

SuperMax SUPERBRUSH 36, SUPERBRUSH 24 Owner's Manual
Keep This Manual Handy For Quick Reference
SUPERBRUSH OWNER’S MANUAL
For SUPERBRUSH 24 and SUPERBRUSH 36
IMPORTANT: BEFORE OPERATING YOUR SUPERBRUSH READ THE INSTRUCTIONS
IN THIS MANUAL FOR UNPACKING AND SETTING UP YOUR MACHINE.
USA
shown with optional accessories

CAUTION, SAFETY FIRST
When maintaining and operating this machine,
always put safety first. For your own safety, read
and understand this owner’s manual before operating this machine. Always heed and follow all normal safety precautions, including the following:
• Always wear eye protection while operating
the sander.
• Always feed stock against the brush rotation.
• Never place hands or fingers under the brush
or dust cover.
• Keep hands and clothing away from operating
brush.
• Never operate the sander without its dust
cover or pulley guarding in place.
• Always maintain control of boards to avoid
kickback; know how to prevent it.
• Always disconnect electrical power before
doing any servicing or adjusting of the
machine.
MODEL IDENTIFICATION
Your SUPERBRUSH sander is one of a family of
machines from SuperMax Tools designed to help
you achieve results comparable to industrial-size
sanders at a fraction of the cost. The S
UPERBRUSH
is available in 24˝ or 36˝ sizes. For future reference,
find the model and serial numbers on the table
mount bracket (#42, page 29) and write them in
below.
Model:_________________________________
Serial Number: __________________________
Date Purchased: _________________________
Dealer: ________________________________
______________________________________
2 SUPERBRUSH OWNER’S MANUAL
CONGRATULATIONS
You have made a wise purchasing decision by
adding this “Made In USA” machine to your tool
line-up. The main purpose in inventing and developing the machine you’ve purchased was to bring a
new dimension of productivity to your workshop,
be it large or small. Right from the start, our goal
at SuperMax Tools has been to manufacture
equipment that is capable of providing you with
maximum economy, maximum utility, and maximum
performance.
Your S
UPERBRUSH will pay you back many fold
in the years ahead by helping you get better results
in less time, start to finish. This tool incorporates a
bundle of exclusive features which you will appreciate
more every time you use it. All SuperMax Tools
brush sanders feature a variable brush speed
(RPM) and the exclusive variable-speed power feed
conveyor system. Together, they provide you with
ultra-precise control, for a variety of applications.
SuperMax Tools and its dealers are committed
to providing you with innovative solutions,from
selecting the right machine to helping you get top
performance when you put it to work in your
shop. Regardless of how you take advantage of
these innovations, we are confident our equipment
will help bring you a giant step forward in precision
shop productivity.
Please read this manual first. It was designed to
help you get the most from your S
UPERBRUSH
sander. Before unpacking or using the machine,
familiarize yourself with its components, features,
and basic adjustments by reviewing the following
pages. You will find it an invaluable aid in setting
up, operating and servicing your machine. If, after
reviewing this manual, you still have a problem you
can’t solve, please call your SuperMax Tools dealer.
IMPORTANT: KEEP THIS MANUAL HANDY
MANUAL CONTENTS 3
ABOUT THE SUPERBRUSH SYSTEM
SUPERBRUSH Nomenclature......................4
Unpacking Your S
UPERBRUSH Sander.......5
SETTING UP YOUR SUPERBRUSH
Making Electrical Connections.................6
Connecting Dust Collectors.....................7
Checking For Machine Level....................7
Checking Brush Alignment ......................7
Checking Table Height Controls..............7
Brush Speed Adjustment...........................8
Checking Conveyor Belt...........................8
OPERATING YOUR SUPERBRUSH
Basic Operating Procedures ......................9
Adjusting Tension Rollers.........................9
S
UPERBRUSH Operating Controls..............9
Setting Depth of Cut..............................10
Selecting Stock Feed Rates......................10
Using The Depth Gauge.........................11
Monthly Maintenance............................11
TIPS FOR MAXIMUM
PERFORMANCE.....................................12
TROUBLESHOOTING YOUR
SUPERBRUSH
Troubleshooting Guide: Motors..............13
Troubleshooting Guide: Conveyor..........14
Troubleshooting Guide: Machine...........15
SERVICING YOUR SUPERBRUSH
Adjusting Height Controls......................16
Adjusting Table Support Castings...........16
Adjusting Brush Head............................16
Leveling Table.........................................18
Miter Gear Alignment............................18
Brush Speed Adjustment.........................19
Replacing Brush............................20 & 23
Replacing Conveyor Belts.......................20
Replacing V-Belt ....................................21
Rotating/Replacing Bearings...................22
Replacing Electrical Components...........24
Electrical Diagrams........................25 & 26
SUPERBRUSH TECHNICAL DATA
SUPERBRUSH Specifications.....................27
Parts List For Stand.................................28
Parts List For Brush Assembly.................30
Parts List For Conveyor Assembly...........32
S
UPERBRUSH Accessories & Supplies.......35
CONTENTS
FOR YOUR SAFETY: Read all instructions carefully,
and note the safety cautions on the opposite page and on
the back cover of this manual.

