

Page 1

Modell / Model / Модель:
AW97PA120,AW97PA125,AW97PA22T
GB Operating/Safety Instructions
IGBT Inverter MIG/MMA/TIG Welding Machine
RU Инструкция по эксплуатации и техническому
обслуживанию.
I IGBT инверторный полуавтомат
2014-08-05
Page 2

полуавтомат. стр. 2
Инструкция по эксплуатации и техобслуживанию IGBT инверторный
Содержание
Устройство аппарата ............................................................................ 3
Технические характеристики ............................................................... 5
Комплектность поставки.........................................................................6
Правила по технике безопасности ..................................................... 7
Правила по эксплуатации оборудования .......................................... 9
Гарантийное обязательство .............................................................. 15
Page 3
полуавтомат. стр. 3
Уважаемый покупатель!
Компания выражает Вам свою глубочайшую признательность
за приобретение нашего сварочного аппарата.
Изделия под торговой маркой постоянно усовершенствуются
и улучшаются.
Поэтому технические характеристики и дизайн могут меняться без
предварительного уведомления. Приносим Вам наши глубочайшие
извинения за возможные причиненные этим неудобства.
Внимательно изучите данную инструкцию по эксплуатации и
техническому обслуживанию. Храните её в защищенном месте.
ВНИМАНИЕ! ПЕРЕД ИСПОЛЬЗОВАНИЕМ ВНИМАТЕЛЬНО
