


SUNDYNE
LMC 341F COMPRESSOR
Instruction and Operation Manual
August 2007
Effective: August 2007 Visit our website at www.sundyne.com

COPYRIGHT
All rights reserved. No part of this publication may be reproduced, stored in a
retrieval system or transmitted in any form or by any means, electronic,
mechanical, photocopying, recording or otherwise without the prior permission
of Sundyne Corporation.
© 2007 Sundyne Corporation
WARRANTY
Sundyne Corporation warrants to Buyer for a period of twelve (12) months from the
date of being placed in service (but not to exceed eighteen (18) months after the
date of shipment) that the equipment at the time of shipment will be free from
defects of design, material and workmanship. If any defects or malperformance
occur during the warranty period, Sundyne’s sole obligation shall be limited to
alteration, repair or replacement at Sundyne’s expense, F.O.B. Factory, of parts or
equipment, which upon return to Sundyne and upon Sundyne’s examination prove to
be defective. Equipment and accessories not manufactured by Sundyne are
warranted only to the extent of and by the original manufacturers’ warranty. Sundyne
shall not be liable for damage or wear to equipment caused by abnormal conditions,
vibration, failure to properly prime or to operate equipment without flow or caused by
corrosives, abrasives or foreign objects. THE FOREGOING WARRANTY IS
EXCLUSIVE AND IN LIEU OF ALL OTHER WARRANTIES, WHETHER
EXPRESSED OR IMPLIED INCLUDING ANY WARRANTY OF
MERCHANTABILITY OR FITNESS FOR ANY PARTICULAR PURPOSE. In no
event shall Sundyne be liable for consequential or incidental damages.

INTRODUCTION AND SAFETY.....................................................................................1
Text Symbols.............................................................................................................................................................1
Equipment and Safety Precautions .....................................................................................................................1
EXPLOSION/FIRE HAZARD.......................................................................................... 2
USING THIS MANUAL:..................................................................................................3
1. INSTALLATION..........................................................................................................4
INTRODUCTION TO THE SUNDYNE COMPRESSOR ................................................. 5
Inspection...................................................................................................................................................................5
Short-term Storage...................................................................................................................................................5
Long-term Storage ...................................................................................................................................................5
Installing the Suction and Discharge Piping - Guidelines.............................................................................6
Seal Environment Control System.......................................................................................................................7
Baseplate Grouting.................................................................................................................................................. 9
Horizontal Unit Gearbox Support Bracket .........................................................................................................9
Driver and Coupling................................................................................................................................................. 9
2. LUBRICATING OIL SYSTEM..................................................................................... 9
3. START-UP................................................................................................................ 13
Compressor Control During Start-Up................................................................................................................14
Run-In of the Compressor....................................................................................................................................14
4. SERVICING ..............................................................................................................15
Regular Maintenance.............................................................................................................................................15
5. MAINTENANCE OF THE SEALS AND PROCESS END DISASSEMBLY .............. 16
Tandem Seal Configurations...............................................................................................................................16
Double Seal Configurations.................................................................................................................................16

Procedure for Disassembling Process End.....................................................................................................16
Vertical units without a driver stand..................................................................................................................17
Vertical units with a driver stand........................................................................................................................17
BMC Units.................................................................................................................................................................17
Tandem Seal Disassembly...................................................................................................................................19
Impeller/Diffuser Cover Alignment.....................................................................................................................24
Impeller/Diffuser Clearance Calculation...........................................................................................................27
6. GEARBOX DISASSEMBLY .....................................................................................30
7. INSPECTION OF DISASSEMBLED HARDWARE...................................................44
8. CHECKING AND SETTING HIGH SPEED SHAFT END PLAY...............................48
9. GEARBOX AND PROCESS END REASSEMBLY.................................................. 50
Gearbox Auxiliary Hardware Installation..........................................................................................................53
10. TROUBLESHOOTING............................................................................................54
11. OPERATION........................................................................................................... 57
12. SPARE PARTS.......................................................................................................58
13. SUNDYNE COMPRESSOR WARRANTY.............................................................. 62
Critical Start-up Checklist ....................................................................................................................................62
Lock-out/Tag-out Guidelines...............................................................................................................................64
SINGLE SEAL ARRANGEMENT..........................................................................................................................65
DOUBLE SEAL ARRANGEMENT........................................................................................................................66
TANDEM SEAL ARRANGEMENT........................................................................................................................67
PHOENIX COMPRESSOR DRAWINGS ...................................................................... 68

Introduction and Safety
Text Symbols
The following symbols may be found in the text
of this manual.
They have the following meanings:
WARNING: Text accompanied by this
symbol indicates that failure to follow
directions could result in bodily harm or
death.
ELECTRICAL HAZARD: Text
accompanied by this symbol indicates
that failure to follow directions could result
in electrical damage to equipment or
electrical shock.
Equipment and Safety Precautions
Sundyne Corporation manufactures
compressors to exacting International Quality
Management System Standards (ISO 9001) as
certified and audited by Lloyd’s Register Quality
Assurance Limited. Genuine parts and
accessories are specifically designed and tested
for use with these products to ensure continued
product quality and performance. Sundyne
cannot test all parts and accessories sourced
from other vendors; incorrect design and/or
fabrication of such parts and accessories may
adversely affect the performance and safety
features of these products. Failure to properly
select, install or use authorized Sundyne pump
parts and accessories is considered misuse and
damage or failure caused by misuse is not
covered by Sundyne’s warranty. Additionally,
modification of Sundyne products or removal of
original components may impair the safety of
these products and their effective operation.
RECOMMENDED: Text accompanied by
this symbol indicates recommended
usage.
REMINDER: Text accompanied by this
symbol indicates a reminder to perform
an action.
EQUIPMENT USE ALERT: Text
accompanied by this symbol indicates
that failure to follow directions could
result in damage to equipment.
CAUTION
Sundyne compressors may handle hazardous,
flammable, and/or toxic fluids. Proper personal
protective equipment should be worn.
Precautions must be taken to prevent physical
injury. Residual fluids must be handled and
disposed of in accordance with applicable
environmental regulations.
Note: Safety procedures must be applied
prior to any installation, maintenance,
or repair of a Sundyne compressor.
Failure to follow safety precautions may
lead to injury!
1

Wearing Personal Protective
Equipment
To ensure safety, protective equipment must be
worn at all times when installing, performing
maintenance, or repairing equipment. The
following safety recommendations must be
adhered to for optimum safety:
• Safety glasses, with the minimum
requirement of side shields, must be worn
at all times.
• Steel-toed shoes must be worn when
lifting equipment greater than 15 pounds
(7 kg) or if pallet jacks or forklifts are
operated.
• Hearing protection is strongly
recommended at all times when noise
levels exceed 85 dB during an eight (8.0)
hour period.
Note: Chemical resistant gloves must be used
if chemicals are utilized (refer to Using
Chemicals for additional information).
Note: A dust mask respirator must be worn if
chemicals have warning labels
regarding fumes, dust, or mists.
When using more than one piece of protective
equipment, consider their compatibility. For
example, safety glasses will not interfere with
hearing protection equipment. Be sure to clean
all pieces of personal protective equipment
immediately after each use.
Using Forklifts
Any persons operating a forklift must have an
active recognized operator license.
Note: Before initializing forklift operation,
verify that the lift is in a safe operating
position.
Once all work has been completed, the person
installing the lock or tag must remove it
according to company procedure.
Testing Equipment
Prior to performing a test on newly installed,
maintained, or repaired equipment; all personnel
in the immediate area must be warned.
Note: Follow company procedures prior to
equipment testing at all times.
Using Chemicals
Any chemicals to be used must be accompanied
by a relevant material safety data sheet (MSDS),
in accordance with government legislation. If
applicable, use chemical proof gloves.
Note: An eye wash station (or equivalent)
should be available in the event of
injury. If any hazardous or flammable
chemicals pass through the equipment,
a complete decontamination of the
equipment is required.
Protection from Falling
Fall protection and associated preventative
measures are required when working on
equipment located six feet or higher from the
ground.
Note: Follow company fall prevention
procedures prior to working on
equipment.
Preventative Machine Guards
Preventative guards must remain in place on all
equipment.
Note: Only remove the guards while
performing maintenance or repair.
Replace the guards immediately after working
on the equipment and prior to start up.
EXPLOSION/FIRE HAZARD
Ensuring Electrical Safety
All electrical sources must be powered-off
before installation, service, or repair of
equipment occurs.
Note: Sundyne recommends that a Lock-
out/Tag-out program be followed prior
to altering the equipment. Locks or
tags must be provided to warn
employees that equipment is
temporarily unavailable.
Note: Never use an acetylene torch, open
flame, or heat to attempt to remove
parts that have seized together in
Sundyne equipment. Any residual
process gas or liquid that is flammable
can result in an explosion or fire with
potential for serious injury or death.
2

Using This Manual:
Organization
This manual is part of the final data package for the Sundyne LMC/BMC Phoenix compressor. In addition
to this manual, the final data package includes such information as the following:
Drawings, Sundyne specification sheet with test performance curves, test data, inspection data, material
certificates if required; and auxiliary equipment information. When using the specification sheet, section 1
of the final data package, and drawings, last section of final data package, in this manual compare the
release date with those in the maintained final data package to ensure that you are using the most
current information. This manual explains procedures for the Sundyne compressor, including how to:
install it, maintain it, service it, troubleshoot problems; and order parts. Whenever you talk or write to your
Sundyne representative, provide your compressor’s unique serial number.
This manual contains the following sections:
1. Installation
Describes how to install the compressor and how to store it until you install it.
2. Lubricating Oil System
Provides the following information: how to prepare the gearbox for start-up; how the lubricating oil
system works; and specifications for gearbox lubricants.
3. Start-up
Provides a procedure for starting and controlling the compressor. A critical start-up checklist is
included as Reference A.
4. Servicing
Provides procedures for servicing the compressor.
5. Maintenance of the Seals and Process End Disassembly
Provides procedures for disassembling the LMC/BMC compressor and its seal housings.
6. Gearbox Disassembly
Provides procedures for disassembling & reassembling the gearbox of the compressor.
7. Inspection of Disassembled Hardware
Provides procedure for inspecting the disassembled hardware.
8. Checking and Setting High Speed Shaft End Play
Provides procedure for checking and setting high speed shaft end play.
9. Gearbox and Process End Reassembly
Provides detailed reassembly procedure of gearbox and process end.
3

10. Troubleshooting
Provides tables for the following:
a) Looking up a problem.
b) Identifying the possible cause.
c) Selecting the corrective action.
11. Operation
Provides general guidelines for controlling a compressor such as surge control, suction throttling,
discharge throttling, and speed control.
12. Spare Parts
Contact and reference information.
13. Sundyne Compressor Warranty
Provides a warranty statement for the compressor/gearbox unit.
Reference A
Critical Start-up Checklist
Reference B
Lock-out/Tag-out Guidelines
Reference C
Seal Arrangement Drawings for single, double, and tandem configuration
Reference D
Phoenix Compressor/Gearbox Drawings
1. Installation
This section provides an introduction to the compressor, procedures for inspecting and installing it, and
procedures for storing it if you are not installing it immediately. It contains a subsection on each of the
following:
Introduction:
Inspection:
Short-term Storage:
Long-term Storage:
Suction and Discharge Piping:
Seal Environment Control System:
even if you use the standard system supplied by the factory.
Baseplate Grouting:
Horizontal Unit Gearbox Support Bracket:
support bracket on a horizontal unit.
Driver and Coupling:
grouting, and before you connect the piping for suction and discharge.
This provides a brief description about the compressor and how it is used.
As soon as you receive the compressor, inspect it thoroughly.
If the unit will be installed within 6 months follow these procedures.
If the unit will not be installed within 6 months follow these procedures.
Follow these procedures to set up the piping for suction and discharge.
Follow these procedures to set up the seal environment controls,
Use this information for applying grouting to the baseplate.
Follow these procedures to drill and pin the gearbox
Follow these procedures to align the driver and the compressor. Do this after
4
Introduction to the Sundyne Compressor
Sundyne LMC/BMC compressors have a single stage with an integral gearbox. It increases the pressure
of a continuous flow gas by applying centrifugal action. Sundyne LMC/BMC compressors are most
commonly used in chemical process plants to increase the pressure in a recycle loop. They are also used
in refineries, petrochemical plants, and power generation plants. Within these facilities, Sundyne
Compressors are used in booster, regeneration, vapor recover, boil-off, and other gas process
applications.
Sundyne LMC/BMC compressors offer industrial quality in a compact unit that is simple to assemble. It
provides high-energy performance and competitive efficiencies. For detailed specifications for Sundyne
LMC/BMC compressors, see the specification sheet and bill of materials or consult Sundyne
Compressors. For the primary components, see Reference D, compressor /gearbox module
drawings.
Inspection
1. When you receive the Sundyne LMC/BMC compressor, check for any damage. If you find any, inform
the carrier and Sundyne promptly.
2. Use Outline drawings in the final data package to ensure that all auxiliary items are properly included.
3. Check the gearshaft carefully. Seal drag may cause it not to turn freely at first. This is normal. But if
the gearshaft binds, it may be damaged, or it may need adjusting.
Short-term Storage - 1 day to 6 months
1. If the compressor is to be stored near strong chemicals or salt water, protect it immediately. To do
this, follow steps 5 through 11 from the long-term storage procedures below.
2. Protect the unit from moisture and dust.
3. Make sure that the factory’s shipping covers for the housing flanges and the seal ports are securely
in place.
4. Carefully follow the instructions provided by the manufacturer of the motor or turbine driver.
Long-term Storage - 6 months or more
If you store the LMC/BMC compressor for a long period of time, the methods you use are very important.
Please contact Sundyne at (303)-425-0800 USA and ask for the Field Service Department for further
instructions.
1. Be sure the storage area has: Humidity below 65%; and temperature range from 45° to 85°F
(7°C to 29°C).
2. Do not allow contact of airborne chemicals with the internal components of the unit.
3. If the unit is being stored near strong chemicals or salt water, protect it immediately.
4. Protect the unit from moisture and dust.
5. Make sure that the factory’s shipping covers for housing flanges and seal ports are securely in place.
5

6. Prevent corrosion to the components of the gearbox and the fluid-end.
7. Store the unit indoors.
8. Keep the room temperature and humidity constant.
9. Use desiccant bags to absorb moisture.
Either of the following:
10. Purge the internal components with an inert gas.
or
11. Oil flooding of component internals
Review Long Term Storage Instructions supplied with Final Data Package. Should you have any
questions, contact the factory in Arvada, Colorado.
After long-term storage, have an authorized Sundyne service engineer inspect all components and
supervise any necessary repair to be sure that they work properly. Any components not made by
Sundyne (except mechanical seals) must be inspected or replaced as determined by the
manufacturer’s authorized personnel, at the purchaser’s expense. Any Field Service work must be
clearly stated at the time of purchase to validate an Extended Warranty.
Because storage location and unknown factors at the site or storage are beyond our control,
Sundyne does not accept any liability for damage to the equipment during storage, nor do we
guarantee the quality of the equipment during and after the storage period. An Extended Warranty
will be null and void if the proper equipment preparation is not maintained.
Installing the Suction and Discharge Piping - Guidelines
Step 1: Clean the suction line.
Step 2: Install a strainer to protect the impeller from damage by mill scale, welding slag, or other
foreign particles.
Step 3: Make sure that the piping is aligned with the compressor flanges.
Step 4: Support all piping independently of the compressor.
Step 5: When you move the piping into place, never use excessive force at the flanged suction and
discharge connections. This could strain the unit.
Step 6: Use suction pipe that has a diameter at least as large as the diameter of the suction inlet of
the compressor.
Step 7: Make sure that the suction and discharge piping have no unnecessary elbows, bends, and
fittings. These increase the losses caused by friction. Also, be sure that all piping and fittings
are large enough to minimize losses caused by friction.
Step 8: Before you connect the piping to the compressor, tighten the hold down-bolts on the
compressor.
Step 9: Do not use elbow parts near the suction flange. A straight pipe run of at least 3 times the pipe
diameter is desirable between an elbow and the suction flange.
6

