

Shurflo 94-360-00 Installation Manual
HeavyDuty Advantage BIB Gas Pump
The SHURflo Heavy Duty Advantage gas driven diaphragm pump is designed for the dispensing of BIB
syrups, wines, teas, juices, milk and water. It utilizes a technically proven twin chamber, positive
displacement design to maximize performance by minimizing pressure drop. The operation of the
SHURflo BIB Gas pump guarantees a steady supply of syrup under pressure to a post-mix dispenser
valve that mixes the syrup with water to an exact ratio. The pump is used in conjunction with BIB
containers and quick disconnect (bag) fittings. The pump features automatic demand and automatic
sold-out shut-off for ease of operation.
There are several key features in the SHURflo pump which make it unique in the market and best
suited to consistently deliver a good quality drink at the dispenser head.
The above design configuration results in the greatest efficiency and lowest pressure drop every time
the dispensing valve open and closes and thus insuring consistent beverage quality.
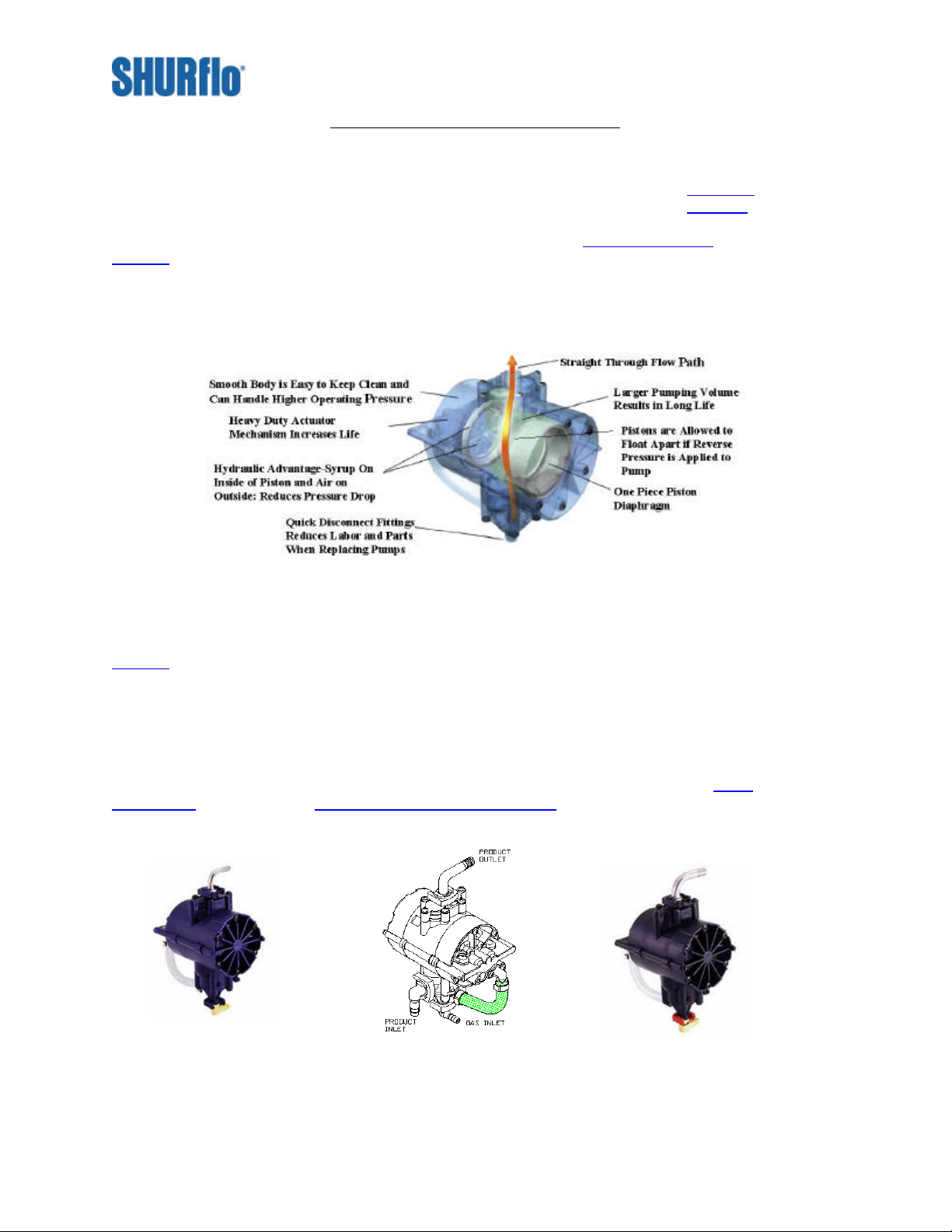
The standard Heavy Duty Advantage pump features the product outlet on top. SHURflo also offers the
FLOport Heavy Duty Advantage gas pump designed to position all fluid and gas ports at the bottom of
the pump for maximum compatibility with existing installations.