ОЗНАКОМЬТЕСЬ С ИНСТРУКЦИЕЙ!
Инструкция по эксплуатации и техобслуживанию IGBT инверторный
К использованию и обслуживанию сварочного аппарата
допускается только квалифицированный и специально
обученный персонал, ознакомленный с данной инструкцией.
В этой инструкции содержится описание, правила
безопасности и вся необходимая информация для
правильной эксплуатации сварочного аппарата. Сохраняйте
данную инструкцию и обращайтесь к ней при
возникновении вопросов по безопасной эксплуатации,
обслуживанию, хранению и транспортировке сварочного
аппарата.
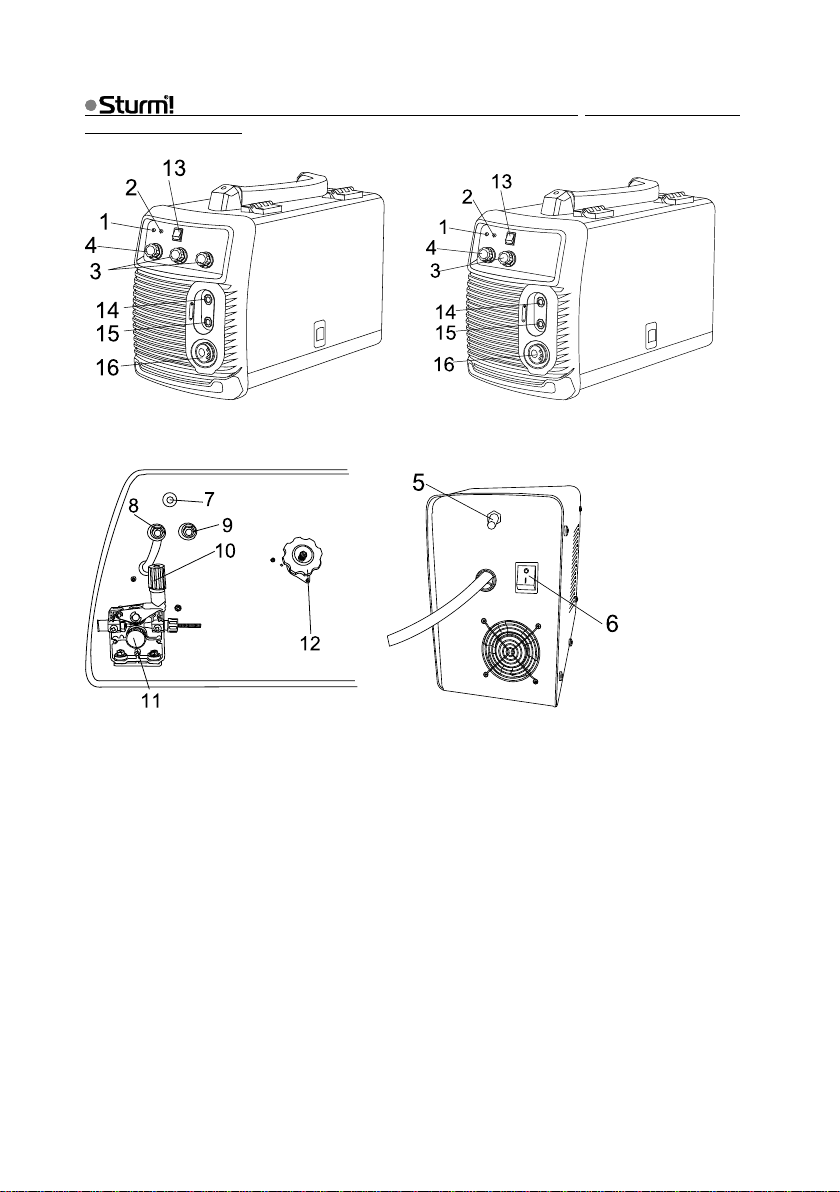
Устройство аппарата
Page 4
полуавтомат. стр. 4
Инструкция по эксплуатации и техобслуживанию IGBT инверторный
AW97PA22T AW97PA120, AW97PA125
1. Индикатор перегрева
2. Индикатор питания
3. Регулятор сварочного тока
4.Ручка регулирования скорости подачи сварочной проволоки
5. Впускной газовой штуцер
6. Выключатель питания (ON/OFF)
7. Кнопка быстрой подачи проволоки
8.Анод
9. Катод
10. Регулятор давления прижимного ролика.
11. Фиксатор подающего ролика
12. Держатель бухты проволоки.
13. Переключатель режимов сварки
14. Разъем подключения сварочного электрододержателя
15. Разъем подключения клеммы «земли»
16. Контактный зажим MIG.
Page 5
полуавтомат. стр. 5
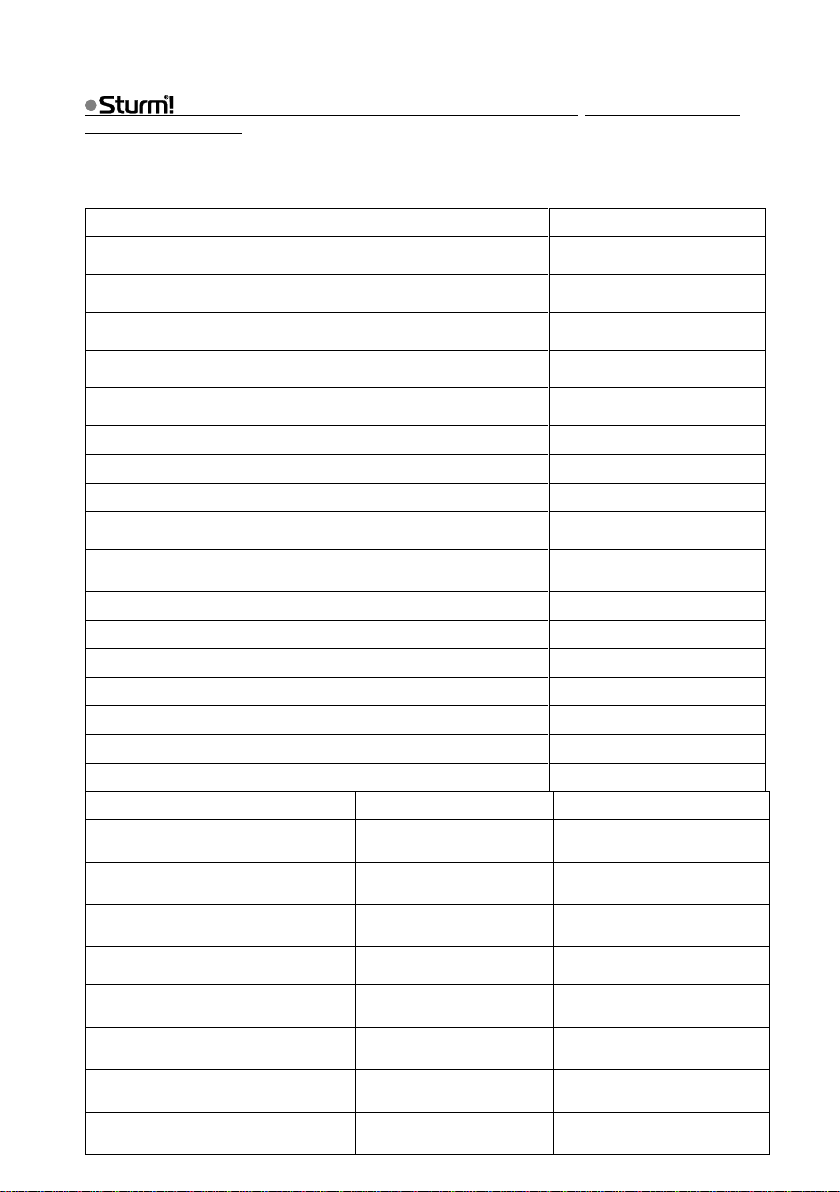
Параметры \ Модели
AW97PA22T
Напряжение сети, В / частота, Гц / кол-во фаз
MIG, TIG:160-250 / 50 / 1
MMA: 200-250 / 50 / 1