Step 10: Use block valves on both suction and discharge pipes to isolate the compressor during
shutdown, minimize process leakage, and reduce the likelihood of backflow through the
compressor, which can cause reverse rotation.
Seal Environment Control System
For the seal used with the compressor, always maintain the environment shown on the specification
sheet for your unit. For some arrangements and applications, you may need a system to control the seal
environment. For many applications, you can obtain a standard system from the factory. Make sure that
the system is installed properly and that the ports are open or plugged, as applicable. See Outline
drawing in the Final Data Package. Always be sure to leave port 1 free to drain leakage from the
gearbox oil seal and vent the gas seal.
You must vent case drain port 1 to atmospheric pressure and allow it to gravity drain properly. Otherwise
oil could contaminate the outboard gas seal. This port can be attached to a flare line, but should not have
back-pressure in excess of 5 psi.
A. GAS BUFFER SYSTEM – A gas buffer system must be used with double gas seals to prevent
process gas leakage out of the compressor. The buffer must be a cooled, dry, filtered gas, which
is compatible with the process gas and the compressor metallurgy. The buffer is introduced into
seal port 7 at a pressure range of 40 to 80 psi (2.8 to 5.6 kg/cm
suction pressure (max. of 160 psig – 11.2 kg/cm
2
) and at an average temperature no higher than
250°F (121°C). Part of the buffer flows across the lower seal into the process gas and part flows
across the upper seal and is vented from port 1. A buffer flow of 1.0 to 2.0 scfm (0.028 to 0.056
3
Nm
/min) must be maintained through the seal cavity, and should be regulated by a valve or
orifice on port 2. It is also acceptable to provide a buffer into port 2 and regulate by a valve or
orifice out of port 7. The buffer system must be in operation prior to starting the compressor.
Refer to compressor specification sheet for specific buffer requirements.
A buffer gas may also be used between tandem seals to reduce process leakage when buffer
contamination of the process gas is not permissible. Contact the factory for buffer pressure and
flow requirements.
B. LIQUID BUFFER SYSTEM – A liquid buffer system is used with double liquid seals and is
functionally identical to a gas buffer. The buffer liquid is introduced into port 7 or 2, allowed to flow
through the seal cavity, and out the opposing port.
Buffer flow should be 0.5 to 3 gpm (2 to 12 liters/min) with an inlet temperature of 60° to 120°F
(16° to 49°C), and inlet pressure a minimum of 20 psi (1.4 kg/cm
pressure.
If a closed loop buffer system is used, the buffer must be cooled prior to returning to port 7.
Otherwise, heat generated by seal friction will build up in the buffer, resulting in shorter seal life. If
an open loop system is used, an orifice or valve on port 2 should be used to regulate flow to
proper value.
NOTE
The compressor casing of units with double liquid seals must be drained prior to starting.
C. SEAL FLUSH – An optional seal flush system is available for use with single or tandem gas seal
arrangements when the process gas is contaminated with dust, dirt, or any other types of solid
particles. A clean, cool gas, either from external sources or cooled, filtered gas throttled from the
discharge is introduced into port 5 or 6 at a pressure slightly higher than suction pressure. Thus,
only clean gas will contact the seal face minimizing erosion and seal deterioration.
A flush is not required with a double gas seal due to the flushing action of the buffer leakage
across the lower seal.
2
) greater than compressor
2
) above process suction
7

D. PORT 1 PIPING – Units equipped with gas seals must vent case drain port 1 to atmospheric
pressure and allow it to gravity drain properly. Otherwise oil could contaminate the outboard gas seal.
This port can be attached to a flare line, but should not have back-pressure in excess of 5 psi.
8

Baseplate Grouting
A rigid concrete mounting base is recommended for all installations. Use a non-shrink grouting to fill the
baseplate grout-fill holes. The concrete foundation should have minimum deflections and freedom from
resonant frequencies in the operating range of the equipment being supported. The stand shall be
secured in position by one inch diameter bolts. The bolts shall be installed in the foundation with sufficient
length to protrude one quarter inch above the nut. The customer shall provide a 4” x 4” x 1/4” steel plate
under each leveling screw.
BMC UNITS WITH HORIZONTAL STANDS: The base plate should be leveled prior to grouting. Grout
shall set for the time limit as determined by the grout manufacturer.
LMC UNITS WITH VERTICAL STANDS: The top of the stand (driver mounting surface) should be
leveled by shimming under the base prior to grouting. The channels are to be filled with grout through the
access holes. The nuts on the foundation bolts should not be tightened until the grout has set as
determined by the grout manufacturer.
Horizontal Unit Gearbox Support Bracket
A gearbox support bracket (BK01AW04) is attached to the gearbox bearing plate and provides support to
the gearbox in the horizontally mounted configuration. The bracket is a two-piece slotted hole design
attaching the two pieces to provide adjustability in the field during field installation alignment. A shim (1/4”
thickness preferred) should be placed under the bracket and alignment completed. The bracket should
then be drilled and pinned (3/8” minimum pin diameter) in two locations to prevent possibly shifting of the
bracket during operation of the unit.
Driver and Coupling
Lock out starting switch on driver prior to working on coupling, following lock-out/tag-out
procedure.
UNITS WITH VERTICAL OR HORIZONTAL STANDS - ALIGNMENT--
If other than Sundyne supplied couplings are used, they must be flexible disc or gear type couplings
capable of tolerating parallel and angular misalignment of .005 inch maximum as well axial end play of
.060 inch maximum. Always refer to the coupling manufacturers recommendations for installation and
maintenance.
The motor and compressor coupling hubs are normally installed at the factory. For alignment
specifications, see Coupling Manufacturers Bulletin in the Final Data Package. Align the driver and
compressor after grouting and before you connect the suction and discharge piping. After you install the
piping, inspect the alignment again.
2. Lubricating Oil System
Oil Specification
The oil used in Sundyne gearboxes must meet the specifications presented in Field Engineering
Bulletin 40.2.04. In general, an ISO viscosity grade 32 oil will meet these specifications. Before using any
oil, you should verify its properties by consulting its manufacturer.
.
9
Field Engineering Bulletin
Sundyne & Sunflo & HMP Gearbox Lubricant Recommendations
EFFECTIVE : MAY 2006 Rev: E
For years the preferred gearbox lubricant for Sundyne pumps and compressors has been automotive
automatic transmission fluid (ATF). However, over time the additives in automatic transmission fluid have
changed to coincide with the technical improvements in automobile transmissions. The additives in the
new formulations of ATF, such as Dexron III, have been found to have negative effects on Sundyne
gearboxes and could compromise mechanical integrity and reliability of the equipment.
ISO Viscosity Grade 32 or 46 general purpose or synthetic oils are the recommended lubricants for
Sundyne gearboxes as shown in Table 1 below. ISO VG 46 lubricants are now recommended for high
horsepower gearbox models 33X and 34X with spherical roller bearings and high ambient temperature
installations. Gearbox lube oil should be changed twice yearly or more frequently in severe environments
which may be detrimental to the lubricant. Oxidized oil is frequently characterized by a darkening and/or
thickening of the oil. Operating of gearboxes with oxidized lubricant should be avoided.
Synthetic oils possess different characteristics than conventional mineral oils which make them desirable
for various extreme conditions such as high and low temperature operation. Synthetic oils offer very low
pour points, high temperature oxidation stability and a higher viscosity index.
The operation of Sundyne equipment in high or low ambient conditions may require special consideration
of gearbox lubricant and/or supplemental protective equipment such as heat exchangers or gearbox
heaters.
The lubricant chosen must be compatible with gearbox elastomers, Viton and Buna N. Any oil that
contains an inert additive such as PTFE, molybdenum disulfide or silicon should not be used in Sundyne
gearboxes. Use of lubricants containing inert additives will void the product warranty.
Table 1:
Use ISO Viscosity Grade 32 Lubricant ** Use ISO Viscosity Grade 46 Lubricant
Models: LMV/BMP-311
LMC/BMC-311F
LMC-BMC-311
LMV/BMP-313
LMC/BMC-313
LMV-322
All Sunflo Gearboxes
HMP-3000
HMP-5000
** Use ISO VG 46 lubricant for high ambient temperatures above 40 °C (100 °F).
10
Models: LMV/BMP-331 LMV/BMP-341
LMC/BMC-331F LMC/BMC-341F
LMC/BMC-331P LMC/BMC-341P
LMV/BMP-333 LMV/BMP-343
LMC/BMC-333 LMC/BMC-343
LMC/BMC-337 LMV-346
BMP-338 LMC/BMC-347
BMP-348
Recommended ISO VG 32 gearbox lube oil specifications:
Gravity, API 28 - 37
Pour Point, °C (°F)
Flash Point, °C (°F)
Viscosity,
cSt at 40°C
cSt at 100°C
SUS at 100°F
SUS at 210°F
-7 (20) max.
204 (400) min.
28.8 to 35.2
5.2 min.
150 to 180
44 min.
Viscosity Index 95 min.
ISO Viscosity Grade 32
Color, ASTM D 1500 1.5
Neutralization Number, Maximum 0.20
Rust Protection, ASTM D 665, A & B Pass
Demulsibility, ASTM D 1401
Time to 0 ml emulsion
at 54°C (130°F) after 30 min.
at 82°C (180°F) after 60 min.
Foam Limits, ASTM D 892
Sequence 1
Sequence 2
Sequence 3
Pass
Pass
25/0 max.
50/0 max.
25/0 max.
No other additives are recommended.
Note:
Recommended ISO VG 46 gearbox lube oil specifications:
Gravity, API 28 - 37
Pour Point, °C (°F)
Flash Point, °C (°F)
Viscosity,
cSt at 40°C
cSt at 100°C
SUS at 100°F
SUS at 210°F
-7 (20) max.
204 (400) min.
41.4 to 50.6
6.5 min.
217 to 260
48.8 min.
Viscosity Index 95 min.
ISO Viscosity Grade 46
Color, ASTM D 1500 2.0
Neutralization Number, Maximum 0.25
Rust Protection, ASTM D 665, A & B Pass
Demulsibility, ASTM D 1401
Time to 0 ml emulsion
at 54°C (130°F) after 30 min.
at 82°C (180°F) after 60 min.
Foam Limits, ASTM D 892
Sequence 1
Sequence 2
Sequence 3
Pass
Pass
25/0 max.
50/0 max.
25/0 max.
Note: No other additives are recommended.
11

Lube Oil System
The integral Sundyne lube oil system consists of the following major components: gearbox sump,
main lube pump, oil heat exchanger (if necessary), and oil filter. Oil is taken from the sump by the
lube pump, then passed through internal passages to an external integrally mounted manifold,
through the heat exchanger, then through the filter and back into the gearbox to the bearings. After
passing through the bearings, the oil drains back to the sump.
The gearbox sump holds approximately seven U.S. quarts (7.4 liters) of oil not including auxiliary
piping and heat exchanger. For wet sump gearboxes, fill gearbox within ¼” from top of oil level sight
glass. DO NOT overfill gearbox, as this will cause excessive foaming and overheating of the oil.
The main lube pump is a constant displacement gear type pump directly driven by the input shaft.
The standard heat exchanger is a shell and tube water cooled type mounted on the gearbox
manifold. Some low speed or low temperature units do not require a heat exchanger. For units having
a heat exchanger, cooling water should be provided at 150 psig (11 kg/cm
the specification sheet for cooling water requirements. Coolant flow should be controlled by a hand
valve installed in the cooling fluid discharge line to maintain a gearbox sump temperature between
140°F to 200°F (60°C to 93°C). Approximately one hour may be required to stabilize temperature.
The oil filter is a disposable pleated paper element type. Gearbox oil and filter should be changed
every six months.
2
) maximum pressure. See
Optional Lube Oil System Auxiliaries
A. LUBE OIL PRIMING KIT – A pre-lube system is required on units operating at high speed,
high pressure, or high horsepower conditions. It is also mandatory with the use of certain
auxiliary equipment. The kit consists of a motor driven positive displacement pump, check
valve, gages, and necessary piping. To start compressor, operate the pre-lube pump at least
30 seconds with a minimum of 7 psig (0.492 kg/cm
driver.
The pre-lube pump is to shut down only after main driver is at full operating speed.
B. REMOTE HEAT EXCHANGER – Some large water-cooled and all air-cooled heat
exchangers are mounted off the gearbox. Except for packaged units, the interconnecting
piping is the purchaser’s responsibility. The heat exchanger MUST be mounted lower than
the oil filter; otherwise, air pockets may be present in the lube oil lines at start-up, causing oil
starvation at the bearings. Equivalent length of piping and fitting must not exceed 20 feet
(6m), using minimum of 3/4” (19mm) I.D. tubing or pipe. If greater pipe lengths are required,
pipe diameter must be increased accordingly.
C. GEARBOX SUMP HEATER – A sump heater is required when ambient temperatures may
fall below the temperature at which the gearbox oil becomes too viscous for proper lube
pump operation. Both steam and electric sump heaters are available. The lube oil priming
pump must be operated anytime the sump heater is in operation.
2
) indication prior to starting the main
12

3. Start-up
If a Sundyne supplied control panel is to be used with the Sundyne LMC/BMC compressor, use the
control panel recommended start-up procedure in addition to the steps below. Before starting the
LMC/BMC compressor, complete the following procedure in the order in which the steps are
provided:
Step 1:
Check motor rotation before installing coupling.
Step 2: For the auxiliaries: Check the connections of the utilities; verify that the auxiliary piping
Step 3: Install flushing screens in all field-assembled piping connections. Clean these screens
Step 4:
Step 5: Prime the lubricating system, as follows:
Step 6: Turn on the cooling water to lubrication systems heat exchanger (if applicable), or turn on
Step 7: For double seal configurations, the buffer system must be pressurized to the pressure
Step 8: Charge the compressor with process gas.
Step 9: Start compressor, following process control startup procedures.
Step 10: Once the gearbox oil temperature has stabilized, adjust cooling water supply until the oil
Make sure that the driver has been serviced as per manufacturer recommendations.
meets the requirements shown in the Outline Drawing.
prior to commissioning. Check frequently for cleanliness and clean as needed.
Drain any liquids (blow-down) from the compressor and inlet pipe.
• Fill the oil reservoir with lubricating oil in accordance with the Field Engineering
Bulletin Gearbox Lubricant Recommendations.
• Add oil as necessary through the fill opening.
• With wet sump compressors, add oil as necessary until the oil level stabilizes at
the top of the bull’s eye in the sight glass. With dry sump, check oil level at
reservoir sight glass.
• Start the auxiliary lubricating pump, and run it until the oil reaches the correct
pressure and temperature. Add oil as necessary until the oil level stabilizes 3/4
of the way from the bottom of the sight glass.
• Allow lube pump to operate for at least 30 seconds with a minimum of 7 psig
(0.492 kg/cm^2) indication prior to starting the main driver.
air cooled heat exchanger. Verify high points (e.g. heat exchanger and filters) have been
vented.
specified on the spec sheet and on outline drawings prior to pressurizing the unit.
temperature to the bearings is 120º - 160ºF on units equipped with water cooled heat
exchangers. Maximum recommended temperature is 180ºF.
13