The fitting attachments are also the quick-disconnect type, designed to remain locked securely, yet
allowing line connection and disconnection during service.
This combination of quick-disconnect fittings and bottom directed ports provide for the greatest ease
of use in new systems, and for servicing your existing installations.
SHURFlo manufactures BIB Syrup Beverage pumps and Specialty Pumps for Juice and
Condiment BIB products. Recommended model numbers .
Pepsi Bottler BIB Pump
Juice & Condiment Pump
Technical Specifications – Syrup Beverage Pump
Design Two Chamber Double Diaphragm
Power Source CO2 gas, Nitrogen or Clean Compressed Air
Materials of Construction Polypropylene, EPDM, Santoprene, 316 Stainless Steel
Temperature Limits 34° - 120°F (1.1° - 49°C)
Weight 1.2 lbs. (0.9 kg.)
7.9" H x 5.7" W x 3.8" D (171 mm x 145 mm x 97 mm)
Size
Displacement 3.4 oz. (74 cc) / cycle
Suction Lift Activated @ 20 in. Hg. (508 m bar), wet 25 in. Hg. (847 m bar)
Maximum Operating Pressure 85 psi (5.9 bar)
Minimum Operating Pressure 20 psi (1.4 bar)
Liquid Fittings
Air Fittings 1/4" barb plastic or barb brass Elbow & Tee w/check valve
FLOport
6.0" H x 5.9" W x 4.3" D (152 mm x 150 mm x 110 mm)
3/8" barb nylon or 1/4", 3/8" or 1/2" barb Stainless steel
FLOport Liquid Outlet - 3/8" barb nylon straight
Operations Manual, Installation Guidelines, Start-up Procedure, Trouble shooting
BIB Gas Pump Features and Operation
Straight Through Syrup Path- the Path of Least Resistance. The idea behind the SHURflo pump is to
move the gas rather than the syrup. This feature has been built in the design of the pump, which
provides a straight flow path for the product across the pump. This means the syrup has the least
amount of restrictions possible. The fewer the restrictions there are means less pressure drop within
the pump and greater CO2 savings. But more important the less pressure drop across the pump the
more consistent the quality of the drink.
Twin chamber double diaphragm positive displacement with designed Hydraulic Advantage - that is
given an inlet gas pressure the resulting force driving the syrup out is greater than the force applied
by the gas. This is because the piston surface area to the "gas in" side of the chamber is greater than
the effective piston surface area to the "syrup out" side. This difference gives the SHURflo pump a
