

Page 1
Page 2
Page 3
IT
INTRODUZIONE
Questo apparecchio è un generatore inverter di corrente continua (DC) adatto per effettuare la saldatura ad elettrodo MMA. Grazie alla
tecnologia inverter che consente di ottenere prestazioni elevate mantenendo dimensioni e peso ridotti, la saldatrice risulta portatile e
maneggevole. L’apparecchio è adatto alla saldatura di elettrodi rivestiti (rutilici, basici, inox e ghisa) e alla saldatura TIG per molti metalli
eccetto l’alluminio e leghe. La macchina è alimentata con tensione monofase 230V, 50/60Hz e può essere collegata a gruppi elettrogeni con
potenza uguale o superiore a quella riportata in Tab 2.
La macchina è equipaggiata con le seguenti funzioni:
• “ANALISI DELLA RETE ELETTRICA” - all’avvio effettua una serie di test per analizzare le caratteristiche della rete.
• “HOT START”, “ARC FORCE” e “ANTI STICK” (per maggiori dettagli consultare il manuale PARTE GENERALE presente nella
confezione).
• “MEMORIZZAZIONE PARAMETRI” – il microprocessore memorizza i parametri di saldatura impostati durante l’ultimo utilizzo
della macchina permettendo il ripristino automatico ad ogni accensione.
• “GUIDA V OCALE” - l a macchina è dotata di un sintetizzatore vocale, di cui si può selezionare la lingua all’avvio, che accompagna
l’utilizzatore durante l’utiliz zo.
• “AUTO RE GO LAZ ION E P ARAM ET RI” – la macchina è in grado di auto regolare la sua configurazione dei parametri di saldatura
in base alla selezione dell’utente
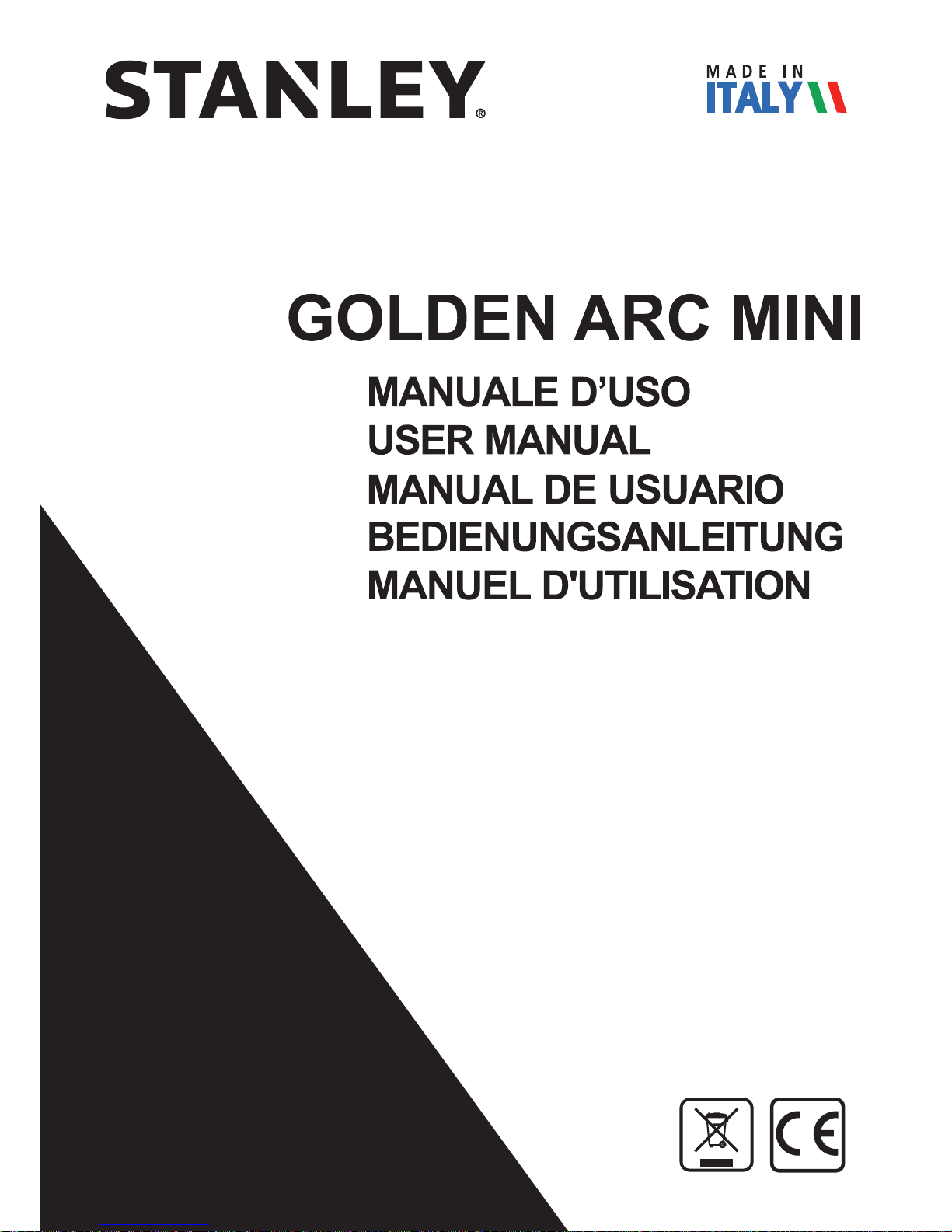
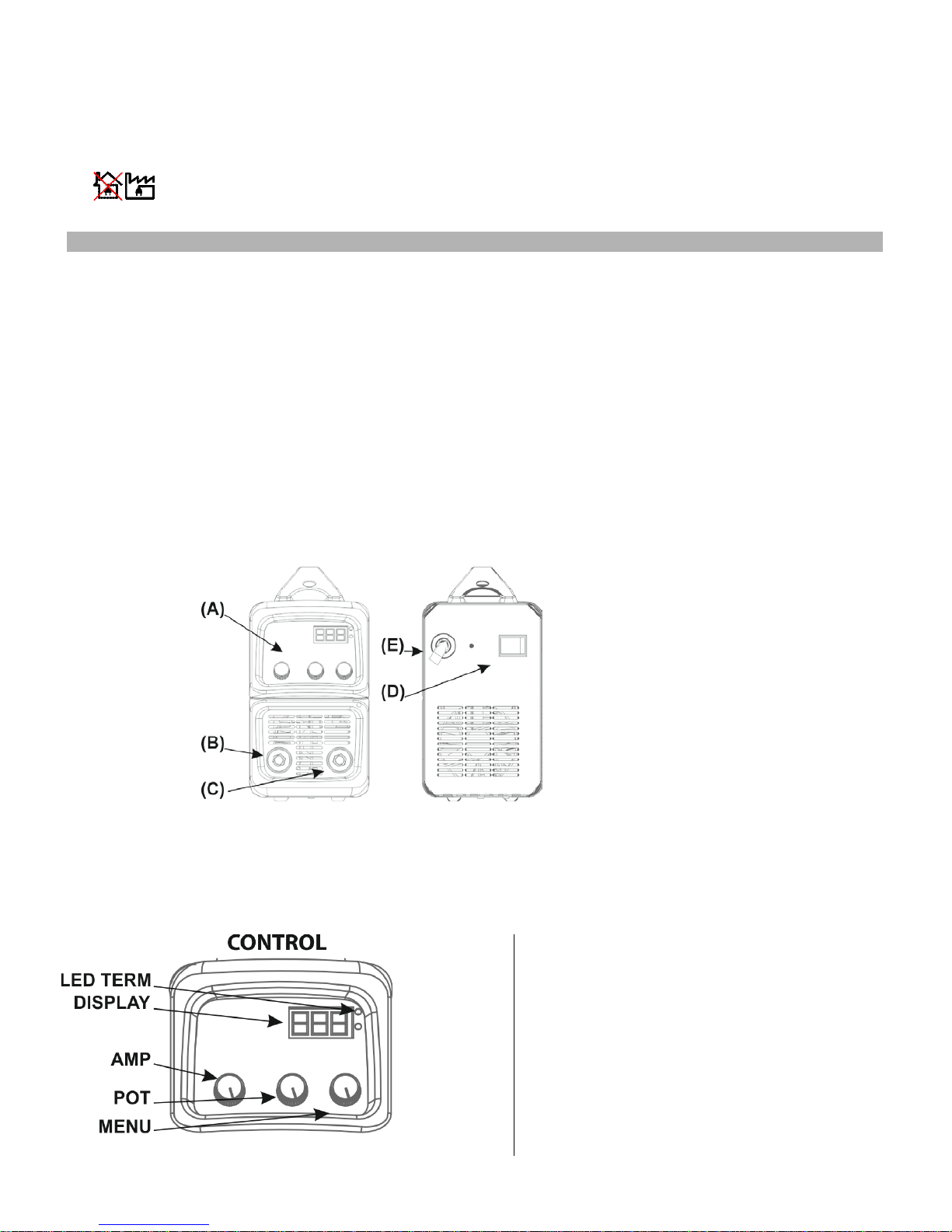
Fig 1
A Pannello di controllo
B connettore Polo negativo (-)
C connettore Polo positivo (+)
D selettore on/off
E Cavo di alimentazione
PANNELLO DI CONTROLLO
Le funzioni della macchina sono regolate attraverso il pannello di controllo posizionato sul suo pannello frontale, fig1 A.
Il pannello di controllo è costituito da un display, una manopola per la regolazione della corrente di saldatura, una manopola per la
regolazione del volume della guida vocale ed una manopola per la selezione del tipo di elettrodo.
Fig 2
DISPLAY : Display digitale
LED TERM : Si accende questo LED se la macchina entra in
protezione da sovratemperatura
AMP : Manopola di regolazione della corrente di saldatura
MENU : Manopola di selezione dell’ELETTRODO
POT : Manopola di regolazione dell’ volume audio della guida
ACCESSO AL MENU
