

Page 1

FDM Titan
User Guide
Version 1.9
™
Page 2

FDM Titan User Guide
Notice
The information in this document is subject to change without notice. This User Guide
is published for informational purposes only and the information so provided should
not be considered as all-inclusive or covering all contingencies. If further information is
required, Stratasys Inc. should be consulted.
STRA TASYS INC. MAKES NO WARRANTY OF ANY KIND WITH REGARD TO THIS
MATERIAL, INCLUDING, BUT NOT LIMITED TO, THE IMPLIED WARRANTIES OF
MERCHANT ABILITY AND FITNESS FOR A PARTICULAR PURPOSE. Stratasys Inc.
shall not be liable for errors contained herein or for incidental or consequential
damages in connection with the furnishing, performance, or use of this material.
This document is protected by copyright. All rights reserved. No p ar t of th is docum ent
may be photocopied, reproduced, or translated into another la nguage without the prior
written consent of Stratasys Inc. Printed in the USA.
Trademarks
•FDM Titan
Stratasys Inc.
•FDM
•Krytox
registered trademarks of their respective companies.
™
, WaterWorks™, Insight™, and Smart Canister™ are all trademarks of
®
and Stratasys® are registered trademarks of Stratasys Inc.
®
, Ultem® , Lexan® , TriGEL® , Windows NT® , and Windows 2000® are
© Copyright 2005
Stratasys Incorporated
14950 Martin Drive
Eden Prairie, MN 55344 USA
Tel: 1.800.937.3010 (US toll free)
952.937.3000 (local)
Fax: 952.937.0070
www.stratasys.com
Publication Number: 105135-0010
Publication Date: November, 2006
i
Page 3

FDM Titan User Guide
About the FDM Titan
Welcome to the FDM Ti tan™. This system incorporates the latest in innovative
technologies to provide you with precise prototypes from a CAD design. The
machine’s high-capacity oven, with a build envelope of 16 x 14 x 16 in. (406 x 355 x
406 mm), accommodates the building of large parts or numerous smaller parts.
Stratasys’ Fused Deposition Modeling (FDM) technology provides prototype parts,
including internal features, that can be used to test form, fit, and function.
With rapid prototyping, physical models of parts can be generated directly from CAD
in a matter of hours. The Titan features a servo/belt driven XY gantry with multiple
high temperature modeling material capability.
There are five major components that make up the Titan Modeling System:
• Insight Slicing Software
• A Computer Workstation (not sold by Stratasys)
• The Titan Modeling Machine
• Modeling Material
• Support Material
ii
Page 4

FDM Titan User Guide
About This Guide
This guide is your introduction to building prototypes using a Stratasys rapid prototype
system. Typically learning about a high-tech machine can be a long, difficult process.
But with this guide, you can make that learning process much easier. This guide was
designed as a learning and reference tool that explains system operation in a n easy to
understand, step-by-step, process. This guide is specifically written for controller
software version 2.4.0. Screen descriptions may be different for other versions.
How to Use This Guide
This guide is divided into easy-to-follow chapters. The tabs allow you to quickly and
easily find the information you want. You can read this user guide chapter by chapter
or use the tabs, Table of Contents, and Index when you need to quickly find specific
information. Keeping this user guide close to your system will efficiently allow you to
troubleshoot and maintain the system.
Conventions Used in This Guide
The following conventions are used in this guide.
• When you see text in italic, it indicates that this is a menu item that can be
selected from the Operator Panel Screen. For example, select Build Last Job.
• If you see text in BOLD CAPS it indicates that this is a key located on the
Operator Panel keypad. For example, From the Main Menu select Build Job and
press ENTER.
• If you see boxed blue text, it indicates that this information is being shown on the
Operator Panel Screen. For example:
Build Job..
>Operator Control..
Modeler Status..
Maintenance..
iii
|*Tips: Model T16
|* Support T16
Page 5

FDM Titan User Guide
Table of Contents
Notice
About the FDM Titan..........................................................................................ii
About This Guide.............................................................................................. iii
How to Use This Guide..................................................................................... iii
Conventions Used in This Guide...................................................................... iii
Service & Support
FDM Titan Service........................................................................................1 - 1
Software Support..........................................................................................1 - 1
Consumable Orders......................................................................................1 - 1
Safety Instructions........................................................................................1 - 2
Hazard Classifications...............................................................................1 - 2
Product Safety Signs.................................................................................1 - 2
Specific Safety Practices...........................................................................1 - 3
Guard Door Interlocks...............................................................................1 - 4
General Safety Practices ..........................................................................1 - 4
Setup & Installation
Preparing Your Facility for Installation ..........................................................2 - 1
Identifying Your Machine ........................... .... ...................................... .... .....2 - 1
Making the Network Connection...................................................................2 - 1
Making the Power Cable Connection ...........................................................2 - 2
Using the Main Circuit Breaker...................................... ...............................2 - 2
Using the Uninterruptible Power Supply (UPS)............................................2 - 2
Thermal Cut-Out Fuses................ .... ... ... ... ....................................... ... .........2 - 3
Initial Network Configuration (IP Address)....................................................2 - 4
Upgrading Software or Downloading a Code ...............................................2 - 5
Moving the Machine......................................................................................2 - 8
Machine Components
Accessing Machine Components .................................................................3 - 1
Opening the Hood................................ ... ... .... ... ....................................... ... .. 3 - 4
XY Gantry Assembly..................................... ... ... ... .... ... ... .........................3 - 4
i
Page 6

FDM Titan User Guide
Head Assembly............................................................................................3 - 5
Liquefier Tips and Slice Heights............................................................... 3 - 5
Head Buttons for Unplugging Tips............................................................ 3 - 7
Z Stage & Oven Components......................................................................3 - 8
Opening the Oven Door............................................................................ 3 - 8
Oven Lights............................................................................................... 3 - 9
The Platen .............................................................................................. 3 - 10
Moving the Head and Z Stage using “Move Relative”............................ 3 - 10
Lowering the Z Stage.............................................................................. 3 - 12
Material & Canisters
Materials Used in the Titan................................................... ... ... ... .... ... ... ... .. 4 - 1
Accessing the Canister Bays .......................................................................4 - 1
Canister Bay Components.. ... .... ... ... ... .... ... .......................................... ........4 - 2
Canister Bays ........................................................................................... 4 - 2
Canister Drive Levers............................................................................... 4 - 3
Interpreting the LED Indicators................................................................. 4 - 3
Waste Basket............................................................................................ 4 - 4
Canister Auto Changeover ....................................................................... 4 - 4
Smart Canister.......................................................................................... 4 - 5
Storing Canisters.......................................................................................... 4 - 5
Changing Canisters......................................................................................4 - 6
Installing a Canister.................................................................................. 4 - 6
Removing an Empty Canister................................................................. 4 - 10
Removing a Partially Used Canister....................................... ................ 4 - 10
Loading Material Filament to the Liquefiers............................................... 4 - 11
Unloading Material Filament from the Liquefiers........................................4 - 12
Purging Blue Material from Liquefier ...................................................... 4 - 13
Changing Material Type or Tips .................................................................4 - 14
Recovering From a Head Plug................................................................... 4 - 19
Moving the Head to the Head Service Bracket (Service Location)............4 - 21
Operating the Machine
Using the Operator Control Panel. ... ... .... ... ... ... .... ... ... ... ... .... ... ... ... .... ... ... ... .. 5 - 1
Keypad Button Descriptions ..................................................................... 5 - 2
Screen Symbols ....................................................................................... 5 - 3
Powering Up the Machine.......................... ... ... .... ...................................... .. 5 - 3
ii
Page 7

FDM Titan User Guide
Powering Down the Machine........................................................................5 - 4
Building a Job............... ... .... ... ... ... .... ... ... ....................................... ... ... .... ... .. 5 - 5
Before Building a Job................................................................................5 - 5
Selecting a Job to Build.............................................................................5 - 6
Warnings Before Job is Built.....................................................................5 - 7
Information Available While Building.........................................................5 - 7
Information Available If a Job Fails While Building ...................................5 - 7
Pausing or Aborting a Job.........................................................................5 - 8
After Building a Job....................................... ... ... ... .... ... ... ... .... ... ... ... .... ... ..5 - 8
Manually Removing Support Material..... ... .... ... ... ... ... .... ... ... ... .... ... ... ... .... ... .. 5 - 9
Removing Supports from a PPSF Part .....................................................5 - 9
Removing WaterWorks Support Material......................................................5 - 9
Working with the Job Queues.....................................................................5 - 10
Using the Maintenance Menu.....................................................................5 - 11
Changing the Modeler Default Values.....................................................5 - 11
User Placement on Platen ......................................................................5 - 12
Displaying Machine Status..........................................................................5 - 13
Finding the Temperature Status............................. .... ... ..........................5 - 13
Finding the Odometer Status..................................................................5 - 13
Finding the Material Status......................................................................5 - 14
Finding Your Machine’s Software Version...............................................5 - 15
Finding the Sensor, System, or UPS Status.................. ... ... .... ................5 - 15
Checking Air Pressure and Vacuum...........................................................5 - 16
Changing the Build Sheet...........................................................................5 - 16
Setting the Oven Temperature....................................................................5 - 17
Operating Insight
Starting Insight..............................................................................................6 - 1
Opening a .STL File in Insight .......................... ... ... ... .... ... ... ... ......................6 - 1
Selecting Modeler Setup Settings.................................. ...............................6 - 2
Configure Your Modeler ............................................................................6 - 2
Part Build Parameters...............................................................................6 - 4
Orientating the Part in the Build Envelope........................... .........................6 - 5
Slicing the Part.................................. ... ... ....................................... ... ... .... ... .. 6 - 5
Building Supports and a Base for the Part....................................................6 - 6
Saving the Job File.......................................................................................6 - 6
Creating Toolpaths.................................. ....................................... ... ... .... ... .. 6 - 6
Saving the Toolpath (.CMB file).................................................. ... ... ... .........6 - 6
iii
Page 8

FDM Titan User Guide
Flag Button Shortcut ....................................................................................6 - 7
Sending the Part to the Machine............................................................. ... .. 6 - 7
Insight Status................................................................................................6 - 8
Managing Parts in the Job Queue............................................................ 6 - 8
Monitoring the Part Build .......................................................................... 6 - 9
Viewing Information about Built Parts ........................................................6 - 10
Setting Up Remote Notification.................................................................. 6 - 11
Calibrating Liquefier Tips
Automatic Calibration................................................................. ... .... ... ... ... ..7 - 1
Manual Calibration.......................................................................................7 - 5
Maintaining the Machine
Maintenance Schedule..................... ... .... ... ... ... .... ... ... ... ... ............................8 - 1
Daily Maintenance Tasks .............................................................................8 - 2
Cleaning the Platen .................................................................................. 8 - 2
Cleaning the Waste Chutes and Waste Basket........................................ 8 - 2
Weekly Maintenance Tasks..........................................................................8 - 3
Vacuuming the Build Envelope.................................................................8 - 3
Monthly Maintenance Tasks.........................................................................8 - 3
Inspecting & Replacing the Tip Wipe Brushes.......................................... 8 - 3
Replacing the Silicone Wiper.................................................................... 8 - 3
Inspecting the Purge Ledge...................................................................... 8 - 4
Lubricating the XY Guide Rods ................................................................ 8 - 4
Lubricating the Z stage Lead Screws and Guide Rods ............................8 - 5
Quarterly Maintenance Tasks.......................................................................8 - 5
Cleaning the Vacuum System In-Line Filter and Jar................................. 8 - 5
Cleaning the Cone Sensor ....................................................................... 8 - 6
As Needed Maintenance Tasks....................................................................8 - 6
Platen Flatness Diagnostic....................................................................... 8 - 6
Replacing the Entire Tip Wipe Assembly.................................................. 8 - 6
Cleaning Exterior Machine Surfaces ........................................................ 8 - 7
Cleaning the Head Tray............................................................................ 8 - 7
Cleaning the Liquefier Tips....................................................................... 8 - 7
Replacing an Interior Lamp ...................................................................... 8 - 7
Troubleshooting
iv
Page 9

FDM Titan User Guide
Getting Help..................................................................................................9 - 1
Finding a Remedy.........................................................................................9 - 2
Index
Appendix A: PPSF Materials User Guide
Introduction to PPSF....................................................................................A - 1
Terminology .................. ... .... ... ... ... .... ... ....................................... ... ... ... .... ... . A - 1
Hazard Classifications............... ....................................... ... ... .... .................A - 2
Pre-Processing............. ... .... ... ... ... .... ... ... ....................................... ... ... .... ... . A - 2
Setting up PPSF in Insight (Version 3.5 or Later) ................................... A - 2
Titan Operation with PPSF..........................................................................A - 3
Switching to PPSF From Another Material.................................................. A - 3
Replacing the Tip .................................................................................... A - 3
General Operation with PPSF ..................................................................... A - 3
Removing PPSF_S Supports ......................................................................A - 4
Using the Support Removal Toolkit Items.................................................... A - 5
Tool Maintenance .................................................................................... A - 5
Support Removal Tool Kit ........................................................................ A - 6
Reheating a PPSF Part ...............................................................................A - 9
Reheating with the Titan Oven .............................................................. A - 10
Reheating with a Convection or Consumer Oven ........ ... ... .... ... ... ... .... .. A - 10
Reheating with Laboratory Ovens ................................... ... .... ... ... ... .... .. A - 10
Reheating with a Hot Air Gun ................................................................ A - 10
Material Safety Data Sheets (MSDS)........................................................A - 10
Material Abbreviations ........................... .... ... ... ... ................................... A - 10
PPSF Properties........................................................................................ A - 11
Mechanical Properties ..................... ... ... .... ... ... ... ... .... ... ... ... ....................A - 11
Thermal Properties .................................................................................A - 11
Physical Properties ................................................................................A - 11
Environmental Resistance ........... ... ... ... .... ... ... ... ....................................A - 11
Special Properties......................................................................................A - 12
Sterilization ......................................................... ................................... A - 12
Flame Test and Emissions Test ............................................................. A - 12
Finishing .................................................................................................... A - 12
Sealing/Adhesive .................................................................................. A - 12
Drilling and Sanding .............................................................................. A - 13
v
Page 10

Appendix B: UI Menu Structure
FDM Titan User Guide
vi
Page 11

FDM Titan User Guide Service & Support
Chapter 1
Service & Support
FDM Titan Service
If you have a problem with your FDM Titan™ that is not covered in this user guide,
please contact Stratasys Customer Support:
• Call (800) 801-6491 (7:00 a.m. to 5:00 p.m. C.T.)
• E-mail us at support@stratasys.com
When calling in for service, always have your machine’s software version (see
“Finding Your Machine’s Software Version” on page 5-15), and hardware serial
number available (see “Identifying Your Machine” on page 2-1). You may also need
access to your Insight workstation to provide a diagnostic file from your hardware.
Software Support
If you have a software problem that is not covered in this user guide, please contact
Stratasys Customer Support:
• Call (800) 801-6491 (7:00 a.m. to 5:00 p.m. C.T.)
• E-mail us at support@stratasys.com
When calling for support, please have your system’s serial number and software
version available.
Consumable Orders
If you need to order consumables for your FDM hardware, contact Stratasys
Consumable Orders by using one of the following methods:
• Call (800) 801-6491 (7:00 a.m. to 5:00 p.m. C.T.)
• Email us at consumables@stratasys.com
• Fax a copy of your request to Consumable Orders: +1.952.906.2727
When ordering consumables, always have your system’s serial number and software
version number available.
1 - 1
Page 12

