


ROBEND® 3000
E Curvadora electroportátil
GB Portable motor bender
F Machine a cintrer portative
P Curva tubos eléctrico portátil

A
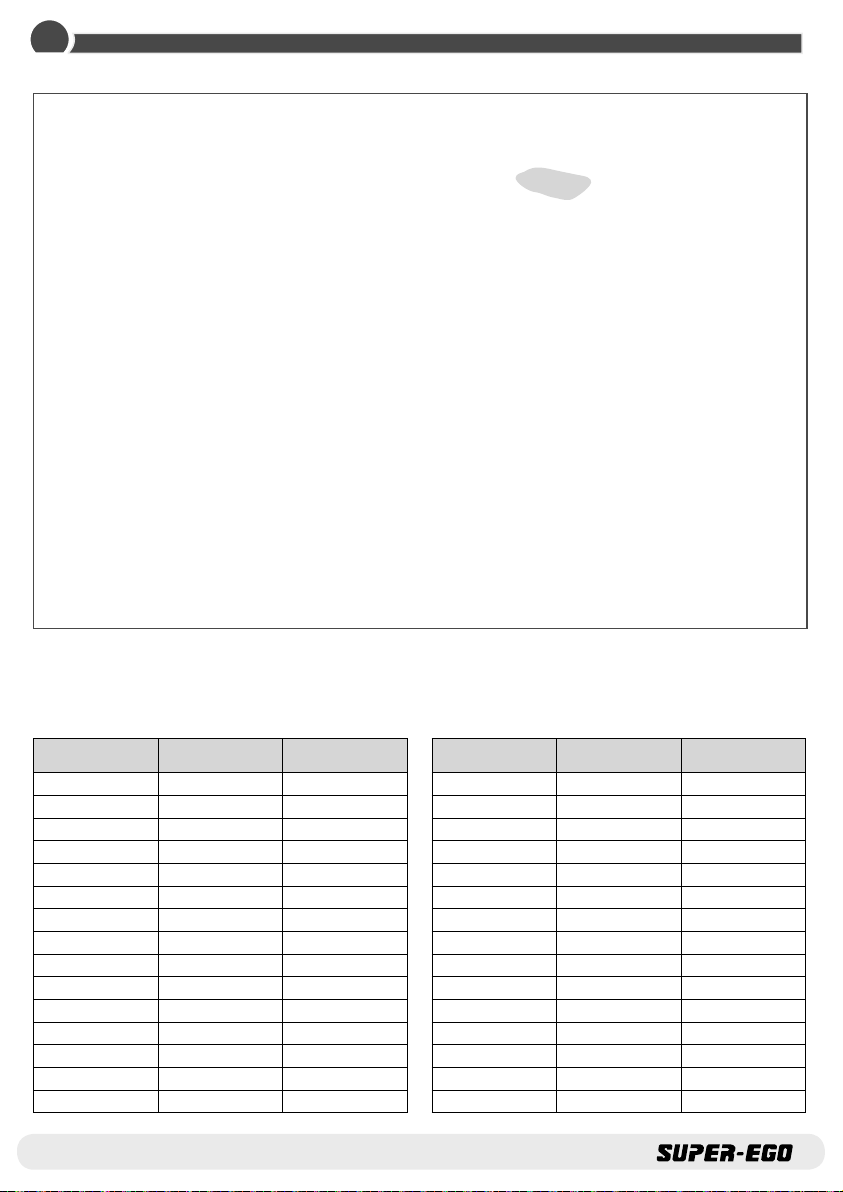
DESPIECE
18311
2 4
B
1
6 9 10
PREPARATION FOR START-UP
2
5
3 4
C
A
B
STARTING-UP
C
D

3
75
4
75
59
74
43
77
62
64
23
50
11
49
50
48
905
76
58
14
54
58
76
7
44
60
57
8
45
43
42
2
61
59
51
ROBEND - 3000
63
1
40
39
6
5
56
46
76
79
77
81
38
34
33
32
31
53
25
41
29
36
35
26
52
37
925
926
907
D
DESPIECE
No. Code
1 7620001
2 7620002
3 7640003
4 7620004
5 7620005
6 7620006
7 7620007
8 7620008
9 7620009
10 7620010
11 7620011
14 7620014
21 7620021
22 7620022
23 7620023
24 7620024
25 7620025
26 7620026
31 7620031
32 7620032
33 7620033
34 7620034
No. Code
35 7620035
36 7620036
37 7620037
38 7620038
39 7620039
40 7620040
41 7620041
42 7620042
43 7620043
44 7620044
45 7620045
46 7620046
47 7620047
48 7620048
49 7620049
50 7620050
51 7620051
53 7620053
54 7620054
55 7620055
56 7620056
57 7620057

76
77
64
23
68
24
54
58
76
909
76
58
57
8
45
9
58
10
76
76
908
76
22
47
910
47
21
53
58
54
904
907
906
66
78
3
65
78
911
912
230 V.
110 V.
B
DESPIECE
No. Code
58 7620058
59 7620059
60 7620060
61 7620061
62 7620062
63 7620063
64 7620064
65 7620065
66 7640066
68 7620068
69 8620004
75 8620042
76 7620076
77 7620077
78 7620078
79 7620079
No. Code
80 8620051
81 8620035
904 7620904
905 7620905
906 7620906
907 7620907
908 7620908
909 7620909
910 7620910
911 7640911
912 7640912
924 7620924
925 7620925
926 7620926
4
E
6
5
4
3
2
1
11
16 (110V)
23
20
19
14
13
18
12 (110V)
17
24
8
15
9
10
DESPIECE
21
No. Code V.
1 764C201 220 V
2 7620069 220 V
3 764C203 220 V
4 764C204 220 V
4 764C227 110 V
5 764C205 220 V
6 764C206 220 V
7
Incluided on part. 8
8 764C208 220 V
9 764C209 220 V
10 764C210 220 V
11 764C211 220 V
12 764C212 220 V
12 764C228 110 V
13 764C213
220 V
25
22 (110V)
26
No. Code V.
14 764C214 220 V
15 764C215 220 V
16 764C216 220 V
16 764C229 110 V
17 764C217 220 V
18 764C218 220 V
19 764C219 220 V
20 764C220 220 V
21 764C221 220 V
22 764C222 220 V
22 764C230 110 V
23 764C223 220 V
24 764C224 220 V
25 764C225 220 V
26 764C226
5

6
WARRANTY
MODELL-MODELE-MODELO-MODELLO
NAME DES KÄUFERS-BUYER’S NAME-NOM DE L’ACHETEURNOMBRE DE COMPRADOR-NOME DELL’ACQUIRENTE:
ADRESSE-ADDRESS-ADRESSE-DIRECCIÓN-INDIRIZZO:
NAME DES VERKÄUFERS-DEALER’S NAME-NOM DU VENDEUR
NOMBRE DE VENDEDOR-NOME DEL VENDITORE:
ADRESSE-ADDRESS-ADRESSE-DIRECCIÓN-INDIRIZZO:
EINKAUFSDATUM-DATE OS PURCHASE-DATE DE L’ACHAT
FECHA DE ADQUICISIÓN-DARA DI ACQUISTO:
UNTERSCHRIFT DES VERKÄUFERS:
DEALER’S SIGNATURE:
SIGNATURE DU VENDEUR:
FIRMA DEL VENDEDOR:
FIRMA DEL VENDITORE:
UNTERSCHRIFT DES VENDEUR:
BUYER’S SIGNATURE:
SIGNATURE DU L’ACHETEUR:
FIRMA DEL COMPRADOR.
FIRMA DELL’ACQUIRENTE:
ROTHENBERGER, S.A.
Carretera Durango-Elorrio, km 2
48220 Abadiano (Vizcaya)
Tel.: +34 946 21 01 00, Fax: +34 946210131

GENERAL
ESPAÑOL Página 8
¡Por favor, lea y conserve el manual de instrucciones! ¡No lo tire! ¡En caso de daños por errores de
manejo, la garntía queda sin validez! Modificaciones técnicas reservadas.
ENGLISH Page 8
Please read retain these directions for use. Do not throw them away! The warranty does not cover
damage caused by incorrect use of the equipment! Subject to technical modifications.
FRAÇAIS Page 8
Lire attentivement le mode d’emploi et le ranger à un endroit s{ur! Ne pas le jetter! La garantie est
annulée lors de dommages d{us à une manipulation erronée! Sous rèserve de modificaions techniques.
DEUTSCH Seite 8
Bedienungsanleitung bitte lesen und aufbewaren! Nicht wegwerfen!
Bei Schäden durch Bedienungsfehler erlischt die Garntie! Technische Äanderungen vorbehalten!
ITALIANO Pagina 8
Per favore leggere e conservare le istruzioni per l’uso! Non gettarle via! In caso di danni dovuti ad errori
nell’ uso, la garanzia si estingue! Ci si riservano modifiche tecniche.
PORTUGUES Pagina 8
Queiram ler e guardar o manual de instruções! Não deitar fora! Em caso de avarias por utilização
incorrecta, extingue-se garantia! Reservado o direito de alterações técnicas.
NEDERLANDS Bladzijde 8
Lees de handleiding zorgvulding door en bewaar haar goed! Niet weggoien! Bij schade door
bedieningsfouten komt de garantieverlening te vervallen! Technische wijzgingen voorbehouden.
DANSK Side 8
Læs igenom bruksanvisningen, og gem den til senere brug! Smid den ikke ud! Skader, som mâtte opstâ som
folge af betjeningsfejl, medfØrer, at garantien mister sin gyldighed! Red til tekniske ændringer forbeholdes.
SVENSKA Side 8
Läs igenom bruksanvisingen och förvara den väl! Kasta inte bort den! Garantin upphör om apparaten har
använts eller betjänats pä ett felaktigt sätt! Med reservation för tekniska ändringar.
8
CE-KONFORMITÄTSERKLÄRUNG
Wir erklären in alleiniger Verantwortung, dass dieses
Produkt mit den angegebenen Normen und Richtlinien
übereinstimmt.
EC-DECLARATION OF CONFORMITY
We declare on our sole accountability that this product
conforms to the standars and guidelines stated.
DECLARATION CE DE CONFORMITÉ
Nous déclarons sous notre propre responsabilité que ce
produit est conforme aux normes et directives indiquées.
DECLARACIÓN DE CONFORMIDAD CE
Declaramos, bajo nuestra responsabilidad exclusiva,
que este producto cumple con las normas y directivas
mencionadas.
DICHARAZIONE DI CONFORMITÀ CE
Dichiriamo su nostra unica responsabilità, che questo
prodotto è conforme alle norme ed alle direttive indicate.
EC-KONFORMITEITSVERKARING
Wij verklaren in eigen verantwoordelijkheid dat dit
product overeenstemt met de van toepassing zijnde
normen en ritchtlijnen.
DECLARAÇÃO DE CONFORMIDADE CE
Declaramos, sob responsabilidade exclusiva, que o
presente produto está conforme com as Normas e
Directivas indicadas.
CE-KONFORMITETSERKLÆRING
Vi erklærer som eneansvarring, at dette produkt er i
overensstemmelse med anførte standarder, retningslinjer
og direktver.
CE.FÖRSÄKRAN
Vi försäkar pä eget ansvar att denna produkt uppfyller de
angivna normerna och riktlinjerna.
89392 EEC, 91368 EEC,
73/23 EEC, 89/336 EEC
José Iganacio Pikaza
7
8
UA-10
INSTRUCCIONES DE SERVICIO
COMPONENTES DE LA MAQUINA (Ver figura A)
1. Motor
2. Palanca de inversión de marcha
3. Asidero
4. Alojamiento
5. Trípode
6. Galleta
7. Gancho de la galleta
8. Bulón de la máquina
9. Patín
10. Bulón de sujeción
11. Escala para curvados en serie
CAMPO DE TRABAJO
Tubo de cobre rígido y recocido DIN 1786 øs 12 a 28 mm: 1,5 mm pared.
Tubo de acero duro y blando DIN 2391, DIN 2393, DIN 2394; øs 12 a 28 mm x 2,5.
Tubo de acero DIN 2440 1/4” (14), 3/8” (18), 1/2 “ (22), 3/4 “ (28).
Tubo de acero inoxidable AISI 304-316 espesor hasta 1,5 mm øs 12 a 28 mm
Tubo de conducción eléctrica: 16-20-25-32 mm
Preparación para la puesta en marcha
1. Posición de trabajo del operario (Ver figura B.1)
Por comodidad y seguridad la posición que aparece
reflejada en el dibujo sería la ideal para realizar el
proceso de curvado completo.
2. Area de rotación del tubo (Ver figura B.2)
El operario antes de comenzar el proceso de curvado
tiene que asegurarse que el área que describe el tubo
al curvarse esté libre de obstáculos, que no haya
ningún elemento ajeno que interfiera el curvado del
tubo.
3. Ejemplo de cables extensibles
Asegúrese que el cable sea lo más grueso y corto
posible. El cable extensible deberá ser de más de 15
Amp. y nunca sobrepasará los 30 metros de longitud.
4. Compruebe el estado del interruptor de
marcha
Asegúrese que el interruptor de marcha se
desbloquea automáticamente al desaparecer la
presión sobre él.
5. Utilización del trípode (opcional) (Ver figura B.3)
Montaje del trípode y acoplamiento de la máquina
curvadora.
6. Dispositivo para curvados en serie (Ver figura B.4)
La ROBEND® 3000 va provista de un dispositivo que
permite fijar el ángulo a curvar entre 0º y 180º. Para
ello aflojar la escala graduada que rodea el bulón de
la máquina y hacer coincidir el ángulo deseado con la
TECHNICAL CHARACTERISTICS
Capacidad de curvado: 12 – 32 mm
Tipo de curvado: 0º - 180º
Tipo de corriente: 230 V 50/60 Hz
100 V 50/60 Hz
110 V 50/60 Hz
Potencia absorbida: 1010 W (900W)
Interruptor de marcha: Sin bloqueo
Peso máquina: 13 kgs
Dimensiones máquina: 560 x 145 x 215 mm
Peso equipo (12, 15, 18 y 22 mm): 24 kgs
Dimensiones de la maleta: 590 x 430 x 200 mm
Nivel de ruido: 100 dBA
Lp: 87 db
Nivel de vibraciones: 5,9 m/s
marca blanca interior. Ver figura. Una vez seleccionado
el ángulo volver a apretar los tornillos y proceder
como se indica en el capítulo de Puesta en Marcha.
Importante: no es aconsejable utilizar con tubos
superiores a ø 22 x 1,2 mm. Retirar las manos de las
partes móviles de la máquina durante el curvado.
Puesta en marcha
Antes de realizar cualquier operación
con la máquina asegúrese de leer las
instruccionesgenerales de seguridad y las de
preparación de la puesta en marcha.
Atencion: Para realizar cualquier curvado seguir
íntegramente las operaciones que se describen a
continuación.
1. Seleccionar el tubo que queremos curvar. Escoger la
galleta y el patín correspondiente a la medida elegida.
2. Introducir la galleta en el bulón de la máquina.
Poner el tubo en el hueco de la galleta y fijarlo con
el gancho. (Atención debe sobresalir 10 mm como
mínimo del gancho), poner el patín correspondiente y
fijarlo con el bulón de sujeción en su alojamiento.
3. Posición de inicio. Para comenzar a curvar el punto
“0” de la galleta tiene que coincidir con el punto
medio del patín. Ver figura C.A. Ahora estamos listos
para comenzar a curvar.
4. Curvado del tubo. Mover la palanca de inversión de
marcha en la posición accionar el interruptor del
2
SPANISH

