

MI03122-01 09/2015
MANUAL DE INSTRUCCIONES
INSTRUCCIONES PARA EL USO Y EL MANTENIMIENTO, LEA ESTE
MANUAL ANTES DE PONER EN MARCHA EL EQUIPO
INSTRUCTION MANUAL
INSTRUCTIONS FOR THE USE AND MAINTENANCE, READ THIS
MANUAL BEFORE STARTING THE EQUIPMENT
MANUAL DE INSTRUÇÕES
INSTRUÇÕES PARA O USO E MANUTENÇÃO, LEIA ESTE MANUAL
ANTES DE UTILIZAR O EQUIPAMENTO
BEDIENUNGSANLEITUNG
BEDIENUNGS- UND WARTUNGSANLEITUNG, LESEN SIE DIESE
ANLEITUNG VOR INBETRIEBNAHME DES GERÄTES
MANUEL D’INSTRUCTIONS
INSTRUCTIONS POUR L’UTILISATION ET LA MAINTENANCE, LISEZ
CE MANUEL AVANT DE METTRE L’APPAREIL EN MARCHE
ES
EN
FR
DE
PT

ÍNDICE
Introducción 2
Seguridad y protección 2
Descripciones generales 3
Descripción de los elementos del equipo 5
Conexionado de la pinza de masa 6
Conexionado de la antorcha 6
Conexionado del gas 6
Uso de generadores 7
Puesta en servicio Aeroprocess 2000 7
Puesta en servicio Aeroprocess 3200 7
Puesta en servicio Aeroprocess 3220 7
Esquema panel frontal 9
Operativa panel 10
Simbología del display 11
Operativa del menú 12
Operativa soldadura MIG-MAG 13
Operativa soldadura MMA 15
Operativa soldadura TIG 16
Debanadora Aerofeed 5 18
Rodillos 19
Averías 19
Posibles anomalias y soluciones 19
Alarmas y anomalias 20
Instrucciones de mantenimiento 21
Despieces A1-A2-A3
Esquemas eléctricos A4-A5-A6-A7
Certificado CE A8
Certificado de garantía A9
SOLTER SOLDADURA S.L.
AEROPROCESS
1

INTRODUCCIÓN
Agradecemos la deferencia hacia nuestra marca y esperamos le sea de gran utilidad la máquina de soldar que
acaba de adquirir. El presente manual de instrucciones, contiene las informaciones y las advertencias necesarias
para una correcta utilización dentro de las máximas condiciones de seguridad para el operario. Las máquinas de soldar INVERTER deben ser empleadas por personal experto que conozca y comprenda los riesgos involucrados en la
utilización de las mismas. En caso de incomprensión o duda sobre este manual, rogamos se ponga en contacto con
nosotros. La manipulación interna del equipo conlleva un peligro importante de descarga eléctrica. Rogamos se abstenga de efectuar cualquier manipulación en el aparato (sólo personal técnicamente preparado puede realizarlo). El
f
abricante declina toda responsabilidad por prácticas negligentes en la utilización y/o manipulación.
Este manual debe adjuntarse y conservarse con el modelo de máquina adquirido. Es responsabilidad de las personas que la utilicen y reparen que el producto no deje de cumplir los requisitos de las normas mencionadas.
SEGURIDAD Y PROTECCIÓN
ELECTRICIDAD
El buen funcionamiento de la máquina se asegura con una buena instalación. Verificar que la tensión (V)
de la máquina se corresponde con la de la red. Debe conectarse SIEMPRE la toma de tierra (T).
Personas con elementos eléctricos implantados (MARCAPASOS), no deben utilizar aparatos de esta índole.
PRENDAS PERSONALES
Todo el cuerpo del soldador está sometido a la posible acción de agentes agresivos, por lo que debe
protegerse íntegramente. Usar botas de seguridad, guantes, manguitos, polainas y mandiles de cuero.
PROTECCIÓN CONTRA QUEMADURAS
No tocar nunca con las manos desnudas partes del alambre o el material una vez soldado. Evitar que
las partículas que se desprendan entren en contacto con la piel. No apunte con la antorcha a ninguna
parte del cuerpo.
PROTECCIÓN DE LOS OJOS
Los soldadores y sus ayudantes deben utilizar gafas de seguridad provistas de filtros que detengan las
radiaciones perniciosas para el ojo humano. Usando pantallas especiales es posible observar la zona
de soldadura durante el proceso.
PROTECCIÓN CONTRA INCENDIOS
El proceso de soldadura origina proyecciones de metal incandescente que pueden provocar incendios.
No utilizar la máquina en ambientes con gases inflamables. Limpiar el área de trabajo de todo material
combustible. Proteger especialmente las botellas de gas de acuerdo con los requerimientos que precisen.
PROTECCIÓN DE LAS BOMBONAS DE GAS
Las bombonas que contienen gases de protección han sido rellenadas a altas presiones. Si estas sufren
algún tipo de avería, pueden estallar. Tratar siempre con cuidado las bombonas y soldar lo más lejos
posible de ellas.
AL PROCEDER A SOLDAR DEPÓSITOS CON RESTOS DE MATERIALES INFLAMABLES, EXISTE
UN GRAN RIESGO DE EXPLOSIÓN. ES RECOMENDABLE DISPONER DE UN EXTINTOR LISTO
PARA SU USO.
PERTURBACIONES ELECTROMAGNÉTICAS
Las interferencias electromagnéticas del equipo de soldadura pueden interferir en el funcionamiento de
aparatos sensibles a estas (ordenadores, robots, etc). Asegúrese que todos los equipos en el área de
soldadura sean resistentes a la radiación electromagnética. Para reducir en lo posible la radiación, trabaje con cables de soldadura lo más cortos posibles y, dispuestos en paralelo en el suelo, si es posible.
Trabaje a una distancia de 100 metros o más de equipos sensibles a las perturbaciones. Asegúrese de
tener el equipo de soldadura correctamente puesto a tierra. Si a pesar de todo hay problemas de interferencias, el operador deberá tomar medidas extras como mover la máquina de soldar, usar filtros, usar
cables blindados... para asegurar la no interferencia con otros equipos.
SOLTER SOLDADURA S.L.
AEROPROCESS
2
ES

RECICLADO
En cumplimiento de la normativa Europea 2002/96/EC sobre los desechos de equipos eléctricos y elect
rónicos, el equipo, al final de su vida útil, debe ser depositado en su centro de reciclado local.
DESCRIPCIONES GENERALES
Los equipos de soldadura Aeroprocess están desarollados para ser compatibles con los procesos de soldadura con
electrodo revestido (MMA), TIG y MIG-MAG, destacando su capacidad para soldaduras MIG-MAG con múltiples
combinaciones de materiales y gases de protección. La gama de equipos Aeroprocess está equipada con doble procesador digital de señal, supervisando el estado del arco de soldadura hasta 10000 veces por segundo. Gracias a
esta tecnología, se puede garantizar un arco preciso y fiable bajo cualquier condición de operación. Es posible aplic
arlo de forma universal a cualquier tipo de soldadura de materiales tan diversos como aceros inoxidables, aceros
a
leados, aleaciones de aluminio u otras aleaciones de cobre o titanio.
La gama de equipos Solter Aeroprocess, logra un ajuste ágil gracias a la asistencia de configuración sinérgica de los
parámetros de soldadura MIG-MAG.
Para la soldadura con electrodo revestido (MMA), el equipo está equipado con las funciones de anti-stick, hot-start y
arcforce ajustables. Al emplear estas funciones, el equipo permite soldar eficazmente cualquier tipo de electrodo revestido.
Para la soldadura TIG, el equipo permite la ignición por Lift Arc, control del tiempo de pre-gas y post-gas, y el control
de la rampa de corriente final.
Para soldadura MIG-MAG, el equipo dispone de 28 programas sinérgicos pre-configurados. Además, también están
disponibles las funciones especiales de Burn Back, Hot Start, Crater Filling y temporización para soldadura por puntos.
En la parte posterior del equipo, existe una placa de características que define los parámetros del equipo de soldadura. El diseño de esta placa corresponde a la norma EN 60974-1.
SIGNIFICADO DE LAS INDICACIONES DE LA PLACA DE CARACTERÍSTICAS
EN 60974 Norma internacional de construcción del aparato.
S/N.... Número de serie.
MMA Soldadura con electrodos revestidos.
TIG Soldadura procedimiento TIG.
Uo Tensión secundaria en vacío.
X Factor de servicio %.
I2 Corriente de soldadura (A).
U2 Tensión secundaria con corriente de soldadura (I2).
U1 Tensión nominal de alimentación.
50/60 Hz Frecuencia de red.
IP21 Grado de protección exterior de la máquina.
S Apta para trabajar en lugares con riesgo aumentado.
SOLTER SOLDADURA S.L.
AEROPROCESS
3

SOLTER SOLDADURA S.L.
AEROPROCESS
4
CARACTERÍSTICAS TÉCNICAS
El equipo está diseñado para poder usarse en exteriores. Sin embargo, debe protegerse contra precipitaciones si
está en uso.
PROTECCIÓN
El equipo incorpora todas las protecciones necesarias para garantizar un correcto funcionamiento. Los sensores de
temperatura garantizan que los componentes se mantienen dentro del margen de funcionamiento.
La supervisión del voltaje de alimentación garantiza que el equipo funciona dentro de los márgenes previstos y, en el
caso de sobrepasarlos, se desconectará para evitar posibles anomalías.
CICLO DE TRABAJO Y SOBRECALENTAMIENTO
El ciclo de trabajo es el porcentaje de 10 minutos en el que la unidad puede soldar a la potencia requerida sin sobrcalentarse. En el caso que el equipo se sobrecaliente, la potencia de soldadura se detendrá. Aparecerá en pantalla
una alarma mostrando qué módulo interno es el que se ha sobrecalentado. Los ventiladores funcionarán hasta que
la temperatura interna sea inferior a 40º C. El equipo se rearmará automáticamente al recuperar una temperatura
segura. No obstante, se recomienda esperar un mínimo de 5 minutos para volver a trabajar con normalidad.
Para evitar el sobrecalentamiento, reduzca la potencia de soldadura ajustada y/o la longitud de los cordones que
esté realizando.
Aeroprocess 2000 Aeroprocess 3200 Aeroprocess 3220
Voltaje de entrada (U1) 230V +/- 15% 400V +/- 15% 400V +/- 15%
I
ntensidad máxima de entrada (I1 máx)
3
7A
2
2,2A
2
2,2A
Voltaje de soldadura en vacío (U0) 68V 64V 64V
Potencia absorbida max. 9KVA 9KVA 9KVA
Fusible 25A 20A 20A
Rango de regulación MIG-MAG 30-200A 30-320A 30-320A
R
ango de regulación MMA
1
0-200A
1
0-250A
1
0-250A
Rango de regulación TIG 10-220A 10-250A 10-250A
Rendimiento MIG-MAG
200A 45% (40ºC)
2
00A 68% (20ºC)
320A 40% (40ºC)
3
20A 60% (20ºC)
320A 40% (40ºC)
3
20A 60% (20ºC)
Rendimiento MMA
200A 45% (40ºC)
200A 68% (20ºC)
250A 60% (40ºC)
250A 100% (20ºC)
250A 60% (40ºC)
250A 100% (20ºC)
Rendimiento TIG
220A 45% (40ºC)
220A 72% (20ºC)
250A 60% (40ºC)
250A 100% (20ºC)
250A 60% (40ºC)
250A 100% (20ºC)
Hilos utilizables Fe 0,6 - 0,8 - 1,0 - 1,2 0,6 - 0,8 - 1,0 - 1,2 0,6 - 0,8 - 1,0 - 1,2
Hilos utilizables Ss 0,8 - 1,0 - 1,2 0,8 - 1,0 - 1,2 0,8 - 1,0 - 1,2
Hilos utilizables Al 1,0 - 1,2 1,0 - 1,2 1,0 - 1,2
Velocidad máxima del hilo 11m/min 18m/min 18m/min
Rodillos de arrastre 2R 4R 4R
Potencia motor 30W 65W 65W
Tiempo spot máximo 10s 10s 10s
Aislamiento térmico H (180ºC) H (180ºC) H (180ºC)
Grado de protección IP IP23S IP23S IP23S
Ventilación FORZADA FORZADA
FORZADA
Peso 19 Kg 58 Kg 56 Kg
Aeroprocess 2000 Aeroprocess 3200 Aeroprocess 3220
Dimensiones 407x602x285mm 808x935x308 808x935x308
Normas IEC 60974-1 / EC 60974-10
ATENCIÓN
Si se excede el ciclo de trabajo nominal del equipo y se insiste prolongadamente en hacerlo funcionar
(sin darle tiempo a refrigerarse adecuadamente), podría causar una avería importante no cubierta por la
garantía del equipo
ES
TRANSPORTE E INSTALACIÓN DEL EQUIPO
La posición de transporte del equipo debe ser la indicada en su embalaje. Se debe procurar que el equipo no reciba
n
ingún golpe durante el transporte. El emplazamiento del equipo debe de estar en un lugar seco y ventilado, alejado
de tomas de agua y del puesto de soldadura (para evitar así la entrada de polvo metálico en el interior del equipo).
La máquina deberá conectarse a un cuadro eléctrico, que debe estar compuesto por un interruptor diferencial y un
interruptor automático. El interruptor diferencial protege a las personas de contactos directos o indirectos con partes
e
léctricas. El interruptor automático se debe elegir en función de la placa de características del equipo. Se aconseja
un interruptor con una relación intensidad/tiempo del tipo lenta (curva D), para prevenir falsos disparos.
MANIPULACIÓN Y MONTAJE DEL EQUIPO
Para la manipulación y transporte del equipo Aeroprocess 2000, utilice siempre las asas frontal y posterior.
Para mover los equipos Aeroprocess 3200 e 3220, primero debe montar las ruedas delanteras y posteriores con los
r
espectivos tonillos. Para desplazarlos verticalmente, utilice los cáncamos de sujeción que debe atornillar a la base
d
e la unidad, mientras que para desplazarlos horizontalmente, se debe utilizar el asa frontal.
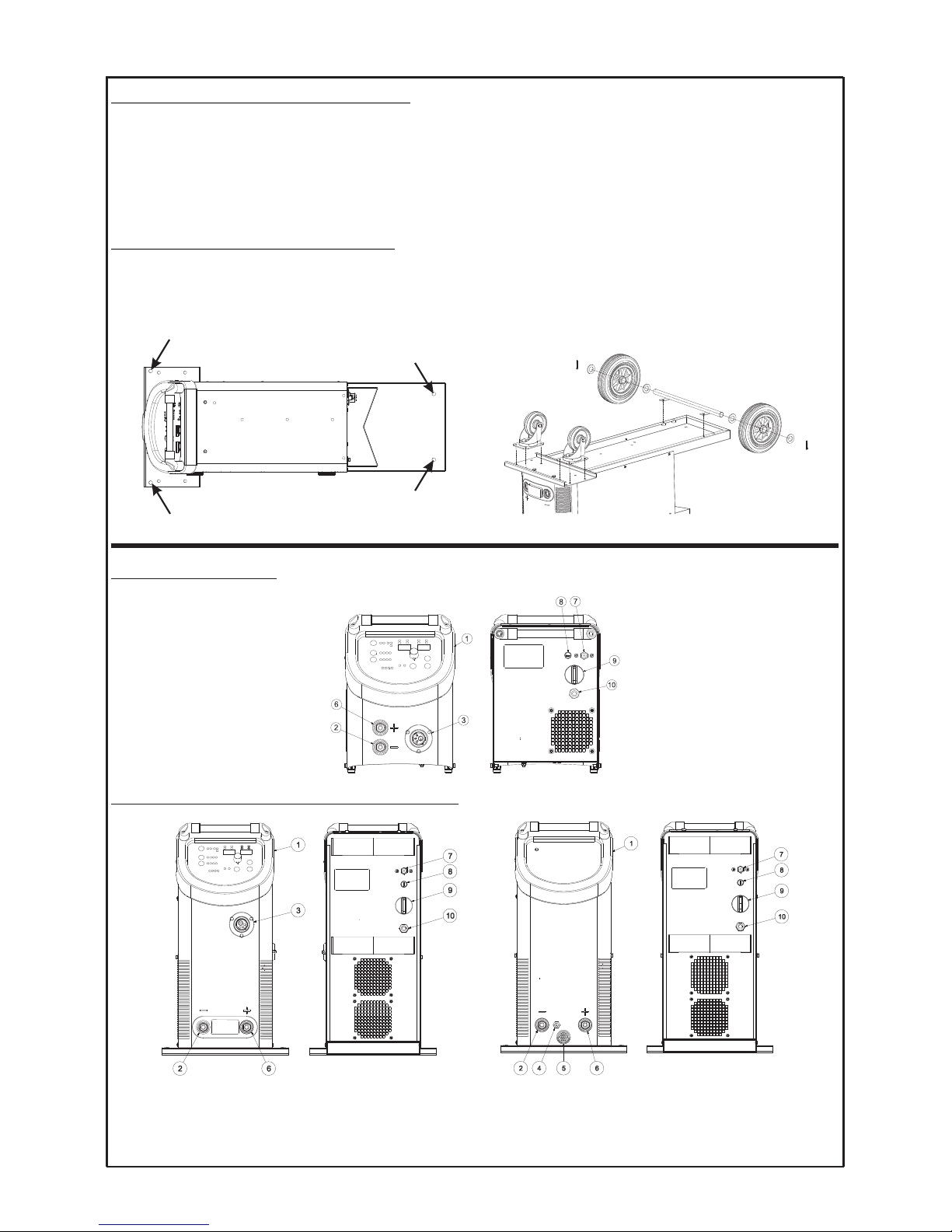
DESRIPCIÓN DE LOS ELEMENTOS DEL EQUIPO
AEROPROCESS 2000
AEROPROCESS 3200 y AEROPROCESS 3220
SOLTER SOLDADURA S.L.
AEROPROCESS
5
1 - Panel de mando
2 - Conector polo negativo
3 - Euroconector
4
- Conector de gas
5 - Conector de alimentación Aerofeed
6 - Conector polo positivo
7 - Entrada de gas
8
- Fusible fuente de la alimentación control 2A lento
9 - Interruptor principal
10 - Conexión a la red de alimentación
CONEXIONADO DE LA PINZA DE MASA
S
e debe conectar la pinza de masa lo más cerca posible de la pieza a soldar y conectar el otro extremo del cable al
e
quipo (en la posición deseada según la polaridad). La superfície de contacto con la pieza a soldar debe ser la
mayor posible. Asegúrese de que dicha superficie está completamente limpia y libre de pintura y óxido.
La tabla siguiente muestra la sección de cable recomendada por Solter Soldadura según amperaje y ciclo de trabajo
para longitudes inferiores a 25m. Estos datos son como referencia y pueden NO adaptarse a todas las aplicaciones.
Si el cable se sobrecalienta, utilice una sección de cable mayor.
CONEXIONADO DE LA ANTORCHA
Conectar la antorcha MIG en su posición, prestando especial atención a que ésta quede completamente atornillada
al euroconector. Asegúrese de que la antorcha que se va a utilizar es la adecuada según el material, el tipo de refrigeración, los niveles de corriente y el ciclo de trabajo que requiera cada aplicación. Solter dispone de distintas antorchas para adaptarse a las necesidades de cada cliente. Ver tabla a continuación.
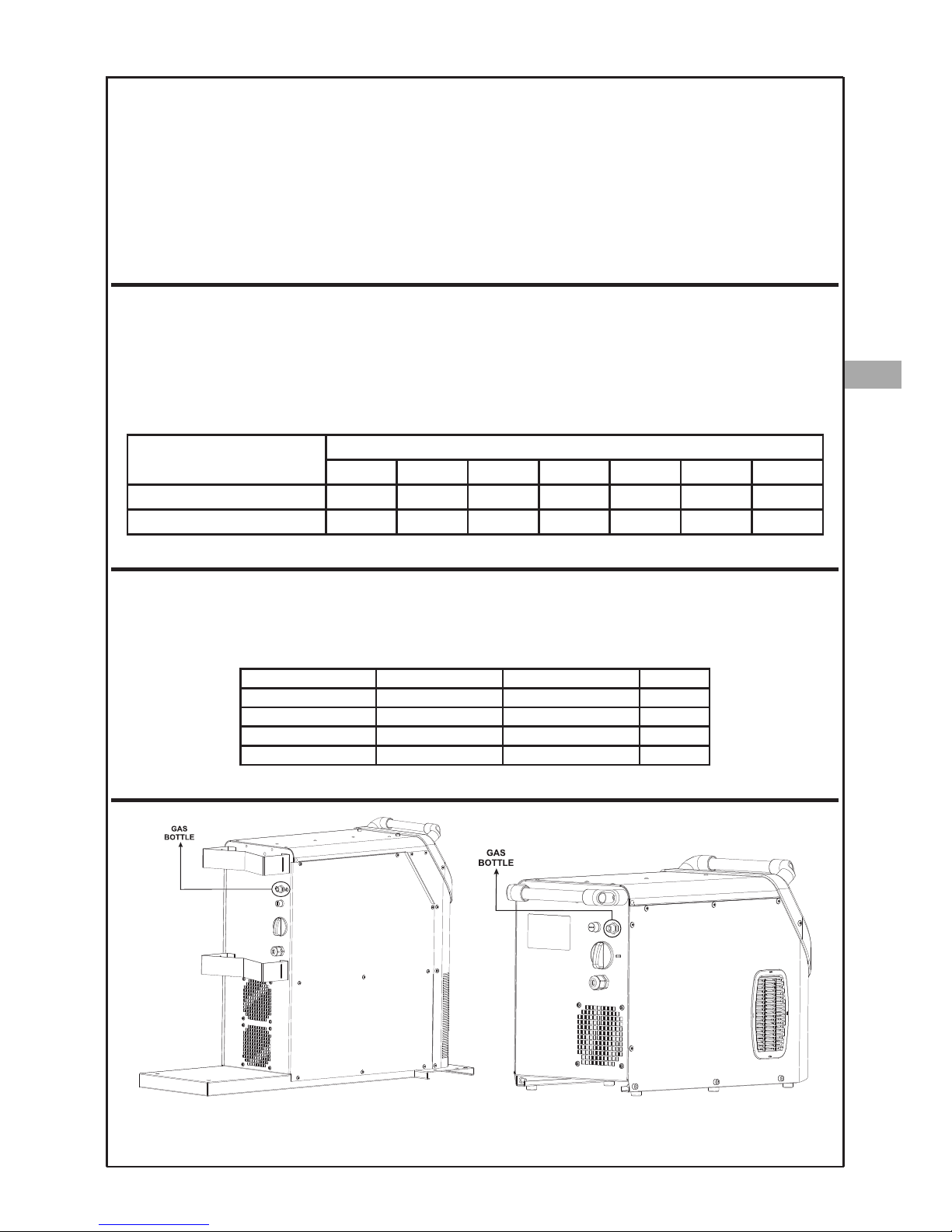
CONEXIONADO DEL GAS
Amperaje de soldadura (A)
100 150 200 250 300 350 400
Sección (mm2) para X<60 % 16 25 25 35 50 50 70
Sección (mm2) para X>60 % 16 25 35 50 70 70 90
ANTORCHA REFRIGERACIÓN CICLO TRABAJO REF.
SX-36 4m Aire 270A 60% 56033
SX-36 3m ALU Aire 270A 60% 56077
SX-501 4m Líquida 500A 60% 56075
SX-501 3m ALU Líquida 500A 60% 56078
SOLTER SOLDADURA S.L.
AEROPROCESS
6
ES