Attraverso la rotazione della manopola MENU, si può selezionare il tipo ed il diametro dell’elettrodo, la modalità manuale. Sul display verrà
visualizzata la corrispondente selez i one .
3
Page 4
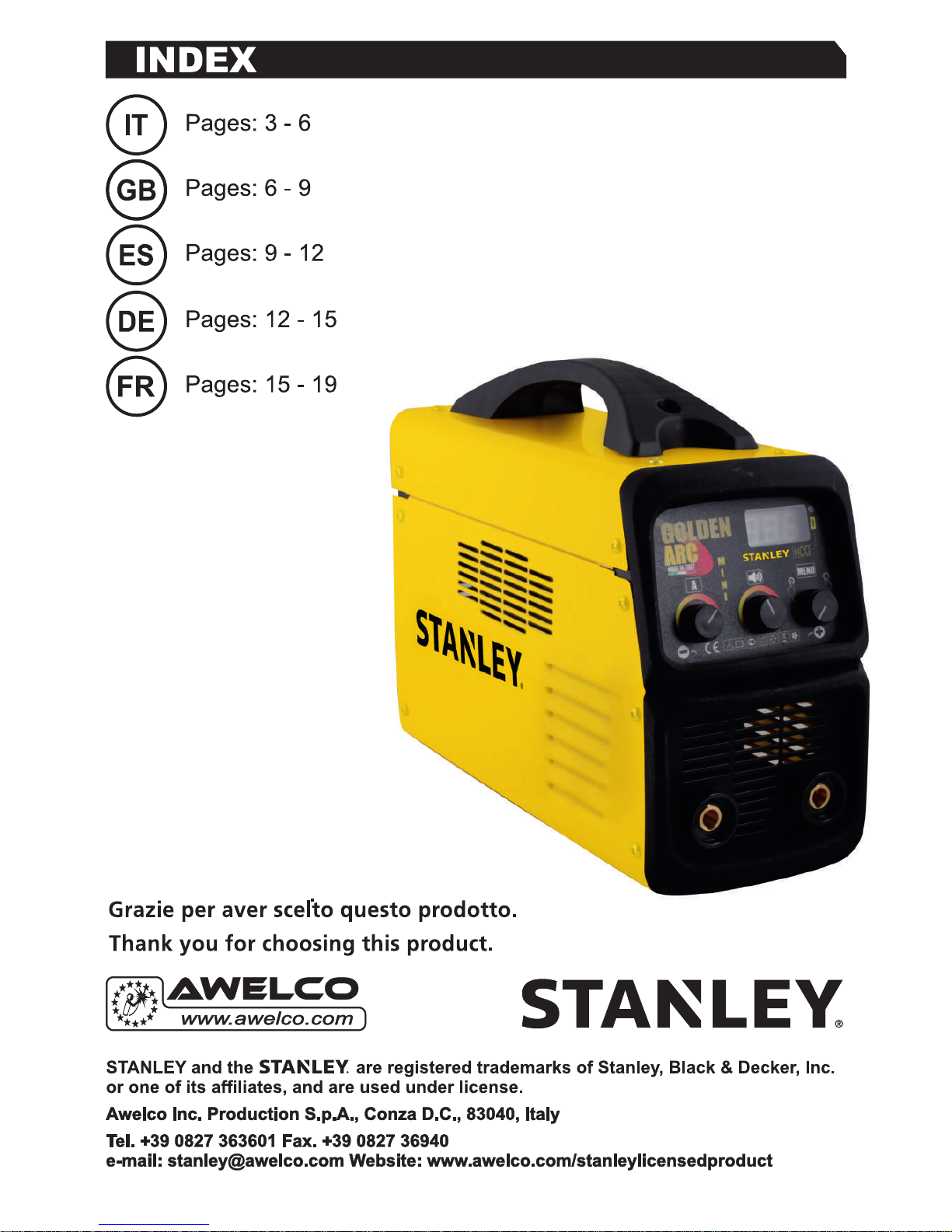
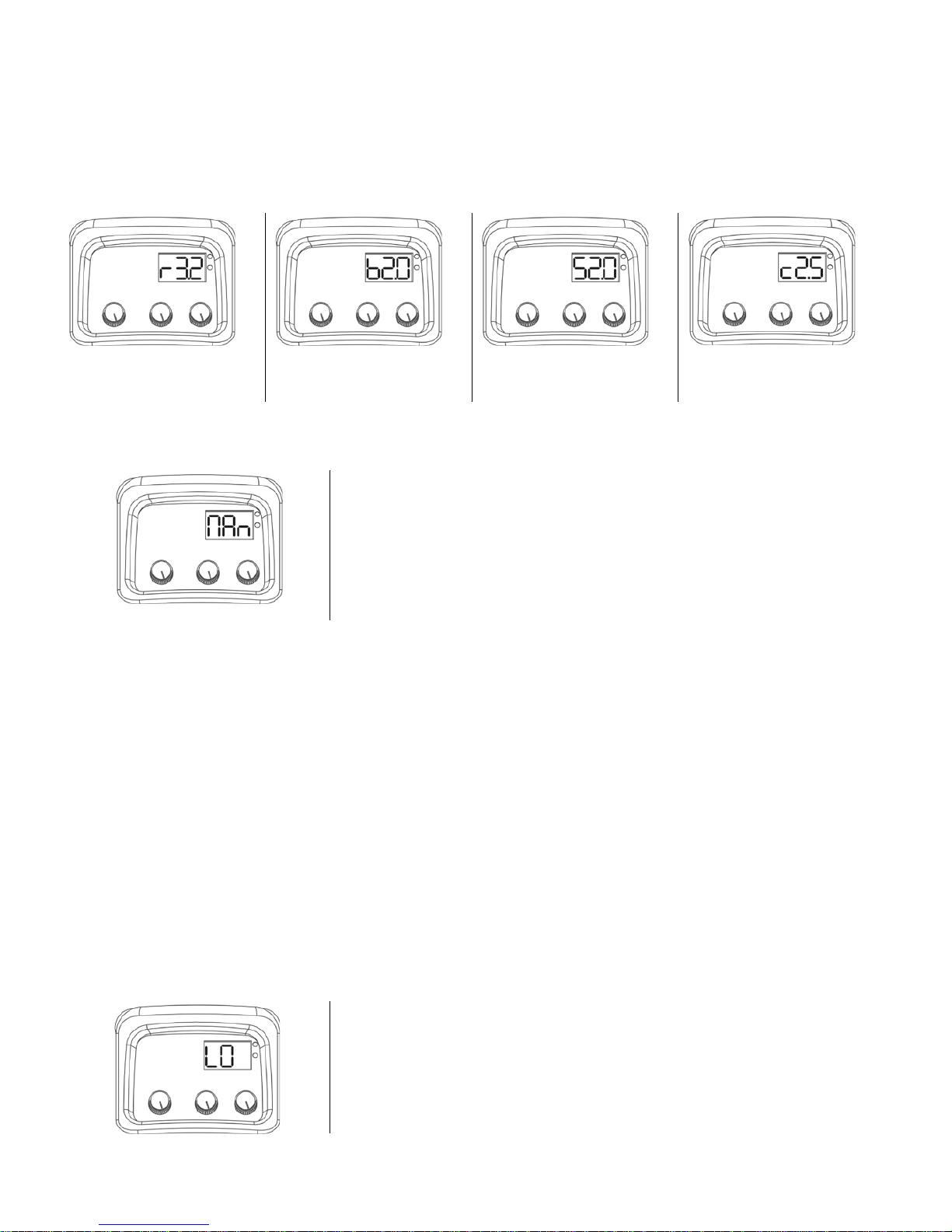
Selezione elettrodo
Una volta selezionato il tipo e diametro dell’elettrodo, i computer di bordo della macchina auto regola la configurazione selezionando il
valore corrispondente di corrente per effettuare la migliore saldatura. Il display visualizza rispettivamente prima l’elettrodo selezionato e
successivamente la corrente autoregolata.
Selezione elettrodo rutilico
Selezione elettrodo basico
Selezione elettrodo inox
Selezione elettrodo ghisa
Dove rX.X stà per rutilico con diametro X.X
Selezione MANUALE
Selezionata la modalità manuale, in corrispondenza della quale a display appare la dicitura
“Man”, si disattiva l’autoregolazione della corrente di saldatura in base all’elettrodo
permettendo all’utente di selezionare la configurazione desiderata
ANALISI DELLA RETE ELETTRICA
Ad ogni accensione, la macchina analizza la rete elettrica effettuando la verificare della tensione di alimentazione (SAFETY POWER) e la
verifica della presenza dell’impianto di messa a terra (SAFETY USER).
SAFETY USER
Ad ogni accensione, la macchina analizza la rete elettrica per verificare se è dotata dell’impianto di messa a terra memorizzando l’evento
sulla sua memoria interna. Lo scopo di questa verifica è garantire la sicurezza d’utilizzo della macchina d’utilizzatore.
Nel caso di esito negativo del test, l’utilizzatore deve, per continuare nell’utilizzo, premere la manopola “MENU”. L’evento sarà registrato in
memoria ed i dati potranno essere recuperati da un centro assistenza.
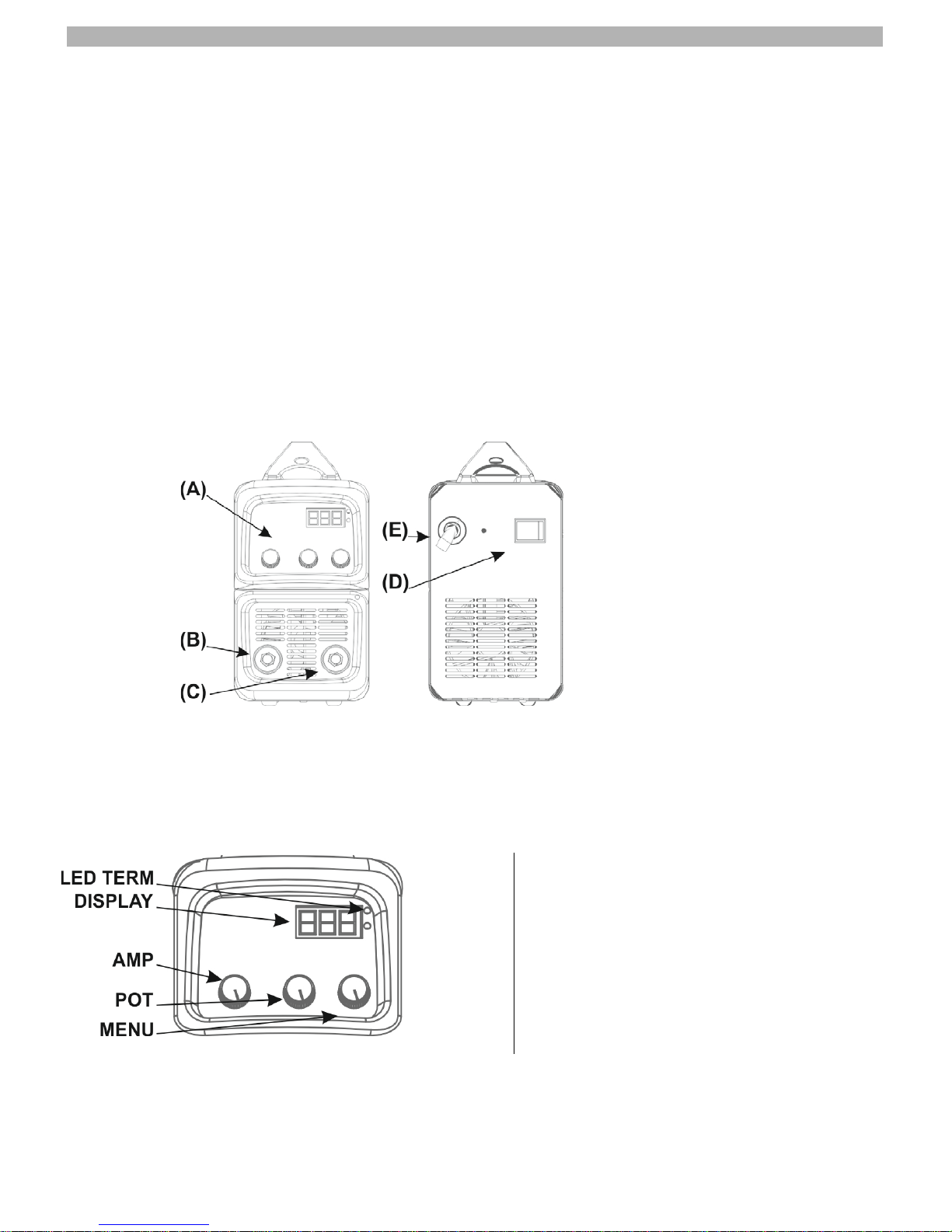
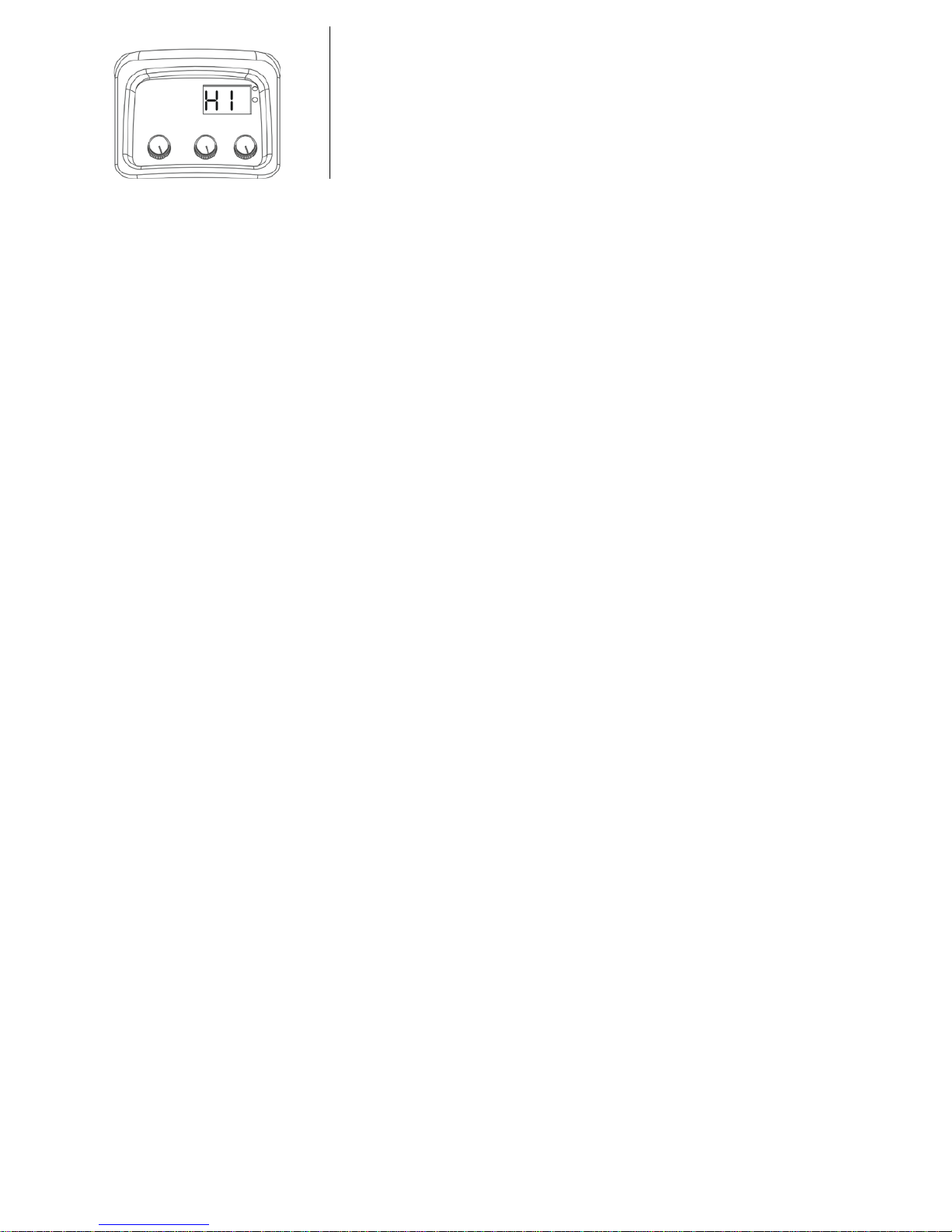
SAFETY POWER
Ad ogni accensione, la macchina effettua la verificare della tensione di alimentazione.
Quando la tensione di alimentazione è inferiore a 165V, la macchina entra in protezione non
permettendo di saldare fino a quando il valore della tensione non rientra nei limiti ammessi, sul display è
visualizzata la dicitura “LO”.
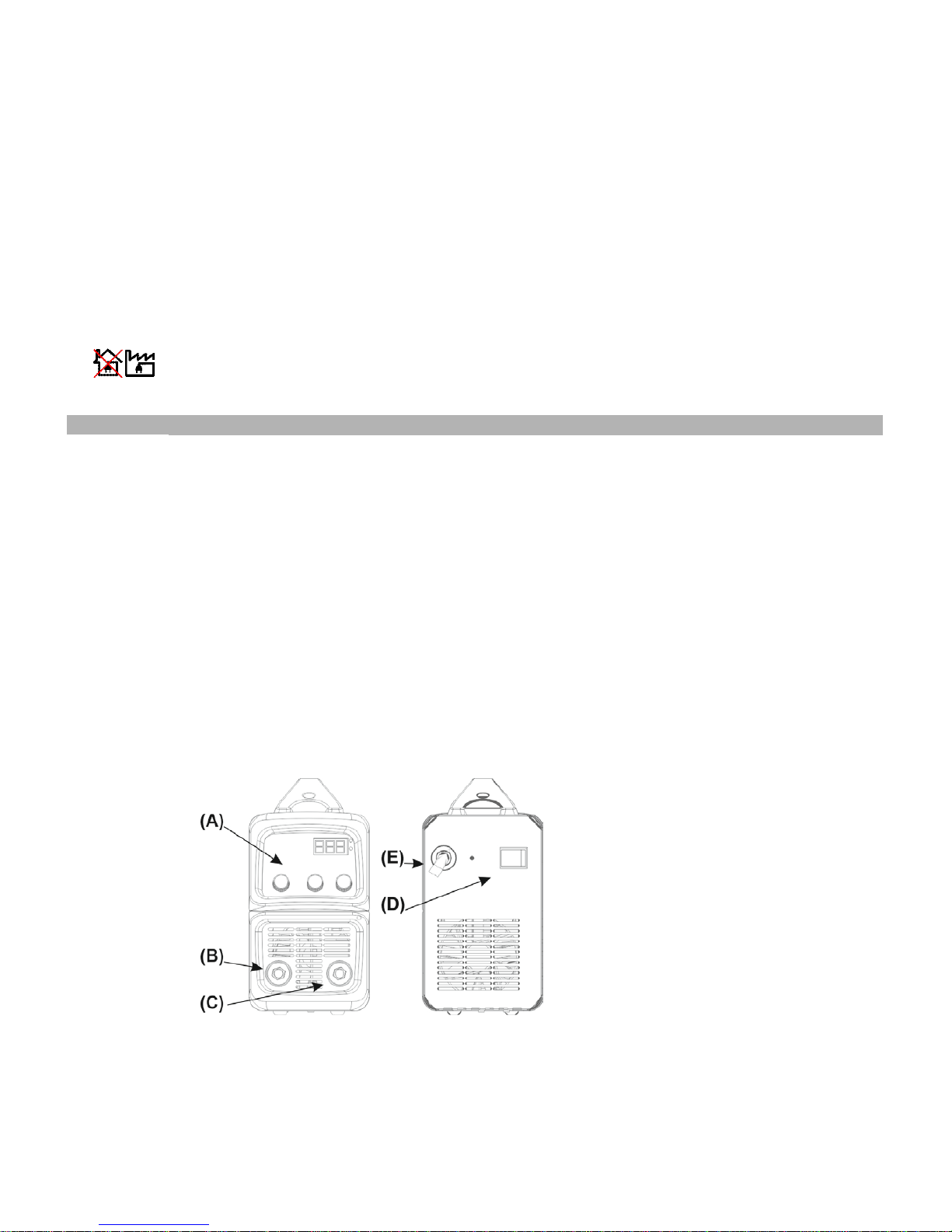
Quando la tensione di alimentazione è superiore a 250V, la macchina entra in protezione non
permettendo di saldare fino a quando il valore della tensione non rientra nei limiti ammessi, sul display è
visualizzata la dicitura “HI”.
4
Page 5

