

Sony PARTIE3 User Manual

Partie III
SIMPA : un environnement interactif
de formation en semi-autonomie
Page 101


ARTIE
P
III – SIMPA :
UN ENVIRONNEMENT INTERACTIF DE FORMATION EN SEMI-AUTONOMIE
III.1 Introduction
Notre méthodologie de conception et de suivi des actions de formation a été expérimenté e sur
le site industriel de Moirans (Isère) de la société THALES ELECTRON DEVICES (TED).
Nos objectifs étaient de :
- confronter notre analyse des besoins aux besoins exprimés et observés sur des
actions réelles et répétées de formation au poste de travail,
- valider des modèles d’utilisation des Technologies de l’Information et de la
Communication sur des formations soumises aux contraintes du monde industriel,
- aboutir, au sein de l’entreprise, à des actions d’amélioration concrètes et durables,
aussi bien sur la pratique des outils multimédias utilisés en formation interne, que
sur leur forme ou leur contenu,
- mettre à l’épreuve le modèle du briefing–débriefing en formation, afin de
mesurer la réduction effective du temps du formateur (50% escomptés),
- réduire le temps des auteurs pour concevoir leurs contenus.
Après une présentation du site de TED Moirans, nous décrivons le dispositif de formation,
supporté par un nouvel environnement multimédia, nommé SIMPA (Support Interactif et
Médiatisé Pour l’Apprentissage) [DBPS02]. Il a été conçu selon une démarche itérative
(améliorations successives à la lumière d’enquêtes de besoins et d’expérimentations) et
participative (tests d’usage avec des volontaires). Sont présentés en particulier les éléments
fondateurs de SIMPA : une pratique de la médiation informatisée, une diversité d’activités
pédagogiques proposées à l’apprenant, le recueil de post-it informatiques. Ces fonctionnalités
ont été construites autour d’éléments validés au cours d’un premier projet Six Sigma, a yant
abouti à la création de SEAMI : Système d’Évaluation de l’Apprenant Multimédia Interactif
[DBPS00]. Ces éléments sont un double mode d’utilisation (apprentissage et test),
l’organisation du contenu selon trois types de savoir (connaissances et contexte, savoir faire,
comportement en cas d’aléas), la priorité donnée aux mises en situation vidéo, l’édition
automatique d’un journal de la formation, le calcul de l’intervalle d’incertitude sur la note
attribuée à l’apprenant lors de l’utilisation du support en mode test.
III.2 Le contexte industriel
Comme beaucoup de grands groupes industriels de haute technologie, le groupe THALES
est profondément marqué par une évolution économique, sociale et organisationnelle, qui fait
de la formation au poste de travail (transmission de savoir-faire) une condition identifiée et
reconnue de sa pérennité. Le site de TIV
108
de la société Thales Electron Devices (TED)
produit ses propres supports de formation multimédias ; c’est pourquoi nous l’avons choisi
pour y mettre en application notre méthodologie de conception et d’évaluation.
107
107
Anciennement THOMSON-CSF.
108
Unité Tubes Intensificateurs d’images et de Visualisation.
Page 103

ARTIE
P
III – SIMPA :
UN ENVIRONNEMENT INTERACTIF DE FORMATION EN SEMI-AUTONOMIE
III.2.1 Situation économique
La société TED est leader sur le marché mondial des tubes intensificateurs d’image, les IIR
109
Cette position commerciale est à reconquérir chaque année en terme de coût, qualité et service
aux clients. La nature même de sa production (très spécialisée) fait que TIV traite seulement
avec quelques gros clients. Profitant de cette situation de marché captif, ces mêmes clients
sont de plus en plus exigeants, demandant à TIV des prix de plus en plus bas, des livraisons
de plus en plus en plus rapides, sur des commandes de moins en moins planifiées, et des
spécifications techniques sur la qualité finale des images radiologiques toujours plus pointues.
Le problème qui se pose à l’entreprise est à la fois celui de la
flexibilité
(traiter les
commandes à la demande, avec des accroissements ponctuels de charge à gérer), de la
productivité
(baisser les prix de revient des produits), et de la
qualité
(garantir la satisfaction
du client). Dans ce contexte, il est indispensable d’optimiser à la fois l’outil de production et
les méthodes qui le sous-tendent.
La qualité des produits est en relation directe avec la formation du personnel : ainsi, par
exemple, le comportement du personnel opérateur en salle propre
110
est décisif pour se
prémunir des défauts d’aspects de l’image des tubes. Cette maîtrise de la qualité fait donc
l’objet d’une action spécifique.
III.2.2 Situation industrielle
.
En réponse à ces enjeux économiques, TIV a mis en place depuis 1997 une nouvelle
organisation industrielle pour rationaliser le système de production, réduire les distances
parcourues par les matières et les hommes et simplifier le système d’approvisionnement.
Comme l’expliquent Michèle Millot et Jean-Pol Roulleau, c’est désormais « la fin du modèle
unique » qui s’impose [Mil91], celui du taylorisme :
Pour gagner la compétition, ces entreprises qui ont fait le pari de valoriser le cerveau de
leurs salariés ont abandonné le système taylorien, conçu pour faire travailler des
analphabètes. Elles inventent de nouvelles structures. […] Ici on supprime l’agent de
maîtrise, là on le garde, ailleurs on crée des ingénieurs postés… A la diversité des
situations, des productions, des besoins du marché, répond la diversité des organisations.