4 SUPERBRUSH OWNER’S MANUAL
This manual is designed to help familiarize you
with your S
UPERBRUSH sander, and to help you
take advantage of its exclusive features. By understanding its major components, and how they
work together, you will be able to get the most
from your investment.The S
UPERBRUSH system is
basically made up of: 1) a height adjustment handle
which raises and lowers the conveyor table; 2) a
brush speed control handle which controls brush
speed from 400 to 1200 RPM; 3) a motor starter
switch which starts and stops the drive motor and
sanding brush; and 4) a feed rate control knob
which starts feed conveyor and selects feed rate
from 0-15 feet per minute.
ABOUT THE SUPERBRUSH SYSTEM
Fig. 1. SUPERBRUSH nomenclature.
DUST COVER
BRUSH SPEED
CONTROL
HANDLE (RPM)
MOTOR
CONTROL
SWITCH
FEED RATE
CONTROL
KNOB
GEAR
MOTOR
MITER GEARS
RPM GAUGE
RIGHT (INBOARD) SIDE
MAIN MOTOR
LEFT (OUTBOARD) SIDE
DEPTH
GAUGE
FEED CONVEYOR
TENSION ROLLER
HEIGHT ADJUSTMENT
HANDLE
SANDING
BRUSH
ABOUT THE SUPERBRUSH SYSTEM 5
UNPACKING YOUR SUPERBRUSH
Your SUPERBRUSH sander has been shipped completely
assembled from the factory in a shroud on a pallet
and shrink-wrapped in plastic. If any damage has
occurred as a result of shipment, notify the transportation company as soon as possible and ask
them to make an immediate inspection. Ask for a
damage or loss report. Also notify your dealer of
any loss or damage during shipment. See enclosed
Warranty Statement.
Important: To avoid problems and potential
damage to the machine, please read through the
unpacking instructions below before proceeding to
set up the machine in your shop.
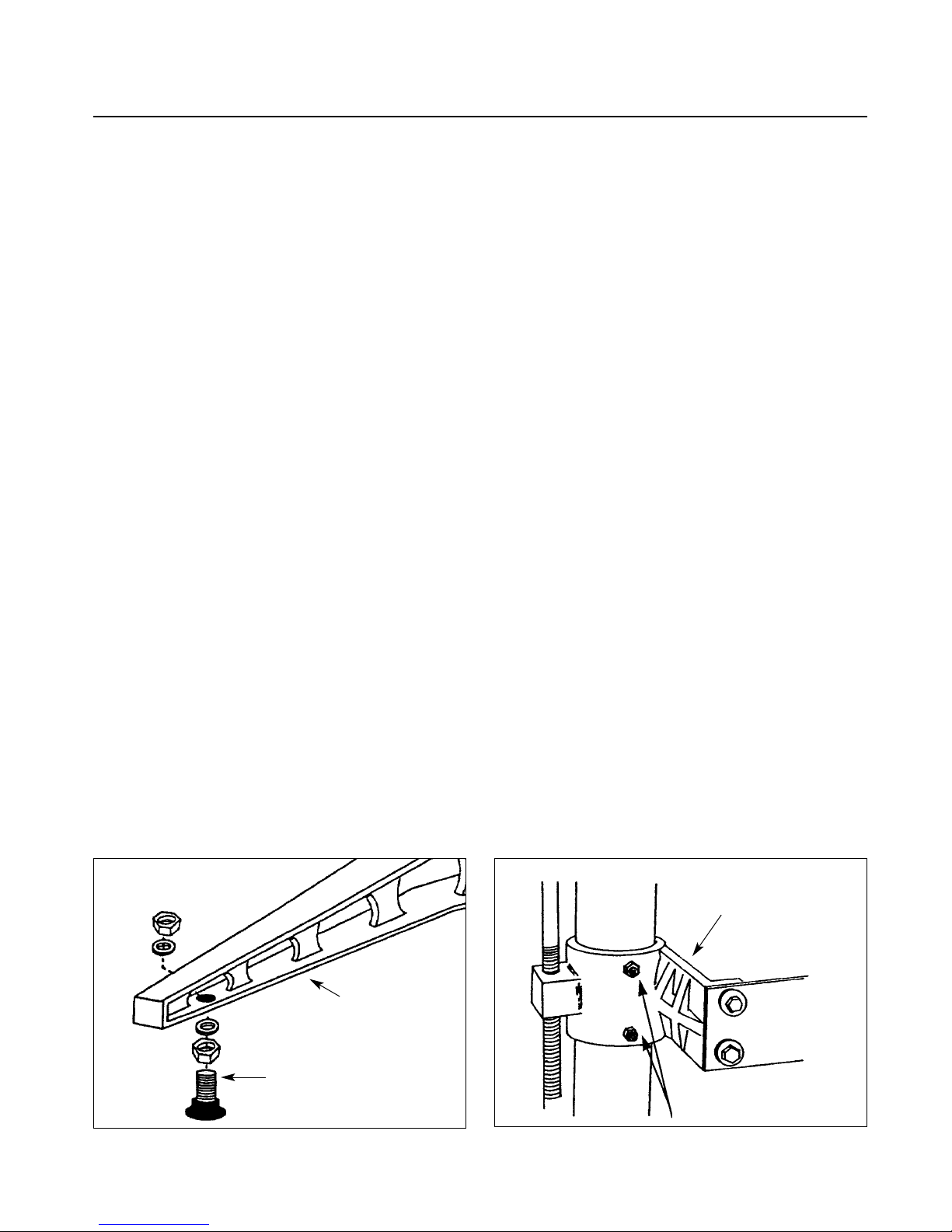
1. Unbolt the machine legs from the shipping
pallet. Install the rubber-based leveling feet or
optional caster set on legs (Fig. 2). The feet and
mounting hardware are in the STOP bag packed
with your machine.
