

Page 1
X5001-CVSP
SERVICE MANUAL
Jeep Grand Cherokee WJ 44-4
X5001-CVSP
August 2002
1
Page 2

X5001-CVSP
Table of Contents ........................................................................................................................ 1
Getting Started....................................................................................................................... 2-15
Carrier Disassembly .................................................................................................................................................. 2
Carrier Inspection and Reassembly ....................................................................................................................... 7
Differential Case Disassembly .............................................................................................................................. 12
Differential Case Reassembly ................................................................................................ 15-25
Standard Case .......................................................................................................................................................... 15
®
Trac-Lok
Hydra-Lok
................................................................................................................................................................... 16
®
............................................................................................................................................................... 23
Carrier and Differential Case Reassembly ..............................................................................26-31
Using Existing Spacers ........................................................................................................................................... 27
Setting Backlash ....................................................................................................................................................... 29
Setting Differential Preload ...................................................................................................................................29
Checking Gear Pattern............................................................................................................................................ 30
Axle Reassembly ...................................................................................................................31-34
Lubrication ................................................................................................................................................................ 33
Lubrication Specifications ..................................................................................................................................... 34
2
i
Page 3

X5001-CVSP
G
Axle Teardown and Rebuild
Getting Started
WARNIN
individuals attempt to perform axle service and/
or maintenance procedures for which they have
not been trained or do not have the proper tools
and equipment.
1. ALWAYS wear safety glasses that meet OSHA
requirements when performing maintenance or
service. Failure to wear safety glasses can result
in personal injury and/or partial or complete
vision loss.
2. ALWAYS be careful handling gears or other
sharp components, so you do not cut your
hands.
3. ALWAYS be sure to follow torque specifications
carefully. Failure to do so may lead to premature component failure or damage to other
vehicle components.
Under no circumstances should
This will help determine what parts can be saved
and how the axle should be rebuilt.
Carrier Disassembly
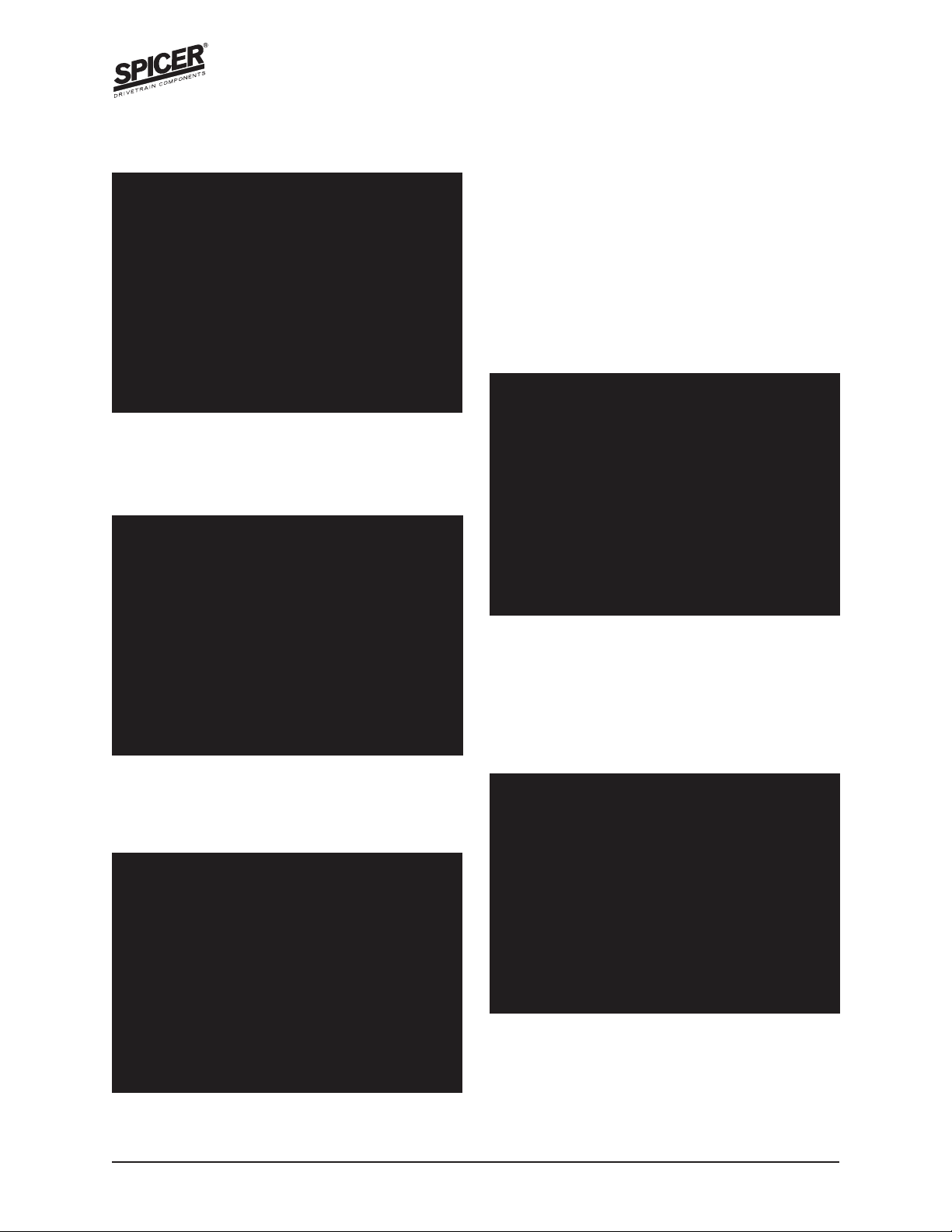
1. Remove the cover bolts and use a rubber
mallet to remove the cover plate (Figure 2).
Figure 2
2. Turn the axle over and drain the oil.
Introduction
Figure 1
Proper care during the teardown and rebuild of the
WJ44-4 (Figure 1) is critical to improved service as
well as customer satisfaction.
In addition, failure analysis is an important component of the entire procedure. First, a thorough failure
analysis of the axle and axle components must be
completed to determine the cause of failure.
Figure 3
NOTE: During drainage, strain the oil to see if it
contains metal shavings (Figure 3). Be sure to
place a bucket under the stand to catch the oil
so it can be disposed of properly. If the axle is
being rebuilt because of a major problem such as
gear set breakage or excessive bearing wear, a
sample of the oil should be sent to a lab for
spectral analysis to help determine the root
cause of the failure.
3
Page 4
X5001-CVSP
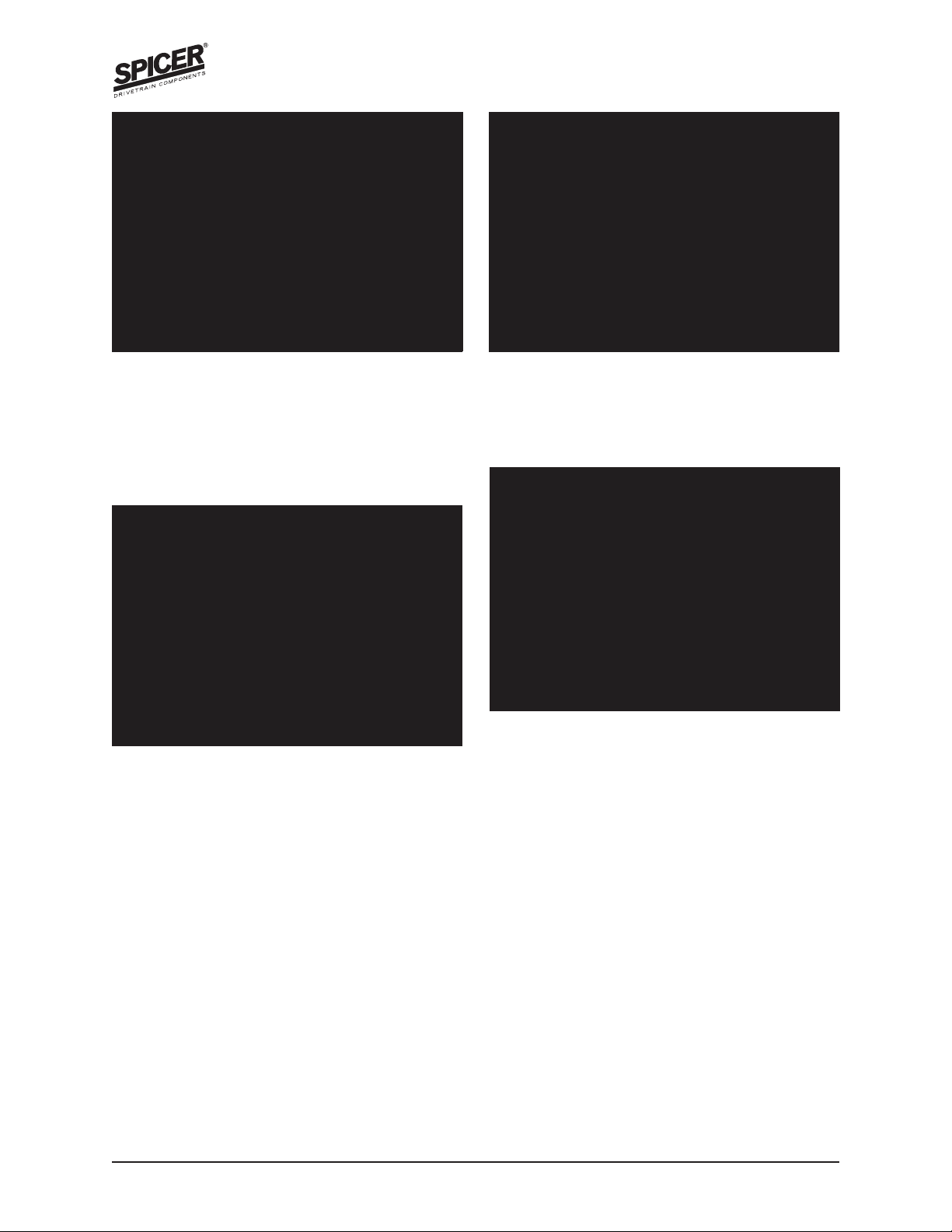
3. After the axle is drained, remove the axle shaft
retainer nuts, using a swivel adapter (Figure 4).
Figure 4
4. Remove the brake drum/rotor unit, and pull
the axle shafts from the assembly (Figure 5).
5. Inspect the seal and bearing; then set the
shaft aside.
6. Check the total torque to rotate, using a 50 in.
lb. torque wrench and a 1-1/8" socket (Figure
7). With the nose of the axle pointing up, turn the
end yoke by hand in a clockwise rotation four or
five revolutions. Using the torque wrench, turn the
pinion nut clockwise, and take a reading while
spinning the end yoke. This torque reading will be
used only as reference if bearings and cups can be
reused.
Figure 5
NOTE: It may be necessary to carefully pry them
loose using a pry bar or slide hammer (Figure 6).
Figure 6
Figure 7
7. Check the backlash, using a .001" dial indicator and a magnetic base, with the plunger set
on the ring gear tooth (Figure 8). The dial
indicator should be facing towards the O.D. of
the ring gear.
Figure 8
8. Move the ring gear back and forth in a smooth
motion. Look at the indicator and take a
reading. Then take three equally spaced
readings.
4
Page 5