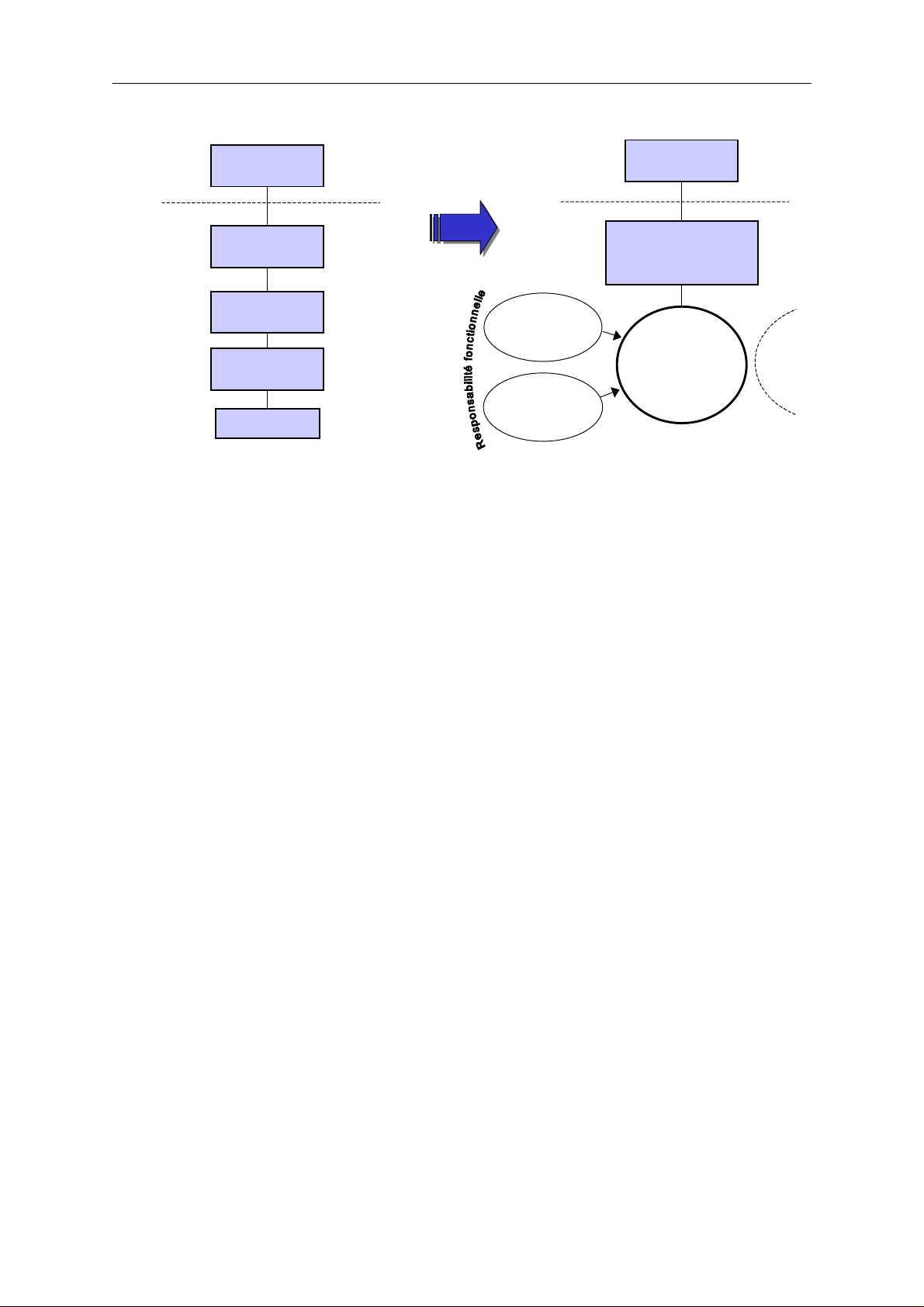
En opposition avec le modèle taylorien, la nouvelle organisation se caractérise à TIV par
l’instauration de la qualité totale, le juste à temps, un sur-effectif limité, et la mise en place
d’équipes de production orientées produit. Ainsi, l’entreprise est passée d’une organisation
hiérarchique, avec une répartition classique des tâches et des responsabilités en différents
ateliers, à une structure fondée à la fois sur
la polyvalence et l’autonomie des opérateurs
Au plan managérial, cela se traduit d’une part par une simplification des niveaux
hiérarchiques (ils sont désormais limités à 3 entre un salarié et le comité de direction de
l’entreprise) ; d’autre part, par un développement des responsabilités dites fonctionnelles (en
opposition avec hiérarchiques) : chefs de projets, animateurs d’équipes, supports techniques,
etc.
.
109
Intensificateur d’Image Radiologique.
110
La salle propre (également appelée « salle blanche ») désigne un ensemble protégé d’ateliers de production
dont la qualité de l’air est régulée en ce qui concerne la présence de particules (poussières, gaz, copeaux, etc). Le
milieu est également contrôlé en température et en pression.
Page 104
ARTIE
P
III – SIMPA :
UN ENVIRONNEMENT INTERACTIF DE FORMATION EN SEMI-AUTONOMIE
COMITÉ DE
DIRECTION
Direction
Industrielle
Responsable
d’atelier
Agent de
maîtrise
Opérateurs
Coordinateur
Assurance
Qualité
(CAQ)
Support
Technique
de Proximité
(STP)
COMITÉ DE
DIRECTION
Responsable
d’Unité de
Production (RUP)
EPIA
(opérateurs)
Figure 22. Du taylorisme au management participatif à TIV
Pour symboliser ce changement, l’entreprise a constitué 17 équipes de production suivant le
processus de fabrication des IIR. Ces équipes sont des
-
quipes : travail collectif et dynamisme de groupe.
E
-
luridisciplinaires : polyvalence et capacité d’évolution.
P
-
ntégrées : prise en charge de la totalité des opérations.
I
-
utonomes : responsabilisation de chacun.
A
EPIA
:
Les membres des EPIA sont les opérateurs ; ils acquièrent de nouvelles compétences
(polyvalence), avec un niveau de responsabilisation et d’implication dans leur travail élargi
(autonomie). La production est organisée en unités de production, sous la responsabilité
hiérarchique d’un
Responsable d’Unité de Production (RUP)
. Chaque unité regroupe
plusieurs EPIA, ce qui implique une redéfinition des périmètres d’activités. Ainsi, les tâches
de l’ancien agent de maîtrise sont réparties dans chaque équipe entre les opérateurs qui la
constituent. Dans son activité de production, l’équipe est soutenue fonctionnellement par un
expert technique : le
Support Technique de Proximité (STP)
Assurance Qualité (CAQ)
. L’outil de formation au poste de travail à TIV doit être capable
et un
Coordinateur
d’accompagner efficacement ce changement culturel pour les opérateurs.
En parallèle avec sa réorganisation industrielle, TIV a entamé une dém arche de
Compétences
. Elle donne un cadre pour l’adéquation entre les aspirations professionnelles
Gestion des
des salariés et les besoins évolutifs de l’entreprise, en cohérence avec les démarches de
polyvalence et d’autonomie évoquées.
