


AC1050
User Manual
Copyright 2008 Sunstone Engineering R&D Inc.

Contents
The AC1050 AC Spot Welder........................................ 4
Features............................................................................. 4
Product Data Sheet.............................................................. 5
Safety Procedures and Precautions ........................................ 5
Chapter 1: Installation and Setup................................6
Positioning Guidelines...........................................................6
Foot Switch Setup................................................................ 6
Power Cord, Power Source, Fuse, Breaker................................7
Cabling Guidelines............................................................... 7
Heat Considerations............................................................. 7
The User Interface............................................................... 8
Jobs and Schedules..............................................................9
Chapter 2: Spot Weld Function.................................... 10
Theory of Operation............................................................. 10
Weld Parameter Definitions................................................... 11
Example Walkthrough...........................................................12
Chapter 3: Rolling Spot Weld Function........................ 13
Theory of Operation............................................................. 13
Weld Parameter Definitions................................................... 14
Example Walkthrough...........................................................15
Chapter 4: Seam Weld Function...................................16
Theory of Operation............................................................. 16
Weld Parameter Definitions................................................... 16
Example Walkthrough...........................................................17
Chapter 5: Pulsating Spot Weld Function.....................18
Theory of Operation............................................................. 18
Weld Parameter Definitions................................................... 19
Example Walkthrough...........................................................20
Chapter 6: Main Menu Functions..................................21
Beep Toggle........................................................................ 21
Add a Schedule................................................................... 21
Lock a Schedule.................................................................. 21
Copy a Schedule..................................................................21
Restart the Schedule Counter................................................ 22
Restart Current Job.............................................................. 22
2
AC1050 User Manual

Chapter 6: Main Menu Functions (Cont.)
Tempering Function..............................................................22
View the Internal Temperature...............................................22
View the Lifetime Weld Counter..............................................23
View Welder Information.......................................................23
Chapter 7: Job Menu Functions and Chaining.............. 23
Chain and Unchain Schedules................................................ 23
Link a Schedule to the Chain................................................. 23
Remove Last Link from the Chain........................................... 24
Change the Number of Welds for a Link.................................. 24
Chapter 8: Other Welder Functions..............................24
Resetting to Factory Defaults.................................................24
Appendix A: Cable Resistance Chart............................ 25
Appendix B: Menu Flowcharts..................................... 26
Main Menu.......................................................................... 26
Job Menu............................................................................27
Appendix C: Glossary...................................................28
Appendix D: Warranty and Contact Information.......... 29
Sample Job Documentation Layout..............................30
3
NOTE: The information contained in this manual is subject to change as improvements are made
to our products. Visit www.SunstoneEngineering.com for the latest version of this document.
AC1050 User Manual