hydraulic boost.
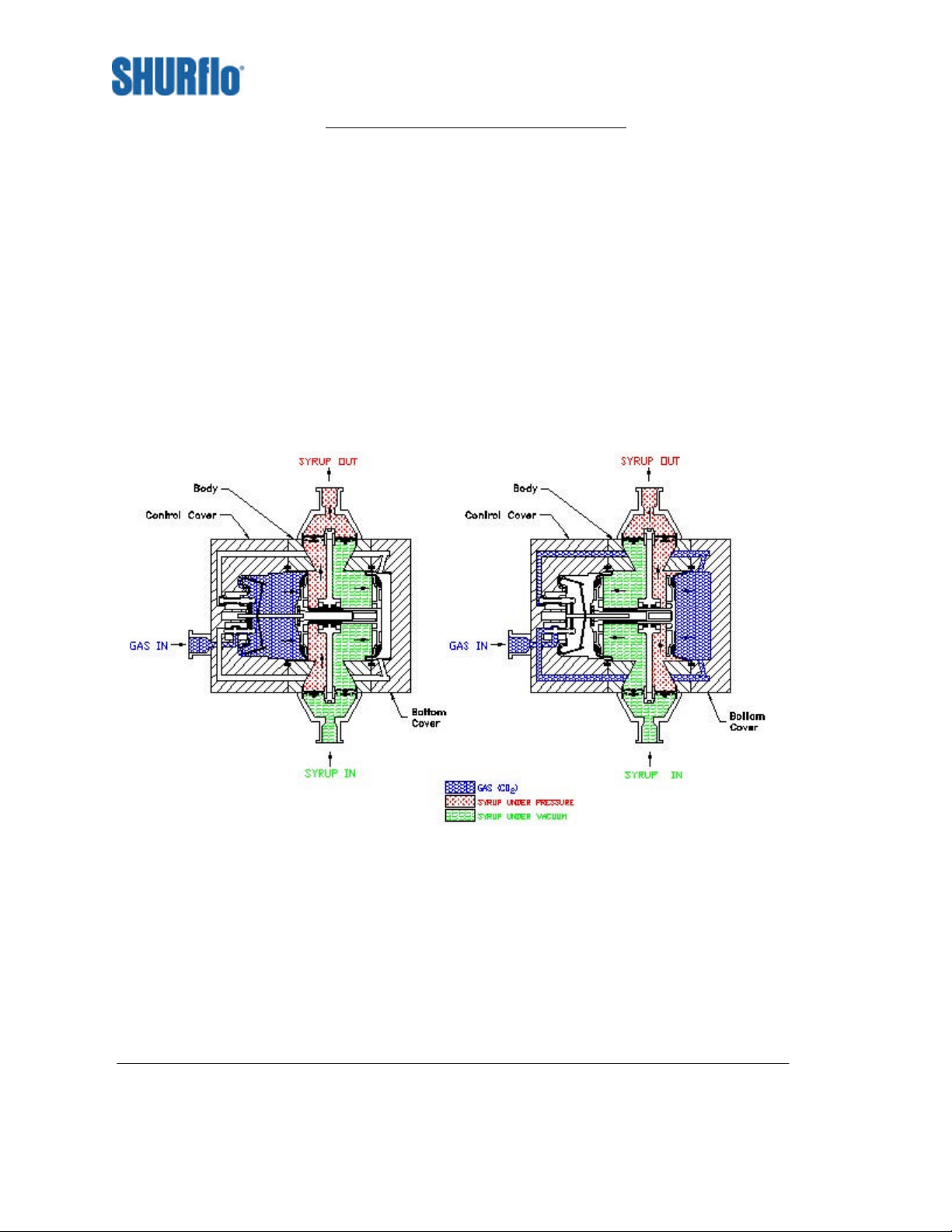
Gas (CO2/Nitrogen/Air) Driven- The pump can be operated by either regulated CO2, nitrogen or clean
compressed air. The compressed gas drives the pump and does not come in contact with the syrup.
The minimum gas pressure is 20 psi (1.4 bar) and the maximum is 85 psi (5.8 bar). The figures below
illustrate the flow of gas and flow of syrup when the pump is in operation.
Figure A - The CO2 enters the control cover through the poppet valve (which is open on this stroke)
into the left CO2 chamber. The CO2 in the left chamber pushes the piston to the right, thus forcing out
the syrup in the left liquid chamber (syrup under pressure), while suctioning syrup into the pump to
the right chamber (syrup under vacuum). When the piston is fully extended, the switching system
activates, closing the poppet valve and diverting the CO2 to the right chamber.
Figure B - The CO2 enters the control cover through the poppet valve. The valve blocks the passage
into the left chamber, causing the CO2 to be diverted around the outside of the pump to the right
chamber. The CO2 in the right chamber pushes the piston to the left, thus forcing out the syrup on the
right side of the chamber (syrup under pressure), while pulling syrup into the pump to the left
chamber (syrup under vacuum). When the piston is fully extended, the switching system activates,
allowing CO2 to enter the left chamber, where the process in Figure A begins.
Figure A Figure B

Automatic Demand - The pump operates only when syrup is needed. When the dispenser valve opens,
creating a pressure drop, the pump operates to maintain syrup line pressure. The pump continues
operating until the valve is closed and the syrup line pressure equals the gas pressure. At
equalization, the pump stops.
Sold Out- The pump operates only when there is an adequate supply of syrup. Vacuum produced by
the pump evacuates the syrup within the bag. Once the preset vacuum point is achieved and held, the
gas supply to the pump is shut off, causing the pump to stop. When a new BIB is installed, the pump
automatically start s and pressurizes the system. The benefit of the sold-out feature is that the outlet
line to the dispenser always remains full of syrup.
