


MI03117-05 04/2017
MANUAL DE INSTRUCCIONES
INSTRUCCIONES PARA EL USO Y EL MANTENIMIENTO, LEA ESTE
MANUAL ANTES DE PONER EN MARCHA EL EQUIPO
INSTRUCTION MANUAL
INSTRUCTIONS FOR USING AND MAINTENANCE, READ THIS
MANUAL BEFORE STARTING THE EQUIPMENT

SOLTER SOLDADURA S.L.
AEROPROCESS
1
INTRODUCCIÓN
Agradecemos la deferencia hacia nuestra marca y esperamos le sea de gran utilidad el equipo de soldadura que
acaba de adquirir. El presente manual de instrucciones contiene las informaciones y las advertencias necesarias
para una correcta utilización dentro de las máximas condiciones de seguridad para el operario. Las máquinas de sold
ar INVERTER deben ser empleadas por personal experto que conozca y comprenda los riesgos involucrados en la
utilización de las mismas. En caso de incomprensión o duda sobre este manual, rogamos se ponga en contacto con
nosotros. La manipulación interna del equipo conlleva un peligro importante de descarga eléctrica. Rogamos se abstenga de efectuar cualquier manipulación en el aparato. (sólo personal técnicamente preparado puede realizarlo). El
f
abricante declina toda responsabilidad por prácticas negligentes en la utilización y/o manipulación. Este equipo de
soldadura no debe utilizarse para descongelar tuberías. Este manual debe adjuntarse y conservarse con el modelo
d
e máquina adquirido. Es responsabilidad de las personas que la utilicen y reparen que el producto no deje de cum-
plir los requisitos de las normas mencionadas.
SEGURIDAD Y PROTECCIÓN
ELECTRICIDAD
El buen funcionamiento de la máquina se asegura con una buena instalación. Verificar que el voltaje de
alimentación del equipo (V) se corresponde con el presente en la red.
Debe conectarse SIEMPRE la toma de tierra (T).
Personas con elementos eléctricos implantados (MARCAPASOS), no deben utilizar aparatos de esta índole.
PRENDAS PERSONALES
Todo el cuerpo del soldador está sometido a la posible acción de agentes agresivos, por lo que debe
protegerse íntegramente. Usar botas de seguridad, guantes, manguitos, polainas y mandiles de cuero.
PROTECCIÓN CONTRA QUEMADURAS
No tocar nunca con las manos desnudas partes del alambre o el material una vez soldado. Evitar que
las partículas que se desprendan entren en contacto con la piel. No apunte con la antorcha a ninguna
parte del cuerpo.
PROTECCIÓN DE LOS OJOS
Los soldadores y sus ayudantes deben utilizar gafas de seguridad provistas de filtros que detengan las
radiaciones perniciosas para el ojo humano. Usando pantallas especiales es posible observar la zona
de soldadura durante el proceso.
PROTECCIÓN CONTRA INCENDIO
El proceso de soldadura origina proyecciones de metal incandescente que pueden provocar incendios.
No utilizar la máquina en ambientes con gases inflamables. Limpiar el área de trabajo de todo material
combustible. Proteger especialmente las botellas de gas de acuerdo con los requerimientos que precisen.
PROTECCIÓN DE LAS BOMBONAS DE GAS
Las bombonas que contienen gases de protección han sido rellenadas a altas presiones. Si estas sufren
algún tipo de avería, pueden estallar.
Tratar siempre con cuidado las bombonas y soldar lo más lejos posible de ellas.
AL PROCEDER A SOLDAR DEPÓSITOS CON RESTOS DE MATERIALES INFLAMABLES, EXISTE
UN GRAN RIESGO DE EXPLOSIÓN. ES RECOMENDABLE DISPONER DE UN EXTINTOR LISTO
PARA SU USO.
PERTURBACIONES ELECTROMAGNÉTICAS
Las interferencias electromagnéticas del equipo de soldadura pueden interferir en el funcionamiento de
aparatos sensibles a estas (ordenadores, robots, etc). Asegúrese que todos los equipos en el área de
soldadura sean resistentes a la radiación electromagnética. Para reducir en lo posible la radiación, trabaje con cables de soldadura lo más cortos posibles y, dispuestos en paralelo en el suelo, si es posible. Trabaje a
una distancia de 100 metros o más de equipos sensibles a las perturbaciones. Asegúrese de tener el equipo de soldadura correctamente puesto a tierra. Si a pesar de todo hay problemas de interferencias, el operador deberá tomar
medidas extras como mover la máquina de soldar, usar filtros, usar cables blindados.... para asegurar la no interfe-
rencia con otros equipos.
RECICLADO
En cumplimiento de la normativa Europea 2002/96/EC sobre los desechos de equipos eléctricos y electrónicos. El equipo, al final de su vida útil, debe ser depositado en su centro de reciclado local.

SOLTER SOLDADURA S.L.
AEROPROCESS
2
DESCRIPCIONES GENERALES
Los equipos de soldadura Aeroprocess 4200 DV están desarrollados para ser compatibles con los procesos de sold
adura con electrodo revestido (MMA), TIG y MIG-MAG, destacando su capacidad para soldaduras MIG MAG con
m
últiples combinaciones de materiales y gases de protección. La gama de equipos Aeroprocess 4200 DV está equipada con doble procesador digital de señal, supervisando el estado del arco de soldadura hasta 80000 veces por
segundo. Gracias a esta tecnología, se puede garantizar un arco preciso y fiable bajo cualquier condición de operac
ión.
Es posible aplicarlo de forma universal a cualquier tipo de soldadura de materiales diversos como aceros inoxidab
les, aceros aleados, aleaciones de aluminio u otras aleaciones de cobre o titanio. La gama de equipos Solter Aeroprocess, logra un ajuste ágil gracias a la asistencia de configuración sinérgica de los parámetros de soldadura
M
IG-MAG.
Para la soldadura con electrodo revestido, el equipo está equipado con las funciones de anti-stick, hot-start y arcforce ajustables. Al emplear estas funciones, el equipo permite soldar eficazmente cualquier tipo de electrodo revestido.
Para la soldadura TIG, el equipo permite la ignición por Lift Arc, control del tiempo de pre-gas y post-gas, y el control
de la rampa de corriente final.
Para soldadura MIG-MAG, el equipo dispone de 70 programas sinérgicos pre-configurados. Además, también están
disponibles las funciones especiales de Burn Back, Hot Start, temporización para soldadura por puntos y asistencia
de penetración.
En la parte posterior del equipo, existe una placa de características que define los parámetros del equipo de soldadura. El diseño de esta placa corresponde a la norma EN 60974-1.
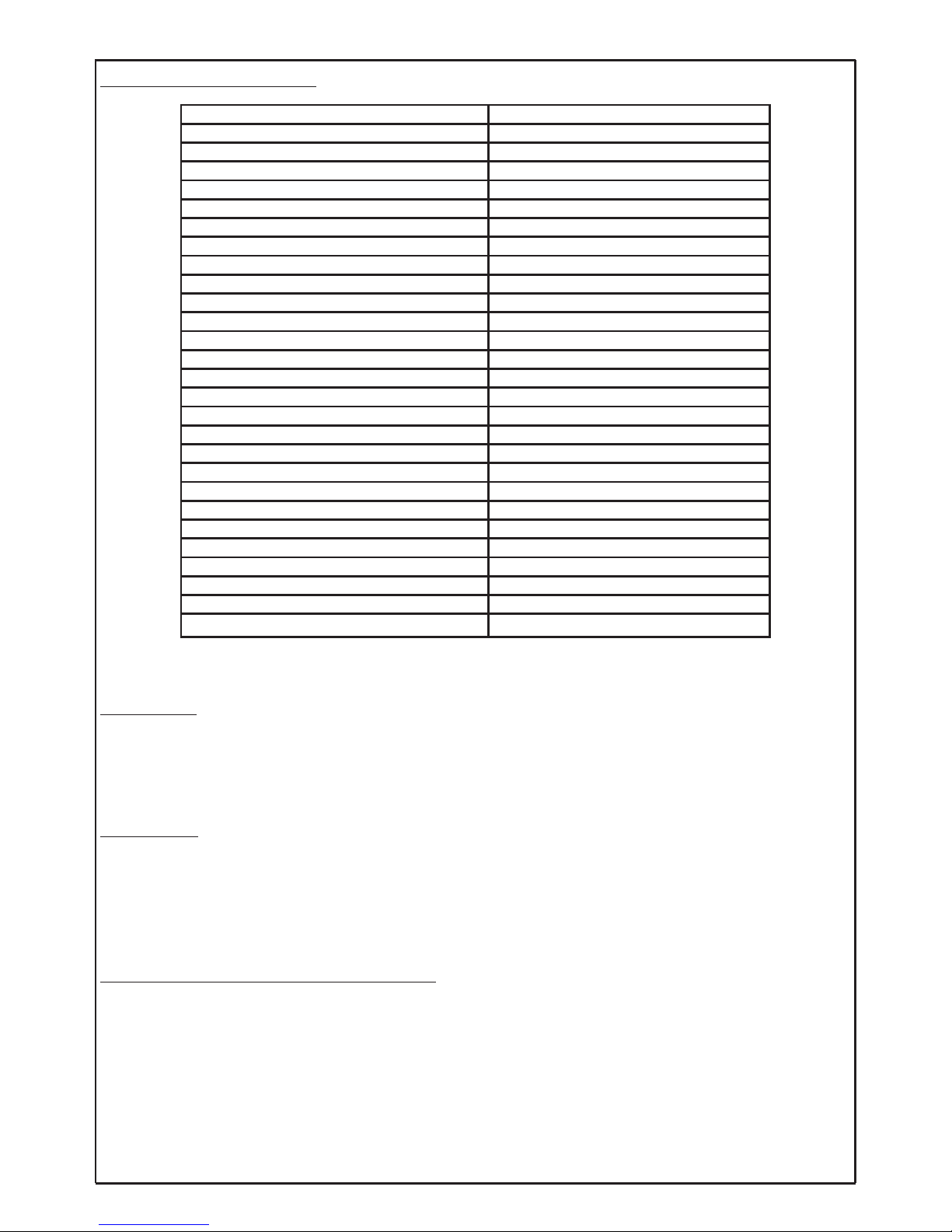
SIGNIFICADO DE LAS INDICACIONES DE LA PLACA DE CARACTERÍSTICAS
.
EN 60974 Norma internacional de construcción del aparato.
S/N.... Número de serie.
MIG - MAG Soldadura con alimentación automática de alambre.
MMA Soldadura con electrodos revestidos.
TIG Soldadura con electrodo de tungsteno no consumible.
Uo Voltaje de soldadura en vacío.
X Factor de servicio %.
I1 max. Corriente absorbida máx. instantánea.
I1 eff. Corriente absorbida efectiva instantánea.
I2 Corriente de soldadura (A).
U2 Voltaje de ensayo para la intensidad de soldadura I2.
U1 Voltaje nominal de alimentación.
X ph Número de fases de alimentación conectadas
50/60 Hz Frecuencia de red.
IP XX Grado de protección exterior de la máquina.
S Apta para trabajar en lugares con riesgo aumentado.
SOLTER SOLDADURA S.L.
AEROPROCESS
3
C
ARACTERÍSTICAS TÉCNICAS
El equipo está diseñado para poder usarse en exteriores. Sin embargo, debe protegerse contra precipitaciones si
está en uso.
PROTECCIÓN
El equipo incorpora todas las protecciones necesarias para garantizar un correcto funcionamiento. Los sensores de
temperatura garantizan que los componentes siempre se mantendrán dentro del margen de funcionamiento.
La supervisión del voltaje de alimentación garantiza que el equipo funciona dentro de los márgenes previstos y, en el
caso de sobrepasarlos, se desconectará para evitar posibles anomalías.
VENTILACIÓN
El equipo incorpora un sistema de ventilación inteligente, que sólo se activará si el equipo está trabajando o si la
temperatura interna es elevada. El sistema de ventilación automático evitará que el equipo recoja polvo, reduciendo
los intervalos de mantenimiento. Esto no conlleva que el usuario no deba ser prudente en la generación de polvo
metálico y partículas mientras utiliza el equipo. Se debe verificar que las aperturas de ventilación no estén obstruidas, ya que la obstrucción de las aperturas de ventilación puede reducir el ciclo de trabajo nominal especificado para
el equipo.
CICLO DE TRABAJO Y SOBRECALENTAMIENTO
El ciclo de trabajo es el porcentaje de 10 minutos en el que la unidad puede soldar a la potencia requerida sin sobrcalentarse. En el caso que el equipo se sobrecaliente, la potencia de soldadura se detendrá. Aparecerá en pantalla
una alarma mostrando qué módulo interno es el que se ha sobrecalentado. Los ventiladores funcionarán hasta que
la temperatura interna sea inferior a 40ºC. El equipo se rearmará automáticamente al recuperar una temperatura segura. No obstante, se recomienda esperar un mínimo de 5 minutos para volver a trabajar con normalidad.
Para evitar un sobrecalentamiento, reduzca la potencia de soldadura ajustada y/o la longitud de los cordones que
esté realizando.
Voltaje de entrada (U1) 3PH 400V (360-440)
Intensidad máxima de entrada (I1 máx) 34A
Voltaje de soldadura en vacío (U0) 70V DC
Potencia absorbida max. 23KVA
Fusible 20A lento
Rendimiento MIG-MAG (40ºC) 35% 420A / 35,0V
R
endimiento MIG-MAG (40ºC) 60%
3
85A / 33,3V
R
endimiento MIG-MAG (40ºC) 100%
3
50A / 31,5V
Rendimiento MMA (40ºC) 35% 420A / 36,8V
Rendimiento MMA (40ºC) 60% 385A / 35,4V
Rendimiento MMA (40ºC) 100% 350A / 34,0V
Rendimiento TIG (40ºC) 35% 420A / 26,8V
Rendimiento TIG (40ºC) 60% 385A / 25,4V
Rendimiento TIG (40ºC) 100% 350A / 24,0V
Rango de regulación MIG-MAG 10 - 420A (14,5-35,0V)
Rango de regulación MMA 10 - 420A (20,4-36,8V)
Rango de regulación TIG 10 - 420A (10,4-26,8V)
Velocidad máxima del hilo 25 m/min
Rodillos arrastre 4R doble tensor
Potencia motor 95W
Bobina hilo utilizable máx. D300 - 15Kg
Aislamiento térmico H (180º)
Indice de protección IP 23 S
Clase EMC A
Ventilación Automática
Peso 27 Kg
Dimensiones unidad de potencia 655x275x385mm
Normas IEC 60974-1 / IEC 60974-10
SISTEMA DE REDUCCIÓN DE VOLTAJE EN VACÍO
Opcionalmente, el equipo puede suministrarse con la función VRD (Dispositivo Reductor de Voltaje) pre-activada. Si
esta función está activada, el voltaje en vacío no supera los 15VDC, aportando un mayor nivel de seguridad. Por
motivos de seguridad, esta función no puede ser manipulada por el operador. Consulte con su distribuidor para
poder activar o desactivar esta función.
T
RANSPORTE E INSTALACIÓN DEL EQUIPO DE SOLDADURA
Durante el transporte del equipo deben evitarse los golpes. La posición de transporte debe ser la indicada en su embalaje. El emplazamiento del equipo debe ser un lugar seco y ventilado y alejado del puesto de soldadura, para evitar así la entrada de polvo metálico en el interior del equipo de soldadura. El equipo debe emplazarse en un plano
horizontal con una inclinación máxima de 10º. Emplazar el equipo lejos de tomas de agua. La máquina deberá conectarse a un cuadro eléctrico, que debe estar compuesto por un interruptor diferencial y un interruptor automático.
El interruptor diferencial protege a las personas de contactos directos o indirectos con partes eléctricas. El interruptor automático se debe elegir en función de la placa de características del equipo. Se aconseja un interruptor con
una relación intensidad/tiempo del tipo lenta (curva D), para prevenir falsos disparos.
MANIPULACIÓN DEL EQUIPO
Para manipular la unidad de potencia utilice siempre las asas frontal y posterior. En el caso de que se disponga de la
unidad de transporte UTS 200, compruebe que todos los anclajes estén debidamente fijados. Para manipular el
equipo cuando este esté ubicado en la unidad de transporte, NO utilice las asas superiores de la unidad de potencia.
Manipule el conjunto del equipo mediante el uso de los cáncamos de sujeción que debe atornillar a la base de la unidad de transporte.
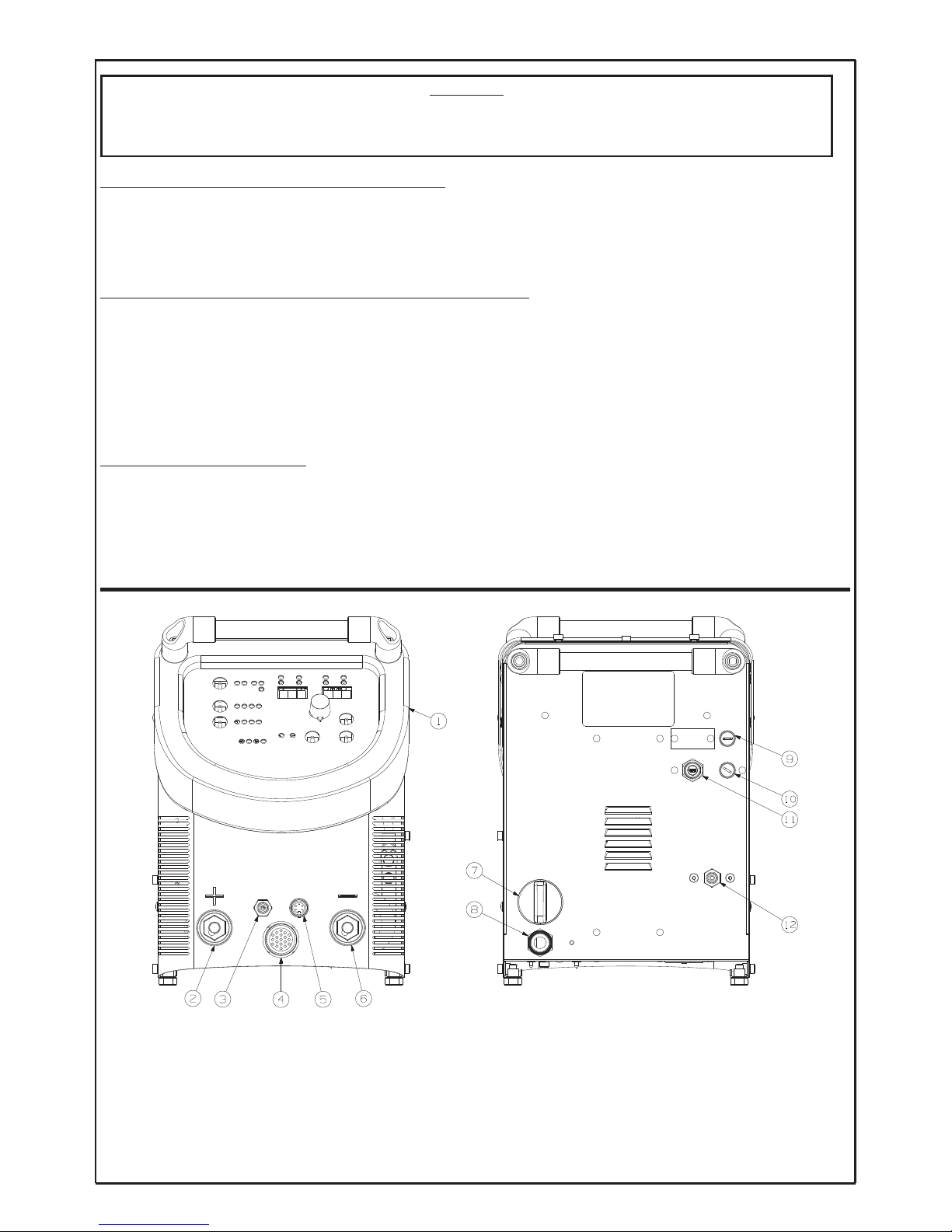
DESCRIPCIÓN DE LOS ELEMENTOS DEL EQUIPO
1 - Panel de mando 7 - Interruptor principal
2 - Conector polo positivo 8 - Conexón a la red de alimentación trifásica
3 - Conector de gas 9 - Fusible fuente de alimentación control 2A
4 - Conector de alimentación Aerofeed 10 - Fusible fuente de alimentación motor 2A
5 - Conector para antorcha TIG o control remoto en modo MMA. 11 - Conector USB
6 - Conector polo negativo 12 - Entrada gas
ATENCIÓN
S
i se excede el ciclo de trabajo nominal del equipo y se insiste prolongadamente en hacerlo funcionar
(
sin darle tiempo a refrigerarse adecuadamente), podría causar una avería importante no cubierta por la
garantía del equipo
SOLTER SOLDADURA S.L.
AEROPROCESS
4