Service & Support FDM Titan User Guide
Safety Instructions
Hazard Classifications
Stratasys recommends that all services be performed by qualified personnel. All
personnel working on or around this machine should be knowledgeable of what the
following hazard classifications mean throughout this guide.
CAUTION: Indicates a potentially hazardous situation which, if not
avoided, may result in minor or moderate injury.
WARNING: Indicates a potentially hazardous situation which, if not
avoided, could result in death or serious injury.
DANGER: Indicates an imminently hazardous situation which, if not
avoided, will result in death or serious injury.
Product Safety Signs
We make every effort to ensure that our machines are safe and reliable at all times.
However, there will be times when you must access areas of the machine where
potentially high voltages, hot temperatures, and/or moving mechanical components
could cause severe injury.
1 - 2
Note: Always read and adhere to safety statements, and be aware of the
following safety signs when you see them on the machine.
Personal Injury Sign. The personal injury sign indicates that you are
near moving mechanical parts, and severe personal injury is possible.
Always use extra care. Do not wear ties, loose clothing, or dangling
jewelry. Keep long hair tied up and away from any moving parts.
High Voltage Sign. The high voltage sign indicates the presence of
high voltages. Always stay away from any exposed electrical circuitry. It
is recommended that all jewelry be removed.
Page 13

FDM Titan User Guide Service & Support
Hot Surface Sign. The hot surface sign indicates the presence of
devices with high temperatures. Always use extra care when working
around heated components. Always wear the safety gloves and safety
sleeves provided in the Titan Startup Kit.
Note: Head temperatures in this machine can exceed 350° C (662° F).
Gloves & Sleeves–Required Sign. The gloves sign indicates that if
you enter the area specified by the symbol you must wear safety gloves
and sleeves approved for high temperatures (provided in the startup
kit).
Sharp–Object Sign. The sharp object sign indicates the presence of
sharp objects. Do not touch sharp objects as they may cause a loss of
body parts.
Crushed–Hand Sign. The crushed hand sign indicates that a hazard
exists where you could get your hand crushed between two objects.
One or more objects move in the area that you are working.
Specific Safety Practices
The following components and areas of the mach ine are highlighted as potential
safety hazards that may cause machine failure or reliability problems if proper safety
procedures are not followed.
Oven............... The oven temperature is extremely hot and controlled by a safety
thermal breaker that shuts the machine off when temperatures
reach 260° C (500° F).
Note: When you open the oven door, the heaters turn off.
WARNING: Always wear safety gloves and sleeves when working
inside the oven. Components are very HOT!
XY Gantry......... Beneath the top hood of the machine is the XY Gantry. This area
houses the mechanical drive components of the X and Y axes.
Use extreme caution whenever accessing this area of the
machine. The servo drive system, including the motors, pulleys
and belts are extremely powerful, and care must be taken.
1 - 3
Page 14

Service & Support FDM Titan User Guide
Note: These servo motors are disabled when the front door or top hood is
opened.
WARNING: Never wear a tie, loose clothing, or dangling jewelry. You
risk the possibility of severe injury.
The XY pinch hazard between the timing belts and pulleys is
minimized by locking the hood while building and disabling the
motors when the top hood is open.
Z Stage............. The drive belt, pulleys and Z stage servo motor can cause severe
injury. The Z stage crushing hazard is minimized by locking the
door during Z stage moves and disabling the Z motor when the
door is open.
DANGER: High voltage is present in the machine even if th e system is
Off and the power cord is unplugged. This is due to the
Uninterruptible Power Supply (UPS).
Guard Door Interlocks
The state of the oven door and hood can be detected by the interlock switches. For
safety reasons, the top hood and oven door must be closed when the X, Y and Z
motors are moving. The only exception to this is during the Z Stage Zero with Shim
Calibration procedure, shown on p age 7-5. During this calibration, the oven door must
be open while the tip is shimmed to the build sheet. Only movements of less th an 0.10
inches (2.45 mm) are allowed to minimize the safety hazard.
General Safety Practices
Abide by these general safety practices when working with this machine.
DANGER: Only use an OSHA or CE approved step stool when
accessing the area under the hood located at the top of the
machine.
WARNING: Always wear safety glove s and sleeves when working in the
oven or with the head or liquefier tips. These components
are very hot.
CAUTION: Always level the machine prior to operation. Improper
leveling could cause the door to swing closed while y ou are
working in the oven.
1 - 4
Page 15

FDM Titan User Guide Setup & Installation
Chapter 2
Setup & Installation
Preparing Your Facility for Installation
Follow the T-Class Site Preparation Guide to ensure that your facility is ef fectively and
safely prepared for the system to be installed.
Identifying Your Machine
Use the following two tags to identify your machine:
• Serial Number Tag. Refer to
this number when requesting
service.
• Model Tag. The model number,
the power requirements, and the
company’s address and phone
number are given on the tag. All
patent numbers associated with
the machine are listed on the
lower left part of the tag.
Both of these tags are located on the
back side of the machine near the
bottom. They are typically placed near the machine’s power connection. Use the
information on these tags when identifying your machine.
Model TagSerial Tag
Making the Network Connection
Processed job files are transferred to the FDM modeler
through your facility’s Ethernet network. An RJ45 network
connector is located in the lower left corner of the back
panel for the network connection.
RJ45
Connector
2 - 1
Page 16

Setup & Installation FDM Titan User Guide
Making the Power Cable Connection
This machine requires a high voltage connection, which is made be hin d the mach in e
near the bottom. High voltage is applied to the machine via a Delta connection.
Stratasys recommends that the power cable connection be made by a licensed
electrician. The main breaker must be off until a Stratasys Service Technician has
verified the connection. This machine is only provided with a Delta connection.
High Voltage Power Cable Connection
Main Circuit
Breaker
High Voltage
Power Cable
Connection
UPS Switch
Using the Main Circuit Breaker
If the machine encounters a high current surge, the main circuit breaker trips,
protecting the machine’s electrical and electronic components . The circuit breaker is
located behind the machine in the bottom right corn er. To place the machine back into
operation, you must reset the circuit breaker. This is done by pushing the circuit
breaker handle all the way down and then back up.
Using the Uninterruptible Power Supply (UPS)
The UPS unit is a battery standby system that supplies AC voltage to the processor
and cooling fans in the event of an AC voltage power loss. It does not run the entire
machine. You can access it from the back of the machine. In the event of an
overcurrent condition, the UPS is protected by a combination on/off switch and circuit
breaker located directly above the main breaker.
• It shuts itself off if power is not restored to the machine.
• If power is lost to the machine you may need to manually power the unit back up.
However, this should not be necessary unless the UPS has been manually turned
off. To regain power, hold the “On” button on the front of the UPS unit until a beep
is heard and/or LED lights appear.
2 - 2
Page 17

FDM Titan User Guide Setup & Installation
• The LED display shows the UPS status.
On/Off
(Hold in for 2 seconds to activate)
Mode Indicator Lights
Load Level Indicators
UPS 5125
The UPS also has the purpose of cooling the
system when power is lost or turned off. The
UPS keeps the blowers running to carry the heat
UPS
Switch
away from the heating elements. If the heating
elements are not sufficiently cooled at power-of f,
the thermal protection circuits may open. In
addition to the thermal protection circuits failing,
the machine may be damaged by high
concentrations of thermal energy.
WARNING: High voltage is present in the machine even if the power
cord is unplugged. This is due to the UPS.
On Button
Off Button
Reset Button
Note: See “Powering Up the Machine” on page 5-3 for more information.
Thermal Cut-Out Fuses
There are two thermal cut-outs installed on the machine. When a cut-out reaches its
set temperature, it opens, and power to the machine is removed. This is to prevent
damage to the machine and facility in case of an overheating condition. Contact
Customer Support if a thermal cut-out opens.
‘
Note: Allow the machine to cool down before unplugging the power cable to
prevent the oven cut-out from opening. If the cut-out opens, call
Customer Support.
2 - 3
Page 18

Setup & Installation FDM Titan User Guide
Initial Network Configuration (IP Address)
Before operating the machine, you must enter the IP, Netmask, and Gateway
addresses.
1. Power up the machine, as shown on page 5-3.
2. From the Ready screen, select Maintenance and press ENTER.
Build Job..
Operator Control..
Modeler Status..
>Maintenance..
3. Select Administration and press ENTER.
Modeler Default..
>Administration..
Reboot Machine..
4. Select Network Configuration and press ENTER.
>Network Configuration..
Receive Software Upgrade or Code..<E>
Field Service.. password:
5. Select IP and enter the address using the keyp ad. Press ENTER. You can use th e
DEL key to erase incorrect entries.
6. Select MASK (Netmask) and enter the address. Press ENTER.
| *Tips: Model T16
| * Support T16
7. Select GW (Gateway) and enter the address. Press ENTER.
>IP : [172.16.70.10]
MASK: (.none found)
GW : [172.16.100.1]
Note: See your system administrator if you do not know the IP, Netmask, or
Gateway address.
2 - 4
Page 19

FDM Titan User Guide Setup & Installation
Upgrading Software or Downloading a Code
The system’s software and unique code can be downloaded from an Insight
workstation. Only Insight v4.0 and later supports the code download process.
1. Verify that the machine is idle.
2. Place the machine in the Upgrade mode.
• From the Main Menu select Maintenance and press ENTER.
Build Job..
Operator Control..
Modeler Status..
>Maintenance..
•Select Administration and press ENTER.
Modeler Default..
>Administration..
Reboot Machine..
•Select Receive Software Upgrade or Code and press ENTER.
The machine is now ready to receive the new software upgrade or code from
the Insight workstation.
Network Configuration..
>Receive Software Upgrade or Code..<E>
Field Service.. password:
>Waiting for Software Upgrade or Code
Press MENU key to Cancel
| *Tips: Model T16
| * Support T16
3. To install a software upgrade:
Note: You will automatically be notified when a new upgrade file is available for
download. Download the upgrade file and follow this procedure for
installation.
• Open the Administration program.
• In the administration application, select the system to upgrade.
2 - 5
Page 20

Setup & Installation FDM Titan User Guide
• Click on the “Install new software to the modeler” icon button.
The administration software verifies that the system is in the Upgrade mode
and displays a File>Open dialog box.
• Navigate to the location of the upgrade file. Upgrade files (UPG) are
downloaded into the ‘Stratasys’ folder on your workstation.
Note: The default location for the ‘Stratasys’ folder is directly below the
‘Program Files’ directory. This location may be different on your
workstation depending upon choices made during pr evious software
installations.
• Select the Upgrade file (.UPG file) from the dialog box.
• Confirm that you want the download to begin and click Yes to acknowledge
that the machine will need to reboot. Downloading begins, a progress bar
appears showing you the downloading progress.
• Select “Reboot and Install Software Upgrade <E>” and press ENTER.
• Press ESCAPE on your keyboard to cancel the upgrade.
The system reboots and upgrades the file. The system is now in its normal
power up state. Log files and calibration files are preserved by the upgrade
installation process.
2 - 6
Page 21

FDM Titan User Guide Setup & Installation
4. To download a code:
• In the Insight administration application, select the system to upgrade.
• Click on the Setup button.
• Enter the code (case-sensitive) in the Setup code field.
• Click on the green check box to download the code.
Note: If you get an error message, you entered an invalid code. Click OK and re-
enter the code.
2 - 7
Page 22

Setup & Installation FDM Titan User Guide
The screen will now read:
>Install New Setup Code.. <E>
Press <ESCAPE> key to cancel
• Press ENTER. The system configures and the system powers up.
Moving the Machine
If you need to move the machine to a different location, use the following steps to
correctly move the machine.
1. Unload material filament from the liquefiers as shown on page 4-12.
2. Remove the material canisters as shown on page 4-6.
3. Lower the Z stage as shown on page 3-1.
4. Shut down power to the machine by pressing
the red power down button on the operator
panel. The blowers will operate for
approximately five minutes after power down.
Always allow the machine to complete this cycle
to avoid thermal damage to the machine.
CAUTION: Before unplugging the machine always make sure the oven
is cool to avoid blowing the oven thermal cut-out fuses.
5. Unplug the power cable from the power source.
WARNING: Power is present in the machine after the power cable has
been disconnected. This is due to the UPS.
6. Secure the Z stage and XY gantry:
• Open the four right and left doors by removing the three button-head torx
screws on each door.
• Grasp the Z stage drive belt and the lowe r Z st age until the en d plates r est on
the lower hard stops.
• On each end of the machine, wrap a large wire tie around the end plate and
the lower bearing mount plate.
• Pull the wire tie tight.
• Access the top hood using a small ladder. Open the top hood.
• Manually position the gantry in the left front corner of the XY table.
• Using several wire ties, secure the head to the frame.
Red Power
Down Button
2 - 8
Page 23

FDM Titan User Guide Setup & Installation
WARNING: Do not use the head service handle. Damage to the head
could occur.
• Close the side doors by replacing the
button-head torx screws.
7. Raise the leveling feet (near each caster)
by loosening the locknut on each foot.
8. Move the machine to its new location.
Note: If rolling the machine over any seams or bumps in the floor, do not roll on
casters, use a lifting device.
Locknut
CAUTION: If using a forklift to lift the machine, use it according to the
specifications in the Site Preparation Guide.
9. Lower the feet and lock them in place using the locknut.
10. Level the machine.
11. Cut the wire ties securing the Z stage and XY gantry.
12. Plug the power cable into the available power source.
2 - 9
Page 24

Setup & Installation FDM Titan User Guide
2 - 10
Page 25

FDM Titan User Guide Machine Components
Chapter 3
Machine Components
Accessing Machine Components
This machine has been designed with easy access to the most frequently accessed
areas on the machine. The areas you will need to open to access machine
components are:
• The top hood
• The oven door
• The two canister bay doors
• The side doors
Left Side Door
(Upper)
Left Side Door
(Lower)
Top Hood
Right Side Door
(Upper)
Oven Door
Right Side Door
(Lower)
Canister Bay
Doors
3 - 1
Page 26

Machine Components FDM Titan User Guide
T op Hood. Where the XY Ga ntry resides and allows access to the head assembly as
well as four cooling fans to cool the upper area of the XY Gantry and head area. The
two fans on the left draw cool air into the machine and the two fans on the right draw
warm air out of the machine.
WARNING: Turn the machine’s power OFF and disconnect the power
cable before removing any of the side doors.
DANGER: High voltage is present in the machine even if the system is
Off and the power cord is unplugged. This is due to the
Uninterruptible Power Supply (UPS). Make sure you follow
the correct shutdown procedures . See “Powering Down the
Machine” on page 5-4.
Right Side Door (Upper). Allows access to the right side Z stage components. There
are three button-head torx screws that you must remove before opening the door.
Oven Door. Allo ws access to the platen, built par ts, tip wipe asse mbly, and the upper
and lower waste chute.
Right Side Door (Lower). Allows access to some of the electronic bay components
such as the computer case, CD-ROM, vacuum pump, in-line vacuum filter, keyboard,
monitor connectors, and the vacuum system. There are three button-head torx screws
that you must remove before opening the door.
The vacuum pump generates a source of vacuum used to hold the build sheet to the
platen while a part is being built. The amount of vacuum being generate d by the pump
can be read using the vacuum gauge located above the waste basket. There is an inline vacuum filter to remove debris from the oven. See “Cleaning the Vacuum System
In-Line Filter and Jar” on page 8-5 for cleaning instructions.
Canister Bay Doors. Allows access to the four material canisters, vacuum gauge,
pressure gauge, canister levers, waste basket, canister LEDs, and storage space.
Left Side Door (Lower). Allows access to the air compressor, material drying
system, flow meter, and some electronics bay components. There are three buttonhead torx screws that you must remove before opening the door.
The material drying system consists of the components shown in the illustration below.
The air compressor forces dry air through the filament material tubes to keep the
filament dry. The compressed air is forced through a twin-tower regenerating dryer
where the air is dried to -40° F dew point. The dried air is diverted between two dryer
elements every 30 seconds.
Note: Dryer elements have an expected life of six to seven years.
3 - 2
Page 27

