

Page 1

CT10
1650 PSI
HYDRAULIC
CRIMPING TOOLS
Safety, OperatiOn and Maintenance
USer’S ManUaL
© 2011 Stanley Black & Decker, Inc.
New Britain, CT 06053
U.S.A.
58545 3/2014 Ver. 8
Page 2

Page 3
TABLE OF CONTENTS
IMPORTANT
SAFETY SYMBOLS ........................................................................................................................................................4
SAFETY PRECAUTIONS ................................................................................................................................................5
TOOL STICKERS & TAGS ..............................................................................................................................................6
TOOL HOSE INFORMATION ..........................................................................................................................................7
HTMA REQUIREMENTS .................................................................................................................................................9
OPERATION ..................................................................................................................................................................10
STORAGE .....................................................................................................................................................................13
EQUIPMENT PROTECTION & CARE ..........................................................................................................................14
TROUBLESHOOTING ..................................................................................................................................................15
SPECIFICATIONS .........................................................................................................................................................16
ACCESSORIES.............................................................................................................................................................16
CT10016N PARTS ILLUSTRATION ..............................................................................................................................17
CT10016N PARTS LIST ................................................................................................................................................18
CT10056DN PARTS ILLUSTRATION ...........................................................................................................................19
CT10056DN PARTS LIST .............................................................................................................................................20
CT10056N PARTS ILLUSTRATION ..............................................................................................................................21
CT10056N PARTS LIST ................................................................................................................................................22
CT10066AN PARTS ILLUSTRATION............................................................................................................................23
CT10066AN PARTS LIST..............................................................................................................................................24
To ll out a Product Warranty Recording form, and for information on your warranty,
visit Stanleyhydraulic.com and select the Warranty tab.
(NOTE: The warranty recording form must be submitted to validate the warranty).
SERVICING THE STANLEY CRIMPING TOOL: This manual contains safety, operation, and routine maintenance instructions. Stanley Hydraulic Tools recommends that servicing of hydraulic tools, other than
routine maintenance, must be performed by an authorized and certied dealer. Please read the following
warning.
SERIOUS INJURY OR DEATH COULD RESULT FROM THE
IMPROPER REPAIR OR SERVICE OF THIS TOOL.
REPAIRS AND / OR SERVICE TO THIS TOOL MUST ONLY BE DONE
BY AN AUTHORIZED AND CERTIFIED DEALER.
3
Page 4
SAFETY SYMBOLS
Safety symbols and signal words, as shown below, are used to emphasize all operator, maintenance and repair
actions which, if not strictly followed, could result in a life-threatening situation, bodily injury or damage to equipment.
This is the safety alert symbol. It is used to alert you to potential personal
injury hazards. Obey all safety messages that follow this symbol to avoid
possible injury or death.
This safety alert and signal word indicate an imminently hazardous situation which, if not avoided, will result in death or serious injury.
This safety alert and signal word indicate a potentially hazardous situation
which, if not avoided, could result in death or serious injury.
This safety alert and signal word indicate a potentially hazardous situation
which, if not avoided, may result in minor or moderate injury.
This signal word indicates a potentially hazardous situation which, if not
avoided, may result in property damage or damage to the equipment.
This signal word indicates a situation which, if not avoided, may result in
damage to the equipment.
Always observe safety symbols. They are included for your safety and for the protection of the tool.
LOCAL SAFETY REGULATIONS
Enter any local safety regulations here. Keep these instructions in an area accessible to the operator and maintenance personnel.
4
Page 5