2. Loosen the hex nuts and set screws on the
table support castings (Fig. 3) and on the motor
support casting (7)(Fig. 5). The set screws on the
table support castings have been tightened at the
factory to eliminate free-play between the castings
and the column tube during shipment. There are
two table support castings on the S
UPERBRUSH,
one each for the right and left column tubes, and
one motor support casting, all with set screws.
Important: These set screws are tightened for
shipping and must be loosened and readjusted
before operating either the height adjustment
mechanism or the brush speed control handle.
To properly adjust for operation, loosen each set
screw by first loosening its hex nut with a wrench
and then the set screw with an Allen wrench. Then
retighten each set screw with your fingers so it only
lightly touches the column tube. Hold each set
screw in position with an Allen wrench and
retighten the hex nut. Failure to follow these
procedures may result in misalignment of the
brush and/or the conveyor table.
Caution: Do not loosen the set screws on the
upper brush support castings.
Note: Some machines have a block of wood
under the main motor. If so, remove at this time.
3. Install the conveyor gear motor. Rotate the
drive roller on the conveyor system so the flat part
of the shaft is down. If necessary, connect the
conveyor motor into an appropriate AC outlet (see
page 6, “Making Electrical Connections”), to
rotate the motor output shaft coupling so the set
screws face downward. Disconnect electrical supply.
Slide the conveyor motor assembly onto the drive
roller shaft, aligning the shaft coupling and four
mounting holes. Start the four 5/16” hex head
bolts on the conveyor motor mounting bracket,
but do not tighten yet.
Next, tighten the set screws in the coupling on
the drive roller shaft, making sure they are on the
flat of the shaft. Rock the drive roller while tightening the set screws to make sure they are centered
properly on the flat. Install the bottom cover on
the control box with two screws. Then connect
power to machine and turn conveyor on full speed.
While it is running, tighten the four 5/16" bolts to
secure the conveyor motor assembly in place.
Fig. 2. Leveling foot and mounting hardware. Fig. 3. Table support casting and set screws.
LEVELING FOOT
STAND LEG
TABLE SUPPORT
CASTING
HEX NUT & SET SCREW
6 SUPERBRUSH OWNER’S MANUAL
Your SUPERBRUSH sander was adjusted and aligned
at the factory, and it has been carefully packed for
shipment. However, because of possible stress during
transit, the unit should be thoroughly checked
before being put to use. This section covers the
pre-operational checks you should make after
unpacking and final assembly. Unnecessary problems
can be avoided if these essential checks are performed
before operating. Likewise, performing the recommended monthly maintenance procedures (page
11) will help assure trouble-free service.