SOLTER SOLDADURA S.L.
AEROPROCESS
5
PUESTA EN SERVICIO
1- Realizar todas las conexiones entre el equipo y la devanadora. Si deberá seleccionar la polaridad en función del
tipo de alambre que vayamos a utilizar. En cambio, el tubo de gas y el cable de control siempre van conectados en
el mismo lugar (1-2). Todas las conexiones de potencia, control y gas deben estar firmemente fijadas entre la devan
adora y la unidad de potencia.
E
l conector de la unidad de potencia, indicado con el nº 4 en la siguiente imagen, no se utiliza para la soldadura
MIG-MAG. Este conector se utiliza únicamente para la conexión de antorchas TIG y mandos remotos en modo
M
MA.
El equipo Aeroprocess 4200DV, como estándar, viene con el cableado de 1,7m (73362). Si se desea, está disponible
e
l mismo cableado con 5 y 10m. También están disponibles los mismos cables preparados para la unidad de refrige-
ración AEROCOOL.
Conexión positiva
Este tipo de conexionado es el más común para
los diferentes tipos de alambre. El cable de potencia, se conecta al polo positivo y la pinza de
masa al polo negativo.
Conexión negativa
Este tipo de conexionado es poco frecuente. Se
utiliza para alambre tubular sin gas o con gas de
tipo básico. El cable de potencia se conecta al
polo negativo y la pinza de masa al polo positivo.
Se recomienda consultar las especificaciones de
polaridad especificadas por el fabricante de alambre, ya que pueden variar.
La devanadora AEROFEED, de serie, incluye el
cableado de 1,7m (73362). Si se desea, está disponible el mismo cableado con 5 y 10m.
A continuación se muestran los distintos conexionados disponibles:
Conexiones normales
Conexiones refrigeradas
CONEXIÓN AEROFEED 1,7m 73362
CONEXIÓN AEROFEED 5m 73363
CONEXIÓN AEROFEED 10m 73364
CONEXIÓN AEROFEED 1,7m DW 73365
CONEXIÓN AEROFEED 5m DW 73366
CONEXIÓN AEROFEED 10m DW 73367

SOLTER SOLDADURA S.L.
AEROPROCESS
6
2
- Conectar la pinza de masa lo más cerca posible de la pieza a soldar y conectar el otro extremo del cable al
equipo (en la posición deseada según la polaridad). La superficie de contacto con la pieza a soldar debe ser la
mayor posible. Asegúrese de que dicha superficie está completamente limpia y libre de pintura u óxido.
La tabla siguiente muestra la sección de cable recomendada por Solter Soldadura según amperaje y ciclo de trabajo
para longitudes inferiores a 25m. Estos datos son como referencia y pueden NO adaptarse a todas las aplicaciones.
Si el cable se sobrecalienta utilice una sección de cable mayor.
3 – Conectar la antorcha MIG en su posición prestando especial atención a que ésta quede completamente atornillada al euroconector. Asegúrese que la antorcha es adecuada a los niveles de corriente y al ciclo de trabajo que
vaya a utilizar. Puede utilizar una antorcha refrigerada por aire o por agua. Si dispone de la unidad de refrigeración
Aerocool 30, asegúrese que el modo de operación está desactivado para antorchas refrigeradas por aire, o bien, activado en modo normal para antorchas refrigeradas por agua. Consulte la función de programa P.36 del presente
manual.
4 – Conectar el tubo de gas en la boquilla trasera de la unidad de potencia y el otro extremo del tubo al regulador de
caudal de la botella de gas. Asegúrese de que utiliza la mezcla de gas adecuada para el material a soldar. Ajuste el
caudal de gas a un valor típico de entre 8 - 10 l/min. Un ajuste del caudal incorrecto puede producir defectos en el
cordón de soldadura. Recuerde cerrar la válvula de la botella de gas después de finalizar la soldadura.
5 - Conectar el equipo de soldadura a un enchufe provisto de toma de tierra (es obligatorio que la toma de corriente
disponga de conexión de tierra). El voltaje de red debe ser de 400Vac +/-15% 3ph. Fuera de este rango de voltaje, el
equipo podría funcionar incorrectamente.
Los equipos Aeroprocess 4200 DV se suministran con un cable de alimentación de 4x4mm
2
con una longitud de 4
metros sin enchufe. Si se requiere una longitud del cable de alimentación mayor, éste puede ser sustituido.
Para longitudes mayores a 25 metros, se recomienda una sección de cable de 6mm
2
. El equipo no necesita cone-
xión a neutro. El cable de color amarillo - verde (tierra) debe conectarse siempre al chasis del equipo.
Amperaje de soldadura (A)
100 150 200 250 300 350 400
Sección (mm2) para X<60 % 16 25 25 35 50 50 70
S
ección (mm
2
)
para X>60 %
1
6
2
5
3
5
5
0
7
0
7
0
9
0
ATENCIÓN
No conecte directamente la botella de gas a la devanadora, pues ésta no dispone de electroválvula.
Tanto la electroválvula, cómo el sensor de presión de gas de protección, están ubicados en la unidad de
potencia con el fin de ahorrar en el consumo de gas.
ATENCIÓN
La instalación o sustitución del cable de alimentación y su enchufe, deben ser realizadas únicamente por
personal técnico cualificado.

SOLTER SOLDADURA S.L.
AEROPROCESS
7
L
os equipos están preparados para funcionar con un generador eléctrico. No obstante, estos generadores deben
cumplir una serie de requisitos. Se recomienda utilizar generadores trifásicos con una potencia constante de al
menos 25KVA. Si el generador no tiene la suficiente potencia o el voltaje de salida está fuera de los límites de trab
ajo del equipo, podría afectar a la estabilidad del arco de soldadura y, por consiguiente, a la calidad de la unión a
s
oldar. En el caso más desfavorable, puede incluso causar averías en el equipo.
No combine varios equipos de soldadura en un mismo generador. Los cambios súbitos del nivel de carga pueden
afectar a la estabilidad del arco de soldadura.
6
- Ponga en marcha el equipo girando el interruptor ubicado en la parte posterior de la unidad de potencia. Durante
la secuencia de puesta en marcha, el equipo realiza un test interno. Si se detectara alguna anomalía, se mostraría
en el display del panel frontal el correspondiente código asociado a ésta.
Siempre ponga en marcha o pare el equipo mediante el interruptor posterior, NO enchufando o desenchufando el
equipo de la red.
ESQUEMA DEL PANEL FRONTAL
1- Selector tipo soldadura
2- Modo soldadura MMA
3- Modo soldadura TIG
4- Modo soldadura MIG - MAG
5- Modo 2 tiempos
6- Modo 4 tiempos
7- Visualización Amperios
8- Velocidad m/min.
9- Grosor a soldar
10- Altura del arco
11-Tiempo (0,1s)
12- Visualización Voltios
13- Porcentaje
14- Dinámica del arco (inductancia)
15- DISPLAY valores
16- DISPLAY parámetros
17- Selector Menú
18- Control Remoto
19- Mando principal
20- Selector sinérgico o manual
21- Modo manual
22- Modo sinérgico
23- Salida de potencia activa
24- Refrigerador en marcha
25- Control remoto activado
26- Anomalía
27- Selector diámetro alambre
28- Selector material estándar
29- OP: Otros materiales y programas pulsados.
ATENCIÓN
No pare el equipo mientras se encuentre soldando.

SOLTER SOLDADURA S.L.
AEROPROCESS
8
OPERATIVA PANEL
A- Selector del tipo de soldadura. Nos permite seleccionar entre los diferentes tipos de soldadura del equipo. El se-
lector es secuencial y, a cada pulsación, se seleccionará un nuevo tipo de soldadura.
Opciones posibles:
B- Selector del material y el diámetro del alambre. Solo disponible en modo MIG. Nos permite seleccionar entre las
diferentes opciones de materiales. Consultar el adhesivo situado en la parte interna de la devanadora para más detalles. Al realizar un cambio de material o diámetro, siempre se activará el modo SYN por defecto.
C- Selector del modo sinérgico (automático) o el modo manual. Para una óptima calidad de soldadura se recomienda seleccionar el modo sinérgico, en este modo el voltaje de soldadura siempre es la adecuada para la velocidad que seleccionemos. Permitiendo un pequeño ajuste con el parámetro de altura de arco. En modo MANUAL,
podemos ajustar independientemente el voltaje de soldadura y la velocidad.
D- Panel indicador principal. En está pantalla se indicaran todos los valores que seleccionemos, variables de soldadura, opciones del menú... así como los valores de corriente y tensión del proceso de soldadura.
E- Selector principal. Con este selector podremos seleccionar opciones del menú y ajustar los valores de los diferentes parámetros. El valor que se puede modificar siempre aparece en modo parpadeo.
F- Pulsador del menú. Con este pulsador podremos entrar y salir del menú de ajuste de parámetros avanzados.
Para desplazarse o modificar una opción del menú, utilizaremos el selector E.
G- Pulsador para activar el control remoto desde la devanadora u otro accesorio.
H- Indicador de estados del equipo. En él nos aparecen varias indicaciones: equipo trabajando, refrigerador en mar-
cha, control remoto y anomalías.
ATENCIÓN
En modo MANUAL, se podría ajustar el equipo de forma que el proceso de soldadura no fuese el adecuado.

SOLTER SOLDADURA S.L.
AEROPROCESS
9
SIMBOLOGÍA DEL DISPLAY
Amperios Amperios I1en TIG Amperios I2en TIG Tiempo de I
1
en TIG Tiempo de I
2
en TIG
Voltaje de
soldadura
Corriente Hot-start
en MMA
Tiempo Hot-start
en MMA
Corriente Force-arc
en MMA
Tiempo rampa
de bajada TIG
Velocidad del
alambre en MIG
Tiempo pre-gas
en TIG / MIG
Tiempo post-gas
en TIG / MIG
Burn-back
en MIG
Corriente Hot-start
en MIG
Datos soldadura
último cordón
Tiempo de
soldadura en MIG
Tiempo de
repetición en MIG
Control
penetración en MIG
Dinámica de la
soldadura en MIG
Menú datos Tiempo trabajado Acceso programas
Guardar programa en
la memoria
Recuperar programa de
la memoria
Ajuste parámetros
del proceso
Nº programa MIG
standard
Inicialización de
parámetros de fábrica
Funciones
de programa
Consumo alambre
Función
activada
Función
desactivada
Confirmar Anular
Reset contador
consumo alambre
Versión Software
Versión Software
Interfaz usuario
Versión Software
Unidad potencia
Versión SYN
MIG-MAG
Potencia final
soldadura MIG 4T
Potencia inicial
soldadura MIG 4T
Tiempo entre potencia ini-
cial y nominal
Tiempo entre potencia no-
minal y final
Ajuste amperaje
base MIG pulsado
Ajuste amperaje de
pico MIG pulsado
Ajuste tiempo de
pico MIG pulsado
Ajuste amperaje base
MIG doble pulsado
Ajuste amperaje pico MIG
doble pulsado
Ajuste tiempo pico MIG
doble pulsado
Seleccion unidad
ajuste potencia MIG
Nº programa
MIG pulsado
Nº programa
MIG doble pulsado
Frecuencia
dobe pulsado
Diferencia
doble pulsado
Menú selección
de pulsación TIG
Modo con pulsación
para TIG
Modo sin pulsación
para TIG

SOLTER SOLDADURA S.L.
AEROPROCESS
10
OPERATIVA DEL MENÚ
P
ara acceder al menú del equipo pulsaremos la tecla (17) , y
c
on el mando principal seleccionaremos el menú deseado. Con
este mismo selector y con una leve pulsación, accederemos a los
diferentes parámetros del sub menú, pudiendo realizar la consulta
del valor o modificarlo. Para abandonar el menú desde cualquier
posición pulsaremos de nuevo la tecla (17).
El submenú SET tiene diferentes parámetros según el tipo de sold
adura que hemos elegido.
Consulte el submenú “SETTINGS” en la sección de la operativa
d
e soldadura para cada tipo de processo.
GESTIÓN DE LA MEMORIA DE PROGRAMAS
El equipo permite guardar en memoria cualquier
tipo de programa con todos los datos, tanto principales como secundarios.
Para gestionar la lectura o escritura de estos programas, debemos seleccionar el menú programa.
(entrar en el modo menú y seleccionar “Pro”).
Ahora podemos seleccionar entre la opción leer un
programa (L-P) o guardar un programa (S-P). Una
vez seleccionada esta opción, seleccionaremos el
número de programa con el mando principal y con-
firmaremos la acción pulsando el mismo selector.
Los datos recuperados se pueden modificar y se guardarán como programa actual, pero en ningún caso se modificará el programa de la memoria, quedando a salvo de modificaciones accidentales.
MENÚ DATOS
Para acceder al menú datos seleccionar
Con: Consumo de alambre en metros y centímetros.
rSt: Resetea el consumo de alambre.
LAb: Horas de trabajo de soldadura. Se visualiza en horas y minutos
(hhhh.mm).
SoL: Últimos valores promedios de soldadura en amperios y voltios.
Lut: Versión de la base de datos sinérgica para procesos MIG/MAG.
Pur: Versión de firmware de la unidad de potencia.
uir: Versión de firmware del panel de mando.

SOLTER SOLDADURA S.L.
AEROPROCESS
11
I
NICIALIZACIÓN DE PARÁMETROS A LA CONFIGURACIÓN DE FÁBRICA
Todos los datos del programa de trabajo se pueden reiniciar al valor de fábrica. Esto será útil para corregir problemas ocasionados por parámetros modificados involuntariamente.
P
ara proceder a la inicialización, deberemos entrar en el menú y seleccionar “ini”. Al pulsar el mando principal, nos
p
edirá confirmación de ésta acción. Con el mando principal debemos seleccionar “YES” para reiniciar todos los
datos del programa de trabajo actual.
OPERATIVA SOLDADURA MIG
Sistema de arrastre
Se deberá preparar el sistema de arrastre con las opciones adecuadas al material que utilizaremos. Deberemos colocar los rodillos adecuados para el material en uso y ajustar la presión de los rodillos al mínimo para que el alambre
sea arrastrado con fuerza, pero pueda patinar si hay una obstrucción en la guía de alimentación del alambre.
Siga el siguiente procedimiento para el correcto ajuste de la presión de los rodillos:
1- Pulse el boton de enhebrado hasta que el alambre de soldadura salga por la antorcha.
2- Afloje la presión de los rodillos hasta el mínimo indicado en el tensor con el número 1.
3- Coloque la antorcha en un angulo de 45º con la tobera a unos 5 cm de una superfície de madera.
4- Pulse el botón de enhebrado para que el alambre salga sobre la superfíce de madera.
5- Incremente la presión de los rodillos hasta que el alambre deje de patinar y pueda avanzar. En ese punto, de
media vuelta más al tensor de ajuste.
6- En el caso de que el alambre siempre patinara, aún con el tensor al máximo, indicaría que existe un problema en
el sistema de arrastre. Deberían comprobarse la guía del alamabre (sirga), el ajuste del freno, el estado de la punta
de contacto y el desgaste de los rodillos.
También se deberá preparar la antorcha con los consumibles adecuados al material en uso. Esto incluye utilizar una
punta y una guía específica para la sección del alambre en uso. Para aluminios, se requiere una guia de teflón o
grafito. No se recomiendan antorchas de longitudes superiores a tres metros. Para longitudes de antorchas superiores, se aconseja utilizar una antorcha con motor en el extremo del tipo “PUSH-PULL”. Es importante conectar firmemente la antorcha a la devanadora para evitar el sobrecalentamiento o caídas de voltaje.
Para soldaduras de aluminio, debe retirarse la guía de salida del euroconector y tener en cuenta que la guía interna
de teflón o grafito de la antorcha debe llegar hasta los rodillos de arrastre.
Colocaremos la bobina del alambre en el soporte previsto para ésta, de manera que en funcionamiento, la bobina
gire en el sentido de las agujas del reloj. Asegúrese de que ninguna parte sobresalga de la bobina de alambre. Utilice el adaptador SOLTER 56125 para bobinas de 150mm de diámetro. El extremo del alambre deberá limarse para
que se deslice correctamente y no pueda quedarse bloqueado o estropear la guía. Ajuste el freno de manera que la
bobina no continue girando cuando el motor se detenga. Una presión excesiva en el freno puede provocar que el
motor de arrastre patine, causando defectos en la soldadura. Este freno está ubicado en el interior del soporte de la
bobina del alambre. Finalmente, coloque la tuerca firmemente para fijar la bobina al porta bobinas. Hacer pasar el
alambre por los rodillos del motor de forma que éste entre 10cm dentro de la sirga de la antorcha y posteriormente
cerrar el anclaje de los rodillos. Durante el proceso de soldadura, la puerta de aceso al motor de arrastre y la tapa
del porta bobinas deben permanecer cerradas.
Gas de protección
Para cada tipo de material deberemos conectar el gas de protección adecuado. Un gas no adecuado puede provocar una soldadura incorrecta o un funcionamiento anómalo del equipo. Es importante que el difusor de la antorcha
esté limpio para una óptima distribución del gas de protección. El equipo detecta automáticamente si dispone de gas
de protección, si éste no estuviera conectado, no permite iniciar el proceso de soldadura. En el panel de mando, se
visualitzará temporalmente la alarma número 11.
ATENCIÓN
No se inicializarán los programas de usuario almacenados en memoria.
ATENCIÓN
Los componentes del sistema de arrastre son piezas sometidas al desgaste. Para una óptima calidad de
soldadura, el mantenimiento del sistema de arrastre es fundamental. Consulte las instrucciones de manteni-
miento del manual Aerofeed.
SOLTER SOLDADURA S.L.
AEROPROCESS
12
E
nhebrado del alambre
Retirar la punta de contacto de la antorcha para garantizar un enhebrado sin problemas. Utilice el botón de enhebrado del panel de mando Aerofeed para completar el proceso. La velocidad de enhebrado es ajustable con el pot
enciómetro de velocidad del panel Aerofeed (si está activado el control remoto), o bien, con el selector principal del
p
anel de la unidad de potencia (en control local).
Selección del modo de soldadura MIG
E
l equipo permite trabajar en diferentes modos MIG.
2T: Soldadura mientras mantenemos el pulsador. Es posible la soldadura por puntos con o sin repetición.
C
onsulte el apartado parámetros adicionales para más información
4T: En este modo es posible ajustar 3 niveles de potencia. Durante la primera pulsación se efectuará la
secuencia de ignición y el nivel de potencia inicial. El nivel de potencia inicial se ajusta mediante el parámetro adicional “SPi” disponible en el sub-menú Settings. Este nivel de potencia se mantiene mientras el pulsador se mantenga
presionado.
Al soltar el pulsador de la antorcha, la potencia de soldadura efectuada será el valor nominal. Es posible ajustar el
tiempo de transición del nivel de potencia inicial al nominal, mediante el parámetro “tri”.
Al presionar de nuevo el pulsador de la antorcha se efectúa una transición entre el nivel de potencia nominal y el
final. La duración de esta transición puede ser ajustada mediante el parámetro “trE”.
Mientras el pulsador se mantenga presionado se realiza el nivel de potencia final. El propósito de este nivel de potencia final es realizar la función de rellenado de cráter (crater filling). El nivel de potencia puede ser ajustado mediante el parámetro de ajuste “SPE”. Al soltar el pulsador por segunda ocasión, el proceso de soldadura se detiene.
Modo Manual
Este modo solo se recomienda para personal experimentado en la soladura MIG. El ajuste es totalmente independiente y deberá conocerse las características de velocidad y voltaje de soldadura para el material utilizado.
Este modo de trabajo no es compatible para transferencia pulsada o doble pulsada. No obstante, puede variarse la
relación entre velocidad y voltaje, mediante el ajuste sinérgico de altura de arco.
Modo Sinérgico
Una vez configurado el equipo, este va a ajustarse automáticamente según la velocidad del alambre que especifiquemos, suministrando en cada posición las características adecuadas al proceso.
Para la selección del material tenemos dos opciones. La primera serían todos los materiales habituales con los
gases habituales, esta selección se realiza con las teclas 27 y 28; en cambio, para los materiales o gases no tan habituales, debemos seleccionar el programa OP y escoger el programa adecuado de la tabla de programas.
Ajustes en modo sinérgico
En modo sinérgico ajustaremos como parámetro principal la velocidad de alambre. Este parámetro determina la potencia nominal de soldadura y deberá ser adecuada para el espesor de material a unir. El límite de velocidad ajustable, mínimo y máximo, dependerá del material y gas de protección seleccionado.
Es posible ajustar la altura del arco, los valores posibles son de +10 a -10, siendo su valor recomendable 0. Valores
positivos incrementan la altura del arco, la longitud de alambre de la antorcha al arco se reduce, el cordón será más
ancho pero con menor penetración. Valores negativos reducen la altura de arco, la longitud de alambre de la antorcha al arco se incrementa, el cordón será más estrecho y el arco más concentrado, es posible conseguir mayor facilidad de guiado y una mejor penetración.
La dinámica del arco puede ser ajustada. La dinámica del arco afectará al acabado final del cordón, así como al número las proyecciones que pudieran generarse. El ajuste posible es de +10 a -10 siendo el valor óptimo 0. Un ajuste
de dinámica de arco positivo concentrará el arco de soldadura, mejorando el guiado y logrando un cordón más estrecho, sin embargo, las proyecciones por transferencia en cortocircuito pueden incrementarse. Un ajuste de dinámica de arco negativo permite un cono de arco más ancho, se logra por consiguiente un cordón más ancho
ayudando a crear cordones cóncavos para soldaduras en ángulo. Es posible reducir el número de proyecciones por
transferencia en cortocircuito.
Programas de soldadura
Es necesario seleccionar el programa adecuado para el tipo de material, sección de alambre y gas de protección en
uso, antes de iniciar la soldadura.
Los programas de soldadura MIG habituales, Acero con Ar CO
2
(15-25%), Inoxidables 316/308/304 con Ar CO
2
(2%) y Aluminio-Magnesio 5356 con Ar (100%), pueden ser seleccionados directamente con los indicadores del
panel de control. Pulse repetidamente los botones 27 y/o 28 para obtener la configuración deseada.
Para programas de soldadura por transferencia pulsada, doble pulsada, o para combinaciones de gases o materiales no tan habituales, deberá seleccionar la opción OP, PS o dPS. Seleccione el código de programa deseado según
la siguiente tabla de referencia disponible en la parte interior de la puerta de la devanadera AeroFeed.