INSTRUCCIONES DE SERVICIO
motor (la galleta comenzará a girar) Ver figura C.B. y
mantenerlo así durante toda la operación de curvado.
Para determinar los grados de curvatura, el número de
grados deseado debe coincidir con la muesca existente
en el patín. Ver figura C.C. La ROBEND
de un dispositivo que permite fijar el ángulo a curvar
entre 0º y 180º (curvado en serie), ver el apartado de
“preparación para la puesta en marcha”.
5. Fin de curvado. Una vez realizada las curvas
desconectar el interruptor y poner la palanca de
inversión de marcha en la posición de retroceso
Accionar brevemente el interruptor para desbloquear
el tubo. Extraer el bulón de sujeción, retirar el patín y
recoger el tubo curvado.
6. Para dejar la ROBEND® 3000 preparada para un
próximo curvado accionar el motor con la palanca de
inversión en posición de retroceso hasta que dispare
y se sitúe en la posición de punto muerto.
®
3000 dispone
Cuidados y mantenimiento
Antes de realizar cualquier trabajo en la
máquina, desconecta el enchufe de la toma de
corriente.
1. Cable y enchufe
Tanto el cable como el enchufe deben encontrarse
en condiciones óptimas. Examínelos a intervalos
regulares.
2. Interruptor de marcha
Compruebe que el interruptor de la máquina se
desbloquea automáticamente al liberarlo de la presión
de los dedos. En caso de detectar alguna anomalía
reemplácelo inmediatamente.
3. Escobillas
Compruebe con frecuencia el desgaste de las
escobillas y su perfecto contacto con el inducido.
Cambie las escobillas cuando su longitud haya
quedado reducida a 1/3 de la longitud original.
Emplee escobillas originales SUPER-EGO.
4. Motor e inducido
Asegúrese cada 100 horas de quitar el polvo de
carbón que haya en el motor y en alojamiento de
las escobillas. El inducido del motor deberá estar
permanentemente limpio y su superficie tendrá que
ser uniforme (de color bronce claro).
5. Caja de engranajes
Cada 500 horas de funcionamiento debe realizarse
un cambio de grasa. Tras desmontar la máquina,
petrolear todos los mecanismos para eliminar la
grasa usada. Secar las piezas con aire a presión
seco y aplicar la nueva grasa, con las manos bien
limpias. No usar líquidos disolventes. La cantidad de
grasa necesaria para realizar un buen engrase es de
300 grs. Aproximadamente. No es aconsejable una
aplicación excesiva de grasa porque puede aumentar
la temperatura de la máquina. Tipo de grasa: LGMT2
de SKF o similar. Aconsejamos que esta operación sea
realizada en un servicio Post-Venta autorizado.
6. Desmontaje de la caja de engranajes
Para desmontar la caja de engranajes, desatornillar
los tornillos de la parte posterior de la máquina,
no introducir jamás objetos punzantes tales como
puntas, destornilladores, etc. entre las caras de unión
del cuerpo y tapa. El procedimiento adecuado será
golpear suavemente con un martillo de plástico en la
cara frontal del eje portahormas.
7. Deje en manos de un especialista el
mantenimiento y reparación de su máquina.
Toda reparación debe ser hecha por un especialista y
únicamente con piezas de origen.
Diagnosticos de fallos
A. La horma queda parada durante el curvado y
el motor sigue en marcha.
No se ha puesto la palanca de inversión de giro en la
posición adecuada.
Revisar las escobillas.
B. Las curvas no son redondas
Horma o patín no son adecuados.
Horma o patín gastados.
Tubo defectuoso.
C. La curvadora no se pone en marcha
Enchufe defectuoso.
Motor defectuoso.
D. Disparo
Tornillos mal apretados.
9
SPANISH

10
OPERATING INSTRUCTIONS
UA-10
MACHINE COMPONENTS (See figure A)
1. Motor
2. Reverse lever
3. Handle
4. Bolt housing
5. Tripod
6. Former
7. Former hook
8. Former fastening shaft
9. Slide
10. Slide fastening bolt
11. Series bending scale
CAPACITY
Hartes und weiches kupferrohr DIN 1786 Durchmesser 12-28 mm, Wandstärke 1,5 mm
Hartes und weiches Stahlrohr DIN 2391, DIN 2393, DIN 2394; Durchmesser 12-28 mm x 2,5 mm
Stahlrohr DIN 2440 1/4” (14 mm), 3/8” (18 mm), 1/2” (2 mm), 3/4” (28 mm)
Nichtrostendes Stahlrohr (INOX) AISI 304 - 316, Wandstärke bis 1,5 mm Durchschnitt 12 - 28 mm
Elektrisch Rohre: 16-20-25-32 mm
Preparation for start-up
1. Working position (See figure B.1)
The position shown in the sketch would be ideal for
comfort and safety during the entire bending process.
2. Working area (See figure B.2)
Before start, the bending area should be clear
from any element that may interfere in the bending
process.
3. Use of extension cords
The extension cable should as thick and short as
possible. It should handle more than 15 Amp., and
never be more than 30 m. in length.
4. Check the state of the on/off switch
Make sure that the on/off switch unlocks
automatically when not pressed.
5. Use of tripod (optional) (See figure B.3)
The sketch shows assembly and coupling of tripod to
bending machine.
6. Device for series bending (See figure B.4)
The unit provides a device for setting the bending
angle automatically from 0º to 180º. To operate,
loosen the graduated scale surrounding the former
shaft and align the desired angle with the inner mark
as shown. Once the angle has been selected, tighten
the screws and proceed according to the “start-up”
chapter.
TECHNICAL CHARACTERISTICS
Bending capacity: 12 – 32 mm
Bending angle: 0º - 180º
Voltage: 230 V 50/60 Hz
100 V 50/60 Hz
110 V 50/60 Hz
Absorbed power: 1010 W (900W)
On-switch: Non-blocking
Machine weight: 13 kg.
Machine dimensions: 590 x 145 x 215
Complete set weight (12,15,18 and 22 mm): 24 kg.
Box dimensions: 660 x 430 x 200 mm
Noise level: 100 dBA
Lp: 87 db
Vibration level: 5,9 m/s
Important: It is not advisable to use this option
on pipes larger than Ø 22 x 1,2 mm.
7. Keepaway from moving parts
Make sure that your hands are not in contact with
moving parts of the machine during the bending
process
Starting up
Before carrying out any operation with this unit,
first read the general safety instructions and
preparation for start-up.
Important: For all bending applications, carefully
follow the steps described beolw
1. Select the tube or pipe to be bent. Choose the
relevant bending former and shoe suited to the tubes
size.
Ensure that the ROBEND® 3000 is set in the start
position by starting the motor with the direction lever
in the reserve position until it triggers off and moves
to the neutral position.
2. Place the bending former onto the centrepin. Lay
the tube into the bending former and secure it into
the hook.
Important: Ensure that the tubes is fully inserted
into the hook and has contact with the whole hook
surface.
2
ENGLISH