III.2.3 Situation sociale
Dans le contexte du marché des équipements de radiologie en faible progression (évolution à
moyen terme vers une nouvelle génération de produits état solide), la production des tubes IIR
doit baisser ses coûts de production pour rester compétitive. Face à la concurrence, TIV
s’emploie donc aujourd’hui à limiter ses effectifs tout en maintenant, voire augmentant si
nécessaire, sa capacité de production pour répondre à une demande fluctuante. Durant la
Page 105

ARTIE
P
III – SIMPA :
UN ENVIRONNEMENT INTERACTIF DE FORMATION EN SEMI-AUTONOMIE
dernière décennie, le nombre d’embauches a été très restreint, au profit d’une population
d’intérimaires répondant aux besoins ponctuels de flexibilité.
D’un point de vue démographique, comme ailleurs en France et en Europe, la pyramide des
âges se déplace de plus en plus vers le
vieillissement
, et il est à prévoir de nombreux départs à
la retraite pour les années à venir. À TIV, plus des deux tiers des opérateurs (71.5%)
dépassent les quarante ans. Ils côtoient une population jeune en progression. Ces deux profils
forment ce que les sociologues appellent des « bosses » démo graphiques. Cela n'est pas sans
conséquence quant aux actions de changement mises en œuvre, tant globalement dans
l’entreprise que sur l’organisation des formations : il ne faut exclure personne de ce
mouvement. En particulier, un effort est à fournir dans le cadre de cette recherche sur
l’implication des acteurs dans la démarche de conception et l'ergonomie des produits : il faut
rendre attrayant aux opérateurs plus âgés l'outil informatique, qui peut encore leur faire peur,
ou du moins être pour certains un obstacle à l’apprentissage ; la population jeune a quant à
elle globalement intégré la révolution informatique.
Ce vieillissement du personnel implique le départ à court terme des experts ; puisque TIV
maîtrise des technologies pointues et complexes, il est vital d’assurer la mémoire de son
expérience grâce à des supports pédagogiques performants où le savoir-faire des experts est
capitalisé, régulièrement mis à jour et mis à disposition des populations suivantes.
III.2.4 Situation de la formation interne
Le service de la communication et de la formation interne (que nous nommons par la suite
« cellule multimédia ») du personnel de TIV a pour mission d’assurer la formation technique
et humaine des nouveaux arrivants ou des intérimaires travaillant sur le site. Depuis 1990, il
s’est engagé dans la réalisation de produits pédagogiques sur les métiers de base de
l’entreprise, ainsi que sur certains postes de travail de grande complexité. Plusieurs dizaines
de modules multimédias de formation existent ; ce sont par exemple la formation aux
techniques du vide, aux différents types de soudage, au dépôt de couches minces. Ces
modules
111
sont utilisés de deux manières :
- lors de
- en
libre-service
séances
de formation : ils servent alors de base à l’exposé du formateur,
accessible sans restriction à l’ensemble du personnel, sur
différents micro-ordinateurs répartis dans l’usine.
III.2.4.1 Qui sont les acteurs ?
Au vu de l’organisation industrielle présentée ci-dessus,
formateur
ou STP),
manager
et
l’expert
l’auteur
un Responsable d’Unité de Production, ou RUP (et parfois un Responsable de
sont réunis en une seule personne (le Support Technique de Proximité,
est un membre de la cellule multimédia (parfois également formateur), et le
l’apprenant
est un opérateur, le
Service Soutien, ou RSS). Le Tableau 4 donne des précisions sur les caractéristiques des
acteurs à TIV.
111
Un module de formation désigne le support pédagogique multimédia sur un contenu précis, lié soit à un poste
de travail (« activation de la photocathode »), soit à un thème (« comportement en salle propre »).
Page 106
ARTIE
P
III – SIMPA :
UN ENVIRONNEMENT INTERACTIF DE FORMATION EN SEMI-AUTONOMIE
Acteur Identité Remarques
Salarié ou intérimaire, il vient d’être embauché, est en
Apprenant
Opérateur
situation de mobilité interne, ou encore se forme à la
polyvalence au sein de son EPIA.
Formateur
Expert
Auteur
Manager
STP / Cellule
multimédia
STP
Cellule
multimédia
RUP / RSS Il est le responsable hiérarchique de l’apprenant.
Il peut y avoir un ou plusieurs formateurs.
Détenteur du savoir, le STP collabore avec la cellule
multimédia pour formaliser ses connaissances.
La cellule multimédia récupère les savoirs de l’expert
(cogniticien), les organise et les met en scène.
Tableau 4. Les acteurs de la formation à TIV
Notons que le formateur n’est jamais un responsable hiérarchique de l’apprenant (le STP est
un responsable fonctionnel), ce qui respecte « l’intégrité » de la relation pédagogique. Il se
peut qu’il y ait plusieurs formateurs, par exemple la cellule multimédia pour la partie
théorique, et le STP en pratique sur le poste. Il est souvent fait appel à cette répartition des
tâches lorsque le poste de travail demande la compréhension de concepts qui ne sont pas
faciles à expliquer et où la cellule multimédia apporte son expertise pédagogique.
III.2.4.2 Vision critique de la médiatisation
Les modules multimédias existants sont construits selon la logique « top-down» que nous
présentions en 2
ème
partie (voir chapitre II.2.2.2) : présentation et explication des concepts
suivies d’exercices d’évaluation. Il y a donc deux séquences dans l’implication de l’app renant
dans la formation : celle où il reçoit de l’information, puis celle où il agit (toujours dans le
même ordre). Par ailleurs, si ces modules sont mis à disposition sur le réseau d’entreprise, ils
ne sont pourtant pas conçus en vue d’un tel usage. En effet, aucun élément d’
médiation
n’y est intégré d’une part, aucune
trace des actions
de l’apprenant en situation
aide
ou de
d’autoformation n’est conservée d’autre part.
Dans ces modules, l’accent est mis sur les animations pédagogiques pour exposer des
concepts ou des mécanismes : schéma animé d’une séquence de soudage, fonctionnement
synoptique d’un bâti de pompage, etc. Cependant, ces animations ne sont pas en lien direct
avec leur contenu cognitif : sont-elles bien utiles ? Or, Mireille Betrancourt et son équipe ont
montré que dans la plupart des cas, elles ne sont pas plus efficaces qu’une représentation
statique construite avec les mêmes éléments graphiques [BBT01]. Ainsi concluent-ils que :
Dans la mesure où les animations sont coûteuses à produire pour le concepteur et
coûteuses à traiter pour l’utilisateur, un principe préliminaire serait de ne les utiliser que
lorsqu’elles sont pertinentes, c’est-à-dire lorsque le phénomène à communiquer induit
une notion de changement dans le temps.