SAFETY PRECAUTIONS
Tool operators and maintenance personnel must always comply with the safety precautions given in this manual and on
the stickers and tags attached to the tool and hose.
These safety precautions are given for your safety. Review them carefully before operating the tool and before performing
general maintenance or repairs.
Supervising personnel should develop additional precautions relating to the specic work area and local safety regulations. If so, place the added precautions in the space provided on page 4.
The model CT10 Hydraulic Crimping Tool will provide safe and dependable service if operated in accordance with the
instructions given in this manual. Read and understand this manual and any stickers and tags attached to the tool and
hose before operation. Failure to do so could result in personal injury or equipment damage.
• The operator must start in a work area without bystanders. Flying debris can cause serious injury.
• Do not operate the tool unless thoroughly trained or under the supervision of an instructor. Establish a training program
for all operators to ensure safe operation.
• Always wear safety equipment such as goggles, ear and head protection, and safety shoes at all times when operating
the tool. Use gloves and aprons when necessary.
• The operator must be familiar with all prohibited work areas such as excessive slopes and dangerous terrain conditions.
• Do not inspect, clean or replace any part(s) if the hydraulic power source is connected. Do not inspect or clean the tool
while the hydraulic power source is connected. Accidental engagement of the tool can cause serious injury.
• Always connect hoses to the tool hose couplers before energizing the hydraulic power source. Be sure all hose connections are tight and are in good condition.
• Do not operate the tool at oil temperatures above 140°F/60°C. Operation at higher temperatures can cause higher than
normal temperatures at the tool which can result in operator discomfort.
• Do not operate a damaged, improperly adjusted, or incompletely assembled tool. Do not carry tool by the hoses.
• Never wear loose clothing that can get entangled in the working parts of the tool.
• Keep all parts of your body away from the tool and maintain proper footing and balance at all times.
• Do not rely exclusively upon the safety devices built into the tool.
• Always be well rested and mentally alert before operating the tool.
• Do not allow other persons to be near the tool when in operation. Keep bystanders and animals out of the work area.
• Keep the handles dry, clean and free of oil.
• When using tools near energized transmission lines, be sure to use only hoses labeled and certied non-conductive.
• Turn off the power unit or move the hydraulic control valve to neutral before setting the tool down.
• Know the location of buried or covered electrical services before starting work.
• To avoid personal injury or equipment damage, all tool repair, maintenance and service must only be performed by authorized and properly trained personnel.
5
Page 6
TOOL STICKERS & TAGS
Please refer to the Parts List Illustration for location of stickers.
58499
CT10 Sticker
NOTE
THE INFORMATION LISTED ON THE
STICKERS SHOWN, MUST BE LEGIBLE AT
ALL TIMES.
REPLACE DECALS IF THEY BECOME
WORN OR DAMAGED. REPLACEMENTS
ARE AVAILABLE FROM YOUR LOCAL
STANLEY DISTRIBUTOR.
The safety tag (p/n
15875) at right is attached
to the tool when shipped
from the factory. Read
and understand the safety
instructions listed on this
tag before removal. We
suggest you retain this tag
and attach it to the tool
when not in use.
DANGER
1. FAILURE TO USE HYDRAULIC HOSE LABELED AND CERTIFIED
AS NON-CONDUCTIVE WHEN USING HYDRAULIC TOOLS
ON OR NEAR ELECTRICAL LINES MAY RESULT IN DEATH
OR SERIOUS INJURY.
BEFORE USING HOSE LABELED AND CERTIFIED AS NON-
CONDUCTIVE ON OR NEAR ELECTRIC LINES BE SURE THE
HOSE IS MAINTAINED AS NON-CONDUCTIVE. THE HOSE
SHOULD BE REGULARLY TESTED FOR ELECTRIC CURRENT
LEAKAGE IN ACCORDANCE WITH YOUR SAFETY DEPART-
MENT INSTRUCTIONS.
2. A HYDRAULIC LEAK OR BURST MAY CAUSE OIL INJECTION
INTO THE BODY OR CAUSE OTHER SEVERE PERSONAL
INJURY.
A DO NOT EXCEED SPECIFIED FLOW AND PRESSURE FOR
THIS TOOL. EXCESS FLOW OR PRESSURE MAY CAUSE A
LEAK OR BURST.
B DO NOT EXCEED RATED WORKING PRESSURE OF
HYDRAULIC HOSE USED WITH THIS TOOL. EXCESS
PRESSURE MAY CAUSE A LEAK OR BURST.
C CHECK TOOL HOSE COUPLERS AND CONNECTORS DAILY
FOR LEAKS. DO NOT FEEL FOR LEAKS WITH YOUR HANDS.
CONTACT WITH A LEAK MAY RESULT IN SEVERE PERSONAL
INJURY.
IMPORTANT
READ OPERATION MANUAL AND
SAFETY INSTRUCTIONS FOR THIS
TOOL BEFORE USING IT.
USE ONLY PARTS AND REPAIR
PROCEDURES APPROVED BY
STANLEY AND DESCRIBED IN THE OPERA-
TION MANUAL.
TAG TO BE REMOVED ONLY BY
TOOL OPERATOR.
SEE OTHER SIDE
SAFETY TAG P/N 15875
DANGER
D DO NOT LIFT OR CARRY TOOL BY THE HOSES. DO
NOT ABUSE HOSE. DO NOT USE KINKED, TORN OR
DAMAGED HOSE.
3. MAKE SURE HYDRAULIC HOSES ARE PROPERLY CONNECTED
TO THE TOOL BEFORE PRESSURING SYSTEM. SYSTEM
PRESSURE HOSE MUST ALWAYS BE CONNECTED TO TOOL
“IN” PORT. SYSTEM RETURN HOSE MUST ALWAYS BE
CONNECTED TO TOOL “OUT” PORT. REVERSING CONNECTIONS MAY CAUSE REVERSE TOOL OPERATION WHICH CAN
RESULT IN SEVERE PERSONAL INJURY.
4. DO NOT CONNECT OPEN-CENTER TOOLS TO CLOSED-CEN-
TER HYDRAULIC SYSTEMS. THIS MAY RESULT IN LOSS OF
OTHER HYDRAULIC FUNCTIONS POWERED BY THE SAME
SYSTEM AND/OR SEVERE PERSONAL INJURY.
5. BYSTANDERS MAY BE INJURED IN YOUR WORK AREA. KEEP
BYSTANDERS CLEAR OF YOUR WORK AREA.
6. WEAR HEARING, EYE, FOOT, HAND AND HEAD PROTEC-
TION.
7. TO AVOID PERSONAL INJURY OR EQUIPMENT DAMAGE, ALL
TOOL REPAIR MAINTENANCE AND SERVICE MUST ONLY BE
PERFORMED BY AUTHORIZED AND PROPERLY TRAINED
PERSONNEL.
IMPORTANT
READ OPERATION MANUAL AND
SAFETY INSTRUCTIONS FOR THIS
TOOL BEFORE USING IT.
USE ONLY PARTS AND REPAIR
PROCEDURES APPROVED BY
STANLEY AND DESCRIBED IN THE OPERA-
(shown smaller then actual size)
TION MANUAL.
TAG TO BE REMOVED ONLY BY
TOOL OPERATOR.
SEE OTHER SIDE
6
Page 7
TOOL HOSE INFORMATION
HOSE TYPES
The rated working pressure of the hydraulic hose must be equal to or higher than the relief valve setting on the hydraulic
system.There are three types of hydraulic hose that meet this requirement and are authorized for use with Stanley Hydraulic
Tools. They are:
Certied non-conductive - constructed of thermoplastic or synthetic rubber inner tube, synthetic ber braid rein-
forcement, and weather resistant thermoplastic or synthetic rubber cover. Hose labeled certied non-conductive
is the only hose authorized for use near electrical conductors.
Wire-braided (conductive) - constructed of synthetic rubber inner tube, single or double wire braid reinforcement, and
weather resistant synthetic rubber cover. This hose is conductive and must never be used near electrical
conductors.
Fabric-braided (not certied or labeled non-conductive) - constucted of thermoplastic or synthetic rubber inner tube,
synthetic ber braid reinforcement, and weather resistant thermoplastic or synthetic rubber cover. This hose is not
certied non-conductive and must never be used near electrical conductors.
HOSE SAFETY TAGS
To help ensure your safety, the following DANGER tags are attached to all hose purchased from Stanley Hydraulic Tools.
DO NOT REMOVE THESE TAGS.
If the information on a tag is illegible because of wear or damage, replace the tag immediately. A new tag may be obtained
from your Stanley Distributor.
THE TAG SHOWN BELOW IS ATTACHED TO “CERTIFIED NON-CONDUCTIVE” HOSE
D A N G E R
1 FAILURE TO USE HYDRAULIC HOSE LABELED AND CERTIFIED AS NON-CONDUCTIVE
WHEN USING HYDRAULIC TOOLS ON OR NEAR ELECTRIC LINES MAYRESULT IN DEATH
OR SERIOUS INJURY.
FOR PROPER AND SAFE OPERATION MAKE SURE THAT YOU HAVE BEEN PROPERLY
TRAINED IN CORRECT PROCEDURES REQUIRED FOR WORK ON OR AROUND
ELECTRIC LINES.
2. BEFORE USING HYDRAULIC HOSE LABELED AND CERTIFIED AS NON-CONDUCTIVE ON
OR NEAR ELECTRIC LINES. WIPE THE ENTIRE LENGTH OF THE HOSE AND FITTING
WITH A CLEAN DRY ABSORBENT CLOTH TO REMOVE DIRT AND MOSISTURE AND TEST
HOSE FOR MAXIMUM ALLOWABLE CURRENT LEAKAGE IN ACCORDANCE WITH SAFETY
DEPARTMENT INSTRUCTIONS.
DO NOT REMOVE THIS TAG
SIDE 1 SIDE 2
SEE OTHER SIDE
3. DO NOT EXCEED HOSE WORKING PRESSURE OR ABUSE HOSE. IMPROPER USE OR
HANDLING OF HOSE COULD RESULT IN BURST OR OTHER HOSE FAILURE. KEEP
HOSE AS FAR AWAY AS POSSIBLE FROM BODY AND DO NOT PERMIT DIRECT CONTACT
DURING USE. CONTACT AT THE BURST CAN CAUSE BODILY INJECTION AND SEVERE
PERSONAL INJURY.
4. HANDLE AND ROUTE HOSE CAREFULLY TO AVOID KINKING, ABRASION, CUTTING, OR
CONTACT WITH HIGH TEMPERATURE SURFACES. DO NOT USE IF KINKED. DO NOT USE
HOSE TO PULL OR LIFT TOOLS, POWER UNITS, ETC.
5. CHECK ENTIRE HOSE FOR CUTS CRACKS LEAKS ABRASIONS, BULGES, OR DAMAGE TO
COUPLINGS IF ANY OF THESE CONDITIONS EXIST, REPLACE THE HOSE IMMEDIATELY.
NEVER USE TAPE OR ANY DEVICE TO ATTEMPT TO MEND THE HOSE.
6. AFTER EACH USE STORE IN A CLEAN DRY AREA.
D A N G E R
SEE OTHER SIDE
(shown smaller than actual size)
DO NOT REMOVE THIS TAG
THE TAG SHOWN BELOW IS ATTACHED TO “CONDUCTIVE” HOSE.
D A N G E R
1 DO NOT USE THIS HYDRAULIC HOSE ON OR NEAR ELECTRIC LINES. THIS HOSE IS
NOT LABELED OR CERTIFIED AS NON-CONDUCTIVE. USING THIS HOSE ON OR NEAR
ELECTRICAL LINES MAY RESULT IN DEATH OR SERIOUS INJURY.
2. FOR PROPER AND SAFE OPERATION MAKE SURE THAT YOU HAVE BEEN PROPERLY
TRAINED IN CORRECT PROCEDURES REQUIRED FOR WORK ON OR AROUND
ELECTRIC LINES.
3. DO NOT EXCEED HOSE WORKING PRESSURE OR ABUSE HOSE. IMPROPER USE OR
HANDLING OF HOSE COULD RESULT IN BURST OR OTHER HOSE FAILURE. KEEP
HOSE AS FAR AWAY AS POSSIBLE FROM BODY AND DO NOT PERMIT DIRECT CONTACT
DURING USE. CONTACT AT THE BURST CAN CAUSE BODILY INJECTION AND SEVERE
PERSONAL INJURY.
4. HANDLE AND ROUTE HOSE CAREFULLY TO AVOID KINKING, CUTTING, OR CONTACT
WITH HIGH TEMPERATURE SURFACES. DO NOT USE IF KINKED. DO NOT USE HOSE TO
PULL OR LIFT TOOLS, POWER UNITS, ETC.
DO NOT REMOVE THIS TAG
SIDE 1 SIDE 2
SEE OTHER SIDE
(shown smaller than actual size)
5. CHECK ENTIRE HOSE FOR CUTS CRACKS LEAKS ABRASIONS, BULGES, OR DAMAGE TO
COUPLINGS IF ANY OF THESE CONDITIONS EXIST, REPLACE THE HOSE IMMEDIATELY.
NEVER USE TAPE OR ANY DEVICE TO ATTEMPT TO MEND THE HOSE.
6. AFTER EACH USE STORE IN A CLEAN DRY AREA.
D A N G E R
SEE OTHER SIDE
DO NOT REMOVE THIS TAG
7
Page 8
Operating Pressure
Hose Spec
Working Pressure Fiber Braid
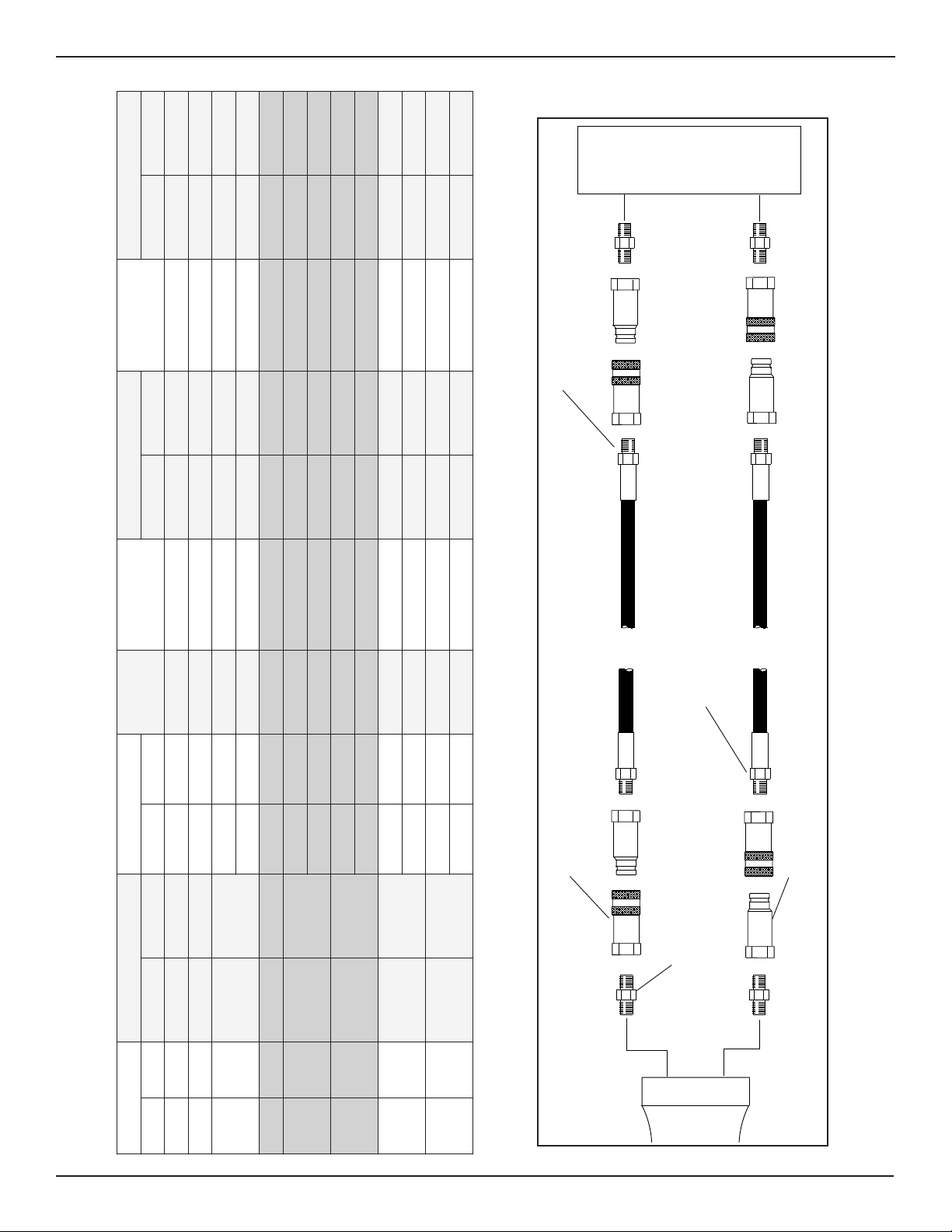
HYDRAULIC CIRCUIT
CONTROL PANEL
PRESSURE
MALE PIPE HOSE END
RETURN
Wire Braid
Hose Spec
USE
Tool To Circuit Hose Recommendations
5/8 16 Pressure SAE 100R2-10 2750 190 SAE 100R8-10 2750 190
3/4 19 Return SAE 100R1-12 1250 86 SAE 100R7-12 1250 86
5/8 16 Pressure SAE 100R2-10 2750 190 SAE 100R8-10 2750 190
3/4 19 Return SAE 100R1-16 1000 69 SAE 100R7-12 1250 86
3/4 19 Pressure SAE 100R17-12 3000 230 NA NA NA
1 25.4 Return SAE 100R1-16 1000 69 NA NA NA
5/8 16 Pressure SAE 100R2-10 2750 190 SAE 100R8-10 2750 190
3/4 19 Return SAE 100R1-12 1250 86 SAE 100R7-12 1250 86
3/4 19 Pressure SAE 100R17-12 3000 230 NA NA NA
1 25.4 Return SAE 100R1-16 1000 69 NA NA NA
PRESSURE
<<<FLOW
H.T.M.A. FEMALE QUICK
DISCONNECT COUPLER
ADAPTER OR HOSE WHIPS, 3/8
PRESSURE
FLOW>>>
RETURN
MALE PIPE HOSE END
Typical Hose Connections
H.T.M.A. MALE QUICK
DISCONNECT COUPLER
INCH MALE PIPE x -8 SAE O-RING
RETURN
Oil Flow Each Hose Length Inside Diameter
5-8 19-30 up to 50 up to 15 1/2 13 Both SAE 100R17-8 3000 230 SAE 100R7-8 2000 140
GPM LPM FEET METERS INCH MM PSI BAR PSI BAR
5-8 19-30 51-100 15-30 5/8 16 Both SAE 100R17-10 3000 230 SAE 100R8-10 2750 190
5-8 19-30 100-300 30-90
9-12 34-45 up to 50 up to 15 5/8 16 Both SAE 100R17-10 3000 230 SAE 100R8-10 2750 190
9-12 34-45 51-100 15-30
9-12 34-45 100-200 30-60
13-16 49-60 up to 25 up to 8
TOOL
13-16 49-60 26-100 8-30
NOTE: SAE 100R16 may be used in place of SAE100R2
8
Page 9