X5001-CVSP
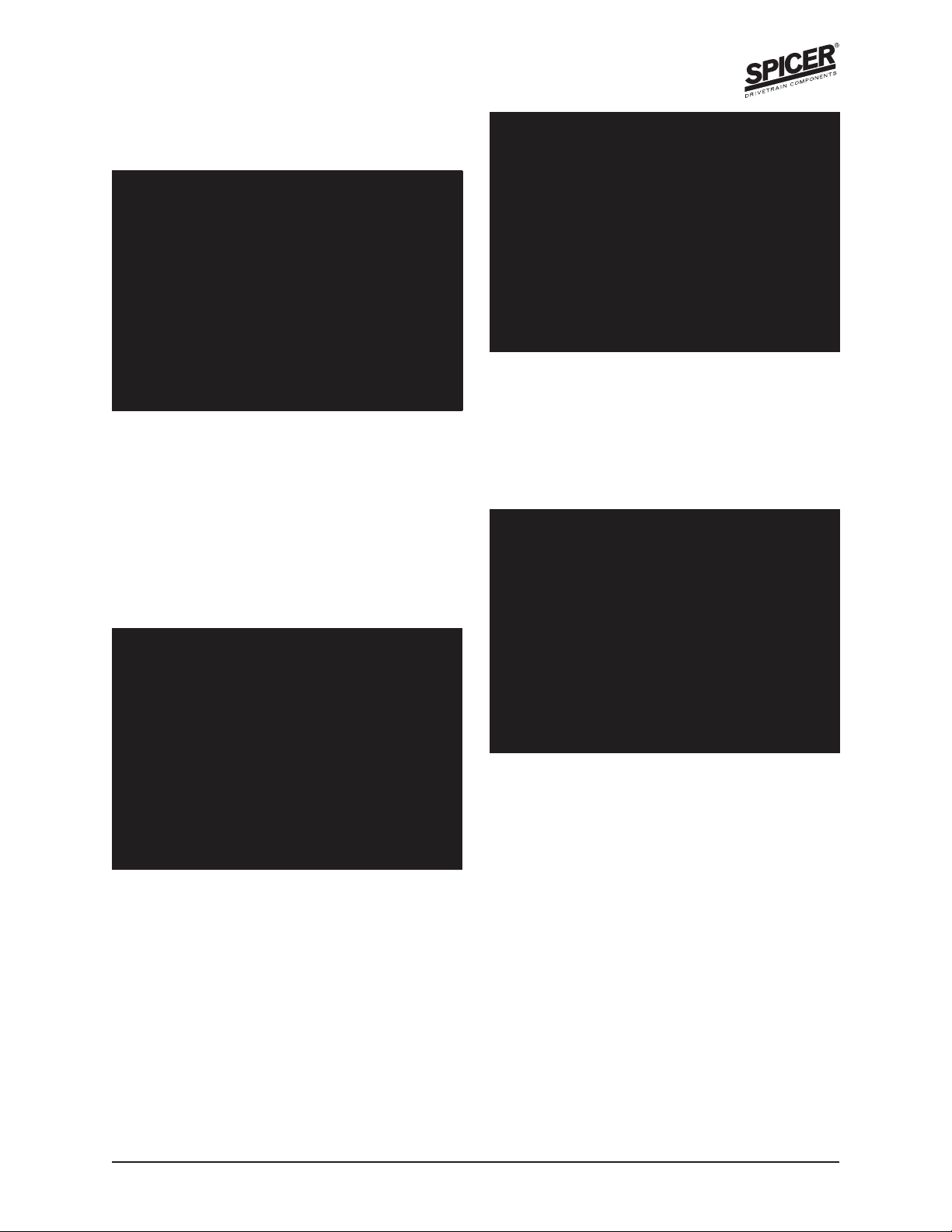
9. Remove the bearing caps using an air gun or
hand ratchet with the appropriate socket
(Figure 9).
Figure 9
Figure 11
13. Check your pinion torque to rotate. This must
be done.
10. Use a pry bar to remove the differential case
(Figure 10).
Figure 10
11. Set the outboard spacers by the proper
bearing cap.
12. Measure and record both outboard spacers,
including the case side or gear side location
(Figure 11).
14. Remove the pinion nut and use the yoke puller
to remove the end yoke. (Figure 12)Inspect the
yoke for signs of damage, such as a groove that is
cut into the end yoke by the pinion seal. Deep
scratches and nicks are causes to replace the end
yoke (Figure 13).
Figure 12
5
Page 6
X5001-CVSP
Figure 13
15. After inspecting the end yoke, grab the pinion
head and hit the top of the pinion with a soft
faced mallet to remove the pinion from the
carrier.
Figure 14
16. Pull the bearing off the pinion, using Miller
tool C-293 (Figure 14). Inspect it for signs of
damage.
Figure 15
17. Remove the slinger and outer pinion bearing
and set it aside (Figure 16).
Figure 16
NOTE: If there is no oil leakage from the pinion
seal during use, there will be no damage now. If
there was leakage, look for a cut in the rubber
where the seal ran on the end yoke or check to
see if the garter spring on the seal fell off.
(Figure 15) Other leakage could be the result of
a seal that was not properly installed and the
sealant on the outside lip did not seal. Following
this inspection, remove the seal and discard it.
6
Page 7