Lorsqu’une animation est décrétée « coûteuse à traiter » pour l’apprenant, cela rejoint la
notion de
charge mentale
. Que se passe-t-il si les animations sont oralement commentées sur
toute leur durée, comme dans les modules multimédias de TIV ? S’il est généralement admis,
comme de nombreuses études semblent le montrer, que c’est bénéfique à l’apprentissage
Page 107

ARTIE
P
III – SIMPA :
UN ENVIRONNEMENT INTERACTIF DE FORMATION EN SEMI-AUTONOMIE
([Fer99], [Dub01]), il n’y a pas de règle stricte dans le domaine. Il convient donc de nuanc er
ce propos, ou plutôt de le préciser, comme le fait Françoise Poyet. Elle montre qu’il y a
surcharge mentale dans le cas de longs messages explicatifs sonores sur des notions
techniques ; la modalité visuelle est alors mieux adaptée [Poy98]. Les messages sonores sont
plus efficaces s’ils sont ciblés ; on évite alors la surcharge cognitive puisque ce ne sont pas les
mêmes zones du cerveau qui sont sollicitées dans l’appréhension de longs messages visuels
combinés à de courtes explications auditives :
Lorsque le sujet est amené à fournir un raisonnement complexe sur l’ensemble d’un
dispositif, la présentation auditive de certaines informations (labels) améliore la
mémorisation de messages explicatifs présentés visuellement.
Mais ce qui est important d’exploiter dans les illustrations (dynamiques ou non), c’est leur
aspect métaphorique, véritable moteur de l’organisation des conn aissances chez l’apprenant :
une métaphore bien trouvée (la canalisation d’eau par exemple pour ex pliquer l’intensité d’un
courant électrique) constitue un « germe de connaissance », que le formateur doit « cultiver »
pour complexifier les notions à acquérir (garder la métaphore de la canalisation pour
expliquer la tension électrique, qui se présente comme une chute d’eau).
À propos du contenu, les modules recherchent l’exhaustivité, voire le
encyclopédique
, plutôt que la pertinence. Ils s’apparentent ainsi plus à un « cours »
discours
universitaire, parfois ponctué de « Travaux Pratiques » qu’à une véritable prise en main de la
formation par l’apprenant, à la fois sur son organisation et sur son contenu, qu’il souhaite
rappelons-le plus proche de son vécu, du terrain (Bap1). Il est nécessaire de traduire
l’autonomie demandée à l’opérateur sur son poste de travail par une autonomisation de son
processus de formation.
III.2.4.3 Vision critique de l’animation
Au cours d’un travail préparatoire, nous avons observé, sur une année
112
, des séances de
formation utilisant ces supports multimédias. Le formateur était à chaque fois interne à
l’entreprise [Duq98]. Cette observation, présentée en annexe B, peut se résumer de la façon
suivante :
- demandes de formation très irrégulières et imprévisibles, selon les besoins
exprimés par la production,
- nombre variable d’apprenants, de 1 (cas fréquent) à 8 personnes (cas rare), avec
une moyenne autour de 2 personnes,
- chaque séance dure 1h30 ; une formation complète demande en moyenne 5 à 6
séances,
- pas de salle réservée à la formation dans l’usine ; le lieu et les conditions
pédagogiques varient donc selon le planning d’occupation des salles,
- présence permanente du formateur durant la formation, quel que soit le nombre
d’apprenants ; il est parfois aidé de surcroît par l’expert technique sur le sujet de
formation,
- les capacités interactives des modules multimédias ne sont pas exploitées, dans le
sens où le formateur les diffuse grâce à un vidéo-projecteur (installé dans les
112
De novembre 1998 à août 1999.
Page 108

ARTIE
P
III – SIMPA :
UN ENVIRONNEMENT INTERACTIF DE FORMATION EN SEMI-AUTONOMIE
formations pour plusieurs apprenants) ; le formateur commente et explique les
images ou animations qui constituent une illustration au « cours »
- les apprenants n’ont une participation active (
la souris) que lors des exercices
via
113
,
(il n’y a qu’un seul ordinateur pour tous).
Les formations au poste ne représentaient qu’une faible partie des actions du service
formation de l’entreprise (et donc de la cellule multimédia). Dans la plupart des cas, les
formations s’effectuent directement sur le poste de travail avec le tutorat d’un opérateur
confirmé. La validation est subordonnée à la conformité des pièces produites et les
compétences acquises sont répertoriées sur une « grille de polyvalence » attachée à l’EPIA.
Le point faible de cette organisation est la déficience de formation sur le contexte, les aspects
théoriques et la prise en compte des aléas qui surviennent dans la pratique quotidienne du
poste.
Ces constats rendent pertinente la mise en œuvre d’une nouvelle méthodologie de conception
et d’organisation des actions de formation par la cellule multimédia. Cette mise en œuvre
répond en effet aux contextes économique et industriel, ainsi qu’à la situation insatisfaisante
de la formation interne au poste de travail.
III.3 Création de SIMPA
En entreprise, toute action de chan gement de grande ampleur est gérée comme un
projet
. A
TIV, c’est le cas avec la réorganisation industrielle (projet sur l’efficacité collective) et la
gestion des compétences (projet associé, de même intitulé). En ce qui concerne les formations
au poste de travail, l’enjeu est conséquent, puisqu’il s’agit de les replacer au cœur du système
de gestion de la production et des compétences des opérateurs. C’est pourquoi il était
nécessaire de construire des liens entre ces projets d’entreprise
méthodologie exposée en 2
ème
partie.