Compressor Control During Start-Up
Single Units:
A. Suction throttling (preferred method). Start compressor with the discharge valve open
while throttling the suction valve to bring the compressor to the design operating
point.
B. Discharge throttling. Start the compressor with the suction valve completely open
while throttling the discharge valve to bring the compressor to the design operating
point.
C. Other Methods – Insure that the compressor does not go into surge (flow too low) or
that the design horsepower is not exceeded (flow too high) while starting or operating
the compressor. Check units specification sheet for flow limits
Series Operation:
In series operation, it is necessary to have a bypass from the discharge of the second stage
back to the suction of the first stage. A check valve should be placed in the discharge line
downstream of the bypass. Typical start-up procedure is as follows:
A. Open the suction and discharge block valves and the bypass valve.
B. Start the second stage unit and maintain stable operation.
C. Start the first stage unit and maintain design flow to both units.
D. When sufficient pressure is being produced to overcome system back-pressure, the
check valve will open and the units will be on stream.
E. Close the bypass valve, being sure that the flow to the compressor is above the
surge point.
Parallel Operation:
Check valves must be placed in the discharge piping of each compressor to prevent backflow when one unit is started prior to the others. It is advantageous to install separate bypass
loops around each compressor for additional operational flexibility.
The first unit may be started as described above for single units. However, prior to starting
the second unit, it is preferable that the on-stream unit not be operating near its peak head
capability. This will lessen the chance of surging when the second unit is started.
Run-In of the Compressor
If the compressor is to be run-in or mechanically tested under conditions which are
considerably different from those that the unit is designed for (such as gas molecular weight,
suction pressure, flow rate, etc.) Sundyne should be consulted to insure that the run-in
conditions are compatible with the compressor.
14

4. Servicing
General Requirements
To increase the operating life of your compressor and keep it in good operating condition, you should
inspect and service it regularly. Measure all of the operating parameters documented in the specific
maintenance procedures and log your measurements. Make sure that all major equipment, such as
lubricating pumps, heat exchangers, and instrumentation, perform according to the manufacturer’s
recommendations. Whenever you find a deviation from specifications, identify its source immediately,
and take any corrective steps that are required to bring the unit into manufacturer’s specifications.
Regular Maintenance
Gearbox Oil
Check the level of the oil in the gearbox immediately before and after initial start-up, and regularly
while the compressor is running. Be sure to keep the level of the oil within the gearbox design limit.
The oil level must be maintained within the MIN/MAX range on the sight glass.
You can add oil to the wet sump gearbox while the compressor is running. See tagging information
on gearbox for where to add oil during operation. This location is different from the initial fill location.
Each must be used for its tagged purpose. Overfilling the gearbox will cause excess foaming and
overheating and should be avoided at all times.
Oil may be added to the external reservoir of the dry sump gearbox at the fill port.
Oil Pressure
The correct oil pressure from the main pump of the gearbox depends on the configuration of the
bearings and the characteristics of the lubricating oil used. In the normal operation, the oil pressure
supplied to the gearbox should be between 18-60 psig (1.2 - 4.2 Kg/cm
shutdown).
Changing the gearbox oil and filter
Change the oil in the reservoir and the oil filter elements every 6 months. SFHC recommended
synthetics may go for a longer period of time before an oil change out is required. For dual oil filter
units with a transfer valve, vent and fill the idle oil filter before operating the transfer valve.
Seal Leakage
Seal leakage out of port 1 should be checked periodically. Seals should be replaced if leakage
increases to an unacceptable level. With double seals, buffer pressure and usage should be
monitored to insure that seals are functioning properly.
Driver
Inspect the driver to make sure that it performs according to the manufacturer’s specifications.
Coupling
Inspect the coupling according to the manufacturer’s specifications. Never operate the compressor
without first checking the coupling guard. A compressor with a missing or incorrectly installed guard
could cause serious or fatal injury.
2
) (15 psi alarm, 10 psi
15

5. Maintenance of the Seals and Process End Disassembly
This section provides the procedure for disassembling the LMC/BMC compressor and its seal
housings for maintenance of the seals. The gearbox assembly is shown in Reference D, gearbox
module drawing.
Follow your organization’s Lock-out/Tag-out instructions before working on the
compressor. Failure to follow adequate Lockout/Tag-out procedures could cause serious injury.
Follow your organization’s procedures for blocking in or isolating the compressor from the process,
for depressurizing, and for decontamination before disassembly.
Tandem Seal Configurations
Depressurize the seal buffer system before depressurizing the compressor, otherwise reverse
pressure may cause the inboard seal to fail.
Double Seal Configurations
The compressor must be depressurized before the seal buffer system is depressurized, otherwise
reverse pressure may cause the inboard seal to fail.
Item numbers refer to the numbers in Reference D, gearbox module drawings.
The following procedures apply to all configurations of the Sundyne LMC/BMC compressors. Refer to the
specification sheet to determine the specific configuration and optional equipment included in your unit.
Parenthetical numbers in the text correspond to item numbers in the illustrations and parts lists.
Procedure for Disassembling Process End
The following replacement parts will be required as a result of compressor disassembly and seal
housing removal:
Table 5.1
PART DESCRIPTION ITEM
O-Ring Packing 936B 1
O-Ring Packing 936C 1
O-Ring Packing 936D 1
O-Ring Packing 936E 1
O-Ring Packing 936F 1
O-Ring Packing 936G 1
O-Ring Packing 936H 2
O-Ring Packing 936J 3
Single Seal 60A 1
Double Seal 60A, 60B 2
Tandem Seal 60A, 60B 2
Thermal Barrier Gasket 87A 1
NUMBER
QUANTITY
NOTE:
An O-Ring repair kit is available. This kit contains the O-Rings required to replace the gearbox
and compressor mechanical seals.
16

Step 1
Remove the driver and gearbox from the compressor housing as follows:
(3X2 compressor case shown in photo)
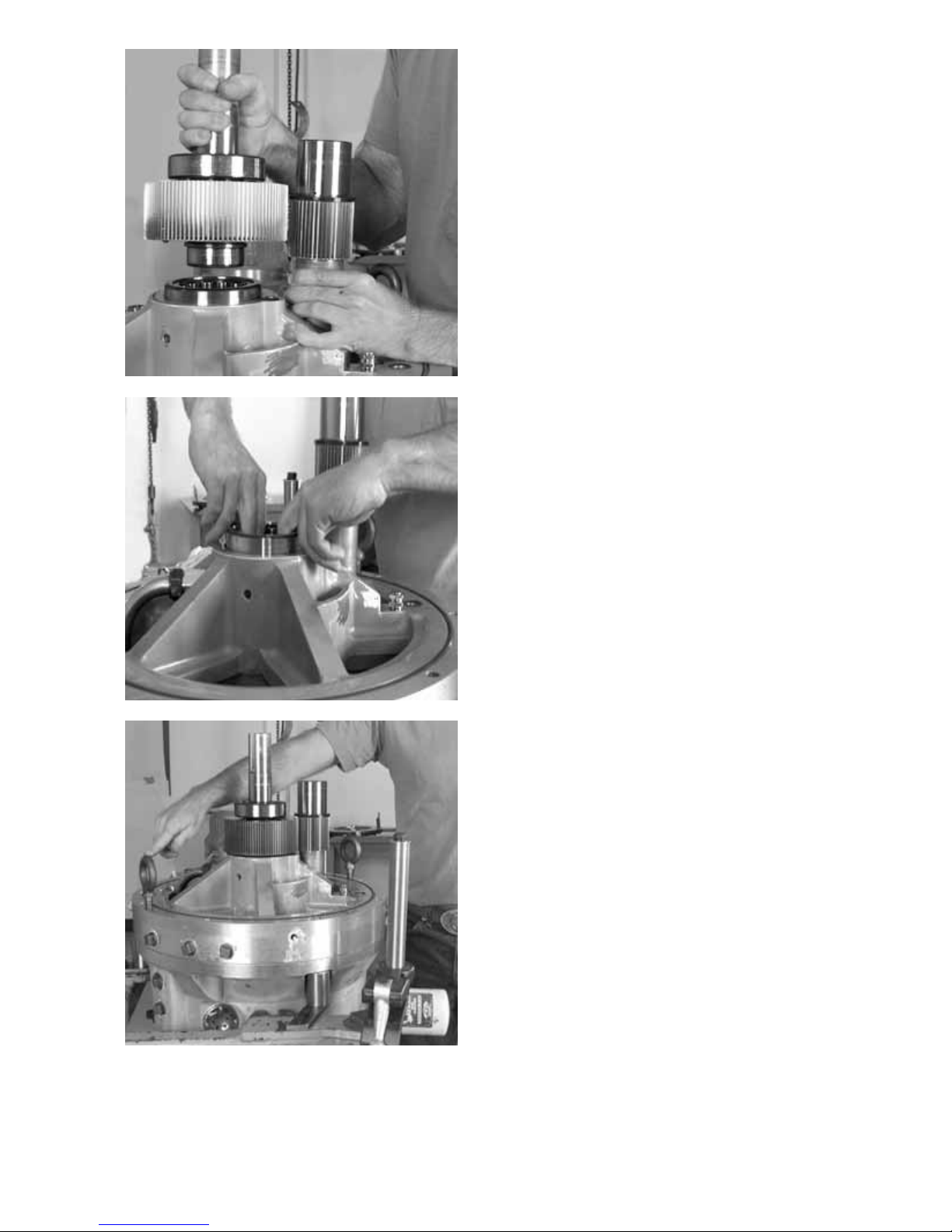
Vertical units without a driver stand (shown here)
Remove attaching hardware and lift driver from gearbox. Remove nuts (914A) from compressor
casing studs. Lift the gearbox and seal housing from the compressor casing, taking care not to
damage the impeller. Place the gearbox on a suitable support with the impeller inclined upward.
Vertical units with a driver stand
Remove bolts (909D) securing the coupling guard. Remove the coupling guard. Disengage both ends
of the spacer coupling and remove the floating shaft. Remove nuts (914A) from the compressor
casing studs and release the stiffening brackets. Attach the integral turnbuckles to the gearbox
bearing plate (102). Using the turnbuckles, lift the gearbox and seal housing from the compressor
casing. Exercise care to prevent damage to the impeller. Place the gearbox on a suitable support with
the impeller inclined upward.
BMC Units
Remove bolts (909D) securing the coupling guard. Remove the coupling guard. Disengage both ends
of the spacer coupling and remove the floating shaft. Attach a hoist to the gearbox using eyebolts in
the tapped holes on the bearing plate. Eyebolts can also be placed in the gearbox input housing as in
above photo. Remove nuts (914A) from the compressor casing studs and disconnect gearbox
bracket (BK01AW04) from the main base. Store any shims between the bracket foot and the main
base. Remove the gearbox and seal housing from the compressor casing by moving them toward the
driver until the impeller clears the compressor casing. Place gearbox on a suitable support with the
impeller facing upward.
17

NOTE: The gearbox can be worked on while in a horizontal position. However, the
diffuser cover must be prevented from falling off when the impeller is removed. If the cover
falls from its location severe damage to cover and output shaft (high speed shaft) will
occur.
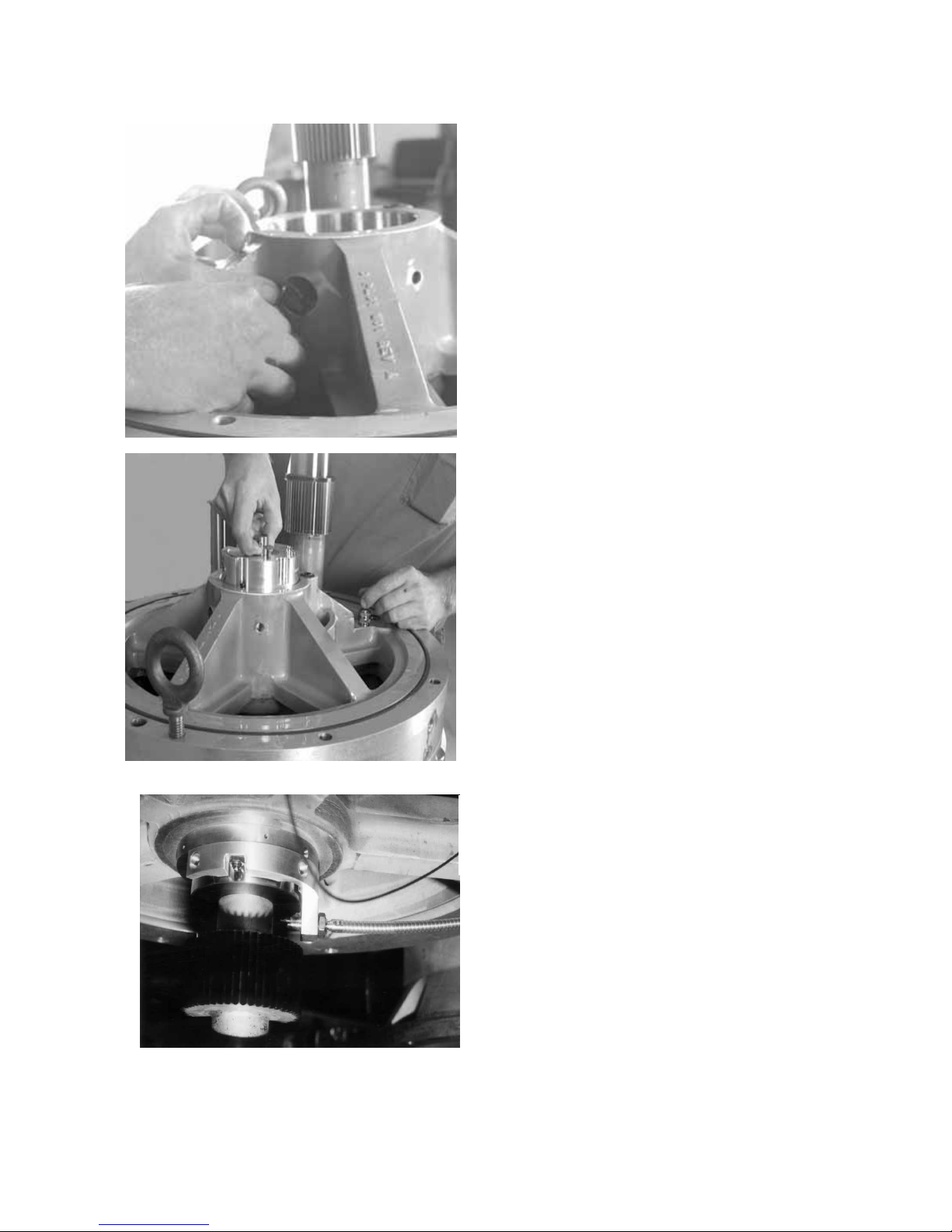
Step 2 Prevent impeller from rotating and
remove impeller bolt (3).
NOTE: Impeller bolt may have either a
left-hand or a right-hand thread
depending on impeller rotation direction.
Left-hand rotation impellers will have a
left-hand thread impeller bolt and righthand rotation impellers will have a righthand thread impeller bolt.
(full emission impeller shown) Compressors that utilize clockwise
impeller rotation when viewed from the
(full emission impeller shown)
inlet, have left hand thread impeller bolts,
and counterclockwise rotating impellers
have right hand thread bolts.
Step 3 Remove impeller (2). It may be
necessary to pry under the impeller and
cover (15) to loosen it from the shaft. Pry
on opposite sides of the impeller so that
the impeller is removed evenly.
The impeller is dynamically
balanced and should be replaced or
rebalanced if it shows any sign of
damage.
(full emission impeller shown)
Step 4 Remove diffuser cover (15) from seal
18
housing (30).
Use a flat blade screw driver
inserted into pry slot of cover (15) to help
lift cover from seal housing (30).