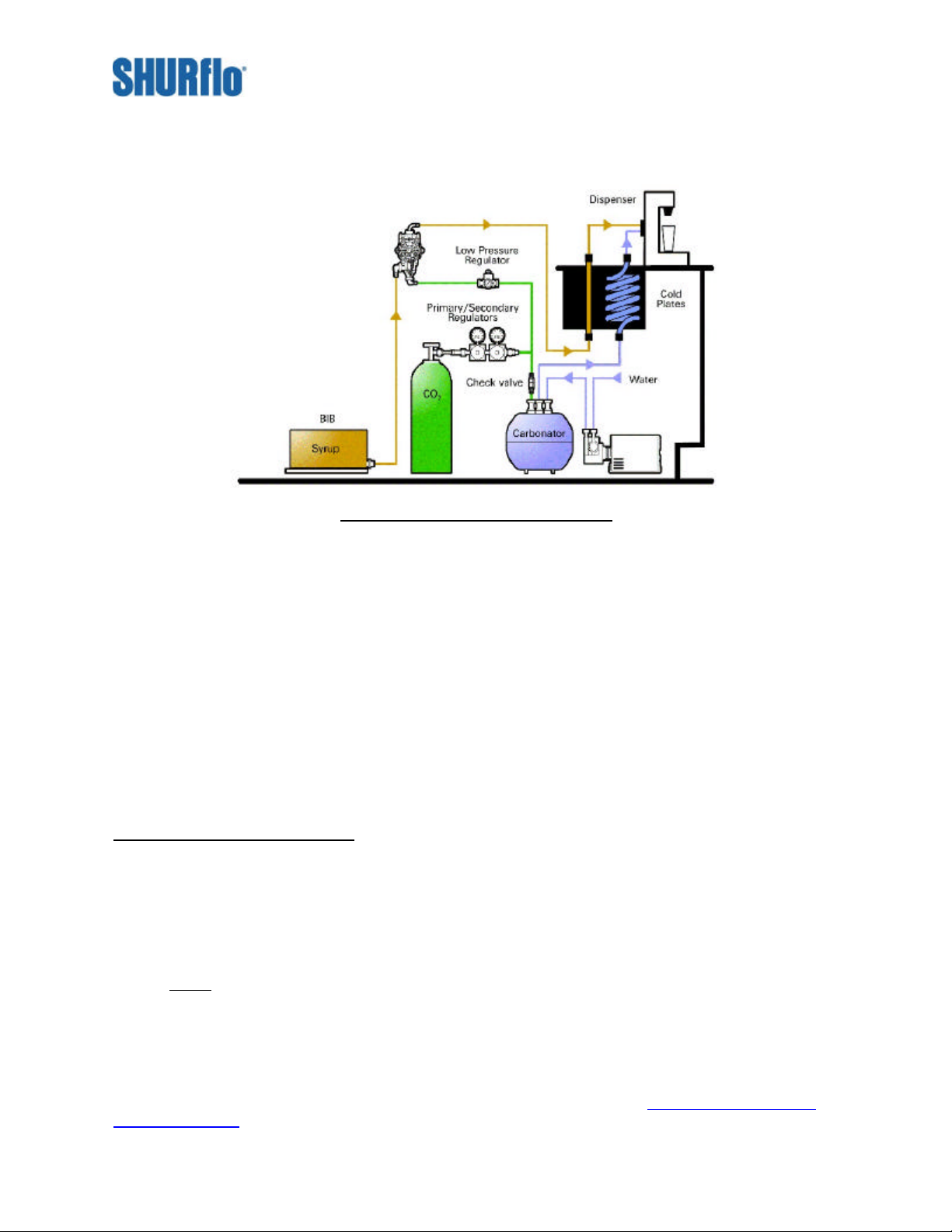
Post-Mix BIB Dispensing System
The Post Mix BIB Dispensing system consists of the BIB package and the SHURflo BIB Gas pump. The
BIB package works in conjunction with the Shurflo gas pump to supply syrup to the dispenser.
Typical Bag In Box Dispensing System
The BIB package, consists of a non pressurized 5 gallon (20 liter) flexible bag (other sizes are
available), composed of polyethylene and metallized polyester, held inside and supported by a carton
box. The polyethylene film, approved by the FDA, is in contact with the syrup in addition to providing
the bag strength. The metallized polyester film provides an oxygen barrier to the bag for extended
shelf life of product.