Conectar el tubo de gas a la boquilla trasera de la unidad de potencia y el otro extremo del tubo al regulador de caudal de la botella de gas. Asegúrese de que utiliza la mezcla de gas adecuada para el material a soldar. Ajuste el caudal de gas a un valor típico de entre 8 - 10 l/min. Un ajuste del caudal incorrecto puede producir defectos en el
c
ordón de soldadura. Recuerde cerrar la válvula de la botella de gas después de finalizar la soldadura.
USO DE GENERADORES ELÉCTRICOS
Los equipos están preparados para funcionar con un generador eléctrico. No obstante, estos generadores deben
c
umplir una serie de requisitos. Para los equipos trifásicos se recomienda utilizar generadores trifásicos con una potencia constante de al menos 25KVA. Si el generador no tiene la suficiente potencia o el voltaje de salida está fuera
de los límites de trabajo del equipo, podría afectar a la estabilidad del arco de soldadura y, por consiguiente, a la calidad de la unión a soldar. En el caso más desfavorable, puede incluso causar averías en el equipo.
No combine varios equipos de soldadura en un mismo generador. Los cambios súbitos del nivel de carga pueden
afectar a la estabilidad del arco de soldadura.
Ponga en marcha el equipo girando el interruptor ubicado en la parte posterior de la unidad de potencia. Durante la
secuencia de puesta en marcha, el equipo realiza un test interno. Si se detectara alguna anomalía, se mostraría en
el display del panel frontal el correspondiente código asociado a ésta.
Siempre ponga en marcha o pare el equipo mediante el interruptor posterior, NO enchufando o desenchufando el
equipo de la red.
PUESTA EN SERVICIO AEROPROCESS 2000
Conectar la máquina de soldar a un enchufe provisto de toma de tierra. Es obligatorio que la toma de corriente disponga de la conexión de tierra.
La tensión de la red debe encontrarse dentro de los márgenes establecidos por Solter Soldadura (230V ± 15V).
Fuera de estas tensiones, la máquina puede funcionar incorrectamente.
En función del tipo de soldadura a utilizar (MMA, TIG, MIG-MAG), deberá conectar la pinza de masa, la pinza portaelectrodos, la antorcha TIG o la antorcha MIG-MAG.
Seleccionar la polaridad en función del tipo de aplicación y alambre que vaya a utilizar. Para seleccionar dicha polaridad, se debe verificar y/o cambiar las conexiones que se encuentran dentro del compartimento del alambre.
Encender el interruptor del equipo, ubicado en la parte posterior.
PUESTA EN SERVICIO AEROPROCESS 3200
Montar las ruedas delanteras y posteriores en el equipo (ver apartado de manipulación y transporte del equipo).
Conectar el equipo a una red electrica trifásica de 400Vac. Asegurarse de que la potencia de la linea eléctrica será
suficiente para el consumo del equipo. Elegir la polaridad deseada.
En función del tipo de soldadura a utilizar (MMA, TIG, MIG-MAG), deberá conectar la pinza de masa, la pinza portaelectrodos, la antorcha TIG o la antorcha MIG-MAG.
En este modelo no se puede cambiar la polaridad.
Encender el interruptor del equipo, ubicado en la parte posterior.
PUESTA EN SERVICIO AEROPROCESS 3220
1- Montar las ruedas delanteras y posteriores en el equipo (ver apartado de manipulación y transporte del equipo).
2- Posicione y apriete el soporte Aerofeed 5 (56213) a la unidad de potencia (la unidad de potencia ya lleva incorpo-
rados los correspondientes tornillos para sujetar el soporte).
2- Posicione la devanadora encima del soporte Aerofeed 5 (56213).
2- Desatornillar la abrazadera metálica que está detrás del porta bobinas de plástico. Por dentro de esta abrazadera,
debe pasar el cableado de interconexión entre la unidad de potencia y la unidad AEROFEED. Esta abrazadera sujeta y mantiene alineada la conexión.
SOLTER SOLDADURA S.L.
AEROPROCESS
7

3- Realizar todas las conexiones entre el equipo y la devanadora. Deberá seleccionar la polaridad en función del tipo
de alambre que vaya a utilizar. Sin embargo, el tubo de gas y el cable de control, siempre van conectados en el
mismo lugar (1-2). El orden de conexionado es siempre el mismo, primero el cable de potencia, segundo, el conector de gas y, finalmente, el cable de control.
Conexión positiva
Este tipo de conexionado es el más común para los diferentes tipos de alambre. El
cable de potencia, se conecta al polo positivo y la pinza de masa al polo negativo.
Conexión negativa
Este tipo de conexionado es poco frecuente. Se utiliza para alambres de acero tubulares sin gas o con gas del tipo básico. El cable de potencia se conecta al polo
negativo y la pinza de masa al polo positivo.
Se recomienda consultar las especificaciones de polaridad especificadas por el fabricante de alambre, ya que podrían variar.
La devanadora AEROFEED, de serie, incluye el cableado de 1,7m (73368). Si se
desea, está disponible el mismo cableado con 5m (73369) y 10m (73370).
4 - Conectar el cable de masa en la posición deseada.
5 – Conectar la antorcha MIG en su posición.
6 – Conectar el tubo de gas en la parte posterior de la unidad de poténcia.
ATENCIÓN
No conecte directamente la botella de gas a la devanadora, pues ésta no dispone de electroválvula.
Tanto la electroválvula cómo el sensor de presión de gas de protección están ubicados en la unidad de
potencia con el fin de ahorrar en el consumo de gas.
ATENCIÓN
Debe asegurarse que todos los conectores están conectados firmemente y que no puedan presentar pro-
blemas de falsos contactos.
SOLTER SOLDADURA S.L.
AEROPROCESS
8
ES

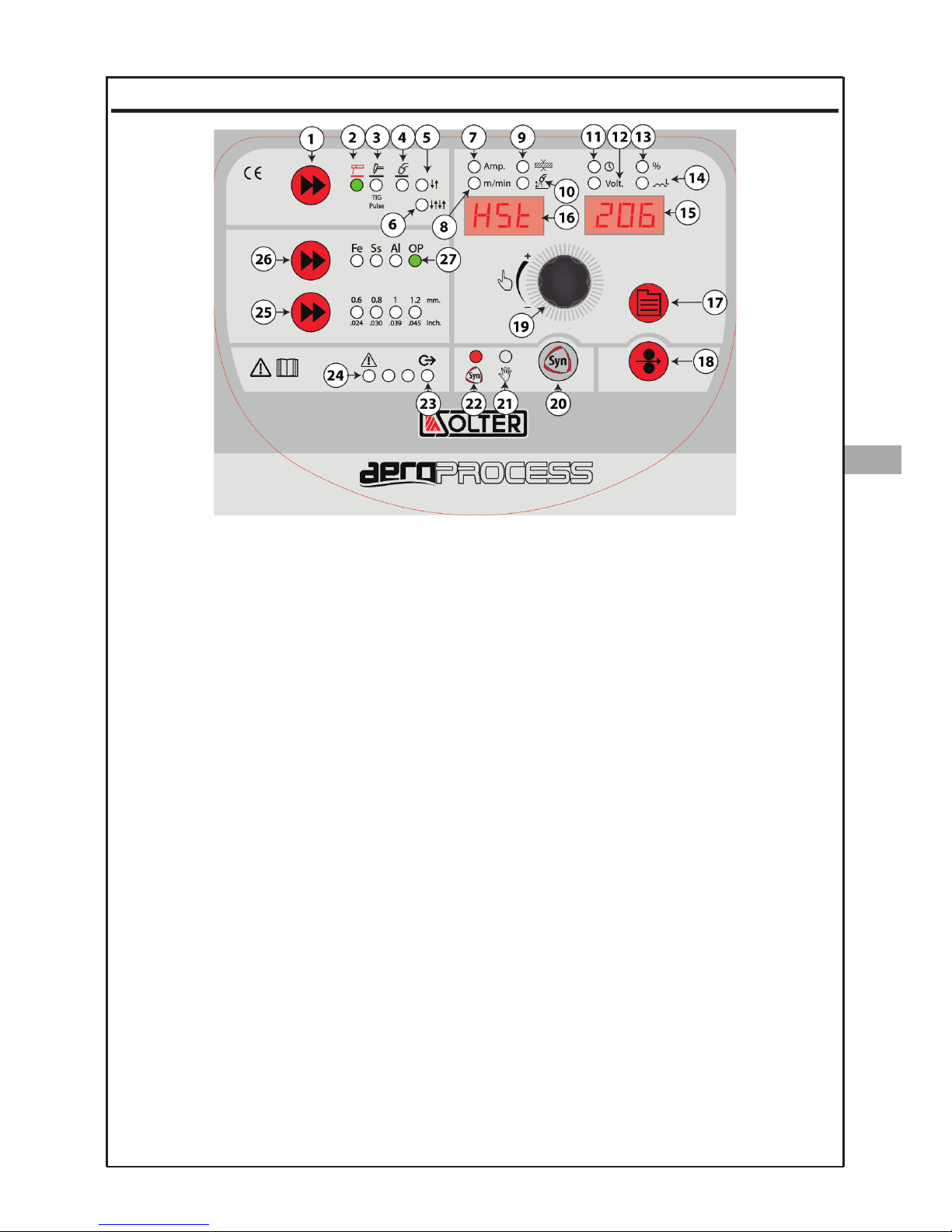
ESQUEMA DEL PANEL FRONTAL
1- Selector del tipo soldadura
2- Modo soldadura MMA
3- Modo soldadura TIG
4- Modo sodadura MIG-MAG
5- Modo 2 tiempos
6- Modo 4 tiempos
7- Amperios
8- Velocidad (m/min)
9- Grosor a soldar
10- Altura del arco
11-Tiempo (0,1s)
12- Voltios
13- Porcentaje
14- Dinámica del arco (inductancia)
15- DISPLAY de valores
16- DISPLAY de parámetros
17- Selector del Menú
18- Pulsador de enhebrado manual
19- Mando principal
20- Selector sinérgico o manual
21- Modo manual
22- Modo sinérgico
23- Salida de potencia activa
24- Anomalía
25- Selector de diámetro del alambre
26- Selector de materiales
27- OP (materiales no estándar)
SOLTER SOLDADURA S.L.
AEROPROCESS
9