HTMA / EHTMA REQUIREMENTS
HTMA / EHTMA REQUIREMENTS
HTMA
HYDRAULIC SYSTEM REQUIREMENTS
Flow Range
Nominal Operating Pressure
(at the power supply outlet)
System relief valve setting
(at the power supply outlet)
Maximum back pressure
(at tool end of the return hose)
Measured at a max. uid viscosity of:
(at min. operating temperature)
Temperature: Sufcient heat rejection
capacity to limit max. uid temperature to:
(at max. expected ambient temperature)
Min. cooling capacity at a temperature
difference of between ambient and uid
temps
NOTE:
Do not operate the tool at oil temperatures above 140° F (60° C). Operation at higher temperatures can cause operator
discomfort at the tool.
Filter
Min. full-ow ltration
Sized for ow of at least:
(For cold temp. startup and max.
dirt-holding capacity)
4-6 gpm 7-9 gpm 9-10.5 gpm 11-13 gpm
(15-23 lpm) (26-34 lpm) (34-40 lpm) (42-49 lpm)
1500 psi 1500 psi 1500 psi 1500 psi
(103 bar) (103 bar) (103 bar) (103 bar)
2100-2250 psi 2100-2250 psi 2200-2300 psi 2100-2250 psi
(145-155 bar) (145-155 bar) (152-159 bar) (145-155 bar)
250 psi 250 psi 250 psi 250 psi
(17 bar) (17 bar) (17 bar) (17 bar)
400 ssu* 400 ssu* 400 ssu* 400 ssu*
(82 centistokes) (82 centistokes) (82 centistokes) (82 centistokes)
140° F 140° F 140° F 140° F
(60° C) (60° C) (60° C) (60° C)
3 hp 5 hp 6 hp 7 hp
(2.24 kW) (3.73 kW) (5.22 kW) (4.47 kW)
40° F 40° F 40° F 40° F
(22° C) (22° C) (22° C) (22° C)
25 microns 25 microns 25 microns 25 microns
30 gpm 30 gpm 30 gpm 30 gpm
(114 lpm) (114 lpm) (114 lpm) (114 lpm)
TYPE I TYPE II
TOOL TYPE
TYPE RR
TYPE III
Hydraulic uid Petroleum based
(premium grade, anti-wear, non-conductive)
Viscosity (at min. and max. operating temps)
NOTE:
When choosing hydraulic uid, the expected oil temperature extremes that will be experienced in service determine the
most suitable temperature viscosity characteristics. Hydraulic uids with a viscosity index over 140 will meet the requirements
over a wide range of operating temperatures.
*SSU = Saybolt Seconds Universal
EHTMA
100-400 ssu* 100-400 ssu* 100-400 ssu* 100-400 ssu*
(20-82 centistokes)
CLASSIFICATION
HYDRAULIC SYSTEM
REQUIREMENTS
Flow Range
Nominal Operating Pressure
(at the power supply outlet)
System relief valve setting
(at the power supply outlet)
NOTE: These are general hydraulic system requirements. See tool specication page for tool specic requirements
B
3.5-4.3 gpm 4.7-5.8 gpm 7.1-8.7 gpm 9.5-11.6 gpm 11.8-14.5 gpm
(13.5-16.5 lpm) (18-22 lpm) (27-33 lpm) (36-44 lpm) (45-55 lpm)
1870 psi 1500 psi 1500 psi 1500 psi 1500 psi
(129 bar) (103 bar) (103 bar) (103 bar) (103 bar)
2495 psi 2000 psi 2000 psi 2000 psi 2000 psi
(172 bar) (138 bar) (138 bar) (138 bar) (138 bar)
C
D
9
Page 10

