及暫停時煞車器的動作狀態,分為煞住與放鬆。
選擇放鬆: 。
選擇煞住: 。
清除所有資料
6.9.
待機時按 可將所有記憶體內設定的資料清除為 0,並將所有裝機設定恢復為出廠
內定值:
本項功能請小心使用,以免將重要的繞線資料清除。
7.
執行繞線功能
當按下面板上 鍵或踏下腳踏開關時,控制器即依設定的繞線資料及所選擇的功能,由第一步序
開始自動執行繞線工作。再按一次 或放掉腳踏開關(單啟動時)或再踏一次腳踏開關(雙啟動時
時則暫停繞線,此時可以再次啟動繼續繞線,或按 放棄繼續繞線。
繞線速度可以由控制器背面的
此功能於
(
外部操作信號
版本及
C-23
RUN/STOP
H.S.及L.S.
CNC-110AC
為啟動及停止信號。
旋鈕來調整,
機型無效)。
)
外部操作信號
同。
外部操作信號
低電位
遞減計數。
C23
版本於繞線圈數到達[繞線總圈數
,則啟動後馬達會以慢速朝原設定繞線方向之相反方向運轉,圈數計數器也會向下
(LO)
例如:[繞線總圈數
繞線。
7.1.
TURNS
切換顯示功能
資料顯示器可以用來顯示圈數、產量、轉速等資訊,開機時顯示器固定顯示圈數,於待機
或繞線中,按
圈數顯示。
RES/REV
RES/REV
鍵切換顯示產量、轉速、圈數,依此循環,於顯示產量或轉速時,亦可按 回到
:在
C-03及C-23
:在
= 100.0]、[
版本中代表
C-13
預停圈數
版本中代表
REV
預停圈數]時,即停止進入下一步序。
]- [
= 3.0]
,則繞線機於繞線圈數到達
顯示圈數時:於待機或繞線暫停中,有以下按鍵功能:
:將圈數計數器歸零。
:跳至下一步序。
復歸信號,其動作與面板按鍵 相
RES
強制反轉信號,在啟動繞線時若此信號為
時即煞車停止
97.0
:跳回上一步序。
顯示產量時:於待機或繞線暫停中,有以下按鍵功能:
:將產量計數器歸零,(必須按住三秒鐘以上)。
:將產量計數器減一。
έᚊཝҋજѣࢨΦ
TAILY AUTOMATION CO.,LTD.

CNC-110A Series C03/C13/C23
內部調整說明
8.
版本 使用手冊
7
調整旋鈕往逆時針
考下圖
)
110AS-006.sch
方向旋轉時輸出會變小或變慢,順時針
[L]
10A
直流電流表
0
1010
A
220V
110V
110B-DVR
標準型繞線軸直流馬達驅動板
MAX
CLI R
直流馬達
M
TAILY
110B-DVRID:XXXXXX
AUTO
CNC-110AS
方向旋轉時輸出會變大或變快。(參
[H]
繞線軸輸出信號選擇
1C 2C
RUN/DIR
CW/CCW
JP1
電源電壓選擇
AC110V請將R2短路
AC220V請將R1短路
TAILY
110A-EXDID:XXXXXX
AUTO
CNC-110EXD
110A-EXD
外接型繞線軸馬達控制板
110V
220V
CN4
LHLHLH
CL IR MAX
8.1. CNC-110AS
繞線軸最大輸出電流限制:
CL
將繞線軸鎖住使其無法轉動,並於直流馬達上串接一個
1.
2. 將CL
3. 將CL
電源電壓為
4. CL
整。
IR
將繞線軸馬達以慢速啟動繞線。
1.
調整IR使得繞線軸在 (空載狀態) 及 (負載狀態
2.
此項調整為大約值,以調整至適當扭力並且轉速能保持穩定為原則。
3.
MAX
1. 將H.S.及L.S.
調整
2.
旋轉至最小位置,將繞線軸馬達以高速啟動繞線。
往順時針
110V
電流於出廠時已調整妥當,除非更換繞線軸馬達或馬達驅動板時作校正調整外,請勿任意調
繞線軸扭力補償調整:
繞線軸最高轉速調整:
使得面板上之轉速顯示為所需之最高轉速。
MAX
標準型調整說明
直流電流表。
10A
方向旋轉,使電流表上之指針顯示所要之電流值。(電源電壓為
[H]
時為
4A)。
時,其轉速能夠相同。
)
旋鈕轉至最大
,並啟動繞線。
[H]
220V
時為2A,
έᚊཝҋજѣࢨΦ
TAILY AUTOMATION CO.,LTD.