FDM Titan User Guide Machine Components
After being dried, the compressed air is controlled and measured by a regulator/
pressure gauge and flow meter, which is mounted above the waste bask et . We
recommend a setting of 36-40 psi. Any captured moisture or debris is fed through the
filament tubes and out the bottom of the machine. An air flow meter is mounted
directly below the air compressor.
Material Drying System
Air Pressure Gauge
Pressure Relief/
Adjustment Valve
Compressor
Located
behind
lower left
valve
Dryer System
Flow Meter located
behind lower left door.
Not operator
accessible.
Drain
Left Side Door (Upper). Allows access to the left side Z stage components. There
are three button-head torx screws that you must remove before opening the door.
WARNING: The access panels on the rear of the machine should only
be removed by a Stratasys Service Technician.
3 - 3
Page 28

Machine Components FDM Titan User Guide
Opening the Hood
Y o u can open th e hood, located on the top of the machine, to access the XY Gan try, Z
stage, and the Head. The hood has a mechanical switch and a continuous solenoid.
The hood is closed and locked (with the solenoid) while building (and during manual
gantry moves) and unlocked while paused or idle. This eliminates the need for an
Open Hood command.
Once the hood is opened the machine cannot be resumed nor can any manual move
command be sent until the hood is closed. To inform you of this, the screen will flash
Door not closed. Once the hood is closed, the screen will return to its previous state
and you will need to re-enter your last command.
XY Gantry Assembly
The Gantry maneuvers the head in the X and Y directions when building a part. The
XY Gantry assembly is located under the top hood of the machine. The entire gantry
is outside of the oven. Only the bottom of the head protrudes into the oven. The gantry
and its drive motors are thermally shielded from the oven via bellows.
To move the head, the XY gantry utilizes one X and one Y servo motor attached to
timing belts, as shown in the following figure.
X Axis Servo Motor Head Assembly
X Carriage Assembly
Y Axis Servo Motor
Y Carriage
Assembly
3 - 4
Page 29

FDM Titan User Guide Machine Components
Head Assembly
The Headworks head assembly has been designed for various materials. The board
inside the head provides direct heater and thermocouple control. The head extrudes
modeling material and support material with two identical liquefiers. The support
liquefier moves up and down via a solenoid.
Note: You must replace each liquefier tip and tube assembly when you load a
different type of material.
The liquefier tips are clamped directly between the heated block and liquefier clamp
block with two screws.
HeadWorks Head
H
e
a
d
W
o
r
Assembly
Liquefier Tips
(2 screws)
Liquefier Tips and Slice Heights
The head assembly uses a support liquefier tip
and a model liquefier tip. When building with
WaterWorks (WW), use the T12 WW tip for
support when using T10, T12, & T16 modeling
tips or use the T20 for support when using the
T20 modeling tip. The standard tip is used for
Break-Away Supports (BASS) and modeling
materials.
• There are five tips available:
- T10, T12, T12 WW, T16, & T20
Model Material
Liquefier Tip
Support Material
Liquefier Tip
3 - 5
Page 30
Machine Components FDM Titan User Guide
• Tips are a replaceable consumable item. To order tips, see “Consumable Orders”
on page 1-1. To ch ange tips, see “Changing Material Type or Tips” on page 4-14.
• When changing tips you will be guided through resetting the tip odometers.
• The user interface automatically prompts you to replace the tips. Changing tips
helps prevent plugs as well as maintain part quality. See “Finding the Odometer
Status” on page 5-13 for more information on viewing tip status.
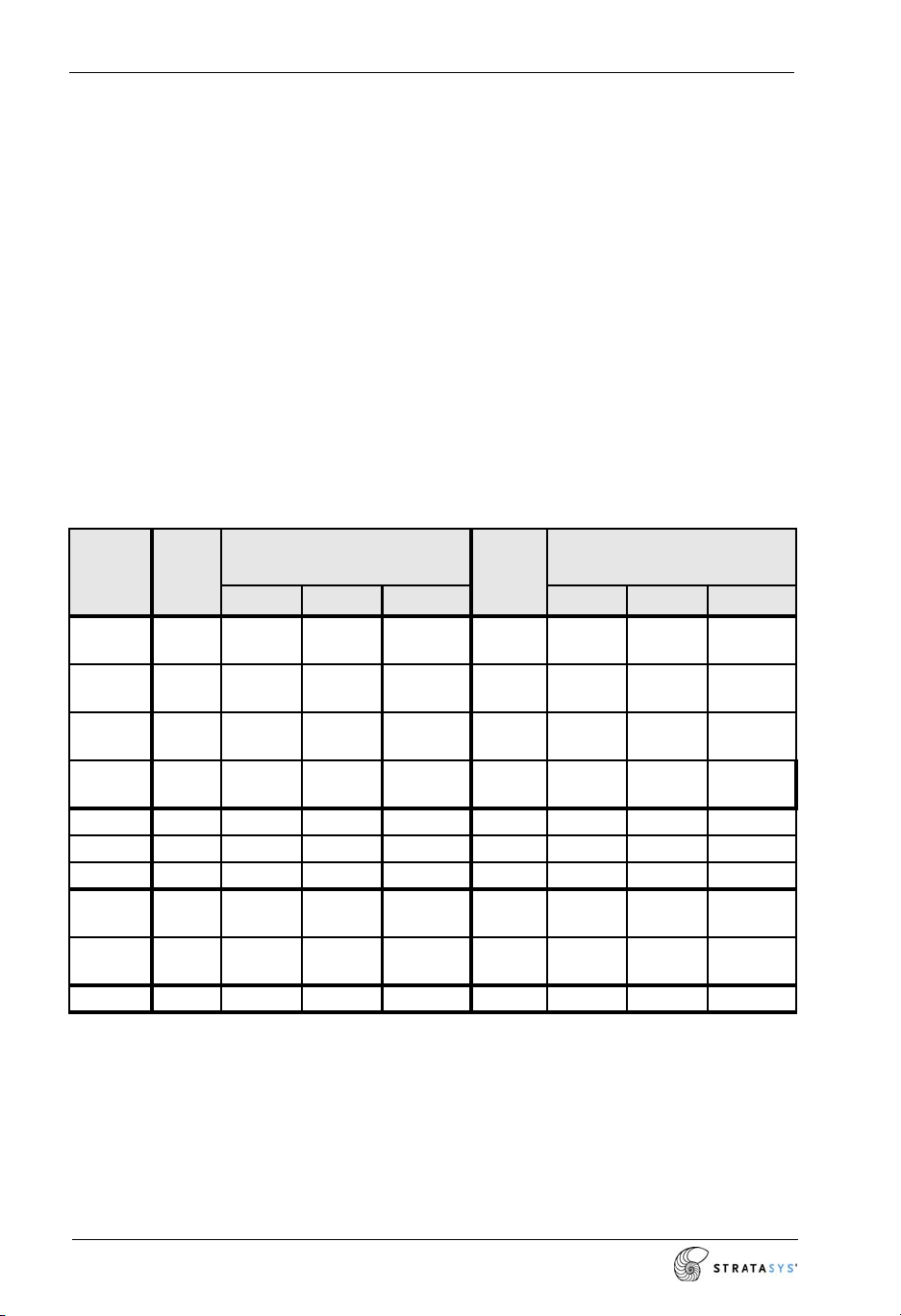
Tip Compatibility & Selection
Table 3-1 shows the available material, tips, and tip life for the Titan system.
Table 3-2 lists the slice heights for the three model tips.
If you are building with WaterWorks: use a T12 WW support tip with T10, T12, & T16
modeling tips (the T12 WW tip has a finned flange); use a T20 support tip with a T20
modeling tip.
The standard tip is used for Break-Away Supports (BASS) and model material. The
tips for the HeadWorks head are 3.045” (77.34 mm) long. See “Tip Identification” on
page 3-7 for more information.
Table 3-1: Material, Tips, and Tip LIfe
1
Model
Material Tip cu. in. cu. cm. Canisters Tip cu. in. cu. cm. Canisters
ABS &
ABSi
ABS &
ABSi
ABS &
ABSi
ABS &
ABSi
PC-ABS T10 270 4420 3.0 T12 WW 270 4420 3.0
PC-ABS T12 550 9010 6.0 T12 WW 550 9010 6.0
PC-ABS T16 830 13570 9.0 T12 WW 640 10550 7.0
PC &
PC-ISO
PC &
PC-ISO
PPSF T16 180 3010 2.0 T16 180 3010 2.0
*The same T20 Tip is used for Model Material and for WaterWorks Support Material.
1. ABS & ABSi model material requires ABS_SS support material (WaterWorks) - use T12 WW support
2. Tip Life is directly related to the amount of material that passes through the tip. The amounts listed
Model
T10 620 10160 6.5 T12 WW 540 8910 6.0
T12 770 12620 8.5 T12 WW 590 9730 6.5
T16 920 15080 10.0 T12 WW 640 10550 7.0
T20 920 15080 10.0 T20* 640 10550 7.0
T12 740 12060 8.0 T12 370 6030 4.0
T16 830 13570 9.0 T16 460 7540 5.0
tip with model tips T10, T12, & T16; use T20 Support Tip with T20 model tip.
PC-ABS model material requires PC-ABS_S support material (WaterWorks) & T12 WW support tip.
PC & PC-ISO model material uses PC_S support material. Support tip size will match model tip size.
PPSF model material uses PPSF_S support material. Support tip size will match model tip size.
above are approximates of how much material will pass through a tip before the tip will need to be
replaced. Because other factors can affect tip life, the material amounts are only approximates.
Model Tip Life
(Material Used)
2
Support
Support Tip Lifeb
(Material Used)
3 - 6
Page 31

FDM Titan User Guide Machine Components
Table 3-2: Slice Height
Model Tip Slice Height
T10 0.005 in. (0.127 mm)
T12 0.007 in. (0.178 mm)
T16 0.010 in. (0.254 mm)
T20 0.013 in. (0.330 mm)
Tip Identification
Standard HeadWorks tip
3.045” (77.34 mm)
T12 WW Headworks tip
T12 WW tip has
a finned flange
Head Buttons for Unplugging Tips
You can use the two buttons on the top of the head to manually unplug tips.
• The left button unplugs the
model liquefier.
• The right button unplugs the
support liquefier.
Each button has two functions:
• Depressing the right side of each
button moves the material forward.
• Depressing the left side of each button moves the material backward.
The head buttons are ONLY used when unplugging the head. The tip is brought up to
temperature the first time you press a head button. The buttons are only active after
performing the Unplug Tips command from the operator panel screen.
Manual Unplug Button
(model material)
Manual Unplug Button
(support material)
For more information, see “Recovering From a Head Plug” on page 4-19.
3 - 7
Page 32

Machine Components FDM Titan User Guide
Z Stage & Oven Components
The Z stage assembly moves the platen, located in the oven, u p or down. This is done
with two belt driven lead screws, which you can access by opening the upper doors on
each side of the machine. See “Accessing Machine Components” on page 3-1. The
majority of the left and right Z stage assemblies are mounted outside of the oven to
keep them away from heat.
Guide Rods
Lead Screws
Bearings &
Shafts
Platen & Build Sheet
• The platen and build sheet. They provide the build surface. Replace the build
sheet every time you build a new part.
• The tip sensor. The tip sensor is located on the right side of the platen. It
provides a reference point for calibrating the model and support tips into the
correct starting positions.
• Bearings, Drive Screws, and Shafts. These components are located on both
sides of the oven. They provide the structure for moving the platen up and down.
• Z Stage Servo Motor. This motor is mounted beneath the oven. It provides the
power to move the platen up and down.
• Drive Belt. The drive belt is located beneath the oven and synchronizes the
platen movement on both sides of the oven.
Tip Sensor
Z Stage
Servo Motor
Drive Belt
Opening the Oven Door
The Oven Assembly (also called the Oven Bay) includes the oven door and
everything that you see through the front door. This bay is where you build parts.
3 - 8
Page 33

FDM Titan User Guide Machine Components
There are two methods to open the oven door. The first and main method is to use the
Operator Panel command Unlock Door. This command is only available while the
machine is paused or in an idle state. Therefore you do not have access to this
command while the gantry is moving.
To unlock the oven using the Unlock Door command:
1. From the Main Menu select Operator Control and press ENTER.
Build Job..
>Operator Control..
| *Tips: Model T16
| * Support T16
Modeler Status..
Maintenance..
2. Select Unlock Door and press ENTER.
>Unlock Door <E>
Load/Unload Matl..
Change Tips/Matl..
| Calibrate..
| Temp Control..
| Move Head/Stage..
3. If the temperature is high, a warning screen may a ppear. Put on the safety gloves
and sleeves, provided in the Startup Kit, and press ENTER again.
The second method of opening the oven door is by
activating the machine’s mechanical switch, but this
requires a tool. To pop the door open, the solenoid
is momentarily fired by placing a slim rod into the
Oven Door
Interlock
Switch
oven release lever and pushing down. The interlock
disables the motors when the door opens.
Note: Once you open the door, machine operation cannot be resumed, nor can
you send a manual move command until closing the door. If you open the
door with the mechanical override during the build, the part will be lost.
Oven Lights
There are two incandescent oven lights mounted in the two front
upper corners of the oven. The lights are rated at 240 volts and
40 watts. There is a light switch on the keypad, which you can
use to manually turn the light ON or OFF. Before replacin g th e
bulb, you must remove the protective glass cover.
WARNING: Oven lights are hot! Do not touch without wearing
approved safety gloves.
3 - 9
Page 34

Machine Components FDM Titan User Guide
The Platen
The platen is the surface on which parts are built. A plastic build sheet is held to the
17” x 15” aluminum platen by the vacuum source. The platen has a waffle pattern
machined into the top surface. This allows vacuum to pull across the entire surface. A
silicone rubber o-ring, that runs around the perimeter of the platen, helps seal the
build sheet to the platen.
A debris screen is placed across the vacuum port, located at the center of the platen,
to prevent material particles from entering the vacuum lines.
Vacuum Port and
Debris Screen
Waffle Pattern
Silicone O-Ring
The platen is mounted to the Z stage cross beams with three adjustment screws. This
allows the platen to be leveled. The tip sensor (shown above) is used when
performing a Auto tip-to-tip calibration.
Tip Sensor
Moving the Head and Z Stage using “Move Relative”
To change the amount to move the Head and Z stage using Move Relative:
1. From the Operator Control Panel, select Operator Control and press ENTER.
Build Job..
>Operator Control..
Modeler Status..
Maintenance..
|*Tips: Model T16
|* Support T16
2. Select Move Head/Stage and press ENTER.
Unlock Door <E>
Load/Unload Matl..
Change Tips/Matl..
3 - 10
| Calibrate..
| Temp Control..
|>Move Head/Stage..
Page 35