MAKING ELECTRICAL CONNECTIONS
Po w er for the brush of your SUPERBRUSH is supplied
by either a 5HP, single-phase, a 5HP, three phase,
208-230V motor; or a 5HP, three phase, 460V
motor.
- Single phase motor: Protected by a thermal
overload switch. On single phase machines, a
NEMA 14-30 plug is provided. A 30 amp breaker
is required.
- Three phase motor: No plug is provided. It can
be hard wired to a main power source or a plug
can be installed to be used with a receptacle.
- Three phase, 208V motors require a 20 amp
breaker.
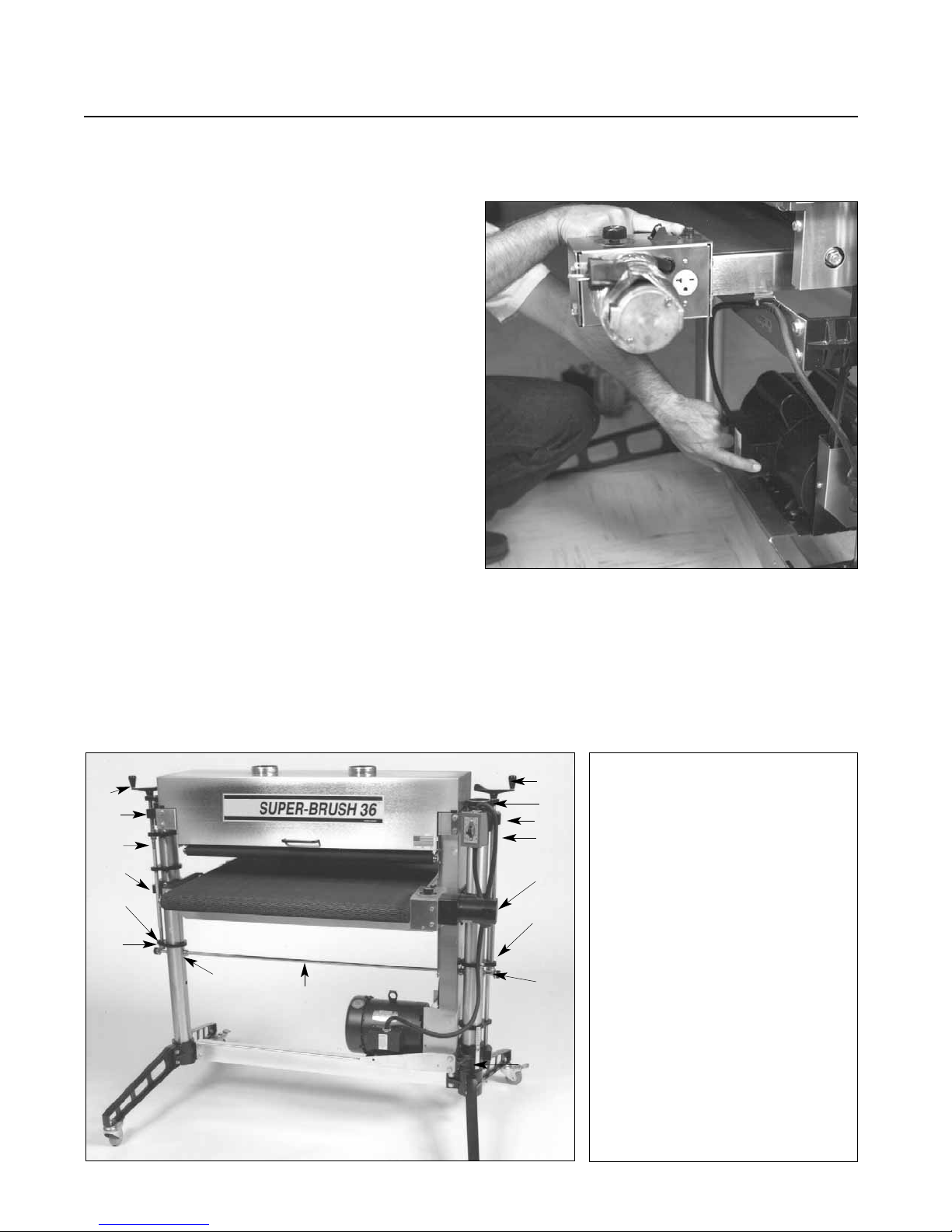
SETTING UP YOUR SUPERBRUSH
Fig. 4. Thermal-overload switch on single phase
motor (bottom) and conveyor belt motor fuse (top).
Fig. 5. SUPERBRUSH Components.
1. Brush Speed Handle.
2. Adjusting Screw Support.
3. Brush Support Casting.
4. Height Adjusting Screw.
5. Table Support Casting.
6. Miter Gear.
7. Motor Support Casting.
8. Transfer Rod.
9. Shaft Collars.
10. Height Adjustment Handle.
1
2
3
4
5
2
10
3
4
5
2
6
9
6
7
8
- Three Phase, 460V motors require a 15 amp
breaker and 5 wire connections.
SETTING UP YOUR SUPERBRUSH 7
CONNECTING DUST COLLECTORS
Dust collection is necessary for all SUPERBRUSH
models. The SUPERBRUSH 24 is equipped with one
4˝ diameter dust exhaust port at the top of the
brush cover. The S
UPERBRUSH 36 has two 4˝ dust
exhaust ports.
To attach the S
UPERBRUSH to your collection
system, install 4˝ hose from your collector. (See
Tips For Maximum Performance, page 12 of this
manual.) The minimum recommended dust collector
capacities at the dust port(s) are: S
UPERBRUSH 24:
600
CFM; SUPERBRUSH 36: 1,200 CFM. For best
results, follow the recommendations of the manufacturer of your dust collection equipment. NOTE:
Some applications will require more dust collection
than the recommended minimum CFM.
CHECKING MACHINE FOR LEVEL
Proper leveling of the machine is essential to
achieve continued maximum performance from
the S
UPERBRUSH. Before making fine adjustments,
place the unit where it will be used in the shop.
Then adjust the four leveling feet using a carpenter’s
level both across the machine and in line with the
machine, placing the level on the conveyor bed. If
you have equipped your S
UPERBRUSH with the
optional caster set, do the same after positioning
the machine where it will be operated most often.
Mark the position of the legs on the floor with
tape so it can be returned to the same position.
HEIGHT ADJUSTMENT
The table height is controlled by the height adjustment handle (10)(Fig.5). Turning the handle raises
or lowers both sides of the table simultaneously by
transferring the handle rotation through the miter
gear and transfer rod assembly. One revolution of
the handle raises or lowers the table 3/32 of an
inch.
Before operating height adjustment, be sure both
set screws located in both table support castings
(Fig. 3) are loose to allow table support to slide on
both column tubes. (These set screws are tightened
for shipping.)