Tandem Seal Disassembly
Step 1 Remove the seal rotating face (51a).
NOTE:
Tandem Seal Arrangement shown here. See
Reference C, Seal Arrangement Drawings, for
single and double arrangements.
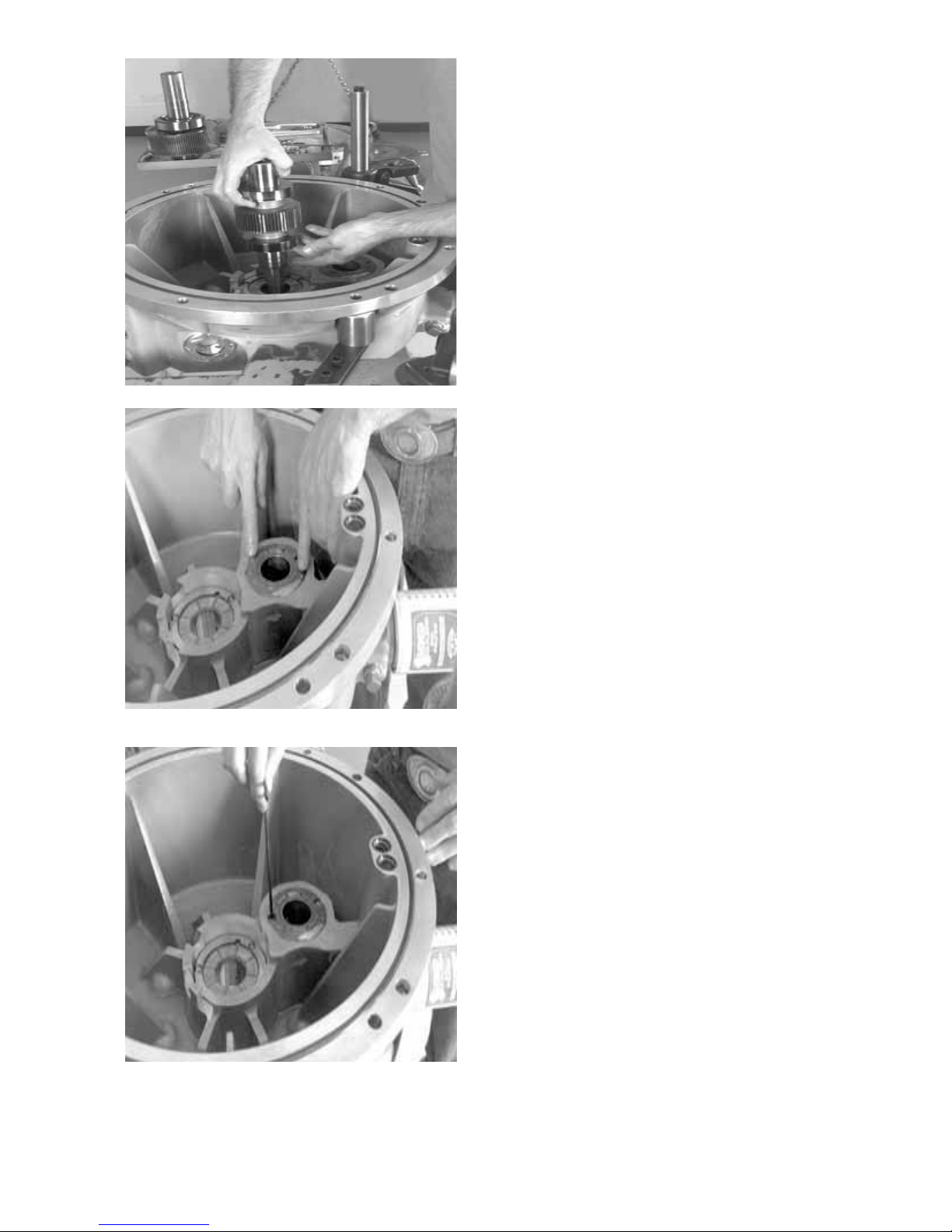
Step 2
Remove hex head cap screws (905E),
washers (916A) and remove lower
mechanical seal (60A) of the tandem seal
arrangement from the seal housing.
19

Step 3 Remove spacer sleeve (60A).
Step 4 Remove o-ring (936J).
Step 5 Remove upper seal rotating face (51C).
Use two small screw drivers to lift
up the rotating face.
20

Step 6 Remove the hex head cap screws
(905A), lock washers (154AT), flat
washers (916AG), and seal washers
(916S) from seal housing (30).
Step 7 Install two 3/4” eye-bolts, approximately
180° from each other, through the seal
housing flange face.
21

Step 8 Use hoist and equal length chain
hooks to lift seal housing off the gear
box.
Step 9 Turn seal housing (30) over so you can
see the upper Tandem seal, and remove
the Thermal Barrier Gasket (87A).
It may help to have to people on
hand to help rotate seal housing.
22

Step 10 If upper seal from Tandem seal
arrangement requires removal; remove
hex head cap screws (905F), and lock
washers (916B).
Step 11 Remove upper mechanical seal (60B).
seals for abrasive particles, excessive
seal face in the retainer. Replace or
rebuild any faulty mechanical seal.
Seals may be rebuilt by replacing the
carbon seal nose, o-ring, and springs,
providing retainer is not damaged or
heavily worn. A seal repair kit is
available; contact your customer
representative or the factory. Replace or
lap the seal rotating face if the wear
track is rough or worn to a depth greater
than .0002-inch.
& Carefully inspect the
Step 12 Remove spacer sleeve (50B) from high
speed shaft. Note o-ring (936J) will be
lifted off high speed shaft along with
spacer sleeve (50B).
unusual wear or damage. Replace all
worn parts.
Clean and inspect all items for
23

Impeller/Diffuser Cover Alignment
The following replacement items will be required as a result of compressor disassembly and diffuser
removal:
Table 5.2
PART DESCRIPTION ITEM NUMBER QUANTITY
Impeller Spacer 158C Series AR
O-Ring Packing 936A 1
O-Ring Packing* 936C 1
O-Ring Packing 936E 1
O-Ring Packing 936F 1
O-Ring Packing 936G 1
*Required only if diffuser is removed.
Step 1
Remove impeller bolt (3), and impeller (2).
Step 2
Inspect impeller and procure a new one if required.
Step 3
Inspect diffuser for signs of damage (i.e. gouging in the bowl areas due to erosion or mechanical
damage)
Step 4
The impeller spacer (158C) is required to align the blade side of the impeller shroud flush with the
diffuser cover (15). The impeller spacer (158C) thickness (“D” dimension of Figure 5.1) must be
determined and the correct spacer installed during the replacement of any one of the following
components: gearbox assembly, gearbox high speed shaft (A130), or high speed shaft bearings
(151A or B), impeller (2), seal housing (30), diffuser cover (15).
NOTE:
The original clearances for your compressor as shipped from the factory for the impeller and
diffuser are recorded and supplied as part of the final data package.
Step 5
The Impeller to Diffuser Cover Alignment Procedure
Align the impeller (2) with the diffuser cover (15) as follows:
The Impeller to Diffuser Cover Alignment Procedure requires multiple assemblies of the stacked
rotating elements mounted on the end of the high speed shaft assembly. The procedure is attempted
after the gearbox is completely assembled with the shaft end play checked and within its specification
of 0.015” +/- 0.002”. This procedure also assumes that all components have been checked and are in
good order. If not, then new parts must be procured.
The 1st assembly includes only the mating rings, shaft sleeves, impeller spacer (158C), and impeller
(2) and is done without any o-rings, mechanical seal, seal housing (30) or diffuser cover (15). The
purpose of the 1st assembly is to ensure that all stacked components are compressed and fit tight
when the impeller is torqued to specification. A visual and physical check of these stacked
components is required to ensure that they cannot be spun in relation to the shaft.
The 2nd assembly requires that all components be installed, except the Item #936G O-Ring between
the impeller spacer (158C) and impeller (2). The purpose of this assembly is to check the impeller (2)
24
shroud height in relation to the diffuser cover (15) and to determine the correct thickness of the
impeller spacer (158C).
In the 3rd assembly, once the correct impeller spacer (158C) is determined, the impeller spacer
(158C), the o-ring (936G) between the impeller spacer (158C) and the impeller (2), and the impeller
(2) are assembled for the final time to complete the assembly.
5a. Assemble the gearbox, less the gearbox mechanical seal and mating ring, the process
mechanical seal(s) and mating ring(s), the seal housing (30), the diffuser cover (15), and impeller
(2). Ensure end float is within recommended limits; i.e., 0.015” +/- 0.002”.
5b. With the diffuser cover (15) removed from the seal housing (30), set the diffuser cover bottom
side up on a work bench. Set the impeller (2) in the recessed portion of the diffuser cover and
measure the distance from the outside flat surface of the diffuser cover to the front or blade side
of the impeller shroud as close to the outside edge of the shroud, as possible. The impeller
should be recessed into the diffuser cover a minimum of 0.025”. If the dimension is less than
0.025”, contact Sundyne Compressors in Arvada, Colorado.
5c. Place the gearbox upside down on a workbench or gearbox stand so the end of the high speed
shaft (A130) protrudes upward. All checks from this step on, should take place with the high
speed shaft resting down on its upper thrust washer or upper thrust tilt pad bearings.
5d. Assemble the seal component stack-up onto the high speed shaft (A130) without using the
mechanical seals, O-Rings, seal housing (30), or diffuser cover (15). With the high speed shaft
(A130) extending upward, slide on the gearbox mating ring (51D), and then the following parts:
For double seals, assemble the upper shaft sleeve (50B), the process mating ring (51C), the
lower shaft sleeve (50A), the impeller spacer (15C) and the impeller (2).
For single seals, assemble the shaft sleeve (50), the process mating ring (51A), the impeller
spacer (158C), and the impeller (2).
For tandem seals, assemble the upper shaft sleeve (50B), the upper process mating ring (51C),
the lower shaft sleeve (50A), the lower process mating ring (51A), the impeller spacer (158C), and
the impeller (2).
5e. To install the impeller (2):
-Check the shaft OD pilot fits and the impeller bore pilot fits and ensure that they are clean and free of
burrs. Clean up, deburr and polish, as needed, to prevent damage to each during assembly.
-Heat the impeller in an oven heated to 350ºF for 30-60 minutes.
-Apply a very small amount of anti-seize compound onto the shaft pilot fits to ease the installation and
removal of the impeller and to prevent galling.
-Lower the heated impeller onto the shaft on top of the stacked up parts, place a soft metal washer
over the impeller, install the impeller bolt (Item #3), and torque per Table 8.1. A soft metal washer is
placed between the impeller and the impeller bolt to prevent damage to the end surfaces of each
part.
-Allow the impeller to cool. This process can be accelerated by blowing shop air past the heated
wheel.
5f. During the cooling process, retorque the impeller bolt (3) 3-4 separate times to 50 ft. Ibs. When
the impeller is cool, retorque one final time per Table 8.1.
5g. Once the impeller is installed and cool, recheck the stacked components to ensure that they are
all tight and cannot rotate in relation to one another.
25

NOTE:
Steps 5d-5g serve to check that all stacked components are tight and not loose during
assembly. There is no way to check these stacked components with the seal housing
installed. Since the impeller to shaft fit is not a loose or slip fit, it is possible to assemble the
stacked components and achieve the required torque, even though the stacked components
could remain loose and free to turn in relation to the shaft. This could lead to component
damage if allowed to operate in this condition.
5h. Remove the impeller (2).
5i. Remove all stacked components, except the gearbox mating ring (51D).
5j. Reinstall the same components, only this time, include all O-Rings, mechanical seals, the seal
housing (30), and the impeller spacer (158C). Leave out the 936G O-Ring between the impeller
bolt (3) and the impeller. Place a soft metal washer between the impeller bolt and impeller to
prevent galling while torquing the impeller bolt.
5k. Before installing the diffuser cover (15), remove the o-ring (936E) from behind the diffuser cover,
then install the diffuser cover, without the o-ring, on to the seal housing (30).
5L. Reinstall the impeller using the same procedure described in step 5e above.
5m. Measure the distance between the top of the impeller shroud and the diffuser cover (15) per
(Figure 5.1). The impeller shroud should extend .000-.030” beyond or above the diffuser cover
(with the gearbox upside down). This is the “E” dimension in (Figure 5.1). If the shroud height is
measured out of tolerance, determine the correct impeller spacer thickness and replace it with
one of the correct size to ensure the proper shroud height (“E” dimension).
Table 5.3
Part Number
SP01AD02XXF 0.018”
SP01AD02XXA 0.030”
SP01AD02XXG 0.040”
SP01AD01XXB 0.050”
SP01AD01XXH 0.060”
SP01AD01XXC 0.070”
SP01AD01XXD 0.090”
SP01AD01XXE 0.110”
SP01AD01XXJ 0.020”
Thickness
5n. Remove the impeller (2).
5o. Remove the diffuser cover (15), reinstall the diffuser cover O-Ring (936E) behind the diffuser
cover, and reinstall the diffuser cover, with O-Ring, onto the seal housing.
5p. Install the impeller spacer (158C) with the correct thickness and the o-ring (936G) between the
impeller spacer and the impeller.
5q. Install the impeller (2) as described in step 5 above.
5r. Recheck the alignment of the impeller (2) shroud to the diffuser cover (15); i.e., Dimension “E” in
Figure 5.1.
26

5s. When the impeller is completely cooled, remove the impeller bolt (3) and the soft metal washer
and then reinstall the impeller bolt, without the soft metal washer
and torque per Table 8.1.
5t. Record the thickness of the impeller spacer (158C) and the impeller shroud to diffuser cover
alignment (Dimension “E” in Figure 5.1) for future reference.
Impeller/Diffuser Clearance Calculation
The clearance between the impeller and diffuser must be checked and, if necessary, adjusted after
the replacement of any of the following parts: gearbox assembly, gearbox high speed shaft (A130),
gearbox high speed shaft bearings (151A or B), diffuser (13), impeller (2), compressor casing (1),
seal housing (30).
Step 1
The required impeller to diffuser clearance is 0.035 - 0.055 inches, see (“A”) dimension in
(Figure 5.1). This clearance is obtained by installing shim spacers (158A) between the diffuser and
compressor casing, see (“B”) dimension in the (Figure 5.1). The recommended procedure for
determining shim spacer requirements is as follows:
Step 2
Refer to (Figure 5.1). The seals, seal housing, diffuser cover, and impeller must be installed on the
gearbox. The diffuser must be bolted into the compressor case (1).
Step 3
Using electrical solder, make a ring that is slightly smaller in diameter than the impeller blade
diameter. Place the solder ring on the diffuser and center it around the inlet eye. Use tape to hold the
solder in place.
Step 4
Install the complete compressor assembly and gearbox in to the compressor case and tighten four
equally spaced seal housing nuts (914A) onto the case studs. Use the proper torque given in Table
8.1. Then remove the seal housing nuts and carefully lift out the compressor assembly from the
compressor case.
Step 5
Measure the thickness of the solder ring at points where it contacted the impeller blades and record
the average thickness. This is the “A” dimension in (Figure 5.1). This impeller to diffuser clearance
must be between 0.035 and 0.055 inch (0.089 and 0.140 mm).
Step 6
If the impeller clearance is not within the proper range, calculate the required change in shims. Add
or remove diffuser spacers (158A) to adjust the clearance to the correct range.
27
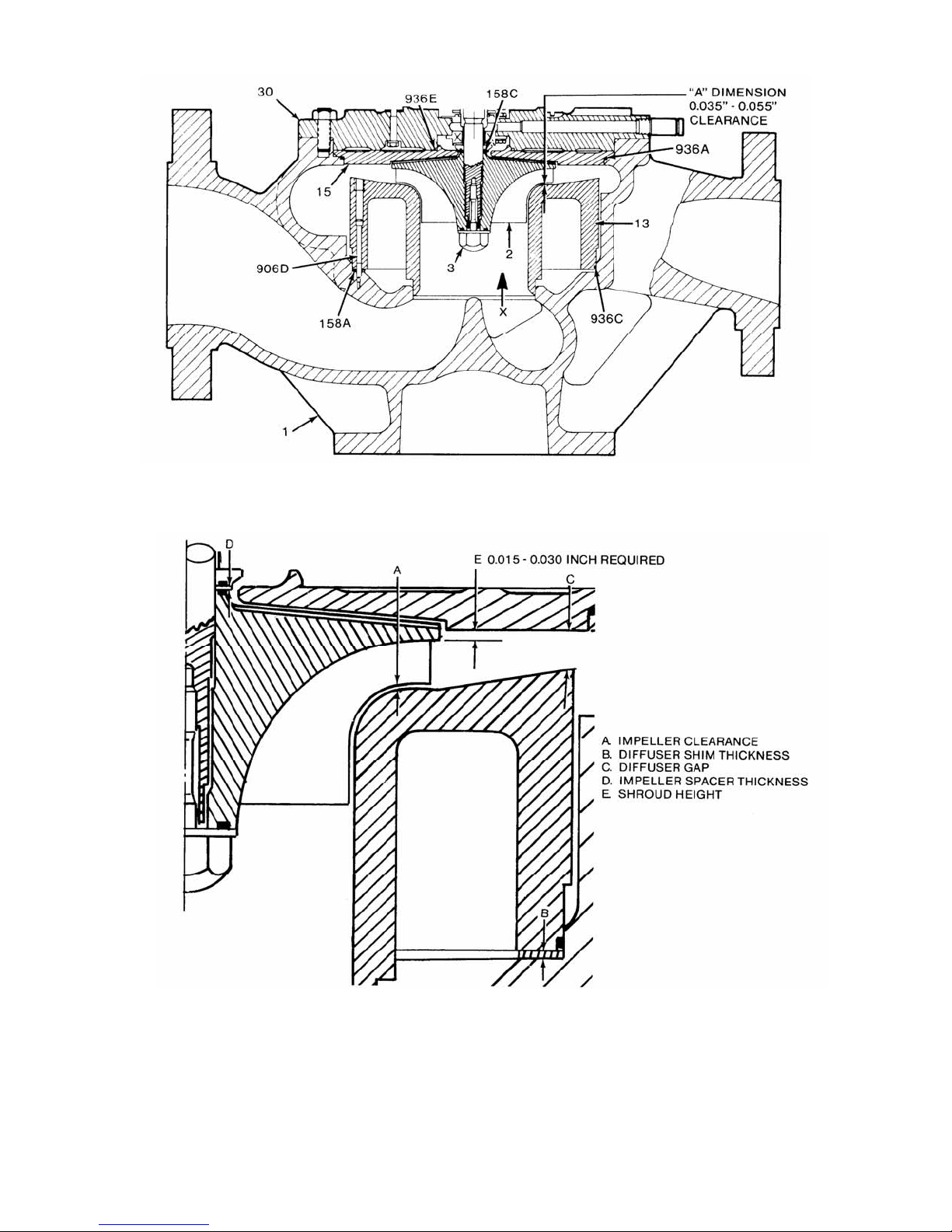
Figure 5.1. Compressor Cross-Section and Clearances
28

