

STAYER WELDING MIG Series, MIG170Multi, MIG250BT, MIG350BT, MIG160Multi Operating Instructions Manual
...
ES
Manual de instrucciones
Gama MIG/MAG
IT
GB
P
Istruzioni d’uso
Operating instructions
Instructions d’emploi
Manual de instruções
MIG160Multi
MIG170Multi
MIG200Multi
MIG250BM/BT
MIG350BT
MIG500BT
Área Empresarial Andalucía - Sector 1
C/ Sierra de Cazorla, 7
28320 - Pinto (Madrid) SPAIN
Email: sales@grupostayer.com
Email: info@grupostayer.com
www.grupostayer.com

FIG.1
4MIG 160 Multi / MIG 170 Multi
2
21
6
2
1718
5
11
4
3
FIG.2
4MIG 200 Multi
11
6
9
4
17 18
20
5
21
3
2
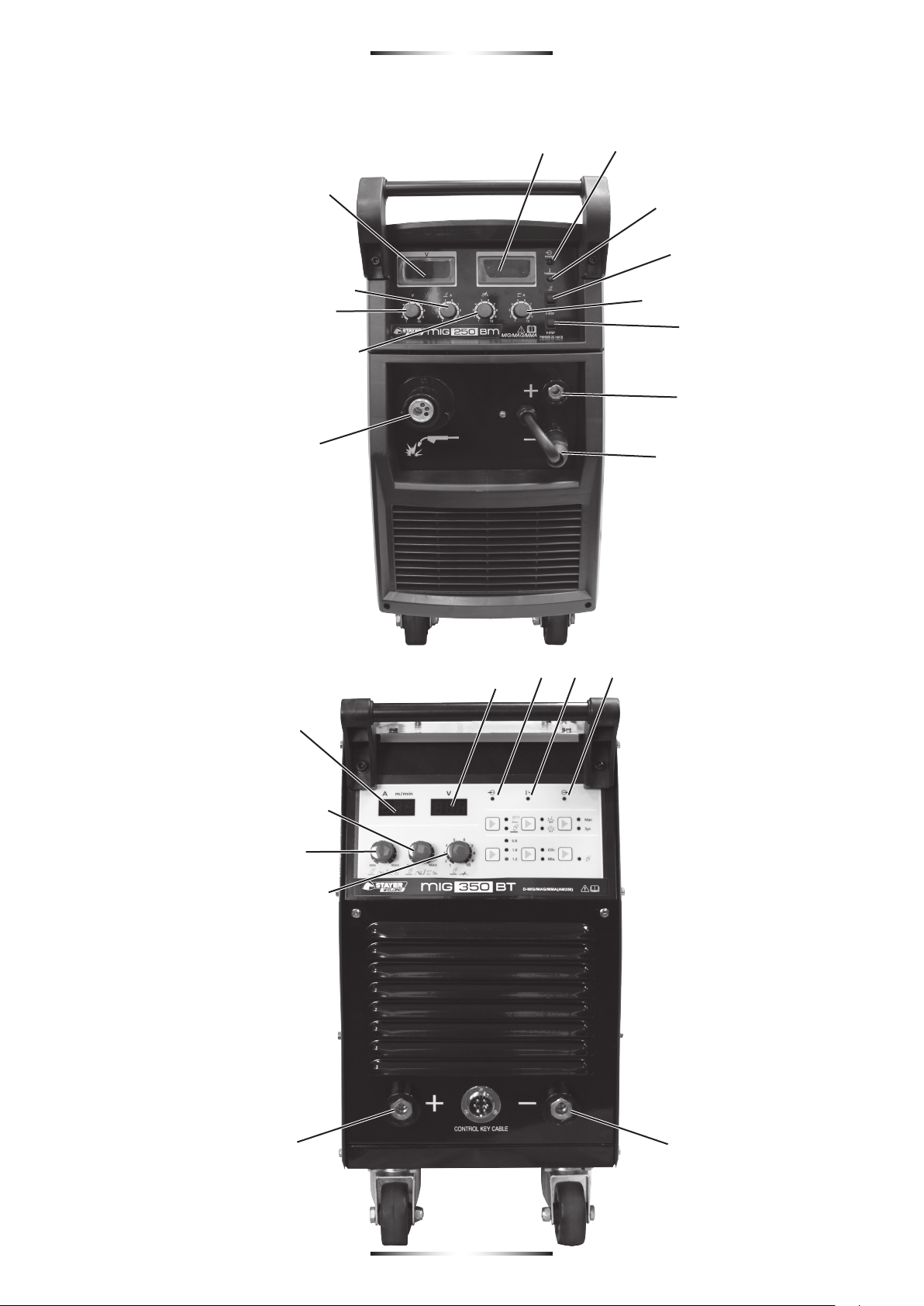
FIG.3
4MIG 250 BM / MIG 250 BT
3
2
17
1
6 MIG
9
21
18
11
6 MMA
12
10
3
4
FIG.4
4MIG 350 BT
2
9/8
6
10
11
14
17 18 19
1
12
15
13
16
43
3

4
FIG.5
4MIG 500 BT
26
FIG.6
4MIG 350 BT / MIG 500 BT
21
6
20
9
2223
4
3
24
25
4

5
MIG160
Multi
V
A
%
ON
EN60974
OFF
-
A
%
mm
mm
kg
230 230 230 230 3 x 400 3 x 400 3 x 400
160 170 200 250 250 350 - 271 500 - 387
60 60 60 60 60 60 - 100 60 - 100
4-5 4 5 6 6 8 8
0.8 0.8 - 0.9 0.8 - 1.0 0.8 - 1.0 0.8 - 1.0
8 17 22 42 42 45 50
kg
MIG170
Multi
MIG200
Multi
MIG250BM MIG250BT MIG350BT MIG500BT
0.8 - 1.0 /
1.0 - 1.2
5 5-15 5-15 5-15 5-15 5-15
0.8 / 1.0 - 1.2
/ 1.6
KVA
-
cm
6 6 6 8 8 17 22
37 x 24 x 18 23 x 50 x 36 23 x 50 x36 70 x 32 x 90 70 x 32 x 90 114 x 30 x 90 160 x 33 x 100
5

ENGLISH
6
Contents
1. INTRODUCTION ...................................................... 25
2. SAFETY INSTRUCTIONS ....................................... 25
3. INSTRUCTIONS FOR PUTTING INTO OPERATION .. 28
3.1. Positioning ....................................................................... 28
3.2. Assembling
3.2.1.