BRUSH ALIGNMENT
The brush must be parallel to the conveyor bed
surface. Brush alignment can be visually checked by
raising the tension rollers (Fig. 6) to their highest
position (See Tension Roller Adjustment page 9)
and raising the table so that the brush just contacts
the conveyor surface. Brush contact should be
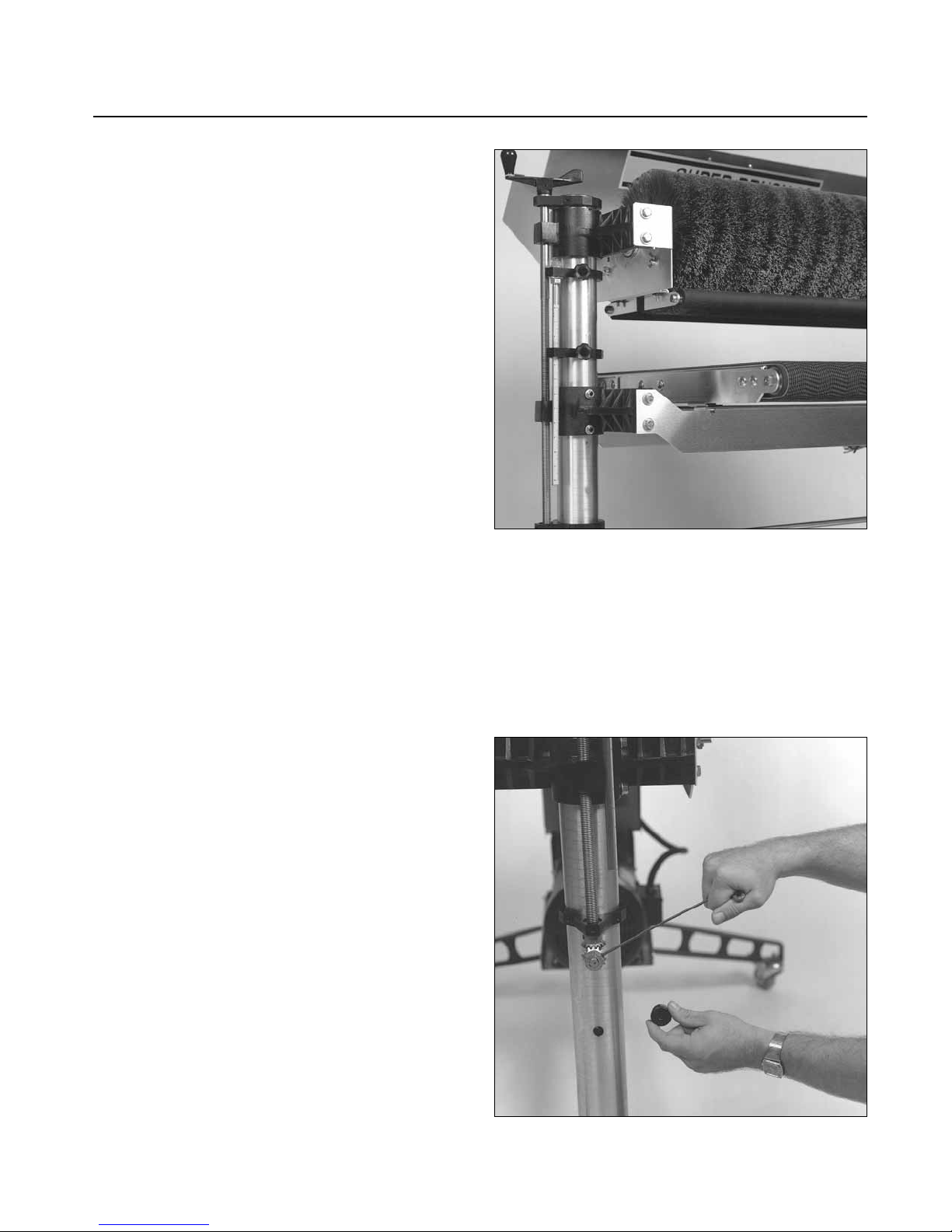
Fig. 6. Checking brush alignment and table height
adjustment (outboard side).
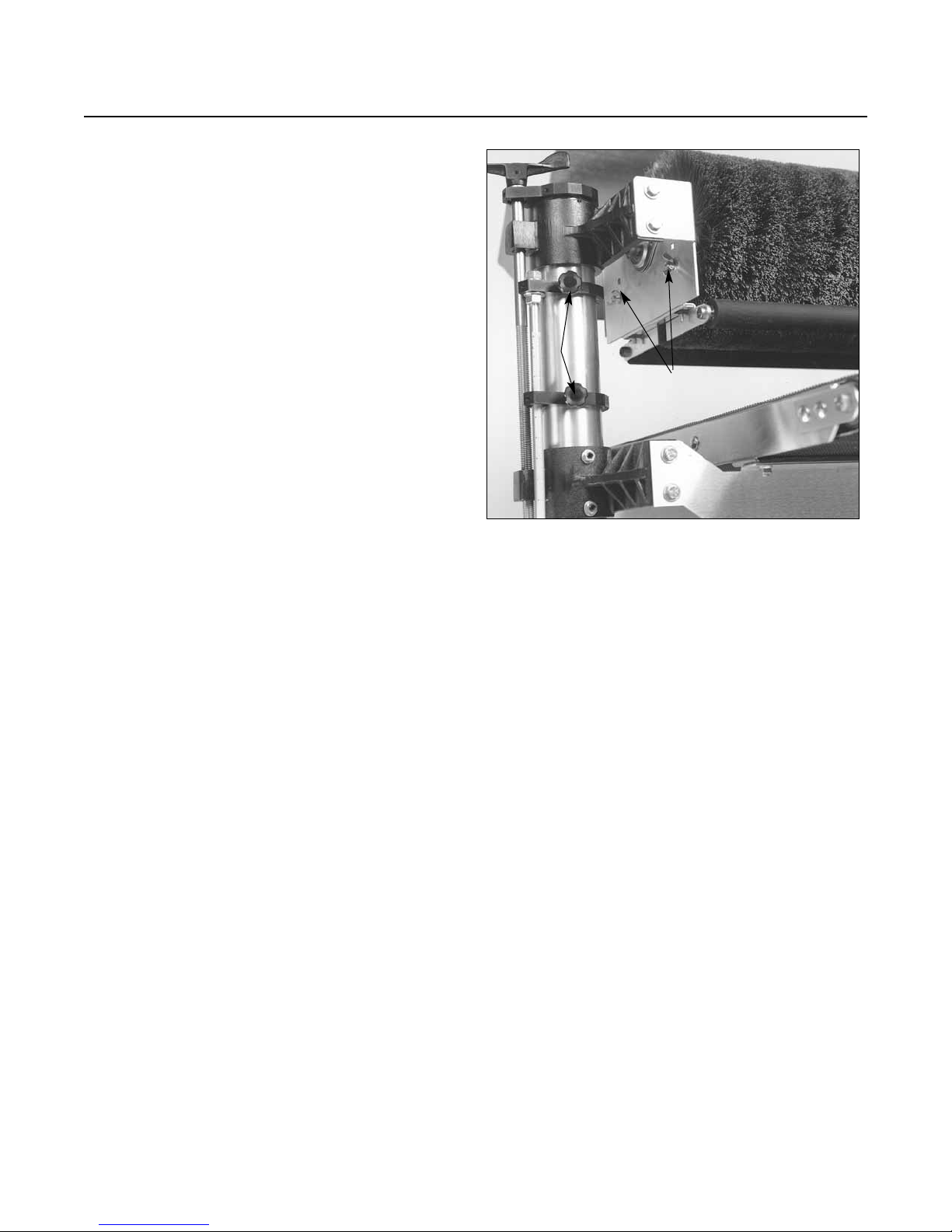
Fig. 7. Adjusting brush alignment.