OPERATION
PRE-OPERATION
Careful inspection of the tool and hydraulic system before
startup is important for safe, reliable operation of the tool.
The following items should be checked daily at the start and
the end of each work shift.
1. Make sure the proper dies are securely in place. Operating
the tool without dies can deform the crimping heads. Refer to
Die Installation for instructions.
2. Connect hoses. Wipe all hose couplers with a clean, lintfree cloth before making connections. Dirty couplers can
contaminate the hydraulic lines and prevent a good seal at
the connection.
3. Check all fasteners for tightness.
4. Check the equipment for oil leaks. If leaks are observed, do
not use the tool; have the equipment serviced before use.
5. Check the tool and hydraulic system for proper operation
and performance.
6. If the equipment does not appear to operate properly, have
it serviced before use.
7. Periodically verify the crimping force of the tool. Refer to
Die Load Verication.
TO CHANGE THE CURRENT SETTING:
Cylinder
Top View of Tool
1. Remove the hydraulic hose coupling from the return port
on the tool, if one is installed. When making the change from
CC to OC, hydraulic uid may be trapped in the tool, preventing complete movement of the adapter. Remove the return
coupling to allow the hydraulic uid to escape.
2. Loosen the 2 setscrews on the cylinder.
3. Turn the adapter until it stops:
• counter clockwise (CCW) to change to closed center
(creates gap)
• clockwise (CW) to change to open center (closes gap)
Open-Center (no gap)
Adapter
Trigger Handle
SETUP AND TEST
Never operate the tool without dies. Operating without dies can
deform the crimping head (retainer die yoke or C-frame).
If this happens, the dies cannot be installed and the crimping
head must be replaced.
Never install the dies while the hydraulic hoses are connected
to the tool.
Verify the crimping force before operating the tool.
OPEN CENTER/CLOSED CENTER
SETUP
The CT10 Hydraulic Crimping Tool can be congured for either
open-center or closed-center operation. The current setting
is easily determined by looking at the gap between the adapter
and the cylinder:
4. Tighten the two setscrews.
DIE INSTALLATION
One die is installed in the crimping head (Retainer Die Yoke
or C-frame) and the other die is installed onto the ram or
die piston assembly, depending on the model. See below to
identify the style of crimping head you have. Refer to the parts
illustrations in this manual for more detailed reference.
Burndy Y35 & 30 mm Style
Retainer Die Yoke
Stanley Y35 Style
Retainer Die Yoke
Kearney WH3 Style
C-Frame
Kearney PH2 Style
C-Frame
10
Page 11