GUIDA VOCALE
La macchina è dotata di un sintetizzatore vocale che accompagna l’utilizzatore durante l’uso. Si può selezionare la lingua all’avvio, se non è
stata precedente impostata da fabbrica, nel seguente modo:
quando sul display compare la lingua desiderata, premere la manopola “MENU”.
La corrispondenza tra la lingua e la visualizzazione sul display è la seguente:
“IT_” – ITALIANO
“EN_” - INGLESE
“ES_” - SPAGNOLO (opzionale)
“RU_” - RUSSO (opzionale)
“DE_” - TEDESCO (opzionale)
“FR_” - FRANCESE (opzionale)
RESET (LINGUA E PARAMETRI DI SALDATURA)
Nel caso si voglia riselezionare la lingua e ritornare ai parametri di fabbrica, effettuare la procedura seguente:
• Spegnere la saldatrice
• Contemporaneamente premere la manopola “
MENU” ed accendere la saldatrice. Il display visual iz z a "ooo" in caso di buon a riusci ta
• Rilasciare
MENU. Il display visualizza in scorrimento la lingua selezionabile .
• Selezionare la lingua desiderata premendo “MENU”
AUTO REGOLAZIONE PARAMETRI
La macchina è in grado di auto regolare i suoi parametri di saldatura in base alla selezione dell’utente:
selezionato il tipo e diametro dell’elettrodo, cambiando il valore della corrente di saldatura, selezione il diametro dell’elettrodo correlato per il
tipo precedentemente selezionat o.
PROTEZIONE DA SURRISCALDAMENTO
Se la macchina viene utilizzata per un ciclo di lavoro molto faticoso, un dispositivo di sicurezza provvede a proteggere la macchina da un
eventuale sovratemperatura. L’intervento del dispositivo è segnalato con l’accensione del LED TERM, (vedi Fig. 2) e dalla segnalazione s ul
display che visualizzerà “H00”.
INSTALLAZIONE
L’ installazione deve essere eseguita da personale qualificato nel rispetto della norma IEC 60974-9 e dei regolamenti nazionali e locali.
Il sollevamento della macchina deve avvenire tramite la maniglia posizionata sulla parte superiore del prodotto. Tale operazione deve
avvenire a macchina spenta e con i cavi di saldatura scollegati. La tensione di alimentazione deve corrispondere alla tensione indicata sulla
targa dei dati tecnici posizionata sul prodotto. Utilizzare la macchina su un impianto le cui caratteristiche di alimentazione e protezioni
(fusibile e/o differenziale) siano compatibili con la corrente necessaria al funzionamento, per maggiori dettagli vedere i dati riportati sulla
targa apposta sulla macchina.
SALDATURA
Avvertenza: usare le precauzioni previste nel manuale generale prima di mettere in funzione la saldatrice leggendo attentamente i rischi
connessi al processo di saldatura.
• Collegare il morsetto della pinza massa e quello della pinza porta elettrodo ai connettori dell’apparecchio ( Fig 1, B e C) ruotando
l’attacco in modo da assicurare una buona presa. Scegliere la polarità (diretta o inversa) a seconda del rivestimento degli elettrodi (per
maggiori informazioni consultare i dati riportati sulla confezione degli elettrodi o il manuale PARTE GENERALE presente nell a confez io ne).
• Collegare la pinza massa alla struttura metallica da saldare cercando di stabilire un buon punto di contatto tra metallo e pinza, il più
vicino possibile alla zona da saldare; inserire l’elettrodo nella pinza porta elettrodo.
• Collegare la macchina alla rete elettrica dell’impianto e attivare la saldatrice posizionando il selettore on/off (Fig 1, D) sulla
posizione I.
• Selezionare l’elettrodo per tipo e diametro o la modalità manuale.
5
Page 6
• Iniziare l’operazione di saldatura utilizzando tutte le protezioni necessarie alla sicurezza.
• Completata la saldatura, spegnere la saldatrice e togliere l’elettrodo dalla pinza porta elettrodo.
MANUTENZIONE
Ogni intervento di manutenzione deve essere eseguito da personale qualificato nel rispetto della norma (IEC 60974-4).
GB
DESCRIPTION OF THE MACHINE
This device is a current inverter generator (DC) suitable for welding electrode MMA. Thanks to the inverter technology which allows to
achieve high performance and low size and weight, the welder is portable and easy to handle. The device is suitable for welding with coated
electrodes (rutile, basic, stainless steel and cast iron ). It is a single phase 230V 50/60Hz and can be connected to power generators having
power equal to or higher than that reported in Table 2.
The machine is equipped with the following functions:
• “MAINS ANALYSIS” – when turns on, the machine performs a series of tests to analyze the mains
• "HOT START", "ARC FORCE" and "ANTI STICK"(for more details please refer to the GENERAL PART manual included in the
package).
• "MEMORY PARAMETERS" - the microprocessor stores the welding parameters set during the last use of the machine allowing automatic
recovery each time.
• “VOICE SYNTHESIZER” – it is equipped with a voice synthesizer (the language is selectable at start), that helps the user during its use.
• "ADJUSTMENT PARAMETERS" - the machine is able to self adjust its welding parameters configuration after the user selection
Fig 1
A: control panel
B: Negative socket(-)
C: Positive socket (+)
D: ON-OFF switch
E: Power Cord
CONTROL PANEL
The machine functions are regulated through the control panel on its front panel, fig1 A.
The control panel consists of a display, a knob for adjusting the welding current, a knob to regulate the voice volume and a knob to select
the electrode.
Fig 2
DISPLAY : Digital display
LED TERM : This LED indicates if the machine goes on thermal
protection
AMP : the knob regulates the welding current
MENU the Knob selects the ELECTRODE
POT : the knob regulates the VOICE volume
La presenza del simbolo indica che la macchina non è munita di pfc.
Assicurarsi con l’installatore e in conformità con IEC 60974-9 che la saldatrice possa essere collegata alla rete pubblica a bassa tensione.
6
Page 7
MENU ACCESS
Turning the knob “MENU”, it is possible to select the type and diameter of the electrode, the manual mode. The display will show the
corresponding selection.
Electrode selection
Once you have selected the type and diameter of the electrode, the onboard computer self adjusts the configuration by selecting the
corresponding value of current to obtain the best welding. The display shows, first, the electrode selected and then the current selfregulated.
Rutile electrode selection
basic electrode selection
Stainless steel electrode
selection
Cast iron electrode selection
where rX.X is the rutile electrode with diameter X.X
MANUAL selection
When the manual mode is selected, the display will show "Man"; the self-regulation of
welding current is disabled. The user can select the desired setting
SUPPLY SISTEM ANALYSIS
At each turn on, the machine analyzes the electrical network by performing the check of the supply voltage (SAFETY POWER) and the
verification of the presence of the grounding system (SAFETY USER).
MAINS AN AL Y S IS
At each turn on, the machine analyzes the electrical network checking the supply voltage (SAFETY POWER) and the grounding system
(SAFETY USER).
USER SAFETY
At each turn on, the machine scans the electrical grid to check if the system is equipped with grounding system. The outcome of the
verification is stored on its internal memory. The purpose is to ensure the user safety . In case of negative outcome, the user will push the
knob "MENU" to continue using the welder. The event will be stored in the memory and the data can be retrieved from a service centre.
SAFETY POWER
At each turn on, the machine performs the check of the supply voltage.
When the voltage supply is less than 165V, the machine go in protection mode and it not allow to weld
until the voltage supply is not within the allowed limits, the display will show "LO"
7
Page 8
When the voltage supply is greater than 250V, the machine go in protection mode and it not allow to
weld until the voltage supply is not within the allowed limits, the display will show "HI".
VOICE GUIDE
The machine is equipped with a voice synthesizer that accompanies the user during use. It is possible select the language when, if it was
not the previous set from the factory, as follows:
when the display shows the desired language, push the knob "MENU".
THE CORRESPONDENCE BETWEEN LANGUAGE AND THE DISPLAY IS AS FOLLOWS:
"IT_" - ITALIAN
"EN_" - ENGLISH
"ES_" - SPANISH (optional)
"RU_" - RUSSIAN (optional)
"De_" - GERMAN (optional)
"FR_" - FRENCH (optional)
RESET (LANGUAGE AND WELDING PARAMETERS)
In case you want to re-select the language and return to factory settings, perform the following steps:
• Turn off the welding machine
• Simultaneously push the knob "MENU" and turn on the welder. The display shows "ooo" in case of success
• Release MENU. The display will scroll the selectable language.
• Select the desired language by pushing "MENU"
AUTO ADJUSTMENT PARAMETERS
The machine is able to self adjust its welding parameters according to the user selection:
selecting the type and diameter of the electrode, changing the value of the welding current, the electrode diameter correlated selection for
the type previously selected.
PROTECTION FROM OVERHEATING
If the machine weld for a hard duty cycle, the thermal protection power on to protect the machine from a probably over heating. When the
device power on, the “LED TERM” is on, (see Figure 2) and the display shows "H00".
INSTALLATION
The installation must be made by trained personnel in compliance to the standard IEC 60974-9 and the current legislation. To lift the
machine must be used the handle positioned on top of the product with the machine in OFF position and the welding cable disconnected.
The input voltage must match the voltage indicated on the technical plate located on the product. Use the machine on a electrical grid
whose the power characteristics and the protection (fuse and / or differential switch) are compatible with the cu rrent requir ed to work, for
more details see the information on the nameplate affixed to the machinery.
WELDING
Warning: Use general cautions included in this general manual before attempting to operate the welding machine by reading carefully the
risks associated with the welding process.
8
Page 9
• Connect the earth cable connector and the electrode holder connector to the machine sockets ( Fig 1 , B e C) rotating the male
connector to assurance a good seal. Choose the polarity (direct or reverse) in the foll owing of the electrode cover (to some information
consult the data on the electrode package or on the general manual included in the package).
• Connect the earth clamp to the metal structure to be welded trying to establish a good point of contact between the metal and the
clamp, as close as possible to the area to be welded, insert the electrode into the electrode holder.
• Connect the machine to the electrical grid supply and turn on the welding machine by placing the on / off switch (Fig 1, D) to
position I.
• Select the electrode or THE MANUAL MODE (Fig 2 knob "MENU")
• Start the welding operation using all necessary protections to security.
• After completing the welding, turn off the welder and remove the electrode from the electrode holder.
MAINTENANCE
Refer all servicing to qualified personnel according to the standard (IEC 60974-4).
ES
INTRODUCCIÓN
Este dispositivo es un generador de corriente con tecnología a “INVERTER” (DC) adecuado para la soldadura de MMA. Gracias a la
tecnología inverter, que permite lograr un alto rendimiento mientras que mantiene el tamaño y el peso, el soldador es portátil y fácil de
manejar. El dispositivo es adecuado para soldar con electrodos revestidos (rutilo, básicos, inoxidable, hierro fundido, aluminio y celulósico).
Es monofás ico 220-240V 50/60Hz y puede ser conectado a generadores con una potencia igual o superior a la reportada en la Tabla 2.
La máquina está equipada con las siguientes funciones:
• “ANÀLISIS DE LA RED ELÉCTRICA” – al inicio efectúa una serie de pruebas para analiz ar las caracteristicas de la red
• "HOT START", "ARC FORCE" y "STICK ANTI" (para más detalles consulte el Manual General, incluido).
• “MEMORIZACIÓN DE LOS PARÁMETROS” - el microprocesador almacena los parámetros de soldadura establecidos la última vez que
se usó la máquina, lo que permite la reposición automática de parámetros, cada vez que se enciende.
• “VOICE SYNTHESIZER” – Viene equipado con un sintetizador de voz, (el idioma se selecciona al encender la maquina), esto ayuda al
usuario durante su uso.
• “CAPACIDAD DE AUTOREGULACION DE LOS PARÀMETROS DE SOLD ADURA” – Seleccionando la corriente de soldar o el tipo de
elèctrodo que se quiere utilizar, la màquina de soldar ajusta automaticamente los paràmetros de soldadura.
Fig 1
A Panel de control
B Conector Polo negativo (-)
C Conector Polo positivo (+)
D Interruptor de red
E Cable de alimentación
PANEL DE CONTROL
Las funciones de la máquina se pueden regular a través del panel de control sit uado en el panel frontal, fig1 A
El panel de control consta de una pantalla, un mando para el ajuste de la corriente de soldadura, una perilla para regular el volumen de la
voz y una perilla para seleccionar el electrodo.
This Model is without PFC device and do not comply with IEC 61000-3-12. If they are to be connected to a low-voltage mains supply, it is
the responsibility of the user to ensure they can be connected. If necessary consult the operator of your electrical
distribution system.
9
Page 10
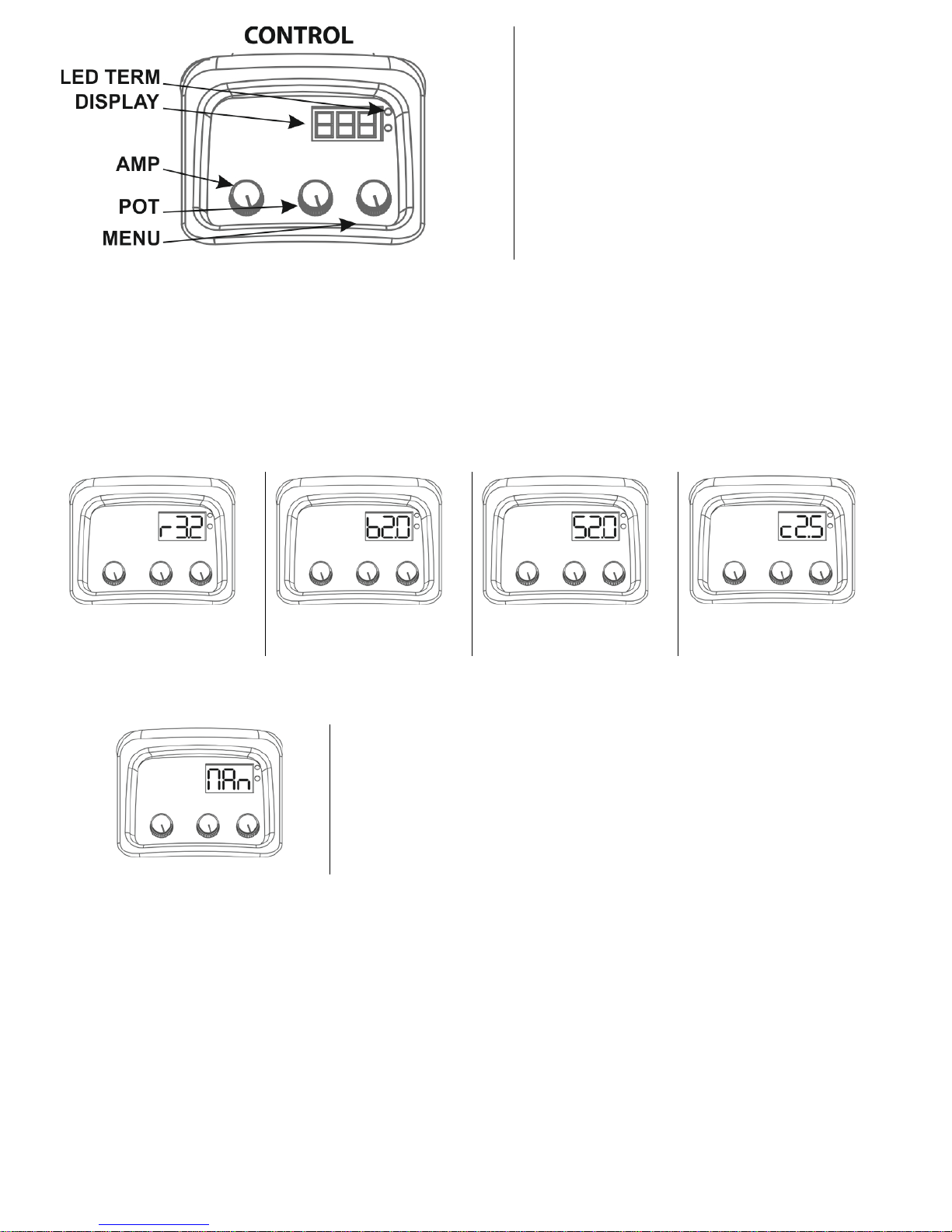
Fig 2
DISPLAY : Pantalla digital
LED TERM : Est
e LED se ilumina cuando el equipo entra en
protección contra el sobrecalentamiento.
AMP : Mando de ajuste de la corriente de soldadura
MENU: Con la perilla se seleccina el modo.
POT: La perilla regula el volumen de la voz
ACCESO AL MENÚ
Al girar la perilla "MENÚ", es posible seleccionar el tipo y el diámetro del electrodo, el modo manual. La pantalla mostrará la selección
correspondiente.
LA SELECCION DEL ELECTRODO
Una vez seleccionado el tipo y diámetro del electrodo, el ordenador de a bordo auto ajusta la configuración seleccionando el valor
correspondiente de la corriente para obtener la mejor soldadura. La pantalla muestra, en primer lugar, el electrodo seleccionado y luego la
auto regulacion actual.
Selección del electrodo rutilo
selección del electrodo básico
Selección de electrodos de acero
inoxidable
selección electrodo de hierro
fundido
donde rX.X es el electrodo de rutilo con diámetro XX
SELECCION MANUAL
Cuando se selecciona el modo manual, la pantalla mostrará "Man", la autoregulación de
corriente de soldadura estara desactivada. El usuario puede
seleccionar el ajuste deseado
ANÁLISIS DEL SIST EMA DE SUMINISTRO
En cada encendido, el equipo analiza la red eléctrica mediante la realización de la comprobación de la tensión de alimentación
(SEGURIDAD DE LA RED) y la la verificación de la presencia del sistema de puesta a tierra (USUARIO DE SEGURIDAD).
ANÁLISIS DE LA RED
En cada encendido, el equipo analiza la red eléctrica comprobando la tensión de alimentación (SEGURIDAD DE LA RED) y el sistema de
puesta a tierra (SEGURIDAD DEL USUARIO).
SEGURIDAD DEL USUARIO
En cada encendido, la máquina escanea la red eléctrica para comprobar si el sistema está equipado con el sistema de puesta a tierra. El
resultad o de la verific ación se almacena en su memoria interna. El objetivo es garantizar la seguridad del usuario. En caso de resultado
negativo, el usuario puede oprimir el boton "MENU" para continuar usando la soldadora. El evento se almacena en la memoria y los datos
se pueden recuperar en un centro de servicio.
10
Page 11