3.2.2. Models with external winder ..................................... 28
3.3. Mains connection............................................................. 28
3.4. Illustrated description of functions
3.5. Limitations to environmental conditions........................... 29
4. OPERATING INSTRUCTIONS ................................ 29
4.1 Positioning and testing ..................................................... 29
4.1.1 Shielded Metal Arc Welding (MMA) ........................... 29
4.1.2 TIG Welding ............................................................... 29
4.1.3 MIG/MAG Welding ..................................................... 29
4.2 Tool replacement
4.2.1 MMA process (shielded electrode) ............................ 29
4.2.2 TIG process ............................................................... 29
4.2.3 MIG/MAG process ..................................................... 30
4.3 Setting operations............................................................. 30
4.3.1 MMA process (shielded electrode) ............................ 30
4.3.2 TIG process ............................................................... 30
4.3.3 MIG/MAG process ..................................................... 30
4.4 Limits to workpiece size.................................................... 31
4.5 General instructions for use.............................................. 31
4.5.1
Specic instructions MMA welding (shielded electrode)
4.5.2 Specic instructions TIG wire welding ....................... 31
4.5.3 Specic instructions MIG/MAG wire welding ............. 32
5. SERVICING AND MAINTENANCE INSTRUCTIONS .. 32
6. REGULATORY MARKING ....................................... 33
6.1 Explanation of regulatory markings .................................. 33
6.2 Technical features
6.3 Declaration of Conformity
...................................................................... 28
Models with internal winder ................................................. 28
................................... 29
.............................................................. 29
......31
............................................................. 33
................................................. 33
Symbols used
Indicates a dangerous situation which, when not avoided,
will lead to death or serious injury. Possible hazards are
shown in the attached symbols or explained in the text.
Indicates a dangerous situation which, when not avoided,
will lead to serious injury.
Possible hazards are explained in the text.
Arc-welding hazards
Only qualied persons may install, operate, maintain and
repair this machine.
During its operation, keep anyone away, especially
children.
An electric shock may kill you.
Touching live current carrying parts may cause fatal electric
shock or serious burns. The working and electrode circuit is
always electrically live when the machine output is on. The input
circuit and the inner circuits of the machine are also electrically
live when the machine is on. When welding with automatic or
semiautomatic equipment, the wire, the reel, the frame containing
the supply rolls and all metal parts touching the welding wire are
electrically live. Incorrectly-installed or not-earthed equipment is
a very serious danger.
• Do not touch electrically live parts.
• Use dry isolating gloves without openings, and protection on
your body.
• Isolate yourself from the work and from the ground by using
carpets or covers that are suciently large to prevent any
physical contact with the work or ground.
• Do not use the AC output in humid areas, if its movement is
restricted or when in risk of falling gown.
1. INTRODUCTION
This produce is a MIG/MAG equipment for continuous wire metal,
shielded electrode and TIG process welding. Technologically,
the STAYER WELDING equipment is a power supply source
for high-frequency power transfer managed y intelligent control
logics.
In contrast to traditional technology which is based on
transformers operating at 50 Hz public grid frequency, STAYER
WELDING has a larger power density per weight unit, is more
economizing and has the possibility of accurate, instantaneous
and automatic control of all welding parameters.
As a result, you will more easily produce improved welding with
equipments that consume less and have a lower mass than
equivalent traditional equipments based on heavy transformers.
2. SAFETY INSTRUCTIONS
READ THE INSTRUCTIONS.
• Read the User Manual completely and understand it before
using or giving service to the unit.
• Only use genuine manufacturer’s parts.
• Use an AC output ONLY when required by the welding process.
• When an AC output is required, use a remote control if there is
one present in the unit.
• Additional safety precautions are required when any of the
following dangerous electric conditions is present in humid
rooms or while you are wearing humid clothing, when working
on metal structures such as oors, grates or scaolds; when you
are in a tight position such as seated, kneeling, laying down or
when there is a high risk of having unavoidable or accidental
contact with the workpiece or ground.
• Disconnect power input and stop the motor before installing or
servicing this equipment.
• Install equipment and connect it to ground in accordance with
the operator’s manual and national, state and local codes.
• Always check the supply to ground – check and make sure that
the power input to the ground wire is appropriately to the grounding
terminal at the disconnection box or that its plug is appropriately
connected to the output receptacle that is connected to ground.
When making these input connections, rst connect the ground
conductor and double-check the connections thereof.
6

ENGLISH
7
• Keep supply cords free of oil and fat, and protected from hot
metal and sparks.
• Inspect power input cord frequently regarding damage or bare
cable. Replace cord immediately if damaged – a bare cable may
kill you.
• Switch o the whole equipment when you are not using it.
• Do not use cables which are worn-out, damaged, very smallsized or wrongly connected.