SOLTER SOLDADURA S.L.
AEROPROCESS
13
Selección del programa MIG sinérgico para materiales no habituales
Para los materiales no habituales, deberemos seleccionar la opción OP en el selector de materiales e introducir el
número de programa que corresponde al material, diámetro del alambre y gas que deseemos.
PS MAT WIRE GAS
PS 502 Fe Ar+15-25%CO2
0.8 / 0.030"
503 Fe Ar+15-25%CO2
PS
1.0 / 0.039"
PS 504 Fe Ar+15-25%CO2
1.2 / 0.047"
MILD STEEL
PS MAT WIRE GAS
PS
602
SS-316/308/304 0.8 / 0.030" Ar+2%CO2
PS 603 SS-316/308/304 Ar+2%CO2
1
.0 / 0.039"
PS
6
04
SS-316/308/304 Ar+2%CO2
1
.2 / 0.047"
PS 622 SS-309 Ar+2%CO2
0
.8 / 0.030"
PS 623 SS-309 Ar+2%CO2
1.0 / 0.039"
P
S 624 SS-309
1
.2 / 0.047"
Ar+2%CO2
STAINLESS STEEL
PULSE WELDING PROGRAMS
PS MAT WIRE GAS
PS
703
Al-5356 Ar
1.0 / 0.039"
P
S 704 Al-5356 Ar
1.2 / 0.047"
PS
714
Al-4043 Ar
1
.2 / 0.047"
dPS 803 Al-5356 Ar
1.0 / 0.039"
d
PS 804 Al-5356 Ar
1.2 / 0.047"
dPS 814 Al-4043
1.2 / 0.047"
A
r
ALUMINIUM
SOLTER SOLDADURA S.L.
AEROPROCESS
14
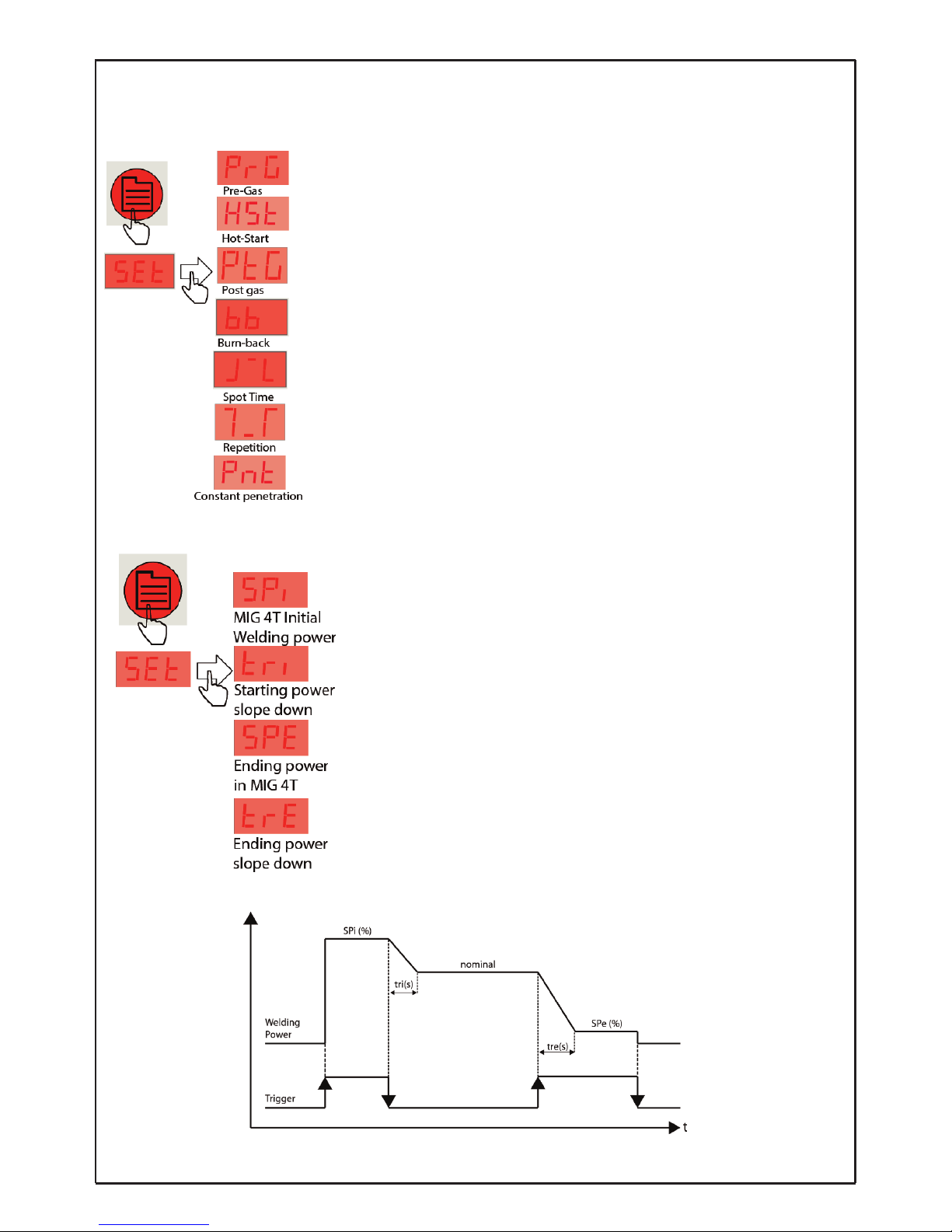
P
arámetros adicionales generales
Para el ajuste del comportamiento del equipo, hay disponibles una serie de parámetros adicionales ajustables desde
el menú SET
P
rG: Tiempo de pre-gas. Tiempo en que se suministra gas antes de iniciar la sol-
dadura.
H
St: Hot-Start MIG. Energía adicional al principio de la soldadura que ayudará a
c
rear un baño de fusión, permitiendo una soldadura libre de defectos de fusión al
inicio
P
tG: Tiempo de post-gas. Determina el tiempo que se suministrara gas después
d
e finalizar la soldadura. Los valores posibles son de 0,1 a 5,0 segundos.
Burn-back: Determina el retroceso del alambre al finalizar la soldadura.
Tiempo de SPOT: Determina el tiempo de soldadura de un punto.Sólo será ac-
tivo si tenemos seleccionado un valor de tiempo. En la posición OFF está desactivado. La función de soldadura por puntos sólo es compatible en modo 2T.
Tiempo de repetición del SPOT: Tiempo de pausa antes de iniciar una nueva
soldadura en SPOT. Con el selector en OFF no hay repetición. La repetición del
tiempo de soldadura se realizará mientras tengamos apretado el pulsador de la
antorcha. Si el tiempo de SPOT no está activado, éste ajuste no tiene ningún
efecto.
PnT: Activación del control de penetración
Parámetros adicionales en modo 4T.
SPI: Nivel de potencia a realizar mientras se presiona por primera vez el
pulsador de la antorcha en modo 4T. Un valor superior a 100% ayuda a
prevenir defectos de fusión al principio del cordón. Este nivel de potencia
inicial es especialmente útil para conseguir soldaduras de aluminio uniformes, en el que el proceso de soldadura se inicia con la pieza de trabajo
fría.
tri: Tiempo de transición entre el nivel de potencia inicial y el nominal. El
tiempo se expresa en fracciones de 0.1 segundos.
SPE: Nivel de potencia a realizar mientras se presiona por segunda vez el
pulsador de la antorcha en modo 4T. Se recomiendan valores por debajo
del 50%, con el fin de reducir la potencia y rellenar el cráter final del cordón.
trE: Tiempo de transición entre el nivel de potencia nominal y el final. El
tiempo se expresa en fracciones de 0.1 segundos.
SOLTER SOLDADURA S.L.
AEROPROCESS
15
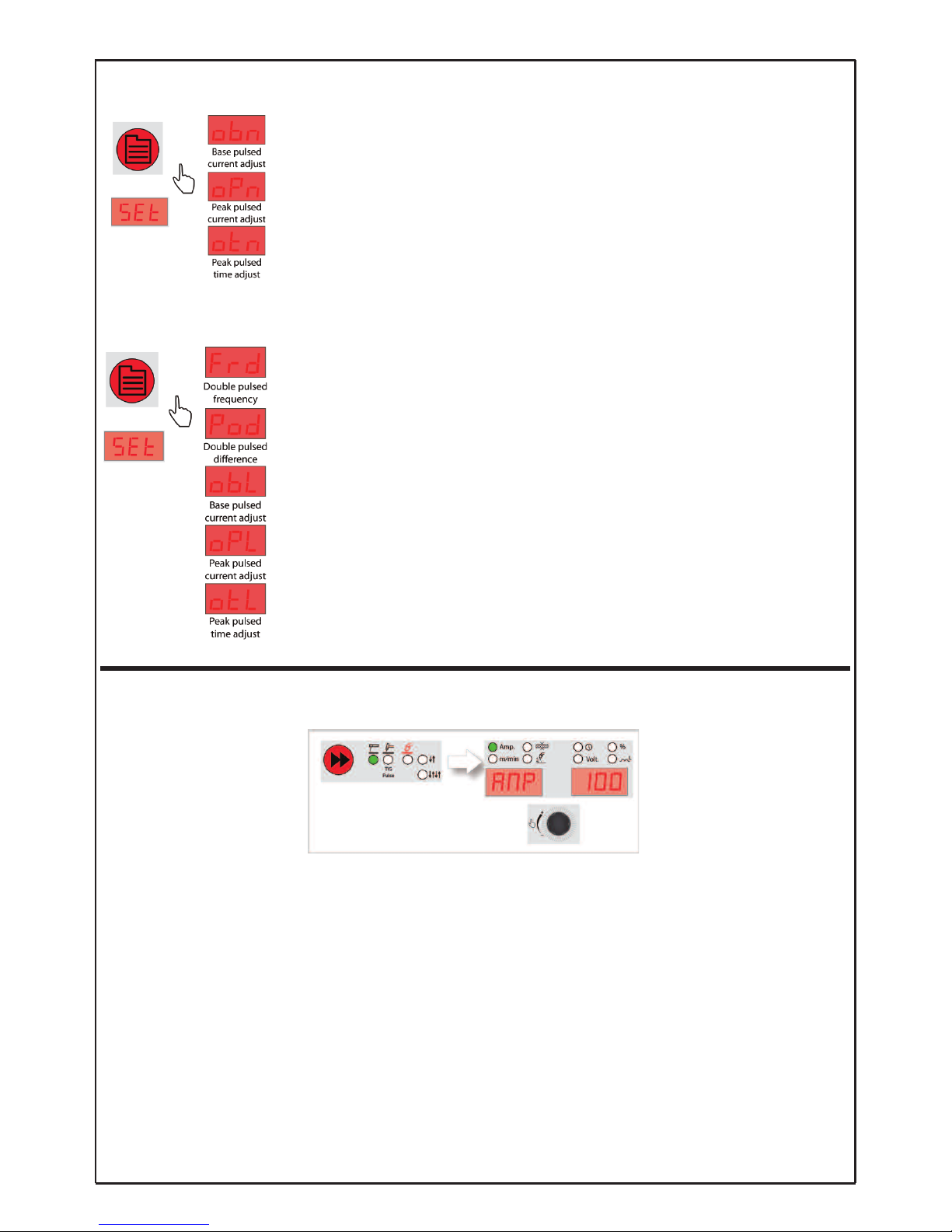
P
arámetros adicionales en arco pulsado.
O
bn: Ajuste fino en % del amperaje de base para transferencia pulsada. Para nivel de
p
otencia nominal o para doble pulsado, el nivel alto. Por defecto 100%.
Opn: Ajuste fino en % del amperaje de pico para transferencia pulsada. Para nivel de
potencia nominal o para doble pulsado, el nivel alto. Por defecto 100%.
Otn: Ajuste fino en % del tiempo de pico para transferencia pulsada. Para nivel de pot
encia nominal o para doble pulsado, el nivel alto. Por defecto 100%.
Parámetros adicionales en arco pulsado doble.
Frd: Frecuencia de doble pulsación. Un valor alto logra unas marcas en el cordón más
próximas entre ellas. Es posible ajustar la frecuencia entre 0.5Hz y 25.0Hz.
Pod: Por defecto 0. Los valores posibles son de +10 a -10. Valores positivos provocan
que la diferencia de potencia entre el nivel alto y el nivel bajo para doble pulsado sea
mayor. Por el contrario, valores negativos reducen la diferencia de potencia entre
ambos niveles.
Obl: Ajuste fino en % del amperaje de base para transferencia pulsada correspondiente al nivel bajo para doble pulsado. Por defecto 100%.
Opl: Ajuste fino en % del amperaje de pico para transferencia pulsada correspondiente
al nivel bajo para doble pulsado. Por defecto 100%.
Otl: Ajuste fino en % del tiempo de pico para transferencia pulsada correspondiente al
nivel bajo para doble pulsado. Por defecto 100%.
OPERATIVA SOLDADURA MMA
Para soldadura con electrodo revestido, el equipo dispone de las funciones de asistencia de cebado (hot-start),
asistencia a la transferencia de material (arc-force) y reducción de potencia en cortocircuito prolongado (anti-stick).
Conectar la pinza porta-electrodos y pinza de masa según indicaciones del electrodo que utilizamos. Utilizar los bornes de conexión del exterior de la unidad de potencia.
Seleccionar el modo MMA. Una vez está seleccionado el modo MMA podremos ajustar el amperaje de soldadura
deseado.
Para el modo MMA existen una serie de parámetros adicionales que se pueden ajustar accediendo al menú SET.