OPERATING INSTRUCTIONS
Secure the bending shoe with the fastening bolt into
the appropriate housing.
3. Ensure you are at the correct starting position by
checking the “0” mark on the bending former is lined
up with the centre of the bending shoe (see figure C.A).
4. To start bending, shift the direction lever to the
working position and push the power switch . The
bending former will start to rotate. Maintain pressure
on the switch until your chosen angle of bend (marked
on the bending former) (see figure C.B) lines up with
the mark on the bending shoe, and then release the
switch (see figure C.C).
The ROBEND
allows you to preset the bending angle between 0
to 180 degrees which is ideal for repeat bends. See
“preparation for start up” chapter.
5. Once the been has bend produced and the power
switch has been released, shift the direction lever back
into the reverse position . Now, briefly push the
power switch to loosen the hold on the tube. Once
the tube has released you can remove the fastening
bolt, then the bending shoe and finally take the
finished bend out of the bending former.
6. In order to make the ROBEND® 3000 ready for
the next bending operation, start the motor with
the direction lever in the reverse position until it
triggers off and moves into the neutral position.
®
3000 is equipped with a device that
Care and maintenace
Before carrying out any job on the machine,
disconnect the plug from the mains outlet.
1. Cable and plug
Both the cable and plug should be in optimum
condition. Check them at regular intervals.
2. ON switch
Check that the machine switch unblocks automatically
when finger pressure is released. In case of any
anomaly, replace immediately with a new one.
3. Brushes
Check frequently for brush wear and perfect contact
with rotor. Change brushes when their lengths is 1/3
of original length. Use original SUPER-EGO brushes.
4. Motor and rotor
The carbon dust accumulated in the motor and brush
housing should be removed every 100 hours. The
motor’s rotor should be permanently clean with a
uniform surface (light bronze colour).
5. Gear box
Change grease every 500 operating hours. After
dismounting the machine, oil all mechanisms
to eliminate old grease. Remove parts with dry
compressed air and apply new grease with clean
hands. Do not use any dissolvents. Approximately 300
grs. of grease is needed for a correct lubrication. An
excessive amount of grease is not recommended as it
can increase the temperature of the machine. Grease
type: LGMT2 by SKF or similar. We recommend that
this operation be carried out by an authorized aftersales service.
6. Dismounting the gear box
Before dismounting the cover of the gear box, never
introduce sharp objects such as tips, screwdrives, etc.
between the body and cover’s connecting faces. The
correct procedure is to tap the front of the octagon
gently with a plastic hammer.
7. Machine maintenance and repair should be
done by a specialist
All repairs should be carried out by a specialist and
only original parts should be used.
Diagnosis of faults
Before carrying out any inspection of the
ROBEND® 3000, check that the plug is
disconnected from the power supply.
Important: should any form of service/repair
other than the basic points detailed below be
required, please contact your nearest technical
service centre.
A.The bending former stops rotation during
bending, while the motor is still running.
The direction lever is not in the right position.
There is a transmission problem - contact your
technical service centre.
B. Bends are not round/circular
Bending former and/or shoe are not suited to the tube
size. Bending former and/or shoe are worn out.
Tube quality is suspect.
C. The ROBEND® 3000 does not start
Check the wiring in the plug.
Carbon brushes may be worn out and need replacing.
D. Pre-set trigger does not function
Screws are not tightened properly.
11
ENGLISH
12
INSTRUCTIONS DE SEVICE
UA-10
COMPOSANTS DE LA MACHINE (Voir figure A)
1. Moteur
2. Inverseur de marche mécanique
3. Manche
4. Logements pour le boulon de fixation
5. Trépied
6. Forme
7. Crochet de la forme
8. Boulon de la machine
9. Contre-forme
10. Boulon de fixation
11. Echelle graduée pour des séries de cintrage
APPLICATIONS
Tube en cuivre écroui, et recuit DIN 1786 - Ø 12 à 28 mm 1,5 mm épaisseur paroi.
Tube de acier doux DIN 2391-2393-2394 - Ø 12 à 28 mm 2,5 mm épaisseur paroi.
Tube en acier DIN 2440, 1/4” (14), 3/8” (18), 1/2” (22), 3/4” (28).
Tube en acier inox. AISI 304-316. Epaisseur paroi 1,5 mm Ø 12 à 28 mm.
Tube électricien: 16-20-25-32 mm
Preparation pour la mise en marche
1. Position de travail (Voir figure B.1)
La position de travail représentée ci-contre est la
position idéale, permettant de travailler avec plus
d’aisance et en toute securité.
2. Rotation du tube lors du cintrage (Voir figure B.2)
Avant de commencer a travailler, dégager de tout
obstacle la surface nécessaire à la rotation du tube lors
son cintrage.
3. Utilisation du câble extensible
Le câble doit être le plus gros et le plus court possible,
ne dépassant jamais les 30 m. de longueur et
supportant plus de 15 A d’intensité.
4. Vérifier l’interrupteur de mise en marche
L’interrupteur de mise en marche doit se débloquer
automatiquement dès qu’on arrête de pousser sur
celui-ci.
5. Utilisation du trépied (option)(Voir figure B.3)
Montage du trépied et assemblage de la cintreuse.
6. Système d’opération automatique pour les
séries (Voir figure B.4)
La ROBEND® 3000 est pourvue d’un système qui
permet de présélectionner l’angle de cintrage entre 0º
et 180º. Pour ceci, il faut desserrer l’échelle graduée
qui encadre le boulon de la machine et faire coincider
l’angle choisi avec la hoche de repère intérieure.
(Voir figure) Dès que l’angle de cintrage a été choisi,
resserrer les vis de l’échelle et procéder comme il
CARACTERISTIQUES TECHNIQUES
Capacité de cintrage: 12 – 32 mm
Type de cintrage: 0º - 180º
Type de courant éléctrique 230 V 50/60 Hz
100 V 50/60 Hz
110 V 50/60 Hz
Puissance absorbée: 1010 W (900W)
Interrupteur de mise en marche: Non blocage
Poids de la machine: 13 kgs.
Dimensions de la machine: 590 x 145 x 215 mm
Poids de l’ensemble complet (12,15,18 et 22 mm):
24 kgs.
Dimensions du coffret: 660 x 430 x 200 mm
Puissance sonore émise: 100 dBA
Lp: 87 db
Niveau de vibrations: 5,9 m/s
est indiqué dans le chapitre “mise en marche”. On
conseille pas utiliser avec des tubes des dimensions
supérieures à Ø 22 x 1,2 mm.
Mise en marche
Avant de commencer à travailler avec la machine,
lire le manuel d’instructions générales de sécurité
et de préparation pour la mise en marche.
Attention! Pour toute opération de cintrage
à réaliser, suivre attentivement les opérations
décrites ci-dessous.
1. Sélectionner le tube à cintrer. Choisir la forme et la
contre-forme correspondantes à la mesure du tube
choisi.
2. Emboîter la forme dans le boulon de la machine.
Loger le tube dans le canal de la forme et le fixer avec
le crochet.
(Attention! le tube doit dépasser le crochet de 10 mm
au moins).
Placer la contre-forme correspondante et la fixer dans
sa position grâce au boulon de fixation.
3. Position de départ: avant de commencer l’opération
de cintrage, la position “0” du cintre doit coïncider
avec le milieu de la contre-forme (voir fig.C.A).
L’opération de cintrage peut alors démarrer.
4. Cintrage du tube: Placer l’inverseur de marche
mécanique dans la position de travail
puis pousser l’interrupteur (la forme commence alors
2
FRENCH
INSTRUCTIONS DE SEVICE
à tourner) (voir figure C.B) jusqu’à ce que l’opération
de cintrage soit finie. Pour déterminer les degrés
de l’angle de cintrage, le nº de degrés choisi doit
rencontrer la hoche de repère de contre-forme (voir
figure C.C). La ROBEND
système qui permet de présélectionner l’angle de
cintrage entre 0º et 180º (cintrage de séries), voir le
paragraphe correspondant du chapitre “préparation
pour la mise en marche”.
5. Fin de l’opération de cintrage. Dès que l’opération
de cintrage est finie, arrêter le moteur et placer
l’inverseur de marche mécanique en position de
marche-arrière Pousser légèrement
l’interrupteur pour débloquer le tube. Enlever le
boulon de fixation de la contre-forme, puis retirer la
contre-forme et le tube cintre.
6. Afin de préparer la ROBEND® 3000 à un prochain
cintrage, mettre le moteur en marche en plaçant
l’inverseur de marche en position de
marche-arrière jusqu’à ce qu’il saute et reste en
position de point mort.
®
3000 est pourvue d’un
Precautions et entretien
Avant de réaliser tout travail sur la machine,
débranchez le câble de la prise de courant.
1. Câble et branchemen
Le câble et la prise de courant doivent toujours
être dans de bonnes conditions. Il faut les vérifier
régulièrement.
2. Interrupteur de mise en marche du moteur
Vérifiez que l’interrupteur du moteur saute
automatiquement après l’avoir poussè. En cas
d’anomalies de fonctionnement, remplacez-le
inmédiatement.
3. Charbons
Vérifiez périodiquement l’usure des charbons ainsi que
leur contact avec l’induit. Remplacez les charbons dès
que leur longueur s’est réduite à 1/3 de leur longueur
initiale. Utilisez toujours des charbons SUPER-EGO.
4. Moteur et induit
Nettoyez la poussière de charbon qui s’installe dans
le moteur et dans le compartiment à charbons toutes
les 100 heures. L’induit du moteur doit toujours restes
propre et sa surface uniforme (couleur bronze clair).
5. Boîte d’engrenages
Changez la graise de la machine toutes les 500
heures. Pour ce faire, démonter la machine, nettoyer
tous les mécanismes au pétrole pour bien éliminer
la graisse. Sécher les pièces à l’air sec comprimé
et remettre de la graisse avec des mains propes.
Attention! Ne jamais utiliser de dissolvants. La
quantité de graisse nécéssaire est d’environ 300 grs.
Un excès de graisse purrait entraîner une hausse de
la température de la machine, ce qui est à éviter. Type
de graisse: LGMT2 ou similaire. Pour réaliser cette
opération, il est conseillé de s’adresser à un centre de
service après-vente agréé.
6. Démontage de la boîte d’engrenages
Ne jamais utiliser des objets pointus (clous, tournevis,...) entre les deux corps de la carcasse pour
démonter la boite d’engrenages. Frapper légèrement
avec un marteau en plastique sur la surface frontale
de l’octogone.
7. Faîtes confiance à un spécialiste pour
l’entretien et la réparation de votre machine
Toute réparation doit être effectuée par un spécialiste
et toujours avec des pièces d’origine.
Diagnostic de defaillances
A. La forme reste stoppée pendant l’opération de
cintrage et le moteur est toujours en marche
L’inverseur de marche mécanique n’est pas dans la
position correcte.
Vérifier les charbons.
B. Les cintrages sont déformés:
Forme ou contre-forme inadéquates.
Forme ou contre-forme usées.
Tube défectueux.
C. La machine n’arrive pas à démarrer
Branchement défectueux.
Moteur défectueux.
D. Saut de l’inverseur de marche
Vis mal serré.
13
FRENCH