NOTE:
The shim spacers are available in sets of five, including one each of:
Table 5.4
0.005 inch (0.13 mm)
0.010 inch (0.25 mm)
0.015 inch (0.38 mm)
0.020 inch (0.51 mm)
0.030 inch (0.76 mm)
Step 7
Install the spacers (158A) in compressor case (1).
Step 8
Install O-Ring (936C) on the diffuser (13).
Step 9
Install diffuser in compressor case and tighten the three screws (906D) per torque Table 8.1.
NOTE:
If a PTFE O-Ring (936C) was installed, perform the following steps, (10) through (14) prior to
final assembly of the compressor casing to the seal housing (30). If an elastomer O-Ring was
used, proceed to Step 15.
Step 10
Place casing (1), with diffuser (13) installed, on solid work surface.
Step 11
Place three of the compressor casing attaching hex nuts (914A) or other suitable spacers on upper
surface of diffuser.
Step 12
Lower the gearbox assembly onto the hex nuts. Install four of the compressor casing nuts (914A) and
tighten. This step is necessary to compress the PTFE O-Ring (935C) and maintain the proper final
impeller-to diffuser clearance.
Step 13
Remove the gearbox assembly from the case and remove the hex nuts that were used as spacers.
Retorque three screws (906D) to proper torque values.
Step 14
Reassemble the compressor with another solder ring and recheck the impeller clearance.
Step 15
Record the new diffuser spacers (158A) thickness (“B” dimension) and the impeller to diffuser
clearance (“A”) dimension in (Figure 5.1). Remove the compressor assembly from the compressor
case and place short strips or coils of electrical solder taped out on the flat portion of the diffuser.
Step 16
Reinstall the compressor assembly and retighten the case nuts. Loosen the nuts and remove the
assembly. Measure the solder at the flattened portion and record the diffuser to cover clearance
(“C” dimension) in (Figure 5.1). This dimension must be within 10% of the as shipped “C” dimension
as shown in the final data package.
29

Step 17
Reassemble the compressor installing all the O-Rings into the proper positions. Tighten the
compressor case nuts to the proper torque listed in Table 8.1.
CAUTION: When PTFE O-Rings are being used, special consideration must be taken to
allow for cold flow. Retorquing may be required to obtain proper torque value.
6. Gearbox Disassembly
Note: In order to disassemble gearbox it is necessary to complete steps 1
through 16 of Maintenance of the Seals and Process End
Disassembly.
Step 1 If you have not drained
the oil from the gearbox you should do so
now! Remove hex head cap screws
(905E) and lock washers (916A) from the
gearbox seal flange.
Step 2 Remove gearbox seal (60C).
It is helpful to use a small flat
blade screw driver to lift the seal flange
up from the aluminum gearbox face.
30

Step 3 Carefully inspect the seals for abrasive
particles, excessive seal face wear and
any binding of the carbon seal nose.
Replace or rebuild any faulty mechanical
seal. Seals may be rebuilt by replacing
the carbon seal nose, o-ring, and spring
providing the retainer is not damaged or
heavily worn.
Step 4 Remove o-ring (936P).
Step 5 Remove rotating face (51D).
Use two small flat blade screw
drivers to help lift rotating face out of
pocket in the gearbox taking care not to
damage the gearbox seal o-ring chamfer.
Inspect the rotating face for any cracks,
chips, or grooves. If any cracks or chips
are present replace the rotating face.
31

Step 6 Rotate gearbox in holding device so that
the input shaft (A120) is now pointing up.
Make certain that the gearbox is steady
and held in place by clamps. Remove nuts
(914F) and (914E), remove flat washers
(916J) and (916H). Next remove bolts
(909C) and (909B), and flat washers
(916H) and (916J) making sure that the
alignment bolts are removed first. Loosen
four round hex head socket screws
located on the top of the input seal (115).
result in damage to either the input seal
(115) or the input shaft (A120).
Failure to loosen these screws will
Step 7 Install two 5/8” eye bolts into the top of
the upper gearbox housing (101B). Use
hoist to lift the upper gearbox housing
(101B) away from the other gearbox
housings.
upper gearbox housing (101B) and watch
to see if the input shaft assembly (A120)
roller bearing outer race and rollers stay
with the upper gearbox housing (101B). If
the bearing does stay with the upper
gearbox housing (101B), the mechanic
should try to keep the bearing from falling
out of the upper gearbox housing (101B)
by reaching into the housing and holding
the bearing in place. After the mechanic
rests the upper gearbox housing (101B)
on a bench or table remove the outer
race and rollers sliding them back onto
the input shaft assembly (A120). Remove
the input seal (115) from the upper
gearbox housing (101B). Inspect seal. If
it was leaking or is damaged replace
input seal (115) with a new seal.
It is a good idea to look into the
32
Step 8 Remove the input shaft assembly (A120).
To accomplish this the mechanic must
first lift up the idler shaft assembly (A140)
and tilt it away from the input shaft
assembly (A120). The mechanic should
grasp the input shaft assembly by the top
of the shaft and lift straight up and away
from the bearing plate (102). The lower
outer race and rollers from the input shaft
assembly (A120) will be in the bearing
plate (102). Pull the outer race and rollers
out of the bearing plate (102) and keep
with the input shaft assembly (A120).
Step 9 Install two 5/8” eye bolts into the top face
of the bearing plate (102). The mechanic
will use these to lift the bearing plate from
the lower housing (101A).
33

Step 10 a. Remove the sump tube (173). First
loosen the nut on the compression
fitting (944C) with a wrench.
NOTE: If dry sump design, unit will
not have an internal lube pump and
sump tube.
Step 10 b. Then hand spin the nut free. Pull the
sump tube (173) out of the
compression fitting (944C).
Step 11a. Remove compression fitting (944C).
Loosen the fitting with a wrench.
34

Step 11 b. Hand spin the fitting off the 2.0” x 3/4”
pipe nipple (944B).
Step 12 Remove the 2.0” x 3/4” pipe nipple
(944B) using a pipe wrench. Be careful
the pipe nipple (944B) screws into the
aluminum lube pump housing (A160) and
do not force the pipe nipple (944B) or you
may strip or pull the threads in lube pump
assembly (A160).
Step 13 Remove socket head cap screws
(905BU), 10-24 x 2.5” long screw, from
the lube pump assembly (A160). There
are two screws that hold the lube pump
in place and two screws that hold the
lube pump together. If by chance when
removing (905BU) you loosen the shorter
screws, replace immediately and move to
the next screw on the lube pump
assembly (A160).
Note: If gearbox is of dry sump
configuration, then a spacer is installed
instead of the lube pump. The procedure
for removing the spacer is the same as
for removing the lube pump.
35

Step 14 Install two 1/4-20 screws into the top of
the lube pump assembly (A160). These
screws are used to turn the lube pump
assembly (A160) around in the bearing
plate (102).
Note: with the dry sump gearbox, a
spacer with O-ring seal is installed
Spacer with O-ring seal
for dry sump gearbox
O-ring
instead of the lube pump.
Step 15 a. Using the 1/4-20 screws in step 14,
turn the lube pump assembly around in
either CCW or CW rotation so you can
see the o-ring (936Z) in the hole in the
bearing plate (102) where the 2.0” x
3/4” pipe nipple (944B) was inserted.
36
Step 15 b. Remove the o-ring (936Z) after you can
see it through the hole in bearing plate
(102). Use a sharp scribe or needle
vise and poke the point into the o-ring
(936Z) and twist it out of its seat in the
lube pump (A160) and through the hole
in bearing plate (102). Replace o-ring
with new item. Remove the o-ring
(936Y) and (936TQ) from the bearing
plate (102) replace with new items.
Step 16
Remove the lube pump assembly (A160)
from the bearing plate (102). To achieve
this, the mechanic must grasp the top of
the lube pump shaft with their fingers and
pull straight up and out on that shaft.
Remove the pressure relief valve (175)
from the top of the bearing plate (102)
Inspect the pressure relief valve (175) for
any foreign matter. If any particles or
sludge is found replace with a new
pressure relief valve (175). Remove 1/2”
NPT pipe plug (924M) from the top of the
bearing plate (102).
(underside of bearing plate shown)
Step 17 Remove the vibration key-phasor probe
from the bearing bracket and then remove
gearbox bearing plate (102).
37

Step 18 Remove the bearing plate (102) from the
lower gearbox housing (101A). Make
certain you use the 5/8” eye bolts to lift
It is a good idea to use a hoist
with equal length chains and hooks to
facilitate an even lift of the bearing plate
(102). If the bearing plate (102) is not
lifted evenly it will catch the upper high
speed journal bearing (151B) on the high
speed shaft (A130) and possibly damage
the shaft or the bearing.
38

Step 18 a. Remove and inspect the upper high
speed journal bearing (151B) and the
upper thrust washer (155B) from the
bearing plate (102). First remove hex
head cap screws (905N) and lock
washers (154E). Next pull high speed
journal bearing (151B) from bearing
plate (102). Save shim (158). When
inspecting the bearing look for rub
marks or uneven wear marks. If the
bearing has scratches or dings or any
unusual wear replace the upper high
speed journal bearing with a new item
(151B). If the upper high speed journal
bearing checks good tag the bearing
as upper high speed journal bearing
(151B). This will help insure it does not
become mixed up with the lower high
speed journal bearing. Inspect the
thrust washer (155B). If there are any
burns or rubs replace the thrust
bearing (155B).
Step 19 Remove idler shaft (A140). To do this the
mechanic must lift the high speed shaft
(A130) slightly while pulling the idler shaft
(A140) up and away from the high speed
shaft (A130).
39
Step 20 Remove the high speed shaft (A130).
Step 21 Remove socket head cap screws
(905AA) from lower idler journal bearing
(151C).
40

Step 22 Insert a 1/2” square drive 1.0” socket
down into the center of the lower idler
journal bearing. This socket is used as a
spacer/guide for the jack screw. Make
certain the 1/2” square drive hole is
pointing toward the thrust face of the
lower idler journal bearing (151C).
Step 23 Remove lower idler journal bearing. Use
a bearing puller. Thread two screws 1/420 into the two top holes in the lower idler
journal bearing (151C). Screw the jack
bolt on the bearing puller down against
the 1.0” socket, and then jack (pull) the
bearing out of its location. Inspect the top
thrust face and the interior of the lower
idler journal bearing. If there are any
burns, rubs, deep scratches, replace the
bearing with a new item (151C).
41

Step 23 (continued)
Step 24 Remove socket head cap screws (905M)
and lock washers (154D) from lower high
speed journal bearing (151A). Remove
thrust washer (155A) by lifting up and off
the lower high speed journal bearing
(151A). Inspect the thrust washer for any
burns, scratches or rubs. If any of these
conditions are found, replace the thrust
washer with a new item (155A).
Step 25 Remove the lower high speed bearing
(151A) by tapping (with a soft mallet) on
the bottom of the bearing. Inspect the
lower high speed journal bearing for any
rubs, unusual wear marks or scratches. If
anything appears abnormal replace the
lower high speed journal bearing (151A)
with a new item. If the bearing checks out
good then tag bearing as lower high
speed bearing (151A), so it does not
become mixed up with the upper high
speed bearing.
42

Step 26 Remove the oil filter (185) if applicable.
Step 27 Remove the 1/4” NPT socket pipe plugs
(924GB) and (924G) from the lower
gearbox housing (101A)
Step 28 Remove o-rings (936TT) and (936T) and
(936YA) from the lower gearbox housing
(101A) and replace with new items
(936TT), (936T), and (936YA).
Step 29 Remove socket head cap screws
(905AB) from the upper idler journal
bearing (151D) located in the upper
gearbox housing (101B).
Step 30 Insert a 1/2” square drive 1.0” socket into
the center of the upper idler journal
bearing with the 1/2” square drive
pointing toward the thrust face of the
upper idler journal bearing (151D).
Step 31 Remove the upper idler journal bearing
(151D). Use a bearing puller. Thread two
1/4-20 screws into the top of the upper
idler journal bearing. Insert the bearing
puller into the upper idler journal bearing
with the jack screw located against the
1/2” square drive hole in the socket and
pull the upper idler journal bearing
(151D) out of its location. Inspect the
upper idler journal bearing for any
unusual wear, rubs scratches and burns.
If any abnormalities are found replace the
upper idler journal bearing (151D) with a
new item.
43