OPERATION
To install dies, follow the instructions below for your model
of crimping head.
1. If the hydraulic hoses are connected:
• Turn the hydraulic system control valve OFF.
• Disconnect rst the hydraulic input (supply) hose, then
the output (return) hose.
2. Clean the surfaces of the die holder to remove any dirt or
grease.
3. Select the dies for the task:
• If the die load has not been veried, select blank dies
and verify die load.
• If the die load has been veried, select a set of dies to
match the sleeve or connector to be crimped.
TO INSTALL DIES ON STANLEY OR BURNDY
CRIMPING HEADS - Y35 STYLE
Install the die to the Retainer Die Yoke:
TO INSTALL DIES ON KEARNEY CRIMPING
HEAD -WH3 STYLE:
Install the die to the C-Frame:
1. Loosen the capscrew at the side of the C-frame.
2. Press the stub on the die into the socket.
3. Tighten the capscrew to retain the die .
Install the die to the push rod.
1. Loosen the capscrew at the side of the push rod.
2. Press the stub on the die into the push rod socket.
3. Tighten the capscrew to retain the die.
Make sure the hydraulic system control valve is in the OFF
position when coupling or uncoupling the hoses. Failure to
do so may result in damage to the quick couplers and cause
overheating of the hydraulic system.
1. Insert and center the die until it clicks into place.
Install the die to the Die Piston Assembly or Ram:
1. Press the die release pin at the side of the die piston
asembly or ram.
2. Insert and center the die.
3. Release the pin to lock the die in place.
TO INSTALL DIES ON STANLEY OR KEARNEY
CRIMPING HEADS - PH2 STYLE
Install the die to the C-Frame:
1. Loosen the capscrew at the side of the C-frame.
2. Press the stub on the die into the socket.
3. Tighten the capscrew to retain the die.
Install the die to the push rod.
1. Loosen the capscrew at the side of the push rod.
2. Press the stub on the die into the push rod socket.
3. Tighten the capscrew to retain the die.
Before installing the hoses, wipe the ttings and the entire
length of the hoses with a clean, dry lint-free cloth to remove
any dirt or moisture. Dirty connections can contaminate the
hydraulic uid, causing rapid wear and early failure of internal
pars.
Check the ow indicators (arrows) stamped on the couplers
to ensure oil ows in the proper direction. The female coupler
on the tool is the inlet coupler.
It is a good practice to connect the output (return) hose rst
and disconnect it last to minimize or avoid trapped pressure
within the tool.
1. Connect the output hose to the OUT or T port on the tool.
2. Connect the input hose to the IN or P port.
3. Be sure all hose connections are tight.
DIE LOAD VERIFICATION
With blank (test) dies installed, use a die load tester to verify
the crimping force in the tool before operating a new crimping
tool, before placing the tool in service after storage or repair
or periodically during normal use
1. Make sure blank (test) dies are installed in the die holder.
If not, follow the Die Installation instructions at the beginning
of this section.
11
Page 12

OPERATION
2. Connect the tool to an appropriate hydraulic power source.
Follow the Hydraulic Hose Connection safety guidelines and
instructions in this section. If possible, use the hydraulic power
source you plan to use for crimping.
3. Place the die load tester between the blank (test) dies.
4. Actuate the tool and read the value shown on the load tester indicator. The force should be 10–12 tons (9072–10,886
kg), depending on the pressure from the hydraulic power
source.
5. If the indicated value is low and the system pressure relief
valve setting is greater than 1650 psi (114 bar), adjust the
relief valve on the CT to get the correct die load.
If the indicated value is high, adjust the relief valve on the CT
to get the correct die load.
6. When the value is within the acceptable range, turn the
hydraulic system control valve off and disconnect the hoses
from the tool.
7. Follow the Die Installation instructions at the beginning of
this section to remove the blank dies and install the proper
crimping dies.
OC/CC SETTING
Check the open-center/closed-center (OC/CC) setting on the
tool. The current setting is easily determined by looking at the
gap between the adapter and the cylinder, see Figure 5-1.
• open center - no gap
• closed center - approximately ¼-inch (6.4-mm) gap
If the setting is not correct for your hydraulic system, follow
the instructions in this section, OC/CC Adjustment, to make
the change.
DIE CHECK
The hydraulic uid temperature should be at least 80°F/27°C
for this test.
CONNECT HOSES
1. Wipe all hose couplers with a clean, lint-free cloth before
making connections.
2. Connect hoses from the hdyraulic power source to the tool
ttings or quick disconnects. It is good practice to connect the
return hose rst and disconnect it last to minimize or eliminate
trapped pressure within the wrench.
3. Observe the ow indicators stamped on the main body
assembly and the hose couplers to ensure that the ow is
in the proper directions. The female couple on the tools “IN”
port is the inlet (pressure) coupler.
Note:
If the uncoupled hoses are left in the sun, pressure
increase within the hoses can make them difcult to
connect. Whenever possible, connect the free ends of
the hoses together.
OPERATION
Observe all safety precautions when operating the tool. Read
Safety and Hydraulic System Requirements, before operating
the tool for the rst time.
CONDUCTOR PREPARATION
1. If the conductor is insulated, remove the insulation from
the end of the conductor.
Use an insulation stripping tool. If a stripping tool is not available, carefully shave the insulation from the cable.
Be sure not to nick or cut the strands of the conductor.
Make sure the dies installed in the tool match the sleeve or
connector to be crimped. If not, follow the instructions in this
section, Die Installation.
CHECK POWER SOURCE
Using a calibrated owmeter and pressure gauge, check the
hydraulic power source at the tool’s input port. Make sure
the system maintains an operating ow in the range of 3-9
gpm/11-34 lpm within a pressure range of 1650-2000 psi
/114-140 bar.
2. Remove any oxide or foreign matter from the exposed
conductor. A bright, shiny surface is required for a good connection. Do not wire-brush tin-plated copper conductors or
tinned connectors.
STARTUP
1. Move the hydraulic system control valve to the ON
position.
12
Page 13

