

Sherman DUALMIG 210 S3, DUALMIG 210 S4 User Manual
USER MANUAL
V1.1 04/18/10
SEMI-AUTOMATIC WELDING inverters
DUALMIG 210 S3 210 S4 DUALMIG
WARNING!
Before installing and commissioning, please read these instructions
1. GENERAL
Commissioning and operation of the device can be made only after a careful reading of this handbook.
Due to the continuous development of technical equipment, some of its functions can be modified and operation may differ in detail from the
description in the manual. This is not a device error, but the result of continuous progress and modification work unit.
Damage from improper handling results in a loss of warranty. Any alteration of the rectifier are prohibited and void the warranty.
2. SAFETY
Staff operating the device should have the necessary qualifications entitling them to carry out welding work:
• should have the competence in the field of electric welder gas-shielded welding,
• know the rules of safety during the operation of the power they are welding equipment and auxiliary equipment powered by electricity,
• know the safety rules when handling and installation of the cylinder of compressed gas (argon)
• know the contents of this manual and use the device for its intended purpose.
WARNING
Welding may endanger the safety of the operator and other persons in the vicinity. Therefore, when welding special precautions must be
taken. Prior to welding, refer to the applicable health and safety regulations in the workplace. During the MMA electric arc welding and MIG /
MAG have the following hazards:
• ELECTRIC SHOCK
• ARC NEGATIVE IMPACT ON HUMAN EYES AND SKIN
• PAIRS AND GAS POISONING
• BURNS
• EXPLOSION AND FIRE HAZARDS
• NOISE
Prevention of electric shock:
• a device connected to a technically efficient electrical system to the proper security and effectiveness of neutral (additional fire protection);
Check and properly connect to the network and other devices in the workplace welder,
• current leads off with the mounted unit,
• It does not simultaneously touch the non-insulated part of the electrode holder, the electrode and the workpiece in the device housing,
• Do not use the handles and load wires with damaged insulation,
• under special hazard of electric shock (work in environments with high humidity and closed tanks) to work with the helper supporting the work of
the welder and watchful over the safety, use gloves and clothing with good insulation properties,
• if you notice any irregularities, please contact the competent people to remove them,
• It is forbidden to operate the device with the covers removed.
Preventing negative effects of electric arc on human skin and eyes:
• Use protective clothing (gloves, lab coat, shoes, leather)
• Use protective shields or helmets with properly matched filter,
• Use protective curtains of non-combustible materials, and properly selected colors wall absorbing the harmful radiation.
2
Poisoning prevention vapors and gases evolved at the time of welding of coatings for welding electrodes and evaporation of metals:
• Use ventilation and exhaust installed in limited air exchange.
• Blow fresh air when working in a confined space (tanks)
• Use masks and respirators.
Preventing burns:
• Wear suitable protective clothing and footwear to protect from burns from arc radiation and spatter,
• Avoid contamination of clothing lubricants and oils that may lead to its inflammation.
Explosion prevention and fire:
• Do not operate the machine and welding in areas at risk of explosion or fire,
• Welding station should be equipped with fire-fighting equipment,
• Welding station should be located a safe distance from flammable materials.
Preventing negative effects of noise:
• Wear earplugs or other protection against noise,
• Warn people about the danger nearby.
WARNING!
Do not use the power source for thawing frozen pipes.
Before starting the unit:
• Check the condition of electrical and mechanical connections. It is forbidden to use handles and load wires with damaged insulation.
Inadequate insulation handles and cables current danger of electric shock,
• Ensure proper operating conditions, ie. To ensure proper temperature, moisture and ventilation in the workplace. Outdoors closed to protect from
rain,
• Place the charger in a place that allows its easy handling. Persons operating welder should:
• have the power to electric welding MMA and MIG / MAG
• know and comply with applicable health and safety regulations when performing welding work,
• use proper, specialized protective equipment: gloves, apron, rubber boots, shield or welding helmet with a suitably selected filter
• know the contents of this manual welder and operated in accordance with its intended purpose. Repair work may only be carried out
after removing the plug from the wall socket.
When the device is connected to the network is not allowed to touch the bare hand or by any wet clothing elements forming the welding current
circuit.
It is forbidden to remove the outer casing when the device is turned on to the network. Any alteration of the rectifier on their own are
prohibited and may constitute a deterioration in security conditions.
All maintenance and repair may only be performed by authorized persons with the conditions applicable to the safety of electrical equipment. Do not
operate the welder in areas at risk of explosion or fire! Welding station should be equipped with fire-fighting equipment. After working the machine power
cord must be disconnected from the network.