8 SUPERBRUSH OWNER’S MANUAL
equal across the width of the conveyor. If the
S
UPERBRUSH is properly leveled (See checking
machine for level), brush misalignment can be
corrected by loosening the two set screws at the
front of the outboard brush support casting (Fig.
5) and by raising or lowering casting to correct
alignment.
NOTE: Improper brush alignment will cause
uneven results and lead to reduced brush life.
BRUSH SPEED ADJUSTMENT
The SUPERBRUSH is equipped with a variable
speed drive which allows the brush to be operated
anywhere between 400 and 1200 RPM. The faster
the brush speed, the more aggressive the brush
action. The brush speed control handle (1)(Fig. 5)
raises or lowers the motor support casting (7)(Fig.
5) which activates the variable speed drive pulley.
RPM GAUGE
The RPM gauge (Fig. 8) displays the brush speed
and is read where the scale intersects the top of the
screw support casting. To calibrate the gauge,
lower the motor to the lowest position. Loosen
both hex nuts while holding set screws. Position
the RPM scale so that “400” RPM intersects the
top of the screw support casting (Fig. 8). Tighten
hex nuts to hold gauge in this position.
CHECKING THE CONVEYOR BELT
Conveyor belt tracking adjustments may occasionally
be necessary during break-in and normal operation to
compensate for belt stretching. If adjustments are
necessary, follow the instructions below:
Belt tracking adjustments are made while the
conveyor belt is running. With the conveyor unit
on and set at the fastest speed setting, watch for a
tendency of the conveyor belt to drift to one side
of the conveyor. To adjust the belt tracking, tighten
the take-up screw nut (see Fig. 9) on the side the
belt is drifting toward, and loosen the take-up
screw nut on the opposite side. Adjusting the take-up
screw nuts on either side of the conveyor allows
belt tracking adjustments to be made without
affecting belt tension. Adjust the take-up screw nuts
only 1/4 turn at a time. Then allow time for the belt
to react to the adjustments before proceeding further.
Try to avoid over-adjustments.
NOTE: Make sure wrench is below surface when
brushing.
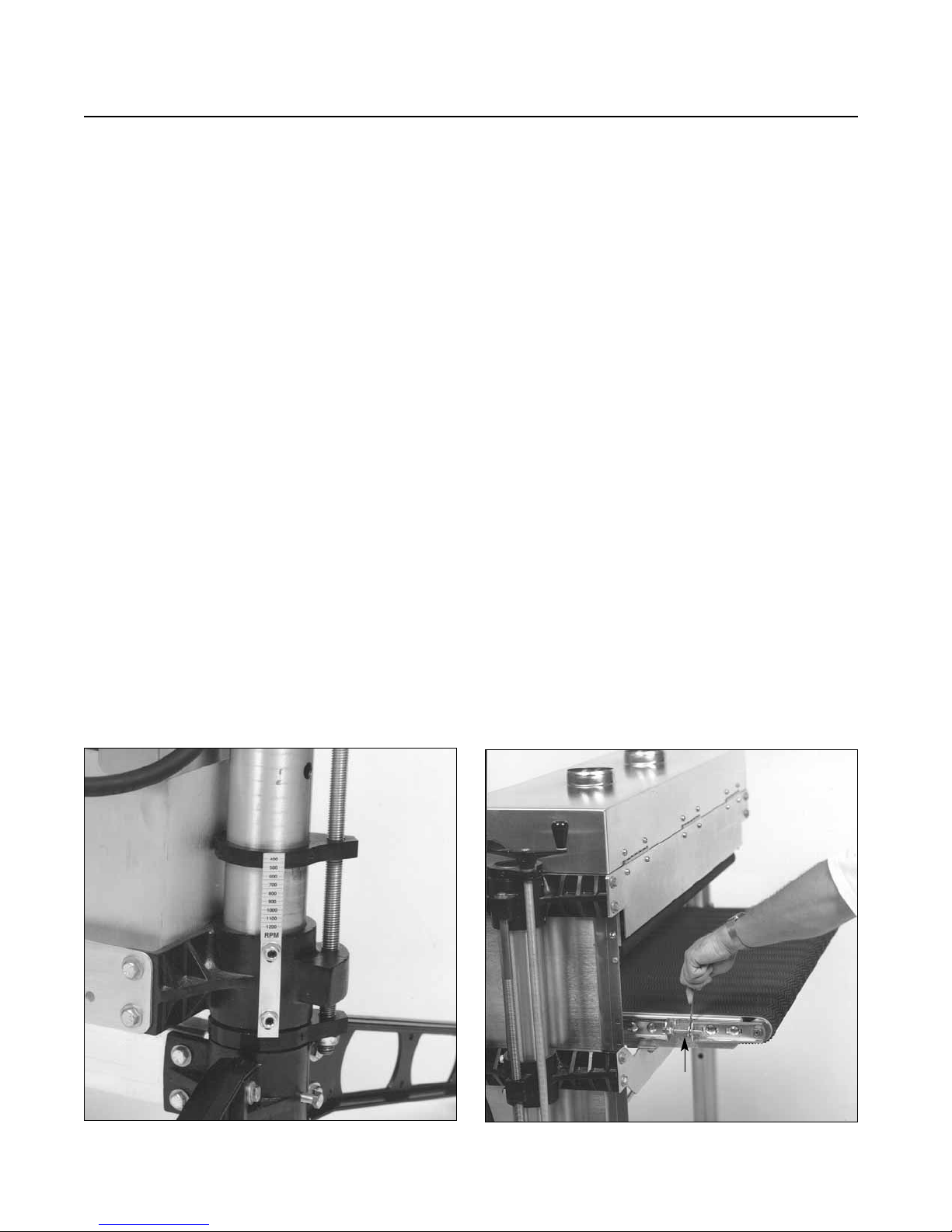
Fig. 8. Brush RPM gauge.
Fig. 9. Adjusting conveyor belt tracking.
TAKE UP
SCREW NUT

OPERATING YOUR SUPERBRUSH 9
Before using your SUPERBR USH, r eview the previous
pages in this manual on initial set-up and adjustment.
In this section, you will learn how to operate the
machine. Note that connecting the machine to an
adequate dust collection system is necessary before
operating the unit.
The S
UPERBRUSH offers considerable control
and versatility through infinitely variable brush