SOLTER SOLDADURA S.L.
AEROPROCESS
16
h
ot:: Hot Start en MMA. Nivel de corriente de inicio para arco con electrodo re-
vestido. El valor está referido en tanto por ciento respecto a la corriente nominal.
Un valor entre el 100 y el 150 % ayuda a una mejor penetración del material al
i
niciar el cordón.
tHt: Tiempo de Hot-start MMA. Tiempo durante el que se aplicará el Hot-Start.
Configurable entre 0 y 2,5s.
F
or: Force-arc MMA. Regula la intensidad en cortocircuito máxima para ayudar
a la transferencia de material. Un valor alto ayuda a prevenir que el electrodo
pueda pegarse a la pieza. Un valor alto mejora la calidad de soldadura para electrodos de tipo celulósicos o aleaciones de aluminio.
La función hot-start permite entregar una potencia inicial ligeramente superior para mejorar el cebado y facilitar la
creación del baño de fusión. Esta función permite reducir el riesgo de que puedan aparecer defectos de fusión al
principio del cordón de soldadura.
Los equipos Aeroprocess 4200 DV disponen de la función arc-force. Está función asiste la transferencia de material
del electrodo revestido ajustando la intensidad en corto circuito. Si se produce un corto circuito prolongado durante
más de un segundo, se activa la función de anti-stick (el equipo deja de suministrar potencia para permitir despegar
el electrodo).
Si utiliza electrodos de corte o arc gouging, configure un valor de Arc Force superior a 150%.
Puede incrementar la sensibilidad de la función arc-force mediante la función de programa P.28. Un valor alto suaviza el arco y reduce el número de proyecciones. Sin embargo, un valor bajo incrementa la sensibilidad asistiendo a
la transferencia de material.
Para electrodos de corte, se recomienda una sensibilidad de entre 1 y 3. Para electrodos de rutilo o básicos, la sensibilidad ideal se encuentra entre 5 y 7.
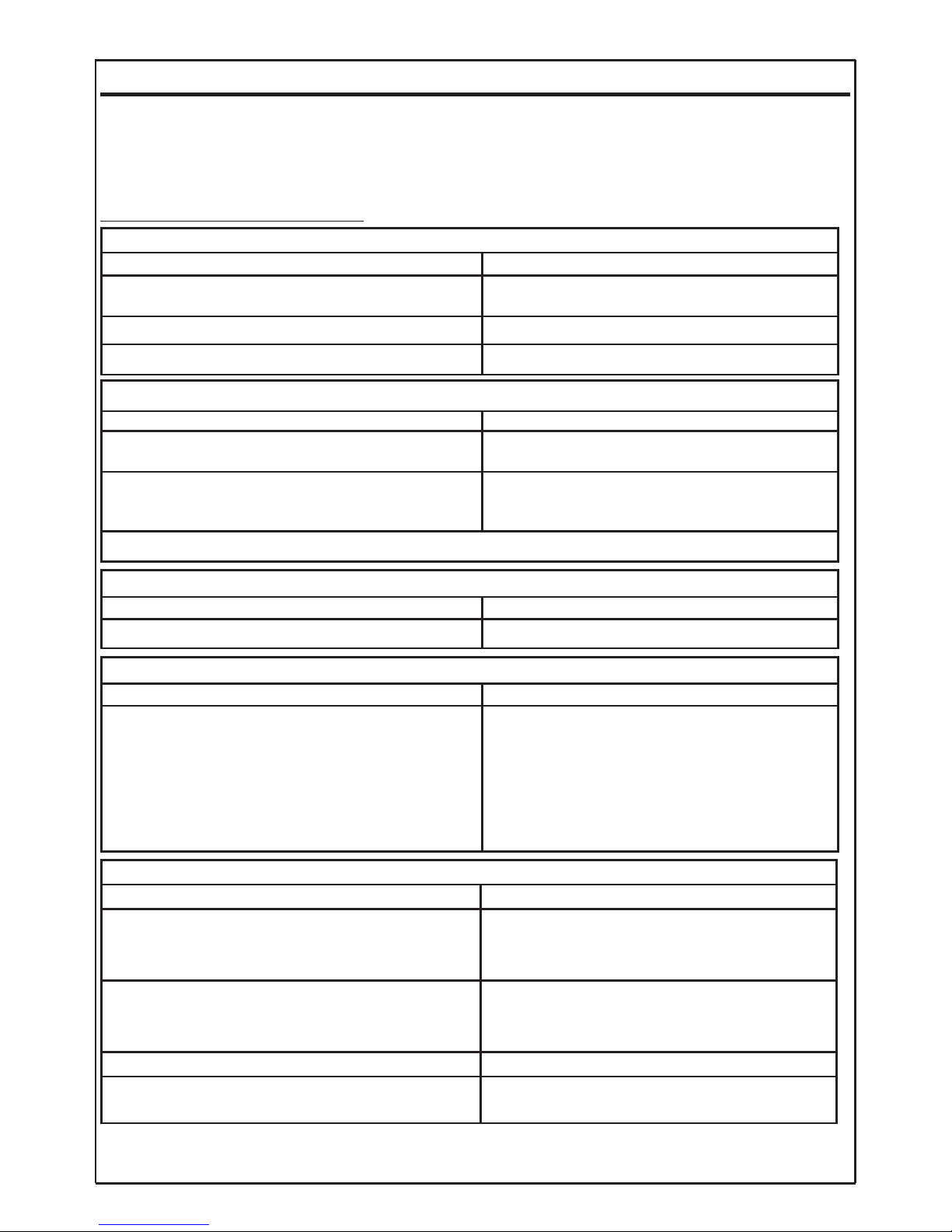
OPERATIVA SOLDADURA TIG
Para la soldadura TIG, se deberá desconectar la devanadora de la unidad de potencia. La antorcha se conectará a
la toma negativa y la toma de masa a la positiva. Recuerde conectar el gas y las tomas de refrigeración si dispone
de ellas.
Seleccionar el modo TIG.
El único parámetro ajustable será la corriente de
soldadura. Los demas parametros se deberán
ajustar en el menú SET.
Parámetros ajustables en modo TIG:
PrG: Tiempo de pre-gas. Tiempo en que se suministra gas antes de iniciar
la soldadura.
t1: Tiempo de amperaje primario (sólo en TIG pulsado)
A2: Nivel de amperaje secundario (sólo en TIG pulsado)
t2: Tiempo de amperaje secundario.(sólo en TIG pulsado)
tdn: Tiempo de rampa de bajada.
PtG: Tiempo de post-gas. Determina el tiempo que se suministrara gas des-
pués de finalizar la soldadura. Los valores posibles son de 0,1 a 5,0 segundos.
tiG: Tiempo de la rampa de bajada de la corriente de soldadura al finalizar
el cordón en décimas de segundos.
nor: Modo normal sin pulsación.
Pul: Modo con pulsación.

SOLTER SOLDADURA S.L.
AEROPROCESS
17
P
ara el modelo Aeroprocess 4200 DV, la ignición del arco para procesos TIG se realiza mediante contacto. Presione
ligeramente el electrodo con la pieza a soldar (1), presione el pulsador de la antorcha y espere entre 1 y 2 segundos.
Comenzará a fluir el gas de protección y se calentará ligeramente el electrodo de tungsteno para permitir la ignición
d
el arco (2). Levante lentamente el electrodo de la pieza girando la antorcha de manera que la tobera permanezca
e
n contacto con la pieza a soldar (3). El arco se iniciará y el amperaje se incrementará hasta el nivel previamente
ajustado (4).
Selección del modo de soldadura TIG
El equipo permite trabajar en diferentes modos TIG.
2T: Soldadura mientras mantenemos el pulsador.
4T: Durante la primera pulsación, se efectuará la secuencia de ignición del arco y el equipo generará
una corriente inicial (predeterminada como la mitad de la configurada). Al soltar el pulsador, se mantendrá el arco de
soldadura con el nivel establecido. Al pulsar de nuevo el pulsador, se realizará la rampa de bajada hasta un valor
igual a la mitad del configurado y se mantendrá este nivel de corriente hasta dejar de presionar el pulsador.
Se recomienda utilizar electrodos de tungsteno con Torio (rojo), Cerio (gris) o Lanthano (oro).
La punta del electrodo debe afilarse con forma de cono. De esta forma, el arco será mas estable y la energia se podrá
concentrar más, en la raíz de la soldadura. En función del amperaje a utilizar, se recomienda afilar mas o menos el electrodo.
En función del amperaje al que vaya a soldar se recomienda un diámetro de electrodo, una tobera y un caudal de gas
especificos. Siga la siguiente tabla de referencia como guía.
Si utiliza una antorcha con potenciómetro de regulación, puede variar el ajuste del amperaje de soldadura (desde el
valor nominal programado en el panel frontal hasta el valor mínimo de operación del equipo). Esto permite con un
solo mando reducir o aumentar el ajuste de corriente de soldeo de todos los parámetros asociados a la intensidad
nominal.
ATENCIÓN
No trate de encender el arco rascando el electrodo como si se tratara de una cerilla.
Rango Amperaje (A) Electrodo (mm) Tobera (mm) Caudal de gas (l/min)
10 - 60 1,0 6,5 / 8,0 5 - 6
60 - 120 1,6 6,5 / 8,0 / 9,5 6 - 7
120 - 170 2,0 8,0 / 9,5 7 - 8
170 - 220 2,4 9,5 / 11,0 8 - 9
220 - 350 3,2 11,0 / 12,5 9 - 10
300 - 420 4 16 10 - 12

SOLTER SOLDADURA S.L.
AEROPROCESS
18
FUNCIONES ESPECIALES
Mediante la opción FnP del menú, podemos acceder a las funciones especiales.
ATENCIÓN
La modificación de parámetros avanzados puede alterar de forma significativa el correcto funcio-
namiento del equipo. Modifique estos valores bajo su responsabilidad. Si detecta un funciona-
m
iento del equipo irregular, ajuste de nuevo los parámetros a sus valores por defecto, o seleccione
la opción “ini” del menú para devolver el ajuste de todos los parámetros de operación y configura-
ción a sus correspondientes valores de fábrica.
Función
Valor por
defecto
Descripción
P.01 - No disponible en el presente modelo.
P.02 - No disponible en el presente modelo.
P.03 OFF
ON - Habilita modo de ajuste MMA remoto. Consultar P.23 y P.24.
OFF- Control local.
P.04 OFF
ON - Habilita sistema de reducción de amperaje al incrementar la altura de arco para
procesos de soldadura MMA.
OFF - Desactivado.
P.05 - No disponible en el presente modelo.
P.06 OFF
ON - Activa control remoto para unidad Aerofeed.
OFF - Control local en unidad de potencia.
P.07 OFF
ON - Habilita Ignición por arco piloto en modo TIG.
OFF- Ignición normal.
P.08 ON
ON - Habilita visualización del voltaje de soldadura promedio al finalizar el cordón.
OFF -Deshabilitado.
P.09 - No disponible en el presente modelo.
P.10 Normal
Permite seleccionar el tipo de pulsador principal en modo TIG, normal para abierto o
invertido para cerrado.
P.11 - No disponible en el presente modelo.
P.12 - No disponible en el presente modelo.
P.13 Normal
Permite seleccionar el tipo de pulsador principal en modo MIG, normal para abierto
o invertido para cerrado.
P.14 Normal
Permite invertir la posición de mínimo y máximo del potenciómetro remoto de la an-
torcha TIG o del control remoto para modo MMA.
P.15 - No disponible en el presente modelo.
P.16 - No disponible en el presente modelo.
P.17 4 Longitud de antorcha en metros. Permite compensar la lectura de voltaje.
P.18 50 Sección de cable en la antorcha, en mm 2. Permite compensar la lectura de voltaje.
P.19 2 Longitud conexión entre la unidad de potencia y la devanadora, en metros.
P.20 70 Sección de la conexión entre la unidad de potencia y la devanadora, en mm2.
P.21 3 Longitud de cable de masa en metros. Permite compensar la lectura de voltaje.
P.22 50 Sección de cable de masa en mm2. Permite compensar la lectura de voltaje.
P.23 10 Ajuste de amperaje mínimo en modo MMA remoto. Consultar P.03
P.24 420 Ajuste de amperaje máximo en modo MMA remoto. Consultar P.03
P.25 - No disponible en el presente modelo.
P.26 - No disponible en el presente modelo.

SOLTER SOLDADURA S.L.
AEROPROCESS
19
P.27 - No disponible en el presente modelo.
P
.28
7
S
ensibilidad Arc-force para electrodos revestidos.
Permite el ajuste de la sensibilidad para activar el modo arc-force. Un valor alto re-
trasa la activación de esta función. Valores bajos mejoran la transferencia de mate-
rial para electrodos revestidos de aluminio o inoxidable.
P
.29
6
5
A
mperaje de pre-calentamiento durante el contacto para ignición TIG
P.30 - No disponible en el presente modelo.
P.31 - No disponible en el presente modelo.
P.32 - No disponible en el presente modelo.
P.33 - No disponible en el presente modelo.
P.34 - No disponible en el presente modelo.
P.35 3
Tiempo de circulación de líquido refrigerante al finalizar un cordón de soldadura, en
intervalos de 10s.
P.36 Nor
Modo de operación de la unidad de refrigeración.
Se recomienda tener siempre seleccionado el modo automático.
Nor - Modo Automático (recomendado).
For - Modo Forzado, puede usarse durante un período de tiempo corto, inferior a 2
minutos, para facilitar la tarea de cebado del circuito de líquido refrigerante.
dis - Modo desactivado. Seleccionar éste modo sólo si se dispone a utilizar una an-
torcha no refrigerada. Recuerde activar el modo automático de nuevo al finalizar. NO
desactive el refrigerador si está usando una antorcha refrigerada, ya que podría da-
ñarla.
P.37 - No disponible en el presente modelo.
P.38 - No disponible en el presente modelo.
P.39 - No disponible en el presente modelo.
P.40 - No disponible en el presente modelo.
P.41 - No disponible en el presente modelo.
P.42 - No disponible en el presente modelo.
P.43
-
No disponible en el presente modelo.
P.44
-
No disponible en el presente modelo.
P.45
-
No disponible en el presente modelo.
P.46 1
Se recomienda 1 para gestionar la penetración del cordón en función de la energia
del arco y 0 para gestionar la penetración en función del amperaje.
P.47 0
Si se activa, permite al control de penetración una variación de altura de arco mayor.
Se recomienda tenerlo desactivado para minimizar defectos de soldadura.
P.48 - No disponible en el presente modelo.
P.49 - No disponible en el presente modelo.
P.50 - No disponible en el presente modelo.
P.51 - No disponible en el presente modelo.

SOLTER SOLDADURA S.L.
AEROPROCESS
20
INSTRUCCIONES DE MANTENIMIENTO
Se recomienda una supervisión periódica del equipo. Antes de realizar cualquier operación de mantenimiento, desconecte el equipo de la red de alimentación y manténgalo desconectado durante la operación de mantenimiento.
Reduzca los plazos de mantenimiento aconsejados ante condiciones de uso severas.
P.52 - No disponible en el presente modelo.
P.53 - No disponible en el presente modelo.
P.54 - No disponible en el presente modelo.
P.55 - No disponible en el presente modelo.
P.56 - No disponible en el presente modelo.
P.57 50 Velocidad, en 0,1m/min, de enhebrado del alambre en control local.
P.58 125% Relación de velocidad entre el motor de la devanadora y el motor de la antorcha.
P.59 5 Ajuste de supervisión de asistencia para MIG Arc-force ante perturbaciones.
P
.60
1
2
V
elocidad de alimentación de alambre antes de iniciar el arco, en 0.1m/min.
Intervalo Acción
Semanal
Verifique el estado de los cableados y accesorios externos.
Substituya componentes desgastados en antorcha.
Limpie y apriete las conexiones eléctricas del circuito de soldadura.
Sople el túnel de ventilación con aire a presión seco desde la toma de ventilación lateral.
No remueva las tapas laterales durante el soplado.
Trimestral
Verifique anclaje de la unidad de transporte, la unidad de refrigeración y la unidad de poencia.
Anual
Efectue una revisión completa según se especifica en la norma para equipos de soldadura EN-60974. Diríjase a su distribuidor.
ATENCIÓN
La manipulación de partes internas del equipo debe realizarse únicamente por personal cualificado.
Existe riesgo de choque eléctrico al contactar con partes activas. NO debe operar sin las tapas debida-
mente colocadas. Antes de acceder al interior del equipo, desconéctelo de la alimentación y espere como
mínimo 5 minutos antes de realizar cualquier operación de mantenimiento.

CONEXIÓN CON UNIDAD DE REFRIGERACIÓN AEROCOOL
El funcionamiento previsto para la unidad de refrigeración del equipo de soldadura es totalmente automático. Verifique el modo de operación de la unidad refrigeración seleccionado. El parámetro avanzado de ajuste P.36, debe ser
el modo normal / automático (nor).
C
onecte la unidad de refrigeración al conector remoto situado en la base de la unidad de potencia. Puede ser nece-
s
ario remover su tapa de protección.
Por favor, asegúrese que una vez interconectadas la unidad de refrigeración y la unidad de potencia se fija su unión,
ya que así se evitaran posibles falsos contactos del cable de interconexión.
Durante el primer uso puede que necesite revisar el cebado de líquido refrigerante del circuito. El equipo intentará
realizarlo automáticamente. Es posible que pueda aparecer el mensaje de alarma 10 durante el proceso.
Para más información sobre los modos de operación de la unidad de refrigeración, por favor, consulte la descripción
de parámetro avanzado de ajuste, P.36 del presente manual y/o el manual de la unidad de refrigeración Aerocool.
CONEXIONADO DEL CONTROL REMOTO
Se recomienda utilizar accesorios originales. En caso de tener que efectuar la conexión de otros accesorios o equipos de control remoto, asegúrese de que la conexión es compatible. Conexiones erróneas o defectuosas pueden
causar un incorrecto funcionamiento del equipo e incluso una avería.
El potenciómetro del mando remoto puede ser de 4K7 ohmios a 20K ohmios. Se recomienda un valor de 10K ohmios.
Consulte figura inferior para referencia en el conexionado de sistemas de control remotos compatibles con el equipo
Aeroprocess 4200 DV.
ATENCIÓN
Si la configuración de su equipo NO dispone de unidad de refrigeración, deberá seleccionar deshabilitado
“
dis” en el párametro avanzado de ajuste P.36. De lo contrario se mostrará la alarma 22.
SOLTER SOLDADURA S.L.
AEROPROCESS
21

ANOMALÍAS Y DEFECTOS
El equipo de soldadura está equipado con medios de protección que le permiten comprobar el estado general de la
unidad. Ante cualquier anomalía, el equipo actuará inmediatamente. El piloto de advertencia se iluminará y en la
pantalla principal se mostrará el código de error o alarma correspondiente según anomalía detectada.
Código de ERROR Descripción
ER1
Anomalía en el voltaje de alimentación. El equipo supervisa la tensión de la red a la que
está conectado, si ésta no está dentro de los parámetros correctos de funcionamiento.
Si aparece este tipo de error, deberá verificar la tensión de red de su instalación.
Puede producirse este tipo error por la utilización de alargaderas de demasiada longitud
o sección de cable insuficiente.
En el caso de tener el equipo conectado a un generador, deberá comprobar que éste
c
umple con las especificaciones recomendadas y, que la tensión del mismo, esté bien
ajustada.
ER2
Conexión incorrecta de las fases de alimentación. Si el error persisite, puede deberse a
un fallo en la etapa inversora principal.
ER3
Fallo de calibración en el transductor de corriente de soldadura.
El equipo incorpora un sistema avanzado de lectura de la corriente de soldadura, esta
lectura es imprescindible para un funcionamiento preciso del equipo. Si al arrancar el
equipo detecta alguna anomalía en la lectura, el equipo se detendrá mostrando este código de error.
Se aconseja desconectar todos los accesorios conectados a los bornes de potencia de
soldadura y apagar el equipo durante unos minutos.
ER4
Fallo de calibración en el transductor de voltaje de soldadura.
El equipo incorpora un sistema de testeo que garantiza su correcto funcionamiento.
Si en el momento de ponerse en marcha se detecta alguna anomalía en el módulo inversor de salida que impida un correcto ajuste del voltaje de soldadura, el equipo se detendrá mostrando este código de error.
Se aconseja desconectar todos los accesorios conectados a los bornes de potencia de
soldadura y apagar el equipo durante unos minutos.
ER5
Fallo de comunicación entre la unidad de potencia y el panel de mando.
Se aconseja apagar el equipo durante unos minutos y reintentar el arranque.
ER6
Fallo de comunicación entre la unidad de potencia y el ordenador remoto.
Se aconseja apagar el equipo durante unos minutos y reintentar el arranque.
ER7
Fallo de comunicación interna en el bus CAN.
Se aconseja apagar el equipo durante unos minutos y reintentar el arranque.
ER8
Fallo en la integridad de datos de las memorias de programa.
Reinicie el equipo. Durante el proceso de arranque el equipo intentará recuperar los sectores de memoria defectuosos.
ER9 Fallo en el sistema de control de la interfaz de usuario.
ER10 Fallo de calibración en la lectura de temperatura de la etapa inversora principal.
ER11 Fallo de calibración en la lectura de temperatura de la etapa de potencia de salida.
ER12 Fallo de calibración en la lectura de temperatura de la etapa de entrada.
ER13 Fallo de calibración en la lectura de temperatura auxiliar.
ER14 Versión de interfaz de usuario no compatible.
ER15 Versión de programa de datos no compatible.
SOLTER SOLDADURA S.L.
AEROPROCESS
22

En la tabla siguiente, se presentan las posibles alarmas que pueden aparecer durante el funcionamiento del equipo.
Estas alarmas NO suponen un mal funcionamiento del equipo. Se presentan en el caso de que el ciclo de trabajo se
supere o ante una falta de mantenimiento adecuado. Las alarmas en el rango de 10-15 deben ser validadas manualmente presionando el botón de mando principal, cuándo las causas que las provocan hayan sido previamente revisadas. No valide la alarma sin revisar la causa que la produce y realice consiguientemente el mantenimiento
adecuado. Si insiste de forma prolongada haciendo funcionar el equipo con alarmas presentes podría causar una
avería. Ésta avería no será cubierta por la garantía del equipo al tratarse de un mantenimiento inadecuado.
E
R17
S
incronización entre la unidad de control principal y la interfaz de usuario pendiente.
E
R18
D
etección de interfaz de usuario modificada respecto a la original.
ER19 Interfaz de usuario no compatible.
E
R20
M
emoria de datos no inicializada.
E
R21
V
erificación de compatibilidad de interfaz de usuario y control principal incorrecta.
ER22 Fallo en la calibración de fábrica.
ER23 Número de serie asignado incorrecto.
ER24 Fallo en el proceso de actualización de software de la unidad de control principal
Código de ALARMA Descripción
A.01
Exceso de Temperatura en la etapa inversora principal. Espere a que el equipo recupere
una temperatura segura en esta etapa. Asegúrese de que las aperturas de ventilación no
están obstruidas.
A.02
Exceso de Temperatura en la etapa de potencia de salida. Espere a que el equipo recupere una temperatura segura en esta etapa. Asegúrese de que las aperturas de ventilación no están obstruidas.
A.03
Exceso de Temperatura en la etapa de potencia de entrada. Espere a que el equipo recupere una temperatura segura en esta etapa. Asegúrese de que las aperturas de ventilación no están obstruidas.
A.04
Exceso de Temperatura en la etapa auxiliar. Espere a que el equipo recupere una temperatura segura en esta etapa. Asegúrese de que las aperturas de ventilación no están
obstruidas.
A.05
El equipo ha detectado picos de voltaje en la red de alimentación. Si continua trabajando
con una red de alimentación inestable, puede causar una avería interna. Por favor, verifique la red de alimentación es correcta.
A.06
El equipo ha detectado un voltaje de alimentación demasiado bajo para garantizar un
funcionamiento óptimo. Por favor, verifique que la red de alimentación es correcta.
A.07
El equipo ha detectado un voltaje de alimentación inestable. Esta situación puede producirse por un defecto en las conexiones de los bornes de alimentación, o bien, por alimentar el equipo con un generador autónomo inadecuado.
A.08
Alarma de sobre consumo. Esta alarma desaparecerá automáticamente transcurridos
unos minutos. Espere a que el equipo recupere su estado normal.
A.09
Alarma de exceso de temperatura en la unidad de refrigeración líquida remota. Espere a
que el equipo recupere una temperatura segura en esta unidad. Asegúrese de que las
aperturas de ventilación no están obstruidas.
E
R16
P
arámetros de operación corruptos.
SOLTER SOLDADURA S.L.
AEROPROCESS
23