CNC-110A Series C03/C13/C23
8.2. CNC-110AE
繞線軸輸出信號選擇:
外接型調整說明
版本 使用手冊
8
當
JP1第1、2
輸出。
當
號
9.
JP1第2、3
輸出。
(DIR)
按鍵功能速查表
繞線資料設定:
腳短路時為2C,此 時
腳短路時為1C,此時
----------
選擇第一組資料:
選擇第二組ྤ:
選擇第三組ྤ:
繞線軸有原點:
繞線軸無原點:
單煞車:
雙煞車:
-------------------
-------------------
相對計數:
絕對計數:
單啟動:
-------------------
----------
----------
----------------
----------------
-------
-------
-------
之第2腳為正轉信號
CN5
之第2腳為運轉信號
CN5
輸 出、第3腳為反轉信號
(CW)
(RUN)
輸出、第3腳為運轉方向信
(CCW)
。
。
Ą
Ą
Ą
。
。
。
。
。
。
雙啟動:
圈數單位=1:
圈數單位
-------------------
-------------
=0.1:----------
煞車動作時間:
起繞慢車圈數:
煞車放鬆:
煞車保持:
清除記憶:
----------------
----------------
----------------
----------
----------
。
。
。
。
。
。
。
。
έᚊཝҋજѣࢨΦ
TAILY AUTOMATION CO.,LTD.

CNC-110A Series C03/C13/C23
安裝及接線
10.
版本 使用手冊
9
10.1.
圈數計數系統組裝圖
圈數計數圓盤與圈數檢知器,請依下圖所示安裝,以確保計數正確。
圈數檢知圓盤
零點檢知圓盤[選用]
繞線軸
圈數檢知器
6.0
本公司並不供應繞線軸零點檢知圓盤,若繞線軸須要使用零點時,請依附圖製作零點檢知圓盤,
並依上圖所示安裝。
最大間距最小間距
1.0
單位
=mm
零點檢知器
CNTB-03B/03C