FDM Titan User Guide Machine Components
3. Select Move Relative and press ENTER.
Move Head to Service Location <E>
Move Head to Center-Front Location<E>
Move Z Stage to Bottom <E>
>Move Relative..
4. Select Set Distance and press ENTER.
This toggles between 0.001, 0.010, 0.100 and 1.000 inches (0.01, 0.10 and 1.0
and 10 mm).
>Set Distance= 0.100 in <E>
*Move Head: +X <6> -X<4> +Y <2> -Y <8>
*Move Z Stage: +Z <9> -Z <3>
*Current: X: 0.000 Y: 0.000 Z: 0.000
Moving the Z Stage
To move the Z stage up or down, from the Operator Panel:
CAUTION: When moving the Z stage, be careful not to run it into the
head. When the Z stage g ets close to the t op, toggle the se t
distance to 0.010 (0.254 mm) or 0.001 inches (0.025 4 mm).
• Press <3> to move it up.
• Press <9> to move it down.
Moving the Head
To move the head left, right, back, or forward, from the Operator Panel::
• Press <4> to move it left.
• Press <6> to move it right.
• Press <2> to move it back.
• Press <8> to move it forward.
Note: The current position of the head and stage are displayed on the last line.
The current values are based on the following coordinate system. Z = 0.0
when the model tip is on the build sheet, X = 0.0 on the left side of the
oven, and Y = 0.0 at the front of the oven.
3 - 11
Page 36

Machine Components FDM Titan User Guide
Lowering the Z Stage
1. From the Operator Control Panel, select Operator Control and press ENTER.
Build Job..
>Operator Control..
Modeler Status..
Maintenance..
2. Select Move Head/Stage and press ENTER.
Unlock Door <E>
Load/Unload Matl..
Change Tips/Matl..
3. Select Move Z Stage to Bottom and press ENTER.
Move Head to Service Location <E>
Move Head to Center-Front Location<E>
>Move Z Stage to Bottom <E>
Move Relative..
|*Tips: Model T16
|* Support T16
| Calibrate..
| Temp Control..
|>Move Head/Stage..
3 - 12
Page 37

FDM Titan User Guide Material & Canisters
Chapter 4
Material & Canisters
Materials Used in the Titan
The Titan system is capable of using high strength polycarbonate material (PC and
medical grade PC-ISO); ABS, ABSi and PC-ABS - used with WaterWorks supports;
and Polyphenylsulfone (PPSF), which has the highest strength, heat, and chemical
resistance. See “Tip Compatibility & Selection” on page 3-6 to see tip/material
compatibility. Table 4-1 shows the material build temperatures.
Table 4-1: Material Build Temperatures
Material
ABS & ABSi 315° C (599° F) 95° C (203° F)
PC-ABS 330° C (626° F) 110° C (230° F)
PC & PC-ISO 390° C (734° F) 145° C (293° F)
PPSF 405° C (761° F) 225° C (437° F)
Note: All materials use the same canister type. Extrusion and oven
temperatures are automatically set by the modeler.
Maximum Extrusion
Temperature
Accessing the Canister Bays
1. To access the canister bays, press and release the
button on the front of each door . The button pops out.
2. Grasp the buttons and turn to pull the doors open.
Note: These doors are not equipped with any type of
safety interlock.
Maximum Oven
Temperature
4 - 1
Page 38

Material & Canisters FDM Titan User Guide
Canister Bay Components
The figure below shows the canister bay components:
Canister Drive Levers
Canister LED Indicators
Manual Oven Door Release Lever
Air Pressure Gauge
Vacuum Gauge
Waste Basket Location
Support Material Canisters
Model Material Canisters
Extra Storage
Canister Bays
The machine has a total of four individual canister
bays. The two bays on the left hold modeling
material and two bays on the right hold support
material. Stratasys recommends that you install a
canister in all four canister bays to ensure maximum
efficiency for the air drying system. If necessary, an
empty canister may be installed in an inactive bay.
While building, two of the four canisters are active.
An active canister has material filament loaded to
the liquefiers (green LED).
Note: Modeling canisters and support canisters CANNOT be mixed. For
example, when building with ABS material, BOTH model canisters must
be ABS and both support canisters must be ABS_SS.
Whether the machine is idle or building, you can replace inactive canisters without
pausing the machine.
4 - 2
Page 39

FDM Titan User Guide Material & Canisters
Canister Drive Levers
Each individual canister has a drive lever that is used
to activate the material drive block. The drive block
feeds the filament from the canisters to the liquefiers.
A drive block is located above each canister. The
drive block contains a small DC motor which drives
the filament up to the liquefiers. The drive block is
spring loaded and moves up and down on a guide
that is actuated via a lever on the front of the drive
block. The spring provides compression for the seal between the drive block and the
top of the canister’s plastic insert. Each drive block contains material sensors that
determine the presence of material.
Having a drive block near the canister allows
for continuous operation via automatic
unloading of the empty canister and reloading
of the new canister (Auto Change-Over). This
also allows you to use up the entire usable
material in the canister. The drive block drives
the material into the airtight Y-block, which routs the material from the two model or
two support canisters. There is also a port in the Y-block for the dry air source.
Dry Air Source
Y-Block
Drive Lever
Drive Block
Interpreting the LED Indicators
There are four colored LED indicators, one above each canister. Each LED indicator
is used to notify you of the canister’s current condition. They are defined as follows:
• Green – Steady. Material filament has been
loaded into the liquefiers. You cannot remove the
canister when the LED is a steady green.
• Green – Flashing. Filament has been fed into the
canister drive block but is not loaded into the
liquefiers. You can unload canisters if necessary.
• Red – Steady. The canister is empty. You can
unload the canister if necessary.
• Red – Flashing. The canister has a load failure or a smart-spool-chip read/wr ite
failure. You can unload canisters if necessary.
• Off. No canister is present, or the canister is present but the filament has not
been fed into the canister drive block.
LED
Indicator
4 - 3
Page 40

Material & Canisters FDM Titan User Guide
Waste Basket
The waste basket catches all the material that has been purged or wiped from the
liquefiers. The basket can be pulled out and emptied as needed.
Waste Basket
Location
Canister Auto Changeover
Auto Changeover allows you to leave a long part build unattended. When a n active
canister becomes empty, the machine is paused and the canister automatically
withdraws all material remaining in the tube into the empty canister. This is followed
by the full canister loading into the head, and the job is automatically resumed. No
interaction is required. Auto Changeover takes about five minutes. The machine will
resume building when finished.
• If you press the Pause key during an Auto Changeover, the machine will remain
paused after the changeover is complete. In that case, you need to select
Resume on the screen to continue building.
• While the changeover is taking place, the following message screen comes up.
* Auto Changing Material*
* On Model Head *
Please Wait ..........
Will indicate support if support side changing.
If an error occurs during the Auto Changeover process, the machine will remain
paused. You can press the HELP key to find the reason for the error. Once the error is
resolved you may select Resume on the screen to continue building.
4 - 4
Page 41

FDM Titan User Guide Material & Canisters
Smart Canister
The Smart Canister gives you the information
necessary to manage material resources and
maximize part build strategies for long,
unattended part builds.
Each canister contains an encoded chip that
tracks and reports the status of the material.
The status is displayed on the Operator
Control Panel screen and displays the:
• Typ e of material
• Estimated amount of material remaining
in each canister
When you send a .CMB file to the machine, the machine verifies that the material
selected is the same as the material in the canister. If not, the screen will display a
warning, allowing you to switch canisters or continue. In addition, the amoun t of model
and support material that is in the .CMB header will be compared with the amount of
material in each canister. If there is not enough material to finish the part, a warning
will be displayed giving you the option of replacing the canister before building a part.
Encoded Chip
(SmartSpool
Circuit)
Storing Canisters
The handling and storage of the filament in the canisters is extremely important to
ensure proper modeling conditions. Like most engineering plastics, the filament
absorbs moisture. Moisture causes poor model surface quality due to oozing.
Canisters still containing material filament must be sealed with the square foam
gasket, and the thumbwheel door must be closed. In addition, the plastic cap must be
on top of the insert to prevent moisture absorption. Store canisters in an upright
position, do not lay them flat.
Do not remove the plastic cap until you are ready
to preload the filament into the drive block. After
Cap
the filament is preloaded, and the canister door is
closed, the machine constantly purges any
moisture from the canister. If the thumbwheel
door is not closed, the filament will be damaged.
Each canister holds 92 in
The removable plastic cap and thumbwheel door
3
(1510 cc) of material.
Canister
provide an airtight seal for storage. The
individually sealed canisters are returnable and
refillable.
Note: Do not forget to re-insert the square foam gasket under the thumbwhe el
door, or to place the plastic cap over the filament exit after removing the
canister. In less than one hour, filament can absorb enough moisture
through an open cap to be unusable.
4 - 5
Page 42

Material & Canisters FDM Titan User Guide
Changing Canisters
Installing a Canister
To install a new canister (see figure on page 4-9):
1a. If the canister is new (or locking plug is still installed), peel back the foil tape on
the side of the canister.
1b. Remove and discard the locking plug.
1c. Reseal the canister hole with the reusable foil tape by
pressing it firmly against the can to establish an airtight seal.
2a. Pick up the canister by grasping the plastic insert. The plastic
insert acts as a handle as well as a guide for the material.
Rest the canister in the bay; do not fully push it in yet.
2b. Remove the plastic cap on top of the insert.
2c. Snap the plastic cap into the storage slot.
2d. Open the thumbwheel door on the front of the canister. If the
filament end is not bent, skip step 10.
3a. For first time use only, cut the filament below the bend so that
the filament end is flush with the top guide. The cut end m ust
be square.
3b. Close the thumbwheel door; do not remove foam center from
gasket yet.
4a. Push canister fully into canister bay.
Plastic Insert
4 - 6
Page 43

FDM Titan User Guide Material & Canisters
4b. Drop the filament drive mechanism down onto the canister by pulling out the
spring plunger. Verify that the filament drive is aligned with the filament exit and
completely sealed. The LED is off at this point. After about five seconds, the
smart spool chip is read and the drive block motor starts turning.
Pull spring plunger.
Block will drop and
engage pogo pins.
Thumbwheel
Filament in canister
5a. Open the thumbwheel door.
Preloading Filament into the Drive Wheels
5b. Feed the filament into the filament drive mechanism by pressing in and down the
the thumbwheel. Turn the wheel until you feel the filament drive motor pull the
filament.
4 - 7
Page 44

Material & Canisters FDM Titan User Guide
The filament only needs to be advanced 2 inches (50.8 mm) to re ach the
drivewheels. The filament advances through the filament tube until it contacts the
filament-present switch. The drive motor stops, and the LED turns to green
flashing. Filament is now “preloaded” into the canister drive.
Cassette Card
Filament Present Switch
Canister
Drivewheels
Pogo Pins
Turning thumbwheel
pushes filament end to
drivewheels
6a. Remove the square foam gasket on the inside of the thumbwheel door , as shown
on page 4-9.
6b. Stick the gasket onto the canister. The square foam gasket prevents the
thumbwheel from moving. The gasket must only be removed while the canister is
in the machine. The gasket should be replaced if storing a partially full spool.
6c. Close the thumbwheel door.
Do not discard the box or packing material. The box can be used to ship the
empty canister back to Stratasys for recycling.
4 - 8
Page 45

FDM Titan User Guide Material & Canisters
1a
Peel back
foil tape
1c
Carefully
re-seal foil tape
2b
Remove plastic cap
3b
Close Door
2d
Open door
3a
Cut filament below bend
(square cut)
2a: Rest canister in bay
(do not push fully in yet)
4a: Push canister fully into bay
4b: Drop filament drive
mechanism onto canister
5b
Advance filament
by turning rubber
thumbwheel
1b
Discard locking plug
5a
Open door
6c
Close door
2c
Store cap in slot
6b
Save square
foam center and
stick to canister
6a
Remove square
foam center from
door gasket
Repeat this procedure for the remaining bay(s). You can install canisters
simultaneously.
The canister will then be active (green LED):
• While building, one model bay and one support bay will be active.
• You can remove and replace canisters in the two inactive bays while building.
• Both the active model and support canisters must have filament preloaded to
the drive blocks to seal the Y-blocks.
4 - 9
Page 46

Material & Canisters FDM Titan User Guide
Removing an Empty Canister
You can remove an empty canister from the bay after it has run out of material or
when filament has been unloaded from the liquefiers.
To remove an empty canister:
1. Raise the drive block off the canister by lifting the drive block lever.
2. Pull the canister out of the bay.
There will be a piece of material approximately 2 inches (50.8 mm) in length that
extends beyond the filament exit hole. When removing an ABS soluble support
canister, this piece will break. Make sure it drops out of the drive block. If
necessary, remove the drive block inlet to remove this piece of material.
Note: Empty canisters will have a small volume of material left in them that is
not usable. This leftover material allows manufacturing tolerances and
ensures that Auto Changeover works properly.
3. Place the empty canister back into the shipping box.
Removing a Partially Used Canister
You can remove a partially used canister to change to a different material.
To remove a partially used canister:
1. Unload filament from the liquefiers as described on page 4-12.
2. After “Unload Complete” is displayed, open the thumbwheel door.
3. Re-insert the square foam gasket on the back of the thumbwheel door.
4. Close the door.
5. Raise the drive block off the canister by lifting the drive block lever.
6. Pull the canister out of the bay immediately (withi n ten seconds) and let the
filament empty freely.
Note: If you don’t remove the canister IMMEDIATELY, the filament will be forced
into the canister, making it unusable.
7. Cut the filament flush with the top of the plastic insert.
8. Remove the plastic cap from its storage location and place it over the filament
hole. This seals the material before placing it in storage. The canister drive runs in
reverse and material exits the drive block. Once the filament is no longer
detected, the canister-drive motor stops.
4 - 10
Page 47

FDM Titan User Guide Material & Canisters
Loading Material Filament to the Liquefiers
If you are changing to a different material type or changing tips, follow “Changing
Material Type or Tips” on page 4-14. Loading is done automatically through that
process. If you are loading ABS blue material, see “Purging Blue Material from
Liquefier” on page 4-13.
After preloading material filament to the drive block, the filament must be loaded all
the way up to the liquefiers. Only one canister of each material ca n be load e d at a
time. Loading material to the liquefiers is done in the Idle or Paused Mode only, not
while building.
To load filament to the liquefiers:
1. From the Main Menu, select Operator Control and press ENTER.
Build Job..
>Operator Control..
Modeler Status..
Maintenance..
2. Select Load/Unload Mtl.. and press ENTER.
Unlock Door <E>
>Load/Unload Mtl..
Change Tips/Mtl..
3. Select Load Material.. and press ENTER.
>Load Material..
Unload Material..
Material Status..
Unplug Tips..
4. Scroll to the desired material to load and press ENTER. The <E> indicates the
canisters that you can select.
|*Tips: Model T16
|* Support T16
| Calibrate..
| Temp Control..
| Move Head/Stage..
>M1L:PPSF 92.0 in3 (Ready)
M2L:PC 91.6 in3 <E> (Loaded)
S1L:PC_S 92.3 in3 <E> (Ready)
S2L:PPSF_S 41.4 in3 <E> (Ready)
• The head warms up to the material operating temperature (Automatic - base d
on SmartSpool data). This step also sets the oven temperature to the correct
value for the material being loaded.
4 - 11
Page 48

Material & Canisters FDM Titan User Guide
• The canister drive motor starts to feed filament to the liquefier tips, which
takes two to four minutes.
• When the filament gets to the drive wheels in the head, it is forced into the
liquefier tip and purges. After a successful load, the LED turns to steady
green. A complete load and purge cycle should take less than five minutes.
Unloading Material Filament from the Liquefiers
If you are changing to a different material type or changing tips, follow “Changing
Material Type or Tips” on page 4-14. If you are unloading ABS blue material, see
“Purging Blue Material from Liquefier” on page 4-13.
Unloading filament from the liquefiers is done in the Idle or Paused mode only, not
while building.
To unload the filament from the liquefiers:
1. From the Main Menu, select Operator Control and press ENTER.
Build Job..
>Operator Control..
Modeler Status..
Maintenance..
2. Select Load/Unload Mtl.. and press ENTER.
Unlock Door <E>
>Load/Unload Mtl..
Change Tips/Mtl..
3. Select Unload Material.. and press ENTER.
Load Material..
>Unload Material..
Material Status..
Unplug Tips..
|*Tips: Model T16
|* Support T16
| Calibrate..
| Temp Control..
| Move Head/Stage..
4 - 12
Page 49