X5001-CVSP
N
18. Remove the inner pinion cup, using a Miller
tool C-4307 and handle C-4171 (Figure 17).
Figure 17
NOTE: Be careful not to damage the pinion cup
bore when removing the cup (Figure 18).
CAUTIO
DO NOT use a punch to pound
out the cup. This will damage the bore where the
cup sits, making it impossible to reseat the new
cup during installation. Eventually, poor seating
can lead to improper loading on the seal and
bearing, leading to premature axle failure.
NOTE: If the axle doesn’t have too many miles,
the axle shaft bearings may be reused. If the axle
has high mileage on it, the bearings and seals
should be replaced.
To determine if the seal and bearing should be
replaced, inspect the following. At the oil seal,
check for:
■ signs of leakage prior to teardown
■ tears in the rubber at the sealing surface
■ the garter spring in the proper location; and
■ improper installation that resulted in leakage.
At the wheel bearing, check for:
Figure 18
■ complaints dealing with wheel noise
■ pitting on the rollers, caused by particles rolling
through the bearing; and
■ spalling on the rollers, caused by excessive load
and poor lubrication.
If there is any doubt whether the seal or bearing
can be reused, it is best to be safe and replace
these components. Always replace the bearing and
seals on both sides of the axle.
7
Page 8

Carrier Inspection and Reassembly
N
1. Inspect the housing for signs of stress cracks
that are the results of overloading the axle
(Figure 19).
Figure 19
2. Check the axle housing spring seats and shock
brackets for cracks or elongated holes (Figure
20).
X5001-CVSP
Figure 21
NOTE: Spicer recommends replacing the yoke
any time the pinion and bearings are replaced.
Perform a visual inspection inside the housing to
check for damage or wear.
3. Apply liquid graphite to the inner and outer
pinion cup bores before installing new bearing
cups (Figure 22).
Figure 20
CAUTIO
If wear is detected, DO NOT
reuse the housing. After cleaning the axle,
inspect the unit for damage. Look for damage in
the pinion bores, the pinion yoke and the differential bores (Figure 21).
Figure 22
4. Measure pinion position, using the Miller
pinion height gauge. To use this tooling, first
install both pinion cups using installer D-129
for the outer pinion cup, and C-4308 for the
inner pinion cup. Use handle C-4171.
8
Page 9
X5001-CVSP
5. To install the pinion height tooling, use the
threaded rod 6741 (Figure 23).
Figure 23
Figure 25
NOTE: This set up should rotate freely in the
pinion bores.
6. With the outer pinion adapter threaded onto
the rod, slide the rod through the outer pinion
bearing and cup.
7. Turn the carrier and put the inner cone in the
cup, and slide the threaded rod through the
carrier and through the inner bearing (Figure
24).
Figure 24
9. Zero the scooter gauge to the top of the
measuring block (Figure 26).
Figure 26
8. Slide the height block 6734 over the threaded
rod and position it on top of the bearing.
Screw the measuring block 6739 on the
threaded rod until it is snug (Figure 25).
9
Page 10