The SHURflo pump is driven by CO2, compressed air or nitrogen regulated to a proper pressure to
supply the system between 20 and 85 psi (1.5 - 5.9 bar). The compressed gas only runs the pump
and never comes in contact with the product. The pressurized line from the pump propels the liquid or
syrup to the dispensing unit. The pump eliminates the need for check valves and manifolds used in
transfer tank systems. The separation of the gas and liquid avoids contamination, foaming and
purging of the liquid outlet lines when the BIB is empty. The Shurflo BIB pump ensures drink quality
from the first drink to the last.
The SHURflo pump is compatible with all types of dispensing equipment.
When designing a Post Mix BIB Dispensing System there are certain points to be taken into
consideration to ensure long-term operation of the pump and maximizing space efficiency.
BIB Gas Pump Pumping Capability
Beverage dispensing systems have inherent factors that determine the distance syrup can be
delivered. Restrictions within the BIB system’s fluid path will affect pumping capability. Bef ore
deciding on a system tubing size, SHURflo recommends estimating system losses by considering the
following:
1. Syrup viscosity and temperature (cold plate, re-circ., etc.).
2. Total syrup flow rate of dispensing valve(s) connected to a pump: add flow rate of valve(s)
connected to a single pump.
Note: the number of pumps is at least one pump per flavor. If there are five flavors in the
dispensing unit, you will need five pumps.
3. Inside diameter of the outlet/inlet tubing, fittings, etc.
4. Vertical and horizontal distance of the outlet tubing.
Vertical tubing runs will reduce total tubing run length. To estimate the losses within the vertical
distance, use the Maximum Horizontal Tubing Length by Viscosity Tables to Calculate the Maximum
Pumping Distance.
Activated @ 20 in. Hg. (508 m bar), wet 25 in. Hg. (847 m
Heavy Duty Advantage Juice Pump
The Juice pump features the same legendary performance and reliability, which has made
our gas powered syrup pumps the standard of the beverage industry.
The Juice pump utilizes a modified valve design to allow the
pumping of products containing soft solids classed as round
(up to 0.025" or 0.6 mm.) or for concentrates that are
higher viscosity than soda syrups (bloody mary and
margarita mix, etc).
Technical Specifications
Design Two Chamber Double Diaphragm
Power Source CO2 gas, Nitrogen or Clean Compressed Air
Materials of Construction Polypropylene, EPDM, Santoprene, 316 Stainless Steel
Temperature Limits 34° - 120°F (1.1° - 49°C)
Weight 2 lbs. (0.9 kg.)
Size 7.9" H x 5.7" W x 3.8" D (171 mm x 145 mm x 97 mm)
Displacement 2.5 oz. (74 cc) / cycle
Suction Lift
Maximum Operating
Pressure
Minimum Operating
Pressure
Liquid Fittings 3/8" barb nylon or 1/4", 3/8" or 1/2" barb Stainless steel
Air Fittings 1/4" barb plastic or barb brass w/check valve
SHURflo BIB gas pump is approved by all leading soft drink manufacturers and is NSF and
SK approved for water, alcoholic, nonalcoholic beverages and condiments.
Operations Manual
bar)
70 psi (4.7 bar)
20 psi (1.4 bar)
in. Hg. (508 m bar), wet 25 in. Hg. (847 m
Heavy Duty Advantage Condiment Pump
The Condiment pump features the same legendary performance and reliability, which has
made our gas powered syrup pumps the standard of the beverage industry.
The straight -through flow path offers less restriction,
allowing more viscous and particulates to be
pumped. Pump valves have been modified using
custom designed materials compatible with all
aggressive concentrates, including cranberry juice.
The particulate valve will allow particles up to 1/4"
(6 mm.) cubed, assuring fewer restrictions than
other pumps on the market.
Technical Specifications
Design Two Chamber Double Diaphragm
Power Source CO2 gas, Nitrogen or Clean Compressed Air
Materials of Construction Polypropylene, EPDM, Santoprene, 316 Stainless Steel
Temperature Limits 34° - 120°F (1.1° - 49°C)
Weight 2 lbs. (0.9 kg.)
Size 7.9" H x 5.7" W x 3.8" D (171 mm x 145 mm x 97 mm)
Displacement 2.5 oz. (74 cc) / cycle
Suction Lift
Maximum Operating
Pressure
Minimum Operating
Pressure
Liquid Fittings 3/8" barb nylon or 1/4", 3/8" or 1/2" barb Stainless steel
Air Fittings 1/4" barb plastic or barb brass w/check valve
The SHURflo BIB gas pump is approved by all leading soft drink manufacturers and is NSF
and SK approved for water, alcoholic, nonalcoholic beverages and condiments.