FDM Titan User Guide Material & Canisters
4. Select the material to unload and press ENTER:
M1L:PPSF 92.0 in3 (Ready)
>M2L:PC 91.6 in3 <E> (Loaded)
S1L:PC_S 92.3 in3 (Ready)
S2L:PPSF_S 41.4 in3 (Ready)
• The head heats up to material temperature and the canister LED flashes
green.
• Once the necessary temperature is reached, the head drive motors and
canister drive motor turn in reverse. The material is pulled back from the head
about 4-6 inches (102-152 mm).
• The head temperature lowers to standby temperature and the canister LED
turns to green - flashing.
• At this point you can change the canisters. See “Changing Canisters” on
page 4-6 for more information.
Purging Blue Material from Liquefier
ABS Blue model material doesn’t fully purge from the liquefier after unloading the
material. When switching to another ABS color, the blue will bleed into the material
unless you purge (load) the material at least three extra times. If switching from ABS
Blue to another ABS material, you have three options:
• Replace the liquefier tip and reserve that tip for ABS Blue material only . Place the
tip and the tip odometer reading in a bag labeled “ABS Blue”.
• After loading the new material, load it three more times to fully purge the blue
material from the liquefier.
• Load the new material and allow the blue material to bleed into the new color.
4 - 13
Page 50

Material & Canisters FDM Titan User Guide
Changing Material Type or Tips
When changing the modeler from one type of material to another (e.g. PC to ABS), or
when changing tips, several steps must be taken to ensure that the system runs
properly.
To change material type or tips:
1. Remove the used build sheet from the platen.
2. Clean the oven and tip wipe assembly to prevent lower tem pera tu re ma teria l s
from melting in the machine.
3. Inspect the tip wipe brushes and flicker as shown on page 8-3.
4. From the Main Menu select Operator Control and press ENTER.
Build Job..
>Operator Control..
Modeler Status..
Maintenance..
5. Select Change Tips/Mtl.. and press ENTER.
Unlock Door <E>
Load/Unload Mtl..
>Change Tips/Mtl..
Calibrate..
6. Select Unload Model and Support and press ENTER.
>Unload Model and Support.. <E>
*2. Insert new canisters (if required)
*3. Install tips
Select Materials/Tips..
The head heats up to material temperature and the canister LED flashes green.
• Once the necessary temperature is reached, the head drive motors and
canister drive motor turn in reverse . The material is pu lled back from the head
about 4-6 inches (102-152 mm).
• The head temperature lowers to standby temperature and the canister LED
turns to green - flashing, which means you can now remove the canister(s).
7. If changing material type, change the canister s as sh ow n on page 4-6.
|*Tips: Model T16
|* Support T16
| Temp Control..
| Move Head/Stage..
4 - 14
Page 51

FDM Titan User Guide Material & Canisters
C
.
8. Choose Select Materials/Tips.
Unload Model and Support.. <E>
*2. Insert new canisters (if required)
*3. Install tips
>Select Materials/Tips..
Note: If you are changing to a different type of material, you must change the
tips.
9. Change the liquefier tips:
a. Open the top hood to obtain access to the liquefier tips.
CAUTION: Always use an approved ladder or step stool when working
with high components.
b. Loosen the two captive screws that secure the head to the gantry, and secure
the head in the service bracket with the two captive screws.
c. Evenly loosen, one-half turn at a time, the two captive screws that clamp each
liquefier in place, and remove the tips.
d. Place the new liquefier tips in the head and tighten the clamp screws in place,
one-half turn at a time. Install th e tips with the exposed portion of the tip shield
facing the front of the machine. See “Liquefier Ti ps and Slice Heights” on
page 3-5 for tip selection and material compatibility.
Incorrect:
Tip not fully
inserted into block.
orrect: Tip fully
inserted into block
Install the tip with the
exposed portion of the
tip shield facing the
front of the machine.
e. Place the head back in the machine. Tighten the two captive screws and
close the top hood.
4 - 15
Page 52

Material & Canisters FDM Titan User Guide
10. The top menu line on the screen shows the model and support material loaded
along with the status of each canister, shown inside the brackets. Select Review
Materials to Load.. to choose which filament you want to load.
Model M1 M2 S1 S2 Support
*M PC [R | * | * | R ] PC_S S*
>Review Materials to Load..
Select Tips <E> T12 T12
Reset Tip Odometers..
Inside brackets:
*=Selected to load
R=Ready to load
E=Empty bay
If slot is blank, filament not preloaded to drive block.
1 1. T o select a material, move your cursor to that line and press ENTER. The canister
status will be displayed to the far right of the screen. You can change your
selection or press MENU to continue.
>M1L:PPSF 92.0 in3 <E> (Ready)
M2L:PC 91.6 in3 (*Ready)
S1L:PC_S 92.3 in3 (*Ready)
S2L:PPSF_S 41.4 in3 (None.)
*Ready=Selected to load
Ready=Ready but not selected
None.=Filament not preloaded to drive wheels.
If you select materials that aren’t compatible, you will see the following screen
with an “Invalid Material Combo” message. Reselect the appropriate materials.
*M PC [R | * | * | R ] PC_S S*
>Review Materials to Load..
Select Tips !Invalid Material Combo!
Reset Tip Odometers..
12. Arrow down to Select Tips and press ENTER to toggle through the available types
of tips for the installed material.
13. Select Reset Tip Odometers.
*M PC [R | * | * | R ] PC_S S*
Review Materials to Load..
Select Tips <E> T12 T12
>Reset Tip Odometers..
4 - 16
Page 53

FDM Titan User Guide Material & Canisters
• Press ENTER for the odometer for each tip. If you are changing to a used tip
of a different size, you can enter the extruded volume or wipe count of the
used tip with the number keys and (.) keys before pressing ENTER. If any
parts remain on the build sheet, you must unlock the door and remove the
parts before continuing.
14. If user placement is ON:
• Arrow down to Select Calibration Part Position.. and press ENTER.
>Reset Model in3 <E> 633.5 ()
Reset Supp. in3 <E> 182.7 ()
Select Calibration Part Position..
Unlock Door <E> ! Part on Sheet
• Make the user placement selections. For more information see “User
Placement on Platen” on page 5-12. Then select Load and Calibrate..
Locate Part Start..
Demo Bounding Box <E>
>Load and Calibrate..
If user placement is OFF:
• Reset the odometers and then select Load and Calibrate..
>Reset Model in3 <E> 633.5 ()
Reset Supp. in3 <E> 182.7 ()
Load and Calibrate..
Unlock Door <E>
15. Select Unlock Door and insert a new build sheet. If switching to or from PPSF,
wait for the oven to stabilize before inserting the new build sheet.
* Waiting h:mm to stabilize *
** Actual 100 C Setpoint: 225 C **
>Unlock Door <E> | *
Calibrate Immediately <E>
The oven will stabilize. Oven stabilization times for the material you are running
are listed in Table 4-2.
4 - 17
Page 54

Material & Canisters FDM Titan User Guide
Table 4-2: Oven Stabilization Times
(in hours)
Material Type Being Installed
Current Oven Temp.
ABS & ABSI PC-ABS PC & PC-ISO PPSF
Room temp. 4 4 4 8
ABS/ABSI &
Auto Cool-Down
--- 4 4 6
PC-ABS 4 --- 4 6
PC & PC-ISO 4 4 --- 4
PPSF 6 6 4 ---
Once oven stabilization is complete, the system automatically does the following:
Note: The build sheet must be inserted with proper vacuum before the system
will continue.
• Performs Auto Z Zero calibration
* Auto Z Calibration Activity *
Please Wait ...
If the Auto Z Zero calibration fails, you need to run the Z Stage Zero with Shim calibration shown
on page 7-5. You then have to walk through the screens to get back to this step.
• Loads model and support material
*Loading. Please Wait...
* Current Setpoint
* Model : 234°C / 325°C
* Support : 234°C / 325°C
If model or support loading fails, manually load or unload the material shown on page 4-11 and
page 4-12. You then have to walk through the screens to get back to this step.
• Performs Auto Tip-to-Tip Calibration
* Tip to Tip Calibration Activity *
Please Wait...
If the Auto Tip-to-Tip Calibration fails, you can manually perform the calibration as shown on
page 7-9. You can manually build the calibration job shown on page7-1.
4 - 18
Page 55

FDM Titan User Guide Material & Canisters
• Builds the Calibration Job
*Job: Calibration Job (Building)
*Build Time: 0:04 hr of 0:08 hr
*PC 0.1 in3 PC_S 0.0
>Modeler Status.. 0.010 of 0.050 in
If the Calibration Job fails, you can manually build the calibration job shown on page 7-1.
Next you will check the Calibration Job for any tip offset corrections. See “Auto Z
Stage Zero Calibration” on page 7-1 for more information.
Recovering From a Head Plug
A head plug occurs when filament is no longer coming out of a liquefier tip and the
drivewheels are stalled or slipping on the filament.
CAUTION: Always use an OSHA or CE approved ladder or step stool
when accessing components that are too high to reach.
The head buttons can be used during the “unplug” procedure. They are active only
when performing the Head Buttons command on the operator control panel.
Some users may find it easier to use the Load Material screen and the Unload
Material screen instead of using the manual load/unload buttons on the head. See
“Loading Material Filament to the Liquefiers” on page 4-11 and “Unlo ading Material
Filament from the Liquefiers” on page 4-12 for more information. The same procedure
below is followed except the loading and unloading is done through the user interface
rather than the head buttons.
To recover from a head plug:
1. Move the head to the service location as shown on page 4-21.
2. Open the top hood.
3. Loosen the two head mount screws.
4. Loosen the two captive screws while holding the head in place, and place the
head in the service bracket. It will help to pull out some slack for the material tubes
and head cable to get the head on the bracket.
5. Clean out any excess material if necessary.
6. From the Main Menu select Operator Control and press ENTER.
Build Job..
>Operator Control..
Modeler Status..
Maintenance..
|*Tips: Model T16
|* Support T16
4 - 19
Page 56

Material & Canisters FDM Titan User Guide
7. Select Load/Unload Mtl.. and press ENTER.
Unlock Door <E>
>Load/Unload Mtl..
Change Tips/Mtl..
| Calibrate..
| Temp Control..
| Move Head/Stage..
8. Select Unplug Tips.. and press ENTER.
Load Material..
Unload Material..
Material Status..
>Unplug Tips..
***** Head Purge Buttons Activated *****
MODEL (0) Support (-2)
** Model Warming to 320° C (now 300° C) **
** Supp Warming to 190° C (now 190° C) **
9. Select the appropriate Unload Button to activate the liquefier. The temperature
status is displayed when the head button is momentarily pressed.
10. After the modeling temperature is reached, h old down the Unloa d Button u ntil the
material has been removed from the head’s drivewheels.
11. Remove the plastic material tube from the head fitting and hold down the “Load”
position until the damaged material protrudes from the tube. Snip the material
square and flush to the end of the tube and then re-install the tube into the fitting.
Note: If the material is backed up into the tube, use the Head button to advance
the material until it protrudes from the tube. Snip the material flush with
the tube and re-install the tube into the fitting.
12. Clean out the plug if necessary. Loosen the two liquefier clamp screws, one-half
turn at a time, and pull out the liquefier . Clean out as much of the plug from the
tube as possible (you may have to replace the liquefier), then replace th e liquefier
and re-clamp the screws one-half turn at a time.
13. If the liquefier tip was removed or replaced, run an Auto Z Stage Zero and Auto
tip-to-tip calibration.
14. Hold down the Load Button until the material loads and purges. The load
command from the load/unload menu may be used at this point.
15. Place the head back in the machine and tighte n the two head mount screws. Push
back the cable and material tubes if necessary.
4 - 20
Page 57

FDM Titan User Guide Material & Canisters
Moving the Head to the Head Service Bracket
(Service Location)
1. From the Main Menu select Operator Control and press ENTER.
Build Job..
>Operator Control..
Modeler Status..
Maintenance..
2. Select Move Head/Stage and press ENTER.
Unlock Door <E>
Load/Unload Mtl..
Change Tips/Mtl..
3. Select Move Head to Service Location and press ENTER.
>Move Head to Service Location <E>
Move Head to Center-Front Location <E>
Move Z Stage to Bottom <E>
Move Relative..
4. Open the top hood.
5. Loosen the two #8 socket head cap screws on the head.
6. Place the head in the service bracket by aligning it with the bracket pins.
|*Tips: Model T16
|* Support T16
| Calibrate..
| Temp Control..
|>Move Head/Stage..
7. Tighten one of the #8 socket head cap screws on the head.
4 - 21
Page 58

Material & Canisters FDM Titan User Guide
4 - 22
Page 59

FDM Titan User Guide Operating the Machine
Chapter 5
Operating the Machine
Using the Operator Control Panel
The Operator Control Panel consists of a four-line by 40 character display located on
the front right panel. A keypad is located just below the display. The Operator Control
Panel is easy to use and is menu driven.
Display Screen
Keypad
The operator control panel allows you to:
• Access material loading and unloading functions along with access to calibration.
• Open the oven door.
• Monitor machine functions like temperatures and spool status.
• Turn the machine’s power ON or OFF.
• Access the network configuration.
• Display the machine status.
• Access the job queue allowing you to change the build order.
• Access the sample job queue.
• Monitor the current mode of the machine (Building, Pause, Idle etc.).
• Monitor material status (type loaded and amount).
• Monitor job status (number of hours completed, number of hours total, current
build height and total build height, and the name of job currently being built).
5 - 1
Page 60

Operating the Machine FDM Titan User Guide
Keypad Button Descriptions
The Operator Control Panel has the following keypad buttons.
Button Description
Menu This button returns back one menu, unless stated otherwise. It also
returns you out of the Help system.
Up Arrow This button moves the cursor up one line at a time.
Down Arrow This button moves the cursor down one line at a time.
ENTER This button activates the selection made on the screen.
Dot <.> This button shows details of the current job selected in the queue on
the build job page, toggle between all jobs or just jobs for tip and
material configuration.
ESCAPE This button takes you to the Main Menu, unless noted.
LIGHT This button toggles the Oven Light ON or OFF.
PAUSE This button pauses the current job being built, you must use the
Resume Build command to resume build. To activate Pause, hold
button in for 2-3 seconds.
HELP This button displays Help information about the current menu being
displayed.
1 While in job queue, moves a job to the top of the queue.
2, 4, 6, 8 These buttons can move the axes: <6> (X right), <4>
(X left), <2> (Y back), <8> (Y front).
3, 9
These buttons can move the Z stage: <3> (Z up),
<9> (Z down).
9
DEL This button deletes items, such as a job in the job queue, the sample
5 - 2
When in job queue, copies the job to the sample queue.
queue, or other characters.
Page 61

FDM Titan User Guide Operating the Machine
Screen Symbols
The following screen symbols are used in the menu lines shown on the screen.
Symbol Description
<E> Tells you to push ENTER to execute the command line. The cursor “>”
must be on the same line.
<E>.. Tells you to push ENTER to execute command line. Also pushes you
into another menu.
".." Tells you that this line is a menu change. It implies that you may return
without executing a command.
":" Shows that this command line changes in value.
" = " Tells you that the value displayed in the command line is user
changeable.
" * " Indicates that this is a comment line. Symbol is shown at beginning of
line.
(!) When at the end of a line in the job queue or sample queue display it
means insufficient material available, wrong type of material, or wrong
tip installed. Select line and use (.) key to show further details.
" ! ! " Warning lines begin with this symbol.
C Tem pe r atur es ar e dis pla yed in Celsius only.
Powering Up the Machine
To power up the machine after it has been powered
down for a period of time:
1. Turn the machine on by pressing the flashing
green button located on the display panel.
Power up messages display on the screen.
FDM Titan Initialization
Vx.x.x
Please Wait
Note: If a built part remains in the machine, select Unlock Hood/Door <E>, and
remove the part from the machine. Install a new build sheet and close the
door.
2. Allow the oven to stabilize. See “Oven Stabilization Times (in hours)” on page 4-
18.
Power Up
Button
5 - 3
Page 62