14
UA-10
BEDIENUNGSANLEITUNG
EINZELTEILE (Abb. A)
1. Motor
2. Umschalthebel
3. Tragegriff
4. Schaftaufnahme
5. Dreibein
6. Biegesegment
7. Gegenlager
8. Biegesegment Aufnahme
9. ROLUB Biegeschuh
10. Steckbolzen
11. Einstellskala
KAPAZITÄT
Hartes und weiches kupferrohr DIN 1786 Durchmesser 12-28 mm, Wandstärke 1,5 mm
Hartes und weiches Stahlrohr DIN 2391, DIN 2393, DIN 2394; Durchmesser 12-28 mm x 2,5 mm
Stahlrohr DIN 2440 1/4” (14 mm), 3/8” (18 mm), 1/2” (2 mm), 3/4” (28 mm)
Nichtrostendes Stahlrohr (INOX) AISI 304 - 316, Wandstärke bis 1,5 mm Durchschnitt 12 - 28 mm
Elektrisch Rohre: 16-20-25-32 mm
Vorbereitung zur inbetriebnahme
1.Arbeitsposition (Abb. B.1)
Die in dieser Skizze dargestellte Position ist ideal für
Bedienungs-komfort und Sicherheit während des
gesamten Biegevorganges.
2. Arbeitsbereich (Abb. B.2)
Vor dem Einschalten muß der Arbeitsbereich frei
von allen Hindernissen sein, die den Biegevorgang
behindern könnten.
3. Einsatz von Verlängerungskabel
Verlängerungskabel sollen ausreichend stark und
so kurz als möglich sein. Sie müssen auf mindestens
15 Amp. ausgelegt sein und dürfen 30 m Länge unter
keinen Umständen überschreiten.
4. Überprüfung des Zustandes des Motor-Tip-Schalters
Stellen Sie unbedingt sicher, daß der Tip-Schalter stets
automatisch nach dem Drücken ausrastet.
5. Benutzung des Dreibeins (Sonderzubehör)
(Abb. B.3)
Die Skizze zeigt den Zusammenbau und die
Aufstellung des Dreibeins.
6. Einstellskala zur Herstellung von Serienbögen
(Abb. B.4)
Das Gerät besitzt eine Einrichtung zur Voreinstellung
jedes gewünschten Biegewinkels zwischen 0º
und 180º. Jetzt wird durch Drehung der Skala der
TECHNISCHE DATEN
Biegekapazität: 12 - 32 mm
Biegewinkel: 0º - 180º
Spannung: 230 V 50/60 Hz
100 V 50/60 Hz
110 V 50/60 Hz
Leistungsaufnahme: 1010 W (900W)
Schalter: Nicht-blockierend
Gewicht: 13 kg
Abmessung: 590 x 145 x 215 mm
Satzgewicht (12, 15, 18, 22 mm): 24 kg
Kasten-Abmessung: 660 x 430 x 200 mm
Geräuschpegel: 100 dB
Lp: 87 db
Vibrationspegel: 5,9 m/s
gewünschte Biegewinkel auf der Einstellmarkierung
fixert. Die Maschine ist jetzt eingestellt und
einsatzbereit. Die weitere Vorgehensweise ist im
Kapitel “Betrieb” beschriebend.
Wichtig: Es ist nicht sinnvoll diese Einrichtung bei
Rohren über ø 22 x 1,2 mm einzusetzen.
7. Abstand von bewegenden Teilen
Stellen Sie sicher, daß lhre Hände nicht in Kontakt
sind mit den sich bewegenden Teilen der Maschine
während des gesamten Biegevorgangs.
Betrieb
Vor Inbetriebnahme des Gerätes lesen Sie zuerst
die allgemeinen Sicherheitshinsweise und die
Hinweise zur Vorbereitung zur Inbetriebnahme.
Wichtig: Für alle Biegevorgänge muss der unten
beschriebene Ablauf gewissenhaft eingehalten
werden.
1. Bestimmen Sie das zu biegende Rohr. Wählen Sie
das entsprechende ilegesegment und den Biegeschuh
für den benötigten Rohrdurchmesser.
Stellen Sie jetzt sicher, daß sich der
ROBEND® 3000 in der Startposition befindet, indem
Sie den Antriebsmotor starten und dabei den
Umschalthebel in der Rückwärtsstellung halten, bis er
automatisch in den Leerlauf umschltet.
2. Setzen Sie das Biegesegment in die Biegesegment-
A
2
DEUTSCH

BEDIENUNGSANLEITUNG
Aufnahme ein. Legen Sie jetzt das Rohr in das
Biegesegment und sichern Sie es im Gegenlager.
Wichtig: Stellen Sie sicher, dass das Rohr voll in
Gegenlager einliegt und sich im Kontakt mit der
gesamten Oberfläche des Gegenlagers befindet.
Setzen Sie jetzt den Biegeschuh an das Rohr
und sichern Sie ihn mit dem Steckbolzen in der
korrespondierenden Aufnahme.
3. Überprüfen Sie die richtige Einstellung der
Startposition. Dazu muß die “0” Markierung auf dem
Biegesegment auf die Mitte des Biegeschuhs zeigen.
(Abb. C.A).
4. Um den Biegevorgang auszulösen, schieben Sie den
Umschalthebel zunächst in die Arbeitsposition
Danach drücken Sie den Motor Tip-Schalter.
Das Biegesegment beginnt sich zu drehen. Halten Sie
den Motor-Tip-Schalter gedrückt, bis der gewünschte
Biegewinkel (ablesbar aur dem Biegesegment)
(Abb. C.B) mit der Markierung auf dem Biegeschuh
übereinstimmt. Lassen Sie jetzt den Motorschalter los.
(Abb. C.C).
Der ROBEND® 3000 ist mit einer Einrichtung zur
Voreinstellung jedes gewünschten Biegewinkels
zwischen 0 und 180º ausgerüstet. Ideal zur
Herstellung von Multibögen, Beachten Sie dazu das
Kapitel “Vorbereitung zur Inbetriebnahme”.
5. Sobald der Bogen fertig ist und der MotorTip-Schalter freigegeben wird, schieben Sie den
Umschalthebel in die Rückwärtsposition Betätigen
Sie kurzzeitig den Motor-Tip-Schalter, um das Rohr
vom Biegesegment zu lösen. Sobald das Rohr frei
ist, entfernen Sie Steckbolzen und Biegeschuh. Jetzt
können Sie den fertigen Bogen entnehmen.
6. Um den ROBEND
Biegeoperation vorzubereiten, halten Sie den
Umschalthebel in der Rückwärtsposition Starten
Sie jetzt den Motor und halten Sie den Tip-Schalter
gedrückt, bis die Maschine voll zurück gelaufen ist
und in die neutrale Position umschaltet.
®
3000 für eine erneute
Pflege und wartung
Vor jeder Wartung oder Instandsetzung der
Maschine muß der Netzstecker entfernt werde.
1. Kabel und Netzstecker
Sowohl Kabel als auch Netzstecker müssen sich in
einwandfreiem Zustand befinden. Dies ist regelmäßig
zu überprüfen.
2. Motor-Tip-Schalter
Überprüfen Sie regelmäßig die einwandfreie Funktion
dieses Schalters. Er muß automatisch abschalten,
sobald er freigegeben wird. Bei der geringsten Störung,
ist er sofort mit einem neuen Schalter zu ersetzen.
3. Kohlebürsten
Überprüfen Sie regelmässig die Kohlebürsten auf
Verschleiss und sicheren Sitz auf dem Kollektor.
Ersetzen Sie die Kohlebürsten durch neue, sobald sie
30% abgenutzt sind.
Benutzen Sie nur Original SUPER-EGO Kohlebürsten.
4. Motor und Anker
Der sich im Motorgehäuse und in den KohlebürstenAufnahme absetzende Kohlestaub muss alle 100
Stunden entfernt werden.
Es ist darauf zu achten, dass der Kollektor immer
sauber und frei von Verunreinigungen ist.
5. Maschine
Nach 500 Betriebsstunden muss die
schmmierfettfüllung erneuert werden
Nach dem Öffnen der Maschine ist das alte Fett
zunächst auszuwaschen und die Maschine zu trocknen.
Zur Nachfüllung werden ca. 300 Gramm Fett benötigt.
Eine grössere Fettfüllung ist nicht zulässig, da sich
dadurch die Betriebstemperatur der Maschine erhöhen
kann. Fett Typ: LGMT2 von SKF oder vergleichbares.
Es wird empfohlen, diese Arbeit von einer unserer
Service – Stationen durchführen zu lassen.
6. Die Maschine darf nur von Fachkräfren zerlegt
und repariert werden
Wir verweisen auf unsere Service Stationen, in denen
Instandhaltungs und Überholungsarbeiten schnell und
sachkundig durchgeführt werden.
Es dürfen nur Original SUPER-EGO Ersatzteile
verwendet werden.
Stöungsursachen
A. Das Biegesegment bleibt beim Biegen stehen,
obwohl der Antriebsmotor läuft.
der Umschalthebel ist nicht in der richtigen Position
Getriebeschaden – die Maschine muss eingeschickt werden
B. Biegungen sind nicht rund, Rohr flacht ab oder
bekommt Falten
Biegesegment und/oder Biegeschuh entspricht nicht
dem Rohrdurchmesser.
Biegesegment und/oder Biegeschuh sind verschlissen
Schlechte Rohrqualität
C. Der ROBEND® 3000 startet nicht
alle elektrischen Anschlüsse überprüfen. Vorher
Netzstecker ziehen Kohlebürsten überprüfen, säubern,
eventuell austauschen
D. Voreinstellung Biegewinkel funktioniert nicht
die Stellschrauben sind nicht angezogen
Wichtig:
Lassen sich die Störungen nicht beheben, wenden
Sie sich bitte an eine unserer Service Stationen.
15
DEUTSCH

16
UA-10
INSTRUZIONI D’USO
COMPONENTI DELLA MACCHINA (Verdere figura A)
1. Motore
2. Leva de inversione marcia
3. Manico
4. Alloggiamenti per bulloni
5. Tripode
6. Matrice
7. Gancio della matrice
8. Innesto quadro
9. Contromatrice
10. Bullone per contromatrice
11. Scala per curve in serie
CAMPO DI LAVORO
Tubo di rame crudo e cotto DIN 1788 - Ø 12 a 28 mm. spessore 1,5.
Tubo di acciaio DIN 2381, DIN 2398, DIN 2394; Ø 12 a 28 x 2,5.
Tubo di acciaio DIN 2440 1/4” (14), 3/8” (18), 1/2” (22), 3/4” (28).
Tubo di acciaio inox AISI 304-316 spessore sino a mm. 1,6 Ø 12 a 28mm.
Tubo elettrico: 16-20-25-32 mm
Preparazione all’avviamento
1. Posizione operativa dell’istallatore
(Verdere figura B.1)
Per comodità e sicurezza la posizione che appare
riflessa nel disegno è la migliore per realizzare il
proceso di curvatura, completo.
2. Area di rotazione del tubo (Verdere figura B.2)
L’istallatore prima di iniziare a curvare i tubi, deve
assicurarsi che l’area impiegata per la curvatura risulti
libera da ostacoli e che non vi sia alcun elemento che
interferisca nell’operazione.
3. Impiego di prolunghe elettriche
Assicurarsi che il cavo sia adeguato alla portata e nella
giusta lunghezza. L’eventuale prolunga dovrà essere per
cavo da 15 Amp. e con una lunghezza max di mt. 30.
4. Contollo dell’interruttore
Assicurarsi che l’interruttore si sblocchi
automaticamente quando viene rilasciato.
5. Utilizzo del tripode (optional) (Verdere figura B.3)
Montaggio del tripode e accoppiamento con
macchina.
6. Dispositivo per effettuare curve in serie
(Verdere figura B.4)
LLa ROBEND® 3000 è provvista di un dispositivo che
permette di fissare l’angolo di curvatura de 0º a 180º.
Per ottenere questo, allentare la scala graduata
ove ruota il quadro della macchina e far coincidere
l’angolo desiderato con la tacca interna. Vedi figura.
Una volta selezionato l’angolo provvedere a bloccare
CARATTERISTICHE TECNICHE
Capacitá di curvatura: 12 - 32 mm
Tipo di curva: 0º - 180º
Alimentazione: 230 V 50/60 Hz
100 V 50/60 Hz
110 V 50/60 Hz
Potenza assorbita: 1010 W (900W)
Interruttore: senza blocco
Peso macchina: 13 kgs
Dimensioni de la macchina: 590 x 145 x 215 mm
Peso del complejo (12, 15, 18 y 22 mm): 24 kgs
Dimensioni della valigetta: 660 x 430 x 200 mm
Livello del rumore: 100 dBA
Lp: 87 db
Livello di vibrazioni: 5,9 m/s
i bulloni e procedere come indicato nel capitolo dell
messa in funzione.
Attenzione!! Non è consigliabile l’uso del
dispositivo con tubi di diametro superiore a mm.
22 e spessore maggiore a mm. 1,2.
7. Allontanare le mani dalle parti mobili della
curvatubi
Assicurarsi che nel momento di far funzionare la
macchina, le mani o indumenti non siano in contatto
con le parti mobili della ROBEND
Avviamento
1. Selezionare il tubo da curvare, sceglier la matrice e
la contromatrice corrispondente al diametro del tubo.
Assicurarsi che la macchina si trova nella posizione
di’inizio: azionare il motore con la leva di inversione
nella posizione di ritorno, sino a quando si situa nel
punto morto.
2. Introdurre la matrice nell’innesto quadro. Porre il
tubo nella sede della matrice e fissarlo con il gancio
in modo che sia completamente aderente; inserire
la contromatrice e fissarla con il bullone nel suo
alloggiamento.
3. Posizione d’inizio. Per cominciare occorre che il
punto 0 della matrice coincida con il punto medio
della contromatrice. Vedere figura C.A. Siamo pronti a
iniziare a curvare.
4. Curvatura del tubo. Mettere in posizione la leva di
inversione di marcia attivare l’interruttore (la matrice
®
3000.
2
ITALIAN