SEGURIDAD DE LA RED
En cada encendido, la máquina realiza la comprobación de la tensión de alimentación.
Cuando la tensión de alimentación es inferior a 165V, el equipo inicia la fase de autoprotección y no
permite soldar; el LED LO-HI está iluminado, en el DISPLAY aparece "LO".
Cuando la tensión de alimentación es superior a 250 V, el equipo inicia la fase de autoprotección y no
permite soldar ; el LED LO-HI está iluminado, en el DISPLAY aparece "HI".
GUÍA DE SELECCION DEL IDIOMA.
La máquina está equipada con un sintetizador de voz que acompaña al usuario durante el uso. Es posible seleccionar el idioma cuando
este no ha sido preseleccionado en fabrica, de la siguien te maner a:
Cuando la pantalla muestre el idioma deseado, pulse el botón "MENU".
LA CORRESPONDENCIA ENTRE LENGUAJE Y LA PANTALLA ES EL SIGUIENTE:
"IT_" - ITALIANO
"EN_" - INGLES
"ES_" - ESPAÑOL (OPCIONAL)
"RU_" - RUSO (OPCIONAL)
"DE_" – ALEMAN (OPCIONAL)
"FR_" - FRANCÉS (OPCIONAL)
REAJUSTAR (LENGUAJE Y PARÁMETROS DE SOLDADURA)
En caso de que quiera volver a seleccionar el idioma y volver a la configuración de fábrica, siga los siguientes pasos:
• Apague la máquina de soldadura
• Presione simultáneamente el botón "MENU" y encienda la soldadora.
La pantalla muestra "ooo" si lo ha hecho correctamente.
• Suelte el boton MENÚ. La pantalla mostrara la seleccion de idiomas.
• Seleccione el idioma deseado pulsando la tecla "MENU"
PARÁMETROS DE AUTOAJUSTE
La máquina es capaz de auto ajustar sus parámetros de soldadura de acuerdo con la selección del usuario:
Seleccione el tipo y el diámetro del electrodo, cambiando el valor de la corriente de soldadura, el diámetro de electrodo debe estar
relacionado con el tipo de corriente seleccionado anteriormente.
PROTECCIÓN TÉRMICA
Si el equipo se bloquea por un sobrecalentamiento, en el DISPLAY aparece "H00" y el "LED TERM" está iluminado. En este estado no
será posible soldar. Se comenzará a soldar otra vez, solo cuando desaparece "H00" y el LED sea apagado.
INSTALACIÓN
La instalación del equipo debe ser realizada por personal calificado de acuerdo con la norma IEC 60974-9 y normas nacionales y locales.
El levantamiento de la máquina se debe hacer a través del mango posicionado en la parte superior del producto. Esta operación se puede
realizar si el equipo esta apagado y los cables de soldadura desconectados. La tensión de alimentación debe coincidir con el voltaje
11
Page 12