• Do not wrap cables around your body.
• A grounding clamp is required for a work; make a ground
connection using a separate cable.
• Do not touch the electrode when you are in contact with the
work or the grounding circuit or another electrode of a dierent
machine.
• Do not put into contact two electrode carriers that are connected
to dierent machines at the same time, because in that case
there will be open-circuit double voltage.
• Use equipment in a well-maintained condition. Repair or replace
damaged parts immediately. Maintain the unit in accordance
with the manual.
• Do only work within a closed space if it is well ventilated or
while using an air respirator. Always have near a trained person.
Welding smoke and gases may displace air and reduce oxygen
level causing harm to health or death. Make sure that air for
breathing is safe.
• Do not wed at locations near to operations involving grease,
cleaning or paint spraying. Heat and bolts of the arc may react
with vapors and form strongly irritating and toxic gases.
• Do not weld on coating materials such as galvanized steel,
lead, or cadmium-coated steel, unless the coating has been
removed from the welding area, the area is well ventilated and
while using a respirator with a source of air. Coatings of any
material containing these elements may cause smoke being
emitted when welding.
BOLTS EMITTED BY THE ARC may burn your eyes
and skin.
Bolts emitted by the arc of a welding process produce intense
heat and strong ultraviolet rays that may burn eyes and skin.
• Use an authorized welding mask having a lens-lter shade to
protect your face and eyes while welding or looking, cf. safety
standards ANSI Z249.1, Z175, EN379.
• Use authorized safety goggles having lateral protection.
• Use safety braces to prevent it from falling down when working
above oor level.
• Keep all panels and covers in place.
• Put the clamp of the work cable in good metal-to-metal contact
to the work or the work table as close as possible to the weld as
it is practical.
• Keep or isolate the grounding clamp so that there is no contact
with any metal or any grounded article.
• Isolate the grounding bracket when not connected to the
workpiece to avoid it contacting any metal article.
HOT PARTS may cause serious burns.
• Do not touch hot parts with your hand without glove. Allow that
there is a cooling period before working at the machine.
• To handle hot parts, use appropriate tools and/or put on heavy
gloves, with insulation for welding and clothing to prevent burns.
SMOKE and GASES may be dangerous.
Welding produces smoke and gases. Breathing in these gases
and smoke may be dangerous or mortal.
• Use protective screens or barriers to protect others from
ashes, reections and sparks; alert other not to look at the arc.
• Use protective clothing made of durable, ame-resistant
material (leather, thick cotton or wool) and protection to your feet.
WELDING may cause re and explosion.
Welding a closed container such as tanks, drums or tubes may
cause explosion. Sparks may y from the welding arc. Flying
sparks, the hot workpiece and the hot equipment may cause re
and burns. Accidental contact of the electrode with metal articles
may cause speaks, explosion, overheating, or re. Check and
make sure that the area is safe before starting any welding.
• Withdraw any inammable material from within a distance of
15 m of the welding arc. When this is not possible, cover it tightly
with authorized covers.
• Do not weld where sparks may impact on inammable material.
Protect yourself and others from ying sparks and hot metal.
• Be alert to weld sparks and hot materials from the welding
operation may pass through small cracks or openings in adjacent
areas.
• Always watch that there is no re and keep near an extinguisher.
• Keep your head out of the smoke. Do not breathe in smoke.
• When you are indoors, ventilate the area and/or use forced
local ventilation in front of the arc to withdraw welding smoke
and gases.
• When ventilation is use an authorized respirator.
• Read and understand the Data Sheets on Material Safety
(MSDSs) and the manufacturer’s instructions regarding
materials, consumables, coatings, cleansers, degreasing agents
and any other chemical products.
• Be alert to that, when welding a ceiling, oor, wall or any kind
of separation, heat may cause re at a hidden part which cannot
be seen.
• Do not weld within closed receptacles such as tanks or drums
or piping unless they have been prepared appropriately in
accordance with AWS F4.1.
• Do not weld where the atmosphere might contain inammable
dust, gas or vapors from liquids (such as gasoline).
7

ENGLISH
8
• Connect the work cable to the work area as near as possible to
the place where you will be welding, in order to prevent welding
current from long traveling possibly through unknown parts
causing electrical shock, sparks and re hazard.
• Do not use welding to deice frozen pipes.
• Remove electrode from the electrode carrier or cut the welding
wire close to the contact pipe when you are not using it.
• Use protective clothing without oil, such as leather gloves,
heavy shirt, closed trousers without patches, high shoes or boots
and a cap.
• Keep away from you any fuel as butane lighters or matches,
before starting to weld.
• After completing work, inspect area to make sure that it is free
of sparks, embers and ames.
• Only use correct fuses or circuit breakers. Do not put ones of
larger size or pass them by one side.
• Follow the regulations in OSHA 1910.252(a) (2) (iv) and NFPA
51B for hot work and have a person close to take care of re and
an extinguisher.
FLYING METAL OR SLAG may injure eyes
• Welding, grinding, wire brushing or polishing may produce
sparks or ying metal. When welds are cooling down they may
release slag.
• Use authorized safety goggles with lateral guards down to
underneath your mask.
• Protect the gas cylinders in a vertical position securing them
to a stationary support or a cylinder holder to prevent them from
falling down or collapsing.
• Keep cylinders far away from electric or welding circuits.
• Never wrap the welding torch about a gas cylinder.
• Never allow an electrode to contact any cylinder.
• Never weld at a pressurized cylinder; there will be an explosion.
• Use correct shielding gas only, as well as regulators, hoses and
connections designed for the specic application; maintain them,
the same as the parts, in a good condition.