INSTRUZIONI D’USO
comincerà a girare) (Vedere figura C.B) e tenerlo
azionato durante tutta l’operazione di curvatura.
Per determinare i gradi di curvatura, occorre che il
grado prescelto coincida con la tacca esistente sulla
contromatrice. Vedere figura C.C. Per curve in seri,
leggere il punto 6.
5. Fine della curvatura. Una volta eseguita la curva
desiderata, lasciare l’interruttore e porre la leva
di inversione di marcia nella posizione di ritorno
Azionare brevemente l’interruttore per sbloccare il
tubo, estrarre il bullone che trattiene la contromatrice
e sfilare il tubo curvato.
6. Per riutilizzare la ROBEND® 3000 per altre curve,
azionare la leva di inversione nella posizione di ritorno
e ripetere le operazioni del punto 1 di inizio.
Attenzione!! Se è necessario qualche servizio
addizzionale, rivolgersi direttamente al
rivenditore di zona o al centro tecnico.
Precautions et entretien
Accorgimenti e manutenzione
Prima di eseguire qualunque operazione sulla
macchina, staccare la presa di corrente.
1. Cavo e presa
Sia il cavo che la presa devono essere sempre in ottime
condizioni. Esaminarli a intervalli regolari.
2. Interruttore di funzionamento
Verificare che l’interruttore della macchina si sblocchi
automaticamente quando si cessa la pressione su di
esso. Qualora si rilevasse qualche anomalia, sotituirlo
immediatamente.
3. Spazzole
Verificare frequentemente l’usura delle spazzole e
il suo perfetto contatto con il rotore. Sostituire le
spazzole quando la loro lunghezza si sia ridotta a 1/3
di quella primitiva. Usare spazzole originali SUPEREGO.
4. Motore e rotore
Ogni cento ore, procedere a rimuovere la polvere di
carbone che puó essersi posata sul motore e sulla
sede delle spazzole. Il rotore del motore dovrá essere
permanentemente pulito e la sua superficie uniforme
(di color bronzo chiaro).
5. Scatola ingranaggi
Ongi 500 ore di funzionamento deve essere effettuato
un cambio di grasso. Smontata la macchina, spruzzare
petrolio in tutti i meccanismi allo scopo di eliminare
il grasso usato. Asciugare i pezzi con aria compressa
asciutta ed applicare il nuovo grasso con le mani
pulite. Non usare liquidi solventi. La quantità di grasso
necessaria per eseguire un buon ingrassaggio è di 300
gr. circa. Non è consigliabile un eccesso di grasso, dato
che questo potrebbe aumentare la temperatura dell
macchina. Tipo di grasso: LGMT2 di SKF o similie. Si
consiglia esseguire tale operazione prsso un servizio
assistenza autorizzato.
6. Smontaggio scatola ingranaggi
Nello smontaggio del coperchio della scatola
ingranaggi, non usare oggetti appuntiti quali punte,
cacciaviti, etc... fra i lati di unione del corpo e del
coperchio. Il procedimento adeguato sarà quello di
colpire leggermente con un martello di plastica sulla
parte frontale dell’ottagono.
7. Lasciare a personale specializzato la
manutenzione e la riparazione della macchina
Qualsiasi riparazione deve essere eseguita da uno
specialista e solo con pezzi originali.
Diagnosi guasti
Prima di eseguire un qualsiasi intervento sulla
macchina, staccare la presa di alimentazione
elettrica.
Attenzione: Qualora fosse necessario un qualsiasi
intervento addizionale a queli elencati di seguito,
consultare il servizio tecnico piú vicino.
A. La forma rimane ferma durante la curva e il
motoro è attivato
Non si è posta la leva di inversione nella posizione
adeguata.
Problema meccanico nella trasmissione, consultare il
servizio tecnico.
B. Le curve non sono tonde
La forma o la contromatrice non è adeguata.
Il tubo è difettoso.
La matrice o la contromatrice è rovinata.
C. La curvatubi non parte
Il cavo è difettoso o tagliato.
Il motore è difettoso.
Cambiare i carboncini.
D. L’avvio non si aziona
Le viti sono fissate male.
17
ITALIAN

18
UA-10
MANUAL DE INSTRUÇCOES
COMPONENTES DA MÂQUINA (Ver Figura A)
1. Motor
2. Manipulo de iversão de marcha
3. Asa
4. Alojamento para a cavilha
5. Tripé
6. Galheta – Forma
7. Gancho da Galheta Forma
8. Cavilha da máquina
9. Patim deslizante
10. Cavilha de Fixação
11. Escala para curvas em série
CAMPO DE TRABALHO
Tubo de cobre rigido e recosido DIN 1786 ø 12 a 28 mm 1,5 parede.
Tubo de Aço dura e macio DIN 2391, DIN 2393, DIN 2394 Ø, 12 a 28 mm x 2,5 parede.
Tubo de Aço DIN 2440 1/4” (14) 3/8” (18) 1/2” (22) 3/4” (28).
Tubo de Aço Inaxidável AISI 304-316 espessura até 1,5 mm Ø 12 a 28 mm.
Tubo Eléctrico: 16-20-25-32 mm
Preparação para a posta em funcionamento
1. Posição de trabalho do Operário (Ver figura B.1)
Por comodidade e segurança a posição que aparece
no desenho seria a ideal para trabalhar com a
máquina e fazer um bom trabalho.
2. Area de rotação do Tubo (Ver figura B.2)
O operário antes de iniciar o processo de curvar tem
que verificar que a área que utiliza, o processo de
curvamento, está livre de obstáculos, que não haja
nenhum objecto estranho que interfira ao curvar o
tubo.
3. Emprego de cabos extensiveis
Verifique e assegure-se que ao empregar uma
extensão electrica, seja o mais grossa e curta possivel.
O Cabo deverá ser para mais de 15 Amp e nunca
ultrapassará os 30 metros de comprimento.
4. Comprove o estado do interruptor de trabalho
da máquina
Verifique e assegure-se que o interruptor de marcha
se desbloquiea automáticamente quando deixa de ter
pressão sobre ele.
5. Utilização do tripé (opcional) (Ver figura B.3)
Montagem do tripé e acoplamento da máquina
curvadora.
6. Dispositivo para curvar em série (Ver figura B.4)
À ROBEND® 3000 está equipada com um dispositivo
que permite fixar o angulo a curvar em 0º e 180º, para
isso afrouxar escala graduada que rodeia a cavilha da
CARACTERISTICAS TÉCNICAS
Capacidade de Trabalho: 12 - 32 mm
Tipo de curva: 0º - 180º
Tipo de Corrente Eléctrica: 230 V 50/60 Hz
100 V 50/60 Hz
110 V 50/60 Hz
Potencia absorvida: 1010 W (900W)
Interruptor de marcha: sem bloqueio
Peso da máquina: 13 kgs
Dimensão da Máquina: 590 x 145 x 215 mm
Peso do Equipamento Complet (12,15,18 e 22 mm):
24 kgs
Dimensão do Estojo: 660 x 430 x 200 mm
Nivel de ruido: 100 dBA
Lp: 87 db
Nivel de vibrações: 5,9 m/s2
máquina e fazer coincidir o angulo desejado com a
marca interior (ver figura). Uma vez seleccionado o
angulo, voltar a apertar os parafusos e proceder como
se indica para iniciar o trabalho.
Atenção! Não é aconselhável o seu uso para
espessuras superiores a 1,2 em tubos de diametro
superior a 22 mm.
Posta em marcha
1. Seleccionar o tubo que queremos curvar. Escolher
a galheta-forma e o patim deslizante correspondente
à medida escolhida. Assegurese que a máquina esta
na posição de inicio. Para isso accionar o motor com
o manipulo de inversão, na posição de retrocesso, até
que dispare e se situe na posição de ponto morto.
2. Introduzir a galheta-Forma na cavilha da máquina.
Por o tuvo no alojamento da galheta e fixarlo com
o gancho (Atenção o tubo deve fazer contacto em
toda a superficie de apoio do gancho). Por o patim
deslizante correspondente e fixá-lo com o cavilha de
fixação no seu alojamento.
3. Posição de inicio. Para começar a curvar no ponto
“0” da galheta-forma tem que coincidir com o ponto
medio do patim deslizante (Ver Figura C.A). Agora
estamos prontos para começar a curvar.
4. Processo de curvar o tuvo. Mover o manipulo
de inversão de marcha para a posição curvar.
Accionar o interruptor do motor (a galheta-forma
começará a girar) (Ver figura C.B) e mantendo
PORTUGUESE

MANUAL DE INSTRUÇCOES
assim durante toda a operação de curvatura. Para
determinar os graus de curvatura, o numero de graus
desejado deve coincidir com a marca existente no
patim. Ver figura C.C. A ROBEND
um dispositivo que permite fixar o angulo a curvar
entre 0º e 180º (Curvar em série) ver esta sigla nas
indicações de preparação para inicio de trabalho.
5. Fim do processo de curvatura. Uma vez realizada
a curva, desconectar o interruptor e por o manipulo
de inversão de marcha em posição de retrocesso .
Accionar instantaneamente o interruptor para
desbloquear o tubo. Extrair a cavilha de fixação, retirar
o patim e recolher o tubo curvado.
6. Para deixar a ROBEND® 3000 preparada para um
próximo trabalho, accionar o motor com o manipulo
de inversão de retrocesso até que dispare e
se situe em posição de ponto morto.Cuidados y
mantenimiento
Antes de realizar cualquier trabajo en la
máquina, desconecta el enchufe de la toma de
corriente.
®
3000, dispõe de
Cuidados e manutensão
Antes de realizar qualquer trabalho na máquina,
desligue a tomada de corrente.
1. Cabo e tomada
Tanto o cabo como a ficha devem encontrar-se
em boas condições devendo ser examinados
periodicamente.
2. Interruptor de marcha
Comprove que o interruptor da máquina se
desbloqueia automaticamente ao libertá-lo da presão
dos seus dedos. No caso de detectar alguma anomalia
pressione-o de novo e de imediato.
3. Escovas
Verifique com frecuencia o desgaste e o seu perfeito
contacto com o induzido. Mude as escovas quando
o seu tamanho esteja reduzido a 1/3 do tamanho
original. Empregue sempre escovas originais SUPEREGO.
4. Motor e induzido
Deverá em cada 100 horas ser tirado o pó do carvão
que haja no motor e alojamento das escovas. O
induzido do motor deverá estar permanentemente
limpio e a sua superficie terá que ser uniforme (de
color bronze claro).
5. Caixa de engrenagems
Cada 500 horas de funcionamento deverá substituirse a massa lubrificante. Apóz desmontar a máquina
deverá limpiar-se com petróleo todo o mecanismo
para tirar a massa ali encontrada. Secar as peças
com ar ua pressao seco e aplicar massa nova, com as
maos bem limpias. Não utilizar liquidos dissolventes.
A quantidade de massa necessária a uma boa
lubrificação é de 300 grs aproximadamente. Não é
aconselhável a aplicação excessiva de massa porque
pode aumentar a temperatura da máquina. Tipo de
massa LGMT2 da SKF ou similar. Aconselhamos que
esta operação seja feita por um serviçio pós-venda
autorizado.
6. Desmontagem da caixa de engrenagems
Ao desmontar a tampa da caixa de engrenagems,
nunca introduzir objectos cortantes, com pontas,
chaves de fendas, etc. entre as faces de união do
corpo e tampa. O procedimento corecto será bater
suavemente com um martelo de plástico na parte
frontal do octogono.
7. O mantimento da máquina e as reparações
devem de ser feitos por um especialista
Toda reparação deverá ser feita por um especialista e
umicamente com peças de origem.
Possiveis falhas
Cuidados e manutensão
Atenção!!! Se necessita qualquer outro serviço
adicional alem dos que se especcificam deverá
consultar os serviços tecnicos mais próximos da
sua residencia.
A. A Forma fica quieta durante o processo de
curvatura mas o motor continua a trabalhar.
Pode não se ter posto o manipulo de inversão de
marcha na posição adequada.
Pode haver problema mecanico de transmissão.
Consultar os n/ Serviços técnicos.
B. As curvas não ficam redondas
Forma ou patim não são os adecuados
Forma ou patim gastos
Tubo defeituoso
C. A Curvadora não trabalha
Ligação à corrente defeituosa
Motor defeituoso
Revisar as escovas
D. Disparo não acciona
Parafusos mal apertados
19
PORTUGUESE