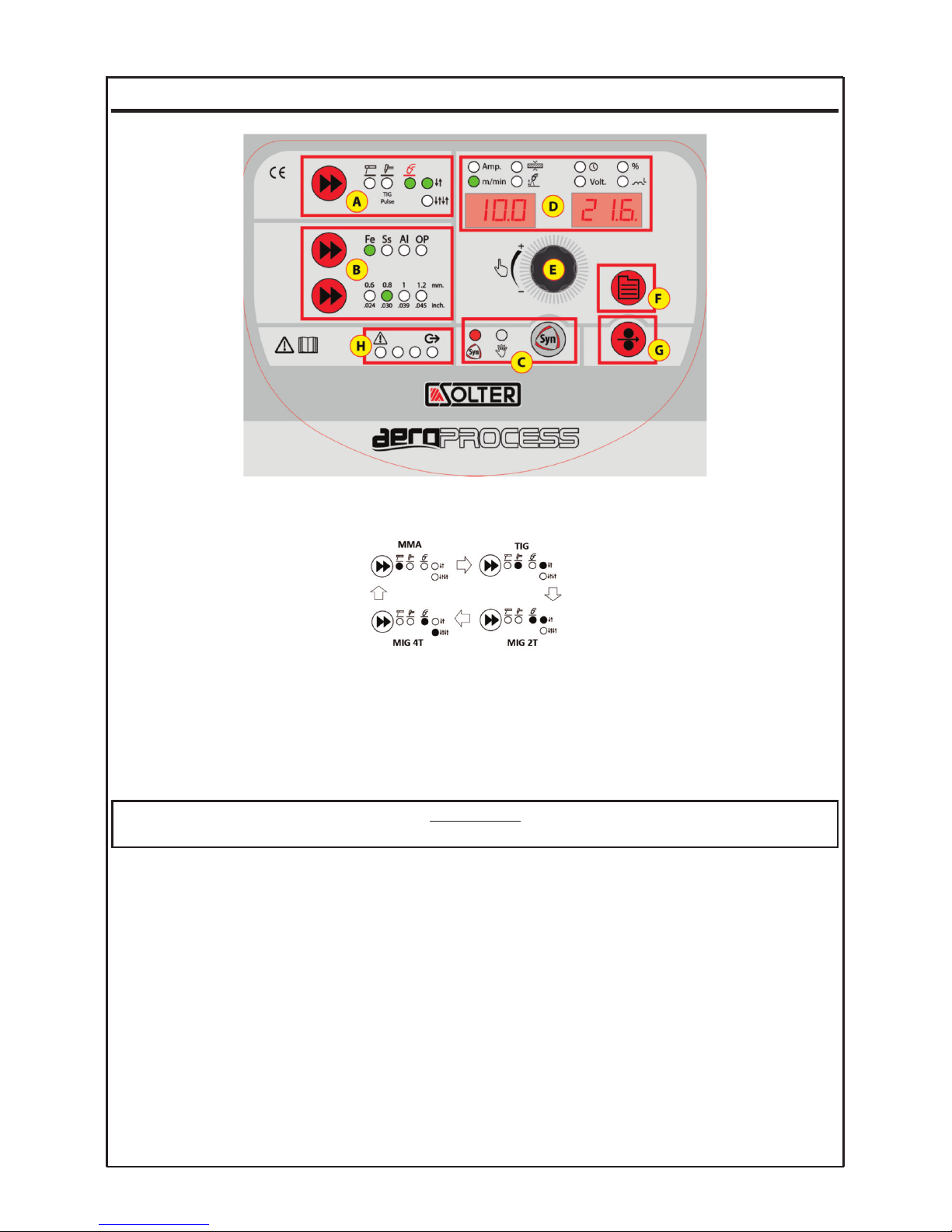
OPERATIVA PANEL
A- Selector del tipo de soldadura: Nos permite seleccionar entre los diferentes tipos de soldadura del equipo. El se-
lector es secuencial y a cada pulsación se seleccionará un nuevo tipo de soldadura (vea la siguiente imagen).
B- Selectores de material y diámetro del alambre: Sólo disponibles en modo MIG. Nos permite seleccionar entre las
diferentes opciones de materiales (consultar el adhesivo situado en la tapa para más detalles). Al realizar un cam-
bio de material o diámetro, siempre se activará el modo SYN.
C- Selector de modo sinérgico (automático) o manual: Para una óptima calidad de soldadura, se recomienda selec-
cionar el modo sinérgico (en este modo, la tensión de soldadura siempre es la adecuada para la velocidad que seleccionemos, permitiendo un pequeño ajuste con el parámetro de altura de arco). En modo MANUAL, podemos
ajustar independientemente la tensión de soldadura y la velocidad del alambre.
D- Panel indicador principal: En ésta pantalla se indicaran todos los valores que seleccionemos (variables de soldadura, opciones del menú, así como los valores de corriente y tensión del proceso de soldadura).
E- Selector principal: Con este selector podremos seleccionar opciones del menú y ajustar los valores de los diferentes parámetros. El valor que se puede modificar siempre aparece en modo parpadeo.
F- Pulsador del menú: Con este pulsador podremos entrar y salir del menú del equipo. Para desplazarse o modificar
una opción del menú, utilizaremos el selector E.
G- Pulsador de enhebrado: Sólo válido para el modo MIG. Nos permite enhebrar el alambre en la antorcha al preparar el equipo. Al pulsarlo, aparece en la pantalla la indicación inc y la velocidad de enhebrado (que podremos modificar con el selector E).
H- Indicador de las anomalías o estados del equipo: En él aparecen varias indicaciones (alarmas, sobretemperatura
o equipo trabajando).
ATENCIÓN
En modo MANUAL se podría ajustar el equipo de tal forma que el proceso de soldadura no sea el ade-
cuado.
SOLTER SOLDADURA S.L.
AEROPROCESS
10
ES
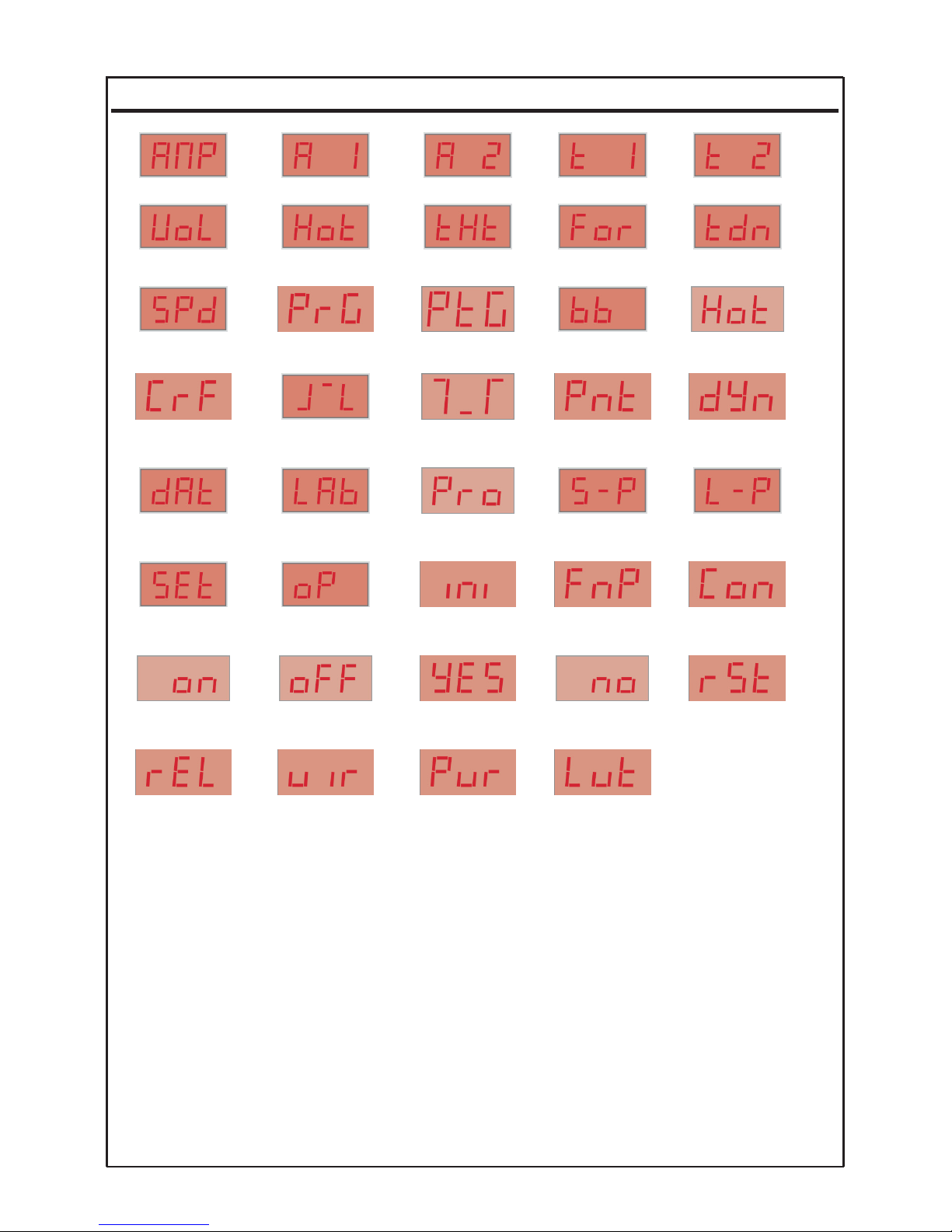
SIMBOLOGÍA DEL DISPLAY
Amperios Amperios I1en TIG Amperios I2en TIG Tiempo de I1 en TIG Tiempo de I2 en TIG
Voltaje de soldadura
C
orriente Hot-start en
MMA
T
iempo Hot-start en
MMA
C
orriente Force-arc
en MMA
T
iempo de la rampa
de bajada en TIG
Velocidad del alambre
en MIG
Tiempo pre-gas en
TIG / MIG
Tiempo post-gas en
TIG / MIG
Burn-back en MIG
Corriente Hot-start en
MIG
Rellenado de crater
en MIG
Tiempo de soldadura
en MIG
Tiempo de repetición
en MIG
Control de
penetración en MIG
Dinámica de la
soldadura en MIG
Menú de datos Tiempo trabajado Acceso a programas
Guardar programa
en la memoria
Recuperar programa
de la memoria
Ajuste de parámetros
del proceso
Número de programa
seleccionado
Inicialización de
parámetros de fábrica
Funciones de
programa
Consumo de alambre
Función activada Función desactivada Confirmar Anular
Reset del contador de
consumo de alambre
Versión de software
Versión de software
de la interfaz usuario
Versión de software
de la unidad potencia
Versión SYN en
MIG-MAG
SOLTER SOLDADURA S.L.
AEROPROCESS
11
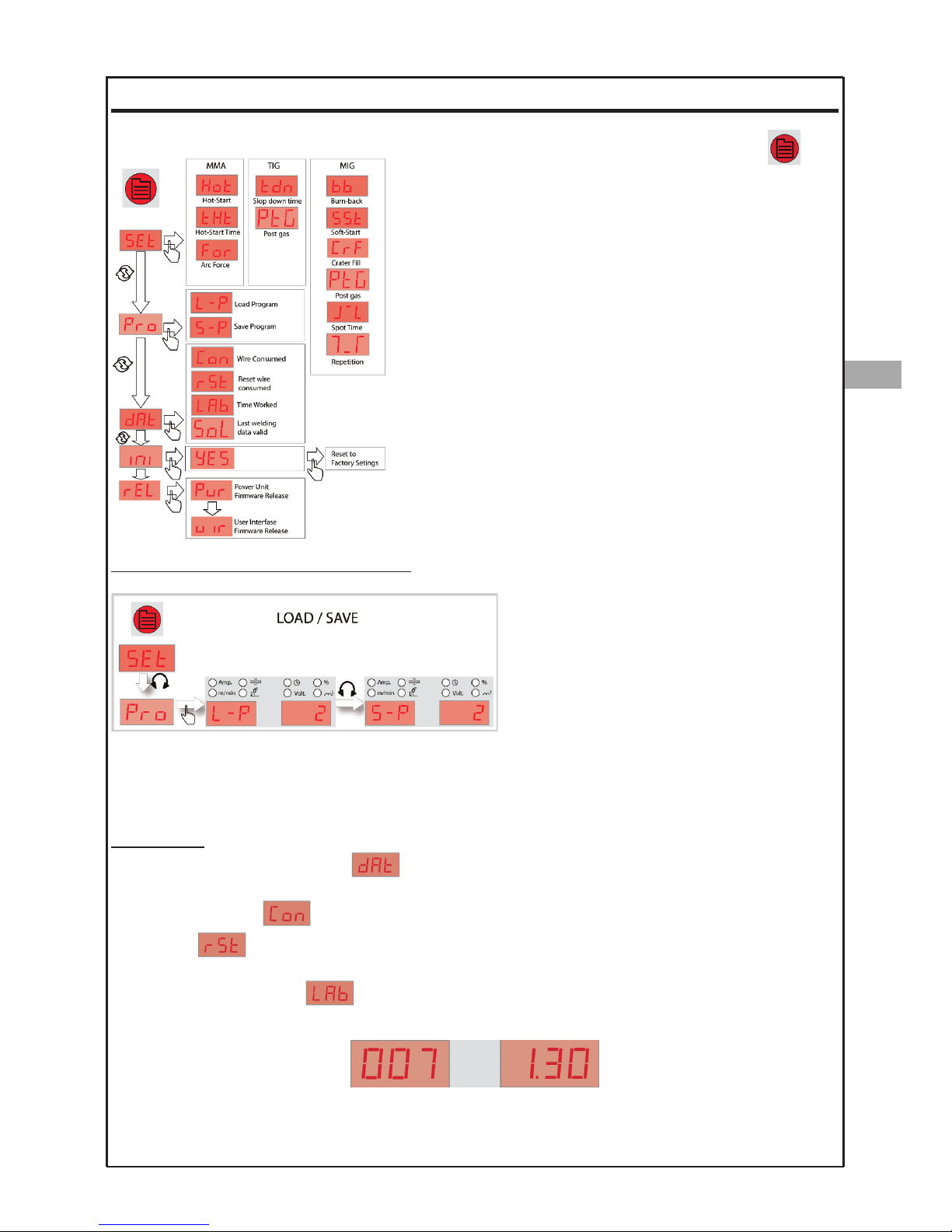
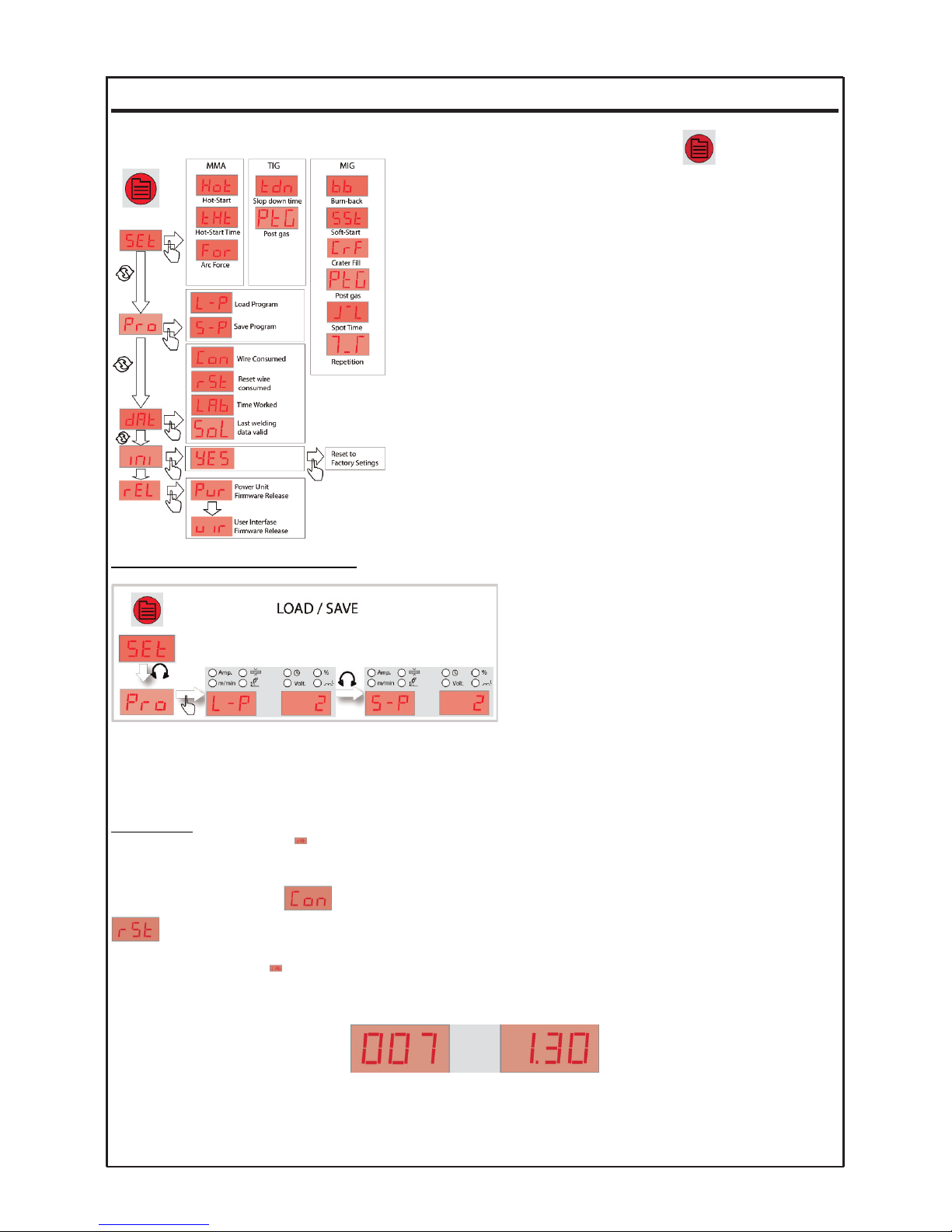
OPERATIVA DEL MENÚ
Para acceder al menú del equipo pulsaremos la tecla (17) .
En el display aparecerá la primera opción del menu SET. Desde este
punto, con el selector principal (19) seleccionaremos el menú desea
do.
Una vez aparece la opción deseada, pulsaremos el selector principal
p
ara acceder a los diferentes parámetros del menú seleccionado,
pudiendo realizar la consulta del valor o modificarlo (pulsar el selector principal para poder modificarlo (modo parpadeo) + pulsar de
nuevo el pulsador principal para confirmar el nuevo valor). Para
abandonar el menú desde cualquier posición, utilizaremos la tecla
17.
La modificaciones realizadas se guardarán automaticamente y serán
vigentes hasta que no se modifiquen. Si queremos guardar los datos
en un programa determinado, se deberá proceder según la operativa
de las memorias de programas.
GESTIÓN DE LA MEMORIA DE PROGRAMAS
El equipo permite guardar en memoria cualquier
tipo de programa con todos los datos, tanto principales como secundarios.
Para gestionar la lectura/escritura de estos programas, debemos seleccionar el menú programa (entrar en el modo menú y seleccionar “Pro”). Ahora
podemos seleccionar entre la opción de recuperar
un programa (L-P) o guardar un programa (S-P).
Una vez seleccionada la opción deseada, seleccionaremos el número de programa para posteriormente validar la
opción con el mando selector.
Los datos recuperados se pueden modificar y se guardarán como programa actual, pero en ningún caso se modificará el programa de la memoria, quedando a salvo de modificaciones accidentales.
MENÚ DATOS
Entrar en el modo menú y seleccionar . En este menú, tenemos la posibilidad de leer los datos de consumo
de alambre del equipo y el de las horas de trabajo.
El consumo de alambre se visualizará en m y cm. Este valor lo podemos resetear en cualquier momento
con la opción del menú. El valor es acumulativo hasta un valor máximo de 600m en el que se resetea automáticamente.
El dato de las horas de trabajo se visualiza en horas y minutos (hhhh.mm) y no puede ser reseteado. Este
contador se incrementa con el tiempo de soldadura real.
Ejemplo: 71h 30 minutos
SOLTER SOLDADURA S.L.
AEROPROCESS
12
ES