The AC1050 AC Spot Welder 4
The AC1050 AC Spot Welder
Features
● Embedded digital microprocessor with internal memory space for 100
user programmable welding schedules.
● Ability to link multiple schedules together into a job chain.
● Five welding types:
• Single Pulse Spot Weld
• Dual Pulse Spot Weld
• Auto-Repeating Roll Spot Weld
• Seam Weld
• Multi-Pulse Spot Weld
● Internal 5 kVA welding transformer means no costly external
equipment.
● Automatic internal thermal protection with audible alarm.
● Simple digital user interface with short learning curve.
● Tempering function to slowly cool completed welds.
● On-screen weld counter keeps track of how many welds have been
completed and can automatically switch schedules after the
programmed number of welds.
● Automatic lifetime weld counter will help keep track of daily, monthly,
or yearly weld output.
● Included foot switch for weld firing control.
● Accidental schedule overwrite protection through lock-out feature.
● Small enclosure footprint means more mobility and less table-top
space required.
AC1050 User Manual
The AC1050 AC Spot Welder 5
AC1050
Internal Transformer Rating
Welding Duty Cycle 50%
Total Number of Savable Schedules 100
Total Number of Jobs 10
Maximum Internal Operating Temperature
Fuse Rating 20A
Power Supply Requirements 220-240VAC 50-60Hz
Weight
Case Dimensions (L X W X H without terminals, with feet)
(33.6 cm X 25.4 cm X 13.9 c m)
Power Cord Length
Minimum Pulse Length 16.67 ms
Maximum Pulse Length 1.65 sec
Example Welds Welds/Minute
Single Pulse lasting 10 cyc les 180
6 Pulses of 7 cycles with 2 cycle spacing 67
Dual pulse of 25 cyc les eac h with 12 cyc le spacing 29
5.0 kVA
75 °C
32 lbs (14.5 kg)
13¼” X 10” X 5½”
5½' (168 cm)
Product Data Sheet
Safety Procedures and Precautions
● Care should be taken not to short across the positive and negative
terminals. At full power, the weld current is many thousands of amps
and is dangerous if the terminals are accidentally bridged.
● Do not wear metal jewelry when welding. The terminals are safe to
touch without fear of arcing as long as no metal is on your hands.
● Wear safety glasses at all times while using the welder.
● Welding cables can become extremely hot. After extended use, be
cautious when removing the weld cables.
● When altering any part of the welding path (such as swapping electrodes
or cables), turn the unit off or enter the menu to ensure no accidental
triggering of a weld.
● The AC1050 was designed for indoor use only.
AC1050 User Manual
Chapter 1: Installation and Setup 6
Chapter 1: Installation and Setup
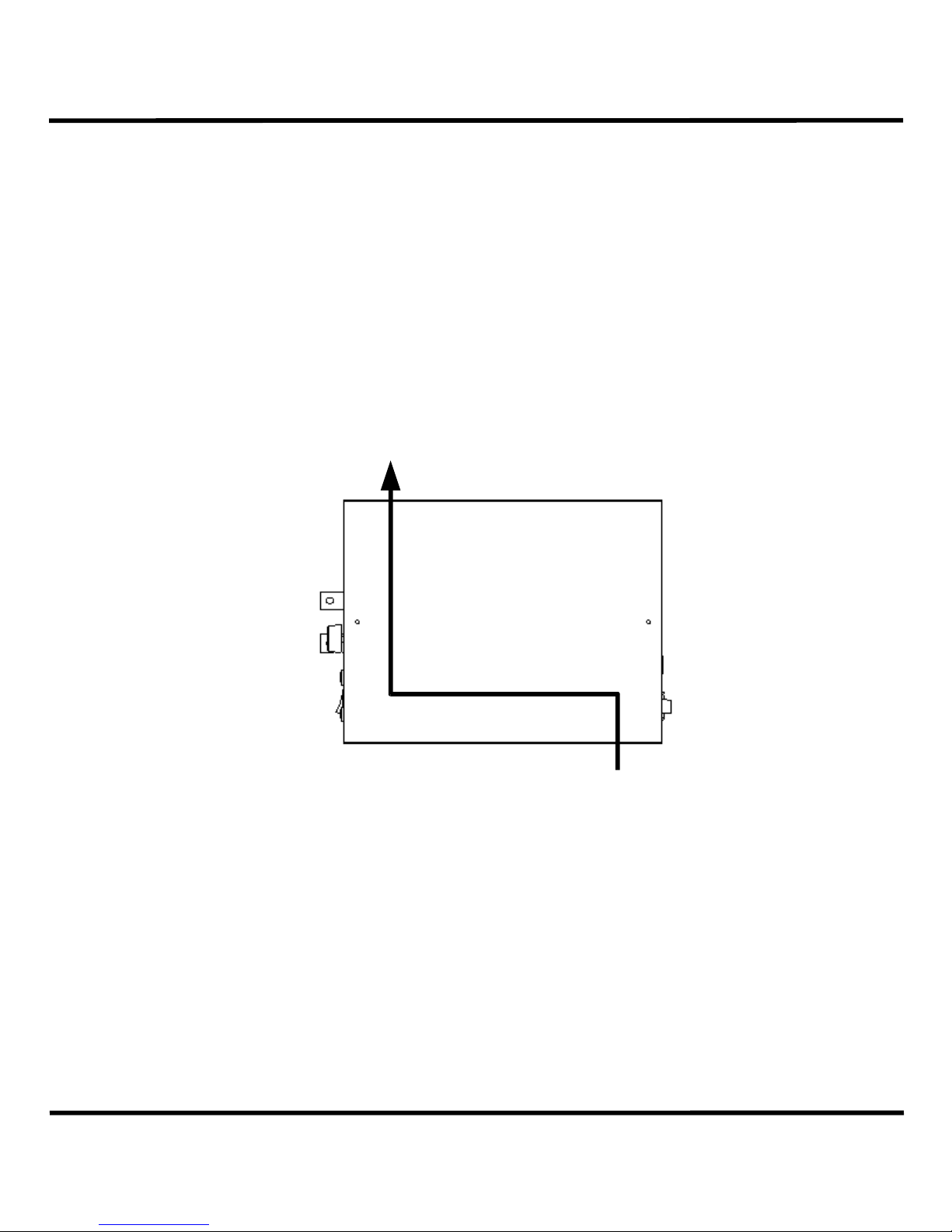
Positioning Guidelines
The goal when deciding the location of the unit is to minimize welding
cable length. Place the unit on a tabletop or workbench directly
behind your workspace with the welding terminals facing your
workspace. Keep the unit away from edges to avoid the risk of the
welder falling to the floor. Be sure there is at least 6” of space on all
sides and on top of the welder to ensure adequate cooling throughout
the case. The diagram below shows the airflow direction inside the
unit.
Exhaust
Front
Foot Switch Setup
The included foot switch can be plugged into the rear panel of the
welder into the Ext. Trigger port. To attach the coupling, push it into
the port and then secure it by twisting the ring clockwise until tight.
Do not force the coupling as it can only be inserted in one orientation.
When using the foot switch to trigger a weld, keep in mind that some
of the welding functions require the switch to be simply depressed
and released, while others require a prolonged depression
corresponding with desired weld time. See the chapters on each
specific weld function for more information (Chapters 2-5).
RearAirflow
Intake
AC1050 User Manual