OPERATION
2. Remove any trapped air from the tool by squeezing the
trigger 4 or 5 times to advance and retract the piston nearly
a full stroke.
3. Position the tool to make the crimp.
IMPORTANT
Failure to center the connector between the dies will
damage the dies and/or die holders.
4. Hook the stationary (retainer die yoke or C-frame) die on the
connector being crimped to ensure the connector is centered
between the dies.
5. Squeeze the trigger to advance the piston and crimp the
connector.
6. Release the trigger to retract the piston.
7. Slide the tool into position for the next crimp. Some sleeves
and connectors have special crimping requirements. Refer to
the tting manufacturer’s requirements.
8. Remove the tool by lifting it free of the connector.
STORAGE
Replace any damaged or missing safety labels and tags
before storing the tool. Clean, dry and lubricate moving parts
before storage. Store in a clean, dry place.
SHUTDOWN
1. Move the hydraulic system control valve to the off posi-
tion.
2. Disconnect the hydraulic hoses from the tool—rst the input
(supply) hose, then the output (return) hose.
3. Insert plugs in the hose ends, couplers or tool ports, as
applicable.
4. Wipe the tool thoroughly with a clean dry cloth.
5. Clean any foreign matter or joint compound from the die
holder surfaces.
COLD WEATHER OPERATION
If the tools is to be used during cold weather, preheat the hydraulic uid at low engine speed. When uysing the normally
recommended uids, uid temperature should be at or above
50°F/10°C (400 ssu/82 centistokes) before use.
Damage to the hydraulic system or compression tool can
result from use with uid that is too viscous or too thick.
13
Page 14

EQUIPMENT PROTECTION & CARE
NOTICE
In addition to the Safety
Precautions in this manual,
observe the following for
equipment protection and
care.
• Make sure all couplers are wiped clean before connection.
• The hydraulic circuit control valve must be in the “OFF” position when coupling or uncoupling
hydraulic tools. Failure to do so may result in damage to the quick couplers and cause overheating
of the hydraulic system.
• Always store the tool in a clean dry space, safe from damage or pilferage.
• Make sure the circuit PRESSURE hose (with male quick disconnect) is connected to the “IN” port.
The circuit RETURN hose (with female quick disconnect) is connected to the opposite port. Do not
reverse circuit ow. This can cause damage to internal seals.
• Always replace hoses, couplings and other parts with replacement parts recommended by Stanley
Hydraulic Tools. Supply hoses must have a minimum working pressure rating of 2500 psi/172 bar.
• Do not exceed the rated ow. Refer to Specications in this manual for correct ow rate.
Rapid failure of the internal seals may result.
• Always keep critical tool markings, such as warning stickers and tags legible.
• Do not force a small tool to do the job of a large tool.
• Keep tool bit sharp for maximum breaker performance. Make sure that tool bits are not chipped or
rounded on the striking end.
• Never operate a chipper without a tool bit or without holding it against the work surface. This puts
excessive strain on the retainer.
• Tool repair should be performed by experienced personnel only.
• Make certain that the recommended relief valves are installed in the pressure side of the system.
• Do not use the tool for applications for which it was not intended.
14
Page 15

TROUBLESHOOTING
If symptoms of poor performance develop, the following chart can be used as a guide to correct the problem.
When diagnosing faults in operation of the grinder, always check that the hydraulic power source is supplying the correct
hydraulic ow and pressure to the grinder as listed in the table. Use a owmeter known to be accurate. Check the ow
with the hydraulic oil temperature at least 80°F/27°C.
PROBLEM CAUSE SOLUTION
Tool does not operate.
Tool operates in reverse.
(piston advances/retracts when trigger
is squeezed.)
Tool under-crimps. Die load less than
10 tons/9072 kg.
Tool over-crimps. Die load more than 12
tons/10,886 kg.
Trigger difcult to operate.
Hydraulic hoses not connected
properly.
Hydraulic control valve OFF.
Hydraulic system not functioning.
Couplers or hoses blocked. Remove obstruction.
Pressure port check valve is installed in
tool return port.
Hoses connected to wrong ports on
tool.
Hydraulic system pressure too low.
Relief valve set too low. Increase relief valve pressure.
Dirt or obstruction between dies. Remove obstruction. Clean die area.
Piston seal worn or damaged.
Improper die set for wire and
connector.
Hydraulic system pressure too high.
Relief valve set too high. Decrease relief valve pressure.
Hoses connected to wrong ports on
tool.
Excessive back-pressure.
Trigger guard bent and binding on spool
in bore.
Make sure hoses are connected and the
couplers are tight.
Turn the hydraulic system control valve
ON.
Check hydraulic power unit for correct
ow and pressure.
Install pressure port check valve in
pressure port.
Connect input (supply) line to IN port.
Connect output (return) line to OUT
port.
Check hydraulic power source for
correct ow and pressure.
Contact an authorized Stanley
distributor.
Install proper die set.
Check hydraulic power source for
correct ow and pressure.
Connect input (supply) line to IN port.
Connect output (return) line to OUT
port.
If back-pressure is greater than 250
psi/17 bar, clear the return line
obstruction or restriction.
Repair or replace trigger assembly.
15
Page 16

SPECIFICATIONS
Capacity (depending on model) .........................................................................500 MCM Copper to 1033 MCM Aluminum
Crimping Force .................................................................................................... 12 tons @ 1650 psi / 10,886 kg @ 114 bar
Pressure Range ...........................................................................................................................1650-2500 psi/114-172 bar
Flow Range .............................................................................................................................................. 3-9 gpm/11-34 lpm
Optimum Flow ................................................................................................................................................ 8 gpm / 30 lpm
Porting ....................................................................................................................................................................... 3/8 NPT
Hose Whips & Couplers .....................................................................................................................................................No
Weight ...............................................................................................................................................................17 lbs / 7.7 kg
Overall Length .........................................................................................................................................22 inches / 56.9 cm
Overall Width ................................................................................................................................................ 7 inches / 18 cm
16
Page 17