INICIALIZACIÓN DE LOS DATOS
Todos los datos del programa de trabajo se pueden reiniciar al valor de fábrica, lo cual será útil para corregir problem
as ocasionados por parámetros modificados involuntariamente.
Para proceder a la inicialización, deberemos entrar en el menú y seleccionar ini. Al pulsar el mando selector, se reiniciaran todos los datos del programa de trabajo.
INFORMACIÓN DE LA VERSIÓN DEL SISTEMA
En la opción del menú , podremos obtener la información de la versión de nuestro equipo.
indica la versión de la unidad de potencia y la versión del panel operador.
OPERATIVA SOLDADURA MIG
Para prácticamente todos los tipos de materiales, la conexión será con el negativo en la pieza y el positivo en la antorcha, a excepción de los alambres tubulares sin aportación de gas (OP 130, OP131, OP132 y OP133) que será
con la polaridad invertida (solo válido para el modelo AEROPROCESS 2000 y 3220)
Sistema de arrastre
Se deberá preparar el sistema de arrastre con las opciones adecuadas al material que utilizaremos. Deberemos colocar los rodillos adecuados para el material en uso y ajustar la presión de los rodillos al mínimo para que el alambre
sea arrastrado con fuerza, pero pueda patinar si hay una obstrucción en la guía de alimentación del alambre.
Siga el siguiente procedimiento para el correcto ajuste de la presión de los rodillos:
1- Pulse el botón de enhebrado hasta que el alambre de soldadura salga por la antorcha.
2- Afloje la presión de los rodillos hasta el mínimo (indicado en el tensor con el número 1).
3- Coloque la antorcha en un angulo de 45º con la tobera a unos 5cm de una superficie de madera.
4- Pulse el botón de enhebrado para que el alambre salga sobre la superficie de madera.
5- Incremente la presión de los rodillos hasta que el alambre deje de patinar y pueda avanzar. En ese punto, dé
media vuelta más en el tensor de ajuste.
6- En el caso de que el alambre siempre patinara, aún con el tensor al máximo, indicaría que existe un problema en
el sistema de arrastre. Deberían comprobarse la guía del alambre (sirga), el ajuste del freno, el estado de la punta
de contacto y el desgaste de los rodillos.
También se deberá preparar la antorcha con los consumibles adecuados al material en uso, esto incluye, utilizar una
punta y una guía específica para la sección del alambre en uso. Para aluminios se requiere una guia de teflón o grafito. No se recomiendan antorchas de longitudes superiores a tres metros. Para longitudes de antorchas superiores,
se aconseja utilizar una antorcha con motor en el extremo del tipo “PUSH PULL”. Es importante conectar firmemente
la antorcha a la devanadora para evitar el sobrecalentamiento o caídas de voltaje.
Para soldaduras de aluminio, debe retirarse la guía de salida del euroconector, y la guía interna de teflón o grafito de
la antorcha, debe llegar hasta los rodillos de arrastre.
Colocaremos la bobina del alambre en el soporte previsto para ésta, de manera que, en funcionamiento, la bobina
gire en el sentido de las agujas del reloj. Asegúrese de que ninguna parte sobresalga de la bobina de alambre. Utilice el adaptador SOLTER 56125 para bobinas de 150mm de diámetro. El extremo del alambre deberá limarse para
que se deslice correctamente y no pueda quedarse bloqueado o estropear la guía. Ajuste el freno de manera que la
bobina no continue girando cuando el motor se detenga. Una presión excesiva en el freno puede provocar que el
motor de arrastre patine, causando defectos en la soldadura. Este freno está ubicado en el interior del soporte de la
bobina del alambre. Finalmente, coloque la tuerca firmemente para fijar la bobina al porta bobinas. Hacer pasar el
alambre por los rodillos del motor de forma que éste entre 10cm dentro de la sirga de la antorcha y posteriormente
cerrar el anclaje de los rodillos. Durante el proceso de soldadura, la puerta de aceso al motor de arrastre y la tapa
del porta bobinas deben permancer cerradas.
ATENCIÓN
No se borrarán los datos de ningún programa guardado en la memoria.
SOLTER SOLDADURA S.L.
AEROPROCESS
13

Gas de protección
Para cada tipo de material, deberemos conectar el gas de protección adecuado. Un gas no adecuado puede provocar una soldadura incorrecta o un funcionamiento anómalo del equipo.
Enhebrado del alambre
C
olocaremos el rodete del alambre en el soporte previsto para éste, de manera que entre lo más recto posible en el
sistema de arrastre (utilizar el adaptador SOLTER ref. 56125 para rodetes de 150mm). El freno debe ajustarse de
m
anera que no gire suave, ya que podría ocasionar un enredo del alambre al parar de traccionar. El extremo del
a
lambre deberá limarse para que se deslice correctamente y no pueda quedarse enganchado o estropear la guia.
Colocar el alambre en el sistema de arrastre de forma que entre unos 10cm dentro de la antorcha y cerrar los rodillos. Retirar la punta de contacto de la antorcha para garantizar un enhebrado sin problemas. Utilizar el botón de enhebrado del panel para completar el proceso. Se puede ajustar la velocidad de enhebrado con el selector principal.
Selección del modo de soldadura MIG
El equipo permite trabajar en diferentes modos MIG.
2T: Soldadura mientras mantenemos el pulsador.
4T: La primera pulsación inicia la soldadura, en la segunda pulsación la finaliza efectuando el llenado
del cráter (crater filling) mientras se mantenga pulsada la antorcha.
Modo SPOT y SPOT con repetición
Solo se puede seleccionar en modo 2T (se deberá activar en el menú SET). Manteniendo el pulsador, el equipo realizará un tiempo de soldadura definido por el parámetro correspondiente.
Todos estos modos pueden funcionar en manual o sinérgico.
Crater filling (rellenado del crater). Esta opción estará activa solamente en modo 4T. Al activar el pulsador de la antorcha para parar, el equipo reducirá la velocidad del alambre para realizar la función de crater filling, mientras lo tengamos pulsado.
Modo Manual
Este modo solo se recomienda para personal experimentado en la soladura MIG. El ajuste es totalmente manual y
deberá conocerse las características de velocidad y tensión de soldadura para el material utilizado.
Modo sinérgico
En este modo deberemos especificar en el equipo el tipo de material, grosor del alambre y gas de protección que
vamos a utilizar. Una vez configurado el equipo, éste se irá ajustando automáticamente según la velocidad de alambre que especifiquemos, suministrando en cada posición las características adecuadas al proceso.
Para la selección del material, tenemos dos opciones. La primera serian todos los materiales habituales con los
gases habituales, esta selección se realiza con las teclas 27 y 28. Para los materiales o gases no tan habituales, debemos seleccionar el programa OP y escoger el programa adecuado de la tabla de programas.
Ajustes en modo sinérgico
En modo sinérgico siempre ajustaremos como parámetro principal la velocidad del alambre. Éste parámetro determina la potencia de la soldadura y deberá ser el adecuado para el proceso. El mínimo y máximo de este parámetro
viene determinado por el material utilizado.
Otro parámetro que podemos ajustar es el offset. Éste determina la altura del arco de soladura. Los valores posibles
son de +10 a -10 siendo su valor óptimo de 0.
El tercer parámetro que podemos ajustar es la dinámica de la soldadura (inductancia). Éste parámetro afectará al
acabado final del cordón, así como a las proyecciones que puedan generarse. El ajuste posible es de +10 a -10
siendo el valor recomendable 0.
Selección del material a soldar y gas de protección
Es importante que antes de iniciar la soldadura tengamos seleccionado el material que utlizaremos. Para los materiales más habituales, Acero con Ar CO2 (15 - 25%), Inoxidable 316 / 308 / 304 con Ar CO2 (2%) y aluminio 53XX
con Ar, podemos realizar la selección directamente con los indicadores del frontal. Para combinaciones de gases no
tan habituales u otros materiales, se deberá seleccionar un programa en la opción OP. En el interior de la puerta del
alimetador de alambre, puede consultar los programas sinérgicos para soldadura MIG disponibles.
ATENCIÓN
Los componentes del sistema de arrastre son piezas sometidas al desgaste. Para obtener una calidad
ó
ptima de soldadura, el mantenimiento del sistema de arrastre es fundamental.
SOLTER SOLDADURA S.L.
AEROPROCESS
14
ES

Diagrama operativa del panel en modo MIG sinérgico con materiales no habituales
Para los materiales no habituales, deberemos selecc
ionar la opción OP en el selector de materiales e introducir el número de programa que corresponde al
material, diámetro del alambre y gas que deseamos.
Este número de programa está indicado en la tabla
a
dherida en la tapa del equipo.
Parámetros adicionales
Para el ajuste del comportamiento del equipo tenemos una serie de parámetros
adicionales ajustables desde el menú SET.
Burn-back: Determina el retroceso del alambre al finalizar la soldadura.
Soft-Start: Determina la rampa de aceleración del alambre al principio de la sol-
dadura y nos ayudará a calibrar el arranque del mismo.
Crf: Ajuste del relleno del cráter final (Crater Filling). Al finalizar el cordón de sol-
dadura, especilmente a potencias elevadas, puede aparecer un cráter que mediante esta función se puede rellenar con una menor potencia de soldadura.
PtG: Tiempo de post-gas. Determina el tiempo que se suministrara gas después
de finalizar la soldadura. Los valores posibles son de 0,1 a 5,0 segundos.
PrG: Tiempo de pre-gas. Tiempo en que se suministra gas antes de iniciar la soldadura.
Tiempo de SPOT: Determina el tiempo de soldadura de un punto. Sólo será activo si tenemos seleccionado un valor de tiempo. En la posición OFF está desactivado. La función de soldadura por puntos sólo es compatible en modo 2T.
Tiempo de repetición del SPOT: Tiempo de pausa antes de iniciar una nueva
soldadura en SPOT. Con el selector en OFF no hay repetición. La repetición del
tiempo de soldadura se realizará mientras tengamos apretado el pulsador de la
antorcha. Si el tiempo de SPOT no está activado, éste ajuste no tiene ningún efecto.
OPERATIVA SOLDADURA MMA
Conectar la pinza porta-electrodos y pinza de masa según indicaciones del electrodo que utilizemos (utilizar los bornes dinse (+ y -) del exterior del equipo).
Seleccionar el modo MMA. Una vez está seleccionado el modo MMA, podremos ajustar el amperaje de soldadura
deseado.
SOLTER SOLDADURA S.L.
AEROPROCESS
15

Para el modo MMA existen una serie de parámetros adicionales que se
pueden ajustar accediendo al menú SET.
H
ot Start MMA: Nivel de corriente de inicio para arco con electrodo reves-
tido. El valor está referido en tanto por ciento respecto a la corriente nominal. Un valor entre el 100 y el 150 % ayuda a una mejor penetración del
material al iniciar el cordón.
Tiempo de Hot-start MMA: Tiempo durante el que se aplicará el Hot-Start.
Configurable entre 0 y 2,5s
Force-arc MMA: Regula la intensidad en cortocircuito máxima para ayudar
a la transferencia de material. Un valor alto ayuda a prevenir que el electrodo pueda pegarse a la pieza y mejora la calidad de soldadura para electrodos de tipo celulósicos o aleaciones de
a
luminio.
L
a función hot-start permite entregar una potencia inicial ligeramente superior para mejorar el cebado y facilitar la
creación del baño de fusión. Ésta función permite reducir el riesgo de que puedan aparecer defectos de fusión al
principio del cordón de soldadura.
Los equipos Aeroprocess 2000, 3200 y 3220 disponen de la función arc-force. Está función asiste la transferencia de
material del electrodo revestido ajustando la intensidad en corto circuito. Si se produce un corto circuito prolongado
durante más de un segundo, se activa la función de anti-stick (el equipo deja de suministrar potencia para permitir
despegar el electrodo).
OPERATIVA SOLDADURA TIG
Para la soldadura en modo TIG o TIG arco pulsado, se deberá utilizar una antorcha TIG ref. 06131 conectada en el
euroconector (sólo para aeroprocess 2000 o 3220) o el adaptador ref. 56210 (todos los modelos) para antorchas
TIG SR17 o SR26, en este caso, se conectará la antorcha directamente a los bornes externos. Se deberá utilizar
gas Argón 100%.
La polaridad la antorcha debe ser negativa (deberemos cambiar la polaridad de ésta si se trata de un equipo Aeroprocess 2000 o connectar la antorcha al negativo si se trata de una Aeroprocess 3200 o 3220). La pieza siempre se
conectará al positivo.
Seleccionar el modo TIG.
El equipo sólo permitirá el ajuste de la
corriente de soldadura. Los demás parametros se deberán ajustar en el
menú SET.
Parámetros ajustables en modo TIG:
Tdn: Tiempo de la rampa de bajada de la corriente de soldadura al finalizar
el cordón (en décimas de segundos).
PtG: Tiempo de post-gas. Determina el tiempo que se suministrará gas
después de finalizar la soldadura.
Para los modelos Aeroprocess 2000, 3200 y 3220, la ignición del arco para procesos TIG se realiza mediante contacto. Presione ligeramente el electrodo con la pieza a soldar (1), presione el pulsador de la antorcha y espere entre
1 y 2 segundos (comenzará a fluir el gas de protección y se calentará ligeramente el electrodo de tungsteno para
permitir la ignición del arco (2)). Levante lentamente el electrodo de la pieza girando la antorcha de manera que la
tobera permanezca en contacto con la pieza a soldar (3). El arco se iniciará y el amperaje se incrementará hasta el
nivel ajustado previamente (4).
ATENCIÓN
Para realizar el cambio de polaridad y/o connectar/desconnectar accesorios, apague el equipo y espere
unos segundos. Asegúrese de apretar los bornes interiores (Aeroprocess 2000) y exteriores (resto de
equipos) firmemente para evitar que se sobrecalienten.
SOLTER SOLDADURA S.L.
AEROPROCESS
16
ES