speed and feed rate. Experiment with both to find the
proper sander performance for a given application.
Varying the brush speed makes the brush more or
less aggressive. Too aggressive on the brush may
tend to raise the grain or round edges. Sometimes
it may be better to make two or more passes with a
less aggressive brush or setting.
The brush is rotating against the direction of
feed; therefore, the leading edges of contours will
receive more sanding than trailing edges. Stock
should be reversed on subsequent passes to sand all
surfaces. Stock may also be fed at an angle to allow
more brush penetration on the sides.
BASIC OPERATING PROCEDURES
After you have connected the machine to a dust
collection system, you are ready to begin to use the
SUPERBRUSH. The basic operating procedure for
the S
UPERBRUSH models is as follows (Fig. 10):
1. Set depth of cut/bristle contact (page 10).
2. Set tension rollers to type of stock being sanded
(See Tension Roller Adjustment below and Fig.
11)
3. Start sanding brush and select slow brush speed
(page 8).
4. Start conveyor and select feed rate (page 10)
5. Start dust collector system.
6. Feed stock through unit.
7. Gradually increase brush speed until the desired
finish is achieved (Fig. 8).
To feed stock through the S
UPERBRUSH, rest
and hold the stock to be sanded on the conveyor
table,
allowing the conveyor belt to carry the stock
into the brush. Once the stock is halfway through,
reposition yourself to the outfeed side of the
machine to receive and control the stock as it exits
the unit.
TENSION ROLLER ADJUSTMENT
Spring loaded infeed and outfeed Tension Rollers
(Fig. 11) are provided to maintain downward
pressure on stock being sanded and to prevent
slippage of the stock on the feed conveyor. When
properly set, the Tension Rollers should engage or
raise up about 1/8˝to accommodate the stock
being brushed.
The Tension Rollers can and must be adjusted
to accommodate flat surfaced stock vs highly
contoured surface stock. If the Depth Gauge is
properly calibrated (page 11), Tension Roller
height is adjusted as follows: Note: Make sur e brush
head is appropriate for application and contact.
Flat Surfaced Stock: Set the bottom of the
tension rollers even with the bottom of the brush.
Loosen the four Tension Roller locking knobs (Fig.
11). Raise the table to the “0” mark on the Depth
Gauge. At this position, the brush and Tension
Rollers are resting on the table surface. Lock all
four Tension Roller knobs. For example, to brush a
3/4˝thick flat board, lower the table to 5/8˝on the
Depth Gauge. This allows 1/8˝for Tension Roller
engagement and 1/8˝brush penetration.
OPERATING YOUR SUPERBRUSH
Fig. 10. Operating controls.