20
UA-10
BRUGSANVISNING
MASKINDELE (Se fig. A)
1. Motor
2. Omskifterkontakt
3. Håndtag
4. Boltehus
5. Treben
6. Bukkematrice
7. Bukkematrice krog
8. Bukkematrice fastgørelsesaksel
9. Glidesko
10. Fastgørelsesbolt for glidesko
11. Skala for seriebukning
KAPACITET - ANVENDELSESOMRÅDE
Hårde og bløde kobberrør DIN 1786 ø 12 - 28 mm, vægtykkelse 1,5 mm.
Hårde og bløde stålrør DIN 2391, DIN 2393, DIN 2394, ø 12 - 28 x 2,5 mm.
Stålrør DIN 2440 1/4” (14mm), 3/8” (18mm), 1/2” (22mm), 3/4” (28mm).
Rustfrie stålrØr AISI 304-316, vægtykkelse op til 1,5 mm, ø 12 - 28mm.
Electrical Conduit: 16-20-25-32 mm
Forberedelse for opstart
1. Arbejdsstilling (Se fig. B.1)
Arbejdsstillingen, som vidt på tegningen, er ideel
med hensyn til komfort og sikkerhed under hele
bukkeprocessen.
2. Arbejdssted (Se fig. B.2)
Før man begynder, skal man sikre sig at
arbejdsområdet er frit for ting, som kan forstyrre
bukkeprocessen.
3. Brug af forlængerledninger
Forlængerledningen bør være så tyk og kort som
muligt. Den skal have en kapacitet på mindst 15 Amp.
og må aldrig være mere en 30 m lang.
4. Check betjeningskontaktens tilstand
Man bør sikre sig, at betjeningskontakten automatisk
springer tilbage, når den ikke trykkes ned.
5. Brug af trefod (tilbehùr) (Se fig. B.3)
Tegningen viser samling og montering af trefod til
bukkemaskinen
6. Anordning til seriebukning (Se fig. B.4)
Apparatet har en anordning til automatisk indstilling
af bukkevinkel fra 0º - 180º. For at anvende denne,
skal man lùsne de tre skruer på den graddelte skala,
der omgiver Bukkematriceakslen og ret den ùnskede
vinkel ind med det indre mærke som vist. Når
vinkle en gang er valgt, strammes skruerne og man
fortsætter som beskrevet i kapitlet “Opstart”.
Vigtigt: Det anbefales ikke at bruge denne
TEKNISKE SPECIFIKATIONER
Bukkekapacitet: 12 - 32 mm
Bukkevinkel: 0º - 180º
Strøm: 230 V 50/60 Hz
100 V 50/60 Hz
110 V 50/60 Hz
Strømforbrug: 1010 W (900W)
Betjeningskontakt: Ikke-blokerende
(sikkerhedskontakt)
Maskinens vægt: 13 kg
Maskinens dimensioner: 560 x 145 x 215 mm
Vægt, hele sættet (12, 15, 18, 22 mm): 24 kg
Kassens dimensioner: 660 x 430 x 200 mm
Støjniveau: 100 dBA
Lp: 87 db
Vibrationsnivå: 5,9 m/sek
fremgangsmåde ved rùr stùrre end Ø 22 x 1,2 mm.
7. Hold afstand til de bevægelige dele
Hold hænderne væk fra maskinens bevægelige dele
under bukkeprocessen.
Opstart
Før De begynder at arbejde med denne
bukkemaskine, bør De først læse
sikkerhedsanvisningerne og forberedelse for
opstart.
Vigtigt: Nedenstående fremgangsmåde bør
omhyggeligt følges ved enhver bukning.
1. Tag røret der skal bøjes og udvælg bukkematrice
og glidesko der passer til rørets størrelse. Check at
maskinen stårt position. For at gøre dette startes
motoren med omskifterkontakten i position “tilbage”
indtil den springer tilbage i neutral position.
2. Sæt bukkematrice på fastgørelsesakslen. Anbring
røret i bukkematricens rille og fastgør det til krogen.
(VIGTIGT: røret skal være i kontakt med hele krogens
overflade). Fastgør glideskoen med fastgørelsesbolten.
3. Start position. For at begynde bukningen, skal “0”
mærket på Bukkematricet rettes ind efter midten af
glideskoen. Se fig. C.A. Vi er un klar til at bukke.
4. Bukning. Sæt omskifterkontakten i “arbejdsstilling”
og tryk på knappen (bukkematricen vil begynde at
dreje) Se fig. C.B. Bliv ved med at trykke på knappen
under hele bukkeprocessen. For at opnå en given
2
DANISH

BRUGSANVISNING
bukkevinkel, skal det ønskede antal grader rettes ind
efter mærket på glideskoen. Når dette er sket, slippes
knappen. Se fig. C.C. Maskinen er udstyret med en
anordning, så man kan forudindstille vinkler mellem 0º
og 180º (serie bukning). Se kapitlet “Forberedelse for
opstart”.
5. Afslutning af bukning. Når bukningen er udført,
slukkes for motoren og omskifterknappen sættes i
position “tilbage” . Tryk kortvarigt på knappen for
at løsne røret. Fjern fastgørelsesbolten, glideskoen og
det bukkede rør.
6. For at gøre maskinen klar til næste bukkeopgave,
tændes for motoren med omskifterknappen i position
“tilbage” indtil den springer tilbage til neutral.
Eftersyn og vedligeholdelse
Tag stikket ud sitkkontakten för der udföres
eftersyn eller vedligeholdelse af maskinen!
1. Ledning og stik
Bade ledning og stik bör väre if forsvarlig stand.
Kontroller dem med regelmässige mellemrum.
2. Afbryder
Värt sikker pa at maskinens afbryder slar automatisk
fra, nar finrenes tryk ophörer. Ved enhver
uregelmässighend bör der straks udskiftes.
3. Börster
Undersög med mellemrum nedslidningen af börsterne
samt deres fuldständige kontakt med induktionen.
Udskift börsterne nar längde er blevet reducere til
1/3 af deres oprindelige längde. Benyt de oprindelige
SUPER-EGO börster.
4. Motor og induktion
Husk med jävne vellemrum at fjerne kulstövet som
findes i motoren og i börsternes lejer. Motorens
induktion bör hele tiden väre ren og dens overflade
bör väre regelmässig (lys bronzefarvet).
5. Tandhjulskasse
For hver 500 timers brug bör der skiftes smörelse.
Maskinen skilles ad, hvorefter alle delene renses mes
petroleum for at fjerne den brugte smörelse. Tör
delene med tryklurft, rens händer og kom ny smörelse
pa. Brug ikke oplösningsmidler. Til en god indsmöring
behöves ca. 300 gr smörelse. Det farades at paföre
for megen smörelse da dette kan bevirke en ögning
af maskinens temperatur. Der anvendes smörelse
type: SKFs’ LGMT 2 eller lignende. Vi tilräder at denne
procedure udföres pa et af firmaets autoriserede
servicesteder.
6. Demontering af tandhjulskassen
Indför aldrig spidse genstande sasom knive,
skrueträkkere eller lignende i lagets samlingskant.
Tandhjulskassens lag lösnes ved at sla blodt med en
plastikhammer pa forsiden af ottekanten.
7. Lad en spacialist udföre vedligeholdelsesproced
urer og reparationer pa maskinen
Enhver reparation bör udföres af en specialist og
kun med oprindelige maskindele.
Fejlsøgning
Før man udfører reparationer eller
vedligeholdelse på maskinen, skal man først sikre
sig, at stikket er trukket ud at stikdåsen.
Vigtigt: Hvis der skal udføres andre
serviceopgaver end de nedenfor anførte, kontakt
da venligst nærmeste servicested.
A.Bukkematricen stopper under bukningen, mens
motoren går
Omskifterknappen er ikke i korrekt position.
Der er et transmissionsproblem. Venligst kontakt
serviceværksted.
B. Bukningerne er ikke runde
Bukkematrice eller glidesko passer ikke i størrelsen.
Bukkematrice eller glidesko er slidte.
Røret er defekt.
C.Bukkemaskinen starter ikke
Stikker er defekt
Motoren er defekt
Kullene er defekte
D.Indstillingsudløseren virker ikke
Skruer.ne er ikke strammet nok
21
DANISH
22
UA-10
ANVÄNDNINGSINSTRUKTIONER
MASKINKOMPONENTER (Se skiss A)
1. Motor
2. Växelväljare
3. Handtag
4. Sprintfäste
5. Stativ (extra tillbehör)
6. Bockningsschablon
7. Rörhållare
8. Schablon-fäste
9. Mothåll
10. Mothålls-sprint
11. Gradskala
KAPACITET
Koppar, hårda och mjuka, DIN 1786 ø 12-28 mm x 1,5 mm.
Stålrör, DIN 2391, DIN 2393, DIN 2394 Ø 12-28 x 2,5 mm.
Stålrör, DIN 2440 1/4” (14 mm), 3/8” (18 mm), 1/2” (22 mm), 3/4” (28 mm).
Rostfritt, AISI 304-316 Ø 12 - 28 mm x 1,5 mm.
PG rör, PG 9 - 21.
Innan du startar
1. Arbetsställning (Se skiss B.1)
Nyttja maskinen så som skissen visar för största
säkerhet och minsta risk för skador.
2. Arbetsplatsen (Se skiss B.2)
Se till att inget i omgivningen står ivägen som kan
hindrar bockningen.
3. Förlängningskabel
Om sådan används så skall den vara avsedd för minst
15 A, så kort och tjock som möjligt, maximalt 30
meter lång.
4. Strömbrytaren
Kontrollera att den återgår i från-läge med hjälp av
fjäderbelastningen.
5. Stativ (extra tillbehör) (Se skiss B.3)
Skissen visar hur det monteras och anbringas på
maskinen.
6. Seriebockningsfunktion (Se skiss B.4)
Vid seriebockning, kan önskad vinkel ställas in och
maskinen stannar då automatiskt. Lossa de tre
skruvarna på den graderade skalan och ställ in önskat
gradtal (0º - 180º) mot den fasta markeringen. Dra åt
skruvarna igen och fortsätt enligt anvisningarna under
“Bockning”.
OBS 1: Alla rör fjädrar tillbaka något, varför
skalan inte i alla sammanhang kan förväntas visa
exakt resultat. Prova Dig fram till bästa resultat!.
OBS2:Seriebockningsfunktionen lämpar sig inte
TEKNISKA DATA
Bockningskapacitet: 12 - 32 mm
Bockningsvinkel: 0º - 180º
Spänning: 230 V 50/60 Hz
100 V 50/60 Hz
110 V 50/60 Hz
Upptagen affekt: 1010 W (900W)
Strömbrytare: Fjäderbelastad
Vikt, maskin: 13 kg
Storlek: 590 x 145 x 215 mm
Vikt komplett (12, 15, 18, 22 mm): 24 kg
Storlek, låda: 660 x 430 x 200 mm
Ljudnivå: 100 dBA
Lp: 87 db
Vibtrationsnivå: 5,9 m/s
för rör större än ø 22 mm x 1,2 mm.
7. Säkerhet
Se till att hålla händerna borta från de rörliga delarna
vid bockning.
Avviamento
Innan Du startar arbetet, läs noga igenom
avsnittet “Innan Du startar” och observera
säkerhetsaspekterna.
VIKTIGT! Följ noga nedanstående anvisningar.
1. Välj rätt schablon och mothåll till det rör Du ska
bocka. Se till att maskinen står i startposition genom
att köra maskinen med växelväljaren i reverseringsläge
tills den stänger av och väljaren återgår till neutralläge.
2. Montera schablonen på sitt fäste och för in röret i
schablonen och säkra med rörhållaren (kroken). OBS!
Hela rörhållaren måste ha kontakt med röret. Montera
mothållet med hjälp av sprinten i avsett fäste. Sprinten
skall “bottna” i sitt fäste.
3. Startposition. “0” –märket på schablonen skall
linjera med centrum på mothållet, se skiss C.A.
4. Bockning. För växelväljaren se skiss C.B till
arbetsläge och starta maskinen Bockningen
påbörjas och avslutas genom att strömbrytaren släpps
när önskat gradtal uppnåtts, se skiss C.C.
Vid seriebockning kan maskinen ställas in för önskat
gradtal, se avsnittet “Innan Du startar”.
5. Bockning klar. Med avstängd motor, för
2
SWEDISH