114
et le déploiement de la
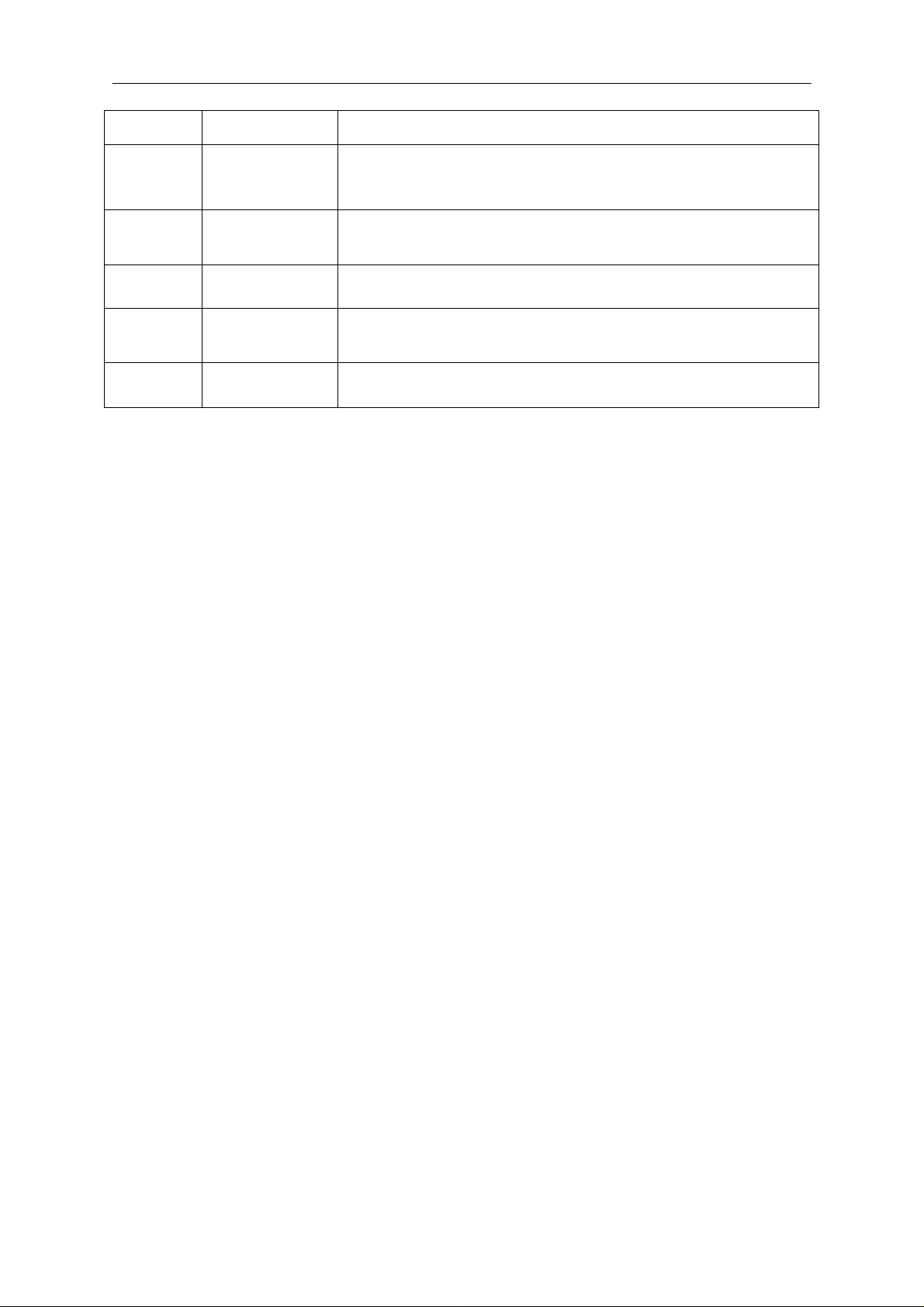
Dans cette optique, nous avons naturellement choisi de développer nos travaux selon une
démarche en gestion de projet. Le
« Six Sigma »
, en usage à TIV depuis 1999, en a constitué
le cadre, agissant comme méthodologie de développement, porteuse du changement
organisationnel des formations internes sur supports multimédias à TIV.
113
En ce sens, on peut considérer que les modules multimédias sont utilisés comme transparents de luxe.
114
Un projet d’entreprise est un projet dont le périmètre et les répercutions concernent l’ensemble des salariés.
Page 109
ARTIE
P
III – SIMPA :
UN ENVIRONNEMENT INTERACTIF DE FORMATION EN SEMI-AUTONOMIE
Personnalisa-
tion des
parcours
Outils
multimédias
Structuration
des contenus
Six
Briefing–
Débriefing
Sigma
Procédures
d’évaluation
Vers de
nouveaux
usages en
formation
Figure 23. Le « Six Sigma », porteur du changement
III.3.1 Qu’est-ce que le « Six Sigma » ?
La méthode « Six Sigma » est une démarche structurée de conduite de projet utilisée dans
l’industrie soit pour améliorer des procédés de fabrication ou des processus organisationnels,
soit pour développer de nouveaux produits ou processus. L’objectif principal de la méthode
est de réduire la variabilité des résultats obtenus des procédés ou processus par rapport aux
résultats attendus par les clients. Développée tout d’abord dans l’industrie des semiconducteurs chez Motorola en 1987, qui en a vendu les droits à de nombreux groupes
115
, la
méthode est aujourd’hui du domaine public, contrôlée par une « Académie Six Sigma » aux
Etats-Unis.
L’idée de base de la méthode Six Sigma est la nécessité de disposer de points de repère
stables pour progresser dans la compréhension et la maîtrise d’un processus. Le terme
« sigma » désigne une unité de mesure statistique qui est le reflet de la
116
processus
; dans l’idéal, une capabilité de 6 sigma assure un niveau de conformité de
capabilité d’un
99.99966 %. Centrée sur la mesure, son souci permanent est la satisfaction du besoin client,
par la prise en compte de toutes ses exigences des spé cifications du produit ou du processus
[Pil01].
En résumé, on peut caractériser le Six Sigma par six idées :
1.
Une philosophie
: diminuer les surprises dans un processus de production ou
de développement. Les clients n’aiment pas les surprises.
2.
Un symbole
processus
115
Par exemple : Texas Instrument (1988), General Electric (1995), Kodak (1995), Siemens (1997), Sony
(1997).
116
La capabilité reflète la fréquence d’apparition des défauts dan s le p rocessus : plus la capabilité est élevée, plus
le processus est performant.
117
Un processus idéalement construit en 6σ aura une probabilité de défauts de 3.4 ppm (partie par million).
: « σ », celui de l’écart type qui définit la variabilité d’un
117
.
Page 110

ARTIE
P
III – SIMPA :
UN ENVIRONNEMENT INTERACTIF DE FORMATION EN SEMI-AUTONOMIE
3.
Une métrique
: celle de la capabilité du processus ; mesure de la qualité, elle
reflète la satisfaction du client.
4.