Selección del modo de soldadura TIG
El equipo permite trabajar en diferentes modos TIG.
2T: Soldadura mientras mantenemos el pulsador.
4T: Durante la primera pulsación, se efectuará la secuencia de ignición del arco y el equipo generará
una corriente inicial (predeterminada como la mitad de la configurada). Al soltar el pulsador, se mantendrá el arco de
soldadura con el nivel establecido. Al pulsar de nuevo el pulsador, se realizará la rampa de bajada hasta un valor
igual a la mitad del configurado y se mantendrá éste nivel de corriente hasta dejar de presionar el pulsador.
Se recomienda utilizar electrodos de tungsteno con Torio (rojo), Cerio (gris) o Lanthano (oro).
La punta del electrodo debe afilarse con forma de cono. De esta forma, el arco será mas estable y la energia se podrá
concentrar más en la raíz de la soldadura. En función del amperaje a utilizar, se recomienda afilar mas o menos el electrodo.
En función del amperaje al que vaya a soldar, se recomienda un diámetro de electrodo, una tobera y un caudal de gas
específicos. Siga la siguiente tabla de referencia como guía.
Si utiliza una antorcha con potenciómetro de regulación, puede variar el ajuste del amperaje de soldadura (desde el
valor nominal programado en el panel frontal hasta el valor mínimo de operación del equipo). Ésto permite con un
solo mando reducir o aumentar el ajuste de corriente de soldeo de todos los parámetros asociados a la intensidad
nominal.
ATENCIÓN
No trate de encender el arco rascando el electrodo como si se tratara de una cerilla.
Rango Amperaje (A) Electrodo (mm) Tobera (mm) Caudal de gas (l/min)
10 - 60 1,0 6,5 / 8,0 5 - 6
60 - 120 1,6 6,5 / 8,0 / 9,5 6 - 7
120 - 170 2,0 8,0 / 9,5 7 - 8
170 - 220 2,4 9,5 / 11,0 8 - 9
220 - 350 3,2 11,0 / 12,5 9 - 10
300 - 420 4 16 10 - 12
SOLTER SOLDADURA S.L.
AEROPROCESS
17
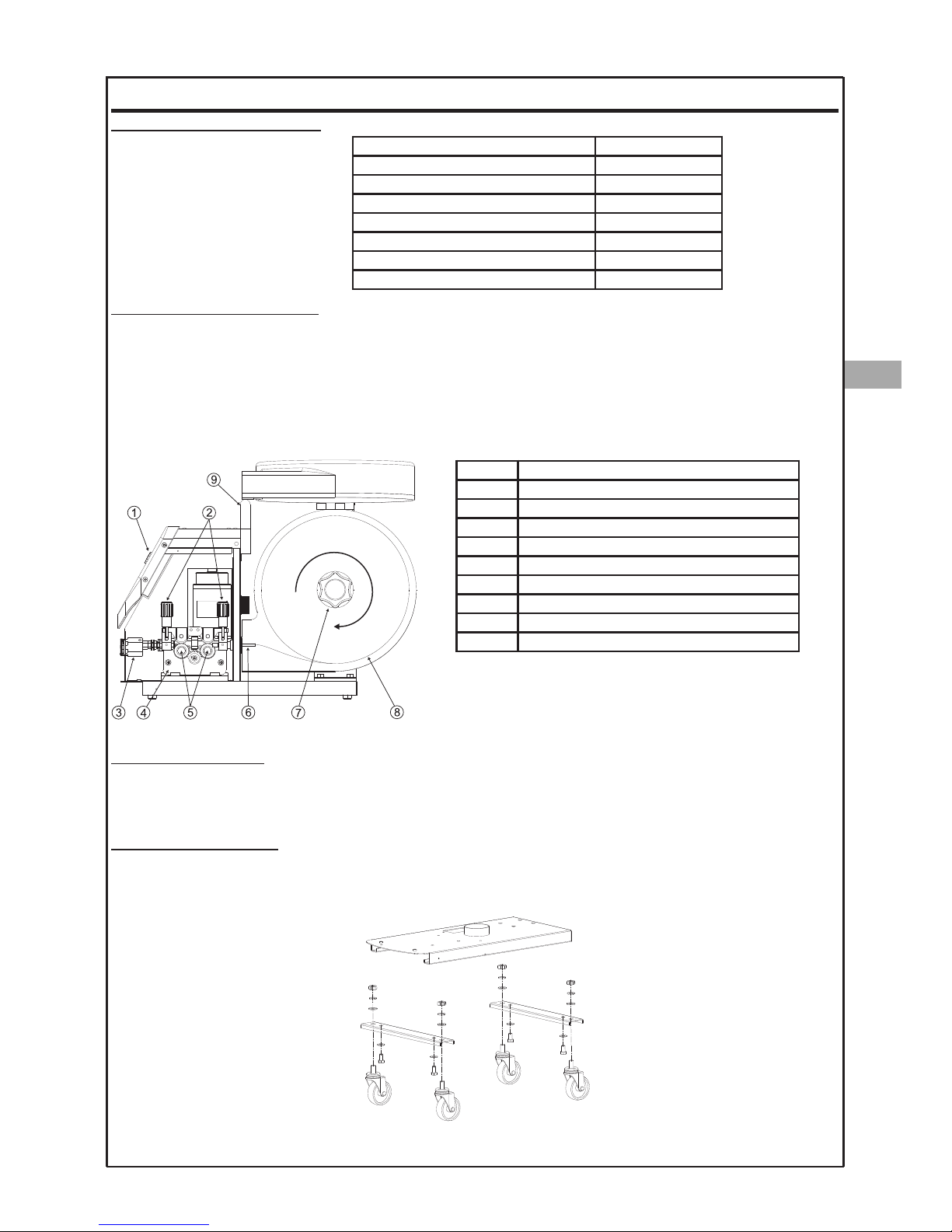
DEVANADORA AEROFEED5
CARACTERÍSTICAS TÉCNICAS
DESCRIPCIONES GENERALES
La unidad de alimentación de alambre es el dispositivo que hace que el alambre pase por el tubo de contacto de la pistola para fundirse en el arco. Los equipos MIG-MAG disponen de un sistema para variar la velocidad de avance del
alambre, así como de una válvula magnética para regular el paso del gas.
Un motor transmite la potencia a los rodillos de arrastre, de manera que éstos desplazan el alambre desde la bobina
a la punta de contacto de la antorcha. Los rodillos en contacto son normalmente uno plano y otro con bisel. El bisel es
en forma de V para materiales duros como aceros, en forma de U para materiales blandos como el aluminio y ranurados para aceros tubulares. Es imprescindible seleccionar el rodillo de acuerdo con el diámetro y material del alambre
en uso.
ASA DE TRANSPORTE
Siempre que desee manipular la unidad Aerofeed, utilice el asa de transporte. Dicha asa debe utilizarse en caso que
quiera colgar en alto la devanadora. El asa de la unidad debe estar aislada eléctricamente de la estructura metálica
de la cuál será suspendida.
KIT RUEDAS AEROFEED
Para montar el KIT ruedas (56206), primero debe retirar los 4 pies de nylon de la parte inferior de la unidad, montar
las ruedas a los 2 soportes y atornillar éstos a la base de la devanadora. No vuelva a utilizar los pies de nylon para
atornillar los soportes, utilice los tornillos metálicos suministrados con el kit.
C
ARACTERÍSTICAS TÉCNICAS
A
EROFEED 5
Tensión de entrada (U1) 24V DC
Intensidad máxima 500A DC
Diámetros de hilo aplicables De 0,6 a 1,2mm
V
elocidad máxima del hilo
1
8m/min
Rendimiento 60%
Grado de protección IP IP23C
Peso 15Kg
Nº Descripción
1 Panel de control
2 Ajuste de presión de los rodillos
3 Euroconector
4 Motor de arrastre
5 Rodillos de arrastre
6 Guía del alambre
7 Fijación y freno de la bobina de alambre
8 Bobina de alambre
9 Asa de transporte
SOLTER SOLDADURA S.L.
AEROPROCESS
18
ES

RODILLOS
AVERÍAS
En el caso de producirse algún tipo de avería que represente un peligro para las personas, equipo y/o entorno, deberá desconectarse el equipo de inmediato y asegurarse de que no se pueda volver a conectar si no se ha solucionado la causa que la ha provocado. Las averías solo deben ser eliminadas por personal cualificado, teniendo en
cuenta las indicaciones de seguridad del equipo.
POSIBLES ANOMALÍAS Y SOLUCIONES
RODILLOS MATERIAL 2000 3200 3220
0
,6 - 0,8 Ranura V
F
e, SS,CuSi, CuAl
5
6105
- 5
5606
0,8 - 1,0 Ranura V Fe, SS,CuSi, CuAl 56106 55600 1,0 - 1,2 Ranura V Fe, SS,CuSi, CuAl 55986 55601 55607
1,2 - 1,6 Ranura V Fe, SS,CuSi, CuAl - 55602 55608
0,8 - 1,0 Ranura U Al 55987 55612 1,0 - 1,2 Ranura U Al 55988 55603 55609
1,2 - 1,6 Ranura U Al - - 55610
0,8 - 1,0 Ranura Estriada Flux Core, Metal Core 56116 -
-
1
,0 - 1,2 Ranura Estriada
F
lux Core, Metal Core
5
5989
5
5604
5
5611
1,2 - 1,6 Ranura Estirada Flux Core, Metal Core - 55605 55613
ANOMALÍA POSIBLE CAUSA
No se pone en marcha el equipo
Verificar si hay tensión en la toma de corriente.
Interruptor defectuoso.
Apagar el equipo o desconectarlo durante 1 minuto, volver a intentar la
puesta en marcha.
Circuito electrónico defectuoso.
Piloto de anomalía iluminado
Apagar el equipo un minuto y ponerlo en marcha de nuevo. Si el error
persiste, contactar con el servicio técnico.
Piloto de sobretemperatura iluminado
Máquina sobrecalentada y en fase de enfriamiento. Espere a que la
máquina se recupere.
Piloto de salida parpadea
El equipo ha detectado que el pulsador de la antorcha estaba pulsado
al arrancar el equipo o al recuperarse de un paro por temperatura.
Suelte el pulsador de la antorcha y/o pedal.
El alambre no sale correctamente
Verificar que el sistema de arrastre gira correctamente.
Freno del carrete demasiado apretado.
Accesorios del sistema de arrastre incorrectos.
Antorcha o consumibles en mal estado
El alambre no sale a la velocidad deseada
En el inicio de la soldadura el alambre siempre sale a una velocidad
mínima. Verificar que el sistema de arrastre funciona correctamente
con el enhebrado manual.
No sale gas de protección
Verificar que hay gas en la botella.
Verificar que el ajuste de caudal es correcto.
Antorcha taponada y/o perforada.
Válvula de gas defectuosa.
El arco no es estable y el alambre
choca con la pieza.
Verificar si el material que utilizamos se corresponde con el que hemos
seleccionado.
Verificar que tenemos los consumibles y rodillos adecuados al material
utilizado.
SOLTER SOLDADURA S.L.
AEROPROCESS
19

ALARMAS Y ANOMALIAS
No se inicia el arco
L
a toma de corriente de la pieza no hace contacto.
Conexión incorrecta del equipo (polaridad).
Cables de soldadura en mal estado.
Inicio del arco incorrecto
Conexiones electricas defectuosas.
Pieza sucia y/o oxidada.
A
justes incorrectos.
Poca penetración
Baja intensidad de soldadura.
Velocidad excesiva al soldar.
P
olaridad invertida.
Poros en la soldadura
Poco caudal de gas o gas inadecuado.
Consumibles de la antorcha defectuosos.
Salpicaduras
Exceso de intensidad de soldadura.
Ajuste de la dinámica incorrecta.
Posición de soldadura incorrecta.
Programa de soldadura incorrecto.
Arco inestable
Pieza con óxido o mal preparada para soldar. Revisar el contacto de la
pinza de masa y los consumibles de la antorcha
Programa de soldadura inadecuado
Nº ERROR CAUSA SOLUCIÓN
Er 1
Datos de la memoria
corruptos
Éste error se recupera automáticamente. Se cargarán los datos por
defecto. Enviar el equipo al servicio técnico para una puesta a
punto.
Er 2
Error de la memoria
interna
Este error se recupera automáticamente y el equipo puede seguir
funcionando.
Er 3
Error en la memoria
de datos
El equipo carga un juego de parámetros por defecto y puede seguir
funcionando.
Er 4
Error en la comunica-
ción con la potencia
Apagar el equipo un minuto y volver a ponerlo en marcha. Si el
error persiste, anotar el valor del segundo display y consultar al
servicio técnico.
Er 5
Placa control poténcia
no compatible
Se ha encontrado una placa de control no compatible o ha dejado
de funcionar. Substitúyala.
Er 6
Error de la memoria in-
terna
Memoria de datos no operativa, substituya el panel operador.
Er 10
Sobrecalentamiento
Tensión de alimenta-
ción incorrecta
Esperar que el equipo se enfríe.
Verificar la tensión de entrada del equipo
SOLTER SOLDADURA S.L.
AEROPROCESS
20
ES

INSTRUCCIONES DE MANTENIMIENTO
Se recomienda una supervisión periódica del equipo. Antes de realizar cualquier operación de mantenimiento, desc
onecte el equipo de la red de alimentación y manténgala durante la operación de mantenimiento. Reduzca los pla-
zos de mantenimiento aconsejados ante condiciones de uso severas.
DESPIECES
Aeropocess 2000 (A1)
Aerofeed 5 (A1)
Aeroprocess 3200 (A2)
Aeroprocess 3220 (A3)
ESQUEMAS ELÉCTRICOS
AEROPROCESS 3200 (A4)
AEROPROCESS 3220 (A5)
AEROPROCESS 2000 (A6)
AEROFEED 5 (A7)
INTERVALO ACCIÓN
Semanalmente
Verifique el estado de los cableados y accesorios externos.
S
ubstituya componentes desgastados en la antorcha
L
impie y apriete las conexiones eléctricas del circuito de soldadura
Limpie la unidad de arrastre con aire comprimido.
Trimestral
Sople el túnel de ventilación con aire a presión (seco) desde la toma de ventilación frontal.
No remueva el envolvente de protección durante el soplado.
Desmonte todas las rulinas de la unidad de arrastre (se deberán limpiar de polvo y suciedad, y engrasarlas ligeramente).
Anual
Efectúe una revisión completa según especifica la norma para equipos de soldadura
EN-60974. Dirijase a su distribuidor.
ATENCIÓN
La manipulación de partes internas del equipo debe realizarse únicamente por personal cualificado.
Existe riesgo de choque eléctrico al contactar con partes activas. NO debe operar sin las tapas debida-
mente colocadas. Antes de acceder al interior del equipo, desconéctelo de la alimentación y espere como
mínimo 5 minutos antes de realizar cualquier operación de mantenimiento.
SOLTER SOLDADURA S.L.
AEROPROCESS
21
INDEX
Introduction 2
Security and protection 2
General descriptions 3
Description of the items of equipment 5
Connection of the earth clamp 6
Connection of the torch 6
Gas connection 6
Use of electric generators 7
Commissioning of Aeroprocess 2000 7
Commissioning of Aeroprocess 3200 7
Commissioning of Aeroprocess 3220 7
Front panel layout 9
Operating the front panel 10
Symbology of the display 11
Operating the menu 12
MIG-MAG welding operations 13
MMA welding operations 15
TIG welding operations 16
Aerofeed 5 wire feeder 18
Rollers 19
Faults 19
Possible anomalies and solutions 19
Alarms and anomalies 20
Maintenance instructions 21
Exploded drawings A1-A2-A3
Schematics A4-A5-A6-A7
CE certificate A8
Certificate of guarantee A9
SOLTER SOLDADURA S.L.
AEROPROCESS
1
EN