The above risks and the general safety rules is not exhaustive safety of the welder, since it does not take into account the specifics of the workplace.
They are an important complement to bench safety instructions and training and briefings given by supervisory staff.
3
3. GENERAL DESCRIPTION
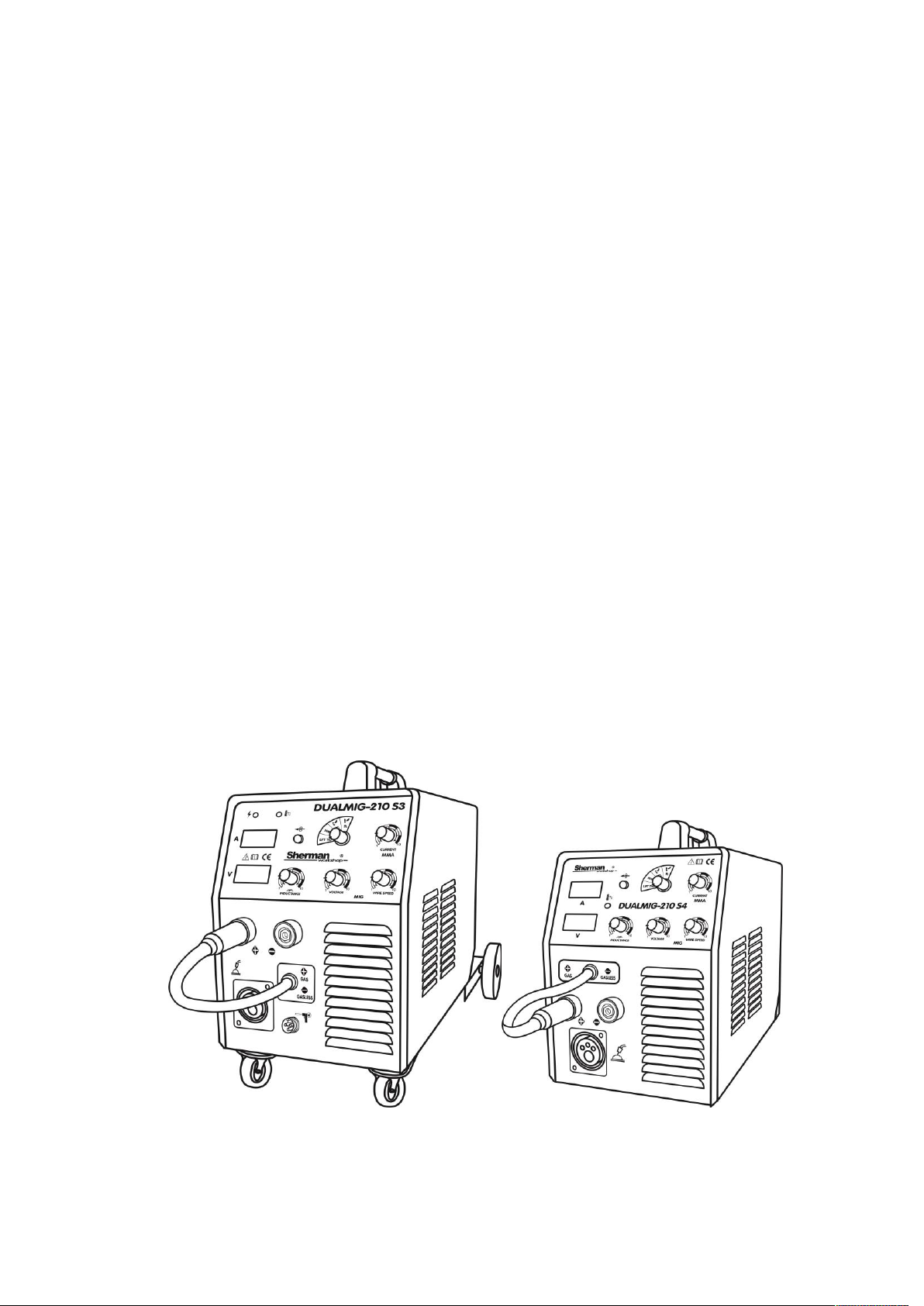
Semi-automatic welding machines DUALMIG 210 210 DUALMIG S3 and S4 are used for manual welding of steel and non-ferrous metals. Allow for MIG
/ MAG, MMA (coated electrode) and Lift TIG. They may also be used to braze thin (3mm) galvanized sheets. By changing the polarization devices allow
welding MIG / MAG welding with the use of standard wire in the protective gases and the self-shielded flux cored wires. Welding machines are used in
confined spaces or covered, if directly exposed to weathering. DUALMIG S3 210 cooperates with the wire spools D200 (5kg) and D300 (15kg) and 210
DUALMIG S4 spools D100 (1kg) and the D200 (15kg).