X5001-CVSP
10. Place the metal rod D-115-2 through the
arbor disk 6927, and place the assembly in the
differential bore. Put the other disk into the
bore, and slide the metal rod through the disk.
(Figure 27).
Figure 27
NOTE: Be sure the arbor disks are flat against
the differential backup to ensure an accurate
reading.
NOTE: If the procedure is done correctly, the
metal bar should slide freely back and forth
inside the disk. If the bar does not move freely,
check on the bearing cap to make sure the disks
are seated in the bore. Retighten the bearing cap
bolts.
12. Snug the threaded rod assembly.
NOTE: DO NOT tighten the assembly to the
point it cannot be turned, but so it turns with
slight resistance. This puts a preload on the
pinion bearing for a more accurate reading at the
gauge.
13. Slide the gauge to the top of the bar, and look
for the lowest reading. This is the first number
needed to determine pinion position.
NOTE: Check this reading a few times to be sure
it is accurate. When the number is confirmed and
written down, the setup can be disassembled.
11. Place the bearing caps over the disk and
tighten the bolts to no more than half of the
original torque specification (Figure 28).
Figure 28
10
Page 11

X5001-CVSP
NOTE: All Dana gear sets are marked with a set
number and an etch number. The etch number
may look something like plus 1, minus 3, or 0 for
example (Figure 29). This number tells what is
required to build the axle at zero; the ideal
running position for the gear. If, for example, the
etch number is plus 2, it means to subtract
.002". If the pinion height gauge measures
.040", for example, subtract .002" and install a
.038" shim.
Figure 31
NOTE: This can be done by tapping the installer
with a steel hammer until the bearing is seated
on the pinion. If a press is available, use it to seat
the bearing. To be sure the bearing is seated
properly, try to turn the position shim. Also try
to slide a .0015" shim between the bearing and
the shim. If the shim does not fit , the bearing is
properly seated.
Figure 29
14. Place the correct pinion position shim on the
pinion stem (Figure 30).
Figure 30
15. Slide the inner pinion bearing cone on the
pinion stem, and press the bearing tight to the
shim using the bearing installer 6448 (Figure
31).
16. Rotate the axle unit so that the pinion nose is
facing up, and put the outer pinion bearing in
the cup (Figure 32). Do not put grease on the
bearing.
Figure 32
11
Page 12

X5001-CVSP
17. Place the slinger on top of the bearing, and
place the seal in the bore and use seal driver
C-3972-A to install the seal (Figure 33).
Figure 33
18. Tap the driver to install the seal.
NOTE: Tap the driver a few times to be sure the
seal is seated in the bore, and the sealant flattened in the bore. Look through the pinion seal
hole to see if the garter spring on the seal fell off
(Figure 34). Installing the seal with a hammer
does work, but occasionally the shock from
hitting the tooling may knock the spring off the
seal. If a press is available, it should be used.
19. Slide the collapsible spacer on the pinion
stem, and slide the pinion through the carrier
(Figure 35).
Figure 35
20. Match up the pinion splines with the end yoke.
21. Use the pinion installer C-3718 to pull the end
yoke tight to the pinion (Figure 36).
Figure 34
NOTE: Do not grease the inner pinion bearing
during installation.
Figure 36
12
Page 13

X5001-CVSP
22. Place a pinion nut on the pinion, torque the
pinion nut to a minimum of 200 ft. lbs. (Figure
37).
Figure 37
NOTE: There is no set maximum torque because
each spacer collapses differently. Once the
spacer starts to collapse, continue checking for
25 to 35 in. lbs. torque to rotate using a 50 in.
lb. wrench.
NOTE: If the bearings are being reused, follow
the same process as above, except the pinion
torque-to-rotate must be set at 1 to 2 in. lbs.
over the pinion torque-to-rotate obtained during
teardown. The bearings are already broken in, so
setting a used bearing to a torque meant for a
new bearing will cause the old bearing to fail
prematurely.
Differential Case Disassembly
1. Remove the differential bearings using a Miller
puller set number C-293-PA and inserts 8353
(Figure 39).
23. Turn the torque wrench four revolutions,
taking a reading while the wrench is moving on
the fourth turn.
Figure 38
24. Tighten the pinion nut slowly, checking the
torque-to-rotate often (Figure 38).
NOTE: It is important that the maximum pinion
torque- to- rotate is not exceeded. However, a
minimum torque to rotate of 25 in. lbs. must be
met. The pinion preload is now set. Be sure to write
down this number because it will be needed later.
Figure 39
NOTE: Be sure to inspect the bearings for
damage that could cause bearing failure.
Also, look at the differential case bearing trunnions for signs of damage (Figure 40).
Figure 40
13
Page 14

X5001-CVSP
N
CAUTIO
If a bearing falls off the trunnion, or if visible damage to the case is noted,
the case must be replaced. If a bearing falls off
the case, it means that the bearing has spun and
either the bearing inside diameter is oversize, or
the trunnion is undersize. If a new bearing still
slips on the case, the trunnion is undersize and
the case must be replaced.
2. Place the case in a vise to remove the ring gear
bolts (Figure 41).
Figure 41
Figure 43
NOTE: This lock pin should be replaced with a
new one during the rebuild procedure.
NOTE: The pinion mate shaft should slide out of
the hole. If it is tight, you may have to use a
punch to knock it out. Look for excessive wear or
grooves where the pinion mates ride on the shaft
(Figure 44). There may be some minor discoloration on the shaft, which is the result of friction
and heat. This should not prevent the pinion
mate shaft from being reused.
3. Use a ball peen hammer and drift punch to
knock the gear off the case, being careful not
to hit the case (Figure 42).
Figure 42
4. On a standard axle, first remove the pinion
mate shaft lock pin (Figure 43).
Figure 44
5. Rotate both pinion mate gears so they come
to the windows on the case and remove them.
14
Page 15