Chapter 1: Installation and Setup 7
Power Cord, Power Source, Fuse, Breaker
The power cord on the AC1050 can only be connected to 220-240VAC,
50-60Hz electricity. NEVER use a power strip or extension cords with
the AC1050. The welder is protected with a 250VAC, 20A time-lag
fuse. Replace the fuse with a compatible device only. The rear of the
unit also has a 250VAC circuit breaker as added user protection.
Make sure it is switched into the up position before using.
Cabling Guidelines
For maximum power output, the cabling between the terminals and
the work piece should be as short as possible. The optimal resistance
for the complete weld path is .3mΩ - .5mΩ. The internal resistance
from the secondary transformer winding to the terminals is .02mΩ. A
recommended cable configuration that has been thoroughly tested
with a weld head is to use 1.5' 1AWG cable lengths on both terminals.
A chart of cable resistances and gages can be found in Appendix A.
Heat Considerations
After extended use, the welding cable and terminals will become
extremely hot. While the unit monitors the internal transformer and
relay temperature it cannot monitor the external cables. Be sure to
use cables with a suitable temperature rating for your application to
avoid cable failure.
In the event of internal overheating, the unit will beep three times
and display a status message with the internal temperatures. During
this time, none of the welder's functions will operate. Once the heat
levels have fallen to acceptable levels, the unit will beep twice and
resume normal operation. If the heat alarm occurred during a weld,
the remainder of the weld will be canceled.
AC1050 User Manual
Chapter 1: Installation and Setup 8
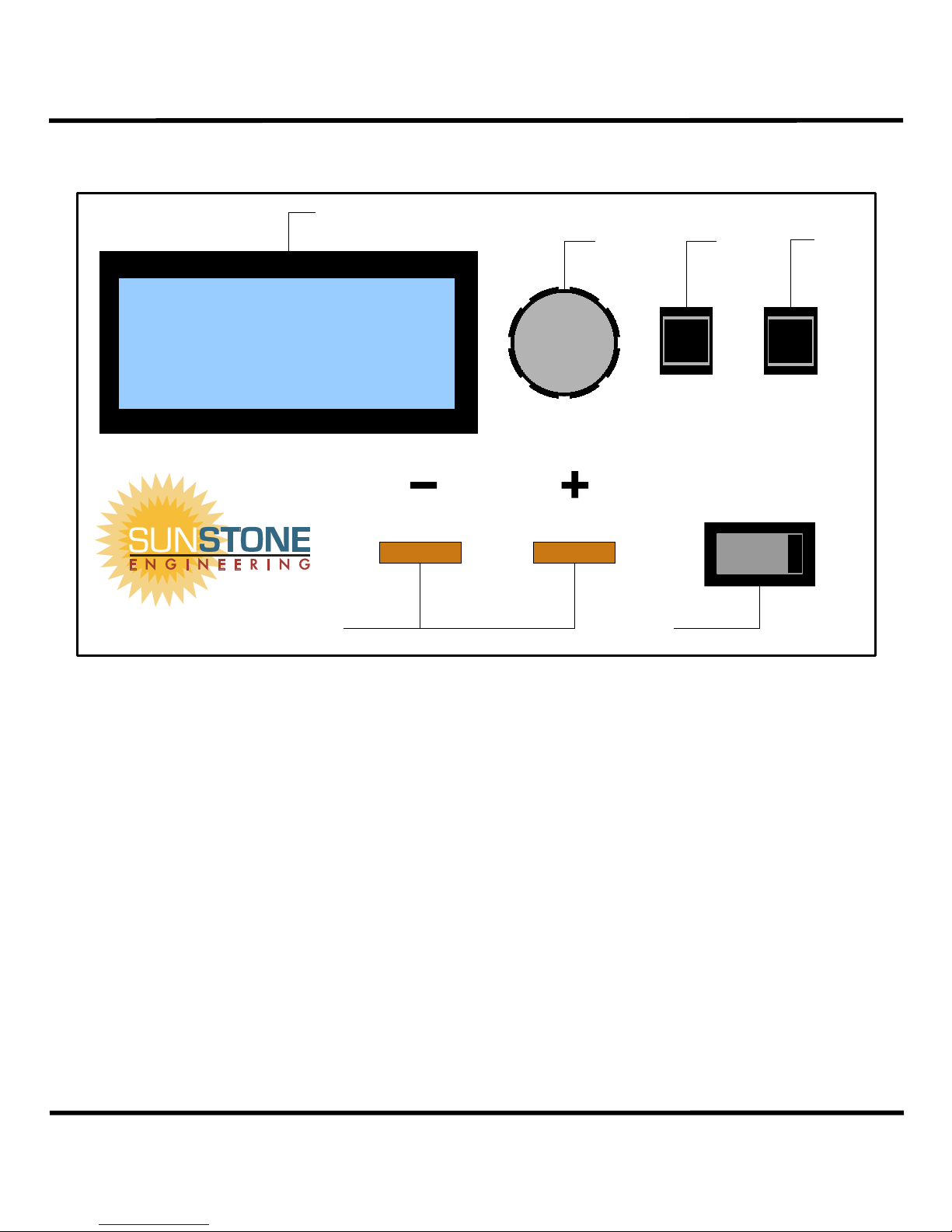
The User Interface
1
-------AC1050-------
-------AC1025-------
Sunstone Engineering
Sunstone Engineering
Resistance Welding
Resistance Welding
---Copyright 2008---
---Copyright 2008---
5 6
1. LCD: This displays all welding parameters and interface items.
Adjust
2
Select
On
3
Menu
Power
4
Off
2. Adjust Wheel: Turn this to move the on-screen cursor and to
change welding parameters when a field has been selected.
3. Select Button: Press this to select welding parameters to change
or to confirm menu selections.
4. Menu Button: Press this to access the main menu from the run
screen. In all other instances press this to cancel or exit menus.
5. Welding Terminals: Connect welding cable to these terminals
using the included fasteners.
6. Main Power Switch: This switch powers the unit.
*For more detailed information on the run screen, see the chapter
corresponding to the weld function you wish to use (Chapters 2-5).
For more information on the menus, see Chapters 6-7.
AC1050 User Manual

Chapter 1: Installation and Setup 9
Jobs and Schedules
When the welder arrives from the factory, it is configured with 10 jobs
numbered 0-9. Each job has schedule 0 activated. Schedule 0 is the
“scratch-pad” schedule that you can use to develop weld
configurations that work with your applications. Each job can have up
to 9 additional schedules added to it for a total of 100 schedules. You
must use the menu function Add a Schedule to add schedules to the
current job. The current job and current schedule are displayed in the
upper left portion of the run screen. Any changes made to a
schedule's parameters are immediately saved to memory. A visual
representation of a sample job/schedule architecture is given below.
Job 1 Job 2 Job 3 . . .
Sch 1
Sch 2
Sch 3
Sch 4
. . .
Sch 1
Sch 2
Sch 3
Sch 4
. . .
Sch 1
Sch 2
Sch 3
Sch 4
. . .
AC1050 User Manual