A
.10
N
o se detecta retorno de caudal en el sistema de refrigeración líquida. Verifique la co-
r
recta conexión de las tomas de conexión líquida a la unidad de refrigeración y/o antorcha. Verifique que ningún conducto está afectado por pinzamiento o aplastamiento.
Revise el nivel de líquido refrigerante.
S
i la alarma persiste y los puntos anteriores han sido verificados adecuadamente, puede
i
ndicar que el filtro interno de líquido refrigerante se encuentra obstruido.
A.11 (GAS)
Se ha detectado la ausencia de conexión de gas de protección para el proceso de soldadura que pretende realizar. Verifique que el gas de protección está conectado a la entrada situada en la parte posterior del equipo. Verifique que la botella dispone gas y su
regulador de caudal está ajustado adecuadamente.
A.12
L
a lectura del transductor de caudal de la unidad de refrigeración es incorrecta. Este fallo
puede producirse por un cebado incorrecto del sistema de refrigeración, o bien, si el filtro
interno está obstruido.
A.13
Fallo en la calibración del transductor de velocidad. Verifique el correcto conexionado
entre la etapa de potencia y la devanadora. Verifique la conexión que se encuentra en la
parte superior del motor.
A.14 Motor principal de la devanadora bloqueado.
A.15 Motor secundario en la antorcha bloqueado.
A.16
El equipo ha detectado que una de las 3 fases no ha sido conectada.
Verifique la conexión a la red de alimentación y el estado de ésta.
A.17
El motor no puede alcanzar la velocidad ajustada. Verifique la presión de los rodillos y el
ajuste del freno. La antorcha puede necesitar mantenimiento en la guia y/o en la punta.
A.18 Selección de material incorrecta, reinicie el equipo.
A.19
Durante el arranque, o al recuperarse de un error o alarma, el equipo ha detectado algún
pulsador de marcha remoto, en antorcha o pedal, en posición ON. Por seguridad, el
equipo no funcionará hasta que devuelva el pulsador a su estado de reposo en OFF.
A.22
Unidad de refrigeración no encontrada. Verifique conexión entre la unidad de potencia y
la unidad de refrigeración remota. Compruebe el fusible de la unidad de refrigeración remota presente en la parte posterior del equipo.
SOLTER SOLDADURA S.L.
AEROPROCESS
24
AVERÍAS
En el caso de producirse algún tipo de avería que represente un peligro para las personas, equipo y/o entorno, deberá desconectarse el equipo de inmediato y asegurarse de que no se pueda volver a conectar si no se ha solucionado la causa que la originó.
L
as averías sólo deben ser solventadas por personal cualificado, teniendo en cuenta las indicaciones de seguridad
del equipo.
LISTADO DE POSIBLES AVERÍAS
E
l panel frontal no funciona, no se enciende ningún indicador y no aparece indicación en la pantalla.
CAUSA SOLUCION
No hay tensión de alimentación.
Verificar los fusibles o protecciones de la instalación.
Verificar la tensión de red.
Cable de red o enchufe defectuosos. Revisar el conexionado de alimentación.
Posible sobretensión en la red. Verificar la tensión de alimentación del equipo.
Alguno de los indicadores de error está iluminado y/o en la pantalla aparece la indicación E.XX
CAUSA SOLUCION
La tensión de alimentación no es correcta.
Revise el correcto suministro de voltaje de alimentación.
Accesorios externos están afectando a la calibración de
arranque del equipo.
Desconecte los accesorios de los bornes de soldadura de la unidad de potencia y arranque del equipo
sin ellos.
Para más información, consulte la sección de anomalías y defectos del presente manual.
La corriente de soldeo no se corresponde con el nivel ajustado.
CAUSA SOLUCION
Dispone de un control analógico remoto mal ajustado. Verificar activación y ajuste del control remoto.
Los controles remotos no funcionan.
CAUSA SOLUCION
Conexión incorrecta de los accessorios remotos.
Cable de conexión pinzado y/o aplastado.
Verificar la correcta conexión entre los accessorios remotos y la unidad de potencia. Comprobar el estado
de los cables de interconexión. La unidad de potencia
dispone de un fusible reseteable (interno) para proteger las conexiones incorrectas. En caso de que esta
protección se activara, puede ser necesario esperar 5
minutos a que el equipo vuelva a funcionar normalmente.
No sale gas de protección.
CAUSA SOLUCION
Conexiones de gas de protección incorrectas.
Pinzamiento o aplastamiento en los tubos de gas.
Comprobar conexiones de gas entre la botella y la
unidad de potencia, entre la unidad de potencia y la
devanadora y la conexión de gas de la antorcha.
No se subministra gas de protección en la unidad de po-
tencia.
El equipo indicará esta incidencia con la alarma número 11. Verifique que la botella dispone de gas y
que el regulador de caudal esté abierto y correctamente ajustado.
Válvula de gas defectuosa Substituir válvula de gas.
Está seleccionado el número de programa OP182 o
OP186.
Este tipo de alambres tubulares no necesitan gas de
protección.
SOLTER SOLDADURA S.L.
AEROPROCESS
25

En modo MMA el electrodo no inicia el arco.
CAUSA SOLUCION
E
stá seleccionado el modo TIG y no el modo MMA.
A
segúrese que el modo MMA está activado.
Hay un defecto en la conexión del circuito de soldadura.
V
erifique que la pinza portaelectrodos y la pinza de
masa están debidamente conectadas a las tomas de
potencia respectivas. Revise el estado de los cables y
s
u conexionado.
En modo TIG no se inicia el arco.
C
AUSA
S
OLUCION
Está seleccionado el modo MMA y no el modo TIG. Asegúrese que el modo TIG está activado.
El mando remoto, pedal y/o antorcha no están debida-
mente conectados.
Revise la conexión de los mandos de control remotos.
Hay un defecto en la conexión del circuito de soldadura.
Verifique que antorcha y pinza de de masa están debidamente conectadas a las tomas de potencia respectivas. Revise el estado de los cables y su
conexionado.
No hay gas de protección.
Conecte gas de protección. Verifique que utiliza un
gas de protección correcto.
El electrodo está contaminado.
Limpie el electrodo de tungsteno. Un electrodo contaminado puede afectar a la secuencia de ignición.
La polaridad de conexión de masa y antorcha están inver-
tidas.
Verifique que la antorcha se ha conectado al conector
derecho (-) y la pinza de masa al izquierdo (+).
La pieza está sucia. Elimine la suciedad y restos de pintura.
Corriente de aire excesiva.
Una corriente de aire puede desplazar el gas de protección y afectar al arco eléctrico.
Consumo excesivo del electrodo de tungsteno en modo TIG
CAUSA SOLUCION
Conexiones de masa y antorcha intercambiadas. Intercambie la conexión.
Electrodo de tungsteno contaminado. Limpie adecuadamente el electrodo.
Gas de protección incorrecto.
Verifique un nivel de caudal suficiente. Verifique que
utiliza gases de protección inertes para los procesos
de soldadura TIG.
En modo MIG la velocidad de alambre de alimentación no es la adecuada
CAUSA SOLUCION
La punta de la antorcha está en mal estado o es
incorrecta.
Verificar que la punta se corresponde con el diámetro
del alamabre en uso y verificar que se encuentra libre
de suciedad y/o proyecciones.
El material de la sirga y/o su diámetro no són adecuados
para el material de aportación en uso o bien, ésta se en-
cuentra en mal estado.
Verificar el tipo de sirga que utiliza. Si se encuentra
en mal estado, substituyala.
Rodillos incorrectos para el material en uso.
Presión de ajuste del tensor incorrecta o rodillos
desgastados.
Verificar que los rodillos son adecuados al material de
aportación en uso y que éstos se encuentran en buenas condiciones. Siga las instrucciones de ajuste de
la presión de los rodillos del presente manual.
Ajuste del freno incorrecto.
Verifique el ajuste del freno que se encuentra dentro
del porta bobinas.
La velocidad de ajuste automática o sinérgica no se adap-
tan a las necesidades de su aplicación.
Seleccione el modo manual para establecer libremente la relación que desee entre velocidad de
alambre y voltaje de soldadura.
SOLTER SOLDADURA S.L.
AEROPROCESS
26

En modo MIG el arco es inestable o presenta demasiadas proyecciones.
CAUSA SOLUCION
El material seleccionado no se corresponde con el mate-
rial en uso.
V
erificar que ha seleccionado adecuadamente el programa de soldadura correspondiente al material a sold
ar. Verifique que el alambre utilizado sea el correcto.
El gas de protección no es el adecuado.
Verificar que se ha seleccionado el programa específico para el gas en uso. Verifique que el gas conectado a la unidad de potencia sea el idóneo para el
m
aterial a soldar.
El ajuste de dinámica del arco no es correcto.
Ajuste la dinámica del arco según sus preferencias
para controlar el número de proyecciones.
El ajuste de altura de arco no es correcto
Ajuste la altura del arco según sus preferencias, pero
manteniendo una transferencia de material constante.
Fallo en la pinza de masa.
Verificar que la pinza de masa se encuentra debidamente fijada a la pieza a soldar y en buenas condiciones.
SOLTER SOLDADURA S.L.
AEROPROCESS
1
INTRODUCTION
Thank you for choosing our brand. We hope that the welding machine you have purchased will serve you well. This
instruction manual contains the necessary information and warnings for correct use within the maximum operator
safety conditions. INVERTER welding equipment must be used by expert personnel who know and understand the
r
isks involved in the use of this equipment. If you have any doubt or queries concerning this manual, please, contact
us. Internal manipulation of the equipment involves the risk of electric shocks. We request you not to carry out any
manipulation of the equipment (only technically trained personnel can do this). The manufacturer denies all responsibility for negligent practices in the use or manipulation of this machine. This manual must be kept with the equipment
p
urchased. It is the responsibility of those persons who use and repair this machine to comply with the requirements
of the above mentioned regulations.
SECURITY AND PROTECTION
ELECTRICITY
A good and safe installation is essential to ensure the optimum performance of this equipment. Make
sure that the unit is connected to the correct supply voltage.
The equipment must ALWAYS have an adequate grounded (earth) connection.
Electromagnetic fields may interfere with the operation of several electrical and electronic devices such
as pacemakers. We highly recommend people with such devices to avoid using this kind of equipment
PERSONAL CLOTHING
The entire body of the welder is subject to possible contact with aggressive agents and so must be totally protected. Use safety boots, gloves, oversleeves, gaiters and leather aprons.
BURN PROTECTION
Never touch parts of the wire or the material with your bare hands once soldered. Avoid skin contact with
airborne particles. Do not point the torch at any part of the body.
EYE PROTECTION
Welders and their assistants must use safety masks or goggles with filters which stop harmful radiation
entering the eyes. Use special screens to observe the welding area during the process.
FIRE PROTECTION
The welding process produces flying incandescent metal parts which may cause fires. Do not use the
machine in areas where there may be inflammable gases. Clean the working area of all inflammable material. Pay special attention to the protection of the gas cylinders in accordance with the necessary requirements.
PROTECTION FOR GAS CYLINDERS
Cylinders containing shielding gas, store their contents at high pressure. If these cylinders suffer any
form of damage, they may explode. Always treat these cylinders with care and weld as far away from
them as possible
WELDING IN TANKS WHICH MAY CONTAIN THE TRACES OF INFLAMMABLE MATERIALS INSIDE,
INVOLVES A HIGH RISK OF EXPLOSION. WE RECOMMEND KEEPING AN EXTINGUISHER READILY AVAILABLE FOR USE.
ELECTROMAGNETIC DISTURBANCES
Electromagnetic interferences produced by welding equipment may interfere in the operation of equipment which is sensitive to this kind of interference (computers, robots etc). Ensure that all the equipment
in the welding area is resistant to electromagnetic radiation. In order to reduce radiation as much as possible, work with welding wires as short as possible and placed in parallel on the floor if possible. Work at a distance
of 100 metres or more from equipment which is sensitive to disturbances. Ensure that the machine equipment is correctly earthed. If there are still interference problems despite having taken the above described precautionary measures, the operator must take extra measures such as moving the welding machine, using filters, using protected
cables... to ensure that interference with other equipment does not occur.
RECYCLING
In compliance with European Directive 2002/96/EC on waste electric and electronic equipment, this equipment must be deposited in your local recycling centre at the end of its useful life.
SOLTER SOLDADURA S.L.
AEROPROCESS
2
GENERAL DESCRIPTIONS
Aeroprocess 4200 DV welding machines are developed to support MMA, TIG and MIG-MAG welding processes; with
a
notable capacity for MIG-MAG welding with multiple combinations of materials and shielding gases. The range of
A
eroprocess 4200 DV machines, is equipped with dual digital signal processor, monitoring the status of the welding
arc up to 80,000 times per second. Thanks to this technology, the equipment it can ensure an accurate and reliable
arc under all operating conditions.
It can be applied universally to any type of welding of various materials such as stainless steels, alloy steels, aluminium alloys or other copper or titanium alloys. The range of Solter Aeroprocess equipments allows rapid setting with
t
he assistance of synergic configuration of MIG-MAG parameters.
F
or MMA welding, the machine is equipped with adjustable anti-stick, hot-start and arc-force features. Thanks to
these features, you can weld effectively with any type of coated electrodes.
For TIG welding, the equipment allows Lift Arc ignition, pre and post gas timing, and end current ramp control.
For MIG-MAG welding, the equipment has 55 pre-set synergic programs. In addition, there are also available the
special features of Burn Back, Hot Start, Crater Filling, timing for spot welding and penetration assistance.
On the back of the machine there is a nameplate of the welding machine parameters. This plate is designed in accordance with the EN 60974-1 Standard.
MEANING OF THE INDICATIONS ON THE SPECIFICATIONS PLATE
EN 60974 International Standard for welding equipment.
S/N.... Serial number.
MIG - MAG MIG - MAG welding.
MMA MMA welding.
TIG TIG welding.
Uo No-load welding voltage.
X Duty Cycle %.
I1 max. Max. instantaneous absorbed current.
I1 eff. Max. effective absorbed current.
I2 Welding current (A).
U2 Test voltage for welding current (I2).
U1 Supplying voltage.
X ph Number of phases to be connected.
50/60 Hz Frequency
IP XX IP protection class.
S Suitable for working in places with increased risks.
SOLTER SOLDADURA S.L.
AEROPROCESS
3
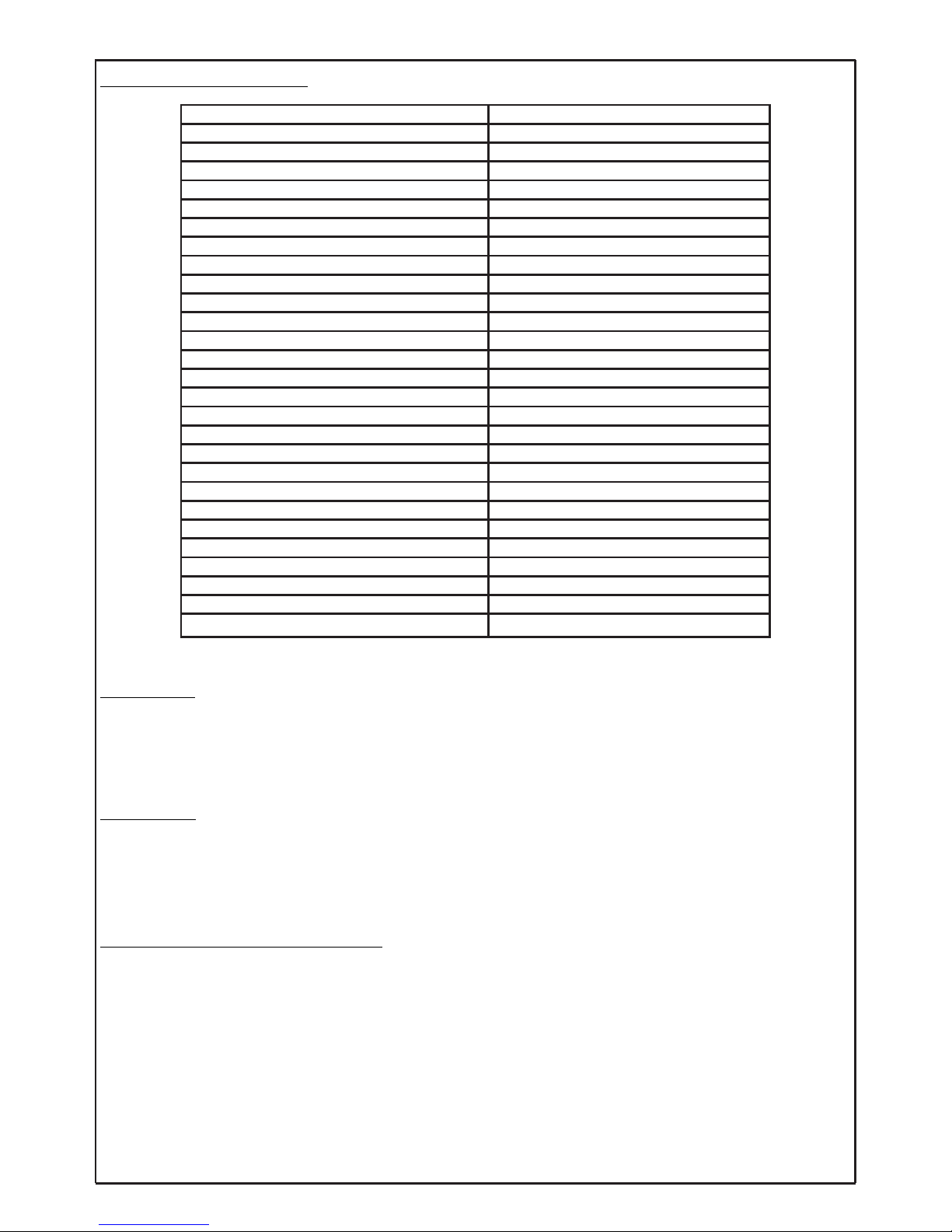
T
ECHNICAL SPECIFICATIONS
The machine is designed to be used outdoors. However, it should be protected from rainfall while it’s in use.
PROTECTION
The machine features all necessary protective measures to ensure proper operation. Temperature sensors ensure
that the components are kept within the operating range.
Monitoring of the supply voltage ensures that the machine operates within expected ranges and, in case of exceeding them, is disconnected to prevent possible anomalies.
VENTILATION
The machine contains a smart ventilation system, which will only be activated if the machine is operating or if the internal temperature is high. The automatic ventilation system will prevent the machine from accumulating dust, reducing maintenance intervals. This does not imply that the user must not be careful about producing metal powder and
particles while using the machine. You should check that the vents are not clogged, because the clogging of the
vents can reduce the nominal operating cycle specified for the machine.
OPERATING CYCLE AND OVERHEATING
The operating cycle is the percentage of 10 minutes during which the unit can weld at the required power without
overheating. If machine becomes overheated, the welding power will stop. The screen will display an alarm showing
which internal module is the one that has been overheated. The fans turn until the internal temperature is below
40°C. The machine will automatically reset when it reaches a safe temperature again. However, it is recommended to
wait at least 5 minutes before starting to work normally again.
To avoid overheating, reduce the adjusted welding power or the length of the welds.
Input voltage (U1) 3PH 400V (360-440)
Maximum input current (I1 máx) 34A
No-load voltage (U0) 70V DC
Max. absorbed power 23KVA
Fuse 20A slow
MIG-MAG duty cyle (40ºC) 35% 420A / 35,0V
M
IG-MAG duty cyle (40ºC) 60%
3
85A / 33,3V
M
IG-MAG duty cyle (40ºC) 100%
3
50A / 31,5V
MMA duty cyle (40ºC) 35% 420A / 36,8V
MMA duty cyle (40ºC) 60% 385A / 35,4V
MMA duty cyle (40ºC) 100% 350A / 34,0V
TIG duty cyle (40ºC) 35% 420A / 26,8V
TIG duty cyle (40ºC) 60% 385A / 25,4V
TIG duty cyle (40ºC) 100% 350A / 24,0V
MIG-MAG regulation range 10 - 420A (14,5-35,0V)
MMA regulation range 10 - 420A (20,4-36,8V)
TIG regulation range 10 - 420A (10,4-26,8V)
Max. wire speed 25 m/min
Rollers 4R
Motor power 95W
Suitable wire coil D300 - 15Kg
Temperature protection class H (180º)
IP protection class IP 23 S
EMC class A
Ventilation Automatic
Weight 27 Kg
Dimensions 655x275x385mm
Standards IEC 60974-1 / IEC 60974-10
SOLTER SOLDADURA S.L.
AEROPROCESS
4