Operations Manual.
Activated @ 20
bar)
70 psi (4.7 bar)
20 psi (1.4 bar)
Condiment Valve
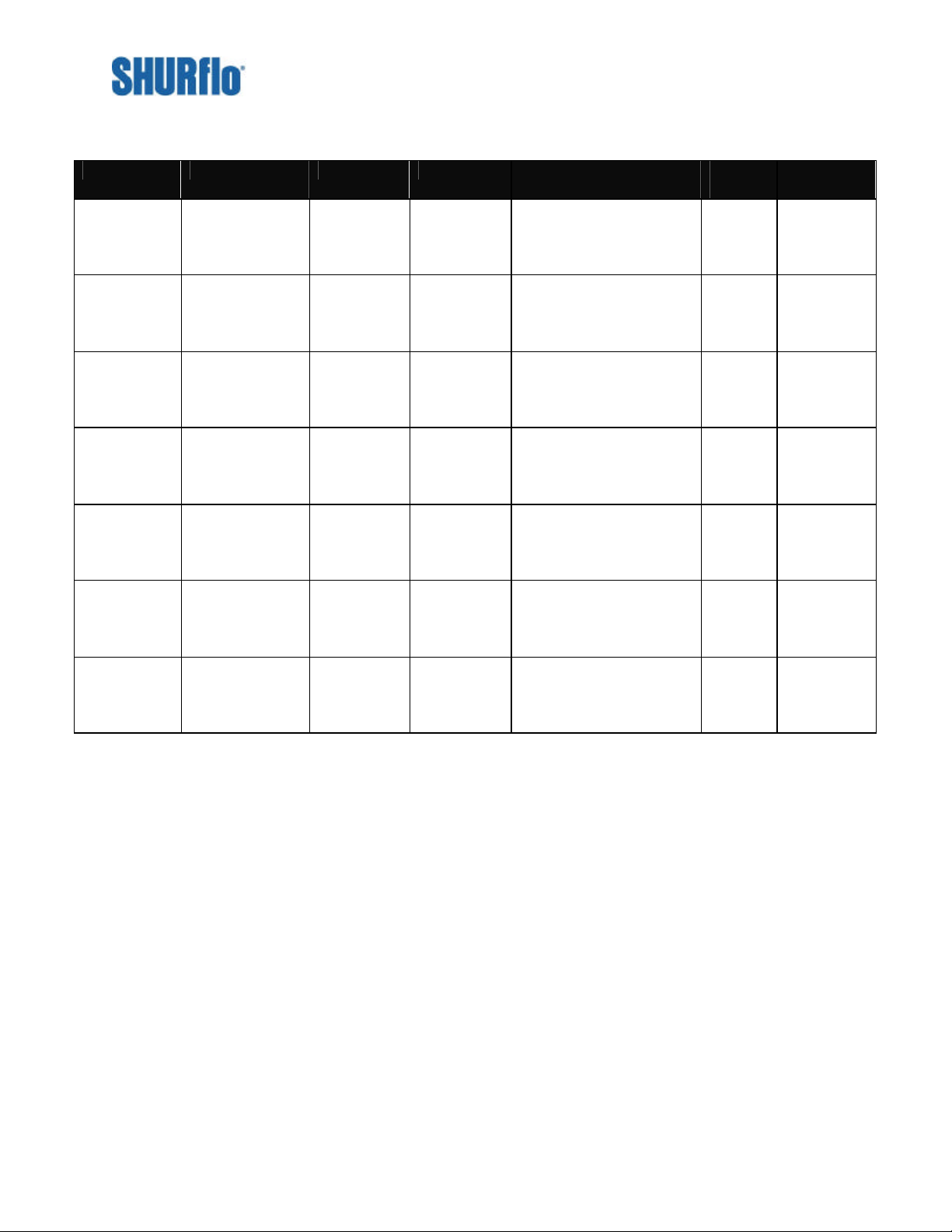
Recommended Gas Pump Model Numbers
Model Description Liq Out Liq In Gas In Gas
Out
94-360-05 Blue H.D.A.
Condiment
pump
94-360-00 Blue H.D.A.
syrup pump
94-360-41 Blue H.D.A.
syrup pump
94-366-51 Blue High
Altitude
H.D.A. syrup
pump
94-360-05 Black H.D.A.
Juice pump
94-360-12 Black H.D.A.