Chapter 2: Dual Pulse Spot Weld Function 10
1 AC cycle=
1
60Hz
=16.67ms
8 cyc for pulse135 cyc for pulse2= 43 cyc total wait time
Chapter 2: Dual Pulse Spot Weld
Function
Theory of Operation
The Dual Pulse Spot Weld Function is the default function for newly
added schedules and provides the most flexible welding option. Two
pulses are desirable in many applications because a pre-welding pulse
can reduce splash as well as remove any surface impurities that might
hamper the main welding pulse. On the AC1050, the two pulses can
be programmed to whatever power level and length is desired and
can even be shut off for single pulse operation.
The initial pulse's power is controlled by the Pow1 parameter and is
displayed as a percentage of maximum power. Its length is governed
by the Cyc1 parameter and is given in units of AC cycles where:
The time between pulses is represented by the Pspace parameter and
is also given in units of AC cycles. The second pulse operates
similarly to the first and its power and length are controlled by the
Pow2 and Cyc2 parameters respectively.
Either pulse can be any percentage of maximum power you choose
and at most, 99 AC cycles long. Additionally, the spacing between
pulses can be any length you choose up to 99 AC cycles. To
deactivate a pulse, set either its power or cycle length to 0 and that
pulse will be ignored.
To initiate the weld, be sure the run screen is displayed and not any of
the menu screens. Depress the foot switch and then release it to
make the weld. As part of the unit's heat management protocols, a
waiting period equal to the total welding time begins immediately
after each weld during which another weld cannot be initiated. For
example:
If audible beeps are activated, a short chirp will signal that the unit is
ready to weld again.
AC1050 User Manual

Chapter 2: Dual Pulse Spot Weld Function 11
0 1 2 3 4 5 6 7 8 9 10 11 12
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Dual Pulse Spot Weld
AC Cycles
AC Po we r
Weld Parameter Definitions
1
2 3
4
J:1 ►S:4 F:Spot S
6
Pow1: 40% Cyc1: 3
8
PSpace: 2 Count: 54
Pow2:100% Cyc2:5
10 11
1. Current Job: Displays the current job number.
2. Cursor: The cursor indicates the current changeable parameter.
3. Current Schedule: Displays the current schedule number.
4. Weld Function: Displays the current weld function.
5. Select Toggle Indicator: 'S' indicates that turning the Adjust
Wheel will adjust the currently selected parameter. A blank space
indicates that turning the Adjust Wheel will move the cursor.
6. Pulse One Power: Percentage of maximum power for pulse one.
5
7
7
8
11
10
'
9
'
6
7. Pulse One Length: Length in AC cycles for pulse one.
8. Pulse Spacing: Space in AC cycles between pulses one and two.
9. Current Weld Count: Displays the number of welds that have
been made with the current job. Can be reset to zero by selecting the
Reset Schedule Counter option from the main menu.
10. Pulse Two Power: Percentage of maximum power for pulse two.
11. Pulse Two Length: Length in AC cycles for pulse two.
AC1050 User Manual

Chapter 2: Dual Pulse Spot Weld Function 12
Example Walkthrough
This walkthrough will provide a step-by-step guide for making a dual pulse spot
weld with some common weld parameters.
● Press the Menu Button to access the main menu
Menu
● Move the cursor down to Add Schedule and press Select
● Press the Menu Button to exit the main menu
● Move the cursor to Pow1 and press Select
Adjust
Menu
Select
● Adjust Pow1 to 50% and then press Select
Select
Adjust
● Move the cursor to Cyc1 and press Select
Adjust
Select
● Adjust Cyc1 to 5 cycles and press Select
Adjust
Select
● Move the cursor to PSpace and press Select
Adjust
Select
● Adjust PSpace to 2 cycles and press Select
Adjust
Select
Adjust
Select
● Move the cursor to Pow2 and press Select
Adjust
Select
● Adjust Pow2 to 100% and press Select
Adjust
Select
● Move the cursor to Cyc2 and press Select
Adjust
Select
● Adjust Cyc2 to 15 cycles and press Select
Adjust
Select
● When the workpiece is in position, and the LCD appears as shown, depress
J:0 S:1 F:Spot
the foot switch to make the weld.
Pow1: 50% Cyc1: 5
Pspace: 2 Count: 0
Pow2:100% ►Cyc2:15
AC1050 User Manual

Chapter 3: Rolling Spot Weld Function 13
1 AC cycle=
1
60Hz
=16.67ms
Chapter 3: Rolling Spot Weld Function
Theory of Operation
The Rolling Spot Weld Function provides a way to repeat single pulses
of welding current for as long as the user depresses the foot switch,
subject only to internal temperature limits. This function would
typically be used in conjunction with specialized rolling weld heads.
The pulse power is controlled by the Pow parameter and is given as a
percentage of maximum power. The pulse length is controlled by the
Cycles On parameter and is given in units of AC cycles where:
The time between successive pulses is governed by the Cycles Off
parameter and is also given in units of AC cycles.
The power of the repeated pulse can be any percentage of maximum
power and up to 99 AC cycles long. The time between cycles can be
between 1 and 99 AC cycles.
To initiate the weld, be sure the run screen is displayed and not sny of
the menu screens. Depress the foot switch for as long as you want
the pulses to continue. Release the foot switch to end the welding
pulses. As part of the unit's heat management protocols, the welding
pulses may end unexpectedly if the internal temperature exceeds the
predefined limits. In such an event, an audible alarm will sound. To
resume welding, release the foot switch and wait until the internal
temperature falls into a normal range. If audible beeps are activated,
a short chirp will signal that the unit is ready to weld again.
AC1050 User Manual