• Always keep your face away from a valve outlet except when
operating the cylinder valve.
• Keep the protective cover in place over the valve except when
the cylinder is in use or connected for being used.
• Use the correct equipment, correct proceedings and a sucient
number of persons to lift and move the cylinders.
• Read and follow the instructions regarding the compressed
gas cylinders, associated equipment and the publication of
the Compressed Gas Association (CGP) P-1 as well as local
regulations.
FIRE OR EXPLOSION hazard.
• Do not place the unit on, over or near to combustible surfaces.
• Do not install the unit near to inammable articles.
GAS ACCUMULATION may make you sick OR KILL
YOU.
• Close shielding gas when not using it.
• Always give ventilation to close spaces, or use an authorized
respirator that replaces air.
MAGNETIC FIELDS may aect implanted medical
devices.
• Persons using pace makers or other implanted medical devices
must stay away.
• Persons using implanted medical devices must consult their
doctor and the manufacturer before approaching arc welding,
point welding, slotting, plasma cutting, or induction heating
operations.
NOISE may injure your inner ears.
• The noise of some processes or equipment may harm your
inner ear. Use authorized ear protection when the level of noise
is very high or above 75 dBa.
THE CYLINDERS may burst when they have failures.
Cylinders containing shielding gas contain that gas under high
pressure. The cylinders may burst when they have failures. As
the cylinders are usually part of the welding process, always
handle them with care.
• Do not overcharge your building’s wiring – make sure that your
power supply system es suitable in size, capacity and protected
to comply with the requirements of this unit.
A DOWN-FALLING UNIT may cause injuries.
• With heavy equipment, do use the lifting eye only for lifting the
unit, nut NOT the wheel train, gas cylinders or other accessories.
• Use equipment having a suitable capacity to lift the unit.
• When using a fork lift, make sure that the dimension of the fork
lift is suciently long to extend beyond the opposite side of the
unit.
OVERUSE may cause OVERHEATING OF THE
EQUIPMENT.
• Allow for a cooling period, follow the nominal working cycle.
When the thermal protection goes on, change to other, more
powerful equipment.
• Reduce the working cycle or current before welding again.
• Do not block or lter the airow to the unit.
FLYING SPARKS may cause injuries.
• Use a face guard to protect your eyes and face.
8

ENGLISH
9
• Shape the tungsten electrode only in a grinder with appropriate
guards at a safe location using necessary protection for your
face, hands and body. Do not breathe-in lings.
• Sparks may cause re – keep inammables far away.
THE WELDING WIRE may cause you injuries.
• Do not press the trigger of the torch until receiving these
instructions.
• Do not point the tip of the torch towards any point of your body,
other persons or any metal object when passing the wire.
MOVING PARTS may injure.
• Keep away from any moving parts such as fans.
• Keep any doors, panels, lids and guards close and in place.
• Achieve that only qualied persons remove doors, panels, lids
and guards to provide maintenance as necessary.
• Reinstall doors, panels, lids and guards after having completed
provision of maintenance and before reconnecting input power.
HIGH FREQUENCY RADIATION may cause
interferences.
Reducing electromagnetic elds
To reduce magnetic elds (EMF) in the work area, the following
proceedings should be used:
1. Keep cables as close together as possible, by braiding them,
or joining them with sticky adhesive tape, or using a cable cover.
2. Place cables at one side and away from the operator.
3. Do not wrap or hang cables about your body.
4. Keep welding power sources and cables as far away as
practical.
5. Connect grounding clamp to the piece you are working at, as
near as possible to the weld.
In environments with increased risk of electric shock and re,
such as in the proximity of inammable products, explosives,
height, restricted free moving space, physical contact with
conductive parts, warm and humid environments that reduce
the electrical resistance of human skin and apparatus, observe
the risk prevention in the workplace and the national and
international provisions as pertinent.
3. INSTRUCTIONS FOR PUTTING INTO
OPERATION
3.1. Positioning
• High frequency radiation (H.F.) may interfere with radio
navigation, safety services, computers and communication
equipment.
• Make sure that only qualied persons familiarized with
electronic equipment install the equipment. The user takes
responsibility for having a trained electrician who will correct any
problem caused by the installation soon.
• Make sure that the installation receives regular checking and
maintenance.
• Keep doors and panels of a high frequency source completely
shut, keep the distance of the spark at the contact points in its
correct xation and is grounded and protects countercurrent to
minimize the possibility of interference.
ARC WELDING may cause interference.
• Electromagnetic energy may interfere with sensitive electronic
equipment such as computers or computer-driven equipment
such as industrial robots.
• Make sure that any equipment within the welding area is
electromagnetically compatible.
• To reduce possible interference, keep welding cables as short
as possible, as close together as possible or, on the oor, if
possible.
• Place your welding operation at a distance of at least 100
meters from any electronically sensitive equipment.
• Make sure that the welding machine is installed and grounded
in accordance with this manual.
• If there still is interference, the operator has to take extraordinary
measures, such as moving the welding machine, use shielded
cables, use line lters, or shield the work area in one way or
another.
Position the machine in a safe and dry environment and with a
at surface.
3. 2. Assembling
3.2.1 Models with internal winder
They come fully assembled.
3.2.2 Models with external winder
Power, logics and water connection with the machine is carried
out by means of the linking hose. Simply connect the positive
pole cable, the logics connector and the water circuit (MIG500BT)
located at the rear of the main machine, with the corresponding
connectors of the spooler. The negative pole connection is made
independently of the hose.
In Model MIG500BT which carries the cooling water unit for the
water-cooled torch. Rell the front tank with water and prime the
circuit if necessary.