Condiment
pump
94-360-15 Black H.D.A.
Condiment
pump
3/8” SS
barb
elbow
1/4” SS
barb
elbow
3/8” SS
barb
elbow
3/8” SS
barb
elbow
3/8”
plastic
barb
elbow
1/2”
plastic
barb
elbow
3/8”
plastic
barb
elbow
3/8”
plastic
barb
elbow
3/8”
plastic
barb
elbow
3/8”
plastic
barb
elbow
3/8”
plastic
barb
elbow
3/8”
plastic
barb
elbow
1/2”
plastic
barb
elbow
3/8”
plastic
barb
elbow
1/4” plastic barb
elbow w/check valve
1/4” plastic barb
elbow w/check valve
1/4” plastic barb Tee
w/check valve
1/4” plastic barb
elbow w/check valve
1/4” plastic barb
elbow w/check valve
1/4” plastic barb
elbow w/check valve
1/4” plastic barb
elbow w/check valve
none yes
none yes
none yes
none yes
none yes
none yes
none yes
Mounting
Plate
Gas Pump Installation
Considerations
When designing a BIB system, take the following points in consideration to ensure long-term
operation of the pump and maximizing space efficiency.
1. How many pumps?
There should be one pump per flavor. More pumps may be needed based on the total flow
requirements for each flavor.
2. Where to mount?
Each pump is equipped with a mounting bracket and can be mounted in the following ways:
- Wall mount - Space efficient; maximizes vertical space.
- Top mounting bar - Space efficient; easy to relocate and can be pre-assembled.
- Side of rack - Uses more horizontal space; may shorten distance from BIB to pump.
3. Location of pump/BIBs
- Low traffic areas - A key benefit of SHURflo BIB pumps is distance pumping capability. This al lows
the BIB system to be located out of the employee high traffic areas and in a more strategic
location.
- Away from high heat - heat can distort the plastic parts of the pump and shorten the shelf life of
the syrup. If high heat is a factor in where the pumps are to be located, the pumps need to be
shielded from the heat. If at all possible it would be better to locate the pumps in a different
location.
- Outside walk-in cooler - moisture can collect in the control cover and swell poppet seals causing
the pump to fail. The cooler temperature causes the viscosity of the product to increase making the
pump to work harder to move the same amount of syrup.
- In ventilated areas only - high concentrations of CO2 can be fatal, since it will displace oxygen
from non-ventilated areas. If CO2 operated BIB pumps are placed in a confined area (such as a
basement, closet, cooler box, etc.), exhaust fans capable of changing the room air on a continuous
basis should be used. Another option is to manifold the exhaust port s to the outside.