X5001-CVSP
N
NOTE: On the pinion mate gear, look for nicks,
chips or visible damage to the gear teeth. Inspect
the back gear face for a groove or other visible
signs of damage (Figure 45). This is where the
pinion mate thrust washer rides. The surface will
be shiny and smooth if there is no damage.
Check the thrust washers for grooves or damage
on both sides of the washer. Also, look to see if
the washer is bent or part of the washer is
missing at the spot where the pinion mate shaft
passes through the washer.
Figure 45
Figure 46
NOTE: This surface will be shiny and smooth if
there is no damage. Look at the side gear thrust
washer for grooves or visible damage. If any
damage to the side gear or thrust washer is
noted, they must be replaced.
NOTE: Also, be sure to check for damage in the
following areas: the ring gear mounting surface
for nicks and high spots; the bearing trunnion for
grooves or damage caused by the bearing
spinning on the trunnion
CAUTIO
If the shaft took out part of the
washer during assembly, the hole will look
distorted and not round. If this is the case, the
thrust washer is damaged and must be replaced.
If any of these parts look damaged, they should
be replaced as well. All damaged parts must be
replaced in sets.
6. Take the side gears out of the case and look
for nicks, chips, or other signs of damage to
the teeth on the side gears. (Figure 46) Check
the back face of the side gear for a groove or
visible damage.
7. Surface nicks can be stoned or filed off.
NOTE: If the bearing fell off the trunnion and did
not need to be pressed off, the differential case
must be replaced.
8. Check the machined areas where the pinion
mate and side gear thrust washers sit (Figure
47).
Figure 47
15
Page 16

X5001-CVSP
N
N
CAUTIO
Look for grooves or visible
damage to these areas. If damage is detected,
the differential case must be replaced.
9. Inspect the pinion mate shaft holes. Be sure to
check both holes, making sure they are still
round.
CAUTIO
If one or both holes are oblong,
the case is damaged and must be replaced.
10. Check for grooves caused by metal shavings or
contamination in the oil that got into the
gears or under the thrust washers.
NOTE: If any parts in the differential case are
damaged, or if there is any uncertainty regarding
the extent of damage to a component, replace
the parts or the entire differential case.
Differential Case Reassembly: Standard Case
To rebuild the standard differential case, be sure to
have the following components available (Figure
48):
1. Put the side gears and thrust washers in the
differential case. Then, hold the top gear with
one hand while placing one pinion mate gear
and thrust washer in the window with the
other hand (Figure 49).
Figure 49
2. Install the other pinion mate gear and thrust
washer in the other window directly across
from the other gear (Figure 50).
■ One empty differential case;
■ Two side gears;
■ Two side gear thrust washers;
■ Two pinion mate gears;
■ Two pinion mate thrust washers;
■ One pinion mate shaft;
■ One pinion mate shaft lock pin.
Figure 50
3. Turn the pinion mate gears until they align
with the pinion mate shaft hole.
Figure 48
16
Page 17

X5001-CVSP
4. Slide the pinion mate shaft through the thrust
washers and pinion mate gears (Figure 51).
Figure 51
5. Align the hole in the pinion mate shaft with
the hole in the case, and install the lock pin
and torque to 8 to 16 foot pounds, or 11 to
22 nm (Figure 52).
Differential Case Reassembly: Trac-Lok
®
If the unit has no visible damage, check the total
torque to rotate before rebuilding the unit. The
torque to rotate spec for the 44-4 Jeep Trac-Lok is
320 to 400 ft. lbs. (Figure 53).
Figure 53
1. Put the Trac-Lok in a vise with the windows of
the case facing the jaws of the vise. (Figure 54)
Tighten the vise until it is snug, making sure
that the side gears are not hitting the jaws.
Figure 52
6. Spin the side gears to make sure that they spin
freely.
Figure 54
17
Page 18

X5001-CVSP
2. Put the splined tooling in the gear (Figure 55). To teardown and rebuild the Trac-Lok differential
case, some special tooling will be required. (Figure
57) This includes:
■ An OTC splined holder;
■ Miller Special Tool Trac-Lok tool set; and
■ Drift punch.
Figure 55
NOTE: You will need a 500 ft. lb. torque wrench.
Put the torque wrench in the splined tooling and
pull the torque wrench slowly to exercise the case
in one direction. After pulling the case five times,
a reading can be taken.
Figure 57
3. Pull the torque wrench slowly, looking at the
indicator. Check the reading a couple of times
to be sure it is accurate (Figure 56).
Figure 56
NOTE: Remember that if the assembly was full of
metal shavings and contamination, so is the
differential case. If all new parts are installed in
the rebuilt axle, all new parts should be used
when rebuilding the Trac-Lok.
4. Put the spline holder tool in a vise. (Figure 58)
Set the case on the splined shaft, being careful
to align the splines while slipping the case over
the shaft.
Figure 58
18
Page 19

X5001-CVSP
5. Remove the pinion mate shaft lock pin, and
use a punch to remove the pinion mate shaft
(Figures 59 and 60).
Figure 59
7. Install the spreader with a load to hold the
side gears in place (Figure 61).
Figure 61
8. Use a yoke holder to turn the case so the
pinion mate gears and thrust washers can be
removed (Figure 62). Take the case off the
splined shaft and remove the side gear
spreader. Remove the side gears and thrust
washers.
Figure 60
6. Inspect the holes in the case where the shaft
was removed. The two holes must be round
and not oblong.
NOTE: If they are oblong, the case is damaged
and must be replaced. Use the side gear
spreader to hold the side gears while the pinion
mates and thrust washers are removed. If this is
too tight the case will not turn.
Figure 62
19
Page 20

Figure 63
NOTE: Be sure to keep track of which side each
disc and plate stack is removed from – either the
flange or button side (Figure 63).
9. Measure each plate and disc from the flange
side gear. Remember that the plate has the
“ears”, and the disc is round (Figure 64).
X5001-CVSP
11. Repeat the procedure for the button side gear.
If all eight plates and discs are measured as a
stack, it should be nearly equal to the total of
the individual measurements.
Figure 65
NOTE: If the stacks are being reused, be sure to
keep the plates and discs in the same order, and
reinstall them in the same sequence as they were
removed. (Figure 65) To help identify the various
components, the plates have ears and can be
found in three thicknesses - .060", .064", and
.068". Discs are round and come in one standard
thickness - .060". Each stack contains four plates
and four discs.
Figure 64
10. Write down the thickness of each plate and
disc. Eight numbers should be written down
and then added to determine the total stack
height.
NOTE: Do not measure the Belleville washer,
which is the dished plate sitting on the side gear.
NOTE: The Belleville washer is not measured. It
sits on the side gear with the ears up. When the
stack is compressed, the bellville flattens out to
keep constant pressure on the stack.
20
Page 21