INTRODUCTION
Thank you for choosing our brand. We hope that the welding machine you have purchased will serve you well. This
instruction manual contains the necessary information and warnings for correct use within the maximum operator safety conditions. INVERTER welding equipment must be used by expert personnel who know and understand the
risks involved in the use of this equipment. If you have any doubt or queries concerning this manual, please, contact
us. Internal manipulation of the equipment involves the risk of electric shocks. We request you not to carry out any
manipulation of the equipment (only technically trained personnel can do this). The manufacturer denies all responsibility for negligent practices in the use or manipulation of this machine. This manual must be kept with the equipment
p
urchased. It is the responsibility of those persons who use and repair this machine to comply with the requirements
of the above mentioned regulations.
SECURITY AND PROTECTION
ELECTRICITY
A good and safe installation is essential to ensure the optimum performance of this equipment. Make
sure that the unit is connected to the correct supply voltage.
The equipment must ALWAYS have an adequate grounded (earth) connection.
Electromagnetic fields may interfere with the operation of several electrical and electronic devices such
as pacemakers. We highly recommend people with such devices to avoid using this kind of equipment.
PERSONAL CLOTHING
The entire body of the welder is subject to possible contact with aggressive agents, so it must be totally
protected. Use safety boots, gloves, oversleeves, gaiters and leather aprons.
BURN PROTECTION
Never touch parts of the wire or the material with your bare hands once soldered. Avoid skin contact with
airborne particles. Do not point the torch at any part of the body.
EYE PROTECTION
Welders and their assistants must use safety masks or goggles with filters which stop harmful radiation
entering the eyes. Use special screens to observe the welding area during the process.
FIRE PROTECTION
The welding process produces flying incandescent metal parts which may cause fires. Do not use the
machine in areas where there may be inflammable gases. Clean the working area of all inflammable material. Pay special attention to the protection of the gas cylinders in accordance with the necessary requirements.
PROTECTION FOR GAS CYLINDERS
Cylinders containing shielding gas, store their contents at high pressure. If these cylinders suffer any
form of damage, they may explode. Always treat these cylinders with care and weld as far away from
them as possible.
WELDING IN TANKS WHICH MAY CONTAIN THE TRACES OF INFLAMMABLE MATERIALS INSIDE,
INVOLVES A HIGH RISK OF EXPLOSION. WE RECOMMEND KEEPING AN EXTINGUISHER READILY AVAILABLE FOR USE.
ELECTROMAGNETIC DISTURBANCES
Electromagnetic interferences produced by welding equipment may interfere in the operation of equipment which is sensitive to this kind of interference (computers, robots etc). Ensure that all the equipment
in the welding area is resistant to electromagnetic radiation. In order to reduce radiation as much as possible, work with welding wires as short as possible and placed in parallel on the floor if possible. Work at
a distance of 100 metres or more from equipment which is sensitive to disturbances. Ensure that the machine equipment is correctly earthed. If there are still interference problems despite having taken the
above described precautionary measures, the operator must take extra measures such as moving the
welding machine, using filters, using protected cables... to ensure that interference with other equipment
does not occur.
RECYCLING
In compliance with European Directive 2002/96/EC on waste electric and electronic equipment, this
equipment must be deposited in your local recycling centre at the end of its useful life.
SOLTER SOLDADURA S.L.
AEROPROCESS
2

GENERAL DESCRIPTIONS
Aeroprocess welding machines have been developed to support MMA, TIG and MIG-MAG welding processes; with a
n
otable capacity for MIG-MAG welding with multiple combinations of materials and shielding gases.
T
he range of Aeroprocess machines is equipped with dual digital signal processor, monitoring the status of the wel-
d
ing arc up to 10000 times per second. Thanks to this technology, the equipment can ensure an accurate and reliable arc under all operating conditions. It can be applied universally to any type of welding of various materials such
as stainless steels, alloy steels, aluminium alloys or other copper or titanium alloys.
The range of Solter Aeroprocess equipments allows rapid setting with the assistance of synergic configuration of
MIG-MAG parameters.
For MMA welding, the machine is equipped with adjustable anti-stick, hot-start and arc-force features. Thanks to
t
hese features, you can weld effectively with any type of coated electrodes.
For TIG welding, the equipment allows Lift Arc ignition, pre and post gas timing, and end current ramp control.
For MIG-MAG welding, the equipment has 28 pre-set synergic programs. In addition, there are also available the
special features of Burn Back, Hot Start, Crater Filling and timing for spot welding.
On the back of the machine, there is a nameplate of the welding machine parameters. This plate is designed in accordance with the EN 60974-1 Standard.
MEANING OF THE INDICATIONS ON THE SPECIFICATIONS PLATE
EN 60974 International Standard for welding equipment.
S/N.... Serial number.
MMA MMA welding.
TIG TIG welding.
Uo No-load welding voltage.
X Duty Cycle %.
I2 Welding current (Amps).
U2 Test voltage for welding current (I2).
U1 Mains voltage.
50/60 Hz Frequency of the mains
IP21 IP protection class.
S Suitable for working in places with increased risks.
SOLTER SOLDADURA S.L.
AEROPROCESS
3
EN

TECHNICAL SPECIFICATIONS
The machine is designed to be used outdoors. However, it should be protected from rainfall while it’s in use.
PROTECTION
The machine features all necessary protective measures to ensure proper operation. Temperature sensors ensure
that the components are kept within the operating range.
Monitoring of the supply voltage ensures that the machine operates within expected ranges and, in case of exceeding them, is disconnected to prevent possible anomalies.
OPERATING CYCLE AND OVERHEATING
The operating cycle is the percentage of 10 minutes during which the unit can weld at the required power without
overheating. If machine becomes overheated, the welding power will stop. The screen will display an alarm showing
which internal module is the one that has been overheated. The fans turn until the internal temperature is below
40°C. The machine will automatically reset when it reaches a safe temperature again. However, it is recommended to
wait at least 5 minutes before starting to work normally again.
To avoid overheating, reduce the adjusted welding power or the length of the welds.
Aeroprocess 2000 Aeroprocess 3200 Aeroprocess 3220
Input voltage (U1) 230V +/- 15% 400V +/- 15% 400V +/- 15%
M
aximum input current (I1 máx)
3
7A
2
2,2A
2
2,2A
No-load voltage (U0) 68V 64V 64V
Max. absobed power 9KVA 9KVA 9KVA
Fuse 25A 20A 20A
Mig-Mag regulation range 30-200A 30-320A 30-320A
M
MA regulation range
1
0-200A
1
0-250A
1
0-250A
TIG regulation range 10-220A 10-250A 10-250A
Mig-Mag duty cycle
200A 45% (40ºC)
2
00A 68% (20ºC)
320A 40% (40ºC)
3
20A 60% (20ºC)
320A 40% (40ºC)
3
20A 60% (20ºC)
MMA duty cycle
200A 45% (40ºC)
200A 68% (20ºC)
250A 60% (40ºC)
250A 100% (20ºC)
250A 60% (40ºC)
250A 100% (20ºC)
TIG duty cycle
220A 45% (40ºC)
220A 72% (20ºC)
250A 60% (40ºC)
250A 100% (20ºC)
250A 60% (40ºC)
250A 100% (20ºC)
Usable wires of Fe 0,6 - 0,8 - 1,0 - 1,2 0,6 - 0,8 - 1,0 - 1,2 0,6 - 0,8 - 1,0 - 1,2
Usable wires of Ss 0,8 - 1,0 - 1,2 0,8 - 1,0 - 1,2 0,8 - 1,0 - 1,2
Usable wires of Al 1,0 - 1,2 1,0 - 1,2 1,0 - 1,2
Maximum feeding speed 11m/min 18m/min 18m/min
Rollers 2R 4R 4R
Power of the motor 30W 65W 65W
Maximum spot time 10s 10s 10s
Temperature protection class H (180ºC) H (180ºC) H (180ºC)
IP protection class IP23S IP23S IP23S
Ventilation FORCED FORCED
FORCED
Weight 19 Kg 58 Kg 56 Kg
Aeroprocess 2000 Aeroprocess 3200 Aeroprocess 3220
Dimensions 407x602x285mm 808x935x308 808x935x308
Standards IEC 60974-1 / EC 60974-10
ATTENTION
If the nominal operating cycle of the machine is exceeded and the equipment is forced to work for too
long (without being allowed to cool properly), this could cause significant damage not covered by the
guarantee.
SOLTER SOLDADURA S.L.
AEROPROCESS
4

TRANSPORT AND INSTALLATION OF THE WELDING MACHINE
The transport position must be as indicated on the packaging. Impacts should be avoided during transport of the mac
hine. The machine must be located in a dry and well-ventilated area, away from water outlets and from the welding
station (to prevent metal dust entering the welding machine). The machine must be installed on a horizontal surface
with a maximum gradient of 10°. The machine must be connected to an electrical box, which should consist of a circuit breaker and an automatic switch. The circuit breaker protects people from direct or indirect contacts with electric
al parts. The automatic switch must be chosen according to the equipment nameplate. A switch with an
intensity/time ratio of the slow type (D curve) is recommended to prevent false triggering.
HANDLING AND ASSEMBLY OF THE MACHINE
To handle and move the Aeroprocess 2000 equipments, always use the front and rear handles.
To handle and move the Aeroprocess 3200 and 3220 equipments, firstly you have to assemble the front and the rear
w
heels (using their respective screws). To move them vertically, use the eyebolts that have to be screwed to the base
o
f the unit. To move them horizontally, you must use the front handle.
DESCRIPTION OF THE ITEMS OF EQUIPMENT
AEROPROCESS 2000
AEROPROCESS 3200 and AEROPROCESS 3220
SOLTER SOLDADURA S.L.
AEROPROCESS
5
EN
1 - Control panel
2 - Negative pole connector
3 - Euroconnector
4
- Gas connector
5 - Aerofeed connector
6 - Positive pole connector
7 - Gas input
8
- 2A Fuse (control)
9 - Main switch
10 - Mains connection
CONNECTION OF THE EARTH CLAMP
T
he earth clamp must be connected as close as possible to the workpiece and the other side of the cable must be
c
onnected to the machine (in the desired position according with the polarity). The contact surface with the workpiece
should be as large as possible. Make sure that the surface is completely clean and free of paint and rust.
The following table shows the cable section, recommended by Solter Soldadura, according to amperage and operating cycle for lengths of less than 25m. These data are for reference and may NOT suit all applications. If the cable
overheats, use a larger cable section.
CONNECTION OF THE TORCH
Connect the MIG torch in its position taking special care to ensure it is tightly screwed. Make sure that the torch is
going to be used is suitable for the current levels and operating cycle that the application requires. You can use an
air-cooled or water-cooled torch. Solter has different torches to suit the needs of each customer. See table below.
GAS CONNECTION
Welding current (A)
100 150 200 250 300 350 400
Section (mm2) for X<60% 16 25 25 35 50 50 70
Section (mm2) for X>60% 16 25 35 50 70 70 90
TORCH REFRIGERATIÓN DUTY CICLE REF.
SX-36 4m Air 270A 60% 56033
SX-36 3m ALU Air 270A 60% 56077
SX-501 4m Liquid 500A 60% 56075
SX-501 3m ALU Liquid 500A 60% 56078
SOLTER SOLDADURA S.L.
AEROPROCESS
6

Connect the gas tube to the rear nozzle of the power unit and the other end of the tube to the gas cylinder flow regulator. Be sure to use the proper gas mixture for the material to be welded. Set the gas flow rate to a typical value of 8
- 10 l/min. A wrong flow setting can cause defects in the weld bead. Remember to close the gas bottle valve when
y
ou finish welding.
USE OF ELECTRIC GENERATORS
The equipments are prepared to work with an electric generator. However, these generators must meet certain requir
ements. It is recommended to use three-phase generators with a constant power of at least 25KVA. If the generator
does not have enough power or the output voltage is outside the machine’s operating limits, this could affect the stability of the welding arc and, therefore, the quality of the weld joint. In the worst case, it may even cause damage to
the machine.
Do not use more than one welding machine with the same generator. Sudden changes in charge level may affect the
stability of the welding arc.
S
tart the machine by turning the switch on the back of the power unit. During the start up sequence, the equipment
performs an internal test. If a fault is detected, the associated code will appear on the front panel display.
Always start or stop the machine using the rear switch, NOT by plugging or unplugging it from the mains
COMMISSIONING OF AEROPROCESS 2000
Connect the welding machine to a socket with earth wire (the plug must have an earth connection).
Make sure that the voltage is within the range of 230Vac +/- 15%. Outside this voltage range, the machine may mal-
function.
Depending on the type of welding that is going to be used (MMA, TIG, MIG-MAG), you must connect the earth
clamp, the electrode holder clamp, TIG torch or MIG-MAG torch.
Select the polarity depending on the type of application and the wire that is going to be used. To select this polarity,
verify and/or change the connections that are inside the wire coil compartment.
Turn the switch located on the back of the machine.
COMMISSIONING OF AEROPROCESS 3200
Assemble the front and rear wheels on the equipment (see section handling and assembly of the machine).
Connect the machine to a three-phase 400Vac mains. Make sure that the power of the mains is enough for the consumption of the equipment. Select the desired polarity.
Depending on the type of welding that is going to be used (MMA, TIG, MIG-MAG), you must connect the earth
clamp, the electrode holder clamp, TIG torch or MIG-MAG torch.
In this model, the polarity can not be changed.
Turn the switch located on the back of the machine.
COMMISSIONING OF AEROPROCESS 3220
1- Assemble the front and rear wheels on the equipment (see section handling and assembly of the machine).
2- Position and fasten the bracket for Aerofeed 5 (56213) to the power unit (the power unit has the screws incorpora-
ted to fasten the bracket).
2- Position the winder above the Aerofeed 5 bracket (56213).
2- Unscrew the metal bracket behind the plastic rolls holder. Through this bracket, you must pass the interconnecting
wiring between the power unit and the AEROFEED unit. This clamp secures and maintains the connection aligned.
SOLTER SOLDADURA S.L.
AEROPROCESS
7
EN

3- Make all connections between the equipment and the winder. You must select the polarity depending on the type
of wire that you will use. However, gas tube and control cable always have to be connected in the same place (1-2).
The order of connection is always the same, the power cord first, second, the gas connector and finally, the control
cable.
Positive connection
This type of connection is the most common for different types of wire. The power
cable is connected to the positive pole and the earth clamp to the negative pole.
Negative connection
This type of connection is less frequent. It is used for tubular steel wires without
gas or with gases of basic type. The power cable is connected to the negative pole
and the earth clamp to the positive pole.
You are recommended to see the polarity specifications given by the wire manufacturer, as these may vary.
The standard AEROFEED winder comes with a 1.7m cable (73368). If desired, the
same cable is available with lengths of 5m (73369) and 10m (73370).
4 - Connect the ground cable to the desired position.
5 – Connect the MIG torch in its position.
6 – Connect the gas tube at the rear part of the power unit.
ATTENTION
Do not connect the gas cylinder directly to the wire feeder, as it has no solenoid. The solenoid and the
shielding gas pressure sensor are located in the power unit in order to save gas consumption.
ATTENTION
Ensure that all connectors are securely connected and that they may not present problems of false
contacts.
SOLTER SOLDADURA S.L.
AEROPROCESS
8
FRONT PANEL LAYOUT
1- Selector of welding type
2- MMA welding mode
3- TIG welding mode
4- MIG - MAG welding mode
5- 2T mode
6- 4T mode
7- Amps visualization
8- Speed in m/min.
9- Welding thickness
10- Arc height
11-Time (0,1s)
12- Volts visualization
13- Percentage (%)
14- Arc dynamics (inductance)
15- Values display
16- Parameters display
17- Menu selector
18- Button of manual feeding
19- Main selector
20- Synergic or manual selector
21- Manual mode
22- Synergic mode
23- Power output activated
24- Anomaly
25- Wire diameter selector
26- Standard materials selector
27- OP (Non-standard materials)
SOLTER SOLDADURA S.L.
AEROPROCESS
9
EN
OPERATING THE FRONT PANEL
A - Selector of welding type: This button lets you choose between the different types of welding offered by the ma-
chine. The selector is sequential, so each time the button is pressed, a new type of welding is selected (see next picture)
B - Selectors of material and wire diameter: Only available in MIG mode. This buttons let you select between different
material options (see the sticker on the inside of the winder for details). When you change material or diameter,
the SYN mode is always activated by default.
C - Selector of synergic (automatic) mode or manual mode: For optimum welding quality, you are recommended to
select the synergic mode (in this mode, the welding voltage is always right for the speed you select, allowing a little
adjustment of arc height parameter). In MANUAL mode, you can adjust the welding voltage and speed independently.
D - Main panel displays: These displays show all the values selected (welding variables, menu options, and the current and voltage values of the welding process).
E - Main selector: With this selector you can select menu options and set the values of the different parameters. The
value that can be modified always appears in flashing mode.
F - Menu button: With this button you can enter and exit the advanced parameter setting menu.To move or change a
menu option, use the selector E.
G- Button of manual feeding: Only available in MIG mode. It allows us to thread the wire into the torch to prepare the
equipment. When pressed, the indication "inc" and the threading speed (which may change with the E selector) are
displayed.
H - Machine status indicator: This part displays several indications (alarms, overheating or machine operating)
ATTENTION
In MANUAL mode, the machine could be set in a non proper way.
SOLTER SOLDADURA S.L.
AEROPROCESS
10