Both models are delivered with the gas cylinder support tray.
Use the chain as delivered to secure the welding cylinder against
overturning.
3. 3. Mains connection
Welding equipment need appropriate current supply and
sucient power to work at full capacity. The whole range is
prepared to work with certied generators that comply with the
regulations and operate properly. Power to be supplied is at
least:
MINIMUM
MODEL VOLTAGE
MIG 160 Multi 230, single-phase 5 7
MIG 170 Multi 230, single-phase 5 7
MIG 200 Multi 230, single-phase 6 7
POWER,
KVA
RECOMMENDED
POWER, 7KVA
Amperage and
voltage for
magnetothermal or
dierential circuit
breaker
2 poles, 230v, 32 Ah
2 poles, 230v, 32 Ah
2 poles, 230v, 32 Ah
9

ENGLISH
10
MIG 250 BM 230, single-phase 8 10
MIG 250 BT 3x400 triphase 8 10
MIG 350 BT 3x400 triphase 14 16
MIG 500 BT 3x400 triphase 25 27
2 poles, 230v, 40 Ah
3 poles, 400v, 40 Ah
3 poles, 400v, 25 Ah
3 poles, 400v, 40 Ah
3.4. Illustrated description of functions
1. display showing welding arc voltage
2. Screen indicator intensity of the welding arc
3. Connecting DINSE, positive terminal.
4. Connection DINSE, negative terminal.
5. Adjust output speed of the thread
6. Set amperage arc welding
7. Main switch machine
8. Set the Arc Force Arc Welding
9. Adjust the welding arc voltage
10. Setting the inductance of the welding arc
11. I Selector MIG or coated electrode / TIG
12. Selector 2T / 4T
13. Manual Selector / Synergistic
14. Selector wire diameter
15. Gas type selector
16. Button Purge Gas
17. Light machine on
18. Light thermal overload
19. Light welding machine
20. Push priming thread
21. Torch Connector thread
22. Cooling water inlet
23. Cooling water outlet
24. Filling the cooling circuit
25. Drain the cooling circuit
3.5. Limitations to environmental conditions
Equipment shall be installed respecting their IP21 class; this
means that the equipment is protected at the most against
vertical impact of water drops and access to dangerous parts
with one nger against solid foreign bodies of 12.5 mm ø or
larger.
The equipment is prepared for working within a temperature
range from -15ºC to 70ºC, taking into account the limitation of a
decrease in performance (duty cycle) as of ambient temperatures
above 40OC.
Note: the electrode is almost always connected to the
positive terminal (reverse polarity). But under certain
circumstances it is to be connected the negative one (direct
polarity) as it is usually the case of the base electrode. Refer
to the electrode documentation to be sure.
4.1.2 TIG Welding
It is necessary that you obtain a TIG torch (5ref. 4120.81) the
gas of which is governed at the handle of the torch. Connect
the TIG torch to connector 4 and ground to connector 3 of the
machine (direct polarity).
4.1.3 MIG/MAG Welding
Connect ground cable 2 to machine connector 4 Connect torch
to the Eurotorch outlet 21 of the machine. Secure the connection
by screwing the safety ring of the torch connector.
When hollow ber (ux core, no need gas supply) is used it is
necessary to reverse the polarity reverse to work directly (positive
to the workpiece). Use the terminals exchange connection
prepared for this purpose in all models.
4.2. Tool replacement
Replacement of consumables of the three execution devices:
electrode carrier for shielded electrodes, continuous wire torches
in MIG/MAG processes and tungsten-electrode torches in TIG
processes.
4.2.1 MMA process (shielded electrode)
Replace the shielded electrode utilizing the 4 pressure channels
practiced in the electrode carrier clamp to secure position and
best electric contact. Make sure that the clamp presses onto the
electrode’s bare metal and that there is no false contact cutting
into the wire’s coating.
4.2.2 TIG process
Here, the wear and tear element is the tungsten electrode itself of
the TIG torch. Despite its good performance, it is recommended
to avoid thorium-doped electrodes (red strip) for reasons of
absolute safety in respect of pollution as explained below.
4. OPERATING INSTRUCTIONS
4.1 Positioning and testing
Any model of this equipment is turned on by operating switch No.
7. Before turning equipment on, check safety and comply with
your risk prevention in the workplace, and carry out the functions
explained below as a function of the machine’s service time.
4.1.1 Shielded Metal Arc Welding (MMA)
Connect ground cable to machine connector 4. And connect the
ground clamp to the workpiece. Make sure that there is a good
electric contact on a solid and clean surface.
Connect cables of the electrode carrier clamp of the machine
4. Connect the electrode to the electrode carrier clamp making
sure that it ts into the directional slots.
Select the electrode mode selector 11 and adjust the intensity
adjustment 6. In MIG350BT / MIG500BT adjust Arc Force 8
min-put means basic electrode and medium-Max for cellulosic
models
The electrode carrier clamps themselves and the gas conducting
nozzles suer from wear and tear in the vicinity of the electrode.
The electrode carrier clamp will always have the same diameter
as the electrode. The nozzle will have the diameter (as indicated
by its number) indicated for the kind of work and gas consumption.
The elements are of easy manual disassembly by simple threads
and knurlings.
Do neither use nor sharpen thorium-doped tungsten
electrodes because of the risk derived from the
moderate radioactive activity. You may recognize
the presence and concentration if thorium dioxide by the
indicative strip on the electrode according to EN ISO
68848:2004 (colors: yellow, red, purple and orange). Avoid
these electrodes and use substitute products without
contents as for example electrodes with lanthanum and
cerium derivatives (strips: black, grey, blue, gold) which do
not have radioactive activity.