NO-LOAD VOLTAGE REDUCTION SYSTEM
Optionally, the machine can be supplied with the VRD (voltage reduction device) feature pre-activated. If this feature
is activated, the no-load voltage does not exceed 15VDC, providing a higher level of safety. For safety reasons, this
feature can not be manipulated by the operator. Consult your dealer to enable or disable this feature.
TRANSPORT AND INSTALLATION OF THE WELDING MACHINE
Impacts should be avoided during transport of the machine. The transport position must be as indicated on the packaging. The machine must be located in a dry, well-ventilated area, away from the welding station, to prevent metal
dust entering the welding machine. The machine must be installed on a horizontal surface with a maximum gradient
of 10°. Place the machine away from water outlets. The machine must be connected to an electrical box, which
should consist of a circuit breaker and an automatic switch. The circuit breaker protects people from direct or indirect
contact with electrical parts. The automatic switch must be chosen according to the equipment nameplate. A switch
with an intensity/time ratio of the slow type (D curve) is recommended to prevent false triggering.
HANDLING OF THE MACHINE
To handle the power unit always use the front and rear handles. If you have the UTS 200 transport unit, check that all
couplings are properly fixed. To handle the machine once it is located in the transport unit, DO NOT use the upper
handles of the power unit. Handle the whole machine using eye bolts screwed to the base of the transport unit.
DESCRIPTION OF THE ITEMS OF EQUIPMENT
1 - Control panel 7 - Main switch
2 - Positive pole connector 8 - Connection to three-phase power network
3 - Gas connector 9 - 2A fuse (control)
4 - Aerofeed input connector 10 - 2A fuse (motor)
5 - TIG torch conector or remot control in MMA mode. 11 - USB connector
6 - Negative pole connector 12 - Gas input
ATTENTION
I
f the nominal operating cycle of the machine is exceeded and the equipment is forced to work for too
l
ong without being allowed to cool properly, this could cause significant damage not covered by the
guarantee.
SOLTER SOLDADURA S.L.
AEROPROCESS
5

COMMISSIONING
1- Make all connections between the machine and the winder. You have to select the polarity according to the type of
w
ire that is going to be used. However, the gas tube and the control cable are always connected to the same spot (1-
2
). Ensure that all power, control and gas connections are firmly attached between the winder and the power unit.
T
he connector of the power unit, marked as No. 4 in the following figure, is not used for MIG-MAG welding. This con-
nector is used only for connecting TIG torches and remote controls in MMA mode.
The Aeroprocess 4200DV machine comes standard with 1.7m (73362) wiring. If desired, the same wiring is available
with 5 and 10m. The same sizes of cables, prepared for the AEROCOOL cooling unit, are also available.
P
ositive connection
This type of connection is the most common for
different types of wire. The power cable is connected to the positive pole and the earth clamp
to the negative pole.
Negative connection
This type of connection is rare. It is used for tubular steel wires without gas or with base type
gas. The power cable is connected to the negative pole and the earth clamp to the positive pole.
You are recommended to see the polarity specifications given by the wire manufacturer, as these
may vary.
The standard AEROFEED winder, comes with a
1.7m cable (73362). If desired, the same cable is
available with lengths of 5 and 10m.
The various connections available are shown below:
Normal connections
Refrigeration connections
1,7m AEROFEED CONNECTION 73362
5m AEROFEED CONNECTION 73363
10m AEROFEED CONNECTION 73364
1,7m DW AEROFEED CONNECTION 73365
5m DW AEROFEED CONNECTION 73366
10m DW AEROFEED CONNECTION 73367
SOLTER SOLDADURA S.L.
AEROPROCESS
6

2
- Connect the earth clamp as close as possible to the work piece and connect the other side of the cable to the machine (in the desired position depending on the polarity). The contact surface with the work piece should be as large
as possible. Make sure that the surface is completely clean and free of paint and rust.
The following table shows the cable section, recommended by Solter Soldadura, according to amperage and operating cycle for lengths of less than 25m. These data are for reference and may NOT suit all applications. If the cable
overheats, use a larger cable section.
3 - Connect the MIG torch in its position taking special care to ensure it is tightly screwed to the SCART. Make sure
that the torch to be used is suitable for the current levels and operating cycle the application requires. You can use an
air-cooled or water-cooled torch. If you have the Aerocool cooling unit, make sure the operating mode is disabled for
air-cooled torches or activated in normal mode for water-cooled torches. See P.36 programme function in this manual.
4 - Connect the gas tube to the rear nozzle of the power unit and the other end of the tube to the gas cylinder flow regulator. Be sure to use the proper gas mixture for the material to be welded. Set the gas flow rate to a typical value of
8 - 10 l/min. A wrong flow setting can cause defects in the weld bead. Remember to close the gas bottle valve when
you finish welding.
5 - Connect the welding machine to a socket with earth wire (the plug must have an earth connection). Make sure
that the voltage is within the range of 400Vac +/- 15% 3ph. Outside this voltage range, the machine may malfunction.
Aeroprocess 4200 DV machines are supplied with a 4 meters 4x4mm
2
power cord without plug. If a longer power
cord is required, it can be replaced.
For lengths of over 25 metres a cable section of 6mm2 is recommended. The machine does not need neutral con-
nection. The yellow - green cable must always be connected to the machine casing.
Welding current (A)
100 150 200 250 300 350 400
Section (mm2) for X<60 % 16 25 25 35 50 50 70
S
ection (mm
2
)
for X>60 %
1
6
2
5
3
5
5
0
7
0
7
0
9
0
ATTENTION
Do not connect the gas cylinder directly to the wire feeder, as it has no solenoid. The solenoid and the
shielding gas pressure sensor are located in the power unit in order to save gas consumption.
ATTENTION
The installation or replacement of the power cord and plug should be carried out only by qualified per-
sonnel.
SOLTER SOLDADURA S.L.
AEROPROCESS
7

T
he equipments are prepared to work with an electric generator. However, these generators must meet certain requirements. It is recommended to use three-phase generators with a constant power of at least 25KVA. If the generator
does not have enough power or the output voltage is outside the machine’s operating limits, this could affect the stab
ility of the welding arc and, therefore, the quality of the weld joint. In the worst case, it may even cause damage to
t
he machine.
Do not use more than one welding machine with the same generator. Sudden changes in charge level may affect the
stability of the welding arc.
6
- Start the machine by turning the switch on the back of the power unit. During the start up sequence, the equip-
ment performs an internal test. If a fault is detected, the associated code will appear on the front panel display.
Always start or stop the machine using the rear switch, NOT by plugging or unplugging it from the mains
FRONT PANEL LAYOUT
ATTENTION
Do not stop the machine while welding.
1- Selector of welding type
2- MMA welding mode
3- TIG welding mode
4- MIG - MAG welding mode
5- 2T mode
6- 4T mode
7- Amps visualization
8- Speed in m/min.
9- Welding thickness
10- Arc height
11-Time (0,1s)
12- Volts visualization
13- Percentage (%)
14- Arc dynamics (inductance)
15- Values display
16- Parameters display
17- Menu selector
18- Remote control
19- Main selector
20- Synergic or manual selector
21- Manual mode
22- Synergic mode
23- Power output activated
24- Cooler activated
25- Remote control activated
26- Common problems
27- Wire diameter selector
28- Standard material selector
29- OP: Other materials
SOLTER SOLDADURA S.L.
AEROPROCESS
8

OPERATING THE FRONT PANEL
A - Welding type selector. This button lets you choose between the different types of welding offered by the machine.
The selector is sequential, so each time the button is pressed, a new type of welding is selected.
Possible options:
B - Material and wire diameter selectors. Only available in MIG mode. This buttons let you select between different
material options. See the sticker on the inside of the winder for details. When you change material or diameter, the
SYN mode is always activated by default.
C - Synergic(automatic) mode or manual mode selector. For optimum welding quality you are recommended to select
the synergic mode. In this mode, the welding voltage is always right for the speed you select, allowing a minor adjustment to the arc height parameter. In MANUAL mode, you can adjust the welding voltage and speed independently.
D - Main panel displays. These displays show all the values selected: welding variables, menu options, and the current and voltage values of the welding process.
E - Main selector. With this selector you can select menu options and set the values of the different parameters. The
value that can be modified always appears in flashing mode.
F - Menu button. With this button you can enter and exit the advanced parameter setting menu.To move or change a
menu option, use the selector E.
G - Button to activate the remote control from the winder or other accessory.
H - Machine status indicator. This part displays several indications: machine operating, cooler unit running, remote
control and anomalies.
ATTENTION
In MANUAL mode, the machine could be set in a non proper way.
SOLTER SOLDADURA S.L.
AEROPROCESS
9

SYMBOLS USED
Amps Amps I1in TIG Amps I2in TIG Time I1 in TIG Time I2 in TIG
Welding
voltage
Hot-start
current in MMA
Hot-start time
in MMA
Force-arc current
in MMA
TIG slope down
time
Wire feed speed
in MIG
Pre-gas time
in TIG / MIG
Post-gas time
in TIG / MIG
Burn-back
in MIG
Hot-start current
in MIG
Finally cord
welding data
Welding time
in MIG
Repetition time
in MIG
Penetration control
in MIG
Arc dynamics
in MIG
Data menu Worked time Program access
Save program
in memory
Load program
from memory
Menu for welding
parameters
Number of selected
program
Factory
settings
Program
Functions
Consumed
wire
Enabled
function
Disabled
function
Confirm Cancel
Reset of the consumed
wire counter
Software version
Firmware release
of the user interface
Power unit
firmware release
MIG-MAG SYN
database version
Ending power
in 4T MIG
Initial 4T MIG
welding power
Starting Power
slope down
Ending power
slope down
Pulsed current
adjustment
Peak pulsed
current adjustment
Peak pulsed
time adjustment
Double pulsed current ad-
justment in MIG
Peak double pulsed
current adjustment
Peak double pulsed
time adjustment
MIG power
adjustment units
Pulsed MIG
Program Nº
Double pulsed MIG
program Nº
Double pulsed
frequency
Double pulsed
difference
TIG pulse Menu TIG pulse enabled TIG pulse disabled
SOLTER SOLDADURA S.L.
AEROPROCESS
10

MENU OPERATIONS
T
o access the machine menu press key 17 , and select the
d
esired menu with the main control. Press the same selector
lightly to access the different parameters of the submenu and view
or change the value. To exit from this menu press same key
again.
The SET submenu has different parameters depending on the
type of welding chosen.
S
ee "SETTINGS" submenu in welding operation section for each
type of proces.
PROGRAM MEMORY MANAGEMENT
The machine can store any program in memory
with all data, both primary and secondary.
To manage the reading or writing of these programs, select the program menu (enter menu mode
and select "Pro"). After that, you can choose between the options “read a program (L-P)” or “save a
program (S-P)”. Having selected the option, select
the program number with the main control and confirm the action by pressing the same selector.
The recovered data can be edited and will be saved as the current program, but the original program in the memory
will not be changed, being safeguarded from accidental changes.
DATA MENU
Enter menu mode and select:
: Con: Wire consumption in meters and centimeters.
rSt: Reset wire consumption.
LAb: Welding work hours. It is displayed in hours and minutes
(hhhh.mm).
SoL: Last welding average values in amps and volts.
Lut: Version of MIG / MAG synergic data base.
Pur: Firmware version of power unit.
uir: Firmware version of control panel.
SOLTER SOLDADURA S.L.
AEROPROCESS
11

R
ESETTING PARAMETERS TO DEFAULT VALUES
All operating program data can be reset to the default value, which is useful for correcting problems caused by unint
entionally altered parameters.
T
o reset, enter the menu and select "ini". When you press the master control, you will be asked to confirm this action.
With the main control, select "YES" and all data of the current operating program will be reset.
MIG-MAG WELDING OPERATIONS
Wire feeding system
The wire feeding system must be prepared with the suitable options for the material used. You must install the appropriate rollers for the material in use and set the roller pressure to minimum, so that the wire is pulled tightly, but can
slip if there is a blockage in the wire feed guide.
Follow the procedure below for set the roller pressure correctly:
1- Press the threading button until the welding wire emerges through the torch.
2- Lower the roller pressure to the minimum (position 1 of the tensor).
3- Place the torch at an angle of 45º with the nozzle about 5 cm from a wooden surface.
4- Press the threading button so that the wire emerges onto the wooden surface.
5- Increase the roller pressure until the wire stops skidding and can move forward. At that point, give one more half
turn to the slack adjuster.
6- If the wire always skids, even with the maximum pressure, this indicates that there is a problem in the wire feeding
system. You should check the wire guide (towline), brake setting, state of the contact tip and roller wear.
The torch should also be prepared with the right consumables for the material used. This includes using a specific tip
and guide for the section of the wire in use. For aluminium, Teflon or graphite guide is required. Torches of more than
three metres length are not recommended. If you want to use a longer torch, you should use a “PUSH-PULL” torch.
It’s important to connect the torch firmly to the winder to avoid overheatings or brownouts.
For welding aluminium, the output guide should be removed from the SCART and torch’s internal guide (teflon or graphite guide), should reach the drive rollers.
Place the coil of wire in the support provided for this purpose, so that the coil rotates in a clockwise direction when in
operation. Make sure that no part protrudes from the coil of wire. Use the SOLTER 56125 adapter for 150mm diameter coils. The end of the wire must be filed so that it slides correctly and does not get stuck or damage the guide. Adjust the brake so that the coil does not continue rotating when the motor stops. Excessive pressure from the brake
can make the drive engine skid, causing defects in the weld. This brake is located inside the wire coil holder. Finally,
screw in the bolt firmly to secure the coil to the coil holder. Pass the wire through the motor rollers so that it penetrates 10cm into the torch towline and then close the roller clamps. During the welding process, the drive motor access
door and coil holder lid must remain closed.
Shielding gas
The appropriate shielding gas must be connected for each type of material. The wrong gas can cause incorrect wel-
ding or machine malfunction. It is important for the torch diffuser to be clean for optimal distribution of the shielding
gas. The equipment automatically detect if there is shelding gas, if the shelding gas in not connected, the welding
process will not start. Alarm number 11 will be displayed temporarily on the control panel.
Wire threading
Remove the contact tip of the torch to ensure smooth threading. Use the threading button on the Aerofeed control
panel to complete the process. Threading speed can be adjusted using the speed potentiometer on the Aerofeed
panel (if the remote control is activated), or with the main selector of the power unit panel (under local control).
ATTENTION
P
rograms stored in memory by the user will not be reset.
ATTENTION
The wire feeding system components are subject to wear. For optimum welding quality, maintenance of the
wire feeding system is essential. See maintenance instructions in the Aerofeed manual.
SOLTER SOLDADURA S.L.
AEROPROCESS
12
M
IG welding mode selection
The machine can work in different MIG modes.
2T: Welding while holding the button down. Possible spot welding with or without repetition. See additional pa-
rameters section for more information.
4T: In this mode you can adjust 3 power levels. During the first press, the ignition sequence will start at
t
he initial power level.
T
he initial power level is adjusted by the additional parameter "SPi", available in the Settings
sub-menu. This power level is maintained while the button is held down.
When you release the button of the torch, the welding power will change to the nominal value. You can set the transit
ion time from initial power level to nominal level using the "tri" parameter.
W
hen you press the button again, there will be a transition between the nominal value and the final level. The duration of this transaction can be adjusted by the "tre" parameter.
While the button is held down, the final power level is performed. The purpose of this final power level is to perform
the function of filling the crater (crater filling). The power level can be adjusted by the parameter "SPE" setting.
When you release the button for the second time, the welding process stops.
Manual Mode
This work mode is not supported for transfer pulsed or double pulsed. You can change the relationship between
speed and voltage by the synergistic arc height adjustment.
Synergic Mode
After setting up the equipment, it will automatically be adjusted according to the wire speed you specify, providing at
each position appropriate to the process characteristics.
For the selection of the material we have two options. The first would be all the usual materials with standard gases,
this selection is done with the keys 27 and 28; however, for materials or gases not so common, we must select the
OP program and choose the appropriate program from the program table.
Settings in synergic mode
In synergic mode will adjust the wire speed as the main parameter. This parameter determines the nominal welding
power and must be suitable for the thickness of material to be joined. The adjustable speed limit, minimum and maximum,depen on the material and the shelding gas selected.
You can adjust the height of the arch. The possible values are from +10 to -10, as a recommended value 0. Positive
values increase the height of the arc, reduce the length of the wire between arc and torch, and the weld will be wider
but with less penetration. Negative values reduce the height of the arc, increase the length of the wire between arc
and torch, the weld will be thinner and the arc more concentrated, it’s possible to get a better penetration.
Arc dynamics can be adjusted and affects the finish of the weld and the projections that can be produced. The possible setting is from +10 to -10 being the optimum value 0. A positive adjustment of the arc dynamics will concentrate
the welding arc,improve the guiding and allow a thinner weld, however, the number of projections can be increased.
A negative adjustment of arc dynamics allows a wider arc cone which helps to create concave cords for fillet welds.
You can reduce the number of projections transfer in short circuit.
Welding programs
You need to select the right program for the type of material, wire section and shield gas in use, before starting the
welding.
The usual MIG welding programs, Steel with Ar CO2(15-25%), Stainless 316/308/304 with Ar CO2(2%) and aluminum-magnesium 5356 with Ar (100%) can be selected directly with indicators control Panel. Repeatedly press the
buttons 27 and / or 28 to obtain the desired configuration.
For pulsed welding programs transfer, double pulsed, or combinations of gases or not so common materials, you
must select the option OP. Select the desired program code according to the following reference table available inside Aerofeed door.
SOLTER SOLDADURA S.L.
AEROPROCESS
13