SYMBOLOGY OF THE DISPLAY
Amps Amps I1in TIG Amps I2in TIG Time I1 in TIG Time I2 in TIG
W
elding
voltage
H
ot-start
current in MMA
H
ot-start time
in MMA
F
orce-arc current
in MMA
T
IG slope down
time
Wire feed speed
in MIG
Pre-gas time
in TIG / MIG
Post-gas time
in TIG / MIG
Burn-back
in MIG
Hot-start current
in MIG
Crater Filling
in MIG
Welding time
in MIG
Repetition time
in MIG
Penetration control
in MIG
Arc dynamics
in MIG
Data menu Worked time Program access
Save program
in memory
Load program
from memory
Menu for welding
parameters
Number of selected
program
Factory
settings
Program
Functions
Consumed
wire
Enabled
function
Disabled
function
Confirm Cancel
Reset of the consu-
med wire counter
Software version
Firmware release
of the user interface
Power unit
firmware release
MIG-MAG SYN
database version
SOLTER SOLDADURA S.L.
AEROPROCESS
11
EN
OPERATING THE MENU
To access the machine menu press key (17) .
The first option of SET menu is displayed. From this point, with the
main selector (19), select the desired menu.
Once the desired option appears, press the main selector to access
the different parameters of the selected menu, allowing to check the
v
alue or change it (press the main selector to modify the value (flashing mode) + press again the main selector to confirm the new
value). To exit the menu from any position, use the 17 key.
The changes made are automatically saved and will be in effect until
they are changed. If we want to save the data in a given program,
proceed according to the operation of the program memories.
PROGRAM MEMORY MANAGEMENT
The machine can store any program in memory
with all data, both primary and secondary.
To manage the reading/writing of these programs,
select the program menu (enter menu mode and
select "Pro"). After that, you can choose between
the options “read a program (L-P)” or “save a program (S-P)”. Having selected the option, select the
program number with the main selector and confirm
the action by pressing the same selector.
The recovered data can be edited and will be saved as the current program, but the original program in the memory
will not be changed, being safeguarded from accidental changes.
DATA MENU
Enter menu mode and select . In this menu, we have the possibility to read the wire consumption data and
the worked hours of the machine.
The wire consumption data will be displayed in m and cm. You can reset this value at any moment using the
option from the menu. If you don’t reset the value manually, this value will be reset automatically when it arri-
ves to 600m.
The operating time value is displayed in hours and minutes (hhhh.mm) and cannot be reset. The value on
this time meter increases with the real welding time.
Example: 71h 30 minutes
SOLTER SOLDADURA S.L.
AEROPROCESS
12

RESETTING PARAMETERS TO DEFAULT VALUES
All operating program data can be reset to the default value, which is useful for correcting problems caused by unint
entionally altered parameters.
To reset, enter the menu and select "ini". When you press the master control, you will be asked to confirm this action.
With the main control, select "YES" and all data of the current operating program will be reset.
INFORMATION OF SYSTEM VERSION
In the menu option, you can check the system version information.
indicates the power unit firmware release and the firmware release of the user interface.
MIG-MAG WELDING OPERATIONS
For most of the materials, you will have to connect the negative pole to the work piece and the positive pole to the
torch. For cored wires without gas (OP130, OP131, OP132 and OP133), you will have to connect the cables in reversed polarity (only valid for AEROPROCESS 2000 and 3220).
Wire feeding system
The wire feeding system must be prepared with the suitable options for the material used. You must install the appropriate rollers for the material in use and set the rollers pressure to the minimum, so that the wire is pulled tightly, but
can skid if there is a blockage in the wire feed guide.
Follow the procedure below for set the proper rollers pressure:
1- Press the threading button until the welding wire emerges through the torch.
2- Reduce the rollers pressure to the minimum (position 1 of the tensor).
3- Place the torch at an angle of 45º with the nozzle about 5 cm over a wooden surface.
4- Press the threading button so that the wire emerges onto the wooden surface.
5- Increase the rollers pressure until the wire stops skidding and can move forward. At that point, give half more turn
to the tensor.
6- If the wire continues skidding, even with the maximum pressure, this indicates that there is a problem in the wire
feeding system. You should check the wire guide (towline), brake setting, state of the contact tip and roller wear.
The torch should also be prepared with the right consumables for the material used, this includes using a specific tip
and guide for the section of the wire in use. For aluminium, a teflon/graphite guide is required. Torches of more than
three metres length are not recommended. If you want to use a longer torch, you should use a “PUSH-PULL” torch.
It’s important to connect the torch firmly to the winder to avoid overheatings or brownouts.
For welding aluminium, the output guide should be removed from the euroconnector and the torch internal guide (teflon or graphite) should reach the drive rollers.
Place the coil of wire in the support provided for this purpose, so that the coil rotates clockwise when in operation.
Make sure that no part protrudes from the coil of wire. Use the SOLTER 56125 adapter for coils of 150mm diameter.
The end of the wire must be filed so that it slides correctly and does not get stuck or damage the guide. Adjust the
brake so that the coil does not continue rotating when the motor stops. An excessive pressure from the brake can
make that the feeding system skids, causing defects in the weld. This brake is located inside the wire coil holder. Finally, screw the screw firmly to secure the coil with the coil holder. Pass the wire through the motor rollers so that it
penetrates 10cm into the torch towline and then close the roller clamps. During the welding process, the drive motor
access door and the lid of the coil holder must remain closed.
ATTENTION
Programs stored in memory by the user will not be reset.
SOLTER SOLDADURA S.L.
AEROPROCESS
13
EN

Shielding gas
The appropriate shielding gas must be connected for each type of material. A wrong gas can cause an incorrect welding or machine malfunction.
W
ire threading
Place the wire coil on the bracket provided for it and as straight as possible with the drive system (use the SOLTER
adapter 56125 for coils of 150mm diameter). The brake must be adjusted so that the coil no turn soft as it could
c
ause a wire tangle when the motor stops. The end of the wire must be smoothed so that it slides correctly and can't
be hooked or damage the guide.
Place the wire in the drive system such that between about 10cm inside the torch and close the rollers. Remove the
contact tip of the torch to ensure smooth threading. Use the threading button on the control panel to complete the
process. Threading speed can be adjusted using the main selector.
MIG welding mode selection
The machine can work in different MIG modes.
2T: Welding while holding the button down.
4T: During the first press, the arc ignition and "Hot Start" sequence takes place. When the button is rele-
ased, the bead will be made, and during the second press, the crater filling function takes place.
SPOT mode and SPOT with repetition mode
Only available in 2T mode (enable it from the SET menu). Pressing the push button, the machine welds the time defined in the corresponding parameter.
The SPOT modes can work in manual or synergic.
Crater filling. This option will be available in 4T mode. While pressing the push button to stop welding, the equipment
will reduce the wire feeding speed to make properly the crater filling.
Manual Mode
This mode is only recommended for experienced MIG welding personnel. The setting is totally independent and the
welding speed and voltage characteristics for the material used must be known.
Synergic Mode
In this mode we have to specify the material type, wire diameter and shielding gas that we are going to use. After setting up the machine, it will adjust itself automatically according with specified wire speed, providing the appropriate
characteristics for the process in each position.
For selecting the material there are two options. The first is for all the usual materials with all the usual gases; this selection is made using keys 27 and 28. For less common materials or gases, you have to select the OP program and
choose the right program from the programs table.
Settings in synergic mode
In synergic mode, the wire speed will always be set as the main parameter. This parameter determines the power of
the weld and must be suitable for the process. The minimum and maximum value of this parameter is determined by
the material used.
Another parameter that can be set is the arc height. The possible values go from +10 to -10, being 0 the recommended value.
The third parameter that can be set is the weld dynamics (inductance). This parameter will affect the final finish of the
weld bead and the projections that may be produced. The possible setting is from +10 to -10, being 0 the optimum
value.
Selection of material to be welded and shielding gas
It is important to select the material you are going to use before you start welding. For the more common materials,
steel with Ar CO2 (15-25%), 316/308/304 stainless steel with Ar CO2 (2%) and 53XX aluminium with Ar, you can
make the selection directly with the front panel selectors.
For combinations of less common gases or other materials, you must select a program in the OP option. On the inside of the wire feeder, you can see the synergic programs available for MIG welding.
ATTENTION
The wire feeding system components are subject to wear. For optimum welding quality, maintenance of
t
he wire feeding system is essential.
SOLTER SOLDADURA S.L.
AEROPROCESS
14

Selection of synergic MIG program for non-standard materials
For non-standard materials, select the OP option with
t
he materials selector and enter the program number
for the desired material, wire diameter and gas. The
program number can be found in the programs table,
located behind the door of the wire feeding system.
Additional parameters
To adjust the performance of the machine there are several additional adjustable
parameters from the SET menu.
Burn-back: Determines recoil of the wire when the weld finishes.
Soft-Start: Determines the acceleration ramp of the wire at the beginning of the
weld and helps the machine to calibrate the start sequence.
Crf: Crater filling setting. At the end of the weld bead, especially at high power,
there may be a crater which can be filled with lower welding power using this feature.
PtG: post-gas time. Determines the time that gas will be supplied after the end of
welding. The possible values are from 0.1 to 5.0 seconds.
PrG: pre-gas time. Time during which gas is supplied before welding.
SPOT time: Determines the welding time of a spot and will only be enabled if you
have selected a time value. In the OFF position it is disabled. The spot welding
function is supported only in 2T mode.
SPOT repetition time: Pause time before starting a new SPOT weld. With the
selector in OFF position, there won’t be a repetition. Repetition of the welding
time will take place while you are pressing the push button of the torch. If SPOT
time is not enabled, this setting has no effect.
MMA WELDING OPERATIONS
Connect the electrode holder clamp and earth clamp according to the instructions of the electrodes you are going to
use (use the terminals (+ and -) on the front of the power unit).
Select the MMA mode. Having selected the MMA mode, you can set the desired welding amperage.
SOLTER SOLDADURA S.L.
AEROPROCESS
15
EN

For the MMA mode there are three additional parameters that can be set by
accessing the SET menu.
H
ot Start (MMA): Start current level for arc with coated electrode. The value
is referred to as a percentage of the nominal current. A value between 100
and 150% helps in better penetration of the material when starting the weld
bead.
Hot-start time: Time during which the hot-start is applied. Can be set from 0
to 2.5 seconds.
Force-arc (MMA): Regulates the maximum short circuit current to help the
material transfer. A high value helps prevent the electrode sticking to the
work piece and improves the welding quality of cellulosic type electrodes or aluminium alloys.
T
he hot-start feature allows a slightly higher initial power to be supplied to improve the priming and facilitate the crea-
t
ion of the weld. This feature reduces the risk of fusion defects that may appear at the beginning of the weld.
Aeroprocess 2000, 3200 and 3220 equipments have the arc-force feature. This feature assists the transfer of coated
electrode material by adjusting the short-circuit current. If a prolonged short circuit of more than a second occurs, the
anti-stick function is activated (the machine stops supplying power to allow to pull off the electrode).
TIG WELDING OPERATIONS
For TIG welding and TIG pulsed arc welding, you must use a TIG torch ref. 06131 connected to the euroconnector
(only for aeroprocess 2000 and 3220) or the TIG adapter ref. 56210 (all models) for SR17 and SR26 TIG torches. In
this case, the torch has to be connected directly to the external terminals. You must use Ar 100%.
The torch polarity has to be negative (you must change the polarity if you are using an Aeroprocess 2000 machine or
plug the torch to the negative pole if you have an Aeroprocess 3200 or 3220 equipment). The work piece has to be
connected to the positive pole.
Select the TIG mode.
The only adjustable parameter is the
welding current. The other parameters
must be set in the SET menu.
Adjustable parameters in TIG mode:
Tdn: Slope down time of the welding current at the end of the weld bead (in
tenths of seconds).
PtG: post-gas time. Determines the time that gas will be supplied after the
end of welding.
For Aeroprocess 2000, 3200 and 3220, arc ignition for TIG processes is done by contact. Press the electrode lightly
against the work piece (1), press the torch push button and wait for 1 or 2 seconds (the shielding gas will start flowing
and the tungsten electrode will heat up slightly to allow ignition of the arc (2)). Slowly raise the electrode from work
piece while rotating the torch, so that the nozzle remains in contact with the work piece (3). The arc will start and the
amperage will increase to the pre-set level (4).
ATTENTION
To make the change of polarity and/or connect/disconnect accessories, turn off the machine and wait
for a few seconds. Be sure to tighten the inner terminals (Aeroprocess 2000) and external terminals
(Aeroprocess 3200 and 3220) firmly to prevent overheatings.
SOLTER SOLDADURA S.L.
AEROPROCESS
16

TIG welding mode selection
The machine can work in different TIG modes.
2T: Welding while holding the push button down.
4T: During the first press, the arc ignition sequence takes place and an initial current is supplied (pre-es-
tablished as half of the set current). When you release the push button, the welding arc remains at the set level.
When you press the push button again, the down ramp begins until a value of half the set current value is reached
and this current level will continue until you release the push button.
We recommend using tungsten electrodes with thorium (red), cerium (grey) or lanthanum (gold).
The electrode tip must be sharpened into a cone shape. In this way, the arc is more stable and more energy can be con-
centrated at the weld root. Depending on the amperage used, it is recommended to sharpen the electrode with a greater or lesser extent.
Depending on the amperage used to weld, a specific electrode diameter, nozzle and gas flow rate is recommended. Follow the reference chart below as a guide.
If you use a torch with potentiometer control, you can vary the welding amperage setting (from the rated value set on
the front panel to the minimum machine operating value). This allows you to reduce or increase the welding current
setting of all parameters associated with the nominal current with a single control.
ATTENTION
Do NOT strike like a match!
Amps Range (A) Electrode (mm) Nozzle (mm) Gas flow rate (l/min)
10 - 60 1,0 6,5 / 8,0 5 - 6
60 - 120 1,6 6,5 / 8,0 / 9,5 6 - 7
120 - 170 2,0 8,0 / 9,5 7 - 8
170 - 220 2,4 9,5 / 11,0 8 - 9
220 - 350 3,2 11,0 / 12,5 9 - 10
300 - 420 4 16 10 - 12
SOLTER SOLDADURA S.L.
AEROPROCESS
17
EN

AEROFEED 5 WIRE FEEDER
TECHNICAL SPECIFICATIONS
GENERAL DESCRIPTIONS
The wire feed unit is the device that makes wire pass through the contact tube of the gun to be melted in the arc. The
MIG-MAG machines have a system for varying the wire feed speed and a magnetic valve for the passage of gas.
A motor transmits power to the drive rollers to move the wire from the coil to the contact tip of the torch. The rollers in
contact are usually a flat one and a bevelled one. The bevel is V-shaped for hard materials such as steel, U-shaped for
soft materials such as aluminium and grooved for tubular steels. It is essential selecting the right roller for the wire diameter and the kind of material which is going to be used.
CARRYING HANDLE
Whenever you want to manipulate the Aerofeed unit, use the carrying handle. This handle must be used if you want
to hang up the winder. The handle of the unit must be electrically insulated from the metal structure of which will be
suspended.
AEROFEED WHEELS KIT
To mount the wheels kit (56206), first remove the 4 nylon feet from the bottom of the unit. Attach the wheels to the 2
brackets and screw these to the base of the winder. Do not reuse the nylon feet to screw the brackets, use the metal
screws provided with the kit.
T
ECHNICAL SPECIFICATIONS
A
EROFEED 5
Input voltage (U1) 24V DC
Maximum output current 500A DC
Suitable diameter wires De 0,6 a 1,2mm
W
ire feed maximum speed
1
8m/min
Duty Cycle 60%
IP Protection class IP23C
Weight 15Kg
Nº Description
1 Control panel
2 Pressure regulators of the rollers
3 Euroconnector
4 Drive motor
5 Drive rollers
6 Wire guide
7 Wire coil attachment and brake
8 Wire coil
9 Carrying handle
SOLTER SOLDADURA S.L.
AEROPROCESS
18