7. Inspection of Disassembled Hardware
Step 1 Remove lube jets, then clean and wash all gearbox housings (101B), (102), and (101A)
with solvent and blow dry with clean high pressure air.
Step 2 Make certain to flush out all lube passages and blow dry with clean high pressure air.
Reinstall lube jets into housings immediately.
Step 3 Inspect all bearing locations for critical size requirements (see Table 7.1). If any
dimensions are found to be out of tolerance replace that housing or bearing.
Step 4 Inspect all bearings for damage, if any damage is found replace the bearings with new
items.
Step 5 Inspect all shaft bearing surfaces for scratches, burns, dents, or dings. If bearing
surfaces on shafts are burned and/or scared the shaft should be replaced. Scratches
nicks or dings on shafting should be lightly stoned and polished to remove high spots.
Step 6 Check shaft run-outs for trueness. Replace shaft if it is bent.
Step 7 Inspect all shafts with gears. If gears are missing teeth, or are burned, replace gear or
integral gear shaft as required. If gears show abnormal wear patterns, or have nicks and
dings on the gear teeth, lightly stone or hone and polish nicks and dings from gear teeth.
If abnormal wear pattern is evident this could indicate a bent shaft.
Step 8 Inspect the bearing thrust faces on the idler shaft (A140). If thrust faces are burned or
scored, replace the shaft. Check the thrust surface on the lower spur gear for
abnormalities or replace the shaft assembly.
Step 9 Inspect the thrust face on the lower idler spur gear that is pressed onto the idler shaft
(A140). If the thrust face on this gear is burned or scored replace this gear. If there are
nicks or dings in the thrust face lightly stone or hone and polish these areas back to the
original surface.
Step 10 Inspect the internal lube pump (A160) o-ring seal groove. If there are any nicks or dings
in this area, polish or hone them back to the original surface. If this cannot be
accomplished replace the lube pump (A160). If your gearbox had a catastrophic lube
failure due to the lube pump (A160) you should replace the lube pump as a complete
assembly.
Step 11 Inspect the gearbox seal. If the carbon seal nose is nicked, scratched, or dinged,
disassemble the seal and try to lap the seal nose back into tolerance. The flatness
specification is two light bands or .00002” flatness minimum. If this cannot be achieved
replace the carbon seal nose. Check the constant force spring inside the seal retainer. If
it is cracked, bent or deformed other than the cone shape, it should be replaced. Contact
your customer service representative for part numbers on this seal.
Step 12 Inspect all the sleeves and spacers that were disassembled from the high speed shaft,
Process End. If there are any nicks or dings in the sleeves or spacers lap the locating
surfaces back into tolerance. The specification for these sleeves and spacers is two light
bands flatness or .00002” flatness and parallel conditions between the faces of the
sleeves or spacers of .0003” maximum. If these specifications cannot be maintained then
replace the sleeves or spacers with new hardware.
Step 13 Inspect the process seals. If the carbon seal nose is nicked, scratched or dinged,
disassemble the seals and lap the seal nose back into tolerance. Specification for
44

flatness on these seal noses are two light bands or .00002” flatness. Install a seal repair
kit for the specified seals in your unit. See your Sundyne Compressor Specification Sheet
or Recommended Spare Parts List Bill of Materials for the part numbers.
Step 14 Inspect all rotating faces in your unit (process and gearbox). If rotating faces are nicked,
cracked, or have wear rings from seal contact replace them with new hardware. Check
the flatness of the rotating faces to factory specifications. Flatness is specified at two light
bands or .00002” flatness. The rotating face for the gearbox seal (51D) is to have a matte
finish applied. The matte finish is specified as 10-15 Ra micro finish, and still maintaining
the flatness of .00002” or two light bands.
Step 15 Inspect the high speed shaft shoulder where the gearbox rotating face locates. Check for
nicks or dings, and raised surfaces on this shoulder. If any abnormalities are found, the
shoulder will need to be relapped to factory specification of two light bands flatness or
.00002”. If this specification cannot be met replace the high speed shaft (A130).
Step 16 Inspect the high speed shaft (A130) thrust surfaces. If these show abnormal wear, burns,
gouges, deep circular scratches or wear patterns, replace the high speed shaft (A130)
with a new assembly.
Step 17 Lubricate all other parts thoroughly with light turbine oil.
Table 7.1 Bearing and Shaft Clearances
Item
No.
101B HO06AY01/HO06AY02
Upper, Gearbox Housing
Upper, Idler Bearing Bore Ø 3.6255±.0005
102 PL01AY01 Bearing Plate Lower, Input Bearing Liner Ø 4.3311±.0005
Upper High Speed Shaft
101A HO05AY01/HO05AY02/HO05AY03
Lower, Gearbox Housing
Lower, Idler Bearing Bore Ø 3.6255±.0005
151D BE09AY01A, Upper Idler Bearing Journal Inside Diameter Ø 2.5065±.0005
151C BE09AY02A, Lower Idler Bearing Journal Inside Diameter Ø 1.7545±.0005
151B Upper High Speed Bearing Maximum Bore Diameter Ø 1.5015
151A Lower High Speed Bearing Maximum Bore Diameter Ø 1.5015
Description Characteristics Critical Size
Upper, Input Bearing Bore Ø 4.3311±.0005
Ø 3.1880±.0005
Bearing Bore
Lower, High Speed Bearing
Bore
Ø 3.1880±.0005
45

Idler Shaft
Upper Bearing
(400 HP Gearbox Only)
Maximum clearance for
replacement:
0.0085 inches
(.22 mm)
Lower Idler
Bearing & Shaft
Clearances
Maximum clearance
for replacement:
0.0063 inches
(.16 mm)
Input Shaft
Upper Bearing
Input Shaft
Lower Bearing
46

Journal Bearing and
High-Speed Shaft
Clearances
Maximum clearance
for replacement:
0.0055 inches
(.14 mm)
Tilting Pad Thrust
Bearing and
High-Speed Shaft
Clearances
Maximum clearance
for replacement:
0.0055 inches
(.14 mm)
Tilting Pad Radial and
High-Speed Shaft
Clearances
Maximum clearance
for replacement:
0.0055 inches
(.14 mm)
47
8. Checking and Setting High Speed Shaft End Play
If a new high speed shaft assembly, lower gearbox housing, upper or lower high speed journal
bearings, or thrust washers are installed high speed shaft end play must be measured and reset.
NOTE: For accurate checking of shaft end play, all parts must be dry and free of oil.
Step 1 Install the lower journal bearing (151A) in to the lower gearbox housing (101A). Install the
hex head cap screws (905M) and the lock washers (154D). Tighten screws (905M) to
correct torque specification.
Step 2 Install the upper high speed shaft journal bearing (151B) into the bearing plate (102).
Install the hex head cap screws (905N) and tighten to the specified torque.
Step 3 Place both thrust washers (155A) and (155B) (if required) into lower high speed journal
bearing. Place the high speed shaft assembly (A130) into the lower gearbox housing
installing it through the lower high speed shaft journal bearing (151A).
Step 4 With the aid of two large diameter alignment bolts (909C), install the bearing plate (102)
without the o-rings (936T), (936TT) and (936YA). Clamp the bearing plate (102) and the
lower gearbox housing (101A) together with two “C” clamps or bolts.
Step 5 With the shaft in a vertical position, move the shaft up and down while measuring the
total end play with a dial indicator or depth micrometer. Shaft end play must be .015 +/.002 inch. If end play is not within this limit, calculate the shim thickness required to place
the shaft within the proper end play. Select the required thickness shim using (158)
series shim spacer sizes. Do not install shims below the lower bearing.
Step 6 Remove the alignment bolts (909C) and the “C” clamps from the bearing plate (102) and
lower gearbox housing (101A). Now remove the bearing plate (102).
Step 7 Remove the upper high speed journal bearing (151B) from the bearing plate (102).
Step 8 Place the required shim thickness over the upper high speed journal bearing (151B) and
reinstall the upper high speed journal bearing (151B) into the bearing plate (102). Tighten
hex head cap screws. Refer to table 8.1.
Step 9 Repeat steps 3 through 5, and verify high speed shaft (A130) end play. When end play is
within factory specification, repeat step 6.
Step 10 Remove the high speed shaft (A130) and the thrust washers (155A).
Step 11 Install thrust washer (155A) into lower high speed shaft journal bearing (151A) and install
a thrust washer (155B) into the upper high speed journal bearing (151B) with the flat side
(NO GROOVES) towards the high speed journal bearing (151A).
Step 12 Lubricate the upper and lower thrust washer (155A) with light turbine oil and install the
high speed shaft (A130) into and through the lower high speed journal bearing.
Step 13
Begin gearbox reassembly. Refer to the detailed Reassembly Procedure.
Step 14 Lubricate all assembled parts with light turbine oil as your mechanic proceeds with the
assembly.
48

Table 8.1 Torque Values
Gearbox
Sundyne Standard Steel Screws & Bolts and NACE Compliant Steel Screws/Bolts (BG Material)
Torque Values
Item # Location Size English Metric
905H Oil Filter Manifold 3/8 - 16 x 1/2 22 - 25 ft-lbs 30 - 34 N-m
905L Gearbox Seal 1/4 - 20 x 1/2 75 - 80 in-lbs 8.5 - 9.0 N-m
905M, N Journal Bearings #10 - 24 x 1 35 - 40 in-lbs 4.0 - 4.5 N-m
905T Chemical Barrier Gasket 1/4 - 20 x 5/8 75 - 80 in-lbs 8.5 - 9.0 N-m
909B Gearbox Halves 1/2 - 13 x4 60 - 65 ft-lbs 81 - 88 N-m
909C Gearbox Halves, Alignment 5/8 - 18 x 4 17/64 60 - 65 ft lbs 81 - 88 N-m
906B Sight Glass #8 - 32 x 1/2 10 - 12 in-lbs 1.0 - 1.4 N-m
Pumps & Compressors*
Sundyne Standard Steel Screws and Bolts
Item # Location Size English Metric
3 Impeller Bolt/Inducer:
LMV/BMP-801, 802, 806, 322, 311, 331 1/2 - 20 36 - 40 ft-lbs 49 - 54 N-m
LMV/BMP-341, 346 1/2 - 20 65 - 70 ft-lbs 88 - 95 N-m
LMV-313, 343, BMP-338, 348 (High
Flow)
LMC/BMC 3X1P, 3X1F, 3X3, 3X6P, 3X7 1/2 - 20 36 - 40 ft-lbs 49 - 54 N-m
906D Diffuser Attaching Screws 1/4 - 20 95 - 102 in-lbs 11 - 11.5 N-m
905E Mechanical Seal No. Spacer 1/4 - 20 x 12 95 - 102 in-lbs 11 - 11.5 N-m
905F Throttle Bushing/Mechanical Seal 1/4 - 20 x 12 9 5- 102 in-lbs 11 - 11.5 N-m
905G Double Seal with Spacer 1/4 - 20 x 3/4 95 - 102 in-lbs 11 - 11.5 N-m
914A Case Nuts 3/4 - 10 250 - 275 ft-lbs 340 - 375 N-m
914A Case Nuts 7/8 - 9 300 - 330 ft-lbs 405 - 445 N-m
905A Seal Housing to Gearbox 3/8 - 16 x 1 3/4 35 - 40 ft-lbs 47 - 54 N-m
905P Separator 1/4 - 20 x 5/8 95 - 102 in-lbs 11 - 11.5 N-m
Pumps & Compressors
NACE Compliant Steel Screws / Bolts (BG Material)
Torque Values
Item # Location Size English Metric
3 Impeller Bolt/Inducer:
LMV/BMP-801, 802, 806, 322, 311, 331 1/2 - 20 36 - 40 ft-lbs 49 - 54 N-m
LMV/BMP-341, 346 1/2 - 20 65 - 70 ft-lbs 88 - 95 N-m
LMV-313, 343, BMP-338, 348 (High
Flow)
LMC/BMC 3X1P, 3X1F, 3X3, 3X6P, 3X7 1/2 - 20 36 - 40 ft-lbs 49 - 54 N-m
906D Diffuser Attaching Screws 1/4 - 20 70 - 75 in-lbs 8.0 - 8.5 N-m
905E Mechanical Seal No. Spacer 1/4 - 20 70 - 75 in-lbs 8.0 - 8.5 N-m
905F Throttle Bushing/Mechanical Seal 1/4 - 20 70 - 75 in-lbs 8.0 - 8.5 N-m
905G Double Seal with Spacer 1/4 - 20 70 - 75 in-lbs 8.0 - 8.5 N-m
914A Case Nuts 3/4 - 10 160 - 200 ft-lbs 217 - 270 N-m
914A Case Nuts 7/8 - 9 225 - 245 ft-lbs 305 - 332 N-m
905A Seal Housing to Gearbox 3/8 - 16 x 1 3/4 27 - 30 ft-lbs 47 - 54 N-m
905P Separator 1/4 - 20 x 5/8 70 - 75 in-lbs 8.0 - 8.5 N-m
* When using Teflon® o-rings, allow 15 minutes between torquing for the Teflon® to cold flow. Repeat torquing
until there is no change in torque.
3/4 - 10 85 - 90 ft-lbs 115-122 N-m
3/4 - 10 85- 90 ft-lbs 115 - 122 N-m
Torque Values
49

9. Gearbox and Process End Reassembly
Step 1 Wash all gearbox housings and be certain the lubrication galleys are open.
Step 2 Attach the sight glass (191).
Step 3 Put pipe plugs in lower gearbox housing (101A).
Step 4 Freeze lower idler journal bearing (151C) in dry ice for 1/2 hour and install into lower
gearbox housing (101A) with socket head cap screws (905AA).
Step 5 Install lower high speed journal bearing (151A) and lower thrust washer (155A), no shims
will be used.
NOTE:
If the unit includes thermocouples and probes refer to the section of this manual for GearboxAuxiliary Hardware Installation for additional instructions.
Step 6 Install the high speed shaft assembly (A130).
Step 7 Install lube oil pump (A160) with o-ring (936Z) into bearing plate (102). Lubricate o-ring
(936Z) with Vaseline before installing lube pump.
Step 8 Install sump tube fitting (944B) and (944C) into the bearing plate (102).
Step 9 Install pipe plugs as required and relief valve (175) into bearing plate (102).
Step 10 Install upper high speed journal bearing (151B) into bearing plate (102) and upper thrust
washer (155B). Use Vaseline to hold upper thrust washer in place.
Step 11 Set high speed shaft (A130) end play.
NOTE: SHIM BEHIND THE UPPER HIGH SPEED JOURNAL BEARING ONLY TO
ACHIEVE [.015 +/-.002], see Section 8.
Step 12 Install idler shaft (A140). Pull high speed shaft (A130) up approximately 1.0” to 1.5” and
slide idler shaft (A140) into the lower idler journal bearing (151C) meshing the gear teeth
on the lower idler shaft spur gear and the high speed shaft gear.
Step 13 Install o-rings (936YA) and (936T) and (936TT) into the lower gearbox housing (101A).
Step 14 Install the bearing plate (102) onto the lower gearbox housing (101A). Be careful
not to knock the upper thrust washer (155B) out of its location. Be careful not to scratch,
ding, or dent the upper high speed journal bearing (151B).
Step 15 Install o-rings (936Y) and (936TQ) into the bearing plate (102).
50

Step 16 Install lower input shaft roller bearing race into the top of the bearing plate (102) so it
locates against the lube pump (A160).
Step 17 Install the sump tube (173) into the sump tube fitting (944C).
Step 18 Install input shaft assembly (A120) into lower input shaft roller bearing. Pull up on the
idler shaft (A140) approximately 1.0” to 1.5” and mesh the input shaft assembly (A120)
gear with the idler shaft (A140) gear. Make certain that the input shaft assembly (A120)
slot fits over the lube pump (A160) drive pin.
Step 19 Freeze upper idler journal bearing (151D) in dry ice for 1/2 hour. Install the upper idler
journal bearing (151D) into the upper gearbox housing (101B). Use socket head cap
screws (905AB) to secure the upper idler journal bearing (151D) to the upper gearbox
housing (101B).
Step 20 Install the lube jet (174D) into the upper gearbox housing (101B).
Step 21 Install the upper gearbox housing (101B) onto the bearing plate (102).
Step 22 Install alignment bolts (909C) and fasten gearbox housings together. Use specified
torque value from chart, see Table 8.1.
Step 23 Install fasteners (909B) into gearbox housing and tighten. Use specified torque value
from chart, see Table 8.1.
Step 24 Install input seal (115) over input shaft assembly (A120) and press into upper gearbox
housing (101B), seating the input seal (115) firmly against the locating shoulder in the
upper gearbox housing (101B).
Step 25 Turn the complete gearbox assembly over so the high speed shaft (A130) is pointing
vertically toward the ceiling.
Step 26 Install the rotating face (51D) over the high speed shaft (A130) with the chamfer in the
rotating face (51D) toward the high speed shaft shoulder (A130).
Step 27 Install the roll pin (918D) into the lower gearbox housing (101A). Use a soft mallet to seat
the roll pin (918D) into place.
Step 28 Install the gearbox seal (60C) and the o-ring (936P) onto the lower gearbox housing
(101A). Use socket head cap screws (905E) and lock washer (916A).
Step 29 Install o-ring (936H), upper process seal (60B), into seal housing (30).
Step 30 Install rotating face (51D) onto high speed shaft (A130).
Step 31 Install o-ring (936K), sleeve (50B), onto high speed shaft (A130).
Step 32 Install o-ring (936J).
Step 33 Install thermal barrier gasket (87A) onto seal housing (30).
Step 34 Install seal housing (30) onto lower gearbox housing (101A).
Step 35 Install hex head cap screws (905A), lock washers (154AT), flat washers, (916AG), seal
washers (916S), through seal housing (30) and tighten screws to specified torque value.
51

