

Seoul HY326 User Manual

HY326 说明书
目 录 PAGE: 1
PAGE
控制器介绍. . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
第一部分 操 作 说 明
CH1: LCD – 显示屏. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 – 13
操作面板说明. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
CH2: 修改区设定键. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14 –15
CH3: 数字键 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
CH4: 手动区选择键. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .18
CH5: 功能选择键 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19 –23
. . . 2
16 –17
CH6: 记忆功能. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .24
CH7: 警报显示 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25 –27
CH8: 异常说明 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28 –29
第二部分 附图说明
1、
主控制板 — HY520LM. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
2、显示板 — HY520UM. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
3、电源盒 — HY230 POWER. . . . . . . . . . . . . . . . . . . . . . . . . . . . .3
第 1 页

HY326 说明书
控制器介绍 PAGE: 2
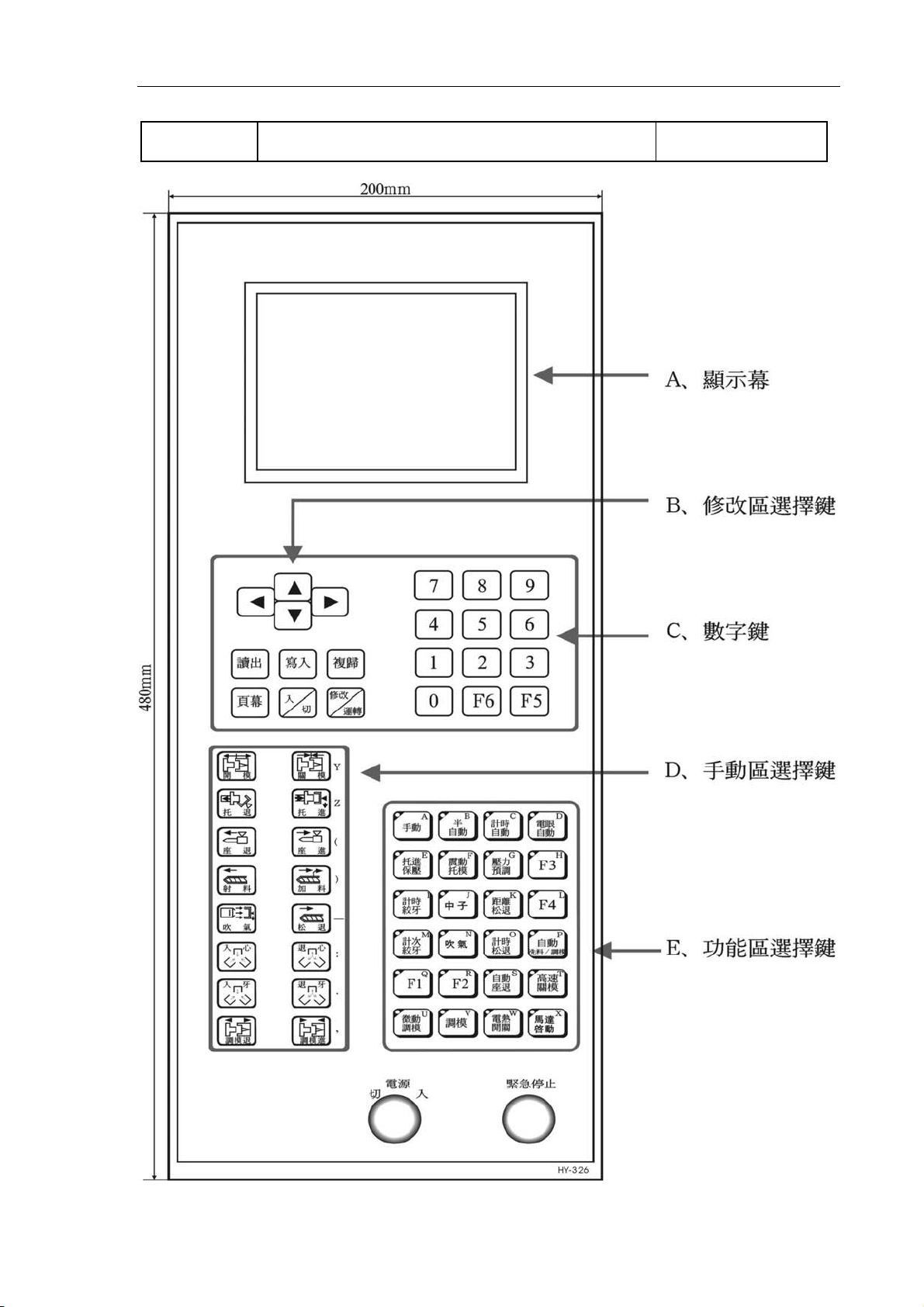
本控制器特别为塑料射出成型机自动控制器所设计,分为操
作面板和主机箱二部分,介绍如下:
Ⅰ
、操作面板:
1、 使用防
2、 L.C.D 有明亮的背光,在任何情况下
为了节省能源,如在四分钟内,如无按操作面板上任
何一键则背光自动消失。
3、 ,压力,速度,时间的设