X5001-CVSP
N
N
CAUTIO
During rebuilding, it is critical
that the plates and discs are measured accurately.
When measuring, it is important that the new stack
height is not less than the original stack height.
Spicer offers service kits with the pre-measured
stack included. (Figure 66) Be careful not to mix
stacks when rebuilding the case.
Figure 66
12. To put the first disc and plate stack together,
use a side gear with the teeth facing down. Put
the Belleville washer over the hub of the side
gear with the convex side contacting the side
gear (the ears facing up) (Figure 67).
Figure 68
13. Place a disc on top of the bellville washer, then
a plate on the disc, until there are four plates
and four discs on the side gear (Figure 68).
When the process is finished, a plate should be
on the top of the stack.
14. Place one clip over each side of the disc and
plate stack to hold the plates together (Figure
69). Repeat this procedure for the other side
gear.
Figure 67
CAUTIO
A friction modifier must be
placed on all plates and discs at the time of the
assembly. Spicer part number 43161 is recommended.
Figure 69
15. Take the differential case and put it on the
table with the flange side facing up.
21
Page 22

16. Slide the side gear and disc and plate stack
N
assembly through the window of the case,
making sure that the clips and ears slide in the
grooves in the case (Figure 70). This is the
only way the side gear assembly can be put
together.
Figure 70
X5001-CVSP
Figure 71
19. Put the splined shaft tooling in the vise and
set the differential case on it with the flange
side down (Figure 72).
CAUTIO
The flange side must be assembled first or it will be impossible to assemble
the case correctly. It is also important that the
disc and plate stack and the side gear stay
together during assembly. If the top disc separates from the spline on the side gear, further
assembly could damage the disc by bending the
teeth, and the disc must be replaced.
17. Hold the flange side gear and stack assembly
in place, and turn the case over so the button
is facing up. Install the other side gear assembly into the case.
18. Hold the assembly with one hand, and use the
side gear spreader tool to hold the side gears
and stacks in place.
NOTE: To use the spreader tooling, place the flat
disc in the hole where the axle shaft rides. Take
the disc with the hole in it, and put it in the
button side gear. Slide the threaded shaft
through the button side of the case and through
the threaded disc until the flat disc is reached.
(Figure 71) If this is tightened too much, it will
be difficult to turn the differential case to install
the pinion mate gears.
Figure 72
20. Tighten the threaded rod until it is tight, and
then back off the threaded rod until the case
can be turned using the yoke holder.
22
Page 23

X5001-CVSP
N
21. Put the pinion mate gears in the windows
directly across from each other, and use the
yoke holder to turn the case (Figure 73). The
pinion mate gears should roll into their pockets.
Figure 73
22. Look through the pinion mate shaft hole and
make sure the pinion mates are aligned with
the holes.
23. Tighten the threaded rod until the bellville
washer is collapsed.
24. Take each pinion mate thrust washer, and slide
it behind the pinion mate. Align the holes
(Figure 74).
27. Look in both holes to be sure the thrust
washers stayed in place.
NOTE: If the washers have moved, and the pinion
mate shaft is installed, a side of the washer will
get punched out, and it must be replaced.
28. Install the pinion mate shaft, using a hammer
to tap it (Figure 75).
Figure 75
29. Make sure that the hole in the pinion mate
shaft will align with the hole in the differential
case.
30. Install the pinion mate shaft retaining pin, and
start a few threads.
Figure 74
25. Loosen the threaded rod, and remove the
spreader.
26. Align the parts using a drift punch to line them
up.
CAUTIO
Do not torque until the total
torque-to-rotate has been checked.
31. Use the same procedure described earlier to
check the total torque-to-rotate.
NOTE: If the total is within specification, torque
the pinion mate shaft retaining pin to 8 to 16 ft.
lbs. or 11 to nm.
23
Page 24

X5001-CVSP
N
Differential Case Reassembly: Hydra-Lok
®
The WJ44-4 axle also may be equipped with the
Spicer Hydra-Lok differential assembly. The HydraLok unit itself is not field serviceable (Figure 76).
However, care must be taken when removing the
differential case and reinstalling it in the carrier to
avoid damaging the plenum.
Figure 76
1. Carefully remove the Hydra-Lok differential
assembly from the carrier (Figure 77).
Figure 78
CAUTIO
Be sure the tab on each adapter
fits in the plenum windows around the bearing
on the flange side.
3. Remove the bearing from the button side of
the case using the same tooling.
NOTE: To order a new Hydra-Lok differential or
other Spicer components, the bill of material
number must be checked. This number may be
found on a bar code label on the carrier snout
behind the pinion flange yoke, on a strip tag
between the bolts on the cover plate, or stamped
on the right axle tube when looking at the cover
plate (Figure 79).
Figure 77
2. Remove the bearing from the case using Miller
tool adapters 8353 (Figure 78).
Figure 79
24
Page 25

X5001-CVSP
G
4. Press the ring gear onto the case (Figure 80). 9. Lubricate the outer and inner lip seals on the
plenum using the same lube as required for
filling the unit (Figure 82).
Figure 80
5. Start all of the ring gear bolts, and then press
the ring gear onto the case.
WARNIN
Do not use the ring gear bolts
to pull the ring gear onto the case. This will
stretch the bolt threads and the bolts may not
hold their required torque.
6. Tighten the bolts, and torque them to 70 to
90 ft. lbs.
7. Drive the bearing onto the button side of the
hub using a Miller tool C-4340 (Figure 81).
Figure 82
10. Install the plenum by rotating it around the
hub (Figure 83). Press downward to seal the
plenum against the sealing surfaces on the
case and to prevent damaging the seal.
Figure 83
Figure 81
8. Turn the case over to install the flange side
bearing.
NOTE: Be sure to use a plug or other type of
support on the button side to prevent the case
from being damaged when the second bearing is
installed.
25
Page 26