Un objectif
: atteindre le Six Sigma, par un temps de développement
éventuellement plus long et plus cher, mais un coût de fabrication assurément
moins cher et plus sûr. L’enjeu est donc de déployer la méthode de plus en plus
vers l’amont des produits.
5.
Une méthode
: elle fait le lien entre une philosophie de la qualité (faire bien,
du premier coup, pour le client) et des outils qualité et d’analyses statistiques.
6.
Des outils
: largement partagés, ce sont à la fois ceux de la démarche qualité et
ceux de l’analyse statistique.
III.3.2 Les étapes du Six Sigma
Dans le cadre de nos travaux, il ne s’agit pas d’optimiser un processus existant (type
« DMAIC »
formation. La méthode adéquate est appelée « DMADV »
118
), mais de développer une nouvelle organisation et de nouveaux outils de
119
; elle se déroule selon les étapes
suivantes :
-
« Définir »
-
« Mesurer »
Mise en évidence du besoin ; définition des objectifs, du périmètre,
de l’équipe et du planning du projet.
Revue R0
.
Transcription de la voix du client en terme de besoins critiques ;
hiérarchisation et établissement de spécifications pour ces besoins ;
-
« Analyser »
-
« Concevoir »
-
« Vérifier »
définition des moyens pour les mesurer.
Revue R1
Séances de créativité pour définir le design global du produit ;
estimation de sa capabilité.
Revue R2
.
Réalisation des tâches de conception détaill ée ; analyse des risques
d’échec ; plan de test en situation.
Revue R3
Vérification de la robustesse du produit en situation d’usage ; plan
de transfert du produit ; leçons à tirer du projet.
.
Revue R4
.
.
Toutes ces étapes donnent lieu à des revues de validation
120
(en présence des clients pour les
revues R0, R2 et R4), pour lesquelles une liste de fournitures est attendue. Le point fort de la
méthode est d’encadrer chaque projet par des étapes de définition en amont et de vérification
en aval très rigoureuses, l’une pour cibler les objectifs et les moyens mis en œuvre dans le
projet, l’autre pour capitaliser et mettre sous contrôle les résultats du projet.
Déployée dans une entreprise, la force de la méthode Six Sigma est son organisation
structurante ; le programme, lié aux priorités et aux stratégies de l'entreprise, est soutenu par
le comité de direction et par des employés formés qui, à temps plein, facilitent le processus
d'amélioration. Tous les projets sont encadrés par un « Champion », responsable du
déploiement de la méthode. Il valide ou non, avec le « Master Black Belt » (expert, chargé de
la formation) les revues de projets présentées par les « Black Belt » (100% de leur temps
consacré au Six Sigma) ou les « Green Belt » (20% de leur temps minimum). Si cette
118
Selon les étapes, en anglais : Define / Measure / Analyse / Improve / Control.
119
En anglais : Define / Measure / Analyse / Design / Verify. La méthode est également connue sous le nom de
DFSS :
120
sanctionne (par exemple, « la phase R2 »). Nous conserverons pour plus de lisibilité cette notatio n dans la suite
du texte.
Design For Six Sigma
Par abus de langage, les acteurs du Six Sigma nomment chaque étape du projet par le titre de la revue qui la
.
Page 111
ARTIE
P
III – SIMPA :
UN ENVIRONNEMENT INTERACTIF DE FORMATION EN SEMI-AUTONOMIE
organisation peut paraître lourde, c’est pourtant la garantie pour l’entreprise d’en retirer des
gains. Parce qu'il ne fait appel qu'à un seul et même jeu d'outils et de techniques, Six Sigma
instaure dans une société un vocabulaire commun permettant le partage de l'information sur
les meilleures pratiques. Au fur et à mesure que les projets sont terminés, les résultats aux
chapitres de la qualité et des coûts sont suivis à la trace et l'information sur les meilleures
pratiques est systématiquement partagée.
Le Six Sigma propose deux démarches de projet : développement (DMADV) ou amélioration
(DMAIC). SIMPA étant une évolution de SEAMI (voir introduction page 103), il aurait été
logique de choisir la démarche DMAIC. Cependant, nous avons considéré qu’il était
nécessaire de reprendre le travail de conception à sa base, c’est-à-dire faire une enquête de
besoins approfondie parmi tous les acteurs de la formation, ce qui était un point faible du
premier projet. De plus, la démarche DMADV nous était alors familière, puisque éprouvée
lors de la conception de SEAMI ; nous avons capitalisé ces enseignements pour le
déroulement du second projet. Ceci explique que, malgré des difficultés techniques de
réalisation informatiques supérieures et l’enquête de besoins, le projet SIMPA a tenu ses
délais industriels
121
(10 mois, contre 16 pour SEAMI).