Operating the Machine FDM Titan User Guide
3. Ve rify that the air pressure gauge, located above the waste basket in the canister
bay, reads between 36-40 psi.
4. Select AutoHome XYZ and press ENTER.
The machine will find the home position for the X, Y, and Z motions. This must be
done before any parts can be built.
* FDM Titan *
>AutoHome XYZ <E>
Unlock Door <E>
* Homing XY Gantry and Z Stage*
Please Wait...
* Press <ESCAPE> to Abort Homing*
Note: If a built part remains in the machine, select Unlock Door <E>, and remove
the part from the machine. Install a new build sheet and close the door.
Powering Down the Machine
To power down the machine press the red button
below the display screen:
• The oven lights go off.
• After a couple minutes, a series of shutdown
messages flash on the screen.
• The screen will show: It is now safe to turn off
your machine.
• After a few minutes, the green light on the panel will flash steadily.
- Always wait five minutes before powering the machine on again.
- If you unplug the machine, the head and oven blowers on the machine
will continue to operate off the UPS for approximately five minutes. The
only way to turn the blowers off is to turn the UPS off.
CAUTION: It is not recommended to turn the blowers off prior to the
five minute time-out as damage to the machine may result.
WARNING: High voltage is present in the machine even if the power
cord is unplugged. This is due to the UPS.
Power Down
Button
5 - 4
Page 63

FDM Titan User Guide Operating the Machine
Building a Job
Before Building a Job
Before you build a job, you must first send the file to the machine from Insight. Jobs
are sent in a CMB format and placed in the queue on the machine’s hard drive . The
header of the .CMB file contains basic job information (material type and amount, tip
size, etc.) that can be used to verify compatibility with the machine. See “Operating
Insight” on page 6-1 for more information.
The following items must be completed prior to building a job:
a. Machine must be powered up.
b. If the machine has not been calibrated since new tips were installed, run an
Auto Z Stag e Zero calibration and an Auto Tip-to-Tip calibration.
c. The active model and support canister bays must have filament loaded to the
liquefiers (steady green LED).
d. The loaded filament should match the material in the .CMB file (the screen
warns you if materials do not match, but allows you to override and continue).
Change material type if necessary, as shown on page 4-14.
e. Remove any previous jobs and change the build sheet.
f. Verify that the correct build sheet is properly installed. See “Changing the
Build Sheet” on page 5-16.
g. Verify that the vacuum gauge reads -15 Hg or higher. The job will not start if
the vacuum level is not adequate. See “Checking Air Pressure and Vacuum”
on page 5-16.
h. Verify that the tips and brushes are clean.
i. Verify that the waste basket is not full.
j. Allow the oven temperature to stabilize. See “Oven Stabilization Times (in
hours)” on page 4-18.
k. At this time you can also change the modeler default values and oven
temperature settings:
Modeler Default Values: Display units and User Placement on Platen.
If user placement on platen is ON, the machine will automatically perform an Auto
Z Stag e Zero calibration before the job st art s. See “User Placement on Platen” on
page 5-12 for more information.
Oven Temperature Settings:
See “Setting the Oven Temperature” on page 5-17.
5 - 5
Page 64

Operating the Machine FDM Titan User Guide
Selecting a Job to Build
1. From the Main Menu select Build Job and press ENTER.
>Build Job..
Operator Control..
Modeler Status..
Maintenance..
2. Select from one of the following:
• Build Next Job, Build Last Job, Show Job Queue, or Show Sample Job Qu eue
>Build Next Job: motor housing <E>
Build Last Job: rotor <E>
Show Job Queue.. (6 Jobs)
Show Sample Job Queue..
* Job: motor housing (Building)
* Build Time: 0:01 hr of 0:02 hr
* ABS 0.1 in3 ABS_SS 0.1 Mode:Normal
* Modeler Status.. 0.010 of 0.950 in
|*Tips: Model T16
|* Support T16
Building the Next Job
After a job has been built, use the following steps to build the next job:
1. Remove the part(s) from the oven and change the build sheet.
2. Verify that the vacuum gauge reads -15 or higher.
3. From the Main Menu select Build Job and press ENTER.
4. Select Build Next Job and press ENTER. The platen moves into position, the
head heats up, material purges, and the head performs a tip wipe.
Building the Last Job
To build the last job that was built:
1. From the Main Menu select Build Job and press ENTER.
2. Select Build Last Job and press ENTER.
The previous job built by the machine will show on the screen. If no previous job
was built, the screen will show No Previous Job.
Building a Specific Job in the Queue (Show Job Queue):
1. From the Main Menu select Build Job and press ENTER.
2. Select Show Job Queue and press ENTER.
5 - 6
Page 65

FDM Titan User Guide Operating the Machine
3. Select the part to build and press ENTER. For more information on the job queue,
see “Working with the Job Queues” on page 5-10.
Building a Sample Job in the Queue (Show Sample Job Queue)
1. From the Main Menu select Build Job and press ENTER.
2. Select Show Sample Job Queue and press ENTER.
3. Select the part to build and press ENTER. For more information on the sample job
queue, see “Working with the Job Queues” on page 5-10.
Warnings Before Job is Built
If you see the following warning screen, one or more of the conditions is preventing
the part from being built. See the following text on how to correct the condition(s):
>Replace Worn Model Tip..
Model Canister to ABS..
Change Support Canister to ABS_S..
Need both canisters present..
Need More Model Mat’l ( 9.1 more)..
Need More SUPPORT Mat’l ( 8.2 more)..
Model / Support Mat’l Incompatibility..
Replace Model tip with T12..
Replace Support tip with T12..
Vacuum not present - Please check build sheet Continue..
To correct the condition(s):
a. Select the condition and press ENTER.
b. Perform the action required. The job will continue once you properly fix the
condition. You can press MENU several times to return to the warning screen.
Note: “Continue..” may be selected to bypass warnings and continue to build a
job, but this is not recommended. If a warning cannot be removed,
contact Customer Support.
Information Available While Building
The following information is available while building a job:
• The elapsed and estimated build time are displayed in hours and minutes.
• The material types and amounts to build are displayed on the third line.
• The current and final Z height of the job is displayed to the right of the last li ne.
Information Available If a Job Fails While Building
If a job fails, you can determine the last layer built. From the system interface choose:
Modeler Status > Machine State > System Status
5 - 7
Page 66

Operating the Machine FDM Titan User Guide
Pausing or Aborting a Job
You can only pause the machine while building a job, in the following two ways:
• Automatically (canister runs out of material, failure detected, etc.)
• Manually from the operator panel
Note: If an Automatic pause occurs, press the HELP key to view the cause.
When the machine is paused, the current tool path is completed, the Z stage is
lowered slightly, and the head is parked. The word (Building) in the upper right hand
corner of the building screen changes to (Pausing) after the Pause key is pressed.
You must hold down the Pause key for 2-3 seconds for the pause to activate.
* Job: clip4
>Resume Build <E>
Modeler Status..
Operator Control..
Once in Pause mode, you can make the following selections:
• Resume Build. Continues building the part. The screen will display “Can’t
Resume (Help)” if the door or hood is open, or if vacuum is not present.
• Modeler Status. View the Job Status (time, amount of material used, job name,
etc.) and Canister Status (material type and amount left on canisters).
• Operator Control. Unlock the hood and door, clean tips, change materials
(including load/unload and canister insertion and removal), and move the head
and the Z stage.
• Abort Job. Aborts the current job.
• Auto-Cool. The auto-cool down setting can be changed for the current job only.
The mode can be toggled to OFF or AFTER. The Auto-Cool Down settings made
in Operator Control>Temp Control will control the next job.
(Paused)
| Abort Job..
| Auto Cool: OFF
After Building a Job
After the current job has been built, the following machine actions take place:
• The Z stage is lowered and the head is parked.
• If Auto Cool-Down is on, the oven automatically cools to the standby temperature.
See “Setting the Oven Temperature” on page 5-17 for more information.
• The screen displays Done, and asks you to remove the job. If the part is
terminated abnormally, press HELP to list the reason for the termination.
Perform the following steps:
1. If Auto Cool-Down is active, allow the oven to cool to the standby temperature
before removing the part.
5 - 8
Page 67

FDM Titan User Guide Operating the Machine
2. Remove the part from the machine.
• Open the oven door.
• Remove the build sheet from the platen.
• Carefully peel the part off of the build sheet. If the part does not peel easily,
use the metal scraper included in your Startup Kit to carefully pry off the part.
CAUTION: Surfaces in the build chamber will be very hot. Wear safety
gloves and sleeves when inside the oven.
Note: The build sheet is intended to be discarded after one part build. DO NOT
FLIP OVER A USED BUILD SHEET TO PLACE ON THE MODELING TABLE.
Any material residue on the sheet could adhere to the modeling table or
clog or interfere with the vacuum.
3. After removing the part, press ESCAPE to return to the Main Menu.
• The Build Job screen allows you to repeat the last job or start a new job.
• If Auto-Cool Down is on, the oven will automatically cool down to the standby
temperature. See “Setting the Oven Temperature” on page 5-17.
4. If you’d like to remove the supports at this time, see the next two headings.
Manually Removing Support Material
PC material only uses break-away supports, called BASS, which need to be removed
manually. Wearing safety gloves, carefully peel the part off of the build sheet. If the
part does not peel easily, use the plastic scraper included in your Startup Kit to pry the
part off of the build sheet.
Carefully remove the support material. The support material should break away fairly
easily. If necessary, use a needle nose pliers, probes, Exacto knife, or a pick to
remove the supports, especially for sections of the part that are fragile or thin.
Removing Supports from a PPSF Part
See the PPSF Materials User Guide in the Appendix on page 4-1.
Removing WaterWorks Support Material
WaterWorks is used with ABS and PC-ABS material. After building a part, you can
remove supports using a solution of water and WaterWorks soluble support material
along with either an Ultrasonic or Circulation tank. After the tank is prepared, the part
is placed into the tank with the correct a mount of conce ntrate added to it, and the t ank
is set to the correct temperature.
For more information on WaterWorks, refer to the WaterWorks User Guide located on
Stratasys’ Customer Extranet.
5 - 9
Page 68

Operating the Machine FDM Titan User Guide
Working with the Job Queues
The job queue contains files downloaded from Insig ht. The sample job queue cont ains
files that are helpful for testing the machine.
To view the jobs in the queues:
1. From the Main Menu select Build Job and press ENTER.
>Build Job..
Operator Control..
Modeler Status..
Maintenance..
2. Select Show Job Queue or Show Sample Job Queue and press ENTER.
The total number of jobs currently in the queue is displayed at the end of the line.
Build Next Job: motor housing <E>
Build Last Job: rotor <E>
>Show Job Queue.. (6 Jobs)
Show Sample Job Queue.. (jobs for cfg)
a. Show Job Queue menu:
• A total of four jobs can be displayed at once with the following op tions:
• Press the arrow keys to select a job and to scroll down or up if more than
four jobs are in the queue.
• Press the Enter key to build the selected job.
• Press the (.) key to show the details of the selected job.
• Press 1 to move the selected job to the top of the queue.
• Press DEL to delete the selected job from the queue.
For the Sample Job Queue the (DEL) key does not delete pre-installed
sample job files.
• Press 9 to copy the job to the sample queue (job queue only).
|*Tips: Model T16
|* Support T16
>1) motor housing <E> 5:23 hr
2) rotor <E> 121:45 hr
3) stand <E> 15:12 hr
a. Show Sample Job Queue menu:
• A total of four jobs can be displayed at once with the following op tions:
• Press the arrow keys to select a job and to scroll down or up if more than
four jobs are in the queue.
• Press the Enter key to build the selected job.
5 - 10
Page 69

FDM Titan User Guide Operating the Machine
• Press the (.) key to toggle between (jobs for cfg) and (all jobs). Jobs for
cfg displays jobs appropriate for the installed materials and tips. All jobs
displays all sample jobs regardless of installed materials and tips.
• Press DEL to delete the selected job from the queue. You cannot delete
pre-installed sample job files.
>1) motor housing <E> 5:23 hr
2) rotor <E> 121:45 hr
3) stand <E> 15:12 hr
Using the Maintenance Menu
Changing the Modeler Default Values
1. From the Main Menu select Maintenance and press ENTER.
Build Job..
Operator Control..
Modeler Status..
>Maintenance..
2. Select Modeler Default and press ENTER.
>Modeler Default..
Administration..
Reboot Machine..
Measure Flatness <E>
3. Select one of the following:
• Display Units. Inches or metric can be selected.
• User Placement on Platen. “Yes” or “No” can be selected.
> Display Units = in (Inches) <E>
User Placement on Platen: No
New Style Calibration Part: Yes <E>
|*Tips: Model T16
|* Support T16
5 - 11
Page 70

Operating the Machine FDM Titan User Guide
User Placement on Platen
If User Placement is set to NO (default), the part will build in the center of the platen.
If User Placement is set to YES, you can change the position of the front-left hand
corner of the part’s bounding box. After the pre-part checks are complete, the head
will move to the front-left corner of the bounding box as if the part was centered on the
platen.
• Selecting Demo Bounding Box <E> and pressing ENTER will cause the head to
move along the bounding box outline of the currently selected starting location.
• Selecting Continue.. and then pressing ENTER accepts the currently selected
starting location and builds the part.
• To change the starting location select Locate Part Start.. and press ENTER.
>Locate Part Start..
Demo Bounding Box <E>
Continue..
In the Locate Part Start menu:
• Selecting the 2, 4, 6, or 8 key moves the head in the –y, -x, +x and +y directions
respectively.
• Selecting the 0 or 1 key selects Coarse or Fine and move s the selection ind i cato r
accordingly.
•Pressing ENTER selects the current head position and the new starting location
(lower left hand corner) for the next part.
• Select MENU to return to the menu above.
The up and down arrows have no effect when this menu is displayed.
* * * Use the 2, 4, 6, 8 Keys * * *
Press 1: Coarse Moves: 1.000 in
>Press 0: Fine Moves: 0.100 in
* * * Press ENTER to Set New XY Start * * *
Auto Z Stage Zero at Part Start
Depending on the user placement settings, an Auto Z Stage Zero will be done
automatically:
• If user placement is ON, an Auto Z Stage Zero will be done at each p art st art near
the center of the bounding box.
• If user placement is OFF, an Auto Z Stage Zero will be done after powering on the
machine, or after switching user placement to ON. It will also be performed if the
oven temperature is unstable during a six-hour time frame before a part is built.
The Auto Z Stage Zero will be done near the center of the platen.
5 - 12
Page 71

FDM Titan User Guide Operating the Machine
Displaying Machine Status
The user interface shows you the following statuses of the machine.
• Temperature Status
• Odometer Status
• Material Status
• Machine Software Version
Finding the Temperature Status
To find the current temperature and the setpoint temperature for the oven and both
liquefiers:
1. From the Main Menu select Modeler Status and press ENTER.
Build Job..
Operator Control..
>Modeler Status..
Maintenance..
2. Select Temperatures and press ENTER.
The current and setpoint temperatures are displayed.
>Temperatures..
Material Status..
Tip Status..
Machine State
* Current Setpoint
* Oven: 78° C / 80° C
* Model: 198° C / 200° C
* Support: 301° C / 300° C
|*Tips: Model T16
|* Support T16
Finding the Odometer Status
The software has the following two odometers that track the total amount of material
extruded for the liquefier tip since it was last replaced:
• Model Tip Odometer
• Support Tip Odometer
5 - 13
Page 72