Step 36 Install rotating face (51C) over high speed shaft (A130).
Step 37 Install o-ring (936J) over high speed shaft (A130).
Step 38 Install sleeve (50A) over high speed shaft (A130).
Step 39 Install o-ring (936J) over high speed shaft (A130 ASSY).
Step 40 Install o-ring (936H), lower process seal (60A) into seal housing (30).
Step 41 Install o-rings (936D), (936E), onto cover (15).
Step 42 Install cover (15) onto seal housing (30).
Step 43 Install rotating face (51A) over high speed shaft (A130).
Step 44 Install impeller bolt (3) into high speed shaft (A130).
Step 45 Install impeller (2) over impeller bolt (3).
Step 46 Install impeller bolt (3).
Step 47 Tighten impeller bolt (3) to correct torque specification, see Table 8.1.
Step 48 Install initial fill pipe (951D), (947L), (924RF), into upper gearbox housing (101B).
Step 49 Install vent pipe (951C), (947D), (186) into upper gearbox housing (101B).
Step 50 Install pressure gauge (942F), (177), (193C), into upper gearbox housing (101B).
Step 51 Reinstall the assembly of the gearbox/process end into the compressor housing (1).
Step 52 Reconnect all lubrication line and electrical connections.
52

Gearbox Auxiliary Hardware Installation (as applicable)
Step 1 Thermocouple Wires
Install thermocouple wires into the bearing assembly before
installing bearings in the lower housing or bearing plate. Refer to
job outline drawing for appropriate thermocouple locations. The
thermocouples are typically installed in the thrust position of the
upper bearing (151B) and in the radial position of the lower
bearing (151A).
Step 2 Vibration Probes
Install x-y vibration probes in the lower bearing probe
bracket attached to bearing (151A). Install keyphasor
probe in the upper bearing probe bracket after
installation of the bearing plate. Refer to Bentley-Nevada
instructions for setting probe gaps.
53

10. Troubleshooting
Gearbox and Compressor
Many factors affect the performance of your compressor. Among them are suction pressure,
temperature, molecular weight, driver speed, flow rate, and discharge control. You need to check all
of these when there is a problem with the compressor and when you are analyzing the performance
of the system. For details on the performance of the compressor including the performance curve,
final data package sections 1 and 2 and specification sheets.
Table 10.1 provides information for analyzing gearbox and compressor problems.
Table 10.1 Troubleshooting for Gearbox and Compressor
Trouble Possible Cause Investigative and Corrective Action
The compressor produces no flow and
no pressure at start-up
The drive shaft rotates in the wrong
The suction valve or the discharge
The head rise is insufficient. The flow is too high. Check the head rise and the flow rate against
The driver shaft is rotating in the
The suction pressure is low. Check the Sundyne specification sheets.
Recirculation from the discharge to
The molecular weight is not that for
The driver speed is too low. Check the speed against the value listed on
The pressure gauges or the flow
The oil pressure in the gearbox is low. The pressure gauge is faulty. Check the accuracy of the gauge.
The main lubricating pump has failed. Remove the pump and coupling, and check
Driver overloaded. Molecular weight higher than values
Electrical failure in electric power unit. Check circuit breaker heater size and setting.
Check voltage.
Driver overloaded.
(continued)
A component of the drive, such as the
coupling or the impeller spline, has
failed, or an item is missing from the
assembly
Disassemble and inspect the component.
Direction
valve is closed.
wrong direction.
the inlet is excessive.
which the compressor was designed.
meters are in error
listed on specification sheet
Current for each phase should be balanced
Mechanical failure in driver, gearbox,
or compressor.
Make sure that the drive shaft is rotating in
the direction shown by the arrow on the
compressor gearbox.
Check the valving (see section 3.)Startup
instructions).
the performance curve.
Make sure that the drive shaft is rotating in
the direction shown by the arrow on the
compressor gearbox.
Check the flow through the external piping,
such as the bypass
Check the molecular weight against the value
given on the specification sheet. Low
molecular weight will cause low discharge
pressure.
the Sundyne specification sheets.
Calibrate the instrumentation.
them for damage.
Check actual molecular weight against value
listed on specification sheet.
within three percent.
Disconnect spacer coupling and check for
freedom of rotation of compressor, driver, and
gearbox shafts.
54

Trouble Possible Cause Investigative and Corrective Action
Drain oil and remove gearbox oil level sight
Disassemble compressor end and search for
Corrosion pitting on surface of diffuser
High suction pressure. Check specification sheet. Increase suction
Excessive discharge pressure
pulsation.
Defective flow control valve. Check control valve.
Change of gearbox automatic
transmission fluid color from normal
color to milky pink or yellow.
Check for excessive compressor seal
Inspect shaft sleeve “O” rings.
Shaft sleeve rubs on inside diameter
of seal.
Excessive gearbox automatic
transmission fluid consumption.
High speed shaft mechanical seal
Leakage through heat exchanger into
Excessive oil foaming. High oil level. Shut down the unit and check oil level.
Low gearbox temperature. Adjust coolant to heat exchanger, keeping oil
adjacent to impeller blades. Head rise
is reduced by this condition.
Flow rate too low (surge). Increase flow rate through compressor. Add
Gearbox oil contaminated with water
or process fluid.
Gearbox journal bearing failure. Install replacement exchange gearbox or
Low speed shaft seal (115) leakage. Check drain port for leakage. Replace shaft
(60C) leakage.
cooling fluid.
glass and inspect bottom of sump for wear
particles. Bearings are probably not damaged
if no wear particles are present.
any mechanical failure.
Disassemble and inspect. Check diffuser
bowl area, cover plate and diffuser throat for
material buildup. Clean these areas of all
obstructions and restore surfaces to a smooth
polished finish (use emery cloth) free of all
corrosion pitting. Edge of diffuser throat must
be sharp. If damage is more severe (i.e.
impeller is deformed or has come in contact
with diffuser) replace the damaged parts.
pressure and corresponding mass flow rate
will result in high horsepower consumption.
controlled bypass to suction, if necessary.
Inspect gearbox heat exchanger for leakage.
leakage.
repair gearbox as outlined under
“MAINTENANCE.”
seal if required.
Check for fluid leakage from port 1.
Pressure test heat exchanger and replace if
required.
temperature above 140°F. (60°C).
55

Compressor Mechanical Seals
Table 10.2 provides information on problems with single units, as well as double and tandem seal
units.
Table 10.2 Troubleshooting for Gearbox and Compressor
Trouble Possible Cause Investigative/Corrective Action
Leakage around the seal suddenly
increases
The action of the stationary face
The seal is worn or damaged. Disassemble the seal and rebuild or
The wear pattern on the rotating faces
The rotating face of the seal is
Check the seal environment to make
The seal faces, seal parts, or o-rings
The seal on a low-temperature
The system is operating at a low flow
rate or a low inlet pressure, causing
vibration of the high-speed shaft,
bouncing on the face of the seal, and
chipping on the nose of the carbon
seal.
spring on the seal is rough and sticky
of the seal is not uniform.
cracked or broken. This may have
been caused by damage at the
assembly or by heating due to lack of
leakage (cooling) past the seal.
have become chemically attached.
compressor is icing, or there is heavy
condensation on the atmospheric side
of the seal.
Make sure that the compressor always
operates above the specified minimum
flow rate and/or inlet pressure.
If contamination in the process gas
(from entrained solids) causes a sticky
seal, there may be need for a seal
flush, double seals, or tandem seals.
replace it by the instructions in Section
5.
Lightly lap the surfaces on the shaft
sleeve and the impeller hub that
contact the rotating face of the seal, to
remove high spots. Install new seal
faces. Do not remove more than 0.005
in. (0.12mm) from any surface.
Make sure that the system operates
above the specified minimum flow rate
at all times.
sure that there is a leakage path of
process or buffer fluid across the
compressor seal(s) and that there is a
differential across the seal(s) to force
this leakage. Replace the damaged
seal.
Investigate the properties of the
process gas, and replace the
components with chemically resistant
materials.
Purge the atmospheric side of the seal
with dry nitrogen gas.
56

11. Operation
Some form of control is required for the majority of SUNDYNE compressor applications. The purpose
of control is twofold: 1) to achieve the desired performance as required by process conditions and 2)
to protect the compressor from mechanical damage due to surge or overload conditions.
This section is a general guideline on controls. A control system should be selected only after
completion of a detailed analysis of the specific installation.
Surge Control
It is recommended that a surge control system be installed whenever there is any chance
that the process flow could decrease appreciably from design flow. In most surge control
systems, a flow sensor is placed in the suction line to the compressor. The signal from this
sensor is input to a controller which controls a valve in the bypass loop. When the minimum
safe flow is reached, this valve opens and the flow through the compressor is kept above the
surge point. Again, the recycled gas must be cooled to prevent heat build-up. Both pneumatic
and electrical surge control systems are available.
Suction Throttling
Suction throttling is generally the most economical control method with a constant speed
drive. Throttling the control valve on the suction side causes a reduction of inlet pressure to
the compressor. Although the compressor creates the same compression ratio as if it were
unthrottled, the discharge pressure is reduced. The net result is to lower the total head output
to the system. The reduction of inlet pressure correspondingly decreases inlet gas density,
and thus, power consumption. Suction throttling also has the advantage of slightly lowering
the compressor surge point.
Discharge Throttling
Discharge throttling is control by means of a valve placed at the compressor discharge. A
constant speed compressor will always operate on its design head-flow curve. For a given
system operating point, the compressor will operate at the system flow rate, thus producing
more head than the system requires. This excess head is throttled by the discharge valve.
Since the throttling occurs downstream of the compressor, there are no power savings by this
method. Discharge throttling offers no real advantages over suction throttling, but is
nonetheless an acceptable control method.
Speed Control
Speed control is the most efficient means of compressor control. To operate at points below
the design head-flow curve, the driver speed may be reduced accordingly. This creates an
infinite “family” of head-flow curves on which the compressor may operate. Since consumed
horsepower, assuming constant inlet conditions, varies as the cube of the speed, substantial
power savings can be realized. Also, the compressor surge point is lowered proportional to
the speed decrease. This method is used mainly on turbine driven units although variable
speed motors or mechanical drives are available. Since the main lube oil pump in the
SUNDYNE compressor is driven by the gearbox input shaft, provision must be made so the
speed is not reduced to a point where adequate lube oil pressure is no longer present.
57

Flow Bypass
Flow bypass requires a recycle line from the compressor discharge to suction. The
compressor is operated at the desired flow or discharge pressure and the excess flow not
required by the process is recycled through the bypass. A cooler is required in the loop to
cool the recycled gas to normal suction temperature. This method is generally less efficient
than other methods discussed, but may be warranted in some special situations.
Other aspects which should be considered in compressor operation are:
Series Compressor Control - Inlet throttling on the first stage is the most practical method of
controlling compressor in series. It is necessary to throttle only the first stage, which in turn
acts as a throttle for the second stage. Inlet throttling between stages offers no advantages
and should be avoided. Efficiency gains by variable speed control of series units will seldom
justify its cost and complexity.
Surge control on series units consists of a flow sensor and controller in the suction line of the
first stage. This sends a signal to the control valve in a bypass loop around both
compressors. It must be determined which compressor surges at the lowest inlet flow to the
first unit so the flow controller can be set such that neither compressor will surge. A more
complex system which offers maximum machine protection consists of separate bypass
loops for each unit which are operated by separate flow controllers.
Parallel Compressor Control - The control of two or more compressors operating in parallel
would appear to be relatively simple. More than likely, though no two compressors ever
operate identically across their flow range. To produce identical discharge pressures, one
compressor could be operating at a different flow than the unit in parallel with it. As a result,
the control system would have to include a separate flow controller for each unit. Either
suction or discharge throttling may be used, but again, suction throttling is the preferred
method. If variable speed drivers are used, extreme care must be taken to insure that the
speeds can be precisely controlled. In any case, check valves must be installed in the
discharge line of each compressor to prevent possible back flow due to any slight imbalance
in the characteristics of the compressors. Separate surge control systems for each
compressor should be considered for maximum unit protection.
12. Spare Parts
1. General
Assemblies, subassemblies and components of the Sundyne compressor are illustrated on
the exploded and cross sectional views in Reference D. Refer to your Sundyne Compressor
Specification Sheet for those options applicable to your compressor. The corresponding parts
lists, keyed to each part by item number, identify detail parts by part name, quantity and
location. A complete bill of materials list for the compressor and gearbox end is included in
the final data package. Refer to the unit outline drawing for a list of the major kit bills of
material.
2. Recommended Spare Parts
Refer to your final data package for recommended spare parts identified for your particular
unit. These are provided as guidelines only.
58

3. Repair Kits
Seal and O-ring repair kits are not illustrated herein, but may be purchased directly from
Sundyne Corporation. Seal repair kits contain all normal wearing parts (springs, washers, orings, carbon faces, etc.) of the compressor or gearbox mechanical seals.
O-ring repair kits contain all o-rings necessary for maintenance or overhaul of the
compressor. The use of these kits reduces maintenance time, prevents assembly mistakes,
simplifies stocking and inventory, and reduces delivery time.
4. Ordering Spare Parts
When ordering spare parts, give the unit serial number and list each part by the part number
as shown on the Bill of Material which is included with each compressor shipment (preferred
method), or list each part by item number (as listed in this manual), part name and
compressor model. Specify quantities desired.
Order parts from your Fluid Handling representative or directly from Sundyne Corporation at
one of the following locations.
Sundyne Corporation Phone Number: +1-303-940-2989
14845 West 64th Avenue Fax Number: +1-303-940-2826
Arvada, Colorado 80007, USA
Sundyne Corporation Europe Phone Number: +011-333-80-38-3300
(13-15 Boulevard Eiffel Fax Number: +011-333-80-38-3366
Zone Industrielle De Dijon-Sud 21600)
B.P. 30
21604 Dijon (Longvic)
France
Sundyne Nikkiso PHONE: +81-3-3444-6475
27-10, Ebisu 2-Chome, Shibuya-Ku FAX: +81-3-3444-6806
Tokyo 150-0013, Japan
Or visit our Genuine Service and Parts site at www.sundyne.com.
59

(2)
(1)
A
A
A
A
LMC-341F
TYPICAL RECOMMENDED SPARES LIST
FLUID END ITEMS
TYPICAL CLASS
LOC NO. OPTION
3
87A
2
50A DS,TS SL01AD16DD SLEEVE, LOWER 0 1
50B,50 DS,TS,SS SL01AD02DD SLEEVE, UPPER 0 1
51C DS,TS RJ09AD20RE RING, MATING, UPPER 1 1
60A SS,TS SE04AD21F SEAL, LOWER 1 1
60B DS,TS SE04AD21F SEAL, UPPER 1 1
--
NOTES:
(1) Options: SS = Single Seal, DS = Double Seal, TS = Tandem Seal,
(2) Class 1 = Minimum recommended spare parts necessary to perform a startup and inspection
of a new unit.
Class 2 = Minimum recommended spare parts necessary to cover 1-2 years of normal service
Class 3 = Minimum recommended spare parts necessary for critical service, or units that will be
installed in remote locations.
(3) * Items are alternate items, and should be purchased according to user's preference
(seal kits are available for mechanical seals only).
PART NUMBER DESCRIPTION 1 2
LL BO03AD07DB3 BOLT, IMPELLER 0 1
LL GK01AW01 GASKET, THERMAL 1 1
LL JM01AD87DD6800 IMPELLER,COMPRESSOR 0 0
LL RKORC311FUC O-RING 1 2
Revised 10/3/00
3
1
2
1
1
1
2
2
2
2
60
LMC-341F
TYPICAL RECOMMENDED SPARES LIST
GEARBOX ITEMS
TYPICAL CLASS
LOC NO. OPTION
(1)
PART NUMBER DESCRIPTION 1 2 3
A160 WS PU04AW02 PUMP, LUBE, REVERSIBLE 0 1 1
115 ALL 20-314 SEAL, ASSY, INPUT 1 1 1
-- AA 22-141 FILTER, OIL, HILCO 2 6 6
125C ALL 21-108 BEARING, INPUT, UPPER 0 1 1
125D ALL 21-108 BEARING, INPUT, LOWER 0 1 1
151A ALL BT20AD0860B BEARING, HIGH SPEED, LOWER 0 0 1
151B ALL BT20AD0860B BEARING, HIGH SPEED, UPPER 0 0 1
151C ALL BE09AY02A BRG, JOURNAL, LOWER IDLER 0 0 1
151D ALL BE09AY01A BRG, JOURNAL, UPPER IDLER 0 0 1
155A AA WA05AA01320 WASHER, THRUST, LOWER 0 0 1
155B AA WA05AA01320 WASHER, THRUST, UPPER 0 0 1
51D ALL RJ09AA21SD RING, MATING 1 1 1
60C ALL SE04AA53A SEAL, ASSY, GEARBOX 1 1 1
936ZG ALL 14-057UC O-RING 2 4 4
936P ALL 14-055UC O-RING 2 4 4
936T ALL 14-324UC O-RING 2 4 4
936TQ ALL 14-324UC O-RING 2 4 4
936TT ALL 14-324UC O-RING 2 4 4
936Y ALL 14-322UC O-RING 2 4 4
936YA ALL 14-322UC O-RING 2 4 4
936ZF ALL 14-323UC O-RING 2 4 4
A130 ALL SH01AY05E1L0 SHAFT, ASSY, HIGH SPEED 0 1 1
NOTES:
(1) Options: WS = Wet Sump , AS = As Applicable
(2) Class 1 = Minimum recommended spare parts necessary to perform a startup and inspection
of a new unit.
Class 2 = Minimum recommended spare parts necessary to cover 1-2 years of normal service
Class 3 = Minimum recommended spare parts necessary for critical service, or units that will be
Installed in remote locations.
Revised 10/3/00
(2)
61