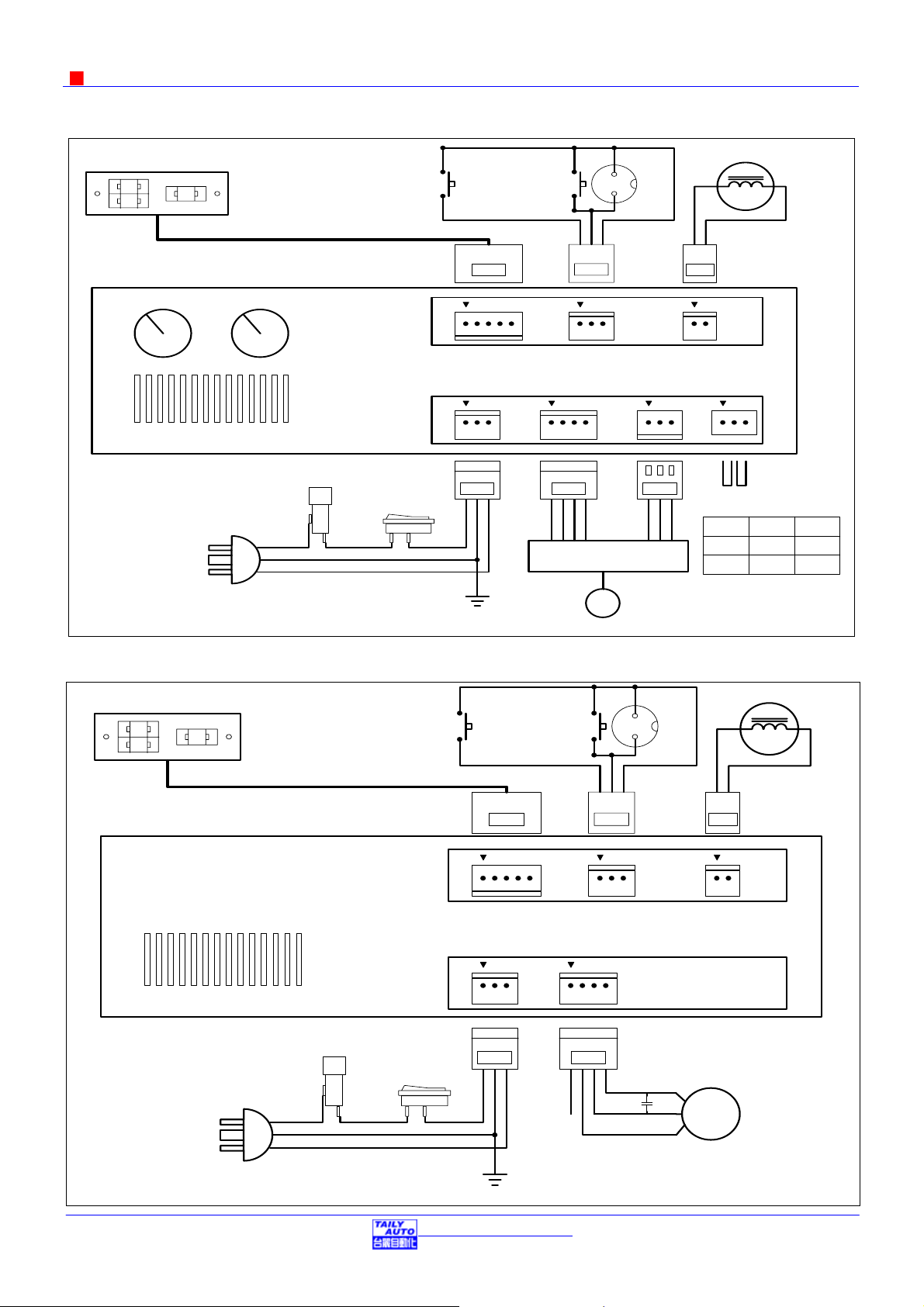
10.2. CNC-110AS
繞線軸 圈數檢知器
內部速度調整
H.S. L.S.
直流馬達型接線圖
RES
復歸
(C-03/C-23版本)
反轉退線
(C-13版本)
保險絲
FUSE
10A 250V
電源開關
POWE R SW
腳踏
1
運轉/停止
REV
CN4
2
3
RUN/STOP
CN1 CN3
CN2
CN5
開關
2
COM
DC24V 12W
煞車器
交流電源
EARTH
接地
έᚊཝҋજѣࢨΦ
TAILY AUTOMATION CO.,LTD.
M
0.5HP
繞線軸直流馬達
CNC-110A Series C03/C13/C23
10.3. CNC-110AE
外接驅動器型接線圖
版本 使用手冊
10
繞線軸 圈數檢知器
內部速度調整
H.S. L.S.
交流電源
保險絲
FUSE
10A 250V
RES
復歸
(C-03/C-23版本)
REV
反轉退線
(C-13版本)
電源開關
POWER SW
2
3
CN4
CN1
運轉/停止
RUN/STOP
CN5 CN6
CW/RUN
COM
CN2
CCW/DIR
SLOW
馬達驅動器
變頻器
1
2
腳踏
開關
COM
SPEED
V-
DC24V 12W
CN3
V+
JP1
JP1
2C CW CCW
1C
1C
2C
煞車器
CN5
CN5
第2腳 第3腳
RUN DIR
10.4. CNC-110AC
繞線軸 圈數 檢知器
交流馬達型接線圖
RES
復歸
(C-03/C-23版本)
反轉退線
(C-13版本)
REV
EARTH
接地
CN1
運轉/停止
RUN/STOP
M
CN2
1
2
腳踏
開關
COM
DC24V 12W
煞車器
CN3
FUSE
10A 250V
POWER SW
2
3
CN4
CN5
COM
COM
FOR
REV
Capacitor
AC MOTOR
M
AC 110V/220V
MAX 1 HP
AC POWER
EARTH
έᚊཝҋજѣࢨΦ
TAILY AUTOMATION CO.,LTD.