indicado en la placa de características ubicada en el producto. Utilice el equipo en una planta donde el equipamiento electrico tiene
características y poder de protección (fusible y / o diferencial) compatibles con la corriente necesaria para el funcionamiento.
Para más detalles vea la información en la placa colocada en el equipo.
SOLDADURA
Mas informaciones para utilizar lo mejor posible el equipo. Muy importante : Empezar la soldadura utilizando todas las protecciones de
seguridad.
• Conectar el conector macho de la pinza de m asa y el conector mac ho de la pinza porta electro do a los conectores
hembra del dispositivo ( figura 1, B y C) cerrando m u y bien. Selecci one la polar idad correc ta (directa o invers a) en función d e
los electrodos eligidos. (Para más información, consulte la información en el envase del electrodo o manual GENERAL
incluido en el paquete).
• Conectar la pinza de masa a la estruc tura m etálica a s oldar, trata ndo de es tablecer un buen p unto de c ontacto e ntre
el metal y la pinza y lo más cerca posible a la zona de soldar. Insertar el electrodo en la pinza porta electrodo.
• Conecte la máquina en la tom a de corriente y ponga en marcha el equipo pulsando el interrupt or (Fig. 1, D) en la
posición I.
• Seleccione el electrodo o el modo manual (Fig 2 perilla "MENU")
• Inicie la operación de soldadura con todas las protecciones necesarias para la seguridad.
• Después de completar la soldadura, desconectar primero la corriente mediante el interruptor, despues sacar el
electrodo de la pinza y despues, la pinza de masa.
MANTENIMIENTO
Todo el mantenimiento debe ser realizado por perso nal ca lifi cado de acuerdo con la norma (IEC 60974-4).
DE
EINFÜHRUNG
Dieses Gerät ist ein Inverter Generator im Gleichstrom (DC) geeignet zum Schweißen mit MMA Elektroden. Die Inverter-Technologie
erlaubt hohe Leistung zu erzielen, trotz geringer Größe und niedrigem Gewicht. Das Schweißgerät ist tragbar und einfach zu handhaben.
Es eignet sich zum Schweißen mit umhüllten Elektroden (Rutil, Basic, Edelstahl und Gusseisen) Es ist einphasig 230V 50/60Hz und kann
an Generatoren mit gleichem oder höherem Storm als in Tabelle 2 angegeben, angeschlossen werden.
Das Gerät ist mit folgenden Funktionen ausgestattet:
• “NETZWERK-ANALYSE” – Wenn eingeschalten führt das Gerät eine Reihe von Tests durch, um das Netzwerk zu analysieren.
• “HOT START”, “ARC FORCE” e “ ANTI STICK” (weitere Details finden Sie im GENERAL-Handbuch, welches in der Verpackung
enthalten ist)
• “SPEICHER- PARAMETER” – der Mikroprozessor speichert die Schweißparameter der letzten Benutzung der Maschine und
ermöglicht die automatische Rücksetzung bei jedem Einschalten.
• “SPRACH-SYNTHESIZER“ - das Gerät ist mit einem Sprachgenerator ausgestattet (die Sprache ist beim Start auswählbar) und
hilft den Bediener während dem Gebrauch.
• “EINSTELLUNGS-PARAMETER“ – das Gerät ist in der Lage, die Schweißparameter-Konfiguration selber einzustellen,
entsprechend der Benutzerauswahl
El símbolo indica que la máquina no está equipada con el dispositivo PFC.
Asegúrese con el instalador de la conf ormidad con la norma IEC 60974-9 y que el equipo de soldadura s e puede conectar a la baja
tensión pública.
12
Page 13