Chapter 3: Rolling Spot Weld Function 14
0 1 2 3 4 5 6 7 8 9 10 11 12
0%
10%
20%
30%
40%
50%
60%
70%
Rolling Spot Weld
AC Cycles
AC Pow er
Weld Parameter Definitions
1
2 3
4
J:1 ►S:4 F:Roll S
6
Pow: 50% Count: 3
8
Cycles On: 3
Cycles Off: 2
9
1. Current Job: Displays the current job number.
2. Cursor: The cursor indicates the current changeable parameter.
3. Current Schedule: Displays the current schedule number.
4. Weld Function: Displays the current weld function.
5. Select Toggle Indicator: 'S' indicates that turning the Adjust
Wheel will adjust the currently selected parameter. A blank space
indicates that turning the Adjust Wheel will move the cursor.
5
8 9 8 9
7
6 6 6
'
'
6
6. Pulse Power: Percentage of maximum power for each pulse.
7. Current Weld Count: Displays the number of welds that have
been made with the current job. Can be reset to zero by selecting the
Reset Schedule Counter option from the main menu.
8. Pulse Length: Length in AC cycles for each pulse.
9. Pulse Spacing: Space in AC cycles between subsequent pulses.
AC1050 User Manual

Chapter 3: Rolling Spot Weld Function 15
Example Walkthrough
This walkthrough will provide a step-by-step guide for making a rolling spot weld
with some common weld parameters.
● Press the Menu Button to access the main menu
Menu
● Move the cursor down to Add Schedule and press Select
● Press the Menu Button to exit the main menu
● Move the cursor to Pow and press Select
Adjust
Menu
Select
● Adjust Pow to 75% and then press Select
Select
Adjust
● Move the cursor to Cycles On and press Select
Adjust
Select
● Adjust Cycles On to 15 cycles and press Select
Adjust
Select
● Move the cursor to Cycles Off and press Select
Adjust
Select
● Adjust Cycles Off to 30 cycles and press Select
AdjustAdjustAdjust
SelectSelectSelect
Adjust
Select
● When the workpiece is in position, and the LCD appears as shown, depress
the foot switch for as long as is desired, then release to end the weld.
J:0 S:1 F:Roll
Pow: 75% Count: 0
Cycles On: 15
►Cycles Off: 30
AC1050 User Manual

Chapter 4: Seam Weld Function 16
0 1 2 3 4 5 6 7 8 9 10 11 12
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Seam Weld
AC Cycles
AC Pow e r
Chapter 4: Seam Weld Function
Theory of Operation
The Seam Weld Function provides a non-stop pulse of welding current
for as long as the user depresses the foot switch. Like the Rolling
Spot Function, the length of the pulse is subject only to internal
temperature controls and is typically used with specialized rolling weld
heads. The purpose of the Seam Weld Function is to create a linear
shaped weld nugget on the faying surfaces.
The pulse power is controlled by the Pow parameter and is given as a
percentage of maximum power. The pulse length is controlled
entirely by the depression of the foot switch and will end only when
the switch is released or if the internal temperature protocols engage.
The weld can only be initiated from the run screen and not in a menu.
If audible beeps are activated, a short chirp will signal that the unit is
ready to weld again.
Weld Parameter Definitions
1
2 3
4
J:1 ►S:4 F:Seam S
6
Pow: 80% Count: 3
1. Current Job: Displays the current job number.
2. Cursor: The cursor indicates the current changeable parameter.
3. Current Schedule: Displays the current schedule number.
4. Weld Function: Displays the current weld function.
5. Select Toggle Indicator: 'S' indicates that turning the Adjust
Wheel will adjust the currently selected parameter. Nothing indicates
that turning the Adjust Wheel will move the cursor.
6. Pulse Power: Percentage of maximum power for pulse.
5
7
AC1050 User Manual
'
6

Chapter 4: Seam Weld Function 17
7. Current Weld Count: Displays the number of welds that have
been made with the current job. Can be reset to zero by selecting the
Reset Schedule Counter option from the main menu.
Example Walkthrough
This walkthrough will provide a step-by-step guide for making a seam weld with
some common weld parameters.
● Press the Menu Button to access the main menu
● Move the cursor down to Add Schedule and press Select
● Press the Menu Button again to exit the main menu
● Move the cursor to Pow and press Select
● Adjust Pow to 85% and then press Select
● When the workpiece is in position, and the LCD appears as shown, depress
Adjust
Adjust
Menu
Menu
Select
Select
Adjust
Select
the foot switch for as long as is desired, then release to end the weld.
J:0 S:1 F:Seam
►Pow: 85% Count: 0
AC1050 User Manual

Chapter 5: Pulsating Spot Weld Function 18
1 AC cycle=
1
60Hz
=16.67ms
Chapter 5: Pulsating Spot Weld
Function
Theory of Operation
The Pulsating Spot Weld Function is similar in operation to the Rolling
Spot Function. Unlike the Rolling Spot though, this function adds the
ability to precisely control the number of weld pulses generated.
Each pulse's power is controlled by the Pow parameter and is
displayed as a percentage of maximum power. Each pulse's length is
governed by the Cyc parameter and is given in units of AC cycles
where:
The time between pulses is represented by the Cycles Off parameter
and is also given in units of AC cycles. Lastly, the total number of
pulses is controlled by the Pulses parameter and is unitless.
The pulses can be any percentage of maximum power you choose and
at most, 99 AC cycles long. Additionally, the spacing between pulses
can be any length you choose up to 99 AC cycles. The maximum
number of pulses that can be generated is 99.
To initiate the weld, be sure the run screen is displayed and not any of
the menu screens. Depress the foot switch and then release to make
the weld. If audible beeps are activated, a short chirp will signal that
the unit is ready to weld again.
AC1050 User Manual