13. Sundyne Compressor Warranty
Sundyne Compressors warrants to Purchaser for a period of 12 months from the date the line
mounted compressor (LMC) is placed in service (not to exceed 18 months after shipment date) that
the equipment at the time of shipment is free from defects of material and workmanship.
If any defects occur during the warranty period, Sundyne’s sale obligation is limited to alteration,
repair, or replacement at Sundyne’s expense, F.O.B. factory, of parts of equipment, which upon
Sundyne’s examination prove to be defective.
Non-Sundyne equipment and accessories are warranted only to the extent of and by the original
manufacturer’s warranty. Sundyne is not liable for damage or wear to equipment caused by abnormal
conditions, vibration, improper lubrication, failure to provide proper inlet conditions or flow, corrosives,
abrasives, or foreign objects.
This warranty is exclusive and in lieu of all other warranties, whether expressed or implied,
including any warranty of merchantability or fitness for any purpose. In no event shall
Sundyne be liable for consequential or incidental damages.
COPYRIGHT
All rights reserved. No part of this publication may be reproduced, stored in a retrieval system or
transmitted in any form or by any means, electronic, mechanical, photocopying, recording or otherwise
without the prior permission of Sundyne Compressors.
EUROPEAN UNION MACHINERY DIRECTIVE
(CE Mark System)
(where applicable)
This document incorporates information relevant to the Machinery Directive 89/392/EEC. It should be
read prior to the use of any of our equipment. Individual maintenance manuals which also conform to
the EU Directive should be read when dealing with specific models.
SAFETY WARNING
Sundyne Compressors manufactures centrifugal process gas compressors to exacting International Quality
Management System Standards (ISO 9001 - 1987) as certified and audited by Lloyd's Register Quality
Assurance Limited. Genuine parts and accessories have been specifically designed and tested for use with these
products to ensure continued product quality and performance. As Sundyne Compressors cannot test all parts
and accessories sourced from other vendors, incorrect design and/or fabrication of such parts and accessories
may adversely affect the performance and safety features of these products. Failure to properly select, install or
use authorized Sundyne Compressor parts and accessories is considered misuse and damage or failure caused
by misuse is not covered by Sundyne’s warranty. Additionally, modification of Sundyne Compressor products
or removal of original components may impair the safety of these products and their effective operation.
Reference A
Critical Start-up Checklist
Know Your Machine
Before servicing and starting up the Sundyne line mounted compressor (LMC), carefully review the
specification sheet, the outline drawings, the performance curves, and this instruction manual. You
should be familiar with the configuration of the compressor before you start and operate it.
62

Driver Instructions
Carefully follow the installation and starting instructions provided by the manufacturer of the driver.
This is included in the final data package.
Auxiliaries
1. Check the utility connections.
2. Verify that the auxiliary piping conforms to Sundyne’s drawings.
3. Verify the connections of the switches, the instruments, and the set points.
4. Calibrate the flow instruments and the other transmitters.
Environmental Control System
Install a system to control the environment of the seal, if required, and verify that port 1 is
properly vented. Drain the compressor casing. (Maximum back pressure = 10 psig)
Pressurize Fluid Loop
Pressurize double seal buffer fluid loop or external seal flush, if required, prior to admitting fluid into
compressor casing.
Check Driver Rotation
Make sure that the gear shaft rotates in the direction indicated by the arrow stamped on the gearbox
of the compressor.
Start Compressor
1. Suction throttling (preferred method): Start the compressor with the discharge valve open while
throttling the suction valve, to bring the compressor to the design operating point. See
specification sheets for the inlet conditions and flow rate.
2. Discharge throttling: Start the compressor with the suction valve completely open while throttling
the discharge valve, to bring the compressor to the design operating point.
3. Variable speed (as applicable): Start the compressor with the suction valve and the discharge
valve open. Check the pressure in the system. If it exceeds the surge point of the compressor (see
the specification sheet and the performance curve), you will need a bypass to protect the
compressor from surging during ramp-up to speed. Never operate the compressor above the
maximum design speed.
Heat Exchanger
If a heat exchanger for the gearbox is installed, adjust the cooling flow to keep the temperature of the
gearbox sump at 120°-180°F (49°-82°C).
Check
Check the following items. Each of these parameters significantly affects the performance of the
system. Head rise, Flow rate, Power consumption, Inlet pressure, Temperature; and Molecular
weight.
Coupling
There are two types of connections between the motor and gearbox; a splined shaft or a coupling.
For splined connections, the splined shaft must be lubricated with the supplied spline grease and the
two
o-rings installed prior to the mounting the motor. It is recommended that the input shaft be rotated by
hand prior to mounting the motor. If the unit has a coupling, be sure coupling gap is correct and
bolting between coupling halves is tight. The instruction manual contains coupling set-up information.
63
Process Conditions
Do process conditions; suction pressure, suction temperature, discharge header pressure, and mole
weight agree with specification sheet information? Check with your Sundyne Corporation
representative if you must test a different gas than shown on the specification sheet.
Auxiliary Lube Pump
If you have an auxiliary lubrication pump, unlock the electrical circuit and start it in the “hand” position.
Check for oil leaks and recheck the oil level.
Piping Connections
Are the following bolted/threaded connections tight:
a. Compressor flange bolts?
b. Seal environment piping and port connections?
c. Cooling water connections to heat exchanger? (if applicable)
d. Gearbox oil drain plug?
e. Compressor case drain plug?
Reference B
Lock-out/Tag-out Guidelines
Follow Your Companies Lock-Out / Tag-Out Procedure When Servicing Sundyne
Compressors.
Never remove a lock or tag applied by someone else. Additional locks or tags should be applied if
multiple groups are working on the equipment. Each responsible work group leader should apply a
lock or tag. Always treat conductors and equipment as if they are energized.
Reference C
Seal Arrangement Drawings for Single, Double and Tandem Configurations
64

SINGLE SEAL ARRANGEMENT
65

DOUBLE SEAL ARRANGEMENT
66

TANDEM SEAL ARRANGEMENT
67

Reference D
Phoenix Compressor/Gearbox Cross-section Drawing
Phoenix Gearbox Module Drawing – GB01AY01
68

Phoenix Compressor / Gearbox
Cross-Sectional View
69
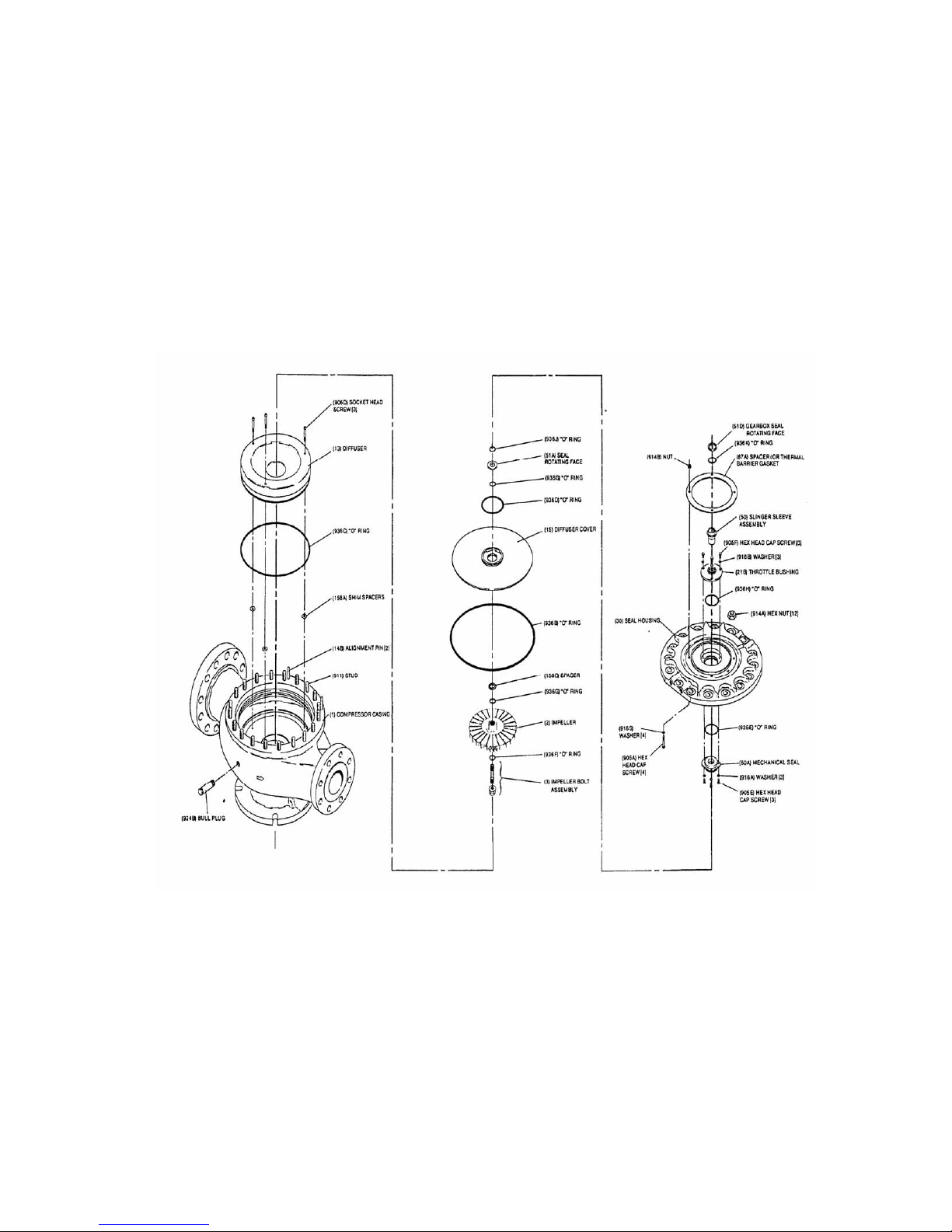
70

71
PHOENIX GEARBOX MODULE DRAWING – GB01AY01

72
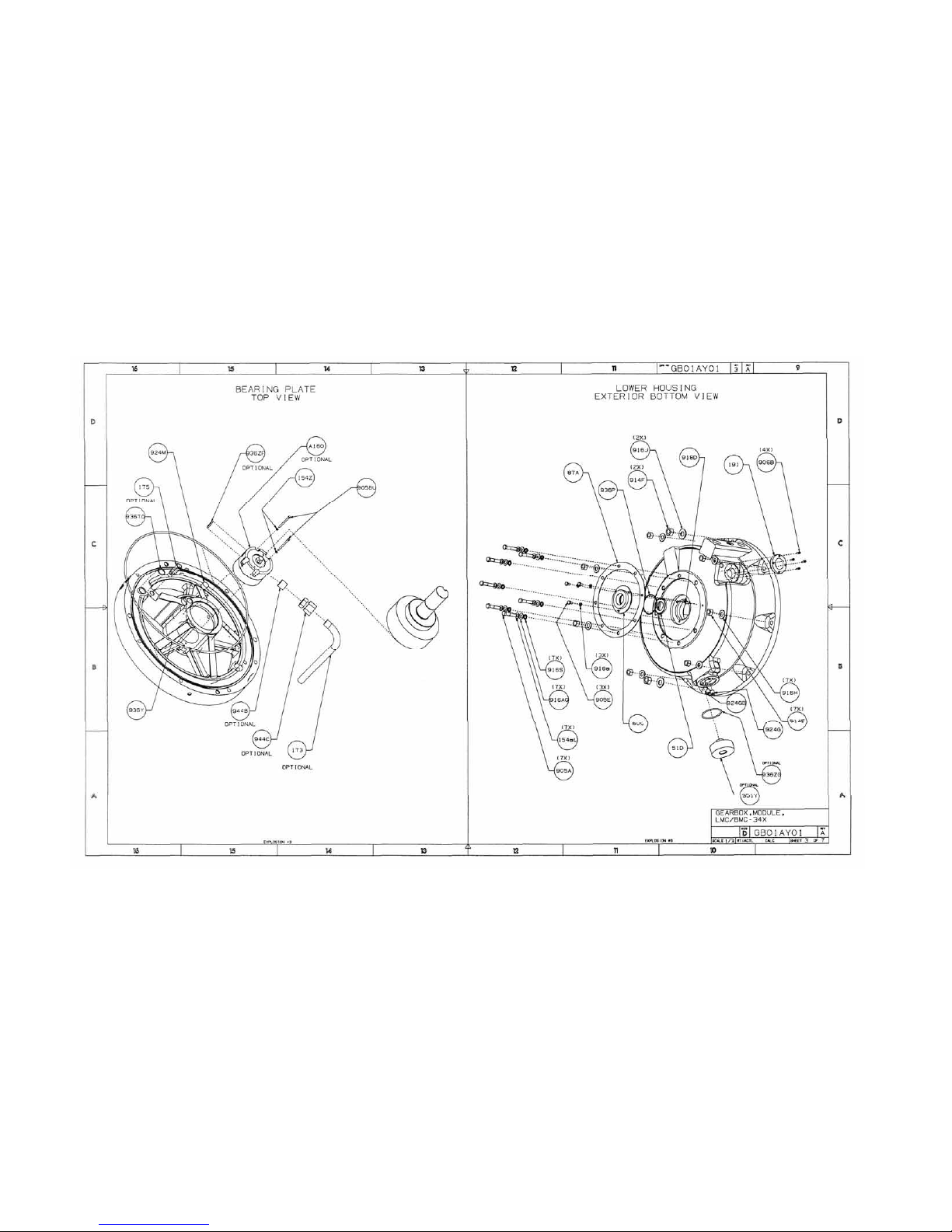
73

74

75

76

77

14845 W. 64th Avenue • Arvada, Colorado 80007 USA • +1-303-425-0800 • FAX: +1-303-425-0896 • www.sundyne.com
Sundyne Europe • Dijon (Longvic) France • +33 (0) 3.80.38.33.00 • FAX: +33 (0) 3.80.38.33.66
Sundyne Nikkiso • 27-10, Ebisu 2-Chome, Shibuya-Ku • Tokyo 150-0013, Japan • +81-3-3444-6475 • FAX: +81-3-3444-6806
• ANSIMAG • CASTER • GSP • HMD/KONTRO • MASO/SINE • COMPRESSORS • SUNDYNE • SUNFLO •
 Loading...
Loading...