20A
CT10016N PARTS ILLUSTRATION
38A
15A
14
17
42
19A
THIS IS A N EWER MOD EL CYLINDER HEAD AND
C-FRAME. THE CYLINDER HEAD (ITEM 38) HAS A
THREAD DIAMET ER OF M60X1. 5 (METRIC) AND A
THREAD LENGTH OF 1.100. CHECK THESE
DIMENSI ONS ON YO UR CYLINDER HEAD BEFORE
ORDERING PARTS T O MAKE SURE YOU ARE
ORDERING THE CORRECT PARTS.
20
44
15
14
17
19
38
THIS IS A O LDER MO DEL CYLINDER HEAD AND
C-FRAME. THE CYLINDER HEAD (ITEM 38A) HAS A
THREAD DI AMETER OF 2-3/16 AND A T HREAD
LENGTH OF 1.1 00. CHECK THESE DI MENSIONS ON
YOUR CYLINDER HEAD BEFORE ORDERING PARTS
TO MAKE SU RE YOU ARE ORDERING THE CORRECT
PARTS.
18
16
36
40
35
39
37
41
9
6
30
13
12
7
43
3
5
34
26
25
32
2
31
1
4
33
22
8
23
11
29
3
21
10
27
28
24
17
Page 18

CT10016N PARTS LIST
Item
Part No. Qty Description
No.
1 00118 1 Retaining Ring
2 00144 14 HSHCS
3 07626 2 O-Ring
4 09330 1 O-Ring
5 00294 1 O-Ring
6 00360 1 O-Ring
7 00936 2 Adapter
8 01259 1 O-Ring
9 01521 2 HSHCS
10 01534 1 Roll Pin
11 01608 4 Steel Ball
12 01809 1 Valve Spool
13 01812 1 Valve Spool Screw
14 03014 1 Washer †
15 67281 1 Capscrew *
15A 03870 1 Capscrew **
16 06324 1 Die Piston Assy.
17 06326 1 Washer †
18 06332 1 O-Ring
19 66588 1 C-Frame *
19A 06333 1 Retainer Die Yoke **
20 67279 1 Set Screw Kit *
20A 07438 1 Key & Capscrew Kit **
21 16556 1 Spring
22 18050 1 Back-Up Ring
23 21424 1 Relief Valve
24 22147 2 Capscrew
25 38622 1 Valve Sleeve
26 39925 1 Compression Spring
27 39939 1 Valve Handle
28 51182 1 Trigger Guard
29 51183 1 Trigger
30 52534 2 Setscrew
31 58439 1 Adapter
32 58440 1 Retaining Ring
33 58441 1 Sleeve
34 58442 1 Oil Tube
35 58480 1 Piston
Item
Part No. Qty Description
No.
36 58485 1 O-Ring
37 58493 1 Cylinder
38 67276 1 Cylinder Head *
38A 58494 1 Cylinder Head **
39 58499 1 Sticker
40 58583 1 T-Seal
41 58594 1 Retaining Ring
42 67277 1 Set Screw *
43 67259 1 Check Valve Assy *
44 67280 1 Key
58551 1 SEAL KIT
NOTE 1: Items 38 and 38A differ in several ways and are
not interchangeable. The following information explains the
differences.
Item 38A contains 2-3/16-16UN threads and cannot be
used with items 19 that contain M60 metric threads. Likewise, items 19 and 38 that contain M60 metric threads cannot be used with items 19A and 38A that contain 2-3/1616UN threads.
Item 38 and 38A can be identied by measuring the length
of the threads (see gure below). The length of threads for
item 38 is 1.100 inches. For item 38A the length is 1.100
inches. Due to both of these cylinder heads having the
same thread length, you will need to measure the thread
diameter to know wheather you have a M60 metric thread
or a 2-3/16 16UN thread.
To determine which model you have, measure the thread
length and diameter on the cylinder head.
CT10016N
Cyl Head P/N Thread Length Thread Diameter
67276 (item 38) 1.100 M60x1.5
58494 (item-38A) 1.100 2-3/16
18
Page 19

CT10056DN & DH PARTS ILLUSTRATION
ьььььььььььььььььььь
C-FRAME. THE CYLINDER HEAD (ITEM 38 A) HAS A
THREAD DIAMETER OF 2-1/8 AND A THREAD
LENGTH OF 1.650. CHECK THESE DIMENS IONS ON
ьььььььььььььььььььь
TO MAKE SURE YOU ARE ORDERING THE CORRECT
PARTS.
25A
23A
24A
22A
16
38A
ьььььььььььььььььььь
C-FRAME. THE CYLINDER HEAD (I TEM 38) HAS A
THREAD DIAMETER OF M6 0X1.5 (METRIC) AND A
THREAD LENGTH OF 1. 100. CHECK THESE
DIMENSIONS ON YOUR CYLINDER HEAD BEFORE
ORDERING PARTS TO M AKE SURE YOU ARE
ORDERING THE CORRECT PARTS.
ьььььььььььььььььььь
C-FRAME. THE CYLINDER HEAD (I TEM 48) HAS A
THREAD DIAMETER OF M6 0X1.5 (METRIC) AND A
THREAD LENGTH OF 1. 750. CHECK THESE
DIMENSIONS ON YOUR CYLINDER HEAD BEFORE
ORDERING PARTS TO M AKE SURE YOU ARE
ORDERING THE CORRECT PARTS.
45
44
22
24
23
25
48
SEE NOTE #1
IN PARTS LIST
47
2
38
SEE NOTE #1
IN PARTS LIST
25
23
24
22
44
45
46
40
37
46
9
6
36
42
31
41
14
21
25
39
13
12
7
43
3
5
35
15
33
26
27
3
28
17
34
18
32
8
19
10
1
4
11
30
19
29
20
Page 20