Максимальная потребляемая мощность, кВт
MIG:4,1, MMA:3,9,
TIG:2,4
Диапазон регулирования сварочного тока, А
MIG: 10-220
MMA,TIG:10-200
Цикл работы
MIG: 220/60%
MMA,TIG:200/60%
Напряжение холостого хода, В
MIG,MMA:56
TIG:9.9
Диапазон регулирования рабочего напряжения, В
MIG: 11-25
Максимальный входной ток, А
MIG:23, MMA:22,TIG:13
Скорость подачи сварочной проволоки, м/мин
MIG: 1-15
Диаметр сварочной проволоки, мм
MIG: 0,8 / 1,0
MMA:1,6-4,0
Максимальная масса катушки сварочной
проволоки, кг
MIG: 5
Коэффициент мощности (cos φ)
0,7
Класс защиты
IP21S
Класс изоляции
H
Длина сварочной горелки, м
MIG: 2,5 MMA:1,8 TIG:3
Длина сетевого шнура, м
1,5
Рабочая температура окружающей среды, ºС
от -5 до +40
Масса, кг
10,7
Параметры \ Модели
AW97PA120
AW97PA125
Напряжение сети, В /
частота, Гц / кол-во фаз
MIG:160-250 / 50 / 1
MMA: 200-250 / 50 / 1
MIG:160-250 / 50 / 1
MMA: 200-250 / 50 / 1
Максимальная
потребляемая мощность, кВт
MIG:4,5, MMA:4,1
MIG:5,3, MMA:4,8
Диапазон регулирования
сварочного тока, А
MIG: 20-200
MMA:20-180
MIG: 20-250
MMA:20-230
Цикл работы
MIG: 200/60%
MMA:180/60%
MIG: 250/60%
MMA:230/60%
Напряжение холостого хода,
В
56
56
Диапазон регулирования
рабочего напряжения, В
MIG: 11-25
MIG: 11-25
Максимальный входной ток,
А
MIG:24, MMA:22
MIG:29, MMA:27
Скорость подачи сварочной
проволоки, м/мин
MIG: 1-15
MIG: 1-15
Инструкция по эксплуатации и техобслуживанию IGBT инверторный
Технические характеристики
Page 6