Selection of synergic MIG program for non-standard materials
For non-standard materials, select the OP option with the materials selector and enter the program number for the
desired material, wire diameter and gas.
PS MAT WIRE GAS
PS 502 Fe Ar+15-25%CO2
0.8 / 0.030"
503 Fe Ar+15-25%CO2
PS
1.0 / 0.039"
PS 504 Fe Ar+15-25%CO2
1.2 / 0.047"
MILD STEEL
PS MAT WIRE GAS
PS
602
SS-316/308/304 0.8 / 0.030" Ar+2%CO2
PS 603 SS-316/308/304 Ar+2%CO2
1
.0 / 0.039"
PS
6
04
SS-316/308/304 Ar+2%CO2
1
.2 / 0.047"
PS 622 SS-309 Ar+2%CO2
0
.8 / 0.030"
PS 623 SS-309 Ar+2%CO2
1.0 / 0.039"
P
S 624 SS-309
1
.2 / 0.047"
Ar+2%CO2
STAINLESS STEEL
PULSE WELDING PROGRAMS
PS MAT WIRE GAS
PS
703
Al-5356 Ar
1.0 / 0.039"
P
S 704 Al-5356 Ar
1.2 / 0.047"
PS
714
Al-4043 Ar
1
.2 / 0.047"
dPS 803 Al-5356 Ar
1.0 / 0.039"
d
PS 804 Al-5356 Ar
1.2 / 0.047"
dPS 814 Al-4043
1.2 / 0.047"
A
r
ALUMINIUM
SOLTER SOLDADURA S.L.
AEROPROCESS
14

A
dditional general parameters
To adjust the performance of the machine there are several additional adjustable parameters from the SET menú.
P
rG (Pre-gas time): Time during which gas is supplied before welding.
Hot-Start MIG: Additional power at the start of the weld to help create a weld
puddle, allowing a weld free of fusion defects at the start.
P
tG (Post-gas time): Determines the time that gas will be supplied after the end
o
f welding. The possible values are from 0.1 to 5.0 seconds.
PtG (Post-gas time): Determines the time that gas will be supplied after the end
of welding. The possible values are from 0.1 to 5.0 seconds.
Burn-back: Determines recoil of the wire when welding finishes
PrG (Pre-gas time): Time during which gas is supplied before welding.
SPOT time: Determines the time welding of a spot and will only be enabled if you
have selected a time value. In the OFF position it is disabled. The spot welding
function is supported only in 2T mode.
SPOT repetition time: Pause time before starting a new SPOT weld. With the
selector in OFF position, there is no repetition. Repetition of the welding time will
take place while you are pressing the button on the torch. If the SPOT time is not
enabled, this setting has no effect.
PnT: Activation of penetration control.
Additional parameters in 4T mode:
Spi: Power level to be executed while torch trigger is pressed for the first
time in 4T mode. Values above 100% helps to prevent lack of fusion at
the beginning of welding bead. This initial power level is especially useful
for aluminum welding, specially when arc welding is started with a cold
working piece.
tri: Transition time between the initial power level and the nominal. The
time is expressed in fractions of 0.1 seconds.
SPE: Power level to perform while pressing the button for the second time
in 4T torch mode. It’s recommended values below 50%, in order to reduce
power and the final crater filling cord.
tre: Transition time between the nominal power level and the end. The
time is expressed in fractions of 0.1 seconds.
SOLTER SOLDADURA S.L.
AEROPROCESS
15

A
dditional parameters in double pulsed arc:
O
bn: Fine adjustment in % of the base current for pulsed transfer. For nominal power
o
r double pulsed, high level. Default 100%.
Opn: Fine adjustment in % peak amperage for pulsed transfer. For nominal power or
double pulsed, high level. Default 100%.
Otn: Fine adjustment in % of peak time for pulsed transfer. For nominal power or double pulsed, high level. Default 100%.
Additional parameters in double pulsed arc:
Frd: Double pulsed frequency. A high value allows closer marks in the weld. You can
adjust the frequency between 0.5Hz and 25.0Hz.
Pod: Default 0. Possible values from +10 to -10. Positive values cause greater difference between high and low level of double pulsed. In contrast, negative values reduce
the power difference between the two levels.
Obl: Fine adjustment in % of base current for pulsed transfer corresponding to low
level of double pulsed. Default 100%.
Opl: Fine adjustment in % of peak current for pulsed transfer corresponding to low
level of double pulsed. Default 100%.
Otl: Fine adjustment in % of peak time for pulsed transfer corresponding to low level of
double pulsed. Default 100%.
MMA WELDING OPERATIONS
For coated electrode welding, the machine support functions of priming (Hot-Start), material transfer assistance (ArcForce) and prolonged short-circuit power reduction (Anti-Stick).
Connect the electrode clamp and earth clamp according to
the instructions of the electrode used. Use the terminals on
the front of the power unit.
Select the MMA mode. Having selected the MMA mode,
you can set the desired welding amperage.
For the MMA mode there are three additional parameters that can be set by
accessing the SET menu.
MMA Hot Start: Start current level for coated electrode arc. The value is referred to as a percentage of the rated current. A value of 100 to 150% helps
better penetration of the material when starting the bead.
MMA hot-start time: Time during which the hot-start is applied. Can be set
from 0 to 2.5 seconds.
MMA Force-arc: A high value helps prevent the electrode sticking to the
work piece. A high value improves the welding quality of cellulosic type electrodes or aluminium alloys.
SOLTER SOLDADURA S.L.
AEROPROCESS
16
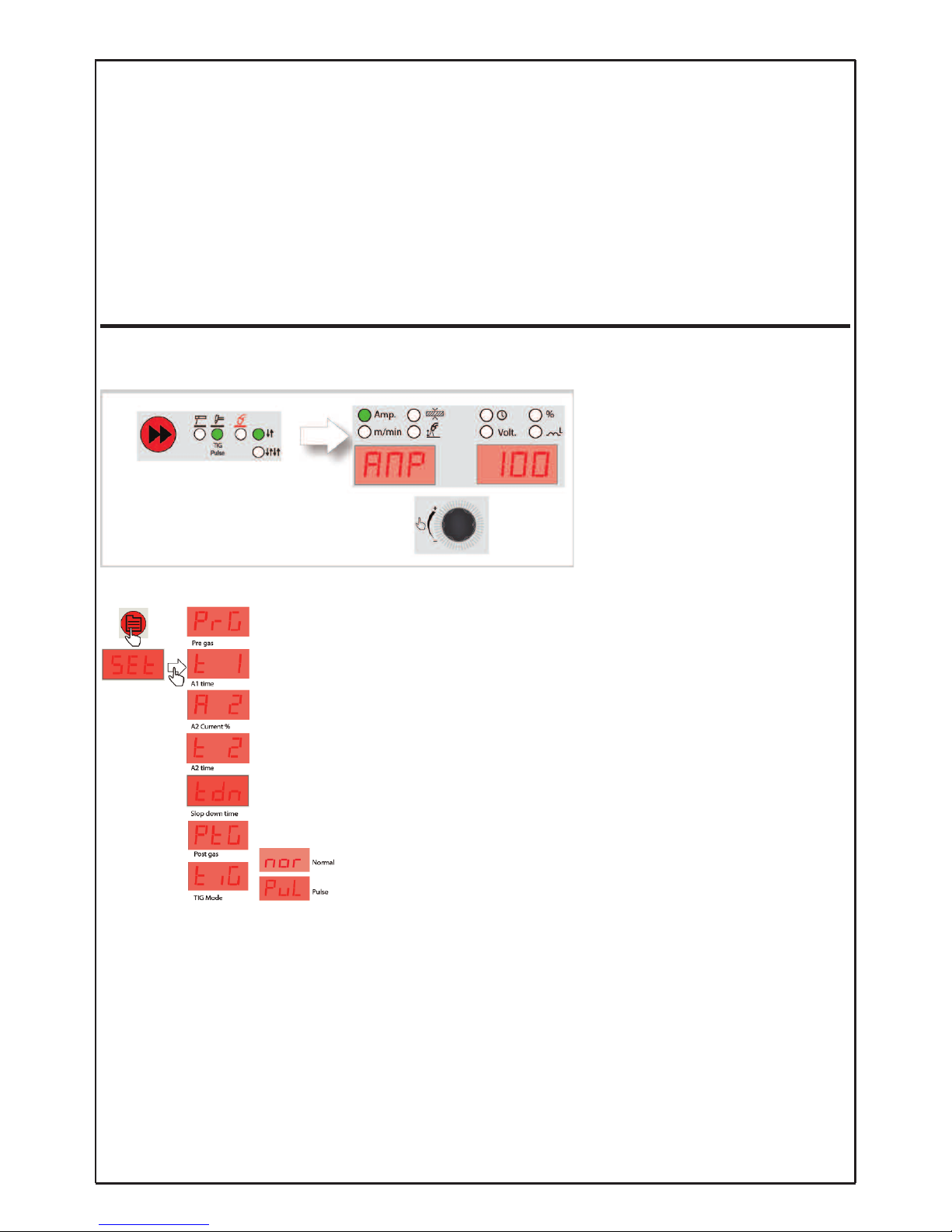
T
he hot-start feature allows a slightly higher initial power to be supplied to improve striking and facilitate the creation
of the weld. This feature reduces the risk of fusion defects that may appear at the beginning of the weld.
4200 DV Aeroprocess machines have the arc-force feature. This feature assists the transfer of coated electrode mat
erial by adjusting the short-circuit current. If a prolonged short circuit of more than a second occurs, the anti-stick
f
unction is activated, so that the machine stops supplying power to allow to pull off the electrode.
If you use cutting or arc gouging electrodes, set an Arc Force value of more than 150%.
Y
ou can increase the sensitivity of the arc-force feature using the P.28 program function. A high value softens the arc
a
nd reduces the number of projections, whereas a low value increases sensitivity assisting with the transfer of material.
For cutting electrodes, a sensitivity of 1 to 3 is recommended. For rutile or basic electrodes, the ideal sensitivity is
between 5 and 7.
TIG WELDING OPERATIONS
For TIG welding, you must disconnect the winder from the power unit. The torch is connected to the negative terminal
and the earth lead to the positive. Remember to connect the gas and cooling intakes if you have them.
Select TIG mode.
The only adjustable parameter is the
welding current. The other parameters
must be set in the SET menu.
Additional parameters in TIG mode:
PrG: Pre-gas time. Time during which gas is supplied before welding
t1: Primary time amperage (only for TIG pulse).
A2: Secondary level amperage (only for TIG pulse).
t2: Secondary time amperage (only for TIG pulse).
tdn: Down ramp time of the welding current at the end of the bead in tenths
of seconds
PtG: Post-gas time. Determines the time that gas will be supplied after the
end of welding. The possible values are from 0.1 to 5.0 seconds
tiG: Slope down time for welding current at the end of the welding process
in tenths of seconds.
nor: Normal mode without pulsation.
Pul: Pulse mode.
For the Aeroprocess 4200 DV model, arc ignition for TIG processes is done by contact. Press the electrode lightly
against the work piece (1), press the torch button and wait for 1 to 2 seconds. The shielding gas will start flowing and
the tungsten electrode will heat up slightly to allow ignition of the arc (2). Slowly raise the electrode from work piece
while rotating the torch, so that the nozzle remains in contact with the work piece (3). The arc will start and the amperage will increase to the pre-set level (4).
SOLTER SOLDADURA S.L.
AEROPROCESS
17

TIG welding mode selection
The machine can work in different TIG modes.
2T: Welding while holding the button down.
4T: During the first press, the arc ignition sequence takes place and an initial current pre-established as
half of the set current is supplied. When you release the button, the welding arc remains at the set level. When you
press the button again, the down ramp begins until a value of half the set value is reached and this current level will
continue until you release the button.
We recommend using tungsten electrodes with thorium (red), cerium (grey) or lanthanum (gold).
The electrode tip must be sharpened into a cone shape. In this way, the arc is more stable and more energy can be con-
centrated at the weld root. Depending on the amperage used, it is recommended to sharpen the electrode to a greater
or lesser extent.
Depending on the amperage used to weld, a specific electrode diameter, nozzle and gas flow rate is recommended. Follow the reference chart below as a guide.
If you use a torch with potentiometer control, you can vary the welding amperage setting (from the rated value set on
the front panel to the minimum machine operating value). This allows you to reduce or increase the welding current
setting of all parameters associated with the rated current with a single control.
Amps Range (A) Electrode (mm) Nozzle (mm) Gas flow rate (l/min)
10 - 60 1,0 6,5 / 8,0 5 - 6
60 - 120 1,6 6,5 / 8,0 / 9,5 6 - 7
120 - 170 2,0 8,0 / 9,5 7 - 8
170 - 220 2,4 9,5 / 11,0 8 - 9
220 - 350 3,2 11,0 / 12,5 9 - 10
300 - 420 4 16 10 - 12
ATTENTION
Do NOT strike like a match!
SOLTER SOLDADURA S.L.
AEROPROCESS
18

SPECIAL FEATURES
Special features can be accessed through the FnP menu option.
ATTENTION
Changing advanced parameters can significantly alter the correct operation of the machine. Change
t
hese settings at your own risk. If you notice the machine is operating irregularly, reset the parameters
to their default values, or select the "ini" menu option to reset all operating parameters and settings to
t
he factory settings.
Function Default value Description
P.01 - Not available in this model.
P.02 - Not available in this model.
P.03 OFF
ON - Enables remote MMA setting mode. See P.23 and P.24.
OFF - Local control.
P.04 OFF
ON - Enables amperage reduction system by increasing the arc height for MMA welding processes.
OFF - Disabled.
P.05 - Not available in this model.
P.06 OFF
ON - Enables remote control for Aerofeed unit.
OFF - Local control in power unit.
P.07 OFF
ON - Enables pilot arc ignition in TIG mode.
OFF- Normal ignition.
P.08 ON
ON - Enables display of average welding voltage at the end of the bead.
OFF -Disabled.
P.09 - Not available in this model.
P.10 Normal
Allows you to select the type of main button in TIG mode; normal for open or inverted
for closed.
P.11 - Not available in this model.
P.12 - Not available in this model.
P.13 Normal
Allows you to select the type of main button in MIG mode; normal for open or inver-
ted for closed.
P.14 Normal
Allows you to invert the minimum and maximum position of the remote potentiometer
of the TIG torch or of the remote control for MMA mode.
P.15 - Not available in this model.
P.16 - Not available in this model.
P.17 4 Torch length in meters. Allows the compensation of voltage reading.
P.18 50 Cable section in torch, in mm2. Allows the compensation of the voltage reading.
P.19 2 Length of connection between power unit and winder, in meters.
P.20 70 Cable section of connection between power unit and winder, in mm2.
P.21 3 Length of earth lead in meters. Allows the compensation of the voltage reading.
P.22 50 Section of earth lead in mm2. Allows the compensation of the voltage reading.
P.23 10 Minimum amperage setting in remote MMA mode. See P.03
P.24 420 Maximum amperage setting in remote MMA mode. See P.03
P.25 - Not available in this model.
P.26 - Not available in this model.
SOLTER SOLDADURA S.L.
AEROPROCESS
19

P.27 - Not available in this model.
P
.28
7
A
rc-force sensitivity for coated electrodes.
It allows adjustment of sensitivity to activate the arc-force mode. A high value delays
the activation of this feature. Lower values improve the transfer of material for alumi-
nium or stainless steel-coated electrodes.
P
.29
6
5
A
mperage preheating during TIG contact ignition.
P.30 - Not available in this model.
P.31 - Not available in this model.
P.32 - Not available in this model.
P.33 - Not available in this model.
P.34 - Not available in this model.
P.35 3 Coolant circulation time at the end of a weld, in 10-second intervals.
P.36 Nor
Mode of operation of the cooling unit.
It is recommended to have the automatic mode selected at all times.
Nor - Automatic mode (recommended).
For - Forced mode. This can be used for a short period of less than 2 minutes to faci-
litate the task of priming the coolant circuit.
dis–Disabled mode. Select this mode if an uncooled torch is going to be used. Re-
member to enable the automatic mode again when finish. DO NOT disable the cooler
if you are using a cooled torch as this could damage the torch.
P.37 - Not available in this model.
P.38 - Not available in this model.
P.39 - Not available in this model.
P.40 - Not available in this model.
P.41 - Not available in this model.
P.42 - Not available in this model.
P.43
-
Not available in this model.
P.44
-
Not available in this model.
P.45
-
Not available in this model.
P.46 1
1 is recommended to manage bead penetration depending on the energy of the arc,
or 0 to manage penetration depending on the amperage.
P.47 0
If enabled, it allows the penetration control a greater arc height variation. It is recom-
mended to keep it disabled to minimize welding defects.
P.48 - Not available in this model.
P.49 - Not available in this model.
P.50 - Not available in this model.
P.51 - Not available in this model.
P.52 - Not available in this model.
P.53 - Not available in this model.
P.54 - Not available in this model.
P.55 - Not available in this model.
P.56 - Not available in this model.
P.57 50 Speed of wire threading under local control in 0.1m/min.
P.58 125% Speed ratio between the winder motor and the torch motor.
P.59 5 Assistance supervision setting for MIG Arc-force in the event of disturbances.
P.60 12 Wire feed speed before starting the arc at 0.1m / min.
SOLTER SOLDADURA S.L.
AEROPROCESS
20
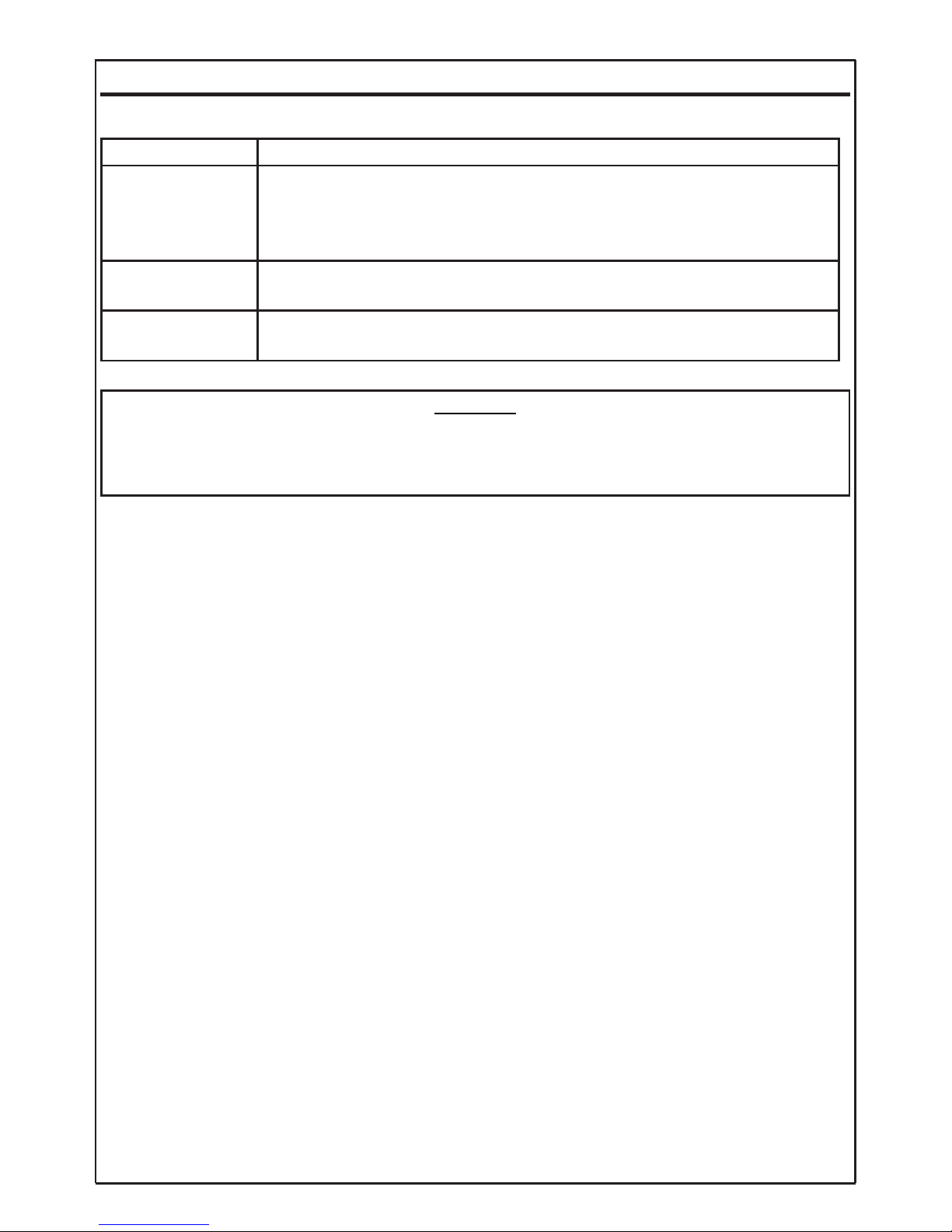
MAINTENANCE INSTRUCTIONS
Regular monitoring of the machine is recommended. Before performing any maintenance, disconnect the machine
from the mains. Reduce the recommended maintenance intervals in situations of intensive use.
I
nterval
A
ction
Weekly
Check the condition of wiring and external accessories.
Blow out the feed guide of the torch with compressed air and replace worn components.
C
lean and tighten the electrical connections of the welding circuit
C
lean the drive unit with compressed air.
Quarterly Remove all rollers from the drive unit, clean to remove dust and dirt, and lubricate slightly.
Annual
Carry out a comprehensive inspection as specified by welding machine standard EN-
60974. See your dealer.
ATTENTION
The handling of internal parts of the machine should be performed only by qualified personnel.
There is a risk of electric shock on contact with live parts. You should NOT operate without the covers pro-
perly placed. Before accessing the interior of the machine unplug it from the mains and wait at least 5 minu-
tes before carrying out any maintenance.
SOLTER SOLDADURA S.L.
AEROPROCESS
21