L.C.D 各页幕中可显示位置
定值。
4、 幕第六页中显示输入状况。
L.C.D 屏
5、 L.C.D 屏幕第七页中可显示个别动作
度,计数。
尘,防油,彩色薄膜面板。
都能看的清楚。
,电热,压力,速
Ⅱ、主控制箱:
1、输入部
※ 提供 32 个输
※ 提供 8 组热电偶输入。
※ 提供 3 组位移尺控制。
、输出部分:
2
※ 提供 37 个输
※ 可接 8 八段温度控制。
※ 1 个压力输出(0.8A),1 个
※ 可扩展 1 个压力和 1 个流量输出。
分:
入点,例如微动开关,近接开关。
出点,[DC24V]。
流量输出(0.8A)。
Ⅲ、记忆:可记忆 100 组模具。
第 2 页
HY326 说明书
控制面板图 PAGE: 3
第 3 页

HY326 说明书
CH 1— 1: LCD —显示屏第一页 PAGE: 4
※ →关模低压→关模高压→关模确认。
关模:关模快速→关模慢速
※ [关模]动作在 15 秒内完成。
※ 开模:开模慢 1→开模快速→开模慢 2→开模完成。
※ [开模] 动作在 15 秒内完成。
※ 压力设定最大值是 140KGS。
※ 压力设定值如超过 140 以下[既 141KGS~999KGS]时,则
KGS
压力值输出为[0]。
调模快:手动调模时,压力
※ 、速度采用此设定之数据执行动作。