Operating the Machine FDM Titan User Guide
To view the tip odometers:
1. From the Main Menu select Modeler Status and press ENTER.
Build Job..
Operator Control..
|*Tips: Model T16
|* Support T16
>Modeler Status..
Maintenance..
2. Select Tip Status and press ENTER. The current status of the tips is displayed.
Temperatures..
Material Status..
>Tip Status..
Machine State
* Mat’l amount
*Model tip : 0.0 in3
*Support tip : 0.0 in3
*Tips: Model <T16> Support <T16>..
Finding the Material Status
You can find the current status of each of the four canisters, including material type
and the volume of material.
1. From the Main Menu select Modeler Status and press ENTER.
Build Job..
Operator Control..
>Modeler Status..
Maintenance..
|*Tips: Model T16
|* Support T16
2. Select Material Status and press ENTER. All active canisters are shown.
Temperatures..
>Material Status..
Tip Status..
Machine State
** Model 1: PC 56.4 in3 (Loaded)
* Model 2: in3 (None)
** Support 1: PC_S 21.4 in3 (Loaded)
* Support 2: in3 (None)
Type of Material
Remaining
Volume
Status of each: None, Ready,
Loaded, At Head, Empty,
Misloaded, No Read
* Only active canisters are displayed (canisters feeding filament to the liquefiers).
5 - 14
Page 73

FDM Titan User Guide Operating the Machine
Finding Your Machine’s Software Version
1. From the Main Menu select Modeler Status and press ENTER.
Build Job..
Operator Control..
>Modeler Status..
Maintenance..
2. Select Machine State and press ENTER to see the current software version.
Temperatures..
Material Status..
Tip Status..
>Machine State
Sensor States..
System Status..
UPS Status..
>Titan v2.x.x
|*Tips: Model T16
|* Support T16
Finding the Sensor, System, or UPS Status
1. From the Main Menu select Modeler Status and press ENTER.
Build Job..
Operator Control..
>Modeler Status..
Maintenance..
|*Tips: Model T16
|* Support T16
2. Select Machine State and press ENTER.
Temperatures..
Material Status..
Tip Status..
>Machine State
3. Select Sensor, System, or UPS Status and press ENTER.
>Sensor States..
System Status..
UPS Status..
Titan v2.x.x
5 - 15
Page 74

Operating the Machine FDM Titan User Guide
Checking Air Pressure and Vacuum
1. Open the canister bay doors.
2. Check the air pressure gauge (right). Readings should be 36-40 p si. If the reading
is not close to this, call Customer Support for further instruction.
3. Check the vacuum gauge (left). The gauge should read -15 Hg or higher. If the
gauge does not read correctly, call Customer Support for further instruction.
The machine will not start a job without adequate vacuum pressure. If a loss of
vacuum occurs during a job, the machine will pause.
Changing the Build Sheet
Always use a new build sheet when building a job:
Note: Using build sheets not provided by Stratasys may impact part quality and
machine reliability.
Note: The build sheet is intended to be discarded a fter one part build. DO NOT
FLIP OVER A USED BUILD SHEET TO PLACE ON THE PLATEN. Any
material residue on the sheet could adhere to the platen or clog or
interfere with the vacuum.
• ABS and PC parts are built on a clear build sheet.
• PPSF parts are built on an amber-colored build sheet.
To change the build sheet:
1. Open the oven door.
WARNING: Always wear safety gloves and sleeves when p lacing hands
inside the oven. Components are HOT!
2. Push up on the overlapped edge of the build sheet to release the vacuum grip.
3. Slide the build sheet off the platen.
Note: Do not scrape the part off the build she et while still on the plat en. Dam age
to the platen or platen level could occur.
4. Remove any debris that may have fallen onto the platen by vacuuming or by using
a soft brush.
5 - 16
Page 75

FDM Titan User Guide Operating the Machine
CAUTION: Use extreme care when cleaning the platen. If using a
brush, brush away from the vacuum port in the ce nter of the
platform. If debris falls into the vacuum port, it can cause a
loss of vacuum, resulting in poor adhesion of the build
sheet during building.
5. Remove the plastic wrap from both sides of the new build sheet.
6. Set the build sheet on the platen, making sure the sheet overlaps the rubber o-
ring equally on all sides and the sheet is against the back stops.
7. If the oven is hot, the build sheet will curl when placed on the platen. As the build
sheet warms up, it will straighten and adhere to the platen. After a minute or two at
oven temperature, the build sheet may need to be adjusted.
8. Check the vacuum gauge, located above the waste basket bay (left gauge).
Vacuum should read -15 Hg or higher before building a part. The machine should
attain this level of vacuum within about five minutes.
Setting the Oven Temperature
The oven temperature is controlled with the three settings belo w:
• Set Oven to Build Temp. Oven heats up to the material’s build temperature.
• Cool Down Oven to. Oven cools down to standby temperature.
• Auto Cool Oven. Oven cools down in increments until the standby
temperature is reached. PC parts take around 30 minutes, PPSF parts take
around 2.5 hours. This option works for PC, PC-ABS, PC-ISO, and PPSF,
mainly to prevent cracking in PPSF parts. Auto-cool down can be set to After
Next Job, After Every Job, or Off.
- After Next Job: After the next job is built and auto-cooled, the auto-cool
down mode will automatically reset to OFF.
- After Every Job: After every job is built and auto-cooled, the oven
temperature will stay at the material’s standby temperature.
- Off: After every job is built, the oven temperature will stay at the material’s
build temperature.
To set the oven temperature:
1. From the Main Menu select Operator Control and press ENTER.
Build Job..
>Operator Control..
Modeler Status..
Maintenance..
|*Tips: Model T16
|* Support T16
5 - 17
Page 76

Operating the Machine FDM Titan User Guide
2. Select Temp Control and press ENTER.
Unlock Door <E>
Load/Unload Mtl..
|>Temp Control..
| Move Head/Stage..
Change Tips/Mtl..
Calibrate..
3. Select one of the temperature parameters (as shown below) and press ENTER.
Set Oven to Build Temp: 145° C <E>
Cool Down Oven to: 85° C <E>
>Auto Cool Oven: OFF <E>
5 - 18
Page 77

FDM Titan User Guide Operating Insight
Chapter 6
Operating Insight
Starting Insight
To start Insight, select Start>Programs>Stratasys>InsightVxx>Insight. You can also
double-click on the Insight shortcut desktop, if it was installed.
Opening a .STL File in Insight
To open the file for the part you wish to build:
1. Click File>Open.
2. Select the directory that contains the file you wish to access.
3. Click on the file you wish to select with the left mouse button.
4. Click Open with the left mouse button. You can also open a file by double clicking
on the file name with the left mouse button.
6 - 1
Page 78

Operating Insight FDM Titan User Guide
Selecting Modeler Setup Settings
Configure Your Modeler
The first step in preprocessing is to configure your modeler.
1. Click the Modeler button located in the Modeler Setup window (right side of
screen) of the Operations Panel. The Configure Modeler dialog box opens. You
can also access the Modeler Setup window by selecting Modelers>Setup.
Options Icon
Save Settings
2. Select your modeler from the Modeler Field.
3. Select a modeling material (the Support Material field is automatically filled in).
See “Liquefier Tips and Slice Heights” on page 3-5 for modeler/tip compatibility.
4. Select a model tip size (the Support Tip field and the Slice Height field is
automatically filled in).
Cancel Changes
6 - 2
Page 79

FDM Titan User Guide Operating Insight
5. To reduce curl on large, thick, ABS T12 or T16 parts, click the options icon. Select
Brick Mode from the pop-up.
6. Do one of the following:
• Click the green check button to save the settings. This closes the dialog box.
• To cancel changes, click the red X button. This closes the dialog box.
6 - 3
Page 80

Operating Insight FDM Titan User Guide
Part Build Parameters
The second step in preprocessing a model is to choose the part build para meters. The
part build style will determine the type of fill pattern used to build the part. The part
interior style will determine whether the interior of the part is solid or not. The support
style will determine the type of supports.
1. Select a part fill style.
Typically you will use the perimeter/rasters selection.
2. Select a part interior style.
Solid - normal will be stronger; solid - doublewide will use wide rasters for faster
build; sparse will build faster and use less material.
3. Select the Visible surfaces.
Fine rasters may improve surface finish while reducing build time on some
geometries.
4. Select a support style.
5. Select Normal or Draft build mode (ABS T16 & PC T16 tips only).
• Normal mode creates smoother surfaces and less seam variation; d raf t mode
is faster.
6 - 4
Page 81

FDM Titan User Guide Operating Insight
Orientating the Part in the Build Envelope
The modeling build envelope box displayed in Insight indicates the size of the part
relative to the build envelope inside the FDM T itan.
1. Select the Orient STL button . The Orient STL menu appears.
2. From the Orient STL menu, click “Rotate”.
3. Select the rotation parameters in the STL Rotate Operation window.
Slicing the Part
Before you send the part file to the FDM Titan, it must be sliced into the layers that the
machine will extrude to construct the part.
Click the Slice button to create slice curves for the part. Red slice curves are
displayed in the graphics window.
6 - 5
Page 82

Operating Insight FDM Titan User Guide
Building Supports and a Base for the Part
Most parts require supports and a base to increase part stability while building and
optimize the surface finish of parts.
Click on the Create Supports button to create supports.
Note: Depending on part size and your computer’s processor speed, Insight
may take several minutes to severa l ho urs to ge ne ra te su pports.
Saving the Job File
Now that the part has been sliced and supports and a base created, you should save
the Job file. The Job file will save slice, support and part geometry information, and
the .CMB file that is sent to the machine. Click File>Save.
Creating Toolpaths
Before sending the part to the FDM Titan, you must create a toolpath for the part.
Toolpaths are the paths along which the heads will extrude each layer of model and
support material to build the part.
Click the “Toolpath” button .
Saving the Toolpath (.CMB file)
Now that the part file is sliced and ready to send to the FDM T it an, it must be saved a s
a .CMB file, which can be received by the machine.
1. Click File>Save As>Toolpath.
2. Enter the File Name and Directory. Click Save.
6 - 6
Page 83

FDM Titan User Guide Operating Insight
Flag Button Shortcut
The Flag button can be used as an automated shortcut to performing the
following procedures:
• Slice the Part
• Build Supports and a Base for the Part
• Save the Job File
• Create Toolpaths
• Save the Toolpath (.CMB file)
Sending the Part to the Machine
You are now ready to send the file to the machine. This requires that you use the
“Status” software.
1. Click Start>Programs>Stratasys>Insight Vxx>Status, or from the Insight menu,
pick Modeler>Status. This opens the Status software.
2. Click “Yes” to establish the initial connection.
3. Click the Pack and Download button . This opens the Pack & Download
window. With this window a single .CMB or multiple .CMB files can be sent to the
FDM Titan.
Note: You need to recreate the toolpaths in your .CMB files in Insight software
version 3.7 or later before sending the fil e to the Titan TI. A warning
message will appear if you send a .CMB file that has not been updated.
4. Click the “Add Job” button .
5. In the Pack Job file dialog box navigate to where the .CMB file was saved. Select
the xxx.cmb file and click Open. This adds the .CMB file to the current build.
6. Click the Download button to send the current build to the machine. The
job is now in a Build Queue in the machine.
6 - 7
Page 84

Operating Insight FDM Titan User Guide
Insight Status
Managing Parts in the Job Queue
The job queue is a storage location on the machine used to store information about
parts that must be built. You can manage the building of these parts from the queue
window. A job may be selected by clicking the job name with the mouse.
From the job queue you can:
• Change the order in which parts are made.
• Delete Jobs/Parts.
• View information about each job.
Note: The job queue window on the display panel and the one on your
workstation are the same. Queue’s can be managed from the Titan or from
any workstation on the network.
To manage parts in the queue:
1. Click Start>Programs>Stratasys>Insight Vxx>Status.
2. Click the Manage Queue button to open the job queue window. Here you
can see the Job Name, Owner, Submit Time, Estimated Build Time, Estimated
Finish Time, Model Tip, Support Tip, Model Material, Support Material, Model
Canister, and Support Canister.
From the job queue screen you can:
• Update the queue display with the refresh button.
6 - 8
Page 85

FDM Titan User Guide Operating Insight
• Obtain detailed information about a job that may have a conflict with
material or tip size being used. These jobs are flagged at the
beginning of the line. In addition, if the job is packed, the information
button will display the list of individual job names in the pack.
• Move a job up or down in the queue.
• Move a job to the top of the queue.
• Delete a job from the queue.
For more information, refer to the Status help menu, or see “Viewing Information
about Built Parts” on page 6-10.
Monitoring the Part Build
1. Click Start>Programs>Insight Vxx>Status. The status window tells you basic
information like:
•Job Name
• Time Remaining
• Percent Complete
More details about the part build are available in the status Detail window.
2. Click the Status Details button to open the Status Detail window.
6 - 9
Page 86

Operating Insight FDM Titan User Guide
Viewing Information about Built Parts
The system software keeps track of the details from past jobs that have been built.
These details can be viewed in the Build Log.
To access the Build Log:
1. Click the Status Details button .
2. From the S tatus Det ail screen or the queue display on the machine, click the Build
Log button.
3. To obtain the packing list for a packed job, select the job and select the “i”
button.
This information can be used to make customized reports. This allows you to track
jobs by owner, material usage, or machine usage.
To save this information as a text file click the Save Build Log button. This text
file can be imported into virtually any program such as Excel. To purge this list, use the
Administration program on the Insight workstation.
6 - 10
Page 87

FDM Titan User Guide Operating Insight
Setting Up Remote Notification
You can be notified when the current job or calibration is interrupted or complete.
To set up remote notification:
1. From the Status Window select the Setup Remote Notification button.
2. In order to enter an E-mail address or pager number, select the check box
adjacent to those fields and type the information. Use the prefix if your phone
system requires an addition number, such as 9, to access an outside line.
3. To test these settings click the Test Remote Notification button.
Note: For details and limitations, see the Online Help System available from the
Status Window.
6 - 11
Page 88

Operating Insight FDM Titan User Guide
6 - 12
Page 89

FDM Vantage User Guide Calibrating Liquefier Tips
Chapter 7
Calibrating Liquefier Tips
Automatic Calibration
Note: The system automatically performs the following calibrations after the
tips are changed or after a material type change.
If the Automatic Calibrations fail, then the same calibrations must be run
manually - starting with “Z Stage Zero with Shim Calibration” on page 7-
5.
1. Auto Z Stage Zero Calibration
Note: Z Stage Zero Calibration sets the model liquefier tip to the Z zero location
on the build sheet.
A. Auto Z Stage Zero is done automa tically after ch anging tips or material, and at
the start of a job:
1) If user placement is ON
• Before each job is built
• Performed near the center of the part’s bounding box.
2) If user placement is OFF
• At power-up and when turning user placement ON.
• Performed near the center of the platen.
• If the oven temperature was unstable within six hours of a job building
or if the previous job was started when the oven temperature was
unstable.
B. The vacuum level under the build sheet is detected before the calibration
begins.
• If the level is inadequate, a warning screen will be displayed allowing you
to check the build sheet and obtain th e adequate vacuum level in order to
continue the calibration.
2. Auto Tip-to-Tip Calibration (AutoCal Tip Offset)
Note: Auto Tip-to-Tip Calibration calibrates the tips in the X, Y, and Z directions.
A. The system automatically performs this calibration after the tips are changed
or after a material type change.
7 - 1
Page 90