Prepare the electrode by sharpening the tip with the emery
stone in such a way that a cone with a height of approximately
2 times the electrode’s diameter. For a better arc and current
handling capacity, the correct attack of the tip on the stone must
be longitudinal and the tip must be slightly at.
10

ENGLISH
11
4.2.3 MOG/MAG process
Here, the wear and tear element is the contact tip of the torch
which will be exchanged always with the same diameter as
the continuous wire being used. The nozzle of the torch will
also suer from wear and tear due to high temperatures and
projections. The elements are of easy manual disassembly by
simple wide pitched threads. For special welding of aluminum,
contact your distributor regarding the replacement of the Teon-
based low-friction inner conduct (liner).
The spooler mechanism No. 8 presents easy to operate
replacement of the grooved presser rollers (pulley wheels).
This is done by releasing the threaded knob that releases the
pulley wheel, the position of which may be reversed to select the
supplementary diameter (for example 0.8 mm at one side and
1.0 mm at the other). Note: Be careful not to lose the pin (of the
spooler) when releasing the pulley wheel.
The welding wire is received from its reel and installed by
introducing it into the axle of the spooler and guiding it to the
outlet of the torch through traction grooves No. 8 of the hose of
the torch No. 1 and the contact tip of the torch. The contact tip
may be accessed by removing the nozzle from the torch No. 1
by rotating it by hand.
4.3.2 TIG process
Use the following table as a rst approach for amperage
adjustment regarding any model:
Thickness of the
piece to be welded
mm mm mm
0.6 1.0 - 1.6 0 - 1.0
1.0 1.0 - 1.6 0 - 1.6
1.5 1.0 - 1.6 0 - 1.6
2.5 1.6 - 2.4 1.6 - 2.4
3.0 1.6 - 2.4 1.6 - 2.4
4.0 2.4 1.6 - 2.4
5.0 2.4 - 3.2 2.4 - 3.2
6.0 2.4 - 3.2 2.4 - 3.2
8.0 3.2 - 4.0 3.2 - 4.0
12.0 3.2 - 4.0 3.2 - 4.0
Amperage
adjustment range
A L/min mm
Tungsten electrode
diameter
Argon gas ux
Filler rod diameter
Connection size
The contact tip is removed with a xed spanner or pliers, and it
must be of the same diameter as the welding wire. The pulley
wheels are accessed removing the pressure bearing that
releases them. Once the wire has been passed through the
pulley wheels, close the presser rollers and adjust pressure to
make the wire advance correctly without sliding and without
being crushed.
The groove of the pulley wheel must be of the same diameter as
the welding wire.
When using hollow wire, the nozzle may be removed from the
torch as it is not required. In this way it will have more visibility
and not harm the nozzle with projections.
4.3 Setting operations
4.3.1 MMA process
Stayer oers quality shielded electrodes under the below
indicated references. Use the following table as a rst approach
for amperage adjustment regarding any model:
STAYER
ref.
MODEL DIAMETER
38.93 E6013 2.5 60-100
38.94 E6013 3.25 90-140
38.99 E6013 2.5 60-100
38.100 E6013 3.25 90-140
38.96 E7018 3.25 110-150
38.102 E7018 3.25 110-150
AMPERES
(A)
15 - 30 4 5 1
25 - 30 4 - 7 1
50 - 70 6 - 9 1
65 - 95 6 - 9 1
65 - 95 6 - 9 1
110 - 150 10 - 15 2 - 3
120 - 180 10 - 15 2 - 3
150 - 200 10 - 15 2 - 3
160 - 220 12 - 18 4 - 5
180 - 240 12 - 18 6 - 8
4.3.3 MIG/MAG process
Use the following table as a rst approach for adjustment
regarding any model. Wire speed will depend on the thickness
of the piece and the required welding mode.
Diameter
(mm)
0.8 50 - 100 15 - 21 7 - 12
0.9 60 - 120 16 - 22 8 - 12
1.2 120 - 250 22 - 28 12 - 14
1.6 200 - 500 25 - 32 14 - 16
MIG/MAG SPECIAL SETTINGS
Depending on the transfer mode, for instance when the user
wishes to work with short arc (coarse drop, short-circuit) or
wishes to work in long-arc mode (ne drop, spray), it is possible
to act on two detail setting controls.
Amperages
(A)
Volteje (V) Gas Flow
(L/min)
Refer to intensities recommended by your supplier in respect of
diameters larger than 3.25 mm.
11

ENGLISH
12
A. SYNERGIC MODE: Press 13
Amperage: To carry out ne adjustment of overall power, master
amperage control located on the upper portion of the front panel
of the spooler, buttons No. 12 and No. 13 may be actuated.
These controls are duplicated on the main machine, group No.
17.
Voltage: To carry out ne adjustment of the feature of the arc,
actuate voltage master control No. 13 located on the lower
portion of the front panel of the spooler. When turning the control
to the left, voltage will be reduced whereby the arc is closed
and deposition in short-circuit mode will take place with highpenetration, minimum projections and a characteristic sound.
According voltage is increased, there will be a tendency to highperformance spray welding mode with a more silent sound, You
are recommended to start regulating voltage just at the middle
point indicated by a white point within the scope marked in the
synergic mode.
Wire speed: The amperage control modies at the same time the
wire discharge speed in accordance with the working conditions
indicated to the machine. When, due to special circumstances,
it should not be possible to adjust the exact speed, a speed
increase or decrease may be selected by adjusting the wire
diameter to the size that is immediately above or below that
which is really installed.