※ 调模慢:当自动调模,微动调模时,压力及速度采用此设定数据执
行动作。 【请特别注意:设定调模慢之[压力]数据时,
请设定[低]于调模快速之压力设定值,以便配合[手动]及
[微动]调模进、退之动作】。
※ 压力预调:当光标在“压力预调”数据处闪烁时,按亮[压力预调]
键,则输出相应的压力和速度。
第 4 页
HY326 说明书
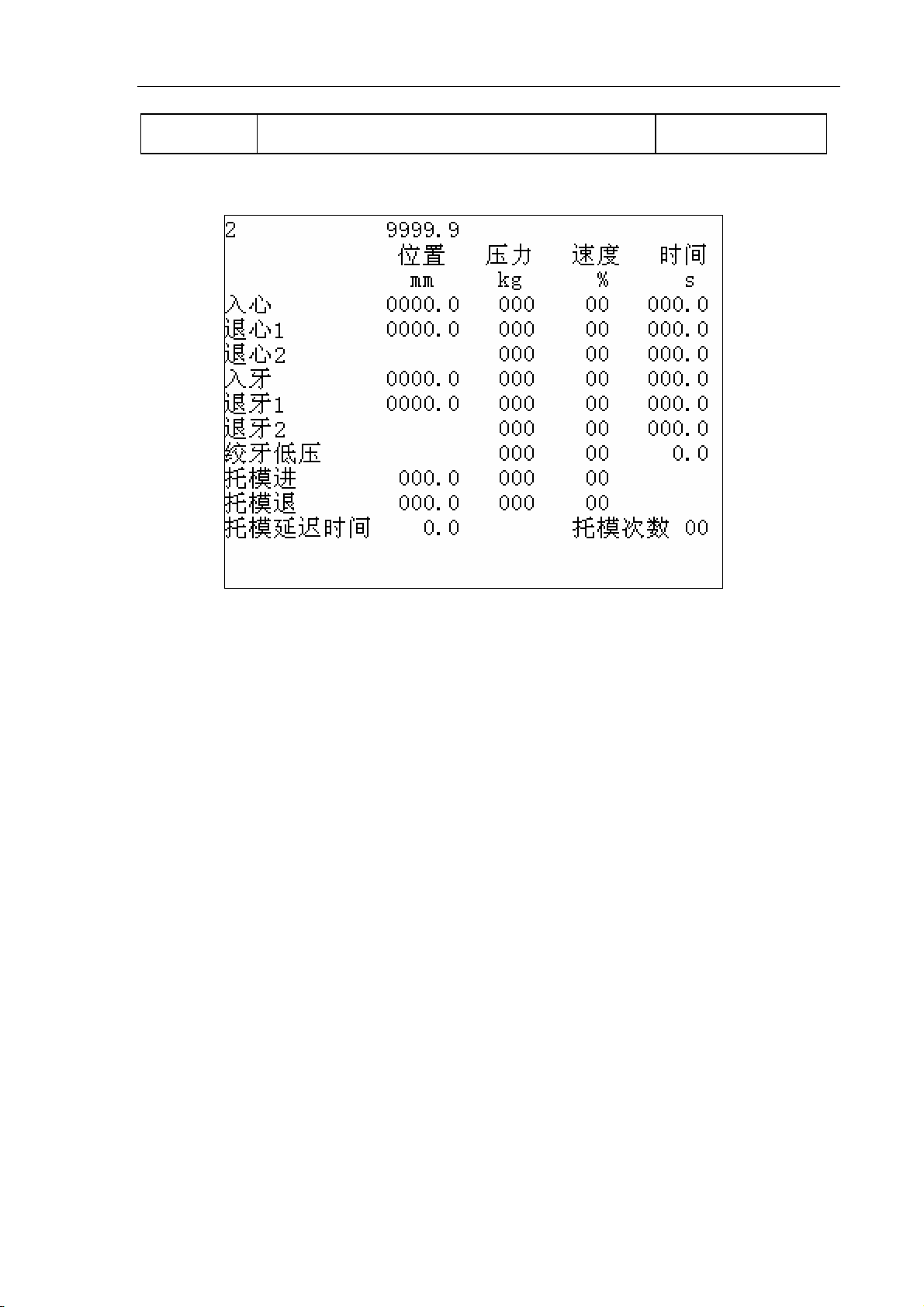
CH 1— 2: LCD —显示屏第二页 PAGE: 5
※ 退心 2 于退牙 2 位置:通常在开模完成后执行。
※ 绞牙低压:可使[退心]和[退牙]动作精确。
※ 托模延迟时间:[开模完成]和[托模]之间的延时时间。
※ [托模进]动作完成需在 15 秒内完成。
※ [托模退]动作完成需在 15 秒内完成。
第 5 页

HY326 说明书
CH 1— 3: LCD —显示屏第三页 PAGE: 6
※ 射料位置的设定:
保压位置<射出四速<射出三速<射出二速。
漏料位置≤保压 3 完成后射出结束位置≤射出不
※
射出时间:通常比到达 [保压位置]时间长。
如射出时间已到而 [保压位置]未到。
则自动至 [保压一]。
足。
第 6 页
HY326 说明书
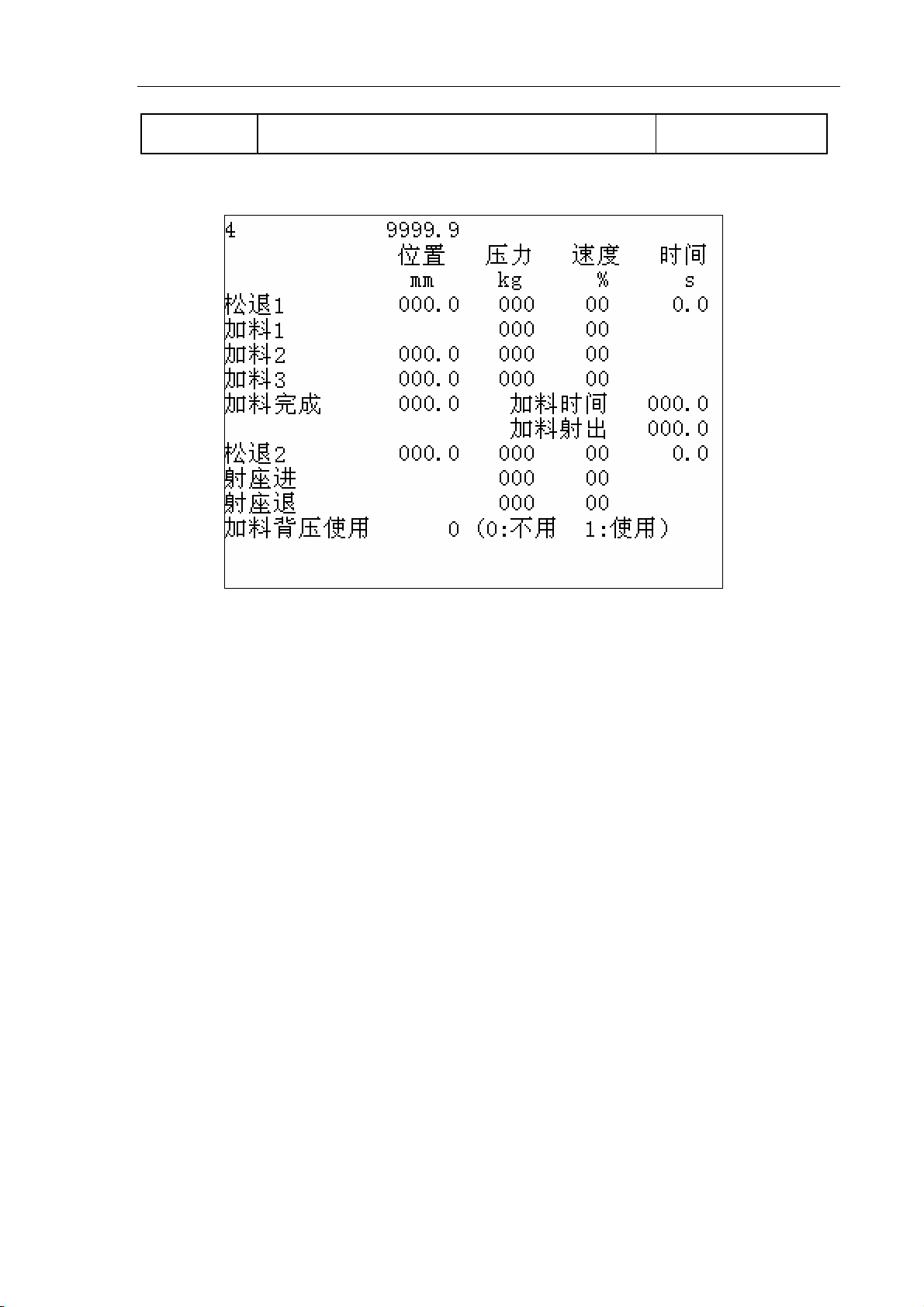
CH 1— 4: LCD —显示屏第四页 PAGE: 7