DUALMIG S3 210 allows the connection of the handle Spool-type gun (SG) which is mounted at the mini wire feed reel and D100 steel wire or
colored, so that welding can be two different wires without the need for retooling welder. It is a time-saving solution for the need for welding different
materials or different thicknesses up casual use of wires.
4. SPECIFICATIONS
4.1 welder
DUALMIG 210 S3 DUALMIG 210 S4
Power supply: AC 230V 50Hz
Rated welding current / cycle MMA: 180 A; TIG: 180 A; MIG 200 A / 60%
Range of welding current MMA: 30-180 A; TIG: A 30-180; MIG: 35-200 A
The adjustment range of welding voltage (MIG) 15 - 23 V
Spool of wire diameters: 200 mm, 300 mm 100 mm, 200 mm
Maximum current consumption 25 And
Maximum power consumption 8.5 kVA
Mass: 19.5 kg 11.5 kg
dimensions: 782 x 252 x 345 mm 450 x 210 x 305 mm
Level of security IP21S
4.2 MIG
handle type TW-15
The maximum current carrying capacity 200 A
Type of cooling shielding gas
The cooling gas flow 10-18 l / min
Length 3 m
4.3 Spool Gun Bracket (optional)
http://tecweld.pl/downloads/uchwyt-spool-gun-m-15-ulotka.pdf
handle type Gun spool 15 (MTMSG3M) -
The maximum current carrying capacity 150 A -
The recommended diameter of the welding wire 0.6-1.0 mm -
Wire feed speed 1-13 m / min -
Length 3 m -
4
Duty cycle
Duty cycle is based on a period of 10 minutes. Duty cycle of 60% means that after 6 minutes of operation of the device is required for 4-minute break.
Duty cycle of 100% means that the machine can operate continuously without interruption.
Attention! Heating test was carried out in the ambient air temperature. Duty cycle at 40 ° C was determined by simulation.
Level of security
IP specifies the extent to which the device is resistant to entering of solid impurities and water. IP21S means that the device is suitable for use in
confined spaces and is not suitable for use in the rain and snow.
Adjusting the inductance and brazing
Adjusting the inductance of the arc can be optimized depending on the thickness of the work piece, the method and the welding conditions. Feature is
useful during MIG / MAG thin elements, preventing their burn and during the braze welding galvanized components. Changing the value of inductance
also affects the reduction of spatter during arc welding CO 2. With the increase in the inductance is reduced spatter when the value is smaller, the amount also affects the reduction of spatter during arc welding CO 2. With the increase in the inductance is reduced spatter when the value is smaller, the amount also affects the reduction of spatter during arc welding CO 2. With the increase in the inductance is reduced spatter when the value is smaller, the amount
of spatter is increased. Optimal setting inductance value depends on several factors and may deviate from the standard recommendations and therefore
should be chosen experimentally during the welding tests.
Adjusting the inductance also allows the braze thin (3 mm) galvanized components. As additional material is most commonly used copper-based binder.
These wires are labeled CuSi3 or SG -CuAl. As the shielding gas is recommended to use pure argon but good results can also use a mixture of argon
with CO 2 ( 82/18). Due to the required shape of the weld inductance should be selected empirically depending on the thickness and type of material with CO 2 ( 82/18). Due to the required shape of the weld inductance should be selected empirically depending on the thickness and type of material with CO 2 ( 82/18). Due to the required shape of the weld inductance should be selected empirically depending on the thickness and type of material
lutospawanego. To braze welding recommended to use the handle of not more than 3m equipped with a Teflon cartridge.
2T / 4T
Welder MIG welding can be controlled in the mode dwutaktu and czterotaktu. Dwutaktu mode by pressing the button on the handle and the welding arc
is struck should be carried out with the button pressed. Releasing the button on the handle will complete the welding process. In czterotaktu mode, press
the button on the handle of the burner and ignite the arc. After the correct arc is lit button can be released and welding lead to the slow button. To
complete the welding press and release the button on the handle.
DUALMIG 210 S3 DUALMIG 210 S4
5
 Loading...
Loading...