полуавтомат. стр. 6
Диаметр сварочной
проволоки, мм
MIG: 0,8 / 1,0
MMA:1,6-4,0
MIG: 0,8 / 1,0
MMA:1,6-5,0
Максимальная масса
катушки сварочной
проволоки, кг
MIG: 5
MIG: 5
Коэффициент мощности (cos
φ)
0,7
0,7
Класс защиты
IP21S
IP21S
Класс изоляции
H
H
Длина сварочной горелки, м
MIG: 2,5 MMA:1,8
MIG: 2,5 MMA:1,8
Длина сетевого шнура, м
1,5
1,5
Рабочая температура
окружающей среды, ºС
от -5 до +40
от -5 до +40
Масса, кг
10,9
10,9
Инструкция по эксплуатации и техобслуживанию IGBT инверторный
AW97PA22T
Комплектность поставки
AW97PA120,AW97PA125
1. Сварочный кабель с зажимом заземления - 1шт.
2. Горелка MIG – 1шт.
3. Наконечник 1 мм– 1шт.
4. Наконечник 0.8 мм- 2шт.
Page 7

полуавтомат. стр. 7
Инструкция по эксплуатации и техобслуживанию IGBT инверторный
5. Сварочный кабель с держателем электрода – 1 шт.
6. Щетка-молоток – 1 шт.
Указанные ниже аксессуары предназначены только для модели
AW97PA22T
7. Горелка TIG – 1 шт.
8. Керамическое сопло для горелки TIG – 3 шт.
9. Держатель вольфрамового электрода для горелки TIG – 2 шт.
10. Рукоятка горелки TIG– 1 шт.
Правила по технике безопасности
- Всегда соблюдайте правила безопасности. Носите защитную одежду
и специальные средства защиты, чтобы избежать повреждения глаз и
кожных покровов.
- Всегда надевайте защитную маску во время работы сварочным
аппаратом или используйте очки с защитным затемненным стеклом.
- Старайтесь, чтобы искры и брызги не попали на тело.
- Избегайте контактов с открытыми токоведущими кабелями
сварочного аппарата, не прикасайтесь к держателю электрода и
свариваемой поверхности.
- Не работайте под водой или в местах с повышенной влажностью.
- Дым и газ, попадающие в воздух при сварке, опасны для здоровья.
Перед началом работ убедитесь, что вытяжка и вентиляция исправно
работают.
- Убедитесь, что излучение дуги не попадет на других людей,
находящихся поблизости от места сварки.
- Помните, что при сварке температура обрабатываемой поверхности
повышается, поэтому старайтесь не прикасаться к обрабатываемым
деталям во избежание ожогов.
- Не прикасайтесь к месту подключения питания или к другим частям
сварочного аппарата, которые находятся под током. Отключайте
питание сразу после окончания работы или перед тем, как оставить
место работы.
- Никогда не работайте там, где существует опасность получения
электрошока.
- Никогда не производите сварку емкостей, в которых могут
содержаться легковоспламеняющиеся или взрывоопасные
материалы.
- При высотных работах, во избежание несчастного случая,
соблюдайте правила техники безопасности при работах на высоте.
- Следите за тем, чтобы на рабочей площадке не было посторонних
людей.
Page 8

полуавтомат. стр. 8
Инструкция по эксплуатации и техобслуживанию IGBT инверторный
- Сварочные аппараты излучают электромагнитные волны и создают
помехи для радиочастот, поэтому следите за тем, чтобы в
непосредственной близости от аппарата не было людей, которые
используют стимулятор сердца или другие принадлежности, для
которых электромагнитные волны и радиочастоты создают помехи.
Меры предосторожности для обеспечения безопасной
эксплуатации устройства
ПРЕДУПРЕЖДЕНИЕ!
ОПАСНОСТЬ ПОРАЖЕНИЯ ЭЛЕКТРИЧЕСКИМ ТОКОМ
Не допускать прямого соприкосновения токопроводящих частей и
электродов с кожей или мокрой одеждой.
Необходимо обеспечить надлежащую изоляцию рабочего участка и
проводов заземления
В обязательном порядке использовать диэлектрические перчатки
ВНИМАНИЕ!
ОПАСНОСТЬ СВАРОЧНОГО ДЫМА И ДРУГИХ ГАЗОВ
Старайтесь держать голову за пределами области сварочного дыма и
других газов, выделяемых в процессе сварки.
Используйте вентиляцию или вытяжку для отвода сварочного дыма и
газов из зоны дыхания и общей зоны.
ВНИМАНИЕ!
ИСКРЫ ОТ СВАРКИ могут привести к возникновению пожара или
взрыва
На рабочем участке не должно быть горючих материалов.
Не допускается сварка емкостей, в которых содержатся горючие
материалы
Page 9

полуавтомат. стр. 9
ВНИМАНИЕ!
ДУГОВОЕ ИЗЛУЧЕНИЕ может вызвать ожог
Используйте защиту для глаз, ушей и тела – Рабочая зона должна
быть надлежащим образом огорожена во избежание причинения
телесных повреждений людям, находящимся поблизости.
Инструкция по эксплуатации и техобслуживанию IGBT инверторный
Правила по эксплуатации оборудования
Выбор режима сварки
Для выбора необходимого режима сварки используйте переключатель
режимов сварки (1). Для выбора сварки TIG установите
переключатель в положение (только для модели AW97PA22T);
для выбора сварки MMA установите переключатель в положение
; для выбора сварки MIG установите переключатель в
положение .
Включите сварочный аппарат.
Включите вилку шнура питания в розетку однофазного тока 220 Вольт.
Нажмите клавишу Вкл/Выкл (6) на задней панели в положение «I»,
индикатор питания (зеленая лампа) загорится.
Если вы хотите выключить аппарат, нажмите клавишу Вкл/Выкл (6) на
задней панели в положение «О». Индикатор питания погаснет.
Внимание !!!!
Никогда не выключайте аппарат сразу по окончании работ.
Оставьте аппарат включенным после сварки, чтобы он достаточно
охладился. Если загорелся желтый индикатор (3), значит, сработала
термозащита. Время охлаждения сварочного аппарата составляет от
2 до 5 минут в зависимости от температуры окружающей среды.
Page 10