B. MANUAL MODE: Press 13
- With the knob 6 you can adjust the output speed of the thread
from 1.6m / s to 20m / s
- With the knob 9 you can adjust the output voltage of the device
from 13V to 40V
4.5 General instructions for use
4.5.1 Specic instructions MMA welding (shielded
electrode)
In this class of electric arc welding, the electrode itself produces
heat in the form of an electric arc, the shielded environment,
and it improves the weld puddle and the ller metal itself as the
electrode’s metal core progressively melts as welding is carried
out.
You have to choose the electrode (size and type) that is suitable
for carrying out the work to be performed.
An electrode we recommend due to its medium quality, suitability
for most works and for being easy to nd, is electrode E-6013,
popularly known as the “rutile electrode”. The material par
excellence for welding with shielded electrode is carbon steel.
After having conrmed all safety measures and inspected the
equipment, prepared and fastened the piece to be welded,
cables are connected according to the indications in the tables.
For the usual case of an E-6013 electrode, the output of negative
polarity (marked -) shall be connected to the piece by means of
the grounding clamp. The output of positive polarity (marked +)
shall be connected to the electrode carrier clamp the working
electrode is connected to the bare end thereof.
The welder will put on his/her individual protective equipment
using a welding mask or helmet that is suitable for the work, and
suitably covering any portion of his/her skin to avoid splashed
or radiation.
Welding shall be started by priming the arch. There are several
proceedings, the simplest of which is scratching the piece.
SPLASH CONTROL
Electric inductance 10 allows reducing splashes from the wire
welding process. Try empirically by raising or lowering the control
until achieving the best result.
4.4. Limits regarding the size of the workpiece
The main restriction regarding the piece to be welded is its
thickness which is limited by the power of the equipment.
At increasing power, you will be able to make correct welds (with
suitable penetration of the welding bead) on pieces of increased
thickness.
The following table may serve you as an orientation:
KINDS OF MMA WORK
PIECE
THICKNESS
1,5 - 5 mm 2,0 - 3,25 mm 40 - 140 A
2,5 - 5 mm 4,0 mm 120 - 190 A
5 - 12 mm 5,0 mm > 180 A
WIRE PIECE THICKNESS
0,6 mm 1 - 8 mm
0,8 mm 2 - 10 mm
1,0 mm 2 -25 mm
1,2 - 1,6 mm 5 - 50 mm
ELECTRODE SETTING
KIND OF MMA WORK
Once the arc has commenced, the electrode shall be kept at a
distance approximately equal to the diameter of the electrode as
such, and advancing of the weld shall be commenced by drawing
backwards as if a right-handed occidental person started writing,
The electrode shall be held in a position close (65o to 80o) to
the vertical with respect to the horizontal and balanced with
respect to weld puddle center. Depending on the kind of weld
pass (initial or lling) and the need of covering the joint, advance
in a straight line, zigzag movement or little circles. Good setting
of intensity, position and advance speed of the weld will result
in a pleasant, gentle sound, similar to that of a good barbecue
roast. When performing an accurate work, the resulting bead will
be homogeneous, with uniform surface marks shaped as half
moons.
Once the bead has been made, remove slag with a hammer and
brush before making the subsequent bead.
4.5.2 Specic instructions TIG welding
In electric arc welding by means of a inert-gas-protected tungsten
electrode, the consumable material is not the electrode itself but
a material ller rod similar to, or compatible with the material
to be welded. Compared with the shielded electrode system,
this system has greater productivity and greater diculty in
exchange for very high weld quality on almost any metal and
alloys thereof, including all stainless steels and situations of
joints of low thickness with or without ller material. Welding
takes place without slag, projections or smoke.
In order to correctly position the electrode in the torch, it must
protrude about 5 mm above the nozzle.
As a general rule, connect the output inversely than the usual
connection of the electrode i.e. the TIG torch to the equipment’s
negative terminal and the grounding clamp to the positive
terminal. Prepare and secure the piece.
12

ENGLISH
13
Adjust current intensity in accordance with the needs of the kind
of material and the joint to be made, making rst a test on a test
piece. Refer to specialized literature or regulated professional
training for further information in respect hereof.
The torch shall receive inert gas supply (usually pure argon)
proceeding from a cylinder, through a pressure reducing system
capable of suitably regulating eh necessary gas ow volume. All
equipments need a TIG torch (not included, STAYER references
38.71 and 38.73) with direct connection to the ow meter and
gas control by the ow valve in the TIG torch itself.
Once the arc has started, proceed to carry out welding
according to the needs thereof. As a general orientation, you
have to advance reversely to electrode welding so that, instead
of drawing backwards, you apply pushing frontwards as if you
were helping the gas ow impinge on the weld puddle. Incline
the torch in such a way, that it impinges in a position near (70o
to 80o) to the vertical with respect to the centered horizontal and
with respect to the weld puddle.
Slowly deposit the ller material of the rod bringing it closer
successively to the puddle of melt material.
To nish, simply stop pushing the switch of the torch, separate
the torch very slightly until the torch becomes interrupted and
close the manual gas valve. Finally, close the general ow valve
of the inert gas cylinder.
4.5.3 Specic instructions MIG/MAG wire welding
The welding torch must maintain a correct position to allow the
gas to conveniently shield the melting bed. Hold the torch with
both hands and ensure having a xed support point for more
stability of the bead.
5. Little pressure in the wire advance.
6. Wire bobbin tangled or wrongly connected, thereby braking or
complicating normal advance of the wire.
WELD LACKING PENETRATION
a) Torch advance speed too high.
b) Low welding current.
c) Wire speed to low.
ARC DOES NOT FLARE UP
A) Check connection of the machine, of the grounding clamp and
of the torch.