SHAFT
COLLAR
HEIGHT
ADJUSTMENT
BRUSH
SPEED
CONTROL
CONVEYOR
CONTROL
10 SUPERBRUSH OWNER’S MANUAL
Contoured Surface Stock: (Example: A 3/4
˝
thick piece of molding with 3/8˝of molding
relief.) Loosen all four tension roller locking bolts
(Fig. 11). Adjust the conveyor table 1/4˝into the
bristle tips (measure with a ruler from “0” mark on
depth gauge.). At this position, the tension rollers
are resting on the table surface and are positioned
1/4˝above the bottom of the brush. Lock all four
Tension Roller locking bolts. To brush the piece,
lower the table to the 3/8˝position on the Depth
Gauge. This allows for 1/8˝of tension roller
engagement and 3/8˝of brush penetration.
SELECTING STOCK FEED RATES
Selecting the proper feed rate is essential to proper
brushing. Feed rate controls the duration of brushing
on a particular spot. A slower feed rate allows
more brushing to occur. In some instances, a slow
feed rate and slow brush speed may produce the
same result as a fast feed rate and fast brush speed.
The variable feed rate control of the conveyor belt
adjusts the load on the machine; it can be infinitely adjusted for maximum operating performance.
A faster feed rate allows faster brushing but fewer
revolutions of the brush per inch of sanding. A
slower feed rate provides more revolutions of the
brush per inch of sanding (Fig. 10).
The best feed rate will depend on a number of
factors, including type of stock, brush, depth of
cut used, and whether the stock is fed directly in
line with the conveyor bed or at an angle.
When using a wire brush for “distressing” wood,
a brush speed of 400-600 RPM with light contact
of bristles and a moderate feed rate generally leaves
the best finish.
SETTING BRUSH DEPTH OF CUT/CONTACT
SuperMax Tools tests sample applications for all
customers before selling a S
UPERBRUSH. We rec-
ommend following the suggest RPM, contact and
conveyor settings outlined in the sample letter. If
you have questions about your application(s) or
your needs change, please contact SuperMax Tools
for updated information or new sample testing, as
brush types, materials, etc. may have changed.
The information and suggestions listed below are
not specific to any application and may have
changed since printing. Please call SuperMax
Tools if you have questions.
When a nylon or wire brush is worn and needs
changing, the bristles will either have fractured
and the brush head looks “bald” or the bristle
length has worn and the bristles are too short for
effective brushing.
When an abrasive or cloth brush is worn, the
brushing material will become smooth or the
brush will be considerably smaller in diameter as
compared to new. Cloth brush heads may only
need cleaning to rejuvenate the cloth. Please call
SuperMax Tools if you have any questions. Brush
life can vary considerably, due to RPM, contact,
type of brush, and material being brushed.
Fig. 11. Tension roller and depth gauge adjustment.
DEPTH
GAUGE
LOCKING
KNOBS
TENSION ROLLER
LOCKING BOLTS

OPERATING YOUR SUPERBRUSH 11
Many types of brush heads may be rewound with
new bristles or re-equipped with new brush material.
Please contact SuperMax Tools if you have questions
about a new or re-wrapped brush head.
Some types of brush heads, some fladder brushes,
for example, will allow changing of the brush
material by the operator, thus eliminating the need
to send the brush head out for re-wrapping. Please
call SuperMax Tools if you have any questions
about re-wrapping a brush.
When using a wire brush for “distressing” wood,
slowing brush RPM, using light contact and a
moderate feed rate generally will give the best finish
and longest brush life.
When using a wire brush on metal, it is important
to use a light contact of the bristle tips.
Wire brushes frequently flipped end for end, to
keep the wire from bending in one direction, will
extend brush life. Caution, if you choose not to
flip the brush frequently, it is better not to flip the
brush at all.
Nylon Brushes. “Dr ess” tips of bristle brush periodically to maintain uniform brush wear and to
expose new grit on the ends of the fiber.
Dressing Instructions:
Staple a wide sheet of 60 grit sandpaper to a 1/2˝
thick flat wood surface. Strips of narrow sandpaper
can also be used. Raise the brush so the tips of the
bristles contact the sandpaper by 1/32˝. Set the
conveyor speed to approximately 50% feed rate.
Pass the abrasive loaded board through the
machine until the brush fibers are sharp and even.
DEPTH GAUGE OPERATION
The depth gauge (see Fig. 11) measures the distance
between the conveyor table and the bottom of the
sanding brush. The sanding brush must be parallel
to the conveyor bed surface. To calibrate the depth
gauge, loosen the locking knob of the lower depth
gauge casting so it rests on top of the table support
casting. Raise the conveyor table until it touches
the sanding brush. Then loosen the locking knob
of the upper depth gauge casting and position the
“0” mark of the scale even with the top of the
lower depth gauge casting. Lock the upper depth
gauge casting in position.
Once calibrated, the locking knob of the lower
depth gauge casting can be loosened, allowing the
lower depth gauge casting to ride on top of the
table support casting. The depth can then be read
where the scale enters the lower depth gauge casting.
The depth gauge can also be used as a stop gauge
as follows: Position the lower depth gauge casting
along the scale to a desired finish thickness. Then
lock the lower depth gauge casting with the locking knob to prevent the conveyor table from being
raised above that point
MONTHLY MAINTENANCE
For best results, perform the following r ecommended
maintenance procedures on a monthly basis:
• Lubricate conveyor bushings and check for wear.
• Lubricate all moving parts, such as threaded
rods, washers, and column tubes.
• Clean dust from the conveyor belt.
• Blow dust from the motors.
• Check all set screws for tightness on parts such as
brush support castings, bearings, conveyor coupler, castings, pulleys, and miter gears.
• Clean brush, if applicable.
 Loading...
Loading...