ANVÄNDNINGSINSTRUKTIONER
växelväljaren till reverseringsläge och kör maskinen ett
ögonblick för att släppa röret ur sitt låsta läge Dra
ur mothållssprinten, ta bort mothållet och frigör det
bockade röret.
6. För att klargöra för nästa bockning, kör maskinen
med växelväljaren i reverseringsläge tills den
stänger av och väljaren återgår till neutralläge.
Skötsel och underhåll
Innan något som helst arbete utföres skall
kontakten tas ur.
1. Sladd och kontakt
Bäde sladd och kontakt måste vara i gott skick. Kolla
dem med jämna mellanrum.
2. Strömbrytare för start
Prova att strömbrytaren automatiskt återgår när
trycket från fingrama släppes. Vid tveksamhet reparera
omedelbart.
3. Kollektor
Prova periodiskt kol borstarnas slitage och perfekta
kontakt med ollecktorn. Byt ut borstarna när de har
nedslitits till 1/3 av sin ursprungliga längd. Använd
SUPER-EGO originalborstar.
4. Motor och Kollektor
Efter vissa timmar bör man avlägsna koldamm
som samlats i motorn och i borsthållarna. Motorns
kollektor bör alltid vara ren och dess yta jämn (ljus
koppar).
5. Växellåda
Var 500:e arbetstimme bör oljebyte ske. Efter
nedmontering rengör alladelar med fotogen så
att använd olja avlägsnas. Torka delarna med torr
tryckluft, smörj in med det nya fettet med rena
händer. Använd ej lösande vätskor. För att utföra
en bra smörjning bör ca 300 gr. användas. Det är ej
rådligt att använda för mycket, eftersom maskinens
temperatur då kan stiga. Fettsort: LGMT2 från
SKF eller liknande. Vi rekommenderar att denna
operation utföres av en av fabrikanten auktoriserad
servicestation.
6. Nedmontering av växellåda
Vid avmontering av locket på lådan, för aldrig in
vassa saker såsom skruvmejslar etc. mellan lock och
kropp. Utföres lämpligen genom att slå lätt med en
plasthammare på framsidan av åttkantingen.
7.Låten specialist utföra underhåll och reparation
av maskinen.
Felsökning
Före all eventuell felsökning, dra ut stickproppen
så att maskinen inte är ansluten till nätet.
VIKTIGT! Vid andra fel än nedan uppräknade, ta
kontakt med auktoriserad serviceverkstad. Var de
finns kan säljaren av maskinen upplysa om.
A. Schablonen stannar under pågående bockning
Växelväljaren står inte i rätt position.
Seriebocknings-inställningen påkopplad och bryter
bockningen för tidigt.
Fel i växellådan. Kontakta serviceverkstad!
B. Det bockade röret är inte runt
Fel mått schablon och/eller mothåll.
Utsliten schablon och/eller mothåll.
Defekt rör.
C. Maskinen startar inte
Kontrollera säkring och eventuell termosäkring i
förlängningskabel.
Kolborstar i motorn är utslitna.
Motorn har havererat.
D. Seriebocknings-inställningen fungerar inte
Skruvarna är inte åtdragna.
23
SWEDISH

24
UA-10
GEBRUIKESHANDLEIDING
MACHINE ONDERDELEN (Zie figuur A)
1. Motor
2. Rechts en links schakelaar
3. Handel
4. Bevestigingsbouten huis
5. Drievoet
6. Buigmal
7. Buigsteun
8. Buigmal bevestiginspin
9. Geleider
10. Bvestiginsbout geleider
11. Schaalverdeling voor serie werk.
GESCHIKT VOOR
Hard en zacht koperen buis DIN 1786 Ø 12-28 mm, wanddikte 1,5 mm.
Hard en zacht stalen buis DIN 2391, DIN 2393, DIN 2394 Ø 12-28 x 2,5 mm.
Stalen buis DIN 2440 1/4” (14mm), 3/8” (18mm), 1/2” (22mm), 3/4” (28mm).
RVS buis AISI 304-316 Ø 12 - 28mm, wanddikte tot 1,5 mm.
Electrical Conduit: 16-20-25-32 mm
Voor het opstarten
1. Werkpositie (Zie figuur B.1)
De positie zoals deze op de tekening staat
aangegeven, kan beschouwd worden als de ideale
positie voor het totale buigproces.
2. Werkgebied (Zie figuur B.2)
Zorg dat het gebied rondom de buigmachine vrij is
van alles wat het buigproces kan verstoren.
3. Gebruin van verlengkabel
De verlengkabel dient zo dik en kort mogelijk te zijn.
De kabel moet meer dan 15 Amp. kunnen verwerken
en mag nooit meer dan 30 meter lang zijn.
4. Controleer de stand van de aan/uit schakelaar
Controleer of de aan/uit schakelaar automatisch
afslaat wanneer deze niet wordt ingedrukt.
5. Gebruik van een drievoet (optie) (Zie figuur B.3)
De tekening toont de montage en koppeling van
een drievoet en hoe de buigmachine op een drievoet
gemonteerd dient te worden.
6. Hulpstuk als pijpen in grote aantallen gebogen
dienen te worden (Zie figuur B.4)
Dit hulpstuk is voor het automatisch instellen van de
buighoek van 0º tot 180º. Draai, voor gebruik, de
drie schroeven los bij de schaalverdeling rondom de
buigende schacht en stel de gewenste hoek in met
de binnenste markering, zoals aangegeven. Draai de
schroeven, als de hoek is vastgesteld, weer vast en
werk verder weer het “opstart” programma af.
TECHNISCHE GEGEVENS
Buigkapaciteit: 12 - 32 mm
Buighoek: 0º - 180º
Voltage: 230 V 50/60 Hz
100 V 50/60 Hz
110 V 50/60 Hz
Opgenomen vermogen: 1010 W (900W)
Schakelaar: niet-blokkerend
Gewicht machine: 13 kg.
Afmeting machine: 590 x 145 x 215 mm
Gewicht set compleet (12, 15, 18, 22 mm): 24 kg.
Kofferafmeting: 660 x 430 x 200 mm
Geluidsniveau: 100 dBA
Lp: 87 db
Trillingsniveau: 5,9 m/s
BELANGRIJK. Het wordt afgeraden om deze optie te
gebruiken bij pijpen met een diameter groter dan Ø 22
x 1,2 mm.
7. Blijf bij de bewegende delen vandaan
Zorg ervoor dat uw handen tijdens het
buigproces niet in contact komen met de
bewegende delen van de machine.
Opstarten
Lees voordat u met de buigmachine
begint te werken eerst de algemene
veiligheidsvoorschriften en het hoofdstuk “voor
het opstarten” door.
BELANGRIJK! Volg, voor u gaat buigen, de
onderstaande punten nauwkeurig.
1. Kies de te buigen pijp uit. Kies de buigmal en de
geleider op basis van de maatvoering van de te buigen
pijp. Controleer of de machine in de startpositie staat.
Dit wordt gedaan, door de motor te starten met de
R + L schakelaar in tegengestelde positie, tot deze
afslaat en naar neutraal terugspringt.
2. Plaats de buigmal in de bevestigingsschacht. Plaats
de pijp in de sleuf van de buigmal en zet hem vast
in de hoek. (BELANGRIJK: de pijp moet het totale
hoekoppervlakte raken). Bevestig de geleider met de
bevestigingsbout in de daarvoor bestemde houder.
3. Startpositie. Om het buigproces te starten, moet
2
DUTCH