CONNECTION WITH AEROCOOL COOLING UNIT
The planned operation of the cooling unit is fully automatic. Check cooling unit operation mode. The advanced setting parameter P.36 must be normal / automatic mode (nor).
Connect the cooling unit to the remote connector at the base of the power unit. It may be necessary to remove the
p
rotective cover.
Please, make sure that once the cooling unit and power unit are interconnected, the connection is well secured to
avoid false contacts of the interconnecting cable.
During the first use you may need to check the priming of the coolant in the circuit. The machine will try to do it automatically. Alarm message 10 may appear during the process.
For more information on the operating modes of the cooling unit, please, see the description of advanced setting parameter P.36 in this manual and/or the Aerocool cooling unit manual.
REMOTE CONTROL CONNECTION
We recommend using original accessories. If you need to connect other accessories or remote control units, ensure
that the connection is compatible. Erroneous or faulty connections may cause machine malfunctions or even a breakdown.
The remote control potentiometer can be from 4K7 ohms to 20K ohms. A value of 10K ohms is recommended.
See figure below for reference in the connection of remote control systems compatible with the Aeroprocess 4200 DV
machine.
A
TTENTION
I
f your equipment configuration DOES NOT have a cooling unit, You must select disabled, "dis", in P.36 ad-
vanced setting parameter. Otherwise, Alarm 22 will be displayed.
SOLTER SOLDADURA S.L.
AEROPROCESS
22
ANOMALIES AND DEFECTS
The welding machine is equipped with protection measures that let you check the overall condition of the unit. In the
event of any anomaly the machine will act immediately. The warning light will light up and the main screen will display
the relevant error code or alarm for the anomaly detected.
ERROR code Description
ER1
Anomaly in the supply voltage. The machine monitors the voltage of the network to which
i
t is connected and if it is not within the correct operating range.
If this type of error occurs, you should check the mains voltage.
This error could also be caused by the use of excessively long extension cords or insufficient cable section.
I
f the machine is connected to a generator, you must ensure that it meets the recommended specifications and that the voltage is properly set.
ER2
Check that the 3 supply phases are properly connected. If this error persists, it could be
caused due to a fault in the main inverter stage.
ER3
Calibration error in the welding current transducer.
The machine contains an advanced welding current reading system, this reading is essential for accurate operation. If at startup the machine detects an abnormal reading, it
will stop operating and display this error code.
It is advisable to disconnect all accessories connected to the welding power terminals
and turn off the machine for a few minutes.
ER4
Calibration error in welding voltage transducer.
The machine contains a testing system to ensure correct operation.
If at startup any abnormality is detected in the inverter output module that prevents proper welding voltage adjustment, the machine will stop operating and display this error
code.
It is advisable to disconnect all accessories connected to the welding power terminals
and turn of the machine for a few minutes.
ER5
Communication failure between power unit and control panel.
It is advisable to turn off the machine for a few minutes and attempt starting up again.
ER6
Communication failure between power unit and remote computer.
It is advisable to turn off the machine for a few minutes and attempt starting up again.
ER7
Internal communication failure in the CAN bus.
It is advisable to turn off the machine for a few minutes and attempt starting up again.
ER8
Fault in program memory data integrity.
Restart the machine. During the startup process the machine will attempt to recover the
defective memory sectors.
ER9 Fault in user interface control system.
ER10 Calibration error in the temperature reading of the main inverter stage.
ER11 Calibration error in the temperature reading of the output power stage.
ER12 Calibration error in the temperature reading of the input stage.
ER13 Calibration error in the auxiliary temperature reading.
ER14 User interface version not supported.
ER15 Data program version not supported.
SOLTER SOLDADURA S.L.
AEROPROCESS
23

The following table shows the possible alarms that can appear during operation of the machine. These alarms DO
NOT imply a machine malfunction. They are displayed in the event that the operating cycle is exceeded or due to a
lack of proper maintenance. Alarms in the 10-15 range must be validated manually by pressing the main control button, once their causes have been checked. Do not validate the alarm without checking its cause and then carry out
the appropriate maintenance. If the machine is kept operating for too long with alarms displayed, this could cause a
failure. This failure will not be covered by the machine guarantee due to an inadequate maintenance.
E
R17
S
ynchronization between main control unit and user interface pending.
E
R18
D
etection of different user interface from the original.
ER19 User interface not supported.
E
R20
D
ata memory not initialised.
E
R21
C
ompatibility verification between user interface and main control is incorrect.
ER22 Error in factory calibration.
ER23 Wrong serial number.
ER24 Failure in the software updating process of the main control unit.
ALARM code Description
A.01
Excess temperature at the main inverter stage. Wait until the machine regains a safe
temperature at this stage. Ensure vents are not clogged.
A.02
Excess temperature at the output power stage. Wait until the machine regains a safe
temperature at this stage. Ensure vents are not clogged.
A.03
Excess temperature at the output power stage. Wait until the machine regains a safe
temperature at this stage. Ensure vents are not clogged.
A.04
Excess temperature at the auxiliary stage. Wait until the machine regains a safe temperature at this stage. Ensure vents are not clogged.
A.05
The machine has detected voltage peaks in the mains supply. If you continue working
with an unstable mains supply, it can cause internal damage. Please check that the
mains supply is correct.
A.06
The machine has detected a supply voltage too low to ensure optimum performance.
Please check that the mains supply is correct.
A.07
The machine has detected an unstable supply voltage. This situation can be caused by a
defect in the connections of the power supply terminals or by powering the machine with
an unsuitable autonomous generator.
A.08
Overconsumption alarm. This alarm automatically disappears after a few minutes. Wait
until the machine returns to its normal state.
A.09
Overtemperature alarm in remote liquid cooling unit. Wait until the machine regains a
safe temperature in this unit. Ensure vents are not clogged.
E
R16
C
orrupt operating parameters.
SOLTER SOLDADURA S.L.
AEROPROCESS
24

A
.10
No return flow is detected in the liquid cooling system. Check for proper connection of liq
uid inlets to the cooling unit and/or torch. Ensure that no pipe is affected by pinching or
c
rushing. Check the coolant level.
If the alarm persists and the above points have been checked properly, it may indicate
that the internal coolant filter is clogged
A.11 (GAS)
The machine has detected lack of connection of shielding gas for the welding process to
be performed. Check that the shielding gas is connected to the input at the back of the
m
achine. Check that there is gas in the bottle and its flow control is properly set.
A.12
T
he cooling unit flow transducer reading is incorrect. This error can be caused by inco-
rrect priming of the cooling system or clogging of the internal filter.
A.13
Error in speed transducer calibration. Ensure correct connection between the power
stage and winder. Check the connection located on the top of the motor.
A.14 Main winder motor blocked.
A.15 Secondary torch motor blocked.
A.16
The machine has detected that one of the 3 phases has not been connected.
Check the connection to the mains supply.
A.17
The motor cannot reach the set speed. Check the roller pressure or brake setting. The
torch may need maintenance in the guide and/or tip.
A.18 Incorrect selection of materials: restart the machine.
A.19
During startup, or after recovering from an error or alarm, the machine has detected a remote start button, in torch or pedal, in the ON position. For safety, the machine will not
operate until the button returns to the OFF position.
A.22
Cooler unit not found. Check connection between power and remote cooling unit. Check
remote cooling unit fuse on its back.
SOLTER SOLDADURA S.L.
AEROPROCESS
25

FAULTS
In the event of any fault that may be hazardous to people, the machine and/or the environment, you must disconnect
the machine immediately and make sure it cannot be reconnected until the problem that caused it has been solved.
Faults should only be eliminated by qualified personnel, taking into account the safety instructions of the machine.
LIST OF POSSIBLE FAULTS
The front panel does not work, no indicator is comes on and no indication appears on the screen.
CAUSE SOLUTION
No power supply.
Check fuses or protection of the installation.
Check the mains voltage.
M
ains cable or plug defective.
C
heck the supply connections.
Possible overvoltage in the network. Check the supply voltage of the machine.
One or more of the error indicators is lit up and/or the indication E.XX appears on the screen.
CAUSE SOLUTION
The supply voltage is not correct. Check that the supply voltage is correct.
External accessories are affecting the machine startup
calibration.
Disconnect accessories from the welding terminals of
the power unit.
For more information see the anomalies and defects section of this manual.
The welding current does match the set level.
CAUSE SOLUTION
It has a wrongly set remote analogue control. Check remote control activation and setting.
Remote controls are not working.
CAUSE SOLUTION
Incorrect connection of remote accessories.
Connection cable pinched and/or crushed.
Ensure correct connection between remote accessories and power unit and the good condition of the interconnection cables. The power unit has a resettable
fuse (internal) to protect from wrong connections. If
this protection is activated, it may be necessary to
wait five minutes to operate normally again with the
machine.
No shielding gas
CAUSE SOLUTION
Incorrect gas connections protection.
Pinching or crushing in the gas tubes.
Check gas connections between the bottle and the
power unit, between the power unit and the winder
and the gas connection of the torch.
There is no shielding gas supplied to the power unit.
The equipment will indicate this issue with the alarm
number 11. Check that the gas bottle and the gas regulator is opened and properly adjusted.
Defective gas valve Replace gas valve.
There is selected the program number
OP185 or OP 186
This type of flux cored wires not require shielding gas.
SOLTER SOLDADURA S.L.
AEROPROCESS
26

In MMA mode, the electrode does not start the arc.
CAUSE SOLUTION
T
he TIG mode is selected instead of the MMA mode.
M
ake sure the MMA mode is activated.
T
here is a defect in the welding circuit connection.
Check that electrode holder and earth clamps are prop
erly connected to the respective power outlets.
Check the state of cable connections.
I
n TIG mode, the arc does not start.
CAUSE SOLUTION
T
he MMA mode is selected instead of the TIG mode.
M
ake sure the TIG mode is activated.
T
he pedal and/or torch remote control is not properly con-
nected.
Check the connection of remote controls.
There is a defect in the welding circuit connection.
Check torch and earth clamp are properly connected
to the respective power outlets. Check the state of
cable connections.
No shielding gas.
Connect shielding gas. Make sure to use the proper
shielding gas.
The electrode is contaminated.
Clean the tungsten electrode. A contaminated electrode can affect the ignition sequence.
The earth connection and torch polarity are incorrect.
Check that the torch is connected to the right connector and earth clamp to the left.
The workpiece is dirty. Remove dirt or paint chips.
Excessive draught.
A draught can move the shielding gas and affect the
arc.
Excessive consumption of the tungsten electrode in TIG mode
CAUSE SOLUTION
Earth and torch connections interchanged. Interchange the connection.
Tungsten electrode contaminated. Clean the electrode.
Wrong shielding gas.
Ensure sufficient flow level. Ensure you use inert
shielding gases for TIG welding processes.
In MIG mode, supply wire speed is inadequate
CAUSE SOLUTION
The tip of the torch is defective or incorrect.
Check that the tip matches the diameter of the wire in
use and check that it is free of dirt and/or projections.
The towline material and/or diameter are not suitable for
the filler material in use, or it is in poor condition.
Check towline type you use. If it is in poor condition,
replace it.
Wrong rollers for the material in use.
Tensor pressure incorrect or rollers worn.
Check that the rollers are suitable for the filler material
in use and that they are in good condition. Follow the
instructions in this manual for adjusting the pressure
of the rollers.
Incorrect brake adjustment. Check the adjustment of the brake in the coil holder.
The automatic or synergistic adjustment speed is not suita-
ble for the needs of your application.
Select the manual mode to set the desired ratio between wire speed and welding voltage.
SOLTER SOLDADURA S.L.
AEROPROCESS
27

In MIG mode, the arc is unstable or has too many projections.
CAUSE SOLUTION
The selected material does not match the material in use.
C
heck that you have selected the correct welding program for the material to be welded. Check that the
w
ire used is correct.
The shielding gas is not the right one.
Check that you have selected the specific program for
the gas in use. Check that the gas connected to the
power unit is the right one for the material to be weld
ed.
The arc dynamics setting is incorrect.
Set the arc dynamics to your preference to control the
number of projections.
The arc height setting is incorrect.
Adjust the height of the arc to your preference, but
maintaining a constant transfer of material.
Earth clamp failure.
Check that the earth clamp is properly attached to the
work piece.
SOLTER SOLDADURA S.L.
AEROPROCESS
28

DECLARATION OF CONFORMITY
DECLARACION DE CONFORMIDAD
DECLARACIÓ DE CONFORMITAT
DECLARATION DE CONFORMITE
DECLARAÇÃO DE CONFORMIDADE
KONFORMITATSERKLARUNG
SOLTER SOLDADURA, S. L.
We hereby state that the machine type: / Se declara que el aparato tipo: / És declara que l’aparell
tipus: / On ne déclare que la machine type: / Se declara que el aparato tipo: / Die Maschine Typ:
AEROPROCESS 4200 DV
Serial Number: / Número de serie: / Nombre de sèrie: / Numéro de série : / Número de série: / Seriennummer:
ALL NUMBERS
Is in compliance with the directives: / Es conforme a las directivas: / Es conforme a les directives: / Il
est conforme aux directives: / É de acordo com as directivas: / Entspricht den Richtlinien:
2006/95/CE (LVD), 2004/108/CE(EMC), 2002/95/EC (ROHS)
And that the following standards apply: / Y que se han aplicado las normas: / I que s’han aplicat les
normes: / Et qu`on a appliqué les normes: / E as regras foram aplicadas: / Folgende Normen kamen
zur Anwendung:
EN 60974-1, EN60974-10
Technical Department
Campdevànol, 7/2015
SOLTER SOLDADURA, S.L. NIF: B- 17245127
CTRA. NACIONAL 260, KM 122
17530 CAMPDEVANOL (GIRONA) SPAIN
CERTIFICADO DE GARANTÍA
Los productos SOLTER están diseñados para aplicaciones industriales y profesionales. Tanto su
construcción como los estrictos test y controles de calidad, garantizan los productos de 1 a 3 años
en función del tipo del producto y territorio donde se adquiere dicho producto.
Para más información sobre las condiciones de garantía en España y Portugal:
http://www.solter.com/es/condiciones-garantia-2-mas-1
ESPAÑOL: Para detalles de garantía fuera de España contacte con su distribuidor local.
ENGLISH: For details of guarantee outside Spain, contact your local supplier.
FRANÇAIS: Pour les détails de la garantie hors d’Espagne, contacter votre fournisseur.
DEUTSCH: Einzelheilen über die Garantie Auβerhalb des Spanien teilt ihnen gem ihr orticher Vertrieb mit.
PORTUGÊS: Para informaçoes sobre garantia, fora de Espahna, contacte o seu formecedor.
SOLTER SOLDADURA S.L.
AEROPROCESS
A1

SOLTER SOLDADURA S.L.
AEROPROCESS
A2
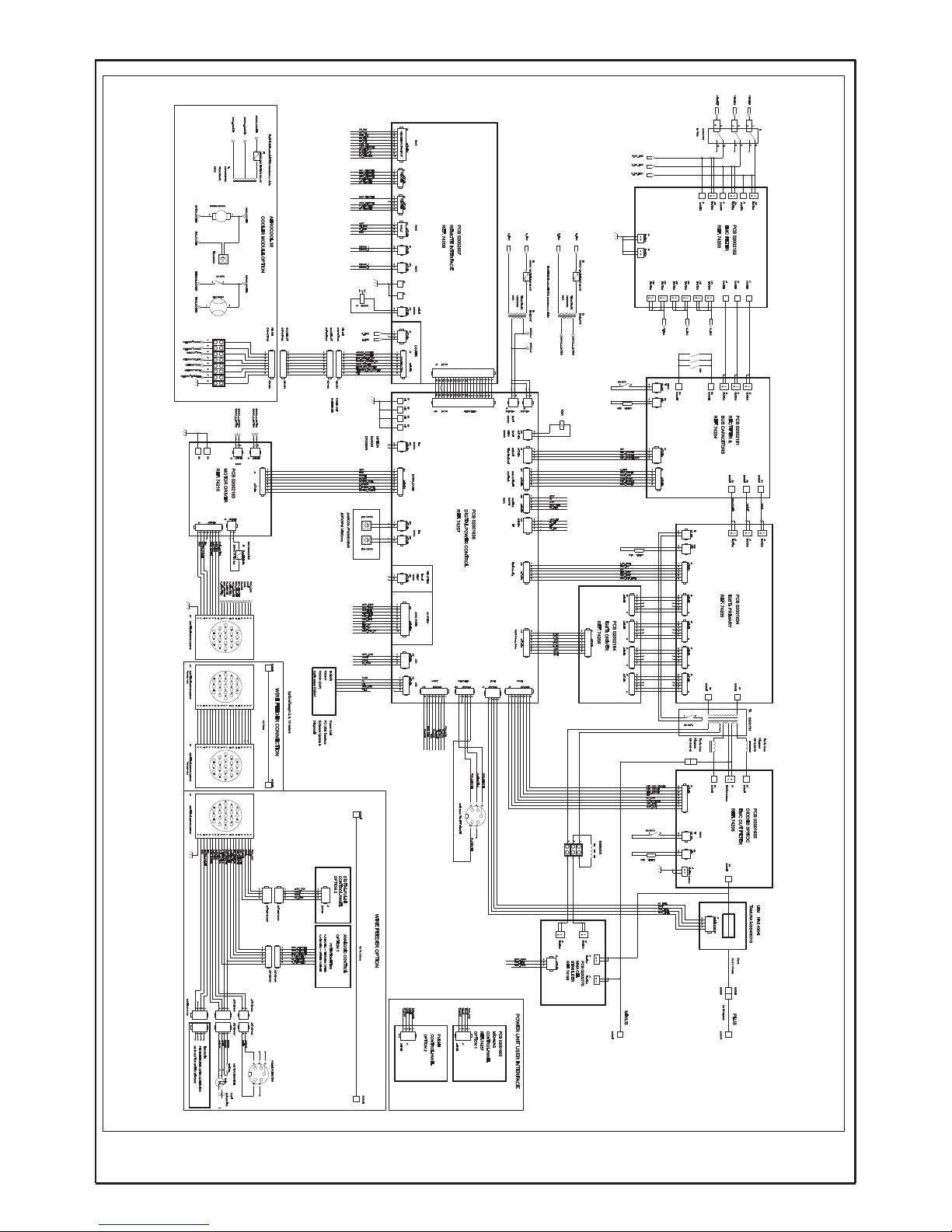
SOLTER SOLDADURA S.L.
AEROPROCESS
A3

SOLTER SOLDADURA S.L.
AEROPROCESS
A4
 Loading...
Loading...