BESCHREIBUNG DER MASCHINE
Fig 1
A Kontrolltafel
B Stecker negativer Pol (-)
C Stecker positiver Pol (+)
D ON/OFF Schalter
E Stromkabel
KONTROLLTAFEL
Die Funktionen der Maschine werden über die Kontrolltafel auf der Vorderseite Fig 1 A geregelt. Die Kontrolltafel besteht aus einer DisplayAnzeige, einem Knopf zum Einstellen des Schweißstroms, einem Knopf für die Lautstärke der Sprache und einem Knopf für die Auswahl
der Elektrode.
Fig 2
DISPLAY : Digital- Display-Anzeige
LED TERM : Dieses LED leuchtet, wenn das Gerät in den
Übertemperaturschutz (Thermoschutz) tritt
AMP : Schweißstrom-Einstellungsknopf
MENU : Knopf für die Auswahl der Elektrode
POT : Knopf für die Sprachlautstärkeneinstellung
MENÜZUGANG
Den Knopf “MENU“ drehend, ist es möglich die Elektrodenart und den Elektrodendurchmesser oder den maunellen Modus auszuwählen.
Auf dem Display erscheint die entsprechende Auswahl.
ELEKTRODENAUSWAHL
Nachdem die Art und der Durchmesser der Elektrode ausgewählt wurde, passt der Bordcomputer selbst die Konfiguration an, indem er den
entsprechenden Stromwert einstel lt, um die beste Schweißarbeit zu gewährleisten.
Das Displa y zeigt zuerst die ausgewählte Elektrode und dann den selbstregulierten Strom an.
RUTILE ELEKTRODE-
AUSWAHL
BASISCHE ELEKTRODE –
AUSWAHL
EDELSTAHL ELEKTRODE –
AUSWAHL
GUSSEISEN ELEKTRODE –
AUSWAHL
wobei rX.X die Rutilelektrode ist mit Durchmesser X.X Wenn der
MANUELLE AUSWAHL
13
Page 14

Wenn der manuelle Modus ausgewählt ist, zeigt das Display “Man“ ; die Selbstregulierung
des Schweißstromes ist ausgeschalten. Der Bediener kann den gewünschten Strom
einstellen.
NETZWERK – ANALYSE
Bei jedem Einschalten, analysiert das Gerät das elektrische Netzwerk, indem es die Eingangsspannung (Sicherheit der Leistung ) und die
Erdung (Sicherheit des Bedieners) überprüft.
BENUTZER-SICHERHEIT
Bei jedem Einschalten scannt das Gerät das elektrische Netz um zu überprüfen, ob das System mit der Erdung ausgestattet ist. Das
Ergebnis der Überprüfung wird auf dem internen Speicher gespeichert. Der Zweck ist die Sicherh eit des Benutzers zu gewährleisten. Bei
negativem Ergebnis muss der Benutzer den Knopf drücken, um weiterhin das Schweißgerät zu benutzen. Das Ereignis wird gespeichert
und die Daten können von einem Service-Center abgerufen werden
STROMVERSORGUNGS-SICHERHEIT
Bei jedem Einschalten führt das Gerät die Überprüfung der Eingangsspannung durch.
Wenn die Eingangsspannung weniger als 165V ist, geht das System in den Schutzzustand und erlaubt
nicht zu Schweißen bis die Spannung innerhalb des zulässigen Bereichs geht, das Display zeigt "LO"
an.
Wenn die Eingangsspannung mehr als 250V ist, geht das System in den Schutzzustand und erlaubt
nicht zu Schweißen bis die Spannung innerhalb des zulässigen Bereichs geht, das Display zeigt "HI"
an.
SPRACHFÜHRUNG
Das Gerät ist mit einem Sprachgenerator ausgestattet, welcher den Benutzer während der Benutzung des Gerätes begleitet.
Die Sprache kann, wenn nicht von der Fabrik eingestellt, wie folgt ausgewählt werden:
Wenn das Display die erwünschte Sprache aufzeigt, den Knopf “MENU“ drücken.
DIE KORRESPONDENZ ZWISCHEN SPRACHE UND DISPLAY IST WIE FOLGT:
“IT“ – Italienisch
“EN“- Englisch
“ES“ – Spanisch (optional)
“RU“ - Russisch (optional)
“DE“ – Deutsch (optional)
“FR“ – Französisch (optional)
RESET - NEUSTART (SPRACHE UND SCHWEIßPARAMETER)
Falls die Sprache erneut auswählt werden will und die Werkseinstellung wiederhergestellt werden möchten, sind folgenden Schritte
auszuführen :
14
Page 15

- die Schweißmaschine ausschalten
- gleichzeitig den Knopf “MENU“ drücken und die Schweißmaschine wieder einschalten. Das Display zeigt im Erfolgsfall “ooo“.
- “MENU“ Knopf loslassen . Das Display wird die wählbaren Sprachen aufzeigen.
- Die erwünschte Sprache wählen, indem der “MENU“ Knopf gedrückt wird.
EINSTELLUNGSPARAMETER
D
as Gerät ist in der Lage, die Schweißparameter-Konfiguration selber einzustellen entsprechend der Benutzerauswahl: Der Benutzer wählt
Elektrodenart und Elektrodendurchmesser und das Gerät wechselt den Schweißstrom, korreliert mit der Auswahl der zuvor ausgewählten
Elektrode und deren Durchmesser.
THERMOSCHUTZ
Falls die Maschine für eine Reihe von sehr harter Arbeit verwendet wird, schützt eine Sicherheitseinrichtung die Maschine vor möglicher
Überhitzung. Der Betrieb dieser Vorrichtung wird durch die “LED TERM“ angezeigt (siehe Abbildung 2), und auf dem Display erscheint
"H00".
INSTALLATION
Die Installation muss von qualifiziertem Fachpersonal unter Einhaltung der IEC 60974-9 Norm und den nationalen und lokalen Vorschriften
durchgeführt werden. Das Anheben der Maschine muss mit dem Griff auf der Oberseite des Geräts positioniert, vorgenommen werden.
Dieser Vorgang muss mit ausgeschaltener Maschine und mit getrennten Schweißkabeln durchgeführt werden. Die Eingangsspannung
muss mit der Spannung auf dem Typenschild des Produktes angegeben, übereinstimmen. Verwenden Sie das Gerät auf einem Netzwerk,
dessen Merkmale und Leistungen (Sicherung und / oder Differential) kompatibel sind mit dem für den Betrieb erforderlich Strom. Für
weitere Details siehe die Angaben auf dem Typenschild der Maschine.
SCHWEIßEN
Warnung:
Beachten Sie die allgemeinen Vorsichtsmaßnahmen in diesem Handbuch, bevor Sie das Schweißgerät benutzen und lesen Sie
sorgfältig die Risiken, die mit dem Schw eiß -Prozess verbunden sind.
• Die Klemme der Masseklemme und die des Elektrodenhalters an die Anschlüsse der Vorrichtung (Fig. 1, B und C) verbinden, den
Anschluss drehend, um einen guten Halt zu gewährleisten. Die richtige Polarität (direkt oder umgekehrt) auswählen, in Abhängigkeit der
Elektrodenbeschichtung (für weitere Informationen, lesen Sie die Daten auf der Elektrodenverpackung oder im ALLGEMEINEN Handbuch,
das der Packung beigelegt ist.)
• Die Masseklemme an der zu schweißenden Metallstruktur verbinden und versuchen einen guten Kontaktpunkt zwischen dem
Metall und den Klemmen herzustellen, so nah wie möglich an dem zu schweißenden Bereich; die Elektrode in den Elektrodenhalter legen.
• Das Gerät an das Stromnetz anschließen und die Schweißmaschine einschalten, indem Sie den Ein / Aus-Schalter (Abb. 1, D) in Position
I stellen.
• Die Elektrodenart oder den manuellen Modus auswählen (Fig 2, “MENU” Knopf)
• Mit dem Schweißvorgang starten, indem alle notwendigen Sicherheitsschutzvorrichtungern benutzt w erden.
• Nach Abschluss der Schwei
ßarbeit, das Gerät ausschalten und die Elektrode aus dem Elektrodenhalter nehmen.
WARTUNG
Alle Wartungsarbeiten müssen von qualifiziertem Personal unter Einhaltung der Norm (IEC 60974-4) durchgeführt werden.
Das Symbol zeigt an, dass das Gerät nicht mit PFC ausgestattet ist.
Stellen Sie mit dem Installateur und in Übereinstimmung mit der IEC 60974-9 Norm sicher, dass das Schweißgerät an das
öffentliche Niederspannungsnetz angeschlossen werden kann.
15
Page 16

Fr
INTRODUCTION
Cet appareil est un générateur Inverter en courant continue (DC) adapté pour le soudage avec électrodes MMA. Grâce à la technologie
Inverter qui permet d'atteindre des performances élevées, en gardant taille et poids réduit, le poste est portable et facile à gérer. L'appareil
est conçu pour le soudage avec électrode enrobée (rutile, basique, inox et fonte). Il est monophasé 230V 50/60Hz. Le poste peut être
connecté à des générateurs avec une puissance égale ou supérieure à celle indiquée dans le tableau 2.
La machine est équipée avec les fonctions suivantes :
• “ANALYSE DU RESEAU ” – Lorsqu’que l’appareil est activé, il effectue une série de tests pour analyser le réseau.
• “ HOT START”, “ARC FORCE” et “ANTI STICK” (plus d’informations voir manuel général dans l’emb all age)
• “ MEMOIRE DES PARAMÈTRES” – Le microprocesseur du bord mémorise le dernier réglage des paramètres, permettant la
récupération automatique à chaque allumage.
• “ SYNTHÈSE VOCALE” - l'appareil est équipé d'un synthétiseur vocal (la langue vient sélectionnée au démarrage) et aide
l'opérateur pendant l'utilisation.
• “ RÈGLAGE DES PARAMETRES” - l'appareil est en mesure d'ajuster la configuration des paramètres de soudage lui-même,
selon le choix de l'utilisateur
DESCRIPTION DE LA MACCHINE
Fig 1
A Panneau de commande
B Connexion negative (-)
C Connexion positive (+)
D Interrupteur (ON/OFF)
E Câble d’alimentation
PANNEAU DE COMMANDE
Les fonctions de la machine sont contrôlés par le panneau de commande sur le panneau avant, fig1 A.
Le panneau de commande se compose d’un display, un bouton pour le réglage du courant de soudage, un bouton pour le volume de la voix
et un bouton pour la sélection de l’éléctrode.
Fig 2
DISPLAY : Display digitale
LED TERM :
Cette LED s’allume si la machine entre en protection
thermique.
AMP :
Bouton de réglage du courant de soudage
MENU : bouton de sélection de l’électrode
POT : bouton de réglage du volume de la voix
ACCÈS AU MENU
Tournant le bouton "MENU", c’ est possible de sélectionner le type et le diamètre d'électrode ou le mode manuel. La sélection appropriée
apparaît sur le display.
16
Page 17