CT10056DN & DH PARTS LIST
Item
Part No. Qty Description
No.
1 00118 1 Retaining Ring
2 00144 14 HSHCS
3 07626 2 O-Ring
4 09330 1 O-Ring
5 00294 1 O-Ring
6 00360 1 O-Ring
7 00936 2 Adapter
8 01259 1 O-Ring
9 01521 2 HSHCS
10 01534 1 Roll Pin
11 01608 4 Steel Ball
12 01809 1 Valve Spool
13 01812 1 Valve Spool Screw
14 06332 1 O-Ring
15 08337 1 Ball Detent
16 09906 1 Jam Nut
17 16556 1 Spring
18 18050 1 Back-Up Ring
19 21424 1 Relief Valve
20 22147 2 Capscrew
21 24446 1 Push Rod
22 67264 1 C-Frame *
22A 25513 1 C-Frame **
23 67278 1 Ball Plunger *
23A 25833 1 Ball Plunger **
24 68272 1 Setscrew *
24A 25834 1 Setscrew **
25 67282 1 Slotted Capscrew *
25A 25837 2 Slotted Capscrew **
26 38622 1 Valve Sleeve
27 39925 1 Compression Spring
28 39939 1 Valve Handle
29 51182 1 Trigger Guard
30 51183 1 Trigger
31 52534 2 Setscrew
32 58439 1 Adapter
33 58440 1 Retaining Ring
34 58441 1 Sleeve
35 58442 1 Oil Tube
36 58480 1 Piston
Item
Part No. Qty Description
No.
37 58481 1 Cylinder
38 67276 1 Cylinder Head *
(See Note 1)
38A 58482 1 Cylinder Head **
39 58485 1 O-Ring
40 58499 1 Sticker
41 58583 1 T-Seal
42 58594 1 Retaining Ring
43 67259 1 Check Valve Assy *
44 06326 1 Washer *
45 03014 1 Washer *
46 67281 1 Capscrew *
47 68318 1 Jam Nut * (See Note 1)
48 68317 1 Cylinder Head * (See Note 1)
58551 1 SEAL KIT
NOTE 1: Items 38, 38A and 48 differ in several ways and
are not interchangeable. The following information explains
the differences.
Item 38A contains 2-1/8-16UN threads and cannot be used
with items 22 and 48/47 that contain M60 metric threads.
Likewise, items 22, 38 and 48 that contain M60 metric
threads cannot be used with items 16, 22A and 38A that
contain 2-1/8-16UN threads.
Item 48 is used with a jam nut (item 47) whereas item 38
does not use a jam nut. Item 38 and 48 can be identied
by measuring the length of the threads (see gure below).
The length of threads for item 38 is 1.100 inches. For item
48 the length is 1.750 inches.
To determine which model you have, measure the thread
length and diameter on the cylinder head.
CT10016N
Cyl Head P/N Thread Length Thread Diameter
67276 (item 38) 1.100 M60x1.5 (metric)
58482 (item-38A) 1.650 2-1/8 in.
68317 (item 48) 1.750 M60x1.5 (metric)
20
Page 21

CT10056N PARTS ILLUSTRATION
21
Page 22

CT10056N PARTS LIST
Item
No.
1 00118 1 Retaining Ring
2 00144 14 HSHCS
3 07626 2 O-Ring
4 09330 1 O-Ring
5 00294 1 O-Ring
6 00360 1 O-Ring
7 00936 2 Adapter
8 01259 1 O-Ring
9 01397 1 Setscrew
10 01521 2 HSHCS
11 01534 1 Roll Pin
12 01607 1 Setscrew
13 01608 4 Steel Ball
14 01809 1 Valve Spool
15 01812 1 Valve Spool Screw
16 04795 1 O-Ring
17 08330 1 Push Rod
18 08334 1 C-Frame
19 08335 1 Pin - Kearney
20 08336 1 Plug - Kearney
21 09906 1 Jam Nut
22 12430 2 Capscrew
23 16556 1 Spring
24 18050 1 Back-Up Ring
25 21424 1 Relief Valve
26 22147 2 Capscrew
27 34133 1 Spring Plunger
28 38622 1 Valve Sleeve
29 39925 1 Compression Spring
30 39939 1 Valve Handle
31 51182 1 Trigger Guard
32 51183 1 Trigger
33 52534 2 Setscrew
34 58439 1 Adapter
35 58440 1 Retaining Ring
36 58441 1 Sleeve
37 58442 1 Oil Tube
38 58480 1 Piston
39 58485 1 O-Ring
40 58493 1 Cylinder
Part
No.
Qty Description
Item
No.
41 58499 1 Sticker
42 58513 1 Cylinder Head
43 58583 1 T-Seal
44 58594 1 Retaining Ring
45 67259 1 Check Valve Assy*
Part
No.
58551 1 SEAL KIT
Qty Description
22
Page 23

CT10066AN PARTS ILLUSTRATION
17
43
45
44
46
47
This is a newer model cylinder head and
c-frame. The cylinder head (item 41) has
a threaded diameter of M60x1.5 (metric)
and a thread length of 1.100. Check these
dimensions on your cylinder head before
ordering parts to make sure you are ordering correct parts.
49
50
51
20
18
15
20A
18
3
2
3A
15
This is an older model cylinder head and
c-frame. The cylinder head (item 41A) has
a threaded diameter of 2-3/8 and a thread
length of 1.500. Check these dimensions on
your cylinder head before ordering parts to
make sure you are ordering correct parts.
41
21
22
41A
40
38
48
10
7
37
42
1
6
14
13
8
39
4
6
36
23
34
35
24
9
33
1
5
27
28
12
4
19
25
31
30
26
52
29
11
23
Page 24

CT10066AN PARTS LIST
Item
No.
20A 17589 1 Retainer Die Yoke Assy. **
Part No. Qty Description
1 00118 1 Retaining Ring
2 00144 14 HSHCS
3 67281 1 Capscrew *
3A 00154 1 HSHCS **
4 07626 2 O-Ring
5 09330 1 O-Ring
6 00294 1 O-Ring
7 00360 1 O-Ring
8 00936 2 Adapter
9 01259 1 O-Ring
10 01521 2 HSHCS
11 01534 1 Roll Pin
12 01608 4 Steel Ball
13 01809 1 Valve Spool
14 01812 1 Valve Spool Screw
15 04420 1 Lockwasher †
16 06332 1 O-Ring
17 07438 1 Key & Capscrew Kit **
18 10123 1 Stopper †
19 16556 1 Spring
20 66591 1 C-Frame *
21 17678 1 Push Rod
22 17680 1 Modied Ram Assy.
23 17681 1 Spring Pin
24 18050 1 Back-Up Ring
25 21424 1 Relief Valve
26 22147 2 Capscrew
27 38622 1 Valve Sleeve
28 39925 1 Compression Spring
29 39939 1 Valve Handle
30 51182 1 Trigger Guard
31 51183 1 Trigger
32 52534 2 Setscrew
33 58439 1 Adapter
34 58440 1 Retaining Ring
35 58441 1 Sleeve
36 58442 1 Oil Tube
Item
No.
41A 58515 1 Cylinder Head **
Before ordering parts for the cylinder head or c-frame parts,
contact a Stanley hydraulic tools customer service representative to ensure the correct parts are being ordered.
To determine which model you have, measure the thread
length and diameter on the cylinder head.
CT10066AN
Cyl Head P/N Thread Length Thread Diameter
67276 (item 41) 1.100 M60x1.5
58515 (item-41A) 1.500 2-3/8 in.
Part No. Qty Description
37 58480 1 Piston
38 58481 1 Cylinder
39 58485 1 O-Ring
40 48499 1 Sticker
41 67276 1 Cylinder Head *
42 58583 1 T-Seal
43 19504 1 Die Retainer Button **
44 19505 1 Die Retainer Pin **
45 19509 1 Grooved Pin Type B **
46 19510 1 Compresion Coil Spring **
47 19511 1 Setscrew **
48 58594
49 67279 1 Setscrew *
50 67280 1 Guide Plate *
51 67277 1 Setscrew *
52 67259 1 Check Valve Assy *
58551 1 SEAL KIT
1
Retaining Ring
24
Page 25

Stanely Hydraulic Tools
3810 SE Naef Road
Milwaukie, Oregon
503-659-5660 / Fax 503-652-1780
www.stanleyhydraulic.com
 Loading...
Loading...