11. Assemble the new differential bearing using
N
the proper tooling, and use a .0015" feeler
gauge to check between the bearing and case
to be sure that the bearing is properly seated
(Figure 84).
Figure 84
NOTE: If the feeler gauge can be inserted, the
bearing is not properly seated.
X5001-CVSP
Figure 86
13. Fit the bearing spacers in the carrier bores
using a light coating of grease (Figure 87).
NOTE: After completing these steps, the differential case assembly is ready to place in the
carrier. Note that the tabs on the plenum are
offset and must be installed in the carrier with
the oil pick-up pointing to the bottom or sump
of the carrier (Figure 85).
Oil Pick-Up Tabs
▲
▲
▲
Figure 85
12. Attach the spreader to the carrier and spread
the carrier a maximum of .015", or .038 mm.
(Figure 86).
Figure 87
14. Install the differential case assembly with the
oil pick-up in the proper position (Figure 88).
Figure 88
CAUTIO
Be extremely careful not to
bend the ears on the plenum, or the oil will not
flow properly to the pump and the bearing caps
cannot be installed correctly.
26
Page 27

X5001-CVSP
N
Carrier and Differential Case Reassembly
To install the differential case into the carrier, two
different methods may be used.
One method uses the dummy differential bearing
to figure the shim thickness. The other uses the
existing differential outboard spacer. Both of these
methods will be explained; however, keep in mind
that using the existing shims can save a lot of time
and reduces the number of times the differential
case is installed and then removed from the carrier.
The more times the process is repeated, the
greater the risk for damaging the carrier, the case,
the differential bearings, or the gear set.
NOTE: When using dummy bearings, the differential case must not have any bearings or the
ring gear attached.
1. Slide the dummy bearing with the deep
chamfer towards the case onto the trunnion
(Figure 89).
Figure 90
5. Slide the differential case to the right and take
a reading (Figure 90). Do this a couple of
times to make sure that the same reading,
.340" for example, is obtained.
NOTE: This is called the total travel of the
differential case. Total travel means that the case
did not touch the pinion and is measured from
shoulder to shoulder of the differential case in
the differential bore. Be sure to write down this
number for later reference.
Figure 89
2. Slide the differential case with the dummy
bearing into the carrier. The case should slide
back and forth.
3. Push the case as far to one side as possible.
4. Attach a dial indicator to the carrier so that
the tip of the indicator is against the flange
side of the case. Set the dial indicator to zero.
6. Pull the case from the carrier and remove the
dummy bearings.
8. To install the ring gear on the case, start all of
the ring gear bolts.
9. Press the ring gear onto the case (Figure 91).
Figure 91
CAUTIO
Do not use the ring gear bolts
to pull the ring gear onto the case. This will
stretch the bolt threads and the bolts may not
hold their required torque.
27
Page 28

X5001-CVSP
N
10. Tighten the bolts and torque them to 70 to
90 ft. lbs. (Figure 92).
Figure 92
11. Put the dummy bearing back on the case and
slide it into the differential bores. Keep the
flange side of the case to the left.
CAUTIO
Do not drop the case and ring
gear into the carrier, because it could damage
the ring gear or pinion.
12. Attach a dial indicator to the carrier again, and
put the tip of the indicator on thetop edge of
the ring gear tooth (Figure 93).
NOTE: This is the root-to-root reading. Write
this number under the total travel number. With
the total travel and the root-to-root reading, the
starting differential spacers can be determined.
The root-to-root reading is always the flange side
differential spacer. The remainder is always the
button side spacer. To calculate this number,
subtract the root-to-root travel from the total
travel taken earlier. Using the previous examples:
.340" - .180" = .160".
The flange side spacer is .180" and the button side
spacer is .160". With these starting numbers, there
should be zero backlash and zero differential
preload.
Existing Spacers
15. Measure the spacers before installing them in
the carrier. Write down the numbers for later
reference.
16. Drive the bearing onto the button side of the
hub using a Miller tool C-4340 (Figure 94).
Figure 93
13. Set the dial indicator to zero. Slide the case to
the right so that the root of the ring gear
tooth meets with the root of the pinion tooth.
14. Repeat this procedure one or two times to be
sure the reading is correct, .180" for example.
Figure 94
28
Page 29

X5001-CVSP
N
17. Turn the case over to install the flange side
bearing. Be sure to use a plug or other type of
support on the button side to prevent the
case from being damaged when the second
bearing is being installed (Figure 95).
Figure 95
18. Place the spreader on the carrier, and spread
the carrier to no more than .015" (Figure 96).
22. Verify that the letters stamped on the bearing
cap are stamped on the cover face. One will be
horizontal while the other will be vertical
(Figure 97).
Figure 97
23. Snug the bearing cap bolts and torque to 55
to 70 ft. lbs. (Figure 98).
Figure 96
CAUTIO
If the carrier is spread past this
limit, the carrier will yield and the axle housing
will have to be replaced.
19. Fit the bearing spacers in the carrier bores
using a light coating of grease.
20. Tap the case into the bore, using a rubber
mallet.
21. Remove the spreader. Once the differential
case is seated, the bearing caps may be
installed.
Figure 98
29
Page 30

X5001-CVSP
Setting Backlash
Backlash is the measurement of movement between the pinion and ring gear. With this axle,
backlash must be .004" to .006". To adjust
backlash, it must be measured first, using a dial
indicator attached to the cover face of the carrier.
24. Align the dial indicator plunger with the ring
tooth that is parallel to the cover face to
measure backlash (Figure 99).
Setting Differential Preload
Differential preload is the amount of pressure that
we put on the bearing with the cup. For this axle,
an increase of 5 to 13 in. lbs. over the pinion
torque-to-rotate is required.
27. To measure preload, use a 50 or 100 in. lb.
torque wrench. With the end yoke up, turn the
end yoke in one direction about four or five
revolutions. This will help seat all of the
bearings in the cups.
28. Turn the wrench the same direction that the
yoke was turned to seat the bearings. Be sure
the turn is steady and not too fast, or a false
reading may occur. Take a reading while the
wrench is moving (Figure 100).
Figure 99
NOTE: If the measurement is over .006", it is too
high.
25. To tighten backlash, subtract shims from the
button side, and place them on the flange side.
NOTE: For example, the flange shim may be
.180" and the button shim .160", with an .008"
backlash. To achieve .004" backlash, take .004"
from the button shim, making it .156". Then add
.004" to the flange shim, making it .184". To
move the shims, follow the same steps used for
removing the differential case and installing it.
.160"
.004"
.156"
.180"
.004"
.186"
26. Change shims, and check backlash again.
NOTE: It should be .004" - .005", which is
within the specification for backlash on the
WJ44-4 aluminum axle.
Figure 100
NOTE: If the pinion torque-to-rotate is 30 in.
lbs., and the total torque-to-rotate is 34 in. lbs.,
there is not enough preload on the differential
bearings.
29. To adjust the preload, disassemble the differential case as described previously, and add a
slight thickness to the outboard spacers.
NOTE: The current flange side is .184", and the
button side is .156". By adding .002" to each
shim, they will change to .186" and .158" respectively. This small adjustment should not effect
backlash.
.184"
.002"
.186"
.156"
.002"
.158"
30
Page 31