полуавтомат. стр. 10
Инструкция по эксплуатации и техобслуживанию IGBT инверторный
1. Полуавтоматическая дуговая сварка плавящимся
электродом в инертном газе (MIG)
Сварка MIG (с подключенным газовым шлангом).
Подсоедините горелку MIG (1) к контактному зажиму MIG. Совместите
конец сварочного кабеля с 4-мя отверстиями в аппарате, вставьте и
зафиксируйте с помощью стопорной гайки.
Подсоедините провод заземления (2) к “ - ” клемме. Вставьте
соединительную головку зажима заземления в соответствующее
соединительное отверстие аппарата и поверните. Соедините зажим
заземления с обрабатываемым объектом как можно ближе к месту
сварки.
Удостоверьтесь, что внутренний кабель подсоединен к“+”клемме (3).
Сварка MIG (без газового шланга).
Подсоедините горелку MIG (1) к контактному зажиму MIG;
подсоедините провод заземления (2) к “+”клемме. Подключите
внутренний кабель к “-”клемме (3). Удостоверьтесь, что контактный
зажим (3) надежно зафиксирован, в противном случае, контакты могут
оплавиться и произойдет поломка оборудования.
Замена наконечника
Page 11

полуавтомат. стр. 11
Инструкция по эксплуатации и техобслуживанию IGBT инверторный
Наконечник должен иметь такой же диаметр, как и сварочная
проволока. Снимите сопло, затем открутите наконечник.
Установка бухты сварочной проволоки
Установите бухту с проволокой на держатель.
Убедитесь в правильной установке бухты.
Для снятия бухты нажмите на блокиратор.
ВНИМАНИЕ: масса сварочной проволоки для модели AW97PA22T
составляет 5 кг. В случае превышения указанного веса, подача
проволоки будет затруднена, и произойдет поломка мотора.
Регулировка ролика подачи проволоки
На подающем сварочную проволоку ролике предусмотрены два паза
соответствующих размеров. Размер паза должен соответствовать
размеру сварочной проволоки. Для настройки размера ролика подачи
проволоки выполните следующие указания: Оттяните ручку (1)
настройки давления ролика сварочной проволоки, нажмите на
прижимной валик, затем поверните ручку (2) фиксирования ролика
сварочной проволоки и снимите ролик. После подбора паза нужного
размера вновь закрепите фиксирующую ручку ролика сварочной
проволоки.
Page 12

полуавтомат. стр. 12
Инструкция по эксплуатации и техобслуживанию IGBT инверторный
Вставка сварочной проволоки
Перед установкой сварочной проволоки, оттяните ручку (1) настройки
прижима ролика сварочной проволоки и нажмите на прижимной
валик ролика сварочной проволоки, чтобы создать зазор. Вставьте
сварочную проволоку в отверстие, вдавите проволоку в паз ролика,
нажмите на ручку (10) настройки прижима ролика для закрепления.
ВНИМАНИЕ:
1. Сварочная проволока достаточно упругая и может самопроизвольно
разматываться при вытягивании ее из катушки.
2. Для того чтобы заправить сварочную проволоку в отверстие подачи
проволока должна находиться под катушкой, а не над ней.
Регулировка прижимного ролика сварочной проволоки
Поворачивайте ручку (1) настройки давления ролика сварочной
проволоки, чтобы отрегулировать давление ролика. Не следует
надавливать слишком сильно, так как это может привести к
блокировке электродвигателя и нарушения подачи. Следует ослабить
давление для обеспечения плавного скольжения при отсутствии
подачи проволоки. Затем медленно увеличивать давление до тех пор,
пока проволока не будет подаваться постепенно. При повороте ручки
по часовой стрелке давление увеличивается; при повороте ручки
против часовой стрелки давление уменьшается.
Page 13