GEBRUIKESHANDLEIDING
de “0” markering van de hoekmal gelijnd worden tot
aan het midden van de geleider. Zie figuur C.A. De
machine kan nu gaan buigen.
4. Buigen. Plaats de schakelaar voor rechts of links
draaiend in de werkpositie en druk de elektrische
schakelaar in (de buigmal zal beginnen te draaien).
Zie figuur C.B. Houd de elektrische schakelaar
tijdens het buigproces ingedrukt. Om de ingegeven
hoek te bereiken, moet het gewenste aantal graden
overeenkomen met de markering op de geleider.
Wordt dit bereikt, dan schakelt de machine uit. Zie
figuur C.C. De machine is voorzien van een hulpstuk
dat het mogelijk maakt hoeken tussen 0º en 180º
vooraf te bepalen (seriewerk). Zie hiervoor het
hoofdstuk “voor het opstarten”.
5. Na het buigen. Schakel de motor, wanneer het
buigen klaar is, uit en verplaats de R + L schakelaar
in de tegengestelde positie Druk, om de pijp
los te maken, kort op de schakelaar. Verwijder de
bevestigingsbout, de geleider en de reeds gebogen
pijp.
6. Schakel, om de machine klaar te maken voor
een volgend buigproces, de motor aan met de R +
L schakelaar in de tegengestelde positie tot deze
weer terugspringt in neutraal.
Onderhoud en smering
De motor van de ROBEND® 2000 heeft koolborstels.
Deze borstels moeten regelmatig gecontroleerd en,
indien nodig, vervangen worden. Verwijder hiervoor
de twee afdekplaatjes van de motor. Gebruik altijd de
originele borstels. Laat de machine na het verwisselen
ongeveer 10 minuten onbelast draaien.
Controleer regelmatig of het snoer nog in goede staat
is.
Controleer eveneens regelmatig of de Aan/uit
schakelaar terugspringt wanneer men deze loslaat.
Maak het apparaat na iedere ongeveer 100 werkuren
schoon. Met name de luchtinlaat van het motorhuis
en de ruimte rondom de borstels als ook de collector
moeten met droge perslucht schoon gemaakt worden.
Gebruik nooit water om de elktrische denle schoon te
maken.
Laat bij voorkeur dit onderhoud verzorgen door een
service werkplaats.
De reductiegeleider van de ROBEND® 2000 heeft
geen onderhoud nodig. Deze unit is volledig
afgesloten en voorzien van smeerolie.
Onderhoud en reparatie
Zorg altijd dat de stekker uit het stopcontact is
voordat u met onderhoud en/of reparatie van de
machine begint. Laat de reparaties door geschoold
personeel doen. Voor elke reparatie kunt u zich altijd
in verbinding stellen met onze onderhoudsdienst.
Alle reparaties dienen bij voorkeur te worden
uitgevoerd door een specialist. Gebruik alleen
originele onderdelen.
Oplossen van storingen
Zorg ervoor dat u, voor u iets aan de machine
doet, de stekker uit het stopcontact heeft
genomen.
BELANGRIJK. Als er problemen zijn buiten de
hieronder genoemde punten, neem dan contact
op met de dichtstbijzijnde technische dienst.
A.De buigmal stopt tijdens het buigen, terwijl de
motor loopt.
De R + L schakelaar staat niet in de juiste positie.
Er is een transmissie probleem. Neem contact op met
de technische dienst.
B.De buis wordt niet goed rond gebogen
Buigmal en geleider komen niet overeen met de
maatvoering van de pijp. Buigmal of geleider is
versleten. De buis of pijp is onregelmatig gevormd.
C.De buigmachine start niet
Stekker is defect. Motor is defect.
Koolborstels zijn defect.
D.De schkelaar werkt niet goed
De schroeven zijn niet goed vastgedraaid.
25
DUTCH
26
UA-10
KÄYTTÖOHJEET
KONEEN OSAT (Katso kuvaa A)
1. Moottori
2. Palautuskytkin
3. Kahva
4. Karapesä
5. Jalusta
6. Taivutuslesti
7. Putkenpidin
8. Lestin kiinnitysvarsi
9. Luisti
10. Luistin kiinntysruuvi
11. Sarjatyön asteikko
TAIVUTUSTEHO
Kovat ja pehmeät kupariputket DIN 1786 Ø 12-28 mm, seinämä 1,5 mm.
Kovat ja pehmeät teräsputket DIN 2391, DIN 2393, DIN 2394; Ø 12-28mm seinämä 2,5 mm.
Teräsputket DIN 2440 1/4” (14mm), 3/8” (18mm), 1/2” (22mm), 3/4” (28mm).
Ruostumattomat teräsputket AISI 304-316 seinämältään 1,5 mm Ø 12 - 28mm.
Electrical Conduit: 16-20-25-32 mm
Valmistelutyöt ennen taivutusta
1. Toiminta-asento (Katso kuvaa B.1)
Piirroksessa kuvattu toiminta-asento on mukavin ja
turvallisin tauvutuksen aikana.
2. Työskentelyalue (Katso kuvaa B.2)
Ennen taivutukseen ryhtymistä, työskentelyalueen on
oltava siivottu kaikista taivutusta haittaavista esineistä.
3. Jatkojohdon käyttö
Jatkojohdon on oltava mahdollisimmam lyhyt. Sen on
oltava vähintäin 15 A kuormitukselle eikä sen pituus
saa ylittää 30 m.
4. Tarkista ON/OFF kytkimen toiminta
Varmista että käyttökytkin palautuu automaattisesti
OFF asentoon irroitettaessa siitä ote.
5. Jalustan käyttö (lisävaruste)(Katso kuvaa B.3)
Piirroksesta selviää kolmijalka jalustan kokoaminen
sekä asentaminen koneeseen.
6. Taivutuskulman säätölaite (Katso kuvaa B.4)
Koneeseen kuuluu taivutuskulman säätölaite jonka
toimintaalue en 0º - 180º. Se säädetään löysäämällä
taivutuskaraa ympäröivän asteikon kolme ruuvia
ja säätämällä haluttu astemäärä sisemmän merkin
kohdalle kuvan mukaisesti. Kulman tultua säädetyksi,
kiristetään ruuvit ja jatketaan “taivutustoimenpiteet”
kohdan mukaan.
TÄRKEÄÄ! Ei ole suositeltavaa käyttää
taivutuskulman säätölaitetta Ø 22 x 1,2 mm
TEKNISET TIEDOT
Taivutusteho: 12 - 32 mm
Taivutuskulma: 0º - 180º
Jännite: 230 V 50/60 Hz
100 V 50/60 Hz
110 V 50/60 Hz
Ottoteho: 1010 W (900W)
Käyttökytkin: Ei lukittuva
Koneen paino: 13 kg.
Mitat: 590 x 145 x 215 mm
Kokonaispaino (12, 15, 18, 22 mm): 24 kg.
Laatikon mitat: 660 x 430 x 200 mm
Äänitaso: 100 dBA
Lp: 87 db
Nivel de vibraciones: 5,9 m/s
suuremmilla putkilla.
7. Varo liikkuvia osia
Varmista etteivät kätesi tai muut ruuminosasi ole
kosketuksissa koneen liikkuvien osien kanssa,
taivutustyön aikana. Varmista ettei taipuvan putken
tiellä ole esteitä.
Taivutustoimenpiteet
Ennen taivutustoimenpiteisiin ryhtymistä tutustu
yleisiin turvallisuusohjeisiin sekä kohtaan
“valmistelutyöt ennen taivututusta”
TÄRKEÄÄ! Seuraa allamainittuja ohjeita
kaikenlaisten taivutusten suorituksissa.
1. Valitse taivutettavan putken ulkohalkaisijan
mukaiset lesti ja luisti. Varmista että kone on
taivutusasennossa. Tämä tehdään käynnistämällä
kone suunnanvaihtovipu palautusasennossa kunnes se
laukeaa ja palutuu vapaa asentoon.
2. Aseta lesti taivutuskaraan. Aseta putki lestiin ja
lukitse se koukun avulla. (TÄRKÄÄ! Putken on oltava
kosketuksessa koukun koko pintaan). Lukitse luisti
kiinnitystapin avulla rungon oikeaan koloon.
3. Käynnistyskohta. Taivutus aloitetaan lestin “0”
kohdan ollessa luistin keskikohdassa. Katso kuvaa C.A.
Taivutus voidaan aloittaa.
4. Käännä suunnanvaihtovipu taivutusasentoonsa
ja aloita taivutus, painamalla käyttökytkinestä
2
FINN

KÄYTTÖOHJEET
(taivutuslesti alkaa pyöriä). Katso kuvaa C.B. Paina
käyttökytkimestä koko taivutuksen ajan. Haluttu
taivutusaste saavutetaan astemerkinnän ollessa
luistin merkkiviivan kohdalla. Tässä vaiheessa
irroitetaan ote käyttökytkimestä. Katso kuvaa C.C.
Kone on varustettu laitteella jolla voidaan esisäätää
taivutuskulma 0º ja 180º välille (sarjatuotantoa)
Katso kohdasta 6 “Valmistelutyöt ennen taivutusta”
kappaleessa.
5. Taivutuksen lopettaminen. Taivutuksen tultua
suoritetuksi irroita ote käyttökytkimestä ja käännä
suunnanvaihtovipu palautusasentoon Paina kevyesti
käyttökytkintä jotta putki irtoaa. Poista luistimen
kiinnitystappi, luisti ja taivutettu putki.
6. Taivuttimen saattamiseksi valmiiksi seuraavaa
taivutusta varten toimi seuraavasti, käynnistä moottori
suunnanvaihtokytkin palautus asennossa kunnes ja
palaa vapaa asentoon.
Koneen huolto
Ennen näiden toimenpiteiden aloittamista
koneen pistotulppa on poistettava verkotosta.
1. Sähköjohto ja pistotulppa
Sekä sähköjohdon että pistotulpan on oltava
huippukunnossa. Tarkista ne siksi säännöllisin väliajoin.
2. Käyttökytkin
Tarkista että koneen käyttökytkin palautuu
automaattisesti kun ote siitä irroitetaan. Mikäli näin ei
tapahdu se on välittömästi uusittava.
3. Hiilet
Tarkista säännöllisin väliajoin että hiilet liikkuvat
vapaasti ja painuvat roottoriin. Hiilet on ussittava
niiden kuluttua 1/3 niiden alkuperäisestä pituudesta
(alle 7 mm pituuteen). Käytä vain alkuperäisiä SUPEREGO hiiliä.
4. Moottori ja ankkuri
Hiilenpöly on poistettava 100 käyttötunnin välein.
Tämä tapahtuu parhaiten aukaisemalla hiilensojukset
ja puhaltamalla kuivalla paineilmalla hiilenpöly pois.
5. Vaihdelaatikko
Vaihda rasvat 500 käyttötunnin välein. Koneen
purkamisen jälkeen rasvaa kaikki liikkuvat kohdat
poistaen vanhan rasvan. Poista vanha rasva kuivalla
paineilmalla ja lisää uutta rasvaa puhtain käsin. Älä
käytä liuottimia. Oikeaan voiteluun tarvitaan noin
300 gr. rasvaa. Enempää rasvaa ei ole syytä käyttää
koska se lisää koneen lämpötilaa. Käytä SKF LGMT 2
rasva tai vastaava. Suosittelemme tämän toimenpiteen
suorittamiseen valtuutettua huoltoliikettä.
6. Vaihdelaatikon purkaminen
Älä pura vaihdelaatikkoa työntämällä rakoon
terävää esinettä kuten ruuvitalttaa tai vastaavaa.
Oikea tapa aukaista vaihdelaatikko on napauttaa
kahdeksankulmion etureunaa kevyeesti
muovivasaralla.
7. Koneen huoltoa ja korjauksia saa suorittaa vain
korjaamo
Korjauksia saa suorittaa vain korjaamo ja vain
alkuperäisiä varaosia tulee käyttää.
Vianetsintä
Ennen allalueteltulhin toimenpiteisiin ryhtymistä
koneen pistotulppa on irroitettava verkostosta.
TÄRKEÄÄ. Mikäli tarvitaan muita kuin
allalueteltuja huoltotoimenpiteitä, kone on
toimitettava valtuutettuun huoltokorjaamoon.
A.Taivutuslesti pysähtyy taivutuksen aikana,
moottorin edelleen pyöriessä
Palautuskytkin ei ole oikeassa asennossa.
Voimansiirto-ongelma ilmenee. Toimita kone
huoltoon.
B.Putken taivutuskohta ei ole pyöreä
On käytetty vääräkokoista lestiä tai luistia.
Lesti tai luisti ovat liian kuluneet.
Viallinen putki.
C.Taivutuskone ei käynnisty
Viallinen pistotulppa tai sähköjohto.
Moottori on viallinen.
Hiilet ovat loppuunkuluneet.
D.Palautuskytkin ei toimi
Ruuvit ovat löysällä.
27
FINN
28
º º
UA-10
V Hz
V Hz
V Hz
W W
1. Stavsh ergasiva”
DIN
mm
DIN Ø m
DIN DIN DIN Ø x
Ø
x x
db
A
db
A
GREEK

C.
C.
C.
29
SUPER-EGO
GREEK

ROTHENBERGER, S.A.
Carretera Durango-Elorrio, km 2
Tel.: +34 946 21 01 00, Fax: +34 946210131
48220 Abadiano (Vizcaya)
E-mail: superego@rothenberger.es
www.rothenberger.es
9992123 02.07
 Loading...
Loading...