X5001-CVSP
30. Reassemble the differential case to the carrier
as described earlier, and take another backlash
and total torque-to-rotate reading. The
backlash and the preload should both be
within specification.
Checking Gear Pattern
Checking the gear pattern will help determine if
the pinion position and backlash are correct
(Figure 101).
Figure 103
3. Look for a centered toe pattern on both the
drive and the coast sides (Figure 104).
Figure 101
1. Coat the entire ring gear with a thin coat of
gear paint (Figure 102).
Figure 102
NOTE: Be sure not to use too much paint, or the
gears will show a false reading of interference.
2. Apply a load to the ring gear while the pinion
is turning (Figure 103). The ring gear must
spin in both directions to get patterns on the
coast and drive sides of the gear.
Figure 104
NOTE: It is very important that the gear pattern
on the drive side of the ring gear is in the correct
position. There are a few terms that must be
understood to determine if the gear pattern is
correct.
31
Page 32

TOP LAND
X5001-CVSP
PROFILE
TOE
HEEL
ROOT
Figure 105
LENGTHWISE
BEARING
ARC
These terms include the following (Figure 105):
■ “Root” is the inside radius of the tooth.
■ “Top Land” refers to the outside edge of the
tooth.
■ “Toe” is the bottom of the ring gear I.D.
■ “Heel” is the top of the ring gear tooth closest
to the carrier O.D.
The “Central” portion is the middle of the tooth.
“Flank In” means the gear pattern is close to the
root of the tooth and the picture starts at the toe.
“Flank Out” means the gear pattern is close to the
top land of the gear tooth. The picture will be
central to heel.
Figure 106
Axle Reassembly
Before installing the axle shafts into the carrier, be
sure to check for damage to the splines and wheel
studs. Check the spline for nicks and dings that
could prevent the axle shaft from sliding into the
side gear. Also look for threads on the studs that
are bent and could cause the nut to cross-thread.
The studs should be replaced if the studs are bad.
The shaft must be replaced as well if the spline is
bad.
1. Slide the axle shaft through the backing plate
and into the tube (Figure 107).
“Backlash” is the amount of movement between
the ring gear and the pinion, and the amount of
backlash can move the gear pattern from toe to
heel and heel to toe. With a tight backlash, the
pattern will shift toward the toe. With a looser
backlash, the more the pattern will shift toward the
heel.
Once the gear pattern is set, and backlash and
preload are within specification, the axle shafts
and wheel ends can be installed (Figure 106).
Figure 107
32
Page 33

X5001-CVSP
N
N
N
2. Line up the splines of the differential case and
the axle shaft, and slide the shaft into place
(Figure 108).
CAUTIO
Do not force the axle shaft into
the side gear. This could cause damage to the
splines on the axle shaft or in the side gear.
Figure 108
NOTE: Be sure that the correct shaft is in the
correct tube. An easy trick is to remember that
the long axle shaft goes in the left-hand tube remember left is long, right is short (Figure 109).
It is important to always use new nuts when
putting the assembly together. Then, torque the
nuts to 35 to 55 ft. lbs.
Figure 110
4. Install the cover plate on the carrier.
CAUTIO
Before installing the cover
plate, be sure to inspect both mating surfaces for
nicks or dings on either part. If either part is
damaged, the cover plate may leak oil, leading to
premature failure of the ring and pinion.
CAUTIO
It is also important that both
surfaces are cleaned with a solvent to remove any
oil film remaining on the surfaces. If oil is not
removed, the sealant will not adhere and may
cause oil to leak from the cover plate and carrier.
5. Apply a thin line of RTV silicone to the carrier
(Figure 111). Use a continuous line around the
carrier surface, connecting the end point to
the starting point.
Figure 109
3. Install the rotor assembly on each axle shaft
(Figure 110).
Figure 111
NOTE: The Traction Technologies Group recommends using RTV Silicone gasket maker – Spicer
part number 38615 in a 70 milliliter tube.
33
Page 34

X5001-CVSP
6. Lay the cover plate on top of the carrier, being
careful not to slide the cover against the other
surface (Figure 112).
Figure 112
7. Install the cover bolts, and tighten to 28 to 33
ft. lbs.
Lubrication
Option 1: Use this method before installing the
axle in the vehicle.
Option 2: Use this method if the axle is already
installed in the vehicle.
1. Remove the fill plug.
2. Pour the correct amount of oil into the axle
using a hose (Figure 114).
Figure 114
NOTE: If the correct amount has been used, oil
should be at the bottom of the fill hole.
3. Install a new fill plug.
1. Measure the correct amount of oil.
2. Remove the fill plug in the cover plate and
pour the oil into the axle using a funnel (Figure
113).
Figure 113
3. Install a new fill plug.
NOTE: The type and amount of lubricant required depends upon the type of the axle. See
specifications below.
Lube Specs
Standard differential case: Use 80W90 thermal
stable lube. For a standard differential, use 76
ounces of lubricant for the best protection.
Trac-Lok differential: Use 80W90 thermal stable
lube. For this axle, use 72 ounces of lubricant plus
four ounces of friction modifier. This is Dana part
number 43161. The total amount of lubricant used
should equal 76 ounces.
Hydra-Lok differential: Use a synthetic lubricant.
Again use 72 ounces of lube, plus four ounces of
friction modifier, which is Spicer part number
43161.
34
Page 35

X5001-CVSP
SPICER
Dana Corporation
Commercial Vehicle Service Parts
P.O. Box 321
Toledo, Ohio 43697-0321
1-800-SAY-DANA (729-3262)
www.dana.com
www2.dana.com/expert
X5001-CVSP
8/02
Printed in U.S.A
Copyright Dana Corporation, 2002.
All rights reserved.
®
Dana Corporation
Commercial Vehicle Service Parts - Canada
5095 South Service Road
Beamsville, Ontario LOR 1BO
Tech Service: (905) 563-4991
35
Dana Corporation
Commercial Vehicle Service Parts-International
10800 NW 103rd Street, Suite 11
Miami, Florida 33178
305-499-5100
 Loading...
Loading...