※ 松退 1 :可采用位置,及时间控制两种,当位置或时间有
设定时,则于加料前先做此 [松退 1] 之动作。
※ 加料射出 :此功能之用法,即当 [加料射出] 时间有设定时,
在射出动作前,先做 [加料] 动作,待时间结束
后,再做射出动作。
※ 松退 2 :动作如上述 [松退 1] ,唯 [松退 2]于加料完成后
在动作。
※ [射座进] :动作需在 15 秒内完成。
※ [射座退]
:动作需在 15 秒内完成。
※ 加料背压使用:在半自动或全自动时,0 为不使用加料背压,1
为使用加料背压。手动时无背压输出。
第 7 页

HY326 说明书
CH 1— 5: LCD —显示屏第五页 PAGE: 8
※母吹气 :开模动作启动,同时动作。
※母吹延时 :先延迟母吹气延迟时间,打开母吹气输出点
※公吹气 :开模完成后与托模进同时动作。
※公吹延时 :先延迟公吹气延迟时间,打开公吹气输出点
冷却时间1 :射出完成后,冷却时间1开始计时,计时结束,
※
加料开始动作。
※冷却时间2 :加料开始动作,冷
却时间2同时计时。
中间时间 :一个周期完成与启动下一个周期开始之中间停留时
※
间。
※警报时间 :故障时,蜂鸣器动作时间,计时结束,停车切马达。
。
。
※润滑模数 :设定润滑模数,视设定数字达到时,启动润滑油的
输出点。
※润滑时间 :润滑油输出
点动作时间。
第 8 页