CNC-110A Series C03/C13/C23
版本 使用手冊
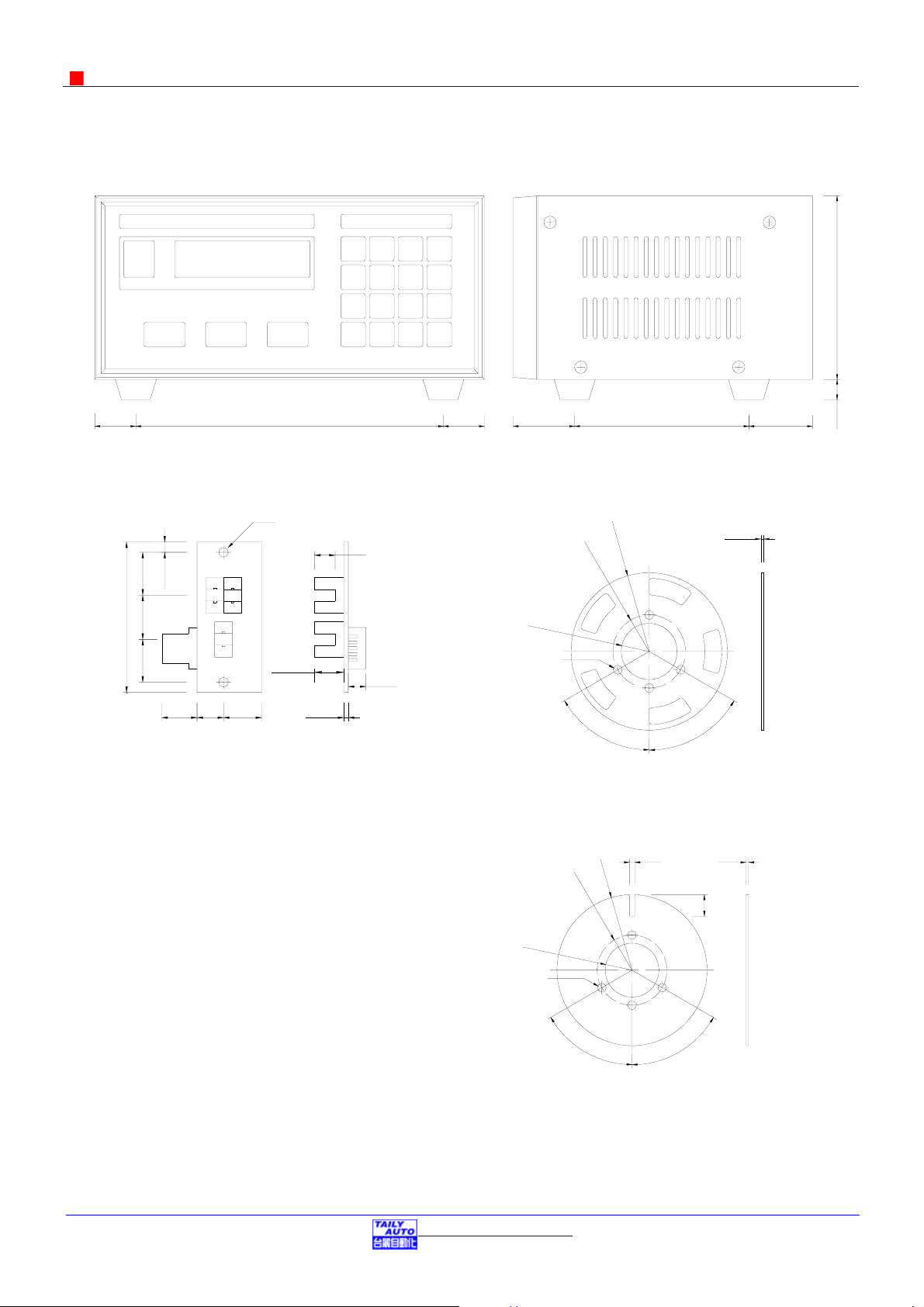
尺寸圖
11.
20.0 150.0 20.0 30.0 85.0 31.0
CNC-110AS/CNC-110AE
11
90.010.0
51.0
14.5 15.0 14.5
3.5
圈數檢知器
CNTB-03B
3.2 x 2
10.0
7.0
R
1
3.1 x 4
0
.
0
R
2
8
R
.
1
0
3
.
0
1.0
6.0
13.09.012.0
1.5
7
1
ƶ
7
圈數計數圓盤
ƶ
1
Counting Disc
R
1
3.1 x 4
2.0
R
2
R
8
.
1
0
3
.
0
0
.
0
1.0
8.0
7
1
ƶ
零點檢知圓盤
ƶ
1
7
Zeroing Disc
έᚊཝҋજѣࢨΦ
TAILY AUTOMATION CO.,LTD.
 Loading...
Loading...