Chapter 5: Pulsating Spot Weld Function 19
0 1 2 3 4 5 6 7 8 9 10 11 12 13
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Pulsating Spot Weld
AC Cycles
AC Po we r
Weld Parameter Definitions
1
2 3
4
J:1 ►S:4 F:Pulse S
6
Pow: 80% Cyc: 3
8
Pulses: 3 Count: 5
Cycles Off: 1
10
1. Current Job: Displays the current job number.
2. Cursor: The cursor indicates the current changeable parameter.
3. Current Schedule: Displays the current schedule number.
4. Weld Function: Displays the current weld function.
5. Select Toggle Indicator: 'S' indicates that turning the Adjust
Wheel will adjust the currently selected parameter. A blank space
indicates that turning the Adjust Wheel will move the cursor.
5
10 10
7
7
9
8
7 7
'
6
6. Pulse Power: Percentage of maximum power for each pulse.
7. Pulse Length: Length in AC cycles for each pulse.
8. Number of Pulses: The number of pulses for each weld.
9. Current Weld Count: Displays the number of welds that have
been made with the current job. Can be reset to zero by selecting the
Reset Schedule Counter option from the main menu.
10. Pulse Spacing: Spacing in AC cycles between each pulse.
AC1050 User Manual

Chapter 5: Pulsating Spot Weld Function 20
Example Walkthrough
This walkthrough will provide a step-by-step guide for making a pulsating spot
weld with some common weld parameters.
● Press the Menu Button to access the main menu
Menu
● Move the cursor down to Add Schedule and press Select
● Press the Menu Button to exit the main menu
● Move the cursor to Pow and press Select
Adjust
Menu
Select
● Adjust Pow to 100% and then press Select
Select
Adjust
● Move the cursor to Cyc and press Select
Adjust
Select
● Adjust Cyc to 10 cycles and press Select
Adjust
Select
● Move the cursor to Pulses and press Select
Adjust
Select
● Adjust Pulses to 8 and press Select
Adjust
Select
Adjust
Select
● Move the cursor to Cycles Off and press Select
Adjust
Select
● Adjust Cycles Off to 3 cycles and press Select
AdjustAdjustAdjust
SelectSelectSelect
● When the workpiece is in position, and the LCD appears as shown, depress
the foot switch to make the weld.
J:0 S:1 F:Pulse
Pow:100% Cyc: 10
Pulses: 8 Count: 0
►Cycles Off: 3
AC1050 User Manual

Chapter 6: Main Menu Functions 21
Chapter 6: Main Menu Functions
*For information on the Job Menu, see Chapter 7.
Beep Toggle
By default, the AC1050 comes with all audible beeps enabled. To
disable all beeps except for alarm signals, select Beep Toggle from the
Main Menu. Likewise, to re-enable audible beeps repeat the same
procedure.
Add a Schedule
By default, the AC1050 comes with only Schedule 0 activated in all 10
jobs. To use additional schedules they will need to be added by
selecting the Add a Schedule function from the main menu. Once
selected, a notification will appear displaying the schedule number
that was added. When the menu is exited, the newly created
schedule will be active on the run screen with the default schedule
parameters. After schedules 1 through 9 have been added into a
given job, no additional schedules may be added.
Lock a Schedule
When schedules are created, all parameters are modifiable. Once a
schedule has been programmed precisely as desired, it can be locked
to guard against any accidental changes such as overwriting. Once
locked, a schedule cannot be copied to and none of the schedule's
weld parameters can be modified. To lock a schedule, make sure it is
active on the run screen and then select the Lock a Schedule option
from the main menu. Likewise, to unlock a previously locked
schedule repeat the same procedure.
Copy a Schedule
To copy a schedule's contents to another schedule, make sure that
there is at least one schedule available besides Schedule 0 and the
schedule you wish to copy. To add additional schedules see the Add a
Schedule section. To create a copy, display the schedule to be copied
from on the run screen. Then select the Copy a Schedule option from
the Main Menu and choose the schedule to copy to with the adjust
wheel. To confirm the choice push the Select Button, or to cancel the
action, push the Menu Button. A schedule cannot be copied to
another schedule that has been locked.
AC1050 User Manual

Chapter 6: Main Menu Functions 22
Restart the Schedule Counter
The run screen displays a count of how many welds have been done
with the current job. It rolls over automatically at 250, but can be
manually reset by selecting the Restart Sch Counter option from the
Main Menu.
Restart Current Job
When schedules are linked together within a chain, the schedules will
automatically change based on their weld number settings(see
Chapter 7). It may be necessary to disrupt the chain sequence and
restart the chain at its first link. This is accomplished by selecting the
Restart Current Job option from the Main Menu. If the current job on
the run screen is not chained, this function will have no effect.
Tempering Function
The Tempering Function can be enabled for any of the welding
types(Spot, Roll, Seam, Pulse). This function adds a gradual cool
down to the end of a weld. When the Tempering function is selected
from the Main Menu, a dialog will appear asking from the initial power
of the temper. Use the Adjust Wheel to change the power and
confirm with the Select Button. Another dialog will appear asking for
the length of the temper in AC cycles. Once again, use the Adjust
Wheel to change the time and confirm with the Select Button. The
Menu Button can be pushed at any time to cancel the temper
programming. Each individual schedule can be set to temper or not in
this manner, however there is only one temper setting at a time. To
alter the temper settings, select Tempering from the Main Menu to
disable the temper, and select it again to reprogram the settings. Be
cautious when using this function because it can add considerable
length to a short weld schedule.
View the Internal Temperature
As part of the automatic internal thermal protection, there are two
temperature sensors inside the case. One is attached to the weld
transformer and another to the 240VAC switching relay. To view their
current readings, select the View Internal Temp option from the Main
Menu. To exit press the Menu Button.
AC1050 User Manual