SÈLECTION D’ ÈLECTRODES
Une fois que le type et le diamètre de l'électrode a été sélectionné, le computer de bord adapte la configuration en définissant la valeur de
courant correspondant, pour obtenir le meilleur travail de soudage. Sur le display apparaît l’électrode sélectionnée, après le courant auto-
régulé.
SELECTION ELECTRODE
RUTILE
SELECTION ELECTRODE BASIC
SELECTION ELECTRODE INOX
SELECTION ELECTRODE FONTE
lorsque rX.X est l’électrode rutile avec diameter X.X. d
SELECTION MANUELLE
Lorsque le mode manuel est sélectionné, sur le display apparaît "Man" et l'auto-régulation
du courant de soudage est éteint. L'opérateur peut régler le courant souhaité
ANALYSE DE RESEAU
Lorsqu’que l’appareil est activé, il analyse le réseau électrique, vérifiant la tésion d’entrée (sécurité de la puissance ) et la masse (sécurité
de l'opérateur)
SECURITE DE L’UTILISATEUR
Chaque fois que l'appareil vient utilisé, il scanne le réseau électrique afin de vérifier si le système est équipé d’un système de terre. Le
résultat de la vérification est stocké dans la mémoire interne. Le but est d'assurer la sécurité de l'utilisateur. S'il est négatif, l'utilisateur doit
appuyer sur le bouton pour continuer à utiliser le poste à souder. L'événement est stocké et les données peuvent être récupérées d'un
centre de service.
SECURITE D’ALIMENTATION
Chaque fois que l'appareil vient utilisé la machine effectue le contrôle de la tension d'ali men t atio n.
Quand la tension d’ alimentation est inférieure à 165V, la machine entre en protection et ne permet pas
de souder jusqu'à ce que la tension n'est pas dans les limites autorisés, sur le display on voit «LO»
Quand la tension d’ alimentation est supérieure à 250V, la machine entre en protection et ne permet pas
de souder jusqu'à ce que la tension n'est pas dans les limites autorisés, sur le display on voit «HI»
17
Page 18

GUIDE VOCALE
L’appareil est équipé d'un synthétiseur vocal, qui accompagne l'utilisateur lors de l'utilisation.
La langue peut, si pas déf i nie à partir de l'us ine, être sélectionnée co mme su ivant:
Lorsque le display montre la langue de votre choix, appuyez sur le bouton "MENU".
LA CORRESPONDANCE ENTRE LA LANGUE ET LE DISPLAY EST LA SUIVANTE:
“IT“ – Italian
“EN“- Anglais
“ES“ – Espagnol (facultatif)
“RU“ - Russe (facultatif)
“DE“ – Allemand (facultatif)
“FR“ – Français (facultatif)
RESET – REINITIALISATION (LANGUE ET PARAMETRE DE SOUDAGE)
Si la langue doit de nouveau être sélectionnée et si on veut rétablir les réglages d'usine, suivre les étapes suivantes:
- Eteignez la machine de soudage
- Appuyez simultanément sur le bouton "Menu" et allumer de nouveau la machine. En cas de succès sur le dis play appar aît "ooo".
- Relâchez le bouton "MENU". Sur le display apparaît les langues sélec tion nab les .
- Sélectionnez la langue souhaitée pressant le bouton "MENU".
REGLAGE DES PARAMETRES
L’appareil peut régler la configuration des paramètres de soudage lui-même
Selon le choix de l'utilisateur:
l'utilisateur sélectionne le type et le diamètre de l'électrode, et l’appareil modifie le courant de soudage, la sélection est corrélée à
l'électrode et au diamètre précédemment sélectionné.
PROTECTION THERMIQUE
Si la machine est utilisée pour une série de travaux très dur, un dispositif de sécurité doit protéger la machine contre une éventuelle
surchauffe. L’activation du dispositif est indiquée par l’allumage du “LED TERM“ , (voir Figure 2) et sur le display apparaît « H00 »
INSTALLATION
L’installation doit être effectuée par du personnel qualifié conformément à la norme IEC 60974-9 et des réglemen tations nationales et
locales. Le soulèvement de la machine doit être faite à travers la poignée placée sur le dessus de l'appareil. Cette opération doit être
effectuée avec la machine arrêtée et avec les câbles de soudage déconnectés.
La tension d'alimentation doit correspondre à la tension indiquée sur la plaque des données techniques qui se trouve sur le produit.
Utiliser la machine sur une plante dont les caractéristiques d’alimentation et protection électrique (fusible et / ou différentiel) sont
compatibles avec le courant nécessaire au fonctionnement, pour plus détails voir les informations sur la plaque signalétique apposée sur
l'appareil.
SOUDER
Avertissement: utiliser les protections à la sécurité mentionnés dans le manuel géneral avant de lancer l’opération de soudage en lisant
attentivement les risques associés à l'opération de soudage.
• Connecter le connecteur de la pince de masse et le connecteur de la pince porte-électrode aux connecteurs du poste à souder
(Fig. 1, B et C) faire tourner l'attaque, afin d'assurer une bonne prise. Choisir la polarité (directe ou inverse) en fonction du
revêtement des électrodes (pour plus d'informations voir les informations sur l’emballage des electrodes ou dans le manuel général
dans l’emballage)
18
Page 19

• Connecter la pince de masse à la structure de métal à souder et essayer d’établir un bon point de contact entre le métal et la
pince, aussi prés que possilbe à la zone à souder, fixer l'électrode dans la pince porte-électrode.
• Connecter le cable d'alimentation au réseau électrique et allumer le poste à souder à travers l’ interrupteur lumineux ON/OFF (FIG
1, D) en position I.
• Sélectionner le type d’électrod e ou le mode manuel (Fig 2, bouton “MENU”)
• Commencer l'opération de soudage en utilisant toutes les protections nécessaires à la sécurité.
• A la fin de la soudure, éteindre l’appareil et enlever l’électrode du porte electrode.
ENTRETIEN
Tout entretien doit être effectué par du personnel qualifié e n conf or mit é ave c la norme (CEI 60974-4).
Le symbole indique que l'appareil n'est pas équipé PFC.
Assurez-vous avec l’installateur et conformément à la norme IEC 60974-9 que le poste à souder peut être connecté au réseaux public
basse tension.
19
Page 20

GUASTI
ANOMALIA
CAUSA
RIMEDIO
Eccessivo consumo
dell’elettrodo
Impropria dimensione dell’elettrodo per la corrente
selezionata
Utilizzare un elettrodo di diametro maggiore
Eccessivo calore sulla pinza
Verificare un corretto collegamento
Elettrodo Contaminato
Cambiare elettrodo
Elettrodo Contaminato
Il pezzo è sporco o unto
Per pulire la superficie usare un’appropriata sostanza chimica, la spazzola
Contaminant elements that our gas may exist within
the base material itself
Elementi contaminanti che il nostro gas può
esistere all'interno del materiale base stessa
If possible, improve base material. Modify welding parameters to
accommodate out gassing effect
Se possibile, migliorare il materiale di base. Modificare i parametri di
saldatura per regolare l’effetto di degassamento
Verificare la possibile contaminazione dell’elettrodo
Rimuovere dal pezzo le contaminazioni dell’elettrodo
Dimensioni dell’ Elettrodo
Usare dimensioni appropriate all’applicazioni
Le Dimensioni dell’ Elettrodo cambiano in concordanza all’applicazione –
riferire alla guida di Tab 1
Connessioni dei cavi
Se possibile, cercare di disporre i cavi dall’
alimentazione alla torcia il più diritt possibile
Di tanto in tanto, i cavi sono arrotolati come un tubo da giardino. La bobina
diventa un induttore gigante che ha una resistenza che riduce l'energia di
partenza. Effetti di induttanza possono anche essere causati dalla
presenza di cavi di potenza di saldatura molto vicino a piastre in acciaio a
terra.
Problemi messa a terra
Assicurarsi che i morsetti e gli inserti di serraggio
siano puliti da ossidazione. Assicurarsi che il
morsetto di terra non è indossato.
Ossidazione e / o attrezzature usurate possono causare scarso
collegamento verso terra tra la parte e la pinza / inserti che può ostacolare
l'arco di partenza e altre incongruenze.
estensione cavi
Verificare che le eventuali prolunga di cavi sono di
capacità adeguata
Cavi di bassa qualità / capacità si tradurrà in cadute di tensione ed
impedimenti di partenza
Luce termica accesa
Saldatrice in protezione da sovratemperatura
Lasciare la saldatrice per 3-5 minuti di tempo a raffreddare. Se la
condizione non è ripristinata, consegnare la saldatrice ad un centro
assistenza
Difficulta nell’avvio
dell’arco
Elettrododanneggiato
Verificare le condizione dell’elettrodo
Verificare l’alimentazioneCheck the power supply
Problema di tensione bassa
Verificare la regolazione della corrente
L’arco non si trasferisce
cativa o assente connessione dei cavi
Verificare la connessione di terra
L’alimentazione non riconosce il segnale d’avvio
Verificare le connessioni
E10
Impianto di massa non presente (impianto a rischio)
per proseguire è necessario
premere il tasto MENU (ENC2)
E11
La Memory card non c’è
portare la macchina in assistenza
20
Page 21

TROUBLESHOOTING GUIDE
FAULT
REASON
REMEDY
Excessive
Electrode Consumption
Improper size/or geometry of electrode for current
required
Use larger electrode
Excessive heating in holder
Check for proper contact
Contaminated electrode
Replace electrode
Contaminated Electrode
Base metal is dirty or greasy
For surface cleanliness use appropriate chemical cleaners alcohol, wire
brush or abrasive
Contaminant elements that our gas may exist
within the base material itself
If possible, improve base material. Modify welding parameters to
accommodate out gassing effect
Check for electrode contamination
Remove contaminated portion of electrode, regrind electrode
Electrode
Dimensions
Be sure electrode dimensions are appropriate for
application
Electrode tip dimensions vary according to the welding application—refer
to the guide Tab 1
Cable Layout
In so far as possible, try to layout cables from power
supply to welding torch as straight as possible
Occasionally, cables are coiled like a garden hose. The coil becomes a
giant inductor causing resistance that reduces starting energy. Inductance
effects can also be caused by having welding power cables very close to
grounded steel plates.
Grounding Problems
Make sure clamps and clamp inserts are clean of
oxidation. Make sure ground clamp is not worn.
Oxidation and/ or worn equipment can cause poor ground between part
and clam/ inserts which may hinder arc starting, wander and other
inconsistencies.
Extension Cables
Ensure that any extension cables are of adequate
capacity
Low quality/ capacity cables will result in voltage drops and hinder starting
Overheat Lights Come On
Overheating of unit
Allow 3—5 minutes of “cool down” time. If condition is not resettable, take
welder to repair agent for service.
Difficulty in Arc Starting
Damaged Electrodes
Check condition of electrodes
Check the power supply
Low voltage problem
Check the AMP settings
Arc Do es Not Tra nsfer
Loose, missing cable connections
Check earth connection for loose or poor ground
Power supply not recognising start signal
Check all connections
E10
The grounding system isn’t ( the system is
dangerous )
to continue, push the knob MENU
E11
The Memory card isn’t
bring the machine in a service center
21
Page 22