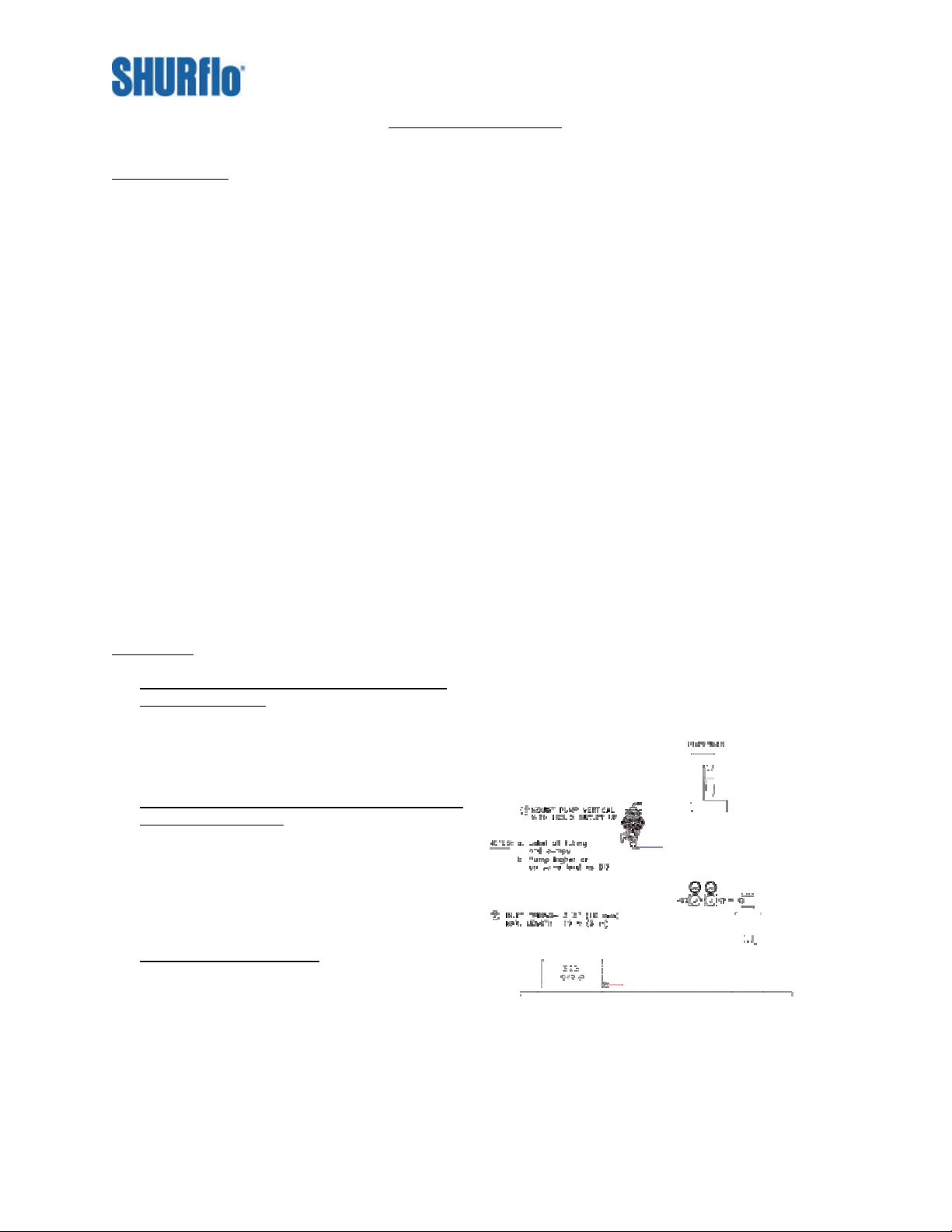
Guidelines
1. Mount pump with outlet on top at higher or
same level as BIB This allows any air on the
BIB (inlet) side of the pump to float up to the
pump and pass through the system. Creating
an installation which avoids trapping air,
preventing service calls.
2. Inlet Side - Use only 3/8" I.D. (10mm) Tygon
or equivalent tubing with a minimum of 1/8"
(3.2mm) inch wall. Due to the limited vacuum
the maximum inlet tubing length is 10 ft.
(3m). Within that distance, a maximum of 5
ft. (1.5 m) vertical lift is permitted. (Note:
When an ASV is used, the maximum vertical
lift will be reduced to 3 ft. (1 m).)
3. Label all lines and pumps. To ensure proper
delivery of syrup to the dispenser, all lines
should be tied-down using tie- wraps in their
proper location and clearly labeled. Attention
to detail will prevent accidental mixing of the
flavors during BIB changes and will also
facilitate future servicing.
Plumbing
1. Outlet tub ing from the pump to the dispenser should be high pressure rated and NSF listed.
Consult "Pumping Capability" for appropriate tubing I.D.
2. CO2/air regulator to pump tubing- new (clean), 6 mm I.D (1/4"), flexible, high pressure,
braided tubing.
Note: When converting a transfer tank system to a BIB system, always install new tubing
and clean regulators on the CO2 side.
3. Inlet tubing - from the BIB to the pump. Use 10 mm I.D. (3/8"), heavy wall [3 mm (1/8")]
clear, NSF listed vacuum tubing. Maximum tubing leng th is 3 m. (10 ft.), with no more than
a 1.5 m. (5 ft) vertical lift.
4. Service Loop- Always cut CO2 and outlet tubing at least 2 feet (0.6 meters) longer than
required to provide a "service loop." This allows the BIB rack to be moved for cleaning or
service.
5. Oetiker® clamps - All tubing connections must be secured with stainless steel, stepless
Oetiker® clamps.
6. Cable-tie all tubing securely- This prevents kinks or sags, which can inhibit performance or
damage the pump fittings.
Notes: Never connect a transfer tank system in series with a BIB system. Syrup contaminants
that remain in old components can work their way through the air supply, causing premature
failure of the gas pump.
The gas used to drive the pump must contain no contaminants (syrup, oil, rust, etc.).
Air compressors can be used with proper particle filters and moisture separators.
Air storage tanks should be drained regularly.
Pumps subjected to contaminated air are not covered by warranty
See start-up procedures.
 Loading...
Loading...