Chapter 7: Job Menu Functions and Chaining 23
View the Lifetime Weld Counter
The AC1050 keeps track of every weld performed once it leaves the
factory. To access this counter select the View Lifetime Welds option
from the Main Menu. To exit, press the Menu Button. The lifetime
counter provides a convenient way to track the number of daily,
monthly, or yearly welds if viewed on a regular basis and recorded.
This counter cannot be reset, even when resetting to factory default.
View Welder Information
When the Welder Information option is selected from the Main Menu,
a screen appears displaying the manufacturer, the model and version
number, the manufacture date, and the telephone number for
support.
Chapter 7: Job Menu Functions and
Chaining
Chain and Unchain Schedules
The AC1050 provides the ability to link schedules together into a job
chain. This allows the welder to automatically switch schedules after
a programmed number of welds and also restart the job chain after
the final link. To begin the chaining process select the Chain/Unchain
Sch option from the Job Menu. You now have an empty chain with no
links. If you wish to cancel the chaining process, you must first select
the Chain/Unchain Sch option from the Job Menu to unchain the job
and then press the Menu Button to exit. If you wish to continue the
chaining process, select Add to Chain from the Job Menu to add the
first link. If a chain is already established and you unchain the job,
the same chain will be restored again when you re-chain the job.
After a job has been chained and the menu is exited, the current
schedule is set to the first link of the chain. The current schedule
cannot be changed without first unchaining the job by using the job
menu.
Link a Schedule to the Chain
Once a job has been chained, schedules may be linked in up to a
maximum of 9 links. To add a link to the chain, select the Add to
Chain option from the Job Menu. A prompt will appear asking for the
schedule you wish to link. Use the adjust wheel and press the Select
AC1050 User Manual

Chapter 8: Other Welder Functions 24
Button to confirm your choice, or press the Menu Button to cancel.
Once a schedule has been selected, you will be prompted to choose
the number of welds for that particular link. Use the adjust wheel and
press the Select Button to confirm your choice, or press the Menu
Button to cancel. The number of welds for a link can be changed at
any time by selecting the Change Weld Numbers option from the Job
Menu. Schedule 0 cannot be used in chains because of its “scratchpad” designation. You will continue to be prompted to add additional
links until the chain is ended by pressing the Menu Button or the
chain becomes full.
Remove Last Link from the Chain
When a job is chained, the last link can be removed from the chain by
selecting the Remove from Chain option from the Job Menu.
Change the Number of Welds for a Link
Once a job has been chained and links added to it, the number of
welds for a particular link can be modified by selecting the Change
Weld Numbers option from the Job Menu. A prompt will appear
asking for the link number to modify. Use the adjust wheel and press
the Select Button to confirm, or press the Menu Button to cancel.
Once a link has been selected, you will be prompted to choose the
new number of welds for that link. Use the adjust wheel and press
the Select Button to confirm, or press the Menu Button to cancel.
Chapter 8: Other Welder Functions
Resetting to Factory Defaults
It is always a good idea to keep written documentation of weld
schedules and job chains in case of unforeseen malfunctions. The last
page of this manual includes a sample documentation layout that may
be photocopied and used for this purpose.
WARNING: The following procedure will erase all user memory
and reset the unit to factory defaults!
To completely reset the welder's memory, start with the unit turned
off. While pushing both the Menu Button and the Select Button, turn
the unit on. Continue pushing both buttons in for 5 seconds until a
warning screen is displayed. After reading the warning, push the
Select Button to confirm or the Menu Button to cancel.
AC1050 User Manual

Appendix A: Cable Resistance Chart 25
total
=l⋅r
internal
where :
internal
=.062 m ,l =total external cable length, r =cable m per foot
AWG
0000 0.0490 20.4020
000 0.0618 16.1800
00 0.0779 12.8310
0 0.0983 10.1750
1 0.1239 8.0695
2 0.1563 6.3994
3 0.1970 5.0750
4 0.2485 4.0247
5 0.3133 3.1917
6 0.3951 2.5311
7 0.4982 2.0073
8 0.6282 1.5918
9 0.7921 1.2624
10 0.9989 1.0011
r (mΩ/ft)
1/r (ft/mΩ)
Appendix A: Cable Resistance Chart
To calculate the proper cable lengths from the desired total resistance, use this
equation:
*NOTE: Exact cable resistances will vary by manufacturer. Use this chart for
estimation purposes only.
AC1050 User Manual

Appendix B: Menu Flowcharts 26
Appendix B: Menu Flowcharts
--------------------
Run Screen
J:0 S:1 F:Spot
Pow1:100% Cyc1:10
PSpace: 3 Count: 25
►Pow2:100% Cyc2:20
Main Menu accessed by pressing the
Menu Button from the Run Screen.
Menu
Main Menu Screen 1
►Beep Toggle
Job Menu
Add a Schedule
Lock a Schedule ...
Main Menu Screen 2
►Copy a Schedule ...
Restart Sch Counter
Restart Current Job
Tempering ...
See next page
Audible Beeps
are now ON
--------------------
------------------- Schedule 1
has been added
--------------------
------------------- Schedule 3
is now LOCKED
--------------------
Copy schedule: 3
to schedule: 5
Select to confirm
Menu to cancel.
Restart Schedule Counter
------------------- Schedule counter
has been restarted.
--------------------
--------------------
Current job has
been restarted.
--------------------
Beep Toggle
Add a Schedule
Lock a Schedule
Copy a Schedule
Restart Current Job
Main Menu Screen 3
...
►View Internal Temp
View Lifetime Welds
Welder Information
Tempering Function
--------------------
Tempering is now
ON
--------------------
View Internal Temperature
--------------------
Transformer: 27 C
Power Relay: 22 C
--------------------
View Lifetime Welds
--------------------
Lifetime Welds:
10594
--------------------
View Welder Information
Sunstone Engineering
Model: AC1025 v 1.0
Man Date: Jan 2008
Support:801-658-0015
AC1050 User Manual