GUÍA DE PROBLEMAS
Falla Razón Corrección
Excesivo consumo de electrodo
Tamaño o geometría inadecuado de electrodos para la
corriente requerida
Emplear un electrodo más grande
Exceso de calor en el soporte Compruebe contacto adecuado
Electrodos contaminados Reemplace el electrodo
Electrodo contaminado El metal base está sucio o con grasa
Para limpieza de la superficie utilice limpiadores
químicos apropiados, cepillo de alambre o
abrasivos.
Elementos contaminantes que puedan existir en nuestro
gas
Si es posible, mejorar el material base. Modificar
los parámetros de soldadura para acomodar
efecto de desgasificación.
Compruebe la contaminación del electrodo
Quite la parte contaminada del electrodo,
rectifique electrodo
Dimensión de electrodos
Asegurese que las dimensiones de los electrodos estén
adecuadas a la aplicacion.
Dimensiones de la punta del electrodo varían
según la aplicacion de la soldadura - consulte la
guía Tab 1
Disposición de cables
En la medida de lo posible, trate que los cables de
alimentacion de la antorcha, esten extendidos.
En ocasiones, los cables estan enrollados como
una manguera de jardin. La bobina se convierte
en un inductor de resistencia gigante causando
que se reduzca la energía de partida. Los efectos
inductivos también pueden ser causados por
tener los cables de alimentación muy cerca de
las placas de acero conectadas a tierra.
Problemas de conexión a tierra
Asegúrese de que las mordazas y las pinzas de sujeción
están limpias de la oxidación.
Asegúrese de que la abrazadera de tierra no está
desgastada.
La oxidación y / o equipo deteriorado puede
causar un mala conexion entre una parte y la
abrazadera / pinzas, que pueden obstaculizar el
arranque del arco, paseo y otras inconsistencias.
Cables de extension
Asegúrese de que los cables de extensión tienen la
capacidad adecuada.
Cables de baja calidad / capacidad se traducirá
en caídas de tensión e impedimento de la
partida.
Al Sobrecalentarse las luces se encienden Sobrecalentamiento de la unidad
Permita 3-5 minutos de tiempo de "enfriamiento".
Si la condición no se reajusta, lleve el soldador a
reparar al agente de servicio.
Dificultad en el arranque del arco. Electrodos dañados. Comprobar el estado de los electrodos.
Compruebe la fuente de alimentación
Problema de baja tensión Compruebe los ajustes de AMP
Arco no transfiere
falta conectar los cables.
Compruebe la conexión de tierra para terrenos
arenosos o pobres.
Fuente de alimentación no reconoce señal de inicio Revise todas las conexiones
E10
El sistema de conexión a tierra no está (el sistema es
peligroso)
para continuar, presione el botón de MENÚ
E11 La tarjeta de memoria no esta. Lleve la máquina en un centro de servicio
22
Page 23

ANLEITUNG ZUR FEHLERSUCHE
FEHLER
URSACHE
ABHILFE
Übermässiger Elektrodenverbrauch
Unsachgemässe Grösse/ oder Geometrie
der Elektrode für den erforderlichen Strom
Grössere Elektrode benutzen
Übermässige Erwärmung in der Halterung
Check für einen guten Kontakt
Verschmutzte Elektrode
Elektrode ersetzen
Verschmutzte Elektrode Grundmetall ist verschmutzt oder fettig
Für die Oberflächensauberkeit, geeigneter
chemischer Alkoholreiniger benutzen,
Drahtbürste oder Schleifmittel
Verschmutzte Elemente im Gas oder im
Basismat erial selber
Nach Möglichkeit Basismaterial verbessern,
Schweißparameter ändern um den
Gasausgangseffekt anzupassen.
Elektrodenverschmutzung überprüfen
Verschmutzter Teil der Elektrode entfernen,
Elektrode nachschleifen
Elektrodendimensionen
Sicher sein, dass die
Elektrodenabmessungen für die
entsprechende Anwendung geeignet sind.
Die Elektrodenart und - abmessung
variieren je nach Schweißanwendung.
Anleitung auf Seite 10
Kabelverlegung
Versuchen, die Kabel so weit und so gerade
wie möglich von der Stromversorgung zum
Schweißbrenner zu verlegen
Gelegentlich werden die Kabel wie ein
Gartenschlauch gewickelt. Die Spule wird
eine riesigen Induktivität und verursacht
Widerstand, welche die Startenergie
reduziert. Induktivität -Effekt kann auch
verursacht werden, wenn sich
Schweißstromkabel sehr nahe an den
Bodenstahlplatten befinden.
Erdungsprobleme
Stellen Sie sicher, dass die Zangen und
dessen Einsätze frei von Oxidation sind.
Stellen Sie sicher, dass Erdungsklemme
nicht abgenutzt ist.
Oxidation und / oder abgenutzte Geräte
können zu einer schlechten Erdung
zwischen Teil und Klemme / Einsätze
führen, die den Bogenstart behindern , und
zu anderen Problemen führen kann.
Verlängerungskabel
Sicherstellen, dass alle Verlängerungskabel
von angemessener Kapazität sind
Niedrige Qualität / Kapazität der Kabel
führen zu einem Spannungsabfall und
behindern den Bogenstart
Überhitzungslicht leuchtet auf Überhitzung des Gerätes
3-5 Minuten Abkühlung erlauben. Falls die
Anfangskondition nicht rückstellbar ist , das
Gerät zum Kundendienst bringen
Schwierigkeiten beim Bogenstart
Beschädigte Elektroden
Elektrodenkondition überprüfen
Stromversorgung überprüfen
Niederspannungsproblem
Die AMP Einstellung überprüfen
Lichtbogen überträgt nicht Lose, fehlende Kabelverbindung
Erdverbinding überprüfen für einen losen
oder schlechten Boden
Stromversorgung erkennt Startsignal nicht
Alle Verbindungen überprüfen
E 10
Die Erdung ist nicht in Ordnung
Um fortzufahren, MENU Taste drücken
E 11
Die Speicherkarte ist nicht in Ordnung
Das Gerät zum Kundendienst bringen
23
Page 24

GUIDE DE DÉPANNAGE
FAUTE
RAISON
RECOURS
Consommation excessive d’électrode
Mauvaise taille / ou géométrie de l’électrode
pour le courant requis
Utiliser une électrode plus grosse
Échauffement excessif dans le porte
electrode
Vérifier pour un bon contact
Électrode contaminé
Replacer l’électrode
Électrode contaminé Métal de base est sale ou grasse
Pour la propreté de la surface utiliser des
alcool nettoyants chimiques, brosse
métallique ou abrasifs
Les éléments contaminants qui peuvent
exister dans notre gaz ou dans le material
de base lui -même
Si possible améliorer le matériau de base,
modifier les paramètres de soudage pour
ajuster l'effet de sortie de gaz
Vérifier la contamination de l’électrode
supprimer partie contaminée de l'électrode,
affûter électrode
Dimensions des électrodes
Assurez vous que les dimensions des
électrodes sont appropriées pour
l’application
Dimensi on des electrodes varient en
function de l’application de soudage ,
consultez le guide à la page 10
Disposition de câble
Essayer de disposer les câbles aussi loin et
aussi droite que possible du réseau
électrique à la torche
Parfois le câble peut être enroulé comme un
tuyau d'arrosage. La bobine devient une
grande inductance et provoque résistance,
ce qui réduit l'énergie de démar rage. L’effet
d'inductance peut aussi être causée quand
les câbles de courant de soudage sont très
près à la plaque d'acier de fond.
Problèmes à la terre
S’assurer que pinces et les pinces inserts
sont propres de l'oxydation. Assurez-vous
que la pince de masse n'est pas usagé
Oxydation et / ou équipements usagés
peuvent causer un mauvais terrain entre la
partie et la pince/ inserts qui
empêche l'allumage de l’arc, et autres
incohérences.
câbles d'extension
S’assurer que tous les câbles d'extension
sont d'une capacité suffisante
Basse qualité /capacité des câbles se
traduira par des chutes de tension et
empêche l’amorçage de l’arc
Lumière de surchauffer s’allument Surchauffe de l’appareil
Permettre 3-5 minutes de "refroidissement".
Si on ne peut pas recomposer la condition,
porter le poste en service pour réparation.
Difficulté à l’allumage de l’arc
Électrodes endommagés
Vérifier la condition des électrodes
Vérifier l’alimentation électrique
Problème de basse tension
Vérifier le réglage de l’AMP
L’arc ne transfère pas Lâche, manquant connexion de câble
Vérifier la connexion pour câbles lâches ou
manquantes
L’alimentation électrique ne reconnait pas le
signal de start
Vérifier tous les connections
E 10
Le système de mise à la terre n’es t pas bon
Pour continuer appuyer sur le bouton MENU
E 11 La carte de mémoire n’est bas bon
porter le poste en service pour réparation.
24
Page 25

I - Tabella di scelta della corrente di saldatura in funzione dell'elettrodo (per saldatore inesperto)
GB - Table for selection of the welding current according to the electrode (unskilled welder)
D - Tabelle zur elektrodengerechten Wahl des Schweißstromes (unerfahrener Schweißer)
F – Tableau de selection de l’intensite de courant suivant le diametre d’electrodes (soudeur sans
expérience)
E - Esquema de selección de la soldadura en función del electrodo (s oldador inexperto)
RU - Таблица выбора сварочного тока согласно типу используемого электрода (для
неквалифицированного сварщика)
PL – Tabela wyboru prądu spawania zgodnie z użytą elektrodą
Electrode size [mm]
1,6
2,0
2,5
3,2
4,0
5,0
Rutile
AWS E6013
30-55 A
45-70 A
50-100 A
80-130 A
120-170 A
150-250A
Basic
AWS E7018
50-75 A
60-100 A
70-120 a
110–150 A
140-200 A
190-260 A
Stainless Steel
AWS E308
25-35 A
30-60 A
40-80 A
70-100 A
90-140 A
Cast Iron
AWS E 307
40-80 A
70-100 A
80-140 A
90-170 A
Cellulosic
Aws E6010
20-45 A
30-60 A
40-80 A
70-120 A
140-200 A
190-260 A
Tab 1
25
Page 26

Page 27

Page 28

Page 29

Page 30

Page 31

Page 32

 Loading...
Loading...