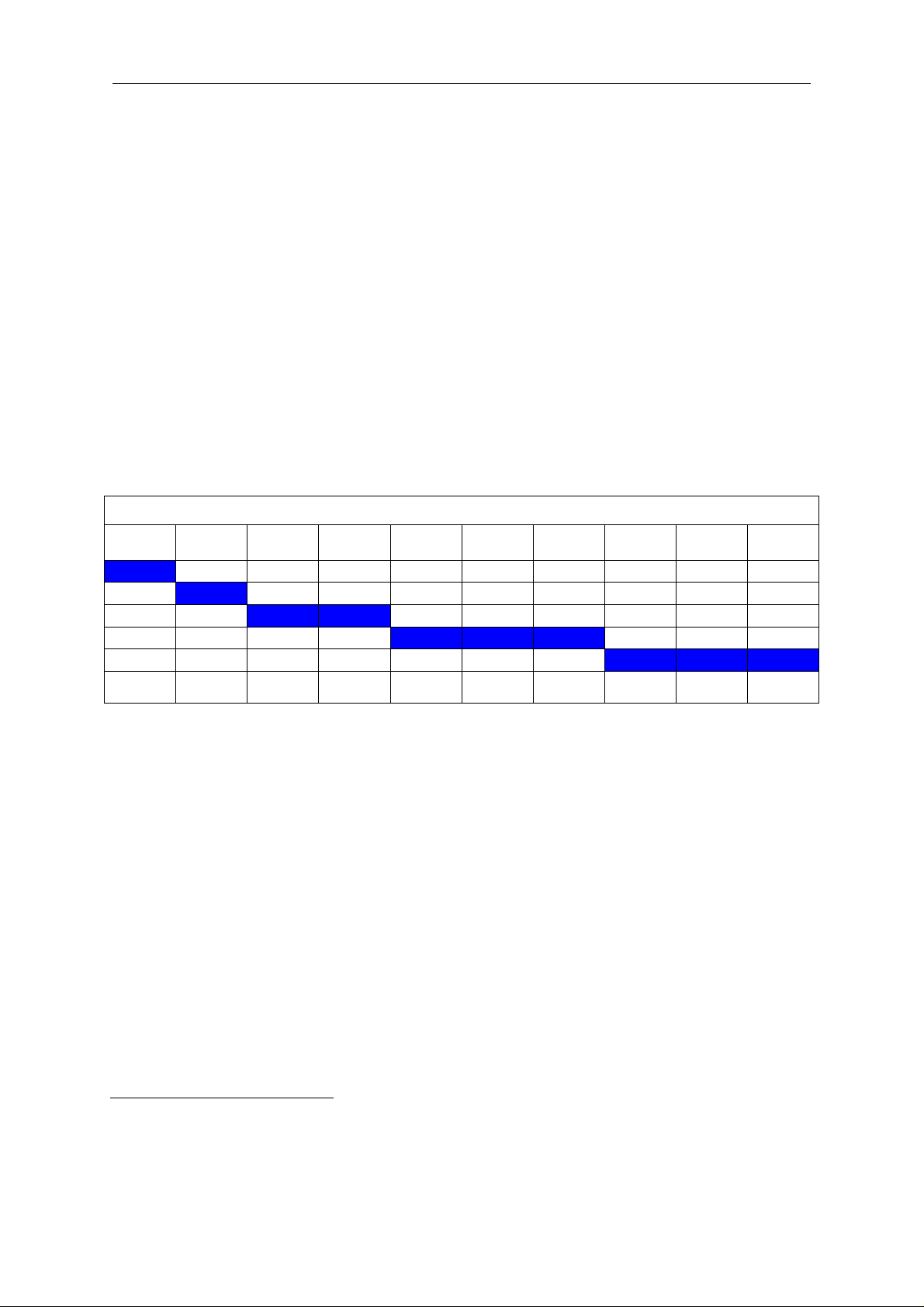
Projet SIMPA (année 2001)
R0 R1 R2 R3 R4
Jan Fév Mars Avr Mai Juin Juil Août Sep Oct
Tableau 5. Planning du projet SIMPA
Le Tableau 5 résume la chronologie du projet SIMPA ; c’est surtout dans le passage des
premières revues (R0, R1 et R2) que la capitalisation sur la méthode a joué. Techniquement, il
a été nécessaire de concevoir de nouveaux modèles informatiques, ce qui explique la durée
des phases R3 et R4. Nous décrivons ci-après le projet SIMPA en respectant le déroulement
des étapes Six Sigma.
III.3.3 R0 : Définir
La phase R0 a consisté à décrire l’état des lieux à l’i ssue du développement de S EAMI, afin
de poser les bases fonctionnelles de SIMPA. Le Tableau 6 résume cette analyse. Nous avons
limité le cadre de ce projet à deux sujets de formation interne : le clean concept pour la phase
R3 et l’auto-maintenance
122
pour tester la robustesse du produit en phase R4.
121
Le temps moyen d’un projet Six Sigma à TIV est de 9 mois.
122
Méthode de travail donnant aux opérateurs les moyens d’effectuer une maintenance de premier niveau
(actions préventives ou curatives de faible complexité) sur leur poste de travail. Son application assure une
meilleure gestion globale de la maintenance dans l’entreprise, notamment en ce qui concerne la mob ilisation des
techniciens de maintenance pour des tâches préventives ou curatives d’un niveau de complexité plus élevé.
Page 112
ARTIE
P
III – SIMPA :
Quel est le problème ?
Qui sont les clients ?
Quels sont les
objectifs ?
Quel est le champ
d’application ?
Quelles sont les
données initiales ?
Quel est le coût du
projet ?
Quels sont les effets
principaux attendus ?
Quels sont les autres
effets attendus ?
UN ENVIRONNEMENT INTERACTIF DE FORMATION EN SEMI-AUTONOMIE
Revue R0
L’outil de formation SEAMI est limité :
- son mode de questionnement est rigide : seuls des QCM sont
utilisés,
- son ergonomie actuelle ne garantit pas une utilisation en
complète autonomie
- la réduction du temps de présence du formateur à hauteur de
50% n’est pas atteinte
Le RUP, le STP et l’EPIA concernés, ainsi que la cellule
multimédia.
Augmenter à hauteur de 50% le temps d'autonomie de l ’apprenant
pendant les phases de pré-test, d’apprentissage, et de post-test dans
les actions de formation interne.
Le clean concept pour la conception et la réalisation de l’outil, et
l’auto-maintenance pour son développement (phase R4).
Ce sont les résultats du projet SEAMI : à la fois le produit réalisé et
les données expérimentales recueillies.
25.1 K
Economies de 13.8 K¼SDU DQ VXU .¼ GH FR ûts de qualité annuels
(cf. annexe C).
Meilleure efficacité des formations : réduction du temps passé en
formation par le(s) formateur(s) et les apprenants.
Raccourcissement de l'apprentissage : réduction du temps entre la
date d'arrivée d'un nouvel opérateur sur un poste et la date à laquelle
il est complètement opérationnel.
Adéquation des compétences aux spécifications du poste : réduction
des coûts de non-qualité.
¼FIDQQH[H&
Tableau 6. Revue R0 du projet SIMPA
L’estimation des gains financiers a pris en compte d’une part la stricte comptabilisation
horaire de conception et d’animation des formations (« coût de la qualité »), d’autre part
l’estimation d’un « coût de non-qualité », à partir de données historiques de l’entreprise ; ce
coût décrit des cas de retour sur investissement quasiment nul (un opérateur est formé sur un
poste qu’il n’occupera finalement jamais, pas de mise en pratique suite à une formation
théorique). Le détail des calculs du coût du projet ainsi que du retour financier attendu est
donné en annexe C.