Appendix B: Menu Flowcharts 27
Job Menu
Chain and Unchain Schedules
------------------- Job chained.
--------------------
Link a Schedule to the Chain
-----Chain Menu---- Select schedule to
add to chain: 2
Menu to end chain
Remove the Last Link
-------------------Last schedule in the
chain was removed
--------------------
Beep Toggle
►Job Menu
Add a Schedule
Lock a Schedule ...
Job MenuMain Menu Screen 1
►Chain/Unchain Sch
Add to Chain
Remove From Chain
Change Weld Numbers
AC1050 User Manual
Change the Number of Welds
------------------- Select link to
modify: 2
--------------------

Appendix C: Glossary 28
Appendix C: Glossary
AWG: American Wire Gauge is the standardized wire gauge
system.
Chain: On the AC1050, a chain is a programmed collection of
schedules that form a regular sequence. For instance, a two-link
chain consisting of Schedule 7 for 3 welds and then Schedule 2
for 18 welds will switch from Schedule 7 to Schedule 3 after 3
welds and will restart after 18 more..
Faying: Faying surfaces are those that have been joined by a
weld.
Link: A Schedule that has been programmed into a chain.
Pulse: A burst of electrical energy.
Resistance: The AC1050 relies on a resistance between its
terminals to generate the heat needed to melt metals. Ohm's
law states that Voltage = Current X Resistance.
RMS: Root Mean Square is a mathematical average for a
sinusoidal signal. The 240V from electrical outlets is not 240V
constantly, but its RMS value is 240VAC RMS.
Schedule: On the AC1050, a schedule is the name given to a
collection of weld parameters that is part of a job. The Run
Screen is always displaying a schedule.
Spot Weld: A small weld done with two electrodes that leaves a
circular (or spot) shaped weld nugget.
Terminals: The copper bars protruding from the case marked
with a '+' and '-' are the terminals.
AC1050 User Manual

Appendix D: Warranty and Contact Information 29
Appendix D: Warranty and Contact
Information
All Sunstone Products come with a 90 day repair warranty. Sunstone
Engineering will repair all defects in craftsmanship without charge
during this time period (excluding the cost of shipping). This warranty
does not cover damage caused by improper use of Sunstone products.
This warranty does not include consumable items, such as welding
electrodes. Sunstone Engineering is dedicated to keeping our products
operating at peek performance for years to come. Any repairs needed
after the 90 day warranty period are performed at cost, typically less
than $50 USD.
Sunstone Engineering offers a 30 day return policy on all of our
products. Before sending a product back please contact Sunstone
Engineering to receive an RMA number. The RMA number should
appear clearly on the outside of the package. Customer refunds are
accomplished via check. Please note that a 3% restocking fee will
apply to all returns. Equipment damaged by improper use or
insufficient shipping precautions will be charged additional fees.
Sunstone Engineering is dedicated to providing quality products and
support. Please feel free to call with any questions before or after
purchasing our products.
Phone 1-801-658-0015
Fax 1-866-701-1209
E-mail
Sales sales@sunstoneengineering.com
Technical Support tech@sunstoneengineering.com
Customer Service custservice@sunstoneengineering.com
Web www.SunstoneEngineering.com
Mail
Sunstone Engineering R&D Corporation
1693 W. American Way, Unit 1
Payson, UT 84651
AC1050 User Manual

Link 9
# of Welds:__
Schedule #:__
#4 Func:___________
Cycles Off:_____
Pow1:____% Cyc1:____
Pow2:____% Cyc2:____
#9 Func:___________
Cycles Off:_____
Pow1:____% Cyc1:____
Pow2:____% Cyc2:____
Job Name:_____________________
Schedules
#3 Func:___________
#2 Func:___________
Cycles Off:_____
Pow1:____% Cyc1:____
Pow1:____% Cyc1:____
Pow2:____% Cyc2:____
Cycles Off:_____
Pow2:____% Cyc2:____
#8 Func:___________
#7 Func:___________
Cycles Off:_____
Pow1:____% Cyc1:____
Pow1:____% Cyc1:____
Pow2:____% Cyc2:____
Cycles Off:_____
Pow2:____% Cyc2:____
Chain Sequence
Link 8
# of Welds:__
Schedule #:__
Link 7
# of Welds:__
Schedule #:__
Link 6
# of Welds:__
Schedule #:__
Link 5
# of Welds:__
Schedule #:__
Link 4
Sample Job Documentation Layout
#1 Func:___________
Job Number:___
#0 Func:___________
# of Welds:__
Schedule #:__
Link 3
# of Welds:__
Cycles Off:_____
Pow1:____% Cyc1:____
Pow1:____% Cyc1:____
Pow2:____% Cyc2:____
Cycles Off:_____
Pow2:____% Cyc2:____
#6 Func:___________
#5 Func:___________
Cycles Off:_____
Pow1:____% Cyc1:____
Pow1:____% Cyc1:____
Pow2:____% Cyc2:____
Cycles Off:_____
Pow2:____% Cyc2:____
Schedule #:__
Link 2
# of Welds:__
Schedule #:__
Link 1
# of Welds:__
Schedule #:__
 Loading...
Loading...