HY326 说明书
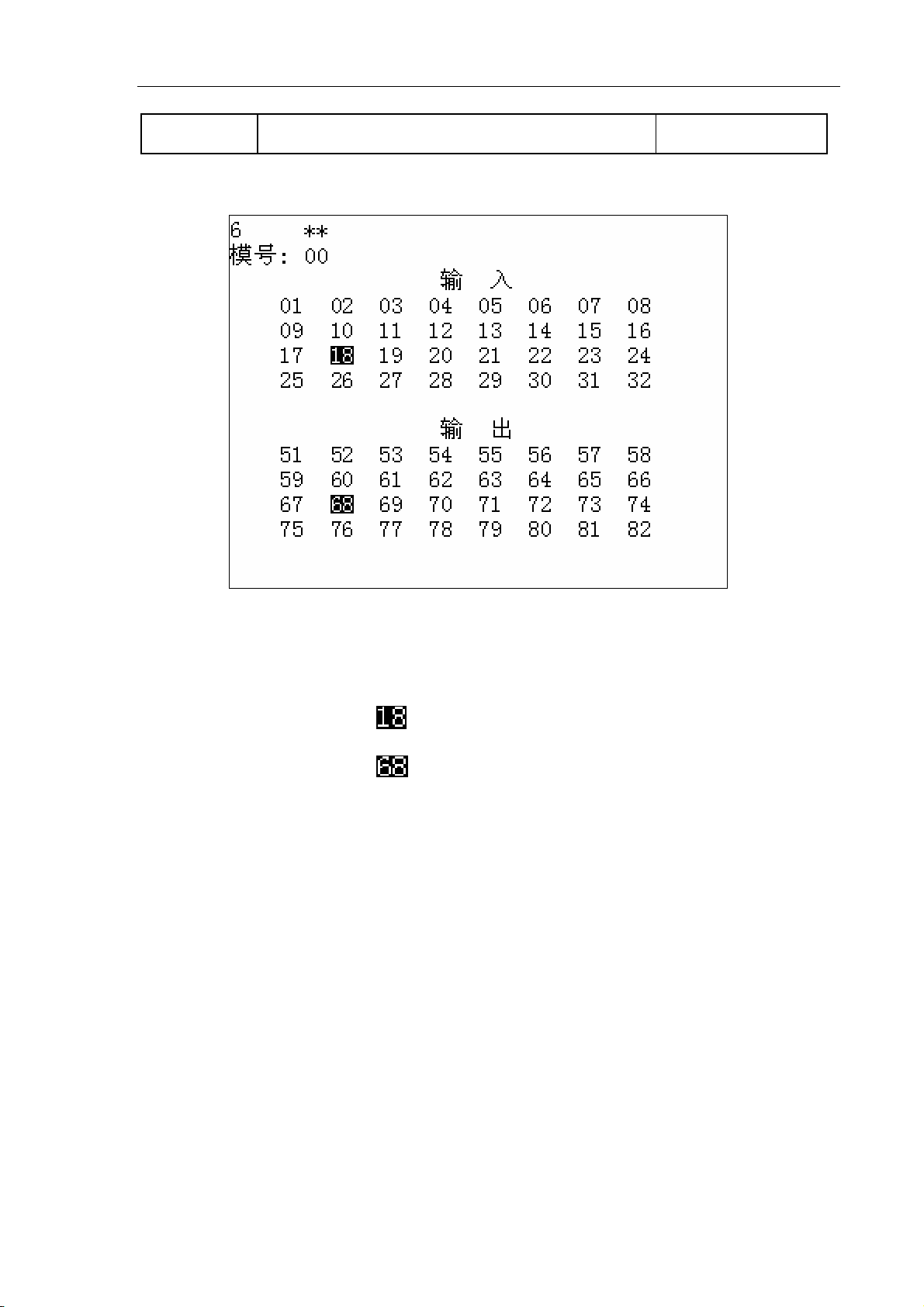
CH 1— 6: LCD —显示屏第六页 PAGE: 9
※ 屏幕第六页为显示输入点,输出点的状况。
]反白时,表示该输入点接通。
例:当输入点
当输出点
[
]反白时,表示该输出点正在输出。
[
※ [**]=密码,输入时可进屏幕第八页。
※ 00=模号,读出或写入模具数据时,利用此位置,修改[模号]。
第 9 页
HY326 说明书
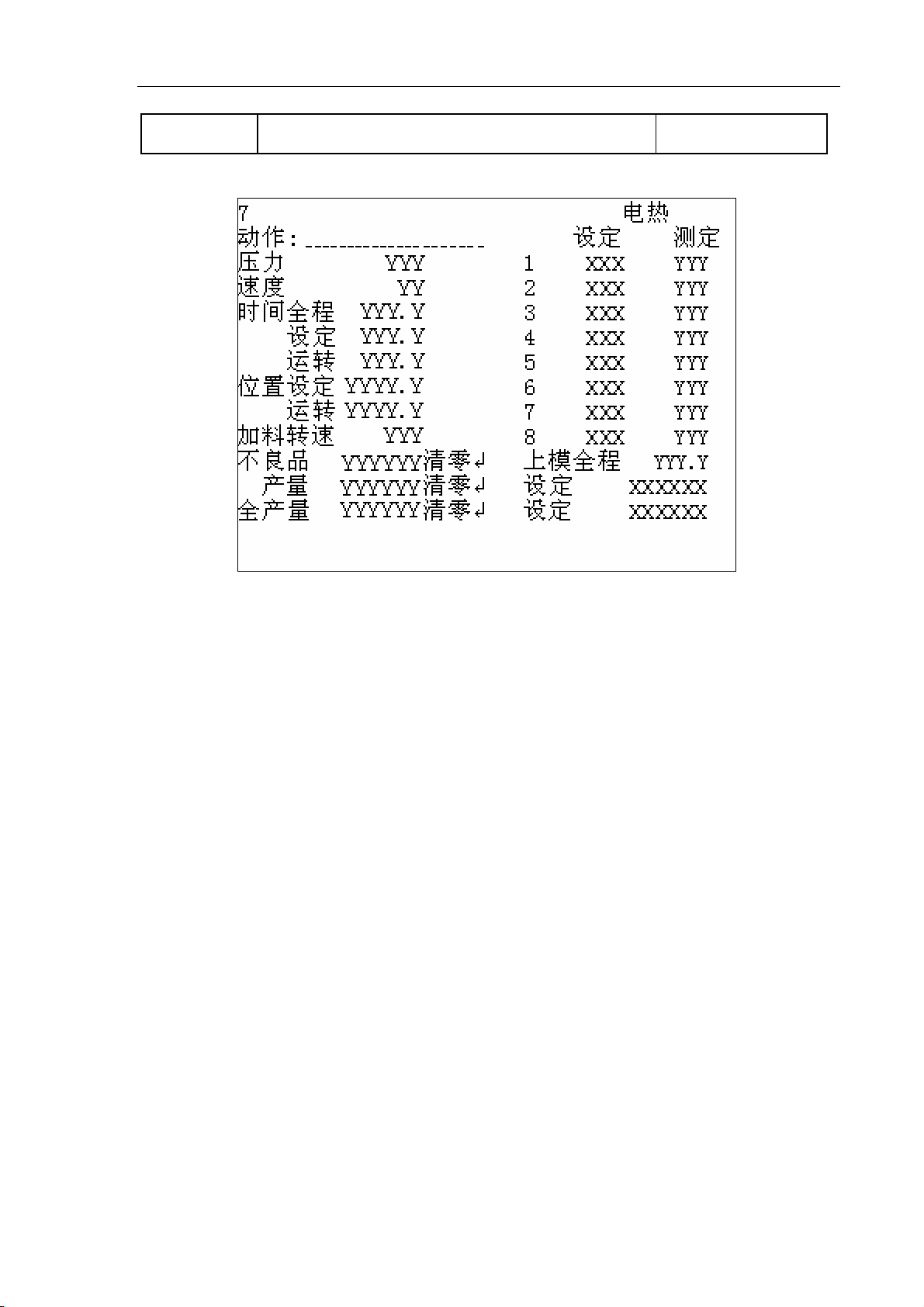
CH 1— 7: LCD —显示屏第七页 PAGE: 10
※ YYY :此资料自动显示。
※ XXX :使用者设定数据。
※ --------- :显示动作或警服及讯息。
加料转速:动或半自动操作时,于加料动作中以
※ INPUT
[31]做检出,可测知加料油压马达转速。
【手动加料时,不能检测此转速】
※ 上模全程:上一模全程时间。
※ 不 良 品:生产过程中,如产品射料不足或漏料时,则此栏
中即累加不良品这数量。
※ 产 量 :包装数量设定。
※ 全产量 :累计总生产数量。
※ 清零 :当需要进行[不良品]、[产量] 、[全产量]清零时,将
光标移动到清零处,按[写入键]清零。
第 10 页
HY326 说明书
CH 1— 8: LCD —显示屏第八页 PAGE: 11