полуавтомат. стр. 13
Инструкция по эксплуатации и техобслуживанию IGBT инверторный
Впускной газовой штуцер
Подсоедините газовый шланг к газовому баллону. Для различных
сварочных аппаратов используются различные газы.
Для сварки углеродистой стали используется углекислый газ (СО2) или
газовая смесь (80% аргона (Ar) + 20% углекислого газа (СО
)).
2
Для сварки нержавеющей стали используется газовая смесь (98%
аргона (Ar) + 2% углекислого газа (СО
)).
2
Для сварки алюминия используется чистый аргон (Ar 99,95%).
Отрегулируйте расход защитного газа (7-15 л/мин)
Сварка в среде защитного газа
Включите аппарат, загорится индикатор питания, и заработает
вентилятор. После установки сварочной проволоки, нажмите на кнопку
(7) быстрой подачи проволокии удерживайте ее в нажатом положении
до появления сварочной проволоки из наконечника. Для подачи
сварочной проволоки также можно нажать на кнопку пуска сварочной
горелки. Поверните ручку (4) регулировки силы тока для настройки
скорости подачи проволоки. Поворачивайте ручку (3) регулировки
напряжения для регулировки сварочного напряжения. Важно добиться
правильного соотношения между скоростью подачи сварочной
проволоки и сварочным напряжением.
2. Ручная дуговая сварка (MMA)
Подсоедините сварочные провода.
Нажмите и поверните кабель электрододержателя в разъем
подключения сварочного электрода (+ контакт), нажмите и поверните
кабель заземления в разъем заземления (- контакт). Подключите
зажим заземления как можно ближе к месту сварки.
Page 14

полуавтомат. стр. 14
Выходной ток(A)
Диаметр электрода(Φ,мм)
Толщина материала(мм)
20-50
1.0-2.5
1.0-2.0
50-130
2.5-3.2
2.0-4.0
130-180
3.2-4.0
4.0-8.0
≥180
4.0-5.0
8.0-10
Инструкция по эксплуатации и техобслуживанию IGBT инверторный
Настройте сварочный ток.
Поверните регулятор силы тока для установки желаемого значения.
Для оптимального режима подбора тока под толщину материала и
диаметр электрода воспользуйтесь таблицей ниже.
3. Аргонодуговая сварка TIG (только для модели
AW97PA222T)
Подсоединения сварочного кабеля, используемого для сварки TIG.
Подсоедините провод заземления (4) к выходому зажиму (+).
Подсоедините горелку TIG (3) к выводу заземления (-). Соедините
патрубок (2), подключенный к горелке TIG, с баллоном(1) (контактным
зажимом).
Сварка TIG
Page 15

полуавтомат. стр. 15
В наличии имеются держатели вольфрамового электрода двух
размеров: 1.6 мм и 2.4 мм. Установите в горелку TIG электрод нужного
размера. Откройте вентиль газового баллона, отрегулируйте подачу
газа. Поверните рукоятку клапана, расположенного в горелке TIG.
Появится характерный звук стравливаемого газа. В зависимости от
толщины детали, установите необходимую величину сварочного тока.
Подсоедините вольфрамовый электрод к детали, образуется
сварочная дуга.
Инструкция по эксплуатации и техобслуживанию IGBT инверторный
Техническое обслуживание оборудования
- Обслуживание аппарата может производиться только
квалифицированным персоналом сервисных центров.
Всегда отключайте аппарат и дожидайтесь остановки
вентилятора. Внутри аппарата существуют остаточные
высокие напряжения и токи, опасные для жизни.
Рекомендуется периодически снимать крышку аппарата и
продувать сжатым воздухом под небольшим давлением.
Одновременно проверяйте состояние контактов с
помощью изолированного инструмента.
Регулярно проверяйте кабели. Кабели должны быть без
трещин и порезов.
Избегайте попадания частиц металла внутрь аппарата, они
могут вызвать короткое замыкание.
Во время транспортировки и хранения сварочного аппарата
старайтесь беречь его от попадания влаги. Рекомендуется
хранить сварочный аппарат в сухом, хорошо
проветриваемом помещении и не подвергать его
воздействию повышенной влажности, коррозионноопасных газов и пыли.
После вскрытия упаковки рекомендуется снова упаковать
сварочный аппарат, если предполагается перевозить его к
месту работы или на хранение.
Гарантийные обязательства
На сварочный аппарат распространяется гарантия, согласно
сроку, указанному в гарантийном талоне.
Вы можете ознакомиться с правилами гарантийного обслуживания в
гарантийном талоне.
Page 16

полуавтомат. стр. 16
Инструкция по эксплуатации и техобслуживанию IGBT инверторный
Изготовлено в КНР.
Дата изготовления указана на упаковке.
 Loading...
Loading...