MACHINE DOES NOT WORK WHEN THE TORCH SWITCH
IS CONNECTED
a) Intervention of the thermostat.
b) Check operation of the TORCH SWITCH.
MACHINE DOES NOT WORK, THE LUMINOUS SWITCH
DOES NOT LIGHT UP
a) Verify connection to electric mains.
b) Verify circuit breaker switch or the fuse of the electric mains.
5. SERVICING AND MAINTENANCE
ISTRUCTIONS
Torches – specic instructions:
- Clean projections adhered in the torch outlet to avoid short-
circuit and gas turbulences. Use a steel brush.
- Avoid adherences of projections using a specic, silicone-free
spray.
- Review setting of dragging and braking rollers of the reel
periodically.
- Control wear and tear of the calibrated contact nozzle and
replace it when necessary to avoid loss of contact of the wire
with the nozzle.
An inclination with respect to the vertical of 10o is recommended.
The free length of the wire shall be comprised between 8 and 20
mm, so that the melting bed may be observed and adherence of
projection to the gas nozzle may be avoided. Avoid working in air
currents that snatch technical gas from the welt bead.
Possible problems and solutions MIG/MAG welding
WELD BEAD NARROW AND WITH INTERRUPTIONS
a) Wire advance speed excessive.
b) Little gas discharge (start with 5-7 l/min and, if necessary,
open the tap of the pressure gauge more.
WELD BEAD VERY HIGH
A) Wire advance speed very low.
b) Low welding current.
UNSTABLE ARC, POROSITY OF THE WELD
a) Torch very distant from the piece.
b) Piece with grease, oil, dirty, rust.
c) Insucient gas ow; check the contents of the gas bottle and
the gas regulator.
WIRE MELTS UP TO THE CONTACT TIP AND REMAINS
HOOLED THERETO
a) Very low wire speed
b) Torch too close to the piece
c) Momentary interruption of the welding circuit that may be
caused by:
1. Contact tip oxidized.
2. Diculties in the wire advancing mechanism.
3. Contact tip with diameter diering from that of the wire.
4. Faulty connection of the torch.
Do not use torch as a hammer to remove weld rests or align
sheets.
REPAIR SERVICE
The technical service will advise you on questions you might have
regarding repair and maintenance of your product, as well as on
spare parts. You may obtain exploded drawings and information
on spare parts on the internet under: info@grupostayer.com
Our team of technical advisors will be happy to guide you
regarding the acquisition, application and setting of products and
accessories.
GUARANTEE
Guarantee card
Among the documents that are part of the electric tool, you will
nd the guarantee card. You will have to ll in the guarantee
card completely, apply copy of the sales slip or invoice thereto,
and give it to your retailer in exchange for the corresponding
acknowledgement of receipt.
REMARK: If this card were missing, immediately ask you
retailer for it.
The guarantee is limited to manufacturing or machining
failures, and ceases when the parts have been disassembled,
manipulated or repaired out of works.
13

ENGLISH
14
DISPOSAL
We recommend subjecting all electric tools, accessories and
packaging to recycling respecting the environment.
For EU countries only:
Do not throw electric tools to the garbage! According
to European Directive 2012/19/UE on electric and
electronic devices, after transposition thereof into
national law, electric tools must be collected
separately so as to be subjected to ecologic
recycling.
Right to changes reserved.
6. Regulatory Marking
6.1 Explanation of regulatory markings
1
23
45
6 8
7 9
11 11a 11b 11c
12 12a 12b 12c
13 13a 13b 13c
14 15 16 17
18
Pos. 1 Name and address of the manufacturer, distributor or
importer.
Pos. 2 Identication of the model.
Pos. 3 Model traceability.
Pos. 4 Symbol of the welding power source.
Pos. 5 Reference to regulation complied with by the equipment.
Pos. 6 Symbol for the welding process.
Pos. 7 Symbol for use in environments with increased risk of
electric shock.
Pos. 8 Symbol for the welding current.
Pos. 9 Nominal non-load output tension.
Pos. 10 Nominal output voltage and current range.
Pos. 11 Duty cycle of the power source.
Pos. 11a Duty cycle at 45%
Pos. 11b Duty cycle at 60%
Pos. 11b Duty cycle at 100%
Pos. 12 Nominal cut-o current (I2)
Pos. 12a Current value for 45% duty cycle
Pos. 12b Current value for 60% duty cycle
Pos. 12c Current value for 100% duty cycle
Pos.13 Load tension (U2)
Pos. 13a Load tension for 45 % duty cycle
Pos. 13b Load tension for 60 % duty cycle
Pos. 13c Load tension for 100 % duty cycle
Pos. 14 Symbol for power supply
Pos. 15 Nominal value of supply tension
Pos. 16 Maximum nominal supply current
Pos. 17 Maximum eective supply current
Pos. 18 IP degree of protection
10
6.2 Technical features
= tension input
= current input
= current output
%
ON
EN60974
OFF
= work cycle
-
= ground
= bobbin weight
= electrode diameter
= generator power
= dimensions
-
6.3 Declaration of Conformity
We declare under our exclusive responsibility, that the machines:
POWER SOURCES FOR WELDING, models:
MIG160Multi, MIG170Multi, MIG200Multi, MIG250BM,
MIG250BT, MIG350BT, MIG500BT satisfy all essential safety
and health requirements in conformity with regulations 2014/35/
EU, 2014/30/EU, 2011/65/EU, EN 60974-1, EN 60974-10
conforme a WEEE / RoHS.
January 2017
Ramiro de la Fuente
Director Manager
14

www.grupostayer.com
 Loading...
Loading...