Page 113
ARTIE
P
III – SIMPA :
Pouvoir mettre en pratique sur le
•
terrain ce qui a été appris
•
Répondre à ses attentes dans le
contenu de la formation
•
Restituer dans la formation le contexte
de la pratique quotidienne
UN ENVIRONNEMENT INTERACTIF DE FORMATION EN SEMI-AUTONOMIE
Suivre une formation adaptée à son
•
APPRENANTS
(Opérateurs)
rythme et à sa façon d’apprendre
•
Prendre conscience de sa
progression et de ses nouvelles
compétences
Être encouragé et accompagné tout
•
au long de l’apprentissage
EXPERT +
FORMATEUR
SIMPA
MANAGER
(RUP ou RSS)
(STP)
•
Avoir une garantie sur les résultats de
•
Disposer d'une liste précise de
compétences cibles à atteindre
Disposer d'un indicateur chiffré sur les
•
résultats de la formation, pondéré par un
indicateur de confiance
Obtenir la création d’un nouveau support
•
multimédia en une semaine sur un sujet, si
les compétences cibles ont déjà été
identifiées
Intervenir dans un contexte où l'apprenant
•
et l‘entreprise sont réellement clients de
son action de formateur
•
Pouvoir modifier simplement le contenu du
support multimédia
AUTEUR
(Cellule
Multimédia)
-
Disposer de supports modulaires et
adaptables
Réduire le temps de conception des
-
supports
-
Conserver un degré de liberté dans la
créativité
la formation : atteinte des
compétences cibles
Que les STP disposent de moyens
•
pédagogiques efficaces pour remplir
leur tâche de formation en un
minimum de temps et un maximum
de résultat
•
Disposer rapidement de personnes
formées
Disposer d’une attestation de
•
compétence fiable pour gérer les
grilles de polyvalence
Réduire les coûts de formation
•
Figure 24. Les besoins pressentis des clients
Dans le cadre du R0, nous avons également procédé à une estimation des besoins des clients,
c’est-à-dire de tous les acteurs de la formation : opérateurs (apprenants), STP (expert et
formateur), RUP et RSS
123
(manager) et cellule multimédia (auteur et quelquefois formateur).
Cette estimation est directement issue de la liste des besoins construite en partie I de ce
mémoire, adaptée au contexte de TIV. La Figure 24 montre le caractère disparate des besoins
pressentis, convergeant néanmoins vers les supports SIMPA. L’enjeu de la phase R1 est de
vérifier la réalité de ces besoins, et résoudre les divergences identifiées, de manière à
satisfaire dans la suite du projet l’ensemble des acteurs.
III.3.4 R1 : Mesurer
Nous avons effectué une réelle démarche de définition des « CTQ »
124
, les éléments critiques
pour la qualité : qu’est-ce qui est déterminant pour les clients dans la réussite du projet ? C’est
en donnant la parole à une population représentative de ces clients, en particulier pour
exprimer leurs besoins, que l’on obtient la réponse. La phase R1 s’est décomposée en quatre
étapes: (i) recueil et traitement des besoins clients, (ii) définition et priorisation des
fonctionnalités en réponse à ces besoins, (iii) analyse des risques de réalisation, et (iv)
définition des outils pour mesurer la satisfaction des clients.
123
Le RSS est un Responsable de Service Soutien (informatique, logistique, maintenance, etc.). Le RSS élargit
notre cadre d’étude, puisqu’il ne manage pas directement des opérateurs.
124
De l’anglais « Critical To Quality ».
Page 114
ARTIE
P
III – SIMPA :
III.3.4.1 Recueil des besoins
UN ENVIRONNEMENT INTERACTIF DE FORMATION EN SEMI-AUTONOMIE
Un questionnaire a été proposé à un panel représentatif de chaque type de client
125
: 11
opérateurs (apprenants), 10 STP (experts et formateurs) et 6 RUP ou RSS (managers). Ce
questionnaire comportait 2 volets : le premier listant les besoins pressentis que nous avons
évoqués en R0, le second élargissant le recueil à d’autres besoins non mentionnés (réponse
libre). Chaque personne interrogée a donné un degré d’importance à chaque besoin. Cette
pondération nous a permis d’établir une hiérarchie entre les différents besoins exprimés. Les
résultats complets de l’enquête sont consignés dans l’annexe D ; voici pour illustration le
tiercé des besoins de chaque acteur :
Apprenants :
1.Pouvoir mettre en pratique sur le terrain ce que j’ai appris
2.Suivre une formation répondant à mes attentes
3.Retrouver dans la formation le contexte de ma pratique quotidienne
Experts et formateurs terrain :
1.Disposer d'une liste précise de compétences cibles à atteindre
2.Disposer d'un indicateur chiffré sur les résultats de la formation, pondéré par
un indicateur de confiance
3.Obtenir la création d’un nouveau support multimédia en une semaine sur un
nouveau sujet, si j’ai déjà identifié les compétences cibles
Managers :
1.Avoir une garantie sur les résultats de la formation : atteinte des
compétences cibles
2.Que les STP disposent de moyens pédagogiques efficaces pour remplir leur
tâche de formation en un minimum de temps et un maximum de résultat
3.Disposer rapidement de personnes formées
Il est surprenant au premier regard de constater que les STP (experts et formateurs terrain) ne
sont pas eux-mêmes clients d’une réduction de leur temps de formateur ; ce besoin est
uniquement exprimé par leur hiérarchie managériale, les RUP. Or, la pratique à TIV montre
que les STP n’assurent pas entièrement leur rôle de formateur de terrain, précisément par
manque de temps ! Ce résultat mettrait-il en doute notre enquête ? On ne peut pas l’expliquer
uniquement en remarquant que la proposition « réduction du temps formateur » ne faisait pas
partie des besoins pressentis, mais également par des considérations psychologiques. C’est
inconsciemment que les STP n’ont pas retenu ce besoin, car il relevait d’une auto-critique
insupportable : la dévalorisation de leur travail de formateur. Demander de passer moins de
temps sur une tâche n’est pas compatible, dans l’imaginaire collectif, avec une valorisation
sur cette tâche
126
. L’efficience (les résultats obtenus en regard des investissements) est
pourtant un des enjeux critiques de l’entreprise ; une prise de conscience reste à faire chez
chacun des acteurs (du manager à l’opérateur).
125
Hormis la cellule multimédia, pilote du projet ; ses besoins « pressentis » évoqués plus haut résultent en fait
d’une analyse de ses besoins.
126
Dans cet esprit, faire du bon travail est trop souvent considéré, aujourd’hui encore, comme y passer beaucoup
de temps. Mais ceci n’est pas propre à l’entreprise : combien de parents se plaignent de leurs enfants, pourtant
brillants élèves, qui « ne passent pas assez de temps à faire leur devoirs »…
Page 115
 Loading...
Loading...