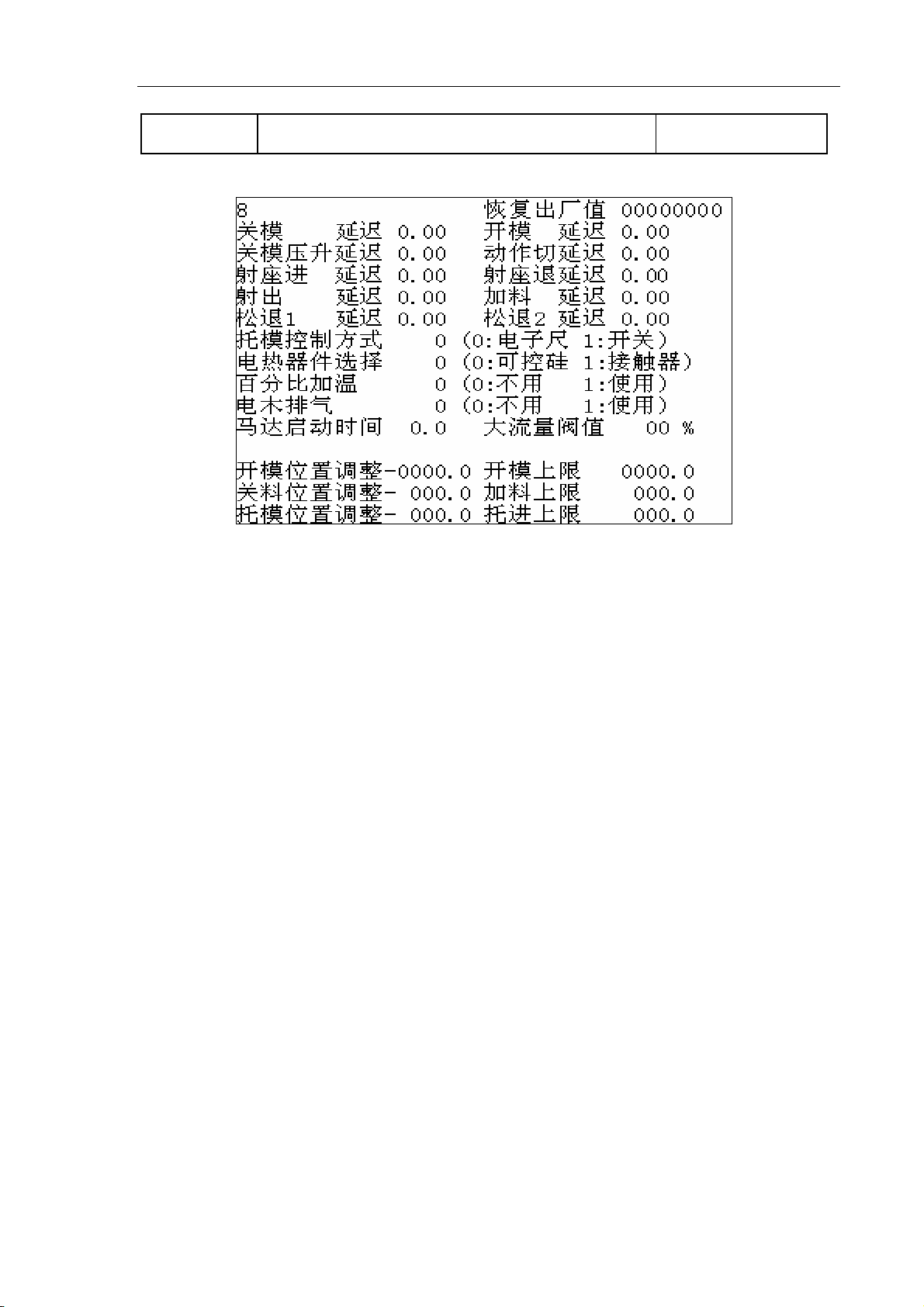
※ 恢复出厂值 :输入密码(程序日期)可恢复出厂值。
※ 关模压升延迟 :关模时,关模阀先动作,当此时间结束后
,关模
压力再动作。
※ 动作切延迟 :当此时间有设
定时,在机器动作之任一过程当上
一动作结束,欲进行下一动作时,此时先将上一动
作之[压力]切掉,再经[此动作切延迟时间后]
再切掉速度及动作阀。
※ 上述其它之延迟: 间,即当欲招待上列之
动作前,在前一[动作切延迟时间]结束后再经
在第八页所列之延迟时
此一[延迟]时间后,先送此动作之速度及动
作阀然后再送[压力]之动作。
※ 托模控制方式 :选 0 为电子尺控制,选 1 为开关控制。
※ 电热器件选择 :选 0 可控硅加温,选 1 为接触器加温。
※ 百分比加温 :选 0 不用百分比加温,选 1 用百分比加温。
※ 电木排气 :选 0 不用电木排气功能,选 1 用电木排气功能。
第 11 页

HY326 说明书
CH 1— 8: LCD —显示屏第八页 PAGE: 12
※ 线性定位尺调整:固定线性定位尺时,利用手动操作射料及关模,
若线性定位尺的运转位置不会到 0 值;【虽然机
械已到极限】将此时之值记下,而设定在线性
定位尺[位置调整]内,即能将该位置归零。
【
※ 线性定位尺上限:加料上限,开模上限,托进上限,此 3 值之设