Calibrating Liquefier Tips FDM Vantage User Guide
B. Proper calibration allows the system to toggle material tips and place the
current tip at the precise coordinate necessary to continue accurate part bu ild.
3. XY Offset and Z Calibration
Note: The XY offset is the distance the support tip must move alo ng the X and Y
axes to align with the model tip. The support line should be centered on the
model at “0” for both X and Y of the calibration model.
Z Calibration sets the Nominal Support Z Thickness for the Model Tip size
being used.
A. The system automatically builds the calibration model.
B. Remove the build sheet from the platen and allow it to cool.
C. Determine the XY Offset Adjustment (Figure 7-1: or Figure 7-2:)
1) View the r elationship between the support calibration toolpath and the
alignment indicators to determine the X and Y Axis calibration.
• Use a magnifier.
• Hold the build sheet up to the light, a light-colored wall, or a light-
colored piece of paper.
2) Determine where on each axis the support toolpath is most centered
between the X-Y alignment path.
3) Read the Offset Adjustment Value closest to the centered location for each
location.
• This value represents the adjustment value to be entered into the
system - increments of .002 of an inch or .05 mm.
• If the value is 0, then the system is calibrated for that axis - an entry is
not required.
4) Ent er the Offset Value from the Tip Of fset menu (See "Enter the XY Offset
and Z Calibration Adjustment Values", on page 7-5)
5) If an adjustment entry for either axis is required, re-run the calibration
model on a clean build sheet (refer to Manual Calibration, para. 4 on
page 7-10).
6) Perform steps B through C until the calibration too lpath is centered at 0 for
the X and Y axis.
7 - 2
Page 91

FDM Vantage User Guide Calibrating Liquefier Tips
+ X
- Y
Example: Best
Centered Position
+ Y
Figure 7-1: Calibration Model - English Units
- Y
Tip Offset Adjustment Indicators
Tip Offset Adjustment Indicators
X - Y Support Calibration
Toolpath
X - Y Alignment Indicators
- X
Z Calibration Box
This example requires
an adjustment to
Y of - .002 in. The X axis
requires no adjustment.
+
X
Example: Best
Centered Position
+ Y
Figure 7-2: Calibration Model - Metric Units
X - Y Support Calibration
Toolpath
X - Y Alignment Indicators
-
X
Z Calibration Box
This example requires
an adjustment to
Y of - .05 mm. The X axis
requires no adjustment.
7 - 3
Page 92

Calibrating Liquefier Tips FDM Vantage User Guide
D. Determine the Z Calibration Adjustment
Note: Do not measure for Z Calibration until the Calibration Model shows the
XY Offset to be 0 for the X and Y axis.
1) Peel the Support layer from the Z Calibration box.
2) Me asure the thickness of the Support layer with a caliper or micrometer.
3) Subtract the measured value from the slice height of the Model Tip being
used (See Table 7-1)
• If the measured value is within ±0.0005” (0.01 mm) of Model Ti p slice
height, no adjustment is necessary.
• If the Model Tip Slice minus Measured Support thickness is a positive
number, the Z correction is +Z in 0.001 inches.
• If the Model Tip Slice minus Measured Support thickness is a negative
number, the Z correction is -Z in 0.001 inches.
• Example: (Figure 7-3:) For a T16 Model Tip - slice height of 0.010”
(from Table 7-1); measured thickness of Calibration Box = 0.012”;
Calculation 0.010 - 0.012 = - 0.002; Enter 0.002 in the - Z menu option
(para E.4) ).
Z Up
Support
Model
0.012”
Z Down
Figure 7-3: Z Calibration Example
4) Enter the Z Adjustment Value from the Tip Offset menu (See para."Enter
the XY Offset and Z Calibration Adjustment Values", on page 7-5).
5) If an adjustment entry is required, re-run the calibration model on a clean
build sheet (refer to Manual Calibration, para. 4 on page 7-10).
6) Perform steps B and D above until the Support layer matches the
Model Tip slice height ±0.0005”.
Table 7-1 : Model Tip Slice Heights
Model Tip Slice Height
T20 0.013”
T16 0.010”
T12 0.007”
T10 0.005”
7 - 4
Page 93

FDM Vantage User Guide Calibrating Liquefier Tips
E. Enter the XY Offset and Z Calibration Adjustment Values
1) From the Main Menu select Operator Control and press Enter.
Build Job..
>Operator Control..
Modeler Status..
Maintenance..
2) Select Calibrate and press Enter.
Unlock Door <E>
Load/Unload Mtl..
Change Tips/Mtl..
|*Tips: Model T16
|* Support T16
| Temp Control..
| Move Head/Stage..
>Calibrate..
3) Select Tip Offset Value and press Enter.
Set Z Stage Zero..
AutoCal Tips <E>
>Tip Offset Value..
AutoHome XYZ <E>
4) Using the arrow keys, select the direction and axis to change.
*Delta X:0.0000 Y:0.0000 Z:0.0000
>-X 0.00 <E> | +X 0.00<E>
-Y 0.00 <E> | +Y 0.00<E>
-Z 0.00 <E> | +Z 0.00<E>
| Calibration Job <E>
5) Enter the adjustment value and press Enter.
• The adjustment value will appear on the top line.
Manual Calibration
1. Z Stage Zero with Shim Calibration
Note: If the Auto Z Stage Zero calibration fails, Z Stage Zero with Shim Calibra-
tion must be performed. This procedure manually sets the model liquefier
tip to the Z Zero location.
A. Install a new build sheet and verify that vacuum is present.
7 - 5
Page 94

Calibrating Liquefier Tips FDM Vantage User Guide
B. Run Z Stage Zero with Shim Calibration
1) From the Main Menu select Operator Control and press Enter.
Build Job..
>Operator Control..
Modeler Status..
Maintenance..
2) Select Calibrate and press Enter.
Unlock Door <E>
Load/Unload Mtl..
Change Tips/Mtl..
|*Tips: Model T16
|* Support T16
| Temp Control..
| Move Head/Stage..
>Calibrate..
3) Select Set Z Stage Zero and press Enter.
>Set Z Stage Zero..
AutoCal Tips <E>
Tip Offset Value..
AutoHome XYZ <E>
4) Select Auto Z Zero Calibrate and press Enter.
>Set Z Zero with Shim <E>
Modify Current Z Zero..
Auto Z Zero Calibrate <E>
| Calibration Job <E>
7 - 6
5) The head will begin to move and the display will show:
*Positioning. Please Wait ...
6) After the head completes its move the display will show:
>Unlock Door <E>
Set Distance = 0.100 in <E>
Set Z Stage = 0 <E> (Z: 0.010)
*Move Z STage +Z<9> -Z<3>
Page 95

FDM Vantage User Guide Calibrating Liquefier Tips
WARNING:USE CARE WHEN WORKING INSIDE THE OVEN. BURNS
DUE TO HIGH OPERATING TEMPERATURE (AS HIGH AS
250° C) CAN OCCUR.
7) Unlock and open the oven door.
8) Place the zero calibration shim between the tip and the build sheet (Figure
7-4:).
Zero Calibration Shim
Figure 7-4: Zero Calibration Shim
WARNING: PERSONAL INJURY CAN OCCUR WHEN WORKING IN-
SIDE THE OVEN COMPARTMENT WITH THE DOOR LOCK
BYPASS TOOL IN PLACE - IT ALLOWS THE MOTOR
DRIVES TO OPERATE WHEN THE OVEN DOOR IS OPEN.
KEEP HEAD AND HANDS CLEAR OF THE OVEN AREA
WHEN THE Z-STAGE IS MOVING.
9) Insert the door lock bypass tool (Figure 7-5:).
Figure 7-5: Door Lock Bypass Tool - Titan
CAUTION: AS THE PLATEN APPROACHES THE SHIM, SET THE
DISTANCE INCREMENT TO THE SMALLEST SETTING
(0.001 INCH OR .025 MM) TO AVOID DAMAGE TO THE
HEAD AND TO FACILITATE SETTING THE Z STAGE
ZERO.
Unlock Door <E>
>Set Distance = 0.001 in <E>
Set Z Stage = 0 <E> (Z: 0.010)
*Move Z STage +Z<9> -Z<3>
7 - 7
Page 96

Calibrating Liquefier Tips FDM Vantage User Guide
10) Raise (3 on the operator panel nu mber pad) the platen until there is a light
drag on the calibration shim - if necessary, lower the platen (9 on the
operator panel number pad) to achieve the appropriate amoun t of drag.
Note: Use the calibration shim as a fee ler gauge, slide the shim fore and
aft as the platen is raised .
11) Select Set Z Stage = 0 and press Enter.
• The Z Zero coordinate is read and stored. The head will move to the
park position.
Unlock Door <E>
Set Distance = 0.001 in <E>
>Set Z Stage = 0 <E> (Z: 0.010)
*Move Z Stage +Z<9> -Z<3>
12) Remove the zero calibration shim.
13) Remove the door lock bypass tool.
14) Close the oven door.
15) Run the Auto Tip-to-Tip Calibration See “Auto Tip-to-Tip Calibration
(AutoCal Tip Offset)” on page 7 - 9.
2. Auto Z Stage Zero Calibration
Note: Manual initiation of Auto Z Stage Zero Calibration will be necessary after
running “Z Stage Zero with Shim Calibration” on page 7-5 or before run-
ning “Auto Tip-to-Tip Calibration (AutoCal Tip Offset)” on page 7-9.
A. Make sure a build sheet is installed and verify that vacuum is present.
B. Run the Auto Z Stage Zero Calibration
1) From the Main Menu select Operator Control and press Enter.
Build Job..
>Operator Control..
Modeler Status..
Maintenance..
2) Select Calibrate and press Enter.
Unlock Door <E>
Load/Unload Mtl..
Change Tips/Mtl..
|*Tips: Model T16
|* Support T16
| Temp Control..
| Move Head/Stage..
>Calibrate..
7 - 8
Page 97

FDM Vantage User Guide Calibrating Liquefier Tips
3) Select Set Z Stage Zero and press Enter.
>Set Z Stage Zero..
AutoCal Tips <E>
Tip Offset Value..
AutoHome XYZ <E>
4) Select Auto Z Zero Calibrate and press Enter.
Set Z Zero with Shim <E>
Modify Current Z Zero..
>Auto Z Zero Calibrate <E>
5) Auto Z Zero Calibration is performed. If Auto Z Zero Calibrate fails, the Z
Stage Zero with Shim Calibration will need to be performed.
3. Auto Tip-to-Tip Calibration (AutoCal Tip Offset)
Note: Manual initiation of Auto Tip-to-Tip Calibration is necessary if the initial au-
tomatic calibration fails.
Auto Z Stage Zero Calibration (page 7-8) must be performed before run-
ning the Auto Tip-to-Tip Calibration.
A. Run Auto Tip-to-Tip Calibration
1) From the Main Menu select Operator Control and press Enter.
| Calibration Job <E>
Build Job..
>Operator Control..
Modeler Status..
Maintenance..
2) Select Calibrate and press Enter.
Unlock Door <E>
Load/Unload MT..
Change Tips/MT..
|*Tips: Model T16
|* Support T16
| Temp Control..
| Move Head/Stage..
>Calibrate..
3) Sele ct AutoCal Tips and press Enter.
Set Z Stage Zero..
>AutoCal Tips <E>
Tip Offset Value..
AutoHome XYZ <E>
| Calibration Job <E>
7 - 9
Page 98

Calibrating Liquefier Tips FDM Vantage User Guide
4) The system automatically calibrates the tips in the X, Y, and Z directions.
Calibration time varies from 15 to 20 minutes. While running, the display
will show:
* Tip to Tip Calibration Activity *
* Press <ESCAPE> to Abort Calibration *
5) At completion of the calibration, the display will show:
* Tip to Tip Calibration Activity *
* Calibration Done: Press <MENU> Key *
B. Run XY Offset and Z Calibration (page 7-10).
4. XY Offset and Z Calibration
Note: If the support layer is not centered on the model layer, an XY Offset and Z
Calibration should be performed.
A. Build the Calibration Model
1) From the Main Menu select Operator Control and press Enter.
Build Job..
>Operator Control..
Modeler Status..
Maintenance..
2) Select Calibrate and press Enter.
Unlock Door <E>
Load/Unload Mtl..
Change Tips/Mtl..
|*Tips: Model T16
|* Support T16
| Temp Control..
| Move Head/Stage..
>Calibrate..
3) Select Calibration Job and press Enter.
Set Z Stage Zero..
AutoCal Tips <E>
Tip Offset Value..
AutoHome XYZ <E>
B. At completion of the calibration model, calibrate the system by accomplishing
paragraphs 3.B., 3.C., and 3.D. of "Automatic Calibration", on page 7-1.
|>Calibration Job <E>
7 - 10
Page 99

FDM Titan User Guide Maintaining the Machine
Chapter 8
Maintaining the Machine
Maintenance Schedule
The following maintenance tasks must be performed on a regular basis in order to
maintain optimal machine operation. Detailed instructions on each task follow the
table.
DANGER: Always power down and unplug the machine before
performing any maintenance.
Daily Weekly Monthly Quarterly Maintenance Task
X Clean platen.
X Inspect the waste chute and clean if
needed. Inspect the waste basket
and empty if full.
X Vacuum build envelope to remove
purged material.
X Inspect rubber o-ring and replace if
any cracks are found.
X Lubricate Z stage lead screws with
TriGEL lubricant (in Startup Kit).
X Lubricate XY gantry and Z stage
guide rods with KRYTOX lubricant
(provided in Startup Kit).
X Inspect tip wipe brushes and wiper
and replace if excessively worn.
X Inspect purge ledge. Reinstall the
ledge facing the opposite direction,
or replace depending on wear.
X Clean vacuum system filter jar.
X Clean exterior surfaces.
X Clean cone sensor if applicable.
8 - 1
Page 100

Maintaining the Machine FDM Titan User Guide
Daily Maintenance Tasks
WARNING: Always wear gloves and sleeves when placing hands inside
the oven, components are HOT!
Cleaning the Platen
The platen is the surface on which the build sheet is placed for modeling. If debris
collects on the platen, it can adversely affect the vacuum which secures the build
sheet to the platen.
1. Remove the build sheet by sliding it off the platen.
2. Carefully remove any debris that may have fallen onto the channels in th e plat en.
Vacuuming or using a soft brush is recommended. If a brush is used, brush away
from the vacuum port in the center of the platen. If debris falls into the vacuum
port, it can cause a loss of vacuum, resulting in poor adhesion of the platen during
building.
3. Inspect the rubber o-ring and replace if cracks are found.
Cleaning the Waste Chutes and Waste Basket
The upper and lower waste chutes are located inside the
oven, along the oven wall, and guide all the material that
has been purged or wiped from the liquefiers into the waste
basket. The upper waste chute can be pulled out from the
oven and should checked between each part build making
sure there is no blockage.
Stratasys does not recommend cleaning the waste chute
during a part build. If necessary, quickly close the oven door
as soon as you remove and replace the upper waste chute
to prevent a loss in vacuum.
CAUTION: Wear safety gloves and sleeves while handling the upp er
waste chute in a hot oven.
1. Open the oven door.
2. Remove the upper chute.
3. Grasp the handle on the upper chute and lift up and to the left to remove the
bucket from the oven wall brackets.
4. Pull the key ring to remove the tip wipe assembly.
5. Clean out any debris in the upper chute and in the lower chut e.
6. Check the waste basket, located in the canister bay area, and empty if necessary.
8 - 2
Upper waste chute
and tip wipe assembly
 Loading...
Loading...