ROLLERS
FAULTS
In the event of any fault that may be hazardous to people, the machine and/or the environment, you must disconnect
the machine immediately and make sure it cannot be reconnected until the problem that caused the fault has been
solved. Faults should only be eliminated by qualified personnel, taking into account the safety instructions of the machine.
POSSIBLE ANOMALIES AND SOLUTIONS
ROLLERS MATERIAL 2000 3200 3220
0
,6 - 0,8 V groove
F
e, SS,CuSi, CuAl
5
6105
- 5
5606
0,8 - 1,0 V groove Fe, SS,CuSi, CuAl 56106 55600 -
1,0 - 1,2 V groove Fe, SS,CuSi, CuAl 55986 55601 55607
1,2 - 1,6 V groove Fe, SS,CuSi, CuAl - 55602 55608
0,8 - 1,0 U groove Al 55987 55612 -
1,0 - 1,2 U groove Al 55988 55603 55609
1,2 - 1,6 U groove Al - - 55610
0,8 - 1,0 Knurled groove Flux Core, Metal Core 56116 -
-
1
,0 - 1,2 Knurled groove
F
lux Core, Metal Core
5
5989
5
5604
5
5611
1,2 - 1,6 Knurled groove Flux Core, Metal Core - 55605 55613
ANOMALY POSSIBLE CAUSE
The machine doesn’t start up
Verify the mains
Defective main switch.
Turn off the machine or unplug it from the mains for 1 minute and try to
start it up again.
Electronic circuit is defective.
Anomaly indicator lights up
Turn off the equipment for a minute and start it up again. If the error
persists, contact technical service.
Overtemperature indicator lights up
The machine has become overheated. Wait until the machine regains a
safe temperature.
Output indicator is flashing
The equipment has found that the torch push button was pressed during startup or when recovering from an overtemperature fault. Release
the button of the torch and/or pedal.
The wire does not come out correctly
Verify that the drive system rotates correctly.
Verify that the coil brake is not too tight.
Verify that the drive system accessories are in good conditions.
Verify that the torch and consumables are in good conditions.
The wire does not come out at the
proper speed
At the beginning of the welding, the wire always comes out with a minimum speed. Verify that the wire feeding system works properly with the
manual feeding button.
Shielding gas doesn’t comes out
Check that there is gas in the bottle.
Check that the flow rate adjustment is correct.
Verify that torch is not pinched and / or perforated.
Gas valve defective.
The arc is not stable and the wire
collides with the workpiece.
Check if the material used corresponds to the selected in the machine.
Verify that consumables and rollers are appropriate with the material in
use.
SOLTER SOLDADURA S.L.
AEROPROCESS
19
EN

ALARMS AND ANOMALIES
The arc doesn’t starts
T
he output terminals aren't in contact with the workpiece.
Incorrect polarity
Welding cables in bad condition.
Incorrect arc startup
Bad electrical connections.
Dirty and/or rusty piece.
I
ncorrect settings.
Low penetration
Low welding current.
Excessive welding speed.
R
eversed polarity.
Pores in the weld
Shortly gas flow or improper gas.
Faulty torch consumables.
Projections
Excessive welding current.
Incorrect dynamics settings.
Incorrect welding position.
Wrong welding program.
Unstable arc
Piece with oxide or badly prepared for welding.
Check the contact clamp and torch consumables
Inadequate welding program
Nº ERROR CAUSE SOLUTION
Er 1 Corrupt data memory
This error is solved automatically. The default data will be loaded.
Send the equipment to the technical service for an overhaul.
Er 2
Internal error in the
memory
This error is solved automatically and the equipment can carry on
working.
Er 3 Error in data memory
The machine loads a set of default parameters and can carry on
working.
Er 4
Communication error
with the power unit
Turn off the equipment for a minute and re-start it. If the error persists, note the value of the second display and query the technical
service.
Er 5
Control PCB is not
compatible
A non-compatible control PCB has been installed or has stopped
working. Replace it.
Er 6 Error in internal memory Non-operational data memory, replace the operator panel.
Er 10
Overheating
Incorrect input voltage
Wait until the equipment regains a safe temperature.
Verify the input voltage.
SOLTER SOLDADURA S.L.
AEROPROCESS
20

MAINTENANCE INSTRUCTIONS
Regular monitoring of the machine is recommended. Before performing any maintenance, unplug the machine from
t
he mains and keep it unplugged during the maintenance operations. Reduce the recommended maintenance inter-
vals in situations of intensive use.
EXPLODED DRAWINGS
Aeropocess 2000 (A1)
Aerofeed 5 (A1)
Aeroprocess 3200 (A2)
Aeroprocess 3220 (A3)
SCHEMATICS
AEROPROCESS 3200 (A4)
AEROPROCESS 3220 (A5)
AEROPROCESS 2000 (A6)
AEROFEED 5 (A7)
INTERVAL ACTION
Weekly
Check the condition of wiring and external accessories
R
eplace worn components of the torch
C
lean and tighten the electrical connections of the welding circuit
Clean the wire feeder unit with compressed air
Quarterly
Blow the ventilation tunnel with compressed air (dry) from the front intake vents. Don’t remove the vents during the operation
Remove all rollers from the drive unit (clean them to remove dust and dirt and then, lubricate them slightly)
Annual Carry out a complete inspection as specified by the standard EN-60974. See your dealer.
ATTENTION
The handling of internal parts of the machine should be performed only by qualified personnel. There is a
risk of electric shock on contact with active parts. You should NOT operate without the covers properly
placed. Before accessing the interior of the machine, unplug it from the mains and wait at least 5 minutes
before carrying out any maintenance operation.
SOLTER SOLDADURA S.L.
AEROPROCESS
21
EN
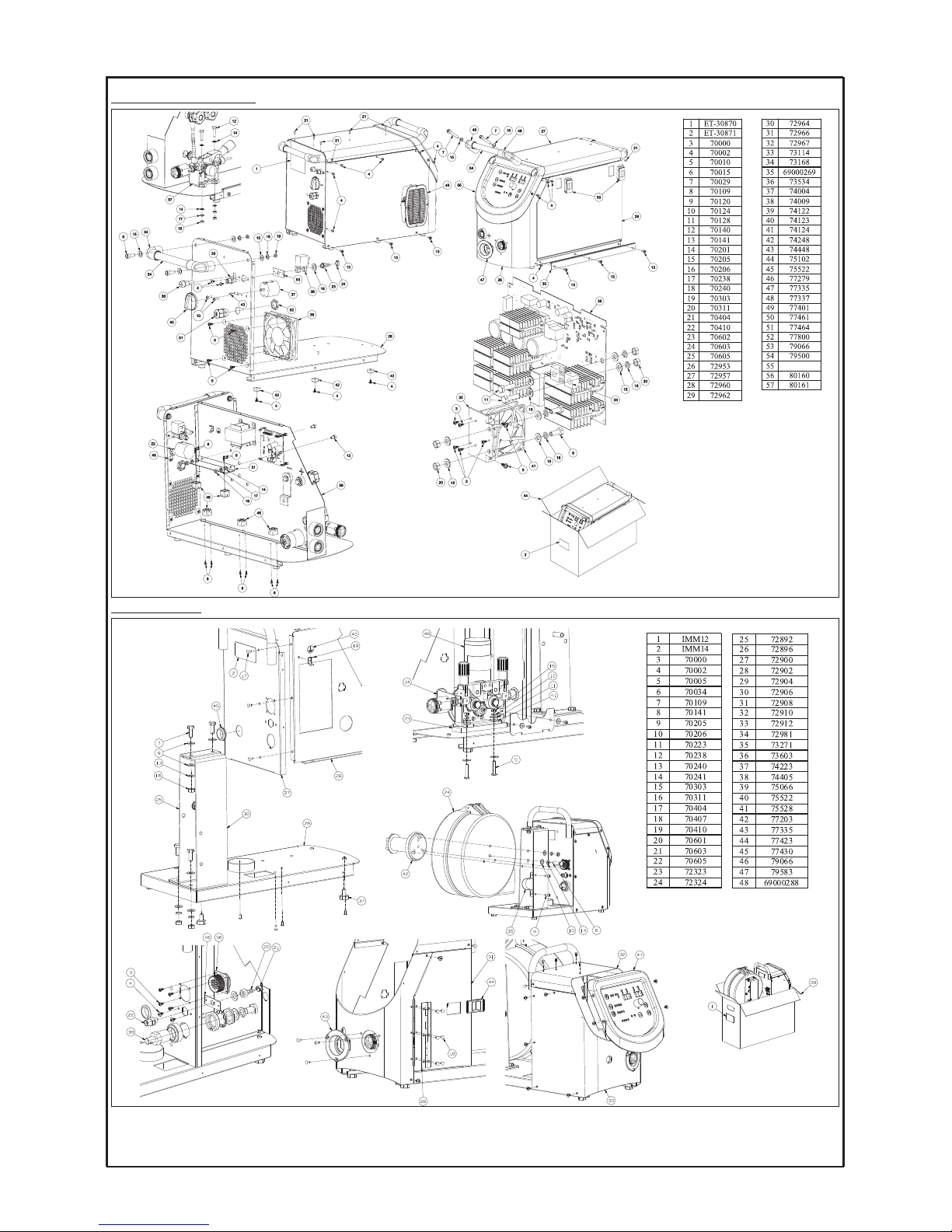
AEROPROCESS 2000
AEROFEED 5
69000271
SOLTER SOLDADURA S.L.
AEROPROCESS
A1
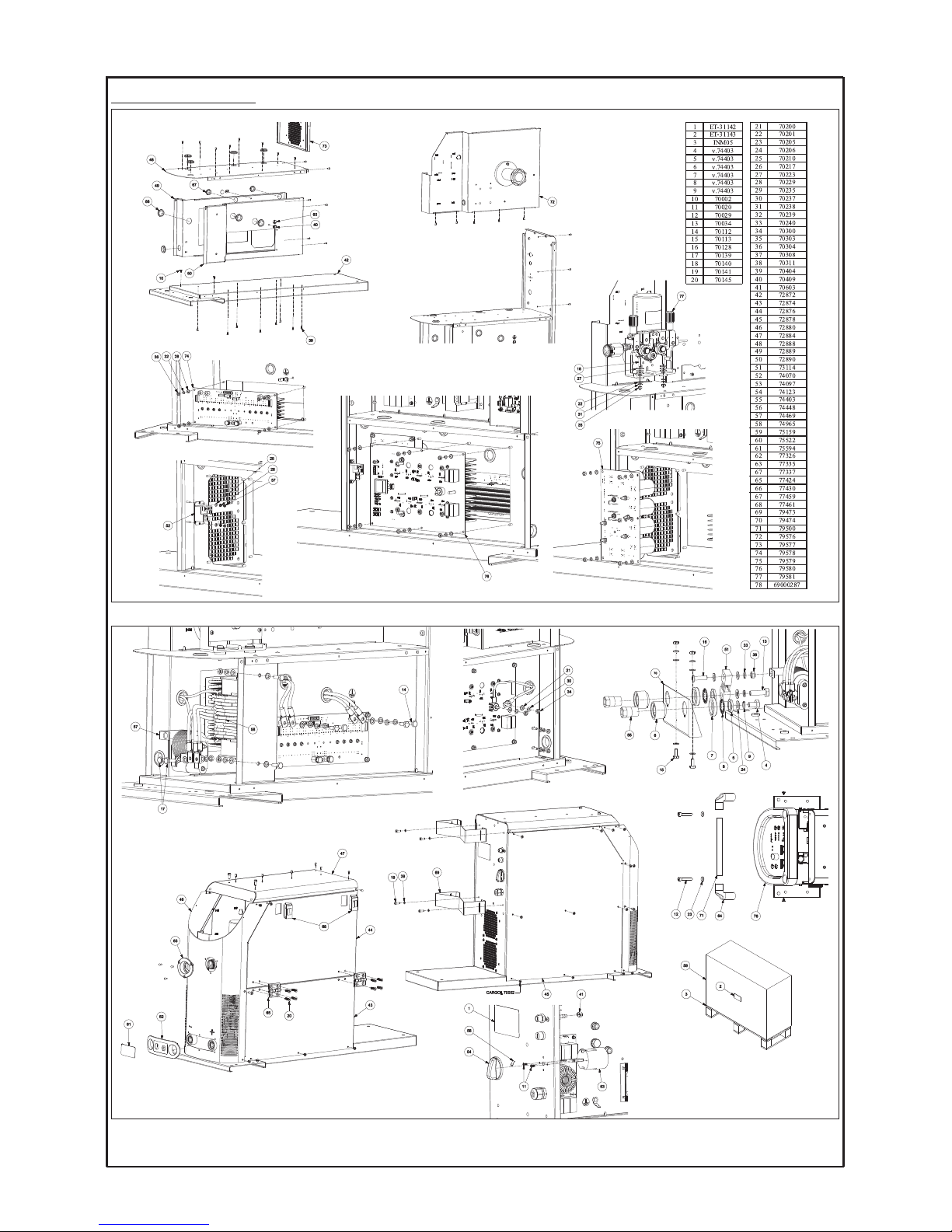
AEROPROCESS 3200
SOLTER SOLDADURA S.L.
AEROPROCESS
A2

AEROPROCESS 3220
SOLTER SOLDADURA S.L.
AEROPROCESS
A3

SOLTER SOLDADURA S.L.
AEROPROCESS
A4

SOLTER SOLDADURA S.L.
AEROPROCESS
A5

SOLTER SOLDADURA S.L.
AEROPROCESS
A6

SOLTER SOLDADURA S.L.
AEROPROCESS
A7SOLTER SOLDADURA S.L.
AEROPROCESS
A7
DECLARATION OF CONFORMITY
DECLARACION DE CONFORMIDAD
DECLARACIÓ DE CONFORMITAT
DECLARATION DE CONFORMITE
DECLARAÇÃO DE CONFORMIDADE
KONFORMITATSERKLARUNG
SOLTER SOLDADURA, S. L.
We hereby state that the machine type: / Se declara que el aparato tipo: / És declara que
l’aparell tipus: / On ne déclare que la machine type: / Se declara que el aparato tipo: / Die
Maschine Typ:
AEROPROCESS 2000, AEROPROCESS 3200, AEROPROCESS 3220
y AEROFEED 5
Serial Number: / Número de serie: / Nombre de sèrie: / Numéro de série : / Número de
série: / Seriennummer:
ALL NUMBERS
Is in compliance with the directives: / Es conforme a las directivas: / Es conforme a les directives: / Il est conforme aux directives: / É de acordo com as directivas: / Entspricht den
Richtlinien:
2006/95/CE (LVD), 2004/108/CE(EMC), 2002/95/EC (ROHS)
And that the following standards apply: / Y que se han aplicado las normas: / I que s’han
aplicat les normes: / Et qu`on a appliqué les normes: / E as regras foram aplicadas: / Folgende Normen kamen zur Anwendung:
EN 60974-1, EN 60974-10, EN 60974-5
Technical Department
Campdevànol, 7/2015
SOLTER SOLDADURA, S.L. NIF: B- 17245127
CTRA. NACIONAL 260, KM 122
17530 CAMPDEVANOL (GIRONA) SPAIN
SOLTER SOLDADURA S.L.
AEROPROCESS
A8SOLTER SOLDADURA S.L.
AEROPROCESS
A8
CERTIFICATE OF GUARANTEE
SOLTER products are designed for industrial and professional applications. Both its
construction and the strict testing and quality controls, guarantee products from 1 to 3
years depending on the type of product and territory where the product is purchased.
For more information about the warranty conditions in Spain and Portugal:
http://www.solter.com/es/condiciones-garantia-2-mas-1
ESPAÑOL: Para detalles de garantía fuera de España contacte con su distribuidor
local.
ENGLISH: For details of guarantee outside Spain, contact your local supplier.
FRANÇAIS: Pour les détails de la garantie hors d’Espagne, contacter votre fournisseur.
DEUTSCH: Einzelheilen über die Garantie Auβerhalb des Spanien teilt ihnen gem ihr
orticher Vertrieb mit.
PORTUGÊS: Para informaçoes sobre garantia, fora de Espahna, contacte o seu formecedor.
SOLTER SOLDADURA S.L.
AEROPROCESS
A9SOLTER SOLDADURA S.L.
AEROPROCESS
A9
 Loading...
Loading...