定乃为防止操作者错误,超过机械极限,以致
例:射料定位尺差 0.5mm,而无法调整为 0
时,于[射料位置调整]栏处,输入[-000.5]
则可使射料定位尺,达到归零效果】。
无法完成行程,当操作者设定超过上限值时视
为上限值,当由修改状态回复转状态时,即会
自动校正;再按复归,则该值会显示校正之值。
第 12 页
HY326 说明书
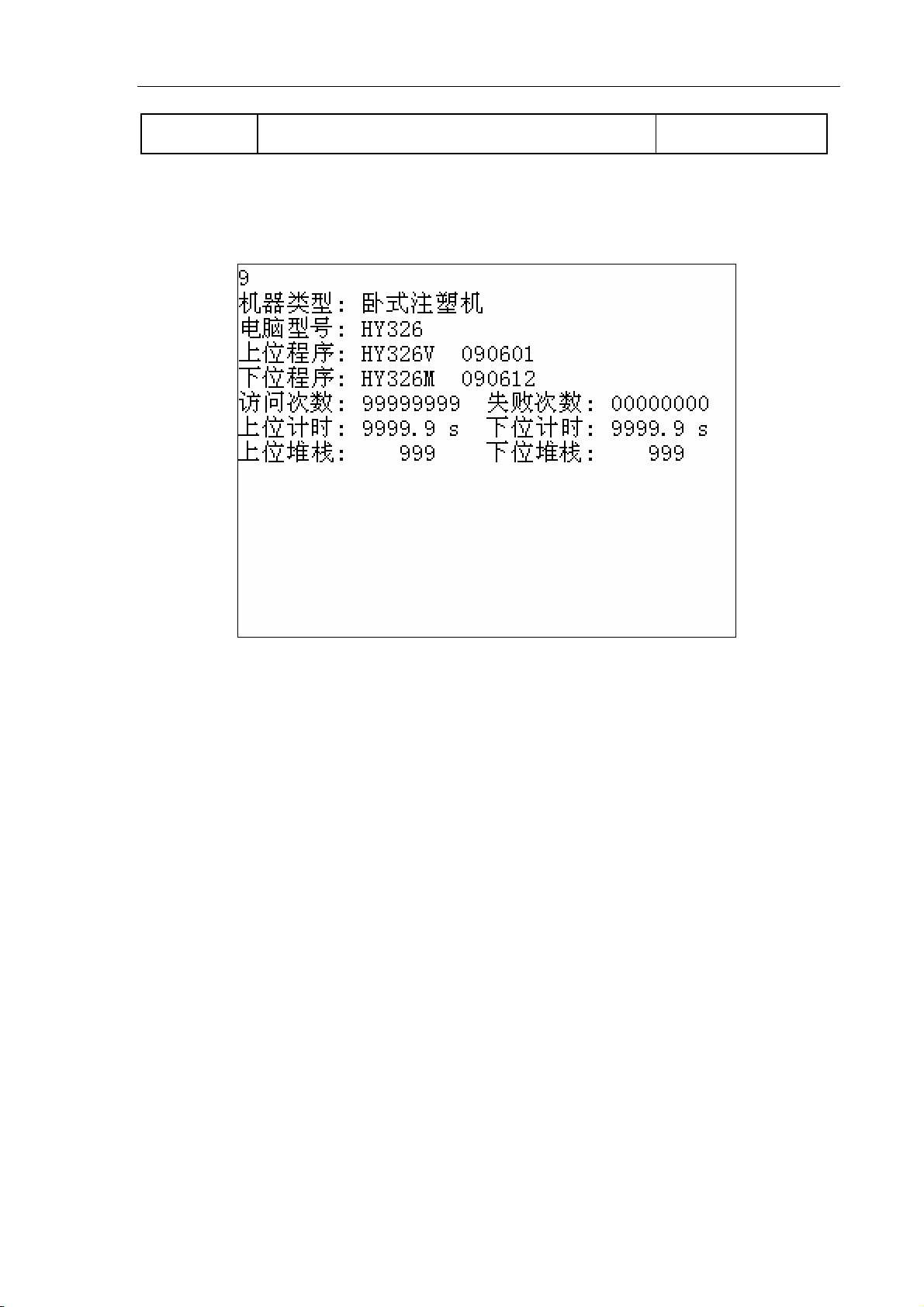
CH 1— 9: LCD —显示屏第九页 PAGE: 13
※ 机器类型:显示机器的类型。
※ 电脑型号:显示电脑的型号。
※ 上位机程序:显示上位机程序编
号。
※ 下位机程序:显示下位机程序编号。
第 13 页
HY326 说明书
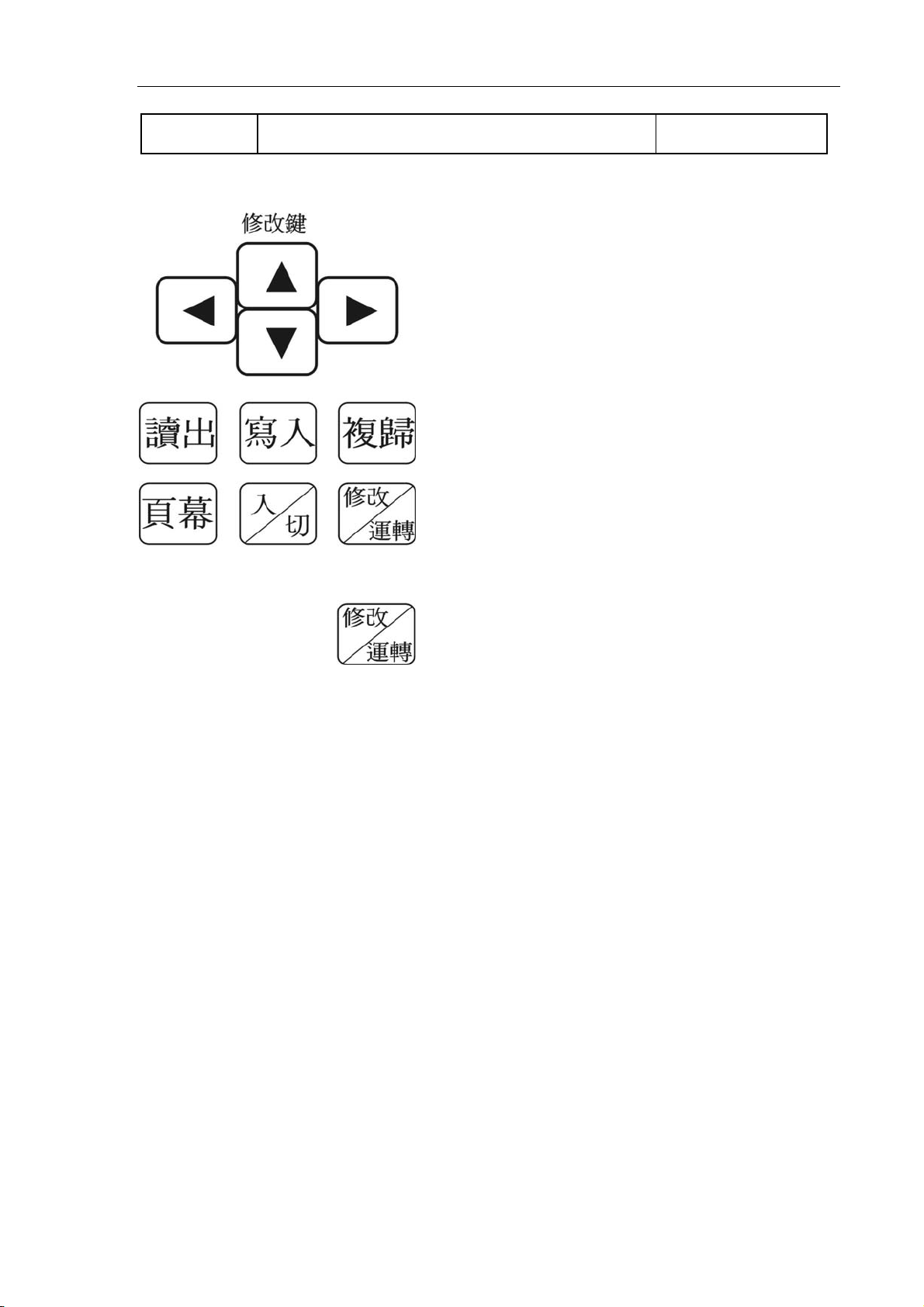
CH 2: 修改键 PAGE: 14
※ 如在四分钟内,无按任何键,
则 LCD 背光会自动消失。
※ 欲使背光再恢复,只须按面板
上任何一键均可。
此键用来做运转或修改状态时用。
在【运转】中:
屏幕显示【运转页】,温度、压力、
速度,时间数据随着动作变化而改变
运转中,修改键上除了复归键外,其
它键均无法操作。
在【修改】中:
所有的修改键上之任何一键皆可使用。
第 14 页
 Loading...
Loading...